Сварочные выпрямители — Лекции по сварке (Инженерия)
Сварочные выпрямители
Сварочный выпрямитель представляет собой аппарат, преобразующий переменный ток в постоянный (пульсирующий) при помощи полупроводниковых вентилей. Его действие основано на том, что полупроводниковые элементы проводят ток только в одном направлении, в то время как в обратном направлении полупроводники электрический ток практически не пропускают.
Сварочный выпрямитель состоит из двух основных частей: трансформатора с устройством для регулирования сварочного тока или напряжения и выпрямительного блока, собранного по трехфазной мостовой схеме.
В сварочных выпрямителях используются селеновые и кремниевые вентили (полупроводники). Селеновые вентили имеют небольшой КПД, но обладают большей перегрузочной способностью, чем кремниевые. Поэтому селеновые вентили применяются в выпрямителях как с падающей, так и с жесткой характеристикой. Кремниевые же применяются в выпрямителях с падающей характеристикой, т.е. там, где ток короткого замыкания незначительно превышает рабочий ток. К тому же кремниевым вентилям требуется охлаждение, поэтому выпрямители с такими вентилями оснащаются вентиляторами.
Кремниевые же применяются в выпрямителях с падающей характеристикой, т.е. там, где ток короткого замыкания незначительно превышает рабочий ток. К тому же кремниевым вентилям требуется охлаждение, поэтому выпрямители с такими вентилями оснащаются вентиляторами.
Падающая характеристика в сварочном выпрямителе создается включением в цепь реактивной катушки или применением трансформатора с увеличенным магнитным рассеянием. Во многих выпрямителях трансформаторы имеют подвижные первичные обмотки.
Сварочный ток регулируют при помощи секционированных обмоток трансформатора, специальным дросселем насыщения или изменением расстояния между обмотками.
Существуют следующие типы выпрямителей: ВВС-120-4, ВД-102, ВД-302 — с селеновыми вентилями; ВКС-120, ВКС-300, ВД-101, ВД-301, ВКСУ-500-2 — с кремниевыми вентилями.
Сварочные выпрямители обладают некоторыми преимуществами перед преобразователями с вращающимися роторами, так как они имеют лучшие энергетические и весовые показатели, более высокий к. п. д. и просты в обслуживании. Кроме того, они имеют меньшие потери при холостом ходе и лучшие сварочные качества (в результате более широких пределов регулирования), у них к тому же отсутствует шум при работе. Дефицитные медные обмотки в них заменены на алюминиевые.
п. д. и просты в обслуживании. Кроме того, они имеют меньшие потери при холостом ходе и лучшие сварочные качества (в результате более широких пределов регулирования), у них к тому же отсутствует шум при работе. Дефицитные медные обмотки в них заменены на алюминиевые.
Принцип работы сварочного выпрямителя. Сварочные выпрямители собирают по двум наиболее распространенным схемам:
• однофазной мостовой двухполупериодного выпрямления;
• трехфазной мостовой.
Наиболее распространена трехфазная мостовая схема выпрямления, которая обеспечивает большую устойчивость горения сварочной дуги при меньшем количестве вентилей при одинаково заданных значениях выпрямленного напряжения и тока, более равномерную загрузку всех трех фаз силовой сети и лучшее использование трансформатора сварочного выпрямителя.
При работе выпрямителя по этой схеме в каждый данный момент времени ток проводят только два элемента, соединенные последовательно с нагрузкой. Таким образом, в течение одного периода получается шесть пульсаций тока.
Сварочные выпрямители, в зависимости от внешних характеристик, можно разделить на три типа:
• с крутопадающими характеристиками;
• с жесткими (или пологопадающими) характеристиками;
• универсальные, обеспечивающие получение падающих, жестких и пологопадающих характеристик.
Выпрямители с крутопадающими внешними характеристиками. Выпрямители предназначаются для ручной дуговой сварки и сварки неплавящимся электродом в защитных газах. Сварочный выпрямитель в этом случае состоит из понижающего трансформатора и выпрямительного блока. К этой группе относятся выпрямители ВСС-300-3, ВСС-120-4.ВКС-500 и другие.
Выпрямитель ВСС-300 представляет собой однопостовую сварочную установку, состоящую из понижающего трансформатора, блока селеновых шайб, пускорегулирующей аппаратуры, смонтированной в общем кожухе, и вентилятора для охлаждения трансформатора. Трехфазный понижающий трансформатор выполнен с увеличенным магнитным рассеянием, что обеспечивает создание семейства падающих внешних характеристик. Сварочный ток регулируется изменением расстояния между первичной и вторичной обмотками понижающего трансформатора.
Сварочный ток регулируется изменением расстояния между первичной и вторичной обмотками понижающего трансформатора.
Чтобы уменьшить ход подвижных обмоток, требуемые пределы регулирования величины сварочного тока стараются получить одновременным переключением первичной и вторичной обмоток с «треугольника» на «звезду». Выпрямительный блок выполнен по трехфазной мостовой схеме и состоит из трех соединенных параллельно селеновых столбов с пластинами размером 100-400 мм.
Электрическая схема обеспечивает выключение выпрямителя от чрезмерного перегрева. Выпрямитель снабжен фильтрами для подавления радиопомех.
Сварочные выпрямители с жесткими внешними характеристиками применяются для сварки плавящимся электродом в углекислом газе и других защитных газах, а также могут применяться для сварки под флюсом при постоянной скорости подачи электродной проволоки. Их также можно использовать для сварки порошковой проволокой СП-2.
Универсальные сварочные выпрямители. Выпрямители типа ВСУ, ВДУ обеспечивают возможность получения как жестких, так и падающих внешних характеристик, поэтому их можно применять для ручной дуговой сварки, автоматической сварки плавящимся и неплавящимся электродами в защитных газах и для сварки под флюсом.
Универсальный выпрямитель состоит из понижающего трансформатора, дросселя насыщения с обмотками обратной связи выпрямительного блока.
Выпрямители типа ВСУ, СДУ обеспечивают получение жестких внешних характеристик с повышенным напряжением холостого хода до 68 В, что значительно облегчает зажигание сварочной дуги и обеспечивает стабильное ее горение.
Эксплуатация выпрямителей. Перед началом работы на выпрямителе следует проверить сопротивление изоляции (лучше всего мегомметром). На первичном контуре оно должно быть не ниже 1 МОм, на вторичном не меньше 0,5 МОм. В случае понижения сопротивления изоляции выпрямитель необходимо просушить (внешним нагревом, обдувая теплым воздухом). Температура обмоток при сушке не должна превышать 100 °С.
Выпрямитель, не эксплуатировавшийся больше 1 года, следует перед работой включить на 20 минут на напряжение, равное половине номинального, а затем на 4 часа на номинальное напряжение без нагрузки. Это необходимо сделать для подформовки полупроводниковых элементов.
Ещё посмотрите лекцию «1 Введение» по этой теме.
Выпрямители необходимо укрывать от атмосферных осадков и беречь от сырости. Один раз в месяц следует очищать от грязи и сырости, продувая сжатым сухим воздухом. Один раз в полгода трущиеся части смазывать тугоплавкой смазкой.
При периодических осмотрах необходимо устранять все мелкие неисправности, проверять контакты, следить за работой вентилятора (при работе на двух фазах вентилятор может быстро сгореть и вывести из строя выпрямитель). Один раз в три месяца следует тщательно очищать полупроводниковые элементы от пыли и грязи с помощью сжатого воздуха.
Выпрямитель снабжается тепловой защитой, при выходе которой из строя особенно тщательно следует вести наблюдение за нагрузкой в сварочной цепи, которая не должна превышать нагрузок, указанных в паспорте, чтобы не допускать перегрева выпрямителя.
В процессе эксплуатации выпрямителей встречаются следующие неисправности:
• выпрямитель дает пониженное напряжение холостого хода и почти вдвое меньший сварочный ток — это происходит из-за сгорания одного из предохранителей в первичной цепи выпрямления, плохого поджатия контактов магнитного пускателя, недостаточного завинчивания гаек доски переключений;
• выпрямитель не дает напряжения — это происходит в результате засасывания охлаждающего воздуха не со стороны жалюзи, заедания в реле контроля вентиляции или прекращения работы вентилятора.
3.3.2 Выпрямитель с подвижными обмотками
Выпрямитель этого типа (рис.3.12) используется в основном при ручной дуговой сварке и имеет падающую характеристику. В его состав входит трехфазный понижавший трансформатор Т и выпрямительный блок V, собранный по трехфазной мостовой схеме. У трансформатора три подвижные обмотки I, обычно первичные, установлены в обойме и перемещаются по вертикали. Три неподвижные вторичные обмотки 2 жестко закреплены на магнитопроводе 3.
