Техника безопасности при сварке. Средства защиты
Любая деятельность, связанная с высоким напряжением и высокой же температурой, опасна для жизни и здоровья. Техника безопасности при сварке не отличается сложностью, а её соблюдение позволит вам избежать множества проблем. Данную тематику условно можно разделить на две части – проверка оборудования перед работой и использование средств защиты в процессе сварки.
Проверка оборудования
Исправное оборудование – не только гарантия качественно выполненной работы, но и вашей безопасности. Так техника безопасности при газовой сварке подразумевает проверку:
— исправности манометров;
— качества соединения шлангов и горелки;
— целостность шлангов.
Баллоны и шлаги, по которым поступает газ, следует держать вдали от источников открытого пламени. Следы масла и жира на шлангах или резьбе соединительных элементов немедленно удалить – детонация кислорода очень неприятная штука.
Техника безопасности дуговой сварки базируется на других принципах. Здесь особое внимание следует уделять:
— качеству заземления используемого для сварки оборудования;
— целостности изоляции токопроводящих элементов;
— наличию в цепи автоматического выключателя и его исправности.
Техника безопасности при сварке полуавтоматом и техника безопасности при сварке инвертором практически идентичны – всё, что сказано про дуговую сварку, справедливо и для них.
Средства защиты
Роба и рукавицы защитят как от брызг раскаленного металла, так и от излишков тепла, которые выделяются в процессе сварки. Но главный элемент защиты – маска. Защита лица от всё тех же брызг металла, защита органов дыхания от вредных испарений, защита глаз от ультрафиолета – всё это обеспечивает хорошая сварочная маска.
На рынке представлены как бюджетные решения со светофильтром фиксируемой прозрачности, так и довольно высокотехнологичные – Хамелеоны. Светофильтр масок такого типа меняет прозрачность в ходе работы – жидкие кристаллы затемняют рабочую поверхность при возникновении сварочной дуги и вновь становятся прозрачными при её исчезновении.
Светофильтр масок такого типа меняет прозрачность в ходе работы – жидкие кристаллы затемняют рабочую поверхность при возникновении сварочной дуги и вновь становятся прозрачными при её исчезновении.
В ряде случаев сварочный щиток может служить альтернативой маске, но никогда не заменит её в плане удобства и безопасности.
Вывод – знайте и соблюдайте технику безопасности при выполнении сварки! Лучше потерять пять минут при проверке оборудования, чем получить травму. Хотите купить сварочный инвертор – раздел инструкции посвященный технике безопасности следует прочитать в первую очередь.
Техника безопасности при сварочных работах. О сварке и сварочном оборудовании.
Основные положения по безопасности работ, который должен знать каждый сварщик.
Сварка — это достаточно опасный вид работ, сопровождающийся не только повышенной температурой, но и действием электрического тока, который является наиболее потенциальным источником опасности.
Любой сварщик, работающий со сварочным оборудованием, должен обязательно соблюдать правила охраны труда, так как это является обязательным условием для допуска работника к месту проведения сварочных работ.
Конечно же, всю документацию по охране труда, которую требуется соблюдать для таких работ, написать в одной статье невозможно. Поэтому специалисты нашего центра указали только основные положения и выписки по техники безопасности, которые должен знать каждый сварщик.
1. В случае обнаружение разрывов или дефектов в сварочном кабеле или кабеле питания, он подлежит ремонту или замене.
2. Для того, что не портить зрение, при сварочных работах должен применяться затемненный фильтр.
3. В помещении, в котором проводятся данные работы, должны иметься вентиляция и вытяжка.
4. Обязательно, при работе со сварочным оборудованием, необходимо проверять их изоляцию и заземление.
5. Основной опасностью для сварщика, помимо высокой температуры, является ток.
6. Спецодежда должна быть защищенной, сухой, без элементов, изготовленных из металла.
7. В качестве диэлектрика, необходимо использовать коврик из резины.
8. К ремонту оборудования допускаются только специалисты, прошедшие обучение по безопасности проводимых работ и имеющие высокую квалификацию.
И это далеко не полный список того, что должен знать и делать сварщик.
Помимо электрического тока, человек может попасть также под действие электромагнитного излучения. Заметить его воздействие на человеческий организм невозможно, но кардиостимуляторы или другие медицинские приборы находятся в зоне риска, так как их режим работы может сбиваться активным магнитным полем, вплоть до вывода прибора из строя.
Практически на любую электронную технику может повлиять работа со сварочным аппаратом — нередки случаи, когда сбивается работа компьютера, или, например, кардиомонитора в больнице.
Для сварщика же, одной из основных опасностей, конечно же является излучение, появляющееся при нагревании металла, а также летящие искры и небольшие кусочки расплавленного металла.
Маска сварщика оснащена затемненным стеклом, и вторым слоем устанавливается обычное стекло. Сейчас же все чаще ставят «умное» стекло, которое само изменяет степень затемнённости в зависимости от освещения.
Маска же изготовляется из фанеры или пластика, и обрабатываются термостойкими материалами.
На руки, сварщик обязательно должен одевать брезентовые рукавицы, а в качестве рабочей одежды применяется одежда, также как и перчатки, изготовленная из брезента.
Рекомендации по использованию сварочного оборудования
Сварочный аппарат относится к оборудованию повышенной опасности. Чтобы избежать возникновения пожара, травмы и поражения током во время эксплуатации, необходимо строго соблюдать правила техники безопасности. Хранить оборудование нужно в надёжном и защищённом месте.
1 / 1
Подробная инструкция по эксплуатации
Рабочее место
Место работы должно быть чистым и хорошо освещённым.
Электробезопасность
Убедитесь, что напряжение питания вашего прибора соответствует сетевому напряжению. Также проверьте исправность розетки, штепселя и кабеля. Если они неисправны, то эксплуатация оборудования запрещается. Дополнительные рекомендации:
-
Не следует контактировать с заземлёнными поверхностями типа радиаторов, труб, печей и т.д.
-
Аппарат не должен использоваться во влажных условиях и подвергаться воздействию дождя.

-
Аккуратно обращайтесь с электрическим шнуром. Держите его вдали от острых граней, движущихся деталей, а также высокой температуры и масляных жидкостей. Повреждённые шнуры нужно заменять немедленно.

Личная безопасность
Во время выполнения работы используйте надёжную опору и держите баланс тела. Благодаря этому у вас будет должный контроль над оборудованием даже в неожиданных ситуациях. Избегайте внезапного включения устройства. Перед включением оборудования удаляйте все регулировочные и установочные ключи. Особое внимание уделите и следующим нюансам:
-
Одежда не должна быть слишком свободной, иначе она может попасть в движущиеся части аппарата.
-
Надевайте специальные защитные очки. В соответствующих условия нужно носить нескользящие ботинки, наушники или каску.
-
Руки должны быть чистыми, сухими и без следов маслянистых жидкостей.

Подключение кабелей
Сетевой кабель должен идти в комплекте со сварочным аппаратом. Проверьте его целостность, подсоедините к оборудованию и подключите к розетке. Убедитесь, что индикатор питания горит.
На корпусе каждого инвертора имеется два разъёма с символами плюса и минуса. В них нужно вставить кабели, который затем следует подсоединить к электродержателю и к детали, с которой вы планируете работать. Здесь всё зависит от выбора полярности:
-
Работа с прямой полярностью. Плюсовой кабель нужно подключить к свариваемой детали, минусовой – к электродержателю.
-
Работа с обратной полярностью. Все нужно сделать с точностью наоборот.
Способ подключения зависит от типа сварочных работ, используемых электродов и свариваемого металла. Перечисленные рекомендации относятся к инверторам, которые работают на постоянном токе.
Режим и процесс сварки
Правильная эксплуатация сварочного оборудования предполагает также выбор режима сварки, т.к. от него зависит результат всей работы. Под этим понятием подразумевается целый список настроек, которые устанавливаются перед сваркой: сила и род тока, напряжение и т.п.
После всех подключений и установки режима сварки можно приступить к работе. Установите в электродержатель электрод, постучите концом последнего по поверхности металла для того, чтобы дуга зажглась. Можете не стучать, а просто провести электродом по детали, словно вы поджигаете обычную спичку – этот метод требует определённой сноровки.
Заменять электрод необходимо, когда в электродержателе осталось 2-3 см стержня. Для этого приостановите работу, нажмите на ручку электродержателя и достаньте электрод. Затем установите на его место новый материал и опустите ручку.
Рекомендации по технике безопасности
Соблюдайте основные правила техники безопасности и обязательно запомните все следующие правила:
-
Нельзя использовать устройство, если поврежден его корпус, кабели и их изоляция, вилка.
-
Если инвертор не используется, то обязательно выключайте его.
-
Не пытайтесь переключить режим сварки во время выполнения работы – это приведёт к выходу аппарата из строя.
-
В случае форс-мажорной ситуации отключите инвертор, воспользовавшись аварийным выключателем.
-
Выполняйте работы, используя только сертифицированные комплектующие.
-
Не забывайте надевать защитную одежду, маску и перчатки. Также помните о головном уборе и обуви.
-
Посторонние люди не должны находиться в рабочей зоне при отсутствии надлежащей защиты.
-
В рабочей зоне не должно быть никаких легковоспламеняющихся предметов.

