Техника сварки в нижнем положении
Техника сварки в нижнем положении
При этом положении можно получить сварные швы наиболее высокого качества, так как в этом случае значительно облегчаются условия выделения неметаллических включений и газов из расплавленного металла сварочной ванны. Сечение шва можно заполнить в один проход, многослойно и в несколько проходов.
Однопроходная сварка с v-образной разделкой кромок выполняется с поперечными колебаниями электрода на всю ширину, с выходом дуги со скоса кромок на необработанную поверхность (рис. 108).
Если число слоев равно числу проходов дуги, то шов называют многослойным. Если слой выполняется за несколько проходов, шов называют многопроходным.
При сварке шва с v-образной разделкой за несколько проходов можно обеспечить гораздо лучший провар первого слоя в корне разделки (рис. 109).
Сварку ведут без поперечных колебаний с помощью электродов диаметром 3-4 мм.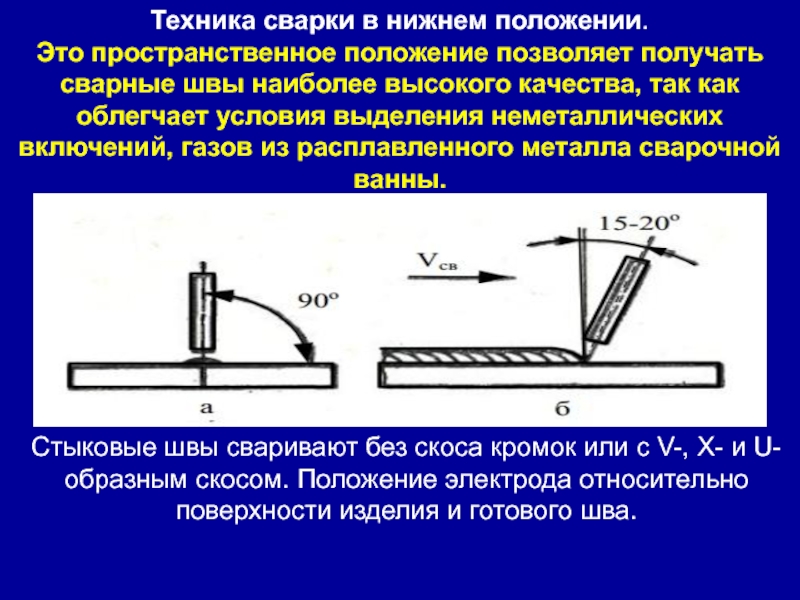
Разделку кромок можно заполнять швами с шириной на всю разделку или отдельными валиками. В многопроходных швах последний валик можно выполнить на всю ширину разделки (рис. 110).
Вышеперечисленные виды швов нашли свое применение в различных соединениях: многослойные швы в стыковых, многопроходные — в угловых и тавровых соединениях. Протяженность швов варьируется от 300 до 1000 мм. В зависимости от этого все швы подразделяются на три группы: короткие — до 300 мм, средние — 300-1000 мм, длинные — свыше 1000 мм.
Рис. 107. Виды поперечных движений электрода при различных режимах прогрева: а — при слабом прогреве кромок; при усиленном прогреве кромок; в — при усиленном прогреве одной кромки; г — при хорошем прогреве корня
Рис. сварка ведется от середины к концу (рис. 111, б) или обратнс ступенчатым способом.
сварка ведется от середины к концу (рис. 111, б) или обратнс ступенчатым способом.
Швы, имеющие большую протяженность, можно варит как обратноступенчатым способом, так и вразброс. Направление сварки каждого участка не должно совпадать с общим направлением сварки (рис. 111, в).
Швы конструкций, несущих большую нагрузку и имеющих значительную толщину свариваемых поверхностей, обычно сваривают способом «каскад» (рис. 111, г) или «горка» (рис. 111, д).
Чтобы в зоне сварки не возникали объемные напряжения, ведущие к образованию трещин, необходимо во время работы поддерживать в ней высокую температуру. Величина сварочного тока влияет на толщину шва свариваемых деталей из низкоуглеродистой стали. Она может колебаться от 3 до 5 мм.
При силе тока, равной 100 А, происходит расплавление металла на глубину 1 мм с термической обработкой нижнего слоя на глубину 1-2 мм. Если сила тока достигав ет 200 А, то толщина слоя возрастает до 4 мм. При этощ происходит термическая обработка нижнего слоя на глу, бину 2-3 мм.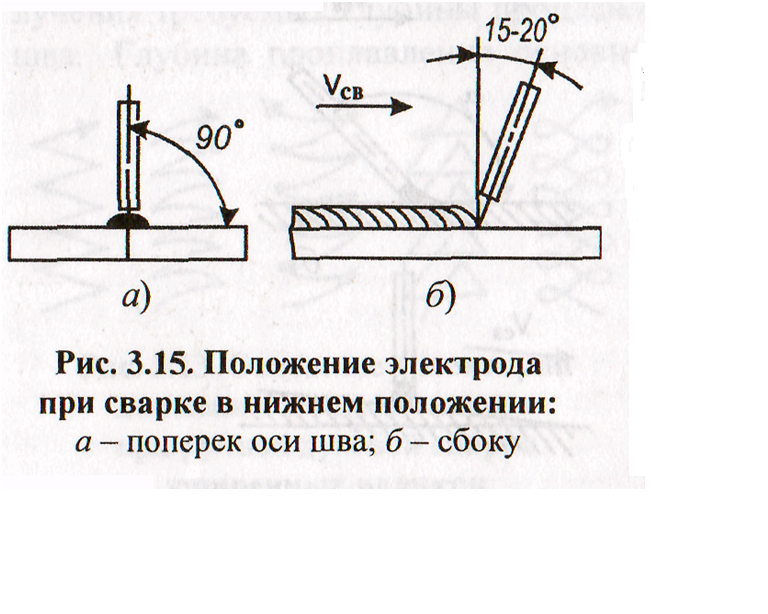
Если сварка ведется на весу (рис. 112), то необходимо обеспечить максимальный провар корня шва и сформиро. вать качественный обратный валик. В этом случае хорошо зарекомендовал себя способ сварки на съемной медной (рис. 113) или остающейся стальной подкладке (рис. 114). При этом в медной подкладке делается формирующая канавка. Чтобы расплавленный металл не вытекал из сварочной ванны, необходимо обеспечить плотное обжатие подкладок к свариваемым кромкам. Остающиеся подкладки не всегда технологичны, так как увеличивают расход металла. Если допустима выпуклость обратной стороны, то допускается подварка корня шва с последующей укладкой основного шва (рис. 115).
Читать далее:
Сварочные флюсы
Сварочные электроды
Общие сведения о сварке арматуры
Противопожарные мероприятия при сварке
Безопасность труда при сварке технологических трубопроводов
Безопасность труда при сварке строительных металлических и железобетонных конструкций
Защита от поражения электрическим током при сварке
Техника безопасности и производственная санитария при сварке
Управление качеством сварки
Статистический метод контроля
Сварка в нижнем положении — Техника дуговой сварка
Сварка в нижнем положении
Категория:
Техника дуговой сварка
Сварка в нижнем положении
Сварка стыковых швов.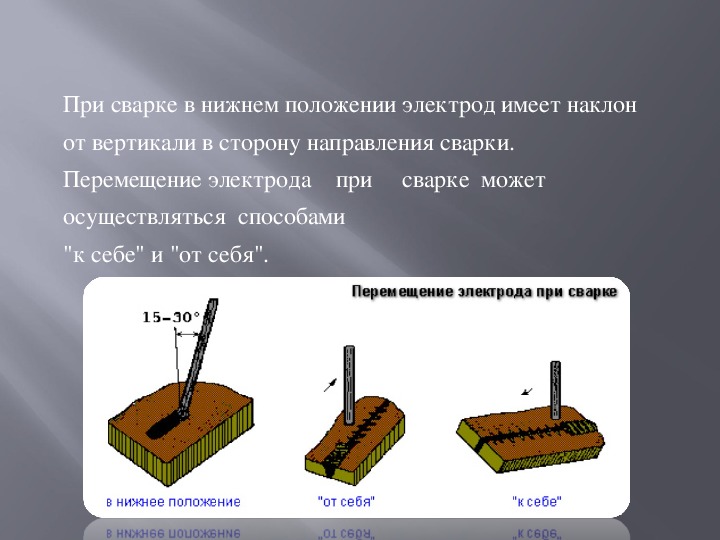 Односторонние стыковые швы без скоса кромок выполняют покрытыми электродами диаметром, равным толщине свариваемых листов, если она не превышает 4 мм. Сила тока подбирается в зависимости от диаметра электрода, вида и толщины покрытия (табл. 10). Листы без скоса кромок толщиной от 4 до 10 мм сваривают двусторонним швом. Положение и поперечные движения электрода при сварке приведены на рис. 1.
Односторонние стыковые швы без скоса кромок выполняют покрытыми электродами диаметром, равным толщине свариваемых листов, если она не превышает 4 мм. Сила тока подбирается в зависимости от диаметра электрода, вида и толщины покрытия (табл. 10). Листы без скоса кромок толщиной от 4 до 10 мм сваривают двусторонним швом. Положение и поперечные движения электрода при сварке приведены на рис. 1.
Стыковые соединения со скосом двух кромок (V-образные) в зависимости от толщины металла выполняют однослойными, многослойными или многопроходными швами .
Рис. 1. Положение (а) и движения электрода (б) при сварке стыковых швов
Оптимальный угол раскрытия шва определяется следующими соображениями. Большой угол разделки (80—90°) обеспечивает большие удобства сварщику, уменьшает опасность непровара корня, но увеличивает объем наплавленного металла, следовательно, уменьшает производительность и увеличивает деформации изделия. Для нормального процесса ручной дуговой сварки принят угол разделки 60°.
Зазор между стыкуемыми элементами и притупление кромок составляет от 1,5 до 4,0 мм в зависимости от толщины листов, режима сварки и характера свариваемой конструкции.
Наиболее трудным при сварке является получение полного (надежного) провара корня шва. Здесь чаще всего бывают различные дефекты, например непровар, газовые и шлаковые включения. Поэтому, если это возможно, следует подваривать корень шва с обратной стороны.
Металл толщиной от 4 до 8 мм проваривается однослойным (однопроходным) швом. Однослойные швы с V-образным скосом: кромок выполняют поперечными колебательными движениями электрода в виде треугольников без задержки в корне шва (листы толщиной 4 мм) и с задержкой в корне шва (толщиной 8 мм, рис. 1).
Листы толщиной 12 мм и более соединяются встык с двумя-симметричными скосами двух «ромок (с Х-образным скосом кромок) многослойным или многопроходным швом.
Многопроходной шов выполняется тонкими и узкими валиками, без поперечных колебательных движений электрода. Сварку рекомендуется выполнять электродами, предназначенными для опи-рания. В этом случае применяют электроды диаметром от 1,6 до 3 мм (редко 4 мм). Весь многопроходной шов может выполняться электродами одного и того же диаметра (см. гл. XX).
Каждый слой многослойного шва имеет увеличенное в несколько раз сечение по сравнению с сечением каждого валика при многопроходной сварке; поэтому многослойный шов обеспечивает повышенную производительность.
Иногда для обеспечения провара по всей толщине металла сварка ведется на медной подкладке толщиной 4—6 мм. В этом случае сварочный ток можно повысить на 20—30%, не опасаясь сквозного проплавления. Если конструкция и назначение сварного изделия допускают сквозное проплавление, сварка может вестись на остающейся стальной подкладке.
В особо ответственных конструкциях перед подваркой шва с обратной стороны его предварительно зачищают резаком для поверхностной резки или резцом для удаления возможных дефектов (непровара, трещин, газовых и шлаковых включений).
Стыковые Х-образные швы применяют для стали толщиной от 12 до 40 мм. Подготовка кромок, угол скоса, величина зазора и притупления, техника выполнения швов при этом такие же, как и при сварке листов с V-образной разделкой. Чтобы достаточно прогревался и отжигался металл каждого нижележащего слоя, толщина слоев должна быть не более 4—5 мм и не менее 2 мм. Например, для выполнения Х-образных швов при сварке листов толщиной 12 мм нужно положить 4—6 слоев, а для толщины 40 мм—10—16 слоев (отжигающий и декоративный слои не учитываются).
Стыковые швы листов большой толщины (более 20 мм) целесообразно сваривать с криволинейным скосом двух кромок. Такая подготовка позволяет применять электроды повышенного диаметра, обеспечивает надежный провар и равномерную усадку металла шва.
Швы с двусторонним симметричным скосом двух кромок (Х-об-разные) имеют следующие преимущества перед швами с односторонним скосом двух кромок (V-образные):
1. Уменьшение объема наплавленного металла в 1,6—1,7 раза и, следовательно, увеличение производительности сварки.
2. Уменьшение деформаций от сварки.
3. Возможный непровар в корне шва расположен в нейтральном сечении и поэтому менее опасен.
Рис. 2. Положение и движения электрода при сварке угловых швов: а — наклонным электродом, б — «в лодочку»
Для уменьшения коробления сварного изделия рекомендуется выполнять швы попеременно с одной и с другой стороны листа. При сварке в нижнем положении для этого требуется частая кантовка изделия. Поэтому целесообразно устанавливать изделие вертикально и сваривать его одновременно с двух сторон. Работу в этом случае выполняют два сварщика.
Сварка угловых швов. При выполнении угловых швов наклонным электродом жидкий металл под действием силы тяжести стремится стекать на нижнюю плоскость. Поэтому выполнение этих швов лучше производить «в лодочку», в частности электродами, которые позволяют вести сварку опи-ранием покрытия на свариваемые кромки изделия.
Поэтому выполнение этих швов лучше производить «в лодочку», в частности электродами, которые позволяют вести сварку опи-ранием покрытия на свариваемые кромки изделия.
Сварка «в лодочку» угловых швов для листов толщиной до 14 мм возможна без скоса кромок (двусторонняя сварка) или с частичной разделкой кромок и увеличенным размером притупления. Зазор между свариваемыми элементами не должен превышать 10% толщины листа.
Однако не всегда можно установить сварное изделие для сварки «в лодочку»; тогда угловые швы выполняют наклонным электродом. В этом случае возможен непровар корня шва и кромки нижнего листа. Тщательный прогрев кромок свариваемых частей достигается правильным движением электрода, который следует держать под углом 45° к поверхности листов и производить поперечные движения треугольником без задержек или с задержками в корне шва. В процессе сварки электрод следует наклонять то к одной, то к другой плоскости листов.
Угловые швы в нижнем положении с катетами до 10 мм выполняют сваркой в один слой электродами диаметром до 5 мм, иногда без поперечных движений.
Угловые швы без скоса кромок с катетами более 10 мм могут выполняться в один слой, но с поперечными движениями электрода треугольником, причем лучший провар корня шва обеспечивается задержкой электрода в корне шва.
Угловые швы с односторонним или двусторонним скосом кромок применяют при изготовлении особо ответственных изделий. В тавровых соединениях без скоса кромок не всегда можно проплавить металл по всей свариваемой толщине и тем самым обеспечить требуемую прочность соединения.
Скос кромок у стенки тавра делают под углом 50±5°. При толщине стенки до 4 мм шов со скосом кромки выполняют в один слой; при большей толщине сварка ведется в несколько слоев и проходов. При выполнении многослойных тавровых швов наклонным электродом швы обычно получаются с неравными катетами на полке и стенке. Поэтому при проектировании сварных изделий Допускаются угловые швы с неравными катетами.
Реклама:
Читать далее:
Выполнение вертикальных, горизонтальных и потолочных швов
Статьи по теме:
Выполнение швов в нижнем положении
Выполнение швов в нижнем положении
Категория:
Сварка металлов
Выполнение швов в нижнем положении
По возможности сварку всегда необходимо вести в нижнем положении. Такая сварка наиболее удобна и производительна. Расплавленный электродный металл под действием силы тяжести переходит в шов, не вытекая из сварочной ванны, шлаки и газы легко всплывают на поверхность, сварщику легче наблюдать за процессом сварки.
Такая сварка наиболее удобна и производительна. Расплавленный электродный металл под действием силы тяжести переходит в шов, не вытекая из сварочной ванны, шлаки и газы легко всплывают на поверхность, сварщику легче наблюдать за процессом сварки.
Стыковые швы. Особенности сварки стыковых швов и подготовки кромок под сварку определяются толщиной основного металла.
При сварке стыковых швов без разделки кромок кромки соединяемых листов должны быть лишь ровно обрезаны, чтобы обеспечить взаимную параллельность и постоянство зазора между ними. В процессе сварки нужно обращать особое внимание на равномерность расплавления обеих кромок. Провар металла яа всю глубину и качество соединения зависят от правильного выбора режима сварки и, в значительной степени, от квалификации сварщика. При сварке без разделки кромок стыковой шов получается со значительной выпуклостью (усилением).
При односторонней сварке стыковых швов без скоса кромок электросварщик высокой квалификации при правильно выбранном режиме сварки (диаметр электрода, величина тока) может проварить металл толщиной до 6 мм. При стыковой сварке без скоса кромок листов повышенной толщины (до 6 мм) режим сварки рекомендуется окончательно подбирать опытным путем, сваривая пробные пластины.
При стыковой сварке без скоса кромок листов повышенной толщины (до 6 мм) режим сварки рекомендуется окончательно подбирать опытным путем, сваривая пробные пластины.
Основной трудностью сварки стыковых швов является правильное. формирование обратной стороны шва. Сварщику не видна обратная сторона шва, поэтому при отступлениях от режима сварки появляются непровар или прожог. Опасаясь прожога, сварщик обычно работает на режиме, вызывающем появление непровара. Б таких случаях качество сварки зависит от квалификации сварщика.
При односторонней сварке стыковых швов без разделки кромок желательно принимать меры, гарантирующие отсутствие непровара сечения шва. Непровар может быть устранен подваркой обратной стороны шва или применением подкладок. Подварка состоит в наложении дополнительного валика малого сечения с обратной стороны шва.
Если обратная сторона шва недоступна, применяют подкладки. Это дает возможность проварить все сечение с одной стороны и получить шов высокой прочности засодин проход. Сварка с подкладками имеет следующие преимущества: работа производится лишь с одной, удобной и доступной, стороны шва; производительность сварки значительно возрастает, т. к. сварщик работает более уверенно, не опасаясь прожогов, может увеличить сварочный ток на 20—25% и вести сварку на повышенной скорости. Подкладки могут быть съемные и остающиеся (глухие). Съемные подкладки обычно изготавливают из меди, т. к. она имеет высокую теплопроводность. Если позволяет конструкция и назначение изделия применяют остающиеся подкладки, изготовляемые из стали толщиной 2—3 мм и шириной 20—30 мм.
Сварка с подкладками имеет следующие преимущества: работа производится лишь с одной, удобной и доступной, стороны шва; производительность сварки значительно возрастает, т. к. сварщик работает более уверенно, не опасаясь прожогов, может увеличить сварочный ток на 20—25% и вести сварку на повышенной скорости. Подкладки могут быть съемные и остающиеся (глухие). Съемные подкладки обычно изготавливают из меди, т. к. она имеет высокую теплопроводность. Если позволяет конструкция и назначение изделия применяют остающиеся подкладки, изготовляемые из стали толщиной 2—3 мм и шириной 20—30 мм.
Рис. 1. Сварка стыковых швов:
а — без скоса кромок; б — с односторонним скосом обеих кромок; в — с двусторонним скосом обеих кромок
Сварка стыковых швов без разделки кромок может- быть применена и для металла больших толщин — до 10 мм —при условии выполнения сварки с двух сторон. Недостатком такой сварки является вероятность непровара сечения и включений окислов и шлака по оси шва.
В большинстве случаев при толщине металла свыше 3 мм прибегают к предварительной разделке кромок. Форма разделки определяется толщиной металла, назначением конструкции, степенью ее ответственности. Типы стыковых соединений для сварки конструкций и трубопроводов из углеродистых и низколегированных сталей установлены ГОСТ 5264—80 («Ручная дуговая сварка. Соединения сварные») и ГОСТ 16037—80 («Соединения сварные стальных трубопроводов»).
При односторонней сварке стыковые соединения с разделкой кромок сваривают в зависимости от толщины металла однослойными и многослойными швами. При выполнении однослойного шва (однопроходного) дугу возбуждают на верхней грани скоса кромки, затем переводят ее вниз, проваривают корень шва и выводят дугу на вторую кромку. Перемещение дуги по скосам кромок замедленное — для обеспечения лучшего проплавления, в корне шва движение дуги ускоренное — для исключения прожога. При значительной толщине металла сварной шов выполняется в несколько слоев. Первый слой (валик) заваривают электродами диаметром 2—3 мм для лучшего провара корня шва. Последующие слои шва выполняют электродами больших диаметров (4—6 мм). Перед наложением каждого слоя поверхность предыдущего тщательно очищается от шлака и брызг металла. При многослойной сварке каждый слой отжигается при наложении последующего. Это улучшает структуру и механические свойства металла сварного шва. Чтобы обеспечить достаточный прогрев и отжиг, толщина слоев не должна превышать 5 мм.
Первый слой (валик) заваривают электродами диаметром 2—3 мм для лучшего провара корня шва. Последующие слои шва выполняют электродами больших диаметров (4—6 мм). Перед наложением каждого слоя поверхность предыдущего тщательно очищается от шлака и брызг металла. При многослойной сварке каждый слой отжигается при наложении последующего. Это улучшает структуру и механические свойства металла сварного шва. Чтобы обеспечить достаточный прогрев и отжиг, толщина слоев не должна превышать 5 мм.
При многослойной сварке в зависимости от толщины металла, химического состава и свойств стали, особенностей конструкции каждый слой может выполняться за один проход (многослойный шов) или за несколько проходов (многослойный многопроходный шов).
Формирование шва заканчивают наплавлением выпуклости (усиления) сварного шва для придания ему окончательного вида. Величина усиления в зависимости от толщины основного – металла составляет 2—4 мм. Последний, завершающий слой называют еще декоративным или отжигающим. При его выполнении необходимо обращать особое внимание на плавный переход по границам основного металла и металла шва. С обратной стороны шва рекомендуется накладывать подварочный шов, предварительно очистив корень шва от шлака.
При его выполнении необходимо обращать особое внимание на плавный переход по границам основного металла и металла шва. С обратной стороны шва рекомендуется накладывать подварочный шов, предварительно очистив корень шва от шлака.
При изготовлении ответственных конструкций корень шва с обратной стороны вырубают, выплавляют или вышлифовывают на глубину 2—3 мм, т. е. выбирают так называемую контрольную канавку. Полученную канавку заваривают за один проход контрольным подзарочным швом. При невозможности выполнить контрольный подварочный шов применяют подкладки.
При сварке металла повышенной толщины, а также в случае особых требований, предъявляемых к конструкции, применяется двусторонняя разделка кромок. Двустороннюю сварку с такой разделкой кромок выполнять сложнее, т. к. вырубание корня в таких швах — трудоемкая, но обязательная операция для получуния качественного провара в центре шва. Такие швы сваривают поочередно с каждой стороны, или одновременно с двух сторон (рис. 55 в).
55 в).
При сварке поочередно с каждой стороны сначала накладывают слой 1 и удаляют корень шва с обратной стороны. Затем накладывают слой 2, далее 3 и т. д. Если переворачивать изделие нельзя, применяют второй способ — одновременную сварку с двух сторон двумя сварщиками. Изделие располагают вертикально. Первый сварщик начинает сварку раньше второго. Второй сварщик производит сварку по уже проваренному и вырубленному кор. ню шва.
Двусторонняя разделка кромок является трудоемкой и дорогостоящей операцией. Но зато двусторонние швы обеспечивают наименьшие остаточные напряжения и деформации сварной конструкции, меньший расход электродов и электроэнергии. Это обусловлено меньшим объемом наплавленного металла в сравнении с односторонними швами при одинаковой толщине основного металла.
