Как сделать ремонт сварочного оборудования?
Стоит ли говорить о том, что качественный ремонт оборудования может сэкономить владельцу немаленькую сумму? В этой статье будут представлены самые распространённые неполадки сварочных выпрямителей и инверторов.
Читать далее о возможных сложностях ремонта следует ниже. Однако если у Вас нет специализированного инструмента для ремонта и измерительного оборудования (мультиметр, осциллограф), настоятельно не рекомендуется разбирать устройство – лучше обратиться к профессионалам.
Неисправности сварочных выпрямителей
Сварочный выпрямитель – это уникальное устройство. Дело в том, что он объединяет в своей конструкции сразу и сварочный аппарат, и сварочный инвертор. Следовательно, у него намного больше шансов выйти из строя раньше положенного срока.
Благодаря тому, что внутри выпрямителя располагаются обмотки высокого напряжения, он получит главную «головную боль» любого сварочного аппарата. При некорректном использовании, обмотка выгорает (либо вся, либо её часть).
Естественно, восстановление предполагает либо установку новой обмотки, либо перемотку старой (что в большинстве случаев по цене приблизительно одинаково).
Возможные проблемы в электронной части устройства
Как уже было сказано выше, сварочный выпрямитель так же является «близким родственником» инвертора. Некоторые неисправности могут произойти на плате управления.
Ниже перечислены наиболее распространённые:
- диодный мост;
- полное или частичное выгорание дорожек на плате;
- выходят из строя трансформаторы на самой плате.
Первым делом рекомендуется осуществить проверку диодного моста. Он, конечно, надёжный, но бывает, что именно эта часть управляющей платы выходит из строя. При выгорании дорожек уже вряд ли что-то удастся предпринять.
При помощи мультиметра и схемы устройства следует прозвонить элементы, которые теоретически могут влиять на утрату работоспособности.
Полная замена платы не является оптимальным решением. Высоковольтные электронные компоненты всегда стоили дорого. По этой причине рекомендуется восстанавливать то, то уже есть.
Как уже было сказано выше, качественный добросовестный ремонт может значительным образом облегчить жизнь хозяина. Ремонтные работы + новые компоненты составляют около 30% от стоимости нового аппарата.
Смотрите также:
На видео будет продемонстрирован процесс восстановления сварочного аппарата:
По материалам: http://telwin-service.ru/
Типичные неисправности сварочного выпрямителя дуга 318
Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно.
Необходимо обновить браузер или попробовать использовать другой.
Нам важно ваше мнение! Приглашаем вас поучаствовать в интервью крупнейшему гипермаркету России. Если вы использовали дерево в отделке – поделитесь своим опытом. Интервью будет длиться 1 час. Если вы готовы – ждём ваши контакты на почту adv@forumhouse. Приятные бонусы за прохождение интервью – гарантированы!
Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам. Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре.
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.

- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.

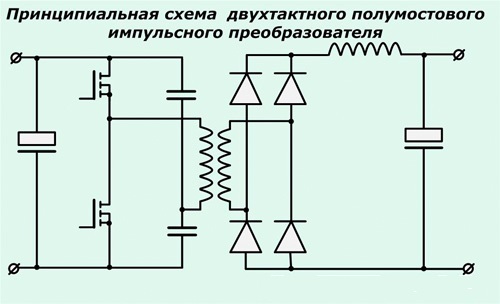 Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.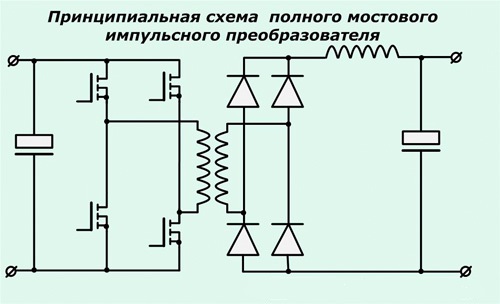
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
Как работает инвертор
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
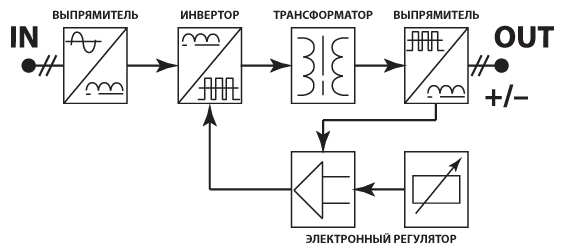
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
Причины поломок инверторов
Современные инверторы, особенно сделанные на основе IGBT-модуля, достаточно требовательны к правилам эксплуатации. Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла. Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах. Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Обычно это правило называется “Продолжительность включения” (ПВ), которая измеряется в процентах. Не соблюдая ПВ, происходит перегрев основных узлов аппарата и выход их из строя. Если это произойдет с новым агрегатом, то данная поломка не подлежит гарантийному ремонту.
Также, если инверторный сварочный аппарат работает в запыленных помещениях, на его радиаторах оседает пыль и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических узлов. Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Особенности ремонта
Отличительной особенностью инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист. К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата. Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышесказанного становится понятно, что, не имея необходимых навыков и знаний, приступать к ремонту аппарата, особенно электроники, не рекомендуется. В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.

Основные неисправности агрегата и их диагностика
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.

Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм 2 ).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
Популярные сварочные выпрямители ДУГА выпускает ЗАО «Электроприбор». Основу выпускаемой этой компанией продукции составляет электросварочная техника, созданная на базе собственных изобретений. Технические решения, воплощенные в изготавливаемой продукции, позволили, с одной стороны, существенно расширить возможности электросварки, с другой – производить аппараты, работающие с минимальными потерями электроэнергии. Благодаря этому обеспечивается значительное сокращение расходов таких дорогих материалов, как медь, алюминий, электротехническая сталь. В итоге, значительно снижается цена аппарата, и повышаются эксплуатационные возможности изделия в целом.
Вся продукция ЗАО «Электроприбор» сертифицирована ГОССТАНДАРТОМ РФ №РОСС RU.АЯ04.В01314. По многочисленным отзывам ведущих специалистов, аппараты ДУГА признаются техникой нового поколения. Это объективно подтверждаются постоянно растущим спросом, как в России, так и за рубежом, расширяющейся сбытовой и сервисной сетью.
Небольшой вес и габариты аппаратов ДУГА, их экономичность при достаточной мощности и высоком качестве сварных швов, неоднократно отмечались профессионалами во время проведения сварочных работ на сложных объектах (необходимость частых и, особенно, вертикальных перемещений аппарата, ограничение электрической мощности сети, стесненность условий работы и т.д.). Сварочные выпрямители ДУГА использовались на восстановлении Останкинской Телебашни, реконструкции Кремля и Дома Правительства, строительстве мемориала Победы на Поклонной Горе и Храма Христа Спасителя, ремонте офисов ЦБ РФ.
Благодаря тому, что эти аппараты во время работы не создают сколько-нибудь заметных помех в электрической сети, ими производятся сварочные работы в одном помещении с работающими компьютерами, не вызывая сбоев в их работе. Это особенно важно при работе в банках и других аналогичных учреждениях с особым режимом функционирования.
На сегодняшний день производится три категории электросварочных выпрямителей ДУГА.
- К первой категории отнесены аппараты, предназначенные для достижения приемлемого качества сварочных соединений даже теми, кто не владеет профессиональными навыками электросварщика. В большинстве случаев, оказывается достаточным элементарное представление о приемах выполнения сварочных работ. Высокое энергосбережение, возможность работы от простой осветительной сети 220В, мобильность, малый вес и габариты, длительная непрерывная работа, а – главное – низкая цена и высокая надежность – отличительные особенности модели ДУГА 318 МА.
| Напряжение питающей сети | 220 В |
| Род сварочного тока | постоянный |
| Максимальный сварочный ток | 170 А |
| Пределы регулирования тока | 30-160 А |
| Номинальный режим работы (ПН) | 60% |
| Число ступеней регулировки | 12 |
| Потребляемая мощность из сети | 4,5 кВА |
| Габаритные размеры не более, мм | 400х200х360 |
| Масса, не более | 25 кг |
Сварочный аппарат постоянного тока ДУГА 318 МА предназначен для ручной дуговой сварки различных металлов и сплавов на постоянном токе любой полярности всеми видами электродов. Используется главным образом в не больших мастерских и для бытовых целей. По заказу также изготовляется модификация этого аппарата – ДУГА 318 МАЕ используемая для сетей 220-240В.
- Ко второй категории относятся универсальные аппараты ДУГА с индексом 318 М1, которые предназначены для качественной ручной дуговой электросварки прямого и сложного профиля различных металлов и сплавов на постоянном токе любой полярности, штучными электродами всех видов, а также, для сварочных работ в среде защитных газов. Их можно использовать в производственных цехах, полевых условиях, передвижных мастерских, для строительно-монтажных работ, коммунальном хозяйстве и т.п. Они удачно сочетают в себе: высокое энергосбережение, мобильность, длительный режим непрерывной работы, надежность. Кроме того, выгодно отличается от аналогов низкой ценой. В этой серии выпускаются следующие модификации аппаратов: ДУГА 318 М1 220В, ДУГА 318 М1 380В, и самая популярная универсальная модель ДУГА 318 М1 220/380В.
| Напряжение питающей сети | 220/380 В |
| Род сварочного тока | постоянный |
| Максимальный сварочный ток | 300 А |
| Пределы регулирования тока | 50-300 А |
| Номинальный режим работы (ПН) | 60% |
| Число ступеней регулировки | 12 |
| Потребляемая мощность из сети | 8,3 кВА |
| Габаритные размеры не более, мм | 400х280х360 |
| Масса, не более | 43 кг |
Сварочный выпрямитель ДУГА – 318 М1 предназначен для ручной дуговой сварки прямого и сложного профиля различных металлов и сплавов на постоянном токе любой полярности всеми видами электродов. Используется во всех сферах деятельности.
| Напряжение питающей сети | 220/380 В |
| Род сварочного тока | постоянный |
| Максимальный сварочный ток | 300 А |
| Пределы регулирования тока | 50-300 А |
| Номинальный режим работы (ПН) | 60% |
| Число ступеней регулировки | 12 |
| Потребляемая мощность из сети | 8,3 кВА |
| Габаритные размеры не более, мм | 470х280х500 |
| Масса, не более | 44 кг |
Сварочный аппарат постоянного тока ДУГА 318М1Проф предназначен для ручной дуговой сварки прямого и сложного профиля различных металлов и сплавов на постоянном токе любой полярности всеми видами электродов. Используется для ответственных конструкций.
| Напряжение питающей сети | 380 В |
| Род сварочного тока | постоянный |
| Максимальный сварочный ток | 520 А |
| Пределы регулирования тока | 2х(5-260) А |
| Номинальный режим работы (ПН) | 60% |
| Число сварочных постов | 2 |
| Потребляемая мощность из сети | 35 кВА |
| Габаритные размеры не более, мм | 400х300х620 |
| Масса, не более | 80 кг |
Сварочный аппарат постоянного тока ДУГА 408 2х-постовой предназначен для ручной дуговой сварки прямого и сложного профиля различных металлов и сплавов на постоянном токе любой полярности всеми видами электродов. Используется для одновременной работы двух сварочных постах.
Сравнение технических характеристик выпрямителя ДУГА 318 М1 с наиболее известными аппаратами других производителей:
Неисправности и методика ремонта инверторных сварочных аппаратов своими руками
Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам. Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре.
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
- Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
- Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
- Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.
Как работает инвертор
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
Причины поломок инверторов
Современные инверторы, особенно сделанные на основе IGBT-модуля, достаточно требовательны к правилам эксплуатации. Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла. Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах. Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Обычно это правило называется “Продолжительность включения” (ПВ), которая измеряется в процентах. Не соблюдая ПВ, происходит перегрев основных узлов аппарата и выход их из строя. Если это произойдет с новым агрегатом, то данная поломка не подлежит гарантийному ремонту.