Основные правила проведения сварочных работ
Правила выполнения сварки зависит от модели инвертора, используемого в работе. К примеру, некоторые модели оснащены защитой от попадания влаги и пыли, поэтому они не требуют тщательного соблюдения условий хранения – такие устройства могут использоваться в полевых условиях. Некоторые инверторы дополнены индикатором, сигнализирующими о перегреве устройства. Когда он загорается, необходимо выключить прибор и дать ему остыть. Если ваша модель не оснащена подобной индикацией, то за температурой нужно следить самостоятельно.
К примеру, некоторые модели оснащены защитой от попадания влаги и пыли, поэтому они не требуют тщательного соблюдения условий хранения – такие устройства могут использоваться в полевых условиях. Некоторые инверторы дополнены индикатором, сигнализирующими о перегреве устройства. Когда он загорается, необходимо выключить прибор и дать ему остыть. Если ваша модель не оснащена подобной индикацией, то за температурой нужно следить самостоятельно.
При временной приостановке сварочных работ или их завершении нужно отключить инвертор от сети электропитания. Если в зоне работы находятся другие люди, то обязательно установите специальный экран. Он будет защищать от искр и излучения.
Перед решением задачи тщательно зачистите поверхности, которые будет свариваться между собой. Не оставляйте следов масла, грязи, коррозии и т.д. Убедитесь в исправности как самого инвертора, так и кабелей. Последние должны быть подключены правильно.
Уровень пыли в воздухе в рабочей зоне не должен превышать нормы, указанные в сварочных ГОСТах. Важное значение имеет вентиляция. Отличный вариант – установка прямого вентиляционного колпака. Расстояние от него до места сварки должно составлять около 60 см. Если этой меры недостаточно, то воспользуйтесь специальными системами защиты от дыма и ветра.
Важное значение имеет вентиляция. Отличный вариант – установка прямого вентиляционного колпака. Расстояние от него до места сварки должно составлять около 60 см. Если этой меры недостаточно, то воспользуйтесь специальными системами защиты от дыма и ветра.
|
|
|
| Спецодежда и обувь. Защитные свойства материалов: Тр – защита от искр, брызг, расплавленного металла, окалины. Тит – защита от теплового излучения и конвективной теплоты. К-80 – защита от кислот и щелочей. …Подробнее | |
|
|
|
| Баллоны, 40 л, «Кислород», «Углекислота», «АЗОТ», «Ацетилен» и др. …Подробнее |
|
|
|
|
Баллоны (заправленные), 40 л, «Гелий марки (А),(Б)». …Подробнее |
|
|
|
|
Карбид кальция. |
|
|
|
|
| Сварочный инвертор «Сварог» ARC 165 (Z119) предназначен для ручной дуговой сварки (MMA) и наплавки покрытым штучным электродом на постоянном токе… Подробнее… | |
|
|
|
| Тепловая пушка Ballu 9000 C (обогрев помещения до 90 м2). Подробнее… | |
|
|
|
| Компрессор воздушный Aurora GALE-50 Самый мощный компрессор из коаксиальных. Подробнее… |
|
|
|
|
Сварочный выпрямитель LINKOR Semali 170И аппарат инверторного типа. Подробнее… Подробнее… |
|
|
|
|
|
Сварочный выпрямитель инверторного типа BRIMA ARC 200B. Подробнее… |
|
|
|
|
| Сварочный аппарат инверторного типа ТСС САИ-190. Подробнее… | |
|
|
|
| Сварочный аппарат РЕСАНТА 140 для ручной электродуговой сварки постоянным током. Подробнее… | |
|
|
|
| Сварочный полуавтомат инверторного типа РЕСАНТА 220 (САИПА). Подробнее… | |
|
|
|
Автоматическая система водоснабжения АСВ-1200/24. Подробнее… Подробнее… |
|
|
|
|
| Мойка HUTER W105P. Подробнее… | |
|
|
|
| Кусторез HUTER GНT-60. Подробнее… | |
|
|
|
чем грозит несоблюдение? – Техника безопасности при сварке на Svarka.guru
Возникающие при производстве сварочных работ физические и химические эффекты, носят поражающий характер. Ультрафиолет воздействует на сетчатку, обжигает кожу лица, ведь несколько минут по воздействию приравниваются к десятку часов под палящим солнцем.
Вредные вещества в виде взвесей с микрочастицами расплавленного металла поражают органы дыхания, вызывают токсические отравления. Возможны ожоги от разлетающихся брызг. Велика вероятность возгораний.
Возможны ожоги от разлетающихся брызг. Велика вероятность возгораний.
На производстве к сварке допускаются только прошедшие инструктаж работники. Они предупреждены о возможной опасности, знают, как себя защитить, что категорически запрещено делать. Соблюдать технику безопасности при сварочных работах нужно новичкам, использующим сварочное оборудование для бытовых целей.
Почему важно соблюдать правила охраны труда на сварочном участке?
Техника безопасности при сварочных работах – совокупность организационных и иных мероприятий, которые направлены на исключение вероятности получения травмы или порчи заготовки. Это связано с тем, что велика вероятность получения травмы. Важно соблюдать правила охраны труда при проведении сварочных работ по следующим причинам:
- При работе подается ток, напряжение и сила которого повышаются. Неправильное обращение с оборудованием и неосторожное обращение может привести к поражению электрическим током.
- Электрическая дуга может оказывать воздействие на кожный покров или органы зрения. Это связано с большой яркостью дуги, а также сильным тепловым выделением.
- На момент работы могут выделятся вредные газы, которые оказывают негативное воздействие на органы дыхания. Высокая температура приводит к появлению пыли и различных испарений.
- При сварочных работах могут быть получены механические травмы. Это связано с тем, что зачастую проводится соединение крупногабаритных деталей. Во время сварки они должны быть жестко зафиксированы.
- Есть небольшая вероятность взрыва баллонов с сжиженным газом. В сжатом состоянии вещество, за счет которого может проводится сварка, становится взрывоопасным.
- Опасность радиационного заряжения при контроле качества сварных швов.
 Это связано с большой яркостью дуги, а также сильным тепловым выделением.
Это связано с большой яркостью дуги, а также сильным тепловым выделением.Сварочные работы проводятся крайне часто. Поэтому были приняты определенные ГОСТы и нормативные документы, при соблюдении которых можно снизить вероятность появления травмы.
Скачать ГОСТ 12.3.003-86
Техника безопасности при сварке газом
Прежде чем проводить сварщикам сварочные работы, нужно знать, каких мер безопасности следует придерживаться в процессе. Вначале потребуется проверить на исправность и работоспособность само сварочное устройство.
Вначале потребуется проверить на исправность и работоспособность само сварочное устройство.
Достаточно важно наличие герметичности и отсутствие пробоин, чтобы не проходил газ. Также требуется контролировать состояние шланга, баллона, узла горелки и их целостность. При наличии повреждения нужно устранить неполадку и качественно закрепить все детали.
Перед непосредственно самим началом эксплуатации оборудования нужно провести проверку на пропуск газа. Во вторую очередь, по технике безопасности при сварке, необходимо иметь хорошую функциональную вентилируемую систему.
Выставление её параметров зависит от правильно подсчитанных нормативов. За основу выступает воздухообмен в сварочном цеху. Зачастую это значение достигает 40 м3/ч, рассчитывая по одному кубическому метру площади в комнате.
Взрыво- и пожаробезопасность при сварочных работах.
Вытяжка в данной системе должна быть установлена таким способом, чтобы газовые отходы выводились через стол, рассеиваясь по всему рабочему помещению. Чаще всего вентиляция устанавливается на потолке по всей окружности помещения.
Чаще всего вентиляция устанавливается на потолке по всей окружности помещения.
Далее, при производстве сварочных работ, нужно пользоваться специальными защитными средствами: наушниками, масками, очками, которые обеспечат должную защиту человеку.
В правилах ТБ указывается точный перечень всех необходимых предметов для защиты здоровья и тела.
Сюда относят перчатки, рабочую одежду, обувь и т.д., также важно обратить внимание на следующее:
- Запрещено осуществлять сварку возле предметов с легкой возгораемостью. К таким предметам относят древесную стружку, солярку, бензин.
- При наличии в одной комнате свыше 10-ти сварочных точек, газ от места к месту должен проходить через трубы, изготовленные из металла. Он проходит из единого крупногабаритного баллона с газом, что располагается вне основного помещения.
- При автоматической сварке необходимо регулировать нахождение масла, поскольку, если оно окажется в кислородном баллоне, либо редукторе, есть вероятность мощного взрыва.
- Пламя горелки должно всегда быть направлено в противоположную сторону от установленного устройства для сварки.
- Необходимо соблюдать базовые правила пожарной безопасности: запрещено использовать генератор с температурой в +5 и ниже, поскольку есть риск замерзания воды в оборудовании, что может привести к неисправности.

Для допуска на участок сотрудник должен?
При трудоустройстве ко всем будущим сотрудникам предъявляются определенные требования. Техника безопасности при сварке должна соблюдаться. Среди особенностей доступа сотрудника на участок отметим следующие моменты:
- Обязательно проверяются знания техники безопасности, связанную с подачей электричества.
- К сварочным работам и в зону проведения работ могут допускаться только лица, достигшие 18 лет. При этом они должны пройти обучение и получить соответствующее разрешение.
- Время от времени может проводится проверка квалификации.
Если будущий сотрудник не имеет соответствующего образования и навыков, то он не должен допускаться к работам. Сварщик должен также не допускать посторонних в зону проведения работ, так как они также могут пострадать.
Сварщик должен также не допускать посторонних в зону проведения работ, так как они также могут пострадать.
Правила безопасности в критических ситуациях
Требования по ОТ берут во внимание правила работы в аварийных и критических ситуациях, к примеру, при необходимости восстановить работоспособность основных механизмов.
Ключевые особенности:
- запрещено выполнять какие-либо работы при условии, что труба находится под давлением;
- запрещено проводить ремонтные и прочие виды работ, если рядом расположены взрывоопасные вещества;
- обязательное принятие комплекса мер для обеспечения безопасности работы работников.
При критических ситуациях безопасность превыше всего
Для возникших внештатных ситуаций уполномоченные специалисты могут разрабатывать особые требования по ОТ, которые напрямую связаны с проведением газосварочных работ, что позволит существенно снизить вероятности получения травм и увечий.
Какие опасности существуют на участке?
На рабочем участке может быть довольно много различных опасностей. При их учете проводится разработка техники безопасности. Применение специального оборудования определяет следующее:
При их учете проводится разработка техники безопасности. Применение специального оборудования определяет следующее:
- Велика вероятность удара током. При неправильном использовании сварочного оборудования ток может распространяться по металлическим заготовкам.
- Техника безопасности сварочных работ разрабатывается с учетом вероятности поражения теплом. На момент сварки заготовка разогревается до больших температур, металл становится жидким. При его попадании на открытый участок кожи может возникнуть ожог.
- При ненадежной фиксации соединяемых элементов можно получить травму. Фиксация также требуется для того, чтобы получить шов высокого качества.
- Образующаяся дуга приводит к появлению яркой вспышки. Она может привести к поражению зрения.
- При нагреве металлов и различных сплавов могут выделяться вредные газы, которые не должны попадать внутрь дыхательных путей.
Травма в результате несоблюдения техники безопасности при сварке
В некоторых случаях могут возникать и другие опасности на участке. Примером можно назвать случай использования баллона с взрывоопасным веществом.
Примером можно назвать случай использования баллона с взрывоопасным веществом.
Факторы опасности
Вне зависимости от того, в каком месте пользуются сварочным оборудованием, нужно помнить, что вредные факторы воздействуют на сварщика и всех окружающих его людей. Помощникам, придерживающим соединяемые элементы, тоже требуются меры безопасности. При использовании электродов необходимо помнить, что искры от них рассыпаются в радиусе пяти метров. «Зайчиков» ловят при прямом излучении на расстоянии до трех метров.
Правила техники безопасности на сварочном участке разработаны с учетом профессиональной опасности. Потенциальные причины несчастных случаев и травм:
- при попадании искр на рукава одежды возможны прогорания ткани;
- расплавленный металл способен прожечь обувь из легкоплавких материалов;
- воспламенение находящихся в зоне разлета искр горючих материалов;
- травмировании глаз и кожи лица парами раскаленного металла.
- ожоги от искр, попавших на кожу;
- поражение током высокого напряжения;
- возможные ожоги при взрыве оборудования, возникновении пожаров;
- падение плохо закрепленных частей конструкций;
- случайное падение при выполнении сварки на высоте.

Физические и химические факторы промышленной безопасности:
- шумы высокого уровня, возникающие от работающего сварочного оборудования;
- ультрафиолетовое и инфракрасное излучение большой интенсивности;
- слепящий свет в видимом спектре от дуги и горелки;
- пары расплава, содержащие вредные для здоровья свинец, цинк, кадмий, хром и другие компоненты, входящие в состав сплавов; при отсутствии вентиляции риск поражения возрастает;
- горячая взвесь с микрочастицами расплавленного металла над ванной расплава;
- тепловое воздействие горелки или электрической дуги.
Средства защиты органов зрения дыхания и кожи
Во время проведения сварочных работ образуется дуга. Она становится причиной оказания следующего воздействия:
- Световое, так как дуга становится источником яркой вспышки.
- Ультрафиолетовое. Подобное воздействие становится причиной появления боли и рези в глазах, в некоторых случаях к ожогу кожи.
- Инфракрасное излучение приводит к поражению катаракты.

Кроме этого, могут выделяться вредные газы, которые при попадании в организм могут привести к появлению головных болей, рвоту и слабость. Некоторые вредные вещества могут накапливаться в тканях, что приводит к развитию заболеваний.
Средства защиты органов зрения дыхания и кожи
Наибольшее распространение получили следующие средства защиты органов дыхания и кожи:
- Специальные сварочные маски. Они обеспечивают защиту лица от брызг раскаленного металла, а также глаза от ярких источника света. В продаже встречаются самые различные варианты исполнения масок, они подбираются в зависимости от условий, в которых проводится сварка и предпочтений сварщика.
- Установка местной вентиляционной системы, которая предусматривает подачу воздуха и его отвод. Подобная система требуется в случае проведения сварки в помещении.
- В некоторых случаях требуются респираторы и противогазы.
- В некоторых случаях проводится замена токсичных расходных материалов на более безопасные.
- Существенно повышается автоматизация и механизация процесса при использовании различных устройств.

