Отличие сварочного инвертора от сварочных аппаратов типа трансформаторы и выпрямители
Сварочный инвертор — это полностью электронная схема на высокочастотных тиристорах или транзисторах, сейчас это, как правило, IGBT транзисторы.
В трансформаторе преобразование входного напряжения 220В или 380В в сварочное напряжение 30-90В осуществляется на низкой частоте 50Гц.
В выпрямителе это пониженное напряжение выпрямляется на выходе диодными мостами.
В инверторе – входное переменное напряжение 220В или 380В сначала выпрямляется диодными мостами, а затем преобразуется электронной схемой в высокочастотное напряжение. Преобразование высокого напряжения в низкое осуществляется на частоте 300 – 700 Гц. Отсюда и в разы меньший вес инвертора при той же мощности. Чем выше частота, тем меньшая масса магнитопровода трансформатора требуется для преобразования.
Помимо всего этого в инверторах гораздо проще поймать нужный сварочный ток, так как его можно достаточно точно регулировать в отличии от трансформатора.
В сварочных инверторы, как правило, встраиваются такие замечательные функции, как hot start, anti-stick, arc force, VRD. Эта дополнительная функциональность дает больше комфорта и удобства при сварочных работах. А именно hot start позволяет легко зажечь дугу, даже через слой шлака, anti-stick не даёт залипнуть электроду, arc force позволяет варить на меньших токах и делает дугу более стабильной, VRD снижает напряжение холостого хода, чтобы обезопасить сварщика.
Сварочные инверторы бывают для:
-
Ручной электродуговой сварки MMA
-
Полуавтоматической сварки MIG/MAG
-
Аргонодуговой сварки TIG
-
Воздушно-плазменной резки CUT
-
Универсальные сварочные инверторы, которые можно применять как для MMA, MIG, TIG, так и для воздушно-плазменной резки CUT
Итак, кардинальные отличия сварочных инверторов:
-
Качество сварочного шва после инверторного сварочного аппарата выше за счет более точной электронной регулировки сварочных токов и высокой устойчивости тока сварки при колебании напряжения питания.

-
Сварочные инверторы оснащены термостатической защитой, от перегрузок, повышенного и пониженного напряжения, имеют устройство ограничения входной мощности.
-
Сварочные инверторы для сварки методом TIG и MMA AC/DC применимы для работ с широким диапазоном свариваемых материалов, таких как сталь, нержавеющая сталь, титан, медь, никель и их сплавы, также алюминия и его сплавов.
-
Возможна сварка в импульсном режиме.

Сварочные трансформаторы, выпрямители и генераторы
Сварочные трансформаторы, выпрямители и генераторы
Категория:
Сварка металлов
Сварочные трансформаторы, выпрямители и генераторы
Сварочные трансформаторы. Это специальные понижающие трансформаторы, имеющие требуемую внешнюю характеристику, обеспечивающие питание сварочной дуги и регулирование свароч ного тока.![]() Трансформаторы, как правило, имеют падающую ха рактеристику, их используют для ручной дуговой сварки и автоматической сварки под флюсом. Трансформаторы с жесткой характеристикой применяют для электрошлаковой сварки.
Трансформаторы, как правило, имеют падающую ха рактеристику, их используют для ручной дуговой сварки и автоматической сварки под флюсом. Трансформаторы с жесткой характеристикой применяют для электрошлаковой сварки.
Рис. 1. Изменение параметров режима сварки в зависимости от внешней характеристики источника питания и длины дуги
Трансформатор имеет сердечник — магнитопровод из трансформаторной стали, на сердечнике размещаются две обмотки — первичная и вторичная. Переменный ток из сети, проходя через первичную обмотку трансформатора, намагничивает сердечник, создавая в нем переменный магнитный поток, который, пересекая витки вторичной обмотки, индуктирует в ней переменный ток.
Напряжение индуктированного тока зависит от числа витков вторичной обмотки, чем меньше витков, тем напряжение индуктируемого тока будет меньше и, наоборот, чем больше витков, тем напряжение выше. Регулирование величины сварочного тока и создание внешней характеристики обеспечивается изменением потока магнитного рассеяния или включением в сварочную цепь дополнительного индуктивного сопротивления.
Рис. 2. Схема сварочного трансформатора ТСК-500: а — внешний вид, б — схема регулирования сварочного тока, в — электрическая схема
В соответствии с этим сварочные трансформаторы подразделяют на две основные группы. К первой группе относят трансформаторы с повышенным магнитным рассеянияем. Трансформаторы этой группы можно разделить на три основных типа: трансформаторы с магнитными шунтами, подвижными катушками и витковым (ступенчатым) регулированием (трансформаторы типов ТС, ТД, СТШ, ТСК, ТСП).
Ко второй группе относятся трансформаторы с нормальным магнитным рассеянием и дополнительной реактивной катушкой — дросселем (типов СТН, ТСД).
В качестве примера рассмотрим устройство трансформатора ТСК-500 с повышенным магнитным рассеянием с подвижной катушкой, при перемещении которой регулируется сварочный ток. В нижней части сердечника находится первичная обмотка, состоящая из двух катушек, расположенных на двух стержнях магнитопровода. Катушки первичной обмотки закреплены неподвижно.
Вторичная обмотка, также состоящая из двух катушек, расположена на значительном расстоянии от первичной. Катушки как первичной, так и вторичной обмоток соединены параллельно. Вторичная обмотка — подвижная и может перемещаться по сердечнику при помощи винта, с которым она связана, и рукоятки, находящейся на крышке кожуха трансформатора.
Сварочный ток регулируют изменением расстояния между первичной и вторичной обмотками. При вращении рукоятки 6 по часовой стрелке вторичная обмотка приближается к первичной, магнитный поток рассеяния и индуктивное сопротивление уменьшаются, сварочный ток возрастает. При вращении рукоятки против часовой стрелки вторичная обмотка удаляется от первичной, индуктивное сопротивление и магнитный поток рассеяния растут и сварочный ток уменьшается.
Рис. 3. Схема трехфазного выпрямителя: а — схема включения, б — выпрямленный ток внешней цепи; 1 — понижающий трансформатор, 2 — блок селеновых или кремниевых выпрямителей, 3 — сварочная дуга
Пределы регулирования сварочного тока — 165—650 А. Последовательное соединение катушек первичной и вторичной обмоток позволяет получать малые сварочные токи с пределами регулирования 40—165 А.
Последовательное соединение катушек первичной и вторичной обмоток позволяет получать малые сварочные токи с пределами регулирования 40—165 А.
Для приближенной установки силы сварочного тока на крышке кожуха расположена шкала с делениями. Более точно ток устанавливают по амперметру.
Для повышения коэффициента мощности сварочный трансформатор ТСК-500 имеет в первичной цепи конденсатор 4 большой мощности.
Сварочные выпрямители. Это источники постоянного сварочного тока, состоящие из сварочного трансформатора с регулирующим устройством и блока полупроводниковых выпрямителей (рис. 3). Иногда в комплект сварочного выпрямителя входит еще дроссель, включаемый в цепь постоянного тока. Дроссель служит для получения падающей внешней характеристики. Действие сварочных выпрямителей основано на том, что полупроводниковые элементы проводят ток только в, одном направлении. Наибольшее применение в сварочных выпрямителях получили селеновые и кремниевые полупроводники. Сварочные выпрямители выполняют в подавляющем большинстве случаев по трехфазной схеме, преимущества которой заключаются в большом числе пульсаций напряжения и более равномерной загрузке трехфазной сети.
Сварочные генераторы. Это специальные генераторы постоянного тока, внешняя характеристика которых позволяет получать устойчивое горение дуги, что достигается изменением магнитного потока генератора в зависимости от сварочного тока. Сварочный генератор постоянного тока состоит из статора с магнитными полюсами и якоря с обмоткой и коллекторами. При работе генератора якорь вращается в магнитном поле, создаваемом полюсами статора. Обмотка якоря пересекает магнитные линии полюсов генератора, и поэтому в витках обмотки возникает переменный ток, который с помощью коллектора преобразуется в постоянный. Вращение якоря сварочного генератора обеспечивается в сварочных преобразователях электродвигателем, а в сварочных агрегатах — двигателем внутреннего сгорания. К коллектору прижаты угольные щетки, через которые постоянный ток подводится к клеммам. К этим клеммам присоединяют сварочные провода, идущие к электрододержа-телю и изделию.
Сварочные генераторы выполняют по различным электрическим схемам. Они могут быть с падающей характеристикой (генераторы типа ГСО в преобразователях типа ПСО-ЗОО, ПСО-500 и др.), с жесткой и пологопадающей характеристикой (типа ГСГ в преобразователях типа ПСГ-500) и универсальные (преобразователи типа ПСУ-300, ПСУ-500).