Также, если инверторный сварочный аппарат работает в запыленных помещениях, на его радиаторах оседает пыль и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических узлов. Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Особенности ремонта
Отличительной особенностью инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист. К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата. Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышесказанного становится понятно, что, не имея необходимых навыков и знаний, приступать к ремонту аппарата, особенно электроники, не рекомендуется. В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
Основные неисправности агрегата и их диагностика
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Совет! Если на упаковке к электродам нет рекомендованных значений силы тока, то ее можно рассчитать по такой формуле: на каждый миллиметр оснастки должно приходиться сварочного тока в пределах 20-40 А.
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
Неисправности сварочных аппаратов — Построй свой дом
Как и любой электрический прибор, сварочные аппараты имеют свойство ломаться. Есть поломки, которые без специализированной мастерской не устранить. Но в некоторых случаях восстановить работоспособность сварочного аппарата можно своими руками. Вот о том, какие бывают неисправности сварочных аппаратов, мы и поговорим в этой статье.
Неисправности сварочных аппаратов
Сварочный аппарат не включается
Еще 10 минут назад все работало, а сейчас аппарат не хочет стартовать. Почему такое происходит? Причин может быть три:
- Перегорание из-за неправильной подачи электричества либо замыкания в цепи высокого напряжения. Хотя на скачки напряжения рассчитано большинство моделей сварочных аппаратов, существуют предельно допустимые нормы, при превышении которых инвертор, полуавтомат или трансформатор перестают включаться.
- Защита может срабатывать в результате замыкания между листами магнитопровода и витками катушек, а также из-за пробоя конденсаторов.
- Вышла из строя система охлаждения. Происходит это опять-таки по нескольким причинам: превышение норм «продолжительности включения» и несоответствие подаваемого тока.
Как ремонтировать? Отключить прибор от сети, найти место поломки и устранить ее. Например, заменить конденсатор, восстановить изоляцию. Некоторые владельцы сварочных аппаратов экспериментируют с установкой дополнительных вентиляторов для дополнительного охлаждения. Сможете ли сделать это без помощи специалистов, решайте сами, но не забывайте, что любое самостоятельное вмешательство в работу устройства чревато потерей гарантийных обязательств со стороны производителя. Альтернативный вариант предотвращения подобных неприятностей – использование стабилизатора напряжения.
Сварочный аппарат перегрелся и задымился
Слишком длительная работа без перерывов, использование электродов большого диаметра, установка сварочного тока выше допустимого значения – все это может стать причиной перегрева. А это, в свою очередь, повлечет за собой сгорание изоляции и замыкание между витками обмотки катушки и как итог задымление.
Как ремонтировать? Прежде всего, нельзя нарушать правила эксплуатации. Если в инструкции сказано, что максимальный диаметр электрода должен быть 4 мм, не экспериментируйте с 6-мм стержнями. Если все же неисправность произошла, в лучшем случае можно обойтись локальным восстановлением изоляции провода. В худшем – готовиться к полной перемотке трансформатора.
Сильно гудит трансформатор сварочного аппарата
Сильное гудение трансформатора, часто сопровождающееся перегревом. Причиной может быть ослабление болтов, стягивающих листовые элементы магнитопровода, неисправности в креплении сердечника или механизма перемещения катушек, перегрузка трансформатора (чрезмерно длительная работа, высокое значение сварочного тока, большой диаметра электрода). К сильному гулу приводит также замыкание между сварочными кабелями или листами магнитопровода.
Как ремонтировать? Необходимо проверить и подтянуть все винты и болты, устранить нарушения в механизмах крепления сердечника и перемещения катушек, проверить и восстановить изоляцию в сварочных кабелях.
Низкое значение сварочного тока
Явление может наблюдаться при пониженном напряжении в питающей сети или неисправности регулятора сварочного тока. Как проверить регулятор тока?
Прежде всего это плохая регулировка сварочного тока. К этому могут приводить различные неисправности в механизмах регулирования тока, которые различаются в разных конструкциях сварочных трансформаторов. А именно, неисправности в винте регулятора тока, замыкание между зажимами регулятора, нарушение подвижности вторичных катушек из-за попадания посторонних предметов или иных причин, замыкание в дроссельной катушке и т.п.
Как ремонтировать? Необходимо снять кожух с аппарата и исследовать конкретный механизм регулирования тока на предмет обнаружения неисправности. Простота устройства сварочного аппарата и доступность всех его компонентов для осмотра, облегчают поиск неисправности.
Внезапный обрыв сварочной дуги и невозможность зажечь ее снова
Вместо появления дуги наблюдаются только мелкие искры. Подобное может быть вызвано пробоем обмотки высокого напряжения на сварочную цепь, замыканием между сварочными проводами или нарушением их соединения с клеммами аппарата.
Как ремонтировать? Проверяйте провода, зачищайте контакты и плотно крепите их к клеммам.
Потребление большого тока из сети при отсутствии нагрузки сварочного аппарата
К этому может приводить замыкание витков обмотки, устраняемое локальным восстановлением изоляции или полной перемоткой катушки.
Как ремонтировать сварочный инвертор
Сварочные инверторы обеспечивают отличное качество сварки и максимальный комфорт для сварщика. Однако эти достоинства приобретены ценой более сложной конструкции, и что бы там ни говорили производители инверторов, меньшей надежностью в сравнении с предшественниками: трансформаторами и выпрямителями.
В отличие от сварочного трансформатора, который является в большей степени электротехническим изделием, сварочный инвертор представляет собой электронное устройство. Это означает, что диагностика неисправности сварочных аппаратов и ремонт сварочных инверторов предполагает проверку работоспособности транзисторов, диодов, резисторов, стабилитронов и прочих элементов, из которых состоит их электронная схема. Придется научиться работать с осциллографом, не говоря уже о мультиметрах, вольтметрах и прочей измерительной технике.
Неисправности инверторного сварочного аппарата
Особенностью ремонта инверторов является и то, что во многих случаях определить по характеру неисправности вышедший из строя компонент трудно или вообще невозможно, приходится проверять последовательно все элементы схемы.
Из всего вышесказанного следует, что успешный ремонт сварочного инвертора своими руками возможен лишь в том случае, если имеются хотя бы начальные познания в электронике и опыт работы с электрическими схемами. В противном случае самостоятельный ремонт может обернуться лишь напрасной потерей времени и сил.
Как мы уже говорили, принцип работы сварочного инвертора заключается в поэтапном преобразовании электрического сигнала:
- Выпрямлении сетевого тока — с помощью входного выпрямителя.
- Преобразовании выпрямленного тока в переменный высокочастотный — в инверторном модуле.
- Понижении высокочастотного напряжения до сварочного — силовым трансформатором.
- Выпрямлении переменного высокочастотного тока в постоянный сварочный — выходным выпрямителем.
В соответствии с выполняемыми операциями, инвертор конструктивно состоит из нескольких электронных модулей, к основным из которых относятся модуль входного выпрямителя, модуль выходного выпрямителя и плата управления с ключами (транзисторами).
Притом, что основные компоненты в инверторах различной конструкции остаются неизменными, их компоновка в аппаратах разных производителей может сильно различаться.
Как проверить транзисторы инвертора
Самым слабым местом инверторов являются транзисторы. Эта деталь греется при работе и если у нее будет недостаточный отвод тепла, может просто перегореть. Поэтому ремонт инверторных сварочных аппаратов начинается обычно с их осмотра. Неисправный транзистор обычно виден сразу — оплавленный или треснувший корпус, прогоревшие выводы. Если таковой обнаружен, можно начинать ремонт инвертора с его замены.
Иногда внешних признаков неисправности нет, все транзисторы выглядят неповрежденными. Тогда для определения неисправного транзистора используется мультиметр, с помощью которого можно их прозвонить.
Определить неисправные элементы — это далеко не все. Ремонт инверторных сварочных аппаратов предполагает также поиски деталей взамен сгоревших. Для этого определяется характеристика вышедших из строя элемента и, исходя из нее, подбирается аналог на замену.
Как проверить драйвер инвертора
Силовые транзисторы обычно не выходят из строя сами по себе, чаще всего этому предшествует выход из строя элементов драйвера. Проверка осуществляется с помощью омметра. Все неисправные детали выпаиваются и заменяются подходящими аналогами.
Как проверить выпрямитель инвертора
Входные и выходные выпрямители, представляющие собой диодные мосты, установленные на радиаторе, считаются надежными элементами инверторов. Однако иногда выходят из строя и они. Диодный мост удобнее всего проверять, отпаяв от него контакты и сняв с платы. Это облегчает работу и не вводит в заблуждение при наличии короткого замыкания в цепи. Алгоритм проверки прост, если вся группа звонится накоротко, нужно искать неисправный (пробитый) диод.
Как проверить плату управления инвертора
Плата управления ключами — самый сложный модуль сварочного инвертора, от его работы зависит надежность функционирования всех компонентов аппарата. Квалифицированный ремонт сварочных инверторов должен заканчиваться проверкой наличия сигналов управления, поступающих на шины затворов модуля ключей. Осуществляется эта проверка с помощью осциллографа.
Ремонт сварочных полуавтоматов
В полуавтомате, независимо от того, на какой базе он собран — инверторов или выпрямителей, к неисправностям электронной и электрической части могут добавляться механические неполадки. В частности, задержка подачи проволоки, вызванная малым прижимным усилием в механизме подачи или большим трением между проволокой и каналом в рукаве. В последнем случае самым эффективным способом ремонта сварочного аппарата является замена канала. Причем менять его рекомендуется, совместив удаление старого с установкой нового, соединив конец старого канала с началом нового.
Часто очень сложно найти объяснение неисправности сварочных аппаратов, особенно в инверторных моделях. Ведь инверторный аппарат представляют собой сложный комплекс электронных модулей, входного и выходного выпрямителей, транзисторов, платы управления с ключами, элементов драйвера и т.д. И разобраться со всем этим под силу не каждому. Поэтому лучше приобретать оборудование высокого качества и строго придерживаться правил его эксплуатации. А если вопрос ремонта все-таки стал актуален, отправляйтесь в сервисный центр.
В следующей статье я расскажу о сварочных электродах для инвертора.
РЕКОМЕНДУЮ ЕЩЁ ПОЧИТАТЬ:
Неисправности и ремонт сварочных аппаратов
Простота конструкции и надежность сварочных трансформаторов относятся к их главным достоинствам. Однако и самые надежные механизмы иногда выходят из строя, особенно тогда, когда эксплуатация сварочных аппаратов производится с нарушением правил. Про устройство сварочных трансформаторов читайте здесь.
Самым слабым элементом сварочных трансформаторов является клеммная колодка, к которой подключаются сварочные кабели. Плохой контакт вместе с большим значением сварочного тока приводит к сильному нагреву соединения и подсоединенных к нему проводов. В результате разрушается само соединение, сгорает изоляция на концах обмоток, вследствие чего происходит замыкание.
Ремонт сварочного трансформатора в данном случае сводится к перебору греющегося соединения, зачистке контактных поверхностей и их зажиму с обеспечением плотного контакта всех элементов.
В числе других случаются следующие неисправности.
Самопроизвольное отключение сварочного аппарата. При включении трансформатора в сеть срабатывает его защита, в результате чего аппарат отключается. Это может происходить из-за замыканий в цепи высокого напряжения — между проводами и корпусом или проводов между собой. К срабатыванию защиты может приводить также замыкание между витками катушек или листами магнитопровода, а также пробой конденсаторов. При ремонте необходимо отключить трансформатор от сети, отыскать дефектное место и устранить неисправность — восстановить изоляцию, заменить конденсатор и т.п.
Сильное гудение трансформатора, сопровождающееся часто перегревом. Причиной может быть ослабление болтов, стягивающих листовые элементы магнитопровода, неисправности в креплении сердечника или механизма перемещения катушек, перегрузка трансформатора (чрезмерно длительная работа, высокое значение сварочного тока, большой диаметра электрода). К сильному гулу приводит также замыкание между сварочными кабелями или листами магнитопровода. Необходимо проверить и подтянуть все винты и болты, устранить нарушения в механизмах крепления сердечника и перемещения катушек, проверить и восстановить изоляцию в сварочных кабелях.