Защитные средства при сварочных работах
Нужно уделять внимание выбору качественной защиты. Это связано с тем, что в продаже встречается большое количество низкокачественной продукции. Техника безопасности при сварочных работах предусматривает обязательное использование защитных масок.
Требования по охране труда перед сварочными работами
Техника безопасности при проведении сварочных работ предусматривает подготовку и проверку оборудования. Это связано с тем, что часто именно из-за плохого технического состояния сварочного инвертора или расходных элементов. Именно поэтому перед проведением работ:
- Осматривается целостность аппарата и вспомогательных элементов, а также расходных элементов.
- Средства защиты также должны быть в хорошем состоянии. Техника безопасности предусматривает проверку целостности всей экипровки.
- При работе в опасных условиях проводится подготовка лесов и других вспомогательных конструкций.
- Уделяется внимание заземлению. Оно позволяет исключить вероятность поражением тока.
- Корпус сварочных аппаратов и машин должны быть надежно заземлены. В этом случае существенно снижается вероятность возникновения короткого замыкания.
- Обязательно проверяется целостность изоляции всех кабелей. При этом во время работы они не должны находится в воде, так как существенно снижается надежность изоляции.
- Нельзя использовать провод слишком большой длины, рекомендуемый показатель около 10 метров.
- Безопасные условия обеспечиваются при токе 12В. Но в большинстве случаев питание может проходить от других источников питания.
Техника безопасности на рабочем месте сварщика
При правильной подготовке с учетом техники безопасности можно избежать большого количества различных проблем.
Газосварка и резка
Есть пункт правил, применимый при газовой сварке и резке:
- Внимания заслуживают баллоны, их транспортируют только в вертикальном положении. При перевозке вентили накрывают защитными колпаками. Проверяют заправку баллонов, чтобы избежать резкого снижения давления газа во время работы.
- Если во время работы слышны хлопки от обратного удара, газ перекрывается в определённой последовательности: сначала ацетилен, только потом кислород. Газовые генераторы для безопасности отключаются строго по инструкции. От рабочей зоны газ располагается на расстоянии не менее 5 метров. Шланги для безопасности подвешиваются.
- Горелку перед работой проверяют, особенно опасно присутствие масла – увеличивает детонацию. Смотрят инжектор, редуктор.
- Во время сварки важно соблюдать зазор между мундштуком и деталью, чтобы было постоянное давление газа.
 При перевозке вентили накрывают защитными колпаками. Проверяют заправку баллонов, чтобы избежать резкого снижения давления газа во время работы.
При перевозке вентили накрывают защитными колпаками. Проверяют заправку баллонов, чтобы избежать резкого снижения давления газа во время работы.
Газовая сварка
Требования по охране труда в процессе сварочных работ
Техника безопасности при выполнении сварочных работ должна соблюдаться для исключения вероятности получения травмы. К ее особенностям можно отнести следующие моменты:
- Запрещается работа под дождем и снегом. Повышенная влажность становится причиной повышения электропроводимости. Разрешается проводить работы под навесами.
- На момент сварки запрещается отвлекаться, так как нужно тщательно контролировать процесс зажигания и горения. Если не соблюсти это правило техники безопасности, то велика вероятность повреждения заготовки.
- Всегда должна использоваться специальная одежда, устойчивая к воздействию раскаленного металла. В этом случае исключается вероятность образования ожогов из-за попадания брызг на открытые участки кожи.
- Сварка должна проводится исключительно в специальной маске.
- При длительном перерыве оборудование отключается от источника питания. Не допускается перекручивание кабеля, а также создание мотков. Это связано с тем, что при прохождении тока может формироваться электромагнитное поле. Также нужно следить за тем, чтобы изоляция кабеля не была повреждена. Это может происходить при попадании масла или раскаленного металла.
- Нельзя работать в мокрой одежде и различных защитных элементов. Это связано с тем, что их электропроводимость существенно повышается, за счет чего увеличивается и вероятность поражением тока.
- Использовать респиратор рекомендуется даже в случае, когда сварка проводится на открытом воздухе. В продаже можно встретить специальные респираторы, предназначенные для определенных условий. Они обеспечивают требуемую защиту дыхательных путей от вредных веществ и паров.
- При работе на высоте следует прежде всего уделять внимание страховочным приспособлениям и монтажным поясам. Техника безопасности предусматривает использование специального оборудования, которое предназначено для подобного применения
 Повышенная влажность становится причиной повышения электропроводимости. Разрешается проводить работы под навесами.
Повышенная влажность становится причиной повышения электропроводимости. Разрешается проводить работы под навесами. Это связано с тем, что их электропроводимость существенно повышается, за счет чего увеличивается и вероятность поражением тока.
Это связано с тем, что их электропроводимость существенно повышается, за счет чего увеличивается и вероятность поражением тока.Во время сварки может оказываться помощь в случае, когда нужно обеспечить фиксацию какого-либо элемента. Помощники также учитывают технику безопасности.
Техника безопасности при сварке электрической дугой
Техника безопасности в дуговой сварке – это свод рекомендаций, которых необходимо придерживаться для ограничения соприкосновения мастера с частями, через которые проходит ток сварочного агрегата – клемма, оголенного провода, металлической поверхности и т. д.
д.
Техника безопасности для сварщика.
К правилам безопасности, при выполнении работ с использованием электродугового оборудования относится следующее:
- Негативное влияние оказывают на организм сварщика, в частности на зрение, ультрафиолетовые и инфракрасные лучи. Во избежание возникновения неполадок в данной сфере, рекомендуется использовать во время эксплуатации оборудования защитную маску.
- Одним из самых опасных мест считается соединение всех частей агрегата при помощи проводов. По этой причине они надежно изолируются. Однако, при частой эксплуатации, они стираются или лопаются, поэтому прежде чем начать работу необходимо проверить их состояние.
- При выполнении процедуры мастером на стационарном посту, помещение, где он находится, должно быть окрашено в светлый цвет, чтобы снизить уровень контрастности и яркости электродуги. Цвет необходимо брать матовый, благодаря чему не отбрасываются блики от сварочной зоны. Это дает возможность электрогазовщику сделать работу быстро и без трудностей.
- Как любое техническое устройства, сварка также может поломаться. Зачастую причиной поломки является нарушение изоляции в области трансформатора, что провоцирует возникновение пробивки. Отсюда ток попадает на металлический корпус самого аппарата, из-за чего мастера может ударить током. Чтобы избежать данной ситуации, устройство необходимо заземлить.
- Чтобы обезопасить мастера, проводящего сварочные работы, необходимо выполнить определенные действия. К ним относятся: ограничение от контакта с металлической поверхностью эксплуатируемого агрегата, изолирование держака, использование коврика из резин либо специальной обуви из такого же материала, а также применение негорючего материала – листового железа, асбестовой панели и т.д.
- Также необходимо обезопасить полностью устройство. Потребуется установка автоматического выключателя перед подключением к электрической сети. За долю секунды он отреагирует на подачу высокочастотного тока при коротком замыкании. Иными словами, данная деталь автоматом выключит оборудование, прежде чем ток успеет дойти до сварщика.


При проведении сварочных работ запрещается
При варке должны учитываться некоторые запреты. Примером назовем следующие моменты:
- Нельзя проводить сварку при сломанном защитном шлеме или при наличии трещин.
- При неработающей вытяжке или плохой вентиляции запрещается выполнять различные сварочные работы. Кроме этого, под запрет попадает случай с высокой влажностью.
- Во всех случаях деталь должна быть закреплена, нельзя варить, к примеру, навесу или при удерживании рукой.
- Запрещается варить в местах с горючими газами и жидкостями.
- Нельзя варить под давлением.
- Нельзя держать электроды в замкнутом состоянии на протяжении длительного периода. Это приводит к поломке элемента, за счет которого обеспечивается регулировка параметров подаваемого тока.
Список запрещенных действий при сварке
Кроме этого, нельзя использовать оборудование с серьезными механическими повреждениями или дефектами, а также в неисправном состоянии. Время от времени должно проверятся состояние оборудования.
Время от времени должно проверятся состояние оборудования.
Требования по охране труда после окончания сварочных работ
После завершения сварки также нужно соблюдать определенные требования по охране труда. Примером назовем следующие моменты:
- Проводится отключение тока.
- Перед тем как проверить состояние шва нужно дождаться его полного остывания. Техника безопасности запрещает работать с раскаленным металлом.
- После обесточивания оборудования нужно провести его очистку, проверить состояние целостности.
После остывания шва проверяется его целостность и качество. После этого все основное и вспомогательное оборудование собирается.
Категорически запрещенные действия
Нормативный документ по охране труда категорически запрещает во время сварочных работ:
- работать с открытым огнем, если на расстоянии 3-х метров расположен ацетиленовый баллон и 1,5 м. — кислородный трубопровод;
- выполнять газовую сварку либо резку — если на расстоянии до 10 метров находится ацетиленовый генератор или кислородные баллоны;
- допускать к рабочему месту третьих лиц;
- оставлять включенными в сеть без присмотра электрооборудование, включая электрические держатели;
- варить в тех местах и помещениях, которые предварительно не согласованы с прямым руководителем;
- вести деятельности при наличии сильной запыленности и загазованности помещения;
- эксплуатировать неисправное оборудование;
- резать и варить металл на весу;
- работать электросварочным аппаратом вблизи сварочного кабеля и газосварочных шлангов и прочих проводов, которые находятся под высоким давлением или расположены возле источников тепла, ацетиленового генератора, кислородных баллонов, емкости со взрывоопасной смесью;
- выполнять поручения на одной вертикали с другими работниками;
- передавать электродержатель сторонним лицам;
- разбирать и самостоятельно ремонтировать электрооборудование, инвертор и пр. ;
- сбрасывать с высоты огарки — обязательное наличие специализированной сумки;
- чистить флюс от шлака до горячего шлака — только после полного остывания;
- переносить электродуговой аппарат на открытый участок или в иное место при его включении в сеть;
- использовать оголенные провода либо при наличии признаков повреждения;
- выполнение работ запрещается, если защитный щиток не исправен;
- проводить сварочные работы при выключенном отсосе;
- использовать загрязненные баллоны — если на них есть жир, краска, масло и прочие легковоспламеняющиеся компоненты;
- катить баллоны — не имеет значения по полу или земле;
- передавать между собой баллоны вентилем вниз;
- бросать баллоны, допускать ударение между собой, осуществлять погрузку/разгрузку без защитных колпаков;
- пользоваться одним генератором или полуавтоматом несколькими сварщиками.
 ;
;Обратите внимание! Запрещено оставлять без присмотра включенный генератор.
Нарушения при проведении сварочных работ
Во многих сферах производства существуют работы с повышенной опасностью для жизни и здоровья рабочих, к таким работам относится сварка. Рассмотрим наиболее частые нарушения техники безопасности при проведении сварочных работ.
Техника безопасности при проведении сварочных работ любого типа играет исключительную роль, так как процесс сварки относится к процессам повышенной опасности. К сожалению, на многих предприятиях многие работники и их руководители игнорируют элементарнейшие требования правил техники безопасности.
Самыми распространенными нарушениями являются:
1. Использование оборудования не по назначению.
- попытки переделать один тип электросварочного аппарата в другой, например, сварочный инвертор в полуавтомат. В таком случае гарантия безопасной эксплуатации, данная производителем, аннулируется, так как в систему вносятся несанкционированные изменения.
- Еще один распространенный момент – использование редукторов на баллоне с неподходящим газом, например, кислородные редукторы выходят с завода обезжиренными, а углекислотные содержат на поверхности резьбы и внутри механизма смазку, которая при контакте с чистым кислородом загорается и может привести ко взрыву.

