Справочные таблицы по сварке TIG
MasterTig 235ACDC, 325DC, 335ACDC, 425DC Руководство 1920900, ред. 2144
Вы находитесь здесь:
Справочные таблицы по сварке TIG
| Таблицы в данной главе предназначены только для общего руководства. Приведенная информация основана исключительно на использовании электрода WC20 (серый) и аргона. |
Сварка TIG (перем. ток)
| 15 | 90 | 1,6 | 4 / 5 / 6 | 6,5 / 8,0 / 9,5 | 6…7 |
| 20 | 150 | 2,4 | 6 / 7 | 9,5 / 11,0 | 7…8 |
| 30 | 200 | 3,2 | 7 / 8 / 10 | 11,0 / 12,5 / 16 | 8…10 |
| 40 | 350 | 4,0 | 10 / 11 | 16 / 17,5 |
Сварка TIG (пост. ток)
ток)
| 5 | 80 | 1,0 | 4 / 5 | 6,5 / 8,0 | 5…6 |
| 70 | 140 | 1,6 | 4 / 5 / 6 | 6,5 / 8,0 / 9,5 | 6…7 |
| 140 | 230 | 2,4 | 6 / 7 | 9,5 / 11,0 | |
| 225 | 330 | 3,2 | 7 / 8 / 10 | 11,0 / 12,5 / 16 | 8…10 |
Выбор сварочных материалов
ВЫБОР СВАРОЧНЫХ МАТЕРИАЛОВ
Таблицы ниже представляют собой руководство по выбору подходящих сварочных материалов для сварки однородных и разнородных металлов. Если в таблице отсутствуют необходимые Вам материалы, обратитесь в компанию ЭСАБ.
Если в таблице отсутствуют необходимые Вам материалы, обратитесь в компанию ЭСАБ.
Сварка однородных металлов
В таблице приведены типичные сварочные материалы и основные обозначения сварочной проволоки и присадочных прутков/проволоки. В таблице не указаны сплавы, легированные кремнием, используемые в MIG сварке, электроды с покрытием, а также сочетания проволоки и флюсов для дуговой сварки под флюсом.
Основной металл | Сварочный материал Exaton | |||
ASTM/UNS | ISO | Exaton | Обычный вариант 1 | Высоколегированный вариант 1 |
304L2 | 1.43062 | 3R122 | 19.9.L (19.9.Nb) | 19.12.3.L (19.12.3.Nb) |
321 /3472 | 1.4541 /1.45502 | 6R35 / 8R402 | 19.9.Nb (19.9.L) | 19. |
316L2 | 1.44352 | 3R602 | 19.12.3.L (19.12.3.Nb) | 25.22.2.LMn |
«316Ti» 2, 3 / 3182 | 1.45712 / — | 5R752 / — | 19.12.3.Nb (19.12.3.L) | (20.25.5.LCu) |
317L | 1.4438 | 3R64 | 19.13.4.L | 20.25.5.LCu |
310 | 1.48452 | 7RE102 | 25.20.C | — |
S30815 | 1.4835 | 253 MA* | 22.12.HT | — |
S35315 | 1.4854 | 353 MA* | 28.34.HT | — |
«310»3 | 1.4435 | 2RE10 | 25.20.L | (25. |
S31050 | 1.4466 | 2RE69 | 25.22.2.LMn | — |
S31500 | 1.4417 | 3RE60 | 22.8.3.L | — |
S31803 | 1.4462 | SAF 2205 | 22.8.3.L | 25.10.4.L |
S32205 | 1.4462 | SAF 2205 | 22.8.2.L | 25.10.4.L |
S32304 | 1.4362 | SAF 2304 | 23.7.L | 22.8.3.L |
S32750 | 1.4410 | SAF 2507 | 25.10.4.L4 | 27.7.5.L |
S32707 | — | SAF 2707 HD | 27.7.5.L | — |
S32906 | — | SAF 2906 | 29. | — |
N08028 | 1.4563 | Sanicro 28 | 27.31.4.LCu | — |
N08904 | 1.4539 | 2RK65 | 20.25.5.LCu | 27.31.4.LCu |
S31254 | 1.4547 | 254 SMO* | Sanicro 60 | — |
Alloy 600 | — | Sanicro 70 | Sanicro 72HP | — |
Alloy 625 | — | — | Sanicro 60 | — |
Alloy 690 | — | — | Sanicro 68HP | |
Sanicro 69 | — | |||
Alloy 800 | 1.4876 | Sanicro 31HT | Sanicro 72HP | — |
Alloy 825 | — | Sanicro 41 | 27. | Sanicro 60 |
 12.3.Nb (19.12.3.L)
12.3.Nb (19.12.3.L) 22.2.LMn)
22.2.LMn) 8.2.L
8.2.L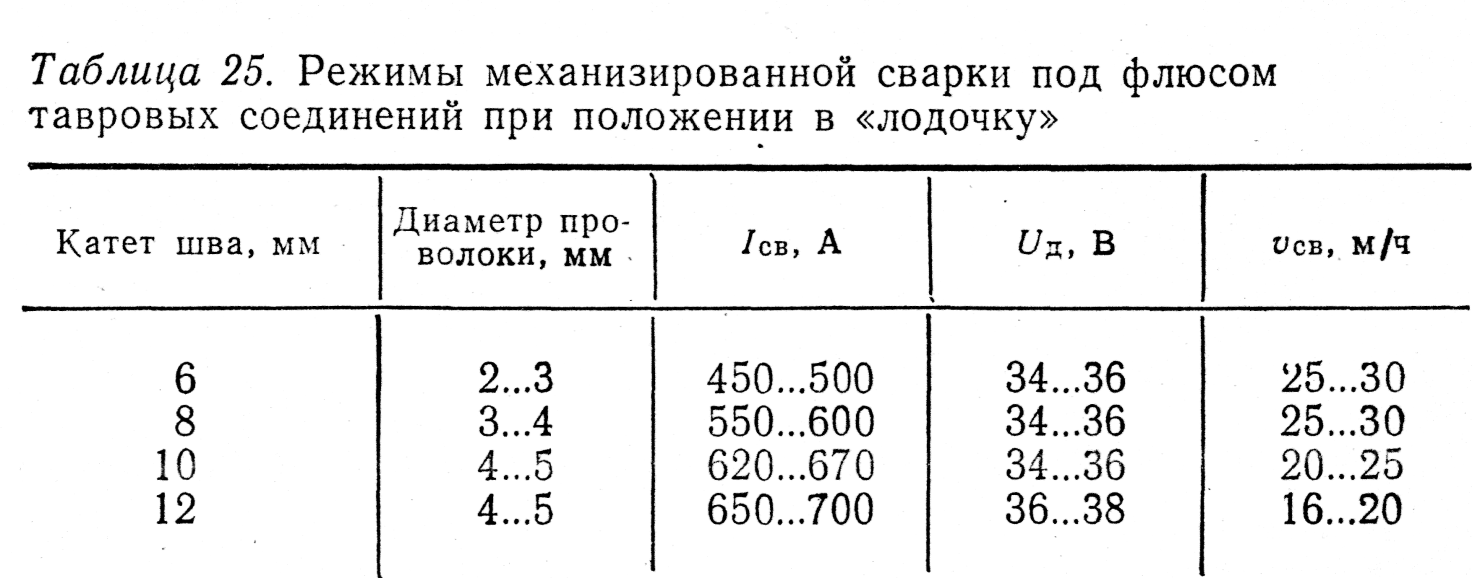 31.4.LCu
31.4.LCu1) В скобках указаны альтернативные варианты.
2) AА также и другие сорта с аналогичным химическим составом (незначительные отличия в основном в содержании C и/или N). Стабилизирующим элементом, если таковой содержится, может быть Ti или Nb.
3)»xxx» = составленная классификация, обозначает тип.
