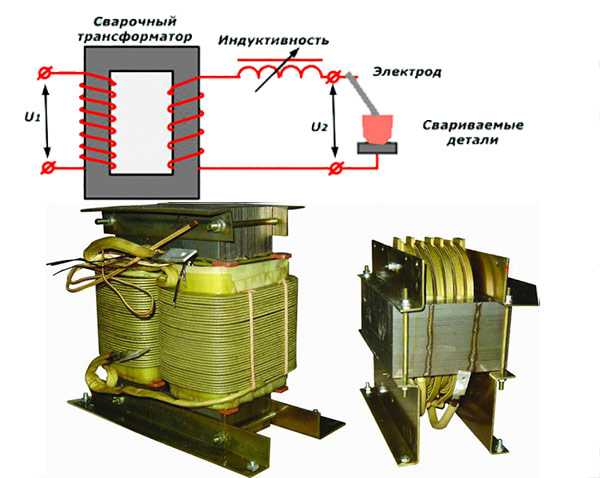
Принцип работы сварочного трансформатора
Регулировка тока в сварочном трансформаторе осуществляется по двум основным схемам:
- Устройство и классификация трансформаторов, применяемых в сварочных аппаратах
- Назначение сварочного трансформатора
- Сварочные трансформаторы переменного тока
- Сварочные трансформаторы постоянного тока
- Сварочный трансформатор ВДМ
- Устройство аппарата
- Принцип действия
- Значение силы тока трансформатора
- Мощность трансформатора
- Показатели напряжения
- Продолжительность нагрузки
- Функции современных трансформаторов для сварки
- Особенности профессиональных трансформаторов
- Особенности универсальных трансформаторов для сварки
- Плюсы трансформаторов
- Минусы трансформаторов
- Источники:
- В первом случае применяется трансформатор с нормальным рассеянием магнитного поля, которое осуществляется совмещённым или отдельным дросселем.

- Во втором случае регулировка гаджета осуществляется за счет управления рассеянием магнитного поля. Этот процесс может осуществляться следующими методами:
- изменением размеров воздушного промежутка между первичной и вторичной обмотками;
- согласованным изменением числа витков первичной и вторичной обмоток;
- применением подмагничиваемого шунта. Он изменяет магнитную проницаемость между стержнями магнитопровода, чем и осуществляется регулировка сварочного тока.
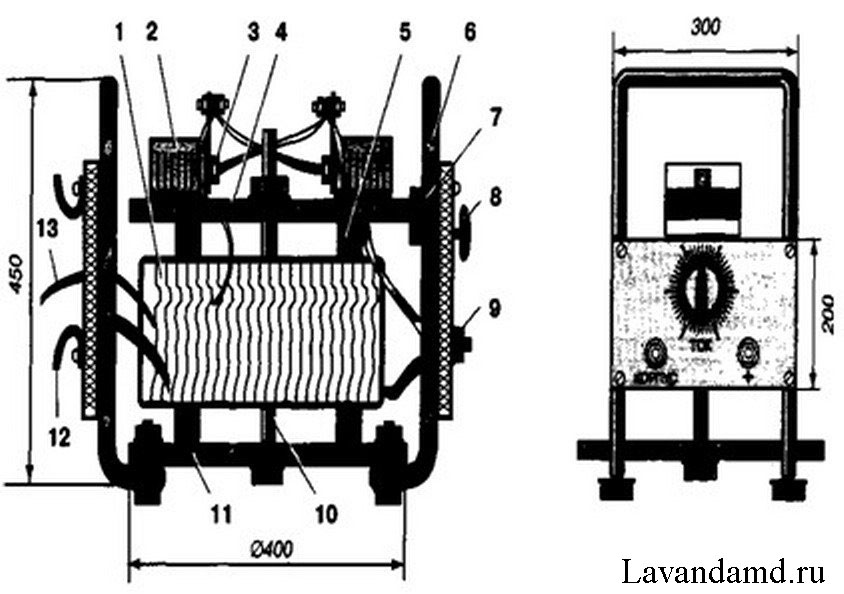
Конструкция и органы управления однопостовым сварочным трансформатором с подвижными обмотками (т. е. работающим по первой схеме) приведены на рисунке.
Магнитопровод с катушками и механизмами помещается в защитный кожух, который имеет жалюзи для охлаждения. Регулировка величины сварочного тока в таком СТ осуществляется с помощью подвижной обмотки, которая перемещается посредством ходовой гайки и вертикального винта с ленточной резьбой.
Сварочные провода подключаются к специальным зажимам. СТ представляет собой массивную конструкцию (очень тяжёлый сердечник). Поэтому, для погрузо-разгрузочных работ, он оснащён рым-болтом, а для перемещения по рабочему объекту – транспортной тележкой и ручкой.
Устройство и классификация трансформаторов, применяемых в сварочных аппаратах
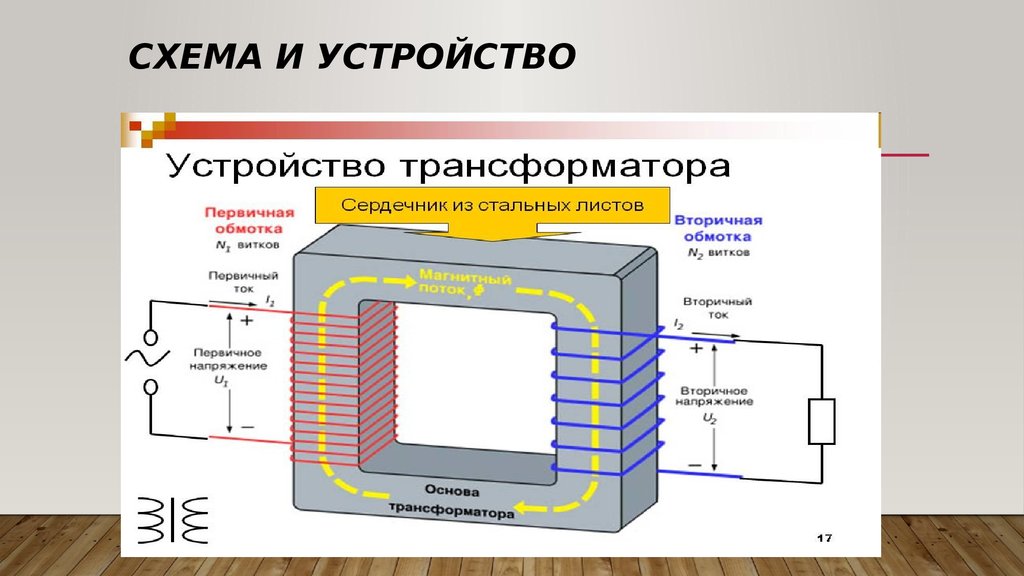
Любой трансформатор для сваривания металлических различных элементов состоит из:
- Магнитопровода;
- Изолированную первичную обмотку;
- Вторичная обмотка;
- Вентилятор, для охлаждения.
В зависимости от сварочных работ происходит и управление процессом сварки,все сварочные агрегаты делятся аппараты переменного и постоянного тока. Конечно же, сам трансформатор не может работать на постоянном токе поэтому сам процесс выпрямления осуществляется после понижения напряжения. Для этого применяются:
- управляемые тиристоры, которые непросто дают постоянный ток для сварки элементов, но осуществляют изменение силы тока во время этого процесс;
- неуправляемые вентили диоды, вместе с дросселем.
Назначение сварочного трансформатора
Сварочный понижающий трансформатор является ключевым элементом, создающим дугу во время сварки металлических деталей. Напряжение на выходе этого понижающего устройства, работающего в режиме короткого замыкания, допускается не более 80 Вольт. Для процесса ручной дуговой сварки обязательно нужны электроды. Бытовые трансформаторы для дома выполнены по однофазной схеме обладают небольшими токами при сваривании. Главное, в бытовых условиях также стоит следить и за наличием хорошего контакта в розетке, так как токи в первичной обмотке для квартир и домов тоже очень существенны и не каждая розетка их выдержит.
Сварочные трансформаторы переменного тока
Такая конструкция считается самой не дорогой, но в то же время обладающей неплохими характеристиками сварки чёрных металлов. Для того чтобы регулировать ток и соответственно дугу во время этого процесса сварочный агрегат оборудован раздвижной системой, увеличивающей расстояние между катушками, а также площадь сердечника.![]() Они из-за своей ценовой категории очень распространены на производстве, особенно в цехах с устаревшим оборудованием. Обладают довольно крупными размерами и зачастую устанавливаются стационарно.
Они из-за своей ценовой категории очень распространены на производстве, особенно в цехах с устаревшим оборудованием. Обладают довольно крупными размерами и зачастую устанавливаются стационарно.
И также как регулятор тока для сварочного аппарата, применяются отдельно расположенные дросселя, который добавляет индуктивности в цепь. Самый простой способ, но самый эффективный, регулировки напряжения и силы тока во время выполнения сварочных работ — это вывод нескольких контактных точек со вторичной обмотки. Кончено же, плавности изменения силы дуги в таком аппарате не получится добиться.
Сварочные трансформаторы постоянного тока
Такие приборы более эффективны для сваривания различных материалов обладают меньшими габаритами и плавным регулированием силы тока. Любой трансформатор не может работать на постоянном токе, это факт. На рисунке показана простейшая схема такого агрегата, которую можно сделать и своими руками. Она гарантирует стабильные выходные характеристики сварочного тока и дуги, которая является ключевым аспектом любой сварки.
Сварщики знают, что при работе от положительного зажима выделяется больше тепла, чем от отрицательного. Следовательно для разной толщины металла стоит вырабатывать свою методику. Существуют и новые разработки в этой отрасли так называемые сварочные аппараты инверторного типа. Трансформатор здесь работает на повышенных частотах, что даёт возможность снизить и габариты устройства, его вес, и токи первичной обмотки без последствий для создания качественной дуги.
Сварочный трансформатор ВДМ
Аппараты ВДМ производственного сварочного многопостового выпрямителя, устанавливается зачастую стационарно и предназначен для сварочных постов дуговой электросварки с помощью металлического электрода. Очень часто ВДМ подключаются к трёхфазной сети 380 Вольт. Во взрывоопасной среде, насыщенной пылью разной фракции, или же содержащей едкие газовые пары, разрушающие сталь и изоляцию, эксплуатация строго запрещена. Конструктивно в ВДМ есть возможность регулировать величину тока реостатом и дросселем.