2. Неправильное хранение и транспортировка баллонов, несвоевременная и недействительная аттестация.
Хранение баллонов со сжатым газом и их транспортировка должны осуществляться в специальных условиях, которые исключают возможность падения баллона и повреждения его вентиля, на деле для этого должны использоваться специальные стальные контейнеры, однако на деле лишь немногие фирмы тратятся на создание специальных условий, что может потенциально угрожать здоровью сотрудников предприятия. Кроме того, как известно, каждый баллон должен проходить аттестацию каждые несколько лет, она удостоверяет пригодность баллона к эксплуатации и ее безопасность. После аттестации баллона на его поверхность ставится специальное клеймо со сроком действия аттестации и датой ее следующего проведения. Некоторые организации и предприниматели подделывают клеймо и заправляют потенциально неисправный баллон, что может привести к нежелательным последствиям.
3. Отсутствие на сварщике защитной одежды во время проведения сварочных работ.
Такое упущение может привести к ожогам кожи и глаз, поэтому при электросварочных работах на сварщике обязательно должен быть головной сварочный щиток, рукавицы – краги, костюм сварщика из огнеупорного материала, которые можно приобрести на zim.ua, где помимо спецодежды можно приобрести качественные и недорогие сварочные электроды. При проведении газосварочных работ на сварщике должны быть специальные затемненные очки и термостойкая одежда. Сварщик должен всегда хорошо видеть процессы, происходящие в сварочной ванне, поэтому светофильтры должны заменяться при их первом же повреждении.
4. Алкоголь.
Часто несчастные случаи на предприятиях связаны именно с алкогольным опьянением работников, многие считаю это нормой – выпить спиртного до или во время работы. За этим следует постоянно следить и очень жестко наказывать сотрудников таким образом нарушивших трудовую дисциплину.
Рекомендации: следует строго следить за выполнением требований правил техники безопасности каждым работником. Все сварочное оборудование должно быть исправным и использоваться строго по назначению. Следует внедрять в процесс производства новые, более безопасные технологии, например вместо обычных масок сварщика лучше применять автоматические сварочные маски, которые меняют степень своего затемнения, это позволит существенно повысить защиту глаз сварщика.
Все сварочное оборудование должно быть исправным и использоваться строго по назначению. Следует внедрять в процесс производства новые, более безопасные технологии, например вместо обычных масок сварщика лучше применять автоматические сварочные маски, которые меняют степень своего затемнения, это позволит существенно повысить защиту глаз сварщика.
Безопасность заземления и дуговой сварки
Какое отношение заземление имеет к безопасности дуговой сварки?
Заземление электрических цепей является практикой безопасности, которая задокументирована в различных нормах и стандартах. Типичная установка для дуговой сварки может состоять из нескольких электрических цепей. Применение и поддержание надлежащих методов заземления в зоне сварки важно для обеспечения электробезопасности на рабочем месте. Сопутствующие процессы, такие как плазменная резка, также выиграют от надлежащего заземления.Обсуждаются важные вопросы заземления в типичной сварочной среде.
Заземление сварочного аппарата
Сварочные аппараты, в которых используется гибкий шнур и вилка, или те, которые постоянно подключены к системе электроснабжения, содержат заземляющий проводник.Заземляющий провод соединяет металлический корпус сварочного аппарата с землей. Если бы мы могли проследить заземляющий провод через систему распределения электроэнергии, мы бы обнаружили, что он соединен с землей, и обычно через металлический стержень, вбитый в землю.
Целью заземления корпуса оборудования является обеспечение того, чтобы металлический корпус сварочного аппарата и заземление имели одинаковый потенциал. Когда они находятся под одинаковым потенциалом, человек не испытает удара током при прикосновении к двум точкам.Заземление корпуса также ограничивает напряжение на корпусе в случае нарушения изоляции внутри оборудования.
Когда они находятся под одинаковым потенциалом, человек не испытает удара током при прикосновении к двум точкам.Заземление корпуса также ограничивает напряжение на корпусе в случае нарушения изоляции внутри оборудования.
Токонесущая способность заземляющего проводника согласовывается с устройством максимального тока системы электроснабжения. Координация токов позволяет заземляющему проводнику оставаться неповрежденным даже в случае электрической неисправности сварочного аппарата.
Некоторые сварочные аппараты могут иметь конструкцию с двойной изоляцией. В этом случае подключение заземляющего проводника не требуется.Этот тип сварочного аппарата использует дополнительную изоляцию для защиты пользователя от ударов. Наличие двойной изоляции обозначается символом «коробка в коробке» на заводской табличке.
Для небольших сварочных аппаратов, в которых используется вилка на конце шнура питания, заземляющий проводник подключается автоматически при включении сварочного аппарата в розетку. Заземляющий контакт вилки обеспечивает соединение внутри розетки. Не рекомендуется использовать адаптеры, эффективно удаляющие заземляющий штырь на вилке. Кроме того, не отрезайте и не вынимайте заземляющий контакт из вилки. Все преимущества безопасности заземляющего проводника теряются без соединения.
Заземляющий контакт вилки обеспечивает соединение внутри розетки. Не рекомендуется использовать адаптеры, эффективно удаляющие заземляющий штырь на вилке. Кроме того, не отрезайте и не вынимайте заземляющий контакт из вилки. Все преимущества безопасности заземляющего проводника теряются без соединения.
Тестер розеток позволяет легко проверить целостность заземляющего проводника.Тестеры розеток для цепей на 120 вольт можно приобрести в магазинах электроснабжения или хозяйственных магазинах; эти недорогие тестовые устройства подключаются к электрической розетке. Световые индикаторы показывают наличие цепи заземления на розетке, а также другие проверки цепи. Если тестовое устройство показывает отсутствие заземления или других проблем с цепью, обратитесь за помощью к квалифицированному электрику. Это простой тест, и его следует проводить периодически. Проконсультируйтесь с квалифицированным электриком для проверки цепей напряжением более 120 вольт.
Проконсультируйтесь с квалифицированным электриком для проверки цепей напряжением более 120 вольт.
Заземление заготовки
Сварочная цепь состоит из всех проводящих материалов, через которые должен проходить сварочный ток. Сварочный ток проходит через клеммы сварочного аппарата, сварочные кабели, соединение с заготовкой, пистолет, горелку, электрододержатель и заготовку. Сварочная цепь не соединена с землей внутри сварочного аппарата, но изолирована от земли. Как заземлить сварочную цепь?
Согласно ANSI Z49.1, «Безопасность при сварке, резке и смежных процессах», заготовка или металлический стол, на который она опирается, должны быть заземлены. Мы должны подключить заготовку или рабочий стол к подходящему заземлению, например к металлическому каркасу здания. Заземление должно быть независимым или отдельным от соединения сварочного контура.
Заземление заготовки имеет те же преимущества, что и заземление корпуса сварочного аппарата. Когда заготовка заземлена, она находится под тем же потенциалом, что и другие заземленные объекты в этом районе. В случае нарушения изоляции в аппарате для дуговой сварки или другом оборудовании напряжение между заготовкой и землей будет ограничено. Обратите внимание, что можно использовать незаземленную деталь, но для этого требуется разрешение квалифицированного специалиста.
Когда заготовка заземлена, она находится под тем же потенциалом, что и другие заземленные объекты в этом районе. В случае нарушения изоляции в аппарате для дуговой сварки или другом оборудовании напряжение между заготовкой и землей будет ограничено. Обратите внимание, что можно использовать незаземленную деталь, но для этого требуется разрешение квалифицированного специалиста.
Соединение детали не является зажимом заземления
Термины «заземляющий зажим» и «провод заземления» широко используются многими сварщиками.Заготовка соединяется со сварочным кабелем, как правило, с помощью подпружиненного зажима или винтового зажима. К сожалению, многие сварщики часто ошибочно называют соединение детали «заземляющим зажимом», а вывод детали неправильно называют «заземляющим проводом». Сварочный кабель не заземляет заготовку. Соединение с землей отделено от соединения с заготовкой.
Высокочастотное заземление
В некоторых сварочных аппаратах используются пусковые и стабилизирующие цепи, содержащие высокочастотное напряжение. Это характерно для сварочных аппаратов для сварки вольфрамовым электродом в среде инертного газа (TIG). Высокочастотное напряжение может иметь частотные составляющие, простирающиеся в мегагерцевую область. Напротив, сварочное напряжение может составлять всего 60 Гц.
Это характерно для сварочных аппаратов для сварки вольфрамовым электродом в среде инертного газа (TIG). Высокочастотное напряжение может иметь частотные составляющие, простирающиеся в мегагерцевую область. Напротив, сварочное напряжение может составлять всего 60 Гц.
Высокочастотные сигналы имеют тенденцию излучаться в сторону от зоны сварки. Эти сигналы могут создавать помехи для близлежащих радио- и телевизионных приемников или другого электрического оборудования. Одним из способов минимизации излучения высокочастотных сигналов является заземление сварочной цепи.В руководстве по эксплуатации сварочного аппарата содержатся конкретные инструкции о том, как заземлить сварочную цепь и компоненты в окружающей зоне, чтобы свести к минимуму эффект излучения.
Заземление портативного и автомобильного сварочного генератора
Портативные и автомобильные генераторы для дуговой сварки часто имеют возможность подачи вспомогательного питания на 120 и 240 вольт.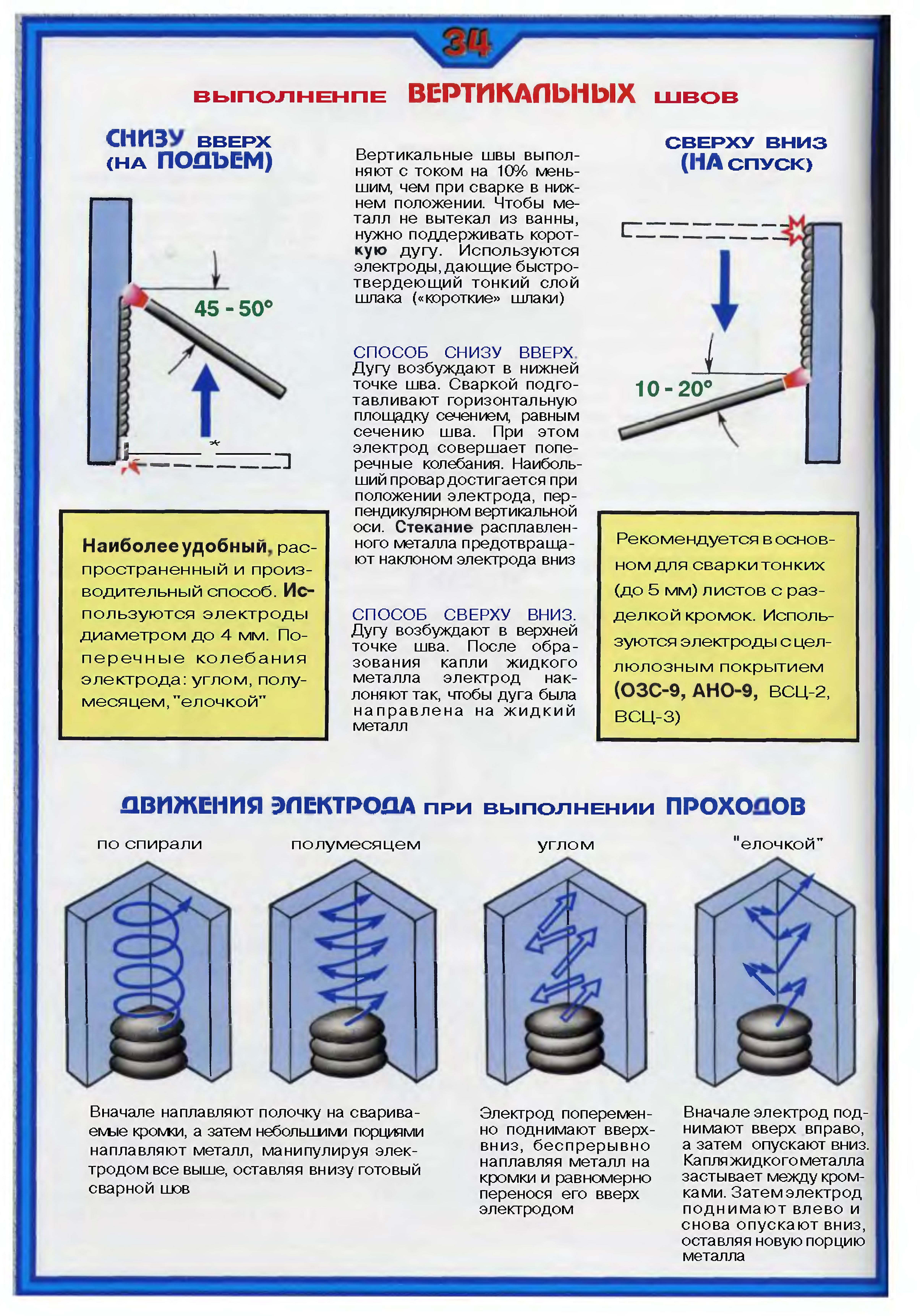 Эти генераторы используются в удаленных местах от системы распределения электроэнергии. Удобное заземление обычно недоступно для подключения.Следует ли заземлять корпус генератора?
Эти генераторы используются в удаленных местах от системы распределения электроэнергии. Удобное заземление обычно недоступно для подключения.Следует ли заземлять корпус генератора?
Правила заземления зависят от конкретного использования и конструкции вспомогательного электрогенератора. Большинство приложений попадают в одну из двух категорий, представленных ниже:
1. Если все эти требования соблюдены, то корпус генератора заземлять не требуется:
- Генератор устанавливается на грузовик или прицеп
- Вспомогательное питание берется из розеток на генераторе с помощью шнура и вилки
- Розетки имеют заземляющий контакт
- Рама генератора приклеена или электрически соединена с рамой грузовика или прицепа
2.При выполнении любого из этих условий корпус генератора необходимо заземлить:
- Генератор подключается к системе электропроводки помещения. Например, для подачи электроэнергии в дом во время отключения электричества.
- Вспомогательное питание жестко подключено к генератору без использования шнуров и вилок.
 Например, для подачи электроэнергии в дом во время отключения электричества.
Например, для подачи электроэнергии в дом во время отключения электричества.
Вышеприведенная сводка не содержит подробностей, и читателю настоятельно рекомендуется ознакомиться с местными электротехническими нормами и ANSI/NFPA 70, «Национальными электротехническими нормами» для получения подробной информации.
Заземление удлинителя
Удлинители следует периодически проверять на целостность заземления. Удлинители ведут тяжелую жизнь, лежа на земле; они находятся под ногами и подвержены повреждениям. Использование тестера цепи розетки подтвердит, что все соединения в шнуре, вилке и розетке не повреждены.
Опасность поражения электрическим током в сварочном контуре
Использование надлежащего заземления в сварочной среде является хорошей практикой, но не устраняет все возможности поражения электрическим током. Сварочный контур питается сварочным напряжением. Человек получит удар током, если станет электрическим током через сварочную цепь. Необходимо принять меры предосторожности, чтобы изолировать сварочный аппарат от сварочной цепи. Используйте сухие изолирующие перчатки и другие изолирующие средства. Также поддерживайте изоляцию на сварочных кабелях, держателях электродов, пистолетах и горелках для обеспечения защиты.
Сварочный контур питается сварочным напряжением. Человек получит удар током, если станет электрическим током через сварочную цепь. Необходимо принять меры предосторожности, чтобы изолировать сварочный аппарат от сварочной цепи. Используйте сухие изолирующие перчатки и другие изолирующие средства. Также поддерживайте изоляцию на сварочных кабелях, держателях электродов, пистолетах и горелках для обеспечения защиты.
Аналогичным образом можно предотвратить поражение электрическим током от системы электроснабжения. Надлежащее техническое обслуживание электрооборудования и удлинителей изолирует сварщика от источников электрического тока.
Источники информации
- Американское общество сварщиков, ANSI Z49.1:2005 «Безопасность при сварке, резке и родственных процессах».
- Национальная ассоциация противопожарной защиты, NFPA 70, «Национальный электротехнический кодекс», 2005 г.
- Американское общество сварщиков, Информационный бюллетень по безопасности и охране здоровья № 29, «Заземление переносных и устанавливаемых на транспортных средствах сварочных генераторов», июль 2004 г.
- Американское общество сварщиков, AWS A3.0-2001, «Стандартные термины и определения в области сварки.»