4) Sandvik 25.10.4.L можно также использовать для сварки других аналогичных супердуплексных сталей, а также группы дуплексных сталей с 25% содержанием Cr и эквивалентом стойкости к точечной коррозии (PRE) от 37 до 40 (PRE эквивалент UNS S31803P составляет 35, а UNS S32750 >41).
Сварка разнородных металлов
В таблице ниже приводятся наши рекомендации по наиболее подходящим сварочным материалам для сварки разнородных металлов. Если в таблице отсутствуют необходимые Вам материалы, обратитесь в компанию ЭСАБ.
Основной металл 1a | Основной металл 2b | ||
Type | |||
ASTM/UNS | ASTM/UNS | EN | Сварочный материал Exaton |
EN | |||
Exaton | |||
Carbon and low-alloyed steel | 304L | 1.4306 | 18.8.Mn/24.13.LHF/22.15.3.L |
321 | 1.4541 | 18.8.Mn/24.13.LHF/22.15.3.L | |
347 | 1.4550 | 18.8.Mn/24.13.LHF/22.15.3.L | |
316L | 1.4435 | 18.8.Mn/24.13.LHF/22.15.3.L | |
«316Ti»/318 | 1.4571/- | 18. | |
S30815 | 1.4835 | 22.12.HT | |
S35315 | 1.4854 | 28.34.HT | |
S31803 | 1.4462 | 22.8.3.L | |
S32304 | 1.4362 | 22.8.3.L | |
S32750 | 1.4410 | 25.10.4.L | |
S32906 | — | 29.8.2.L | |
N08028 | 1.4563 | 27.31.4.LCu | |
N08904 | 1.4539 | 20.25.5.LCu | |
S31254 | 1.4547 | Sanicro 60 | |
Alloy 600c | — | Sanicro 72HP/ Sanicro 60 | |
18/8, 304L, | 321/347 | 1. | 19.9.L/19.9.Nb |
316L | 1.4435 | 19.12.3.L | |
1.4306 | «316Ti»/318 | 1.4571/- | 19.12.3.L/19.12.3.Nb |
3R12 | S30815 | 1.4835 | 22.12.HT |
S35315 | 1.4854 | 28.34.HT | |
S31803 | 1.4462 | 22.8.3.L | |
S32304 | 1.4362 | 22.8.3.L | |
S32750 | 1.4410 | 25.10.4.L | |
S32906 | — | 29.8.2.L | |
N08028 | 1.4563 | 27.31.4.LCu | |
N08904 | 1. | 20.25.5.LCu | |
S31254 | 1.4547 | Sanicro 60 | |
Alloy 600c | — | Sanicro 72HP/ Sanicro 60 | |
18/8/Ti or Nb | 316L | 1.4435 | 19.12.3.L |
321/347 | «316Ti»/318 | 1.4571/- | 19.12.3.L/19.12.3.Nb |
1.4541/1.4550 | S30815 | 1.4835 | 22.12.HT |
6R35/8R40 | S35315 | 1.4854 | 28.34.HT |
S31803 | 1.4462 | 22.8.3.L | |
S32304 | 1.4362 | 22.8.3.L | |
S32750 | 1.4410 | 25. | |
S32906 | — | 29.8.2.L | |
N08028 | 1.4563 | 27.31.4.LCu | |
N08904 | 1.4539 | 20.25.5.LCu | |
S31254 | 1.4547 | Sanicro 60 | |
Alloy 600c | — | Sanicro 72HP/ Sanicro 60 | |
18/12/Mo | «316Ti»/318 | 1.4571/- | 19.12.3.L/19.12.3.Nb |
316L | S30815 | 1.4835 | 22.12.HT |
1.4435 | S35315 | 1.4854 | 28.34.HT |
3R60 | S31803 | 1.4462 | 22.8.3.L |
S32304 | 1. | 22.8.3.L | |
S32750 | 1.4410 | 25.10.4.L | |
S32906 | — | 29.8.2.L | |
N08028 | 1.4563 | 27.31.4.LCu | |
N08904 | 1.4539 | 20.25.5.LCu | |
S31254 | 1.4547 | Sanicro 60 | |
Alloy 600c | — | Sanicro 72HP/ Sanicro 60 | |
18/12/Mo/Ti | S30815 | 1.4835 | 22.12.HT |
or Nb | S35315 | 1.4854 | 28.34.HT |
«316Ti»/318 | S31803 | 1.4462 | 22.8.3.L |
1. | S32304 | 1.4362 | 22.8.3.L |
5R75 | S32750 | 1.4410 | 25.10.4.L |
S32906 | — | 29.8.2.L | |
N08028 | 1.4563 | 27.31.4.LCu | |
N08904 | 1.4539 | 20.25.5.LCu | |
S31254 | 1.4547 | Sanicro 60 | |
Alloy 600c | — | Sanicro 72HP/ Sanicro 60 | |
Duplex | S32750 | 1.4410 | 25.10.4.L |
S31803 | S32906 | — | 29.8.2.L |
1.4462 | N08028 | 1.4563 | 27. |
SAF 2205 | N08904 | 1.4539 | 20.25.5.LCu |
S31254 | 1.4547 | Sanicro 60 | |
Alloy 600c | — | Sanicro 72HP/ Sanicro 60 | |
Duplex | S32750 | 1.4410 | 25.10.4.L |
S32304 | S32906 | — | 29.8.2.L |
1.4362 | N08028 | 1.4563 | 27.31.4.LCu |
SAF 2304 | N08904 | 1.4539 | 20.25.5.LCu |
S31254 | 1.4547 | Sanicro 60 | |
Alloy 600c | — | Sanicro 72HP/ Sanicro 60 | |
Super-duplex | N08028 | 1. | Sanicro 60 |
S32750 | N08904 | 1.4539 | Sanicro 60 |
1.4410 | S31254 | 1.4547 | Sanicro 60 |
SAF 2507 | Alloy 600c | — | Sanicro 60 |
Super-duplex | N08028 | 1.4563 | Sanicro 60 |
S32906 | N08904 | 1.4539 | Sanicro 60 |
— | S31254 | 1.4547 | Sanicro 60 |
SAF 2906 | Alloy 600c | — | Sanicro 60 |
20/25/5 | N08028 | 1.4563 | Sanicro 60 |
N08904 | S31254 | 1. | Sanicro 60 |
1.4539 | Alloy 600c | — | Sanicro 60 |
2RK65 | |||
20/18/6 | N08028 | 1.4563 | Sanicro 60 |
S31254 | Alloy 600c | — | Sanicro 60 |
1.4547 | |||
254 SMO | |||
27/31/4 | Alloy 600c | — | Sanicro 60 |
N08028 | |||
1.4563 | |||
Sanicro 28 | |||
 8.Mn/24.13.LHF/22.15.3.L
8.Mn/24.13.LHF/22.15.3.L 4541/1.4550
4541/1.4550 4539
4539 10.4.L
10.4.L 4362
4362 4571/-
4571/- 31.4.LCu
31.4.LCu 4563
4563 4547
4547a Каждая группа нержавеющих сталей также подходит для других сортов с аналогичным химическим составом.
with similar compositions.
b А также другие стали с аналогичным химическим составом.
c Представляет собой целую группу Ni/Cr и Ni/Cr/Mo сплавов, таких как Alloy 625, Alloy 800 and Alloy 825.
Краткий курс обучения сварке MMA.
Если Вы приобрели сварочный аппарат, предназначенный для проведения работ методом MMA (Manual Metal Arc) — ручная электродуговая сварка штучным покрытым электродом, но не знаете как приступить к работе, Вам следует внимательно ознакомиться с приведенным ниже материалом.
1. Подключение к сети.
Ознакомьтесь с техническими характеристика Вашего сварочного аппарата на предмет его соответствия электросети к которой его планируется подключать . Напряжение питания и количество фаз аппарата должно соответствовать аналогичным параметрам электросети. Сейчас есть большой выбор сварочных аппаратов, имеющих возможность работы как от сетей 220В, так и от сетей с напряжением 380В. Такие аппараты имеют переключатель типа сети, который необходимо перевести в нужное положение перед подключением к сети питания. Вторым важным параметром является мощность, потребляемая сварочным аппаратом. Если номинал автомата защиты установленного в используемой Вами электросети будет меньше необходимого для потребляемой мощности аппарата, то автомат отключит питание и не позволит пользоваться сварочным аппаратом.