Устройство аппарата
В основе типового трансформатора заключается металлический сердечник с обмотками из тонкой проволоки (алюминиевой или медной). Обмотки имеют два уровня – первичный и вторичный. Соответственно, одна обмотка подключается к сетевому питанию, а вторая обеспечивает энергией электрод. Первичный уровень образуют две катушки, неподвижно зафиксированные внизу сердечника. Что касается вторичной обмотки, то и она образуется парой катушек, но также предусматривается возможность ее перемещения относительно сердечника.
С точки зрения внешнего устройства, сварочный трансформатор – это металлический короб, который имеет широкую инфраструктуру для электротехнического подключения. Как правило, в устройстве предусматриваются также средства предохранения, защита от замыканий и выводы для соединения с заземляющими элементами. Для удобной работы с трансформатором в конструкции также присутствуют рукоятки, эргономичные регуляторы, а в новейших моделях и цифровые панели управления.
Принцип действия
Исходить следует из того, что главная задача таких приборов заключается в преобразовании энергии для последующего энергоснабжения сварочной рабочей оснастки. Попадая на первичный уровень обмотки, исходный ток преобразуется в электромагнитную энергию, после чего поступает во вторичную обмотку. В процессе этого перехода сокращается показатель напряжения. Действие этого регуляционного принципа сварочного трансформатора обусловлено конструкционными особенностями катушек.
Поскольку на второй обмотке меньше витков, при поступлении в нее тока происходит снятие лишнего напряжения до необходимого показателя. Иными словами, обычный сетевой ток трансформируется в сварочный ток. Разумеется, величина данной коррекции условна, поскольку не существует четкого понятия тока, требуемого для сварочных работ. Оператор может регулировать зазор между катушками, тем самым настраивая характеристики на нужную величину в соответствии с выполняемой задачей.
Значение силы тока трансформатора
Существует прямая зависимость возможностей термической обработки металлических изделий от применяемой силы тока.![]() В качестве расчетного параметра обычно используется толщина электрода. Усредненный диапазон составляет 5-10 мм. Такие электроды можно использовать в сварке силовой несущей конструкции с решетками, рамами и толстыми прутьями. В данном случае сила тока сварочного трансформатора может составлять 140-160 А.
В качестве расчетного параметра обычно используется толщина электрода. Усредненный диапазон составляет 5-10 мм. Такие электроды можно использовать в сварке силовой несущей конструкции с решетками, рамами и толстыми прутьями. В данном случае сила тока сварочного трансформатора может составлять 140-160 А.
Это оптимальная величина для средних рабочих операций, в которых, к слову, важна не только мощность. Например, тот же уровень тока при эксплуатации небольших аппаратов с рутиловыми электродами толщиной до 10 мм не столько обеспечит силовую поддержку термического заряда, сколько обусловит стабильность горения дуги. В некоторых случаях повышение данного показателя также способствует легкому удалению шлака.
Мощность трансформатора
Мощностный диапазон в среднем варьируется от 2,5 до 20 кВт и более. На что влияет данная характеристика сварочного трансформатора? Вопреки распространенному мнению, мощность в данном случае не указывает на способности оборудования работать с теми или иными заготовками.![]() Как уже отмечалось выше, производительность в большей степени зависит от силы тока. Однако, мощность определяет энергетический потенциал устройства с точки зрения возможностей обслуживания определенных задач с подключением силы тока конкретной величины.
Как уже отмечалось выше, производительность в большей степени зависит от силы тока. Однако, мощность определяет энергетический потенциал устройства с точки зрения возможностей обслуживания определенных задач с подключением силы тока конкретной величины.
В качестве примера стоит рассмотреть один из самых мощных на российском рынке профессиональных сварочных трансформаторов – «ТДМ-402» от предприятия «Уралтермосвар». Его мощностный показатель составляет 26,6 кВт. Именно благодаря этой величине данный преобразователь позволяет работать с силой тока в диапазоне от 70 до 460 А. Очевидно, что вырастают и требования к напряжению – используется трехфазная сеть на 380 В.
Что это дает на практике? Аппарат позволяет работать при интенсивных нагрузках с повышенной силой тока в длительных временных сеансах. Если бы речь шла об аналогичных рабочих показателях, но с меньшей мощностью, то в процессе выполнения тех же операций оборудование могло бы перегреваться и в принципе не поддерживать достаточную производительность.
Показатели напряжения
Грубо говоря, весь ассортимент условно делится на модели, работающие от однофазных сетей, и аппараты, подключающиеся к трехфазным линиям энергоснабжения, как в случае с версией «ТДМ-402». Соответственно, первые работают под напряжением в 220 В, а вторые – 380 В. Очевидно, что однофазная сеть менее требовательна к мощностям и покрывает ресурсы, которые задействуются в мелких операциях. Такие модели подойдут скорее для гаражно-дачных работ.
Однако есть и промежуточная группа аппаратов с «плавающим» напряжением. Сварочные трансформаторы этого типа могут подключаться к сетям обоих видов. Причем данная особенность важна и для рядовых пользователей, и для специалистов. Речь идет даже не столько об универсальности, сколько о преимуществах, которые дает возможность работы от разных источников.
Например, при наличии двух сетей владелец аппарата с номинально небольшими характеристиками выиграет от подключения к сети на 380 В, так как на фоне сбалансированного распределения нагрузки будут отсутствовать скачки напряжения. Что касается владельцев профессионального оборудования, то в их случае подключение к однофазной сети будет выгоднее при работе на минимальной рабочей нагрузке.
Что касается владельцев профессионального оборудования, то в их случае подключение к однофазной сети будет выгоднее при работе на минимальной рабочей нагрузке.
Продолжительность нагрузки
Коэффициент продолжительности нагрузки (ПН) указывает на способность аппарата работать определенный промежуток времени без необходимости отключения. Под отключением понимается вынужденный перерыв, связанный с перегревом или электрическими перегрузками. Продолжительность нагрузки сварочного трансформатора – это процентная величина, представляющая долю рабочего времени из 10-минутного интервала. Иными словами, сколько условных минут сможет проработать конкретный прибор без остановки из 10 мин. Диапазон ПН варьируется от 10 до 90% в зависимости от модели.
Но возможен ли в принципе ПН на 100%? Стоит ли искать такие аппараты? Это невозможно и даже высокие показатели от 70-80% опытные сварщики считают маркетинговой уловкой, так как в любом случае работа в условиях перегрузок рано или поздно приведет к неполадкам в той или иной части конструкции.![]()
Функции современных трансформаторов для сварки
Производители данного оборудования стремятся продумывать эргономичные системы управления, в которых предусматривают широкие средства настройки и регулировки рабочих параметров. Базовой функцией такого типа является возможность плавной настройки силы переменного тока с помощью контроллера на пользовательской панели сварочного трансформатора. Это же касается и выбора активной фазы напряжения – на 220 или 380 В. Для удобного отслеживания текущего состояния рабочего процесса предусматриваются индикаторы перегрева, рабочей температуры и перенапряжения.
Особенности профессиональных трансформаторов
Данный тип вспомогательного сварочного оборудования рассчитывается на повышенные нагрузки, причем не только электротехнические. В проекты таких устройств закладывается несколько уровней конструкционной защиты, которая предотвращает проникновение грязи, пыли, а иногда и воды, хотя в принципе использовать подобные аппараты даже в условиях высокой влажности запрещается. Что касается электротехнических показателей, то они выражаются в возможности подключения к трехфазным сетям и широких диапазонах настройки силы тока.
Что касается электротехнических показателей, то они выражаются в возможности подключения к трехфазным сетям и широких диапазонах настройки силы тока.
К примеру, сварочный трансформатор «ТД-500» номинально работает при 500 А, а на практике регулировка позволяет достигать и 560 А. С другой стороны, базовый уровень не опускается ниже 100 А, что ограничивает возможности применения агрегата в мелких сварочных операциях. К недостаткам промышленных преобразователей относят также массивность конструкции и высокий расход энергии.
Особенности универсальных трансформаторов для сварки
Большая часть сварочных работ производится с применением электродов, толщина которых варьируется от 2 до 10 мм. Особенно это касается мастерских, где сварка задействуется для крепления разноформатных металлических элементов. Наилучшим выбором для поддержки таких задач будет универсальный аппарат. В процессе работы сварочный трансформатор такого типа сможет обеспечить возможность качественного проплава с тонкими материалами и выполнить соединения толстых заготовок без завышения мощностей и энергоресурсов.
Что еще важно в таких моделях, это разнообразие аксессуаров, набор которых также ориентируется на производство сварки в различных условиях. Как минимум в такие комплекты входят держатели, средства заземления, щетки для снятия шлака и даже приспособления для индивидуальной защиты.
Плюсы трансформаторов
Главное преимущество — возможность удобной и точной регулировки силы тока, что очень важно для тех, кто регулярно сталкивается с необходимостью соединения металлических деталей. Причем качественный сварочный аппарат-трансформатор имеет высокую стойкость к нагрузкам разного рода, а его КПД составляет около 80%. Также по объемам потребляемой энергии такой помощник оказывает выгоднее, чем большая часть альтернативных решений для выполнения ручной сварки.
Минусы трансформаторов
В их числе организационные издержки, нестабильность дуги и высокие требования к квалификации сварщика. Повышается и процент разбрызгиваемого расплава, что также обуславливает необходимость выполнения зачистки в рабочей зоне.
Источники:
- kovka-svarka.net
- pochini.guru
- StankiExpert.ru
- amperof.ru
- tokar.guru
- proinstrumentinfo.ru
- REMOSKOP.RU
- Студопедия
- rezhemmetall.ru
- FB.ru
Понравилась статья? Расскажите друзьям:
Оцените статью, для нас это очень важно:
Проголосовавших: 1 чел.
Средний рейтинг: 5 из 5.
принцип работы и характеристики, распространенные неисправности
Трансформаторы применяются для ручной и некоторых разновидностей промышленной сварки. Это приборы, которые преобразуют ток от городской электросети в подходящий для сварочного устройства.