Безопасность дуговой сварки и резка
Меры предосторожности при работе с оборудованием для дуговой сварки включают планирование защиты от следующего:
- Поражение электрическим током : При поражении электрическим током необходимо соблюдать меры предосторожности. Поражение электрическим током может привести к взрыву, пожару и даже смерти. При работе с электропроводящими материалами стойте на изоляционном коврике.
- Средства индивидуальной защиты : Безопасность включает в себя защиту кожи от ожогов и электрического воздействия, техническое обслуживание оборудования и подготовку к несчастным случаям и травмам.
- Взрывы и пожары : из-за воздействия искр и расплавленных металлов.
- Вентиляция и выхлопы : относится к соединениям в таких материалах, как нержавеющая сталь, которые опасны при уровнях выше рекомендуемых OSHA.
- Шум
- Риск ожога : от горячих предметов и металлических брызг

Каждый сварочный инструмент и все материалы имеют маркировку с инструкциями по технике безопасности при дуговой сварке. Они доступны на так называемом листе MSDS (проверьте веб-сайт производителя).Каждый MSDS будет содержать информацию о:
- Опасности
- Безопасное использование
- Инструкции по обращению
- Как связаться с производителем
- Состав и идентичность
Все оборудование должно соответствовать стандартам NEMA (Национальная ассоциация производителей электроники) или Underwriters Laboratories (UL).
Средства индивидуальной защиты
Это основные части защитного снаряжения для дуговой сварки:
- Сварочная куртка : Огнестойкая сварочная куртка защищает от ожогов и других травм, связанных с вспышкой электрической дуги и пожаром.
- Перчатки : выбранные перчатки должны быть прочными и сухими для защиты от поражения электрическим током.
- Обувь : Побеги должны обеспечивать покрытие щиколотки от 6 до 8 дюймов. Для приложений, где будут обрабатываться тяжелые материалы, приобретите ботинки с защитой носка. Накладки на шнурки также защищают от искр и травм.
- Каска : Как показано ниже, сварочная маска защищает глаза от травм, связанных с инфракрасными и ультрафиолетовыми лучами, испускаемыми в процессе дуговой сварки.Фильтрующая пластина должна иметь минимальную степень затемнения № 10 для сварки до 200 ампер. Тюбетейка может защитить волосы под шлемом. Предостережение : Не используйте шлем с треснувшей фильтрующей пластиной или линзой.
- Очки : защитные очки следует носить вместе со шлемом. Прозрачные очки используются вместе с очками по рецепту.

 Хороший выбор, если вы ищете качество, стиль и посадку.На изображении: Сварочная каска Motorhead серии Lincoln Electric «Viking»
Хороший выбор, если вы ищете качество, стиль и посадку.На изображении: Сварочная каска Motorhead серии Lincoln Electric «Viking»Защитные очки или защитные очки с боковыми щитками защитят глаза во время сварочных работ. Очки должны соответствовать стандартам защиты CSA (Z94.3) и ANSI (287.1) как в помещении, так и на улице.
При сварке также следует надевать каску для защиты от радиации.
Таблица номеров оттенков при сварке
*Обычно начинайте с оттенка, который слишком темный, чтобы можно было увидеть зону сварки.
Затем перейдите к более светлому оттенку, который дает достаточный обзор зоны сварки, не опускаясь ниже минимума.
Таблица толщины свариваемых пластин
| Толщина пластины | Рекомендуемый оттенок № | ||
|---|---|---|---|
| дюйма | мм. | ||
| Газокислородная сварка (OFW) | |||
| Легкий | Менее 1/8 | До 3 лет | 4 или 5 |
| Средний | от 1/8 до 1/2 | от 3 до 13 | 5 или 6 |
| Тяжелый | Больше 1/2 | Старше 13 лет | 6 или 8 |
| Кислородная резка (КК) | |||
| Легкий | До 1 года | До 25 лет | 3 или 4 |
| Средний | от 1 до 6 | от 25 до 150 | 4 или 5 |
| Тяжелый | Более 6 лет | Более 150 лет | 5 или 6 |
Электрические цепи
Опасность поражения электрическим током связана со всем электрическим оборудованием, включая удлинители, электрические ручные инструменты и все типы машин с электрическим приводом.
Обычное бытовое напряжение (115 В) выше, чем выходное напряжение обычного аппарата для дуговой сварки.
Хотя переменное и постоянное напряжение холостого хода низкое по сравнению с напряжением, используемым для цепей освещения и электромеханических мастерских, эти напряжения могут вызвать сильный удар током, особенно в жаркую погоду, когда сварщик потеет.
Следовательно, необходимо всегда соблюдать перечисленные ниже меры предосторожности при дуговой сварке.
- Проверьте сварочное оборудование, чтобы убедиться, что соединения электродов и изоляция на держателях и кабелях находятся в хорошем состоянии.
- Держите руки и тело изолированными как от работы, так и от металлического электрододержателя. Не стойте на мокром полу и не касайтесь заземленных поверхностей.
- Выполняйте все сварочные операции в пределах номинальной мощности сварочных кабелей.
Чрезмерный нагрев ухудшит изоляцию и повредит кабельные вводы.
Периодически проверяйте кабели на предмет ослабления соединений, дефектов из-за износа или других повреждений.
Неисправные или ослабленные кабели представляют опасность возгорания.Неисправные электрододержатели следует заменить, а соединения с держателем затянуть.
Сварочные генераторы должны быть расположены или экранированы таким образом, чтобы пыль, вода или другие посторонние вещества не попали в электрические обмотки или подшипники.
Разъединители следует использовать со всеми источниками питания, чтобы их можно было отключить от основных линий для обслуживания.
Безопасность сварочного аппарата
Когда электрические генераторы, работающие от двигателей внутреннего сгорания, используются внутри зданий или в замкнутых пространствах, выхлопные газы двигателей должны отводиться во внешнюю атмосферу.
Проверьте сварочное оборудование, чтобы убедиться, что соединения электродов и изоляция держателей и кабелей находятся в хорошем состоянии.
Все проверки должны выполняться на выключенной или отключенной от сети машине. Все серьезные неисправности должны расследоваться квалифицированным электриком.
Мотор-генераторные сварочные аппараты отличаются полным разделением основного питания и сварочной цепи, поскольку генератор механически связан с электрическим ротором.
Аппарат для дуговой сварки роторно-генераторного типа должен иметь заземление на аппарате.
Металлические каркасы и корпуса мотор-генераторов должны быть заземлены, т.к. высокое напряжение от сети не попадает на корпус.
Блуждающий ток может привести к сильному поражению оператора, если он коснется машины и надежного заземления.
В сварочных аппаратах трансформаторного и выпрямительного типа металлический корпус и корпуса должны быть заземлены.
Заземление и напряжение
Рабочий терминал сварочного аппарата не должен быть заземлен.
Фазы трехфазной линии электропередачи должны быть точно определены при параллельном подключении трансформаторных сварочных аппаратов, чтобы гарантировать, что аппараты находятся на одной фазе и в фазе друг с другом.
Для проверки соедините рабочие провода вместе и измерьте напряжение между электрододержателями двух аппаратов.
Это напряжение должно быть практически нулевым. Если оно в два раза превышает нормальное напряжение холостого хода, это означает, что первичное или вторичное соединения поменялись местами.
Если напряжение примерно в 1-1/2 раза превышает нормальное напряжение холостого хода, это означает, что машины подключены к разным фазам трехфазной линии электропередачи. Исправления должны быть сделаны до начала сварки.
Когда речь идет о крупных сварных конструкциях, таких как корабли, здания или конструкционные детали, нормально иметь подключенный к нему рабочий терминал многих сварочных аппаратов.
Важным аспектом безопасности дуговой сварки является то, что аппараты должны быть подключены к правильной фазе и иметь одинаковую полярность.
Проверьте, измерив напряжение между электрододержателями разных машин, как указано выше.
Ситуация может возникнуть и в отношении источников питания постоянного тока, когда они присоединены к общему сварному объекту.
Если одна машина подключена для прямой полярности, а другая для обратной полярности, напряжение между электрододержателями будет вдвое больше нормального напряжения разомкнутой цепи.
Следует принять меры безопасности при дуговой сварке, чтобы убедиться, что все машины имеют одинаковую полярность при подключении к общему сварному объекту.
Отключайте сварочные аппараты от источника питания, если они оставлены без присмотра.
Держатели сварочных электродов должны быть подключены к машинам с гибкими кабелями для сварки.
Используйте только изолированные электрододержатели и кабели. В пределах 10 футов (3 м) от электрододержателя не должно быть сращиваний кабеля электрода.
Соединения, если они используются в работе или электродах, должны быть изолированы. Наденьте сухое защитное покрытие на руки и тело.
Частично использованные электроды следует вынимать из держателей, когда они не используются.
Предусмотрено место для подвешивания или размещения держателя, где он не будет соприкасаться с людьми или токопроводящими предметами.
Рабочий зажим должен быть надежно прикреплен к изделию до начала сварочных работ.
Располагайте сварочные аппараты в местах с достаточной вентиляцией и свободными вентиляционными отверстиями.
Операция переключателя полярности
Не используйте переключатель полярности, когда аппарат работает под нагрузкой сварочного тока.
Последующее искрение на переключателе повредит контактные поверхности, а вспышка может обжечь человека, управляющего переключателем.
Работа поворотного переключателя
Не используйте поворотный переключатель для настройки тока, когда аппарат работает под нагрузкой сварочного тока.
Это может привести к сильному обгоранию контактных поверхностей выключателя. Используйте поворотный переключатель, когда машина работает на холостом ходу.
Безопасность дуговой сварки включает вентиляцию для удаления любых вредных паровУправление дымом и сварочной вентиляцией
Для каждой сварочной операции требуется уникальное решение для контроля дыма и шлейфа. В качестве руководства по безопасности дуговой сварки, если свариваются неопасные металлы, достаточно систем вентиляции, которые перемещают минимум 2000 кубических футов воздуха в минуту на одного сварщика. При сварке опасных материалов или покрытий следует использовать воздушный респиратор с фильтром, предназначенным для этой цели.
В качестве руководства по безопасности дуговой сварки, если свариваются неопасные металлы, достаточно систем вентиляции, которые перемещают минимум 2000 кубических футов воздуха в минуту на одного сварщика. При сварке опасных материалов или покрытий следует использовать воздушный респиратор с фильтром, предназначенным для этой цели.
Следующие факторы должны быть оценены для безопасности дуговой сварки:
- Воздушный поток
- Свариваемый материал, если он гальванический или окрашенный
- Допустимые уровни
- Используемые материалы (сталь и т.д.))
- Количество сварщиков
- станции и конфигурация рабочих мест
- объем выполняемой работы (объем)
Во время сварки держите голову подальше от дымового шлейфа, используя один из трех типов вентиляции (естественная, механическая, стационарные или передвижные колпаки, местная вытяжка).
- Естественный: воздух перемещается по рабочему месту под действием ветра или других естественных сил.
- Механическая вентиляция: воздух перемещается через устройство, такое как вентилятор.
- Местная вытяжка: механическое устройство, которое улавливает сварочный дым вблизи или на дуге. Устройство удаляет пары или загрязняющие вещества. Здесь описаны конкретные типы защитной вентиляции для дуговой сварки.
- Естественный: воздух перемещается по рабочему месту под действием ветра или других естественных сил.

- Портативные варианты: устройства вакуумного типа, часто используемые в небольших мастерских или при наличии ограниченного количества сварочных постов.
- Мобильный: Эти системы предназначены для многоместных или обычных сварочных цехов.
- Стационарные: Эти настенные системы вытяжки дыма и для стационарных мест.
- Система нисходящей тяги: вытягивает дым в месте проведения сварки.
- Центральные системы: Эти системы используют фильтр и центральную террасу для удаления воздуха из всего завода.
- Вентиляционные колпаки: Эти колпаки нависают над местом сварки, втягивая дым в установку.
- Роботизированные вытяжные головки: объединяют вытяжные газы из роботизированных ячеек.

