© ГБПОУ КК ПАТИС
ГБПОУ КК ПАТИС
Государственное бюджетное профессиональное образовательное учреждение Краснодарского края
Приморско-Ахтарский техникум индустрии и сервиса
Адрес: 353860 г. Приморско-Ахтарск, ул. Тамаровского, 85
тел: 8 (861-43) 2-35-94, 8 (861-43) 2-18-98
Адрес сайта: http://патис.рф
Социальные сети: VK и OK
Электронная почта: [email protected]
Режим работы:
ПН — СБ: с 8.00 до 16.00
Выходные дни: ВС
Учредители
Наименование:
Министерство образования, науки и молодежной политики Краснодарского края
Адрес: 350063 г. Краснодар, ул. Рашпилевская, 23
тел: 8 (861) 298-25-73
Адрес сайта: minobr.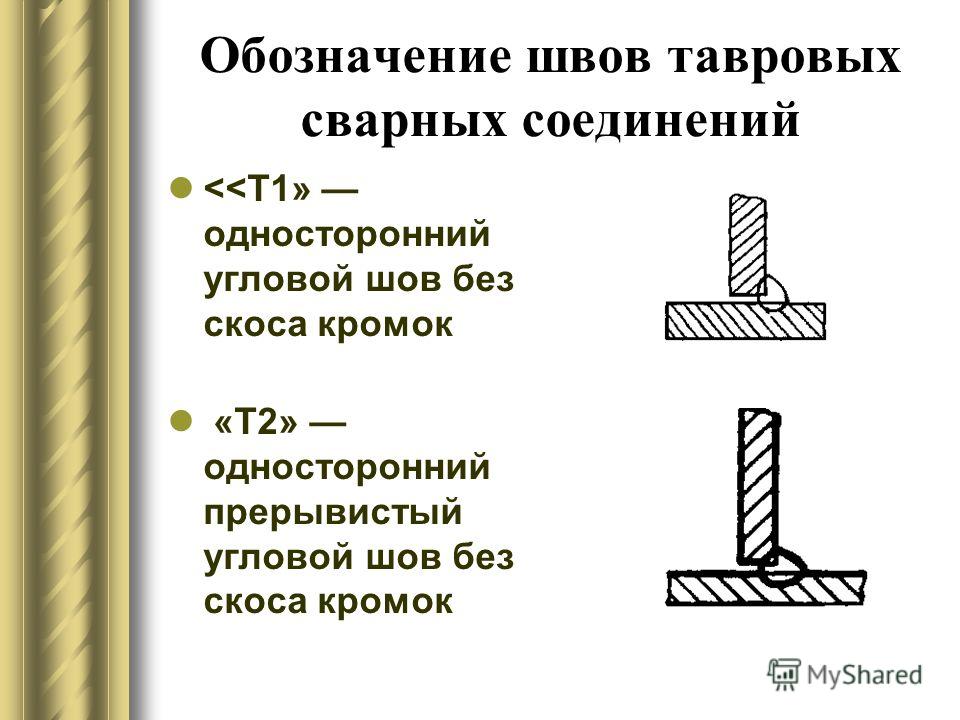 krasnodar.ru
krasnodar.ru
Электронная почта: [email protected]
Режим работы:
ПН.ВТ.СР.ЧТ. – с 09.00 до 18.00
ПТ. – с 09.00 до 17.00
Перерыв на обед: с 13.00 до 13.50
Выходные дни: СБ.ВС.
Наименование:
Департамент имущественных отношений Краснодарского края
Адрес: 350000 г. Краснодар, ул. Гимназическая, 36
Канцелярия: 8 (861) 268-24-08
Факс: 8 (861) 267-11-75
Специалист по работе с обращениями граждан — консультации, запись на прием — телефон 267-11-78
Телефон горячей линии по вопросам земельных отношений: 8 (861) 992-33-35
Адрес сайта: diok.krasnodar.ru
Электронная почта: [email protected]
Режим работы:
ПН. ВТ.СР.ЧТ. – с 09.00 до 18.00
ВТ.СР.ЧТ. – с 09.00 до 18.00
ПТ. – с 09.00 до 17.00
Перерыв на обед ПН.ВТ.СР.ЧТ.: с 13.00 до 13.50
Перерыв на обед ПТ.: с 13.00 до 13.40
Выходные дни: СБ.ВС.
Сварные соединения — строение сварного шва
Если невнимательно отнестись к сварочному процессу и неграмотно подготовить свариваемые элементы, их прочность будет недолговечной, и в какой-то момент конструкция разрушится. Особого подхода и профессионализма требует сварка тавровых соединений, так как существуют правила исполнения и методы получения подобных соединений.
В процессе сварки соединяются:
- Уголки,
- Металлические листы,
- Квадраты,
- Продукция трубопроката,
- Швеллера,
- Рельсы.
При этом используется ручная электродуговая сварка с различным уровнем мощности. Если же подача электрического тока отсутствует, применяется газопламенная ручная, но для ее выполнения нужно транспортировать тяжелое и объемное оборудование.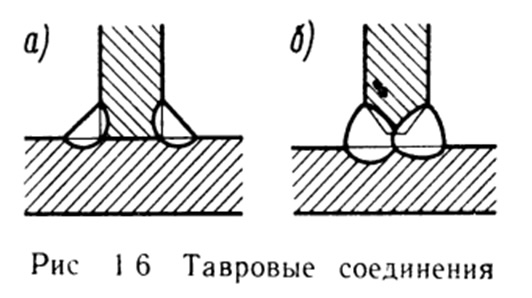
Типы соединений элементов с помощью сварочных аппаратов
Нередко виды сварных конструкций требуют предварительной обработки поверхностей, которые будут соединяться. Даже в большинстве технологических процессов заложены всевозможные пазы и освобождения, позволяющие обеспечивать надежность сварного шва. Детали необходимо правильно фиксировать и располагать в пространстве, чтобы быстро и качественно сварить между собой.
Подготовка свариваемых поверхностей может происходить при помощи электрического инструмента – шлифовальных кругов, отрезных кругов. Если нужно обеспечить определенный угол, как раз отрезным кругом можно выполнить подобную работу.
Шлифовальные процедуры позволяют получить гладкие и ровные поверхности на соединяемых элементах.
Обработка может коснуться одной детали, а другая сохраниться в первоначальном виде, и тогда несколько экономится металл. Существует и односторонняя и двусторонняя сварка, и поэтому нужно подбирать виды обработки поверхностей.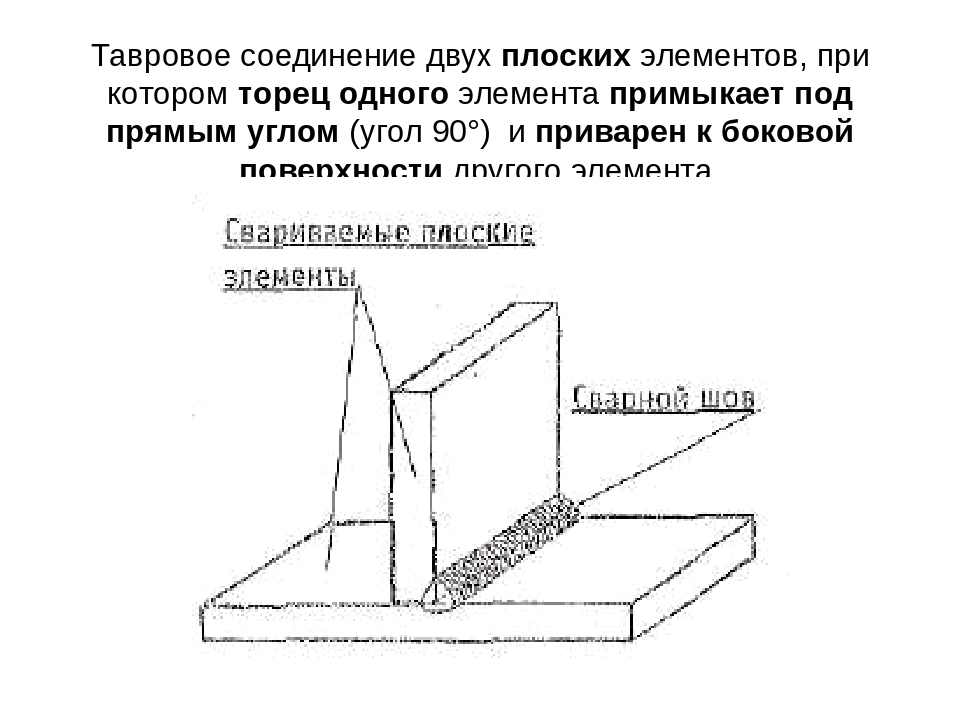 Сварщики обычно работают с угловыми, тавровыми или сваривают встык.
Сварщики обычно работают с угловыми, тавровыми или сваривают встык.
Преимущества
Основными преимуществами являются:
- Обеспечивает связь в трудных местах, которые в противном случае были бы невозможны.
- Область контакта может быть поцарапана с любой стороны, увеличивая ее прочность.
- Может использоваться для объединения более тонких и тонких частей.
- Нет необходимости использовать дополнительные прокладки, потому что при надежном креплении можно прошить только приклад.
- После работы с такими комбинациями, конструкция может выдержать немалый вес.
 youtube.com/embed/NRXwHdQx8_A?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/NRXwHdQx8_A?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Разделка швов для достижения качества
Наиболее распространенным вариантом разделки является обработка торцов, когда выполняется скос под определенным углом, и полученное пространство заполняется расплавленным металлом во время сваривания.
Металлические могут иметь толщину от 4 до 25 миллиметров, и для них используется торцевой скос определенной формы. Если же деталь имеет толщину от 12 миллиметров, тогда может потребоваться предварительная двусторонняя разделка.
При использовании разделки уменьшается расход сварных материалов, поэтому данный способ полезен не только для надежности, но и для увеличения экономических показателей.
И сварка тавровых соединений требует дополнительной разделки швов, поэтому нужно предусмотреть предварительную обработку деталей.
Кромка одного элемента должна перпендикулярно прилегать к плоскости другой детали, так что объединение нужно выполнять с обеспечением максимальной прочности и с соблюдением перпендикулярности.
Если толщина металлических элементов меньше или равна 10 миллиметров, разделку применять не обязательно и сварка производится с двух сторон. Кромка металлической детали не обрабатывается, и только контролируется качество поверхности.
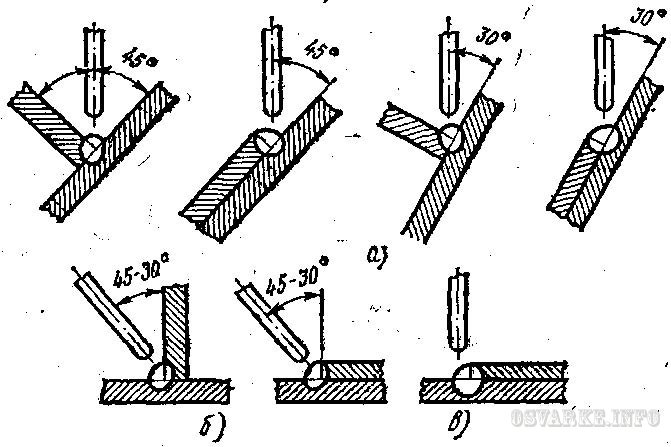
Но когда элемент, располагаемый перпендикулярно, обладает меньшей толщиной, чем вторая часть таврового соединения, тогда необходимо выбирать угол расположения электрода.
