правила присвоения, требования и особенности
Профессия сварщика не так проста, как обывателю может показаться на первый взгляд. В противном случае не проводилась бы специальная аттестация, не было бы квалификационных проверок знаний специалистов на продление разряда или его повышение. Так что можно сказать, что работа сварщика ответственна и сложна, ведь именно он выполняет трудоемкие и важные сварные соединения и швы. Обязательный элемент, необходимый специалистам с высоким разрядом – клеймо сварщика. О нем и поговорим сегодня.
Что представляет собой клеймо
Клеймом принято называть ручной инструмент, выполненный в форме металлического стержня. Изготовлен он из инструментальной стали, прочность которой – 50-60 HRC. Клеймо сварщика изготавливается в соответствии с ГОСТ 25726-83. С одной стороны инструмента обязательно выбивается зеркальное обозначение: буквенное и цифровое. Вторая сторона предназначена для нанесения удара, в результате которого должно получиться ровное рельефное изображение.
Вид и шифр
В некоторых случаях в качестве идентификации используются первые буквы фамилии сварщика или ряд цифр. Но чаще всего шифр клейма сварщика генерируется автоматически. За основу берется дата рождения специалиста, его фамилия, имя и отчество. Обычно клеймо не меняется ни при продлении, ни при прохождении аттестации, ни при смене способа сварки.
Есть несколько вариантов исполнения инструмента. Например, числа в две строки – без рамки или с рамкой, числа в треугольнике, ромбе или квадрате. Высота символов обычно составляет 6 миллиметров, однако в тех случаях, когда сварщик выполняет особые работы, допускается использование клейма большего или меньшего размера. Стоит отметить, что это обстоятельство предварительно необходимо обговорить с руководством!
Для чего нужно клеймо
При сварке особо ответственных металлоконструкций аттестованные сварщики делают оттиск своим клеймом рядом с наваренным швом. Эта процедура является знаком подтверждения выполнения определенного соединения именно тем сварщиком, цифры клейма которого и нанесены на данное изделие.
Где и когда ставят клеймо
Согласно пункту 21 ФНП «Сварка на ОПО», сварные соединения, стенки которых толще 6 миллиметров, обязательно должны быть промаркированы номером сварщика, выполнявшего работу. А по ГОСТу 25225-82, место работы сварщик должен обозначить своим клеймом.
Где именно принято ставить клеймо? В первую очередь на следующих конструкциях: металлические швеллеры и балки; потолочные основы; можно (но не обязательно) применять клеймо в скреплениях арматуры или сварки элементов менее 6 миллиметров. После завершения сварочных работ на объектах ОПО сварщик обязан проставить клеймо рядом с выполненным швом. После этого необходимо заполнить журнал работ, протоколы испытания соединений.
Как ставят клеймо
Каждый аттестованный сварщик должен знать, как правильно наносить клеймо. Его принято ставить на расстоянии 20-50 миллиметров от кромки сварочного шва. Необходимо ставить клеймо с наружной стороны. В том случае, если швы наружной и внутренней сторон завариваются разными специалистами, клейма ставятся с наружной стороны – через дробь. Числитель – это клеймо специалиста, сваривавшего детали с наружной стороны, знаменатель, в свою очередь, — сварщик внутренней стороны.
У швов продольных знак сварщика необходимо располагать в начале шва и в его конце. Важно соблюдать расстояние в 100 миллиметров от кольцевого шва. Если сварщик выполнял кольцевой шов, он выбивает клеймо в месте пересечения кольцевого шва с продольными. Через каждые два метра клеймо повторяется. Стоит отметить, что на каждом таком шве должно быть не менее двух пометок. Место клеймения каждого шва нужно заключать в хорошо различимую рамку из несмываемой краски.
Важно соблюдать расстояние в 100 миллиметров от кольцевого шва. Если сварщик выполнял кольцевой шов, он выбивает клеймо в месте пересечения кольцевого шва с продольными. Через каждые два метра клеймо повторяется. Стоит отметить, что на каждом таком шве должно быть не менее двух пометок. Место клеймения каждого шва нужно заключать в хорошо различимую рамку из несмываемой краски.
Еще один пункт Федеральных норм и правил гласит: если все сварные работы на объекте проводит один сварщик, указывать идентификационный шифр на каждом соединении не нужно. Хватит и одного клейма, расположенного в доступном для осмотра месте. В то же время, если над одним сложным соединением работали несколько специалистов, каждый должен оставить свой шифр.
Важная информация
При постановке клейма сварщик не имеет права образовывать на изделиях наклепки, подкалку, уменьшать толщину изделия. А сам оттиск должен быть аккуратным, легко читаться – даже на протяжении долгого срока эксплуатации.
Как и где получить клеймо
Присвоение клейма сварщику, образец приказа о котором вы можете увидеть ниже, — процесс достаточно сложный. Для этого необходимо пройти аттестацию в НАКС – Национальном агентстве контроля сварки. Это агентство является структурным подразделением САСв – так называемой Системы аттестации сварочного производства. Для того чтобы пройти аттестацию, необходимо успешно сдать различные испытания. Только после этого вместе с аттестационным удостоверением сварщику выдается шифр клейма. Обратите внимание: клеймо, которое было выдано до того, как в силу вступили ФНП, действительно только до следующей аттестации. В случае ее успешного прохождения специалист получает новое, соответствующее новым нормам.
Приказ о присвоении клейма сварщику: образец, форма
Пункт № 8 ФНП, гласит, что после того, как шифры клейм присваиваются сварщикам, они закрепляются за этими специалистами. Приказ подписывает организация, выполняющая сварочные работы. Предлагаем вашему вниманию образец приказа о клейме сварщика.
Ничего сложного, как видите. Кроме того, приказ о присвоении персонального клейма обычно пишется в свободной форме. В нем могут указываться виды свариваемых конструкций, другие полномочия сварщика.
Контрольное клеймо — Энциклопедия по машиностроению XXL
Контрольное клеймо нельзя выбивать на калибрах даже на незакаленных поверхностях. Наиболее целесообразно и экономично наносить клеймо с помощью электрографа. [c.545]При проверке практических навыков сварщик должен сварить контрольные соединения по указанию и в присутствии не менее двух членов комиссии. Сварку контрольных соединений следует вести в тех положениях, что и при изготовлении изделий. Число и размеры контрольных соединений, свариваемых в каждом пространственном положении, должны быть достаточными для проведения всех предусматриваемых контрольных испытаний. Контрольные соединения должны соответствовать типовым, свариваемым при изготовлении изделий. Если типовыми являются угловые или тавровые соединения, сварщик дополнительно обязан выполнить стыковые соединения. На контрольных соединениях должно быть нанесено клеймо для определения фамилии сварщика и положения шва при сварке.
[c.78]
Если типовыми являются угловые или тавровые соединения, сварщик дополнительно обязан выполнить стыковые соединения. На контрольных соединениях должно быть нанесено клеймо для определения фамилии сварщика и положения шва при сварке.
[c.78]
Поковки и отливки, поступившие на рабочее место для обработки, также осматриваются контрольным мастером для проверки наличия на них клейм предыдущего контроля и номеров плавок в тех случаях, когда это требуется по техническим условиям. [c.59]
Контрольный мастер изолятора брака ставит на бракованной детали клеймо и делает отметку о браке в паспорте. [c.61]
В гарантийных вкладышах указываются общие данные, связанные с ответственностью завода-изготовителя по срокам и условиям поставки. Контрольные ярлыки или бирки сопровождают либо отдельные изделия, либо (и чаще всего) партию продукции. Наибольшее применение они имеют в тех случаях, когда продукция не получает индивидуальных маркировочных знаков и клейм.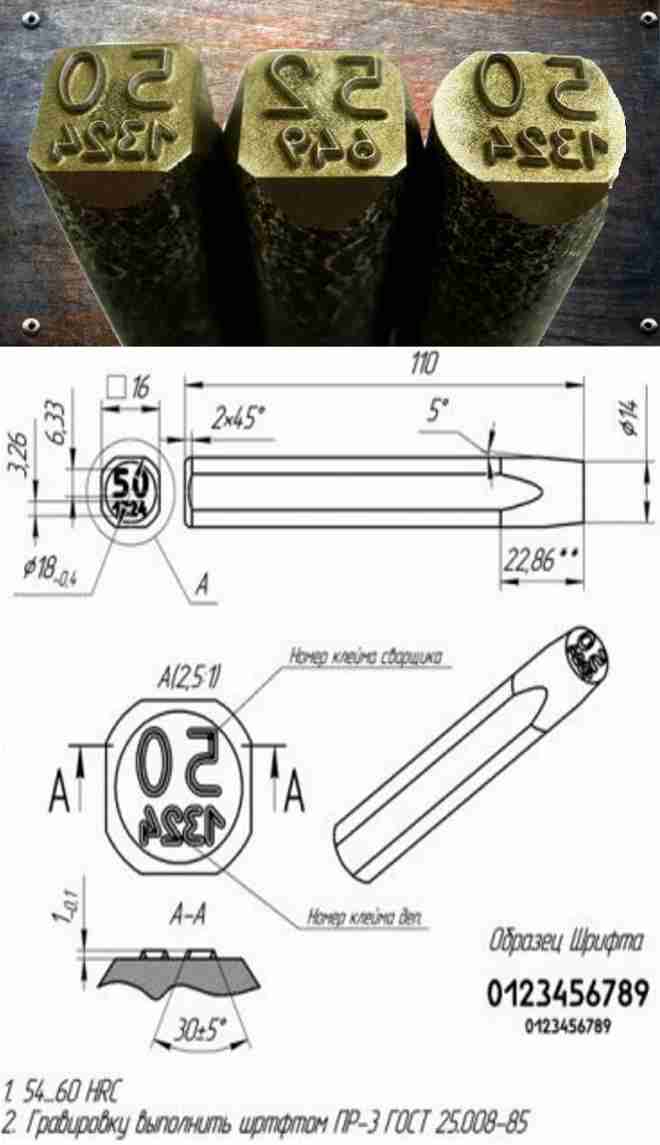
Многие операции межоперационного контроля могут и должны выполняться непосредственно самими рабочими, а в некоторых случаях даже и окончательный контроль может выполняться ра-бочим-исполнителем, для чего ему выделяется личное клеймо. Под контролем аппарата ОТ К остаются ответственные контрольные операции, выполняемые с применением сложных контрольных устройств и приборов, а также инспектирование работающих с личным клеймом. В этих условиях уменьшается объем контрольной работы аппарата ОТК и повышается внимание производственного персонала к соблюдению технологической дисциплины и обеспечению высокого качества продукции. [c.293]
Вспомогательное время, связанное со свариваемым изделием Клеймение контрольного номера Число мест клеймения к тип клейма - [c. 466]
466]Окончательный контроль деталей, подвергаемых индивидуальной правке и подгонке по контрольным приспособлениям, производится самими рабочими (например, правильщиками, балансировщиками и расточниками на координатно-расточных станках, имеющими присвоенные им клейма). [c.585]
На контрольных соединениях и готовых образцах с целью определения фамилии сварщика и положения шва при сварке должны быть нанесены клейма (цифровые или буквенные), располагаемые вне рабочей части образца и сохраняемые на нем после испытания. [c.45]
Все пробы, контрольные соединения и готовые образцы следует клеймить таким образом, чтобы клеймо располагалось вне рабочей части образца и сохранилось на нем после испытания.
Подлежащие термической обработке сварные соединения подвергают внешнему осмотру и измерениям для выявления наружных дефектов. Результаты пооперационного контроля, выполняемого контрольным или производственным персоналом, должны фиксироваться соответствующими клеймами на деталях (узлах, блоках, изделии) или записями в технологических паспортах изделий. [c.573]
[c.573]
Введение выборочной проверки контрольными органами может быть осуществлено только в том случае, если сплошной контроль возлагается на непосредственных исполнителей — мастеров и рабочих, лично проверяющих детали и узлы и удостоверяющих годность их присвоенными им личными клеймами. [c.422]
Если у перелитой и испытанной контрольной пробки канал полностью залит легкоплавким сплавом, то на торцовой поверхности сплава наносят клеймо с указанием номера паровоза, места и даты заливки и испытания пробки. [c.79]
На контрольную пробку, имеющую вставку, клеймо с указанием тех же данных наносят на верхнюю торцовую поверхность на площади кольца, расположенного между вставкой и наружным краем. [c.79]
Клейма для контрольных пробок хранятся у котельного мастера, начальника транспортного цеха (депо) или у мастера, ведающего ремонтом подвижного состава, а при отсутствии этих должностных лиц — у главного инженера или главного механика предприятия. [c.79]
[c.79]
При постановке паровозов в запас контрольные пробки котлов переливают, но не клеймят. Перед пуском в работу этих котлов контрольные пробки осматривают, проверяют на прессе гидравлическим испытанием и клеймят, [c.79]
Каждый контрольный шар (для окончательного контроля) должен иметь клеймо с присвоенным ему порядковым номером и с условным обозначением типа и размера контролируемых им сварных соединений. [c.550]
Все вырезаемые заготовки (для изготовления образцов и шлифов) должны быть замаркированы по системе, позволяющей определить номер (клеймо, шифр) контрольного сварного соединения и положение, в котором выполнялась сварка на данном участке (система маркировки заготовок должна быть установлена соответствующей производственной инструкцией). [c.559]
Углеродистую инструментальную сталь (ГОСТ 1435—74) проверяют на прокаливаемость. С этой целью при разливке отливают контрольный слиток ( 10 кг), который проковывают на квадрат 20 1,5 мм. Из средней части прутка вырубают три образца по 100 мм, на которые наносят клеймо — номер плавки и порядковый номер. Посередине каждого образца делают надрез глубиной 3—5 мм. Образцы отжигают при 730—750 °С с выдержкой 2 ч, затем охлаждают с печью до 650 °С, 2—4 ч. Квадратные образцы вырезают из сортового проката после отжига.