Если вентиляция не контролирует дым на уровне, требуемом OSHA, необходим респиратор.
Дымы и материалы
Сварка обычно включает использование кремния, марганца, железа и мягкой стали.При работе с нержавеющей сталью и наплавкой изделия содержат никель или хром. Пары цинка образуются при сварке оцинкованной стали.
Различные сварочные материалы имеют разные стандарты безопасности дуговой сварки, установленные OSHA. Перед использованием проверьте этикетку всех материалов.
См. сводку стандартов для различных типов соединений фтора, обычно называемых опасными загрязнителями воздуха при производстве металлов (MFHAP).
- Никель и хром: воздействие, связанное с астмой и подозрением на рак легких.
- Марганец: может влиять на центральную нервную систему, приводя к необратимым повреждениям (проблемы речи, проблемы с координацией, тремор)
- Свинец
- Хром
- Кадмий
- Цинк: пары вызывают лихорадку и гриппоподобные симптомы.
- Бериллий
- Меркурий
- Медь и оксид меди

Все предприятия, занимающиеся производством металлических изделий, должны соответствовать стандартам соответствия.
К опасным материалам относятся:
- флюс для сварочных прутков
- покрытия
Осторожно : симптомы лихорадки металлического дыма могут проявиться в течение 12 часов после воздействия.Симптомы, на которые следует обратить внимание, включают озноб, лихорадку, жажду, боль, утомляемость, тошноту, металлический привкус во рту
Газы
Большинство газов (двуокись углерода, гелий, аргон) нетоксичны, но могут вызвать проблемы безопасности при сварке, если они вытесняют воздух, которым вы дышите.
Все рабочие, находящиеся вблизи места дуговой сварки, должны носить защитные очкиПротивопожарная защита
Огонь всегда следует учитывать при работе при высоких температурах (сварка выполняется при температурах, которые могут превышать 10 000 по Фаренгейту).
- Полы: бетонные или из огнестойких материалов. Совет по безопасности дуговой сварки должен заполнить любые трещины, чтобы предотвратить сбор искр.
- Огнетушители: Песок и сухой химический огнетушитель ABC на месте.
Пять потенциальных опасностей при сварке, которых следует избегать | 2017-04-24
1 Поражение электрическим током
Поражение электрическим током является одним из наиболее серьезных и непосредственных рисков, с которыми сталкивается сварщик. Поражение электрическим током может привести к серьезной травме или смерти либо в результате самого удара, либо в результате падения, вызванного реакцией на удар.
Поражение электрическим током происходит, когда сварщики прикасаются к двум металлическим предметам, между которыми находится напряжение, в результате чего они включаются в электрическую цепь. Например, если рабочий держит оголенный провод в одной руке, а второй оголенный провод в другой, электрический ток пройдет через этот провод и через сварщика, что приведет к поражению электрическим током.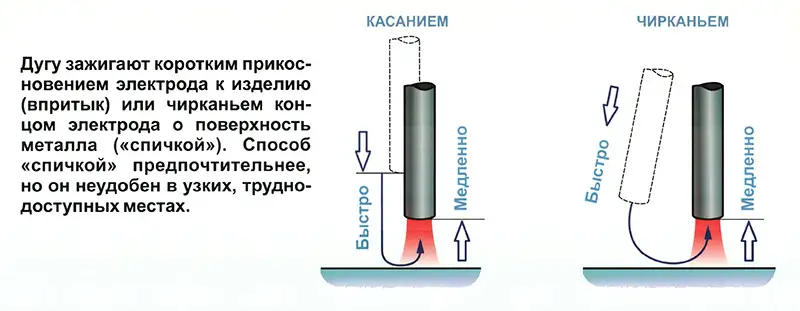 Чем выше напряжение, тем выше сила тока и, следовательно, выше риск поражения электрическим током, который может привести к травме или смерти.
Чем выше напряжение, тем выше сила тока и, следовательно, выше риск поражения электрическим током, который может привести к травме или смерти.
Наиболее распространенным типом поражения электрическим током является поражение вторичным напряжением от цепи дуговой сварки, которое колеблется от 20 до 100 вольт.Имейте в виду, что даже удара током в 50 вольт или меньше может быть достаточно, чтобы травмировать или убить оператора, в зависимости от условий. Из-за постоянной смены полярности напряжение переменного тока (AC) с большей вероятностью остановит сердце, чем сварщики постоянного тока (DC). Также более вероятно, что человек, держащий провод, не сможет его отпустить.
Во избежание удара вторичным напряжением сварщики должны носить сухие перчатки в хорошем состоянии, никогда не касаться электрода или металлических частей электрододержателя кожей или мокрой одеждой и обязательно изолировать себя от работы и земли, сохраняя сухую изоляцию между их корпус и свариваемый или шлифуемый металл (например, металлический пол или влажная поверхность).
Сварщики также должны осматривать электрододержатель на наличие повреждений перед началом сварки и содержать сварочный кабель и изоляцию электрододержателя в хорошем состоянии, поскольку пластиковая или волокнистая изоляция на электрододержателе предотвращает контакт с электрически «горячими» металлическими частями внутри . Обязательно отремонтируйте или замените поврежденную изоляцию перед использованием. И помните, стержневые электроды всегда электрически горячие, даже когда сварка не выполняется и напряжение самое высокое.
2 Дымы и газы
Чрезмерное воздействие вредных комплексных соединений оксидов металлов от расходных материалов, основного металла и покрытий из неблагородных металлов представляет собой реальный риск, поэтому важно держать голову подальше от дыма и использовать достаточную вентиляцию и/или выхлоп, чтобы контролировать воздействие веществ, содержащихся в дыме, в зависимости от типа используемого стержня и основного металла.
Конкретные потенциальные воздействия на здоровье, связанные с используемыми сварочными расходными материалами, можно найти в разделе «Данные об опасности для здоровья» паспорта безопасности, который можно получить у вашего работодателя или у производителя расходных материалов.
В зонах сварки требуется адекватная вентиляция и локальная вытяжка, чтобы дым и газы не попадали в зону дыхания и в общую зону. В большинстве случаев работодатели предоставят вентиляционную систему, такую как вентилятор, вытяжную систему или стационарные или съемные вытяжные колпаки, для удаления паров и газов из рабочей зоны.
Все операторы сварки должны знать, что существуют пороговые значения ACGIH (TLV) и допустимые пределы воздействия OSHA (PEL) для веществ, содержащихся в сварочном дыму.Эти пределы определяют количество вещества в воздухе для дыхания, которому операторы сварки могут подвергаться каждый день, когда они работают в течение своей карьеры. Сварщики должны носить утвержденный респиратор, если оценки воздействия не ниже применимых пределов воздействия.
Специалист по промышленной гигиене берет пробу воздуха в зоне дыхания рабочего, чтобы определить, находится ли воздействие на работника ниже пределов воздействия.
Если воздух в вашей зоне дыхания не чистый или дышать неудобно, проверьте, работает ли вентиляционное оборудование, и сообщите о проблемах руководителю, чтобы можно было проверить воздействие веществ, содержащихся в сварочном дыму. Это особенно важно при сварке нержавеющей стали или изделий с твердой наплавкой. Чтобы предотвратить воздействие таких покрытий, как краска, цинкование или металлическое покрытие на основных металлах, очистите основной металл перед началом сварки. Обратитесь к врачу, если симптомы чрезмерного воздействия сохраняются.
Это особенно важно при сварке нержавеющей стали или изделий с твердой наплавкой. Чтобы предотвратить воздействие таких покрытий, как краска, цинкование или металлическое покрытие на основных металлах, очистите основной металл перед началом сварки. Обратитесь к врачу, если симптомы чрезмерного воздействия сохраняются.
3 Пожары и взрывы
Сварочная дуга создает экстремальные температуры и может представлять значительную опасность пожара и взрыва, если не соблюдаются меры безопасности. Хотя температура сварочной дуги может достигать 10 000 градусов по Фаренгейту, реальная опасность исходит не от самой дуги, а скорее от сильного нагрева вблизи дуги, а также тепла, искр и брызг, создаваемых дугой.Эти брызги могут достигать 35 футов от места сварки.
Во избежание возгорания перед началом сварки осмотрите рабочую зону на наличие легковоспламеняющихся материалов и удалите их с места. Легковоспламеняющиеся материалы делятся на три категории: жидкости, такие как бензин, масло и краска; твердые, такие как дерево, картон и бумага; газа, включая ацетилен, пропан и водород.
4 Травмы из-за недостаточного количества СИЗ
Средства индивидуальной защиты (СИЗ) помогают защитить сварщиков от травм, таких как ожоги – наиболее распространенная травма при сварке – и воздействие дугового излучения.Правильные средства индивидуальной защиты обеспечивают свободу передвижения, но при этом обеспечивают достаточную защиту от опасностей, связанных со сваркой.
Одежда из кожи и огнеупорного обработанного хлопка рекомендуется для сварочных работ. Это связано с тем, что синтетический материал, такой как полиэстер или вискоза, плавится при воздействии сильного тепла. Кожи для сварки особенно рекомендуются при сварке вне положения, например, в случаях, когда требуется вертикальная или потолочная сварка.
Не закатывайте рукава или манжеты брюк, так как искры или горячий металл оседают в складках и могут прожечь материал.Надевайте брюки поверх рабочих ботинок — не заправляйте их. Даже при ношении шлема всегда надевайте защитные очки с боковыми щитками или защитные очки, чтобы искры или другой мусор не попали в глаза. Кожаные сапоги с обхватом щиколотки от 6 до 8 дюймов — лучшая защита для ног; плюсневые щитки над шнурками обуви могут защитить ноги от падающих предметов и искр. Неприятно будет, если горячие брызги попадут под вашу одежду или обувь.
Кожаные сапоги с обхватом щиколотки от 6 до 8 дюймов — лучшая защита для ног; плюсневые щитки над шнурками обуви могут защитить ноги от падающих предметов и искр. Неприятно будет, если горячие брызги попадут под вашу одежду или обувь.
Во избежание ожогов, порезов и царапин всегда следует надевать тяжелые огнестойкие перчатки.Пока они сухие, они также должны обеспечивать некоторую защиту от поражения электрическим током. Кожа — хороший выбор для перчаток.
Шлемы с боковыми щитками необходимы для защиты глаз и кожи от воздействия дуговых лучей. Убедитесь, что вы выбрали правильную затемняющую линзу для вашего процесса — используйте инструкции к шлему, чтобы выбрать правильный уровень затемнения. Начните с более темной фильтрующей линзы и постепенно меняйте ее на более светлый оттенок, пока у вас не будет хорошей видимости в ванне и сварном шве, но это удобно и не раздражает глаза.Шлемы также защищают от искр, тепла и поражения электрическим током. Вспышка у сварщика из-за неправильной защиты глаз может вызвать сильный дискомфорт, отек или временную слепоту, поэтому не рискуйте – во время сварки всегда надевайте каску.
Для защиты ушей от шума надевайте защитные наушники при работе в зоне с высоким уровнем шума. Это защитит ваш слух от повреждений, а также предотвратит попадание металла и другого мусора в слуховой проход. Выберите беруши или наушники, чтобы защитить уши.
5 Прочие меры безопасности
Сварщикам, работающим в замкнутом пространстве или на возвышенности, могут потребоваться дополнительные меры предосторожности. В любой сварочной ситуации операторы сварки должны уделять пристальное внимание информации о безопасности используемых продуктов и паспортам безопасности материалов, предоставленным производителем, и работать со своим работодателем и коллегами, чтобы следовать соответствующим безопасным методам на своем рабочем месте.
Здравый смысл также важен. Открывая банки с электродами, держите руки подальше от острых краев.Удалите беспорядок и мусор из зоны сварки, чтобы предотвратить спотыкание или падение. Никогда не используйте сломанное или поврежденное оборудование или СИЗ. Чтобы не отставать от новейших методов обеспечения безопасности, операторы сварки должны использовать ресурсы Американского общества сварщиков (AWS), OSHA и производителей сварки, такие как онлайн-интерактивное руководство по безопасности Lincoln Electric. Следуя этим безопасным методам и руководствуясь здравым смыслом, операторы могут оставаться в безопасности и поддерживать производство без несчастных случаев с потерей трудоспособности.