Приветствую вас, уважаемые читатели. В сегодняшней статье мы расскажем вам об основных видах сварных соединений и швов. Многие специалисты сварочного производства называют данные соединения сварными, некоторые – сварочными, хотя от этого смысл не меняется.
В этой статье они так же будут упоминаться по разному, в зависимости от оборота речи, но помните: сварной и сварочный по отношению к соединениям и швам – это одно и то же.
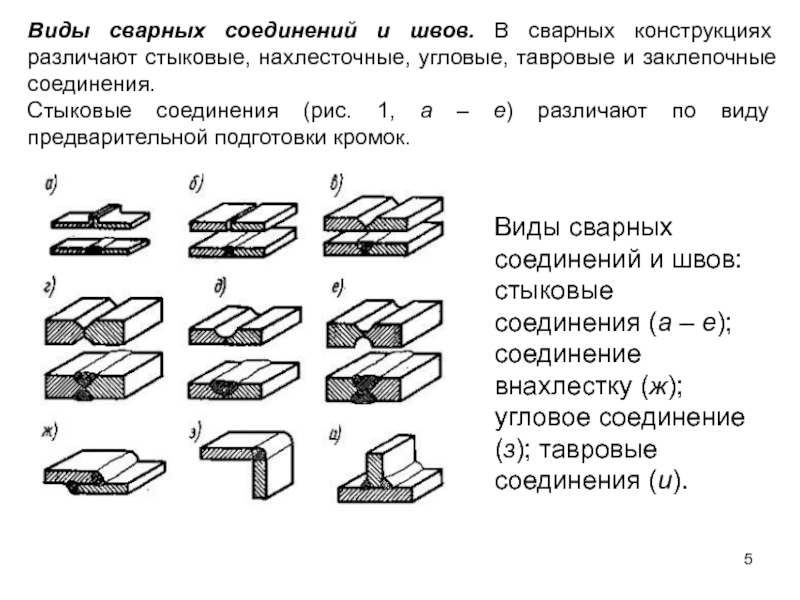
Сварные соединения и швы классифицируются по нескольким признакам
Существует ряд типов сварных швов в зависимости от вида соединения:
- — шов стыкового соединения
- — шов таврового соединения
- — шов нахлесточного соединения
- — шов углового соединения
Стыковое соединение
Стыковое соединение представляет собой соединение двух листов или труб их торцевыми поверхностями. Данное соединение является самым распространенным, благодаря меньшему расходу металла и времени на сварку.
Данное соединение является самым распространенным, благодаря меньшему расходу металла и времени на сварку.
Стыковое соединение может быть, в зависимости от расположения шва:
- — Односторонним
- — Двусторонним
По подготовке соединения под сварку, в зависимости от толщины свариваемых изделий:
- — Без скоса кромок
- — Со скосом кромок
Одностороннее соединение без скоса кромок предполагает сварку листов толщиной до 4 мм (исключение — процесс Laser Hybrid Weld). Двусторонне соединение бес скоса кромок рекомендуется выполнять при сварке толщин до 8 мм. В обоих случаях для обеспечения качественного провара, необходимо делать небольшой зазор при соединении листов под сварку, оклоло 1- 2 мм.
Скос кромок при одностороннем сварном соединении рекомендуется делать при толщинах от 4 до 25 мм. Наиболее популярным является соединение со скосом кромок V-образного типа. Менее популярными, но также применяются односторонние скосы кромок и скосы U-образного типа. Для предотвращения возможностей прожогов во всех случаях делается небольшое притупление кромок.
Для предотвращения возможностей прожогов во всех случаях делается небольшое притупление кромок.
При толщинах от 12 мм и более при двусторонней сварке рекомендуется делать X-образную разделку, которая имеет ряд преимуществ перед V-образной разделкой. Эти преимущества заключаются в уменьшении объема требуемого металла для заполнения разделки (почти в 2 раза), и соответственно увеличении скорости сварки и экономии сварочных материалов.
Тавровое соединение
Тавровое соединение представляет собой два листа, когда между ними образуется соединение в виде буквы «Т». Как и в случае со стыковыми соединениями, в зависимости от толщины металла выполняется сварка с одной или с обеих сторон, с разделкой или без. Основные типы таврового сварного соединения представлены на рисунке.
Некоторые советы по сварке таврового соединения:
- 1. При сварке таврового соединения тонкого металла с более толстым, необходимо, чтобы угол наклона электрода или сварочной горелки был около 60° к более толстому металлу.
 Как это показано ниже:
Как это показано ниже:
 Как это показано ниже:
Как это показано ниже:- 2. Сварку таврового соединения (и углового в такой же степени) можно значительно упростить, расположив его для сварки «в лодочку». Это позволяет проводить сварку преимущественно в нижнем положении, увеличивая скорость сварки и уменьшая вероятность появления подрезов, которые являются очень частым дефектом таврового сварного соединения, наряду с непроваром. В некоторых случаях одного прохода будет недостаточно, поэтому для заполняющих швов требуется осуществлять колебания горелки. Сварка «в лодочку» используется также при автоматической и роботизированной сварке, где изделие кантуется при помощи специального кантователя в нужное для сварки положение.
- 3. В настоящее время существуют специальные сварочные процессы для увеличенного проплавления. Применяя их, можно добиться односторонней сварки достаточно толстого металла с гарантированным проваром и формированием обратного валика с другой стороны. Подробнее о сварочном процессе Rapid Weld можно ознакомиться здесь. О сварочном оборудовании для односторонней сварки таврового шва с обратным вормированием валика можно узнать в разделе «сварочный полуавтомат QINEO TRONIC PULSE»
 О сварочном оборудовании для односторонней сварки таврового шва с обратным вормированием валика можно узнать в разделе «сварочный полуавтомат QINEO TRONIC PULSE»
О сварочном оборудовании для односторонней сварки таврового шва с обратным вормированием валика можно узнать в разделе «сварочный полуавтомат QINEO TRONIC PULSE»Соединение внахлестку
Данный тип соединения рекомендуется применять при сварке листов толщиной до 10 мм, причем сваривать листы требуется с обеих сторон. Делается это из-за того, чтобы не было возможности попадания влаги между ними. Так как сварочных швов при этом соединении два, то соответственно увеличивается и время на сварку и расходуемые сварочные материалы.
Угловое соединение
Угловым сварочным соединением называют тип соединения двух металлических листов, расположенных друг к другу под прямым или другим углом. Данные соединения также могут быть со скосом кромок или без, в зависимости от толщин. Иногда угловое соединение проваривается и изнутри.
Классификация по другим признакам
Сварные соединения и швы также классифицируют по другим признакам.
Типы соединений по степени выпуклости:
- — нормальные
- — выпуклые
- — вогнутые
Выпуклость шва зависит как от применяемых сварочных материалов, так и режимов сварки.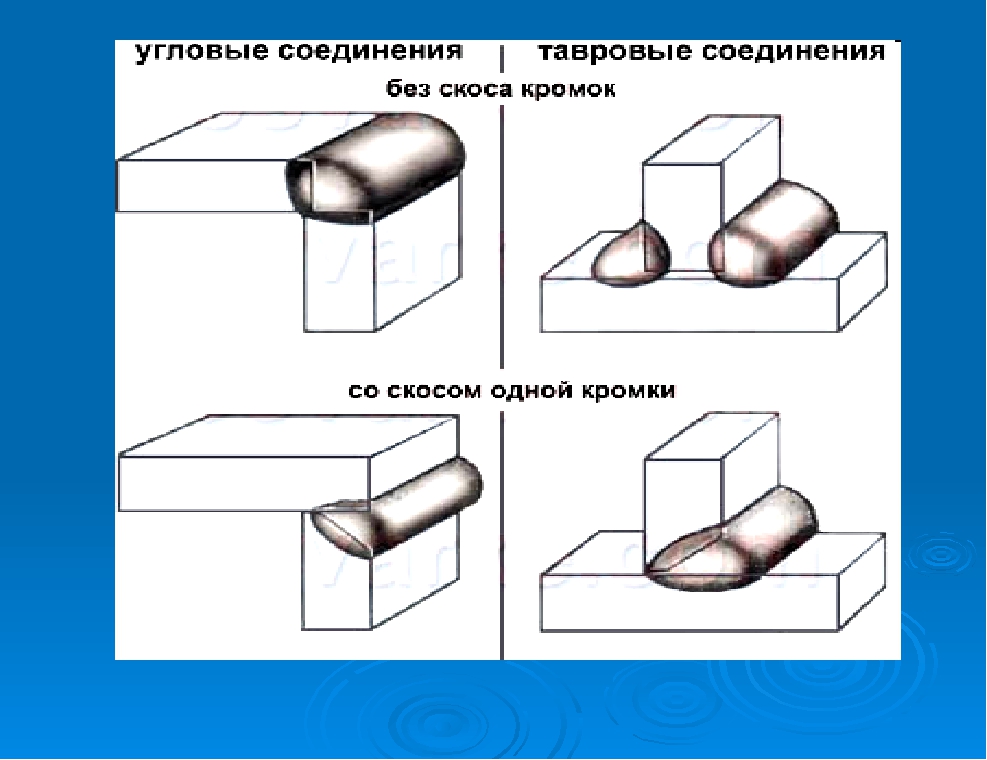 Например, при длинной дуге шов получается пологим и широким, и, наоборот, при сварке на короткой дуге шов получается более узким и выпуклым. Так же на степень выпуклости влияет скорость сварки и ширина разделки кромок.
Например, при длинной дуге шов получается пологим и широким, и, наоборот, при сварке на короткой дуге шов получается более узким и выпуклым. Так же на степень выпуклости влияет скорость сварки и ширина разделки кромок.
Типы соединений по положению в пространстве:
- — нижнее
- — горизонтальное
- — вертикальное
- — потолочное
Наиболее оптимальным для сварки является нижнее положение шва. Поэтому при проектировании изделия и составлении технологии сварочного процесса следует это учитывать. Сварка в нижнем положении способствует высокой производительности, является наиболее простым процессом с получением качественного сварного шва.
Горизонтальное и вертикальное положение сварного соединения требует от сварщика повышенной квалификации, а потолочное является наиболее трудоемким и не безопасным.
Типы сварных соединений по степени протяженности:
- — сплошные (непрерывные)
- — прерывистые
Прерывистые сварные швы применяются в соединениях, где не требуется герметичности.
Надеюсь, данная информация по типам сварных швов и соединений будет полезна вам и поможет увеличить качество и производительность ваших сварных конструкций при проектировании. А так же поможет сделать сам сварочный процесс безопасным и наиболее оптимальным. Спасибо за внимание,
Требования к сварным швам таврового соединения
Но если сварка тавровых соединений требует высокой степени прочности и это предписано в технологическом процессе, тогда в обязательном порядке исполняется разделка.
Толстая, располагаемая перпендикулярно, должна дополнительно обрабатываться, чтобы сварка позволила добиться качественного совмещения. Пользуются односторонней или двусторонней разделкой, при этом кромка срезается под углом 45 градусов.
Свариваемые элементы, которые превышают своей толщиной 10 миллиметров, свариваются в несколько слоев, таким образом, происходит заполнение всех имеющихся пустот.