Чрезмерный нагрев сварочного аппарата. К наиболее частым причинам этого относится нарушение правил эксплуатации в виде установления сварочного тока выше допустимого значения, использования электрода большого диаметра или слишком продолжительной работы без перерыва. Необходимо соблюдать стандартный режим работы — устанавливать умеренные значения тока, применять электроды небольших диаметров, делать перерывы в работе для охлаждения аппарата.
Сильный нагрев может привести к замыканию между витками обмотки катушки вследствие сгорания изоляции, сопровождающегося обычно дымлением. Это самый серьезный случай, про который говорят, что аппарат «сгорел». Если это произошло, то ремонт сварочного аппарата потребует в лучшем случае проведения локального восстановления изоляции провода катушки, в худшем — полной ее перемотки. В последнем варианте для сохранения характеристик аппарата необходимо проводить перемотку проводом исходного сечения — с тем же количеством витков, что и было.
Низкое значение сварочного тока. Явление может наблюдаться при пониженном напряжении в питающей сети или неисправности регулятора сварочного тока.
Плохая регулировка сварочного тока. К этому могут приводить различные неисправности в механизмах регулирования тока, которые различаются в разных конструкциях сварочных трансформаторов. А именно, неисправности в винте регулятора тока, замыкание между зажимами регулятора, нарушение подвижности вторичных катушек из-за попадания посторонних предметов или иных причин, замыкание в дроссельной катушке и т.п. Необходимо снимать кожух с аппарата и исследовать конкретный механизм регулирования тока на предмет обнаружения неисправности. Простота устройства сварочного аппарата и доступность всех его компонентов для осмотра, облегчают поиск неисправности.
Внезапный обрыв сварочной дуги и невозможность зажечь ее снова. Вместо появления дуги наблюдаются только мелкие искры. Подобное может быть вызвано пробоем обмотки высокого напряжения на сварочную цепь, замыканием между сварочными проводами или нарушением их соединения с клеммами аппарата.
Потребление большого тока из сети при отсутствии нагрузки. К этому может приводить замыкание витков обмотки, устраняемое локальным восстановлением изоляции или полной перемоткой катушки.
Ремонт сварочных выпрямителей
В конструктивном отношении выпрямитель занимает промежуточное положение между сварочным трансформатором и инвертором. От первого ему в наследство достался силовой трансформатор со всеми его недостатками, в частности, большой массой, нагревом и потенциальной возможностью замыкания обмоток или листов магнитопровода. Поэтому причины выхода из строя и способы ремонта сварочного аппарата в части силового трансформатора являются теми же самыми, что и у сварочного трансформатора. В случае, изображенном на фото ниже, сгорела обмотка силового трансформатора, и без перемотки в данном случае уже не обойтись.
Устройство сварочного выпрямителя
Имеющаяся электронная часть — диодный выпрямитель и модуль управления — роднит сварочный выпрямитель с инвертором. Поэтому поиск неисправности предполагает проверку диодного моста и элементов платы управления. Диодный мост является надежным компонентом электронных схем, но иногда он выходит из строя. В общем-то, причины неисправности могут быть самые разные: выгорают дорожки на платах, выходят из строя трансформаторы схемы управления. На фото ниже отображен случай, когда ремонт сварочного аппарата своими руками, заключавшийся в замене неработающей детали платы управления российским аналогом, позволил пользователю сэкономить на ремонте немалую сумму (70% от стоимости сварочного аппарата).
Сварочный выпрямитель
Плата управления (рядом замененный трансформатор платы управления)
Ремонт сварочных инверторов
Сварочные инверторы обеспечивают отличное качество сварки и максимальный комфорт для сварщика. Однако эти достоинства приобретены ценой более сложной конструкции и — что бы там ни говорили производители инверторов — меньшей надежностью в сравнении с предшественниками — трансформаторами и выпрямителями.
В отличие от сварочного трансформатора, который является в большей степени электротехническим изделием, сварочный инвертор представляет собой электронное устройство. Это означает, что диагностика и ремонт сварочных инверторов предполагает проверку работоспособности транзисторов, диодов, резисторов, стабилитронов и прочих элементов, из которых состоят электронные схемы. Нужно уметь работать с осциллографом, не говоря уже о мультиметрах, вольтметрах и прочей заурядной измерительной технике.
Особенностью ремонта инверторов является и то, что во многих случаях определить по характеру неисправности вышедший из строя компонент трудно или вообще невозможно, приходится проверять последовательно все элементы схемы.
Из всего вышесказанного следует, что успешный ремонт сварочного инвертора своими руками возможен лишь в том случае, если имеются хотя бы начальные познания в электронике и маломальский опыт работы с электросхемами. В противном случае самостоятельный ремонт может обернуться лишь напрасной потерей времени и сил.
Как известно, принцип работы сварочного инвертора заключается в поэтапном преобразовании электрического сигнала:
- Выпрямлении сетевого тока — с помощью входного выпрямителя.
- Преобразовании выпрямленного тока в переменный высокочастотный — в инверторном модуле.
- Понижении высокочастотного напряжения до сварочного — силовым трансформатором (имеющим очень маленький размер благодаря большой частоте напряжения).
- Выпрямлении переменного высокочастотного тока в постоянный сварочный — выходным выпрямителем.
В соответствии с выполняемыми операциями, инвертор конструктивно состоит из нескольких электронных модулей, к основным из которых относятся модуль входного выпрямителя, модуль выходного выпрямителя и плата управления с ключами (транзисторами).
Притом что основные компоненты в инверторах различной конструкции остаются неизменными, их компоновка в аппаратах разных производителей может сильно различаться.
Устройство сварочного инвертора
Устройство сварочного инвертора
Проверка транзисторов. Самым слабым местом инверторов являются транзисторы, поэтому ремонт инверторных сварочных аппаратов начинается обычно с их осмотра. Неисправный транзистор обычно виден сразу — взломанный или треснутый корпус, прогоревшие выводы. Если такой обнаружен, можно начинать ремонт инвертора с его замены. Вот так выглядит сгоревший ключ.
Поврежденный транзистор сварочного инвертора
А вот так — установленный взамен сгоревшего. Транзистор установлен на термопасту (КПТ-8), обеспечивающую хороший отвод тепла на алюминиевый радиатор.
Транзистор сварочного инвертора
Иногда внешних признаков неисправности нет, все ключи выглядят неповрежденными. Тогда для определения неисправного транзистора используется мультиметр, для их прозвонки.
Определить неисправные элементы — это очень хорошо, но далеко не все. Ремонт инверторных сварочных аппаратов предполагает также подыскивание, взамен сгоревших элементов, подходящих аналогов. Для этого определяется характеристика вышедших из строя элементов (по даташиту) и, исходя из нее, подбираются аналоги на замену.
Проверка элементов драйвера. Силовые транзисторы обычно не выходят из строя сами по себе, чаще всего этому предшествует выход из строя элементов «раскачивающего» их драйвера. Внизу представлено фото платы с элементами драйвера инвертора Telwin Tecnica 164. Проверка осуществляется с помощью омметра. Все неисправные детали выпаиваются и заменяются подходящими аналогами.
Элементы драйвера
Проверка выпрямителей. Входные и выходные выпрямители, представляющие собой диодные мосты, установленные на радиаторе, считаются надежными элементами инверторов. Однако иногда выходят из строя и они. К тем, что изображены на фото ниже, это не относится, они — исправны.
Диоды с тремя ножками
Диодный мост удобнее всего проверять, отпаяв от него провода и сняв с платы. Это облегчает работу и не вводит в заблуждение при наличии короткого замыкания в цепи. Алгоритм проверки прост, если вся группа звонится накоротко, нужно искать неисправный (пробитый) диод.
Для выпаивания деталей удобно пользоваться паяльником с отсосом.
Контроль платы управления. Плата управления ключами — самый сложный модуль сварочного инвертора, от его работы зависит надежность функционирования всех компонентов аппарата. Квалифицированный ремонт сварочных инверторов должен заканчиваться проверкой наличия сигналов управления, поступающих на шинки затворов модуля ключей. Осуществляется эта проверка с помощью осциллографа.
Контроль платы управления (на фото не инвертор, а выпрямитель, но суть от этого не меняется)
Полуавтоматы
В полуавтоматах, независимо от того, на какой базе — инверторов или выпрямителей — они выполнены, к неисправностям электронной и электрической части могут добавляться чисто механические неполадки. В частности, задержка подачи проволоки, вызванная малым прижимным усилием в механизме подачи или большим трением между проволокой и каналом в рукаве. В последнем случае самым эффективным способом ремонта сварочного аппарата является замена канала. Причем менять его рекомендуется, совместив удаление старого с установкой нового — за один протяг, соединив конец старого канала с началом нового.
Основные неисправности сварочных аппаратов
Ремонт и эксплуатация сварочных трансформаторов
Самым слабым элементом сварочных трансформаторов является клеммная колодка, к которой подключаются сварочные кабели. Плохой контакт вместе с большим значением сварочного тока приводит к сильному нагреву соединения и подсоединенных к нему проводов. В результате разрушается само соединение, сгорает изоляция на концах обмоток, вследствие чего происходит замыкание.
Ремонт сварочного трансформатора в данном случае сводится к перебору греющегося соединения, зачистке контактных поверхностей и их зажиму с обеспечением плотного контакта всех элементов.
В числе других случаются следующие неисправности.
Самопроизвольное отключение сварочного аппарата. При включении трансформатора в сеть срабатывает его защита, в результате чего аппарат отключается. Это может происходить из-за замыканий в цепи высокого напряжения – между проводами и корпусом или проводов между собой. К срабатыванию защиты может приводить также замыкание между витками катушек или листами магнитопровода, а также пробой конденсаторов. При ремонте необходимо отключить трансформатор от сети, отыскать дефектное место и устранить неисправность – восстановить изоляцию, заменить конденсатор и т.п.
Сильное гудение трансформатора, сопровождающееся часто перегревом. Причиной может быть ослабление болтов, стягивающих листовые элементы магнитопровода, неисправности в креплении сердечника или механизма перемещения катушек, перегрузка трансформатора (чрезмерно длительная работа, высокое значение сварочного тока, большой диаметра электрода). К сильному гулу приводит также замыкание между сварочными кабелями или листами магнитопровода. Необходимо проверить и подтянуть все винты и болты, устранить нарушения в механизмах крепления сердечника и перемещения катушек, проверить и восстановить изоляцию в сварочных кабелях.
Чрезмерный нагрев сварочного аппарата. К наиболее частым причинам этого относится нарушение правил эксплуатации в виде установления сварочного тока выше допустимого значения, использования электрода большого диаметра или слишком продолжительной работы без перерыва. Необходимо соблюдать стандартный режим работы – устанавливать умеренные значения тока, применять электроды небольших диаметров, делать перерывы в работе для охлаждения аппарата.
Сильный нагрев может привести к замыканию между витками обмотки катушки вследствие сгорания изоляции, сопровождающегося обычно дымлением. Это самый серьезный случай, про который говорят, что аппарат «сгорел». Если это произошло, то ремонт сварочного аппарата потребует в лучшем случае проведения локального восстановления изоляции провода катушки, в худшем – полной ее перемотки. В последнем варианте для сохранения характеристик аппарата необходимо проводить перемотку проводом исходного сечения – с тем же количеством витков, что и было.
Низкое значение сварочного тока. Явление может наблюдаться при пониженном напряжении в питающей сети или неисправности регулятора сварочного тока.
Плохая регулировка сварочного тока. К этому могут приводить различные неисправности в механизмах регулирования тока, которые различаются в разных конструкциях сварочных трансформаторов. А именно, неисправности в винте регулятора тока, замыкание между зажимами регулятора, нарушение подвижности вторичных катушек из-за попадания посторонних предметов или иных причин, замыкание в дроссельной катушке и т.п. Необходимо снимать кожух с аппарата и исследовать конкретный механизм регулирования тока на предмет обнаружения неисправности. Простота устройства сварочного аппарата и доступность всех его компонентов для осмотра, облегчают поиск неисправности.
