Сварочный ток на 4ке в различных положениях? — Ручная дуговая сварка — ММA
Может при 160А истекающий металл попадает на электрод, тем самым прекращает горение дуги и залипание!?
Да, на более мелких электродах я просто прибавляю и всё отлично с потолком. А с 4кой прибавлять уже некуда.
Неужели на честных 110А можно держать короткую дугу на 4ке? Это фантастика, коллега.
Может у вас не настраивается и сильно работает форсаж дуги?
Так-то я могу и на 80А варить со 100% форсажом, что угодно и каким-угодно электродом, я его называю «автоампераж», но это будут теже 160А 4кой на потолке в 90% случаев!!!
Поэтому я уточнил, сразу про честные амперы.
Mikhailsvarka,ваш аппарат расчитан на диам. эл-да 3 мм. на потолке не хватает мощности.160А он вряд ли выдает,140А может и дает,но для уони это скорее всего мало,нижнее и вертикал поднять можно,с потолком беда.

Уважаемый,
1. мой инвертор рассчитан на 4ку, надо приводить официальные источники или будем это талдычить до бесконечности в каждом сообщении?
2. варит он абсолютно всеми электродами до 4мм, в абсолютно всех положениях, выдаёт и пониженный и нормальный и даже явно повышенный для 4ки ток.
Но я уточнил только, что избыточный для 4ки ток и потолок варится, только если идеально запитать аппарат, а вот в плохой сети беда, как вы выразились.
3. Вопрос темы про честные амперы, а не обсирательство моего аппарата!
хотя там наверное не 80А а намного больше
Ну естественно, работая на ВД-306 на «ГАЗе», в режиме малых токов потолок 145А, 4ка не варит толком даже в нижнем положении, переключаю на большие токи и добавляю 5-10 оборотов, тогда начинает быстро и качественно, как рекомендуется на максимально комфортном, один оборот 2А. Т.е.
Если честно, то запитавшись от промышленной сети, у меня возникло ощущение, что ресанта даёт и больше 160А.
Так что к басням про 140А и меньше я уже давно отношусь спокойно и не ленюсь спокойно разъяснять людям, что это полнейший бред и прошу больше никому об этом не говорить, чтобы не засмеяли.
Теперь спрашиваю, только про честные амперы, жаль вы не знаете.
Сообщение отредактировал Mikhailsvarka: 13 Декабрь 2015 21:05
Сварочный аппарат инверторный САИ 250 РЕСАНТА, сварочный ток до 250 А, диаметр электрода до 6 мм, 65/6
Сварочный аппарат инверторный САИ 250 РЕСАНТА, сварочный ток до 250 А, диаметр электрода до 6 мм, 65/6Онлайн гипермаркет
ЗАКАЗЫ ПРИНИМАЮТСЯ КРУГЛОСУТОЧНО
Пн-Пт с 10:00 до 18:00 СБ-ВС — выходные
0- Инструменты и ремонт
- Электроинструменты
- Сварочные аппараты и аксессуары к ним
- Сварочные аппараты
- Сварочный аппарат инверторный САИ 250 РЕСАНТА, сварочный ток до 250 А, диаметр электрода до 6 мм, 65/6
 org/ListItem»>Главная
org/ListItem»>ГлавнаяВсе товары бренда РЕСАНТА
Производительным решением для бытового использования является сварочный аппарат-инвертор РЕСАНТА САИ-250. Преимуществом модели являются небольшой вес и компактные размеры, поэтому при транспортировке затруднений не возникнет.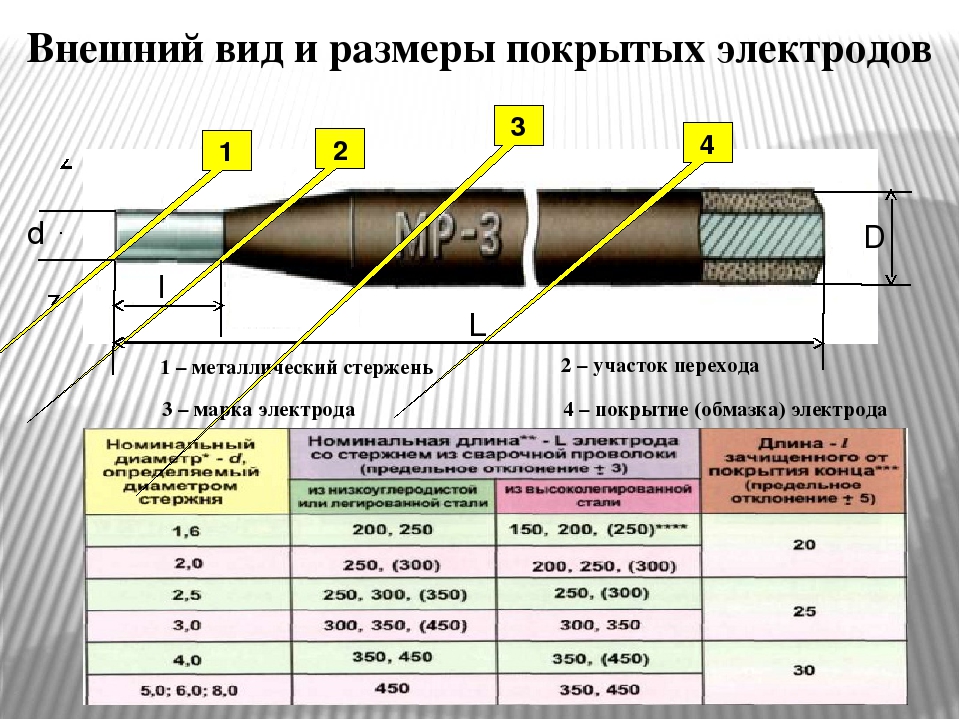 Корпус изготовлен из прочной стали, надежно защищающей от внешних повреждений.
Вентиляционные отверстия предусмотрены для обеспечения притока воздуха, что способствует поддержанию рабочей температуры. Сварочный аппарат-инвертор РЕСАНТА САИ-250 оснащен плечевым ремнем с возможностью транспортировки, чтобы сделать перемещения максимально комфортными. При помощи поворотного регулятора не составит труда выбрать силу сварочного тока в диапазоне от 10 до 250 А. Специальная технология AntiStik предотвращает залипание дуги, что гарантирует аккуратный и точный шов.
Корпус изготовлен из прочной стали, надежно защищающей от внешних повреждений.
Вентиляционные отверстия предусмотрены для обеспечения притока воздуха, что способствует поддержанию рабочей температуры. Сварочный аппарат-инвертор РЕСАНТА САИ-250 оснащен плечевым ремнем с возможностью транспортировки, чтобы сделать перемещения максимально комфортными. При помощи поворотного регулятора не составит труда выбрать силу сварочного тока в диапазоне от 10 до 250 А. Специальная технология AntiStik предотвращает залипание дуги, что гарантирует аккуратный и точный шов.
| Вес нетто | |
| Диапазон рабочего напряжения | 140-260 |
| Класс защиты | IP21 |
| Максимальный диаметр электрода | 6 |
| Максимальный потребляемый ток | 35 |
| Максимальный ток | 250 |
| Минимальный ток | 10 |
| Мощность потребления | 7700 |
| Напряжение дуги | 29 |
| Напряжение холостого хода | 80 |
| Объем | 0. 0194 0194 |
| Питание от сети | 220 |
| Продолжительность нагружения (70%) | 250 |
| Страна | Китай |
| Тип выходного тока | постоянный |
| Тип сварки | ручная дуговая сварка ММА |
Дополнительно
Личный кабинет
Обратная связь
© 2021. Канцтовары Brauberg
Частые вопросы по технике безопасности – электрический ток
Опасность поражения током
В: В каких обстоятельствах может произойти удар электрическим током?
О: Удар током происходит при прикосновении к двум металлическим предметам, через которые проходит электрический ток.