[c.346]
Из средней части прутка вырубают три образца по 100 мм, на которые наносят клеймо — номер плавки и порядковый номер. Посередине каждого образца делают надрез глубиной 3—5 мм. Образцы отжигают при 730—750 °С с выдержкой 2 ч, затем охлаждают с печью до 650 °С, 2—4 ч. Квадратные образцы вырезают из сортового проката после отжига.
[c.346]
Контрольно-измерительные приборы, используемые для учета отпуска и потребления тепла, должны ежегодно проверяться в органах Госстандарта и иметь клеймо государственного поверителя за соответствующий год. Отсутствие указанного клейма на приборе лишает законной силы производимый по нему учет. [c.120]
Поверка машины для испытаний на выносливость симметричным круговым изгибом консольно закрепленного образца с непосредственной передачей на него усилий заключается в определении массы сменных грузов на весах 1-го класса. Масса каждого сменного груза не должна отличаться от его номинального значения больше чем на 0,1%. По окончании поверки сменные грузы клеймят. Биение у машин этого типа проверяют также при помощи контрольного образца, закрепленного в цанге шпинделя в месте посадки шарикоподшипника грузовой подвески, и индикатора с ценой деления 0,002 мм. Наибольшее биение не должно превышать 0,03 мм.
[c.119]
По окончании поверки сменные грузы клеймят. Биение у машин этого типа проверяют также при помощи контрольного образца, закрепленного в цанге шпинделя в месте посадки шарикоподшипника грузовой подвески, и индикатора с ценой деления 0,002 мм. Наибольшее биение не должно превышать 0,03 мм.
[c.119]
По традиции самый трудоемкий межоперационный контроль осуществляется дважды вначале исполнителем, а затем контролером отдела технического контроля. Такой порядок не способствует повышению ответственности исполнителей за качество своей работы, требует больших затрат труда на повторную проверку со стороны контрольного персонала. При введении системы премирования за бездефектную сдачу продукции с первого предъявления повышается заинтересованность рабочих в улучшении качества продукции, но повторный контроль все равно остается. Сокращению затрат на проверку качества выполненной работы способствует использование личного клейма, однако для этого необходимо значительно повысить квалификацию рабочих, усилить моральное и материальное стимулирование работы с личным клеймом ОТК. [c.90]
[c.90]
После приемки воздухораспределителя на металлической пластинке ставят клеймо, присвоенное контрольному пункту, а также указывают дату ремонта. Эта пластинка крепится на соединительном болте воздухораспределителя. [c.183]
После проведения указанных испытаний фланец тройного клапана окрашивают в соответствующий цвет (см. табл. 14) и пломбируют с постановкой металлической бирки под гайку болта крышки. На бирке наносят клейма — номер контрольного пункта автотормозов и дату ремонта. [c.309]
Полностью обработанные поршни на установке 21 тщательно промываются в содовом растворе и чистой воде и проходят окончательную проверку на контрольно-сортировочном автомате 22. Автомат сортирует поршни на группы по размерам, отделяя бракованные и годные в зависимости от диаметра головки поршня и диаметра отверстия под поршневой палец, наносит клеймо и направляет поршни в упаковочную машину 23. Эта машина покрывает каждый поршень антикоррозийной смазкой, завертывает в бумагу и упаковывает по 6 шт. в картонную коробку. Коробка автоматически попадает на транспортер и отправляется в экспедицию, а затем на склад.
[c.501]
в картонную коробку. Коробка автоматически попадает на транспортер и отправляется в экспедицию, а затем на склад.
[c.501]
Прихватка осуществляется газовой, дуговой или точечной сваркой. После прихватки проверяют зазоры, контрольные размеры, качество прихватки, наличие и соответствие клейм на заготовках. Проверенные заготовки направляют на сварку. [c.294]
По окончании обработки лап, верха и баз Л, Б, В и Г контролер проверяет на станке размеры и геометрию обработанных поверхностей и баз в соответствии с техническими требованиями замеряет фактические размеры, необходимые для контроля на следующих операциях. Разности размеров Ж и Д, 3 и К, замеренные штихмасом от направляющих боковой стойки и поперечины станка до баз Б, В, Г я основания лап, выбивают на базах В я Г я записывают в карту обмера, которую контрольный мастер заверяет личным клеймом и подписью. [c.353]
Рабочие шаблоны и путевые шаблоны ЦУП проверяются не реже одного раза в квартал в дистанционных мастерских начальником дистанции, его заместителем или старшим дорожным мастером. У шаблонов с изоляцией проверяется и диэлектрическая прочность их. При всех проверках на приборе в дистанционной мастерской ставят клеймо с датой проверки. В Журнале учета измерительных приборов делают отметку о времени проверки и записывают фамилию лица, проверявшего данный прибор. В дистанционных мастерских для проверки путевых шаблонов должен быть специальный станок. Этот станок систематически проверяют контрольным шаблоном-эталоном, хранящимся в запираемом футляре. Шаблоном-эталоном проверяют также специальные шаблоны, служащие для проверки рабочих путевых шаблонов.
[c.204]
У шаблонов с изоляцией проверяется и диэлектрическая прочность их. При всех проверках на приборе в дистанционной мастерской ставят клеймо с датой проверки. В Журнале учета измерительных приборов делают отметку о времени проверки и записывают фамилию лица, проверявшего данный прибор. В дистанционных мастерских для проверки путевых шаблонов должен быть специальный станок. Этот станок систематически проверяют контрольным шаблоном-эталоном, хранящимся в запираемом футляре. Шаблоном-эталоном проверяют также специальные шаблоны, служащие для проверки рабочих путевых шаблонов.
[c.204]
После приемки автосцепки ставят запорный болт (см. рис. 30), проверяют подвижность деталей, а затем набивают клейма. Отремонтированные автосцепки вывозят из контрольного пункта и устанавливают на деревянном настиле в вертикальное положение (хвостовиком вверх), наиболее удобное для окраски и хранения. [c.171]
При полном осмотре отремонтированные и проверенные узлы и детали надлежит клеймить. Клеймо, обозначающее условный номер, присвоенный контрольному пункту автосцепки (отделению по ремонту автосцепки), и дату полного осмотра, ставится в установленном месте на хорошо зачищенной поверхности цифрами высотой не менее 6 мм и глубиной 0,25 мм.
[c.172]
Клеймо, обозначающее условный номер, присвоенный контрольному пункту автосцепки (отделению по ремонту автосцепки), и дату полного осмотра, ставится в установленном месте на хорошо зачищенной поверхности цифрами высотой не менее 6 мм и глубиной 0,25 мм.
[c.172]
Манометры должны ежегодно проверяться представителем Комитета стандартов, мер и измерительных приборов при Совете Министров СССР, а после проверки его крышку пломбируют (с датой проверки), а на циферблате манометра ставится клеймо. Кроме того, предприятие обязано не реже одного раза в 6 месяцев дополнительно проверять манометры контрольным или проверенным рабочим манометром с записью результатов в журнал контрольных проверок. [c.251]
Контрольные легкоплавкие пробки применяются в некоторых типах паровых котлов для сигнализации об аварийном понижении уровня воды (рис. 57). Корпус пробки изготовляется из бронзы, латуни или стали. Снаружи пробка имеет резьбу, а внутри — сквозное отверстие для заливки легкоплавким сплавом (90% свинца и 10% олова), который плавится при температуре 280—300°С. При заливке легкоплавким сплавом пробку подвергают гидравлическому испытанию давлением, равным 1,25 рабочего давления котла, а затем на верхней торцовой кольцеобразной поверхности ставят клеймо с указанием даты заливки пробки.
[c.108]
При заливке легкоплавким сплавом пробку подвергают гидравлическому испытанию давлением, равным 1,25 рабочего давления котла, а затем на верхней торцовой кольцеобразной поверхности ставят клеймо с указанием даты заливки пробки.
[c.108]
Если при контрольной проверке лома были обнаружены взрывоопасные предметы, то в акт с достаточной ясностью вписывают их характеристику и количество, клеймо и знаки, обнаруженные на боеприпасах. На предприятии должна быть книга учета обнаруженных взрывоопасных предметов, которая заполняется по стандартной форме [c.60]
Учет и выдача клейм и штемпелей. При ОТК, особенно на крупных заводах, обычно имеется своя инструментальная кладовая для хранения и выдачи контрольных приборов, вспомогательного инструмента и материалов, которы.ми пользуютс.я только работники ОТК. В этой кладовой следует организовать хранение и выдачу клейм и штемпелей. [c.122]
После 13 300 час. работы котла была обнаружена неплотность в месте приварки к штуцерам нескольких змеевиков. Это объяснили некачественностью монтажной сварки. Штуцеры подварили, и котел продолжал работать. Спустя некоторое время появились неплотности в других штуцерах и повторные неплотности в подваренных. Была обнаружена неплотность в сварном стыке левого днища коллектора. Все эти дефекты исправляли подваркой. Трехкратная и даже четырехкратная течь в нескольких штуцерах была объяснена неудобством под-варки, Лишь после 17 800 час. работы котла возникло предположение, что кепрекращающиеся свищи в сварных стыках объясняются постепенным увеличением диаметра штуцеров и самого коллектора. При проверке оказалось, что наружный диаметр коллектора был увеличен в отдельных местах на 20 мм, а толщина стенки между штуцерами уменьшилась с 34 до 21,5 мм. Контрольный анализ металла показал, что заводской сертификат и клеймо на самом коллекторе были неправильны. В действительности коллектор был изготовлен не из хромомолибденовой, а из обычной углеродистой стали, из которой были выполнены коллекторы насыщенного пара, вследствие чего при температуре пара 480° С напряжение превышало допустимое для этой стали.
Это объяснили некачественностью монтажной сварки. Штуцеры подварили, и котел продолжал работать. Спустя некоторое время появились неплотности в других штуцерах и повторные неплотности в подваренных. Была обнаружена неплотность в сварном стыке левого днища коллектора. Все эти дефекты исправляли подваркой. Трехкратная и даже четырехкратная течь в нескольких штуцерах была объяснена неудобством под-варки, Лишь после 17 800 час. работы котла возникло предположение, что кепрекращающиеся свищи в сварных стыках объясняются постепенным увеличением диаметра штуцеров и самого коллектора. При проверке оказалось, что наружный диаметр коллектора был увеличен в отдельных местах на 20 мм, а толщина стенки между штуцерами уменьшилась с 34 до 21,5 мм. Контрольный анализ металла показал, что заводской сертификат и клеймо на самом коллекторе были неправильны. В действительности коллектор был изготовлен не из хромомолибденовой, а из обычной углеродистой стали, из которой были выполнены коллекторы насыщенного пара, вследствие чего при температуре пара 480° С напряжение превышало допустимое для этой стали. [c.42]
[c.42]
После каждой контрольной проверки на приборе (инструменте), отвечаю- щем всем предъявляемым к нему техническим требованиям, должен ставиться соответствующий штамп (клеймо) с указанием срока следующей проверки. Без наличия указанного штампа (клейма) использование прибора (инстру.чента) не допускается. [c.532]
Работы по диагностике сосуда выполняют по наряду-допуску, оформляемому предприятием, эксплуатирующим сосуд. Предохранительные устройства сосуда, а также контрольно-измерительные приборы (КИП), установленные на щитах системы автоматизации (СА) и по месту, должны соответствовать рабочей (проектной) документации на СА сосуда. КИП должны быть метрологически поверены и иметь соответствующие клейма и отметки. [c.253]
На автоматической линии для обра-(«ютки пустотелых валов Н. С. Севрю-кова н М. А. Новожилова на различных станках последовательно производится подрезка торцов и центровка летали, глубокое сверление детали на шести двухшпиндельных сверлильных станках и последующее развертывание па шестишпиндельном станке. После развертывания валы правятся и клеймятся вручную. Дальнейшая обработка па автоматической линии состоит из обточки под люнет на модернизированном токарном станке 161С, обточки цилиндрической и фигурной частей вала иа токарных станках 161С и контроля йла на автоматическом контрольном приспособлении.