Внезапный обрыв сварочной дуги и невозможность зажечь ее снова. Вместо появления дуги наблюдаются только мелкие искры. Подобное может быть вызвано пробоем обмотки высокого напряжения на сварочную цепь, замыканием между сварочными проводами или нарушением их соединения с клеммами аппарата.
Потребление большого тока из сети при отсутствии нагрузки. К этому может приводить замыкание витков обмотки, устраняемое локальным восстановлением изоляции или полной перемоткой катушки.
Ремонт сварочных выпрямителей
Имеющаяся электронная часть – диодный выпрямитель и модуль управления – роднит сварочный выпрямитель с инвертором. Поэтому поиск неисправности предполагает проверку диодного моста и элементов платы управления. Диодный мост является надежным компонентом электронных схем, но иногда он выходит из строя. В общем-то, причины неисправности могут быть самые разные: выгорают дорожки на платах, выходят из строя трансформаторы схемы управления. На фото ниже отображен случай, когда ремонт сварочного аппарата своими руками, заключавшийся в замене неработающей детали платы управления российским аналогом, позволил пользователю сэкономить на ремонте немалую сумму (70% от стоимости сварочного аппарата).
Ремонт сварочных инверторов
В отличие от сварочного трансформатора, который является в большей степени электротехническим изделием, сварочный инвертор представляет собой электронное устройство. Это означает, что диагностика и ремонт сварочных инверторов предполагает проверку работоспособности транзисторов, диодов, резисторов, стабилитронов и прочих элементов, из которых состоят электронные схемы. Нужно уметь работать с осциллографом, не говоря уже о мультиметрах, вольтметрах и прочей заурядной измерительной технике.
Особенностью ремонта инверторов является и то, что во многих случаях определить по характеру неисправности вышедший из строя компонент трудно или вообще невозможно, приходится проверять последовательно все элементы схемы.
Из всего вышесказанного следует, что успешный ремонт сварочного инвертора своими руками возможен лишь в том случае, если имеются хотя бы начальные познания в электронике и маломальский опыт работы с электросхемами. В противном случае самостоятельный ремонт может обернуться лишь напрасной потерей времени и сил.
Как известно, принцип работы сварочного инвертора заключается в поэтапном преобразовании электрического сигнала:
- Выпрямлении сетевого тока – с помощью входного выпрямителя.
- Преобразовании выпрямленного тока в переменный высокочастотный – в инверторном модуле.
- Понижении высокочастотного напряжения до сварочного – силовым трансформатором (имеющим очень маленький размер благодаря большой частоте напряжения).
- Выпрямлении переменного высокочастотного тока в постоянный сварочный – выходным выпрямителем.
В соответствии с выполняемыми операциями, инвертор конструктивно состоит из нескольких электронных модулей, к основным из которых относятся модуль входного выпрямителя, модуль выходного выпрямителя и плата управления с ключами (транзисторами).
Притом что основные компоненты в инверторах различной конструкции остаются неизменными, их компоновка в аппаратах разных производителей может сильно различаться.
Проверка транзисторов. Самым слабым местом инверторов являются транзисторы, поэтому ремонт инверторных сварочных аппаратов начинается обычно с их осмотра. Неисправный транзистор обычно виден сразу – взломанный или треснутый корпус, прогоревшие выводы. Если такой обнаружен, можно начинать ремонт инвертора с его замены. Вот так выглядит сгоревший ключ.
А вот так – установленный взамен сгоревшего. Транзистор установлен на термопасту (КПТ-8), обеспечивающую хороший отвод тепла на алюминиевый радиатор.
Иногда внешних признаков неисправности нет, все ключи выглядят неповрежденными. Тогда для определения неисправного транзистора используется мультиметр, для их прозвонки.
Определить неисправные элементы – это очень хорошо, но далеко не все. Ремонт инверторных сварочных аппаратов предполагает также подыскивание, взамен сгоревших элементов, подходящих аналогов. Для этого определяется характеристика вышедших из строя элементов (по даташиту) и, исходя из нее, подбираются аналоги на замену.
Проверка элементов драйвера. Силовые транзисторы обычно не выходят из строя сами по себе, чаще всего этому предшествует выход из строя элементов «раскачивающего» их драйвера. Внизу представлено фото платы с элементами драйвера инвертора Telwin Tecnica 164. Проверка осуществляется с помощью омметра. Все неисправные детали выпаиваются и заменяются подходящими аналогами.
Проверка выпрямителей. Входные и выходные выпрямители, представляющие собой диодные мосты, установленные на радиаторе, считаются надежными элементами инверторов. Однако иногда выходят из строя и они. К тем, что изображены на фото ниже, это не относится, они – исправны.
Диодный мост удобнее всего проверять, отпаяв от него провода и сняв с платы. Это облегчает работу и не вводит в заблуждение при наличии короткого замыкания в цепи. Алгоритм проверки прост, если вся группа звонится накоротко, нужно искать неисправный (пробитый) диод.
Для выпаивания деталей удобно пользоваться паяльником с отсосом.
Контроль платы управления. Плата управления ключами – самый сложный модуль сварочного инвертора, от его работы зависит надежность функционирования всех компонентов аппарата. Квалифицированный ремонт сварочных инверторов должен заканчиваться проверкой наличия сигналов управления, поступающих на шинки затворов модуля ключей. Осуществляется эта проверка с помощью осциллографа.
Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно. Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях.
Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике. Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую.
Частые неисправности
 Основными проявлениями неполадок аппаратов электродуговой сварки являются:
Основными проявлениями неполадок аппаратов электродуговой сварки являются:
- прибор не включается при подсоединении к электросети и запуске;
- залипание электрода с одновременным гулом в районе преобразователя;
- самопроизвольное отключение сварочного аппарата в случае его перегрева.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен.
Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте. Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
Устройство не запускается
В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора. При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность.
 При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью.
В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата.
Залипание электрода (прерывание дуги)
Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов. Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата.
 К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
Если залипание сопровождается сильным гудением трансформатора – это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах.
Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.
 Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Так, некоторые модели таких аппаратов (сварочный инвертор, в частности) в соответствии с инструкцией должны работать по графику, предполагающему перерыв на 3-4 минуты после 7-8-ми минут непрерывной сварки.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
Электрическая схема
 В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.

Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).


Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Порядок самостоятельного ремонта
В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов.
При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.
 Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала.
Одним из наиболее сложных узлов инверторного сварочного аппарата считается плата управления электронными ключами, проверить исправность которой можно с помощью того же осциллографа.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат.
В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов (и инверторов, в частности) считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу.
 Сварочные аппараты инверторного типа являются распространенными моделями благодаря их мобильности и возможности работать практически от любого напряжения питающей сети в интервале от 175 В до 240 В. Однако возможны случаи выхода из строя сварочников. Причин поломок много, и для ремонта сварочных инверторов необходимо знать основные неисправности, устройство и принцип работы. Произвести ремонт инверторных сварочных аппаратов своими руками несложно.
Сварочные аппараты инверторного типа являются распространенными моделями благодаря их мобильности и возможности работать практически от любого напряжения питающей сети в интервале от 175 В до 240 В. Однако возможны случаи выхода из строя сварочников. Причин поломок много, и для ремонта сварочных инверторов необходимо знать основные неисправности, устройство и принцип работы. Произвести ремонт инверторных сварочных аппаратов своими руками несложно.
Общие сведения об инверторах
Сварочные трансформаторные аппараты имеют незначительную стоимость по сравнению с устройствами инверторной сварки и простоту устройства, позволяющую произвести несложные операции по ремонту. К главным недостаткам нужно отнести их габариты, вес и чувствительность к параметрам питающей сети. При низких значениях напряжения (U) варить практически невозможно, так как мощность, потребляемая аппаратом, существенно возрастает, а счетчики электроэнергии имеют предел мощности до 6 кВт.

В результате этого происходит срабатывания защиты: срабатывает автомат через определенное время из-за нагрева или сгорают предохранители на пробках. Если поставить автомат защиты с большим значением или использовать «жучок» (шунтирование предохранителя медным проводом большего диаметра), то вероятность возгорания проводки возрастает.
Кроме того, при работе с обыкновенной трансформаторной сваркой происходят кратковременные перепады значения U, из-за которых может выйти из строя другая аппаратура и бытовые приборы. Трансформаторные сварочные аппараты стоят сравнительно недорого и очень легко ремонтируются из-за их простого устройства. Однако обладают значительным весом и очень чувствительны к напряжению питания (U). При низком U производить сварочные работы просто невозможно, так как происходят значительные перепады U, в результате которых могут выйти из строя бытовые приборы. Для избежания всех этих неудобств при работе и используют инверторные аппараты.
Устройство и особенности работы
Инверторная сварка применяется в домашних условиях и на различных предприятиях. Она обеспечивает стабильное горение сварочной дуги при высокочастотном токе. Аппарат устроен в виде мощного импульсного блока питания (ИБП), работа которого основана на принципах:
- Преобразование переменного питающего (сетевого) U в постоянное.
- Преобразование постоянного в переменный высокочастотный ток.
- Выпрямление тока с сохранением частоты.

Если следовать этим принципам построения, то происходит значительное уменьшение сварочника в несколько сотен или тысяч раз. Кроме того, такое устройство позволяет оборудовать аппарат дополнительным охлаждением.
Для осуществления качественного ремонта сварочного инвертора нужно знать устройство и принцип работы. Благодаря пониманию работы, возможно грамотно произвести диагностику, выяснить причину неисправности и устранить ее самостоятельно. Сварочный аппарат инверторного типа состоит из основных узлов (рисунок 1):
- Выпрямитель.
- Инвертор.
- Трансформатор.
- Выпрямитель высокочастотный.
- Схема управления (электронный регулятор).
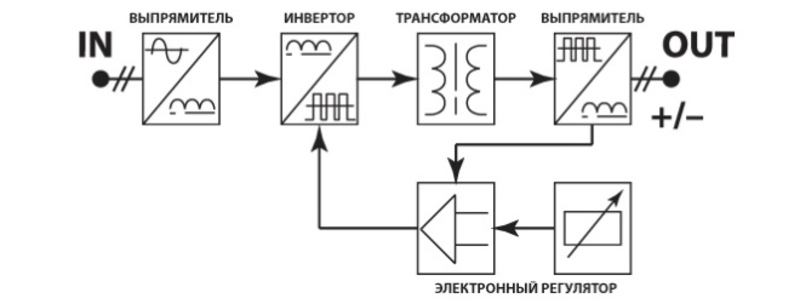
Рисунок 1 — Блок-схема сварочного инвертора.
Выпрямитель состоит из полупроводникового выпрямительного моста и фильтра, выполненного на конденсаторе. Диодный мост выпрямляет переменный ток питающей промышленной сети. При прохождении переменного тока через диод происходит пропускание тока в одном направлении. В результате этого ток становится постоянным, но в нем преобладают значительные пульсации. Ток с такими параметрами не подходит для питания инвертора, так как он работает только от постоянного тока. Для сглаживания пульсаций применяется конденсатор большой емкости (2200.5000 мкФ).
После преобразования U запитывается инвертор. Инвертор представляет собой набор радиоэлементов для генерации необходимого переменного U для высокочастотного импульсного трансформатора. Основными элементами являются мощные ключевые транзисторы и микросхема для получения команд от схемы управления инвертором, а также для корректной работы последнего. Транзисторы переключаются с высокой частотой, которая зависит от текущей модели сварочника. Она может колебаться в диапазоне от 35 до 95 кГц. Подключение транзисторов происходит к понижающему импульсному трансформатору.
Импульсный трансформатор преобразует входящее U, полученное на выходе инвертора в низкое. К вторичной обмотке трансформатора подсоединяется высокочастотный выпрямитель, преобразующий переменный высокочастотный ток в постоянный. При этом преобразовании частотные характеристики сохраняются. Эффективность сварки повышается при использовании высокочастотного тока.
Электронный регулятор применяется для осуществления контроля при работе аппарата, диагностики и выдачи команд для инвертора. Кроме того, он позволяет менять ток сварки.
Благодаря такому исполнению, сравнительно мобильные инверторные сварочники обладают отличными характеристиками:
- Первичный источник питания (сетевое U и ток): 157.275 В и 20.30 А.