Вторым важным параметром является мощность, потребляемая сварочным аппаратом. Если номинал автомата защиты установленного в используемой Вами электросети будет меньше необходимого для потребляемой мощности аппарата, то автомат отключит питание и не позволит пользоваться сварочным аппаратом.
2. Выбираем электрод
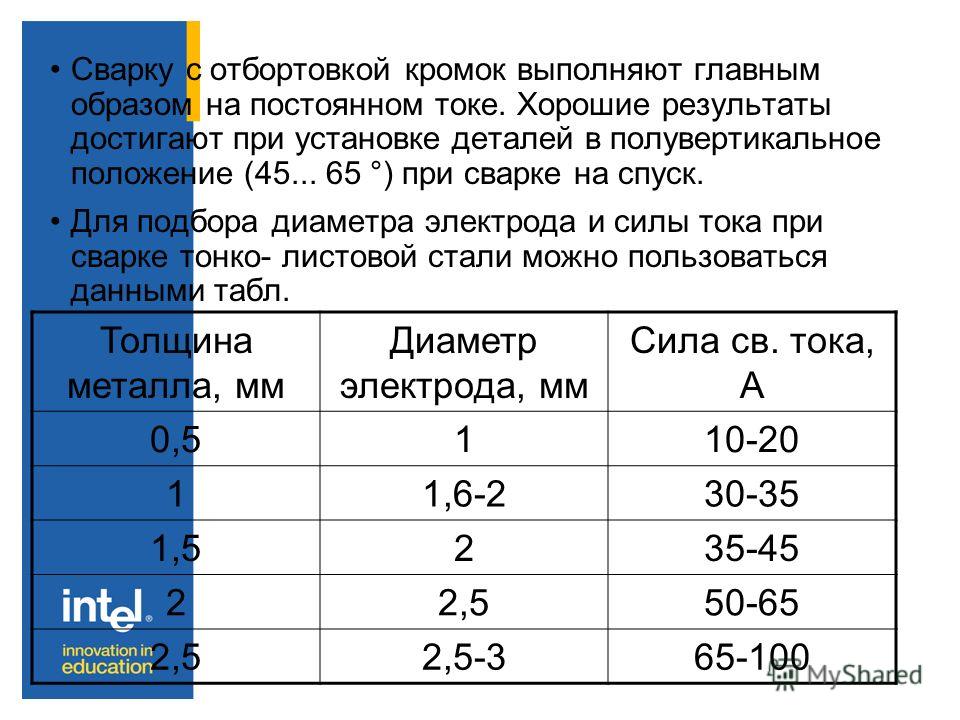
Электроды, использующиеся при ручной электродуговой сварке, состоят из металлического стержня со специальным покрытием. Материал стержня электрода должен быть схожим с материалом свариваемых деталей. Диаметр электрода выбирается в зависимости от толщины свариваемого изделия.
таблица.
3. Выбираем величину сварочного тока
Величина сварочного тока прежде всего зависит от диаметра выбранного электрода и может быть посчитана по упрощенной формуле: на 1 мм диаметра электрода необходимо 35-40А тока, т.е. если взять сварочный электрод диаметром 3мм, то для работы понадобится ток 105-120А.
Важно: при выполнении сварочных работ с вертикальными и потолочными швами силу тока необходимо уменьшить на 10-20%.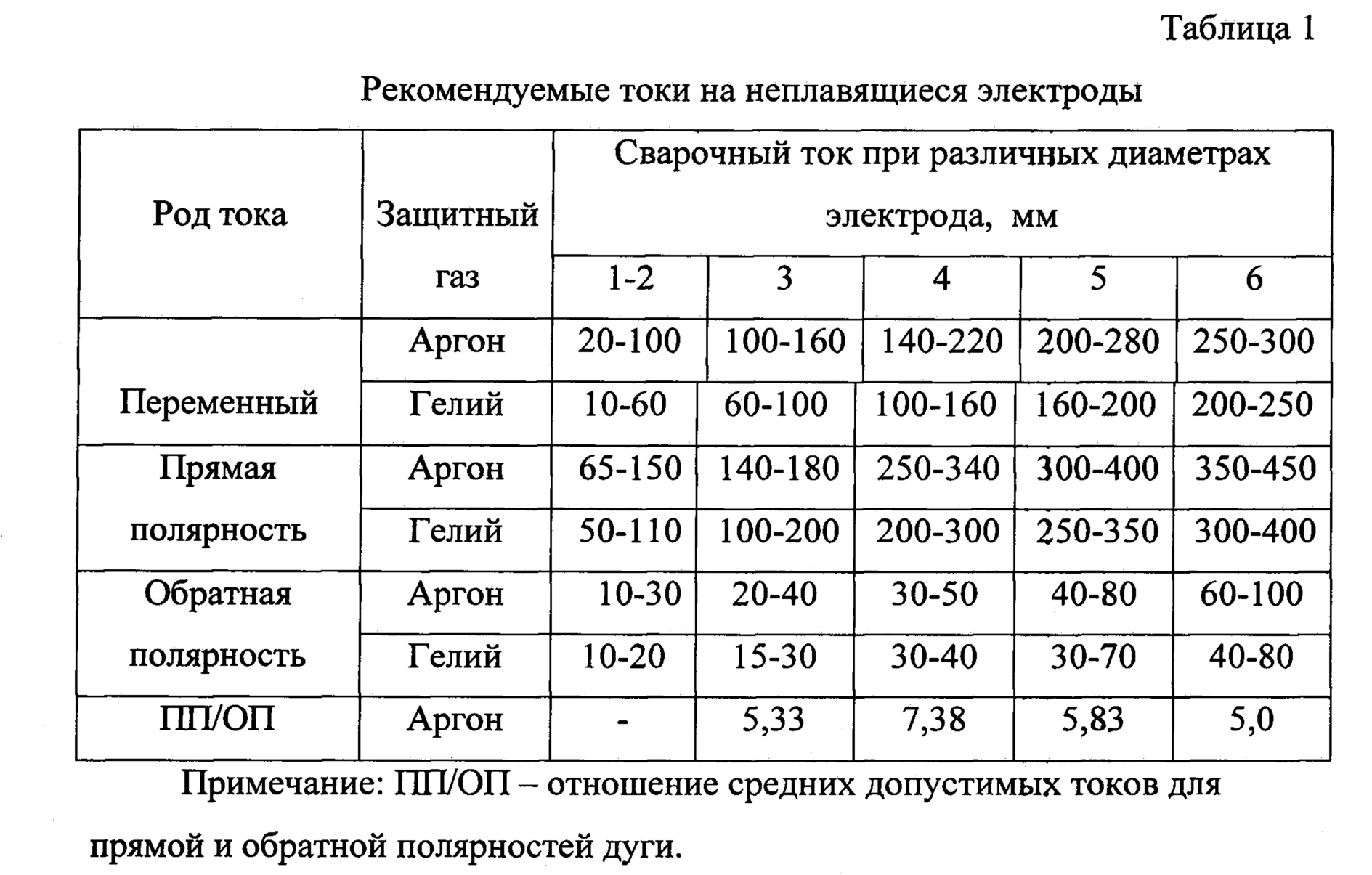
4. Зажигаем сварочную дугу и варим
После установки необходимой силы тока можно приступать непосредственно к сварке.
Зажигание (возбуждение) сварочной дуги
Первый способ: зажигание дуги касанием. Электрод плавно опускают перпендикулярно к поверхности детали, легко касаются поверхности в месте начала сварного шва и отводят вверх оставляя небольшой зазор, обеспечивающий стабильное горение дуги.