Сварочный трансформатор уменьшает напряжение и обеспечивает стабильное функционирование такого прибора.
- Особенности конструкции
- Самодельные трансформаторы
- Характеристики и виды
- Принцип работы
- Распространенные неисправности
Особенности конструкции
Работа трансформатора для сварки основывается на плавном уменьшении показателей напряжений до 60−90 В, а также в увеличении мощности электротока до 40−600 А.
Данный процесс базируется на принципе всем известной электромагнитной индукции: коэффициент преобразования определяется разницей в числе витков вторичной и первичной обмотки, а регулировка рассеивания магнитного поля посредством перемещения элементов устройства дает возможность настраивать напряжение на выходе.
Электроток, который проходит по магнитопроводу, формирует напряжение во всех витках установленной катушки. На выходе оно складывается в оптимальный показатель.
Трансформатор для сварки обладает довольно простой конструкцией, потому некоторые умельцы изготавливают устройство для домашнего применения своими руками:
- Магнитопровод (сердечник) включает в свой состав несколько пластин из стали, которые друг от друга изолированы. Для «самопального» оборудования можно взять пластинки, сделанные из электротехнической стали. Достать материал можно из старой техники.
- На магнитопроводе находятся обмотки. Первичная обмотка в любом случае будет единственной, все другие — вторичные.
- Регулировка напряжения на выходе осуществляется посредством перемещения специального винта, который проходит через обмотку и сердечник, а также перемещения подвижных обмоток.
- Корпус обеспечивает защиту оборудования от внешних воздействий.
- Добавляются дополнительные детали (колесики для транспортировки, ручки, вентиляция).
 Первичная обмотка в любом случае будет единственной, все другие — вторичные.
Первичная обмотка в любом случае будет единственной, все другие — вторичные.Самодельные трансформаторы
В устройствах, сделанных самостоятельно, первичная обмотка делается из специального медного кабеля, а для изготовления вторичной применяется сварочный кабель многожильного типа.
На «самопальном» оборудовании обмотки выводятся на обычные медные клеммы, заводские же модели оснащены специальными переключателями.
Конкретная схема устройства находится в прямой зависимости от вида сердечника и материалов, которые есть в наличии у мастера.
В более сложных вариантах устанавливается сразу несколько преобразователей. Кроме этого, в конструкцию могут добавляться электронные элементы.
Характеристики и виды
Назначение прибора определяет его конструктивные особенности:
- Показателей мощности промышленного оборудования хватает для того, чтобы обеспечить сразу несколько рабочих мест. Как правило, это сложные многопостные устройства.
- Для бытовых нужд применяется однопостный инструмент.
По типу конструкции трансформаторы делятся на:
- Модели, имеющие номинальное рассеивание магнитного поля. Такое оборудование состоит из регулировочного дросселя и самого трансформатора.
- Приборы с повышенным магнитным рассеиванием отличаются сложной конструкцией, состоящей из стабилизатора, конденсатора, обмоток и иных частей.
- Тиристорные приборы — относительно новая разновидность сварочного оборудования, которое состоит из тиристорного регулятора фазы и силового трансформатора. Эти аппараты весят гораздо меньше, нежели другие разновидности.
 Эти аппараты весят гораздо меньше, нежели другие разновидности.
Эти аппараты весят гораздо меньше, нежели другие разновидности.Принцип работы
Сварочные трансформаторы характеризуются универсальным принципом функционирования, но характеристики и конструкция конкретной установки находятся в прямой зависимости от ее назначения.
Прибор для сварки точечным методом на выходе должен давать электроток в 5−10 кА (для моделей малой мощности) и 500 кА (для более мощного оборудования).
Оборудование, предназначенное для контактной сварки, обладает повышенным коэффициентом преобразования, а прерывающие приборы — высокой надежностью и не простым устройством, иначе сварка будет не очень качественной.
При покупке или самостоятельном изготовлении сварочного трансформатора следует обращать внимание на следующие критерии:
- Показатель напряжения электросети — от данного значения зависит число фаз работы установки.
- Номинальный электроток — у моделей для бытового использования этот показатель не превышает 100А.
- Обширный диапазон регулирования тока сварки дает возможность пользоваться разными электродами.
- Показатель номинального напряжения при работе — выходное напряжение. Для обыкновенной дуговой сварки вполне достаточно значения от 40 до 70 В.
- Выходная и потребляемая мощности дают возможность произвести расчет КПД. Чем выше данный показатель, тем продуктивнее будет функционировать оборудование.

Распространенные неисправности
Как самодельное, так и приобретенное оборудование может стать неисправным из-за большого количества причин. Зачастую отремонтировать инструмент можно собственноручно. Исключением считаются лишь промышленные устройства со сложной конструкцией.
- Самой распространенной неполадкой считается замыкание между деталями оборудования, что может приводить к его выключению. Для того чтобы решить проблему, прибор нужно разобрать и поменять неисправную деталь.
- Другая распространенная неисправность — слишком сильный нагрев. Перегрев обуславливается установкой электротока больше рекомендованного значения.
- Сильный гул может свидетельствовать о том, что в корпусе разболтались гайки или винты. Чтобы починить трансформатор, его нужно разобрать и тщательно осмотреть и при необходимости подтянуть соединения.
Устройство сварочного трансформатора характеризуется простотой, а само оборудование — общедоступностью и надежностью. Оно очень популярно среди домашних мастеров, ведь с его помощью можно с легкостью скрепить тонкие металлические листы и сделать любой ремонт деталей из металлических сплавов.
расчет и ток в первичной и вторичной обмотке
Из всевозможных видов промышленного оборудования самым распространенным является сварочный трансформатор. Такой аппарат состоит из нескольких ключевых узлов и способен создавать ток, дуга которого плавит сталь, и соединяет стороны изделия в единый шов. Оборудование делится на несколько видов по сложности исполнения конструкции, а также способности выдавать необходимую величину напряжения. В чем заключается принцип действия сварочного трансформатора и его устройство? Какие физические процессы происходят внутри аппарата? Чем одни изделия могут отличаться от других? Материал статьи и видео сполна осветят эти вопросы.
Оборудование делится на несколько видов по сложности исполнения конструкции, а также способности выдавать необходимую величину напряжения. В чем заключается принцип действия сварочного трансформатора и его устройство? Какие физические процессы происходят внутри аппарата? Чем одни изделия могут отличаться от других? Материал статьи и видео сполна осветят эти вопросы.
Устройство сварочного трансформатора и характеристики
Для возникновения дуги, обеспечивающей разогрев и расплавление кромок заготовки, требуется изменить характеристики электричества подаваемого из сети. Сварочный трансформатор преобразует поступающее электричество следующим образом:
- напряжение снижает;
- силу тока поднимает.
В преобразовании электричества принимают участие следующие узлы:
Устройство сварочного трансформатора
- магнитопровод;
- первая обмотка, собираемая из изолированного кабеля;
- перемещающейся второй обмотки. Ее выполняют из провода без изоляции, это необходимо для повышения тепловой отдачи;
- винтовая пара;
- штурвал для управления винтовой парой;
- клеммники для сварных кабелей.
 Ее выполняют из провода без изоляции, это необходимо для повышения тепловой отдачи;
Ее выполняют из провода без изоляции, это необходимо для повышения тепловой отдачи;В состав сварочных агрегатов включают дополнительные компоненты, которые предназначены для совершенствования их работы.
Способы регулирования силы сварного тока
Одна из основных трансформаторных деталей — узел регулировки, состоящий из дросселя насыщения. Он корректирует силу сварного тока, изменяя расстояние между катушками. Но существуют другие пути регулирования этого показателя.
Корректировка силы сварного тока проводится не только при помощи дросселя насыщения.
Можно воспользоваться дросселем магнитного зазора, передвижным либо подмагниченным шунтом, реактивной либо рассеивающей обмоткой, подвижным типом катушки конденсатора. А также тиристорными регуляторами либо импульсными стабилизаторами.
Разновидности моделей трансформаторов предоставляют возможность подобрать себе подходящую.
 Определяя, какую модель взять, стоит исходить из рабочих задач, для решения которых она будет применяться.
Определяя, какую модель взять, стоит исходить из рабочих задач, для решения которых она будет применяться.Для бытовых работ подойдет однофазный однопостовый сварочный агрегат с силой тока достигающей 300А и корректировкой дросселем насыщения. Эти модели понятны в использовании и хранении.
Устройство пускового механизма
Пусковое устройство включает в свой состав – магнитопровод, две обмотки и клеммы. Переключатели изменяют напряжение и общее число обмоток подключаемых к выпрямителю. В первичную цепь устанавливают регулятор, собранный на основе полупроводников (тиристоров). Вторая обмотка, подключаемая к выпрямительному мосту, обеспечивает подачу двух уровней изменяемого напряжения.
Устройство пускового механизма трансформатора
Для работы пускового устройства требуется напряжение в 220 В. Ток лежит в диапазоне от 0 до 120 А, а напряжение достигает 70 В случае самостоятельного изготовления устройства, за основу принимают стержневой трансформатор, на его первой обмотке накручено 230 витков, на второй 32. Пульт управления полупроводниками монтируют над дросселем. Для охлаждения всей системы используют принудительную вентиляцию.
Пульт управления полупроводниками монтируют над дросселем. Для охлаждения всей системы используют принудительную вентиляцию.
Устройство магнитопровода
Ключевыми деталями магнитопровода, являются пластинки или листы, произведенные из электромагнитной стали. К конструктивным деталям относят крепеж, корпус и пр. Магнитопроводы сварочных трансформаторов разделяют на стержневые и броневые. В устройствах стержневого типа все сегменты магнитной цепи обладают одинаковым сечением. В магнитопроводах броневого типа полным сечением обладает только средний стержень, на который устанавливают обмотки.
Виды магнитопроводов трансформатора
Сечения остальных участков магнитной цепи почти в два раза меньше. По ним происходит замыкание магнитного потока. На участках магнитопровода имеющего Т-образную форму, каждый имеет свое сечение. При этом его размер составляет в три раза меньший размер, чем собственно сам стержень. По каждому из участков происходит замыкание третьей части потока. Пластины, входящие в пакеты покрывают специальным составом, который называют оксидной изоляцией. Принцип работы сварочного трансформатора Аппаратура для сварки работает по алгоритму:
Пластины, входящие в пакеты покрывают специальным составом, который называют оксидной изоляцией. Принцип работы сварочного трансформатора Аппаратура для сварки работает по алгоритму:
- Питание подается на первую обмотку. В ней генерируется магнитный поток, замыкающийся на сердечнике.