Все предварительные виды обработки на производственных предприятиях всегда описываются в технологических процессах, и если в чертеже имеется тавровое соединение, технолог должен подробно расписать методы разделки.

Перед тем, как попасть к сварщику на участок, детали могут обрабатываться слесарями для получения поверхностей, которые впоследствии будут соединяться посредством сварки.
В бытовых условиях все несколько упрощено, и человеку, пытающемуся сварить две детали перпендикулярно, придется самостоятельно принимать решение о предварительной обработке и использовать специальный инструмент.
Еще по этой теме на нашем сайте:
- Сколько стоит сантиметр аргонной сварки — используем сварочный аппарат, сваривая алюминий Аргонная сварка, цена за сантиметр которой варьируется, достаточно популярна среди используемых видов сварки сегодня. В основном, используется в работе сварка аргоном алюминия. Видео можно увидеть…
- Сварка чугуна электродом — видео процесса Чугун представляет собой железоуглеродистый специальный сплав, который отличается высоким содержанием углерода (2,14%). Благодаря этому в сравнении с другими сталями он находится в свободном состоянии. К…
- Ручная сварка для начинающих — самоучитель по сварке дома В данный момент необходимость сварочных работ имеется практически в любой отрасли промышленности. И сложно вспомнить хотя бы одну отрасль, где не применялся бы труд сварщика….
- Mig Mag сварка — что это и какой выбрать сварочный полуавтомат Mig для сварки Отвечая на вопрос: «Mig Mag сварка: что это и как работает?», в первую очередь, необходимо рассказать о принципе действия этого метода сварки. Данный метод основан…
 К…
К…Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Недостатки
Есть также некоторые недостатки, которые усложняют использование шитья в некоторых областях.
К ним относятся:
- Сложность соединения должна быть стабилизирована перед сваркой детали (если это недостаточно надежно, геометрия конструкции нарушается).
- Многие детали, особенно с двойными швами, трудно сваривать из-за высокого риска возникновения деформации.
- При использовании в профессиональной области всегда требуются точные первоначальные расчеты тройных сварных соединений, чтобы не было опасности во время работы.

Техника и особенности сварки таврового соединения
Выполняя угловые соединения, контролируют размер шовного катета, внешний вид валика – его делают максимально плоским. Чтобы проварить тавровое соединение равномерно, не делают резких движений держателем.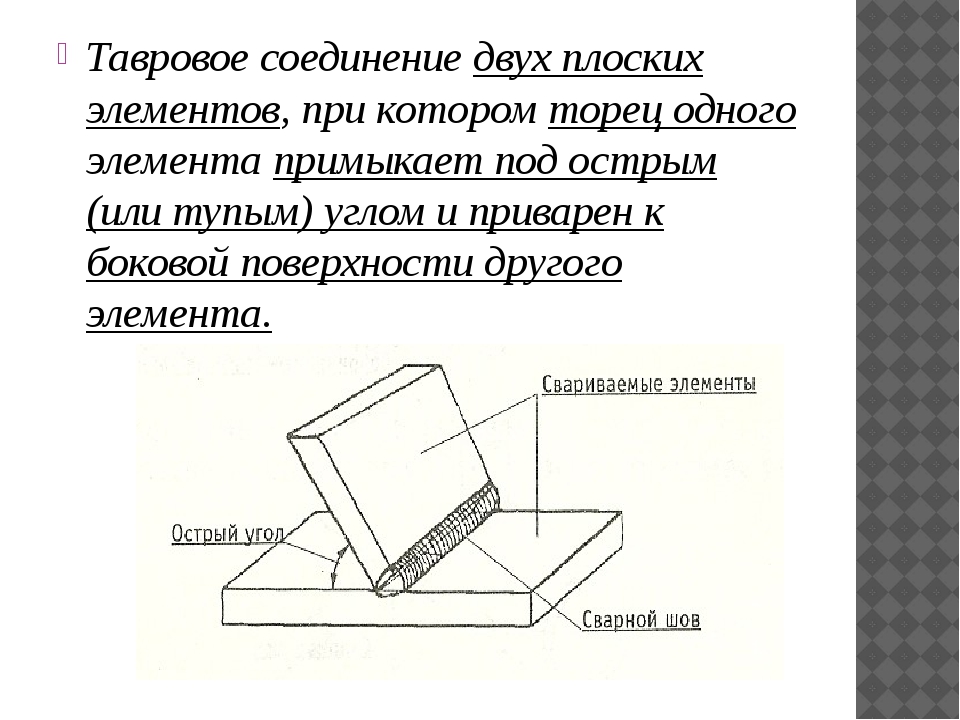 Дуга при сварке не должна обрываться в процессе формирования валика. Подготовительный этап предусматривает:
Дуга при сварке не должна обрываться в процессе формирования валика. Подготовительный этап предусматривает:
- зачистку металла в рабочей зоне;
- укладку заготовок под нужным углом с сохранением необходимого размера зазора;
- фиксацию элементов зажимами или прихватками.
Сварка труб
При РДС заглушек, фланцев, запорной арматуры в трубопроводы руководствуются требованиями ГОСТ 16037-80. Он применяется также при врезке патрубков меньшего диаметра. На толстостенных заготовках производится предварительная разделка швов. Затем делают прихватки в 4-х местах, они располагаются попарно симметрично по окружности, делят ее на 4 части. Затем делается угловой шов.
На толстостенных заготовках производится предварительная разделка швов. Затем делают прихватки в 4-х местах, они располагаются попарно симметрично по окружности, делят ее на 4 части. Затем делается угловой шов.
Когда производится врезка, торец патрубка подгоняют под трубу так, чтобы он плотно прилегал к поверхности без образования больших зазоров. Трубы небольшого диаметра «доводят» болгаркой. При раскрое больших заготовок под сварку используют трафареты развертки или стандартные шаблоны.
Когда есть вращательные столы, применяют технологию сварки в поворотном положении. Шов формируется быстрее, получается ровным. Проваривать неповоротные швы сложнее, валик формируется по кривым линиям. В этом случае сварку проводят в несколько приемов, участками. Второй начинают на получившемся валике, внахлест, чтобы тавровое соединение получилось герметичным. В зависимости от толщины стенки, варят трубу в одни проход или несколько. Подобные тавровые соединения обязательно проверяют методами неразрушающего контроля.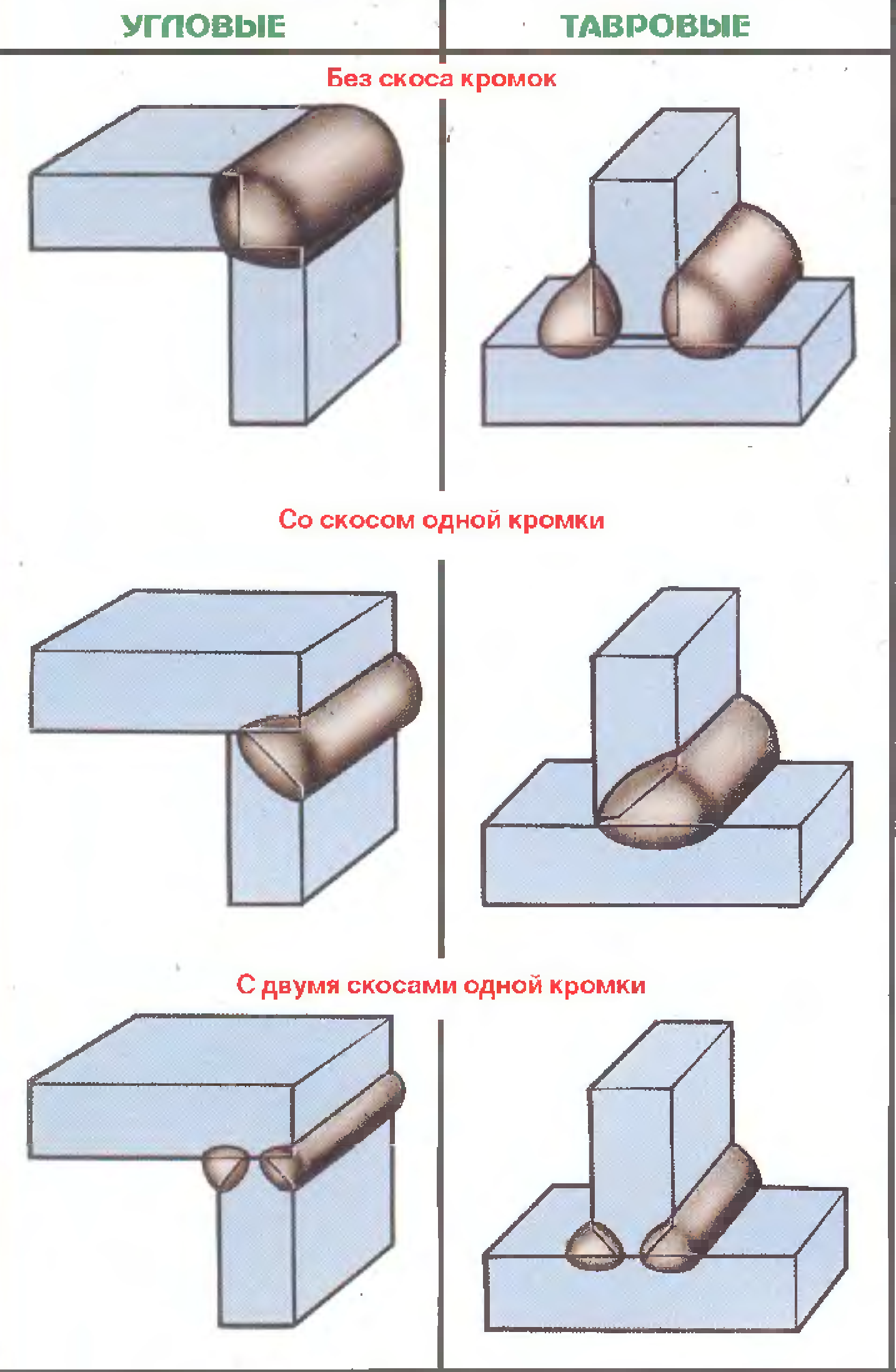
Классификация основных типов сварных соединений. Сварка
Классификация основных типов сварных соединений
Сварка – это процесс получения монолитного неразъемного соединения материалов за счет необратимых термодинамических процессов превращения энергии и вещества в зоне соединения.
Сварным соединением называется неразъемное соединение деталей, выполненное сваркой.
В конструкциях применяются следующие основные типы сварных соединений:
С: стыковое соединение
Н: нахлесточное соединение – сварное соединение, в котором сварные элементы расположены параллельно и частично перекрывают друг друга.
Т: тавровое соединение – сварное соединение, в котором торец одного элемента примыкает под углом к боковой поверхности другого элемента.
У: угловое соединение – сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев.
Когда боковые поверхности сваренных элементов примыкают друг к другу, угловое соединение называют торцовым.
Сварку выполняют при помощи сварных швов.
Сварной шов – этот участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетанием кристаллизации и давления.
С помощью, например, дуговой или газовой сварки можно выполнить стыковой или угловой шов.
Стыковой шов – это сварной шов стыкового соединения.
Угловой шов – это сварной шов углового, нахлесточного или таврового соединения (ГОСТ 2601–84).