- Параметры U холостого хода: 70.85 В.
- U при формировании дуги: 22.35 В.
- Диапазон выставления тока сварки: 20.300 А.
- Время нагрузки при максимальном I сварки:5.10 мин.
- Типы электродов: «1», «2», «3», «4», «5», «6».
- Значение средней массы: 5.7 кг.
Ремонт аппаратов инверторной сварки
 Если внимательно изучить устройство, функции и принцип действия каждого узла, то выявить и устранить неисправность инверторного сварочного аппарата самостоятельно достаточно просто. Многие сварщики начинают искать фирмы, где отремонтировать сварочный инвертор по низкой цене. Но они забывают о том, что фирма или отдельное лицо может поменять детали инвертора на менее качественные. Нужно понять причину проблемы и найти способ для ее решения. Начинать нужно с самого простого и заканчивать сложным. Кроме того, следует внимательно осмотреть инверторный аппарат на наличие подгораний силовых кабелей, поступление питания из сети.
Если внимательно изучить устройство, функции и принцип действия каждого узла, то выявить и устранить неисправность инверторного сварочного аппарата самостоятельно достаточно просто. Многие сварщики начинают искать фирмы, где отремонтировать сварочный инвертор по низкой цене. Но они забывают о том, что фирма или отдельное лицо может поменять детали инвертора на менее качественные. Нужно понять причину проблемы и найти способ для ее решения. Начинать нужно с самого простого и заканчивать сложным. Кроме того, следует внимательно осмотреть инверторный аппарат на наличие подгораний силовых кабелей, поступление питания из сети.
Для ремонта необходимо изучить схему и неисправности. Неисправности можно разделить на несколько групп: простые, средние и сложные.
Простые поломки
 Простые поломки возникают, как правило, при неверном режиме эксплуатации любого прибора и устройства. Этот тип неисправностей не требует особой квалификации и состоит, в основном, из примитивных поломок, устраняемых очень легко и быстро. Следует очень внимательно отнестись к решению проблемы по ремонту инверторной сварки своими руками, так как простая поломка из-за необдуманных действий может привести к более серьезным последствиям. К простым неисправностям можно отнести следующие типы:
Простые поломки возникают, как правило, при неверном режиме эксплуатации любого прибора и устройства. Этот тип неисправностей не требует особой квалификации и состоит, в основном, из примитивных поломок, устраняемых очень легко и быстро. Следует очень внимательно отнестись к решению проблемы по ремонту инверторной сварки своими руками, так как простая поломка из-за необдуманных действий может привести к более серьезным последствиям. К простым неисправностям можно отнести следующие типы:
- Отсутствие сетевого питания инвертора (инвертор «отказывается» включаться).
- Влажность корпуса.
- Пыль внутри инверторного аппарата.
- Нестабильная дуга.
- Отсутствие полной мощности аппарата.
- Залипание электрода.
- Ослабление креплений.
- Разбрызгивание металла.
Отсутствие сетевого питания возможно по нескольким причинам: отсутствие U, дефект кабеля питания инвертора, сгорание предохранителя. Кроме того, существует вероятность поломки электроники аппарата, но эта неисправность не относится к простым, так как требует определенных навыков. Способы устранения очень просты. Например, при отсутствии питающего U нужно произвести замер вольтметром в розетке. При обрыве сетевого кабеля нужно его прозвонить, найти проблемный участок и заменить его. Если произошло сгорание предохранителя, то следует его поменять на исправный (нельзя ставить «жучок», так как это может привести к окончательному выходу из строя).
При работе во влажном помещении нужно просушить содержимое сварочника. Нельзя запускать его, так как постоянно будет выбивать автоматы и перегорать нить предохранителя. Следует помнить о том, что влага — злейший враг любой аппаратуры.
Пыль является отличным проводником электричества. Сварочный аппарат необходимо периодически чистить. Запыленность может привести к более тяжелым последствиям.
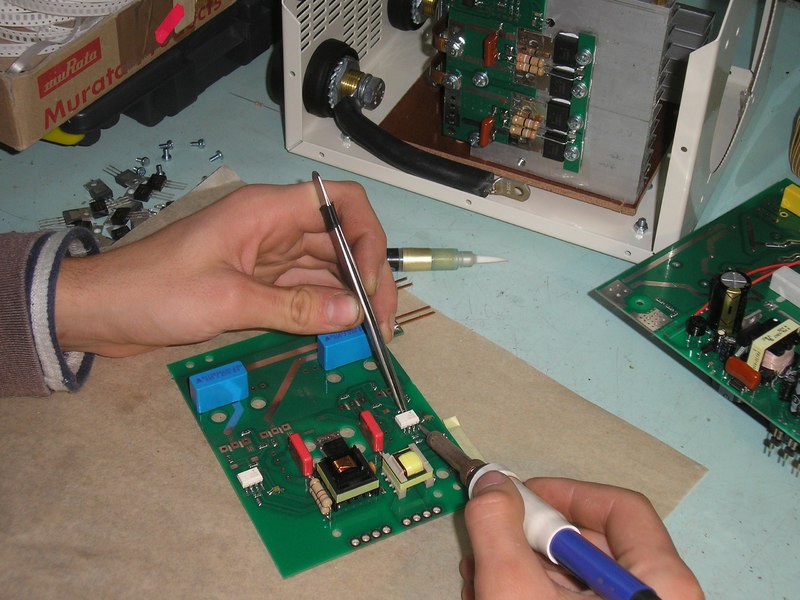
При нестабильной дуге и разбрызгивании металла следует проверить ток сварки. В основном, элементарным решением проблемы является его увеличение. Существует определенная зависимость тока от толщины электрода: диаметр электрода нужно умножить на показатели 20-40 А. При вычислении получается необходима сила тока. Например, при работе используется электрод «4» и ток для комфортной работы (при нормальном входном напряжении): I = 4 * 40 = 160 А. Выбор значений из диапазона от 20 до 40 зависит от толщины металла: на каждые 1 мм приходиться коэффициент, кратный 5. Например, нужно рассчитать ток сварки для металла 2 мм и электрода «3». Алгоритм расчета следующий:
- Максимальный ток сварки: Iсв = 3 * 40 = 120 А.
- Ток для 2 мм металла: I = Iсв — 2 * 5 = 120 — 10 = 110 А.
Этот алгоритм используется при нормальном сетевом U (210.225 В). При 110 А сварочные работы будут выполнены аккуратно и вероятность прожога металла минимальная.
При прилипании электрода виновником оказывается пониженное U питающей сети, и для устранения этой проблемы нужно увеличить ток сварки. Кроме того, нужно почистить гнезда и контакты, а также удостовериться в проводе переноски, так как ее сечение должно быть больше 3 кв. мм.
Периодическое отключение аппарата происходит в результате перегрева. В этом случае нужно дать ему остыть в течение 25-40 минут.
Средняя степень
Поломки этого типа возникают при сгорании определенного радиоэлемента. Исправление неполадок этого рода не требует особой квалификации. Основным навыком является умение работать с паяльником или паяльной станцией. В основном, они выявляются при визуальном осмотре. Причины могут быть разнообразны:
- Подгорание резисторов.
- Вздутие электролитических конденсаторов.
- Сгорание трансформатора.
- Обугливание диодов.
- Порча монтажной платы при возгорании.

Оптимальным способом исправления является выпаивание детали и замена ее на такую же или аналог.
Сложные неисправности
При средних поломках все выясняется визуально. Однако бывают ситуации, когда визуальный осмотр не дает положительный результат. Для этого применяется метод анализа схемы инвертора и выявление неисправности, а также дальнейшее ее устранение.
Для ремонта нужны знания в области электротехники, контрольно-измерительные приборы (мультиметр и осциллограф), схема инвертора (схема 1) и немного уверенности в своих силах. «Слабым местом» сварочника инверторного типа являются плата управления и БП. Если неисправна плата управления, то происходит светодиодная индикация (светодиод желтого цвета), свидетельствующая о невозможности запускаться в нормальном режиме.
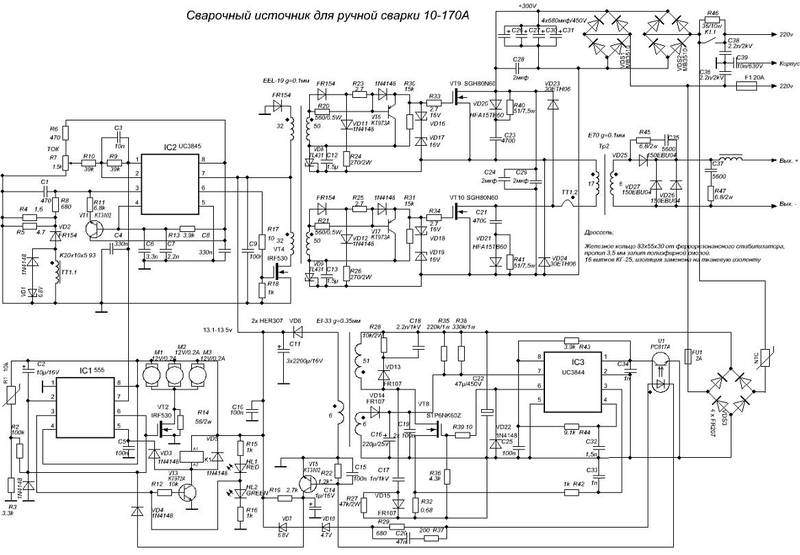
Схема 1 — Схема инвертора РЕСАНТА САИ
Для осуществления ремонта нужно разобрать инвертор и произвести снятие разъемов с плат. После этого нужно выполнить контрольные измерения напряжений платы управления и сравнить с табличными исправной ПУ. Например, один из вариантов можно рассмотреть в таблице 1.
| № вывода ПУ | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| Исправная ПУ | 4,07 | 2,72 | 4,87 | 0,68 | 14,5 | 0,05 | 0,04 | 3,25 | 7,12 | ||
| Измеряемая ПУ | 0,23 | 15 | 0,01 | 2 | 17,2 | 6,99 |
Таблица 1 — Сравнение измерений.
Согласно таблице 1, нужно сделать вывод о неисправности ПУ. На ПУ есть микросхема типа UC3845D, нужно снять контрольные U и сделать выводы (таблица 2).
| № вывода микросхемы | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Корректная работа | 1,95 | 0,2 | 2,07 | 2,52 | 15,1 | 5,1 | ||
| Измеряемая микросхема | 0,04 |
Таблица 2 — Сравнение U UC3845B.
На микросхеме (7-я нога) питание отсутствует, следовательно, нужно искать причину в радиокомпонентах, работающих вместе с этой микросхемой. В этой ситуации нужно проверить микросхему LM324N, которая управляет первой при помощи команд-импульсов (таблица 3).
| № вывода | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| Исправна | 0,81 | 4,02 | 14,87 | 3,06 | 4,73 | 0,02 | 0,04 | 15,1 | 4,82 | 4,87 | 6,74 | 0,88 | ||
| Текущая | 1,91 | 15 | 15,37 | 4,69 | 14,2 | 0,03 | 14,97 | 4,8 | 4,83 | 7,72 | 0,1 |
Таблица 3 — Сравнение режимов работы микросхемы LM324N.
 Далее нужно рассмотреть цепь деталей, завязанных на 7-ю ногу. Причиной является неисправный smd-резистор R4. Нужно произвести замену, собрать инвертор (подключить только разъемы и проверить). Результат выполненной работы: желтый светодиод не горит, а, следовательно, аппарат исправен. Нужно отключить его от сети и собрать полностью. Таким способом следует искать и другие неисправности, ничего сложного в этом нет.
Далее нужно рассмотреть цепь деталей, завязанных на 7-ю ногу. Причиной является неисправный smd-резистор R4. Нужно произвести замену, собрать инвертор (подключить только разъемы и проверить). Результат выполненной работы: желтый светодиод не горит, а, следовательно, аппарат исправен. Нужно отключить его от сети и собрать полностью. Таким способом следует искать и другие неисправности, ничего сложного в этом нет.