Чтобы не отставать от новейших методов обеспечения безопасности, операторы сварки должны использовать ресурсы Американского общества сварщиков (AWS), OSHA и производителей сварки, такие как онлайн-интерактивное руководство по безопасности Lincoln Electric. Следуя этим безопасным методам и руководствуясь здравым смыслом, операторы могут оставаться в безопасности и поддерживать производство без несчастных случаев с потерей трудоспособности.
Источник: Lincoln Electric
Advancing Stick Welding Safety — Охрана труда и безопасность
Предохранительная дуга для сварки
Почему проводники сварочных аппаратов могут постоянно лежать под напряжением? Единственный ответ, который кажется верным, заключается в том, что так было всегда.
- Джон Уиллис
- 01 августа 2010 г.
Когда дело доходит до сварки электродом, обычные аппараты обеспечивают непрерывную подачу питания на сварочные проводники в течение всего времени, независимо от того, сварка или нет. Это напряжение разомкнутой цепи может составлять от 12 до 90 В и более (в зависимости от применяемой технологии и производителей) и может варьироваться в зависимости от того, где вы находитесь в мире, и от местных стандартов.
Это напряжение разомкнутой цепи может составлять от 12 до 90 В и более (в зависимости от применяемой технологии и производителей) и может варьироваться в зависимости от того, где вы находитесь в мире, и от местных стандартов.
Двенадцать вольт обычно не представляют опасности; однако даже при 12 В сопротивление около 800 Ом приведет вас к опасной зоне 15 мА, связанной с электрическими токами и человеческим телом.Очевидно, что чем выше напряжение, тем больше риск. Пять миллиампер — это настройка ваших розеток GFCI в вашем доме, поэтому существуют переменные в отношении того, что считается «безопасным».
Сопротивление нашего тела в относительно «сухом» состоянии может составлять от нескольких тысяч ом (или десятков тысяч) до мегаом. Однако у грязного, потного человека сопротивление может быть менее 800 Ом (иногда и намного меньше, при правильных условиях).
Так почему же проводники сварочных аппаратов могут постоянно лежать под напряжением? Единственный ответ, который кажется верным, заключается в том, что так было всегда; сварщики знают о рисках и берут на себя эти риски как часть работы. Такое условие службы (как сварщика, так и оборудования) является отраслевой нормой.
Такое условие службы (как сварщика, так и оборудования) является отраслевой нормой.
Пришло время бросить вызов норме, эффективно отключая сварочный аппарат во время операций, не связанных со сваркой. Это развитие событий вызывает вопрос: в области сварки электродами есть ли стимул отключать мощность сварочного аппарата, когда сварка не выполняется?
Отключая сварочный аппарат во время операций, не связанных со сваркой, сварщик получает полный контроль над инициированием дуги; виртуальное устранение случайной вспышки дуги; безвредное жало 1 при смене электродов; и автоматическое отключение по окончании сварочных работ.
Получение контроля над сварочным аппаратом
Если мы рассмотрим эти преимущества по отдельности, те, кто занимается безопасностью сварки, могут прийти к разным выводам о необходимости такого предохранительного устройства.
Полный контроль над зажиганием дуги, так ли это необходимо? Сварщик знает, что когда он прикоснется электродом к заготовке, он получит дугу.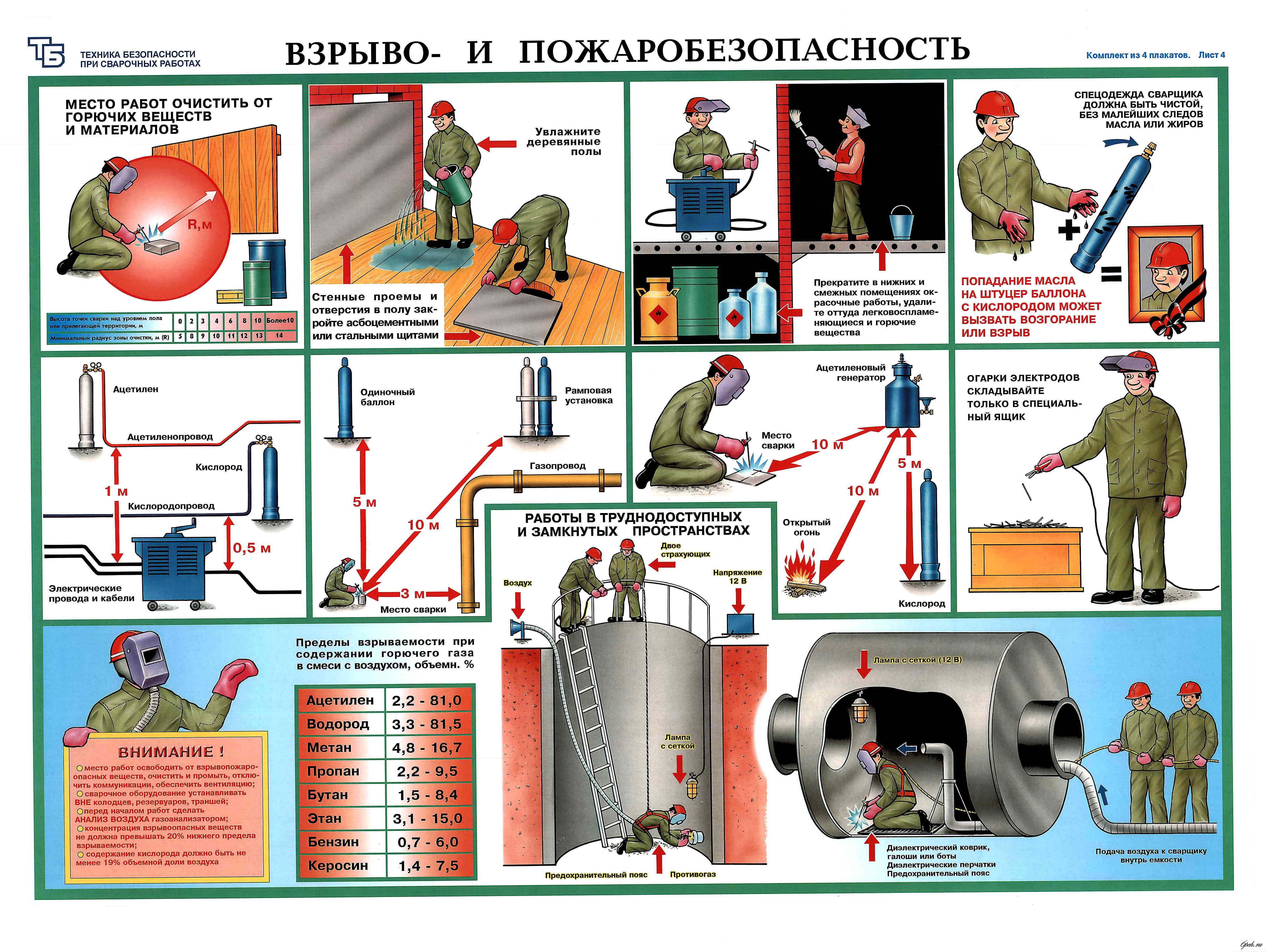 Значит, в какой-то степени он уже контролирует сварочный аппарат, верно? Этот контроль является преимуществом в тех случаях, когда сварщик не был готов к дуге и все равно получил ее, возможно, из-за непреднамеренного прикосновения к электроду или другой ошибки.Как часто это происходит?
Значит, в какой-то степени он уже контролирует сварочный аппарат, верно? Этот контроль является преимуществом в тех случаях, когда сварщик не был готов к дуге и все равно получил ее, возможно, из-за непреднамеренного прикосновения к электроду или другой ошибки.Как часто это происходит?
Виртуальное устранение случайной вспышки дуги вроде первого преимущества, не так ли? Предоставляя сварщику полный контроль над инициированием дуги, риск случайной вспышки дуги практически исключается. Вооруженные статистикой травматизма и тенденцией судебных разбирательств, ответственные за безопасность и законность могут быть лучше подготовлены, чтобы решить, повлияет ли это преимущество на безопасность и юридическую опасность на их объектах.
Отсутствие питания на жале при смене электродов.Были ли когда-нибудь сварщики «забиты» во время смены электродов? Они должны быть в перчатках, но хватались ли они когда-нибудь за провода без перчаток? Это преимущество зависит от того, как часто ваша бригада сварщиков когда-либо грубо знакомилась со сварочным потенциалом после повседневного «промаха ума».
Автоматическое отключение по окончании дугогасительных операций. После завершения сварки проводники автоматически обесточиваются. Если во время сварки что-то случится, и сварщик поскользнется или упадет, важно ли, чтобы разрыв дуги обезвредил жало? Опять же, менеджер по технике безопасности лучше всех понимает характер и частоту травм и непредвиденных последствий.
Еще одно преимущество выключения сварочного аппарата проявляется при перемещении с одного рабочего места на другое, даже если оно находится всего в нескольких футах. Отключенные сварочные проводники с гораздо меньшей вероятностью воспламенят легковоспламеняющийся мусор или другие материалы на рабочей площадке.
Если мы предположим, что контроль над производительностью сварочного аппарата важен, мы можем сделать это без ущерба для производительности.
Короче говоря, должны ли сварщики в полевых условиях контролировать мощность, выходящую из сварочного аппарата? Мы контролируем почти все, что подключено к нашим стенам: стереосистему, тостер, телевизор, циркулярную пилу, дрель, даже у машин MIG есть триггер для управления выходом. Сварочный аппарат для стержневой сварки отличается и всегда был таким, возможно, из-за отсутствия надежного предохранительного устройства. Жало, постоянно находящееся там с включенным питанием — эквивалентно удлинителю с оголенными медными проводами — может быть адекватным в контролируемых условиях, таких как магазин. Однако на нефтяной вышке или в замкнутом пространстве, окруженном заземляющим материалом, разумно ли предоставлять сварщику контроль над сварочным аппаратом?
Сварочный аппарат для стержневой сварки отличается и всегда был таким, возможно, из-за отсутствия надежного предохранительного устройства. Жало, постоянно находящееся там с включенным питанием — эквивалентно удлинителю с оголенными медными проводами — может быть адекватным в контролируемых условиях, таких как магазин. Однако на нефтяной вышке или в замкнутом пространстве, окруженном заземляющим материалом, разумно ли предоставлять сварщику контроль над сварочным аппаратом?
Возможно, это устройство сделает сварочный аппарат союзником в борьбе за безопасность.Тот факт, что ситуация «всегда была такой», не делает ее правильной и не означает, что это лучшее, что мы можем сделать сейчас. Стингеры прикасаются к вещам, к которым мы бы предпочли, чтобы они не прикасались. В большинстве случаев, когда это происходит, последствия незначительны, и никто не пострадает. Но тяжелые последствия случаются: хорошо задокументированы повреждения глаз, рук и других частей тела, гибнут люди. Повреждения другого оборудования случаются.
Обычно, когда у нас есть возможность сделать что-то более безопасным, мы делаем это — подумайте о ремнях безопасности и подушках безопасности.С момента появления дуговой сварки риски были частью процесса, и сварщики просто жили с ними. Но теперь мы должны спросить себя, делаем ли мы все возможное для повышения безопасности сварки?
Артикул
1. «Жало» — это зажим на конце одного из сварочных проводников, удерживающий электрод для сварки.
Об авторе
Вице-президент Джон Уиллис, PE, Anchor Controls & Engineering (www.anchor-controls.com/) — профессиональный инженер-электрик, в 1991 году окончивший Университет Олд Доминион. Почти 20 лет работает в области промышленной автоматизации. Компания Anchor Controls, расположенная в Вирджиния-Бич, штат Вирджиния, является представителем производителя и инжиниринговой компанией, ориентированной на обеспечение безопасности, эффективности и надежности объектов. Он является представителем в Соединенных Штатах устройства безопасности сварки zRID.
Он является представителем в Соединенных Штатах устройства безопасности сварки zRID.
| Сварочное и газовое оборудование |
| Переменный ток, переменный/постоянный ток, источники питания ARC, Оборудование для строжки Автоматизированное оборудование для резки и сварки Оборудование с приводом от двигателя Оборудование для газовой сварки и резки MIG и TIG сварка и оборудование Оборудование для плазменной сварки и резки Робототехника Сварочное оборудование Поддуговое оборудование Инверторное сварочное оборудование Оборудование для орбитальной сварки труб и труб |
| Наполнители |
| Алюминий Стержневые электроды Твердое покрытие Стержни длины обрезки Нержавеющая сталь Проволока в катушке Специальные сплавы Жесткие провода Серебряные сплавы Порошковая проволока Распылительные порошки Стержни из мягкой стали Припои и флюсы Прутки для пайки |
| Промышленные инструменты и оборудование |
| Лазеры Уровни Ролатэйп Шлифовальные круги и диски Пневматические инструменты Ручной электроинструмент Промышленные смазочные материалы Отрезные пилы и круги Ручной инструмент Контурные маркеры Металлурги Маркеры для металла и краски Метлы и щетки Позиционеры Биты и боры Электрические шнуры и лампы Зажимы и датчики Печи на отработанном масле Мойки высокого давления |
| Спросите о нашем |
| Изделия промышленной безопасности Изделия пожарного оборудования |
| Услуги |
| Повторная квалификация баллонов с ацетиленом и продуктом ЛЕНТОЧНАЯ ПИЛА Сварка и Ремонт Газовые баллоны высокого давления Баллоны с жидкостью Установки для наливных емкостей Аренда или продажа воздушных шаров, наполнителей и гелия Газовые мембранные системы Б/У Сварочное оборудование АРЕНДА Сварочное оборудование Сертифицированное заводом гарантийное обслуживание Ремонт оборудования Продукты систем контролируемой атмосферы Системы для напитков Восстановление хладагента Переквалификация цилиндров Одноразовые баллоны Высокопроизводительные цилиндры высокого давления HC4500 |
| Аксессуары |
| Сварочный кабель навалом и нарезкой Держатели электродов и зажимы заземления Горелки для сварки MIG, TIG и дуговой строжки Сварочные шторы и одеяла Аксессуары для фонарей Сухие стержневые печи Тележки для баллонов, газовые шланги и фитинги Регуляторы, расходомеры, датчики, клапаны Сверла для наконечников, очистители наконечников Маркеры и палочки из мыльного камня Зажигалки с искрой и пламенем, кремни Отбойные молотки, метлы, щетки Системы напитков |
| АРЕНДА-АРЕНДА-ИЛИ СОБСТВЕННОСТЬ ВАШИ ЦИЛИНДРЫ |
| Баллонные и объемные газы |
| ОСТАНОВИТЕСЬ В ЛЮБОМ ИЗ НАШИХ МЕСТОПОЛОЖЕНИЙ ДЛЯ ЭТИХ ОТЛИЧНЫХ ПРОДУКТОВ |
| Десятичная таблица преобразования |
Корпусное заземление аппаратов дуговой сварки.