[c.180]
После развертывания валы правятся и клеймятся вручную. Дальнейшая обработка па автоматической линии состоит из обточки под люнет на модернизированном токарном станке 161С, обточки цилиндрической и фигурной частей вала иа токарных станках 161С и контроля йла на автоматическом контрольном приспособлении.
[c.180]
При контроле квалификации сварщиков кроме сварки и испытания необходимых образцов следует определить индивидуальные способности и возможности каждого сварщика. Это позволит избежать ошибок при выборе сварщика для сварки того или иного вида изделий. В сварочной лаборатории, а при ее отсутствии на сварочном участке или у инженера по сварке на каждого сварщика, допущенного к самостоятельной работе, заводится формуляр, в который заносятся следующие данные отметки о рекомендуемых изделиях, на которых сварщик показывает лучшее качество сварки сведения о методах и способах сварки, освоенных сварщиком сведения о дипломировании и передипломировании, данные о присвоенном лейме, данные механических испытаний выполненных контрольных сварных образцов результаты неразрушающих методов контроля, которым подвергались изготовленные сварщиком изделия. Сварочная лаборатория, а при ее отсутствии инженер по сварке должны следить за своевременным дипломированием и передипломи-рованием сварщиков, оформлением удостоверений на производство ответственных сварочных работ, производить (либо организовывать) своевременный контроль сварных образцов различного назначения, давать предложения о присвоении клейм и оформлять присвоение. Часть этих функций (например, присвоение клейм, оформление удостоверений) может быть передана сварочным участкам.
[c.261]
Сварочная лаборатория, а при ее отсутствии инженер по сварке должны следить за своевременным дипломированием и передипломи-рованием сварщиков, оформлением удостоверений на производство ответственных сварочных работ, производить (либо организовывать) своевременный контроль сварных образцов различного назначения, давать предложения о присвоении клейм и оформлять присвоение. Часть этих функций (например, присвоение клейм, оформление удостоверений) может быть передана сварочным участкам.
[c.261]
Лучшего повара и сварщика, а еще электромонтажника и швею выбирали среди заключенных
19.01.2015 17:11
#Общество
Автор: Дарья Щекотова, при поддержке телекомпании «Сфера».
Проблему дефицита рабочих специальностей в округе можно решить за счет осужденных. В этом уверены организаторы конкурса профмастерства «Зажги звезду своей профессии», который провели в нижневартовской исправительной колонии №15. Заключенные соревновались в номинациях «Сварщик», «Пекарь», «Повар», «Резчик по дереву и бересте», «Оператор швейного оборудования», «Столяр» и «Электромонтажник». Эти профессии сегодня наиболее востребованы на рынке труда.
Заключенные соревновались в номинациях «Сварщик», «Пекарь», «Повар», «Резчик по дереву и бересте», «Оператор швейного оборудования», «Столяр» и «Электромонтажник». Эти профессии сегодня наиболее востребованы на рынке труда.
Четыре года за решеткой для Дениса Чемлякова прошли недаром. Пока отбывал срок в нижневартовской колонии, тракторист освоил профессию сварщика и даже получил третий разряд. Новые навыки, уверен хантымансиец, пригодятся в быту и расширят перспективы трудоустройства после освобождения.
Денис Чемляков, осужденный: «Металл два миллиметра, дугу чуть-чуть задержал, прожег – дырка. Заплавлять ее проблематично, дополнительная работа — трата времени».
Варят на конкурсе не только металл, но и овощи. Нижневартовская колония №15 славится кулинарами. Это единственное исправительное учреждение в округе, производящее макароны. А еще заключенные здесь шьют одежду и постельные принадлежности, занимаются деревообработкой.
Виталий Поленок, начальник центра трудовой адаптации ИК-15: «Для укладки труб подставки делаем, деревообработка ориентирована на это производство. Также имеется собственная пилорама, которая изготавливает доску для деревообработки. Получается замкнутый цикл».
Также имеется собственная пилорама, которая изготавливает доску для деревообработки. Получается замкнутый цикл».
Работают в колонии больше 80 осужденных. Но это только четвертая часть всех отбывающих срок. Впрочем, учреждение может трудоустроить и больше. Производственные площади есть, а вот заказов немного. Югорский рынок труда остро нуждается в представителях рабочих профессий, но не все работодатели знают, как утолить кадровый голод за счет заключенных.
Белла Гарманова, бизнесмен: «Я представитель частного ателье. Я столкнулась с такой проблемой: нет хороших мужских мастеров. За этим, наверное, и пришла сюда».
Ирина Максимова, председатель окружной Общественной наблюдательной комиссии по правам человека: «В исправительном учреждении ИК-11 есть сварщик, который имеет личное клеймо. Много сейчас вы найдете представителей рабочих специальностей с личным клеймом? Это же сертификат международного образца. Многие крупнейшие компании сделали бизнес руками осужденных».
Предполагается, что конкурс профмастерства станет рекламой для бизнесменов, которые после освобождения квалифицированных специалистов пригласят их на работу. Впрочем, многие заключенные выразили желание работать на себя и уже сейчас мечтают о собственном деле.
Обычная сварка на стройке — Флейм
Обычная сварка на стройке — это и есть сварка Ст3 ручными электродами. ИМХО. Гаражно-таджицкая.
Точно! Там в ответе прям так и надо было добавить в конце: гаражно-таджикская, чтоб до ТС крутость ответа Булата еще реще дошла
Если заводишь речь касательно «конкретного инженера», так сразу в топике и надо привести ссылку на тот конкретный пост, по которому у тебя возник вопрос.

@Bully, Ссылки приведены в посте номер 9.
И что ты кипятишься-то?
Мне просто непонятно, как можно было в абзаце уместить все то, что ты знал о сварке, при этом сам непосредственно никогда ею не занимался, но на вопрос так и не ответить
Повторю, по поводу тебя и твоей говорливости лично у меня иллюзий нет. Интересно мнение других. И то, не чисто о тебе. А об явлении, как таковом. Не первый раз же уже такое происходит. И не раз тебе указывалось на некоторую, скажем, некомпетентность в том, или ином вопросе.
Поржать можно было бы чуток, или около того. По-доброму
Но, если тут принято обсуждать кого угодно. От американских баб со стволами, до индийских программистов, не трогая при этом себя… Что ж Значит Яндекс круто хохмит.
Соглашусь с @piden Точнее давно согласен. И про критику и про чувство юмора в том числе.
Давай меня обсудим. Не вопрос
Сварщик Артем Озеров: про умелые руки, светлую голову и творчество — Люди
Сварщики России отмечают свой профессиональный праздник в последнюю пятницу мая, которая в этом году выпала на 27 число. Праздник не является официальным, однако этой традиции уже 20 лет, ведь сегодня без сварщика не обходится ни одна отрасль промышленности. Услуги этих специалистов широко востребованы и в сфере жилищно-коммунального хозяйства. Корреспондент «РИАМО в Королеве» пообщалась со сварщиком Артемом Озеровым и узнала, что он думает об этой профессии, какие скульптуры для города он создал, и есть ли в работе сварщика место творчеству.
Праздник не является официальным, однако этой традиции уже 20 лет, ведь сегодня без сварщика не обходится ни одна отрасль промышленности. Услуги этих специалистов широко востребованы и в сфере жилищно-коммунального хозяйства. Корреспондент «РИАМО в Королеве» пообщалась со сварщиком Артемом Озеровым и узнала, что он думает об этой профессии, какие скульптуры для города он создал, и есть ли в работе сварщика место творчеству.
Жители Королева о работе: близость к дому и нехватка кадров>>
– Артем, как давно вы овладели профессией сварщика?
– Случилось это около 10 лет назад. Однако это не моя основная профессия – я строитель. Сначала я получил специальность каменщика-монтажника и конструктора железобетонных конструкций, а сварку изучал параллельно, потому что соответствующие знания и навыки необходимы в строительстве. Затем получил профессию техника-строителя.
Несколько лет не работал со сваркой, но около года назад я устроился в КГПО «Горзеленхозстрой», руководство которого настояло, чтобы я вернулся к этой специальности. Здесь очень широкий фронт работ, в том числе для сварщика. Так что теперь именно эта профессия является для меня основной.
Здесь очень широкий фронт работ, в том числе для сварщика. Так что теперь именно эта профессия является для меня основной.
– Как проходят ваши рабочие будни?
– Моя должность – специалист по обслуживанию зданий и сооружений, в первую очередь производственных помещений нашего объединения. Сюда входят и слесарные работы, и поддержание коммуникаций в надлежащем состоянии, и мелкий ремонт. Ремонт транспортных средств, которые задействованы предприятием, тоже в моей компетенции. И, конечно же, то, где сварка востребована больше всего, – изготовление пик для ручного сбора мусора, ремонт урн и каркасов лавок, создание металлических конструкций вертикального озеленения, которые затем размещают на улицах города и украшают растениями.
Участие в ландшафтных проектах для города – это самая интересная составляющая моей работы. Потому что именно в этом случае кажущийся банальным процесс соединения нескольких деталей посредством сварки превращается в творчество.
– Какие скульптуры вы сделали для города?
– Торт, который прошлым летом размещался в прогулочной зоне проспекта Королева и который, кстати, вскоре будет вновь установлен. Надпись «Королев», дополняющую герб города неподалеку от памятника Сергею Павловичу Королеву. «Инопланетный» цветок возле памятника первому искусственному спутнику Земли. Буквально на днях завершены работы по изготовлению каркаса и монтажу конструкций новой композиции – золотой рыбки, которая заняла свое место на проспекте Королева.
Надпись «Королев», дополняющую герб города неподалеку от памятника Сергею Павловичу Королеву. «Инопланетный» цветок возле памятника первому искусственному спутнику Земли. Буквально на днях завершены работы по изготовлению каркаса и монтажу конструкций новой композиции – золотой рыбки, которая заняла свое место на проспекте Королева.
Конечно, все эти скульптуры – не только моих рук дело, а результат труда самых разных специалистов, творческой бригады – дизайнеров, художников, столяров, сварщиков, озеленителей. Работать в таком коллективе интересно еще и потому, что можно освоить новые направления деятельности, перенять опыт у старших коллег, поделиться своими наработками с новичками.
– Сколько времени заняла работа над золотой рыбкой?
– Порядка полутора месяцев. Могло бы получиться быстрее, если бы я занимался только ею. Бывает, задерживаюсь на работе по собственному желанию, но не потому, что что-то не доделал, а потому, что хочется поскорее увидеть результат.
– Какие сложности возникают при создании подобных конструкций?
– Я бы не называл их сложностями, это обычные рабочие моменты, когда мы с коллегами вместе ищем оптимальное решение. Например, продумываем варианты соединения нескольких частей при монтаже конструкции на месте. До этого необходимо продумать, как доставить элементы к месту монтажа. Иногда их приходится распиливать, поэтому нужно решить, как это сделать, чтобы конструкция сохранила свою форму, не деформировалась. Также важно принять хотя бы минимальные антивандальные меры. Нужно учесть, как рабочим будет удобнее наполнять конструкцию почвогрунтом, а потом извлекать его при демонтаже.
По сути сварка – это лишь часть процесса. Здесь требуется умение работать с чертежами, которые могут занимать десятки страниц. Обязательно нужно «включать» пространственное мышление, задействовать собственные конструкторские способности. Даже перед тем, как придать металлической профильной трубе нужные изгибы, следует, как в пословице, семь раз отмерить – то есть, хорошенько подумать.
– Получается, в рабочей профессии важны не только умелые руки, но и светлая голова?
– Несомненно. Ведь залог профессионализма – не только опыт, но и теоретические знания, которые нужно грамотно применять на практике. Нельзя так просто взять сварочный аппарат и наложить шов. Существует несколько десятков видов и способов сварочных процессов. Необходимо знать свойства разных металлов и особенности их сварки, методы и принципы действия используемых агрегатов и оборудования, понимать физическую сущность всех протекающих процессов. Лично мне все это интересно. Мне нравится работать и руками, и головой. Особенно сейчас, когда день за днем из обычных металлических профилей и листов появляется то, что будет радовать людей.
– Вы бы посоветовали молодежи осваивать рабочие профессии?
– Скорее да, чем нет. И не только потому, что сейчас представители рабочих профессий очень востребованы в самых разных отраслях. Умение делать что-то своими руками всегда находит применение и в жизни. При выборе будущей профессии или специальности важно учитывать не только ее престижность и популярность. Если лежит душа, если нравится – тогда вперед!
При выборе будущей профессии или специальности важно учитывать не только ее престижность и популярность. Если лежит душа, если нравится – тогда вперед!
Следует учитывать и ряд моментов. Например, работа сварщика подразумевает наличие у человека определенных личных качеств, таких как терпение и выдержка, ведь иной раз приходится работать в неудобной позе. Кроме того, нужна аккуратность, собранность и высокая степень ответственности. Во-первых, работа связана с риском для здоровья в случае несоблюдения техники безопасности, а во-вторых, нужно понимать, что некачественно выполненная работа может уменьшить срок эксплуатации изделия или даже причинить кому-то вред.