Угловые швы. Сварка угловых швов сопряжена с определенными трудностями. Кромки шва занимают различное положение в пространстве: одна находится в нижнем, другая — в вертикальном положении. Часто кромки углового шва несимметричны в отношении отвода тепла: одна из кромок, где сварной шов расположен далеко от края листа, отводит тепло интенсивнее, чем являющаяся краем листа другая кромка. Условия формирования шва при сварке угловых швов менее благоприятны, чем при сварке стыкоеых швов, манипуляции электродом сложнее. Вероятность получения дефектов в угловом шве выше, чем в стыковом: возможно образование непровара одной из кромок, непровар угла, наплыв металла на горизонтальной кромке, подрез вертикальной кромки.
Часто кромки углового шва несимметричны в отношении отвода тепла: одна из кромок, где сварной шов расположен далеко от края листа, отводит тепло интенсивнее, чем являющаяся краем листа другая кромка. Условия формирования шва при сварке угловых швов менее благоприятны, чем при сварке стыкоеых швов, манипуляции электродом сложнее. Вероятность получения дефектов в угловом шве выше, чем в стыковом: возможно образование непровара одной из кромок, непровар угла, наплыв металла на горизонтальной кромке, подрез вертикальной кромки.
Угловые швы тавровых, угловых и нахлесточных соединений с малым катетом можно сваривать ниточным валиком без колебаний электрода. При наложении швов с большим катетом электроду сообщают колебательные движения. Дуга возбуждается в точке А (положение электрода 1). Затем электрод занимает положение 2,*3. Наибольшую трудность представляет получение полного провара, т. е. расплавление и провар вершины угла. Непровар угла не может быть исправлен подваркой обратной стороны шва и плохо обнаруживается последующим контролем.
Рис. 2. Сварка угловых швов:
а, б — колебательные движения электрода; в — шов, выполненный в несколько проходов отдельными валиками; г — положение «в лодочку»
Угловые швы выполняют однослойными при катете шва до 8 мм, при катете большем — в два слоя и более. При выполнении многослойных швов сначала накладывают узкий ниточный валик электродом диаметром 2—3 мм без поперечных колебаний, чем обеспечивается провар корня шва. Последующие слои выполняют электродами больших диаметров двумя способами: каждый последующий слой накладывается за один проход при поперечных колебаниях конца электрода или за несколько проходов отдельными валиками без поперечных колебаний конца электрода.
Угловые швы по форме наружной поверхности могут быть выпуклыми, плоскими и вогнутыми. Выпуклые швы рекомендуются для конструкций, работающих при статических нагрузках. При переменных или ударных нагрузках лучше работают вогнутые швы. Плоские швы занимают среднее положение и являются, таким образом, наиболее универсальными, поэтому и рекомендуются в практике чаще других.
Для ответственных конструкций угловые швы угловых и тавровых соединений выполняются с предварительной разделкой кромок (ГОСТ 5264—80).
Угловые швы, если позволяют условия, лучше выполнять в нижнем положении «в лодочку». При такой сварке условия формирования шва наиболее благоприятны, манипуляции электродом упрощаются, вероятность получения дефектов практически сводится к минимуму.
Реклама:
Читать далее:
Сварка швов в вертикальном положении
Статьи по теме:
Техника сварки В НИЖНЕМ ПОЛОЖЕНИИ — Инструмент, проверенный временем
Это пространственное положение позволяет получать сварные швы наиболее высокого качества, так как облегчает условия выделения неметаллических включений, газов из расплавленного металла сварочной ванны. При этом также наиболее благоприятны условия формирования металла шва, так как расплавленный металл сварочной ванны удерживается от вытекания нерасплавившимися кромками.
Стыковые швы сваривают без разделки кромок или с V=, X — и U-образным скосом. Стыковые швы без разделки кромок в зависимости от толщины сваривают с одной или двух сторон. При этом концом электрода совершают поперечные колебания (рис. 20) с амплитудой, определяемой требуемой шириной шва. Необходимо тщательно следить за равномерным
расплавлением обеих свариваемых кромок по всей их толщине и особенно стыка между ними в нижней части (корня шва).
Однопроходную сварку с V-образной разделкой кромок обычно выполняют с поперечными колебаниями электрода на всю ширину, чтобы дуга выходила со скоса кромок на необработанную поверхность металла. Однако в этом случае очень трудно обеспечить равномерный провар корня шва по всей его длине, особенно при изменении величины притупления кромок и зазора между ними.
При сварке шва с V-образной разделкой за несколько проходов обеспечить хороший провар первого слоя в корне разделки гораздо легче. Для этого обычно применяют электроды диаметром 3— 4 мм и сварку ведут без поперечных колебаний.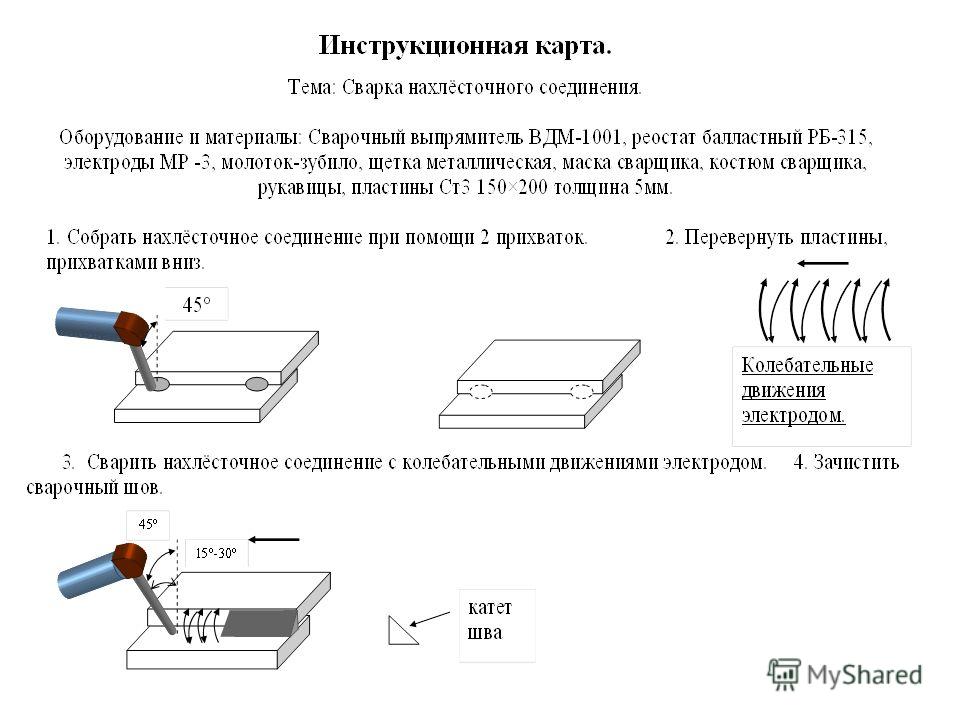 Последующие слои выполняют в зависимости от толщины металла электродом большего диаметра с поперечными колебаниями. Для обеспечения хорошего провара между слоями предыдущие швы и кромки следует тщательно очищать от шлака и брызг металла.
Последующие слои выполняют в зависимости от толщины металла электродом большего диаметра с поперечными колебаниями. Для обеспечения хорошего провара между слоями предыдущие швы и кромки следует тщательно очищать от шлака и брызг металла.
Заполнять разделку кромок можно швами с шириной на всю разделку или отдельными валиками (рис. 21). В многопроходных швах последний валик (11 на рис. 21, в) для улучшения внешнего вида иногда можно выполнять на всю ширину разделки (декоративный слой).
Сварку швов с X — или U-образной разделкой кромок выполняют в общем так же, как и с V-образной. Однако для уменьшения остаточных деформаций и напряжений, если это возможно, сварку ведут, накладывая каждый валик или слой попеременно с каждой стороны. Швы с X — или U-образным скосом кромок по сравнению с V-образным имеют преимущества, так как в первом случае в
1,6—1,7 раза уменьшается объем наплавленного металла (повышается производительность сварки). Кроме того, уменьшаются угловые деформации, а возможный непровар корня шва образуется в нейтральном по отношению к изгибающему моменту сечении. Недостаток U-об — разного скоса кромок — повышенная трудоемкость его получения.
Недостаток U-об — разного скоса кромок — повышенная трудоемкость его получения.
Сварку стыковых швов можно выполнять различными способами (рис. 22).
При сварке на весу наиболее трудно обеспечить провар корня шва и формирование хорошего обратного валика по всей длине стыка. В этом отношении более благоприятна сварка на съемной медной или остающейся стальной подкладке. В медной подкладке для формирования обратного валика делают формирующую канавку. Однако для предупреждения вытекания расплавленного металла из сварочной ванны необходимо плотное под — жатие подкладок к свариваемым кромкам. Кроме того, остающиеся подкладки увеличивают расход металла и не всегда технологичны. При использовании медных подкладок возникают трудности точной установки кромок вдоль формирующей канавки.
Если с обратной стороны возможен подход к корню шва и допустима выпуклость обратной стороны шва, целесообразна (рис. 22, г) подварка корня швом небольшого сечения с последующей укладкой основного шва. В некоторых случаях при образовании непроваров в корне шва после сварки основного шва дефект в корне разделывают газовой, воздушнодуговой строжкой или механическими ме-
В некоторых случаях при образовании непроваров в корне шва после сварки основного шва дефект в корне разделывают газовой, воздушнодуговой строжкой или механическими ме-
Рис. 22. Схема сварки стыковых швов: а — на весу; б — на медной съемной подкладке; в — на остающейся стальной подкладке; г — с предварительным подварочным швом; д — удале нне непровара в корне шва для последующей под — варкн; / — медная подкладка; 2 — остающаяся подкладка; О — основной шов; П — подварочнын шов |
тодами (рис. 22, д) с последующим выполнением подварочного шва.
Сварку угловых швов в нижнем положении можно выполнять двумя приемами. Сварка вертикальным электродом «влодочку» (рис, 23, а) обеспечивает наиболее благоприятные условия для провара корня шва и его формирования. По существу этот прием напоминает сварку стыковых швов с V-образНой разделкой кромок, так как шов формируется между свариваемыми поверхностями. Однако при этом способе требуется тщательная сборка соединения под сварку с минимальным зазором в стыке для предупреждения вытекания в него расплавленного металла.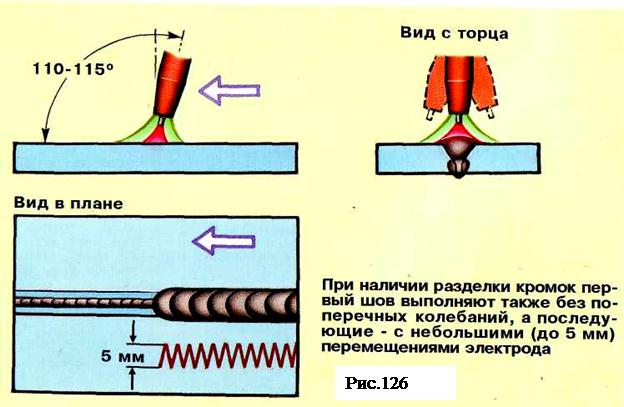
При сварке наклонным электродом (рис. 23, б—г) трудно обеспечить провар шва по нижней плоскости (ввиду натекания на нее расплавленного металла) и предупредить подрез на вертикальной плоскости (ввиду стекания расплавлен-
ного металла). Поэтому таким способом обычно сваривают швы с катетом до 6— 8 мм. При сварке угловых швов наклонным электродом трудно также обеспечить глубокий провар в корне шва, поэтому в односторонних или двусторонних швах без разделки кромок может образоваться непровар, который при нагружении шва послужит началом развития трещин. Для предупреждения этого в ответственных соединениях при толщине металла 4 мм и более необходима односторонняя, а при толщине 12 мм и более — двусторонняя разделка кромок. При сварке наклонным электродом многопроходных швов первым выполняют шов на горизонтальной плоскости. Формирование последующего валика происходит с частичным удержанием расплавленного металла сварочной ванны нижележащим валиком. При сварке угловых швов применяют поперечные колебания электрода. Особенно важен правильный выбор их траектории при сварке наклонным электродом с целью предупреждения возникновения указанных выше дефектов.
Особенно важен правильный выбор их траектории при сварке наклонным электродом с целью предупреждения возникновения указанных выше дефектов.
Техника сварки и наплавки в нижнем положении
Это положение позволяет получать сварные швы наиболее высокого качества, так как облегчает условия выделения неметаллических включений и газов из расплавленного металла сварочной ванны. Условия формирования металла шва наилучшие, так как расплавленный металл сварочной ванны удерживается от вытекания нерасплавившимися кромками.
Стыковые швы сваривают без разделки кромок или с V-, Х– и U-образным скосом. Стыковые швы без разделки кромок, в зависимости от толщины, сваривают с одной или двух сторон. Необходимо тщательно следить за равномерным расплавлением обеих свариваемых кромок по всей их толщине и особенно стыка между ними в нижней части (корне шва).
Однопроходную сварку с V-образной разделкой кромок обычно выполняют с поперечными колебаниями электрода на всю ширину, чтобы дуга выходила со скоса кромок на необработанную поверхность металла. Однако в этом случае очень трудно обеспечить равномерный провар корня шва по всей его длине, особенно при изменении величины притупления кромок и зазора между ними. Рекомендуемый зазор при сборке стыкового соединения при V-образной разделке зависит от притупления и толщины свариваемого металла. Чем толще металл и больше притупление, тем больше зазор, и наоборот. Прихватки в зазор рекомендуется производить электродами ? 3 мм с минимальной высотой. Протяженность прихваток 10–15 мм. В зависимости от размеров изделия и толщины металла прихватки выполняются по условиям чертежа или технологического процесса, в которых оговорены протяженность и частота прихваток.
Однако в этом случае очень трудно обеспечить равномерный провар корня шва по всей его длине, особенно при изменении величины притупления кромок и зазора между ними. Рекомендуемый зазор при сборке стыкового соединения при V-образной разделке зависит от притупления и толщины свариваемого металла. Чем толще металл и больше притупление, тем больше зазор, и наоборот. Прихватки в зазор рекомендуется производить электродами ? 3 мм с минимальной высотой. Протяженность прихваток 10–15 мм. В зависимости от размеров изделия и толщины металла прихватки выполняются по условиям чертежа или технологического процесса, в которых оговорены протяженность и частота прихваток.
При сварке такого шва за несколько проходов обеспечить хороший провар первого слоя в корне разделки гораздо легче. Для этого обычно применяют электроды ? 3–4 мм и сварку ведут без поперечных колебаний. Последующие слои выполняют в зависимости от толщины металла электродом большего диаметра с поперечными колебаниями.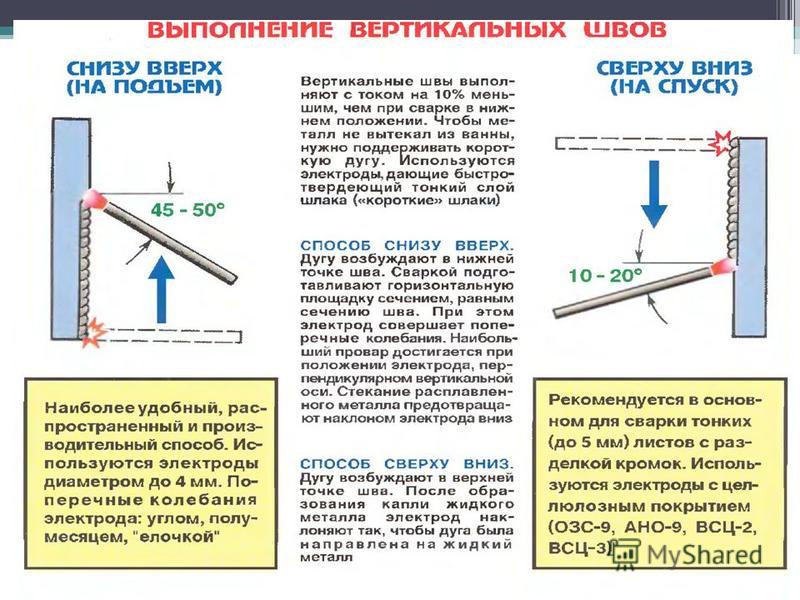 Для обеспечения хорошего провара между слоями предыдущие швы и кромки следует тщательно очищать от шлака и брызг металла.
Для обеспечения хорошего провара между слоями предыдущие швы и кромки следует тщательно очищать от шлака и брызг металла.
Для зачистки шва от шлака удобно применять специальный инструмент – металлическую щетку, оснащенную маленьким молоточком для сбивания шлаковых наслоений.
Заполнять разделку кромок можно швами с шириной на всю разделку или отдельными валиками (рис. 29). Однослойный однопроходный шов выполняется за один проход (напроход). При сварке металла большой толщины шов выполняют слоями, каждый из которых накладывают за один проход (многослойный) или за несколько проходов (многослойный многопроходный). В многопроходных швах последний валик (поз. 11 на рис. 29, д) для улучшения внешнего вида иногда можно выполнять на всю ширину разделки (декоративный слой).
Рис. 29. Способы выполнения швов различной длины (а – напроход; б – от середины к краям; в – обратноступенчатый) и поперечные сечения многослойных (г) и многопроходных (д) стыковых швов; нумерация соответствует порядку выполнения швов
Сварка за один проход предпочтительнее при ширине шва не более 14–16 мм, так как дает меньше остаточных деформаций. При толщине металла более 15 мм сварка каждого слоя напроход нежелательна. Первый слой успевает остыть, и в нем возникают трещины. Для равномерного прогрева металла по всей длине швы накладывают двойным слоем («горкой»), каскадом или блоками. При каскадном способе заполнения шва двойным слоем второй слой накладывают по неостывшему первому после удаления сварочного шлака в противоположном направлении на длине 200–400 мм. Сварка «горкой» – разновидность каскадного метода. Ее ведут два сварщика одновременно от середины к краям. Оба метода – это обратноступенчатая сварка не только по длине, но и по сечению шва, причем зона сварки всегда остается горячей.
При толщине металла более 15 мм сварка каждого слоя напроход нежелательна. Первый слой успевает остыть, и в нем возникают трещины. Для равномерного прогрева металла по всей длине швы накладывают двойным слоем («горкой»), каскадом или блоками. При каскадном способе заполнения шва двойным слоем второй слой накладывают по неостывшему первому после удаления сварочного шлака в противоположном направлении на длине 200–400 мм. Сварка «горкой» – разновидность каскадного метода. Ее ведут два сварщика одновременно от середины к краям. Оба метода – это обратноступенчатая сварка не только по длине, но и по сечению шва, причем зона сварки всегда остается горячей.
При сварке блоками шов заполняют отдельными ступенями по всей высоте сечения шва. Этот метод применяют при соединении деталей из сталей, закаливающихся при сварке.
Швы с Х– или U-образным скосом кромок по сравнению с V-образным имеют преимущества: в 1,6–1,7 раза уменьшаются объем наплавленного металла и угловые деформации, улучшается провар корня шва. Сварку этих швов выполняют так же, как и с V-образной разделкой, но для уменьшения остаточных деформаций и напряжений желательно накладывать каждый валик или слой попеременно с каждой стороны. Рекомендованный зазор при Х-образной разделке – 3 миллиметра.
Сварку этих швов выполняют так же, как и с V-образной разделкой, но для уменьшения остаточных деформаций и напряжений желательно накладывать каждый валик или слой попеременно с каждой стороны. Рекомендованный зазор при Х-образной разделке – 3 миллиметра.
При сварке на весу (рис. 30, а) наиболее трудно обеспечить провар корня шва и формирование хорошего обратного валика по всей длине стыка. В этом отношении более благоприятна сварка на плотно прижатой съемной медной или остающейся стальной подкладке (рис. 30, б – в). Последние увеличивают расход металла и не всегда технологичны. В медной подкладке для формирования обратного валика делают формирующую канавку, но могут возникнуть трудности точной установки кромок вдоль формирующей канавки.
Рис. 30. Схема сварки стыковых швов:
а – на весу; б – на медной съемной подкладке; в – на остающейся стальной подкладке; г – с предварительным подварочным швом; д – удаление непровара в корне шва для последующей подварки
Если с обратной стороны возможен подход к корню шва и допустима выпуклость обратной стороны шва, целесообразна подварка корня швом небольшого сечения с последующей укладкой основного шва (рис. 30, г). В некоторых случаях при образовании непроваров в корне шва после сварки основного шва дефект в корне разделывают газовой, воздушно-дуговой строжкой или механическими методами (рис. 30, д) с последующим выполнением подварочного шва.
30, г). В некоторых случаях при образовании непроваров в корне шва после сварки основного шва дефект в корне разделывают газовой, воздушно-дуговой строжкой или механическими методами (рис. 30, д) с последующим выполнением подварочного шва.
Сварку угловых швов в нижнем положении можно выполнять двумя приемами. Сварка вертикальным электродом «в лодочку» (рис. 31, а) обеспечивает наиболее благоприятные условия для провара корня шва и его формирования. По существу этот прием напоминает сварку стыковых швов с V-образной разделкой кромок, так как шов формируется между свариваемыми поверхностями. Однако при этом способе требуется тщательная сборка соединения под сварку с минимальным зазором в стыке для предупреждения вытекания в него расплавленного металла.
Рис. 31. Положение электрода и изделия при сварке:
а – «в лодочку»; б – таврового соединения; в – внахлестку; г – углового соединения
При наложении угловых швов наклонным электродом, в т. ч. «в лодочку», сварку лучше вести углом назад. Во избежание непровара и подрезов кромок сварку «в лодочку» лучше выполнять методом опирания электродного покрытия на кромки.
ч. «в лодочку», сварку лучше вести углом назад. Во избежание непровара и подрезов кромок сварку «в лодочку» лучше выполнять методом опирания электродного покрытия на кромки.
При сварке наклонным электродом (рис. 31, б – г) трудно обеспечить провар шва по нижней плоскости ввиду натекания на нее расплавленного металла и предупредить подрез на вертикальной плоскости из-за стекания расплавленного металла. Поэтому таким способом обычно сваривают швы с катетом до 6–8 мм. При сварке угловых швов наклонным электродом трудно также обеспечить глубокий провар в корне шва, поэтому в односторонних или двусторонних швах без разделки кромок может образоваться непровар, который под нагрузкой послужит началом развития трещин. Для предупреждения этого в ответственных соединениях при толщине металла 4 мм и более необходима односторонняя, а при толщине 12 мм и более – двусторонняя разделка кромок.
Тавровые и угловые швы без скоса кромок с катетами более 10 мм выполняют в один слой поперечными движениями электрода треугольником с задержкой в корне шва. Дугу при этом возбуждают на горизонтальной полке, а не на вертикальной, чтобы избежать натекания металла.
Дугу при этом возбуждают на горизонтальной полке, а не на вертикальной, чтобы избежать натекания металла.
При сварке наклонным электродом многопроходных швов первым выполняют шов на горизонтальной плоскости. Формирование последующего валика происходит с частичным удержанием расплавленного металла сварочной ванны нижележащим валиком.
Наплавка. Наплавка на поверхности изделия выполняется одиночными валиками. Каждый последующий валик необходимо выполнять так, чтобы центр сварочной дуги (электрода) проходил по краю предыдущего валика, перекрывая его на половину или на треть ширины (рис. 32, а). Перед сваркой очередного валика предыдущий валик нужно очистить от шлака и крупных брызг зубилом и металлической щеткой от нагара.