Второй способ: зажигание дуги чирканьем. В этом случае процесс возбуждения дуги напоминает процесс зажигания спички, при котором происходит движение электродом по касательной к поверхности металла с легким прикосновением и фиксацией оптимального зазора.
По мере выгорания электрода необходимо стараться поддерживать выбранный зазор и одновременно перемещать электрод вдоль линии соединения деталей. В случае прилипания электрода необходимо интенсивно качнуть его, оторвать от металла и снова зажечь дугу. Для получения качественного сварного соединения необходимо получить твердый навык поддержания устойчивой дуги при зазоре в 3-5мм между электродом и деталью.
5. Правильное перемещение электрода
Правильно вести электрод нужно так, как показано на рисунке, а не прямолинейно. Основные движения:
1.Поступательное — вертикально вдоль оси электрода для поддержания постоянной длины дуги и скорости расплавления электрода.
2.Прямолинейное — горизонтальное вдоль оси шва для поддержания оптимальной скорости сварки обеспечивающей качественное формирование сварного соединения.
3.Колебательные — горизонтальные поперек оси шва для улучшения прогрева кромок. длина поперечного движения может быть до 4-х диаметров электрода, что позволяет получить однородный шов соответствующей ширины. Этот вид движений можно исключить при сварке тонких листов металла или при производстве первого шва в многослойной сварке.
Типы колебательных движений
В случае правильного движения электрода шов получается более прочным, с ровными границами и минимальным количеством шлака внутри также улучшается проплавление кромок и облегчается отделение шлаковой корки.
Классификация положения сварочного шва в пространстве
| Н-нижнее; П-потолочное; Пп-полупотолочное; Г-горизонтальное; Пв-полувертикальное; В-вертикальное; Л— в «лодочку»; Пг-полугоризонтальное | |
Для приобретения устойчивых навыков лучше всего учиться работать со штучными электродами, имеющими диаметр 2,6-3мм. Эти электроды наиболее часто применяются для проведения сварки в бытовых условиях. Наиболее распространенными являются электроды с рутиловым покрытием, которые также хорошо подходят для неопытных сварщиков. Для обеспечения более комфортного поджога дуги и получения высокого качества сварного шва электроды нужно прокаливать или просушивать при температуре 150-200°C в течение 1-2 часов ( более точные данные для электродов с различными типами покрытия указываются на их упаковке).
#TITLE# || KOBELCO — KOBE STEEL, LTD. —
Технические новинки Vol.
 13
13Сварочные материалы для дуговой сварки под флюсом, предназначенные для использования только с прямым током
1. Предисловие
Дуговая сварка под флюсом (SAW) — это один из основных видов дуговой сварки. Она применяется в 10% всех работ дуговой сварки. В расчете по странам, Китай потребляет более 50% всех материалов для SAW, за ним следуют Европа, Северная Америка, Россия и Япония. По отраслям промышленности, сварка SAW используется в основном в производстве стальных трубопроводов, стальных конструкций, мостов, судов и оборудования для химических предприятий, то есть таких сооружений, где часто присутствуют длинные и прямые сварочные линии.
В Японии потребление сварочных материалов для SAW по отраслям почти такое же, что и в остальных странах мира, за исключением стальных трубопроводов, на которые приходится значительно более низкая доля потребления таких материалов.
| Тип флюса | Ударная вязкость при низкой температуре | Сопротивление абсорбции влаги | Содержание диффузного водорода | Коэффициент потребления флюса | Эффективность | Вид электрического питания |
|---|---|---|---|---|---|---|
| Плавленый | Среднее | Лучшее | Низкое | Среднее | Среднее | AC |
| Керамический | Хорошее | Среднее | Самое низкое | Низкое | Лучшее | AC / DC |
| Агломерированный | Хорошее | Хорошее | Низкое | Низкое | Хорошее | DC |
В Таблице 1 представлены характеристики трех типов флюса для сварки SAW: плавленого, керамического и агломерированного. На японском рынке предпочтение отдается флюсам, предназначенным для использования с переменным током (АС) в связи с относительно низкой стоимостью источников сварочного питания переменного тока по сравнению с источниками постоянного тока (DC). Плавленые флюсы, предназначенные как для переменного, так и для постоянного тока, также были разработаны в Японии. Однако хотя эти флюсы применялись в основном для сварки с высокой погонной энергией, агломерированные флюсы, которые используются для обычной высокоскоростной сварки с постоянным током, пользовались спросом на зарубежных рынках.
На японском рынке предпочтение отдается флюсам, предназначенным для использования с переменным током (АС) в связи с относительно низкой стоимостью источников сварочного питания переменного тока по сравнению с источниками постоянного тока (DC). Плавленые флюсы, предназначенные как для переменного, так и для постоянного тока, также были разработаны в Японии. Однако хотя эти флюсы применялись в основном для сварки с высокой погонной энергией, агломерированные флюсы, которые используются для обычной высокоскоростной сварки с постоянным током, пользовались спросом на зарубежных рынках.
Для того, чтобы удовлетворить потребности мирового рынка, компания Kobe Steel занимается разработкой сварочных материалов для SAW, предназначенных для использования исключительно с постоянным током. Компания рада представить свой новый агломерированный флюс. Компания Kobe Steel дала своему первому флюсу такого типа для сварки SAW наименование AF и официально представила на рынке флюсы FAMILIARC™ AF-490E и FAMILIARC™ AF-490AS.
В данной статье представлены преимущества и характеристики флюса AF-490E в сочетании с проволокой US-29 для SAW и флюса AF-490AS в сочетании с US-36 для SAW.
FAMILIARC™ US-29 FAMILIARC™ AF-490E
| Классификация | AWS A5.17 F7A2-EM12K; F6P4-EM12K |
|---|---|
| Свойства | Сварка стыковых швов и горизонтальная угловая сварка на средних и толстых пластинах |
| Отличная ударная вязкость при низкой температуре до -20°C | |
| Полярность | Электрод для сварки на постоянном токе обратной полярности |
| Основность по Бонишевскому | 1.4 |
| Судовой регистр | ABS, DNV, LR, BV |
US-29/AF-490E — это сочетание сплошной проволоки и флюса для сварки малоуглеродистой стали, а также высокопрочных сталей класса 490 MPa (HT490). AF-490E — агломерированный флюс на основе алюмината, обладающий отличной ударной вязкостью при температуре до -20°C, а также свариваемостью в сочетании с проволокой US-29 для SAW. В Таблице 2 представлены данные для сочетания US-29 x AF-490E.
AF-490E — агломерированный флюс на основе алюмината, обладающий отличной ударной вязкостью при температуре до -20°C, а также свариваемостью в сочетании с проволокой US-29 для SAW. В Таблице 2 представлены данные для сочетания US-29 x AF-490E.
2-1. Свойства всех сварочных металлов
Иллюстрация 1: Внешний вид валиков сварных швов
Химические и механическое свойства всех сварочных металлов представлены в Таблицах 3 и 4 соответственно, а внешний вид валиков сварных швов — на Иллюстрации 1. Даже без добавления каких-либо специальных элементов можно достичь стабильной ударной вязкости при такой низкой температуре, как -20°C.