– Как вы относитесь к тому, что среди сварщиков есть представительницы прекрасного пола? Например, участница финала чемпионата WorldSkills Russia из Королева?
– Это здорово! Мне встречались женщины-сварщицы, у которых есть даже свое персональное клеймо – показатель уровня высокого мастерства. Это своего рода личная гарантия специалиста, работающего на особо важных объектах. Я считаю, что если девушка желает овладеть не совсем «женской» профессией, то ее нужно поддержать.
Это своего рода личная гарантия специалиста, работающего на особо важных объектах. Я считаю, что если девушка желает овладеть не совсем «женской» профессией, то ее нужно поддержать.
Участникам конкурса WorldSkills Russia из Королева, а также всем, кто только начинает осваивать профессию сварщика, хочу пожелать веры в себя, целеустремленности, искреннего желания стать высококлассным специалистом. И тогда все получится!
Приказ о присвоении личных клейм сварщикам
Вконтакте
Google+
Одноклассники
Здравствуйте, в этой статье мы постараемся ответить на вопрос «Приказ о присвоении личных клейм сварщикам». Также Вы можете бесплатно проконсультироваться у юристов онлайн прямо на сайте.
Где именно принято ставить клеймо? В первую очередь на следующих конструкциях: металлические швеллеры и балки; потолочные основы; можно (но не обязательно) применять клеймо в скреплениях арматуры или сварки элементов менее 6 миллиметров. После завершения сварочных работ на объектах ОПО сварщик обязан проставить клеймо рядом с выполненным швом.
После завершения сварочных работ на объектах ОПО сварщик обязан проставить клеймо рядом с выполненным швом.
В целом, приказ Федеральной службы по экологическому, технологическому и атомному надзору, направлен на усиление качества работы, сведение к минимуму всевозможных нарушений при работе с тяжёлыми металлическими конструкциями на опасных производственных объектах. При этом большое внимание в ФНП «Сварка на ОПО» уделено именно идентификации работника, который выполнил сварочные мероприятия.
Протокол о присвоеннии клейма монтажникам
При оформлении клейма символы выбивают в виде:
- двух строк без рамки;
- двух строк в прямоугольной рамке;
- цифр одной строкой в ромбе;
- однострочного числа внутри круга;
- цифр одной строкой в квадрате;
- однострочного числа без рамки.
Клеймо предназначено для получения отпечатка кода на поверхности свариваемых деталей после удара молотком. Глубина оттиска и другие характеристики нормируются ГОСТ 25726-83.
Глубина оттиска и другие характеристики нормируются ГОСТ 25726-83.
Существует несколько вариантов исполнения клейма сварщиков: числа в две строки без рамки, числа в две сроки с рамкой, числа в ромбе, квадрате, равностороннем треугольнике и без них. Все символы имеют высоту шрифта от 3-х до 5 мм.
Считать не подлежащим применению с 26 марта 2007 г. постановление Госгортехнадзора России от 2 декабря 1997 г. N 47 «Об утверждении Инструкции по учету и применению шифров клейм».
После завершения сварочных работ на объектах ОПО в обязанности сварщика входит проставления клейма рядом со свариваемыми участками.
Федеральные нормы и правила, которые направлены на безопасную деятельность в трудных производственных объектах, вступили в силу 8 октября 2014 года. До этого времени идентификационные номера уже широко применялись, однако не было единой базы, по которой можно было бы узнать всю необходимую информацию о сварщике: должность, дата аттестации, вид деятельность, область аттестации.
При сварке особо ответственных металлоконструкций аттестованные сварщики делают оттиск своим клеймом рядом с наваренным швом.
Шифр клейма имеет три знака одного размера (высотой 6 мм), располагаемые в ряд в круге диаметром 12 мм и состоит из двух цифр (цифровая часть шифра) и одной заглавной буквы (буквенная часть шифра).
Клеймо сварщика: предназначение и правила присвоения
Клеймо выдается на основании приказа с указанием следующей информации:
- ФИО и дата рождения сварщика;
- должность;
- дата прохождения аттестации;
- к каким видам работы допущен сварщик;
- присвоенный разряд;
- код клейма и период действия.
Перепутать сварщиков невозможно – каждое клеймо потому и называется личным, что носит индивидуальный номер. Если вдруг был выявлен какой-то дефект или брак, по клейму можно было определить исполнителя, выполнившего некачественную работу. С одной стороны инструмента обязательно выбивается зеркальное обозначение: буквенное и цифровое. Вторая сторона предназначена для нанесения удара, в результате которого должно получиться ровное рельефное изображение.
Вторая сторона предназначена для нанесения удара, в результате которого должно получиться ровное рельефное изображение.
Если сварщик прошел аттестацию до вступления в силу ФНП «Сварка на ОПО», то за ним остается клеймо, выданное ему ранее и закрепленное в приказе предприятия. Оно действительно до очередной аттестации, а затем, после ее прохождения, выдается новое клеймо в соответствии с требованиями ФНП.
Методические рекомендации имеют целью предложить единый порядок присвоения, регистрации, учета и применения клейм с шифрами для клеймения баллонов при их освидетельствовании на ремонтно-испытательных пунктах, наполнительных станциях, в организациях-наполнителях баллонов, и т.п. (далее – организация).
При этом, если над одним сварным швов высокой сложности трудились сразу несколько работников, необходимо чтобы каждый сварщик оставил свой шифр.
Клеймом принято называть ручной инструмент, выполненный в форме металлического стержня. Изготовлен он из инструментальной стали, прочность которой – 50-60 HRC. Клеймо сварщика изготавливается в соответствии с ГОСТ 25726-83.
Клеймо сварщика изготавливается в соответствии с ГОСТ 25726-83.
В Федеральных нормах и правилах также имеется пункт о том, что при исполнении сварных мероприятий одним сварщиком, указывание идентификационного шифра на всех швах необязательно.
Клеймом принято называть ручной инструмент, выполненный в форме металлического стержня. Изготовлен он из инструментальной стали, прочность которой – 50-60 HRC. Клеймо сварщика изготавливается в соответствии с ГОСТ 25726-83.
Для получения клейма необходимо пройти аттестацию в национальном агентстве контроля сварки (НАКС), филиалы которого есть в большинстве городов России. Для работы на ОПО аттестацию должны пройти работники четырех уровней:
- Сварщики умеющие выполнять все виды швов с любым пространственным положением.
- Мастера-сварщики, к которым предъявляются более высокие требования. В их компетенцию входит не только сварка, но и обязанность контролировать работу других сварщиков.
- Технологи контролируют производственные процессы всего предприятия.

- Инженеры несут ответственность за правила и подтверждающие их документы по проведению сварочных работ.

До этого времени идентификационные номера уже широко применялись, однако не было единой базы, по которой можно было бы узнать всю необходимую информацию о сварщике: должность работника, дату аттестации, шифр клейма, разряд, вид деятельности, область аттестации.
На кольцевом шве делают не меньше двух оттисков, один около точки пересечения с продольным соединением. Места клеймения заключают в рамку из несмываемой краски яркого цвета. На кольцевых швах большой протяженности отпечатки ставят через каждые 2 м.
Сварочное клеймо, которое изготавливается в соответствии с ГОСТом 25726-83, должно содержать в себе буквы и цифры, размерами около 6 мм. В случае выполенения особых работ, допускается использвание знаком большего или меньшего размера, при этом данное обстоятельство оговаривается с руководством организации и ставится в известность.
Профессия сварщика не так проста, как кажется на первый взгляд. Иначе не существовало бы специальной аттестации и квалификационных проверок знаний на продление или повышение разряда. Все это говорит о повышенной ответственности сварщика перед выполнением трудоемких и важных сварных швов и соединений. Обязательным элементом в данном случае является личное клеймо сварщика.
Иначе не существовало бы специальной аттестации и квалификационных проверок знаний на продление или повышение разряда. Все это говорит о повышенной ответственности сварщика перед выполнением трудоемких и важных сварных швов и соединений. Обязательным элементом в данном случае является личное клеймо сварщика.
Приказ о присвоении клейм
В случае выявления каких- либо дефектов сварки или брака, по номеру оттиска определяется исполнитель, выполнивший работу с нарушениями.
Однако, как при проверке выявить, кем были произведены те или иные сварочные работы? Разрешить этот вопрос быстро и без проблем, помогает клеймо сварщика.
Что такое сварочное клеймо, как оно присваивается и куда наносится Кстати, с 8 октября 2014 года в силу вступили федеральные нормы и правила, регламентирующие определенные требования к работе на опасных объектах. Благодаря этому нововведению появилась единая база, где собраны сведения обо всех аттестованных сварщиках.
Любой аттестованный сварщик, выполняющий работу с различными металлическими изделиями, обязан идентифицировать все сварные швы, которые он выполняет.![]() Данное действие предусмотрено для того, чтобы в полном объеме идентифицировать все произведенные конкретным сварщиком сварные швы и стыки.
Данное действие предусмотрено для того, чтобы в полном объеме идентифицировать все произведенные конкретным сварщиком сварные швы и стыки.
Какое может учереждение присваивать клеймо сварщику
Работа электросварщиков является высокотехнологичной, что требует обязательного использования различных нормативных документов.
Профессия сварщика не так проста, как обывателю может показаться на первый взгляд. В противном случае не проводилась бы специальная аттестация, не было бы квалификационных проверок знаний специалистов на продление разряда или его повышение. Так что можно сказать, что работа сварщика ответственна и сложна, ведь именно он выполняет трудоемкие и важные сварные соединения и швы.
После документального утверждения шифра каждому работнику, организация должна предоставить ударные клейма.
Согласно пункту 21 ФНП «Сварка на ОПО», сварные соединения, стенки которых толще 6 миллиметров, обязательно должны быть промаркированы номером сварщика, выполнявшего работу. А по ГОСТу 25225-82, место работы сварщик должен обозначить своим клеймом.
А по ГОСТу 25225-82, место работы сварщик должен обозначить своим клеймом.
Приказ о присвоении клейма сварщику: образец, форма
Если необходимо проставить клеймо после исполнения кольцевого шва, то это нужно сделать в месте пересечения этого шва с продольными. В случае, если шовное соединение имеет большую протяженность, оттиски должны повторяться через каждые два метра. Чтобы обозначить место клеймения, его обводят яркой несмываемой краской.
Если сварные соединения сосуда выполняются одним сварщиком, то допускается клеймо ставить около таблички или на другом открытом участке. У продольных швов клеймо следует располагать в начале и конце шва на расстоянии 100 мм от кольцевого шва.
Для выбраковки баллонов в организациях должны использоваться клейма круглой формы диаметром 12 мм с буквой «X».
Как получить клеймо сварщика? Клеймо сварщика является обязательным элементом работника, аттестованного в Национальном Агентстве Контроля Сварки (накс). Структурное подразделение системы аттестации сварочного производства, после успешной сдачи всех испытаний, выдает шифр клейма вместе с аттестационным удостоверением.
В некоторых случаях в качестве идентификации используются первые буквы фамилии сварщика или ряд цифр. Но чаще всего шифр клейма сварщика генерируется автоматически. За основу берется дата рождения специалиста, его фамилия, имя и отчество. Обычно клеймо не меняется ни при продлении, ни при прохождении аттестации, ни при смене способа сварки.
При сварке особо ответственных металлоконструкций аттестованные сварщики делают оттиск своим клеймом рядом с наваренным швом. Эта процедура является знаком подтверждения выполнения определенного соединения именно тем сварщиком, цифры клейма которого и нанесены на данное изделие.
Сварщики, работающие на ответственных объектах, должны идентифицировать выполненные швы. Это необходимо для получения, при необходимости, информации о мастере даже через длительный срок. Для идентификации после аттестации выдают специальный инструмент, называемый личным клеймом сварщика.
Клеймо, выданное до вступления в силу Федеральных норм и правил по сварке на ОПО, будет действительно до очередной аттестации, а затем, в случае ее успешного прохождения, выдается новое, соответствующее требованиям ФНП.
Ударное клеймо, клеймо по металлу, производство
Клеймо сварщика изготавливается по той же технологии, что и ударное клеймо и представляет собой металлический стержень, изготовленный из инструментальной стали У8А c твердостью закалки 52-56 HRC.
Так что можно сказать, что работа сварщика ответственна и сложна, ведь именно он выполняет трудоемкие и важные сварные соединения и швы. Обязательный элемент, необходимый специалистам с высоким разрядом – клеймо сварщика.
Ничего сложного, как видите. Кроме того, приказ о присвоении персонального клейма обычно пишется в свободной форме. В нем могут указываться виды свариваемых конструкций, другие полномочия сварщика.