В угловых соединениях стыковой шов чаще всего называют торцовым, а в тавровых соединениях – швом с глубоким противлением.
Рис. 39. Виды сварных соединений:
1 – стыковое; 2– нахлесточное; 3 – тавровое; 4 – угловое
Рис. 40.
40.
Стыковой (а) и угловой (б) сварные швы
Данный текст является ознакомительным фрагментом.
Сварные соединения угловыми швами — Энциклопедия по машиностроению XXL
Сварные соединения угловыми швами (см. рис. 244), работающие на растяжение или сжатие, рассчитывают по формуле [c.390]Сварные соединения угловыми швами [c.83]
Ркс. 1.3. Сварные соединения угловыми швами [c.5]
Напряжения среза для различных типов сварных соединений угловыми швами определяют по формулам, приведённым ниже. [c.728]
По конструкции узлов сварные соединения делят на следующие виды встык — стыковыми швами, внахлестку — углов 1ШИ швами, втавр — стыковыми или угловыми швами, угловые — угловыми швами, пробочные и прорезные.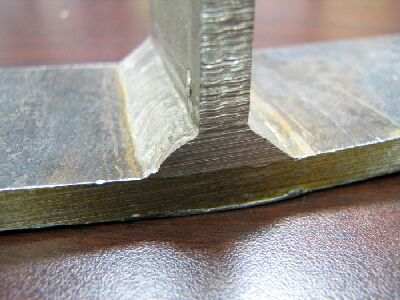
Сканирование по внутренней поверхности патрубка применяют для контроля угловых швов сварных соединений патрубков с внутренним диаметром не менее 200 мм при наличии доступа к швам. Надежность контроля при сканировании по поверхности корпуса выше, чем при сканировании по поверхности патрубка. [c.110]
Сопоставление сопротивления усталости стыковых соединений, нахлесточных соединений с прикреплением патрубков и многослойного металла с перфорационными отверстиями. Основным видом несущего соединения многослойных конструкций является стыковой монолитный шов, выполненный автоматической или ручной сваркой. Исходя из этого, при расчетной проверке многослойных конструкций на выносливость в качестве основного расчетного сопротивления принимаются характеристики сопротивления усталости стыкового соединения, устанавливаемые нормами расчета на прочность на основании результатов соответствующих экспериментов. Таким соединениям, как вварка различного рода патрубков и устройство отводов в многослойной стенке, а также другим конструктивным особенностям (устройство перфорационных отверстий) отводится второстепенная роль.
Инициирование усталостных трещин в образцах третьей серии наблюдалось в зонах перехода угловых швов к многослойному металлу.
 Сопротивление усталостным разрушениям исследованных образцов оказалось практически одинаковым (рис. 5). Результаты их испытаний, также как и в предыдущем случае, можно отнести к одной области рассеяния, свойственной серийным усталостным испытаниям однотипных сварных образцов. Полученные данные свидетельствуют о том, что при проверке на выносливость несущей стенки многослойных конструкций значения расчетных сопротивлений для стыковых соединений, узлов вварки монолитных патрубков угловыми швами и сечений, ослабленных перфорационными отверстиями, могут приниматься одинаковыми.
Сопротивление усталостным разрушениям исследованных образцов оказалось практически одинаковым (рис. 5). Результаты их испытаний, также как и в предыдущем случае, можно отнести к одной области рассеяния, свойственной серийным усталостным испытаниям однотипных сварных образцов. Полученные данные свидетельствуют о том, что при проверке на выносливость несущей стенки многослойных конструкций значения расчетных сопротивлений для стыковых соединений, узлов вварки монолитных патрубков угловыми швами и сечений, ослабленных перфорационными отверстиями, могут приниматься одинаковыми.
При растяжении и изгибе тавровых сварных соединений с разделкой кромок, а также при изгибе тавровых соединений без разделки кромок и изгибе нахлесточных соединений с лобовыми швами коэффициент концентрации а0 в месте перехода углового шва к основному металлу можно определять по графическим зависимостям на рис. 9.7 для точки А. При растяжении тавровых сварных соединений без разделки кромок величину а0 в указанной точке А следует увеличивать в 1,5 раза по сравнению с при из-
[c.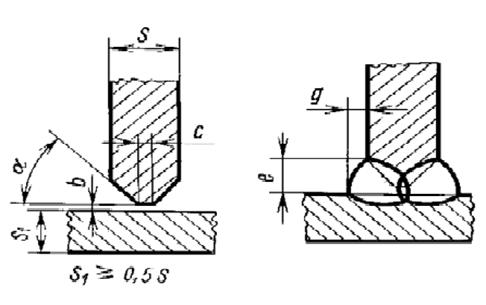 174]
174]
Порядок расчета сварного таврового соединения с угловыми швами (рис. 4.8, а) при нагружении постоянной силой F остается прежним поверхность разрушения швов (рис. 4.8, б) поворачивают на плоскость стыка, составляют расчетную схему и переносят силу F в центр тяжести швов (рис. 4.8, в, г, й) при этом возникают моменты Т -FR и М = FL. Таким образом, действует центральная сдвигающая сила F и моменты Т и М. Для улучшения центрирования свариваемых деталей и разгрузки шва от сдвигающей силы обычно делают центрирующий поясок (рис. 4.8, е). Повернутое опасное сечение может представлять собой круглое кольцо (рис. 4.8, в), прямоугольное кольцо (рис. 4.8, г) или два узких прямоугольника (рис. 4.8, [c.89]
Применение стыковых швов предпочтительнее, так как они обладают невысокой концентрацией напряжений по сравнению с угловыми и, особенно, точечными швами. Циклическую прочность сварных соединений можно повышать также технологическими методами — проводить старение или отжиг (для снятия остаточных напряжений), удалять механической обработкой утолщение стыкового шва или придать вогнутость угловому шву, создавать наклеп (например, обдувом дроби).
Тавровое соединение. Соединяемые детали в зоне сварных швов перпендикулярны (наиболее частый случай) или наклонны друг к другу. Это соединение вьшолняют стыковым швом с разделкой кромок (рис. 3.16, а) или угловыми швами без разделки кромок (рис. 3.16, б). При нагружении изгибающим моментом и силой прочность соединения определяют по формулам [c.75]
По форме наружной поверхности как угловые, так и стыковые швы могут быть плоскими (нормальными), выпуклыми и вогнутыми (рис. 8). Угловые шВы могут также отличаться соотношением их катетов. Сварные соединения с выпуклыми швами лучше работают при статической нагрузке, с плоскими и вогнутыми — при динамической, так как у них плавный переход к основному металлу, нет концентраторов напряжений. [c.13]
Трубные системы котлов и трубопроводы включают сварные соединения со стыковыми и угловыми швами, выполняемыми различными видами и способами сварки с использованием соответствующих сварочных материалов (рис. 3.1, 3.2, табл. 3.1-3.4).
[c.202]
3.1, 3.2, табл. 3.1-3.4).
[c.202]
Сварка решетчатых конструкций. Решетчатые конструкции (фермы, мачты, башни и др.) создают главным образом на основе проката и гнутого профиля, изготавливаемых из низкоуглеродистых и низколегированных сталей. Особенность таких конструкций состоит в том, что они имеют короткие сварные швы, различным образом ориентированные в пространстве. Их выполняют с помощью ручной дуговой сварки либо механизированной сварки в углекислом газе. Прокатные элементы сваривают внахлест или втавр угловыми швами (рис. 11.7). В случае использования в узле (месте соединения элементов решетчатой конструкции) труб можно применять стыковые соединения. Для этого концы труб следует сплющить. [c.365]
Отмечается [235] благоприятное влияние на усталость сварных соединений с лобовыми швами обработки поверхности шва с помош,ью аргонной горелки и сварного прутка из мягкой стали [235]. В этом случае в результате сглаживания профиля у кромки углового шва уменьшилась концентрация напряжений и усталостный излом сместился с кромки шва на корень. [c.88]
[c.88]
Сварные швы корпусов сосудов, работающих под давлением, должны быть стыковыми. Угловыми швами допускается приваривать только плоские днища, фланцы, трубные решетки, штуцера. При различной толщине стенок в стыковых соединениях надлежит обеспечивать плавный переход от более толстого элемента к тонкому. Угол наклона поверхностей перехода не должен превышать 15°. Плавность перехода может быть обеспечена и самим сварным швом, если разница в толщине не превышает 5 мм. [c.201]
Придание угловым швам вогнутого профиля и плавного перехода к основному металлу и наложение стыковых швов без усиления осуществляют подбором режимов сварки, соответствующим пространственным расположениям свариваемых элементов конструкции или механизированной зачисткой абразивным инструментом. При сварке швов стыковых соединений элементов, различающихся между собой толщиной свариваемых кромок, тип сварного соединения и конструктивные размеры разделки и шва выбирают по элементу большей толщины.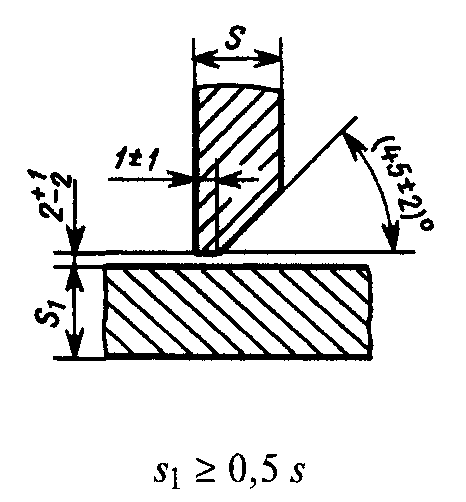 [c.147]
[c.147]
Тавровые соединения сваривают без разделки кромок угловыми швами (рис. 14.5, а) или с разделкой кромок стыковым швом (рис. 14.5, б). Расчет на прочность выполняют по формулам для нахлесточных (14.2) или стыковых (14.1) соединений. Угловые сварные соединения (рис. 14.5, в) используют в основном в малонагруженных конструкциях и на прочность не рассчитывают. [c.341]
В машиностроительных конструкциях чаще всего встречаются сварные соединения в тавр и сварка угловыми швами. Швы имеют большей частью малую протяженность и довольно сложную конфигурацию. [c.139]
В практике ремонта металлоконструкций применяют в основном два вида сварных соединений — стыковые и угловые. Сварные швы в зависимости от расположения могут быть нижними, вертикальными, горизонтальными и верхними потолочными. Последние являются наиболее трудными по исполнению, так как расплавленный металл стремится вытечь из кратера. Прочностные свойства наплавленного металла и сварного соединения при сварке потолочным швом обычно ниже, чем при сварке другими швами, поэтому использование потолочных швов следует по возможности исключать. [c.69]
[c.69]
Для уменьшения пролета кранов групп классификации (режима) не более 5К стык балки выполняют с промежуточной диафрагмой, к которой приваривают угловыми швами пояса и вертикальные стенки балки. Нижний пояс дополнительно усиливают вертикальными стенками и гнутым листом (рис. 10.9). Технология выполнения подобного стыкового соединения проще, однако в связи с резким изменением формы сварного шва коэффициенты концентрации значительно выше. При выполнении швов необходимо обеспечить проплавление присоединительных элементов на полную толщину, так как непровары резко снижают прочность тавровых соединений. [c.285]
Тавровым соединением (рис. 2.3) называют сварное соединение, в котором торец одного элемента примыкает под углом и приварен угловыми швами к боковой поверхности другого элемента. Стандартом предусмотрено несколько типов таких соединений с Т1 по Т9. Распространенным является соединение, показанное на рис. 2.3, а, для металла толщиной 2—40 мм. Для такого соединения никакого скоса кромок не делают, а обеспечивают ровную обрезку примыкающего элемента и ровную поверхность другого элемента.