В: При каком напряжении ток представляет собой опасность?
О: В обычных домах обычно используется напряжение 220 вольт. Однако при неудачном стечении обстоятельств даже 50 вольт или меньше могут привести к гибели или серьезной травме.
В: Что опасней: переменный (AC) или постоянный ток (DC)?
О: В большинстве случаев переменный ток более опасен, чем постоянный.
В: Какое напряжение используется при дуговой сварке?
В: Под каким напряжением находятся компоненты внутри сварочных аппаратов?
О: Напряжение внутри сварочного оборудования значительно выше – от 120 до 575 вольт и больше.
Поражение первичным электротоком
В: Почему первичный ток опаснее вторичного?
О: Напряжение первичного тока составляет от 115 до 600 вольт – что значительно выше и опаснее вторичного (или сварочного) напряжения.
В: Когда происходит удар первичным током?
О: Удар первичным входным током происходит при прикосновении к питающему кабелю или другому компоненту «под напряжением» внутри включенного аппарата, если тело или другая рука сварщика находится на корпусе аппарата или другой заземленной металлической поверхности.
В: Как полностью отключить питание сварочного аппарата?
О: Для отключения аппарата нужно отсоединить кабель питания или повернуть выключатель питания в положение «Выкл.».
В: Для чего заземляется корпус сварочного аппарата?
О: Корпус заземляется для того, чтобы неполадки внутри аппарата вызывали перегорание предохранителя. Это приведет к мгновенному отключению питания и даст знать о необходимости ремонта.
В: Как отличить заземляющий провод в кабеле питания?
О: Заземляющий провод в кабеле питания имеет изоляцию зеленого цвета, а иногда вообще не имеет изоляции.
В: В чем разница между рабочим и заземляющим кабелем?
О: Зеленый заземляющий провод связывает сварочный аппарат с заземлением. Рабочий кабель (идущий к свариваемому изделию), напротив, является частью контура сварочной дуги и проводит только сварочный ток. Рабочий кабель не заземляет корпус аппарата.
Поражение вторичным электротоком
В: Как может произойти удар вторичным током?
О: Поражение вторичным током происходит при прикосновении к какой-либо части сварочного контура – возможно, оголенному участку электродного кабеля – в то время как другая часть тела сварщика касается свариваемого металла (рабочего изделия).
В: В какой момент напряжение проходящего через электрод тока достигает своего максимума?
О: Напряжение достигает максимума в те периоды, когда оператор не ведет сварку («напряжение холостого хода»).
Практика безопасной работы
В: Как определить, что электрод «под напряжением»?
О: Если сварочный аппарат включен, электрод всегда находится под напряжением.
В: Как защититься от удара током во время сварки?
О: Во время работы тело сварщика должно быть полностью изолировано от металла. Не опирайтесь руками или ногами на рабочее изделие (т. е. свариваемый металл), особенно если на вас влажная одежда или если она не полностью закрывает кожу (последнее абсолютно недопустимо). Если Вам нужно встать или лечь на рабочую поверхность, воспользуйтесь листом фанеры, резиновым ковриком или любой другой сухой изоляцией.
Зоны риска
В: В каких случаях дуговая сварка связана с большой опасностью удара током?
О: Риск возникает в тех случаях, когда сварка проводится в опасных с точки зрения электротехники условиях (в сырых местах или при использовании мокрой одежды, на металлических конструкциях, например, стальных полах, решетках или строительных лесах, при сварке в стесненном положении, например, сидя, на коленях или лежа, а также при высокой вероятности неизбежных или случайных контактов с рабочим изделием или заземлением).
В: Какой тип сварочного оборудования лучше всего подходит для дуговой сварки в опасных условиях?
О: Полуавтоматические сварочные аппараты постоянного тока с постоянной ВАХ, аппараты для ручной сварки на постоянном токе и аппараты для сварки на переменном токе с пониженным напряжением.

В: Что нужно предпринять при ударе током?
О: Любой удар током, даже самый слабый, нужно расценивать как предупреждение. Обязательно выясните причину удара – проверьте свое оборудование и проанализируйте процесс сварки и пространство вокруг своего рабочего места. При необходимости немедленно обратитесь за медицинской помощью.
В: Что предпринять при подозрении на неполадки?
О: При любом подозрении на неполадки отключите питание сварочного аппарата и сообщите о произошедшем своему руководителю или профессиональному электрику. Пока этот аппарат не будет проверен, им запрещено пользоваться.
Величина — сварочный ток — Большая Энциклопедия Нефти и Газа, статья, страница 4
Величина — сварочный ток
Cтраница 4
Величину сварочного тока подбирают в зависимости от толщины металла и вида сварного соединения, а диаметр электрода иг толщины свариваемых листов. Увеличение плотности тока допускается только при использовании графитовых электродов. [46]
[46]
Величину сварочного тока определяют в основном током этой независимой обмотки возбуждения и регулируют реостатом Rm в цепи обмотки НО, а напряжение холостого хода — реостатом RK в цепи обмотки ШО. [48]
Величину сварочного тока регулируют обычно при помощи источника питания, имеющего для этого специальные регулировочные устройства. [49]
Величину сварочного тока подбирают в зависимости от толщины металла и вида сварного соединения, а диаметр электрода — от толщины свариваемых листов. Увеличение плотности тока допускается только при использовании графитовых электродов. [50]
Величину сварочного тока для электродов данной марки и диаметра обычно указывают на заводской этикетке, наклееной на пачке электродов. [51]
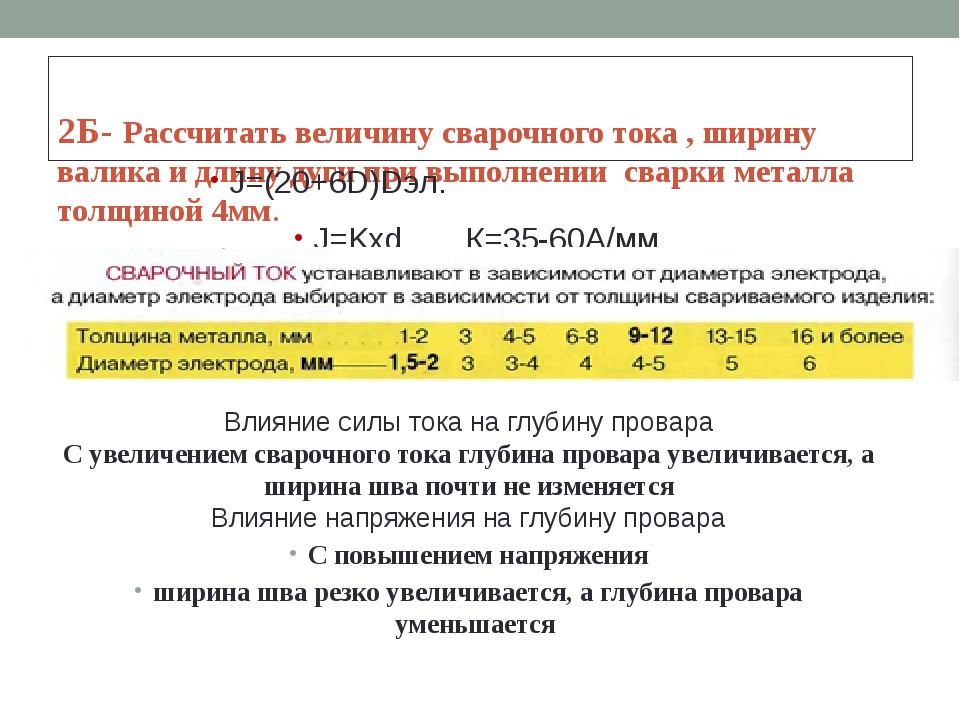
Величину сварочного тока выбирают по диаметру электрода. [52]
[52]
Величину сварочного тока подбирают в зависимости от толщины металла и вида сварного соединения, а диаметр электрода от толщины свариваемых листов. Увеличение плотности тока допускается только при использовании графитовых электродов. [53]
Если величина сварочного тока мала, выделяющееся тепло оказывается недостаточным для нагрева деталей до температуры плавления металлов: детали не свариваются. В случае большой величины сварочного тока выделяется слишком много тепла, что вызывает пережог и выплеск металла. Величину тока в сварочных станках регулируют в широких пределах. [54]
Рекомендуемая величина сварочного тока указывается в паспорте ( на этикетке) данной марки электрода. При сварке ответственных конструкций выбранный режим сварки проверяется практическим путем. С этой целью сваривают опытные образцы из той же стали, из которой изготовлена конструкция, и в том же положении, в каком предстоит сварка.