Вконтакте
Google+
Одноклассники
Похожие записи:
Образец приказа на присвоение клеймо
Профессия сварщика не так проста, как обывателю может показаться на первый взгляд. В противном случае не проводилась бы специальная аттестация, не было бы квалификационных проверок знаний специалистов на продление разряда или его повышение. Так что можно сказать, что работа сварщика ответственна и сложна, ведь именно он выполняет трудоемкие и важные сварные соединения и швы. Обязательный элемент, необходимый специалистам с высоким разрядом – клеймо сварщика. О нем и поговорим сегодня.
Так что можно сказать, что работа сварщика ответственна и сложна, ведь именно он выполняет трудоемкие и важные сварные соединения и швы. Обязательный элемент, необходимый специалистам с высоким разрядом – клеймо сварщика. О нем и поговорим сегодня.
Вид и шифр
В некоторых случаях в качестве идентификации используются первые буквы фамилии сварщика или ряд цифр. Но чаще всего шифр клейма сварщика генерируется автоматически. За основу берется дата рождения специалиста, его фамилия, имя и отчество. Обычно клеймо не меняется ни при продлении, ни при прохождении аттестации, ни при смене способа сварки.
Есть несколько вариантов исполнения инструмента. Например, числа в две строки – без рамки или с рамкой, числа в треугольнике, ромбе или квадрате. Высота символов обычно составляет 6 миллиметров, однако в тех случаях, когда сварщик выполняет особые работы, допускается использование клейма большего или меньшего размера. Стоит отметить, что это обстоятельство предварительно необходимо обговорить с руководством!
Для чего нужно клеймо
При сварке особо ответственных металлоконструкций аттестованные сварщики делают оттиск своим клеймом рядом с наваренным швом. Эта процедура является знаком подтверждения выполнения определенного соединения именно тем сварщиком, цифры клейма которого и нанесены на данное изделие. То есть присвоение клейма сварщика можно назвать присвоением своеобразной подписи, которая подтверждает качественное выполнение сварочных работ. Перепутать сварщиков невозможно – каждое клеймо потому и называется личным, что носит индивидуальный номер. Если вдруг был выявлен какой-то дефект или брак, по клейму можно было определить исполнителя, выполнившего некачественную работу. Кстати, с 8 октября 2014 года в силу вступили федеральные нормы и правила, регламентирующие определенные требования к работе на опасных объектах. Благодаря этому нововведению появилась единая база, где собраны сведения обо всех аттестованных сварщиках. В базе есть информация о должности, дате аттестации и ее области, шифре клейма сварщика, разряде, виде деятельности.
Если вдруг был выявлен какой-то дефект или брак, по клейму можно было определить исполнителя, выполнившего некачественную работу. Кстати, с 8 октября 2014 года в силу вступили федеральные нормы и правила, регламентирующие определенные требования к работе на опасных объектах. Благодаря этому нововведению появилась единая база, где собраны сведения обо всех аттестованных сварщиках. В базе есть информация о должности, дате аттестации и ее области, шифре клейма сварщика, разряде, виде деятельности.
Клеймо сварщика: для чего оно?
Около сварных стыков трубопроводов, металлокаркасов, газового оборудования и т.д. нередко можно увидеть вытисненные буквы и цифры. Это клеймо сварщика, которое должно сопровождать те соединения, которые будут использоваться на опасных объектах. Давайте разберемся, как можно получить клеймо сварщика, как оно расшифровывается и где ставится.
Предназначение клейма
Личное клеймо сварщика – приспособление, с помощью которого ставится оттиск около сварного соединения. Клеймение детали необходимо в том случае, если работы проводились на особо ответственных конструкциях.
Клеймение детали необходимо в том случае, если работы проводились на особо ответственных конструкциях.
Оттиск клейма рядом со швом имеет право оставлять только специалист сварного производства, который прошел аттестацию НАКС.
Этим сварщик подтверждает, что работа выполнена качественно и что он взял на себя ответственность за результат.
Каждое клеймо сварщика НАКС носит номер, не имеющий аналогов. Если будут выявлены дефекты шва, то установить, кому принадлежит клеймо, не составит труда. Информацию можно найти в единой базе сварщиков.
Там указаны должность специалиста, его разряд и вид деятельности, область аттестации НАКС и дата последней экзаменовки, а также номер клейма.
Такие меры предосторожности при работах на опасных объектах предписаны ФПН «Сварка на ОПО», которые вступили в силу 8 октября 2014 года и действуют по сегодняшний день.
Как выглядит клеймо
Личное клеймо сварщика выглядит как металлический стержень с круглым или квадратным сечением. Он изготавливается из инструментальной стали, прочность которой должна быть не менее 50-60 HRC. С одной стороны находится зеркальное обозначение, состоящее из букв и цифр. Вторая сторона – ударная.
Он изготавливается из инструментальной стали, прочность которой должна быть не менее 50-60 HRC. С одной стороны находится зеркальное обозначение, состоящее из букв и цифр. Вторая сторона – ударная.
Если произвести на нее резкое силовое воздействие, на детали появится прямое изображение. Глубина отпечатка клейма, равно как и прочие его параметры, регламентирована ГОСТ 25726-83.
Высота цифр и букв, как правило, равна 6 мм, однако руководством конкретного предприятия могут быть предусмотрены и иные размеры шифра.
Расшифровка
Шифр клейма сварщика сугубо индивидуален. Благодаря этому перепутать работников практически невозможно, даже если на предприятии высокая текучка кадров или привлекаются сотрудники, работающие вахтовым методом. Как правило, такое клеймо должно содержать следующую информацию в зашифрованном виде:
- Фамилия специалиста,
- Его имя и отчество,
- Дата рождения.
Размещение компонентов происходит произвольно в автоматическом режиме, однако встречаются ударные клейма, на которых для идентификации специалиста использованы первые буквы его фамилии. Обратите внимание, что шифр присваивается без права изменения. То есть если работник сменит способ сварки, пройдет повторную или внеочередную аттестацию, его клеймо останется прежним.
Обратите внимание, что шифр присваивается без права изменения. То есть если работник сменит способ сварки, пройдет повторную или внеочередную аттестацию, его клеймо останется прежним.
Если специалист прошел аттестацию НАКС до того, как вступили в силу ФНП «Сварка на ОПО», то его клеймо можно будет использовать до следующей аттестации. После этого ему будет выдано новое клеймо с иным шифром, которое при следующих аттестациях меняться уже не будет.
Расположение символов на клейме может быть следующим:
- Символы размещены в две строки, рамки не предусмотрено.
- Символы расположены в две строки, имеют рамку.
- Числа, расположенные в одну строку и заключенные в ромб.
- Числа, вмещающиеся в одну строку, обрамленные кругом.
- Числа, расположенные в одной строке и заключенные в квадрат.
- Числа в одну строку без рамки.
Что нужно клеймить
Сварщики НАКС проставляют свое клеймо на ответственных конструкциях, к которым предъявляются особые требования насчет надежности и безопасности. Например, на газовом, котельном, подъемно-транспортном, нефтегазодобывающем оборудовании, строительных конструкциях, около сварных швов трубопроводов и т.д.
Например, на газовом, котельном, подъемно-транспортном, нефтегазодобывающем оборудовании, строительных конструкциях, около сварных швов трубопроводов и т.д.
Отпечаток должен быть нанесен на металлические поверхности, толщина которых превышает 6 мм. Если же толщина составляет менее 6 мм или сварные швы предстоит наложить на арматуру, клеймо можно не использовать. После нанесения отпечатка необходимо заполнить журнал сварочных работ и протокол испытаний сварных швов.
Где именно ставится клеймо
Личное клеймо сварщика должно быть проставлено в месте, предписанном в технологических документах. Если же таких рекомендаций не предусмотрено, то его ставят на свариваемом участке, на расстоянии не меньшем, чем 40 мм от границы.
Если сварочное соединение осуществлялось одним специалистом, то он оставляет свой оттиск около маркированной отправной точки.
Если же в работе принимали участие несколько сварщиков, то каждый из них обязан оставить оттиск в начале и конце шва.

При соединении труб или сложных конструкций, где сварка производится и с наружной, и с внутренней стороны, оттиск должен находиться на наружной. Если сварка сторон производилась различными специалистами, то клейма исполнителей должны располагаться в виде дроби. Числитель должен проставить тот, кто варил наружный шов, знаменатель — тот, кто осуществлял сварку внутреннего.
Если необходимо проставить клеймо после исполнения кольцевого шва, то это нужно сделать в месте пересечения этого шва с продольными.
В случае, если шовное соединение имеет большую протяженность, оттиски должны повторяться через каждые два метра. Чтобы обозначить место клеймения, его обводят яркой несмываемой краской.
Оттиск должен быть аккуратным и иметь читабельный вид на протяжении всей эксплуатации сваренных деталей.
Как получить клеймо сварщика
Приказ о присвоении клейма сварщику – конечный этап получения личного клейма. Ему предшествует аттестация НАКС. Чтобы успешно сдать все испытания, нужно иметь предписанный правилами стаж, обладать хорошими знаниями теории сварочного производства и справиться с практической частью экзамена. Клеймо будет выдано вместе с удостоверением.
Клеймо будет выдано вместе с удостоверением.
Что представляет собой аттестация НАКС и как ее пройти, можно узнать здесь.
Приказ о присвоении клейма сварщику составляется учреждением, которое производит сварочные работы. Документ может быть сформулирован в произвольной форме. Чаще всего в нем прописываются виды конструкций, которые должны подлежать клеймению, а также перечень дополнительных функций владельца клейма.
[Всего : 1 Средний: 5/5]
Где и когда ставят клеймо
Согласно пункту 21 ФНП «Сварка на ОПО», сварные соединения, стенки которых толще 6 миллиметров, обязательно должны быть промаркированы номером сварщика, выполнявшего работу. А по ГОСТу 25225-82, место работы сварщик должен обозначить своим клеймом.
Где именно принято ставить клеймо? В первую очередь на следующих конструкциях: металлические швеллеры и балки; потолочные основы; можно (но не обязательно) применять клеймо в скреплениях арматуры или сварки элементов менее 6 миллиметров. После завершения сварочных работ на объектах ОПО сварщик обязан проставить клеймо рядом с выполненным швом. После этого необходимо заполнить журнал работ, протоколы испытания соединений.
После завершения сварочных работ на объектах ОПО сварщик обязан проставить клеймо рядом с выполненным швом. После этого необходимо заполнить журнал работ, протоколы испытания соединений.
Как ставят клеймо
Каждый аттестованный сварщик должен знать, как правильно наносить клеймо. Его принято ставить на расстоянии 20-50 миллиметров от кромки сварочного шва. Необходимо ставить клеймо с наружной стороны. В том случае, если швы наружной и внутренней сторон завариваются разными специалистами, клейма ставятся с наружной стороны – через дробь. Числитель – это клеймо специалиста, сваривавшего детали с наружной стороны, знаменатель, в свою очередь, — сварщик внутренней стороны.
У швов продольных знак сварщика необходимо располагать в начале шва и в его конце. Важно соблюдать расстояние в 100 миллиметров от кольцевого шва. Если сварщик выполнял кольцевой шов, он выбивает клеймо в месте пересечения кольцевого шва с продольными. Через каждые два метра клеймо повторяется. Стоит отметить, что на каждом таком шве должно быть не менее двух пометок. Место клеймения каждого шва нужно заключать в хорошо различимую рамку из несмываемой краски.
Место клеймения каждого шва нужно заключать в хорошо различимую рамку из несмываемой краски.
Еще один пункт Федеральных норм и правил гласит: если все сварные работы на объекте проводит один сварщик, указывать идентификационный шифр на каждом соединении не нужно. Хватит и одного клейма, расположенного в доступном для осмотра месте. В то же время, если над одним сложным соединением работали несколько специалистов, каждый должен оставить свой шифр.
Клеймо сварщика: правила присвоения, требования и особенности
Профессия сварщика не так проста, как обывателю может показаться на первый взгляд. В противном случае не проводилась бы специальная аттестация, не было бы квалификационных проверок знаний специалистов на продление разряда или его повышение.
Так что можно сказать, что работа сварщика ответственна и сложна, ведь именно он выполняет трудоемкие и важные сварные соединения и швы. Обязательный элемент, необходимый специалистам с высоким разрядом – клеймо сварщика. О нем и поговорим сегодня.
О нем и поговорим сегодня.
Что представляет собой клеймо
Клеймом принято называть ручной инструмент, выполненный в форме металлического стержня. Изготовлен он из инструментальной стали, прочность которой – 50-60 HRC. Клеймо сварщика изготавливается в соответствии с ГОСТ 25726-83.
С одной стороны инструмента обязательно выбивается зеркальное обозначение: буквенное и цифровое. Вторая сторона предназначена для нанесения удара, в результате которого должно получиться ровное рельефное изображение.
Вид и шифр
В некоторых случаях в качестве идентификации используются первые буквы фамилии сварщика или ряд цифр. Но чаще всего шифр клейма сварщика генерируется автоматически. За основу берется дата рождения специалиста, его фамилия, имя и отчество. Обычно клеймо не меняется ни при продлении, ни при прохождении аттестации, ни при смене способа сварки.