- Затем питание направляется на вторую обмотку.
- Магнитопровод, который собран из ферромагнитов, генерирует постоянное магнитное поле. Индуцирующий поток производит ЭДС.
- Разность в числе витков допускает колебание тока с требуемыми для выполнения сварки параметрами. Эти же показатели учитывают при расчетах аппаратуры для сварки.
Существует связь числа витков на второй катушке и напряжением на выходе. То есть для повышения тока количество витков необходимо увеличить. Но так как, сварочный трансформатор – это понижающий тип, то число витков на второй обмотке будет ниже, чем на первой. Устройство и принцип действия сварочного трансформатора обеспечивает настройку величины тока. Этого достигают уменьшая или увеличивая пространство между катушками. Для этого в сварочном оборудовании установлены движущиеся компоненты. Расстояние между обмотками изменяет сопротивление и это дает возможность выбирать именно тот ток, который нужен для сварки.
Этого достигают уменьшая или увеличивая пространство между катушками. Для этого в сварочном оборудовании установлены движущиеся компоненты. Расстояние между обмотками изменяет сопротивление и это дает возможность выбирать именно тот ток, который нужен для сварки.
Холостой ход
Аппаратура для сварки работает в двух режимах – рабочем и холостом. Во время сварки вторая обмотка замыкается между рабочим инструментом и деталью. Ток расплавляет кромки заготовок и в результате получается надежное соединение деталей. После того, как сварщик закончит работы, цепь прерывается и трансформатор переключается на холостой ход. ЭДС в первой обмотке появляются из-за наличия:
- магнитного потока;
- его рассеивания.
Холостой ход трансформатора
Эти силы отпочковываются от направления потока в магнитопроводе и замыкаются между катушками в воздухе. Именно эти силы и являются основой работы в холостую. Работа на холостом ходу не должна представлять опасность для рабочего — сварщика и окружающих людей.![]() То есть оно не должно быть больше чем 46 В. Но отдельные модели сварочного оборудования, имеют большие значения, например, 60 – 70 В. В этом случае в конструкции сварочного устройства устанавливают ограничитель параметров холостого хода. Скорость его срабатывания не превышает одну секунду с момента разрыва цепи и окончания работы. В целях дополнительной защиты сварщика, корпус трансформатора необходимо заземлять.
То есть оно не должно быть больше чем 46 В. Но отдельные модели сварочного оборудования, имеют большие значения, например, 60 – 70 В. В этом случае в конструкции сварочного устройства устанавливают ограничитель параметров холостого хода. Скорость его срабатывания не превышает одну секунду с момента разрыва цепи и окончания работы. В целях дополнительной защиты сварщика, корпус трансформатора необходимо заземлять.
Это позволяет напряжению, которое может появиться на корпусе в результате повреждения изоляции, уйти в землю, не нанеся ни какого вреда рабочему – сварщику.
Варианты самодельных устройств
Необязательно покупать сварочник, можно собрать конструкцию сварочного трансформатора своими руками. Для этого применяют один из следующих способов:
- Используют старый ЛАТР (автотрансформатор). Самое важное в ЛАТРе – это его мощный сердечник тороидальной формы. Таких магнитопроводов берут два экземпляра и наматывают на каждом кольце по обмотке. Одна будет выполнять роль первички, другая – вторички. Наиболее подходящая модель автотрансформатора для такой переработки – ЛАТР 1М, оригинальная обмотка которого может выдерживать ток до 10 ампер.
- Применяют магнитопровод от старого электродвижка. То, что можно взять от двигателя для изготовления сварочника, – это его статор. Его нужно только освободить от старой обмотки путем ее удаления из пазов и вынуть из корпуса, разбив или разрезав последний. Пластины сердечника после этого следует скрепить шпильками и намотать поверх него новую обмотку. Лучше для таких операций подходят те магнитопроводы движков, которые имеют большой диаметр и маленькую толщину.
- Переделывают в сварочный трансформаторы от старых цветных телевизоров типа ТС-310 или ТС-270. Эти сетевые преобразователи удобны тем, что имеют крупные размеры, легко разбирающийся сердечник U-образной формы.
 Одна будет выполнять роль первички, другая – вторички. Наиболее подходящая модель автотрансформатора для такой переработки – ЛАТР 1М, оригинальная обмотка которого может выдерживать ток до 10 ампер.
Одна будет выполнять роль первички, другая – вторички. Наиболее подходящая модель автотрансформатора для такой переработки – ЛАТР 1М, оригинальная обмотка которого может выдерживать ток до 10 ампер.Всем, кто знает, какой сварочный трансформатор лучше выбрать среди моделей, представленных на рынке, или имеет опыт изготовления такого устройства, поделитесь навыками в комментариях!
Схема сварочного трансформатора и ее модификации
Аппаратура для сварки состоит из:
- трансформатора;
- приборы для изменения размера тока.

Для розжига и поддержания дуги необходимо обеспечить наличие индуктивного сопротивления второй обмотки. Подъем индуктивного сопротивления ведет к тому, что изменяется наклон статистических параметров источника энергии. В результате приводит к постоянству всей системы «источник тока – дуга».
Электрическая схема сварочного трансформатора типа ТДМ
У сварочных аппаратов, работающих под нагрузкой, количество мощности в разы больше, чем потери, которые они несут при работе в холостую.
Сварочная аппаратура с шунтом
Настройка рассеивания магнитного поля осуществляется переменой геометрических параметров пространства между составными частями магнитопровода. В виду того, что магнитная проницаемость железа выше чем у воздуха то придвижении шунта изменяется сопротивление потока, который проходит по воздуху. Если шунт введен целиком, то индуктивное сопротивление определяется, зазорами между ним и элементами магнитопровода.
Сварочная аппаратура с шунтом
Трансформаторы этого типа изготавливают для решения производственных задач.
Сварочные трансформаторы с секционными обмотками
Такая аппаратура производилось в ХХ века для решения производственных и бытовых задач. В них реализовано несколько степеней настройки количества витков в обеих катушках.
Секционная обмотка трансформатора
Тиристорные сварочные трансформаторы
Для настройки напряжения и тока применяют фазовый сдвиг тиристора. При этом происходит изменение среднего значения напряжения.
Для работы однофазной сети нужны два тиристора, включенных навстречу друг другу. Причем их настройка должно быть синхронной и симметричной. Трансформаторы на основании полупроводников (тиристоров) обладают жесткой статической характеристикой. Ее регулировка производится по напряжению при помощи тиристоров.
Тиристоры хороши для настойки напряжения и тока в электрических цепях переменного характера, дело в том, что закрытие происходит при изменении полярности.
В схемах с постоянным током для закрытия тиристоров применяют резонансные схемы. Но это сложно, дорого и накладывает определенные сложности на возможность регулирования.
Но это сложно, дорого и накладывает определенные сложности на возможность регулирования.
Тиристорные сварочные трансформаторы
В полупроводниковых трансформаторах тиристоры монтируют в первой обмотке, тому есть две причины:
- Вторичные токи в сварочных источниках значительно больше, чем предельный ток тиристоров, он достигает 800 А.
- Высокий КПД так как потери на падении напряжения в открытых вентилях в первой обмотке в отношении рабочего ниже в несколько раз.
В современных устройствах используют обмотки из алюминия, для повышения надежности конструкции к ним на концах приварены медные накладки.
Отличия и разновидности оборудования
На производстве применяют следующие виды сварочных аппаратов:
Разновидности сварочного оборудования
- трансформаторы;
- выпрямители;
- инверторы.
Ещё выделяют:
- полуавтоматы;
- генераторы — сварочные аппараты с бензиновым или дизельным электрогенератором;
- и прочие промышленные аппараты.
Функциональность
Этот критерий определяет назначение модели аппарата. Есть 3 типа трансформаторов по функционалу: бытовой, профессиональный и промышленный. Они обладают разными характеристиками и функциями.
Бытовой тип имеет ограниченные 200А возможности. В то время как профессиональный способен генерировать свыше 300А. Это позволяет им работать с достаточно толстыми металлическими деталями.
Для сложных задач подойдет промышленный вид сварных трансформаторов. Однако сейчас в промышленности большинство из них заменено более технологичными моделями.
Сварочные трансформаторы
Так называют устройство, которое предназначено для преобразования переменного тока получаемого из сети в напряжение необходимо для выполнения электрической сварки.
Сварочный трансформатор
Ключевым узлом этого устройства является трансформатор, который понижает сетевое напряжение до уровня холостого хода.
Достоинства и недостатки сварочных трансформаторов
К несомненным преимуществам этого оборудования относят довольной высокий КПД от 70 до 90%, простоту работы и высокую ремонтопригодность. Кроме этого аппараты этого класса отличает невысокая стоимость. Вместе с тем, аппараты этого типа иногда не в состоянии обеспечить постоянство горения дуги. Это обусловлено характеристиками переменного тока. Для получения качественной сварки целесообразно применять электроды, адаптированные для работы с переменным током. Кроме того, на качестве сварки отрицательно сказываются и колебания напряжения на входе.
Кроме этого аппараты этого класса отличает невысокая стоимость. Вместе с тем, аппараты этого типа иногда не в состоянии обеспечить постоянство горения дуги. Это обусловлено характеристиками переменного тока. Для получения качественной сварки целесообразно применять электроды, адаптированные для работы с переменным током. Кроме того, на качестве сварки отрицательно сказываются и колебания напряжения на входе.
Аппараты этого типа нельзя применять для работы с нержавейкой и цветными металлами. Высокий вес аппарата и его габариты вызывают ряд сложностей при его транспортировке с места на место. Но надо отметить, что сварочный трансформатор – это не плохой выбор для домашних нужд.
Принцип работы трансформаторного агрегата
Принцип работы сварочных устройств работает на преобразовании тока из постоянного типа в переменный. Это производится для того, чтобы разжечь дугу.