| C | Si | Mn | P | S | |
|---|---|---|---|---|---|
| US-29 / AF-490E | 0.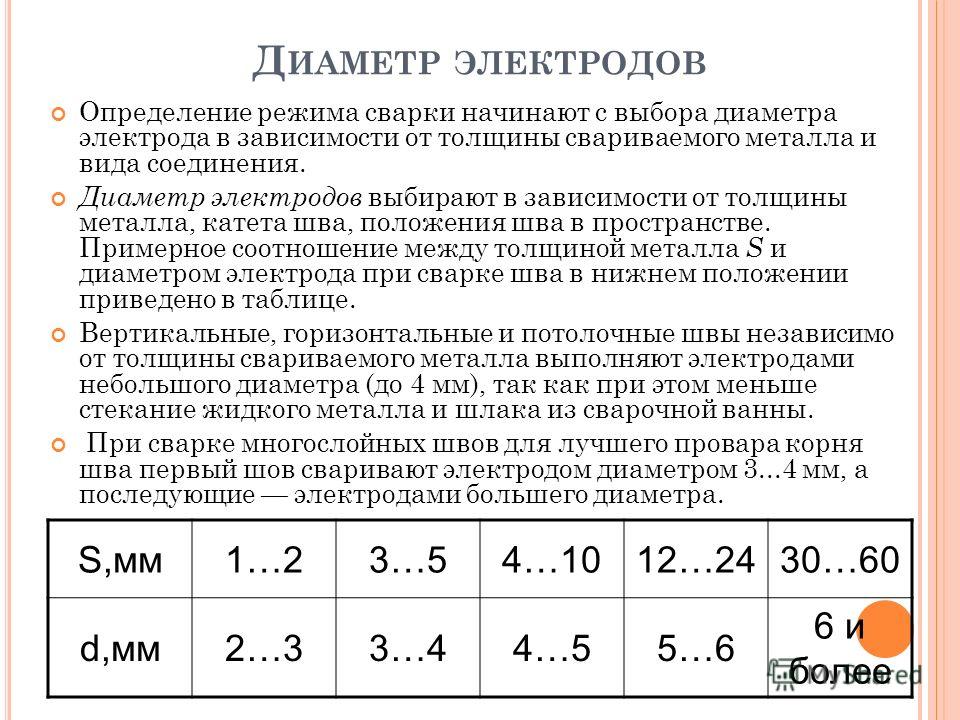 05 05 | 0.41 | 1.60 | 0.016 | 0.005 |
| Примечание: условия сварки: 550A-30V-42 cpm; Вылет = 30 mm | |||||
| 0.2%OS (MPa) | TS (MPa) | El (%) | IV at -40℃ (J) | IV at -20℃ (J) | ||
|---|---|---|---|---|---|---|
| US-29/ AF-490E | AW*1 | 464 | 562 | 30 | — | Avg 119 (125, 113, 118) |
| PWHT (620℃ x 1hr) | 380 | 494 | 35 | Avg 129 (142, 124, 122) | Avg 150 (154, 153, 143) | |
AWS спец. (только AW*1) (только AW*1) | 350 min | 490 min | 22 min | — | 35 min | |
| Примечание: условия сварки: 550A-30V-42cpm; Ext=30mm *1: Сразу после сварки | ||||||
2-2. Двухпроходная сварка стыкового шва
Сварка стыковых швов выполнена с использованием пластин JIS G3106 SM400B максимальной толщиной 16 mm. Сочетание электродов представлено на Иллюстрации 2. Условия сварки указаны в Таблице 5.
На Иллюстрациях 3 и 4 показана макроструктура и внешний вид валиков сварных швов соответственно, а в Таблице 6 — механические свойства сварочного металла стыковых сварных швов.
Иллюстрация 2: Расположение электродов
Иллюстрация 3: Макроструктура
| Последова- тельность сварки | Диаметр проволоки (mm) | Условия сварки | Температура предварительного подогрева и межпроходная температура |
|---|---|---|---|
| 1-й | 4. 0 0 | 750A-32V-60cpm Вылет 30mm | Комнатная температура |
| 2-й | 700A-32V-55cpm Вылет 30mm |
Иллюстрация 4: Внешний вид валиков сварных швов
| 0.2%OS (MPa) | TS (MPa) | El (%) | IV at -20℃ (J) | IV at 0℃ (J) |
|---|---|---|---|---|
| 419 | 532 | 34 | Avg 116 (131, 121, 96) | Avg 147 (148, 146, 146) |
2-3. Горизонтальная угловая сварка
Иллюстрация 5: Расположение электродов
Иллюстрация 6: Макроструктура
Расположение электродов, используемое при горизонтальной угловой сварке, показано на Иллюстрации 5, а макроструктура и внешний вид валиков сварных швов — на Иллюстрациях 6 и 7.
Иллюстрация 7: Внешний вид валиков сварных швов
Иллюстрация 8: Соотношение между погонной энергией сварки и величиной катета углового шва
Соотношение между погонной энергией сварки и величиной катета углового шва представлено на Иллюстрации 8 для сварочной проволоки всех имеющихся диаметров. В ходе лабораторных испытаний была получена длина катета от 4 до 9 mm, однако пользователям на сварочных участках рекомендуется длина катета в 6-8 mm из соображений точности угла, а также стабильности сварочного процесса.
| Содержание диффузного водорода (ml/100g) | Классификация по судовому регистру | |||||
|---|---|---|---|---|---|---|
| N=1 | N=2 | N=3 | N=4 | Сред. | ||
| US-29/ AF-490E | 2.5 | 2.6 | 2.7 | 2.7 | 2.6 | H5 |
| Примечание: (1) Условия сварки: 550A-30V-42cpm; Вылет=30mm (2) Метод тестирования: Газовая хроматография (согласно AWS A4.3) | ||||||
2-4. Содержание диффузного водорода в сварочном металле
Содержание диффузного водорода, измеренное с помощью газовой хроматографии согласно AWS A4.3, показано в Таблице 7. Заметны крайне низкий уровень содержания диффузного водорода в 2,5 ml/100g и почти полное отсутствие флуктуаций.
3. FAMILIARC™ US-36 3 FAMILIARC™ AF-490AS
| Классификация | AWS A5. 17 F7A6-Eh24; F7P6-Eh24 17 F7A6-Eh24; F7P6-Eh24 |
|---|---|
| Свойства | Сварка стыковых швов на средних и толстых пластинах |
| Только многопроходная сварка | |
| Отличная ударная вязкость при низкой температуре до -40°C | |
| Полярность | Электрод для сварки на постоянном токе обратной полярности |
| Основность по Бонишевскому | 2.6 |
| Судовой регистр | ABS, DNV, LR, BV |
US-36/AF-490AS — это сочетание сплошной проволоки/флюса для сварки малоуглеродистых сталей, а также сталей класса HT490. AF-490AS, агломерированный флюс на основе фторида, демонстрирует высочайшую и стабильную ударную вязкость при температурах до -40°C, а также хорошую применимость в сочетании с проволокой US-36 SAW. Детальные сведения о сочетании US-36 x AF-490E представлены в Таблице 8.
3-1. Свойства сварочного металла
Химические и механическое свойства всех сварочных металлов представлены в Таблицах 9 и 10 соответственно. Результаты ударных испытаний в условиях сразу после сварки, а также после термообработки после сварки (PWHT) показаны переходными кривыми на Иллюстрациях 9 и 10 соответственно.
Обладающий оптимальной основностью флюс AF-490AS дает стабильную высочайшую ударную вязкость при низких температурах до -40°C даже без добавления специальных элементов. Внешний вид валиков сварных швов представлен на Иллюстрации 11.
| C | Si | Mn | P | S | |
|---|---|---|---|---|---|
| US-36 / AF-490AS | 0.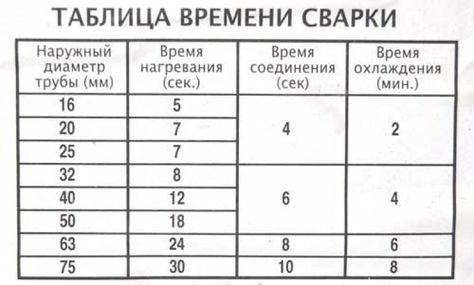 07 07 | 0.39 | 1.62 | 0.014 | 0.004 |
| Примечание: Условия сварки: 550A-30V-42 cpm; Вылет=30 mm | |||||
| 0.2%OS (MPa) | TS (MPa) | El (%) | ||
|---|---|---|---|---|
| US-36/ AF-490AS | Сразу после сварки | 516 | 598 | 32 |
| PWHT (620℃ x 1hr) | 547 | 565 | 32 | |
| Спецификация AWS (сразу после сварки и после PWHT) | 375 min | 490-660 | 22 min | |
| Примечание: Условия сварки: 550A-30V-42cpm; Ext=30mm | ||||
Иллюстрация 9: Переходная кривая ударной вязкости в
условиях сразу после сварки
Иллюстрация 10: Переходная кривая ударной вязкости после термообработки после сварки
Иллюстрация 11: Внешний вид валиков сварных швов
3-2. Многопроходная двусторонняя сварка стыкового соединения
Многопроходная двусторонняя сварка стыкового соединения
Сварка стыкового соединения была выполнена с применением пластин марки Eh46 толщиной 20 mm. На Иллюстрации 12 показана конфигурация кромок и последовательность проходов. В Таблице 11 показаны условия сварки, в Таблице 12 — химический состав, а в Таблице 13 — механические свойства стыкового сварного шва, полученного при двусторонней сварке.