[56]
С этой целью сваривают опытные образцы из той же стали, из которой изготовлена конструкция, и в том же положении, в каком предстоит сварка.
[56]
Регулировка величины сварочного тока в трансформаторе производится с помощью кнопок Ток больше и Ток меньше, расположенных на корпусе трансформатора. Подобные кнопки находятся также на пульте управления автомата АДС-1000. При питании его от трансформатора типа ТСД-1000-3 этими кнопками осуществляется дистанционное регулирование величины сварочного тока непосредственно с рабочего места сварщика, что удобно при эксплуатации. [57]
Регулирование величины сварочного тока производится введением магнитного шунта 4 во внутрь сердечника, что позволяет изменять величину магнитных потоков рассеивания в реактивной обмотке. Максимальная величина тока соответствует тому положению шунта, когда он полностью выведен из сердечника, а индуктивное сопротивление реактивной обмотки / / / минимально. [59]
[59]
Страницы: 1 2 3 4
Что такое сварочный ток? — АМАРИН
Сварочный ток — это термин, используемый для описания электричества, которое перескакивает через дуговой промежуток между концом электрода и свариваемым металлом . Электрический ток — это поток электронов . Сопротивление потоку электронов (электричество) производит тепла .
Чем больше электрическое сопротивление, тем больше тепла и температуры будет производить дуга.Воздух обладает высоким сопротивлением току, поэтому сварочная дуга SMA выделяет много тепла и температуры. Электроны текут от отрицательного ( -) к положительному (+ ).
Какие три единицы используются для описания любого электрического тока?
Три единицы используются для описания любого электрического тока.
Три единицы: напряжение (В), сила тока (А) и мощность (Вт).
• Напряжение , или вольт (В), является измерением электрического давления точно так же, как фунты на квадратный дюйм измеряют давления воды .Напряжение управляет максимальным зазором, который электроны могут перепрыгнуть, образуя дугу. Чем выше напряжение, тем больше зазор . Сварочное напряжение связано с температурой сварки.
• Сила тока , или ампер (А), является мерой общего количества протекающих электронов , точно так же, как галлоны являются мерой количества протекающей воды . Сила тока управляет размером дуги . Сила тока связана с жаром при сварке.
• Мощность , или ватт (Вт), является мерой количества электрической энергии или мощности дуги. Ватты рассчитываются путем умножения напряжения (В) на амперы (А). Ватты связаны с мощностью сварки или количеством тепла и температуры, выделяемых дугой.
Нравится:
Нравится Загрузка …
Связанные(PDF) Влияние сварочного тока на свойства сварных деталей в процессе сварки MIG и TIG
.Количество тепла, выделяемого для соединений внахлест
образцов, было выше, чем для образцов
, полученных в процессе сварки MIG и TIG, из стыковых соединений. Эта тенденция может быть связана с большим количеством
тепла, которое воздействует на зону сварки, чтобы обеспечить хорошее соединение сварных деталей
.
Рис.15: Два типа соединений внахлест и встык, количество тепла, выделяемого для процесса сварки MIG
Рис.16: Два типа соединений внахлест и стык, количество тепла, выделяемого для процесса сварки TIG
В данном исследовании было проведено исследование влияния электрического тока на механические свойства сварного шва
.Среднеуглеродистая сталь
и нержавеющая сталь были сварены с использованием двух типов соединений (соединение внахлест sin-
gle и соединение встык с одним V-образным пазом).
Результаты показали значительное увеличение температуры сварки
с током для сварки внахлест TIG и незначительное увеличение температуры сварки
с током для сварки MIG внахлест со всеми токами
, использованными в данном исследовании для всех образцов.
В целом, значения температуры в сварных изделиях TIG были выше на
, чем в сварках MIG для всех образцов, сваренных внахлестку
типов соединений.Значения предела прочности на растяжение для сварных деталей типов
стыковых соединений были выше, чем у типов стыковых соединений внахлест для всех сварных деталей
, сваренных методом TIG сварки.
Количество выделяемого тепла было для образцов процесса сварки TIG
ì больше, чем у образцов процесса сварки MIG для стыковых соединений
и внахлестку.
4. Выводы
В данном исследовании было проведено исследование влияния электрического тока на механические свойства сварного шва
.Среднеуглеродистая сталь
и нержавеющая сталь были сварены с использованием двух типов соединений (соединение внахлест sin-
gle и соединение встык с одним V-образным пазом).
Результаты показали значительное увеличение температуры сварки
с током для сварки внахлест TIG и незначительное увеличение температуры сварки
с током для сварки MIG внахлест со всеми токами
, использованными в данном исследовании для всех образцов.
В целом, значения температуры в сварных изделиях TIG были выше на
, чем в сварных соединениях MIG для всех образцов, сваренных внахлестку
типов соединений.
Значения предела прочности на растяжение для сварных деталей типа стыкового соединения
были выше, чем для типов стыкового соединения внахлест для всех сварных деталей
, сваренных методом сварки TIG.
Количество выделяемого тепла было для образцов процесса сварки TIG —
наразмера больше, чем у образцов процесса сварки MIG для стыковых соединений
и соединений внахлест
Ссылки
[1] Ананд Рао, В., и Р. Дейванатан . 2014. «Экспериментальные исследования —
tigation для аспектов сварки нержавеющей стали 310 для процесса
сварки TIG.”Разработка процедур 97. Elsevier B.V .: 902–908.
DOI: 10. 1016 / j.proeng.2014.12.365.
[2] Б. Шринивасан, В. Мутупанди, В. Дитцель и В. Сиван. 2006. «Оценка
ударной вязкости и коррозионного поведения экрана —
ed. Дуговой сваркой разнородных сварных швов между сталями UNS 31803
и IS 2062». Материаловедение и технологии (Соединенное Королевство
) 3 (27): 182–191.
[3] до н. Э. Говард. 1994 г.Современные сварочные технологии. Прентис-Холл,
Нью-Джерси.
[4] Гадевар С.П., Сваминадхан П., Харкаре М.Г., Гаванде Ш. 2010.
«Экспериментальное исследование характеристик сварного шва для однопроходной сварки TIG
с SS304». Международный журнал инженеров —
, наука и технологии 2 (8): 3676–3686.
[5] Гарднер Л. 2005. «Использование нержавеющей стали в конструкциях». Прог.
Struct. Engng. Mater 7: 48–55.
[6] Исмаил, Аиша А. Л. и Мутлаг Шафи Фухайд. 2017. «Экспериментальный анализ
на механическую целостность сварных конструкций Tig-Mig Hybrid
». Международный журнал машиностроения и производства
Engineering 5 (4): 114–117.
[7] Хуршид AM, Ибрахим С. 2016. «Анализ сварных соединений Us-
, сварка трением с перемешиванием, металлический инертный газ и вольфрамовый инертный газ».
Техника и технологии в Индии 7 (1): 1–7.
[8] Матур А., Мунир М. Д., Шричаран С. С., Чандра Шекар К. 2015.