Рис.3.12. Выпрямитель, управляемый трансформатором с увеличенным рассеянием: а – упрощенная схема при соединении обмоток в звезду; б — при соединении в треугольник; в — трансформатор с подвижными обмотками; г – трансформатор с магнитным шунтом
Благодаря
большому рассеянию между первичными
и вторичными обмотками трансформатор
имеет увеличенное магнитное рассеяние,
что и обеспечивает получение крутопадающей
внешней характеристики выпрямителя.
Регулируемым параметром является
величина сварочного тока.
e↑=> x↑=> UB↓=> Iд↓
Кратность такого регулирования Iд max/Iд min достигает 3…3,5. Для получения большей кратности приходится значительно увеличивать ход подвижных обмоток, что приводит к увеличению высоты Н и перерасходу железа трансформатора.
Поэтому
плавное регулирование дополняется
ступенчатым за счет переключения обмоток
со схемы λ /
λ на схему
Δ /Δ с помощью переключателей
4 и
5. Для
получения диапазона малых токов
переключатели становятся в положение
1, при
котором как первичные, так и вторичные
обмотки соединены в звезду (см.
, (3.12)
а для схемы Δ /Δ:
. (3.13)
Следовательно,
при переходе от схемы λ /
λ к схеме
Δ /Δ переменное напряжение, подаваемое
на выпрямительный блок, не меняется,
а поэтому не меняется и выпрямленное
напряжение холостого хода, значение
которого описано уравнением
(3.9). В то
же время следует отметить, что величина
выпрямленного тока и общее сопротивление
выпрямителя при переходе от схемы λ /
λ к схеме
Δ /Δ меняются. Это можно показать на
примере короткого замыкания вторичных
обмоток трансформатора. При соединении
λ /
λ (см.
, (3.14)
при соединении Δ /Δ (см. рис.3.12, б) с учетом (3,13)
(3.15)
Как видно, отношение , а поэтому и сварочный ток при переходе к схеме Δ /Δ увеличивается приблизительно в 3 раза.
Регулирование тока выпрямителя выполняется перемещением подвижных обмоток трансформатора, а также переключением обмоток со схемы λ / λ на схему Δ /Δ.
Общая кратность плавного и ступенчатого регулирования достигает 10. Поэтому другие способы регулирования секционирование обмоток, переключение на схемы λ / Δ и Δ / λ, не используются как менее эффективные.
Для
выпрямителей, регулируемых трансформаторами
с подвижными обмотками, опишем сварочные
свойства. Зажигание дуги при сравнительно
высоком напряжении холостого хода
50…80В
происходит, как правило, с первой попытки.
Устойчивость горения дуги высокая.
Поскольку пульсация выпрямленного тока
не превышает 20…25%,
то разрывная длина дуги, например при
сварке электродами УОНИ
13/45, достигает
10. ..15 мм. Благодаря наличию крутопадающей
характеристики ток при колебаниях дуги
достаточно стабилен. Однако при колебаниях
напряжения сети в пределах ±10%
сила тока меняется до ±20%.
При значительной индуктивности
трансформатора пиковый ток короткого
замыкания при крупнопанельном переносе
превышает сварочный ток не более чем
на 50…70%, поэтому коэффициент разбрызгивания
невелик
— 1,5…3,5%.
..15 мм. Благодаря наличию крутопадающей
характеристики ток при колебаниях дуги
достаточно стабилен. Однако при колебаниях
напряжения сети в пределах ±10%
сила тока меняется до ±20%.
При значительной индуктивности
трансформатора пиковый ток короткого
замыкания при крупнопанельном переносе
превышает сварочный ток не более чем
на 50…70%, поэтому коэффициент разбрызгивания
невелик
— 1,5…3,5%.
Некоторое применение находят также выпрямители с трансформатором, регулируемым магнитным шунтом 6 (см. рис. 3.12,г). Другие схемы выпрямления, кроме трехфазной мостовой, используются редко.
Важным достоинством выпрямителей с трехфазной мостовой схемой выпрямления и трансформатором, имевшим подвижные обмотки, являются простота, дешевизна и высокие сварочные свойства. Основные их недостатки – зависимость режима от колебаний напряжения сети и сложность дистанционного управления.
Рассмотрим
работу выпрямителя ВД-306 по принципиальной
электрической схеме (рис. 3.13). Для
пуска выпрямителя предусмотрена пусковая
кнопка S1
, при нажатии
на нее срабатывает контактор К2, силовые
контакты которого подают напряжение
на двигатель вентилятора М и силовой
трансформатор Т1. При правильном
направлении потока воздуха ветровое
реле
S3 срабатывает
и блокирует кнопку S1.
Для выключения выпрямителя предусмотрена
кнопка S2
. Первичные
обмотки подвижные. Перемещение их
осуществляется с помощью ходового
винта. Это обеспечивает плавную
регулировку режимов сварки. Ступенчатое
регулирование осуществляется
соединением первичной и вторичной
обмоток по схеме: «треугольник
— треугольник»
или «звезда
— звезда»
c
помощью переключателя S4.
3.13). Для
пуска выпрямителя предусмотрена пусковая
кнопка S1
, при нажатии
на нее срабатывает контактор К2, силовые
контакты которого подают напряжение
на двигатель вентилятора М и силовой
трансформатор Т1. При правильном
направлении потока воздуха ветровое
реле
S3 срабатывает
и блокирует кнопку S1.
Для выключения выпрямителя предусмотрена
кнопка S2
. Первичные
обмотки подвижные. Перемещение их
осуществляется с помощью ходового
винта. Это обеспечивает плавную
регулировку режимов сварки. Ступенчатое
регулирование осуществляется
соединением первичной и вторичной
обмоток по схеме: «треугольник
— треугольник»
или «звезда
— звезда»
c
помощью переключателя S4.
Рис.3.13. Выпрямитель ВД-306:
а – принципиальная схема; б — внешние характеристики
Выпрямительный
блок
V1 – V6
собран по трехфазной мостовой схеме.
Выпрямитель имеет защиту, отключающую
его от сети при пробое одного из вентилей
или замыкании вторичной обмотки на
корпус. В состав защиты входят магнитный
усилитель L1,
L2,
вспомогательный трансформатор Т2 и реле
K1.
Магнитный усилитель имеет два тороидальных
сердечника с двумя рабочими обмотками,
включенными в цепь реле
K1, обмотками
управления являются фазные провода
выпрямителя, пропущенные через окна
сердечников. При пробое одного из
вентилей, например V1
(см. рис.
3.13,а),
происходит короткое замыкание внутри
выпрямителя, например по цепи, показанной
тонкой линией (см. рис.
3.13,б), в
результате чего может выйти из строя и
второй вентиль, работавший в паре с
пробитым. При этом в фазных проводах в
окне сердечника появляется постоянная
составляющая тока. В результате этого
насыщается сердечник усилителя,
уменьшается индуктивное сопротивление
его обмотки переменного тока, что
приводит к увеличению в ней тока и
срабатыванию реле
K1, отключавшего
с помощью контактора К2 выпрямитель от
сети.
В состав защиты входят магнитный
усилитель L1,
L2,
вспомогательный трансформатор Т2 и реле
K1.
Магнитный усилитель имеет два тороидальных
сердечника с двумя рабочими обмотками,
включенными в цепь реле
K1, обмотками
управления являются фазные провода
выпрямителя, пропущенные через окна
сердечников. При пробое одного из
вентилей, например V1
(см. рис.
3.13,а),
происходит короткое замыкание внутри
выпрямителя, например по цепи, показанной
тонкой линией (см. рис.
3.13,б), в
результате чего может выйти из строя и
второй вентиль, работавший в паре с
пробитым. При этом в фазных проводах в
окне сердечника появляется постоянная
составляющая тока. В результате этого
насыщается сердечник усилителя,
уменьшается индуктивное сопротивление
его обмотки переменного тока, что
приводит к увеличению в ней тока и
срабатыванию реле
K1, отключавшего
с помощью контактора К2 выпрямитель от
сети.
Такую
же конструкцию имеют серийно выпускаемые
выпрямители ВД-201
и ВД-401 (см. приложение, табл.
1).
приложение, табл.
1).
Выпрямитель сварочный многопостовой
Главная » Статьи » Выпрямитель сварочный многопостовой
Многопостовые сварочные выпрямители
В промышленном производстве сварка зачастую осуществляется одновременно несколькими сварщиками. Подобные работы, проводящиеся на небольшой площади, к примеру, на судостроительной сборочной площадке, требуют использования специального оборудования. В таких случаях часто используются многопостовые сварочные выпрямители, посты которых могут применяться для дуговой сварки плавящимся электродом, производящейся вручную, и для сварки полуавтоматической, причем оба процесса могут выполняться одновременно. Возможность одновременной сварки разными способами и большая мощность – основные достоинства сварочных выпрямителей, оснащенных несколькими постами.