Иллюстрация 12: Конфигурация кромок и
последовательность проходов
| Сторона | Диаметр проволоки (mm) | Проход | Параметры сварки | Вылет проволоки (mm) |
|---|---|---|---|---|
| Лицевая сторона | 4. 0 0 | 1 | 450A-30V-42cpm | 30 |
| 2-6 | 550A-30V-42cpm | |||
| Обратная сторона | 1 | 450A-30V-42cpm | ||
| 2-4 | 550A-30V-42cpm | |||
| Примечание: Температура предварительного подогрева и межпроходная: 100-150°C | ||||
| TS(MPa) | IV при -40C(J) | Испытание на изгиб *2 |
| 559 *1 | Сред. 84 (81, 87, 83) | Лицевая сторона: хорошее Обратная сторона: хорошее |
| Примечание: *1: Позиция излома = Основной металл *2: Испытание на изгиб: Согласно правилам судового регистра | ||
| C | Si | Mn | P | S |
|---|---|---|---|---|
0. 09 09 | 0.39 | 1.55 | 0.014 | 0.004 |
| Содержание диффузного водорода (ml/100g) | Классификация по судовому регистру | |||||
|---|---|---|---|---|---|---|
| N=1 | N=2 | N=3 | N=4 | Avg | ||
| US-36/AF-490AS | 2.2 | 2.3 | 2.1 | 2.3 | 2.2 | H5 |
| Примечание: Условия сварки: 550A-30V-42cpm; Ext=30mm (2) Метод тестирования: газовая хроматография (согласно AWS A4.  3) 3) | ||||||
3-3. Содержание диффузного водорода в сварочном металле
Содержание диффузного водорода, измеренное методом газовой хроматографии согласно AWS A4.3, показано в Таблице 14. Можно заметить крайне низкий уровень содержания диффузного водорода в 2,0 ml/100g и малую флуктуацию.
4. Спецификация упаковки
| Диаметр (mm) | Тип | Вес (kg) |
|---|---|---|
| 1.6 | Катушка | 10, 20 |
| 2.0 | ||
| 2.4 | ||
| 2.4 | Бухта | 25 |
3. 2 2 | ||
| 4.0 | 25, 75 | |
| 4.8 |
Спецификации упаковки проволок US-29 и US-36, а также флюсов AF-490E и AF-490AS для сварки SAW представлены в Таблицах 15 и 16 соответственно.
| Размер сетки | Тип | Вес (kg) |
|---|---|---|
| 12 x 65 | Мешок (с алюминиевым покрытием) | 20 |
5. Условия повторной просушки
| Температура повторной просушки | Время повторной просушки | |
|---|---|---|
| AF-490E | 300-350℃ | 1-2 часа |
| AF-490AS |
Условия повторной просушки для флюсов AF-490E и AF-490AS представлены в Таблице 17.
6. Послесловие
В этой статье представлены новые агломерированные флюсы недавно разработанные компанией Kobe Steel: AF-490E и AF-490AS. При использовании в сочетании с проволоками US-29 или US-36 они демонстрируют стабильные свойства сварочного металла, а также отличаются исключительно низким содержанием диффузного водорода. Как ожидается, эти флюсы найдут применение в строительстве морских сооружений и судостроении, то есть в отраслях, где требуются прочные и надежные сварные соединения.
Верх страницы
Комплект для сборки сварочного стола 30 «x 48» Полностью собран!
Самый простой в сборке комплект сварочного стола в мире, включает выступы и пазы. плюс — интегрированная система сборки с Т-образными пазами. Это обеспечивает самый плоский и самый быстрый стол для сборки из доступных!
Обновление продукта!
Наши сварные столешницы размером 30 ″ x48 ″ очень просты в сборке, но оказывается, что мы можем добиться еще лучших результатов в нашем магазине, установив их на одном из больших заводских столов. Так вот что мы собираемся делать! Мы прикрепим их к одному из больших пап, и зафиксируем на месте красиво и плоско, а ЗАТЕМ отправим их вам.
Так вот что мы собираемся делать! Мы прикрепим их к одному из больших пап, и зафиксируем на месте красиво и плоско, а ЗАТЕМ отправим их вам.
Бесплатно !
Наша сварочная столешница 30 ″ x 48 ″ (фактический размер 29,5 ″ x 47,5 ″ для целей транспортировки!) — идеальное решение для переносной сварки или ограниченного пространства. Вырезанная лазером из стальной пластины A36 3/16 ″, эта крышка профессионально собрана и готова к использованию!
Этот комплект включает те же стандартные отверстия 5/8 ″, что и все наши сварочные столы, что означает, что вы можете использовать широкий спектр крепежных принадлежностей.Кроме того, стол также включает в себя встроенные приспособления, используемые для сборки, которые все еще можно использовать для крепления в течение всего срока службы стола! Гайки и болты 5/16 ″ идеально подходят по любой причине, которую вы можете придумать.
Комплекты с ножками / роликами
Также предлагаем сварочные столешницы с ножками и роликами. Если вы выберете этот вариант, мы включим предварительно нарезанные ножки и поперечины. Все, что вам нужно сделать, это прикрутить ножки на место и приварить поперечные распорки.
Если вы выберете этот вариант, мы включим предварительно нарезанные ножки и поперечины. Все, что вам нужно сделать, это прикрутить ножки на место и приварить поперечные распорки.
Построен как танк
Не то чтобы мы это рекомендовали, но чтобы продемонстрировать гибкость этих маленьких столиков, мы поместили один из наших гигантских столов 50 ″ x 100 ″ (~ 1000 фунтов) сверху и без проблем скатили его! Так что можете не сомневаться, что он справится практически с любой обычной задачей, которую вы ему можете бросить.
Упаковка и отгрузка
Еще одним приятным моментом в этих таблицах является то, что мы можем использовать традиционных грузоотправителей, таких как FedEx. Мы упаковываем весь стол в одну прочную коробку из двух частей, которая весит около 140 фунтов, и отправляем ее в путь. Ваша коробка будет выглядеть примерно так.
Если вы заказываете один или два аксессуара, которые мы можем поместить в коробку, мы упакуем их вместе. Поэтому убедитесь, что у вас есть тележка или друг, который поможет переместить коробку, когда она придет.Мы не хотим, чтобы кто-либо из членов семьи Texas Metal Works отвернулся!
Поэтому убедитесь, что у вас есть тележка или друг, который поможет переместить коробку, когда она придет.Мы не хотим, чтобы кто-либо из членов семьи Texas Metal Works отвернулся!
Дополнительные принадлежности для стола — продаются отдельно
Набор принадлежностей для сварочного стола 30 ″ x 48 ″
Мы собрали все, что вам нужно, чтобы приступить к установке на новом сварочном столе, включая зажимы для удержания, упоры для выравнивания на столе и прямые углы, чтобы убедиться, что все ровно. (и мы включили 10% скидка на эти товары при покупке в данном комплекте!).