Рис. 32. Наплавка:
а – формирование валиков наплавки; б – выравнивание высоты по краям; 1 – наплавленный металл; 2 – дополнительные валики
Наблюдая за центром дуги, одновременно необходимо следить за краем жидкой ванны, который должен доходить (или чуть-чуть не доходить) до вершины предыдущего валика.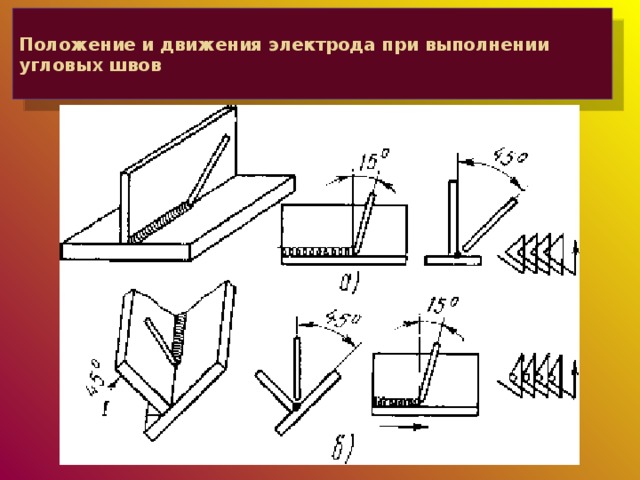 Наклон электрода по отношению к изделию и предыдущему валику должен составлять 80–90°. Наклон электрода по отношению к направлению сварки определяется по правилу: «чтобы шлак вперед не забегал и сзади не отставал». Сварочный ток и диаметр электрода, в зависимости от толщины изделия, – максимальные или близкие к максимальным.
Наклон электрода по отношению к изделию и предыдущему валику должен составлять 80–90°. Наклон электрода по отношению к направлению сварки определяется по правилу: «чтобы шлак вперед не забегал и сзади не отставал». Сварочный ток и диаметр электрода, в зависимости от толщины изделия, – максимальные или близкие к максимальным.
При наплавке нужно использовать среднюю длину дуги. При сварке с манипулированием электродом перемещение электрода необходимо производить от центра шва на предыдущий валик и на изделие на равное расстояние. Постоянно следует следить за геометрией, высотой и шириной предыдущего и выполняемого валика.
Для выравнивания высоты по краям наплавленного участка необходимо произвести невысокие дополнительные валики (рис. 32, б). Это поможет добиться минимальных перепадов между валиками, что не потребует механической зачистки перед наплавкой последующего слоя.
При многослойной наплавке жидкотекучий шлак «спешит» занять несовершенство предыдущего слоя (углубления), что вносит дополнительные сложности в процесс сварки. В данном случае после тщательной зачистки предыдущего слоя от шлака необходимо центром дуги обязательно идти по центру углублений, иначе требуется дополнительная зачистка первого слоя от глубоких перепадов между вершинами. В данном случае теряются качество и производительность наплавки.
В данном случае после тщательной зачистки предыдущего слоя от шлака необходимо центром дуги обязательно идти по центру углублений, иначе требуется дополнительная зачистка первого слоя от глубоких перепадов между вершинами. В данном случае теряются качество и производительность наплавки.
Высота наплавки каждого слоя зависит от диаметра электрода и не должна превышать ? его диаметра.
Сварка стыковых соединений в нижнем положении
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Сложность сварки стыковых соединений с разделкой кромок и угловых швов заключается в том, что сварка ведется в стесненных условиях.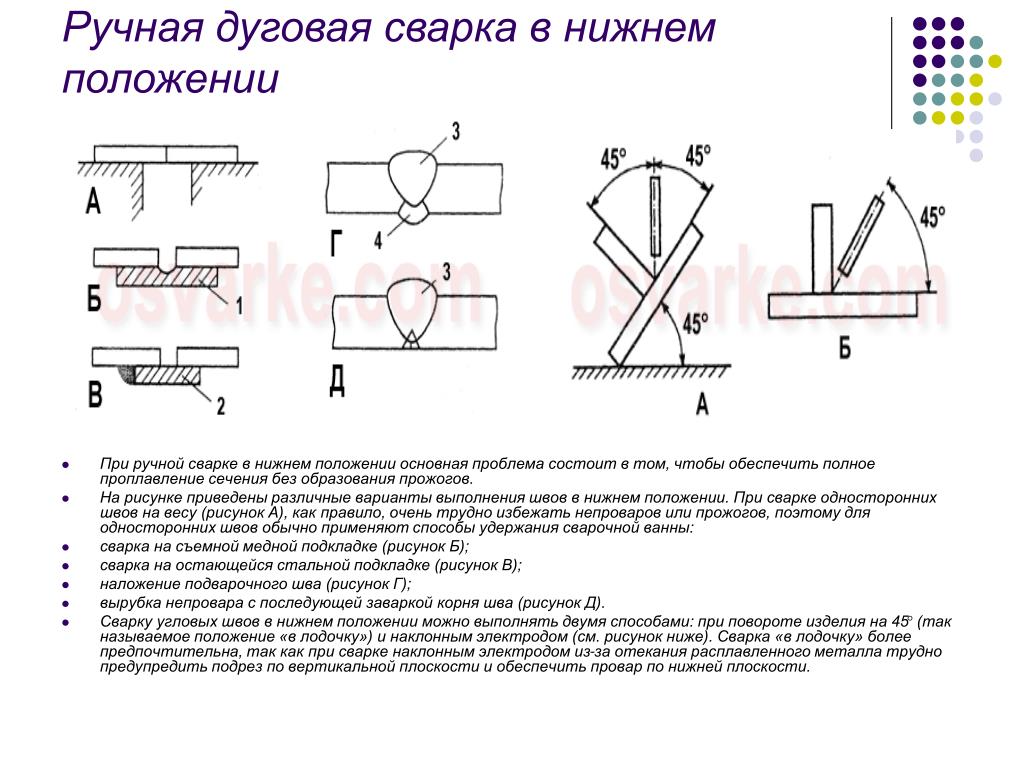
Отличительная особенность сварки заключается в следующем:
1) жидкому шлаку стекать по краям валика не позволяют кромки разделки;
2) шлака на единицу площади поверхности металла шва больше, чем при сварке валика на открытой поверхности;
3) из-за большого количества жидкого шлака происходит накат его на сварочную дугу;
4) шлак, идущий впереди, стекает вниз разделки и мешает сварочному процессу, что приводит к непровару и зашлаковке, В этом случае сварку необходимо производить «углом назад». При сварке ответственных изделий, подлежащих всем видам контроля, к стыковым швам предъявляются особые требования при выполнении всех операций.
Корень шва
Особое требование предъявляется к сварке корня шва, который состоит из первого валика — «сварка в зазор» и второго — «сварка с обратной стороны».
Качество корневого шва зависит:
1. От качества сформированного первого корневого валика.
2. От качественной подготовки обратной стороны корня шва под сварку второго валика.
3. От качественной сварки второго корневого валика (валика с обратной стороны).
I. Сварка первого корневого валика в стыковом соединении
Сварка первого корневого валика в стыковом соединении самая сложная и требует от сварщика особых навыков и большой тренировки.
Выполненный валик должен быть «нормальным» или «вогнутым», с проплавлением обоих кромок, без подрезов, с хорошим формированием с обратной стороны. Все это достигается при определенной совокупности подбора сварочного тока, скорости сварки, длины дуги, наклона и манипулирования электродом.
При сварке первого корневого валика в зазор с V-образной разделкой кромок (рис. 31а) применяется электрод диаметром 3 мм, сварочный ток в диапазоне 85 ± 5 ампер в зависимости от толщины металла, зазора и притупления.
При сварке V-образной (рис. 31б) и Х-образной разделке (рис. 31в) применяются электроды диаметром 3-4 мм (рекомендуется применять электрод диаметром 4 мм). Протяженность валика одного электрода диаметром 4 мм в 2-3 раза превышает длину валика, сваренного электродом диаметром 3 мм. Сокращается количество стыковок электрода (начало и конец сварки), что уменьшает возможность дефектов и резко увеличивает производительность. Сварочный ток для электрода диаметром 3 мм — 90 А ± 5 А, 4мм — 140 А±5 А.
Сокращается количество стыковок электрода (начало и конец сварки), что уменьшает возможность дефектов и резко увеличивает производительность. Сварочный ток для электрода диаметром 3 мм — 90 А ± 5 А, 4мм — 140 А±5 А.
Подобрав диаметр электрода и сварочный ток в зависимости от сборки и вышеперечисленных условий, сварку в зазор первого валика рекомендуется производить тремя способами:
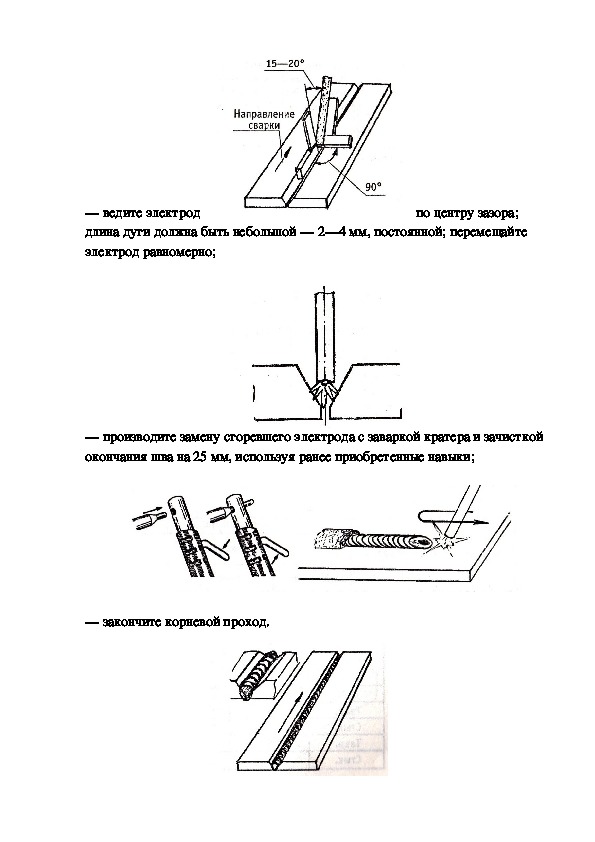
1-й способ — без манипулирований (рис. 32), Этот способ возможен при совокупности минимального рекомендуемого тока в V-образной и минимально го или среднего в Х-образной разделке, средней длины дуги при определенном зазоре и притуплении кромок и толщине металла. Наблюдая за оплавлением обеих кромок и притупления сварочной дугой и заполнением зазора жидким электродным металлом, необходимо производить поступательное движение с определенной скоростью, не позволяющей делать пропуски в соединении кромок при большой скорости и прожоги при маленькой скорости.
Угол наклона электрода по отношению к направлению сварки выдерживать 90 ± 10°.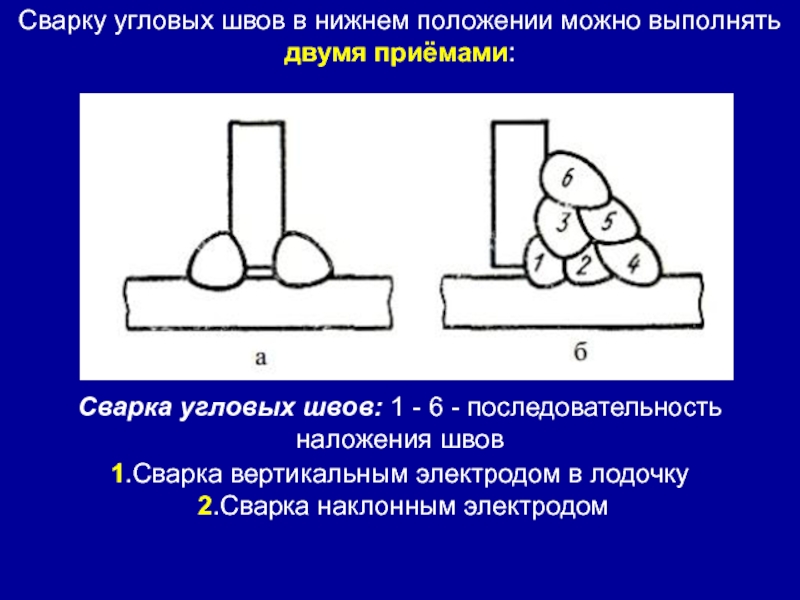 Сварка под «прямым углом» и «углом вперед» в разделке возможна только при сварке первого валика в зазор, т.к. часть жидкого шлака, идущего впереди, стекает в зазор и защищает жидкий металл шва с обратной стороны изделия.
Сварка под «прямым углом» и «углом вперед» в разделке возможна только при сварке первого валика в зазор, т.к. часть жидкого шлака, идущего впереди, стекает в зазор и защищает жидкий металл шва с обратной стороны изделия.
В случае недостаточного зазора (при сборке) или же стяжки кромок и др. причин в процессе сварки шлак, идущий впереди, не успевает стекать в зазор и происходит его излишнее накопление впереди электрода, что может привести к непровару корня шва.
В этом случае необходимо сварку производить «углом назад».
В том случае, когда зазор в сочетании с другими параметрами оказался большой и происходит чрезмерный проплав или сварка на грани прожога, необходимо применять сварку «углом вперед». В этом случае воздействие на притупление и зазор происходит не прямой («открытой дугой»), с максимальным проплавлением, а через жидкий металл, идущий чуть впереди. При этом внимательно наблюдать, чтобы жидкий металл, идущий впереди электрода (получается как бы поступательным движением электрода мы «катим» впереди жидкий металл), оплавлял обе кромки притупления, соединяя их электродным металлом. Это возможно при определенной скорости сварки, которую должен определить сварщик.
Это возможно при определенной скорости сварки, которую должен определить сварщик.
2-й способ — с манипулированием электродом — «вперед назад». Не меняя наклона электрода, для избежания прожога, действуя «открытой дугой» на кромки в зазоре, производить возвратно-поступательные движения. При возврате на кристаллизующийся валик (8-12 мм) место перехода кратера в зазор подстывает. Затем снова выполнить движение вперед, проплавляя открытой дугой край кратера и кромки притупления в зазоре.
Расстояние прохода открытой дугой над зазором зависит от всех перечисленных выше условий. Поэтому сварщик сам должен ориентироваться и выбирать оптимальный вариант.
3-й способ — с манипулированием электродом (рис. 33) — «лестница», том случае, когда происходит чрезмерное проплавление, рекомендуете, производить поперечные колебательные движения от одной кромки к дру гой. Очень важен переход над зазором. Если кромки притупления не оплавляются — значит, слишком быстрый переход и высокая длина дуги. Необходимо при переходе над зазором уменьшить длину дуги, а при подходе к кромке разделки чуть подняться по ней вверх и в месте задержки сделать короткую дугу (как бы прижаться электродом к изделию). Задержка необходима для отвода тепла от зазора, для прогрева кромки и для наполнения кратера электродным металлом. Переход к другой кромке осуществлять (без суеты) спокойно (для избежания подреза на кромке). В зависимости от проплавления кромок притупления проходить либо через зазор (как бы спускаясь), либо над зазором, выдерживая выбранную высоту валика от зазора. Наклон электрода по отношению направления сварки 90° ±10°
Необходимо при переходе над зазором уменьшить длину дуги, а при подходе к кромке разделки чуть подняться по ней вверх и в месте задержки сделать короткую дугу (как бы прижаться электродом к изделию). Задержка необходима для отвода тепла от зазора, для прогрева кромки и для наполнения кратера электродным металлом. Переход к другой кромке осуществлять (без суеты) спокойно (для избежания подреза на кромке). В зависимости от проплавления кромок притупления проходить либо через зазор (как бы спускаясь), либо над зазором, выдерживая выбранную высоту валика от зазора. Наклон электрода по отношению направления сварки 90° ±10°
Большое значение на качество корневого валика имеет начало и коне сварки (при замене электрода).
При недостаточной квалификации сварщика при сварке первого корневого валика (в зазор) в местах стыковки электродов при формировании корня шва с обратной стороны образуются «ямочки», т.е. углубленные несплавления (рис. 34). Приходится проводить глубокую механическую выборку обратной стороны корневого шва, даже при наличии хорошо сформированного обратного валика.
Для того, чтобы избежать выборки, необходимо, чтобы:
1. Высота корневого валика не превышала диаметра электрода.
2. Кратер при окончании электрода оставался пологим.
3. Перед зажиганием нового электрода тщательно очистить кратер и особенно окончание кратера, переходящего в зазор, и сам зазор от застывшего шлака. При необходимости зачистить механическим способом кратер с плавным переходом в зазор.
4. Зажигание нового электрода производить на вершине кратера, соединив первую чешуйку с последней чешуйкой застывшего валика (рис. 35).
Спускаясь по кратеру с положения (1) к зазору, необходимо не допускать подтекания жидкого шлака под дугу в зазор (путем правильного выбора угла наклона электрода и скорости продвижения). Не доходя до окончания кратера, из положения 2, быстро перевести электрод (при этом выровнять наклон электрода до 90° к направлению сварки) в положение 3 и, действуя открытой дугой, произвести задержку центром дуги в месте перехода кратера в зазор при короткой длине дуги.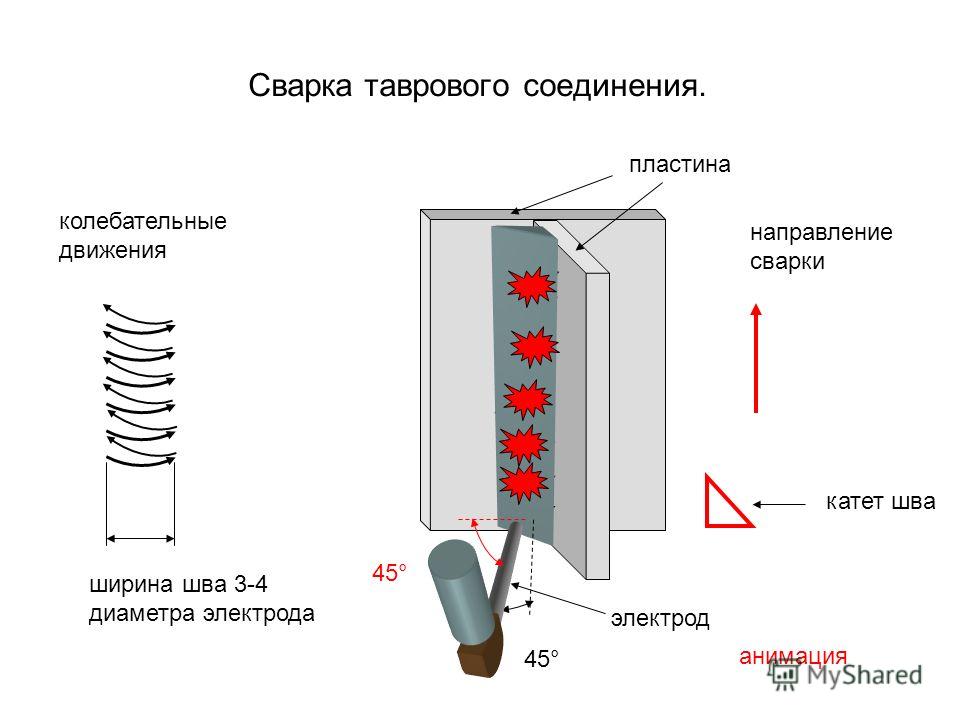 Время задержки определяется следующим образом. В начале горение большей части дуги происходит по другую сторону зазора, т.е. с обратной стороны, что и позволяет проплавить перемычку с обеих сторон. И после того, как электродный металл заполнит зазор в месте задержки и дуга в основном будет гореть со стороны сварки, начать поступательное движение одним из способов, выбранным сварщиком. Все это позволит сформировать корень шва с обратной стороны с минимальными перепадами в местах замены электродов и избежать глубоких «ямочек». При хорошо сформированном обратном валике не требуется выборки, что уменьшает расход материалов и увеличивает производительность труда.
Время задержки определяется следующим образом. В начале горение большей части дуги происходит по другую сторону зазора, т.е. с обратной стороны, что и позволяет проплавить перемычку с обеих сторон. И после того, как электродный металл заполнит зазор в месте задержки и дуга в основном будет гореть со стороны сварки, начать поступательное движение одним из способов, выбранным сварщиком. Все это позволит сформировать корень шва с обратной стороны с минимальными перепадами в местах замены электродов и избежать глубоких «ямочек». При хорошо сформированном обратном валике не требуется выборки, что уменьшает расход материалов и увеличивает производительность труда.
Примечание. Можно, не обивая шлака, начинать новый электрод. Это идеальный вариант для качественной стыковки окончания и начала сварки, но требует высокого мастерства, сноровки в быстрой замене электрода (не при каждом держателе есть такая возможность) и ряде других факторов, когда не успевает застыть кратер и шлак еще жидкий (полужидкий) и красный, все это дает возможность легкого зажигания электрода и хорошего проплавления в стыковке. Такое зажигание исключает образование стартовых пор. Это возможно, повторяем, только при незастывшем кратере.
Такое зажигание исключает образование стартовых пор. Это возможно, повторяем, только при незастывшем кратере.
Таким способом можно варить корень шва двумя сварщиками в «перехват».
Перед подготовкой к сварке обратной стороны разделки необходимо на первый корневой валик проложить еще 1-2 валика (в зависимости от толщины металла) для увеличения сечения шва по высоте. Это требуется для того, чтобы в случае выборки обратной стороны не осталось тонкое сечение первого корневого валика. Если позволяет ширина предыдущего валика, перейти на больший диаметр электрода. Сварочный ток — средний или максимальный. Сварку производить «углом назад». Угол наклона электрода в зависимости от расположения шлака. Скорость сварки выдерживать такую, чтобы валики были без усиления, без подрезов по краям шва Манипулирование электродом производить в зависимости от ширины предыдущего и выполняемого валиков, с обязательной задержкой на кромка разделки. Задержка необходима для прогревания кромок, что способствует лучшему формированию валика и исключению подрезов по краям шва
II.
 Подготовка обратной стороны корня шва
Подготовка обратной стороны корня шваВ зависимости от форм разделки и качества сформированного первого валика с обратной стороны произвести выборку обратной стороны до чистого металла таким образом, чтобы торец электрода с покрытием по всей длине выборки касался «дна» выборки. Ширина (S) выборки зависит от глубины выборки. Глубина (h) выборки зависит от качества сформированного обратного валика.
Рис. 36а — при V-образной разделке выборку рекомендуется подготовить под электрод диаметром 4 мм.
Сварку выполнять в один-два слоя электродом диаметром 4-5 мм.
Рис. 36б — при h < 2 мм произвести выборку на ширину 3-4 мм. Сварку выполнить в один проход электродом диаметром 4-5 мм.
Рис. 36в — выборка на глубину 3 мм и более, a S менее диаметра электрода с покрытием может привести к непровару и зашлаковке. Не рекомендуется.
Рис. 36г — Х-образная разделка. При качественно сформированном корне шва с обратной стороны, когда ширина S по всей длине разделки равна или более диаметра электрода с покрытием, выборка не требуется. Это самый оптимальный и производительный случай.
Это самый оптимальный и производительный случай.
В том случае, когда необходима выборка, произвести ее как показано на рис. 36д, очень важно — места 1 и 2 раздать (срезать).
Рис. 36е — если выборка глубокая и места 1, 2 не срезаны, получаются параллельные кромки. И если даже электрод с покрытием входит в такую разделку, то горение сварочной дуги происходит в сжатых условиях, что приводит к непроварам и зашлаковке в местах «3» и нестабильному сварочному процессу.
Рекомендуется выборку делать отрезным камнем толщиной в 6 мм, что позволит применять электрод диаметром 4 мм, о преимуществе которого говорилось ранее.
III. Сварка второго корневого валика
Корневой валик с обратной стороны является завершением сварки корня шва в Х-образной разделке и в V-образной (с подваркой корня с обратной стороны). Чаще всего дефекты в корне шва бывают не при сварке первого валика, а при сварке корневого валика с обратной стороны, т.е. между первым и обратным корневым валиках. Рекомендуемые ниже советы помогут избежать дефектов в основе шва.
Рекомендуемые ниже советы помогут избежать дефектов в основе шва.
После подготовки обратной стороны корневого валика сварщик должен убедиться в качестве выборки (подготовки) обратной стороны путем промера S разделки выбранным диаметром электрода (рис. 37а).