Расчет количества возможных многопостовых выпрямителей проводится определенным образом. Число постов (сварочных подключений) вычисляется при помощи специальной формулы:
n = Imam. 1 / k * Imam.2
1 / k * Imam.2
k – коэффициент одновременной работы. Для сварки механизированной и ручной он берется в пределах 0,5-0,7. Для сварочных работ в защитных газах – 0,7-0,9.
Imam.1 – ток от сварочного выпрямителя, номинальный.Imam.2 – требуемый ток одного поста сварки, усредненный.
Каждое сварочное подключение (пост) работает и настраивается независимо от остальных. Выпрямители данного типа имеют довольно жесткую внешнюю характеристику – это вполне объяснимо необходимостью независимой работы. Напряжение не должно изменятся более чем на 4-5% даже при колебании нагрузок сварочных подключений на 50% от номинала. Каждый из постов оснащен независимым самостоятельным балластным реостатом, при помощи которого регулируется ток и создается падающая характеристика зависимости напряжения от силы тока сварочного процесса. Возникающие на балластниках потери значительно снижают общий КПД установки, что является серьезным недостатком устройств такого типа.
Этот недостаток полностью окупается эксплуатационными характеристиками многопостовых выпрямителей. В первую очередь, имеется в виду снижение затрат на техобслуживание каждого отдельного агрегата вместо 3-6-ти. Чаще всего охлаждение многопостовых выпрямителей большой мощности осуществляется при помощи воды.
В первую очередь, имеется в виду снижение затрат на техобслуживание каждого отдельного агрегата вместо 3-6-ти. Чаще всего охлаждение многопостовых выпрямителей большой мощности осуществляется при помощи воды.
На схеме видно, что трехфазный понижающий трансформатор питает 4 сварочных поста. Включенные в цепь последовательно с реостатами, дросселя L1-L4 обеспечивают сварку в потолочном и вертикальном положениях. А1-А4 – устройства, при помощи которых регулируется сила тока. В их составе имеется реостат. БФУ – блок фазового управления.
Схема, приведенная здесь, не является единственно возможной. Управление сварочными выпрямителями может происходить несколькими способами, основанными на современных тиристорных или диодных устройствах. Каждый их них имеет свои недостатки и преимущества.
nanolife.info
Многопостовые сварочные выпрямители
Дисциплина: Технические Тип работы: Реферат Тема: Многопостовые сварочные выпрямители
Федеральное агентство по образованиюГосударственное образовательное учреждениевысшего профессионального образованияТульский государственный университетКафедра оборудования и технологии сварочного и литейного производстваКонтрольно-курсовая работапо дисциплине «Источники питания»на тему:«Многопостовые сварочные выпрямители»Выполнил:студент гр. 630621Иванцов О.В.Руководитель:канд.техн.наук, доц.Татаринов Е.А.Тула 2006С О Д Е Р Ж А Н И ЕВВЕДЕНИЕ — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — -1. Сварочные многопостовые системы — — — — — — — — — — — — — — — — — — — — -1.1. Общие сведения — — — — — — — — — — — — — — — — — — — — — — — — — — — — -1.2. Выпрямители для ручной дуговой сварки плавящимся электродом — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — -1.3. Многопостовые системы для дуговой сварки плавящимся электродом в среде углекислого газа- — — — — — — -1.4. Сварочный коллекторный генератор типа ГСМ-500 для питания двух постов- — — — — — — — — — — — — — — — — — — — — — — — — — — -2. Экономическая эффективность многопостового питания при дуговой сварке — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — -3. Современные многопостовые выпрямители, предлагаемые компанией «ИНТЕР-сварка» г.Тула — — — — — — — — — — — — — — — — — — — — — — -3.1. Сравнительная характеристика — — — — — — — — — — — — — — — — — — -3.
630621Иванцов О.В.Руководитель:канд.техн.наук, доц.Татаринов Е.А.Тула 2006С О Д Е Р Ж А Н И ЕВВЕДЕНИЕ — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — -1. Сварочные многопостовые системы — — — — — — — — — — — — — — — — — — — — -1.1. Общие сведения — — — — — — — — — — — — — — — — — — — — — — — — — — — — -1.2. Выпрямители для ручной дуговой сварки плавящимся электродом — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — -1.3. Многопостовые системы для дуговой сварки плавящимся электродом в среде углекислого газа- — — — — — — -1.4. Сварочный коллекторный генератор типа ГСМ-500 для питания двух постов- — — — — — — — — — — — — — — — — — — — — — — — — — — -2. Экономическая эффективность многопостового питания при дуговой сварке — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — -3. Современные многопостовые выпрямители, предлагаемые компанией «ИНТЕР-сварка» г.Тула — — — — — — — — — — — — — — — — — — — — — — -3.1. Сравнительная характеристика — — — — — — — — — — — — — — — — — — -3. 2. Многопостовой выпрямитель ВДМ-6304У3 — — — — — — — — — -ЗАКЛЮЧЕНИЕ — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — -СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ — — — — — — — — — — — — — — -В В Е Д Е Н И ЕВ производстве целесообразно по условиям работы использовать один источник питания для нескольких потребителей, для этого применяются многопостовые сварочныесистемы. В этих системах один многопостовой выпрямитель снабжает энергией несколько сварочных постов.Многопостовым называют источник, от которого можно питать несколько сварочных дуг одновременно. Многопостовые источники используют там, где на небольшом расстояниидруг от друга расположена группа сварочных постов. В этих условиях многопостовой источник более выгоден, чем однопостовые источники.Многопостовые сварочные выпрямители позволяют рационально использовать производственные площади, значительно уменьшить расходы на электроэнергию и обслуживаниеоборудования, и обеспечивают независимость работы отдельных постов, а также незначительное падение напряжения в шинопроводе, соединяющем посты, что особенно важно при достаточнойудаленности сварочного поста от места нахождения источника.
2. Многопостовой выпрямитель ВДМ-6304У3 — — — — — — — — — -ЗАКЛЮЧЕНИЕ — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — -СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ — — — — — — — — — — — — — — -В В Е Д Е Н И ЕВ производстве целесообразно по условиям работы использовать один источник питания для нескольких потребителей, для этого применяются многопостовые сварочныесистемы. В этих системах один многопостовой выпрямитель снабжает энергией несколько сварочных постов.Многопостовым называют источник, от которого можно питать несколько сварочных дуг одновременно. Многопостовые источники используют там, где на небольшом расстояниидруг от друга расположена группа сварочных постов. В этих условиях многопостовой источник более выгоден, чем однопостовые источники.Многопостовые сварочные выпрямители позволяют рационально использовать производственные площади, значительно уменьшить расходы на электроэнергию и обслуживаниеоборудования, и обеспечивают независимость работы отдельных постов, а также незначительное падение напряжения в шинопроводе, соединяющем посты, что особенно важно при достаточнойудаленности сварочного поста от места нахождения источника. Регулирование тока поста осуществляется с помощью балластных реостатов.Подключают сварочные посты от шинопровода выпрямителя через балластные реостаты. Балластный реостат представляет собой набор сопротивлений. При включении сварочнойдуги последовательно с балластным реостатом появляется возможность независимо регулировать ток каждого отдельного поста. Одновременно сварочный пост приобретает необходимую при ручнойсварке крутопадающую внешнюю характеристику.Выпрямитель включают в такой последовательности: замыкают сетевой рубильник, затем включают автоматический выключатель, расположенный, в большинстве случаев, набоковой стенке выпрямителя, при этом загорается сигнальная лампа. Пуск следует производить вхолостую при отключенной нагрузке. Выключают выпрямитель (без размыкания автоматическоговыключателя) нажатием кнопки «Стоп». Все узлы выпрямителя смонтированы в шкафу, имеющем две закрывающиеся на ключ двери с электрической блокировкой. Блок управления находится напередней стенке в верхней части кожуха выпрямителя.