Есть несколько вариантов исполнения инструмента. Например, числа в две строки – без рамки или с рамкой, числа в треугольнике, ромбе или квадрате.![]()
Высота символов обычно составляет 6 миллиметров, однако в тех случаях, когда сварщик выполняет особые работы, допускается использование клейма большего или меньшего размера.
Стоит отметить, что это обстоятельство предварительно необходимо обговорить с руководством!
Для чего нужно клеймо
При сварке особо ответственных металлоконструкций аттестованные сварщики делают оттиск своим клеймом рядом с наваренным швом.
Эта процедура является знаком подтверждения выполнения определенного соединения именно тем сварщиком, цифры клейма которого и нанесены на данное изделие.
То есть присвоение клейма сварщика можно назвать присвоением своеобразной подписи, которая подтверждает качественное выполнение сварочных работ.
Перепутать сварщиков невозможно – каждое клеймо потому и называется личным, что носит индивидуальный номер. Если вдруг был выявлен какой-то дефект или брак, по клейму можно было определить исполнителя, выполнившего некачественную работу.

Кстати, с 8 октября 2014 года в силу вступили федеральные нормы и правила, регламентирующие определенные требования к работе на опасных объектах. Благодаря этому нововведению появилась единая база, где собраны сведения обо всех аттестованных сварщиках.
В базе есть информация о должности, дате аттестации и ее области, шифре клейма сварщика, разряде, виде деятельности.
Согласно пункту 21 ФНП «Сварка на ОПО», сварные соединения, стенки которых толще 6 миллиметров, обязательно должны быть промаркированы номером сварщика, выполнявшего работу. А по ГОСТу 25225-82, место работы сварщик должен обозначить своим клеймом.
Где именно принято ставить клеймо? В первую очередь на следующих конструкциях:
- металлические швеллеры и балки;
- потолочные основы;
- можно (но не обязательно) применять клеймо в скреплениях арматуры или сварки элементов менее 6 миллиметров.
После завершения сварочных работ на объектах ОПО сварщик обязан проставить клеймо рядом с выполненным швом. После этого необходимо заполнить журнал работ, протоколы испытания соединений.
После этого необходимо заполнить журнал работ, протоколы испытания соединений.
Как ставят клеймо
Каждый аттестованный сварщик должен знать, как правильно наносить клеймо. Его принято ставить на расстоянии 20-50 миллиметров от кромки сварочного шва. Необходимо ставить клеймо с наружной стороны.
В том случае, если швы наружной и внутренней сторон завариваются разными специалистами, клейма ставятся с наружной стороны – через дробь.
Числитель – это клеймо специалиста, сваривавшего детали с наружной стороны, знаменатель, в свою очередь, – сварщик внутренней стороны.
У швов продольных знак сварщика необходимо располагать в начале шва и в его конце. Важно соблюдать расстояние в 100 миллиметров от кольцевого шва.
Если сварщик выполнял кольцевой шов, он выбивает клеймо в месте пересечения кольцевого шва с продольными. Через каждые два метра клеймо повторяется. Стоит отметить, что на каждом таком шве должно быть не менее двух пометок.
Место клеймения каждого шва нужно заключать в хорошо различимую рамку из несмываемой краски.
Еще один пункт Федеральных норм и правил гласит: если все сварные работы на объекте проводит один сварщик, указывать идентификационный шифр на каждом соединении не нужно. Хватит и одного клейма, расположенного в доступном для осмотра месте. В то же время, если над одним сложным соединением работали несколько специалистов, каждый должен оставить свой шифр.
Важная информация
При постановке клейма сварщик не имеет права образовывать на изделиях наклепки, подкалку, уменьшать толщину изделия. А сам оттиск должен быть аккуратным, легко читаться – даже на протяжении долгого срока эксплуатации.
Как и где получить клеймо
Присвоение клейма сварщику, образец приказа о котором вы можете увидеть ниже, – процесс достаточно сложный. Для этого необходимо пройти аттестацию в НАКС – Национальном агентстве контроля сварки. Это агентство является структурным подразделением САСв – так называемой Системы аттестации сварочного производства.
Для того чтобы пройти аттестацию, необходимо успешно сдать различные испытания. Только после этого вместе с аттестационным удостоверением сварщику выдается шифр клейма.
Только после этого вместе с аттестационным удостоверением сварщику выдается шифр клейма.
Обратите внимание: клеймо, которое было выдано до того, как в силу вступили ФНП, действительно только до следующей аттестации. В случае ее успешного прохождения специалист получает новое, соответствующее новым нормам.
Приказ о присвоении клейма сварщику: образец, форма
Пункт № 8 ФНП, гласит, что после того, как шифры клейм присваиваются сварщикам, они закрепляются за этими специалистами. Приказ подписывает организация, выполняющая сварочные работы. Предлагаем вашему вниманию образец приказа о клейме сварщика.
Ничего сложного, как видите. Кроме того, приказ о присвоении персонального клейма обычно пишется в свободной форме. В нем могут указываться виды свариваемых конструкций, другие полномочия сварщика.
Как и где получить клеймо
Присвоение клейма сварщику, образец приказа о котором вы можете увидеть ниже, — процесс достаточно сложный. Для этого необходимо пройти аттестацию в НАКС – Национальном агентстве контроля сварки. Это агентство является структурным подразделением САСв – так называемой Системы аттестации сварочного производства. Для того чтобы пройти аттестацию, необходимо успешно сдать различные испытания. Только после этого вместе с аттестационным удостоверением сварщику выдается шифр клейма. Обратите внимание: клеймо, которое было выдано до того, как в силу вступили ФНП, действительно только до следующей аттестации. В случае ее успешного прохождения специалист получает новое, соответствующее новым нормам.
Это агентство является структурным подразделением САСв – так называемой Системы аттестации сварочного производства. Для того чтобы пройти аттестацию, необходимо успешно сдать различные испытания. Только после этого вместе с аттестационным удостоверением сварщику выдается шифр клейма. Обратите внимание: клеймо, которое было выдано до того, как в силу вступили ФНП, действительно только до следующей аттестации. В случае ее успешного прохождения специалист получает новое, соответствующее новым нормам.
Личное клеймо сварщика – как присваивается, где ставится
Профессия сварщика не так проста, как кажется на первый взгляд. Иначе не существовало бы специальной аттестации и квалификационных проверок знаний на продление или повышение разряда. Все это говорит о повышенной ответственности сварщика перед выполнением трудоемких и важных сварных швов и соединений. Обязательным элементом в данном случае является личное клеймо сварщика.
Для чего необходимо
При сварке ответственных металлоконструкций, рядом с наваренным швом, каждый аттестованный сварщик делает оттиск клеймом. Данная процедура подтверждает выполнение конкретного соединения лицом, цифры клейма которого нанесены на изделие.
Данная процедура подтверждает выполнение конкретного соединения лицом, цифры клейма которого нанесены на изделие.
Своего рода почерк или подпись на металлической детали, подтверждающий качественно выполненную работу. Каждое клеймо носит строго индивидуальный номер, поэтому называется личным и перепутать сварщиков по нему просто невозможно.
В случае выявления каких- либо дефектов сварки или брака, по номеру оттиска определяется исполнитель, выполнивший работу с нарушениями.
С 8 октября 2104 г. вступили в силу ФНП “Сварка на ОПО”, регламентирующие жесткие требования безопасности при сварке на опасных производственных объектах. Благодаря этим поправкам в законодательстве, появилась единая база предоставления сведений о сварщиках, в которой отражаются :
- должность работника;
- дата аттестации;
- шифр клейма;
- разряд;
- вид деятельности;
- область аттестации.
Что представляет из себя
Форма и геометрические размеры клейма сварщика в соответствии с ГОСТом
Клеймо изготавливается в соответствии с ГОСТ 25726-83 и представляет из себя ручной инструмент в виде металлического стержня, выполненного из инструментальной стали прочностью 50-60 HRC.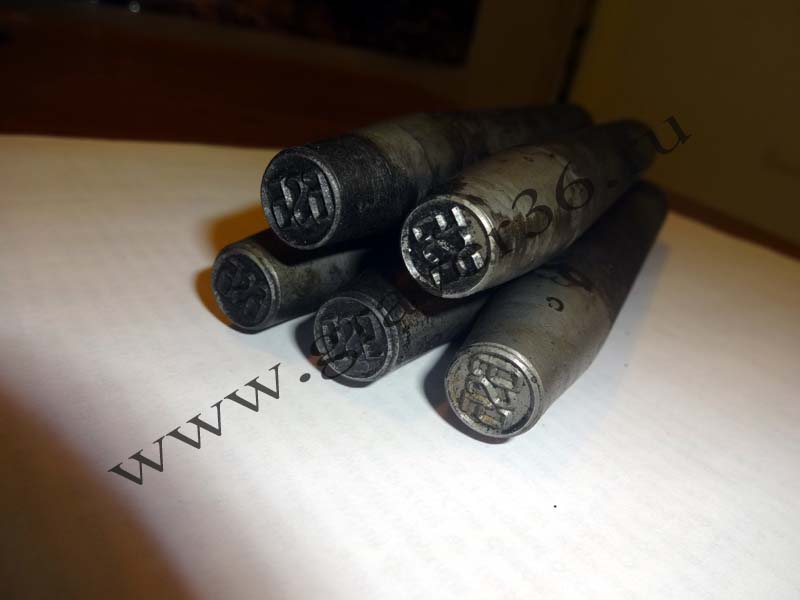 На одной стороне выбивается зеркальное буквенное и цифровое обозначение, другая предназначена для нанесения удара. В результате удара на изделии остается прямое рельефное изображение.
На одной стороне выбивается зеркальное буквенное и цифровое обозначение, другая предназначена для нанесения удара. В результате удара на изделии остается прямое рельефное изображение.
Как получить
Клеймо выдается сварщикам, прошедшим аттестацию в Национальном Агентстве Контроля Сварки( НАКС) вместе с аттестационным удостоверением.Рекомендуем! Принцип работы сварочного трансформатора
Шифры создаются в автоматическом режиме с использованием ФИО сварщика и дата его рождения. Конечное изображение может состоять как из буквенных, как и цифровых обозначений. Номер закрепляется за сварщиком и не меняется при продлении аттестации, а также при аттестации на другой вид деятельности.
Клеймо, выданное до вступления в силу Федеральных норм и правил по сварке на ОПО, будет действительно до очередной аттестации, а затем, в случае ее успешного прохождения, выдается новое, соответствующее требованиям ФНП.
Согласно п. 8 ФНП “Сварка на ОПО, после присвоения шифров клейм на аттестации, они закрепляются за сварщиками приказом по организации, выполняющей сварочные работы.
Приказ о присвоении клейма сварщику пишется в произвольной форме, где могут указываться виды свариваемых конструкций и дополнительные полномочия исполнителя. приказа о присвоении клем сварщикам
Образец приказа на присвоение личного клейма сварщику
Где и когда ставится
После завершения сварочных работ на объектах ОПО в обязанности сварщика входит проставления клейма рядом со свариваемыми участками. Документально это оформляется заполнением журнала сварочных работ, а также протоколом испытаний сварных соединений. Подготавливается вся необходимая и предусмотренная законом исполнительная документация.
Согласно п.21 ФНП ФНП «Сварка на ОПО», обязательной маркировке личным номером подлежат все сварные соединения толщиной стенки более 6 мм.
Клеймо проставляют на ответственных конструкциях, таких как сварка металлических балок и швеллеров, соединение потолочных основ – все те участки, где имеются повышенные требования к надежности и безопасности.
Стоит отметить, что при сварке металла толщиной менее 6 мм или скреплении арматуры выбивание клейма не обязательно – нужно выполнять требования технической документации на производстве.
Оттиск клейма рядом со сварочным швом трубопровода
Внимание! При постановке клейма на металлических изделиях не допускается образовывать наклепки, подкалку или уменьшать толщину металла, сам оттиск должен быть читаемым и аккуратным на протяжении срока эксплуатации конструкции.
В соответствии п. 4.10.5 ГОСТ 23118-2012 и п. 1.3.21. РД 34.15.
132-96 идентификационный шифр проставляется на расстоянии не менее 40 мм от границы свариваемого участка, если других указаний по их расположению не имеется в технологической документации.
При выполнении сварного шва одним сварщиком клеймение производится только в одной точке, рядом с маркировкой отправочной точки. Если работу выполняли несколько сварщиков, каждый проставляет свое клеймо в начале и конце шва.
Источник: https://svarkagid.ru/instrumenty-i-oborudovanie/klejmo-svarshhika.html
Приказ о присвоении клейма сварщику: образец, форма
Пункт № 8 ФНП, гласит, что после того, как шифры клейм присваиваются сварщикам, они закрепляются за этими специалистами. Приказ подписывает организация, выполняющая сварочные работы. Предлагаем вашему вниманию образец приказа о клейме сварщика.