2 апреля 1993 г.
Mr. C. J. Beysselance
Региональный менеджер по безопасности
Jacobs Engineering Group, Inc.
P.O. Box 98033
Батон-Руж, Луизиана 70898
Уважаемый г-н Beysselance:
Ваше письмо от 2 июня Роберту Д. Холмсу, региональному директору Управления по охране труда и гигиене труда (OSHA), с запросом на интерпретацию стандартов OSHA, касающихся заземления рамы аппаратов для дуговой сварки (1926.351(c)(5)(iv)) было передано в Управление по содействию строительству и морскому соблюдению для ответа.Приносим извинения за задержку с ответом на ваш запрос.
Как вы знаете, требования OSHA к конструкции заземления рамы аппаратов для дуговой сварки в 29 CFR 1926.351(c)(5) конкретно не касаются агрегатов с приводом от двигателя. При отсутствии конкретных требований к заземлению и в связи с тем, что аппарат для дуговой сварки с приводом от двигателя представляет собой, по сути, переносной генератор, OSHA будет рассматривать соответствие требованиям 1926. 404(f)(3) как соответствие требованиям к сварке 1926.351(c)(5).
404(f)(3) как соответствие требованиям к сварке 1926.351(c)(5).
Если мы можем чем-то помочь, пожалуйста, свяжитесь со мной или с г-ном.Дейл Кавано по телефону (202) 219-8136.
С уважением,
Рой Ф. Гернем, эсквайр, ЧП
Директор
Управление строительства и морского судоходства
Содействие соблюдению
5 августа 1992 г.
МЕМОРАНДУМ ДЛЯ: ПАТРИЦИИ К. КЛАРК
Директор
Управление программ соответствия
ЧЕРЕЗ: ЛЕО КЭРИ
Директор
Управление полевых программ
ТЕМА: Запросы на интерпретацию Re: 29 CFR 1910.254(с)(2)(и)
и 29 CFR 1926.351(c)(5)(iv)
Прилагаемый запрос на предметную интерпретацию был получен нашим районным отделением в Батон-Руж от компании Jacobs Engineering Group, Inc, Батон-Руж, Луизиана.
Этот запрос направлен для вашего рассмотрения и ответа, поскольку толкование может иметь национальное значение для согласованности правоприменительной деятельности.
Пожалуйста, предоставьте копию вашего ответа Джерри Бейли, помощнику регионального администратора по технической поддержке.
ГИЛБЕРТ Дж. САУЛТЕР
Региональный администратор
Вложения
5 августа 1992 г.
Mr. C. J. Beysselance
Региональный менеджер по безопасности
Jacobs Engineering Group, Inc.
Почтовый ящик 98033
Батон-Руж, Луизиана 70898
Уважаемый г-н Beysselance:
Это относится к вашему письму от 2 июня 1992 г., адресованному нашему районному отделению в Батон-Руж, относительно разъяснения стандартов безопасности OSHA [29 CFR 1910.254(c)(2)(i) и 29 CFR 1926(c)(5)( IV)].
Ваш запрос был передан в Управление программ соответствия, Вашингтон, округ Колумбия, для ответа на этом уровне.
Примите наши извинения за задержку с ответом на ваш запрос.
С уважением,
ГИЛБЕРТ Дж. САУЛТЕР
Региональный администратор
ДЕПАРТАМЕНТ ТРУДА США
БЕЗОПАСНОСТЬ ТРУДА И
АДМИНИСТРАЦИЯ ЗДРАВООХРАНЕНИЯ
2156 Wooddale Boulevard
Suite 200
Baton Rouge, Louisiana 70806-1486
16 июня 1996 г.
7
МЕМОРАНДУМ ДЛЯ: Гилберта Дж.Солтер
Региональный администратор
ВНИМАНИЕ: Джерри Д. Бейли
АРА/ТС
ТЕМА: Запрос на интерпретацию/разъяснение 29 CFR
1910.254(c)(2)(i) и 29 CFR 1926.351(c)(5)(iv)
Re: Jacobs Engineering Group, Inc. Батон-Руж, Луизиана
В недавнем запросе (копия прилагается), полученном от Jacobs Engineering Group, Inc., фирмы из Луизианы, занимающейся как строительными работами, так и подрядными работами по техническому обслуживанию на химических и нефтеперерабатывающих заводах, запрашивались разъяснения относительно заземления рамы или дуговой сварки. машин требуется.1910.254(c)(2)(i) требует заземления корпусов сварочных аппаратов, но исключает машины с приводом от двигателя. 1926.351(c)(5)(iv) требует, чтобы рамы всех сварочных и режущих машин были заземлены либо через третий провод в силовом кабеле, либо через отдельный провод, заземленный в источнике тока, но этот параграф кажется применяться к сварочным аппаратам, подключенным к системе электроснабжения, а не к машинам с приводом от двигателя.
ANSI/ASC Z 49.1 — 1983, Статья 11.4.3 «Заземление корпуса машины» указано «…. особое внимание следует уделить безопасному заземлению переносных машин в соответствии со статьей NFPA 70. 250 «заземление».
ANSI C33.2 — 1972, параграф 14.2 «Аппарат для дуговой сварки трансформаторного типа» гласит: «…. Аппарат для дуговой сварки, не оснащенный гибким шнуром или кабелем и не предназначенный для подключения к системе электропроводки, должен должны быть снабжены подходящим соединением с нажимным тросом для присоединения заземляющего проводника».
В статье 630 (C) Национального электротехнического кодекса «Мотор-генераторные аппараты для дуговой сварки» не упоминается заземление корпуса машины.
Поскольку стандарты OSHA сформулированы довольно запутанно, мы были бы признательны за вашу помощь в разъяснении того, когда требуется «заземление корпуса машины» для аппаратов для дуговой сварки. В частности, какие типы переносных сварочных аппаратов требуют заземления, и освобождаются ли от этого требования машины с приводом от двигателя?
Мы надеемся, что вы быстро ответите на технические вопросы, чтобы мы могли дать компетентное руководство нашему полевому персоналу. Если у вас есть вопросы относительно этого запроса, пожалуйста, свяжитесь с W.А. Вомак, инспектор по технике безопасности, районный офис Батон-Руж.
Если у вас есть вопросы относительно этого запроса, пожалуйста, свяжитесь с W.А. Вомак, инспектор по технике безопасности, районный офис Батон-Руж.
РОБЕРТ Д. ХОЛМС
Региональный директор
Вложения
2 июня 1992 г.
Уважаемый мистер Холмс,
Обращаюсь к вам с просьбой о помощи в применении действующих стандартов безопасности OSHA при использовании переносных сварочных аппаратов. В частности, требуется ли заземление рамы портативного сварочного аппарата с приводом от двигателя?
Стандарт 1910.254(c)(2)(i) требует заземления сварочных аппаратов, но исключает машины с приводом от двигателя.Стандарт 1910.254(d)(3) требует проверки заземления корпусов сварочных аппаратов и требует особого внимания к «заземлению переносных аппаратов». В стандарте 1926.351(c)(5) обсуждается заземление корпусов аппаратов для дуговой сварки, но его формулировка довольно запутанна, и я получил различные интерпретации от нескольких экспертов по электрике. Наконец, у меня есть руководство производителя (прилагается), в котором говорится, что их портативные сварочные аппараты не требуют заземления корпуса аппарата.
Наконец, у меня есть руководство производителя (прилагается), в котором говорится, что их портативные сварочные аппараты не требуют заземления корпуса аппарата.
Мы очень ценим вашу помощь в прояснении этого довольно запутанного вопроса.Если какая-либо дополнительная информация будет полезна, пожалуйста, не стесняйтесь звонить мне по телефону 768-5123.
Ваш друг в области безопасности,
C.J. Beysselance
Региональный менеджер по безопасности
Контрольный список оборудования для обеспечения безопасности сварки OSHA [бесплатно]
Контрольный список безопасности при сварке также можно использовать при обходе объекта, который поможет зафиксировать состояние систем вентиляции, легковоспламеняющиеся материалы на объекте, а также опасности сварки и меры контроля.
Контрольный список безопасности при сварке | iAuditor
Перечень оборудования для обеспечения безопасности при сварке
Сварочная промышленность требует ношения соответствующих средств индивидуальной защиты при выполнении сварки. Это помогает защитить сварщиков от ненужных инцидентов, включая ожоги кожи, слепоту или чрезмерное воздействие дыма и газов. Следующий список оборудования для обеспечения безопасности сварки может защитить сварщиков от опасностей, связанных со сваркой.
Это помогает защитить сварщиков от ненужных инцидентов, включая ожоги кожи, слепоту или чрезмерное воздействие дыма и газов. Следующий список оборудования для обеспечения безопасности сварки может защитить сварщиков от опасностей, связанных со сваркой.
- Сварочная маска – ношение сварочной маски, капюшона или маски может защитить сварщиков от искр и излучения, испускаемых дугой, которые могут быстро повредить кожу и глаза.
- Средства защиты глаз – сюда входят защитные очки или ручные щитки для лица.Это поможет предотвратить повреждение глаз или потерю зрения.
- Респираторы – это защитит сварщиков от вдыхания вредных паров и попадающих в организм газов.
- Огнестойкие сварочные перчатки – рабочие руки максимально приближены к дуге. Ношение огнестойких сварочных перчаток может уменьшить воздействие сильного тепла и радиации.
- Защитные костюмы – могут защитить сварщика от экстремальных температур, пламени и искр.
- Специальные рабочие сапоги для сварщиков – защитят верхнюю часть стопы от пламени и искр.

Каковы требования безопасности при сварке?
Требования безопасности при сварке включают обучение сварщика, сварочный аппарат, рабочую зону и фактическую операцию сварки. См. приведенный ниже список для получения дополнительной информации о требованиях безопасности при сварке. Они основаны на этом контрольном перечне правил техники безопасности при сварке.
Операторы
- Все ли сварщики обучены/сертифицированы?
- Все ли инструкции ясны и понятны операторам?
- Все ли операторы сварки знакомы со сварочным аппаратом?
- Все ли сварщики осведомлены о типах свариваемых материалов?
- Все ли сварщики носят надлежащие СИЗ?
- Знают ли сварщики обо всех протоколах безопасности и чрезвычайных ситуациях?
Сварочный аппарат
- Все ли сварочные кабели, проводка и изоляция электрододержателя находятся в хорошем рабочем состоянии?
- Все ли сварочные клеммы и соединения в хорошем рабочем состоянии?
- Подходит ли размер кабеля для источника питания?
Рабочая зона
- Рабочее место чистое, на нем нет горючих материалов и препятствий?
- Хорошо ли вентилируется рабочее место?
- Есть ли поблизости подходящий огнетушитель класса ABC во время сварки?
- Горючие полы смачиваются или защищаются?
- Горючие стены экранированы или ограждены?
- Есть ли в этом районе противопожарное покрывало?
- Размещены ли предупреждающие знаки на территории?
- Ограничена ли рабочая зона обычными сотрудниками?
Текущая операция
- Используется ли арочный щиток для обеспечения дополнительного уровня защиты?
- Все ли сварщики носят одобренные респираторы?
- Все ли сварщики изолированы от рабочего места и земли?
- Все ли сварщики используют сухую изоляцию?
- Избегают ли сварщики наматывания электродного кабеля на какую-либо часть тела?
- Обращаются ли с кислородными баллонами чистыми руками или в перчатках?
- Баллоны с топливным газом устанавливаются клапаном вверх?
- Цилиндр не прикреплен при подъеме машины?
После операции
- Все горючие материалы сметены?
- Все ли сварочное оборудование выключено и правильно ли хранится?
- Клапан газового баллона полностью закрыт и безопасно убран?
- Все ли оборудование чистое и правильно ли оно хранится?
- Утилизируются ли отходы надлежащим образом в специально предназначенном и подходящем контейнере для отходов?
- Обо всех ли происшествиях сообщается руководителю?
С помощью iAuditor by SafetyCulture мы составили набор контрольных списков безопасности при сварке, которые можно использовать в повседневной работе.