Они могут быть с падающей характеристикой (генераторы типа ГСО в преобразователях типа ПСО-ЗОО, ПСО-500 и др.), с жесткой и пологопадающей характеристикой (типа ГСГ в преобразователях типа ПСГ-500) и универсальные (преобразователи типа ПСУ-300, ПСУ-500).
Наибольшее распространение получили сварочные генераторы с падающими внешними характеристиками, работающие по следующим схемам: – с независимым возбуждением и размагничивающей последовательной обмоткой; – с самовозбуждением и размагничивающей последовательной обмоткой.
Схема генератора с независимым возбуждением и размагничивающей последовательной обмоткой показана на рис. 4, а.
С увеличением тока в сварочной цепи будет увеличиваться Фр, а Фн остается неизменным, результирующий поток Фрез, э. д. с. и напряжение на зажимах генератора будут падать, создавая падающую внешнюю характеристику генератора. Сварочный ток в генераторах этой системы регулируется реостатом Р и секционированием последовательной обмотки, т. е*. изменением числа ампер-витков.
е*. изменением числа ампер-витков.
В генераторах с самовозбуждением и размагничивающей последовательной обмоткой возбуждения используется принцип самовозбуждения.
Рис. 4. Принципиальная схема сварочного генератора: а — с независимым – возбуждённей и размагничивающей последовательной обмоткой, б — с самовозбуждением и размагничивающей последовательной обмоткой; Г — генератор, Р — реостат, НО — намагничивающая обмотка, РО — размагничивающая обмотка
Реклама:
Читать далее:
Установки для механизированной дуговой сварки
Статьи по теме:
Чем отличается сварочный выпрямитель от инвертора?
Для начало разберем что такое трансформатор.
Трансформаторные агрегаты для сварки функционируют на переменном токе и в общем случае не выпрямляют его перед подачей на электрод. Данная особенность предопределяет часто не самое высокое качество формирования швов во время сварки.
«Трансформаторы» работают без сбоев и обеспечивают хорошее качество сварки при условии стабильной подачи электричества. Не все типы агрегатов, относящихся к трансформаторным, корректно функционируют при подключении к тем же автономным электростанциям. Пользование «трансформатором» требует особенно высокой квалификации сварщика, наличия у него значительного опыта с данным оборудованием.
Не все типы агрегатов, относящихся к трансформаторным, корректно функционируют при подключении к тем же автономным электростанциям. Пользование «трансформатором» требует особенно высокой квалификации сварщика, наличия у него значительного опыта с данным оборудованием.
Рассматриваемые агрегаты не всегда позволяют обеспечивать плавную регулировку подачи сварочного тока. Они менее экономичны, чем «инверторы». Их вес значительно больше, чем у сварочных аппаратов первого типа: он может составлять порядка 40 кг.
В числе неоспоримых достоинств «трансформатора» — простота. Данный аппарат функционирует за счет преобразования тока, подаваемого на трансформатор, — первичного — во вторичный, характеризующийся относительно невысоким напряжением и большой силой тока. Таким образом, рассматриваемый агрегат — очень надежный, простой в инсталляции.
«Трансформаторы» стоят относительно недорого. Для них не свойственна сильная чувствительность к морозам — как в случае с «инверторами».
Теперь рассмотрим что представляет собой инвертор.
Принцип его работы заключается в способности преобразовывать электрический ток, поставляемый по переменным сетям, в выпрямленный постоянный, а после — опять в переменный с нужной частотой, а также силой, достаточной для осуществления качественной сварки. Для этого используется встроенный выпрямитель «инвертора».
После выпрямления ток сглаживается специальным фильтром, который присутствует в конструкции рассматриваемого аппарата. После — посредством особых транзисторов вновь преобразуется в переменный, но с очень высокой частотой — в несколько десятков кГц. Для сравнения: по сетям электрический ток распространяется с частотой в 50 Гц. Напряжение высокочастотного тока в «инверторе» снижается примерно до 70-90 В, в то время как сила тока увеличивается — примерно до 100-200 А.
Подобная технология позволяет формировать ток для сварки посредством аппаратов с небольшими габаритами, и притом потребляющих относительно немного электроэнергии.
Современные инверторные аппараты, как правило, обеспечивают существенно более высококачественную сварку, чем агрегаты многих других типов. Более того, как считают некоторые эксперты, «инверторы» более удобны в пользовании, чем аналоги.
В руки сварщика попадает агрегат с относительно небольшими габаритами и весом — порядка 4 кг. Его удобно переносить с одного места на другое, осуществлять сварку в труднодоступных участках зданий.
В числе наиболее примечательных свойств сварочных аппаратов, о которых идет речь, — способность функционировать даже при не самой стабильной сети, а при необходимости — питаться от автономных домашних электростанций.
Ну а теперь посмотрим разница между «инвертором» и «трансформатором»
Разница между рассматриваемыми типами агрегата особенно очевидна при их сравнении в аспекте:
подаваемого на электрод тока;
используемых источников электроэнергии;
размеров;
веса;
качества сварки;
цены;
морозоустойчивости.
Виды и типы сварочных аппаратов
Сейчас очень сложно представить себе жизнь без сварки. А ведь она появилась чуть более ста лет назад. В наше время с её помощью выполняется огромное количество работ самого разного рода: от изготовления многотонных конструкций, до соединений в микроэлектронике.
Правильный выбор оборудования очень важен. Рассмотрим существующие виды сварочных аппаратов, их отличия и свойства.
Сварочные трансформаторы.
Это самые простые, в плане конструкции, источники сварочного тока. Главным и основным узлом аппарата является сам трансформатор: он понижает сетевое напряжение до сварочного. Сила тока регулируется различными методами. Один из самых распространённых – изменение расстояния между вторичной и первичной обмотками.
У сварочных трансформаторов есть одно общее свойство: они выдают переменный ток на выходе. Чтобы с его помощью «сварить» цветные металлы, необходимо ввести дополнительные элементы в конструкцию. Эти элементы увеличивают и без того немалый вес трансформатора.![]() Кроме того, для переменного тока обязательно нужны особые электроды.
Кроме того, для переменного тока обязательно нужны особые электроды.
У сварочного трансформатора весьма высок коэффициент полезного действия (он может достигать 90%), но на нагрев уходит некоторая часть энергии. В современных моделях используются вентиляторы огромной мощности, так как охладить необходимо аппарат, весом, порой, в несколько сотен килограмм. Сейчас такие аппараты используются не часто, однако обладают важными особенностями: высокий КПД, долговечность и низкая цена.
Сварочные выпрямители.
Как видно из названия, данные аппараты преобразуют переменный ток в постоянный. Конструкция выпрямителя состоит из понижающего трансформатора, диодного (выпрямительного) блока, устройств пуска, защиты и регулировки. Конструктивно такие аппараты сложнее, чем трансформаторы, зато ими обеспечиваются, несомненно, более высокие выходные характеристики электрической дуги и сварочного тока. В конечном счёте гораздо более качественным получается сам шов. По уровню надёжности оба вида сварочных аппаратов (сварочный выпрямитель и сварочный трансформатор) одинаковы: надёжны и долговечны. Правда и недостатки те же: сложность работы, очень высокий вес, большая «просадка» напряжения во время сварки. И, несмотря на лучшие показатели в работе, цена выпрямителей не на много превышает стоимость трансформаторов.
Правда и недостатки те же: сложность работы, очень высокий вес, большая «просадка» напряжения во время сварки. И, несмотря на лучшие показатели в работе, цена выпрямителей не на много превышает стоимость трансформаторов.
Классификация сварочных аппаратов завершается самым современным типом – сварочным инвертором.
Он имеет большое количество достоинств, выгодно отличающих его от предыдущих типов. Главным преимуществом являются небольшие габариты и малый вес аппарата, что позволяет повесить «сварочник» на плечо и работать таким образом достаточно длительный период времени.
Сварочный инвертор, в отличие от остальных типов сварочных аппаратов, использует ток высокой частоты, достигающей нескольких десятков килогерц. Но для того чтобы передать необходимую энергию, потребуется меньший по размерам и массе трансформатор. Сама же сварка происходит при постоянном токе, а это дает более хороший сварочный шов.
В состав инвертора входят два выпрямителя, преобразователь, трансформатор и управляющая схема. Абсолютно все инверторы работают на силовых транзисторах, которые выполнены по технологии IGBT или MOSFET. Благодаря последней, были изготовлены инверторы первого поколения, эта технология не даёт уменьшиться в размерах аппаратам, в отличие от IGBT. Инверторы, изготовленные по этой технологии, работают на более высокой частоте, а это снижает их вес. Такие сварочные аппараты могут работать от бытовой сети, при этом достаточно экономично расходуя энергию. Ещё одним преимуществом является быстрая обучаемость работы на инверторе, по сравнению с выпрямителем или трансформатором. Но и данные типы сварочных аппаратов имеют свои недостатки, главным из которых является высокая цена. Кроме того, такие аппараты чувствительны к излишней влаге и пыли, а также скачкам напряжения. Также у них меньший, по сравнению с предыдущими типами, срок службы.