Приказ подписывает организация, выполняющая сварочные работы. Предлагаем вашему вниманию образец приказа о клейме сварщика.
Ничего сложного, как видите. Кроме того, приказ о присвоении персонального клейма обычно пишется в свободной форме. В нем могут указываться виды свариваемых конструкций, другие полномочия сварщика.
Идентификационные ручные штампы сварщиков
Обычно используемые для идентификации конкретного сварщика и компании, идентификационные ручные штампы сварщика должны оставлять стойкие четкие отметки.
Что такое идентификационные ручные штампы сварщика?Идентификационные ручные штампы сварщика — это ручные штампы, которые используются для идентификации работы конкретного сварщика. Знаки часто наносятся в полевых условиях и должны выдерживать суровые промышленные условия. Важно, чтобы метки легко наносились и легко читались, поскольку на них обычно ссылаются во время проверок.
Ручные штампы — идеальное решение для маркировки этого типа знаков, поскольку они экономичны, просты в использовании и легко настраиваются.
изготавливаются из закаленной высококачественной инструментальной стали, устойчивой к растрескиванию и образованию грибов. Это важно, потому что это означает, что марки будут держаться со временем.
Простые в использовании стальные ручные штампы бывают самых разных размеров и стилей символов. Их также можно легко настроить для конкретного приложения с помощью таких вещей, как товарные знаки, знаки производителей или символы.
Заявки на идентификацию сварщиковРучные клейма сварщика используются сварщиками во всех отраслях промышленности. Тем не менее, недавно к нам обратилась международная фирма по контролю за сваркой, которая искала ручные штампы для использования в качестве инструментов контроля сварки.
Им требовалось, чтобы ручные штампы были круглыми с низким напряжением, имели полный характер, и требовалось их большое количество. Они потребовали штампы для маркировки сварных деталей с контрольным номером и идентификационным номером сварщика.
Им также были нужны марки, чтобы соответствовать определенным отраслевым стандартам, выдерживать жесткие условия и поставляться компанией, которая могла бы удовлетворить их потребности.
«Durable была первой компанией, ответившей на мой веб-запрос, и продолжила поддерживать высокий уровень продуктивного взаимодействия на протяжении всего процесса покупки и упростила принятие решения о выборе поставщика», — заявляет человек, ответственный за эту покупку.
Полный текст читайте здесь.
Узнать большеУзнайте больше о выборе компанией Durable стальных штампов и держателей в новом бесплатном Руководстве по традиционной промышленной маркировке! Или свяжитесь с нами, чтобы запросить ценовое предложение.
Вас также могут заинтересовать:Этот пост был опубликован 2 мая 2019 г. и обновлен 2 мая 2019 г.
Ручные штампы сварщиков / инспекторов сварки
Ручные штампы сварщиков / инспекторов сварки — Lawton Tools (Rail Products) Limited Тел..JPG) +44 (0) 1270 753636
+44 (0) 1270 753636
Какой у меня список сеансов?
Список выбранных вами продуктов, который вы можете скачать в формате PDF.Продукты добавляются вами в список и сохраняются в файле cookie для этого браузера на время сеанса.
Как мне добавить продукт в список сеансов?
Щелкните значок + на странице продукта, чтобы добавить его в список сеансов.
Добавьте столько продуктов, сколько хотите, чтобы создать свой персонализированный список сеансов.
Как просмотреть и отредактировать список сеансов?
Когда вы просматриваете страницу продукта, в правом верхнем углу отображается кнопка «Просмотреть мой список сеансов».Щелкните здесь, чтобы просмотреть список сеансов.
Щелкните значок X, чтобы удалить элемент из списка. Новые элементы можно добавлять, возвращаясь к продуктам и продолжая выбирать элементы для своего списка, как указано выше.
Как сохранить список сеансов?
Выберите «Просмотреть мой список сеансов». Список можно скачать в формате PDF и при необходимости сохранить.
Этот список временно сохраняется в файле cookie для этого браузера на время сеанса.

Информация о продукте
Специально разработан для решения проблем, связанных с поломкой или нечеткими символами после штамповки. Обычно выдается парами: один штамп для идентификации сварочной компании, другой штамп для идентификации сварщика.
Свидетельство о приемке
Номер PA05 / 03659
| Эскиз | Network Rail Артикул | Описание | |
|---|---|---|---|
| Ссылка на Network Rail: 0039/053081 | Описание: Односимвольный штамп сварщика на руку (т.е. L, R, T) без защиты для рук | ||
| Ссылка на Network Rail: 0039/053082 | Описание: Односимвольный штамп сварщика на руку (т. е. L, R, T) с защитой для рук е. L, R, T) с защитой для рук | ||
| Ссылка на Network Rail: 0039/053083 | Описание: Двузначный ручной штамп сварщика (т.е. AR, FE, MW, NR и т. Д.) Без защиты рук | ||
| Ссылка на Network Rail: 0039/053084 | Описание: Двузначный ручной штамп сварщика (т.е. AR, FE, MW, NR и т. Д.) С защитой для рук | ||
| Ссылка на Network Rail: 0039/053085 | Описание: Трехзначный ручной штамп сварщика (т.е. 020, 138, 237, 438) без защиты руки | ||
| Ссылка на Network Rail: 0039/053086 | Описание: Трехзначный ручной штамп сварщика (т.е. 020, 138, 237, 438) с защитой для рук | ||
| Ссылка на Network Rail: 0039/053087 | Описание: Держатель безопасности (для ручных штампов без защиты рук) для штампов шириной 16-19 мм | ||
| Ссылка на Network Rail: 0039/053083 | Описание: Клеймо с годом сварщика (21) | ||
| Ссылка на Network Rail: 0039/053084 | Описание: Клеймо с годом сварщика (21) с защитой для рук | ||
| Описание: Ручные штампы только для контроля сварных швов: | |||
| Ссылка на Network Rail: URLT / 002765 | Описание: Односимвольный штамп сварщика (A) без защитного кожуха Для контроля сварных швов использовать только | ||
| Ссылка на Network Rail: URLT / 000375 | Описание: Односимвольный штамп сварщика (X) без защиты руки Для контроля сварных швов использовать только |
Изготовлен из тяжелых обработанных заготовок и с машинной гравировкой. Возможно изготовление персонажей по индивидуальному заказу: —
Возможно изготовление персонажей по индивидуальному заказу: —
- Инициалы компаний, например NR (Network Rail), AR (Amey Rail) и т. Д.
- Собственный идентификационный номер сварщика, например 018, 251, 436 и т. Д.
- Год штамп например 17, 18, 19, 20, 21 и т. Д.
- Штампы отдельных символов, например A, X, L, T и R
- Стандартный размер символа — высота 8 мм со специальным форматом ministress
- Габаритная длина марки 125мм
- Никелированный для защиты от коррозии
При необходимости может поставляться с защитой для рук.
Помогите нам улучшить наш сервис
Можете ли вы уделить 2 минуты, чтобы поделиться с нами своим мнением о наших продуктах?
Примите участие в нашем опросе сейчасХотите обсудить с нами свои требования?
Свяжитесь с нашим офисом продаж или заполните форму справа:
Мы используем файлы cookie на этом веб-сайте, продолжая просматривать сайт, вы соглашаетесь на использование файлов cookie..JPG) Узнать больше.
Узнать больше.
Пуансоны на заказ | Марки стали
Продукция »Маркировочная продукция — Маркировочные технологии» Ручной стальной штамп — Пуансон »Пуансоны на заказ
Для индивидуальных решений по маркировке наш отдел гравировки изготавливает металлические штампы на заказ из высококачественной инструментальной стали (ф.э ..: 1.1545, 1.2842, 1.2379). Эти маркирующие штампы выгравированы в точном соответствии с вашими требованиями и чертежами компонентов. Наши штампы выгравированы в точном соответствии с вашими задачами в отношении материала и твердости, чтобы достичь оптимальных результатов вдавливания и долговечности.
Мы можем поставить следующие штампы и штампы с гравировкой на заказ:
- Машинный штамп
- Клеймо сварщика, клеймо сварщика
- Fly mark
- Ювелирный штамп, кольцевой штамп
- Матрица для логотипа, Пуансон для логотипа
- Круглая матрица, матрица для тиснения
- Роликовая матрица
- Тип кодирования
- Матрица для печати сигарет
Контрольные штампы — это специальные маркирующие инструменты для маркировки обеспечения качества, а также для маркировки прослеживаемости. Эти штампы могут быть изготовлены в разных размерах и макетах. В большинстве случаев контрольный пуансон сварщика состоит из комбинации букв и цифр, иногда внутри круга, символа звезды или прямоугольника. Обычно эти штампы изготавливаются с прямоугольной заготовкой, однако контрольные штампы могут изготавливаться и с круглым корпусом. Эти штампы могут быть изготовлены в разных размерах и макетах. В большинстве случаев контрольный пуансон сварщика состоит из комбинации букв и цифр, иногда внутри круга, символа звезды или прямоугольника. Обычно эти штампы изготавливаются с прямоугольной заготовкой, однако контрольные штампы могут изготавливаться и с круглым корпусом. |
| Помимо штампа для одного символа, штампы также могут быть изготовлены, содержащие большее количество букв / цифр / символов только на одном штампе.Эти изготовленные на заказ маркирующие штампы позволяют наносить более одного символа одним штрихом, что увеличивает производительность. |
Изготовленные на заказ стальные штампы часто используются, когда при массовом производстве необходимо нанести логотипы компании или фиксированные комбинации букв и цифр. В отличие от одиночного стального штампа, целые слова или цифровые коды могут быть отмечены одним штрихом. Экономия времени и лучшее качество маркировки — два убедительных аргумента! Возможных применений бесчисленное множество, гравированные на заказ стальные штампы используются во всех этапах промышленного производства.
Экономия времени и лучшее качество маркировки — два убедительных аргумента! Возможных применений бесчисленное множество, гравированные на заказ стальные штампы используются во всех этапах промышленного производства.
Эти нестандартные стальные штампы представляют собой специальные маркировочные инструменты с хвостовиком, подходящие практически для всех маркировочных прессов. Плашки пресса с хвостовиком обычно используются для массового или серийного производства либо на одном ударном прессе, либо на сборочной линии. Хвостовик, который также можно индивидуализировать, служит связующим звеном между маркировочным штампом и маркировочным прессом. Кроме того, доступны специальные хвостовики для быстрой замены маркировочного штампа.Возможных применений бесчисленное множество, гравированные на заказ стальные штампы используются во всех этапах промышленного производства. Мы производим штампы из стали по индивидуальному заказу либо по чертежу, либо по вашему образцу.
Роликовые штампы и штампы для печати сигарет — это специальные инструменты для маркировки, используемые на сборочных линиях. Для давления на штампы и маркировки компонента можно использовать прессы или роликовые маркировочные машины.Роликовые матрицы могут быть изготовлены из латуни или стали, в зависимости от области применения.
Эти маркировочные инструменты изготавливаются исключительно на заказ, для производства необходим подробный технический чертеж.
Матрица Плашки для чеканки — это инструменты для маркировки различных компонентов, таких как ключи или другие предметы. Эти изготовленные на заказ стальные штампы в основном состоят из двух отдельных маркировочных штампов для точных результатов маркировки. Гравировку и заготовку можно настроить по индивидуальному заказу, для изготовления необходим подробный технический чертеж. Гравировку и заготовку можно настроить по индивидуальному заказу, для изготовления необходим подробный технический чертеж. |
Держатели ценных бумаг
| По соображениям безопасности мы рекомендуем использовать защитные перчатки или использовать наш защитный держатель «Punch Grip» при использовании наших пуансонов. Доступны две разные модели. Наш металлический держатель более точен и подходит для всех стандартных пуансонов | |
| Пластиковый защитный держатель более гибкий, вы можете использовать его для более толстых ручек.Этот держатель также подходит для маркировочных головок. |
Каталог скачать
Цена: Чтобы узнать цены на наши статьи, используйте нашу контактную форму или отправьте нам письмо по адресу [email protected]. Наши специалисты по продажам с радостью проконсультируют вас.
Как получить R-Stamp Национального совета по переделке или ремонту паровых котлов
Штамп «R» выдается Национальным советом инспекторов котлов и сосудов высокого давления для модификации или ремонта паровых котлов.Эта сертификация помогает гарантировать, что такие изменения или ремонт выполняются только квалифицированными производителями, которые могут соответствовать требованиям кодекса. В США любое лицо, оказывающее вышеупомянутые услуги, по закону должно быть санкционировано Национальным советом. Кроме того, сертификация R-stamp требуется для компаний, выполняющих любые ремонтные работы на сертифицированных ASME паровых котлах, сосудах высокого давления и связанных с ними трубопроводах.
Процедура получения «R-Stamp» от Национального совета
Чтобы получить аккредитацию в Национальном совете, можно предпринять следующие шаги:
- Убедитесь, что вы и ваши сотрудники готовы к аудиту. При подаче заявки на аккредитацию должны быть задействованы все системы и процессы.