«Дуговая сварка вольфрамовым газом аустенитных нержавеющих сталей AISI 304
». Международный журнал инженерных исследований и технологий —
ogy 4 (15): 148–150.
[9] Мишра, Радха Раман, Вишну Кумар Тивари и С. Раджеша. 2014.
«Исследование прочности на разрыв разнородных сварных MIG и TIG сварных соединений
из мягкой стали и нержавеющей стали.”Международный журнал
достижений в области материаловедения и инженерии (IJAMSE) 3 (2):
23–32. DOI: 10.14810 / ijamse. 2014. 3203.
[10] Ойетунджи, Акинлаби и Нвафагу Нвигбоджи. 2014. «Влияние процесса сварки
, типа электрода и диаметра сердечника электрода на свойство растяжения
аустенитной нержавеющей стали 304L». Леонардо
Электронный журнал практик и технологий 13 (25): 210–222.
[11] Raveendra A, Kumar BR.2013. «Экспериментальное исследование импульсной сварки
и неимпульсной сварки TIG листа нержавеющей стали
(SS304)». Международный журнал инновационных исследований в науке,
Техника и технологии 2 (6): 2337–2344.
[12] Ройланс, Дэвид. 2008. Механические свойства материалов.
[13] Talabi, S. I., O. B. Owolabi, J. A. Adebisi, and T. Yahaya. 2014a.
«Влияние параметров сварки на механические свойства сварного соединения из углеродистой стали с низким содержанием
.”Достижения в области технологии производства
и управления 9 (4): 181–186. DOI: 10.14743 / apem 2014. 4.186.
[14] Talabi, S.I, O.B Owolabi, JA Adebisi, and T. Yahaya. 2014b. «Эффект Ef-
сварочных переменных на механические свойства сварного соединения низкоуглеродистой стали
». Достижения в области производства и управления —
возраст 9 (4): 181–186. DOI: 10.14743 / apem2014. 4.186.
[15] Воорт, Джордж Ф. Вандер, изд. 2004. Металлургия и микроструктура —
тура.ASM International.
[16] Ван Кью, Сан Д.Л., На И, Чжоу Ю., Хань Х.Л., Ван Дж. 2011. «Влияние
параметров сварки TIG на морфологию и механические свойства. . Процессы инжиниринга
Дуговая сварка постоянным током: Maine Welding Company
Источник питания — это сердце всего процесса дуговой сварки. Два основных типа источников питания выражаются их вольт-амперными выходными характеристиками. В этом параграфе рассматривается машина постоянного тока.Другой источник питания, машина постоянного напряжения, обсуждается в параграфе 10-3. Кривая статической выходной характеристики, полученная обоими источниками, показана на рисунке 10-1. Характеристическая кривая сварочного аппарата получается путем измерения и построения графика выходного напряжения и выходного тока при статической загрузке аппарата.
а. Обычная машина известна как машина постоянного тока (CC) или тип переменного напряжения. Машина CC имеет характерную падающую вольт-амперную кривую (рис.10-1), и уже много лет используется для дуговой сварки экранированным металлом. Аппарат для дуговой сварки на постоянном токе имеет средства регулирования тока дуги. Он также имеет статическую вольтамперную кривую, которая дает относительно постоянный выходной ток. Напряжение дуги при заданном сварочном токе зависит от скорости подачи плавящегося электрода в дугу. Когда используется неплавящийся электрод, напряжение дуги зависит от расстояния от электрода до изделия.Аппарат для дуговой сварки постоянным током обычно используется в сварочных процессах, в которых используются электроды, удерживаемые вручную, плавящиеся электроды с непрерывной подачей или неплавящиеся электроды. Если длина дуги изменяется из-за внешних воздействий и возникают незначительные изменения напряжения дуги, сварочный ток остается постоянным.
г. Источник питания обычного или постоянного тока (CC) может иметь выход постоянного или переменного тока. Он используется для дуговой сварки в среде защитного металла, дуговой сварки и строжки углем, дуговой сварки газом вольфрамом и плазменной дуговой сварки.Он используется для приварки шпилек и может использоваться для процессов непрерывной проволоки, когда используются электроды относительно больших размеров.
г. Есть две системы управления для сварочных аппаратов с постоянным током: аппарат с одним управлением и аппарат с двойным управлением.
(1) Машина с одним управлением имеет одну регулировку, которая изменяет выходной ток с минимального на максимальный, который обычно превышает номинальную мощность машины. Характеристическая вольт-амперная кривая показана на рисунке 10-2.Заштрихованная область — это нормальный диапазон напряжения дуги. Регулируя текущий контроль, можно получить большое количество выходных кривых. Пунктирными линиями показаны промежуточные регулировки машины. Для кранов или съемных машин количество крышек будет соответствовать количеству доступных смесителей или вставных комбинаций. Большинство трансформаторных и трансформаторно-выпрямительных аппаратов — это сварочные аппараты с одним управлением. (2) Машины с двойным управлением имеют регуляторы тока и напряжения. У них есть две регулировки: одна для управления грубым током, а другая — для точного регулирования тока, которая также действует как регулировка напряжения холостого хода.Генераторные сварочные аппараты обычно имеют двойное управление. Они предлагают сварщику максимальную гибкость для различных сварочных требований. Эти машины по своей сути обладают функцией контроля наклона. Наклон характеристической кривой может быть изменен с пологого на крутой в соответствии с требованиями сварки. На рис. 10-3 показаны некоторые из различных кривых, которые можно получить. Остальные кривые получены при промежуточных настройках напряжения холостого хода. Наклон изменяется путем изменения напряжения холостого хода с помощью ручки регулировки точного тока.Грубая настройка устанавливает выходной ток машины ступенчато от минимального до максимального тока. Регулятор точного тока изменяет напряжение холостого хода примерно с 55 до 85 вольт. Однако при сварке эта регулировка не влияет на напряжение дуги. Напряжение дуги контролируется сварщиком путем изменения длины сварочной дуги. Напряжение холостого хода влияет на возможность зажигания дуги. Если напряжение холостого хода намного ниже 60 вольт, дугу сложно зажечь. (a) Различные наклоны, возможные для машины с двойным управлением, имеют важное влияние на сварочные характеристики дуги. Длина дуги может варьироваться в зависимости от техники сварки. Короткая дуга имеет более низкое напряжение, а длинная — более высокое. При короткой дуге (более низкое напряжение) источник питания вырабатывает больший ток, а при более длинной дуге (более высокое напряжение) источник питания обеспечивает меньший сварочный ток. Это показано на рисунке 10-4, на котором показаны три кривые дуги и две характеристические кривые сварочного аппарата с двойным управлением.Три кривые дуги предназначены для длинной дуги, нормальной дуги, а нижняя кривая — для короткой дуги. Пересечение кривой дуги и характеристической кривой сварочного аппарата называется рабочей точкой. Рабочая точка постоянно меняется во время сварки. Во время сварки и без изменения управления на аппарате сварщик может удлинять или укорачивать дугу и изменять напряжение дуги с 35 до 25 вольт. При одинаковых настройках машины короткая дуга (более низкое напряжение) является сильноточной.И наоборот, длинная дуга (высокое напряжение) — это дуга с меньшим током. Это позволяет сварщику контролировать размер лужи расплава во время сварки. Когда сварщик намеренно и ненадолго удлиняет дугу, сила тока уменьшается, дуга расширяется, и лужа замерзает быстрее. Количество расплавленного металла уменьшается, что обеспечивает контроль, необходимый для работы вне рабочего места. Этот тип управления встроен в обычные машины постоянного тока, одно- или двойное управление, переменного или постоянного тока. (b) С помощью аппарата с двойным управлением сварщик может настроить аппарат для большего или меньшего изменения тока при заданном изменении напряжения дуги.