Полка основания сварочного стола 30 ″ x 48 ″
Добавьте более 6 квадратных футов места для хранения под сварочный стол 30 ″ x 48 ″ с помощью нашей базовой полки для сварочного стола. Мы вырезаем лазером 14 прорезей (7 ″) в этой полке для крепления сварочного аппарата или крепления редуктора. Оставим организацию на ваше усмотрение!
Сварочный стол 30 ″ x 48 ″ Держатель инструмента Super Slot
Мы вырезаем лазером идеальное решение для хранения вашего сварочного стола 30 ″ x 48 ″. Эта вешалка для инструментов обеспечивает гибкость организации вашего стола.Повесьте зажимы, несколько лотков для хранения и многое другое. Сделанный из стали 3/16 ″ и рассчитанный на будущее, ваш стол без нее будет голым.
Эта вешалка для инструментов обеспечивает гибкость организации вашего стола.Повесьте зажимы, несколько лотков для хранения и многое другое. Сделанный из стали 3/16 ″ и рассчитанный на будущее, ваш стол без нее будет голым.
Комбинированный держатель инструмента для сварочного стола 30 ″ x 48 ″
Этот специальный комбинированный аксессуар приваривается к боковой стороне нашего стола 30 ″ x 48 ″ и позволяет хранить упоры, боковые зажимы, вставные зажимы и другие инструменты, чтобы держать их под рукой, организованно и поблизости.
30 ″ x 48 ″ Сварочный стол в тисках
Сделано специально для нашего сварочного стола 30 ″ x48 ″, это крепление для тисков.Прорези шириной 55 дюймов для удобного размещения болтов до 1/2 дюйма. Тиски (и другие инструменты) с тремя или четырьмя болтами подойдут для шаблона, вырезанного в этом удлинении.
Поделитесь своими мыслями!
5 из 5 звезд
5 отзывов
Сообщите нам, что вы думаете…
30 ″ x 48 ″ Сварочный стол Стойка для двух газовых баллонов
Сделанный специально для нашего сварочного стола 30 ″ x 48 ″, наша стойка с двумя газовыми баллонами превращает ваш стол в сварочную станцию. Предназначенная для хранения резервуаров вместимостью до двух 125 CF, эта конструкционная стальная стойка A36 толщиной 10 га устанавливается между стойками и поперечинами.
Предназначенная для хранения резервуаров вместимостью до двух 125 CF, эта конструкционная стальная стойка A36 толщиной 10 га устанавливается между стойками и поперечинами.
GPPH — Профессиональные сварочные столы
При выполнении сварных конструкций очень большую часть времени, даже восемьдесят пять процентов, занимает подготовка материала к процессу сварки. Остальные пятнадцать процентов используется только для сварки.По этой причине наиболее точное позиционирование компонентов конструкции в кратчайшие сроки существенно влияет на высокое качество и оптимальная рентабельность производственного процесса.
Использование сварочного стола позволяет достичь вышеуказанных целей в качестве сварочного стола.
сам используется для сварки и сборки элементов конструкций, требующих максимальной
точность. .
.
Сварочный стол предназначен для оснащения технологических постов, на которых процессы сварки мелкие детали или большие конструкции легче выполнять из-за возможности увеличение поверхности стола и перемещение пластин стола или увеличение количества столов на объединяя их вместе. Сварочные столы используются везде, где сварка, установка и сборка металлические детали.Они являются важным элементом, когда дело доходит до точности позиционирования и повторяемость.
Стол изготовлен из стали, способной выдерживать вес и температуру сварки. Это предлагает
у сварщика стабильное рабочее место, где он также может произвести необходимые измерения. Из-за
перфорированная поверхность и зазоры между пластинами, возможна установка по желанию и
стандартная комплектация на нем. Сборка сварочного оборудования может производиться шурупами, монтажными болтами и
сварочные зажимы.
Сборка сварочного оборудования может производиться шурупами, монтажными болтами и
сварочные зажимы.
портативный и выносливый
Судя по тому, что мы видели, мы пошли за собственным столом.
В то время как две описанные выше таблицы относятся к линейным кораблям сварочного производства, наша таблица больше похожа на крейсер — немного легче и изящнее, но все же способна выдержать удар — и выполнять тяжелую работу.Он имеет легко добавляемые функции, которые увеличивают размер рабочей поверхности. Его компактные, хорошо продуманные места для хранения позволяют перемещать детали и инструменты вместе с столом.
Этот стол весит 850 фунтов и установлен на четырех колесах с максимальной нагрузкой в 1000 фунтов. Верх сделан из листовой стали размером 4 на 8 футов 3/8 дюйма. Стол стоит примерно в 36 дюймах от пола. В сварной раме используются в основном стальные квадратные трубы размером 2 на 2 дюйма.
Верх сделан из листовой стали размером 4 на 8 футов 3/8 дюйма. Стол стоит примерно в 36 дюймах от пола. В сварной раме используются в основном стальные квадратные трубы размером 2 на 2 дюйма.
Вот некоторые особенности нашего сварочного стола, сделанного своими руками. Вы также можете увидеть эти функции крупным планом в этом видео: https: // www.dtnpf.com/….
— Самая крутая часть. Эта башня с вращающимися деталями на 40 бункеров состоит из трех легко доступных частей. Контейнеры подвешены на решетчатую панель, изогнутую в форме башни. Место встречи концов панели приваривается точечной сваркой. Башня приварена к усиленной шарнирной головке динамика. Вертлюг прикручивается к тягам ящиков с большой нагрузкой. Вся сборка прикручивается к нижней полке стола. Башню можно хранить под столешницей или выдвигать для облегчения доступа.
— Сделайте перерыв.Этот стол включает откидное сиденье. Петли, прикрепленные к ножке стола, сделаны из отрезков стальной трубы и приварены к ножке куском стальной прутковой стали. Сиденье взято от регулируемого табурета. Здесь он ввинчивается в муфту с внутренней резьбой, приваренную к концу монтажной рамы. Сиденье регулируется.
Сиденье взято от регулируемого табурета. Здесь он ввинчивается в муфту с внутренней резьбой, приваренную к концу монтажной рамы. Сиденье регулируется.
— Место под детали. Каждый ряд бункеров для деталей поддерживается двумя отрезками стального плоского прутка — всего шесть отрезков прутка. Пластиковая кромка на задней части бункера свешивается над верхней частью плоского стержня в ряду.Чтобы бункер был выдвинут вперед, второй кусок плоской планки опирается на заднюю нижнюю половину бункера. Обратите внимание на то, что столешница выступает за ящики для деталей. Это предотвращает попадание сварочных отходов в бункеры.
— Склад для тяжелых условий эксплуатации. Место на задней стороне сварочного стола не тратится зря. Помещение для хранения, обнесенное стальной сеткой, разделено на две полки. Верхняя полка имеет сетчатое дно, чтобы мусор попадал на нижнюю полку, откуда его можно было сметать. Верхняя полка также утоплена на дюйм, чтобы инструменты и детали не упали на пол во время перемещения стола. Между стеллажом и одним концом стола приваривается отрезок круглого бруса. Это создает удобное место для крепления различных сварочных зажимов.
Между стеллажом и одним концом стола приваривается отрезок круглого бруса. Это создает удобное место для крепления различных сварочных зажимов.
Расскажите нам, что вы думаете. Что бы вы сделали по-другому? Отправьте нам фото или видео, на котором вы работаете со своим сварочным столом.
Отправляйте их по адресу: Dan Miller, The Progressive Farmer, 2204 Lakeshore Dr., Suite 415, Birmingham, AL 35209, или по электронной почте [email protected]. Если мы воспользуемся им, вы получите 50 долларов плюс шляпа.
Следуйте за Дэном Миллером в Twitter @DMillerPF
(c) Copyright 2021 DTN, LLC.Все права защищены.
Советы по созданию сварочного стола
Прочный верстак или сварочный стол — неотъемлемая часть любого магазина. При планировании строительства фабричного стола важно определить, что вы будете на нем делать, сколько места у вас есть в магазине и сколько денег вы можете потратить — все это имеет значение — больше не всегда лучше.После долгих размышлений мы решили, что для нашего магазина подойдет что-нибудь с максимальным размером 4×6 футов.