[c.23]
Для такого соединения никакого скоса кромок не делают, а обеспечивают ровную обрезку примыкающего элемента и ровную поверхность другого элемента.
[c.23]
Нахлесточным соединением называют сварное соединение, в котором сваренные угловыми швами элементы расположены параллельно и частично перекрывают друг друга. Стандартом предусмотрено два таких соединения Н1 и Н2 (рис. 2.4). Как видно из рисунка, они отличаются только тем, что в соединении на рис. 2.4, а привариваются два торца к поверхности элементов, а в соединении на рис. 2.4, б — только один торец. Применяют иногда разновидности нахлесточно-го соединения с накладкой (рис. 2.4, б) и с точечными швами (рис. 2.4, г), соединяющими части элементов конструкции. [c.25]
Сварные соединения с угловыми швами, представляющие собой почти равнопрочную конструкцию, размеры которой выбираются так, чтобы разрушение при Статическом нагружении происходило по материалу шва, в условиях усталости обычно разрушаются по основному материалу. При этом усталостная трещина начинается в месте концентрации напряжений, возникающей в результате изменения поперечного сечения у основания поперечного (лобового) углового шва или у конца продольного (флангового) углового шва.
[c.8]
При этом усталостная трещина начинается в месте концентрации напряжений, возникающей в результате изменения поперечного сечения у основания поперечного (лобового) углового шва или у конца продольного (флангового) углового шва.
[c.8]
Усталостные испытания сварных соединений с фланговыми швами, общим числом более 200, показали, что одними из главных факторов, определяющих прочность соединения при переменных напряжениях, являются относительные размеры и взаимное расположение элементов соединения. Исчерпывающее сравнение различных соединений выполнить затруднительно из-за изменения в широких пределах размеров соединений, длины сварных швов и данных материала. Однако несколько небольших серий испытаний позволили получить сравнительные данные, показывающие влияние на сопротивление усталостному разрушению отношения ширины соединяемых элементов или расстояния между фланговыми швами к длине швов. Результаты испытаний соединений со сварными швами длиной 102 мм (рис. 8. 1, а) и различной шириной внешних пластин образца приведены в табл. 8.2. Из этих данных следует, что при неизменном уровне переменного напряжения во внешних пластинах число циклов до разрушения уменьшается при увеличении ширины этих пластин. Это отчасти объясняется тем, что при данной толщине пластины и данном значении переменного напряжения увеличение ширины пластины приводит к увеличению силы, передаваемой через сварные швы, и, следовательно, к повышению местных напряжений в основном материале у концов угловых швов, где происходит разрушение образца.
[c.175]
1, а) и различной шириной внешних пластин образца приведены в табл. 8.2. Из этих данных следует, что при неизменном уровне переменного напряжения во внешних пластинах число циклов до разрушения уменьшается при увеличении ширины этих пластин. Это отчасти объясняется тем, что при данной толщине пластины и данном значении переменного напряжения увеличение ширины пластины приводит к увеличению силы, передаваемой через сварные швы, и, следовательно, к повышению местных напряжений в основном материале у концов угловых швов, где происходит разрушение образца.
[c.175]
Ни один из образцов с фланговыми швами не подвергался обработке для устранения остаточных напряжений. Ввиду этого не имеется каких-либо данных о влиянии остаточных напряжений на прочность таких соединений при переменных напряжениях. Однако более поздние испытания [2] показали, что остаточные напряжения, вызванные точечной сваркой или местным обжатием материала при определенном распределении и некоторых условиях нагружения, могут оказывать благоприятное влияние на прочность сварных соединений с угловыми швами при переменных напряжениях.
 [c.177]
[c.177]Следует различать испьггания сложных сварньк соединений с угловыми швами и испьггания собственно угловых швов, то есть простейших сварных соединений со швами. В настоящем параграфе рассмотрены только испытания угловых швоа [c.160]
Толстостенные сосуды (,s>40 мм) обычно сваривают из вальцованных нлп штампованных листовых заготовок, сварипаем1.1х продольными и кольцевыми стыковыми швами. На рис. 8.53 изображена конструкция гидравлического баллона из стали 22К с толщиной стенок 150 мм. Соединения выполнены электрошлаковой сваркой. Угловые швы использованы только для крепления основания к нижнему днищу. Для котельных сосудов характерно большое число штуцеров, к которым стыковыми швами приваривают трубы. Как правило, днища делают выпуклыми с отбортовкой, обеспечивающей вывод сварных соединений из зоны действия значительных напряжений изгиба. Сосуды с внутренним диаметром менее 500 мм, например камеры котлов, допускается изготавливать с плоскими днищами.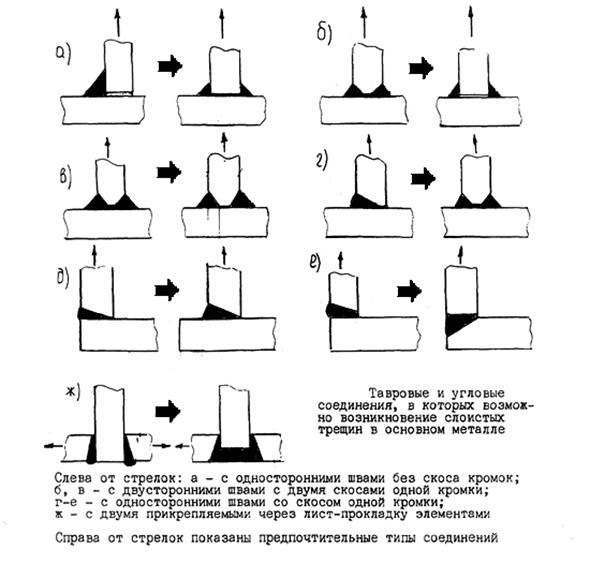 [c.282]
[c.282]
Следует также отметить, что при анализе работоспособности сварных соединений с )ггловыми швами также необходимо учитывать их механическую неоднородность. Строго говоря, угловые швы в сварных соединениях находятся под действием сложного напряженного состояния, в котором сдвиг является лишь одной из составляюпщх. Минимизация внутренней энергии при разрушении угловых швах посредством сдвига по некоторому сечению позволила получить расчетные формулы для оценки прочности данных сварных соединений /4/. При этом прочность зависит от того, является ли металл шва мягким по сравнению с основным или, наоборот, более твердым. Правильная оценка топографии механической неоднородности и соотношения конструктивных параметров позволяет расчетным путем определить несущую способность сварных соединений с угловыми швами. [c.29]
При изготовлении тонкостенных оболочковых конструкций для химического аппаратостроения в целях защиты их поверхности от воздействия агрессивной среды и сохранения прочности и пластичности металла при низкой температуре используют самые разнообразные материалы (биметаллы, цветные металлы и сплавы, среднелегированные стали и др ) В связи с этим технология сварки таких конструкции достаточно сложна, нередко требует сочетания различных способов, специальных присадков, дополнительных мероприятий по предотвращению трещинообразования, защите сварочной ванны от окисления и т. д Для операций сборки и сварки цилиндрической части сосудов обычно применяют роликовые стенды, оборуд>я их paзличны и приспособлениями флюсовыми подушками, стяжными скобами, автоматическими головками для сварки, распорками, центраторами и др Сварку обечайки с днищем производят стыковыми швами за один или несколько проходов В стенки сосудов и аппаратов приходится вваривать патрубки, лючки, штуцера и другие элементы, сварные соединения которых часто являются инициаторами разрушения конструкции На рис 19 приведены в качестве примера некоторые варианты конструктивного оформления шт церов в аппаратах химического производства. Варианты с дополнительно усиливающими кольцами (см. рис 1 9,й) и утолщенными патрубками (см рис 19,6) выполняются угловыми швами, в зонах которых возникает значительная концентрация напряжений В данном месте часто появляются усталостные трещины Более предпочтительными с точки зрения повышения работоспособности являются варианты соединений с вытяжкой горловины (см рис.
д Для операций сборки и сварки цилиндрической части сосудов обычно применяют роликовые стенды, оборуд>я их paзличны и приспособлениями флюсовыми подушками, стяжными скобами, автоматическими головками для сварки, распорками, центраторами и др Сварку обечайки с днищем производят стыковыми швами за один или несколько проходов В стенки сосудов и аппаратов приходится вваривать патрубки, лючки, штуцера и другие элементы, сварные соединения которых часто являются инициаторами разрушения конструкции На рис 19 приведены в качестве примера некоторые варианты конструктивного оформления шт церов в аппаратах химического производства. Варианты с дополнительно усиливающими кольцами (см. рис 1 9,й) и утолщенными патрубками (см рис 19,6) выполняются угловыми швами, в зонах которых возникает значительная концентрация напряжений В данном месте часто появляются усталостные трещины Более предпочтительными с точки зрения повышения работоспособности являются варианты соединений с вытяжкой горловины (см рис. [c.18]
[c.18]
Две полосы из стали марки СтЗ соединены внахлестку двум сварными угловыми швами с расчетной длиной /ш = 20 см и тол-Ш.ИН0Й шва Ящ = 1,2 см (см. рисунок). Расчетное растягиваюш,ее усилие, приложенное к этому соединению, Р = 340 кН. Проверить прочность сварных швов коэффициент условий работы сварного соединения т = 0,9. [c.68]
Сварная балка пролетом / = 14 м нагружена расчетной нагрузкой, как показано на рисунке. Поперечное сечение балки составлено из вертикального листа сечением 1000 х 10 мм и двух горизонтальных листов толщиной 20 мм и шириной Ь, соединенных между собой двусторонними сплошными угловыми швами. Определить ширину горизонтального листа Ь, наибольшие касательные напряжения в поперечном сечении балки и толш,ину углового шва [c.132]
Основным показателем, характеризующим прочность точки, является размер ее ядра, который зависит от провара по горизонтальной и вертикальной стенкам соединения.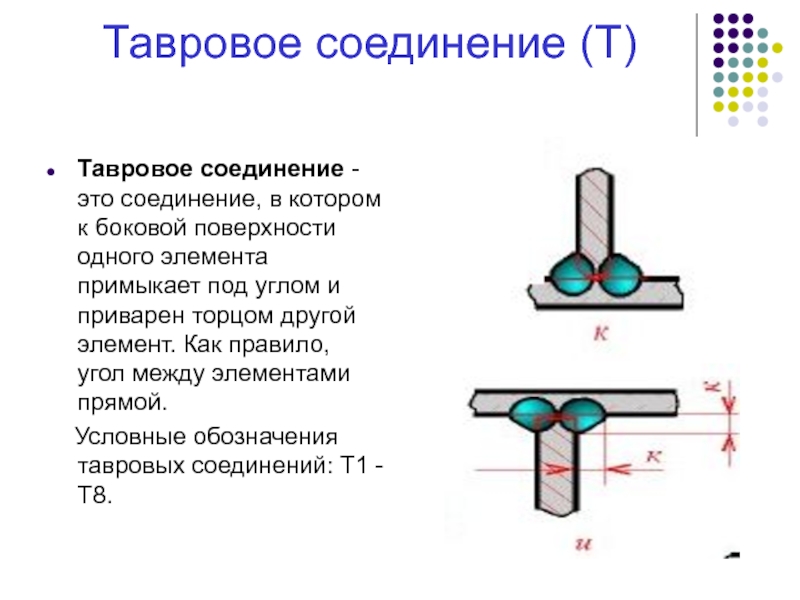 Технологию сварки угловыми точечными швами в среде СО2 на листах толщиной 6 мм освоили на Узловском машиностроительном заводе им. Федунца при изготовлении кожухов механизированной крепи очистного комплекса Тула . При замене прерывистых сварных швов угловыми точечными швами производительность труда повысилась в 2 раза, расход сварочной проволоки снизился на 30% необходимость в операции правки кожухов после сварки отпала.