Регулирование тока поста осуществляется с помощью балластных реостатов.Подключают сварочные посты от шинопровода выпрямителя через балластные реостаты. Балластный реостат представляет собой набор сопротивлений. При включении сварочнойдуги последовательно с балластным реостатом появляется возможность независимо регулировать ток каждого отдельного поста. Одновременно сварочный пост приобретает необходимую при ручнойсварке крутопадающую внешнюю характеристику.Выпрямитель включают в такой последовательности: замыкают сетевой рубильник, затем включают автоматический выключатель, расположенный, в большинстве случаев, набоковой стенке выпрямителя, при этом загорается сигнальная лампа. Пуск следует производить вхолостую при отключенной нагрузке. Выключают выпрямитель (без размыкания автоматическоговыключателя) нажатием кнопки «Стоп». Все узлы выпрямителя смонтированы в шкафу, имеющем две закрывающиеся на ключ двери с электрической блокировкой. Блок управления находится напередней стенке в верхней части кожуха выпрямителя. 1. Сварочные многопостовые системы1.1. Общие сведенияВ многопостовых системах источник питания снабжает энергией одновременно несколько сварочных постов; Исходя из эксплуатационных и технико-экономических соображений,многопостовые системы целесообразно применять в тех отраслях промышленности (в частности, в машиностроении и судостроении), где на относительно небольших производственных площадяхприходится сосредоточивать большое число (до нескольких десятков) однопостовых источников питания. В этом случае однопостовые источники питания помещают в специальные контейнеры иперемещают кранами. Источники, находящиеся в контейнерах, подключаются к силовой сети цеха посредством длинных (20—30 м) гибких кабелей. Кабели укладываются непосредственно напроизводственной площади, загромождают ее, проходят по свариваемой конструкции. Контейнеры загружают крановое оборудование; сварщики при такой организации работ теряют много рабочеговремени и подвергаются в большей мере опасности поражения током.
1. Сварочные многопостовые системы1.1. Общие сведенияВ многопостовых системах источник питания снабжает энергией одновременно несколько сварочных постов; Исходя из эксплуатационных и технико-экономических соображений,многопостовые системы целесообразно применять в тех отраслях промышленности (в частности, в машиностроении и судостроении), где на относительно небольших производственных площадяхприходится сосредоточивать большое число (до нескольких десятков) однопостовых источников питания. В этом случае однопостовые источники питания помещают в специальные контейнеры иперемещают кранами. Источники, находящиеся в контейнерах, подключаются к силовой сети цеха посредством длинных (20—30 м) гибких кабелей. Кабели укладываются непосредственно напроизводственной площади, загромождают ее, проходят по свариваемой конструкции. Контейнеры загружают крановое оборудование; сварщики при такой организации работ теряют много рабочеговремени и подвергаются в большей мере опасности поражения током. Производительность труда в таких условиях снижается.В последние годы интенсивно проводились работы, направленные на создание современных многопостовых систем питания для ручной дуговой сварки плавящимся электродом,механизированной сварки под флюсом и в среде углекислого газа. Все эти многопостовые системы относятся к источникам питания группы О.Применение многопостовых систем создает условия для повышения производительности труда, более рационального использования производственных площадей, экономии электроэнергии(источник питания не имеет режима холостого хода), снижения капитальных затрат и расходов на обслуживание источников, а также гарантирует безопасность работы и улучшение условий трудасварщиков.Многопостовые системы питания могут быть как постоянного, так и переменного тока. Промышленность в настоящее время серийно выпускает только многопостовыесистемы для питания постов постоянным током от выпрямителей через шинопроводы.На рис. 1 приведена функциональная блок-схема питания сварочных постов СП от выпрямителя V через шинопровод ШП.
Производительность труда в таких условиях снижается.В последние годы интенсивно проводились работы, направленные на создание современных многопостовых систем питания для ручной дуговой сварки плавящимся электродом,механизированной сварки под флюсом и в среде углекислого газа. Все эти многопостовые системы относятся к источникам питания группы О.Применение многопостовых систем создает условия для повышения производительности труда, более рационального использования производственных площадей, экономии электроэнергии(источник питания не имеет режима холостого хода), снижения капитальных затрат и расходов на обслуживание источников, а также гарантирует безопасность работы и улучшение условий трудасварщиков.Многопостовые системы питания могут быть как постоянного, так и переменного тока. Промышленность в настоящее время серийно выпускает только многопостовыесистемы для питания постов постоянным током от выпрямителей через шинопроводы.На рис. 1 приведена функциональная блок-схема питания сварочных постов СП от выпрямителя V через шинопровод ШП. Ток поста регулируется с помощью регулятора тока РТП.Многопостовая система предназначена для• ручной дуговой сварки.Рис. 1. Функциональная блок-схема питания сварочных постов от выпрямителя через шинопровод: V — выпрямитель; ШП — шинопровод; СП — сварочный пост; РТП—регулятор токапоста; 1к—длина шинопровода до k-го постаОсновное требование, предъявляемое к многопостовым установкам, – это независимость работы каждого поста как в установившихся, так и в переходных режимах. При этом напряжениеп.х.хна входе каждого поста в режиме холостого хода поста должно быть достаточным для начального возбуждения дуги при контакте торца электрода и изделия; соотношение напряженийхолостого ходап.х.хи устойчивого горения дугид.п.должно быть равно примерно двум (напряжениеп.х.хдля ручной дуговой сварки должно быть около 60 В, ад.п.при устойчивом горении дуги 25—30 В).Изменения режима на одних постах (например, обрыв дуги, короткие замыкания дуговых промежутков каплей, перенос и обрыв капли) не должны влиять на устойчивость процесса сварки другихпостов.
Ток поста регулируется с помощью регулятора тока РТП.Многопостовая система предназначена для• ручной дуговой сварки.Рис. 1. Функциональная блок-схема питания сварочных постов от выпрямителя через шинопровод: V — выпрямитель; ШП — шинопровод; СП — сварочный пост; РТП—регулятор токапоста; 1к—длина шинопровода до k-го постаОсновное требование, предъявляемое к многопостовым установкам, – это независимость работы каждого поста как в установившихся, так и в переходных режимах. При этом напряжениеп.х.хна входе каждого поста в режиме холостого хода поста должно быть достаточным для начального возбуждения дуги при контакте торца электрода и изделия; соотношение напряженийхолостого ходап.х.хи устойчивого горения дугид.п.должно быть равно примерно двум (напряжениеп.х.хдля ручной дуговой сварки должно быть около 60 В, ад.п.при устойчивом горении дуги 25—30 В).Изменения режима на одних постах (например, обрыв дуги, короткие замыкания дуговых промежутков каплей, перенос и обрыв капли) не должны влиять на устойчивость процесса сварки другихпостов. В установившемся режиме условие независимости постов выражается какconst
В установившемся режиме условие независимости постов выражается какconst
вдоль шинопровода и для любого k-го п…
refland.ru
Многопостовые сварочные выпрямители
Многопостовые сварочные выпрямители предназначены для одновременного питания постоянным сварочным током нескольких постов ручной дуговой сварки, автоматизированной сварки под флюсом или механизированной сварки в углекислом газе. Выпрямители ВДМ используются для питания постов ручной дуговой сварки от общих шинопроводов, проложенных в цехах или на крупных металлоемких объектах, например доменной печи, резервуарных парках и т.п. Эти выпрямители отличаются простотой конструкции, они имеют жесткую внешнюю характеристику, а на постах используются балластные реостаты РБ-302, создающие падающую характеристику. Достоинством выпрямителей этого типа является постоянство выходного напряжения, которое при изменении нагрузки от 50 до 100 % номинальной величины изменется не более чем на 4 В. Выпрямитель состоит из трехфазного трансформатора, выпрямительного блока, вентилятора, пусковой и защитной аппаратуры. Схема выпрямления тока у него шестифазная кольцевая.
Схема выпрямления тока у него шестифазная кольцевая.
Выпрямители ВДМ
Выпрямительный блок ВДМ-1001 на ток до 1000 А состоит из шести вентилей Д161-400 на ток 400 А каждый; выпрямительный блок ВДМ-1601 на ток до 1600 А — из двенадцати вентилей Д161-320 на ток 320 А каждый. Они соединены по два вентиля параллельно в плече. Выпрямители типа ВДМ имеют тепловую защиту от перегрузки. Выходное напряжение выпрямителя через шинопровод и балластные реостаты поступает на посты. К выпрямителю ВДМ-1001 подключают до 7 реостатов РБ-301, а к выпрямителю ВДМ-1601-до 9. Преимуществом многопостового питания сварочным током от мощных выпрямителей является меньшая эксплуатационная стоимость источника питания и меньшая площадь его размещения по сравнению с однопостовыми источниками. Однако недостатком многопостовых источников является их низкий КПД за счет потери мощности в балластных реостатах и магистральном шинопроводе. Несмотря на это многопостовые выпрямители широко применяются, особенно в цеховых условиях сварочных работ.
Для питания постов механизированной сварки в среде углекислого газа промышленностью выпускаются сварочные выпрямители ВДГМ-1601 и ВДГМ- 1602 на ток до 1600 А и ВГМ-5000 на ток до 5000 А.
Выпрямитель ВДГМ
Электрическая схема выпрямителей типа ВДГМ такая же, как у универсального выпрямителя ВДУ-1201. Электрическая схема мощного многопостового выпрямителя ВМГ-5000 аналогична схеме выпрямителя ВДУ-506, отличие составляют более мощный трехфазный трансформатор и увеличенное число диодов. Кроме того, для ступенчатого регулирования выходного напряжения его первичная обмотка секционирована.