Обе кривые на рисунке 10-4 получены на машине с двойным управлением путем регулировки ручки точного управления. Верхняя кривая показывает напряжение холостого хода 80 В, а нижняя кривая показывает напряжение холостого хода 60 В. При любой настройке соотношение напряжения и тока останется на той же кривой или линии. Рассмотрим сначала 80-вольтовую кривую холостого хода, которая дает более крутой наклон. Когда дуга длинная с 35 вольт и сокращается до 25 вольт, ток увеличивается. Это делается без прикосновения к системе управления машиной.Сварщик манипулирует дугой. При более пологой кривой холостого хода 60 вольт, когда дуга сокращается с 35 вольт до 25 вольт, сварочный ток увеличивается почти вдвое больше, чем при следовании кривой холостого хода 80 вольт. Более пологая кривая наклона обеспечивает дугу копания, при которой одинаковое изменение напряжения дуги вызывает большее изменение тока дуги. Кривая с более крутым наклоном имеет меньшее изменение тока при таком же изменении длины дуги и обеспечивает более мягкую дугу. Между кривыми напряжения холостого хода 80 и 60 имеется множество характеристических кривых, каждая из которых допускает различное изменение тока для одного и того же изменения напряжения дуги.Это преимущество сварочного аппарата с двойным управлением перед сварочным аппаратом с одним управлением, поскольку наклон кривой в диапазоне напряжения дуги можно регулировать только на аппарате с двойным управлением. Сварочный генератор с двойным управлением является наиболее гибким из всех типов источников сварочного тока, поскольку он позволяет сварщику переключаться на более сильноточную дугу для глубокого проплавления или на более низкотоковую и менее проникающую дугу путем изменения длины дуги. . Эта способность управлять током дуги в довольно широком диапазоне чрезвычайно полезна при сварке труб.d. Выпрямительный сварочный аппарат, технически известный как трансформатор-выпрямитель, вырабатывает постоянный ток для сварки. Эти машины, по сути, являются машинами с одним управлением и имеют статическую кривую выходной характеристики вольт-ампер, аналогичную показанной на рис.рисунок 10-4 выше. Эти аппараты, хотя и не такие гибкие, как двигатель-генератор с двойным управлением, могут использоваться для всех типов дуговой сварки защищенным металлом, где требуется постоянный ток. Наклон вольт-амперной кривой в диапазоне сварки обычно находится посередине между максимумом и минимумом для аппарата с двойным управлением.е. Переменный ток для сварки обычно вырабатывается сварочным аппаратом трансформаторного типа, хотя сварочные машины с генератором переменного тока с приводом от двигателя доступны для портативного использования. Статическая вольт-амперная характеристика источника переменного тока такая же, как показано на рисунке 10-4 выше. Некоторые источники сварочного тока с трансформатором имеют ручки точной и грубой регулировки, но это не машины с двойным управлением, если только напряжение холостого хода не изменяется заметно. Разница между сваркой на переменном и постоянном токе заключается в том, что напряжение и ток проходят через ноль 100 или 120 раз в секунду, в зависимости от частоты сети или при каждом изменении направления тока.Реактивное сопротивление, заложенное в машину, вызывает сдвиг фаз между напряжением и током, так что они не проходят через ноль одновременно. Когда ток проходит через ноль, дуга гаснет, но из-за разницы фаз присутствует напряжение, которое помогает быстро восстановить дугу. Степень ионизации дуги влияет на напряжение, необходимое для восстановления дуги, и на общую стабильность дуги. Стабилизаторы дуги (ионизаторы) включены в покрытия электродов, предназначенных для сварки на переменном токе, чтобы обеспечить стабильную дугу.
ф. Сварочный аппарат постоянного тока может использоваться для некоторых автоматических сварочных процессов. Механизм подачи проволоки и устройство управления должны дублировать движения сварщика для запуска и поддержания дуги. Это требует сложной системы с обратной связью по напряжению дуги для компенсации изменений длины дуги. Источники питания постоянного тока редко используются для сварки электродной проволокой очень малых размеров.
г. Машины для дуговой сварки были разработаны с истинными вольт-амперными статическими характеристиками постоянного тока в диапазоне напряжения дуги, как показано на рисунке 10-5.Сварщик, использующий этот тип аппарата, практически не может контролировать сварочный ток путем укорачивания или удлинения дуги, поскольку сварочный ток остается неизменным независимо от того, короткая или длинная дуга. Это большое преимущество для газо-вольфрамового тока за счет укорачивания или удлинения дуги, поскольку сварочный ток остается неизменным независимо от того, короткая или длинная дуга. Это большое преимущество для дуговой сварки вольфрамовым электродом в газе, поскольку длина рабочей дуги вольфрамовой дуги ограничена. При сварке металлической дугой в защитной оболочке для обеспечения контроля сварочной ванны необходимо иметь возможность изменять уровень тока во время сварки.Это делается с помощью аппарата, который можно запрограммировать на периодическое переключение с высокого тока (HC) на низкий (LC), известного как импульсная сварка. При сварке импульсным током существует два уровня тока: большой ток и слабый ток, иногда называемый фоновым током. При программировании схемы управления выход машины постоянно переключается с высокого на низкий ток, как показано на рисунке 10-6. Уровень высокого и низкого тока регулируется. Кроме того, регулируется длительность импульсов высокого и низкого тока.Это дает сварщику необходимый контроль над дугой и сварочной лужей. Сварка импульсным током полезна для дуговой сварки труб с защитным металлом при использовании определенных типов электродов. Импульсная дуга очень полезна при сварке с использованием дуговой сварки вольфрамовым электродом.
| Проблема (низкий сварочный ток)
Определение
Применяемый сварочный ток недостаточен в существующих условиях для образования приемлемого сварного шва.
То же, что: слабый нагрев, холодная сварка.
Описание
Сварочный ток обеспечивает нагрев, необходимый для плавления металлов во время сварки. Нагрев является результатом сопротивления деталей и контакта с протеканием тока. Тепло, выделяемое в зоне сварного шва, описывается следующим уравнением:
Q = I2Rt
где:
Q = выделяемое тепло в джоулях
I = ток в амперах
R = сопротивление в омах
t = продолжительность тока в секундах
Часть выделяемого тепла используется для сварки, а часть теряется для окружающего металла и электродов.
Обнаружение
Косвенные признаки низкого сварочного тока:
Прямая индикация низкого сварочного тока:
Измеритель вторичного тока может использоваться для определения сварочного тока для сравнения с ранее установленным эталонным значением. Другой метод заключается в измерении первичного тока сварочного трансформатора (либо непосредственно с помощью измерителя сварочного тока, либо путем наблюдения за первичным током, отображаемым контроллером сварки) и умножением этого числа на коэффициент трансформации сварочного трансформатора для определения сварочного тока.
Значение
Качество, проблемы на рабочем месте, стоимость, время простоя, обслуживание, пропускная способность (время цикла; PPH) — все это потенциально зависит от этого условия. Особые соображения указаны ниже:
Время простоя: Плохо сваренные детали могут сломаться и заклинить станции, расположенные ниже по потоку.
Второстепенные причины
- Маневрирование пистолетов или деталей
- Неправильная программа графика сварки (установлен слишком низкий сварочный ток)
- Параметры настройки контроллера сварки отрегулированы неправильно (например, шаговые двигатели, компенсация напряжения и постоянный ток)
- Высокое сопротивление заготовке
- Высокое сопротивление сварочного контура и / или полное сопротивление
- Неправильное усилие сварки
- Недостаточная мощность источника питания
- Плохое регулирование сетевого напряжения
Примечание
Те же симптомы могут появиться при слишком коротком времени сварки (см. «Короткое время сварки»).
Повреждение от случайного сварочного тока
4 мая 2020 г.