Однако трансформаторные агрегаты для сваривания металлов устроены иначе. Они – приборы, выполняющие работу применением постоянного сварочного тока. Для него достаточно адаптации напряжения электросети в подходящий для сваривания уровень.
Для него достаточно адаптации напряжения электросети в подходящий для сваривания уровень.
С этой задачей справляется трансформаторный узел, входящий в его комплектацию. С его помощью полученное из электросети напряжение понижается до рабочего показателя.
А узел регулировки настраивает силу сварного тока. Принцип работы прост и понятен. Дополнительным элементом в работе будет заземление.
Сварочные выпрямители
Аппаратура, которое преобразует переменное напряжение, поступающее из сети питания в постоянное, необходимое для выполнения электросварочных работ. На практике применяют несколько схем выпрямителей, в которых реализованы разные методы получения выходных параметров напряжения и тока. Применяют разные способы регулировки параметров тока и вольт-амперной характеристики.
Сварочные выпрямители
В эти способы входят: Изменение настроек трансформатора, применение дросселя, настройка с помощью полупроводников (тиристоров и транзисторов). В самых простых аппаратах для регулирования тока применяют трансформатор, а для его выпрямления диодные схемы.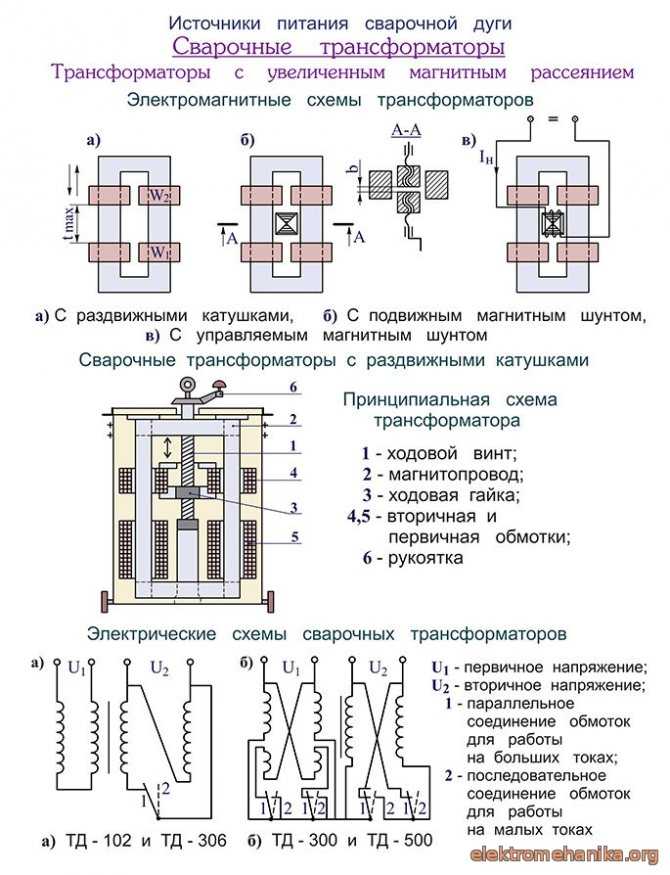 В силовую часть такого оборудования входят трансформатор, выпрямитель, дроссель.
В силовую часть такого оборудования входят трансформатор, выпрямитель, дроссель.
Достоинства и недостатки сварочных выпрямителей
Главное достоинство выпрямителей, если сравнивать их с трансформаторами, заключено в том что, для сварки применяют постоянный ток. Это обеспечивает качество розжига и поддержания параметров дуги и это соответственно приводит к качеству сварного шва. Применение выпрямителя позволяет сваривать не только обыкновенные стали, но обрабатывать нержавейку и цветные металлы. Кроме того, надо учесть и то, что сваривание с применением выпрямителя обеспечивает малое количество брызг.
По сути, описанные достоинства дают однозначный ответ на вопрос – какой аппарат выбрать трансформатор или выпрямитель, но разумеется нельзя забывать и стоимости этого оборудования. Выпрямители имеют и отдельные недочеты – большой вес конструкции, потеря мощности, падение напряжения в сети во время проведения сварочных работ. Кстати, все сказанное в полной мере относится и к трансформаторам.
Дополнительные узлы аппарата
Трансформатор для сварки как однофазный, так и трёхфазный и выпрямляющий, может иметь и определённое количество дополнительных узлов. С их помощью аппарат будет работать более качественно.
В качестве дополнительных узлов могут выступать:
- дополнительные обмотки;
- стабилизаторы;
- конденсаторы;
- регуляторы фаз.
Некоторые конструкции оборудованы подвижным шунтом. Расстояние между обмотками меняется за счёт образования новой детали, а не за счёт движения второго слоя обмотки. Дополнительной деталью является шунт, который будет менять зазор между обмотками. Ещё одна обмотка даст возможность регулировки напряжения.
И заводские профессиональные модели, и бытовые, как правило, требуют дополнительного сопротивления. Профессиональные мастера могут произвести соответствующую регулировку. Специальные возможности возникают и без разведения обмоток. Опытный мастер может сделать, таким образом, тонкие или толстые швы.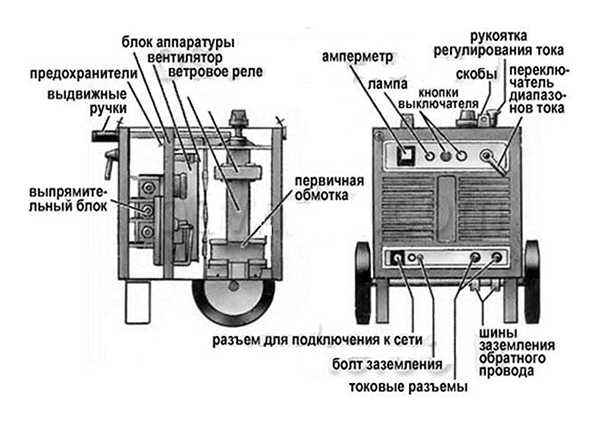
Подобное сопротивление может быть сделано в виде цельного корпуса. В нём расположены различные контакты, с помощью которых можно регулировать сопротивление.
Сварочные инверторы
Аппаратура этого типа предназначено для преобразования постоянного тока в переменный. Инвертор работает следующим образом. Ток, с частотой в 50 Гц, попадает на выпрямитель. На нем он, пройдя, через фильтр сглаживается и преобразуется в переменный. Частота такого тока оставляет несколько килогерц. Современные схемы позволяют получать ток с частотой 100 Гц. Этот этап преобразования, является самым важным в работе инвертора и это позволяет добиться существенных преимуществ в сравнении с другими моделями сварочного оборудования.
После этого, полученное высокочастотное напряжение роняют до значения холостого хода. А ток вырастает до размеров достаточных для выполнения сварочных работ, то есть до величины 100 – 200 А. Схема инвертора и комплектующие используемые в работе позволяют создавать сварочные аппараты с малым весом и высокими техническими характеристиками. Предприятия – производители выпускают аппараты для выполнения сварки:
Предприятия – производители выпускают аппараты для выполнения сварки:
- в ручном режиме;
- неплавящимся электродом в аргонной среде;
- в полуавтоматическом режиме под защитой газов и многие другие.
К несомненным достоинствам этого класса оборудования можно отнести – малый вес и габариты. Это позволяет передвигать инвертор на строительной или производственной площадке без особых сложностей. В составе инвертора нет трансформатора и это позволило избежать потерь на нагрев обмоток и перемагничивания сердечника и получить высокий КПД. При сварке электродом в диаметр 3 мм, от сети потребляется все 4 кВт мощности, показатель сварочного трансформатора или выпрямителя составляет 6 – 7 кВт.
Схема инверторного сварочного аппарата
Схемы применяемые в инверторах позволяют генерировать практически все параметры вольт-амперных характеристик – это говорит о том, что аппараты этого типа допустимы для применения во всех видах сварочных работ. Кроме того, инверторы обеспечивают работу с легированными, нержавеющими сталями и цветными металлами.
Инверторная схема не нуждается в частых и длительных перерывах в работе.
Конструкция инвертора позволяет выполнять плавную регулировку режимов сварки во всем диапазоне токов и напряжений, необходимых для выполнения сварочных работ. Инвертор обладает широким диапазоном токов от нескольких единиц до сотен тысяч. В быту применяют аппараты, которые позволяют варить металл относительно тонкими электродами до 3 мм. Применение аппаратов такого уровня позволяет формировать шов в различных положениях и обеспечить минимальное количество брызг расплавленного металла, возникающих при сварочных работах.
Инверторные сварочные аппараты
Инверторные сварочные аппараты, производимые в наши дни, по большей части имеют микропроцессорное управление. Оно позволяет:
- обеспечить рост тока при розжиге дуги;
- минимизировать залипание электрода и детали и еще ряд функций облегчающих работу сварщика.
После выполнения сварки с помощью трансформатора или выпрямителя, работа с инвертором может с полным основанием считаться праздником. Между тем инверторы обладают рядом недостатков. В частности, ремонт инвертора может обойтись в копеечку. Кроме того, у аппаратов инверторного типа повышенные требования к условиям хранения. Это обусловлено тем что, в инверторах содержится много элементов микроэлектроники.
Между тем инверторы обладают рядом недостатков. В частности, ремонт инвертора может обойтись в копеечку. Кроме того, у аппаратов инверторного типа повышенные требования к условиям хранения. Это обусловлено тем что, в инверторах содержится много элементов микроэлектроники.
На что обращать внимание при выборе
Надо понимать, что выбор сварочного оборудования это непростая задача и решают ее в несколько этапов.
- Необходимо знать марку свариваемых материалов и вид требуемого шва. Так, для обработки стали или нержавейки достаточно аппарата обеспечивающего ручную дуговую сварку. Для сварки обыкновенной стали можно использовать аппараты с переменным и постоянным током. Для работы с нержавеющей сталью необходимо использовать аппараты постоянного тока. Рабочие характеристики сварочного трансформатора позволяют работать с разными материалами.
- В зависимости от размера тока, аппараты в 200 А, относят к бытовым, а в 300 к профессиональным.
- В зависимости от типа работы – полуавтоматы, обладающие сложной конструкцией и довольно высокой стоимостью, показывают высокую производительность и простоту в управлении.
- Инверторы обладают малыми габаритами и весом и широкой возможностью настроек.