Сварочный ток подобрать согласно диаметру электрода от среднего до максимального значения в зависимости от конкретного случая. Подобрав сварочный ток, большое значение на качество сварки 1-го валика с обратной стороны оказывает угол наклона электрода. Сварка ведется в самом узком месте. И если при сварке в зазор идущий впереди жидкий шлак частично стекает в зазор, то в данном случае ему некуда стекать, как только под электрод. Кроме того, избыточное его количество на единицу площади металла шва напирает на сварочную дугу. Происходит зашлаковка и непровар между первым корневым и вторым свариваемым валиком. Чтобы избежать зашлаковки и добиться максимального переплавления с первым корневым валиком, необходимо сварку производить «углом назад», чтобы силой дуги оттеснять жидкий шлак.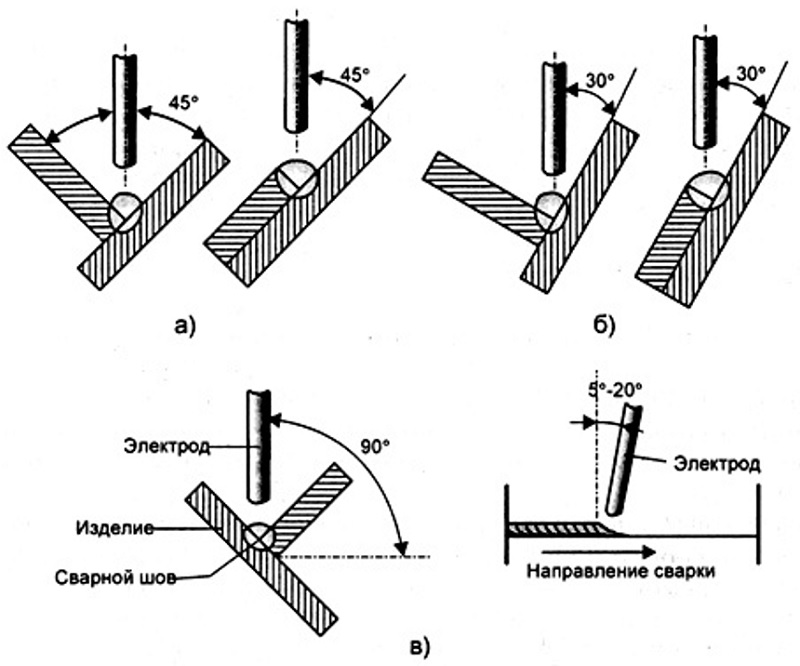 Иногда, чтобы добиться качественного валика, необходимо наклонять электрод под очень малым углом к изделию, чуть ли не «лежа».
Иногда, чтобы добиться качественного валика, необходимо наклонять электрод под очень малым углом к изделию, чуть ли не «лежа».
В случаях, когда все же жидкий шлак начинает появляться впереди электрода, — необходимо увеличить: наклон электрода, скорость сварки, длину дуги и произвести короткую пробежку электрода чуть вперед на 5-12 мм. В этом случае дуга отгоняет жидкий шлак назад. Затем небольшой возврат (для выравнивания валика), после чего продолжать поступательное движение с определенной скоростью и определенным углом наклона электрода.
Скорость сварки значительно влияет на расположение жидкого шлака. Необходимо поступательное движение электрода выбрать таким, чтобы высота валика была минимальной, а ширина достаточной для соединения обеих кромок разделки (выборки). Валик должен быть «нормальным» или «вогнутым» (рис. 37б). При оптимально выбранных скорости и наклоне электрода происходит прямое воздействие на «дно» разделки открытой дугой, что способствует максимальному сплавлению второго валика с первым. При выполнении «горбатого» валика возможны непровары, зашлаковки по краям шва. В таком случае требуется выборка — зачистка усиления, что влечет за собой излишний расход материалов, электродов и времени.
При выполнении «горбатого» валика возможны непровары, зашлаковки по краям шва. В таком случае требуется выборка — зачистка усиления, что влечет за собой излишний расход материалов, электродов и времени.
Длину дуги при сварке первого корневого валика с обратной стороны корня шва рекомендуется выдерживать средней или между средней и короткой. При средней длине дуги ванна шире и захватывает обе кромки, меньше скапливается жидкого шлака впереди электрода.
Заполнение разделки
Заполнение разделки — 2 этап сварки стыковых и угловых соединений. После сварки корня шва перейти на больший диаметр электрода, если позволяет ширина корневого валика. Последующие 3-й и 4-й валики с обеих сторон в Х-образной разделке и 2-й и 3-й в V-образной разделке, а также при сварке «в лодочку» в угловых соединениях, рекомендуется варить на максимальном или близко к максимальному сварочном токе (рис. 38). Валики, выполненные во всю ширину разделки, должны быть «нормальными». С увеличением ширины разделки переходить на сварку с манипулированием, как показан 5-й валик. Выполнить «нормальные» валики без подрезов с плавным переходом на кромки позволит задержка на каждой кромке. При подходе к стенке разделки краем электрода (обмазки) плотно прижаться к кромке. Сделав задержку, мы прогреваем ее и, уходя электродом к другой стенке, жидкий металл хорошо формируется у прогретой стенки. Переход от одной стенки к другой осуществлять после заполнения электродным металлом кратера плавно, не допуская подреза.
Выполнить «нормальные» валики без подрезов с плавным переходом на кромки позволит задержка на каждой кромке. При подходе к стенке разделки краем электрода (обмазки) плотно прижаться к кромке. Сделав задержку, мы прогреваем ее и, уходя электродом к другой стенке, жидкий металл хорошо формируется у прогретой стенки. Переход от одной стенки к другой осуществлять после заполнения электродным металлом кратера плавно, не допуская подреза.
Многопроходная, многослойная сварка сравнима с наплавкой. При заполнении разделки больших толщин, когда ширина валика превышает 3 диаметра электрода (с покрытием), необходимо переходить на сварку последующих слоев в несколько проходов. При переходе в два валика, первый валик (6-ой по рис. 39) рекомендуется прокладывать с неудобной для сварщика стороны, оставляя место для второго валика не менее диаметра электрода с покрытием. Сварочный ток — в максимальном диапазоне. Валик должен быть с усилением, как при обычной наплавке, но с плавным переходом к кромке и нижнему валику Для второго валика получается форма как при сварке «в лодочку». Его высоту можно выполнить наравне с 6-м валиком, чуть ниже или выше. Последующие слои — обычная наплавка (не забывая оставлять между предпоследним валиком каждого слоя и кромкой расстояние не менее диаметра электрода с покрытием).
Его высоту можно выполнить наравне с 6-м валиком, чуть ниже или выше. Последующие слои — обычная наплавка (не забывая оставлять между предпоследним валиком каждого слоя и кромкой расстояние не менее диаметра электрода с покрытием).
При Х-образной разделке необходимо чередовать сварку с обеих сторон. Чем чаще чередовать, тем меньше поводки изделия. Минимальное количество кантовок — 3 раза:
1) 1/3 разделки с корня шва с одной стороны — 1-я кантовка.
2) 1/2 разделки с другой стороны корня шва — 2-я кантовка.
3) Окончательное заполнение разделки с начальной стороны — 3-я кантовка.
4) Окончательное заполнение второй стороны.
Сварка лицевого валика (слоя)
Для завершения всего шва правильной формы или по заданному техпроцессу необходимо предпоследний валик (4-й, рис. 40а и 11…13 валики, рис. 40б) закончить так, чтобы оставить незаполненную разделку от 2 мм до -0,5 мм. Это необходимо для качественного формирования лицевого слоя.
Если предпоследний слой выполнен в ноль с поверхностью, то лицевой слой по краям проложить трудно (нет ориентира по кромке) и шов может быть неровный по краям и не выдержан по высоте.
Если оставить незаполненную разделку глубже 2-х мм, то по краям могут быть подрезы и непровары, а сам лицевой шов может быть занижен. Лицевой слой выполняется в зависимости от размеров разделки и может быть выполнен в один или несколько проходов. Край разделки необходимо захватить сварочной дугой на расстоянии не более чем в пол-электрода. Последним валиком (16-м) в многопроходном слое соединить вершины боковых валиков.
Тудвасев В.А. «Рекомендации сварщикам».
См. также:
Техника сварки вертикальных, горизонтальных и потолочных швов
1. Техника сварки вертикальных, горизонтальных и потолочных швов
План урока:I. Техника сварки вертикальных швов
II. Техника сварки горизонтальных швов
III. Техника сварки потолочных швов
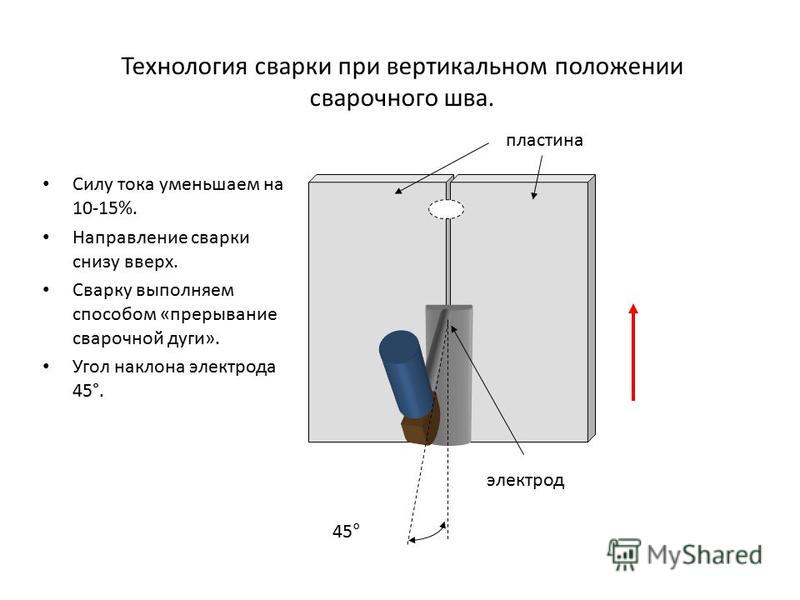
2. (I)Техника сварки вертикальных швов
• При сварке вертикальных швов каплирасплавленного металла стремятся стекать
вниз. Поэтому такие швы выполняют более
короткой дугой, при которой капли,
вследствие действия сил поверхностного
натяжения, легче переходят с электрода в
кратер шва.

• Конец электрода отводят вверх или в
сторону от капли, давая ей возможность
затвердеть.
• Вертикальные швы стыковые и угловые
могут выполнятся:
1. Снизу вверх;
2. Сверху вниз.
(1) Вертикальные швы лучше сваривать снизу
вверх, тогда нижележащий кратер будет
удерживать капли металла. Дугу
возбуждают в нижней точке шва. Сваркой
подготавливают горизонтальную площадку
сечением, равным сечению шва.
• При этом электрод совершает поперечные
колебания. Наибольший провар
достигается при положении электрода,
перпендикулярном вертикальной оси.
Стекание расплавленного металла
предотвращают наклоном электрода вниз
на 45-50°.
• Вертикальные швы выполняют с током на
10% меньшим, чем при сварке в нижнем
положении. При этом уменьшается объем
жидкого металла в кратере шва, что
облегчает сварку.
Используются электроды
диаметром до 4 мм.
Поперечные колебания
электрода: углом,
полумесяцем, «елочкой»
(2) Вертикальная сварка сверху вниз возможна
электродами дающими тонкий
шлак(«короткие» шлаки), металл в
сварочной ванне затвердевает быстрее и
стекания его не происходит.
 Например
Напримерэлектроды с целлюлозным покрытием (ОЗС9, АНО-9, ВСЦ-2, ВСЦ-3).
• Дугу возбуждают в верхней точке шва. После
образования капли жидкого металла электрод
наклоняют так, чтобы дуга была направлена
на жидкий металл.
• Рекомендуется в основном для сварки
тонких металлов (до 5 мм).
• Производительность сварки сверху вниз
выше производительности сварки снизу
вверх.
8. (II)Техника сварки горизонтальных швов
• Для уменьшения стекания металла привыполнении горизонтальных швов скос
кромок делают только у верхнего листа.
Дугу возбуждают на нижней кромке, а
затем переводят ее на кромку верхнего
листа, поднимая вверх стекающую каплю
металла.
9. Схема сварки горизонтальных швов
• Горизонтальные швы толщиной более 8ммвыполняют многопроходными
(продольными ниточными валиками),
причем первый валик (корень шва)
выполняют электродом диаметром 4 мм, а
последующие— электродом 5 мм.
• Горизонтальные швы хуже по качеству, чем
вертикальные. При сварке возможно
образование подрезов на верхней кромке,
возможны шлаковые включения и поры в
корне шва.
12. (III)Техника сварки потолочных швов
• Наиболее трудно выполнять потолочные швы,которые свариваются возможно более короткой
дугой и быстрыми колебательными
движениями. Для сварки потолочных швов
применяют электроды с покрытиями более
тугоплавкими, чем металл электрода. В этом
случае покрытие образует на конце электрода
чехольчик, удерживающий капли металла.
• В процессе сварки конец электрода то
удаляют, то приближают к ванне. При
удалении электрода дуга гаснет и металл
шва затвердевает. Для потолочной сварки
используют электроды диаметром 3-4мм.
• При сварке потолочных швов пузырьки газа,
всплывая, попадают в корень шва, что
снижает прочность сварного соединения.
Следовательно, для сварки в потолочном
положении необходимо пользоваться
хорошо просушенными электродами.

• Для сварки в любом пространственном
положении пригодны электроды марок:
ОМА-2, ОММ-5, ОЗЦ-1, ЦМ-7, ОЗС-4, ОЗС-2,
УОНИ-13/45
• Потолочная сварка применяется только при
монтаже крупных конструкций, сварке
неповоротных стыков трубопроводов,
ремонтной сварке и других подобных
работах, когда выполнение шва в нижнем
положении невозможно.
17. Самостоятельно
1.
2.
1 вариант
Самостоятельно
• 2 вариант
Чему д.б. равна длина дуги?
Преимущества Х-образной
разделки кромок.
3. Какие меры применяют для
надeжного провара корня шва?
4. В каких случаях применяют
многослойные швы?
5. Трудности при сварке угловых
швов.
6. В каком случае для угловых швов
делают разделку кромок?
7. Если толщина свариваемых листов
4 и 6мм, то чему равен катет шва?
8. Способы сварки вертикальных
швов.
9. Какие дефекты возможны при
сварке горизонтальных швов.

10. В каких случаях применяют
потолочные швы?
1.
2.
Недостатки сварки длинной дугой.
Недостатки V-образной разделки
кромок.
3. Какие меры применяют для
надежного провара корня шва?
4. Преимущества многослойных
швов.
5. Способы сварки угловых швов.
6. Угол скоса кромки в угловом шве.
7. Если толщина свариваемых листов
10 и 15мм, то чему равен катет?
8. Трудности при сварке
вертикальных швов.
9. Какую разделку кромок выполняют
для горизонтальных швов?
10. Какие трудности возникают при
сварке потолочных швов?
• Выбрать режим
сварки для
низкоуглеродистой
стали толщиной 80
мм, шов
вертикальный, длина
3000мм (указать
разделку кромок и
количество слоев).
• Выбрать режим
сварки для
низкоуглеродистой
стали толщиной 2мм,
шов потолочный,
длина 5000мм
(указать разделку
кромок и количество
слоев).
Нужно ли сваривать вверх или вниз — что лучше всего проникнет — Welders Lab
Одна вещь, которую я усвоил еще будучи сварщиком, заключается в том, что вы почти никогда не выполняете сварку в одном и том же положении. В один момент вы можете сваривать плоско, а в другой — вертикально вниз. Именно эти вертикальные сварные швы могут быть немного сложными, если вы не сделаете их правильно.
В один момент вы можете сваривать плоско, а в другой — вертикально вниз. Именно эти вертикальные сварные швы могут быть немного сложными, если вы не сделаете их правильно.
Итак, при вертикальном шве нужно сваривать вверх или вниз? Вертикальный шов вверх обеспечивает лучшее проплавление, тогда как вертикальный шов вниз может выглядеть более эстетично.Оба сварных шва требуют практики для изучения, но могут быть очень полезными при использовании в определенных ситуациях.
Существует несколько различных способов выполнения вертикального сварного шва. Вы можете сваривать снизу, продвигаясь к верхней части соединения. И наоборот, вы можете начать сверху и двигаться к нижней части соединения со сварным швом.
Изучить технику довольно сложно, а отличий много, поэтому давайте рассмотрим 2 типа вертикальной сварки. К концу этой статьи вы должны знать гораздо больше об этих методах и о том, когда их использовать.
Сварка вертикально вверх или вниз – следует ли сваривать вверх или вниз?
В большинстве случаев ответом на вопрос, следует ли сваривать вертикально вверх или вниз, будет сварка вверх.
Вертикальные швы вверх прочнее, чем вертикальные швы вниз, благодаря проплавлению, которое вы видите. Они очень хорошо показывают себя в стресс-тестах. С другой стороны, вертикальные швы вниз отлично подходят для герметизации.
Если у вас тонкий металл и вам нужно заделать дыру, то спуск — это очень быстро и легко и вряд ли что-то прожжет.
Разница между сваркой вертикально вверх и сваркой вниз Сварка снизу шва называется вертикальной сваркой вверх. Эти техники очень разные.
Сварка вертикально вверх очень прочная и почти такая же эффективная, как и плоский шов. Вертикаль вниз, с другой стороны, носит косметический характер. Это проще и выглядит великолепно, но не будет полезно для структурных сварных швов, потому что сварной шов не прочный.
Если вам интересно, нужно ли сваривать вверх или вниз, то мы можем помочь с этим определением.
Лучше сваривать вверх или вниз?
Оба этих сварных шва полезны. Это просто зависит от того, что вы пытаетесь с ними сделать.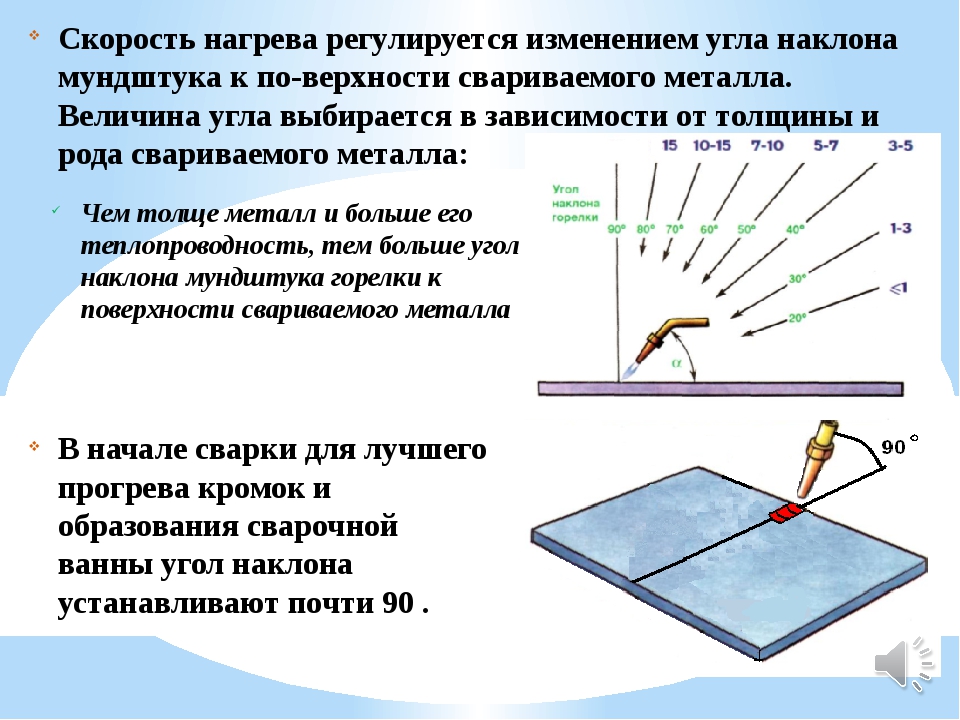 Вертикальные сварные швы очень надежны.
Вертикальные сварные швы очень надежны.
Они структурно прочны и очень хорошо работают при испытаниях под давлением. С другой стороны, ручная сварка вниз полезна для быстрого соединения. Хотя они недостаточно прочны, чтобы выдержать стресс-тесты, они быстро и эффективно работают с отверстиями и создают герметичные уплотнения.
Более тонкие металлы также более восприимчивы к сварке под наклоном. Им не нужно столько проникновения для адекватного соединения.
Вертикальная сварка вверх
Это очень прочный и эффективный способ сварки. Фактически, сварка таким способом может оказаться эффективной плоской сваркой.
Эта техника одна из самых сложных для изучения. Обычно для этого метода используется треугольный сварной шов. Вы приварите полку в нижней части соединения, используя треугольное плетение.
Усильте его, двигаясь вверх по одному слою за раз.Не вынимайте электрод из расплавленной ванны и никогда не используйте метод взбивания.
Вам нужно, чтобы ваш электрод был направлен немного вверх, чтобы вы могли контролировать свою ванну с помощью силы дуги.
Сваривать нужно медленно. Вертикальная сварка вверх — это не гонка. Полка не может пролиться, поэтому не торопитесь тщательно ухаживать за полкой. Нижний диапазон ваших токов хорошо подойдет для этой задачи.
Убедитесь, что вы выбрали правильный электрод для работы.Самая большая проблема, когда дело доходит до вертикальной сварки вверх, заключается в том, что вы боретесь с гравитацией.
Ваш сварной шов может упасть и соскользнуть, и вы должны предотвратить это.
Подсказка: Лучше всего выбрать стержневой электрод марки 7018, поскольку в нем низкий уровень железа. Лужа быстро замерзает, поэтому она не будет капать так быстро и легко, когда она жидкая.
Создание полки также будет неотъемлемой частью этого. Низкие скорости позволяют вам проникать глубоко, если вы в состоянии предотвратить расплескивание лужи.Когда вы используете толстый металл, вы хотите сваривать вверх.
Этот вид сварки аналогичен кладке кирпичной кладки. Это потому, что вы формируете основу внизу и медленно продвигаетесь вверх, выполняя одну секцию за раз.
Это потому, что вы формируете основу внизу и медленно продвигаетесь вверх, выполняя одну секцию за раз.
Когда вы укладываете новый слой, нижний сварной шов является для него твердой основой, что упрощает его. Эти бусы известны как полки.
Каждый из этих слоев или полок должен быть примерно в 1,5 или 2 раза шире диаметра электрода, который вы используете. Вы хотите использовать медленное, зигзагообразное движение.
Это позволяет работать последовательно, формируя устойчивые основания без расплескивания луж. Он замерзнет в каждой области, чтобы вы могли двигаться вверх.
Держите электроды под углом, чтобы они были слегка приподняты. Следите за тем, чтобы дуга была короткой, чтобы достичь идеального уровня проникновения и обеспечить правильное срастание суставов.
Когда вы плетете, сосредоточьтесь на боках. Вам нужно дать нижней бусине остыть, чтобы образовалась полочка.
Вы также хотите, чтобы шлак упал с полки.Если шлак попадет в сварной шов, это вызовет проблемы с целостностью. Вы также хотите работать медленно, чтобы не перегреть основной металл.
Вы также хотите работать медленно, чтобы не перегреть основной металл.
Если это произойдет, ваша лужа растечется, и вам придется оттягивать дугу от кратера.
Убедитесь, что вы не подрезаете во время плетения. Если вы раздолбаете свою работу и не наполните ее достаточно, вы уничтожите свою работу.
Гравитация работает против вас, когда дело доходит до этого, потому что она оттягивает присадочный металл от вашей работы.Вы можете избежать этой проблемы, работая медленно и при низком токе.
Низкая мощность необходима для вертикальной сварки вверх. Ваша лужа должна будет быстро замерзнуть, поэтому, если у вас слишком высокая сила тока, вы потеряете контроль и, возможно, даже прожжете свой основной металл.