При планировании строительства фабричного стола важно определить, что вы будете на нем делать, сколько места у вас есть в магазине и сколько денег вы можете потратить — все это имеет значение — больше не всегда лучше.После долгих размышлений мы решили, что для нашего магазина подойдет что-нибудь с максимальным размером 4×6 футов.
Мы видели сотню скамей, сделанных со стальными столешницами толщиной 1/4 дюйма, и они всегда вмятины или волнисты из-за сварочной основы. Когда дело доходит до верхней пластины, чем больше, тем лучше. Наша минимальная толщина составляла 3/8 дюйма, когда мы начали охоту на свалку металлолома, где мы нашли кусок размером 3×5 1/2 дюйма. Мы пришли к выводу, что размер 3 фута — это очень удобная рабочая ширина — много места, чтобы разложить его, но все по-прежнему находится в пределах досягаемости.Мы бы не стали меньше 5 футов в длину, а 6 футов было бы лучше. Но цена была подходящей, и мы месяцами охотились, прежде чем нашли сделку толщиной в 1/2 дюйма.
Последний размер — высота, и, пожалуй, самый важный. Один из лучших советов, которые мы когда-либо получали, был от Рона Ковелла, когда он сказал нам, чтобы мы всегда чувствовали себя комфортно во время работы, потому что «это позволяет вам быть суетливым в своей работе». Если вы не боретесь с болью в спине из-за сгорбления, вы не будете торопиться с работой.
Мы измерили высоту кухонной стойки, столов, а также вспомнили, что древние кузнецы устанавливали рабочую поверхность своей наковальни так, чтобы, держа в руке молоток и положив голову на наковальню, их локоть был согнут под углом 90 градусов, давая лучшее положение для работы и не утомлять мышцы рук, шеи и спины.Мы будем стоять и сидеть за столом, поэтому учитывалась и высота наших торговых стульев. Когда все было сказано и сделано, наша рабочая поверхность имеет высоту 36 дюймов, что довольно удобно для нашего 6-футового 1-дюймового роста — это также высота наших кухонных стоек. Мы бы не стали спускаться ниже, но дюйм или два выше не повредили бы, что мы можем набрать с помощью регулирующих ножек, если захотим (подробнее об этом позже). Еще одно соображение — настольные тиски и их высота рабочей поверхности: тиски с челюстями на уровне груди непрактичны.У нас есть чудовищные винтажные тиски Reed Mfg., Но они были слишком высокими и занимали слишком много места на нашем столе, поэтому мы сделали другие планы.
Мы бы не стали спускаться ниже, но дюйм или два выше не повредили бы, что мы можем набрать с помощью регулирующих ножек, если захотим (подробнее об этом позже). Еще одно соображение — настольные тиски и их высота рабочей поверхности: тиски с челюстями на уровне груди непрактичны.У нас есть чудовищные винтажные тиски Reed Mfg., Но они были слишком высокими и занимали слишком много места на нашем столе, поэтому мы сделали другие планы.
Для ножек и каркаса лучше больше. Он не только должен прочно поддерживать стол, но и поддерживать все, что вы на нем устанавливаете. «Месса» — это порядок дня. Мы использовали С-образный канал 3x2x1 / 4, с вертикальными стойками 2x3x 0,250 стены, на опорах короба 2-1 / 2×3-1 / 3×0,3125 стенок. Мы нашли трубку 2-1 / 2×3-1 / 2 на свалке вместе с нашей столешницей и купили у поставщика С-образный канал и коробку 2×3-1 / 2.
Мы никогда не начинаем сборку торгового оборудования без чертежа в масштабе, сделанного на миллиметровой бумаге, показывающего верхнюю, боковую и переднюю фасады. Таким образом, мы можем понять, сколько стали покупать, как разрезать, чтобы минимизировать отходы, и как доставить ее домой. Сталь обычно продается в виде 20-футовых палочек, и большинство поставщиков предоставляют одну бесплатную обрезку для каждой палки: с чертежом в масштабе вы можете обнаружить, что ваша комбинация частей будет составлять одну 12-футовую и другую 8-футовую длину — большое дело, если просто разрезав его на две 10-футовые части, вы останетесь с непригодными для использования короткими кусочками.
Таким образом, мы можем понять, сколько стали покупать, как разрезать, чтобы минимизировать отходы, и как доставить ее домой. Сталь обычно продается в виде 20-футовых палочек, и большинство поставщиков предоставляют одну бесплатную обрезку для каждой палки: с чертежом в масштабе вы можете обнаружить, что ваша комбинация частей будет составлять одну 12-футовую и другую 8-футовую длину — большое дело, если просто разрезав его на две 10-футовые части, вы останетесь с непригодными для использования короткими кусочками.
Наш готовый стол весит более 550 фунтов, не считая тисков и их монтажной рамы. Он прочный и стабильный, каковым должен быть хороший рабочий стол, он должен выдерживать все, что мы на него бросаем или роняем, и, несомненно, переживет нас.
Посмотреть все 17 фотоМы сконструировали наш стол в перевернутом виде, так как это намного проще, чем построить каркас, поднять верхнюю часть и сварить ее. Деревянные блоки удерживают его от пола.Какой размер подходит для сварочного стола? — Сварочное оборудование
TenHammers, вы, должно быть, читаете мои мысли, потому что я еще не участвовал в столовой массе. Это был Додж.
Это был Додж.
Я свариваю везде, где нужно. Эти столовые нити перекрываются у меня.
Получите самую толстую, которую вы можете себе позволить, и самую большую, которую вы можете для размера вашего магазина. Следите за чем-нибудь получше, оно обязательно появится.
Мой самый маленький сварочный «стол» — это 8-дюймовый квадратный кусок 3/8 «холодной прокатки с приваренным к нему стержнем для зажима в моих 8-дюймовых тисках. Я построил много-много вещей на этом» столе «.
Мой самый большой стол — 4 1/2 ‘X 6’ X 3/4 дюйма. Он живет снаружи перед магазином.Зимой приходится переставлять его, чтобы вспахивать снег …. сделал это вчера, сегодня 4 дюйма снега! Это стол. Я буду сваривать вещи с по , когда это необходимо. Быстро построенные приспособления и т. Д. способ зажима. Я стараюсь не бить его слишком сильно по краям. 3/4 «пластина изогнется. Пластина 1/2 дюйма на самом деле довольно легко изгибается по краям или углам. 3/8 дюйма — это достаточно для начала, а 1/4 дюйма — намного лучше, чем ничего. Как я уже сказал, будьте начеку, чтобы выбрать свой следующий столик или следующий. верх для твоего.Я ищу для этого топ размером 1 дюйм или 1 1/4 дюйма.
Как я уже сказал, будьте начеку, чтобы выбрать свой следующий столик или следующий. верх для твоего.Я ищу для этого топ размером 1 дюйм или 1 1/4 дюйма.
Внутри магазина есть стол с крышкой 5/8 дюйма с ножными тисками рядом с кузницей. Есть еще один двухколесный стол с одной ножкой и 8-дюймовыми тисками с верхней частью 2 х 2 х 2 дюйма. весит более 600 # плюс всякая всячина на полке. Я не свариваю вещи и , потому что он совершенно плоский и остается таким. Это мой «точный» стол. У меня также есть чугунный стол, который имеет размер 28 «X 48» X 28 «(построенный вышеупомянутый стол для тисков, чтобы соответствовать высоте на этом), который прямо посередине цеха, и это место, где выполняется большая часть сварки.Верх на нем имеет толщину 2 1/8 дюйма и весит более 2200 #. Он не двигается, когда вы на него опираетесь.
Отредактировано, чтобы добавить следующее: Я построил очень много вещей, используя кусок 8 дюймов X 8 «Двутавровая балка в качестве» стола «. Если вы найдете кусок, у которого нет скручивания, зацепитесь за него.