Абсолютно все инверторы работают на силовых транзисторах, которые выполнены по технологии IGBT или MOSFET. Благодаря последней, были изготовлены инверторы первого поколения, эта технология не даёт уменьшиться в размерах аппаратам, в отличие от IGBT. Инверторы, изготовленные по этой технологии, работают на более высокой частоте, а это снижает их вес. Такие сварочные аппараты могут работать от бытовой сети, при этом достаточно экономично расходуя энергию. Ещё одним преимуществом является быстрая обучаемость работы на инверторе, по сравнению с выпрямителем или трансформатором. Но и данные типы сварочных аппаратов имеют свои недостатки, главным из которых является высокая цена. Кроме того, такие аппараты чувствительны к излишней влаге и пыли, а также скачкам напряжения. Также у них меньший, по сравнению с предыдущими типами, срок службы.
Такова современная классификация сварочных аппаратов. У каждого есть свои достоинства и недостатки, но лучшим всё же является именно инвертор. Качество сварочного шва, да и общее удобство работы у него выше.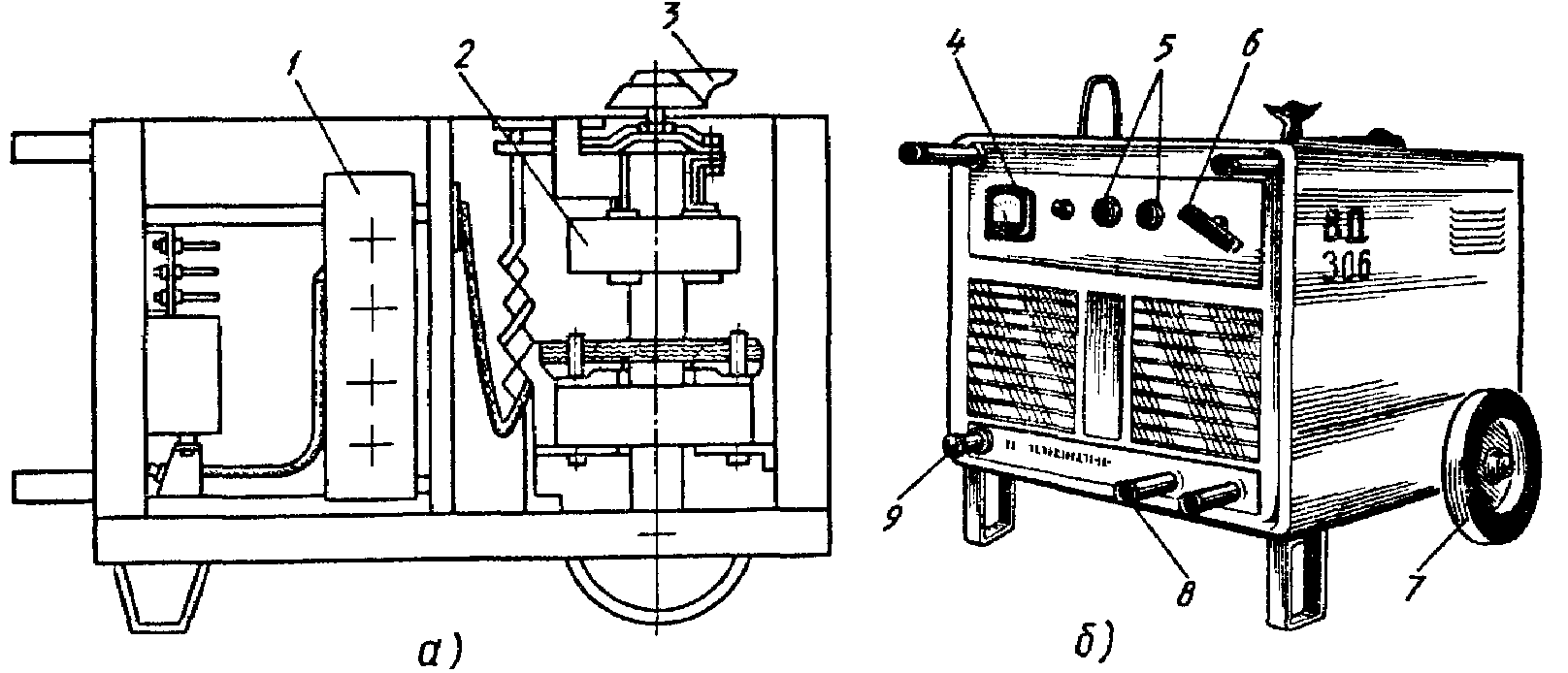 Одними из достойных представителей данного класса являются сварочный полуавтомат fubag inmig 160 и сварочный аппарат inmig 200 plus.
Одними из достойных представителей данного класса являются сварочный полуавтомат fubag inmig 160 и сварочный аппарат inmig 200 plus.
Виды сварочных аппаратов: трансформаторы, выпрямители, инверторы, полуавтоматы, аппараты TIG сварки, аппараты плазменной резки — Статьи о сварке
Сварочные аппараты применяются для осуществления процесса сварки и резки различных металлов: стали, алюминия, мели, нержавейки и др. Сварочные аппараты подразделяются на следующие основные виды:
Трансформаторы – это самые простые сварочные устройства. В трансформаторах переменный ток электросети с большим напряжением преобразуется в переменный ток меньшего напряжения для создания электрической дуги и осуществления процесса сварки. Переменный ток не позволяет при сварке трансформатором создать постоянную и стабильную электрическую дугу, отсюда образующийся при сварке шлак и сильное разбрызгивание металла. Качество свариваемого шва снижается. Трансформаторы имеют существенный вес, при сварке трансформатор потребляет много энергии, а также трансформаторы чувствительны к перепадам сетевого напряжения. Сварочные трансформаторы широко применяются в строительстве и производстве. Трансформаторами варят только черные металлы, а сварщик должен иметь высокую квалификацию для качественной сварки.
Качество свариваемого шва снижается. Трансформаторы имеют существенный вес, при сварке трансформатор потребляет много энергии, а также трансформаторы чувствительны к перепадам сетевого напряжения. Сварочные трансформаторы широко применяются в строительстве и производстве. Трансформаторами варят только черные металлы, а сварщик должен иметь высокую квалификацию для качественной сварки.
Выпрямители – это трансформаторные сварочные аппараты, которые преобразовывают переменный сварочный ток в постоянный благодаря наличию диодных полупроводников. Сварка сварочными выпрямителями характеризуется стабильной дугой, качественным сварным швом, глубоким проваром при низком уровне разбрызгивания металла, меньшим, в сравнении с трансформаторами сварочными, энергопотреблением. Выпрямители сварочные используют для сварки черных металлов. Выпрямителями сварочными при обратной полярности можно варить алюминий. Помимо алюминия, выпрямителями варят чугун, нержавейку, высоколегированную сталь. Выпрямители для сварки имеют большой вес и высокую цену, поэтому применяются в промышленности и крупном строительстве.
Выпрямители для сварки имеют большой вес и высокую цену, поэтому применяются в промышленности и крупном строительстве.
Инверторы сварочные – это аппараты для сварки, которые имеют небольшой вес и малые габаритные размеры. Использование сварочных инверторов для сварки на постоянном токе характеризуется высоким качеством сварочного шва, снижением разбрызгивания металла, стабильной дугой. Принцип работы инвертора заключается в том, что переменный сварочный ток преобразовывается в постоянный ток, потом благодаря инверторному блоку (преобразователю частоты) ток снова преобразовывается в переменный ток высокой частоты, далее понижается напряжение тока и увеличивается его мощность. Инверторы сварочные имеют высокий КПД. Сварочные аппараты инверторного типа применяются для сварки черных и цветных металлов. Инверторы не чувствительны к перепадам напряжения.
Сварочные инверторы. Отличия от традиционных сварочных аппаратов. Преимущества инверторов
Сварочные инверторы. .Иногда их по ошибке называют инвекторами, или даже инвентором.. Как часто мы слышим эту фразу, но чем же инверторы принципиально отличаются от обычной трансформаторной сварки?
.Иногда их по ошибке называют инвекторами, или даже инвентором.. Как часто мы слышим эту фразу, но чем же инверторы принципиально отличаются от обычной трансформаторной сварки?
Сварочные аппараты инверторного типа созданы для ручной электродуговой сварки металлов и металлоконструкций из чёрной стали. Данные инверторы характеризуются удобным использованием при работе, простотой в обслуживании и портативными размерами. Более того, в силу конструкции инверторы не “просаживают” сеть, и могут работать в условиях нестабильной сети.