Применяются также многопостовые универсальные источники питания, к которым относится универсальный тиристорный сварочный выпрямитель ВДУМ- 4X01УЗ. Он имеет жесткую внешнюю характеристику, а падающая характеристика обеспечивается включением четырех балластных реостатов на каждом посту на ток до 400 А. Этот выпрямитель используется для ручной дуговой сварки, автоматической под флюсом и сварки в защитном газе. Его электрическая схема аналогична схеме ВДУ-1201. Перспективным является выпрямитель ВДУМ-4Х401 с использованием тиристорного регулирования сварочного тока и напряжения на каждом посту без балластных реостатов, что позволяет значительно повысить КПД установки, снизить массу и габариты сварочного оборудования.
Его электрическая схема аналогична схеме ВДУ-1201. Перспективным является выпрямитель ВДУМ-4Х401 с использованием тиристорного регулирования сварочного тока и напряжения на каждом посту без балластных реостатов, что позволяет значительно повысить КПД установки, снизить массу и габариты сварочного оборудования.
www.metalcutting.ru
Патенты, переуступленные ЭСАБ Актиеболаг
Патенты, переуступленные ЭСАБ Актиеболаг
Сварочный аппарат
Номер патента: 5239154
Реферат: Аппарат для сварки труб с центрирующим устройством для центрирования аппарата для сварки труб относительно трубы, привариваемой к торцевой пластине.

Тип: Грант
Подано: 6 марта 1992 г.
Дата патента: 24 августа 1993 г.
Правопреемник: ESAB Aktiebolag
Изобретатель: Юрген Пульс
Способ и устройство для автоматической многопроходной сварки.
Номер патента: 5166495
Реферат:
Тип: Грант
Подано: 30 декабря 1991 г.
Дата патента: 24 ноября 1992 г.
Правопреемник: ESAB Aktiebolag
Изобретатели: Бенгт Экелоф, Педер Ханссон
Способ и устройство для автоматической многопроходной сварки.
Номер патента: 5107093
Реферат: Настоящее изобретение относится к способу и устройству для автоматической многопроходной сварки соединения, такого как квадратное стыковое соединение, V-образное соединение или U-образное соединение, и т.д. Это изобретение включает в себя датчик, который перемещается вдоль сустава и сканирует ряд точек вдоль участков сустава. Сканированные точки используются для расчета площади поперечного сечения частей соединения, а площади поперечного сечения затем используются для определения параметров сварки, таких как скорость сварки и подача сварочного электрода, для сварки, которая должна быть выполнена в каждой из соединительных частей. Таким образом, стык заполняется наплавляемым материалом равномерно по его длине, несмотря на отклонения, которые могут быть присущи кромкам свариваемых материалов.
Тип: Грант
Подано: 10 сентября 1990 г.
Дата патента: 21 апреля 1992 г.
Правопреемник: ESAB Aktiebolag
Изобретатели: Бенгт Экелоф, Педер Ханссон
Контактный наконечник для аппарата дуговой сварки
Номер патента: 4988846
Реферат: Контактная насадка для проволочного сварочного электрода для дуговой сварки выполнена в виде контактной трубки в передней части и направляющего канала для электрода в задней части. Направляющий канал образован открытой канавкой, выполненной в корпусе сопла.
Подача электрода в прямолинейном направлении подачи затруднена выпуклым выступом стенки паза. Частицы, затянутые электродом в сопло, выпадают из открытой канавки и поэтому не могут сместить контактную трубку.Тип: Грант
Подано: 5 марта 1990 г.
Дата патента: 29 января 1991 г.
Правопреемник: ESAB Aktiebolag
Изобретатели: Карл-Ола Карлстен, Бертил Ларссон
Сварочный электрод с контактным наконечником
Номер патента: 4733052
Реферат: Контактный наконечник для поддержки плавящегося сварочного электрода и подачи к нему сварочного тока.
Контактный наконечник обычно имеет форму стержня и имеет проход со спиральной контактной поверхностью. Сварочный электрод проходит через проход и вступает в электрический контакт с контактным наконечником. Благодаря спиральной контактной поверхности проход никогда не сужается скопившимися отложениями грязи и посторонними веществами с поверхности сварочного электрода. Кроме того, винтовая контактная поверхность, которая проходит в осевом направлении по меньшей мере на один полный оборот, оказывает негибкое действие на сварочный электрод, тем самым выпрямляя электрод. Расстояние «А» оси электрода от оси контактного наконечника может быть выбрано по желанию с учетом диаметра сварочного электрода. Опционально контактный наконечник может включать рукавообразное сопло для защиты контактного наконечника от отложений сварочных брызг.Тип: Грант
Подано: 14 февраля 1986 г.
Дата патента: 22 марта 1988 г.
Правопреемник: ESAB Aktiebolag
Изобретатели: Андерс Нильссон, Рольф Нордквист
Аппарат для внутренней сварки труб
Номер патента: 4629853
Реферат: Раскрыто устройство для внутренней сварки кромочного соединения между большой основной трубой и малым ответвлением, которые вместе образуют ответвление трубы. Аппарат снабжен насадкодержателем для нерасходуемого электрода, образующим острый угол с осью патрубка, вводимым в патрубок и имеющим возможность осевого перемещения с помощью исполнительного механизма.
Держатель форсунки соединен с держателем опоры для рамы, прикрепленной к патрубку. Держатель опоры и держатель форсунки могут вращаться вокруг патрубка. Радиальный зазор между электродом и патрубком определяется взаимодействием с датчиком, который следует за стенкой трубы. Осевой зазор между электродом и краевым соединением, то есть точкой сварки, регулируют посредством сравнения напряжения дуги, соответствующего фактическому зазору, и желаемого напряжения дуги в зазоре.Тип: Грант
Подано: 22 февраля 1985 г.
Дата патента: 16 декабря 1986 г.
Правопреемник: ESAB Aktiebolag
Изобретатели: Эрик С.
Иттергрен, Урбан Р. А. Странд, Карл У. Х. Янссон, Карл-Эрик КнипстремИсточник питания для дуговой сварки
Номер патента: 4564742
Реферат: Источники питания для сварочных работ и т.п. предоставляются в соответствии с идеями настоящего изобретения. Устройство инвертора, содержащее множество инверторов, имеющих входы, соединенные последовательно, принимает части постоянного тока. нагрузка от множества последовательно соединенных сглаживающих конденсаторов. Сглаживающие конденсаторы соединены так, чтобы образовать делитель напряжения и подавать результирующие части постоянного тока. нагрузку на множество инверторов. Это позволяет подобрать размеры множества инверторов таким образом, чтобы они выдерживали меньшие части напряжения постоянного тока.
нагрузка в результате деления напряжения.Тип: Грант
Подано: 19 ноября 1984 г.
Дата патента: 14 января 1986 г.
Правопреемник: ESAB Aktiebolag
Изобретатель: Рольф Л. Карлссон
Устройство для изготовления цепей
Номер патента: 4428186
Реферат: Устройство для одновременного изготовления нескольких цепей с помощью не менее трех и не более пяти рабочих станций (5-8), равномерно распределенных по круговому ходу и служащих последовательно для добавить ссылку на цепочки и выполнить операции, необходимые для завершения ссылки.
Набор подвижных конвейеров (11-14), равных по количеству рабочим станциям, которые несет кольцевой опорный элемент (22), вращающийся вокруг вертикальной оси хода, последовательно подает зависимые концы (1а-4а) цепей к рабочим станциям. Набор стационарных конвейеров (15-18) принимает цепи, сбрасываемые подвижными конвейерами, и транспортирует их к точкам, из которых они могут быть удалены в места, удаленные от технологического оборудования.Тип: Грант
Подано: 23 апреля 1982 г.
Дата патента: 31 января 1984 г.
Правопреемник: ESAB Aktiebolag
Изобретатели: Томас Хедрен, Альберт Эрикссон, Сильве Антонассон, Рольф Ларссон
Саморегулирующийся узел поворотного ролика
Номер патента: 4407621
Реферат: Узел токарных роликов для поддержки и вращения цилиндрического объекта (5) имеет две пары двух наборов роликов, которые смещены в осевом направлении по отношению друг к другу.
Опорный ролик каждого из наборов роликов установлен с возможностью вращения вокруг горизонтальной оси (23) в держателе (15, 20), который может поворачиваться вокруг оси (16), расположенной в перпендикулярной плоскости к оси вращения объекта. На своей каретке (3) установлено не менее трех держателей (15, 20). Каретки свободно перемещаются по основанию в направлении оси объекта. В сборе предусмотрен механизм (25,27,29) для каждой каретки, которая преобразует осевое движение каретки (3) в поворотное движение держателя (15, 20) вокруг своей поворотной оси (16). При этом передний конец оси ролика (23) в направлении движения каретки поворачивается назад по отношению к направлению вращения объекта.Тип: Грант
Подано: 11 марта 1981 г.