Сварка порошковой проволокой на самом деле является хорошим выбором для вертикального подъема. Этот метод начал обгонять сварку электродами, потому что в нем непрерывно подается проволока.
Помните, что вам необходимо следовать стандартным процедурам безопасности.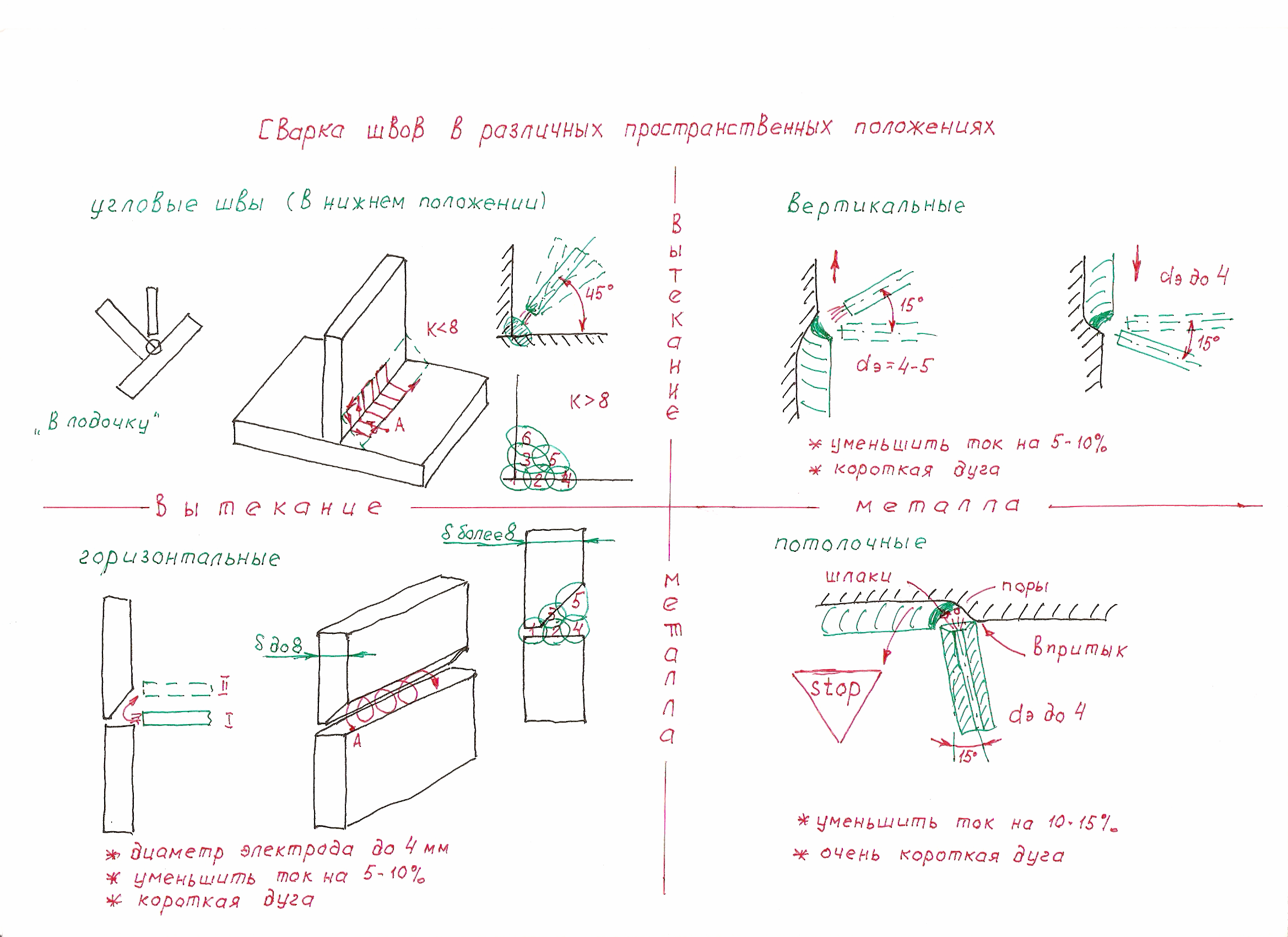 При плоской сварке и горизонтальной сварке это важно. При вертикальной сварке это еще более критично, потому что брызги и расплавленный металл падают на вас, а не от вас.
При плоской сварке и горизонтальной сварке это важно. При вертикальной сварке это еще более критично, потому что брызги и расплавленный металл падают на вас, а не от вас.
Вам обязательно понадобится каска, перчатки, защитный шлем и огнестойкая одежда с длинными рукавами и защитной обувью.
Вертикальная сварка вниз
Это косметический шов. Выглядит очень красиво, но использовать его для усиления конструкции вряд ли захочется.
Очень хорошо подходят для уплотнений и рельсов.Поручни уже очень прочные, поэтому с помощью сварки вниз их можно быстро соединить вместе. Они также полезны для масляных баков и печей, которые необходимо герметизировать.
Однако у этой формы сварки есть некоторые преимущества. Подачу проволоки можно контролировать, а также скорость перемещения и напряжение. Обычно сварка вертикальным швом вниз выполняется с помощью GMAW из-за дополнительного контроля, который вы получаете.
Для успешной сварки в вертикальном положении вниз необходимо помнить, что необходим небольшой угол сопротивления.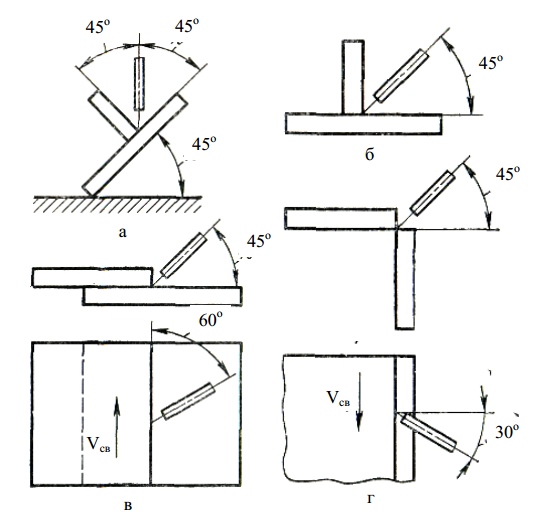
Должна быть от 10 до 15 градусов. Когда вы сделаете это, вам будет легче удерживать дугу на переднем крае лужи.
Вы должны быть осторожны, когда начинаете этот тип сварки. В противном случае вы останетесь без достаточного количества наполнителя на поверхности сварного шва.
Держите удочку под углом от 60 до 70 градусов и направляйте ее вверх по склону. Убедитесь, что вы идете быстро, но никогда не хлестать или останавливаться. Использование стержня быстрой заморозки может помочь предотвратить капание и образование шлака.
Если вы используете палку для сварки таким образом, вам нужно следить за своей лужей.Несмотря ни на что, вы должны держаться подальше от своего потока. Работайте быстро, чтобы не прогореть.
Еще одна вещь, для которой полезна сварка на спуске, — это некоторые предварительные вещи. Вы можете выполнять корневые проходы, заполняющие проходы и горячие проходы, используя спуск, прежде чем переключиться на подъем.
Одним из преимуществ сварки под наклоном является то, что у вас гораздо меньше шансов прожечь металл. Скорость не позволяет этому быть фактором.
Скорость не позволяет этому быть фактором.
Заключение
Когда дело доходит до дела, практика приводит к совершенству.Улучшение навыков сварки как вертикально вверх, так и вертикально вниз происходит со временем и отработкой техники.
Как только вы освоите оба метода, они окажутся невероятно полезными для ваших навыков сварки.
Вертикальные швы вверх так же прочны и надежны, как и плоские швы, благодаря множеству слоев, которые вы создаете.
Они полезны в самых разных ситуациях, когда работа с плоской техникой невозможна. Метод спуска идеально подходит для герметизации отверстий и предотвращения прожогов металла.Какой из них вы предпочитаете?
Как лучше всего выполнять сварку в перевернутом виде – Советы, приемы и рекомендации – Лаборатория сварщиков
У сварщиков есть множество уникальных методов выполнения работы. Одним из методов является сварка вверх ногами, также известная как потолочная сварка. Этот метод иногда необходим для получения хорошего результата.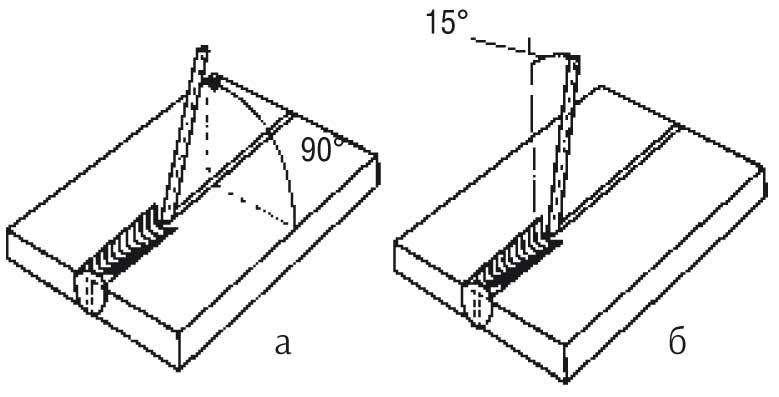
При сварке в перевернутом положении или над головой место сварки должно находиться перед вами и немного выше уровня глаз. Это позволит вам видеть сварной шов, не имея его прямо над вами, и искры и шлак не ударят вас по голове. При сварке держите сварочную ванну в движении, чтобы не капало.
Процессы сварки MIG и сварки электродом немного различаются, и некоторые методы оказываются очень эффективными. Необходимо уметь контролировать скорость. Эффективное управление сварочным аппаратом с помощью надлежащих процедур гарантирует правильное выполнение работы с первого раза.
Лучший способ сварки в перевернутом виде
Сварка в перевернутом виде, также известная как потолочная сварка, может быть сложной задачей. Это особенно актуально для сварщика, который ранее не использовал эту технику.Причина названия «перевернутый» или «потолочный» шов заключается в том, что сварщик фактически находится над головой сварщика.
Очень важно точно выровнять корпус сварщика со сварочным аппаратом.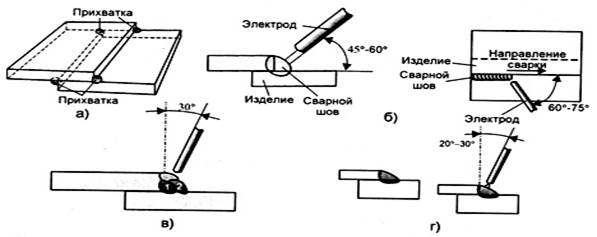 Без правильного угла задача может быть очень сложной. Сварной шов всегда должен быть сосредоточен перед лбом.
Без правильного угла задача может быть очень сложной. Сварной шов всегда должен быть сосредоточен перед лбом.
По возможности, сварщик должен найти точку, чтобы опереться на руку. Стабильность является ключом к выполнению качественной, чистой и точной сварки.Иногда, в зависимости от положения, необходимо использовать одну руку на сварочном аппарате и удерживать тело рукой.
Если возможно, будь то сварка MIG или сварка электродом, лучше держать сварщика обеими руками. Как и при управлении автомобилем, человек, несомненно, будет иметь больший контроль, если сможет использовать обе руки.
Важно постоянно держать в центре внимания сварочную ванну, а также достигнутый прогресс. Иногда потолочная сварка может быть опасной.В некоторых случаях может потребоваться изменить или изменить что-то быстро.
Сварка электродом
При работе с аппаратом для сварки электродом важно держать аппарат вертикально вверх и вниз. В идеале угол сближения должен быть как можно ближе к 90 градусам.
Лучше всего выполнять сварку медленно и перемещать сварочный аппарат снизу вверх (в гору). Причина этого в том, что этот метод обеспечивает наилучшее проникновение. Имея сплошной сварной шов, вряд ли придется возвращаться и исправлять ошибки позже.
Также важно отметить, что при сварке стержнями в перевернутом виде необходимо поддерживать низкую силу тока. Сохранение этих настроек на низком уровне снижает опасность падения обломков.
Сварщик всегда должен помнить, что, когда он сваривает вверх ногами, сила тяжести действует против него.
Сварка МИГ
Сварка МИГ аналогична сварке электродом под углом, но вместо того, чтобы держать сварочный аппарат прямо вверх и вниз, его также следует наклонять. Лучший подход — прямой вверх-вниз и слегка наклоненный назад к сварщику.
По мнению многих сварщиков, сварка MIG в потолке проще, чем сварка электродами в потолке. Существует больше контроля над сварочной ванной, и пользователь может легко останавливать и запускать по мере необходимости, чтобы просмотреть сварной шов.
Наконец, держите сварочный шов вверх и перед собой, а не прямо над собой. Это может привести к тому, что на вас попадут искры и шлак.
3 Методы сварки MIG и электродной сварки
Положения важно запомнить, поскольку они различаются. Однако некоторые аспекты очень похожи.Важно двигаться вперед и назад, чтобы сосредоточиться на сварном шве.
Искры могут лететь вниз, или часть может быть не покрыта должным образом. Сосредоточив внимание на самом сварном шве и делая паузы по мере необходимости, сварщик с большей вероятностью уловит возможную ошибку.
1. Скорость сварочного аппарата
Важно, чтобы скорость сварочного аппарата была как можно более идеальной. Это характерно для всех положений и способов сварки. Сварщик может превысить скорость или работать недостаточно быстро.
Скорость должна быть тщательно рассчитана и установлена, чтобы предотвратить стекание сварочной ванны. Расплавленный металлический материал может представлять очень опасную опасность, поскольку гравитация заставит его упасть.
Кроме того, сварка не будет привлекательной или эффективной, если скорость сварки неправильно отрегулирована. Это может занять несколько практических попыток, но после расчета необходимая скорость должна быть зафиксирована.
2. Держите сварные швы короткими
Если вы новичок во всем этом, подумайте о том, чтобы ваши сварные швы были короткими.Не пытайтесь сварить весь валик за один раз. Это позволит вам сваривать короткими импульсами и свести к минимуму капание.
У меня на руках шлаковая земля, в уши попадают сварочные искры, может быть больно. Лучший способ, который я нашел для этого, — это сварка короткими очередями.
После того, как вы сделаете свой первый проход, вы можете начать укладывать более длинные бусины, что позволит вам создать более сильное проникновение.
3. Уменьшите силу тока
Наконец, вам нужно уменьшить силу тока и сделать сварочный шов немного холоднее.Чем горячее вы сварите, тем легче будет капать шов.
Это не означает, что вам нужно уменьшить силу тока до минимума, а просто немного уменьшить ее, чтобы сварка получилась более гладкой.
Вопросы безопасности при сварке над головой
Без сомнения, сварка в перевернутом положении может быть очень опасной. Если не иметь надлежащего защитного снаряжения и общих знаний о безопасности, этот метод сварки может оказаться очень опасным. Всегда лучше быть готовым и всегда сосредотачиваться на мерах безопасности.
Гравитация естественным образом тянет все вниз. Подобно монете, падающей со стола, искры из сварочной ванны будут быстро падать. Этот шлак и брызги могут быть очень опасными.
Совет: Держите легковоспламеняющиеся материалы и химикаты вдали от места сварки. Эти препятствия могут создать серьезную опасность возгорания или взрыва. Эти искры также могут повредить кожу человека и вызвать ожоги или порезы.
Кроме того, если сварочная ванна начнет капать, она может прилипнуть к коже и вызвать серьезный ожог.Важно помнить об обучении технике безопасности и руководствоваться здравым смыслом при сварке в перевернутом положении.
Положение тела имеет решающее значение для безопасности. Человек должен находиться достаточно близко к зоне сварки, чтобы он мог легко управлять сварщиком. Однако делать это следует достаточно близко.
Руки должны быть как можно ниже и не вытягиваться слишком далеко. Иногда лежание на возвышенном предмете поможет приблизиться к месту сварки, не вытягивая руки. Если руки человека вытянуты слишком далеко, это может вызвать усталость.
Когда сварщик устает, он более подвержен несчастным случаям. Будь то падение сварочного аппарата или повреждение сварного шва, усталости следует избегать. Если куски сварочной ванны падают на кожу из-за неустойчивости, это может быть особенно плохой новостью.
Человек должен ни в коем случае не находиться на уровне глаз сварного шва. Они должны хорошо видеть сварной шов, так как он находится на одной линии со лбом, но прямо перед глазами может представлять большую опасность. Грязь и брызги сварки могут попасть прямо в глаза.
Защитное снаряжение для потолочной сварки
Вот лишь несколько вещей, которые я рекомендую делать.
1. Сварочная маска с капюшоном
Сварочная маска является одним из наиболее важных элементов защитного снаряжения для любого типа сварки, особенно для сварки над головой. Мусор и искры будут падать под действием силы тяжести, и эти опасности никогда не должны соприкасаться с лицом или глазами.
Трудно наблюдать за ходом потолочной сварки. По этой причине как внутри, так и снаружи линзы шлема должны быть чистыми.Если ленд грязный или мутный, то расположение сварочной ванны или самого сварочного аппарата может быть искажено.
Вам также понадобится что-нибудь, чтобы покрыть макушку. Это может быть так же просто, как сварочная шапочка с купюрой на ней. Это предотвратит попадание искр и шлака на спину.
2. Сварочный фартук
Сварочный фартук также очень важен. Эти фартуки обладают огнеупорными свойствами. Шлак, несомненно, в какой-то момент попадет на кузов, даже если это будут лишь легкие искры. Фартук всегда следует надевать поверх обычной одежды.
Фартук всегда следует надевать поверх обычной одежды.
В то время как опасная ситуация, если сварочный аппарат упадет на человека, использующего его, потому что он потеряет хватку, фартук спасет их от серьезных ожогов или других травм. По возможности следует использовать кожаный фартук. Этот проверенный временем материал обеспечивает наибольшую защиту.
Кожаные фартуки также состоят из более тяжелого материала, поэтому они создают на человеке своего рода «оболочку», которую не обеспечивает стандартный фартук.
3.Кожаные рабочие ботинки и джинсы
Очень важно носить рабочие ботинки для тяжелых условий эксплуатации. Желательно, чтобы они были огнестойкими и имели толстую душу. Сапоги должны быть надеты все время, когда выполняются сварочные работы.
Хотя это и не является строгим требованием, лучше носить огнеупорные штаны. Это создает дополнительную защиту для сварщика.
Есть правильный способ носить ботинки и штаны вместе. Штаны никогда не должны быть заправлены в сапоги. Падающие искры или шлак могут застрять внутри багажника и вызвать серьезные ожоги или травмы.
Падающие искры или шлак могут застрять внутри багажника и вызвать серьезные ожоги или травмы.
Важно всегда держать штанину поверх ботинок. Это предотвратит попадание искр на ваши ботинки. Со мной такое случалось несколько раз, и самое худшее в этом то, что он не перестает гореть, как только попадает в ваш ботинок.
В заключение
Потолочная сварка или сварка в перевернутом виде может оказаться непростой задачей.
Существуют разные подходы к сварке MIG или сварке электродом.При наличии терпения и правильных методов это может быть успешным и часто требуется для выполнения работы.
Очень важно всегда соблюдать осторожность, здравый смысл и использовать надлежащее защитное снаряжение. При этом сварка должна быть успешной.
Вертикальная сварка — подробное руководство
Вертикальная сварка — это метод сварки, который часто используется на строительных площадках.
Если вы видели сварщика, работающего на какой-либо трубной арматуре, здании или на верфи, велика вероятность, что это была вертикальная сварка.
Многие начинающие сварщики часто избегают использования этой техники, поскольку она может быть довольно сложной. Однако при наличии нужных знаний это будет проще, чем кажется.
В этом руководстве объясняется, что такое вертикальная сварка и когда она используется. Мы также расскажем, чем он отличается от других видов сварки, и расскажем обо всем необходимом вам оборудовании.
Наконец, это руководство завершается описанием нескольких советов по вертикальной сварке, которые помогут вам оставаться в безопасности и выполнять сварку более эффективно.
Продолжайте читать, если вы готовы стать экспертом по вертикальной сварке.
Что такое вертикальная сварка?
Вертикальная сварка является одним из четырех основных положений сварки.
В этом положении ось сварки вертикальна. Вместо сварки пистолетом, направленным к земле, вы выполняете сварку, направляя пистолет к горизонту.
Угол, под которым вы свариваете, будет равен или меньше 45 градусов. Хотя вертикальная сварка полезна во многих различных обстоятельствах, это один из самых сложных видов сварки из-за гравитации.
Когда используется?
Сварщики будут использовать вертикальную сварку для нескольких различных видов проектов.
Наиболее распространен на строительных площадках. Часто будет несколько больших кусков металла, которые слишком тяжелы, чтобы их можно было положить на бок. Хотя машины могут это делать, неэффективно использовать большое количество энергии, чтобы повернуть кусок металла на бок только для того, чтобы сварить его. Такая ситуация возникает, когда сварщики используют технику вертикальной сварки.
Сварщики также будут использовать вертикальное положение сварки в нефтегазовой промышленности, верфях, строительных зданиях, электростанциях и трубопроводной арматуре.
Если вы когда-нибудь встретите два куска металла, концы которых обращены к земле и небу, вам нужно будет использовать вертикальную сварку.
Чем отличается?
Есть несколько причин, по которым вертикальная сварка отличается от других методов сварки.
Это требует большого мастерства
Вертикальная сварка – одно из самых сложных положений сварки. Это связано с тем, что расплавленный металл естественным образом движется вниз под действием силы тяжести.
Чтобы правильно выполнить технику, сварщику нужно иметь много терпения, сноровки и знания положения.В противном случае ошибиться будет относительно легко.
Сварщик должен будет выбрать правильный стержень, чтобы выполнить работу и не торопиться. Поскольку большинство вертикальных сварочных работ выполняется на строительных площадках или в зданиях, очень важно избегать дорогостоящих ошибок.