Сварочный инвертор обычно скомплектован из выпрямителя, преобразователя, трансформатора, выходного выпрямителя и схемы контролирующей управление.
Для начала немного теории. Принцип работы сварочного инвертора заключается в одном из законов электротехники, который гласит: Чем больше частота напряжения, тем должны быть меньше габаритные размеры и масса трансформатора для передачи того же количества энергии. Так, при повышении частоты электрического тока в 1000 раз, размеры уменьшаться в 10 раз. Активные разработки с области инверторной сварки начались в начале 20-века, а узнаваемый облик они получили начиная с 90-х годов прошлого века., когда начали активно внедряться специальные силовые транзисторы. С их помощью удалось поднять частоту тока до больших высот, при этом уменьшая размеры аппаратов.
Активные разработки с области инверторной сварки начались в начале 20-века, а узнаваемый облик они получили начиная с 90-х годов прошлого века., когда начали активно внедряться специальные силовые транзисторы. С их помощью удалось поднять частоту тока до больших высот, при этом уменьшая размеры аппаратов.
Так, например, сварочный инвертор тсс саи-200 работает на частоте 100 кГц обладая при этой массой всего в 7 кг. Для сравнения , у обычных аппаратов характеристика ,показывающая отношение сварного тока к массе аппарата , колеблется в пределах 1–1,5 А/кг, то у современных инверторов, эта величина добралась уже до 4–5 А/кг/
Сварочные инверторы завоевали лидерские позиции на рынке сварочного оборудования, благодаря своим отличным техническим характеристикам, удобству транспортировки и надежности при эксплуатации. Самыми главными преимуществами инверторы являются:
— Небольшой вес сварочного оборудования;
— Низкое потребление электроэнергии; (относительно трансформаторных сварочных аппаратов)
— Уменьшена зона разбрызгивания искр при сварке;
— Возможность регулирования силы сварочного тока;
— Возможность работы с момента включения;
— Высокое качество сварного шва.
Более того, инвертор – это самый безопасный и наиболее простой в эксплуатации аппарат среди всех приспособлений, предназначенных для сварки разнообразных металлов.
При работе с инверторами достаточно соблюдать несколько простых рекомендаций, выполняя которые вы существенно продлите срок эксплуатации вашего сварочного аппарата:
— Не ставьте инвертор в пыльные помещения. При работе на улице, во избежание попадания пыли установите его на подставку.
— В процессе эксплуатации не перегружайте инверторы. В инструкции по эксплуатации к каждому аппарату указана специальная характеристика “ПВ”. Она показывает, сколько процентов времени инвертор может работать в максимальном режиме. Расчет этого параметра обычно идет для 10 минут.
— После окончания сварочных работ, дайте инвертору немного остынуть. При отключении питания останавливается вентилятор, охлаждающий радиодетали, и если его заглушить сразу, то некоторые элементы схемы могут перегореть и выйти из строя.
Выпрямители сварочные в Белой Церкви от компании «ООО «ПАНОРАМА-2000», ООО «Индустриальный дизайн»».
Сварочный выпрямитель — это источник постоянного сварочного тока. Сварочный выпрямитель содержит силовой трансформатор, силовые полупроводниковый вентили и устройство регулирования сварочного тока.
Классификация сварочных выпрямителей производится по второй из 3-х основных функций источника питания (горение, регулирование, преобразование). Все сварочные выпрямители по способу регулирования сварочного тока можно разделить на регулируемые трансформатором, регулируемые тиристорами и регулируемые дросселем насыщения.
Выпрямители, регулируемые трансформатором, имеют 3-фазные трансформаторы, в отличие от сварочных трансформаторов, которые однофазные.
Ступенчатое регулирование осуществляется переключением звезда – треугольник, что приводит к изменению тока в 3 раза. (больший ток при схеме треугольник – треугольник, чем звезда – звезда.)
В отличие от сварочных трансформаторов даже самые простые выпрямители содержат пускорегулирующую и защитную аппаратуру для защиты вентилей от перегрузок по току и от нарушения охлаждения (реле вентилятора или реле давления воды).
Для этого у источника питания должен быть силовой контактор, вручную он управляется кнопками ПУСК и СТОП.
В любом сварочном выпрямителе можно выделить следующие элементы: силовой понижающий трансформатор и блок выпрямителей. Трансформаторы, применяемые в сварочных выпрямителях, мало отличаются от описанных здесь — Классификация и устройство сварочных трансформаторов.
Основное отличие в том, что трансформаторы для сварочных выпрямителей выполняются трехфазными. Это не только обеспечивает равномерное нагружение фаз питающей сети, но и снижает пульсацию выпрямленного тока.
Распространенным элементом сварочного выпрямителя является дроссель. Если он располагается между электрододержателем и блоком выпрямителей (на участке сварочной цепи, где протекает постоянный ток), то служит для ограничения скорости нарастания тока короткого замыкания, т.е. для уменьшения разбрызгивания при сварке.
чем отличается трансформаторный сварочный аппарат от выпрямителя weldi
Interviw советы для стажера bhel supervisor
0 ответов GIL, Jindal Steel and Power,
Я хочу вопрос о модели RRB для Диплома механика Engg.
6 ответов ASD Lab, Hyundai, IBM, Infutech, IOCL, JSW, L&T, ONGC, Разработка производства и качества, RRB, Tata Steel Limited,
какой электрод можно использовать для сварки hardox 400 на St37? и можно ли применить какую-либо термическую обработку?
1 ответов
Почему люки в сосудах обычно имеют эллиптическую форму?
1 ответов
Что такое коррозия точки росы при повторном нагреве конденсата ПГРТ трубки?
3 ответа
Почему вы хотите получить степень магистра в области машиностроения в США
0 ответов
как рассчитать или получить мощность механического Нажмите?
2 ответа Солнечная система Омкар, SGI,
В чем разница между биением и общим биением vv
0 ответов Valeo Lighting Systems India Private Limited,
что такое винтовой насос
3 ответа
Что такое люфт в шестернях.когда это будет вредно?
3 ответа Баджадж,
привет друзья любое тело пожалуйста помогите мне я собираюсь написать rrb
экзамен на технический торговый мех. пожалуйста скажите мне идеально
имя автора и публикации для механизма объективного типа rrb
engg или любые другие варианты для подготовки
пожалуйста скажите мне идеально
имя автора и публикации для механизма объективного типа rrb
engg или любые другие варианты для подготовки
2 ответа ИУАК, РРБ,
Некоторые примеры из практики профилактического обслуживания асинхронного двигателя, насоса, воздушного компрессора и т. Д.
1 ответов DAE, HAL, JSW Steel, Turbo Energy,
Есть ли разница между трансформаторами для контактной сварки MFDC и переменным током?
Да, есть принципиальная разница между трансформаторами MFDC и AC. Трансформаторы MFDC обычно работают с частотой 1000 Гц, а трансформаторы переменного тока работают с частотой 60 или 50 Гц в зависимости от местоположения (Северная Америка, Европа и т. Д.).
Конструкция двух трансформаторов кардинально отличается.Трансформатор MFDC часто рассчитан на вход 1000 Гц / 650 В. В то время как трансформаторы переменного тока часто рассчитаны на вход 60 Гц / 480 В. Здесь важно то, что сердечник трансформатора, необходимый для блока с частотой 1000 Гц, значительно меньше сердечника для приложения с частотой 60 Гц . Они не взаимозаменяемы.
Они не взаимозаменяемы.
Обратите внимание, что напряжения также различаются, что также приводит к различиям в конструкции трансформатора между MFDC и AC.
Выходной сигнал трансформатора MFDC — постоянный, а не переменный ток.В трансформаторе MFDC есть диодная секция, которая преобразует входной сигнал переменного тока частотой 1000 Гц в выходной сигнал постоянного тока.
Управление переменным током нельзя использовать с трансформатором MFDC. Необходимо использовать управление MFDC с трансформатором и MFDC. Это показано на диаграммах ниже:
Управление сваркой состоит из двух основных частей, первая из которых — мостовой выпрямитель, где трехфазный вход переменного тока 60 Гц (1) выпрямляется в выход постоянного тока (2). Вторая часть — это инвертор, или H = мост, который представляет собой переключатель переключения полярности.Этот переключатель также работает с желаемой повышенной частотой 1000 Гц. В H-мосте выпрямленный входной постоянный ток преобразуется обратно в однофазный прямоугольный выходной сигнал переменного тока с частотой 1000 Гц (3), как показано ниже.
Этот переменный ток средней частоты является входом в первичную обмотку трансформатора. Затем диоды в трансформаторе преобразуют этот переменный ток обратно в постоянный ток (MFDC) (4) для сварки во вторичной цепи.