- Немаловажное значение имеет место выполнения работ, в частности, климатические условия.
- Само собой, принимая решение о выборе аппарата необходимо обращать внимание на компанию – производителя.

Роль трансформатора в сварке
Сварочные трансформаторы переменного тока используются в ручной дуговой сварке с применением штучных электродов, в механизированной сварке с использованием флюса и в аргонодуговой для соединения деталей из алюминиевых сплавов.
Назначение сварочного трансформатора заключается в формировании необходимого для сварки значения напряжения, определенных постоянных внешних характеристик и в регулировке сварочного тока.
Требования, предъявляемые к внешним параметрам, определяются на основе таких показателей:
- тип электрода – это может быть плавящийся или неплавящийся стержень;
- характер рабочей среды – открытая дуга, дуга под флюсом, в защитном газе;
- степень автоматизации сварочного процесса – ручная, автоматическая, полуавтоматическая;
- способ регулирования механизма горения – саморегулирование, автоматическое.
Ручная дуговая сварка стержнями с покрытием, аргонодуговая с неплавящимся вольфрамовым электродом, механизированная под флюсом на автоматах с контролем скорости подачи присадочной проволоки в зависимости от величины напряжения дуги – методы соединения металлических деталей, в которых применяется падающая вольтамперная характеристика.
Виды сварочных трансформаторов.
Падающая вольтамперная характеристика подразумевает работу аппарата в режиме регулятора сварочного тока. Исходя из технологических и экономических соображений используется плавно-ступенчатое регулирование.
Такой тип управления предполагает две и более ступени регулирования, сочетающиеся с плавным изменением величины тока в каждой ступени.
Жесткая вольтамперная характеристика используется в автоматической сварке под флюсом при постоянной скорости подачи присадочной проволоки, независимо от напряжения дуги.
Источник питания в таком случае работает в качестве регулятора напряжения.
Изменение величины напряжения может быть:
- плавным;
- ступенчатым;
- смешанным.
Величина сварочного тока зависит от скорости, с которой подается электродная проволока. Источник питания, в свою очередь, устанавливает напряжение дуги и обеспечивает саморегулирование ее длины.
В зависимости от количества фаз выделяют:
- Однофазный сварочный трансформатор – модель, работающая только при напряжении 220 В. Предназначен для бытовых нужд.
- Трехфазный трансформатор – работает при напряжении сети 380 В. Такие модели способны обеспечить на выходе большую силу тока, что делает возможным соединение металлических деталей большой толщины.
Возможные неисправности и ремонт
Сварочная аппаратура, как и любое техническое устройство, всегда может выйти из строя. Существуют некоторые признаки, по которым можно определить возникшие неисправности.
Возможные неисправности
Например, при проведении сварки, постоянно происходит залипание электрода. Это может быть вызвано низким напряжением, неправильной настройкой тока, неправильным выбором электрода и рядом других причин. Отсутствие дуги может быть вызвано перебитым кабелем, перегревом сварочного оборудования и множеством других причин.
Это может быть вызвано низким напряжением, неправильной настройкой тока, неправильным выбором электрода и рядом других причин. Отсутствие дуги может быть вызвано перебитым кабелем, перегревом сварочного оборудования и множеством других причин.
Для ремонта сварочного трансформатора необходимо обладать определенными знаниями, то есть необходимо умение читать принципиальные электрические схемы и навык выполнения электромонтажных работ. Именно поэтому имеет смысл при возникновении неисправностей обращаться в мастерскую по их ремонту и обслуживанию.
Число рабочих постов
Трансформаторный тип сварочной аппаратуры применяется для разного числа рабочих постов. Их количество зависит от того, сколько сварочных кабелей возможно подключить к аппарату.
Условно трансформаторы разделены на два типа. Однопостовый и многопостовый. Первый тип обеспечивает одно рабочее место. То есть, к нему возможно подключение только одного кабеля для работы одного мастера.
Второй тип рассчитан на подключение 3-6 сварочных кабелей, позволяя одновременно работать тому же числу рабочих.
Как правильно смонтировать трансформатор
Сварочную аппаратуру необходимо надежно заземлить. Для облегчения жизни, на трансформаторов устанавливают специальные болтовые зажимы с сопроводительной надписью «ЗЕМЛЯ». Классификация по различным признакам Сварочная аппаратура классифицируется по следующим признакам – по фазам, по применяемости. На практике применяют одно и трехфазные сварочные аппараты. Однофазные аппараты, по большей части применяют для выполнения сварочных работ переменным током. Трехфазные применяют на строительных и производственных.
К однофазным относятся аппараты марки ТД. По сути, это трансформаторы с хорошим магнитным рассеиванием и перемещающимися обмотками. Их снабжают механическими регуляторами, выполненными в виде винтовых. Трехфазные аппараты применяют для сварки трехфазной дугой. Такой способ повышает производительность сварки, позволяет экономить электроэнергии, производит выравнивание нагрузки между фазами.
Трехфазный сварочный трансформатор
Трехфазные аппараты применяют для организации многопостовой сварки. В частности, использование такого оборудования позволяет использовать как минимум два электрода одновременно. В конструкцию аппарата вносят некритичные изменения. Такое применение аппаратуры позволяет поднять экономический эффект от сварочных работ.
Устройство сварочного трансформатора ТДМ
Трансформатор ТДМ включает в свой состав следующие части:
Устройство сварочного трансформатора ТДМ
- металлический корпус;
- клеммы для сварочных;
- штурвал для настройки аппарата;
- магнитопровод;
- первая обмотка;
- вторая обмотка;
- винтовую пару для перемещения частей обмоток.
Принцип работы трансформатора ТДМ
Как уже отмечалось в конструкцию аппарата ТДМ входит магнитопровод, представленный в виде набор стальных пластин и изолированных обмоток. Ток, подаваемый из сети электропитания, попадает на первичную обмотку. В это время вторая обмотка, которая является перемещаемой, должна быть подключена к сварочному электроду и обрабатываемой деталью.
Между обмотками существует зазор, который и определяет параметры сварочного тока и напряжения. Чем больше размер зазора, тем больше сварочный ток. Это достигается за счет рассеивания магнитного поля.
Работа на холостом ходу
Выше было описано устройство и назначение сварочного трансформатора. Теперь настало время поговорить о таком функционировании агрегата, как холостой ход.
Во время формирования шва, между металлической деталью и электродом, замыкается вторичная обмотка. Под действием электричества металл плавится, в результате чего части заготовки надежно соединяются между собой. После окончания работы вторичная цепь размыкается. Сварка закончена и аппарат переходит в режим холостого хода.
Электродвижущая сила вначале появляется благодаря магнитному полю. Затем ЭДС поддерживается за счет рассеивания.
Электродвижущая сила замыкается между витками катушки в воздушном пространстве и образует показатели холостого напряжения. Холостой ход ограничен величиной в 48 В и считается безопасным для жизни рабочего. Однако в некоторых моделях устройств это значение может быть увеличено и до 70 В.
Если параметры холостого хода превышают установленные величины, тогда используется автоматическое ограничение, которое срабатывает сразу после окончания сварки из трансформатора. Кроме того корпус прибора должен быть заземлен. Такой простой момент увеличит безопасность работы мастера.
Сварочный трансформатор своими руками
Для изготовления сварочного аппарата своими руками надо понимать его базовые принципы работ. Первым делом необходимо определиться с параметром мощности тока. Для сварки массивных заготовок будет востребована высокая мощность генерируемого тока.
Кроме того, нельзя забывать и о том, что этот параметр жестко связан с тем, какие электроды будут использоваться во время работы. Для работы с металлом от 3 до 5 мм, необходимо использовать электроды 3 – 4 мм. Если толщина металла менее 2 мм, то вполне достаточно электродов 1,5 – 3 мм.
Другими словами, если планируется использование электродов толщиной 4 мм, то сила тока должна составлять 150 – 200 А, а электроды в 2 мм, сила тока должна составлять 50 – 70 А. Дуга формируется за счет использования трансформатора, состоящего из обмоток и магнитопровода.
Расчет сварочного трансформатора
У каждого типа сварки свои требования к трансформационным устройствам. Базовый расчет выполняют на основании разности количества витков на первичной и вторичной обмотке. Для понижающего оборудования работает следующее правило – если существует необходимость снижения напряжения в 10 раз, то количество витков на вторичной обмотке должно быть в 10 раз меньше. Надо отметить, что это правило имеет обратную силу.
У каждого трансформатора имеется так называемый коэффициент трансформации. Он показывает размер масштаба силы тока при переходе с первичной обмотки на вторичную. Руководствуясь этим принципом можно выполнить расчет сварочного трансформатора пригодного для любого типа сварки.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Основные технические характеристики
Выбирая трансформаторное оборудование любого российского производителя необходимо будет оценить технические характеристики. У большинства моделей характеристики схожи, но иногда имеют место быть различия, которые определяют эффективность, быстроту и безопасность работы.
Основной характеристикой любого сварочного оборудования являются показатели номинального тока сварки. Этот параметр обозначает, какой по своей толщине металл можно будет обработать определенным инструментарием. Чем больше значение, тем, понятно, что более эффективнее будет работа по большим слоям металла.
Заземление и сварочный трансформатор Вопросы и ответы
Этот набор вопросов и ответов с несколькими вариантами ответов (MCQ) по трансформаторам посвящен теме «Заземляющий и сварочный трансформатор».
1. Когда используется заземляющий трансформатор?
a) При наличии нейтрали
b) При отсутствии нейтрали
c) При использовании трансформатора типа Y/D
d) Всегда
Посмотреть ответ
Ответ: b
Объяснение: В случае, если нейтраль силового трансформатора отсутствует для заземления (например, при использовании трансформатора D-D), специальный трансформатор Y-D используется только для заземления нейтрали, такой трансформатор называется заземляющим трансформатором.
2. Заземляющий трансформатор ______________
а) Повышающий трансформатор
б) Понижающий трансформатор
в) Автотрансформатор
г) Любой трансформатор может быть заземляющим трансформатором тип трансформатора, который используется при отсутствии нейтрали в силовых трансформаторах. Он построен в формате обмотки Y-D и всегда представляет собой понижающий трансформатор.