Компании будут нанимать только квалифицированных вертикальных сварщиков
Многие сварщики, только что окончившие школу, могут легко найти работу. Однако устроиться на работу, связанную с вертикальной сваркой, может быть довольно сложно.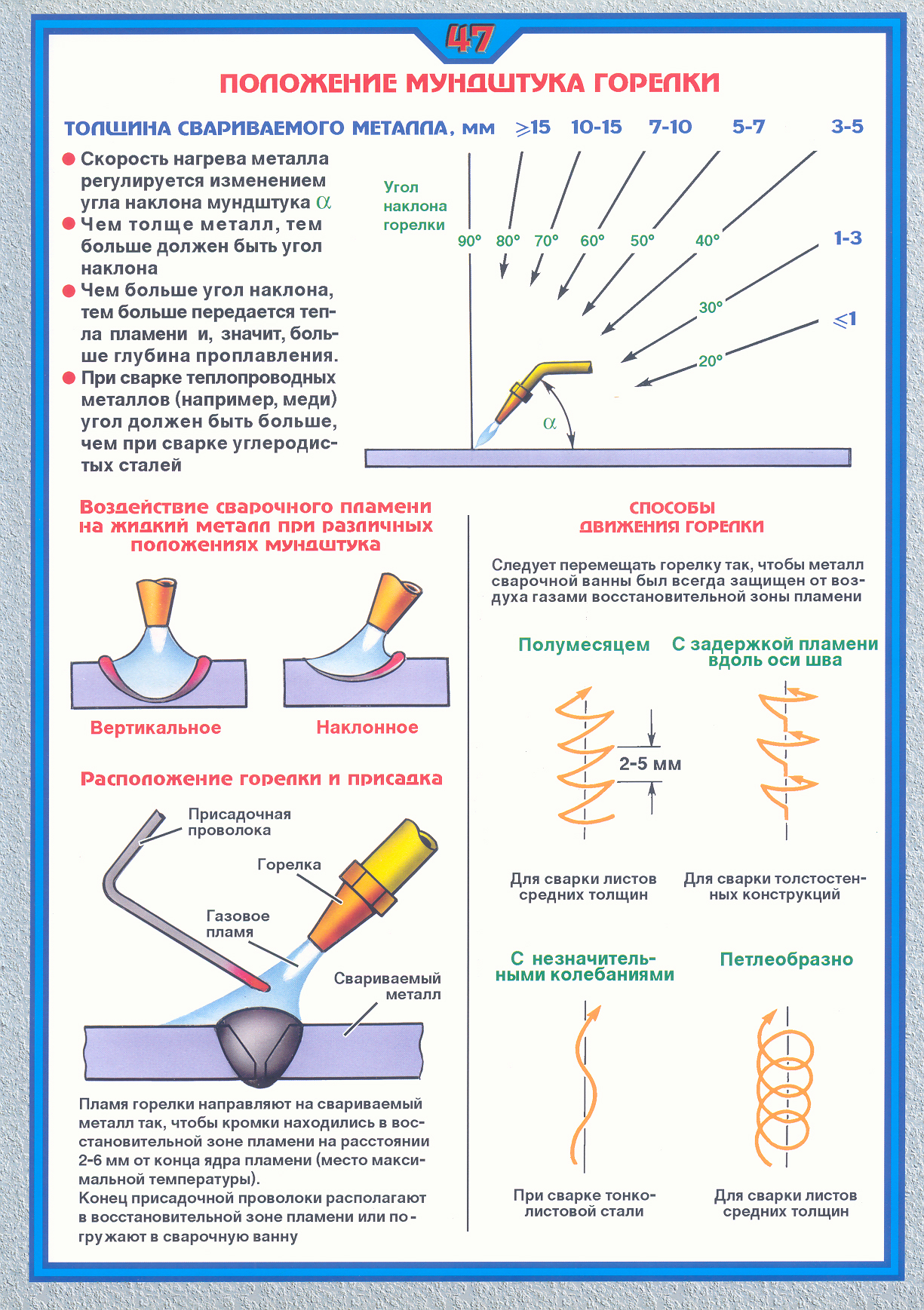
Как было сказано выше, освоить эту технику достаточно сложно.Тем не менее, сварочная отрасль пользуется большим спросом на квалифицированных вертикальных сварщиков, поскольку они нужны многим строительным проектам.
Несмотря на это, компании не будут нанимать вертикальных сварщиков с небольшим опытом. Проекты, над которыми работают вертикальные сварщики, являются дорогостоящими; компании не будут нанимать кого-то, кто может совершить ошибку.
Если вы интересуетесь вертикальной сваркой, полезно как можно больше практиковаться. Вам нужно будет овладеть навыком, чтобы вас наняли для этого.
Есть два основных движения горелки
Есть два движения горелки для вертикальной сварки.Это вертикально вверх и вертикально вниз.
Вертикально вверх
Вертикальная сварка вверх — это то, чем кажется. Вы начинаете с нижней части металла и непрерывно двигаетесь вверх по мере сварки. По мере продвижения вверх вы создаете небольшие «полки», которые постепенно наращиваете.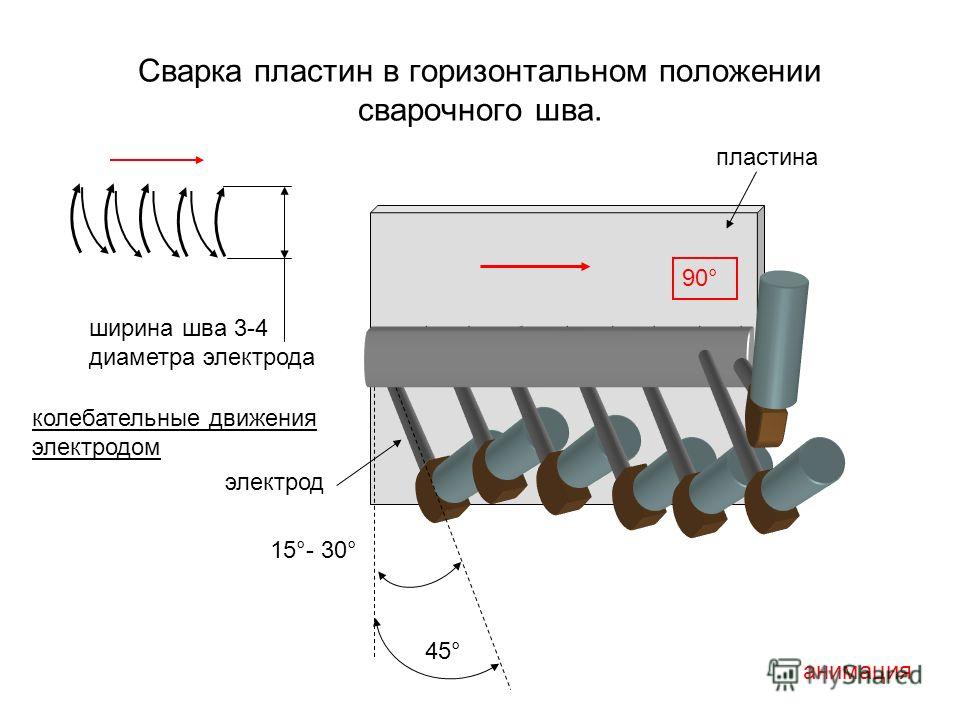
Вертикальная сварка вверх требует большого терпения, поскольку сварщик работает против силы тяжести, выполняя работу.
Многие сварщики будут использовать зигзагообразную технику для сварки вертикально вверх.В этом методе сварщик сосредоточится на сторонах соединения. Это даст сварному шву достаточно времени для остывания и предотвратит падение металла на землю (или вашу обувь).
Наконец, сварщики обычно делают полки примерно в два раза больше диаметра электрода. Это даст полке достаточно времени, чтобы остыть и затвердеть, прежде чем вы закончите следующую полку.
Вертикально вниз
Сварка вертикально вниз очень похожа на сварку вертикально вверх, за исключением того, что шов движется сверху вниз.
Сварка вертикальным швом вниз сопряжена с двумя различными опасностями. Существует повышенный риск прогорания и попадания расплавленного металла на вас или вокруг области, где вы работаете.
Сварщики должны постоянно контролировать проект, чтобы безопасно и эффективно выполнять этот метод. Чтобы избежать нахлеста и зашлакованности, используйте для этой техники быстрозамораживающий стержень. Этот стержень значительно облегчит процесс.
Чтобы избежать нахлеста и зашлакованности, используйте для этой техники быстрозамораживающий стержень. Этот стержень значительно облегчит процесс.
Несмотря на то, что сварка вертикально вниз является приемлемым вариантом, многие сварщики предпочитают использовать сварку вертикально вверх.Большинство сварщиков используют сварку вертикально вниз, если они работают с тонким листом металла.
Есть три сварочных процесса, которые подходят для вертикальной сварки
Есть только три вида сварки, которые хорошо подходят для вертикальной сварки. Это сварка электродом, сварка вольфрамовым электродом в среде инертного газа (TIG) и сварка металла в среде инертного газа (MIG).
Ручная сварка
Если вы совсем новичок в вертикальной сварке, то сварка электродом будет лучшим видом сварки для этой техники.
Сварка электродом — это процесс, в котором используется электрическая дуга. Электрический ток течет от электрода к металлу. Многие сварщики предпочитают палочную сварку, так как она хорошо работает с толстыми кусками металла и может проплавлять грязь и ржавчину. По этой причине дуговая сварка отлично подходит для строительных площадок.
Многие сварщики предпочитают палочную сварку, так как она хорошо работает с толстыми кусками металла и может проплавлять грязь и ржавчину. По этой причине дуговая сварка отлично подходит для строительных площадок.
Однако нельзя использовать электродуговую сварку для тонких металлических деталей.
Сварка стержнем является одним из наиболее популярных методов сварки на открытом воздухе. Если вы выполняете вертикальную сварку на открытой строительной площадке, это будет самый простой метод.
Вольфрамовая сварка в среде инертного газа
Сварка ВИГ совместима с большинством металлов. Этот вид сварки использует вольфрамовый электрод.
Многие сварщики предпочитают TIG для вертикальной сварки, так как при этом образуется меньше шлака и меньше искр. По этим причинам сварку TIG часто рекомендуют для вертикальной сварки.
Важно отметить, что перед сваркой необходимо очистить металл. Очистка металла поможет произвести более точный и аккуратный шов. Вы также будете иметь больше контроля над сваркой.
Вы также будете иметь больше контроля над сваркой.
Сварка металлов в среде инертного газа
Опытные сварщики рекомендуют MIG для вертикальной сварки только в том случае, если у вас есть большой опыт работы с этой техникой. Сварка MIG для вертикальных соединений может быть довольно сложной.
Сварка металлов в среде инертного газа использует электрическую дугу для нагрева металла. Он также имеет непрерывную подачу присадочной проволоки.
При сварке МИГобразуется много шлака, поэтому это не лучший вариант для вертикальной сварки.Несмотря на то, что этот метод сложнее всего использовать для вертикальной сварки, при правильном использовании он дает прочный шов.
Необходимое оборудование
Поскольку вертикальная сварка является сложной задачей, для работы вам потребуется несколько единиц оборудования. Несмотря на то, что это положение сварщика считается одним из самых сложных, некоторые элементы оборудования могут облегчить этот процесс.
Давайте посмотрим.
Оборудование для обеспечения безопасности
Вертикальная сварка может представлять еще большую опасность, чем обычная сварка.Это потому, что гравитация играет важную роль в этой технике.
Существует риск попадания на вас расплавленного металла, если вы не будете осторожны. Хотя большинству сварщиков в идеале следует работать медленно, чтобы избежать этой проблемы, случаются несчастные случаи.
Во избежание серьезных травм на работе обязательно используйте средства индивидуальной защиты.
- Куртка сварщика — Несмотря на то, что носить куртку сварщика может быть жарко, куртка защитит ваше тело и руки. Эта защита особенно важна при вертикальной сварке и предотвратит ожоги падающим расплавленным металлом.
- Сварочные перчатки — Ваши руки будут ближайшей частью тела к расплавленному металлу. Ношение сварочных перчаток защитит их от ожогов.
- Ботинки со стальным носком — Если капнет расплавленный металл, то чаще всего он попадет в ваши ботинки.
 Носите ботинки со стальным носком, чтобы защитить ноги.
Носите ботинки со стальным носком, чтобы защитить ноги. - Маска сварщика — Маска сварщика защитит лицо от ожогов, а глаза — от инфракрасного и ультрафиолетового излучения.
 Носите ботинки со стальным носком, чтобы защитить ноги.
Носите ботинки со стальным носком, чтобы защитить ноги.Сварочный аппарат и пистолет
Для выполнения этой техники можно использовать три вида сварки, включая сварку электродом, сварку MIG и сварку TIG.
Прежде чем начать, вам нужно решить, какой вид сварки вы хотите использовать для вертикальной сварки.
У каждого вида есть свои плюсы и минусы. Обязательно ознакомьтесь с каждым методом и выберите тот, который соответствует вашим текущим знаниям, опыту и сильным сторонам. Например, дуговая сварка — лучший выбор для новичков, так как она не связана с защитным газом.
Как только вы узнаете, какую технику будете использовать, приобретите подходящий сварочный аппарат и горелку.
Сварочный электрод
Выбор правильного электрода — один из важнейших этапов вертикальной сварки. Использование правильного электрода сделает работу намного проще, безопаснее и эффективнее.
Использование правильного электрода сделает работу намного проще, безопаснее и эффективнее.
При выборе электрода убедитесь, что он имеет более низкую концентрацию железного порошка. Электроды с большим содержанием железного порошка значительно увеличивают время высыхания расплавленного металла. Это, в свою очередь, увеличит вероятность капания и приведет к образованию большего количества шлака.
Если вы используете технику вертикального подъема, хорошо подойдет стержень AWS 6010 или 7018. Для сварки вертикально вниз подойдет пруток AWS 7024.
Дополнительные советы
Вертикальная сварка может быть сложным и, возможно, опасным процессом. Однако есть несколько советов, которые помогут.
- Используйте низкое энергопотребление и текущие настройки. Никогда не используйте высокую мощность при вертикальной сварке; это может привести к подрезке. Использование низкой мощности и настроек тока увеличит степень контроля над сваркой. Использование низких настроек также уменьшит размер сварочной ванны.
- Используйте автоматически затемняющийся шлем. Вертикальная сварка требует особого внимания. Использование шлема с автоматическим затемнением избавит вас от беспокойства во время процесса на одну вещь меньше. Эти шлемы очень удобны и просты в использовании.
- Используйте внешние сварочные линзы. Внешние сварочные линзы надеваются поверх линз с автоматическим затемнением. Так как при вертикальной сварке образуется много искр и брызг, целесообразно использовать наружные сварочные линзы.Держите несколько запасных частей в кармане, так как вам, вероятно, придется заменить их несколько раз.
- Носите кожаный головной убор. Когда дело доходит до вертикальной сварки, искры и брызги летят повсюду. Чтобы не сжечь волосы или кожу головы, не забудьте приобрести высококачественный капюшон или головной убор. Кожа будет лучшим материалом для этого.
- Обязательно делайте перерывы между сварными швами. Как мы уже говорили, вертикальная сварка требует особого внимания. Однако, если ваше тело начнет перегреваться, вы можете легко потерять концентрацию и, возможно, испытать неблагоприятные последствия для здоровья.Крайне важно делать перерывы на воду, чтобы избежать обезвоживания и перегрева во время работы.
 Использование низких настроек также уменьшит размер сварочной ванны.
Использование низких настроек также уменьшит размер сварочной ванны.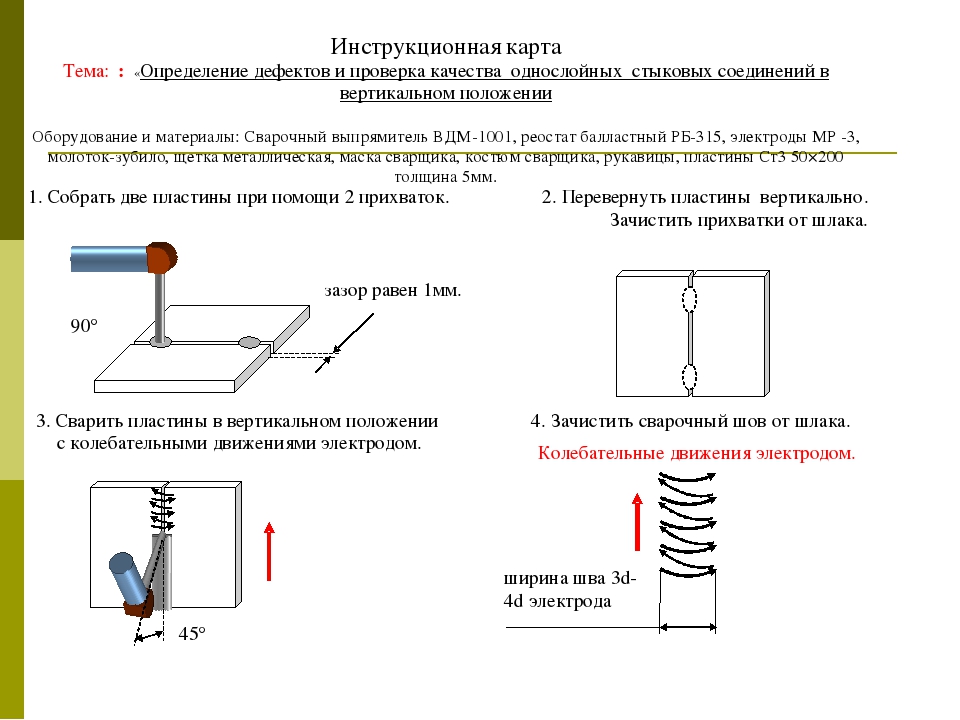 Как мы уже говорили, вертикальная сварка требует особого внимания. Однако, если ваше тело начнет перегреваться, вы можете легко потерять концентрацию и, возможно, испытать неблагоприятные последствия для здоровья.Крайне важно делать перерывы на воду, чтобы избежать обезвоживания и перегрева во время работы.
Как мы уже говорили, вертикальная сварка требует особого внимания. Однако, если ваше тело начнет перегреваться, вы можете легко потерять концентрацию и, возможно, испытать неблагоприятные последствия для здоровья.Крайне важно делать перерывы на воду, чтобы избежать обезвоживания и перегрева во время работы.Заключение
Вертикальная сварка является одним из самых сложных методов сварки.
Однако при наличии практики и терпения это будет не так сложно, как кажется.
Вертикальная сварка может быть затруднена, потому что сила тяжести имеет тенденцию тянуть расплавленный металл вниз, что может привести к осложнениям. Однако, если вы используете правильный сварочный электрод, процесс будет намного проще.
При покупке электрода выбирайте электрод с низким содержанием железного порошка. Эти типы электродов помогут вам лучше контролировать сварку и сократить время сушки.
Прежде чем приступить к сварочным работам, необходимо приобрести надлежащие средства индивидуальной защиты. Вертикальная сварка производит большое количество искр и брызг, которые разлетаются повсюду. Во избежание травм надевайте куртку, капюшон, шлем, перчатки и обувь со стальными носками.
Вертикальная сварка производит большое количество искр и брызг, которые разлетаются повсюду. Во избежание травм надевайте куртку, капюшон, шлем, перчатки и обувь со стальными носками.
В заключение, не торопитесь и будьте терпеливы.Если время от времени делать перерывы в воде и не торопить сварку, все будет в порядке.
Разбор различных видов сварки
Термин «сварка» относится к коалесцирующим материалам, таким как термопласты или металлы, для их бесшовного соединения. Сварка требует применения как давления, так и тепла к соединяемым материалам, а также присадочного материала, который создает сварочную ванну, которая охлаждается, образуя очень прочное соединение.
За прошедшие годы процесс сварки претерпел значительные изменения, и в настоящее время существует множество различных методов сварки.Вам нужно выбрать правильный для работы в руке, чтобы вы могли добиться наилучшего результата. Рассмотрим различные виды сварки.
Узнайте больше об обзоре плазменного резака в блоге Fixit Man.
Дуговая сварка
При дуговой сварке вам нужны электроды и источник питания, чтобы создать сварочную дугу между свариваемым материалом и электродом. Это плавит материалы, позволяя им остыть, а затем сплавиться. Этот вид сварочного процесса является наиболее популярным и включает в себя три наиболее распространенных типа сварки – сварку электродом, сварку TIG и сварку MIG.Существуют как неплавящиеся, так и плавящиеся электроды.
Ручная сварка в наши дни довольно архаична. Это ручная форма сварки, в которой используются расходуемые электроды, которые перед сваркой покрывают флюсом.
Этот процесс известен как сварка стержнями, поскольку в нем используются сварочные стержни или стержни, изготовленные из флюса и присадочного материала. Флюс защищает расплавленный металл сварного шва, а наполнитель соединяет металлические детали вместе. Сварка стержнем доступна по цене и требует минимального оборудования.Однако, к сожалению, конечное качество сварного шва не всегда идеально, так как он может иметь неглубокий провар, пористость, уязвимость к суровым погодным условиям, снижение прочности и растрескивание. В автомобильной, строительной, сантехнической и холодильной отраслях до сих пор используются методы сварки электродом.
В автомобильной, строительной, сантехнической и холодильной отраслях до сих пор используются методы сварки электродом.Сварка МИГ
Этот вид сварки также очень популярен. Сварка MIG, обозначающая сварку металлическим инертным газом, объединяет два металлических куска вместе с помощью проволоки, подключенной к электродному току.Проволока проходит через сварочную палочку, защищенную инертным газом. Одним из преимуществ сварки MIG по сравнению с другими методами сварки является ее удобство для пользователя и меньшая точность, необходимая оператору для получения достойного сварного шва. Сварка МИГ более чувствительна к ветру, пыли, дождю и другим внешним факторам. Также оператору необходимо найти-настроить скорость и напряжение проволоки. Это популярный вид сварки при ремонте автомобилей, поскольку при правильном выполнении он обеспечивает прочный и прочный сварной шов.
Дуговая сварка порошковой проволокой
Подобно сварке MIG, дуговая сварка с флюсовой проволокой использует трубчатую проволоку, заполненную флюсом.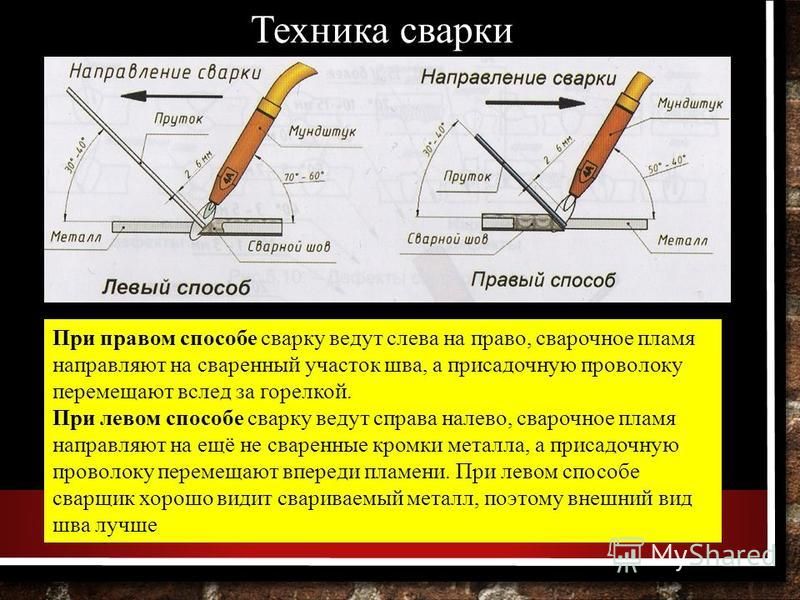 При этом типе сварки не всегда необходимо использовать защитный газ в зависимости от того, какой присадочный материал используется. Простая в освоении и очень доступная дуговая сварка с флюсовой проволокой хороша для начинающих, хотя ее результаты не всегда эстетичны.
При этом типе сварки не всегда необходимо использовать защитный газ в зависимости от того, какой присадочный материал используется. Простая в освоении и очень доступная дуговая сварка с флюсовой проволокой хороша для начинающих, хотя ее результаты не всегда эстетичны.
Дуговая сварка под флюсом
Дуговая сварка под флюсом, обычно используемая для сварки сплавов на основе никеля и черных металлов, популярна благодаря минимальным выбросам дыма. При минимальной подготовке получается глубокий сварной шов, что делает его эффективным и быстрым.
Сварка ВИГ
Сварка вольфрамовым электродом в среде инертного газа — это неплавящийся метод, в котором для получения высококачественного прочного сварного шва используется газ аргон. Эта форма сварки создает тепло, пропуская электрический ток через вольфрамовый электрод. Подходит для использования во всех видах применения, TIG обычно используется для сварки нержавеющей стали, а также меди, никеля, алюминия и магния.
Электрошлаковая сварка
Это однопроходный эффективный процесс сварки, обычно используемый для толстых цветных металлов.Это сложная техника, требующая большого мастерства и часто используемая в аэрокосмической и морской промышленности.
Газовая сварка
Это очень старый метод, также известный как кислородно-ацетиленовая сварка. Он может быть старым, но до сих пор используется при сварке труб.
Сварка твердого тела
Эта форма сварки производится с использованием температур ниже точки плавления материалов и не требует наполнителя. Давление, время и температура играют ключевую роль в соединении металлов без их значительного плавления.
Существует много различных типов сварки, и для разных типов требуется разное сварочное оборудование, некоторые из которых просты в использовании, а другие более сложны и требуют более высокого уровня навыков. Знание того, что лучше всего подходит для каждого проекта, является ключом к максимальному успеху сварки.