ДРУГИЕ СТАТЬИ В БЛОГЕ ПО ЭТОЙ ТЕМЕ:
ПОЧЕМУ или КАК УПРАВЛЯЮЩИЕ MFDC ИЗМЕНЯЮТ ТОК С ПЕРЕМЕННОГО ТОКА НА ПОСТОЯННЫЙ НА ПОСТОЯННЫЙ?
ТАКЖЕ ДОСТУПНА СТАТЬЯ О РОСТЕ И ЗАПАДАНИИ MFDC
Артикул: ENTRON Controls, LLC
Для чего используется сварочный выпрямитель? — AnswersToAll
Для чего используется сварочный выпрямитель?
Сварочные выпрямители — это аппараты переносного типа, которые используются с входом переменного тока и обеспечивают требуемый выход постоянного тока.Выпрямители используются в различных устройствах, в том числе: Выпрямитель — это электрическое устройство, состоящее из одного или нескольких диодов, которые преобразуют переменный ток (AC) в постоянный ток (DC).
Какой выходной ток у сварочного выпрямителя?
Диапазон выходного тока: 30-400 А постоянного тока, 60-600 А постоянного тока. Максимальный непрерывный ток ручной сварки при рабочем цикле 60%: 400 A, 600 A. Максимальный непрерывный ток ручной сварки при рабочем цикле 100%: 240 A, 360 A. Напряжение холостого хода: 80 В постоянного тока.
Что такое инверторная сварка?
В случае инверторного сварочного аппарата он преобразует источник переменного тока в более низкое выходное напряжение — например, с источника 240 В переменного тока на выход 20 В постоянного тока.Инвертор работает путем увеличения частоты первичного источника питания с 50 Гц до 20 000 — 100 000 Гц.
Что вызывает выпрямление дуги?
Явление выпрямления дуги обычно проявляется как колебание дуги аппарата для дуговой сварки вольфрамовым электродом (GTAW). Фактически, дуга частично устраняет положительные циклы переменного тока, что происходит в результате того, что вольфрамовый электрод является отрицательным и, следовательно, испускает электроны.
В чем разница между сварочным трансформатором и выпрямителем?
Сварочные трансформаторы — самый дешевый вид электроснабжения.Только для вашей средней работы можно использовать сварочные трансформаторы. Он может выдавать максимум от 80 до 100 вольт при переменном токе на входе и выходе. Сварочный выпрямитель — это эффективный метод преобразования переменного тока в постоянный с отличным контролем.
Дуговая сварка постоянным или переменным током?
Сварка на переменном и постоянном токе — это виды дуговой сварки, при которых для получения электрической дуги используются разные токи. Электрическая дуга обеспечивает плавление металлов вместе. Для генерации дуги используется источник питания, который может использовать переменный ток (AC) или постоянный ток (DC).
Можно ли включить сварочный аппарат в обычную розетку?
Электрическая установка для домашней сварки. Сварочные аппараты более низкого напряжения предназначены для работы в домашней розетке, в то время как для моделей с более высоким напряжением требуются вилки большей мощности, такие как те, которые используются для электрических сушилок. Для сварщика на 220 В электрик должен будет установить вилку, которая выдержит дополнительную силу тока, которая ему требуется.
Для сварщика на 220 В электрик должен будет установить вилку, которая выдержит дополнительную силу тока, которая ему требуется.
Какой газ используется при сварке CO2?
Наиболее распространенным из химически активных газов, используемых при сварке MIG, является двуокись углерода (CO2).Это единственный, который можно использовать в чистом виде без добавления инертного газа. CO2 также является наименее дорогим из обычных защитных газов, что делает его привлекательным выбором, когда материальные затраты являются основным приоритетом.
Что такое викторина по исправлению ошибок?
Исправление. Процесс, при котором переменный ток меняется на пульсирующий постоянный ток. Функция выпрямления. Позволяет электронам легко течь в одном направлении, обеспечивая высокое сопротивление движению в другом направлении.
Используете ли вы для сварки алюминия переменный или постоянный ток?
Сварка TIG на постоянном токе — это когда ток течет только в одном направлении. Постоянный ток используется для сварки TIG низкоуглеродистой стали / нержавеющей стали, а переменный ток — для сварки алюминия.
Постоянный ток используется для сварки TIG низкоуглеродистой стали / нержавеющей стали, а переменный ток — для сварки алюминия.
Что сбегают сварщики?
Если вы посмотрите информацию о технических характеристиках большинства сварочных аппаратов на 120 В, то увидите, что они работают от источника питания 120 В и имеют максимальное потребление тока 20 А. Это означает, что вам потребуется выделенная цепь на 120 В для работы типичного сварочного аппарата на 120 В.
Нужен ли мне сварщик 220?
Если вы планируете сваривать более толстые материалы (около ½ дюйма), вам понадобится сварочный аппарат на 220 В, так как он поможет вам гореть сильнее и проникнуть в материал. Между тем, если вы собираетесь сваривать материалы только толщиной дюйма или меньше, то небольшого сварочного аппарата на 110 В должно быть достаточно.
Используется ли CO2 при сварке?
Двуокись углерода (CO2) является наиболее распространенным из химически активных газов, используемых при сварке MIG, и единственным, который можно использовать в чистом виде без добавления инертного газа. CO2 также является наименее дорогим из обычных защитных газов, что делает его привлекательным выбором, когда материальные затраты являются основным приоритетом.
CO2 также является наименее дорогим из обычных защитных газов, что делает его привлекательным выбором, когда материальные затраты являются основным приоритетом.
Для чего нужна викторина по выпрямителю?
Процесс преобразования переменного тока в постоянный.
Что такое сварочный трансформатор?
Трансформатор, расположенный в сварочном аппарате, используется для преобразования входного высокого напряжения или первичной мощности от сетевой розетки, обычно это напряжение от 208 до 600 вольт, с низким переменным током (AC) от 15 до 55 ампер.Он преобразуется на вторичной стороне питания в более низкое напряжение до 80 вольт и диапазон сварочных токов до 1000 ампер переменного тока или более, в зависимости от процесса и оборудования.
На рисунке 1 показано типичное подключение сварочного аппарата для дуговой сварки в экранированном металлическом корпусе (SMAW), иллюстрирующее основной источник питания на первичной стороне и выход на электрододержатель со вторичной стороны трансформатора.
Рисунок 1. Схема подключения для типичного процесса дуговой сварки в защитном металлическом корпусе
Трансформатор выполняет задачу, описанную «понижением» со стороны высокого напряжения / низкого тока первичной обмотки, где мы используем большое количество витков меньшего провода (N1 на схеме) и меньшее количество витков большого провода (N2 на схеме) на вторичной стороне.Это выводит низкое напряжение / более высокую силу тока в зависимости от отношения витков или количества витков провода на вторичной стороне, как показано на Рис. 2.
Рисунок 2, Схема понижающего трансформатора
Провода намотаны вокруг железного сердечника, который создает магнитный поток за счет движения электрической энергии через трансформатор. Величина выходной силы тока определяет размер трансформатора. Чем выше выходная сила тока, тем больше трансформатор, и тем тяжелее и крупнее становится машина. На рисунке 3 показан типичный трансформатор, высокое напряжение переменного тока / низкий ток поступает на входной провод, а переменный ток низкого / напряжения / высокого тока выходит на выходной провод.
На рисунке 3 показан типичный трансформатор, высокое напряжение переменного тока / низкий ток поступает на входной провод, а переменный ток низкого / напряжения / высокого тока выходит на выходной провод.
Рисунок 3, Фактический понижающий трансформатор
Первые сварочные аппараты работали только на переменном токе (AC) и чередовали положительный и отрицательный электроды до 60 раз в секунду согласно Рисунок 4.
Рисунок 4. Изображение сбалансированной волны переменного тока
Усовершенствование процессов, требующих преобразования переменного тока в постоянный (DC), чтобы обеспечить более стабильную сварочную дугу и изменение глубины проплавления сварного шва с выбором полярности электрода.Для достижения выхода постоянного тока использовался выпрямительный диод, как показано на рис. 5 .
Рисунок 5, Типовой диод
Диод работает, пропуская переменный ток через диод, но не позволяя переменному току течь обратно, создавая постоянный ток (DC), который сегодня используется в большинстве сварочных аппаратов. Эти трансформаторные выпрямители будут использовать серию диодов в мосте для генерации постоянного тока на выходе, как показано на , рис. 6, .Линейная мощность переменного тока будет проходить через сварочный трансформатор и выводиться через ряд выпрямляющих диодов в мосту и преобразовываться в плавный выход постоянного тока.
Эти трансформаторные выпрямители будут использовать серию диодов в мосте для генерации постоянного тока на выходе, как показано на , рис. 6, .Линейная мощность переменного тока будет проходить через сварочный трансформатор и выводиться через ряд выпрямляющих диодов в мосту и преобразовываться в плавный выход постоянного тока.