3. Вторичные обмотки заземляющего трансформатора обычно ___________________
a) Только звезда
b) Звезда с вынутой нейтралью
c) Треугольник
d) Разомкнутый треугольник
Просмотреть ответ
Ответ: c
Объяснение: Первичные обмотки, соединенные звездой, подключены к системе, а ее нейтраль заземлена. Вторичные обмотки расположены треугольником и, как правило, не питают никакой нагрузки, но обеспечивают замкнутый путь для циркуляции в них гармонических токов.
объявление
объявление
4. Какие гармонические токи протекают через вторичную обмотку заземляющего трансформатора?
a) Тройной
b) Пятый
c) Одиннадцатый
d) Седьмой
Просмотреть ответ
Ответ: a
Объяснение: Вторичные обмотки заземляющего трансформатора соединены треугольником и не питают нагрузку, но обеспечивают замкнутый путь для тройной n-гармонии в них циркулируют токи. В уравновешенных условиях ток в заземляющем трансформаторе представляет собой собственный ток возбуждения.
5. В условиях неисправности ток, протекающий через заземляющий трансформатор, составляет _____________
а) очень большой
b) ноль
c) небольшое ненулевое значение
d) зависит от неисправности
Просмотреть Ответ
Ответ: a
Объяснение: В равновесных условиях ток в заземляющем трансформаторе является собственным током возбуждения. В условиях неисправности (например, неисправность LG) в нем может протекать большой ток. Следовательно, заземляющий трансформатор должен иметь достаточную мощность, чтобы выдерживать последствия замыканий на землю (фаза-земля).
6. Трансформатор сварочный _______________________
а) трансформатор повышающий
b) понижающий трансформатор
c) автоматический трансформатор
d) одиночный трансформатор
Просмотреть Ответ
Ответ: b
Пояснение: Сварочный трансформатор — это специальный тип трансформатора, который в основном представляет собой понижающий трансформатор. Сварочный трансформатор имеет высокое реактивное сопротивление как в первичной, так и во вторичной обмотке.
7. В-И характеристики сварочного трансформатора _____________
а) медленно возрастают
б) резко возрастают
в) медленно убывают
г) резко убывают
Посмотреть Ответ
Ответ: d
Пояснение: Первичная и вторичная обмотки сварочного трансформатора размещены в отдельных ветвях или в одних и тех же ветвях, но на расстоянии друг от друга. Это высокое реактивное сопротивление вызывает резкое падение V-I характеристик.
объявление
8. Для сварочного трансформатора по мере увеличения тока ЭДС индукции ______________________
а) остается постоянной
б) увеличивается
в) уменьшается
г) зависит от применения
Посмотреть ответ
Ответ: в
Объяснение: Сварочные трансформаторы имеют резко падающие характеристики. с увеличением тока поток рассеяния увеличивается, а ЭДС уменьшается. Вот почему увеличение первичного или вторичного тока увеличивает падение реактивного напряжения на соответствующих обмотках.
9. Сварочные трансформаторы работают по принципу, что сварка фактически __________________
а) обрыв цепи
б) короткое замыкание
в) цепь с конечным сопротивлением
г) цепь с конечным реактивным сопротивлением
Просмотр Ответ
Ответ: b
Объяснение: Увеличение первичного или вторичного тока сварочного трансформатора увеличивает реактивное падение напряжения на соответствующих обмотках, что необходимо для ограничения сварочного тока, поскольку сварка практически представляет собой короткое замыкание.
реклама
Sanfoundry Global Education & Learning Series – Transformers.
Чтобы попрактиковаться во всех областях Трансформеров, вот полный набор из более чем 1000 вопросов и ответов с несколькими вариантами ответов .
Категории Трансформатор MCQреклама
реклама
Подпишитесь на наши информационные бюллетени (тематические). Участвуйте в конкурсе сертификации Sanfoundry, чтобы получить бесплатный Сертификат отличия. Присоединяйтесь к нашим социальным сетям ниже и будьте в курсе последних конкурсов, видео, стажировок и вакансий!
Ютуб | Телеграмма | Линкедин | Инстаграм | Фейсбук | Твиттер | Пинтерест
Маниш Бходжасиа, ветеран технологий с более чем 20-летним стажем работы в Cisco и Wipro, является основателем и техническим директором в 9 лет.0103 Санлитейный завод . Он живет в Бангалоре и занимается разработкой Linux Kernel, SAN Technologies, Advanced C, Data Structures & Alogrithms. Оставайтесь на связи с ним в LinkedIn.
Подпишитесь на его бесплатные мастер-классы на Youtube и технические обсуждения в Telegram SanfoundryClasses.
Основы трансформатора — принцип работы, конструкция, типы, применение
Большинство электронных схем, используемых на Circuitstoday.com, имеют различные применения трансформатора. Поэтому важно знать принцип работы, конструкцию и типы трансформаторов, используемых в различных аналоговых схемах.
Что такое трансформатор?
Трансформатор можно определить как статическое устройство, которое помогает в преобразовании электроэнергии в одной цепи в электроэнергию той же частоты в другой цепи. Напряжение в цепи можно повышать или понижать, но с пропорциональным увеличением или уменьшением номинальных токов. В этой статье мы узнаем об основах и принципе работы трансформатора
. Базовый трансформатор состоит из двух катушек, которые электрически разделены и индуктивны, но магнитно связаны через путь сопротивления. Принцип работы трансформатора можно понять из рисунка ниже. Работа трансформатора Как показано выше, электрический трансформатор имеет первичную и вторичную обмотки. Пластины сердечника соединены в виде полос, между полосами видны узкие щели прямо по сечению сердечника. Эти расположенные в шахматном порядке суставы называются «черепичными». Обе катушки имеют высокую взаимную индуктивность. В трансформаторе индуцируется взаимная электродвижущая сила от переменного потока, созданного в пластинчатом сердечнике, за счет катушки, подключенной к источнику переменного напряжения. Большая часть переменного потока, создаваемого этой катушкой, связана с другой катушкой и, таким образом, создает взаимную индуцированную электродвижущую силу. Создаваемая таким образом электродвижущая сила может быть объяснена с помощью законов электромагнитной индукции Фарадея как
e=M*dI/dt
Если цепь второй катушки замкнута, то в ней протекает ток и, таким образом, электрическая энергия передается магнитным путем от первой катушки ко второй.
На первую катушку подается переменный ток, поэтому ее можно назвать первичной обмоткой. Энергия извлекается из второй катушки и поэтому может называться вторичной обмоткой.
Вкратце, трансформатор выполняет следующие операции:
- Передача электроэнергии из одной цепи в другую.
- Передача электроэнергии без изменения частоты.
- Передача по принципу электромагнитной индукции.
- Две электрические цепи связаны взаимной индукцией.
Конструкция трансформатора
Для простой конструкции трансформатора вам потребуются две катушки, имеющие взаимную индуктивность, и многослойный стальной сердечник. Две катушки изолированы друг от друга и от стального сердечника. Для устройства также потребуется какая-нибудь подходящая емкость для собранного сердечника и обмоток, среда, с помощью которой можно будет изолировать сердечник и его обмотки от своей емкости.
Для изоляции и вывода выводов обмотки из бака необходимо использовать подходящие втулки, изготовленные из фарфора или конденсаторного типа.
Во всех трансформаторах, используемых в коммерческих целях, сердечник изготовлен из пластин трансформаторной листовой стали, собранных таким образом, чтобы обеспечить непрерывный магнитный путь с минимальным воздушным зазором. Сталь должна иметь высокую проницаемость и малые потери на гистерезис. Для этого сталь должна быть с высоким содержанием кремния, а также подвергаться термообработке. Путем эффективного ламинирования сердечника можно уменьшить потери на вихревые токи. Ламинирование может быть выполнено с помощью легкого слоя стержневого лака или нанесения оксидного слоя на поверхность. Для частоты 50 Гц толщина ламинирования варьируется от 0,35 мм до 0,5 мм для частоты 25 Гц.
Типы по конструкции
Типы трансформаторов различаются способом размещения первичных и вторичных катушек вокруг многослойного стального сердечника. По конструкции трансформаторы можно разделить на две группы:
1. Трансформатор с сердечником В трансформаторе с сердечником обмотки отданы на значительную часть сердечника. Катушки, используемые для этого трансформатора, намотаны по шаблону и имеют цилиндрический тип. Такой тип трансформатора может быть применим для малогабаритных и крупногабаритных трансформаторов. В малогабаритном типе сердечник будет прямоугольной формы, а используемые катушки — цилиндрическими. На рисунке ниже показан тип большого размера. Вы можете видеть, что круглые или цилиндрические катушки намотаны таким образом, чтобы соответствовать крестообразному сечению сердечника. В случае круглых цилиндрических катушек они имеют значительное преимущество, заключающееся в хорошей механической прочности. Цилиндрические катушки будут иметь разные слои, и каждый слой будет изолирован от другого с помощью таких материалов, как бумага, ткань, микартовая плита и так далее. Общее расположение сердечникового трансформатора по отношению к сердечнику показано ниже. Показаны обмотки как низкого напряжения (НН), так и высокого напряжения (ВН).
Обмотки низкого напряжения располагаются ближе к сердечнику, так как его легче всего изолировать. Эффективная площадь сердечника трансформатора может быть уменьшена за счет использования ламинирования и изоляции.
2. Трансформатор с кожухомВ трансформаторах с кожухом сердечник окружает значительную часть обмоток. Сравнение показано на рисунке ниже.
Обмотка трансформатора с сердечником и кожухом Катушки фасонно намотаны, но представляют собой многослойные диски, обычно намотанные в виде блинов. Бумага используется для изоляции различных слоев многослойных дисков. Вся обмотка состоит из дисков, уложенных друг на друга с изоляционными промежутками между витками. Эти изоляционные пространства образуют горизонтальные охлаждающие и изолирующие каналы. Такой преобразователь может иметь форму простого прямоугольника или также может иметь распределенную форму. Обе конструкции показаны на рисунке ниже:
Стержни и катушки трансформаторов должны быть снабжены прочной жесткой механической распоркой. Это поможет свести к минимуму перемещение устройства, а также предотвратит повреждение изоляции устройства. Трансформатор с хорошей растяжкой не будет издавать гудящего шума во время работы, а также снизит вибрацию.