Таким образом, для устранения неисправностей различного вида нужно знать основное устройство инвертора и его принцип действия. В основном устранить неисправность не составляет труда.
Для этого нужно понять причину, разобрать и внимательно осмотреть все соединения, радиодетали (подгоревшие резисторы, «вздувшиеся» электролитические конденсаторы и так далее). Кроме того, нужно следить за правильной эксплуатацией и производить периодически техосмотр аппарата. Эти меры предосторожности позволят существенно увеличить срок службы сварочника.
Ремонт сварочного инвертора своими руками

Предпосылки для проведения ремонта инвертора:
- Горение сварочной дуги сопровождается большим числом брызг от материала электрода. Такой дефект возникает при неправильном выборе тока, диаметра и типа электродов.
- Чрезмерное прилипание к свариваемым деталям. Данная проблема возникает из-за низкого уровня сетевого напряжения.
- При включенном инверторе и при световых индикаторах отсутствует дуга. Отсутствие объясняется наличием перегрева аппарата. Повреждение разъемов проводов сварочного аппарата.
- Отключается напряжение в сети во время сварки. Неправильно подключен автоматический выключатель.
- Инвертор не включается. Отсутствует, либо низкий уровень напряжения в сети.
Этапы проведения диагностики инвертора:
- Визуальный анализ транзисторов.
- Проверка на наличие неисправностей драйверов.
- Проверка работоспособности выпрямителей.
- Анализ работы управляемой платы.
Как самостоятельно сделать ремонт

устройство

схема сварочного инвертора
- Прежде всего, для определения типа неисправности и объема предполагаемых работ, следует вскрыть корпус и провести визуальный осмотр. Часто причиной неправильной работы является плохая пайка кабелей, элементов схемы. Решение такой проблемы – банальная перепайка всех поврежденных контактов и элементов схемы. Детали, вышедшие из строя можно легко определить визуально – это треснутые элементы, имеющие потемневший корпус, либо вздутые (конденсаторы).
- При смене всех негодных частей схемы, производится их аккуратное выпаивание, предварительно зачистив все контактные разъемы. Затем делается замена и повторное запаивание на плате. Отбор необходимых запчастей производятся по их техническим характеристикам, указанных на корпусе каждой единицы. Либо можно воспользоваться справочными таблицами, для более корректного подбора элементов цепи.
- В случае отсутствия дефектов при визуальном осмотре, применяются специализированные приборы мультиметр, либо омметр. Одни из самых часто выходящих из строя элементов являются транзисторы. Это один из самых уязвимых элементов инверторного сварочного аппарата. Поломанный транзистор можно достаточно легко обнаружить по разломанному корпусу и выгоревшими выводами. Самый правильным решением в такой ситуации – будет замена сломанного транзистора.
- Для более надежного крепления на радиаторе, используется термопаста, обеспечивающая лучший отвод тепла.
- Затем проверяются выходные и входные выпрямители. Они представляют собой установленный мост.
- В случае проверки, выпаивается мост и снимается с радиатора.
- Каждый диод нужно проверить на наличие короткого замыкания, прозвонив каждый элемент отдельно.
- При монтаже нового диода, учитываются рабочие токи порядка 150 – 200 А. Следовательно припайка диода должна быть проведена с максимальной аккуратностью, поскольку плохо выполненная пайка приведет к появлению перегрева элемента схемы, и в дальнейшем появлению неисправности.
Самое сложное при ремонте инверторных сварочных аппаратов – это выявление поломки в схемах управления, которая напрямую влияет на правильную работоспособность устройства.
Применяется осциллограф для проверки подачи сигналов с платы управления на ключи.
При появлении всякого рода неисправностей, или отсутствии соответствующих навыков в ремонте инверторов, рекомендуется обращаться к специалистам, это позволит в дальнейшем сохранить свои финансовые расходы и драгоценное время.
Видео о ремонте сварочного инвертора в двух частях.
Часть 1:
Часть 2:
Проведение проверки драйвера, выпрямителей и полуавтомата
- Контроль элементов драйвера. Зачастую, транзисторы не повреждаются вследствие каких-то аномалий. До поломки транзистора из строя выходят сопутствующие ему элементы – драйвера. Проверить работоспособность можно при помощи омметра, все запчасти, вышедшие из строя, подвергаются замене.
- Контроль выпрямителей. Выпрямители входные и выходные, являясь диодными мостами, смонтированы на радиаторе. Эти элементы можно назвать самыми надежными фрагментами инвертора. Для проверки диодного моста, следует отпаять все клеммы и демонтировать с платы. Таким образом можно проводить ремонт, не сомневаясь, что причиной могло стать короткое замыкание цепи. Если прозвон в электрической цепи закорачивается, то следует произвести поиск поврежденного диода.
- Проверка работы полуавтоматов. Проблема полуавтоматов заключается в исключительно механических неисправностях. К таким неполадкам можно отнести: задержку подачи сварочной проволоки, вызванным невысоким прижимом, либо высоким трением проволоки с элементами рукава. Самым надежным решением такой поломки является замена сварочного канала. Рекомендация по замене заключается в удалении старого рукава и, установка нового должны проводиться за один поход, то есть, соединив конец старого с началом нового.
Основные неисправности
- Некорректное регулирование сварочного заряда. В каждой конструкции сварочного генератора может возникать такая поломка из-за повреждения механизма регулирования. Это могут быть:
- попадание различных предметов извне;
- смещение катушек;
- замыкание в катушках. Необходимо разобрать корпус регулятора аппарата и провести контроль всех элементов на наличие неисправностей.
- Невысокое значение сварочного тока. Данный фактор имеет место – в случае понижения напряжения в сети, а также поломки регулятора свариваемого тока.
- Громкий шум при работе генератора. Сильный гул, зачастую свидетельствует о перегреве. Причина может быть скрыта в таких факторах, как:
- ослабление крепежных элементов, удерживающие детали устройства;
- поломка сердечника;
- смещение катушек;
- перегруженный генератор;
- замыкание сварных проводов. Решение этой проблемы – подкрутить все зажимные элементы, исправить механизмы крепежа сердечника, а также проконтролировать наличие изоляции рабочих кабелей.
- Непрогнозируемое выключение сварочного генератора. Включая аппарат в сеть, происходит срабатывание защиты, и устройство выключается. В таком случае, наиболее вероятной причиной может стать короткое замыкание в цепи между корпусом и проводом, или между самими проводами. К числу причин замыкания можно также отнести:
- повреждение конденсаторов;
- замыкание между обмотками либо элементами магнитопровода. Для проведения ремонта, обязательно требуется отключение от сети генератора, затем нужно найти поврежденное место и затем аккуратно устранить его.
- Сильное нагревание сварочного устройства. Возможные причины:
- неправильная эксплуатация, то есть значение питаемого тока выше нормы;
- использование аппарата длительное время без остановок;
- выбран очень большой диаметр электрода;
- Резкий обрыв дуги при сварке. Причинами могут быть:
- замыкание цепи между сварочными контактами;
- нарушение связи между контактами;
- Попадание различного рода влаги, как правило, при работе на открытом пространстве (дождь, снег, град).
- Оседание пыли, скопившейся во внутренней части корпуса, может нарушить нормальный уровень охлаждения электронной системы. Пыль может попасть при сварке на строительных площадках и в различных пыльных средах.
 Некорректное регулирование сварочного заряда. В каждой конструкции сварочного генератора может возникать такая поломка из-за повреждения механизма регулирования. Это могут быть:
Некорректное регулирование сварочного заряда. В каждой конструкции сварочного генератора может возникать такая поломка из-за повреждения механизма регулирования. Это могут быть:Статья была полезна?
0,00 (оценок: 0)
 Загрузка…
Загрузка…Понравилась статья? Поделиться с друзьями:
Основы эксплуатации, мониторинга и обслуживания выпрямителя
Устойчивость, кажется, является последней модной фразой, а катодная защита (CP) является важным компонентом устойчивости многих металлических конструкций. Что может быть лучше для сохранения и обслуживания инфраструктуры, чем уменьшение коррозии? Некоторые системы CP состоят из расходуемых анодов, которые подвержены естественной коррозии для защиты менее активных металлов, таких как сталь. Другим нужны источники питания, чтобы направлять защитный ток в нужном направлении.Наиболее распространенными источниками напряжения подаваемого тока являются выпрямители, которые могут выйти из строя. Выпрямители в хорошем состоянии могут обеспечить бесперебойную работу CP, что снижает затраты на ремонт и рабочее время / время технических специалистов. В этой статье обсуждаются основы эксплуатации и обслуживания выпрямителя вместе с основными рекомендациями.
Устойчивость — это способность терпеть. Основная цель любой системы катодной защиты (СЗ) — уменьшение коррозии. Сохранение трубы или другой металлической конструкции за счет предотвращения коррозионного повреждения позволяет ей выдержать.Таким образом, уменьшение коррозии ведет к устойчивости.
CP чаще всего достигается с помощью гальванической (протекторной) системы или системы подаваемого тока. Гальваническая система CP состоит из расходуемых анодов, обычно сделанных из активных металлов (алюминия, магния или цинка), которые подвержены коррозии, чтобы обеспечить защитные токи для менее активного металла, такого как трубопроводная сталь. Система CP наложенного тока (ICCP) использует внешнее питание в виде выпрямителя или другого источника напряжения, который управляет анодами наложенного тока (например,(например, чугун, графит и смешанный оксид металлов) для коррозии с целью распределения защитного тока по структуре (катоду).
Выпрямитель — это электрическое устройство, которое преобразует переменный ток (AC), который периодически меняет направление, в постоянный (DC), который течет только в одном направлении. Обязательно, чтобы выпрямитель оставался в состоянии постоянной работы. Поскольку выпрямитель — это электрическое устройство, он уязвим для скачков напряжения. Удар молнии поблизости может вызвать срабатывание автоматического выключателя или короткое замыкание диода.Следовательно, регулярные проверки и мониторинг необходимы для поддержания исправного функционирования выпрямителя с длительным сроком службы.
Безопасность — самый важный аспект всех проверок. Целью любой задачи, связанной с работой выпрямителя, является безопасное выполнение работы, в том числе использование надлежащих средств защиты.
Эксплуатация
Выпрямитель состоит из трех основных компонентов: трансформатора, блока и шкафа. Назначение трансформатора — безопасно отделить входящее переменное напряжение (первичная сторона) от вторичной стороны, которое регулируется для управления выходным напряжением выпрямителя.Как правило, эти регулировки выполняются с ответвителями, подключенными к обмоткам вторичной стороны с интервалами, которые предлагают несколько вариантов настройки. Пакет является фактическим выпрямителем и состоит из набора кремниевых диодов или селеновых пластин, которые функционируют как однонаправленные токовые клапаны. Диоды или пластины сконфигурированы таким образом, что переменный ток периодически течет в одном направлении и блокируется в другом, в результате чего оба направления волны переменного тока текут в одном направлении. В шкафу с испытательной панелью надежно размещены эти компоненты, что позволяет осуществлять мониторинг и другие расширенные операции.
Дополнительные элементы, которые могут быть найдены в типичном выпрямителе, включают автоматический выключатель, измерители выходного напряжения и тока, грозовые разрядники, ограничители перенапряжения, ответвительные шины трансформатора и предохранители.
В таблице 1 перечислены общие правила, которые можно и нельзя делать с выпрямителями. 1 Эта информация помогает обеспечить безопасность персонала, а также надежную и долгосрочную работу выпрямителя.
Мониторинг
Регулярный мониторинг рекомендуется для всех выпрямительных установок.Основная цель контроля — убедиться, что выпрямитель все еще работает, и что скачок напряжения не сработал в выключателе. Некоторые объекты требуют определенных проверок через определенные промежутки времени. Например, операторы трубопроводов природного газа и нефтепродуктов должны проверять свои выпрямители шесть раз в год с интервалами, не превышающими 21 месяц. Кроме того, политика компании может диктовать еще более строгие интервалы проверки.