We are Steel Available, онлайн-платформа для управления взаимоотношениями с поставщиками и подбора поставщиков, объединяющая поставщиков и покупателей из тяжелой промышленности.Мы разрабатываем первую экосистему в тяжелой промышленности, которая позволит клиентам эффективно управлять цепочками поставок и автоматизировать их с помощью веб-инструментов и сервисов. Наша цель — снизить скрытые риски в цепочках создания стоимости, предоставляя важную информацию, от соблюдения требований до обеспечения качества, создавая ценность для всех заинтересованных сторон.
Чтобы получить дополнительную информацию, загрузите нашу брошюру.
Методы подводной мокрой сварки: 3 успешных метода
0Последнее обновление
Если вы какое-то время занимались сваркой, вы можете убедиться в том, что в любом совместном проекте возникают сложности и сложности.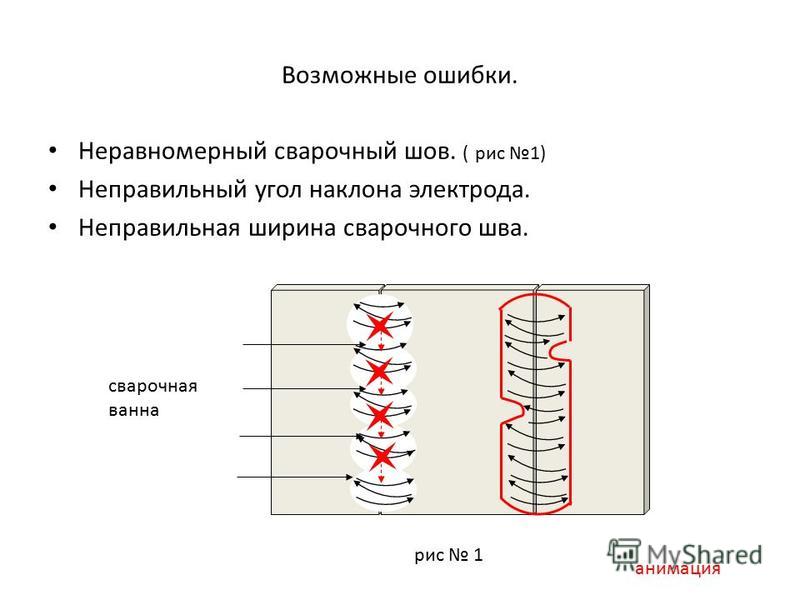 Сварка имеет огромный спектр применения, но большинство людей, которые берутся за нее, делают это только из-за нескольких практических трюков, которые можно сделать своими руками.
Сварка имеет огромный спектр применения, но большинство людей, которые берутся за нее, делают это только из-за нескольких практических трюков, которые можно сделать своими руками.
Сварке легко научиться, но очень трудно освоить.
Отличные навыки сварки верхних строений требуют большой ловкости и глубокого понимания металлургии, настройки машин, физики и механики. Конечно, вы можете утверждать, что ни один из них не является абсолютно необходимым для конкретных сварочных работ, но большинство сварщиков в той или иной степени полагаются на эти знания.
Когда сварщик надстроек должным образом разделяет свои знания, образование и опыт и направляет их в свою работу, результат не может не быть прекрасным. Блестящие слепки сложенных стопкой десятицентовиков, замысловато, но тонко уложенные, чтобы продемонстрировать свое мастерство только бдительному глазу CWI.
В методах мокрой подводной сварки используется другой подход: простота.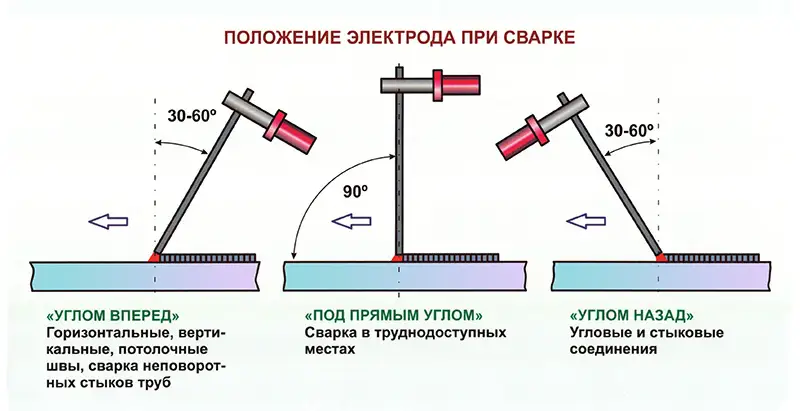
На самом деле, совсем неопытный сварщик может намного лучше, чем ветеран сварки под приливом. Предполагается, что — это первая ошибка, которую допускают сварщики при переходе на подводную сварку. Вы не можете предполагать, что ваши сварные швы, выгорание флюса, реакция воздуха, видимость или что-либо еще будут реагировать так же, как на поверхности. Потому что это не так.
Навыки опытного сварщика верхних строений не пригодятся за несколько недель тренировок под водой. Только тогда они смогут постепенно объединить свои знания о технике наверху и начать понимать вещи.
Даже в этом случае простота остается ключевым фактором.
Три метода мокрой сварки
Основы Методы подводной мокрой сварки выполняются только тремя способами. Все эти методы имеют непосредственное отношение к стержневому и сварному соединению по положению, углу, скорости и другим факторам.
1. Обратная ступенчатая сварка
Представьте себя на танцполе, начиная с линии в нескольких футах от вашего партнера. Вы начинаете один шаг в линию, а затем отводите ногу назад на один шаг.Затем вы делаете несколько шагов вперед и повторяете, отводя ногу назад на шаг. Вы продолжаете эту процедуру, пока не достигнете своего партнера на другой стороне.
Теперь перенесите эту идею на мокрую сварку. Вы начнете электродом примерно на дюйм вверх по зазору сварки, а затем медленно потяните стержень назад, чтобы сформировать небольшую сварочную ванну. По мере продвижения по канавке вы будете повторять этот метод, пока не дойдете до конца. Каждый шаг позволяет вам следить за равномерным зазором и температурой сварочной ванны.
Сварка с обратным шагом часто используется для более тонкого металла, и вы можете очистить свою работу, если используете ее для последнего прохода на угловом шве.
2. Бэкхенд или дрэг
 youtube.com/embed/kfJoluz5Vt8?feature=oembed» frameborder=»0″ allowfullscreen=»allowfullscreen» data-mce-fragment=»1″/>
youtube.com/embed/kfJoluz5Vt8?feature=oembed» frameborder=»0″ allowfullscreen=»allowfullscreen» data-mce-fragment=»1″/>
Во всех методах сварки электродом используется этот метод протягивания электрода через зазор. На ранних стадиях поддерживать и производить нужное количество энергии довольно сложно для подводных сварщиков. Колебания течения воды могут делать странные вещи с током, и вы должны узнать идеальную мощность для всех ситуаций.Как только вы начнете понимать ток, вы сможете построить стабильную «константу», а затем перейти к совершенствованию своих переменных.
Имейте в виду, что мощность и ток сварки могут показаться иллюзорными, если не полностью невозможными для контроля . Вы можете найти «золотую середину», если у вас будет достаточно времени, исследуя и повторяя сценарии. В таких ситуациях, однако, вы должны придерживаться других методов как можно более похожими, чтобы не испортить весь эксперимент.
Бонусы удара слева
К счастью, положение тела не так важно при использовании метода удара слева. Дайверы работают в трехмерной среде, где «вверх» — вопрос мнения. Еще один отличный бонус метода удара слева? Постоянный контакт электрода со сварным швом. Подобно художнику с кистью, вы можете продолжать рисовать на различных холстах (металлических зазорах), пока не улучшите качество сварки.
Дайверы работают в трехмерной среде, где «вверх» — вопрос мнения. Еще один отличный бонус метода удара слева? Постоянный контакт электрода со сварным швом. Подобно художнику с кистью, вы можете продолжать рисовать на различных холстах (металлических зазорах), пока не улучшите качество сварки.
Сила двух: практика и отличие Angular
Помимо силового тока, подводные сварщики должны понимать концепции своих углов и то, как они влияют на их работу.Оба имеют дело с измерениями между вашим электродом и сварочной канавкой. Они еще более важны при мокрой сварке, поскольку более распространены изменения видимости, температуры воды и других ситуаций.
Рабочий угол
Мы измеряем рабочий угол, начиная с электрода и двигаясь под прямым углом от зазора обратно к металлу. Он принимает степень расстояния между этими двумя точками.
Регулировка рабочего угла позволяет большему или меньшему количеству материала скапливаться в зазоре , сохраняя или переполняя ваш проект. Без правильного рабочего угла ваш сварной шов наверняка будет страдать от слишком малого или слишком большого количества металла в той или иной части.
Без правильного рабочего угла ваш сварной шов наверняка будет страдать от слишком малого или слишком большого количества металла в той или иной части.
Угол хода
В противоположной плоскости мы можем измерить угол перемещения, глядя вертикально вниз на сварочный зазор. Он измеряет угол между верхней и нижней частью электрода во время сварки, определяя, насколько сильно подводный сварщик «сгибает» палку во время работы.
Подводные сварщики могут увеличить угол для большего проникновения или расширить для меньшего.Более высокий угол также уменьшит скорость, с которой вы сможете провести электрод через сварочную канавку. Влажная сварка часто требует широкого угла в диапазоне 10 градусов, обычно около 35–45. Сохранение угла в этом диапазоне позволяет пузырькам воздуха выходить, не попадая под горячий металл.
3. Вертикальное плетение
Изображение предоставлено странным путешествием, Flickr
Сварщиков верхних строений обучают методу плетения, который, если все сделано правильно, создает красивый узор из изогнутых горизонтальных гребней по всей длине сварочной канавки, а затем сглаживается на желобах.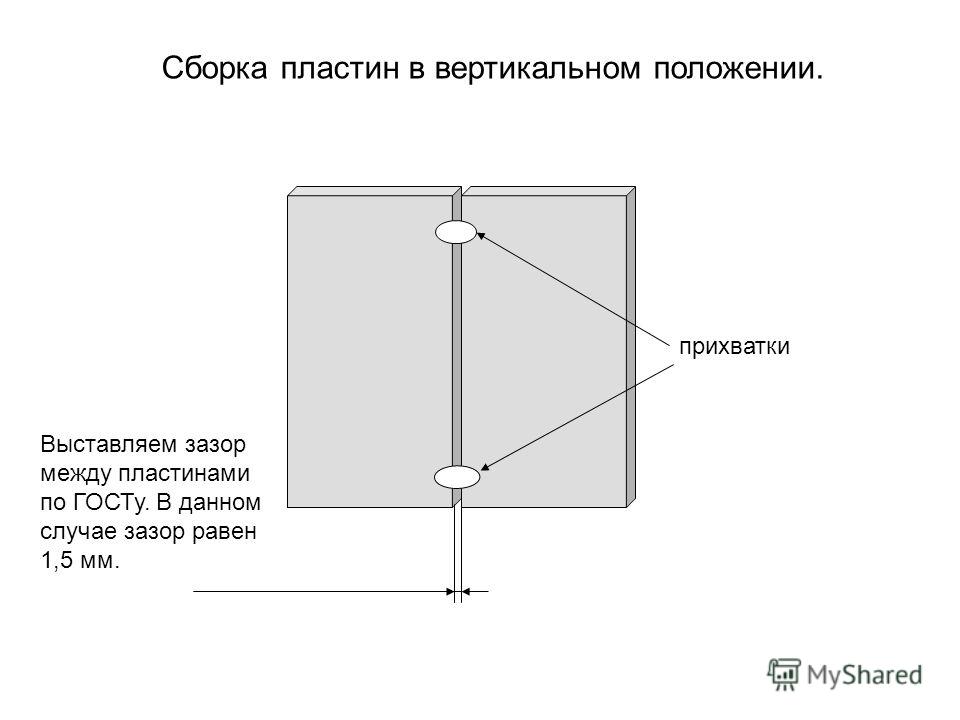 Плетение обеспечивает более равномерное нанесение металла и препятствует плавлению электрода.
Плетение обеспечивает более равномерное нанесение металла и препятствует плавлению электрода.Влажная сварка — это совсем другое дело, так как требуется, чтобы лишь небольшая часть поверхности электрода соприкасалась с разделкой сварного шва. Это также уменьшает угол поворота.
Чтобы выполнить вертикальное плетение, подводный сварщик должен тянуть и толкать точку электрода, ближайшую к жалу, вращательным движением. Это колебательное действие постоянно регулирует рабочий угол и фиксирует ваше движение на точке электрода, ближайшей к канавке сварки.
Угловые сварные швы лучше всего подходят для использования этого типа метода, хотя вы можете попрактиковаться и с другими.
Помните, что когда вы выполняете вертикальное переплетение, одна сторона вашего электрода расплавится быстрее, чем другая. Подумайте об ученике, который рисует только одной стороной мелка: сначала мелок станет острым, но постоянное использование приведет к тому, что воск сломается и впоследствии станет малопригодным. Помните об этом побочном эффекте при использовании вертикального плетения. Иногда вы можете противодействовать этому ухудшению, поворачивая запястье на раз, чтобы изменить положение.
Помните об этом побочном эффекте при использовании вертикального плетения. Иногда вы можете противодействовать этому ухудшению, поворачивая запястье на раз, чтобы изменить положение.
Три — не идеальное число
Как уже упоминалось, эти методы — только начало пути в мир подводной мокрой сварки, но простота всегда побеждает . Чем более продвинутым становится сварщик под водой, тем больше он или она должны оттачивать свое применение сварки, чтобы не прыгать в крайности.
Все методы связаны набором правил. Соблюдение этих правил поможет нам сосредоточиться на этих трех методах, прежде чем мы отправимся далеко в неизвестное.
Чем эти методы отличаются от способов сварки сверху? Расскажите мне в комментариях ниже!
Вы толкаете или тянете при сварке электродом? | Какой правильный?
Как новый сварщик, может быть трудно понять, следует ли вам толкать или тянуть сварочную ванну. Может быть трудно отслеживать, какие типы сварки требуют той или иной стратегии. При использовании электродуговой сварки следует толкать или тянуть? Почему это вообще имеет значение?
При использовании электродуговой сварки следует толкать или тянуть? Почему это вообще имеет значение?
Толкать или тянуть при сварке электродом? Вы хотите вытащить сварочный аппарат.Это делается для того, чтобы избежать попадания шлака в сварочную ванну и его застревания. Если шлак попадет в сварочную ванну, это ослабит прочность и целостность окончательного сварного шва. Вы хотите сваривать таким образом, чтобы шлак оставался позади, чтобы его можно было удалить позже.
Может показаться сложным запомнить, каким способом нужно сваривать при разных технологиях сварки. Однако это проще, чем может показаться на первый взгляд. Давайте рассмотрим некоторые способы, которыми вы можете сохранить это прямо, и в чем разница в любом случае.
Сварка стержнем с проталкиванием или втягиванием?
Общее правило, которое следует помнить, «Если есть шлак, надо тащить». Любой процесс сварки, при котором остается шлак, потребует от вас тяги.
Сварка электродом, дуговая сварка с флюсовой проволокой, электрошлаковая сварка, дуговая сварка с защитным металлом и дуговая сварка под флюсом — все они производят шлак и, следовательно, требуют, чтобы сварной шов вытягивался, а не толкался.
Шлак является неметаллическим побочным продуктом процесса сварки .Флюс на внешней стороне электрода, используемого для создания дуги, испаряется в газ при возникновении дуги.
Этот газ является побочным продуктом, преднамеренно используемым для защиты сварного шва от поглощения загрязняющих элементов из воздуха. По мере остывания сварного шва газ затвердевает в твердый слой, и это шлак, который удаляется в конце процесса сварки.
Шлак откалывается после завершения сварки и охлаждения. Продавливание сварного шва, образующего шлак, приведет к тому, что шлак попадет в сварочную ванну, где он застрянет, и снизит прочность ваших сварных швов.
Все, кроме металла, добавленного в сварочную ванну, снизит прочность и целостность окончательного сварного шва. Это называется пористостью, которая относится к поглощению неметаллических веществ металлом сварного шва. Эти добавки делают сварной шов пористым и хрупким.
Это называется пористостью, которая относится к поглощению неметаллических веществ металлом сварного шва. Эти добавки делают сварной шов пористым и хрупким.
Следите за тем, чтобы ваши сварные швы не имели дефектов и дефектов, используя правильную технику.
СваркаMIG и сварка TIG являются популярными видами сварки, при которых не образуется шлаковый слой. В результате в этих процессах сварщики могут либо толкать, либо тянуть.
Имейте в виду, что любой совет, который вы можете услышать, просто делать то, что наиболее удобно, не относится к таким процессам, как сварка электродом, при которой образуется шлак. Это не вопрос предпочтений; Вы должны тянуть сварные швы при сварке стержнем.
В чем разница между Push и Pull?
Если вы не очень опытный сварщик, вам может быть интересно, в чем разница между толканием и вытягиванием сварного шва. Различие простое и имеет прямое отношение к тому, с какой стороны сварочной ванны вы работаете.
Во всех процессах сварки вы будете создавать так называемую сварочную ванну или небольшую лужицу расплавленного металла, которую вы будете перемещать по свариваемой поверхности, чтобы соединить две детали вместе.
При проталкивании сварного шва вы выполняете сварку из-за сварочной ванны и толкаете всю ванну вперед во время сварки. При протягивании сварного шва вы выполняете сварку перед сварочной ванной и позволяете затылку заполняться позади вас во время сварки.
Большинство сварщиков толкают шов справа налево и тянут шов слева направо.Измените это, если вы левша.
Преимущества толкания/вытягивания
Несмотря на то, что толкающие и тянущие сварные швы дают одинаковые результаты, есть некоторые небольшие преимущества для одного или другого. Давайте посмотрим на них
Преимущества сварки проталкиванием
- Ваша сварочная ванна будет более плоской и широкой , что позволит соединиться с большей частью основного металла.
- Может выглядеть более эстетично, чем , поскольку сварной шов более плоский.Однако, в зависимости от вашего уровня мастерства в каждом стиле, может быть трудно заметить разницу.
- При сварке в среде инертного газа сварка проталкиванием может помочь вам лучше понять, что вы делаете, и обеспечить защиту сварочной ванны.

Преимущества сварки натяжением
- Ваш сварной шов глубже проникает в основной металл.
- Сварка прочнее , и прочнее скрепляет куски основного металла.
Как клеить сварку
Сварка электродом требует большего мастерства, чем некоторые другие процессы. Тем не менее, дуговая сварка остается популярной из-за низкой стоимости входа. Ручные сварочные аппараты значительно дешевле, чем большинство других типов сварочных аппаратов.
Связанное чтение: Сколько времени нужно, чтобы научиться сварке?
Сварочные аппараты также обладают высокой степенью универсальности, что позволяет сварщикам работать в полевых условиях и на открытом воздухе. Процесс газовой вставки не допускает ветра во время работы.
Процесс газовой вставки не допускает ветра во время работы.
Ручная сварка позволяет сварщикам работать на месте. Сварка стержнем — один из немногих процессов, который может создать прочную связь со ржавчиной y или грязным металлом, что делает его еще более удобным для полевых работ.
Недавно я написал подробную статью о сварке электродами: Ultimate SMAW Guide, взгляните на нее.
Сварочные аппаратыпредставляют собой относительно небольшие портативные аппараты, которым не требуется отдельный газовый баллон, поскольку они производят собственный защитный газ во время сварки.Сварка стержнем обычно используется в ряде отраслей, но особенно там, где требуется сварка или ремонт в полевых условиях или на ходу.
Вытягивание сварного шва — неотъемлемая часть электродуговой сварки, но это еще не все. Есть много вещей, которые влияют на правильную сварку. Вот краткий обзор того, как подойти к процессу.
1. Прикрепите зажим заземления – Прикрепите заземление к любой неокрашенной металлической поверхности. Это позволит сварщику замкнуть цепь и создать сварочную дугу.
Это позволит сварщику замкнуть цепь и создать сварочную дугу.
2. Выберите правильный стержень – Существует множество различных стержней для электродуговой сварки. Что правильно для вашего проекта, будет зависеть от того, какой металл вы свариваете, и от толщины металла. После того, как вы выбрали правильный стержень, поместите электрод в жало и убедитесь, что соединительные концы соприкасаются друг с другом.
3. Наденьте защитное снаряжение – Вы должны быть покрыты с головы до ног защитным снаряжением. Убедитесь, что у вас есть подходящая маска, перчатки, обувь и пальто.Сварочные процессы, которые производят шлак, как правило, поднимают большее количество брызг. Будь осторожен.
4. Включите сварочный аппарат. – Нажмите на выключатель и включите аппарат.
5. Сварка – Держите жало в своей ведущей руке в нескольких дюймах от сварки. Постучите наконечником по металлу, а затем мгновенно потяните назад, чтобы создать сварочную дугу.
Начните с левой стороны и медленно продвигайтесь вправо. Сварка стержнем требует, чтобы вы двигали рукой с постоянной скоростью, чтобы получить хороший сварной шов.
Во время сварки жало необходимо держать под углом от 15° до 30° к вертикали.
6. Очистите сварной шов – Если вы все сделали правильно, весь шлак должен быть снаружи сварного шва. Отколите большие куски, а затем используйте металлическую щетку, чтобы закончить сварку.
Компоненты системы дуговой сварки Сварочный аппаратВсе системы дуговой сварки требуют электричества для обеспечения мощности, необходимой для создания и поддержания сварочной дуги.Сварочные аппараты подают энергию к электрододержателю в виде переменного тока (AC) или постоянного тока (DC).
Они также регулируют подачу энергии, чтобы сварщик мог работать безопасно и без перерывов.
Сила тока — важная переменная в уравнении мощности (другими словами, чем выше сила тока, тем горячее дуга), и ее можно регулировать с помощью сварочного аппарата.
Это очень важная функция, поскольку в зависимости от толщины металлических деталей и типа свариваемого металла потребуются различные температуры сварки.
Недавно я написал подробную статью о сварке электродами: Ultimate SMAW Guide, взгляните на нее.
ЭлектрододержательЭто ручное устройство, которое сварщик использует для направления и управления электродом (следовательно, дугой) во время сварки. Провод, выходящий из конца электрододержателя, подключается либо к отрицательной (-), либо к положительной (+) клемме сварочного аппарата.
Как правило, на рабочем конце электрододержателя имеется прочный зажим, который надежно удерживает электрод.
В зависимости от полярности электрический ток течет либо в направлении электрода к заготовке (прямая полярность), либо от заготовки к электроду (обратная полярность).
в сварочном деле обычно называют стингерами.
ЭлектродЭто «палка» при сварке электродом. Электрод представляет собой длинный тонкий стержень, состоящий из двух частей:
- Сердечник представляет собой самую внутреннюю часть электрода и обычно представляет собой тонкую проволоку, изготовленную из углеродистой стали, нержавеющей стали или, в некоторых случаях, из алюминия.Электродная проволока является расходуемой, а это означает, что, создавая и поддерживая дугу между собой и основным металлом, она также плавится и соединяется с расплавленной ванной, созданной дугой.
В этом смысле электродная проволока служит присадочным металлом, который добавляется в сварочную ванну (это называется наплавкой). Когда эта ванна (также называемая лужей) остывает и затвердевает, получается законченный сварной шов. Поскольку электроды являются расходными материалами, электроды необходимо заменять, когда их длина становится слишком короткой.
Поскольку электроды являются расходными материалами, электроды необходимо заменять, когда их длина становится слишком короткой.
- Флюс (также известный как покрытие электрода) представляет собой твердое покрытие, покрывающее сердцевину электрода. Материалы покрытия будут варьироваться в зависимости от конкретного применения сварки, но общие элементы включают железный порошок и различные формы натрия и калия.
Покрытия электродов служат двум жизненно важным целям, первая из которых заключается в создании небольшого экрана из бескислородного газа непосредственно вокруг дуги и сварочной ванны.Этот газовый экран предотвращает окисление расплавленного металла при его охлаждении, что очень важно, поскольку окисление является формой коррозии, которая ослабляет металл.