Дата патента: 4 октября 1983 г.
Правопреемник: ESAB Aktiebolag
Изобретатель: Эрик Хансен
Источник питания для дуговой сварки
Номер патента: 4398080
Реферат: Сварочный выпрямитель подключен к сети переменного тока.
источник питания. Выпрямитель выдает пульсирующее напряжение, которое в течение части периода слишком низкое для поддержания дуги, установившейся между сварочным электродом и изделием. Основная обмотка индуктора с железным сердечником соединена последовательно с выпрямителем, сварочным электродом и рабочим. Вспомогательная обмотка намотана на железный сердечник и последовательно соединена с конденсатором. Вспомогательная обмотка соединена с основной обмоткой так, что две обмотки при пропускании тока отдают ампер-витки в одном направлении. Вспомогательная обмотка и конденсатор включены параллельно основной обмотке и дуге. Конденсатор также включен последовательно с зарядным выпрямителем, подключенным к сети переменного тока. поставлять. Конденсатор разряжается через вспомогательную обмотку и основную обмотку в дугу, когда напряжение, подаваемое сварочным выпрямителем, слишком низкое для поддержания дуги.Тип: Грант
Подано: 15 октября 1981 г.
Дата патента: 9 августа 1983 г.
Правопреемник: ESAB Aktiebolag
Изобретатели: Ян Г. Йоханссон, Кристиан Дж. Хеннингсен, Арво Костер
Самопозиционирующаяся сварочная горелка или резак
Номер патента: 4389561
Реферат: Датчик для определения относительного положения заготовки по отношению к наконечнику сварочной или режущей горелки, который может перемещаться в произвольных направлениях с помощью позиционирующих устройств, снабжен датчиком корпус кольцеобразной формы, который окружает наконечник и приспособлен для контакта с заготовкой с любой стороны центрального отверстия чувствительного элемента.
К чувствительному телу прикреплен рычаг, который смещается в направлении и на степень, соответствующие смещению чувствительного тела. Смещение рычага обнаруживается, и генерируется сигнал, соответствующий этому смещению, для изменения положения сварочной головки в ответ на сигнал.Тип: Грант
Подано: 26 июня 1981 г.
Дата патента: 21 июня 1983 г.
Правопреемник: Esab Aktiebolag
Изобретатели: Клас Б. Веман, Ханс Э. А. Грон
Трубчатая присадочная проволока для сварки плавлением
Номер патента: 4379811
Реферат: Трубчатый присадочный стержень или присадочная проволока, металлическая оболочка которой состоит из двух элементов, а именно: внешней бесшовной трубы и внутренней трубы, состоящей из полосы, согнутой в трубчатую форму.
и удерживание уплотненного порошкового ядра. Кроме того, способ изготовления трубчатого порошкового присадочного стержня или присадочной проволоки, в котором металлическая полоса изгибается с образованием желоба, который сначала заполняется порошковой композицией, а затем закрывается, образуя трубку, заключающую в себе сердцевину из порошковой композиции. ; труба вставляется во вторую бесшовную трубу, которая затем подвергается операции холодного волочения.Тип: Грант
Подано: 27 апреля 1978 г.
Дата патента: 12 апреля 1983 г.
Правопреемник: ESAB Aktiebolag
Изобретатели: Манфред Пушнер, Герберт Гердау
Контактное устройство
Номер патента: 4348575
Реферат: Комбинированное шарнирное соединение и электрическое контактное устройство между двумя проводниками сварочного тока, входящими в состав сварочной цепи аппарата контактной сварки.
Устройство снабжено парой контактных пластин, проходящих под прямым углом к оси стыка и соединенных каждая с одним из токопроводов сварочного тока. Пластины выполнены с возможностью вращения и перемещения в осевом направлении относительно друг друга. Податливый упорный элемент подталкивает пластины к зацеплению друг с другом. Канал, предусмотренный, по меньшей мере, в одной из пластин, имеет выход на контактной поверхности пластины и вход вдали от этой поверхности. Разделение пластин осуществляется подключением канала к источнику сжатого газа для отвода потока газа через порт.Тип: Грант
Подано: 24 июня 1980 г.
Дата патента: 7 сентября 1982 г.
Правопреемник: ESAB Aktiebolag
Изобретатели: А.
Томас Хедрен, Рольф Г. ЛарссонАппарат для точечной сварки под флюсом
Номер патента: 4327270
Реферат: Аппарат для точечной сварки под флюсом имеет тележку для поддержки сварочного средства, которая перемещается по направляющей, расположенной над станиной или столом, поддерживающим работу. Каретка снабжена напорным механизмом, состоящим из напорного цилиндра, направляемого для движения в каретке к заготовке и от нее, поршня в цилиндре, шток которого прикреплен к упорному элементу, который приводится в зацепление с заготовкой с помощью ход поршня наружу. Соответствующая обратная тяга, действующая на цилиндр, воспринимается упорными средствами, жестко соединенными с направляющей и проходящей вдоль нее. Упор на каретке служит для восприятия веса цилиндра при отключении приводного давления.
Тип: Грант
Подано: 15 августа 1980 г.
Дата патента: 27 апреля 1982 г.
Правопреемник: ESAB Aktiebolag
Изобретатель: Борье Р. Лундин
Устройство для подачи проволочного электрода
Номер патента: 4309642
Реферат: Устройство для подачи расходуемого проволочного электрода. Два питающих устройства установлены последовательно.
Каждый из подающих блоков снабжен парой валков и соединен с двигателем постоянного тока, приводящим в движение один из валков в паре. Два двигателя соединены последовательно.Тип: Грант
Подано: 24 января 1979 г.
Дата патента: 5 января 1982 г.
Правопреемник: ESAB Aktiebolag
Изобретатели: Кнут Ф. И. Боден, Кристиан Дж. Хеннингсен, Арво Костер
Трубчатая присадочная проволока для сварки плавлением
Номер патента: 4305197
Реферат: Трубчатый присадочный стержень или присадочная проволока, металлическая оболочка которой состоит из двух элементов, а именно: внешней бесшовной трубы и внутренней трубы, состоящей из полосы, согнутой в трубчатую форму.
и удерживание уплотненного порошкового ядра. Кроме того, способ изготовления трубчатого порошкового присадочного стержня или присадочной проволоки, в котором металлическая полоса изгибается с образованием желоба, который сначала заполняется порошковой композицией, а затем закрывается, образуя трубку, заключающую в себе сердцевину из порошковой композиции. ; труба вставляется во вторую бесшовную трубу, которая затем подвергается операции холодного волочения.Тип: Грант
Подано: 26 апреля 1979 г.
Дата патента: 15 декабря 1981 г.
Правопреемник: ESAB Aktiebolag
Изобретатели: Манфред Пушнер, Герберт Гердау
Аппарат для импульсно-дуговой сварки TIG на постоянном токе
Номер патента: 4246465
Реферат: Аппарат дуговой сварки для импульсно-дуговой сварки включает кремниевый управляемый выпрямитель и неуправляемый выпрямитель, выходы постоянного тока которых подключены параллельно к неплавящемуся электроду и заготовке соответственно.
. Кремниевый управляемый выпрямитель подает фоновый сварочный ток на дугу между электродом и заготовкой. Выходы постоянного тока неуправляемого выпрямителя соединены последовательно с управляемыми сигналами транзисторами для регулирования подачи тока от этого выпрямителя на дугу для обеспечения периодически повторяющихся импульсов сварочного тока заданной длины и амплитуды на дугу в дополнение к фоновой сварке. ток, выдаваемый кремниевым управляемым выпрямителем.Тип: Грант
Подано: 21 февраля 1978 г.
Дата патента: 20 января 1981 г.
Правопреемник: ESAB Aktiebolag
Изобретатель: Рольф Эрикссон
Сварочный аппарат
Номер патента: D357263
Тип: Грант
Подано: 10 мая 1993 г.
Дата патента: 11 апреля 1995 г.
Правопреемник: ESAB Aktiebolag
Изобретатель: Стефан Содерхольм
Сварочный аппарат
Номер патента: D357927
Тип: Грант
Подано: 10 мая 1993 г.
Дата патента: 2 мая 1995 г.
Правопреемник: ESAB Aktiebolag
Изобретатель: Стефан Содерхольм
Блок управления для сварочных аппаратов, таких как электросварочные аппараты, например, аппараты для дуговой сварки или аппараты для дуговой сварки
Номер патента: D402268
Тип: Грант
Подано: 5 ноября 1997 г.
Дата патента: 8 декабря 1998 г.