Для трансформаторов должна быть предусмотрена специальная платформа для размещения. Обычно устройство размещают в плотно прилегающих баках из листового металла, заполненных специальным изоляционным маслом. Это масло необходимо для циркуляции через устройство и охлаждения катушек. Он также отвечает за дополнительную изоляцию устройства, когда оно остается на воздухе.
Возможны случаи, когда гладкая поверхность резервуара не сможет обеспечить необходимую площадь охлаждения. В таких случаях борта бака гофрируются или собираются с радиаторами по бокам устройства. Масло, используемое для охлаждения, должно быть абсолютно свободным от щелочей, серы и, самое главное, влаги. Даже небольшое количество влаги в масле вызовет значительное изменение изоляционных свойств устройства, так как в значительной степени снижает диэлектрическую прочность масла.
С математической точки зрения, присутствие примерно 8 частей воды на 1 миллион снижает изолирующие свойства масла до значения, которое не считается стандартным для использования. Таким образом, резервуары защищены герметичной герметизацией в меньших блоках. При использовании больших трансформаторов герметичный метод реализовать практически невозможно. В таких случаях предусмотрены камеры для расширения и сжатия масла при повышении и понижении его температуры.
Эти сапуны образуют барьер и противостоят атмосферной влаге при контакте с маслом. Следует также соблюдать особую осторожность, чтобы избежать катания на санях. Осаждение происходит при разложении масла из-за чрезмерного воздействия кислорода при нагревании. Это приводит к образованию крупных отложений темного и тяжелого вещества, которые закупоривают охлаждающие каналы в трансформаторе.
Качество, долговечность и обращение с этими изоляционными материалами определяют срок службы трансформатора. Все выводы трансформатора выведены из корпусов через соответствующие втулки. Их существует множество конструкций, их размер и конструкция зависят от напряжения проводов. Фарфоровые втулки могут использоваться для изоляции выводов трансформаторов, которые используются при средних напряжениях. В трансформаторах высокого напряжения используются маслонаполненные или емкостные вводы.
Выбор между типом сердечника и оболочкой осуществляется путем сравнения стоимости, поскольку для обоих типов можно получить аналогичные характеристики. Большинство производителей предпочитают использовать трансформаторы корпусного типа для высоковольтных приложений или для многообмоточной конструкции. По сравнению с типом сердечника, тип оболочки имеет большую среднюю длину витка катушки. Другими параметрами, которые сравниваются при выборе типа трансформатора, являются номинальное напряжение, номинальный ток в киловольтах, вес, напряжение изоляции, распределение тепла и так далее.
Трансформаторы также можно классифицировать по типу используемого охлаждения. Различные типы в соответствии с этой классификацией:
Типы трансформаторов на основе метода охлаждения
1. Маслонаполненные с самоохлаждением Маслонаполненные с самоохлаждением используют распределительные трансформаторы малого и среднего размера. Собранные обмотки и сердечник таких трансформаторов монтируются в сварных маслонепроницаемых стальных баках, снабженных стальной крышкой. Резервуар заполняется очищенным высококачественным изоляционным маслом, как только сердечник возвращается на свое место. Масло помогает передавать тепло от сердечника и обмоток к корпусу, откуда оно излучается в окружающую среду.
Для трансформаторов меньшего размера баки обычно имеют гладкую поверхность, но для трансформаторов больших размеров требуется большая площадь теплового излучения, и это также не влияет на объем бака. Это достигается частым гофрированием корпусов. Еще большие размеры обеспечивают излучением или трубами.
2. Маслонаполненный с водяным охлаждением Этот тип используется для гораздо более экономичной конструкции больших трансформаторов, так как описанный выше метод самоохлаждения очень дорог. Здесь используется тот же метод — обмотки и сердечник погружаются в масло. Единственное отличие состоит в том, что у поверхности масла установлен охлаждающий змеевик, по которому продолжает циркулировать холодная вода. Эта вода уносит тепло от устройства. Такая конструкция обычно реализуется на трансформаторах, которые используются в высоковольтных линиях электропередачи. Самым большим преимуществом такой конструкции является то, что такие трансформаторы не требуют корпуса, кроме собственного. Это снижает затраты на огромную сумму. Еще одним преимуществом является то, что техническое обслуживание и проверка этого типа необходимы только один или два раза в год.
Этот тип используется для трансформаторов с напряжением ниже 25 000 вольт. Трансформатор помещен в коробку из тонкого листового металла, открытую с обоих концов, через которую продувается воздух снизу вверх.
Уравнение ЭДС трансформатора Уравнение ЭДС трансформатораПусть,
N A = Количество витков в первичной обмотке
N
003
Ø макс. = Максимальный поток в сердечнике в веберах = B макс. X A
f = Частота входного переменного тока в герцах (H Z )
Как показано на рисунке выше, поток в сердечнике увеличивается от его нулевое значение до максимального значения Ø max за одну четверть цикла, то есть за ¼ секунды частоты.
Следовательно, средняя скорость изменения потока = Ø max / ¼ f = 4f Ø max Втб/с
Теперь скорость изменения потока за оборот означает индуцированную электродвижущую силу в вольтах.
Следовательно, средняя электродвижущая сила, индуцированная/оборот = 4f Ø max вольт
Если поток Ø изменяется синусоидально, то среднеквадратичное значение индуцированной ЭДС получается путем умножения среднего значения на форм-фактор.
Форм-фактор = среднеквадратичное значение значение/среднее значение = 1,11
Следовательно, среднеквадратичное значение ЭДС/виток = 1,11 X 4f Ø max = 4,44f Ø max
ЭДС индукции/виток) X Количество первичных витков
Следовательно,
E A = 4,44F N A Ø MAX = 4,44FN A B M A
Аналогично, R. M. = 4.44f N B Ø max = 4.44fN B B m A
In an ideal transformer on no load,
V A = E A and V B = E B , где V B — напряжение на клеммах
Voltage Transformation Ratio (K)From the above equations we get
E B / E A = V B / V A = N B /N A = K
Эта константа K известна как коэффициент трансформации напряжения.
(1) Если N B >N A , то есть K>1 , то трансформатор называется повышающим.
(2) Если N B <1, то есть K<1 , то трансформатор называется понижающим.
Again for an ideal transformer,
Input V A = output V A
V A I A = V B I B
Or, I B /I A = V A /V B = 1/K
Следовательно, токи обратно пропорциональны коэффициенту трансформации (напряжения).
Применение трансформатора
Трансформаторы используются в большинстве электронных схем. Трансформатор имеет только 3 приложения;
- Для увеличения напряжения и тока.
- Для понижения напряжения и тока
- Для предотвращения постоянного тока — трансформаторы могут пропускать только переменный ток, поэтому они полностью предотвращают переход постоянного тока в следующую цепь.
Но применение этих 3-х приложений бесконечно, поэтому они находят место во многих цепях.
Как работает трансформатор дуговой сварки?
by Wes Rose
Сварочный трансформатор — это важнейшее оборудование, которое снижает напряжение, поступающее от источника питания. Работает до изменение переменного тока от сетевой розетки на ток большой силы и ток низкого напряжения, пригодный для сварки .
Что делает трансформатор для дуговой сварки?
Сварочные трансформаторы используются в машинах переменного тока для преобразования переменного тока из сети в низковольтный ток большой силы во вторичной обмотке .
Как работает трансформатор?
Сердечник трансформатора предназначен для направления магнитного поля между первичной и вторичной обмотками для предотвращения потерь энергии . Как только магнитное поле достигает вторичной катушки, оно заставляет электроны внутри нее двигаться, создавая электрический ток посредством электродвижущей силы (ЭДС).
Что такое ответвления сварочного трансформатора?
Отводы используются в сварочном трансформаторе для регулировки напряжения и тока . Они подключены к вторичной обмотке в различных конфигурациях. Эти отводы позволяют сварщику отрегулировать нормальное напряжение до требуемого устройством. Вывод отводов подключается к клемме или нескольким клеммам.
Какой трансформатор стоит в сварочном аппарате?
Чтобы получить требуемый ток и напряжение, требуется сварочный трансформатор, который преобразует высокое напряжение и малый ток в низкое напряжение и большой ток, т.е. понижающий трансформатор .
Что такое повышающий трансформатор?
Повышающий трансформатор — это трансформатор, повышающий напряжение от первичной обмотки к вторичной обмотке при одинаковой мощности при номинальной частоте в обеих обмотках . Он преобразует низкое напряжение и большой ток с первичной стороны в высокое напряжение и малый ток на вторичной стороне трансформатора.
Как подключить повышающий трансформатор?
Установите трансформатор между трехфазным источником и трехфазной нагрузкой. Найдите три входных провода на трехфазном источнике. Каждый провод представляет собой одну фазу. Подсоедините три входных провода от источника к трем входным клеммам на первичной или «треугольной» стороне трансформатора.
Можно ли реверсировать понижающий трансформатор?
Да, вы можете использовать трансформатор в обратном направлении . Часть no связана с конструкцией трансформатора. Вторичные или выходные обмотки имеют низкий импеданс для снижения потерь и повышения эффективности.
Как проверить понижающий трансформатор?
Проверка выходного трансформатора с помощью вольтметра – Установите шкалу для считывания напряжения переменного тока в соответствующем диапазоне (обычно 200 В переменного тока) и прикоснитесь проводами к входным клеммам . Если трансформатор подключается к розетке, просто вставьте провода в гнезда розетки. В бытовой цепи вы должны получить показания, близкие к 125 В переменного тока.
Как проверить сварочный аппарат?
Под какой тип трансформатора подпадает трансформатор тока?
Трансформатор тока (C. T.) представляет собой тип «измерительного трансформатора », который предназначен для создания переменного тока во вторичной обмотке, пропорционального току, измеряемому в его первичной обмотке.
Как проверить силу тока на сварочном аппарате?
Видео
Другие статьи
Как сварщики делают рентген?
Используется ли плазма при сварке?
Можно ли сваривать нержавеющую сталь 309?
Зачем закрашивать сварной шов?
На каком расстоянии от зоны сварки должны располагаться вытяжные рукава?
Уэс Роуз
Уэс Роуз — опытный сварщик с более чем 15-летним опытом.