Рисунок 6, Трансформаторная выпрямительная техника
Сварочный трансформатор для типичных процессов сварки переменным / постоянным током был очень большим и тяжелым, и для уменьшения габаритов трансформатора было сделано много усовершенствований. В конце 1970-х годов начали появляться первые сварочные инверторы. Эта инверторная технология была представлена с несколькими преимуществами.Одним из них был способ преобразования входа высокого напряжения / низкого тока в выход низкого напряжения / высокого тока, что позволило бы уменьшить размер и вес сварочного трансформатора. Рисунок 7 показывает, как инверторная технология работает внутри источника питания.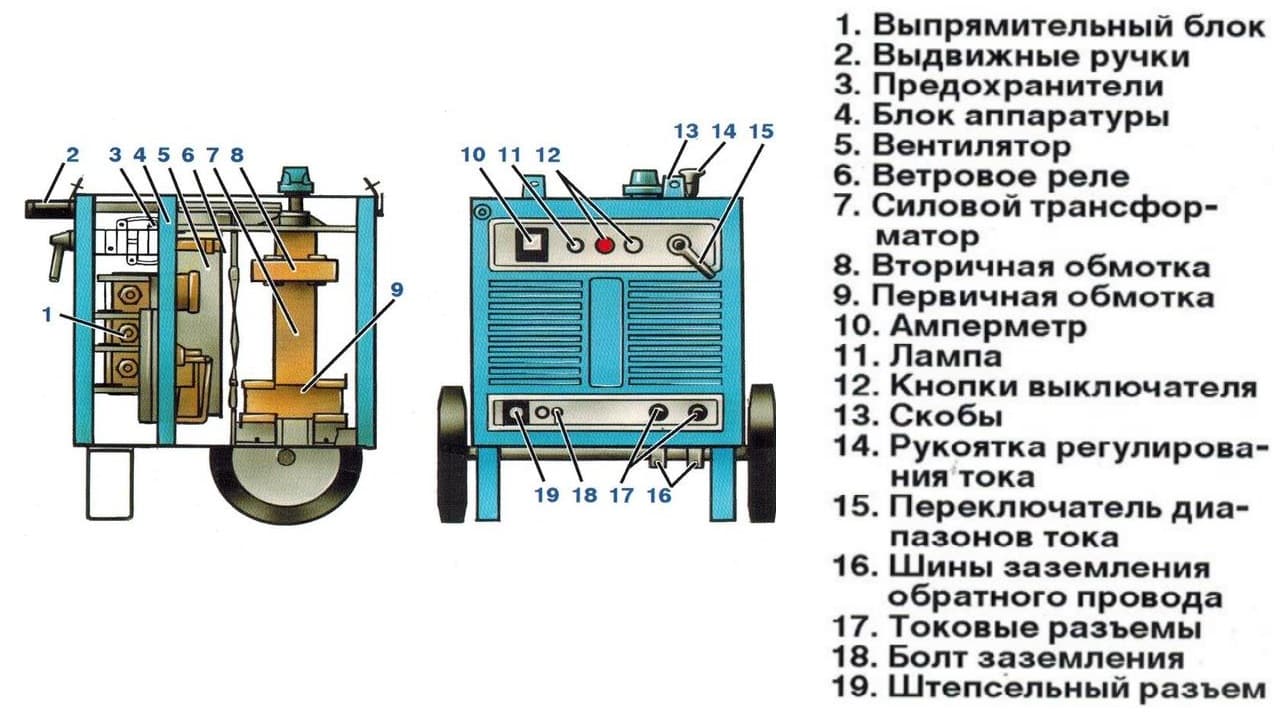
Рисунок 7, Схема инверторной технологии
Инверсионная технология — это противоположность выпрямления, инверсионный процесс преобразования постоянного тока в переменный ток высокой частоты с использованием переключающего типа регулирования, состоящего в основном из транзисторных устройств.
Переключение токов выполняется на первичной входной стороне высокого напряжения трансформатора, а не на более традиционной вторичной выходной стороне, как описано ранее. Схема на Рисунке 7 показывает, как высокое напряжение переменного тока поступает и инвертируется в постоянный ток, переключается на высокочастотную пульсирующую прямоугольную волну переменного тока, а затем «преобразуется» в низковольтный, выпрямленный постоянный ток с высоким током на выходе. Именно так сегодня многие сварочные аппараты используют эту инверторную технологию, которая снижает потребность в очень больших и тяжелых сварочных трансформаторах и, таким образом, значительно снижает размер и вес оборудования.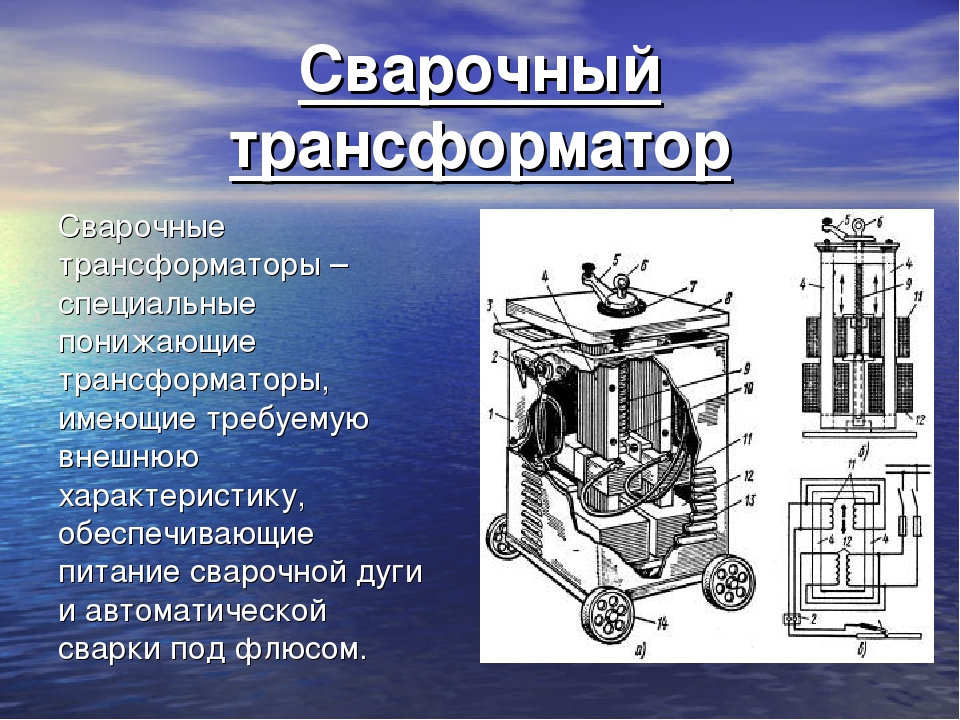
Эта технология также снижает количество энергии (электроэнергии), используемой инверторной технологией, по сравнению с более старыми трансформаторно-выпрямительными машинами.
29 CFR § 1910.254 — Дуговая сварка и резка. | CFR | Закон США
§ 1910.254 Дуговая сварка и резка.
(а) Общие —
(1) Подбор оборудования. Сварочное оборудование должно быть выбрано для безопасного использования при выполнении работ, как указано в параграфе (b) данного раздела.
(2) Установка.Сварочное оборудование должно быть безопасно установлено в соответствии с параграфом (c) этого раздела.
(3) Инструкция. Рабочие, назначенные для работы с оборудованием для дуговой сварки, должны быть надлежащим образом проинструктированы и иметь квалификацию для работы с таким оборудованием, как указано в параграфе (d) данного раздела.
(б) Применение оборудования для дуговой сварки —
(1) Общие. Гарантия безопасности при проектировании достигается путем выбора оборудования, соответствующего требованиям к аппаратам для электродуговой сварки, NEMA EW-1-1962, Национальной ассоциации производителей электрооборудования или Стандарту безопасности для машин для дуговой сварки трансформаторного типа, ANSI C33. 2 — 1956, Underwriters ‘Laboratories, обе из которых включены посредством ссылки, как указано в § 1910.6.
2 — 1956, Underwriters ‘Laboratories, обе из которых включены посредством ссылки, как указано в § 1910.6.
(2) Условия окружающей среды.
(i) Стандартные аппараты для дуговой сварки должны быть спроектированы и изготовлены таким образом, чтобы выдерживать их номинальную нагрузку с номинальным повышением температуры, если температура охлаждающего воздуха не превышает 40 ° C (104 ° F) и высота не превышает 3300 футов (1005,8 м) и должны подходить для работы в атмосфере, содержащей газы, пыль и световые лучи, создаваемые сварочной дугой.
(ii) Могут существовать необычные условия эксплуатации, и в таких обстоятельствах машины должны быть специально спроектированы так, чтобы безопасно соответствовать требованиям службы. Основными среди этих условий являются:
(A) Воздействие необычно едких паров.
(B) Воздействие пара или чрезмерной влажности.