Правопреемник: ESAB Aktiebolag
Изобретатели: Ларс Гердин, Рональд Корбер, Пер Берг


 Сканированные точки используются для расчета площади поперечного сечения частей соединения, а площади поперечного сечения затем используются для определения параметров сварки, таких как скорость сварки и подача сварочного электрода, для сварки, которая должна выполняться в каждом суставных частей. Таким образом, стык заполняется наплавляемым материалом равномерно по его длине, несмотря на отклонения, которые могут быть присущи кромкам свариваемых материалов.
Сканированные точки используются для расчета площади поперечного сечения частей соединения, а площади поперечного сечения затем используются для определения параметров сварки, таких как скорость сварки и подача сварочного электрода, для сварки, которая должна выполняться в каждом суставных частей. Таким образом, стык заполняется наплавляемым материалом равномерно по его длине, несмотря на отклонения, которые могут быть присущи кромкам свариваемых материалов.

 Подача электрода в прямолинейном направлении подачи затруднена выпуклым выступом стенки паза. Частицы, затянутые электродом в сопло, выпадают из открытой канавки и поэтому не могут сместить контактную трубку.
Подача электрода в прямолинейном направлении подачи затруднена выпуклым выступом стенки паза. Частицы, затянутые электродом в сопло, выпадают из открытой канавки и поэтому не могут сместить контактную трубку. Контактный наконечник обычно имеет форму стержня и имеет проход со спиральной контактной поверхностью. Сварочный электрод проходит через проход и вступает в электрический контакт с контактным наконечником. Благодаря спиральной контактной поверхности проход никогда не сужается скопившимися отложениями грязи и посторонними веществами с поверхности сварочного электрода. Кроме того, винтовая контактная поверхность, которая проходит в осевом направлении по меньшей мере на один полный оборот, оказывает негибкое действие на сварочный электрод, тем самым выпрямляя электрод. Расстояние «А» оси электрода от оси контактного наконечника может быть выбрано по желанию с учетом диаметра сварочного электрода. Опционально контактный наконечник может включать рукавообразное сопло для защиты контактного наконечника от отложений сварочных брызг.
Контактный наконечник обычно имеет форму стержня и имеет проход со спиральной контактной поверхностью. Сварочный электрод проходит через проход и вступает в электрический контакт с контактным наконечником. Благодаря спиральной контактной поверхности проход никогда не сужается скопившимися отложениями грязи и посторонними веществами с поверхности сварочного электрода. Кроме того, винтовая контактная поверхность, которая проходит в осевом направлении по меньшей мере на один полный оборот, оказывает негибкое действие на сварочный электрод, тем самым выпрямляя электрод. Расстояние «А» оси электрода от оси контактного наконечника может быть выбрано по желанию с учетом диаметра сварочного электрода. Опционально контактный наконечник может включать рукавообразное сопло для защиты контактного наконечника от отложений сварочных брызг.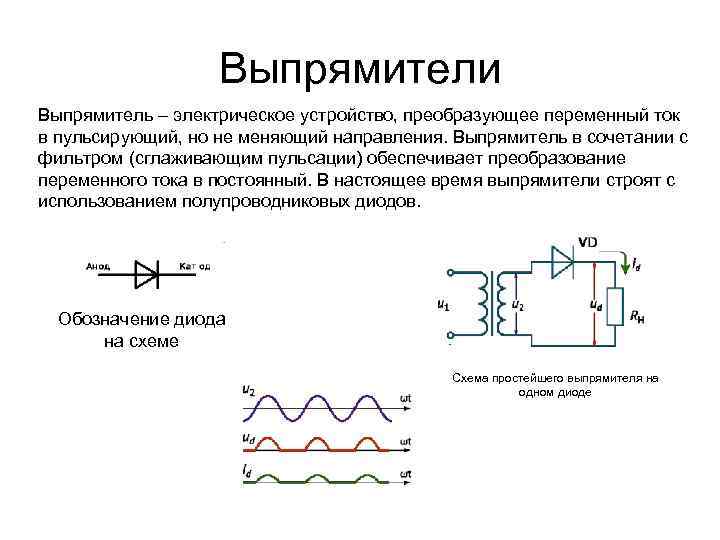
 Держатель форсунки соединен с держателем опоры для рамы, прикрепленной к патрубку. Держатель опоры и держатель форсунки могут вращаться вокруг патрубка. Радиальный зазор между электродом и патрубком определяется взаимодействием с датчиком, который следует за стенкой трубы. Осевой зазор между электродом и краевым соединением, то есть точкой сварки, регулируют посредством сравнения напряжения дуги, соответствующего фактическому зазору, и желаемого напряжения дуги в зазоре.
Держатель форсунки соединен с держателем опоры для рамы, прикрепленной к патрубку. Держатель опоры и держатель форсунки могут вращаться вокруг патрубка. Радиальный зазор между электродом и патрубком определяется взаимодействием с датчиком, который следует за стенкой трубы. Осевой зазор между электродом и краевым соединением, то есть точкой сварки, регулируют посредством сравнения напряжения дуги, соответствующего фактическому зазору, и желаемого напряжения дуги в зазоре. Иттергрен, Урбан Р. А. Странд, Карл У. Х. Янссон, Карл-Эрик Книпстрем
Иттергрен, Урбан Р. А. Странд, Карл У. Х. Янссон, Карл-Эрик Книпстрем нагрузка в результате деления напряжения.
нагрузка в результате деления напряжения. Набор подвижных конвейеров (11-14), равных по количеству рабочим станциям, которые несет кольцевой опорный элемент (22), вращающийся вокруг вертикальной оси хода, последовательно подает зависимые концы (1а-4а) цепей к рабочим станциям. Набор стационарных конвейеров (15-18) принимает цепи, сбрасываемые подвижными конвейерами, и транспортирует их к точкам, из которых они могут быть удалены в места, удаленные от технологического оборудования.
Набор подвижных конвейеров (11-14), равных по количеству рабочим станциям, которые несет кольцевой опорный элемент (22), вращающийся вокруг вертикальной оси хода, последовательно подает зависимые концы (1а-4а) цепей к рабочим станциям. Набор стационарных конвейеров (15-18) принимает цепи, сбрасываемые подвижными конвейерами, и транспортирует их к точкам, из которых они могут быть удалены в места, удаленные от технологического оборудования. Опорный ролик каждого из наборов роликов установлен с возможностью вращения вокруг горизонтальной оси (23) в держателе (15, 20), который может поворачиваться вокруг оси (16), расположенной в перпендикулярной плоскости к оси вращения объекта. На своей каретке (3) установлено не менее трех держателей (15, 20). Каретки свободно перемещаются по основанию в направлении оси объекта. В сборе предусмотрен механизм (25,27,29) для каждой каретки, которая преобразует осевое движение каретки (3) в поворотное движение держателя (15, 20) вокруг своей поворотной оси (16). При этом передний конец оси ролика (23) в направлении движения каретки поворачивается назад по отношению к направлению вращения объекта.
Опорный ролик каждого из наборов роликов установлен с возможностью вращения вокруг горизонтальной оси (23) в держателе (15, 20), который может поворачиваться вокруг оси (16), расположенной в перпендикулярной плоскости к оси вращения объекта. На своей каретке (3) установлено не менее трех держателей (15, 20). Каретки свободно перемещаются по основанию в направлении оси объекта. В сборе предусмотрен механизм (25,27,29) для каждой каретки, которая преобразует осевое движение каретки (3) в поворотное движение держателя (15, 20) вокруг своей поворотной оси (16). При этом передний конец оси ролика (23) в направлении движения каретки поворачивается назад по отношению к направлению вращения объекта. источник питания. Выпрямитель выдает пульсирующее напряжение, которое в течение части периода слишком низкое для поддержания дуги, установившейся между сварочным электродом и изделием. Основная обмотка индуктора с железным сердечником соединена последовательно с выпрямителем, сварочным электродом и рабочим. Вспомогательная обмотка намотана на железный сердечник и последовательно соединена с конденсатором. Вспомогательная обмотка соединена с основной обмоткой так, что две обмотки при пропускании тока отдают ампер-витки в одном направлении. Вспомогательная обмотка и конденсатор включены параллельно основной обмотке и дуге. Конденсатор также включен последовательно с зарядным выпрямителем, подключенным к сети переменного тока. поставлять. Конденсатор разряжается через вспомогательную обмотку и основную обмотку в дугу, когда напряжение, подаваемое сварочным выпрямителем, слишком низкое для поддержания дуги.
источник питания. Выпрямитель выдает пульсирующее напряжение, которое в течение части периода слишком низкое для поддержания дуги, установившейся между сварочным электродом и изделием. Основная обмотка индуктора с железным сердечником соединена последовательно с выпрямителем, сварочным электродом и рабочим. Вспомогательная обмотка намотана на железный сердечник и последовательно соединена с конденсатором. Вспомогательная обмотка соединена с основной обмоткой так, что две обмотки при пропускании тока отдают ампер-витки в одном направлении. Вспомогательная обмотка и конденсатор включены параллельно основной обмотке и дуге. Конденсатор также включен последовательно с зарядным выпрямителем, подключенным к сети переменного тока. поставлять. Конденсатор разряжается через вспомогательную обмотку и основную обмотку в дугу, когда напряжение, подаваемое сварочным выпрямителем, слишком низкое для поддержания дуги.