[c.171]
Технологию сварки угловыми точечными швами в среде СО2 на листах толщиной 6 мм освоили на Узловском машиностроительном заводе им. Федунца при изготовлении кожухов механизированной крепи очистного комплекса Тула . При замене прерывистых сварных швов угловыми точечными швами производительность труда повысилась в 2 раза, расход сварочной проволоки снизился на 30% необходимость в операции правки кожухов после сварки отпала.
[c.171]
Пример 2.1. Уголок 100X100X10 приварен к косынке угловыми фланговыми швами (см. рис. 2.8). Определить длину 1 и /2 швов, если сварное соединение должно быть равнопрочно материалу уголка. Уголок выполнен из Ст2 с допускаемым напряжением [ар]=140 МПа сварка произведена электродами Э42А. [c.21]
Тавровые и угловые ( зис. 35, виг) соединения, как и соединения внахлестку, применяются также при сварке малой толщины без скеса кромок угловыми швами. По положению, в котором производится сварка, швы подразделяются на нижние, вертикальные, горизонтальные и потолочные (рис. 36). Наилучшие условия для образования сварного соединения создаются при сварке в нижнем положении. Поэтому сварку в других положениях следует применять лишь в тех случаях, когда ее невозможно выполнить в нижнем положении. - [c.100]
| Рис. 90. Виды сварных соединений и швов, выполняемых дуговой сваркой а, б — стыковые без скоса кромок в — стыковое с У-образным скосом кромок г — стыковое с Х-образным скосом кромок д. е — с У-образным скосом кромок ж, тавровые без скоса кроьюк и — угловое к — внахлестку с валиковыми (угловыми) швами л — внахлестку электрозаклепками (точками) м, н — прорезные о — отбортовкой кромок- |
Расследованием аварии установлено верхние стойки были приварены к балкам платформы угловыми швами катетом 8-10 мм по внешнему виду швы неровные, имеются незаплавлен-ные углубления, наплывы, подрезы, шлаковые включения на поверхности шва в середине шва частичные газовые поры в изломе корень шва не проварен. Торцы труб при сборке не были зачищены от шлака после газовой резки наклонные стойки приварены к платформе угловыми швами однопроходной сваркой катетом 5-6 мм, по внешнему виду швы неровные, имеются подрезы, наплывы, резкие переходы от наплавленного металла к основному. Разрушение сварных соединений произошло по середине швов в результате образования сквозных продольных трещин по периметру шва. В сварном соединении правой вертикальной стойки с балкой поворотной платформы имелась трещина на площади 75% от продольного сечения шва. В сварном соединении левой вертикальной стойки с балкой поворотной платформы была трещина на площади 80% от продольного сечения шва. В сварном соединении левой наклонной стойки с поворотной платформой обнаружилась трещина на площади 30% от продольного сечения шва. Причиной разрушения сварных соединений является низкое качество сварки, допущенное на заводе при изготовлении металлоконструкций крана. [c.53]
Все имеющиеся в зоне опорного листа ребра должны быть срезаны, остатки сварных швов зачищены шлифовальной машинкой заподлицо с основным металлом. Угловые швы основного листа необходимо также обработать шлифовальной машинкой. Имеющиеся на вертикальном листе трещины следует ограничить засверловкой, разделать, заварить и полученный шов зачистить заподлицо с плоскостью. Трещины по сварным швам соединений вертикального листа с поясами должны быть вырублены, заварены и зачищены. Накладной лист вырезается по контуру буксовой части с зазором не более 2 мм. Затем снимают фаски с внутренней и наружной сторон по контуру накладного листа в местах его прилегания к угловым швам. Благодаря фаскам можно обеспечить плотное прилегание накладного листа к вертикальной стенке и полный провар соединения. Толщина накладного листа принимается равной толщине верхнего пояса концевой балки, но не менее 10 мм. При сварке сначала накладывают сварные швы в зоне гнутого листа, затем — в зоне нижнего и верхнего пояса концевой балки, вырезов под болты крепления и вертикальные швы накладного листа. В послецщюю очередь приваривают элементы окантовок вырезов. [c.220]
Взаимное расположение соединяемых элементов определяет тип сварного соединения. Различают следуюш,ие соединения (рис. 26.8) стыковые, угловые, тавровые и нахлесточные. Следует отметить, что стыковые соединения выполняются СТЫК0ВЫ.Л1И швами, а угловые, тавровые и нахлесточные соединения выполняются угловыми шва ми. [c.381]
Тройники под сварку встык из нержавеющей стали | Тройники под сварку встык из нержавеющей стали
Информация о продукте
Наши тройники для стыковой сварки труб из нержавеющей стали включают прямые тройники для стыковой сварки и переходные тройники для стыковой сварки. Изготовлен из высокопрочной нержавеющей стали серии 300. Ознакомьтесь с обзором наших предложений по продукции из нержавеющей стали.Размеры
Ознакомьтесь с размерами наших тройников для прямых сварных швов и переходных тройников под сварку встык.Размеры и вес труб
Выберите различные размеры, марки и спецификации тройников для стыковой сварки из нержавеющей стали. Наша таблица размеров и веса труб поможет вам в поиске индивидуальных характеристик продукта.Стандартные характеристики
Тройники под сварку встык соответствуют ASTM A403 с допусками на размеры в соответствии с MSS SP-43 для графиков 5s и 10s, а также с ANSI B16.9 для графиков тяжелее 10 с. См. Таблицу стандартных технических характеристик.Сорта нержавеющей стали
Тройники под сварку встык из нержавеющей стали доступны от Shaw Stainless & Alloy Piping. Вот различные марки нержавеющей стали.Справочный каталог
Мы разработали справочный каталог, чтобы помочь идентифицировать наше предложение тройников под сварку встык из нержавеющей стали и другой трубопроводной арматуры с помощью чертежей и дополнительной информации.Теоретическое разрывное давление
Вот диаграмма для обзора теоретических значений давления разрыва для различных труб из нержавеющей стали.Дополнительная информация
Наиболее распространенный трубопроводный фитинг — это тройник из нержавеющей стали или, в частности, прямой тройник.Тройники имеют два выхода под углом 90 градусов от основного потока и используются для объединения или разделения потока жидкости или газа. Тройники соединяют и объединяют системы труб, или они могут соединять трубы разных размеров вместе с переходными тройниками. Переходный тройник может соединять трубы разных размеров в одну систему труб.Размеры и допуски на размеры прямых тройников, от NPS 1/2 до NPS 48, ASME B16.9
| NPS | O.D. D | от центра до конца C | От центра до конца M |
| 1/2 | 21.3 | 25 | 25 |
| 3/4 | 26,7 | 29 | 29 |
| 1 | 33,4 | 38 | 38 |
| 1¼ | 42,2 | 48 | 48 |
| 1½ | 48,3 | 57 | 57 |
| 2 | 60,3 | 64 | 64 |
| 2½ | 73 | 76 | 76 |
| 3 | 88.9 | 86 | 86 |
| 3½ | 101,6 | 95 | 95 |
| NPS | O.D. D | от центра до конца C | От центра до конца M |
| 4 | 114,3 | 105 | 105 |
| 5 | 141,3 | 124 | 124 |
| 6 | 168,3 | 143 | 143 |
| 8 | 219.1 | 178 | 178 |
| 10 | 273 | 216 | 216 |
| 12 | 323,8 | 254 | 254 |
| 14 | 355,6 | 279 | 279 |
| 16 | 406,4 | 305 | 305 |
| 18 | 457 | 343 | 343 |
| 20 | 508 | 381 | 381 |
| 22 | 559 | 419 | 419 |
| 24 | 610 | 432 | 432 |
| NPS | О.D. D | от центра до конца C | От центра до конца M |
| 26 | 660 | 495 | 495 |
| 28 | 711 | 521 | 521 |
| 30 | 762 | 559 | 559 |
| 32 | 813 | 597 | 597 |
| 34 | 864 | 635 | 635 |
| 36 | 914 | 673 | 673 |
| 38 | 965 | 711 | 711 |
| 40 | 1016 | 749 | 749 |
| 42 | 1067 | 762 | 711 |
| 44 | 1118 | 813 | 762 |
| 46 | 1168 | 851 | 800 |
| 48 | 1219 | 889 | 838 |
Размеры указаны в миллиметрах, если не указано иное.Толщина стенки (t) должна быть указана заказчиком.
Размер выпускного отверстия (M) для NPS 26 и больше рекомендуется, но не требуется.
Тройники с допусками размеров прямые АСМЭ Б16.9
Номинальный размер трубы | 1/2 до 2½ | от 3 до 3½ | 4 | от 5 до 8 | от 10 до 18 | от 20 до 24 | от 26 до 30 | от 32 до 48 |
Внешний диаметр | +1.6 | 1,6 | 1,6 | +2,4 | +4 | +6,4 | +6,4 | +6,4 |
Внутренний диаметр на конце | 0,8 | 1,6 | 1,6 | 1,6 | 3.2 | 4,8 | +6,4 | +6,4 |
От центра до конца (C / M) | 2 | 2 | 2 | 2 | 2 | 2 | 3 | 5 |
Толщина стенки (т) | Не менее 87.5% от номинальной толщины стенки | |||||||
Допуски на размеры указаны в миллиметрах, если не указано иное, и равны ±, если не указано иное.