(C) Воздействие чрезмерного количества паров масла.
(D) Воздействие горючих газов.
(E) Воздействие необычной вибрации или ударов.
(F) Воздействие чрезмерного количества пыли.
(G) Воздействие погодных условий.
(H) Воздействие необычных условий на берегу моря или на борту судна.
(3) Напряжение. Следующие ограничения не должны быть превышены:
(i) Машины переменного тока
(A) Ручная дуговая сварка и резка — 80 вольт.
(B) Автоматическая (машинная или механизированная) дуговая сварка и резка — 100 вольт.
(ii) Машины постоянного тока
(A) Ручная дуговая сварка и резка — 100 вольт.
(В) Автоматическая (машинная или механизированная) дуговая сварка и резка-100 вольт.
(iii) Если для специальных процессов сварки и резки требуются значения напряжения холостого хода выше, чем указано выше, должны быть предусмотрены средства для предотвращения случайного контакта оператора с высоким напряжением с помощью соответствующей изоляции или других средств.
(iv) Для переменного тока. При сварке во влажных условиях или в теплой среде, где присутствует потоотделение, рекомендуется использовать надежные автоматические средства управления для снижения напряжения холостого хода, чтобы снизить опасность поражения электрическим током.
При сварке во влажных условиях или в теплой среде, где присутствует потоотделение, рекомендуется использовать надежные автоматические средства управления для снижения напряжения холостого хода, чтобы снизить опасность поражения электрическим током.
(4) Дизайн.
(i) Контроллер, встроенный в сварочный аппарат с приводом от электродвигателя, должен иметь способность выдерживать номинальный ток двигателя, должен быть способен включать и отключать заторможенный ток ротора двигателя, а также может служить в качестве устройства защиты от перегрузки по току, если он снабжен номером устройств максимального тока, как указано в подразделе S этой части.
(ii) На всех типах аппаратов для дуговой сварки аппаратура управления должна быть закрытой, за исключением рабочих колес, рычагов или ручек.
(iii) Входные силовые клеммы, устройства переключения ответвлений и металлические части под напряжением, подключенные к входным цепям, должны быть полностью закрыты и доступны только с помощью инструментов.
(iv) Клеммы для сварочных проводов должны быть защищены от случайного электрического контакта персоналом или металлическими предметами, например, транспортными средствами, крановыми крюками и т. Д. Защита может быть обеспечена с помощью: передних глухих розеток для штепсельных соединений; утопленные проемы с несъемными откидными крышками; тяжелая изоляционная оболочка или лента или другая эквивалентная электрическая и механическая защита.Если зажим сварочного провода, который предназначен для использования исключительно для подключения к работе, подключен к заземленному корпусу, это должно быть выполнено с помощью проводника, по крайней мере, на два размера AWG меньше, чем заземляющий провод, и зажим должен иметь маркировку, указывающую, что это обосновано.
(v) Никакие соединения для портативных устройств управления, таких как кнопки, которые несет оператор, не должны подключаться к источнику переменного тока. цепь выше 120 вольт. Открытые металлические части переносных устройств управления, работающих в цепях с напряжением выше 50 В, должны быть заземлены заземляющим проводом в кабеле управления.
(vi) Автотрансформаторы или переменного тока реакторы не должны использоваться для получения сварочного тока напрямую от любых источников переменного тока. источник питания с напряжением более 80 вольт.
(в) Монтаж оборудования для дуговой сварки —
(1) Общие. Установка, включая источник питания, должна соответствовать требованиям подраздела S этой части.
(2) Заземление.
(i) Рама или корпус сварочного аппарата (кроме машин с приводом от двигателя) должны быть заземлены в условиях и в соответствии с методами, предписанными в подразделе S этой части.
(ii) Кабели, содержащие электрические проводники, не должны использоваться для замыкания цепи рабочего вывода. Трубопроводы не должны использоваться как постоянная часть цепи рабочего кабеля, но могут использоваться во время строительства, расширения или ремонта при условии, что ток не будет проходить через резьбовые соединения, фланцевые болтовые соединения или герметичные соединения и что используются специальные меры предосторожности, чтобы избежать искрение при подключении рабочего кабеля.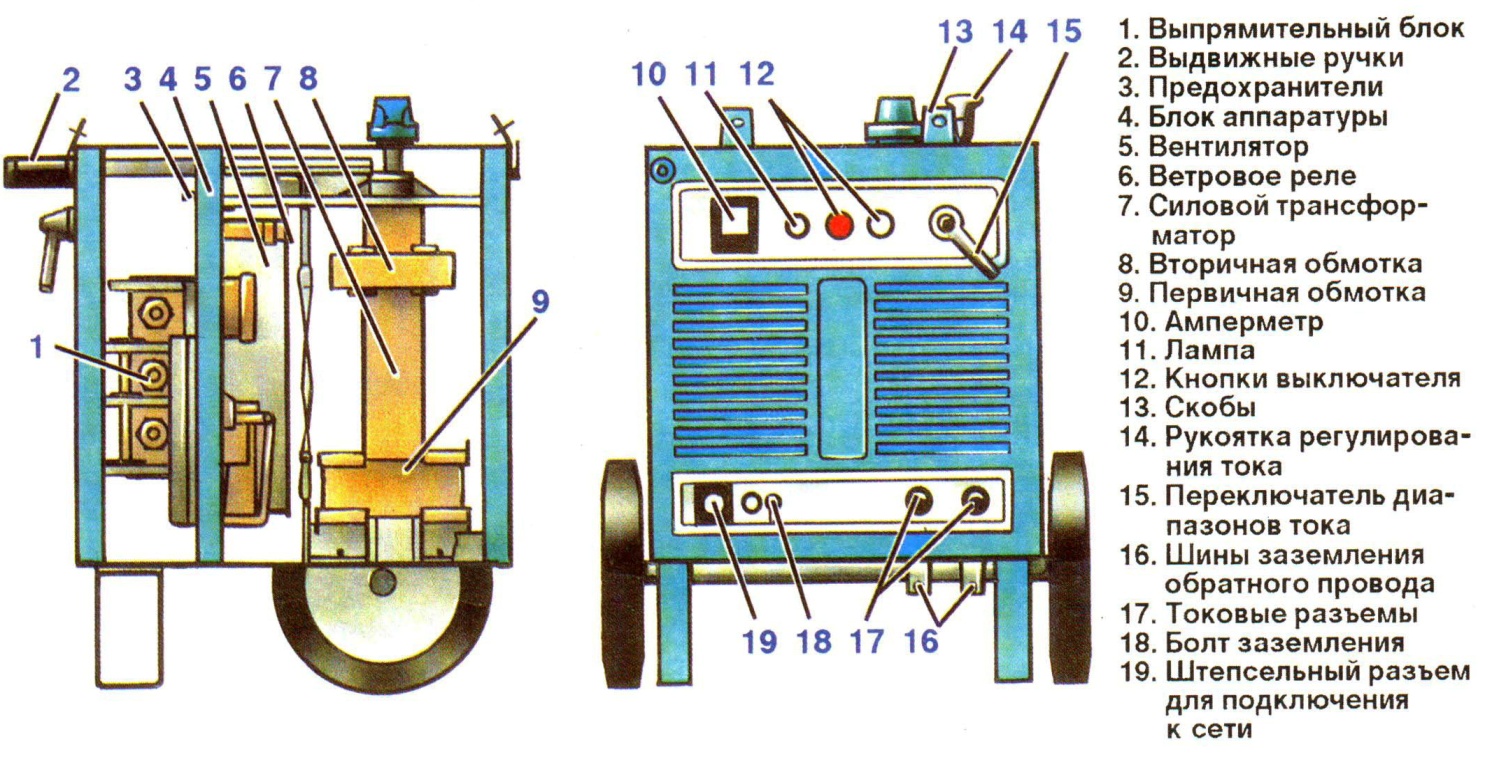
(iii) Цепи, тросы, краны, подъемники и лифты не должны использоваться для подачи сварочного тока.
(iv) Если конструкция, конвейер или приспособление регулярно используются в качестве цепи возврата сварочного тока, стыки должны быть склеены или обеспечены соответствующими токосъемными устройствами.
(v) Все заземляющие соединения должны быть проверены, чтобы определить, являются ли они механически прочными и электрически адекватными для требуемого тока.
(3) Соединения и провода питания.
(i) На каждом сварочном аппарате или рядом с ним должен быть предусмотрен выключатель или контроллер, не оборудованный таким выключателем или контроллером, установленным как неотъемлемая часть аппарата.Переключатель должен соответствовать подразделу S этой части. Должна быть предусмотрена максимальная токовая защита, как указано в подразделе S этой части. Для каждой розетки, предназначенной для подключения к переносному сварочному аппарату, должен быть предусмотрен выключатель с защитой от перегрузки или эквивалентные средства отключения и защиты, разрешенные подразделом S этой части.