Мониторинг обычно включает в себя визуальный осмотр и электрические испытания.Визуальный осмотр может включать поиск физических повреждений установки / шкафа / компонентов, признаков перегрева и признаков гнезд насекомых / грызунов, а также запись характеристик выпрямительного блока и показаний счетчика / настроек крана. Тестирование часто включает ручные измерения выходного напряжения и тока выпрямителя для проверки точности счетчика и потенциалов структуры к электролиту. Также имеется оборудование для удаленного мониторинга труднодоступных выпрямителей; однако эти устройства лучше всего использовать в качестве дополнения к мониторингу на месте, а не вместо него.
Перед проведением визуального осмотра и тестирования важно надеть соответствующие средства индивидуальной защиты (СИЗ). Следует использовать как минимум защитные очки, кожаную рабочую обувь (при необходимости с водонепроницаемым покрытием) и кожаные или резиновые перчатки. Политика компании может определять дополнительные требования к СИЗ.
При первом приближении к выпрямителю помните о том, что вокруг него, например о неровностях, ядовитых растениях или стоячей воде. Используйте все органы чувств для обнаружения признаков неисправности, включая визуальные (например,g., жжение) и слышимое (например, треск). Проверьте шкаф на наличие переменного тока с помощью утвержденного детектора переменного тока. Старомодный способ определить, наэлектризован ли шкаф (или горячий), заключался в том, чтобы почистить его тыльной стороной руки. С появлением детектора переменного тока в этом больше нет необходимости и необходимости. Постучите по шкафу, чтобы уведомить всех жителей (ос, мышей, пауков и даже змей) о том, что вы входите. Обязательно имейте под рукой спрей от насекомых.
Техническое обслуживание
Основными причинами выхода из строя выпрямителя являются пренебрежение, возраст и молнии.Перед тем как приступить к поиску неисправностей нефункционирующего выпрямителя, обязательно отключите его как автоматическим выключателем, так и отключением панели. Наиболее частые проблемы выпрямителя включают неисправные счетчики, незакрепленные клеммы, перегоревшие предохранители, открытую конструкцию / заземляющие провода и повреждение молнией (даже при наличии молниеотводов). Целью поиска и устранения неисправностей является систематическая изоляция компонентов выпрямителя до тех пор, пока не будет обнаружена неисправная деталь, и рекомендуется следовать рекомендациям производителя выпрямителя по обслуживанию и устранению неисправностей.
Протестируйте выключатель, трансформатор, блок выпрямителя, счетчики, предохранители, дроссель, конденсаторы и молниеотводы по отдельности. Следите за ненадежными соединениями, признаками искрения и странным запахом. Для проверки целостности конструкции и заземляющих проводов могут потребоваться дополнительные испытания.
Таблица 2 содержит схему поиска и устранения неисправностей 2 , предназначенную для быстрой диагностики проблем выпрямителя.
Общие сценарии и уловки торговли
Часто встречается выпрямитель с выходом по напряжению и без токового выхода.Поскольку выходное напряжение говорит о том, что цепи выпрямления не повреждены, один или оба выходных кабеля могут быть повреждены или заземление анода может быть полностью истощено. Чтобы начать поиск и устранение неисправностей, определите подходящее временное электрически изолированное заземление, такое как водопропускная труба, забор, анкер с растяжкой опоры электропередачи или дорожный знак. Выключите выпрямитель, затем отсоедините подводящий провод конструкции и подключите временное заземление к минусовой клемме. Отрегулируйте планки отводов до одного из самых низких значений и включите выпрямитель.Если выпрямитель теперь выдает как вольт, так и ампер, значит, подводящий провод конструкции поврежден. Если по-прежнему нет усилителей, выключите выпрямитель, верните провод структурного вывода к отрицательному выводу, отсоедините провод анодного вывода и подключите временное заземление к положительному выводу. Включите выпрямитель. Если выпрямитель теперь выдает и вольт, и ампер, значит, провод анода оборван или существующее заземление истощено. Если по-прежнему нет усилителей, то требуется дополнительное тестирование для оценки эффективности конструкции и анодных выводных проводов, чтобы определить, касается ли проблема обоих проводов.
Другой распространенный случай — найти выпрямитель с перегоревшим предохранителем. Это может быть результатом скачка напряжения и просто требует установки нового предохранителя. Однако предохранители выпрямителя могут быть довольно дорогими. Временная установка автоматического выключателя через зажимы предохранителей позволяет проверить работу выпрямителя без использования нескольких предохранителей. Для этого испытания можно использовать типичный домашний автоматический выключатель подходящего размера для применения. Просто прикрепите провода тестовых выводов к каждому концу автоматического выключателя и прикрепите провода к каждому из имеющихся монтажных зажимов предохранителя.Убедитесь, что автоматический выключатель и подводящие провода не соприкасаются с шкафом выпрямителя или любым другим металлическим предметом. Включите выпрямитель. Если прерыватель не срабатывает, просто замените предохранитель. Если автоматический выключатель срабатывает, значит, существуют другие проблемы, и необходимо выполнить дополнительное устранение неисправностей.
Иногда выпрямитель можно встретить с сработавшим автоматическим выключателем. Это может быть результатом скачка напряжения и просто требует перезагрузки автоматического выключателя. Однако скачки напряжения нежелательны, поскольку выпрямитель может оставаться выключенным в течение длительного времени.Обязательно проверьте эффективность электрического заземления выпрямителя и следуйте рекомендациям Национального электрического кодекса (NEC). При необходимости установите дополнительное заземление. Кроме того, существуют ограничители перенапряжения, которые могут быть установлены для уменьшения скачков напряжения. Обязательно следуйте рекомендациям производителя по размеру.
Уход за выпрямителем также очень важен для предотвращения строительства гнезд насекомыми, грызунами и другими животными. Гнезда насекомых и грызунов могут быть опасны внутри шкафа выпрямителя.Укусы насекомых или даже укусы змей определенно нежелательны. Однако сами гнезда тоже могут вызвать проблемы. Помимо возможной опасности возгорания, гнездо может препятствовать потоку воздуха через шкаф выпрямителя и приводить к перегреву (и, в конечном итоге, выходу из строя) компонентов. Следите за тем, чтобы насекомые и грызуны не попадали в выпрямитель. Некоторые из способов удержать вредителей — закрыть все проникновения в шкаф, кроме тех, которые предназначены для вентиляции, или использовать химический пестицид, чтобы уменьшить их интерес к въезду.Для герметизации проходов и каналов можно использовать уплотнение канала или вязко-эластичный аморфный неполярный полиолефин (например, VISCOTAQ † ), чтобы закрыть любое из отверстий шкафа. Простой и эффективный химический пестицид, который идеально подходит для использования в выпрямителе, — это небольшая открытая чашка с нафталиновыми шариками. Их легко приобрести, и они очень хорошо работают.
Сводка
Ключом к устойчивости конструкций является эффективное CP как средство контроля / смягчения коррозии. Выпрямители — отличные инструменты, которые помогают обеспечить эффективный ICCP.Они требуют планового контроля и порой мелкого ремонта. Мониторинг и техническое обслуживание выпрямителя необходимы, но их можно выполнять безопасно, что помогает обеспечить надежную и долгосрочную работу выпрямителя.
Благодарности
Автор благодарит за поддержку Integrated Rectifier Technologies, Inc., 15360–116 Ave., Эдмонтон, AB, Канада, T5M 3Z6; Universal Rectifiers, Inc., 1631 Cottonwood School Rd., Rosenberg, TX 77471; ERICO International, 34600 Solon Rd., Solon, OH 44139; Amcorr Products & Services, 8000 IH 10 W.# 600, Сан-Антонио, Техас 78230; Тим Дженкинс; и Дон Олсон.
Ссылки1 «Общие правила обращения с выпрямителями», Integrated Rectifier Technologies, Inc., http://irtrectifier.com/technical-info/rectifier-safety/ (15 июля 2013 г.).
2 «Устранение неисправностей выпрямителя», Universal Rectifiers, Inc., http://www.universalrectifiers.com/PDF%20Files/Troubleshooting.pdf (15 июля 2013 г.).
Эта статья основана на документе CORROSION 2015 No. 5667, представленный в Далласе, штат Техас.
† Торговое наименование.
,Как улучшить сварные швы: полезные советы по GMAW
Дуговая сварка металлическим электродом в газовой среде (GMAW) — это полуавтоматический процесс сварки, в котором используется проволочный электрод, подаваемый через сварочную горелку.
Эта непрерывная подача проволоки во время сварки освобождает сварщика и позволяет ему или ей полностью сосредоточиться на положении горелки, чтобы поддерживать необходимую длину дуги. Типичный резак GMAW показан на рис. 1 .
| Рис. 1 |
К преимуществам процесса относятся высокая скорость наплавки, эффективное использование присадочного металла, устранение шлака и удаления флюса, а также уменьшение дыма и дыма.Недостатком является то, что для GMAW требуется больше оборудования, что делает его менее портативным, чем дуговая сварка в среде защитного металла (SMAW). Кроме того, защитный газ, необходимый для GMAW, может усложнить применение на открытом воздухе.
Параметры сварки
Следующие советы помогут вам подготовиться к следующему заданию GMAW.
1. Выберите правильный защитный газ, чтобы добиться наилучшего результата от присадочного металла. Для электродов из сплошной проволоки, используемых в GMAW, требуется защитный газ для защиты расплавленной сварочной ванны от атмосферных примесей, в частности кислорода и азота.Идеальный конечный результат — отсутствие шлака, что значительно сокращает время очистки.
Наиболее типичными защитными газами, используемыми для большинства сплошных проволок из мягкой стали, являются 100% диоксид углерода и 75% аргон / 25% диоксид углерода. Они наиболее широко используются для шарового и короткозамкнутого режимов передачи.
Преимущества обоих показаны на Рисунок 2 . При выборе присадочной металлической проволоки для GMAW всегда читайте рекомендации производителя по выбору защитного газа.
| Рисунок 2 |
2. Перед началом любого сварочного проекта убедитесь, что заготовка как можно более чистая. Используйте чистую ткань, проволочную щетку или наждачную бумагу для удаления ржавчины, грязи, краски, жира, масла или любых других загрязнений. Избегайте чистящих растворителей из-за риска взрыва, пожара или болезни из-за токсичных паров.
3. Установите источник питания в соответствии с инструкциями производителя относительно полярности проводов. Источник питания с неправильной полярностью может привести к некачественной сварке.
4. Следуйте техническим характеристикам проволочного электрода, чтобы установить правильную скорость подачи проволоки (силу тока) и напряжение. Любой источник питания может потребовать тонкой настройки. Проверьте несколько сварных швов на металлоломе, чтобы убедиться, что скорость подачи проволоки и напряжение установлены правильно.
Слишком высокая скорость подачи проволоки приведет к осаждению излишков металла, расходу присадочного металла или возможному прожогу.Установка слишком низкой скорости подачи проволоки приведет к тому, что сварной шов не пройдет и не заполнит соединение должным образом, а также может привести к «возгоранию» проволоки или ее расплавлению на кончике.
Слишком высокое напряжение приведет к чрезмерному разбрызгиванию и получению более плоского и широкого пористого валика. Кроме того, высокое напряжение может вызвать подрезание — канавку, вплавленную в заготовку, которая неправильно заполнена металлом сварного шва. При установке слишком низкого напряжения образуется узкий сварной шов, который не имеет надлежащего проплавления и плавления.
5. Совместите вылет электрода с диаметром используемой проволоки. Вылет — это длина нерасплавленной проволоки, выходящей из контактного наконечника сварочной горелки. Это влияет на силу тока, протекаемую проволокой, и результат сварки. Определение того, какой вылет использовать, зависит от диаметра проволоки.
Например, рекомендуется следовать следующим рекомендациям: для проволоки 0,024 и 0,030 дюйма используйте вылет от 1/4 до 3/8 дюйма; для проволоки 0,035 и 0,045 дюйма используйте вылет от 3/8 до 1/2 дюйма.
Внесите небольшие изменения в вылет, чтобы точно настроить силу тока для достижения желаемого результата. Увеличение вылета немного снижает силу тока, а уменьшение вылета вызывает небольшое увеличение силы тока.