Джим Гэллоуэй
Звонок поступает, когда вы садитесь ужинать с семьей. Магазин в другом конце города, где вы только что завершили несколько крупных электромонтажных работ месяцем ранее, не радует. Их новый консольный кран не работает, и производство остановлено. Говорит по телефону сын владельца, «Младший», и он в ярости, что говорит о коротком замыкании и дыме, выходящем из проводки.Он хочет, чтобы вы вернулись туда как можно скорее, и, когда вы кладете трубку, он все еще продолжает заниматься дрянными электромонтажными работами.
Примерно через полчаса, когда вы подъезжаете к задней части магазина, у вас есть возможность поговорить с парой сидящих снаружи сотрудников, которых вы встретили во время установки в предыдущем месяце. Они наслаждаются прохладным вечерним воздухом и, кажется, не возражают против перерыва в работе. Их сварочные шлемы и другое снаряжение лежат на земле рядом с ними. Разумеется, говорят они, от проводки крана в их отсеке исходил дым, за которым последовала большая вспышка дуги.Вот тогда все выключилось.
Пока вы проводите первоначальный осмотр проводки в магазине, Джуниор видит вас и снова начинает хлопать деснами. Отключившись от него, вы уже можете начать видеть проблему.
Цепь вторичной дуговой сварки
Аппарат для дуговой сварки может обеспечивать сотни ампер вторичного сварочного тока. По конструкции критически важно, чтобы этот ток содержался в изолированной цепи с замкнутым контуром с использованием толстых изолированных медных кабелей, соединяющих электродный вывод со сварочным электродом, а затем возвращающего ток от заготовки к рабочему выводу.Несмотря на то, что существует множество вариантов сварочного тока (например, положительный электрод постоянного тока, отрицательный электрод постоянного тока, переменный ток, импульсный ток и т. Д.), Во всех случаях очень важно, чтобы расположение обратного провода или кабеля детали, быть прикрепленным как можно ближе к сварочной дуге с помощью клещей обратного тока. (См. Рисунок 1.)
Блуждающий сварочный ток
Если есть возможность, сварочный ток будет отклоняться от предполагаемого вторичного пути сварки и удовлетворять требованиям схемы, возвращаясь к рабочему терминалу, но это возможно.Иногда течение находит несколько параллельных путей; в других случаях может быть только один неверный маршрут. Когда это происходит, мы называем это паразитным сварочным током (SWC), и это удивительно легко установить. Одна простая ошибка сварщика может вызвать SWC; в других случаях это вызвано неисправностью оборудования, например поврежденной изоляцией сварочного кабеля.
В случае электрической неисправности в исследуемой стреле крана вы можете увидеть, что один из сварщиков забыл установить зажим обратного тока на работу и оставил его свернутым на боку сварочного аппарата. .Консольный кран по-прежнему поддерживает большую стальную деталь, которую они сваривали. Сварочный ток вернулся на рабочий терминал машины по запутанному, но очень подходящему пути (с его точки зрения).
Сварочный ток покинул клемму электрода, прошел через вывод электрода, создал сварной шов, прошел через свариваемую деталь, через крюк (поддерживающий одну из деталей), через цепь подъемника из сплава, через барабан подъемника и подшипники , в проводку управления крана, в электрически заземленную конструкцию крана, в электрическую сеть, через EMT и кожухи, в провод защитного заземления к сварочному аппарату, через шасси сварочного аппарата, в зажим обратного тока, касающийся шасси, через кабель массы и, наконец, обратно в рабочий терминал.(См. Рис. 2.)
Часть проводки управления на кране заметно перегорела, поскольку она действовала как предохранитель для процесса сварки с высоким током.
Предотвращение паразитного сварочного тока
Этот сценарий описывает одну из многих возможностей SWC. Часто сварщики сокращают расстояние и находят кабель и зажим, которые они неправильно называют «заземлением», в ближайшем удобном месте конструкции здания. В других случаях сварочный кабель будет поврежден и будет электрически контактировать с конструкцией в неожиданных местах.Тем не менее, в других случаях в механизме подачи сварочной проволоки может быть небольшая внутренняя неисправность, которая вызовет SWC. Это может привести к множеству проблем в электрической системе и оборудовании, поскольку SWC может проходить по многим предпочтительным путям, и это часто включает медную проводку, которая имеет гораздо более низкое сопротивление, чем стальные компоненты.
Если сварщики всегда тщательно следят за тем, чтобы сварочные кабели имели надлежащие размеры, изоляция на них была прочной, а зажим обратного тока располагался как можно ближе к месту сварки, большинство случаев SWC было бы решено.Первым шагом является ознакомление всех с правильной терминологией и предполагаемой вторичной сварочной цепью. Кабель массы и клещи обратного тока не являются «заземленными» и имеют очень конкретное назначение при сварке.
Колледж Конестога в Кембридже, Онтарио, недавно опубликовал видео из проекта, спонсируемого EnerDynamic Systems Inc. из Брантфорда, Онтарио, где была продемонстрирована SWC. Эти три видеоролика доступны на канале колледжа на YouTube (просто введите поисковый запрос «блуждающий сварочный ток»).В рамках этого проекта для сварочных приложений был разработан прототип, называемый устройством прерывания паразитного тока (SCID), который может обнаруживать и блокировать SWC.
Плохие новости для Младшего
Младший только что узнал от вас, что кран серьезно поврежден, и что вам придется провести полную проверку электрических цепей, вовлеченных в инцидент. Потребуются испытания сопротивления изоляции и замена шнура питания сварочного аппарата.Консольный кран необходимо будет осмотреть и отремонтировать у специалистов. В результате этого инцидента была повреждена не только проводка крана (которую необходимо будет заменить), но сварочный ток также вызвал искрение и перегрев крюка, цепи из сплава, барабана подъемника и подшипников. Замена всей электрической лебедки может быть единственным практическим решением этой проблемы.
Похоже, единственная хорошая новость в этой истории — никто не пострадал. Были случаи, подобные этому, в Онтарио, когда SWC повредила электрические цепи, и в результате рабочие были убиты электрическим током.Когда вы пытаетесь сказать это Джуниору, он игнорирует вас. Он уже мчится к задней части здания, чтобы кричать на сварщиков.
Ссылки на видео
https://www.youtube.com/watch?v=80ehl2nDXUk
https://www.youtube.com/watch?v=kIVH5V9ntrY
https://www.youtube.com/watch?v = t9SXEAGLBCs
Джим Галлоуэй, BASc., CET, RSE, является профессором технологии сварки в колледже Конестога в Кембридже, Онтарио. Он также является волонтером в качестве технического члена в нескольких комитетах Канадской ассоциации стандартов, включая CSA W117.2 — Безопасность сварки и CSA C232 (CSC26) — Электросварочное оборудование.
Эта статья была впервые опубликована в осеннем выпуске журнала Ontario Electrical League Dialogue за 2019 год; https://online.flippingbook.com/view/186477/
Фотография Джонатана Чена на Unsplash
Текущие достижения и тенденции в сварочной технике
Многоканальная проволока долгое время использовалась как метод увеличения производительность первоначально в процессе дуговой сварки, но этот принцип не был успешно реализован в процессе MIG / MAG до 1990-х годов.Это было вызвано техническими проблемами обеспечения стабильного процесса сварки (нестабильность дуги, отклонение дуги и разбрызгивание). Однако технология источника питания с цифровым микропроцессором и инверторным управлением позволила преодолеть основные проблемы, и сварка MIG / MAG с двойной проволокой стала возможной. Это позволяет значительно увеличить скорость сварки стали, нержавеющей стали и алюминия. Более тонкие материалы можно сваривать при высоких скоростях хода и, как сообщается, до 6 м / мин (соединение внахлест, толщина материала примерно 2 мм).
Тандемная и двухпроволочная сварка
Еще один способ повысить производительность и скорость сварки — использовать двойную присадочную проволоку. Оба провода можно подключить к одному блоку питания, а это значит, что они имеют общую дугу. Этот метод получил название «двойная дуга». В качестве альтернативы используются два источника питания, метод называется «тандемная сварка» (см. Рис. 1). Тем не менее, две проволоки расположены так близко друг к другу, что свариваются в общую сварочную ванну.