 К чувствительному телу прикреплен рычаг, который смещается в направлении и на степень, соответствующие смещению чувствительного тела. Смещение рычага обнаруживается, и генерируется сигнал, соответствующий этому смещению, для изменения положения сварочной головки в ответ на сигнал.
К чувствительному телу прикреплен рычаг, который смещается в направлении и на степень, соответствующие смещению чувствительного тела. Смещение рычага обнаруживается, и генерируется сигнал, соответствующий этому смещению, для изменения положения сварочной головки в ответ на сигнал. и удерживание уплотненного порошкового ядра. Кроме того, способ изготовления трубчатого порошкового присадочного стержня или присадочной проволоки, в котором металлическая полоса изгибается с образованием желоба, который сначала заполняется порошковой композицией, а затем закрывается, образуя трубку, заключающую в себе сердцевину из порошковой композиции. ; труба вставляется во вторую бесшовную трубу, которая затем подвергается операции холодного волочения.
и удерживание уплотненного порошкового ядра. Кроме того, способ изготовления трубчатого порошкового присадочного стержня или присадочной проволоки, в котором металлическая полоса изгибается с образованием желоба, который сначала заполняется порошковой композицией, а затем закрывается, образуя трубку, заключающую в себе сердцевину из порошковой композиции. ; труба вставляется во вторую бесшовную трубу, которая затем подвергается операции холодного волочения. Устройство снабжено парой контактных пластин, проходящих под прямым углом к оси стыка и соединенных каждая с одним из токопроводов сварочного тока. Пластины выполнены с возможностью вращения и перемещения в осевом направлении относительно друг друга. Податливый упорный элемент подталкивает пластины к зацеплению друг с другом. Канал, предусмотренный, по меньшей мере, в одной из пластин, имеет выход на контактной поверхности пластины и вход вдали от этой поверхности. Разделение пластин осуществляется подключением канала к источнику сжатого газа для отвода потока газа через порт.
Устройство снабжено парой контактных пластин, проходящих под прямым углом к оси стыка и соединенных каждая с одним из токопроводов сварочного тока. Пластины выполнены с возможностью вращения и перемещения в осевом направлении относительно друг друга. Податливый упорный элемент подталкивает пластины к зацеплению друг с другом. Канал, предусмотренный, по меньшей мере, в одной из пластин, имеет выход на контактной поверхности пластины и вход вдали от этой поверхности. Разделение пластин осуществляется подключением канала к источнику сжатого газа для отвода потока газа через порт.Многослойный термический выпрямитель на основе графена с функционализацией межслойного градиента
Сохранить цитату в файл
Формат: Резюме (текст) PubMedPMIDAbstract (текст) CSV
Добавить в коллекции
- Создать новую коллекцию
- Добавить в существующую коллекцию
Назовите свою коллекцию:
Имя должно содержать менее 100 символов
Выберите коллекцию:
Невозможно загрузить вашу коллекцию из-за ошибки
Повторите попытку
Добавить в мою библиографию
- Моя библиография
Не удалось загрузить делегатов из-за ошибки
Повторите попытку
Ваш сохраненный поиск
Название сохраненного поиска:
Условия поиска:
Тестовые условия поиска
Эл. адрес:
(изменить)
Который день? Первое воскресеньеПервый понедельникПервый вторникПервая средаПервый четвергПервая пятницаПервая субботаПервый деньПервый рабочий день
Который день? воскресеньепонедельниквторниксредачетвергпятницасуббота
Формат отчета: SummarySummary (text)AbstractAbstract (text)PubMed
Отправить максимум: 1 шт. 5 шт. 10 шт. 20 шт. 50 шт. 100 шт. 200 шт.
Отправить, даже если нет новых результатов
Необязательный текст в электронном письме:
Создайте файл для внешнего программного обеспечения для управления цитированием
. 4 декабря 2019 г .; 11 (48): 45180-45188.
дои: 10. 1021/acsami.9b11762.
Epub 2019 20 ноября.
Анран Вэй 1 2 , Симанта Лахкар, Синсин Ли, Сипин Ли, Хан Е 1 3
Принадлежности
- 1 Государственная ключевая лаборатория информационной фотоники и оптических коммуникаций, Пекинский университет почты и телекоммуникаций, Пекин 100876, Китай.
- 2 Факультет машиностроения, Гонконгский политехнический университет, Гонконг, Коулун, 999077, Гонконг.
- 3 Факультет материаловедения и инженерии, Университет Монаша, Клейтон, Виктория 3800, Австралия.
- PMID: 31746588
- DOI:
10. 1021/acsami.9b11762
Анран Вей и др. Интерфейсы приложений ACS. .
. 4 декабря 2019 г .; 11 (48): 45180-45188.
дои: 10.1021/acsami.9b11762. Epub 2019 20 ноября.
Авторы
Анран Вэй 1 2 , Симанта Лахкар, Синсин Ли, Сипин Ли, Хан Е 1 3
Принадлежности
- 1 Государственная ключевая лаборатория информационной фотоники и оптических коммуникаций, Пекинский университет почты и телекоммуникаций, Пекин 100876, Китай.
- 2 Факультет машиностроения, Гонконгский политехнический университет, Гонконг, Коулун, 999077, Гонконг.
- 3 Факультет материаловедения и инженерии, Университет Монаша, Клейтон, Виктория 3800, Австралия.
- PMID: 31746588
- DOI: 10.1021/acsami.9b11762
Абстрактный
В качестве аналога электрических и оптических диодов с асимметричными свойствами передачи наноразмерный тепловой выпрямитель привлек огромное внимание. Ожидается, что графен станет наиболее многообещающим кандидатом для разработки и производства высокопроизводительных тепловых выпрямителей. Однако в большинстве случаев термическая ректификация на основе графена была достигнута только в плоскости графенового слоя, а эффективность сильно ограничена поперечным размером, что ограничивает потенциальные применения. В данной работе предлагается конструкция многослойного термовыпрямителя на основе графена (МГТР) с межслойной градиентной функционализацией. Моделирование молекулярной динамики демонстрирует уникальное термическое выпрямление в вертикальном направлении без ограничения поперечного размера. Тепловой поток предпочитает перемещаться от полностью гидрогенизированного графенового слоя к нетронутому графеновому слою. Анализ фононной плотности состояний показывает, что несоответствие между доминирующими частотными областями играет решающую роль в явлении вертикального теплового выпрямления. Влияние температуры и деформации на эффективность выпрямления систематически исследуется, и мы проверяем процесс межслойной сварки как эффективный подход к устранению деградации, вызванной внеплоскостным сжатием. Кроме того, по сравнению с равномерным гидрированием при среднем H-покрытии наблюдается аномальное усиление плоскостной теплопроводности многослойного графена при межслоевом градиентном гидрировании. Предлагаемый МГТР имеет большой потенциал в разработке устройств управления теплом и логического управления.
Ключевые слова: Функционализация межслойного градиента; молекулярная динамика; многослойный графен; Ректификация; Теплопроводность.
Похожие статьи
Термическая ректификация в асимметричных ван-дер-ваальсовых гетероструктурах графен/гексагональный нитрид бора.
Чен XK, Пан М, Чен Т, Ду Д, Чен KQ. Чен XK и др. Интерфейсы приложений ACS. 2020 1 апреля; 12 (13): 15517-15526. дои: 10.1021/acsami.9б22498. Epub 2020 19 марта. Интерфейсы приложений ACS.
2020.
PMID: 32153173Тепловой перенос фононов в гетеробислойных наноструктурах силицена/графена: влияние межслоевых взаимодействий.
Чжоу Дж., Ли Х., Тан Х.К., Шао Л., Хань К., Шен С. Чжоу Дж. и др. АСУ Омега. 2022 10 февраля; 7 (7): 5844-5852. doi: 10.1021/acsomega.1c05932. Электронная коллекция 2022 22 февраля. АСУ Омега. 2022. PMID: 35224345 Бесплатная статья ЧВК.
Экспериментальное исследование термической ректификации в подвешенном однослойном графене.
Ван Х., Ху С., Такахаши К., Чжан С., Такамацу Х., Чен Дж. Ван Х и др. Нац коммун. 2017 13 июня; 8:15843. дои: 10.1038/ncomms15843. Нац коммун. 2017. PMID: 28607493 Бесплатная статья ЧВК.
Фононная теплопроводность в графене-C 3 Гетеробислой N с использованием моделирования молекулярной динамики.