- Свяжитесь с Национальным советом для получения формы заявки или посетите сайт www.nationalboard.org.
- Заполните форму и отправьте ее вместе с необходимыми сборами. Завершение процесса со стороны Национального совета должно занять от 8 до 12 недель. После чего будет проведен официальный опрос.
- А пока вы можете ознакомиться и ознакомиться со своими сотрудниками с применимыми разделами кодекса ASME и Национального совета.Вы можете прочитать о правилах в экземпляре Инспекционного кодекса Национального совета (NBIC). Не забудьте также внимательно прочитать соответствующее руководство и коды ASME.
- Посетите www.nationalboard.org и просмотрите список уполномоченных инспекционных агентств. Заключите контракт с одним из этих агентств до проведения опроса.
- Подготовьте программу контроля качества (КК) в соответствии с кодами, упомянутыми в пункте 4. В этой программе вам необходимо описать стандартизированные процессы, а также определить сотрудников и субподрядчиков, которые могут помочь в выполнении задач.
- Ваша программа контроля качества должна быть проверена и одобрена уполномоченным инспекционным органом.
- Этот план контроля качества затем будет проверен представителем Национального совета инспекторов котлов и сосудов высокого давления. В это время должны присутствовать ваш уполномоченный инспектор и руководитель уполномоченного инспекционного агентства, с которым вы работали ранее.
- После проверки эта команда либо пройдет, либо не пройдет вашу программу контроля качества.
 При подаче заявки на аккредитацию должны быть задействованы все системы и процессы.
При подаче заявки на аккредитацию должны быть задействованы все системы и процессы.
Вы можете подать заявку на получение форм или получить дополнительную информацию на официальном сайте Национального совета: www.nationalboard.org.
Кроме того, вы можете связаться с ними по телефону:
Национальный совет инспекторов котлов и сосудов под давлением,
1055 Crupper Avenue,
Columbus, Ohio
Телефон: 614-888-8320
Custom Metal Stamping — Рочестер, Нью-Йорк — Acro Industries, Inc.

Acro Industries, Inc. специализируется на штамповке и поставке компонентов для многих различных отраслей, таких как аэрокосмическая, автомобильная, медицинская, электротехническая и железнодорожная.Этот опыт позволяет нам быстро и эффективно производить детали и документацию, необходимые для вашего проекта. Мы можем соответствовать широкому спектру национальных стандартов или вашим внутренним спецификациям на продукцию.
Наше современное штамповочное оборудование и методы позволяют нам выдерживать допуски до +/-. 0005 «, обеспечивая необходимую подгонку и функциональность каждой детали. Наши возможности штамповки металла варьируются от 30 до 600 тонн с электронными линиями подачи и дополнительными ручными пробивными прессами. от 60 до 500-тонных многофункциональных гидравлических прессов.
Кроме того, наши инструменты могут дать вам решение для производства без швов. Мы предлагаем различные типы инструментов для правильной настройки вашего проекта штамповки.
(Нажмите на эскиз, чтобы увеличить)
| Спецификация | |||
| Общие возможности |
| ||
| В центре внимания отрасли |
| ||
| Предполагаемое приложение |
| ||
| Отраслевые стандарты | ANSI (Американский национальный институт стандартов) AS (стандарт аэрокосмической промышленности) ASME (Американское общество инженеров-механиков) ASTM (Американское общество испытаний и материалов) AWS (Американское сварочное общество) ISO (Международная организация по стандартизации) Военные спецификации NADCAP (Национальная программа аккредитации подрядчиков авиакосмической и оборонной промышленности) PPAP (процесс утверждения автомобильных деталей) QS (QS — это стандарт качества, разработанный автомобильной промышленностью.  )
RoHS (ограничение содержания вредных веществ) — соответствует )
RoHS (ограничение содержания вредных веществ) — соответствует TS (Технические спецификации, используемые с ISO) | ||
| Метод производства |
| ||
| Производственные мощности |
| ||
| Объем производства | Мин. : 600 в год Макс. : 1000000 в год | ||
| Материалы |
| ||
| Продукция для штамповки |
| ||
| Элементы штамповки |
| ||
| Предоставляемые дополнительные услуги |
| ||
| Форматы файлов |
| ||
| Штамповочное оборудование |
| ||
| Рейтинг прессы | Мин. : 30 тонн : 30 тонн Макс. : 600 тонн | ||
| Скорость пресса | 800 ходов / мин (макс.) | ||
| Максимальная длина станины пресса | Infinite (используется электронная подача) | ||
| Максимальная ширина станины пресса | 56 «/ 1422.4 мм | ||
| Допуск (+/-) | ± 0,0005 дюймов ± 0,0127 мм | ||

 )
) 
В начало
Политика конфиденциальности | Rode Welding Inc.
Rode Welding Inc. уважает вашу конфиденциальность и цель, для которой посетители нашего сайта предоставляют нам информацию. Мы не передаем, не продаем и не сдаем в аренду какую-либо собранную информацию третьим лицам и не намерены делать это в будущем.
Собранная информация
Если вы запрашиваете или отправляете нам информацию, отправляя электронное письмо с помощью функции «mail to:» или заполнив «контактную» форму, мы можем сохранить ваш адрес электронной почты, а также любую другую информацию, которую вы можете предоставить. Эта информация может быть использована для связи с вами в будущем по почте, электронной почте или телефону, чтобы передать информацию о наших решениях или услугах, которые, по нашему мнению, могут принести вам пользу. Ваша электронная почта и другая предоставленная вами информация не будет продана третьим лицам.
Эта информация может быть использована для связи с вами в будущем по почте, электронной почте или телефону, чтобы передать информацию о наших решениях или услугах, которые, по нашему мнению, могут принести вам пользу. Ваша электронная почта и другая предоставленная вами информация не будет продана третьим лицам.
Информация, собранная другими лицами
Это уведомление касается только политики веб-сайта Rode Welding Inc, а не сайтов, к которым пользователи переходят по ссылкам с нашего сайта. Rode Welding Inc. не несет ответственности за политику сбора информации других сайтов, а также за методы, используемые веб-сайтами, на которые есть ссылки на наш веб-сайт или с него, а также за информацию или контент, содержащиеся на них. Часто ссылки на другие веб-сайты предоставляются исключительно как указатели на информацию по темам, которые могут быть полезны нашим посетителям.Пользователям рекомендуется ознакомиться с политикой конфиденциальности других веб-сайтов.
Файлы cookie
Веб-сайт Rode Welding Inc не использует файлы cookie.
Обновление, исправление и удаление личной информации
Если вы хотите, чтобы ваша личная информация была удалена из наших записей, отправьте электронное письмо, указав в теме письма «Удалить личную информацию».
Раскрытие информации в соответствии с законом
Rode Welding Inc. может раскрыть информацию, если это будет юридически обязано; другими словами, когда мы добросовестно считаем, что этого требует закон или для защиты наших законных прав.
Периодические изменения политики
Обратите внимание, что Rode Welding Inc. время от времени пересматривает свою политику конфиденциальности (например, для отслеживания технологических и / или юридических изменений), и что эти методы могут изменяться. Чтобы постоянно быть знакомым с самой последней версией нашей политики конфиденциальности, добавьте в закладки и периодически просматривайте эту страницу.
Это заявление о политике составлено от имени Rode Welding Inc. и вступает в силу с 24 июля 2017 г. Это заявление не создает соглашения между Rode Welding Inc.и пользователей, и поэтому не создает никаких юридических прав для какой-либо стороны.
Это заявление не создает соглашения между Rode Welding Inc.и пользователей, и поэтому не создает никаких юридических прав для какой-либо стороны.
Свяжитесь с нами:
Rode Welding Inc.
1211 Louis Ave. Elk Grove Village, IL 60007
Телефон: 847.439.0910
Через веб-сайт: Rode Welding Inc. контактная форма
Weld-A-Rail — Железнодорожная техника
Weld-A-Rail обеспечивает сервисную поддержку на срок до одного года, время ответа от восьми до 24 часов без географических ограничений.
Услуги по термической и дуговой сварке алюминия
Все сотрудники, связанные с оказанием услуг по термической и дуговой сварке алюминия, обладают следующей квалификацией:
- Сертификат безопасности личного пути
- Сварка TW3 и RT3
- Знание силовых установок в области дисковых фрез, игл, угловых шлифовальных машин, тензоров (комплектов для снятия напряжения), профильных станков для рельсов, генераторов и сварочных ножниц
- Ручное перемещение
- Пожарная безопасность
- Первая помощь на работе
- Приспособления для выравнивания
RT / CE / S / 032 термическая сварка алюминия
Компания имеет парк из 21 полностью оборудованного сварочного аппарата. Операторы Weld-A-Rail проводят визуальный осмотр всех выполненных сварных швов в соответствии с RT / CE / S / 032, соединение рельсов алюминиевой термической сваркой, чтобы предотвратить:
Операторы Weld-A-Rail проводят визуальный осмотр всех выполненных сварных швов в соответствии с RT / CE / S / 032, соединение рельсов алюминиевой термической сваркой, чтобы предотвратить:
- Общая пористость в зоне сварного шва
- Пористость или поверхностные полости в сварной манжете, которые проникают в секцию рельса
- Деформация воротника
- Свидетельство неправильных условий предварительного нагрева, например гладкая поверхность воротника
- Неполное формирование воротника
- Черные дыры
- Пористость или трещины по контуру головки сварного шва
WQF3071 лист для установки под сварку
Для каждого проекта сварки гусениц ведется и заполняется лист установки сварного шва WQF3071, в котором содержится подробная информация о:
- Заказчик
- Дата сварки
- Маршрут
- Расположение
- Пробег
- Строка
- Рельс
- Сварочный процесс
- Профиль (профили) рельсовый
- Марка (и) рельса
- Номер порции и партии
- Время зажигания до отпайки
- Тип сварного шва (стандартный, ступенчатый, композитный и др. ))
- Имя сварщика
- Клеймо сварщика №
- Справка по отчету сварщика (в случае дефектного или подозрительного отчета о сварке)
- Название компании
 ))
))Копии монтажного листа отправляются заказчику в течение пяти рабочих дней после заливки сварного шва.
Отсутствие субподряда на сварку путей
Weld-A-Rail никогда не привлекает субподрядчиков для основной деятельности, связанной с предоставлением услуг по сварке путей железнодорожной отрасли.
Ремонт путевого сварочного оборудования
Для обеспечения непрерывности процесса, плановые программы обслуживания и ремонта оборудования выполняются дочерней компанией Weld-A-Rail Rail Plant.
Железнодорожный завод владеет новейшей техникой технического обслуживания, ремонта и калибровки оборудования. Цифровые системы были разработаны для всех сопутствующих видов деятельности, включая газовое оборудование и линейную калибровку. Все обслуживание контролируется через уникальную сервисную базу данных.![]()
Гарантийный случай подрядчика в соответствии с RT / LS / P / 016
Weld-A-Rail находится в процессе реализации страхового случая подрядчика в соответствии со стандартом компании Network Rail RT / LS / P / 016. Мы являемся утвержденным поставщиком для:
- Network Rail
- Грант Рейл
- Джарвис
- Бальфур Битти
- Первое проектирование
- Продление Gart
GE / RT8047 Отчетность об авариях и происшествиях
Все аварии или инциденты регистрируются и расследуются в соответствии со стандартом RIDDOR 95 и стандартом железнодорожной группы GE / RT8047.
Планы на случай чрезвычайных и непредвиденных обстоятельств
Планы действий компанииWeld-A-Rail в чрезвычайных и непредвиденных обстоятельствах обеспечивают соответствие ее объему операций и являются частью процесса оценки рисков.
ISO 9001: 2000 система менеджмента качества
Weld-A-Rail в настоящее время работает под контролем полностью задокументированной системы управления качеством, соответствующей BS EN ISO 9001: 2000 и протоколу подключения PP0001 (протокол аудита, с помощью которого Network Rail измеряет поставщиков, работающих с их контролируемой инфраструктурой).
Он также соответствует протоколам соединяемых продуктов 570702 (подрядчики по сварке гусениц — термический процесс алюминия) и 570705 (подрядчики по сварке гусениц — дуговая сварка).
Опросы потребителей
Weld-A-Rail проводит исследования восприятия клиентов для определения потребностей и ожиданий клиентов. Полученные тенденции используются для разработки планов действий, направленных на постоянное улучшение обслуживания клиентов и взаимоотношений.
Жалобы клиентов обрабатываются опытными профессионалами, при этом менеджеры могут рассматривать проблемы с клиентами, когда это необходимо.Подробные записи хранятся, анализируются и используются для разработки планов действий.
Пресс-релизы
Выигрыш крупного контракта Weld-A-Rail для Network Rail
Weld-A-Rail, один из ведущих поставщиков услуг по сварке путей в железнодорожной отрасли, гордится тем, что …
Ссылки компании
.