Установка сварочного тока и напряжения может быть более сложной при использовании двух проволок, особенно при тандемной сварке, когда необходимо задавать параметры сварки отдельно для каждой проволоки. Поскольку две дуги расположены близко друг к другу, они могут иногда мешать из-за эффекта дуги магнитной дуги. Поэтому в этом процессе часто используется импульсная сварка, при которой импульсы на каждой проволоке смещены по фазе друг относительно друга.
Двухпроводные процессы классифицируются в зависимости от того, применяется ли к проводу один общий или два отдельных потенциала:
Сварка двойной проволокой: Обе проволоки имеют одинаковый электрический потенциал.
Тандемная сварка: Проволока подается с независимыми потенциалами.
Несмотря на то, что концепция двойного провода менее сложна, потенциал ее применения ограничен. В обычном стандартном режиме переноса капель процесс подвержен нестабильности из-за того, что случайно появившийся перенос капель вызывает нерегулярные эффекты выброса между двумя дугами. В импульсном режиме импульсный ток возникает одновременно для обеих дуг, что является недостатком в большом количестве приложений.
За последние два десятилетия тандемная сварка стала хорошо зарекомендовавшим себя процессом соединения в высокоэффективной сварке. Он отвечает требованиям постоянного повышения производительности современной механизированной сварки. Более высокая скорость наплавки может быть применена как к высокой скорости сварки, так и к большим объемам шва.
Высокопроизводительная газовая дуговая сварка металла (GMAW) чаще всего определяется как сварочный процесс, в котором скорость подачи проволоки> 15 м / мин (для проволоки диаметром 1,2 мм) или скорость наплавки> 8 кг / ч для диаметром проволоки более 1,2 мм.В этом диапазоне используются двухпроводные процессы для достижения высокой скорости наплавки с меньшей тенденцией к образованию поднутрений и разбрызгивания из-за увеличенной ванны расплава и снижения интенсивности дуги. Современные передовые технологии в механизмах подачи проволоки TWIN также обеспечивают скорость подачи проволоки 30 м / мин.
Сравнение традиционных методов MIG / MAG и высокопроизводительных методов приведено на рис. 2. Обратите внимание, что достижимый уровень производительности для определенного метода не является точным числом, он будет сильно отличаться в зависимости от приложения.Поэтому цифры на диаграмме следует рассматривать только как приблизительные.
Конструкции из высокопрочной стали, соединенные с помощью процессов GMAW, могут использовать преимущества основного и присадочного материала. Различные сварочные процессы, такие как сварочная дуга, импульсная дуга, тандемная и гибридная лазерная сварка, имеют разные свойства. Знание подводимого тепла и поведения процесса упрощает использование этих сварочных процессов и снижает такие угрозы, как зона размягчения, отсутствие плавления и подрезы. Различные возможности управления свойствами процесса с помощью новых параметров стабилизатора, которые используются в последнее время.Современные источники питания также предлагают документацию сварных швов с параметрами сварки и подводимой теплотой в соответствии со стандартами Индустрии 4.0.
Тандемная сварка превосходит по способности перекрывать зазоры и подрезать. В последнее время технологические достижения, достигнутые в разработке интеллектуальных источников сварочного тока, были перенесены на тандемную сварку, что привело к появлению совершенно новых передовых систем тандемной сварки. Помимо улучшений, касающихся возможности подключения и компактности системы и ее периферийных компонентов, теперь были разработаны усовершенствованные варианты импульсного процесса для тандемной сварки, а также были разработаны новые технологические функции.Среди них новейшие алгоритмы от различных производителей источников питания позволяют сварщикам независимо выбирать сильно различающиеся скорости подачи проволоки для обеих дуг, при этом система автоматически вносит необходимые поправки.
Современные цифровые сварочные системы и усовершенствованные сварочные процессы могут быть ценным инструментом для сварщика и инспектора по качеству, позволяющего упростить выполнение усилий при сварке высокопрочных стальных сварных соединений.
Тандемный провод
При тандемной дуге электроды электрически изолированы друг от друга, поэтому можно использовать полностью независимые настройки процесса.Это позволяет оценить совершенно разные подходы к процессу. Например, электроды различного диаметра могут использоваться в качестве проволоки № 1 и № 2, на электродах могут использоваться различные типы дуги и скорости подачи проволоки и т. Д. сварка данных требует больше времени. После начального периода обучения это становится меньшей проблемой, поскольку можно найти стандартные подходы для разных типов суставов. Однако эти подходы зависят от используемого оборудования и поэтому здесь лишь кратко комментируются.
Тандемная система включает два источника питания и два механизма подачи, в некоторых случаях с усовершенствованным компактным механизмом подачи проволоки также доступны производители. В большинстве случаев сварка приводит к образованию двух отдельных дуг, но все же в одной сварочной ванне. Расстояние между электродами больше, чем у двойной дуги, обычно между 8-20 мм (часто в диапазоне 10-15 мм). Для большинства сварочных систем расстояние между электродами также зависит от используемого вылета из-за углов электродов в сварочной горелке.Существуют тандемные сварочные горелки с нейтральным углом наклона электродов, и для этих систем с достаточно большим расстоянием между электродами возможны большие вылеты и более высокие скорости наплавки. Кроме того, с этими системами можно использовать сварку короткой дугой в различных сочетаниях типов дуги.
Существует два основных способа предотвращения нарушений дуги, помимо обычной оптимизации процесса и адаптации параметров сварки. Один из способов — увеличить расстояние между электродами и тем самым уменьшить силы взаимодействия между дугами.Другой способ — использовать синхронизированную импульсную дуговую сварку. Синхронизация часто, но не всегда, выполняется против часовой стрелки. В этом случае одна дуга будет находиться в режиме высокого тока, а другая — в режиме основного тока (более низкие данные, холостой ход), и дуги будут переключаться в режим высокого тока (распыление) по очереди. Также (см. Рис. 3) наилучшая синхронизация импульсных дуг, однако, зависит от сварочного оборудования, особенно от геометрии сварочной горелки и возможностей ее синхронизации. Это нужно будет оценивать от случая к случаю.
Примечание. Тандемная дуга MIG / MAG имеет больше шансов на достижение стабильной сварки, чем двойная дуга.
Ориентация электродов вдоль стыка также может быть изменена в зависимости от назначения (см. Рис. 4). Ориентация одного электрода за другим может привести к высокой скорости движения, в то время как небольшой поворот сварочного пистолета может улучшить способность перекрытия зазора для процесса. Параллельные электроды используются только для больших швов и более медленных скоростей сварки.
Область применения тандемной сварки MIG / MAG обширна.Материал толщиной от 2 мм до 20 мм позволяет сваривать с хорошими результатами. Типичные области применения — колеса, балки, рамы, кабины, задние оси для автомобильной промышленности и балки, панели, выхлопные системы для судостроительной промышленности. Практическое применение роботизированного двухпроводного процесса можно найти в автомобильной промышленности и производстве компонентов, а также в области судостроения, машиностроения, строительства железнодорожного подвижного состава, производства котлов и строительного оборудования.
Наконец, комментарий к расчету погонной энергии для двухпроводных процессов. Было установлено, что подвод тепла следует рассчитывать как две отдельные части (провод 1 и провод 2). Затем они складываются:
Q итого = Q 1 + Q 2
Суммарное тепловложение для методов сварки двойной проволокой по сравнению с методами сварки одной проволокой не обязательно больше. Естественно, это зависит от того, как устроен процесс, но часто тепловложение для тандемной сварки равно или лишь немного превышает тепловложение для одиночной проволоки.Это справедливо для одиночных сварных швов с ограниченным размером сварного шва. Для более толстых листов тепловложение будет слишком высоким, если соединение заполняется за один цикл сварки. Требования к соединению с точки зрения ударной вязкости по Шарпи-V будут определять количество необходимых сварных швов.