Слушайте дугу во время сварки. Хорошая дуга звучит стабильно, как жареный бекон. Если слышны частые хлопки и треск, возможно, электрод слишком сильно выступает из пистолета или скорость подачи проволоки слишком высокая.
Методы управления сварщиком
Даже опытному сварщику необходимо непрерывное техническое образование.Следующие советы помогут вам в будущем при сварке.
1. Определите правильный угол наклона электродов. Убедитесь, что проволочный электрод правильно расположен над сварным швом для максимального охвата, обращая особое внимание на рабочий угол и угол хода.
Рабочий угол — это угол, под которым проволока направлена на сварное соединение. Для сварки внахлест и тройника требуется рабочий угол 45 градусов, а для стыковых швов — рабочий угол 90 градусов.
Угол перемещения — это угол, под которым проволока движется по пути сварки.Для большинства сварочных работ этот угол составляет от 15 до 30 градусов. Наиболее распространенный угол перемещения называется углом сопротивления, при котором электрод указывает в направлении, противоположном направлению движения дуги.
2. Научитесь эффективно управлять сварочным пистолетом. Для сварных швов внахлест и Т-образных швов манипулируйте пистолетом, чтобы создать серию небольших овалов для обеспечения хорошего покрытия сваркой. Старайтесь не заходить слишком далеко в сварочную ванну, иначе могут возникнуть проблемы со сваркой.
Для стыковых соединений манипулируйте пистолетом так, чтобы электрод двигался по Z-образной схеме при перемещении вдоль заготовки (см. , рис. 3, ).Этот рисунок наиболее эффективен, поскольку он обеспечивает более плоский сварной шов, равномерно распределяя сварочную лужу по стыку.
| Рис. 3: Z-образный профиль наиболее эффективен для стыковых соединений, поскольку он обеспечивает более плоский сварной шов. |
3. Контролируйте скорость движения во время сварки. Наблюдайте за расплавленной сварочной лужей и слушайте дугу, чтобы убедиться в слишком быстром или слишком медленном движении.
Движение с высокой скоростью или слишком быстрое перемещение приводит к недостаточному проникновению, и будут слышны хлопающие звуки, когда проволока соприкасается с холодным металлом прямо перед лужей.Сварка на малых скоростях или слишком медленное движение приведет к скоплению металла шва, что приведет к плохому сплавлению.
При возникновении одной из следующих проблем во время GMAW попробуйте эти решения (по одному):
Неполное слияние. Неполное сплавление — это разрыв, который возникает, когда металл сварного шва не полностью сплавлен с основным металлом. Это может происходить между металлом сварного шва и основным металлом или между проходами в многопроходном сварном шве. Решения:
- Уменьшите скорость движения.
- Увеличьте сварочный ток.
- Очистите стык перед сваркой.
- Проверить углы электродов. Когда металл шва опережает дугу или когда сварной слой слишком толстый, дуга не может достигнуть основного металла.
Пористость. Пористость — это газовый карман в металле сварного шва, который может рассеиваться небольшими группами или по всей длине сварного шва. Эти пустоты, которые могут быть внутренними и / или на поверхности сварного шва, ослабляют сварной шов. Возможные решения:
- Увеличьте расход защитного газа.
- Используйте ветрозащитные экраны, потому что сквозняки могут отклонять покрытие защитного газа.
- Очистите сопло сварочного пистолета. При скоплении брызг на сопле поток защитного газа блокируется.
- Замените защитный цилиндр, если он намокнет или загрязнится.
- Понизьте сварочный ток, что снизит скорость подачи проволоки.
- Уменьшите сварочное напряжение.
- Уменьшите вылет электрода.
- Уменьшите скорость движения.
- Очистите поверхность основного металла или присадочного металла от ржавчины, жира, масла, влаги или грязи.
- Используйте другой основной металл с другим составом, если в используемом основном металле есть примеси, такие как сера и фосфор в стали.
Дополнительные методы обработки
Подрезка. Поднутрение — это состояние, которое возникает при плавлении канавки в основном металле рядом с носком или корнем сварного шва, который не заполнен металлом сварного шва. Особая проблема угловых сварных швов состоит в том, что подрезание приводит к более слабому стыку на носке сварного шва, что может привести к растрескиванию.Чтобы устранить эту проблему:
- Уменьшите сварочный ток.
- Уменьшите напряжение сварочной дуги.
- Уменьшите скорость движения, чтобы металл шва мог полностью заполнить все расплавленные области основного металла.
- Очистите сопло пистолета внутри контактной трубки или удалите застрявшую электродную проволоку, если происходит неравномерная подача проволоки.
- Пауза на каждой стороне сварного шва при плетении.
- Проверьте и отрегулируйте угол электрода.
Когда происходит перекрытие, металл сварного шва выступает за край или носку сварного шва.Вы можете:
- Увеличить скорость движения, так как сварочная лужа опережает электрод.
- Используйте более высокий сварочный ток.
- Правильный угол наклона электродов, поскольку неправильный угол позволяет силе дуги выталкивать расплавленный металл сварного шва на незакрепленные участки основного металла.
Выбрасываемые во время сварки частицы металла, которые не являются частью сварного шва, представляют собой сварочные брызги. Чрезмерное разбрызгивание создает плохой внешний вид сварного шва, приводит к излишнему расходу электродов, затрудняет удаление шлака и может привести к неполному сплавлению нескольких сварных швов.Решения:
- Уменьшите сварочный ток.
- Уменьшите напряжение дуги.
- Уменьшите вылет.
- Переключитесь на смесь аргон / диоксид углерода, если используете защитный газ диоксид углерода.
Сквозное плавление происходит, когда дуга проходит через дно сварного шва. Способ устранения:
- Уменьшите сварочный ток.
- Увеличьте скорость движения.
- Уменьшите ширину корневого отверстия, используя легкое вращательное движение, или увеличьте вылет электрода.Это работает, когда отверстие в корне слишком велико или поверхность корня слишком мала.
Недостаточный поток защитного газа в зону сварки или блокирование потока защитного газа, что вызывает множество дефектов GMAW. Чтобы устранить эту проблему:
- Перед сваркой проверьте горелку и шланги, чтобы убедиться, что защитный газ течет свободно и не протекает. Также проверьте регулятор / расходомер на предмет пропускной способности газа.
- Очистите сопло и контактную трубку от брызг.
- Уменьшите скорость движения.
- Настройте экраны при наличии ветра и сквозняков.
- Сократите расстояние между соплом и сварочной ванной.
Остановка подачи проволоки. Остановка подачи проволоки — это неисправность системы подачи проволоки, которая гасит дугу и создает неравномерный сварной шов. По сравнению с другими сварочными процессами с непрерывной подачей проволоки, GMAW имеет больше всего проблем с остановкой подачи проволоки из-за используемых электродных проволок малого диаметра.Возможные решения:
- Очистите контактную трубку.
- Очистите кабелепровод сжатым воздухом.
- Выпрямите или замените канал подачи проволоки.
- В случае поломки уменьшите давление на ролики подачи проволоки.
- Увеличьте давление на ролики подачи проволоки, чтобы обеспечить достаточную движущую силу.
- Сократите расстояние от механизма подачи проволоки до горелки или от механизма подачи до источника электродной проволоки.
- Уменьшите зажимное давление на катушке с проволокой.
| Рис. 4 |
GMAW требует определенных навыков сварщика для выполнения высококачественных сварных швов. Например, для полуавтоматической GMAW требуется, чтобы сварщик управлял сварочным пистолетом и скоростью движения.
Однако этот процесс, как правило, требует меньше навыков по сравнению с процессами ручной сварки, такими как SMAW, поскольку аппарат контролирует длину дуги и подает присадочную проволоку.
Примеры хороших и плохих сварных швов показаны на Рисунок 4 .Качественный сварной шов GMAW является результатом правильной техники сварки и правильного выбора параметров сварки.
.Как источники питания превращают переменный ток в постоянный в электронных схемах
- Программирование
- Электроника
- Компоненты
- Как источники питания превращают переменный ток в постоянный в электронных схемах
Дуг Лоу
Задача преобразования переменного тока в постоянный называется выпрямлением , , а электронная схема, которая выполняет эту работу, называется выпрямителем .Наиболее распространенный способ преобразования переменного тока в постоянный — использование одного или нескольких диодов , тех удобных электронных компонентов, которые позволяют току проходить в одном направлении, но не в другом.
Хотя выпрямитель преобразует переменный ток в постоянный, полученный постоянный ток не является постоянным напряжением. Правильнее было бы назвать его «пульсирующим постоянным током». Хотя пульсирующий постоянный ток всегда движется в одном и том же направлении, уровень напряжения имеет отчетливую пульсацию, повышаясь и понижаясь немного синхронно с формой волны переменного напряжения, подаваемого на выпрямитель.
Для многих цепей постоянного тока значительная пульсация в источнике питания может привести к неисправности цепи. Следовательно, требуется дополнительная фильтрация, чтобы «сгладить» пульсирующий постоянный ток, который исходит от выпрямителя, чтобы устранить пульсации.
Существует три различных типа выпрямительных схем, которые вы можете построить: полуволновые, двухполупериодные и мостовые. Ниже описывается каждый из этих трех типов выпрямителей.
Однополупериодный выпрямитель
Самый простой тип выпрямителя состоит из одинарного диода.Этот тип выпрямителя называется однополупериодным выпрямителем , потому что он передает только половину входного переменного напряжения на выход.
Когда напряжение переменного тока положительно на катодной стороне диода, диод пропускает ток на выход. Но когда переменный ток меняет направление и становится отрицательным на катодной стороне диода, диод блокирует ток, так что на выходе не появляется напряжение.
Однополупериодные выпрямителидостаточно просты в сборке, но не очень эффективны.Это потому, что весь отрицательный цикл входа переменного тока блокируется однополупериодным выпрямителем. В результате выходное напряжение в половине случаев равно нулю. Это приводит к тому, что среднее напряжение на выходе составляет половину входного напряжения.
Обратите внимание на резистор с маркировкой R L . Этот резистор на самом деле не является частью выпрямительной цепи. Вместо этого он представляет собой сопротивление нагрузки, которое в конечном итоге будет помещено в цепь при включении источника питания.
Двухполупериодный выпрямитель
Двухполупериодный выпрямитель использует два диода, которые позволяют пропускать как положительную, так и отрицательную сторону входа переменного тока.Диоды подключены к трансформатору.
Обратите внимание, что для двухполупериодного выпрямителя необходимо использовать трансформатор с центральным отводом. Диоды подключаются к двум внешним выводам, а центральный отвод используется в качестве общей земли для выпрямленного постоянного напряжения. Двухполупериодный выпрямитель преобразует обе половины синусоидальной волны переменного тока в постоянный ток положительного напряжения.
Результатом является постоянное напряжение, которое пульсирует с частотой, вдвое превышающей входное переменное напряжение. Другими словами, при условии, что на входе будет бытовой ток 60 Гц, на выходе будет пульсирующий постоянный ток с частотой 120 Гц.
Мостовой выпрямитель
Проблема с двухполупериодным выпрямителем заключается в том, что для него требуется трансформатор с центральным отводом, поэтому он вырабатывает постоянный ток, составляющий лишь половину от общего выходного напряжения трансформатора.
Мостовой выпрямитель преодолевает это ограничение за счет использования четырех диодов вместо двух. Диоды расположены в виде ромба, так что на каждой половине фазы синусоидальной волны переменного тока два диода пропускают ток к положительной и отрицательной сторонам выхода, а два других диода блокируют ток.Мостовой выпрямитель не требует трансформатора с центральным отводом.
Выход мостового выпрямителя является импульсным постоянным током, как и выход двухполупериодного выпрямителя. Однако используется полное напряжение вторичной обмотки трансформатора.
Вы можете построить мостовой выпрямитель, используя четыре диода, или вы можете использовать ИС мостового выпрямителя, которая содержит четыре диода в правильном расположении. ИС мостового выпрямителя имеет четыре контакта: два для входа переменного тока и два для выхода постоянного тока.
,