Примечание:
MSS SP-43 распространяется только на фитинги из нержавеющей стали, сваренные встык, предназначенные для использования с трубами Schedule 5S и 10S, и заглушки, подходящие для использования с трубами Schedule 40S, как определено в ASME B36.19. Размеры и допуски на размеры, определенные в MSS SP-43, по существу такие же, как и в спецификациях ASME B16.9 от NPS 1/2 — NPS 24.За исключением внешнего диаметра на фаске.
| НАИМЕНОВАНИЕ ПРОЕКТА / ЗАКАЗЧИК | ДИНАМИЧЕСКАЯ КУЗОВА И ФИТИНГИ ПОСТАВЛЯЕМЫЕ | СОРТА | МЕСТО | ГОД |
|---|---|---|---|---|
| INDORAMA | ФИТИНГИ И ОТВОДЫ ДЛЯ СТЫКОВОЙ СВАРКИ BW — Тройник под сварку встык | A105 — A350 LF2 — A106B- A333 GR6 — A234 WPB — A420 WPL6 — A182 F304L | НИДЕРЛАНДЫ | 2015 |
| СИСТЕМА ЭКСПОРТА ГАЗА И КОНДЕНСАТА | ФИТИНГИ И ОТВОДЫ ДЛЯ СТЫКОВОЙ СВАРКИ BW — Тройник под сварку встык | A182 F316L — A182F44 A182 F44, A312S31254, A182 F316L, A105.N, A105 HDG, A350 LF2, A106 Gr.B, A106 Gr.B HDG, A333 Gr.6, A234 WPB | КУВЕЙТ | 2015 |
| ПРОЕКТ РАЗВИТИЯ ГАЗА | ФИТИНГИ ДЛЯ СВАРКИ, ОТВОДЫ | ИНКОЛОЙ 825 | ИНДОНЕЗИЯ | 2015 |
| ТОРГОВЛЯ КАЧЕСТВЕННЫМИ МАРКАМИ -SAUDI ARAMCO | ФИТИНГИ ДЛЯ ПРИВАРНЫХ СОЕДИНЕНИЙ, SW ОТВОДОВ, Тройник для стыковой сварки, равный | A105, A105 GALV, A350 LF2, A182F304L, A182F316L, A403 WP316L, A182F321, A182F44, A182F5, CU90 / 10 UNS C70610 | САУДОВСКАЯ АРАВИЯ | 2014-2015 |
| ПРОЕКТ НЕФТЕПЕРЕРАБОТЧИКА ГАЗА | ФИТИНГИ ДЛЯ СВАРКИ, ОТВОДЫ BW-THRD, ОТВОДЫ ДЛЯ ЗАЖИМА | A105, A105 HDG A350 LF2, A182 F304 / 304L, A182F316 / 316L, A182F11, A105N, A106B, A234WPB, A333 | БЕЛЬГИЯ | 2014-2015 |
| МААДЕН ВААД АЛЬ-ШАМАЛЬ ФОСФАТ | ФИТИНГИ И ОТВОДЫ ДЛЯ ПРИВАРНЫХ СОЕДИНЕНИЙ SW-BW | A350LF2, F304L, F316L, F904L, A182F60, ALLOY20 A105N, A106B, A234WPB, | САУДОВСКАЯ АРАВИЯ | 2014-2015 |
| СЕВЕРО-ЗАПАД РЕДУВОДЕР | ПРИВАРНЫЕ ФИТИНГИ SW & NPT | A350LF2, A420WPL6, A182F304L-F316L, WP304L, HAST, C276 | КАНАДА | 2014-2015 |
| ПРОЕКТ КАНАДЫ СЗР | ФИТИНГИ ДЛЯ СВАРКИ СТЫК, ОТВОДЫ SW & NPT, Тройник для стыковой сварки | F304L / 316L / 317L / 347H / 321H F11 / F22 / UNS08825 | КАНАДА | 2014-2015 |
| ДЕНИЗ 2 ПРОЕКТ | ПРИВАРНЫЕ ФИТИНГИ SW & NPT | A 105, A105 GALVA, A350LF2, A333 Gr6, A234WPB-A420WPL6, F304L, WP304L | АЗЕРБАЙДЖАН | 2014 |
| ADMA OPCO АБУ-ДАБИ | ФИТИНГИ ДЛЯ СВАРКИ, ОТВОДЫ BW-THRD, БОКОВЫЕ, ВЫХОДЫ | A694 F52, A182F321, A182F316, A105.N, A312TP316L, A312 TP321, A182 F53 СУПЕР ДУПЛЕКС | ОАЭ | 2014 |
| SAUDI ARAMCO HOLLAND | ФИТИНГИ ДЛЯ ПРИВАРИВАНИЯ ПОЛОСА | CuNi 9010 | САУДОВСКАЯ АРАВИЯ | 2014 |
| MISSAN OIL Comp.PETROCHINA IRAQ | МУФТА API | L80 | ИРАК | 2014 |
| SAUDI ARAMCO | ФИТИНГИ ДЛЯ ПРИВАРНЫХ ФИТИНГОВ, ОТВОДЫ BW-SW-THRD | MONEL 400, A182 F5, A182F316L, A182F304L, A105 | САУДОВСКАЯ АРАВИЯ | 2014 |
| НЕФТЬ И ГАЗ | ФИТИНГИ И ОТВОДЫ ДЛЯ СТЫКОВОЙ СВАРКИ BW, Равный тройник для стыковой сварки | UNS NO 6625 | БРАЗИЛИЯ | 2014 |
| ПРОЕКТ ШИДДИРГАНГ | ФИТИНГИ ДЛЯ ПРИВАРНЫХ ФИТИНГОВ, ОТВОДЫ BW-SW-THRD | БАНГЛАДЕШ | 2014 | |
| САУДОВСКАЯ АРАБСКАЯ ГОРНАЯ КОМПАНИЯ | SW ФИТИНГИ И ОТВОДЫ ДЛЯ СВАРКИ — BW | A105, A105 GALV, A350LF2A182F304L, A182F316L | САУДОВСКАЯ АРАВИЯ | 2014 |
| ПРОЕКТ ГАЗОТУРБИННОЙ ЭЛЕКТРОСТАНЦИИ | ПРИВАРНЫЕ ФИТИНГИ И ОТВЕТКИ SW, Тройник для стыковой сварки | A105, A182F316L | ИРАК | 2014 |
| ГРУПО КУНАДО | ФИТИНГИ ИЗ КОВАНЫЙ СТАЛИ | A105, A182F304L, A182F316L, F321, | ТУРЦИЯ | 2013-2014 |
| ALSTOM | ФИТИНГИ И ОТВОДЫ ИЗ КОВАНЫЙ СТАЛИ | A105, A182F304L, A182F316L | МАРОККО, ЮЖНАЯ АФРИКА | 2010 |
| Тип | Боковой тройник, Y-образный тройник, Редукторный тройник, Прямой тройник, Базовый тройник, Барьерный тройник, Стентинг-тройник, сварной: DN80-DN1800 |
| Производственный диапазон бокового тройника (OD) | От ½ до 72 От 1/2 до 30 (бесшовные фитинги), формы от 16 до 72 (фитинги для швов) |
| Толщина стенки | 4мм — 80мм / СЧ5, СЧ20, СЧ30, СЧ40, СЧ50, СТД, СЧ80, XS, СЧ60, СЧ80, СЧ220, СЧ240, СЧ260, XXS |
| Давление | 150 # ~ 2500 # |
| Производственные стандарты |
|
| Размер | ANSI B16.9, ANSI B16.28, MSS-SP-43, тип A, MSS-SP-43, тип B, JIS B2312, JIS B2313 Боковой тройник |
| Боковой тройник из нержавеющей стали | ASTM A403 WP Gr.304, 304L, 304H, 309, 310, 316, 316L, 316Ti, 317L, 321, 347, 347H, 904L Боковой тройник |
| Боковой тройник из углеродистой стали |
|
| Боковой тройник из низкотемпературной углеродистой стали | ASTM A420 WPL3, A420 WPL6 Боковой тройник |
| Боковой тройник из легированной стали | ASTM / ASME A / SA 234 Gr.WP 1, WP 5, WP 9, WP 11, WP 12, WP 22, WP 91 Боковой тройник |
| Боковой тройник из дуплексной стали | ASTM A815, ASME SA 815 UNS 31803, UNS 32205 Боковой тройник (двойная сертификация). |
| Боковой тройник из никелевого сплава | ASTM / ASME SB 336 UNS 2200 (боковой тройник из никеля 200), UNS 2201 (боковой тройник из никеля 201), UNS 4400 (боковой тройник MONEL 400), UNS 8020 (боковой тройник из сплава 20/20 CB 3, боковой тройник UNS 8825 INCONEL (825), UNS 6600 (боковой тройник INCONEL 600), UNS 6601 (боковой тройник INCONEL 601), UNS 6625 (боковой тройник INCONEL 625), UNS 10276 (боковой тройник HASTELLOY C276) |
| Отделка бокового тройника: | Боковой тройник доступен в различных вариантах отделки.Некоторые общие варианты отделки:
|
| Конструкционные материалы |
|
| Области применения и применения | Ремонт трубопроводов и новые монтажные работы — мелководье, помощь водолазу |
| Услуги с добавленной стоимостью |
|
Тройник стальной трубы типа сварной раструб уменьшающий тройник стыковой сварки равный
Стальная труба тройникТройник из стальной трубы — это традиционный штуцер для ответвления, который может обеспечивать три ответвления для изменения направления жидкости в промышленной трубопроводной системе.Разнообразие функций делает его более распространенным в трубопроводной арматуре. Есть два типа: равный тройник (прямой тройник) и переходной тройник (переходник).
Как классифицировать тройник из стальной трубы
По форме бывают двух типов.
По подключению бывает трех типов.
- Тройник под сварку встык
- Тройник под сварку враструб
- Тройник с резьбой
В зависимости от марки материала существует шесть типов.
- Тройник из углеродистой стали
- Тройник из медно-никелевого сплава
- Тройник из легированной стали
- Тройник из никелевого сплава
- Тройник из нержавеющей стали
- Тройник из дуплексной стали 9080 Тройник
Тройник из нержавеющей стали
Тройник из нержавеющей сталиМы также называем его прямым тройником, потому что три ответвления одинакового размера. В то время как заказчик всегда описывает равный тройник из нержавеющей стали, как показано ниже.
ТРОЙНИК РАВНЫЙ 6 ″ SCh50 BW ASTM A403 WP316 ASME B16.9
Переходной тройник из углеродистой стали
Переходной тройник из углеродистой сталиОбычно диаметр ответвления меньше диаметра спускной трубы. При покупке вы можете описать переходной тройник из низкотемпературной углеродистой стали, как показано ниже.
ТРОЙНИК ПЕРЕХОДНИК 3 ″ X 2 ″ BW SCH80 X SCH80 ASTM A420-WPL6 ASME B16.9
Типы соединения стальной трубы Тройник
Тройник под сварку встык
Равный тройник под сварку встыкОн широко используется в нефтяной, нефтегазовой, химической, морской, трубопроводной и энергетической промышленности.
Таблица веса тройника
При толщине менее 3 мм концы фитингов для стыковой сварки будут гладкими, в противном случае концы должны быть скошены. Размер в NPS (DN) имеет большой диапазон и толщину в спецификации.BW
Таблица веса равных тройников для стыковых сварных швовТройник для сварки внахлест
Равный тройник под приваркуМы называем это фитингом для труб высокого давления. Номинальное давление составляет 3000 фунтов, 6000 фунтов и 9000 фунтов.
Таблица веса тройника
Это метод трубного соединения для вставки трубы в арматуру, фитинги и фланец.Обычно используется для 4 дюймов или меньше.SW
Таблица веса равномерного тройника под сварку с муфтойТройник с резьбой
Тройник с резьбойОн изготавливается методом ковки и формируется путем нагрева поковки слитков или круглых прутков с последующей обработкой резьбы на токарном станке.
Тип резьбы обычно — NPT, PT, FNPT, BSPP и BSPT.