Гибридная сварка: лазерная MIG / MAG
Лазерная сварка MIG / MAG — это выгодная комбинация двух сварочных процессов, каждый из которых дополняет и стабилизирует другой.Цель состоит в том, чтобы получить преимущества как при лазерной, так и при сварке MIG / MAG. А именно: высокая скорость движения и глубокое проникновение; высокая прочность и способность перемычки с большим зазором. Первоначально лазерная гибридная обработка была исследована в 1970-х годах, но без особого прорыва. В 1990-х годах внимание снова было привлечено к гибридной лазерной сварке и особенно к лазерной сварке MIG / MAG. Это гибридный процесс, поскольку оба процесса настроены на работу как один процесс, как показано на рис. 5.
Процессы располагаются на заготовке с расстоянием между ними обычно 1-3 мм.Это сделано для того, чтобы обеспечить полезную синергию между процессами. Использование только лазерной сварки приведет к высокой скорости перемещения и низкому тепловложению, но все же с отличной проникающей способностью из-за высокой плотности энергии лазерного луча. Недостатком является то, что лазерная сварка требует высоких допусков на установку соединения из-за возможности перемычки с малым зазором при использовании технологии замочной скважины.
Другой отрицательный аспект — когда необходимо использовать присадочный материал, проволока должна добавляться отдельно, что приводит к снижению мощности лазера (плавлению проволоки).Кроме того, высокие скорости охлаждения для лазерного процесса в некоторых случаях могут привести к растрескиванию или охрупчиванию при затвердевании.
С другой стороны, сваркаMIG / MAG — более надежный процесс с точки зрения требований к позиционированию. Он также обладает довольно высокой способностью перекрывать зазор, а присадочный материал добавляется путем переноса расплавленного металла через дугу. Однако сварка MIG / MAG не может конкурировать с лазерной сваркой с точки зрения скорости перемещения и проникающей способности. Подвод тепла для некоторых материалов может вызвать проблемы в зоне теплового воздействия (HAZ).
Когда эти два процесса объединены, цель состоит в том, чтобы объединить положительные аспекты каждого из отдельных процессов и избежать недостатков. Для сварки тяжелых профилей используется лазер CO 2 из-за его более высокого уровня мощности. Для других применений лазер Nd: YAG является лучшим выбором, поскольку свет может переноситься по волокнам и, таким образом, увеличивает гибкость при сварке (для лучшей достижимости).
Когда эти два процесса объединены, цель состоит в том, чтобы объединить положительные аспекты каждого из отдельных процессов и избежать недостатков.Для сварки тяжелых профилей используется CO2-лазер из-за его более высокого уровня мощности. Для других применений лазер Nd: YAG является лучшим выбором, поскольку свет может переноситься по волокнам и, таким образом, увеличивает гибкость сварки (для лучшей достижимости).
Принцип работы процесса лазерной MIG / MAG изучался многими исследователями. Это можно описать следующим образом: лазерный луч создает замочную скважину в стыке, в которой пар металла находится в полости, которая действует как путь с низким потенциалом ионизации для электрической дуги.Было высказано предположение, что электрическая дуга стабилизируется действием лазера, что позволяет использовать сварку MIG / MAG при значительно увеличенных скоростях перемещения, что является одной из основных целей процесса лазерной MIG / MAG.
Есть много параметров, которые необходимо изучить и установить для процесса лазерной MIG / MAG. Хотя технология гибридной лазерной сварки уже используется в некоторых отраслях промышленности, она все еще находится в стадии разработки. Поэтому в этой статье рассматриваются только основные элементы процесса.Заинтересованному читателю предлагается изучить этот процесс дальше в исследовательских статьях по мере их появления.
Процесс можно настроить двумя способами: ведущий лазер или ведомый лазер. Как правило, опережающий лазер, по-видимому, более распространен, и он приводит к сварке и геометрии сварного шва, более похожей на лазер. Однако использование ведомого лазера может обеспечить более широкую геометрию сварного шва, а также дать другие преимущества. Для каждого случая необходимо будет оценить различные настройки и параметры сварки. Устанавливаемые параметры — это «все параметры для каждого процесса» и взаимные параметры, такие как углы установки технологической головки (важно) и расстояние между ними.
Также обсуждается баланс мощности процессов. Если на процесс MIG / MAG приходится более 60% общей мощности сварки, то считается, что в этом процессе «преобладает MIG / MAG». Это также будет очевидно при осмотре поперечного сечения сварной конструкции. Баланс мощности рассчитывается как
P Tot = P A + P L
, где P A — мощность дуги, а P L — вклад лазера.В зависимости от того, как установлен баланс мощности, профили проплавления сварных деталей могут варьироваться от лазерного до MIG / MAG. Часто происходит смешение, поэтому верхняя часть поперечного сечения сварного изделия напоминает сварной шов MAG, а средняя и корневая части имеют типичный лазерный вид. На рынок вышли первые интегрированные сварочные головки. Они подходят для установки на сварочных роботов. Однако ожидается дальнейшая разработка оборудования. Конструкцию стыка можно оптимизировать для гибридной лазерной сварки.Помимо возможного увеличения скорости сварки, это еще один положительный момент для гибридного процесса (во многих случаях требуется меньше обработки). Для более тонких соединений скорость сварки будет выше, чем для сварки MIG / MAG с двойной проволокой. Для материалов толщиной от 6 до 8 мм скорости сварки обычно более равны. Однако мощность лазерной системы является ключом к скорости сварки для гибридной лазерной сварочной системы (и к стоимости оборудования).
Помимо изучения скорости сварки, механические свойства сварных деталей представляют большой интерес для вышеупомянутых процессов.Из различных исследовательских испытаний и коммерческих применений очевидно, что двухпроволочная сварка MIG / MAG может обеспечить хорошие механические свойства. Это необходимо учитывать при сравнении различных процессов, их производительности и экономичности.
Лазерный гибридный процесс до сих пор был внедрен во всем мире в автомобильной промышленности, где объемы деталей велики. С учетом затрат на будущие лазерные системы этот процесс найдет больше областей применения. Высокопроизводительная сварка MIG / MAG с одинарной или двойной сваркой проволокой используется для различных компонентов в промышленности.
Влияние сварочного тока на механические свойства алюминиевых сплавов в разнородных соединениях методом GTAW | Рисванда
Виджай, С., Раджанараян, С., и Ганешан, Г. Н. (2019). Анализ механических свойств разнородных алюминиевых сплавов, сваренных дуговой сваркой вольфрамовым электродом (Al2024 и Al6063). Материалы сегодня: Материалы.
Gejendhiran S. dkk. (2014). Исследование параметров сварки на механических свойствах дуговой сварки металлическим газом и газовой вольфрамовой дуговой сварки: обзор.Международный журнал перспективных инженерных исследований и исследований, E-ISSN2249-8974
Р. Ахмад. (2018) .Влияние времени старения на механические и микроструктурные свойства соединения Aa6061, сваренного газо-вольфрамовой дуговой сваркой. Joj Material Sci 4 (5) JOJMS ID 555646
Арун, М., и Рамачандран, К. (2015). Влияние процесса сварки на механические и металлургические свойства соединения внахлест из алюминиевого сплава АА6061. Международный журнал машиностроения и исследований, 5, 162-178.
Баласубраманян К., Баладжи Н. и Раджеш Э. К. Механические свойства алюминиевого сплава 6063, соединенного методами сварки вольфрамом в инертном газе и сварки трением с перемешиванием.
Виджай Мохан Шетти, dkk. (2018). Оптимизация и оценка параметров старения механических свойств сварных соединений AA 6061 и AA 5154 методом Тагучи.