(ii) Для отдельных сварочных аппаратов номинальная допустимая токовая нагрузка питающих проводов должна быть не меньше номинального первичного тока сварочных аппаратов.
(iii) Для групп сварочных аппаратов номинальная допустимая токовая нагрузка проводов может быть меньше суммы номинальных первичных токов поставляемых сварочных аппаратов. Номинальный ток проводника должен определяться в каждом случае в соответствии с нагрузкой на машину, исходя из использования каждого сварочного аппарата и допуска, допустимого в случае, если все сварочные аппараты, снабженные проводниками, не будут использоваться одновременно. .
(iv) При операциях с участием нескольких сварщиков на одной конструкции d.c. требования к процессу сварки могут потребовать использования обеих полярностей; или ограничения цепи питания переменного тока. сварка может потребовать распределения машин по фазам цепи питания. В таких случаях напряжение холостого хода между держателями электродов будет в 2 раза выше нормального при постоянном токе. или в 1, 1,41, 1,73 или 2 раза больше нормы на переменном токе. машины. Подобные различия напряжения будут существовать, если оба переменного тока. и d.c. сварка производится на одной конструкции.
или в 1, 1,41, 1,73 или 2 раза больше нормы на переменном токе. машины. Подобные различия напряжения будут существовать, если оба переменного тока. и d.c. сварка производится на одной конструкции.
(A) Все постоянного тока машины должны быть подключены с одинаковой полярностью.
(B) Все переменного тока машины должны быть подключены к одной и той же фазе цепи питания и с одинаковой мгновенной полярностью.
(г) Эксплуатация и техническое обслуживание —
(1) Общие. Рабочие, назначенные для эксплуатации или обслуживания оборудования для дуговой сварки, должны быть ознакомлены с требованиями этого раздела и с 1910.252 (a), (b) и (c) этой части.
(2) Подключение машины. Перед началом работы необходимо проверить все подключения к машине, чтобы убедиться, что они выполнены правильно.Рабочий кабель должен быть прочно прикреплен к работе; Магнитные рабочие зажимы должны быть освобождены от прилипших металлических частиц и брызг на контактных поверхностях. Сварочный кабель, свернутый в спираль, перед использованием необходимо разложить, чтобы избежать серьезного перегрева и повреждения изоляции.
Сварочный кабель, свернутый в спираль, перед использованием необходимо разложить, чтобы избежать серьезного перегрева и повреждения изоляции.
(3) Заземление. Проверить заземление рамы сварочного аппарата. Особое внимание следует уделять заземлению переносных машин.
(4) Утечки. Не должно быть утечек охлаждающей воды, защитного газа или моторного топлива.
(5) Переключатели. Должно быть определено, что имеется соответствующее переключающее оборудование для отключения машины.
(6) Инструкции производителя. Печатные правила и инструкции по эксплуатации оборудования, поставляемого производителями, должны строго соблюдаться.
(7) Держатели электродов. Держатели электродов, когда они не используются, должны быть размещены так, чтобы они не могли электрически контактировать с людьми, проводящими объектами, резервуарами для топлива или сжатого газа.
(8) Поражение электрическим током.Кабели со стыками в пределах 10 футов (3 м) от держателя не должны использоваться. Сварщик не должен наматывать или обматывать кабель сварочного электрода вокруг частей своего тела.
Сварщик не должен наматывать или обматывать кабель сварочного электрода вокруг частей своего тела.
(9) Техническое обслуживание.
(i) Оператор должен сообщать о любом дефекте оборудования или угрозе безопасности своему руководителю, и использование оборудования должно быть прекращено до тех пор, пока не будет обеспечена его безопасность. Ремонт должен производиться только квалифицированным персоналом.
(ii) Намокшие машины должны быть тщательно высушены и испытаны перед использованием.
(iii) Кабели с поврежденной изоляцией или оголенными проводниками должны быть заменены. Соединение рабочих и электродных кабелей по длине должно выполняться с помощью соединительных средств, специально предназначенных для этой цели. Соединительные средства должны иметь изоляцию, соответствующую условиям эксплуатации.
Разница между прямой и обратной полярностями при дуговой сварке
Источники питания для дуговой сварки могут подавать как переменный, так и постоянный ток, либо обе формы тока. В случае полярности постоянного тока ток течет только в одном направлении; тогда как в случае переменного тока направление тока меняется на противоположное в каждом цикле (количество циклов в секунду зависит от частоты питания).Теперь при дуговой сварке основные металлы соединяются с одной клеммой, а электрод — с другой клеммой. При наличии достаточной разности потенциалов непрерывный поток электронов между ними через небольшой зазор образует дугу (основной источник тепла при дуговой сварке). В зависимости от подключений источник постоянного тока может обеспечивать две полярности, как показано ниже:
В случае полярности постоянного тока ток течет только в одном направлении; тогда как в случае переменного тока направление тока меняется на противоположное в каждом цикле (количество циклов в секунду зависит от частоты питания).Теперь при дуговой сварке основные металлы соединяются с одной клеммой, а электрод — с другой клеммой. При наличии достаточной разности потенциалов непрерывный поток электронов между ними через небольшой зазор образует дугу (основной источник тепла при дуговой сварке). В зависимости от подключений источник постоянного тока может обеспечивать две полярности, как показано ниже:
- Прямая полярность постоянного тока (DCSP) или отрицательный электрод постоянного тока (DCEN) — когда электрод соединен с отрицательной клеммой источника питания, а основные металлы соединены с положительной клеммой.
- Обратная полярность постоянного тока (DCRP) или Положительный электрод постоянного тока (DCEP) — когда неблагородные металлы подключены к отрицательной клемме источника питания, а электрод подключен к положительной клемме.

И прямая полярность постоянного тока, и обратная полярность постоянного тока имеют свои плюсы и минусы. Разница между прямой полярностью постоянного тока (DCSP) и обратной полярностью постоянного тока (DCRP) представлена в таблице ниже. Для лучшего понимания вы можете прочитать:
| Прямая полярность | Обратная полярность |
|---|---|
| Электрод подключается к отрицательной клемме источника питания, а неблагородные металлы подключаются к положительной клемме. | Недрагоценные металлы соединяются с отрицательной клеммой источника питания, а электрод — с положительной клеммой. |
| При достаточной разности потенциалов электроны выходят из кончика электрода и ударяются о поверхность базовой пластины. | Здесь электроны высвобождаются с поверхности базовой пластины и ударяются о кончик электрода. |
2/3 rd всего тепла дуги генерируется около опорной пластины, а остальное — на кончике электрода. | 2/3 rd общего тепла дуги генерируется на конце электрода, а остальная часть генерируется около опорной пластины. |
| Правильное сплавление основного металла может быть легко достигнуто. Так устраняется неплавление и непровара. | Из-за меньшего тепловыделения возле опорной плиты может произойти неполное сплавление опорной плиты. |
| В случае расходных электродов скорость осаждения присадочного металла довольно низкая. | Скорость осаждения присадочного металла довольно высока, поскольку большая часть тепла выделяется на конце электрода. |
| Напряжение дуги и стабильность дуги не зависят от излучательной способности рабочего материала. | Напряжение дуги и стабильность дуги в значительной степени зависят от излучательной способности рабочего материала. |
| Слабое действие дуговой очистки (очистка от оксидов). | Дуга очистки хорошая. |
Включения могут возникнуть, если поверхности опорной плиты не были должным образом очищены перед сваркой. | Благодаря хорошему очищающему действию дуги снижается склонность к дефектам включения. |
| DCSP может вызвать сильную деформацию и более широкую ЗТВ в свариваемом компоненте. | Искажения меньше с DCRP, а также HAZ узкая. |
| DCSP не подходит для сварки тонких листов. | DCSP подходит для сварки тонких листов. |
| Металлы с высокой температурой плавления (например, нержавеющая сталь, титан) могут подходящим образом соединяться с помощью DCSP. | Металлы с низкой температурой плавления (например, медь, алюминий) можно соединять с помощью DCSP. |
IRJET — Запрошенная вами страница не найдена на нашем сайте
IRJET приглашает статьи по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 12 (декабрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 12, Декабрь 2021 Публикация в процессе …
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своего Система контроля качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 12 (декабрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 12, декабрь 2021 г. Публикация в процессе …
Просмотр Документы
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 12 (декабрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 12, декабрь 2021 г. Публикация в процессе …
Просмотр Документы
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 12 (декабрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 12, декабрь 2021 г. Публикация в процессе …
Просмотр Документы
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 12 (декабрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 12, декабрь 2021 г. Публикация в процессе …
Просмотр Документы
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 12 (декабрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 12, декабрь 2021 г. Публикация в процессе …
Просмотр Документы
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 12 (декабрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 12, декабрь 2021 г. Публикация в процессе …
Просмотр Документы
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.