Таблица веса тройникаTHD
Таблица веса резьбовых одинаковых тройниковМатериалы и марки для тройника из стальной трубы
Тройник переходной из углеродистой стали
ASTM A105, A694 F52, F60, F65, F70, ASTM A350 LF2, LF3
ASTM A234 WPB, A860 WPHY42, 52, 60, 65, 70 A420 WPL3, WPL6, WPL9Тройник из легированной стали
ASTM A234 WP1, WP5, WP9, WP11, WP12, WP22, WP91
ASTM A182 F1, F5, F9, F11, F12, F22, F91Тройник из нержавеющей стали
ASTM A403 WP304 / 304L / 304H, WP316 / 316L, WP310, WP317, WP321, WP309
ASTM A182 F304 / 304L / 304H, F316 / 316L, F310, F317, F321, F309Тройник из дуплексной стали
ASTM A182 F51, F53, F55, S 31803, S 32205, S 32550, S 32750, S 32760
Медно-никелевые фитинги для труб
ASTM B151 UNS C70600 / C70610 / C70620
Кованые фитинги из никелевого сплава
ASTM / ASME SB 336, ASTM / ASME SB 564/160/163/472, UNS 2200 (НИКЕЛЬ 200), UNS 2201 (НИКЕЛЬ 201), UNS 4400 (МОНЕЛ 400), UNS 8020 ( СПЛАВ 20/20 CB 3), UNS 8825 INCONEL (825), UNS 6600 (INCONEL 600), UNS 6601 (INCONEL 601), UNS 6625 (INCONEL 625), UNS 10276 (HASTELLOY C 276)
4 декабря 2019 г.,Тройники из нержавеющей стали для стыковой сварки в соотв.согласно ASME — Sandvik Materials Technology
ASTM A403 / A815 ASME B16.9
Пример кода товара:
●: FBT-316L-4-10S
▲: FBT-W316L-4-10S
●: FBT-32750-2-10S● = стандарт на складе, из бесшовной трубы
▲ = стандарт на складе, из сварной трубы или листаНоминальный размер Размер трубы
Sch *
Размеры в мм
Масса
ASTM
ASTM
UNS
UNS
дюйм. D т С / М кг / шт 304 / 304L 316 / 316L S31803 S32750 1/2 10 с
40 с
80 с
16021,3
21,3
21,3
21,32,11
2,77
3,73
4,7825,4
25.4
25,4
25,40,065
0,085
0,140
0,150● / ▲
● / ▲
●
–● / ▲
● / ▲
●
●●
●
—
—●
—
—
—3/4 10 с
40 с
80 с
16026,7
26,7
26,7
26,72.11
2,87
3,91
5,5628,6
28,6
28,6
28,60,092
0,115
0.200
0,300● / ▲
● / ▲
●
–● / ▲
● / ▲
●
●●
●
—
—●
—
—
—1 10 с
40 с
80 с
16033.4
33,4
33,4
33,42,77
3,38
4,55
6,3538,1
38,1
38,1
38,10.200
0.245
0.390
0.470● / ▲
● / ▲
●
–● / ▲
● / ▲
●
●●
●
—
—●
●
—
—1¼ 10 с
40 с
80 с
16042.2
42,2
42,2
42,22,77
3,56
4,85
6,3547,6
47,6
47,6
47,60,330
0,420
0,548
0,890● / ▲
● / ▲
●
–● / ▲
● / ▲
●
–●
●
—
—●
●
—
—1½ 10 с
40 с
80 с
16048.3
48,3
48,3
48,32,77
3,68
5,08
7,1457,2
57,2
57,2
57,20,460
0,595
1,020
1,430● / ▲
● / ▲
●
–● / ▲
● / ▲
●
●●
●
—
—●
●
—
—2 10 с
40 с
80 с
16060.3
60,3
60,3
60,32,77
3,91
5,54
8,7463,5
63,5
63,5
63,50,630
0,872
1,590
3,180● / ▲
● / ▲
●
–● / ▲
● / ▲
●
●●
●
—
—●
●
—
—2½ 10 с
40 с
16073.0
73,0
73,03,05
5,16
9,5276,2
76,2
76,21,100
1,700
3,630● / ▲
● / ▲
–● / ▲
● / ▲
●●
●
——
—
—3 10 с
40 с
80 с
16088.9
88,9
88,9
88,93,05
5,49
7,62
11,1385,7
85,7
85,7
85,71,370
1,900
4,450
5,870● / ▲
● / ▲
●
–● / ▲
● / ▲
●
●●
●
—
—●
●
—
—3½ 10 с
40 с101.6
101,63,05
5,7495,3
95,31,740
3,190–
–●
● / ▲–
––
–4 10 с
40 с
80 с
160114,3
114,3
114,3
114,33,05
6,02
8,56
13,49104.8
104,8
104,8
104,82,150
4,130
7,710
9,760● / ▲
● / ▲
●
–● / ▲
● / ▲
●
●●
●
—
—●
●
—
—5 10 с
40 с
80 с141,3
141,3
141,33.40
6,55
9,53123,8
123,8
123,83,480
6,550
11,340● / ▲
● / ▲
–● / ▲
●
●▲
—
——
—
—6 10 с
40 с
80 с168,3
168,3
168,33.40
7,11
10,92142,9
142,9
142,94,760
9,730
13,610● / ▲
● / ▲
–● / ▲
● / ▲
●● / ▲
–
–●
—
—8 10 с
40 с219,1
219,13.76
8,18177,8
177,88.460
18.000● / ▲
● / ▲● / ▲
● / ▲▲
––
–10 10 с
40 с273,1
273,14,19
9,27215,9
215,914.200
30,800● / ▲
● / ▲● / ▲
● / ▲▲
––
–12 10 с
40 с323,9
323,94,57
9,53254,0
254,021,600
44,300▲
▲▲
▲▲
––
–14 10 с
СТАНДАРТ355.6
355,64,78
9,53279,4
279,448,530
79,380▲
▲▲
▲–
––
–16 10 с
СТАНДАРТ406,4
406,44,78
9,53304,8
304.858.970
99.790▲
▲▲
▲–
––
–18 10 с
457,2
4,78
342,9
76.660
▲
▲
– – 20 10 с
508.0
5,54
381,0
103,420
▲
▲
– – 24 10 с
609,6
6,35
431,8
155,580
▲
▲
– – * График
Стальной тройник (равнопроходной и переходной)
Стальной тройникпредставляет собой тройник Т-образной формы с тремя ответвлениями, обычно имеет две формы с равным тройником и переходным тройником (тройник-редуктор), оба используются для разделения (объединения) трубопроводов для регулировки расхода и изменить направление.
Тройник из стальной трубы нашел широкое применение в различных отраслях промышленности, в зависимости от типа материала:
Тройник из нержавеющей стали
Тройник из углеродистой стали
Тройник из легированной сталиПо типам подключения насчитывается:
Тройник под сварку
Тройник под сварку внахлест
Тройник с резьбойНасколько нам известно, у стальных тройников много типов, тогда что вы знаете о каждом типе тройников? Как их отличить и выбрать лучший?
Ниже мы объясним более подробные характеристики.
Стальной переходной тройник и равный тройник
Стальные равные тройники: три ответвления тройника имеют одинаковый диаметр.
Стальные переходные тройники / тройники для труб: диаметр ответвления меньше диаметра основной линии. Тройник-переходник обычно описывается как диаметры NPS в 4 x 4 x 3 дюйма, 4 дюйма — это диаметр основной трубы, а 3 дюйма — это переходной патрубок.Переходной тройник используется больше, чем равный тройник, так как он имеет больше функций и доступен для большего количества условий.
Тройник под сварку встык — Тройник под сварку враструб — Тройник с резьбой
Тройник под сварку встык (BW Tee)
Концы гладкие или скошенные, соединенные стыковой сваркой. Он может выдерживать более высокое давление, чем другие типы соединений. Размеры тройника под сварку встык должны быть указаны в NPS (DN) трубы, а толщина — в таблице, а толщина тройника под приварку встык должна быть указана в номинальных классах давления.
Тройник под сварку внахлест (SW Tee)
Как и другие фитинги для раструбных труб, он имеет область в форме лестницы, чтобы вставить трубу в тройники и затем сварить их вместе.Обычно он используется для систем трубок малого диаметра.
Тройник с резьбой (THD Tee)
В зависимости от формы тройника SW, конец ответвления будет иметь резьбу с наружной или внутренней резьбой. Таким образом, есть тройник с наружной и внутренней резьбой, которые, если трубка с наружной резьбой NPT, то тройник должен быть с внутренней резьбой NPT.
Тройник из нержавеющей стали — стандартный материал
Тройник из нержавеющей стали широко используется в химической, санитарной или пищевой промышленности. Его преимущество подходит для различных рабочих сред и имеет хорошую коррозионную стойкость.Стандарты
: ASTM A403 (для сварных тройников из аустенитной нержавеющей стали), ASTM A270 (для бесшовных и сварных тройников из аустенитной и ферритной нержавеющей стали).
Марки: TP 304, 304L, 316, 316L, 310, 317 и 321.Тройник из углеродистой и легированной стали — стандарт материалов
Материал тройника из углеродистой стали: ASTM A234 WPB, WPC; MSS SP-75 WPHY-42, WPHY-46, WPHY-52, WPHY-56, 60, 65 и 70. ASME / ANSI B16.9 для тройников BW, ASME / ANSI B16.11 для тройников с муфтой и резьбой .
Материал легированной стали: ASTM A234 WP1, WP5, WP9, WP11, WP22, WP91Технология плакирования для плакирования материала из нержавеющей или легированной стали на внутренней поверхности тройника из углеродистой стали — еще один хороший вариант для достижения определенной коррозионной стойкости и снижения стоимости материала.
Как сделать стальные тройники
Обычные производственные процессы для изготовления тройников — это холодная экструзия и горячее выталкивание. Холодная экструзия обычно используется для тройников меньшей толщины, а горячее прессование — для большей толщины.Если вам нужен тройник большого диаметра более 24 дюймов, вместо экструзии следует использовать сварку.
Ключевым процессом производства стального тройника является использование гидравлической машины для сжатия материнской трубы в тройниковой форме (или в редукционной тройниковой форме), при большом давлении на оба конца трубы третья ветвь тройника будет выдавлена наружу. . Материнская труба может быть бесшовной или сварной, при том же диаметре трубы получается тройник того же диаметра, значит, для изготовления 8-дюймового стального тройника потребуется 8-дюймовая труба.Но после экструзии толщина трубы станет больше, поэтому толщина тройника больше толщины материнской трубы.
Равномерный тройник и переходной тройник Диапазон размеров
Для тройника под приварку , размеры в диапазоне 1/2, 1, 1 1/2, 2, 3, 4, 6, 8, 10, 12, 14, 16 ”, 24” и до 48 ”(от DN 15 до DN 1200). Класс толщины варьируется от SCH 10, SCH 20, SCH 40, SCH STD, SCH 80, SCH XS до SCH 160.
Для тройника под сварку с раструбом и тройника с резьбой Размеры варьируются от 3/8 дюйма до 1/2 дюйма.3/4 дюйма, 1 дюйм и до 4 дюймов (от DN 10 до DN 100). Номинальное давление в 2000 #, 3000 #, 6000 # и 9000 #.Применение тройника из углеродистой и нержавеющей стали
• Транспортировка нефти и газа
.
• Нефть и нефтепереработка
• Системы очистки воды
• Химическая промышленность
• Сантехнические трубы
• Электростанции
• Машины и оборудование
• Теплообменник