Другой целью покрытия является образование шлака, который представляет собой слой расплавленного флюса, который затвердевает над вновь выполненным сварным швом. Пока сварной шов остывает, шлак служит защитным экраном, предотвращая окисление, а также поглощая любые внутренние загрязнения из расплавленной сварочной ванны. Шлак должен быть удален механическим путем, либо с помощью отвертки или молотка, либо с помощью проволочной щетки.
Шлак должен быть удален механическим путем, либо с помощью отвертки или молотка, либо с помощью проволочной щетки.
Связанное чтение: Имеют ли сварочные электроды срок годности?| Срок годности электродов
Зажим заземленияКлючом к дуговой сварке является создание и управление высокоэнергетической электрической дугой. Заземляющий зажим крепится к заготовке, а его подводящий провод подключается к сварочному аппарату. Это замыкает электрическую цепь и позволяет поддерживать дугу между электродной проволокой и основным металлом.
Как узнать, используете ли вы Flux?
Чтобы узнать, используете ли вы флюс, вам нужно немного больше узнать о процессах сварки.Сварка требует сильного нагрева, чтобы расплавить металл и соединить детали. Сильный нагрев делает металл более химически активным. Расплавленный металл в сварочной ванне будет реагировать с кислородом и азотом в воздухе, вызывая коррозию и ослабляя сварной шов.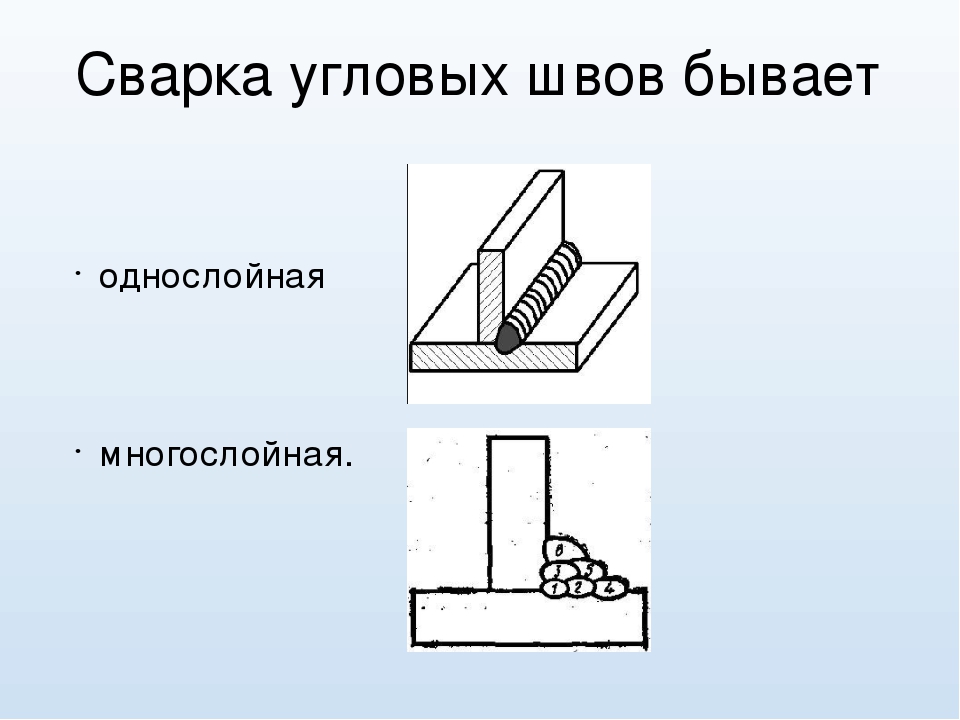 Решением этой проблемы является временное экранирование горячего валика сварного шва от воздуха.
Решением этой проблемы является временное экранирование горячего валика сварного шва от воздуха.
В каждом процессе сварки используется свой метод защиты сварного шва. При сварке TIG и MIG используются защитные газы — постоянный поток нереакционноспособного газа над сварочным валиком.Защитный газ удерживает кислород и азот вдали от сварного шва в течение нескольких решающих секунд, пока валик горячий.
Дуговая сварка, также называемая сваркой стержнем, использует другой процесс. Сварочный пруток состоит из двух веществ: присадочного металла, который вплавляется в сварной шов и образует валик, и флюса.
Флюс реагирует на тепло с образованием защитного газа и шлака. Газ и шлак, оставшиеся на сварном шве, защищают сварной шов от окисления до тех пор, пока он не остынет.
Здесь вступает в действие тяга. Шлак, выбрасываемый из наполнительного стержня с помощью дуги, выталкивается обратно на уже уложенный валик. Шлак затвердевает над валиком и защищает его до тех пор, пока вы не закончите сварку и не удалите шлак.
Если вы надавите на стержень, шлак будет выбрасываться в сварочную ванну, вызывая загрязнение и делая ваш сустав хрупким и слабым.
Сначала подумай
Сварка наиболее удобна, когда вы думаете о сварном шве до того, как наложите валик.Частью получения красивого, ровного валика является поддержание постоянной длины дуги и угла стержня. Подумайте о положении вашего электрода и о том, как оно будет меняться при перемещении по суставу.
Убедитесь, что вы видите электрод и валик при перемещении по стыку. Хорошее эмпирическое правило заключается в том, что при сварке лобовым сварным швом должен перемещаться к вашей руке сварщика , а при сварке проталкиванием должен перемещаться в сторону от руки сварщика .
То есть сварщик-правша должен таскать слева направо и толкать справа налево.
Вы даже можете отрепетировать сварку перед тем, как разжечь дугу. Держите электрододержатель и палку и перемещайте их вдоль сустава при выключенном питании.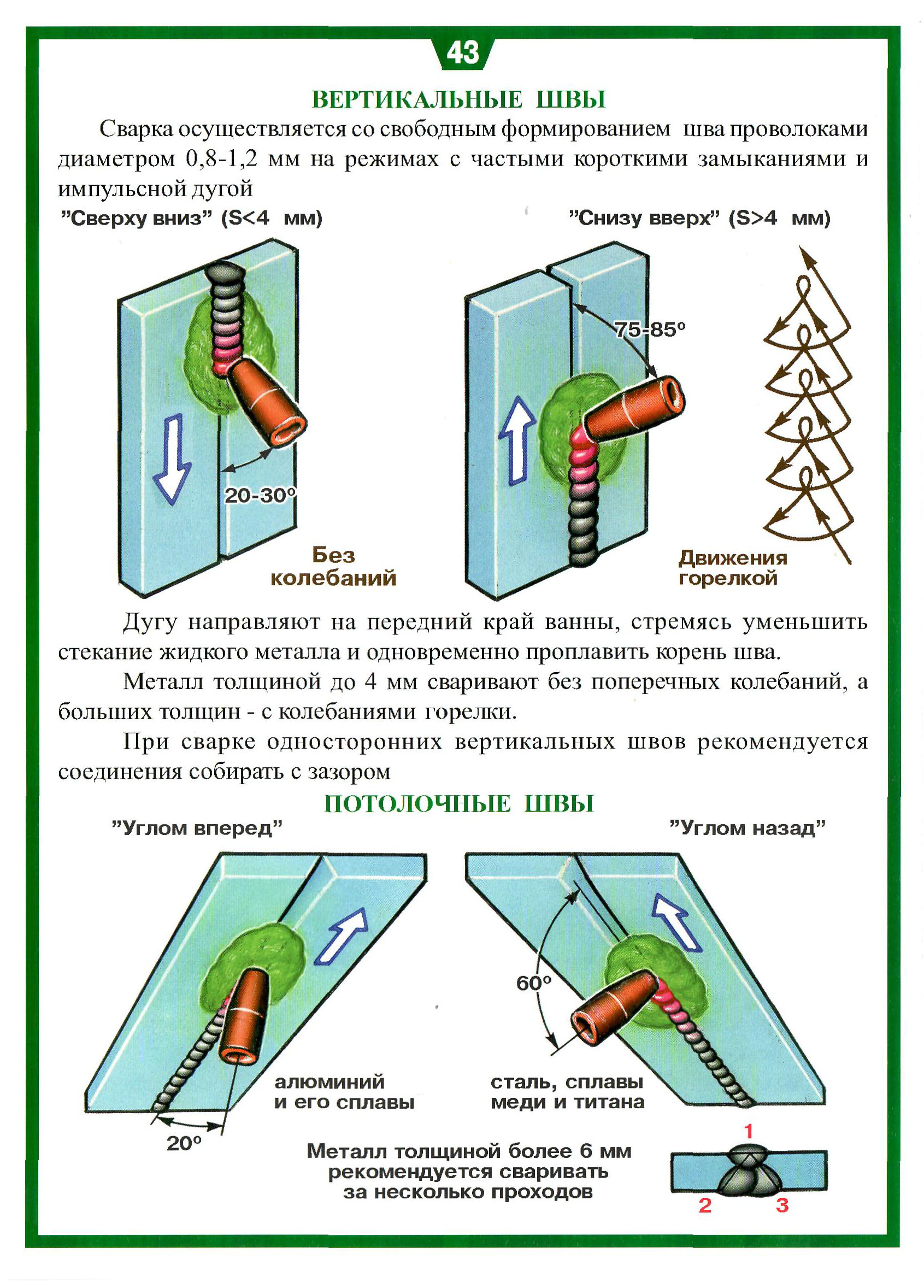
Убедитесь, что вы можете дотянуться до всех частей сустава, и вы не попадете в странное положение, когда закончите сустав. Если вы не можете сделать это без электричества, вы, вероятно, испортите сварной шов, когда будете делать это по-настоящему.
Разрыв дуги без прилипания
Сварщики шутят, что дуговая сварка называется сваркой стержнем из-за того, насколько вероятно, что стержень прилипнет к детали, которую вы свариваете. Потянув за электрод во время зажигания дуги, можно уменьшить прилипание.
Когда вы проводите кончиком электрода по рабочей поверхности, потянув за стержень, вы поднимите его с поверхности, чтобы образовалась дуга. Проталкивание электрода может привести к его вдавливанию в основной металл, что повышает вероятность прилипания.
Наилучший метод запуска дуги с нуля — это слегка протащить электрод по поверхности и слегка потянуть вверх по мере его движения. Держите удочку чуть отклонённой от вертикали – достаточно десяти-пятнадцати градусов. Это поможет вам создать электрическую цепь, установить дугу и начать сварку без прилипания .
Это поможет вам создать электрическую цепь, установить дугу и начать сварку без прилипания .
Трудно представить десять-пятнадцать градусов — большинство из нас также не ходит с транспортиром в кармане для измерения. Вот простой способ получить правильный угол. Помните, что угол между вертикалью и горизонталью составляет 90 градусов — это ваша точка отсчета. Вот шаги:
- Держите стержень вертикально вверх и вниз над плоским столом. Это 90 градусов.
- Держите наконечник на месте, но наклоните верхнюю часть посередине между вертикальным и горизонтальным положением. Это 45 градусов.
- Пройдите половину пути между 45 и 90 градусами – теперь вы находитесь на 22,5 градусах
- Еще раз половину угла. Средняя точка между 22,5 и вертикалью дает 11,25 градусов — идеально подходит для сварки. Держите палку там, включите сварочный аппарат и поцарапайте дугу.
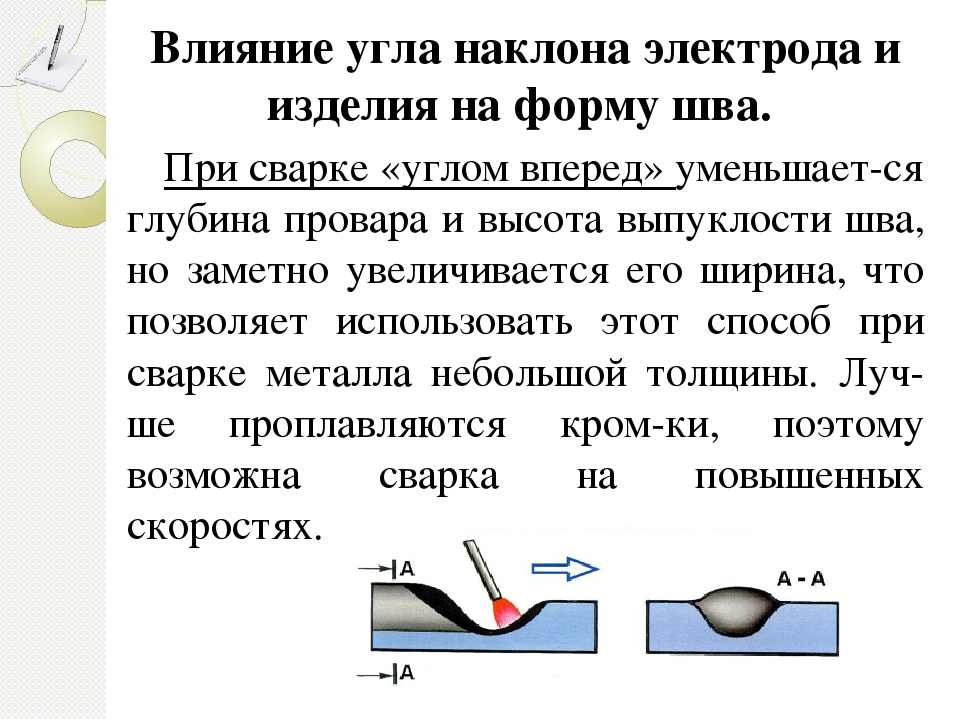
Таким способом вы, вероятно, не попадете точно в одиннадцать с четвертью градусов, но достаточно близко. Этот метод ставит вас достаточно близко, чтобы зажечь дугу и начать сварку. Вы можете исправить это оттуда, как вы работаете.
Знай, когда перестать тянуть
Есть несколько особых ситуаций, когда вам лучше толкнуть удочку, а не тянуть ее. Они встречаются не часто, но полезно знать о них до того, как вы встретите .Вы можете изменить свою технику и получить хороший сварной шов.
Сварка в гору
Когда сварной шов вертикальный, а направление работы идет снизу вверх, вам необходимо попрактиковаться в том, что сварщики называют сваркой в гору . Это тот случай, когда вы должны толкать, а не тянуть палку.
Если вы перетащите стержень по сварному шву вверх, сила тяжести будет работать с флюсом, чтобы втянуть шлак в валик сварного шва. Чтобы предотвратить это, вы наклоняете палку вверх и толкаете бусинку вместо того, чтобы тянуть ее.
Для сварки вверх по склону начните с основания сварного шва и слегка наклоните палку вниз. Сломайте дугу и медленно продвигайтесь вверх по суставу. Скорость движения становится особенно важной при сварке в гору. Двигайтесь слишком быстро, и вы получите слабый сварной шов.
Путешествуйте слишком медленно, и ваша лужа сбежит обратно в косяк и создаст беспорядок. Дуговая сварка вверх по склону — сложный навык, требующий большой практики. Вам придется сделать много уродливых суставов, прежде чем вы сможете сделать это правильно.
Глубокое проникновение
Если вам нужно сваривать металл толще, чем рассчитано на вашу машину, может помочь изменение угла стержня. Держите удочку вертикально, а не под углом, это поможет вам добиться большего проникновения.
Это не дает вам большого ускорения, но если вам нужно пробить бусину на лишнюю шестнадцатую дюйма или около того, вам может помочь вертикальный стержень. Кроме того, вы можете сделать несколько проходов, чтобы убедиться, что сварной шов полностью проникает в соединение.
Кроме того, вы можете сделать несколько проходов, чтобы убедиться, что сварной шов полностью проникает в соединение.
PUSH vs.PULL MIG Welding >> Посмотрите видео ниже
Иди, свари что-нибудь
Есть три уровня обучения сварке. Во-первых, это техническая информация, включая настройки сварочного аппарата, выбор электродов и подробное описание технологии. Вы должны знать, что правильный способ дуговой сварки заключается в том, чтобы тянуть стержень, удерживая его под углом от десяти до пятнадцати градусов от вертикали.
Второй слой — это упрощенные поговорки, которые используют сварщики. Они сводят технические вещи к вещам, которые вы можете вспомнить, когда оденетесь, в магазине стоит сто градусов, и вы думаете, что можете расплавиться. Если есть шлак, нужно перетащить. Это достаточно просто запомнить в магазине.
Если есть шлак, нужно перетащить. Это достаточно просто запомнить в магазине.
Третий слой — ощущение сварки. В какой-то момент вы перестанете пытаться запоминать вещи и просто сваритесь. Технические детали будут выгравированы в вашем мозгу, ваше тело почувствует правильную дугу, и вы сможете накладывать красивые бусы, не задумываясь.
Единственный способ добраться до этого слоя — много сваривать. Составьте проект, отправляйтесь в свой магазин и взломайте дугу. Это единственный способ стать сварщиком.
Рекомендуемое чтение
Можно ли приваривать припой? 4 причины, почему не стоит
Что делать, если ваш сварочный аппарат не дает искры? 4 простых шага
Вот некоторые из моих любимых инструментов и оборудования
Спасибо, что прочитали эту статью. Я надеюсь, что это поможет вам найти самую последнюю и точную информацию для вашего сварочного проекта.Вот некоторые инструменты, которые я использую ежедневно, и надеюсь, что вы также найдете их полезными.
Есть партнерские ссылки, поэтому, если вы решите использовать любую из них, я получу небольшую комиссию. Но, честно говоря, это именно те инструменты, которые я использую и рекомендую всем, даже своей семье. ( НЕТ ДЕРЬМО )
Чтобы увидеть все мои самые актуальные рекомендации, посетите этот ресурс , который я сделал для вас!
Лучший в целом
Рекомендации+ Отличные продукты и услуги
+ Одобрено
+ Сэкономьте тысячи долларов
Stick Welding 6010 Downhill
Недавно мы работали с нашим Weld.com, Дейл Спилкер, на видео, посвященном стыковым соединениям с открытым корнем 3G. В видеоролике (встроенном ниже) метод спуска для корня был выполнен с использованием электродов Bohler Q 6010 ⅛ дюйма, AWS Spec A5.1, с номинальной силой тока производителя от 80 до 110 ампер. Он также использовал 3/32-дюймовый электрод Bohler Fox EV50 7018, AWS Spec A5.1, с номинальной силой тока производителя от 80 до 110.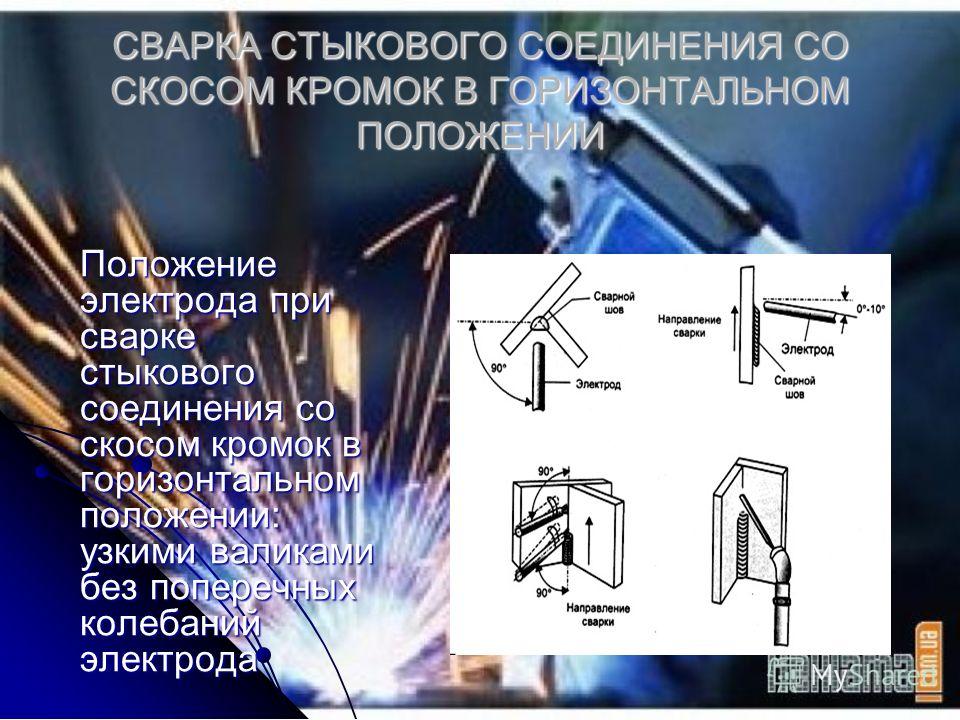 Он использовался для заполнения и армирования на подъеме. Эту конкретную конфигурацию соединения или что-то подобное можно найти в сварке труб, судостроении и ремонтной промышленности.А также в любых случаях, когда сварщику трудно получить доступ к обратной стороне соединения.
Он использовался для заполнения и армирования на подъеме. Эту конкретную конфигурацию соединения или что-то подобное можно найти в сварке труб, судостроении и ремонтной промышленности.А также в любых случаях, когда сварщику трудно получить доступ к обратной стороне соединения.
Для этого конкретного сварного шва он использовал обычную конфигурацию соединения, используя 2 пластины, каждая из которых имела длину 7 дюймов, ширину 4 дюйма и толщину 3/8 дюйма из мягкой стали A-36. Эти пластины были подготовлены со скосом под углом 30 градусов. , 3/32 «площадка и 3/32 «корневое отверстие. Это создало общий угол паза 60 градусов. Для этого соединения он также использовал выступы для контроля проникновения в начале и конце соединения.Для некоторых приложений можно использовать отводные выступы, это личная рекомендация, но это соединение также может работать без отводящих выступов.
Для этой сварки используется Lincoln Precision TIG 375, во время этой сварки машина будет использовать электрод постоянного тока положительной полярности.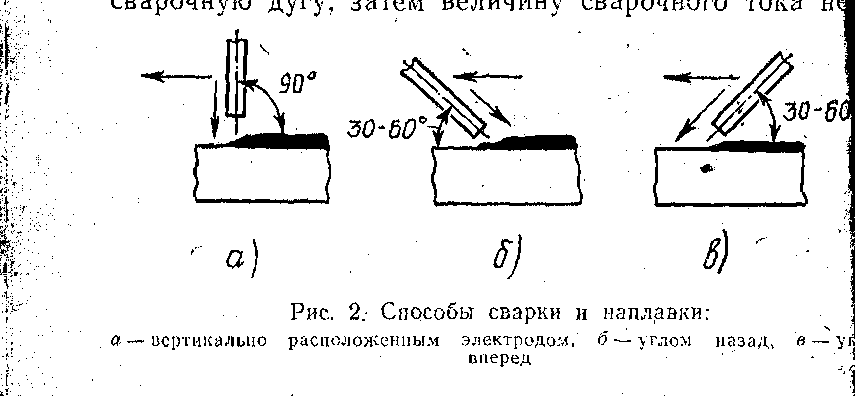
Как участники Weld.com , у вас теперь есть доступ к эксклюзивным промокодам Lincoln!
Корневой шов
Для корневого шва на этом соединении он использовал угол сопротивления около 10-15 градусов с некоторым отклонением по мере необходимости.Машина была настроена на 93 ампера. На протяжении всего сварного шва он прикладывал небольшое давление к стержню, чтобы помочь разрушить края фаски. Это позволяет нам увидеть немного более глубокое проникновение корня, а также более стабильный профиль на задней стороне сустава.
Остановки и пуски для корневого прохода будут сглажены (отшлифованы), что позволит обеспечить надлежащий провар при повторном запуске, разные сварщики используют для этого разные методы. Лично он использует шлифовальный станок диаметром 4 ½ дюйма с более тонким шлифовальным или отрезным кругом.
Завершив корень, он удалил весь шлак с помощью проволочного колеса, а затем приступил к осмотру задней стороны корня. Во время осмотра вы должны обращать внимание на надлежащее проникновение в шов, а также на постоянный профиль валика. Проще говоря, это должно выглядеть так, как если бы валик был проложен на задней стороне соединения. Следует избегать подрезов на концах сварного шва с этой стороны, а если они возникают, их следует тщательно проверять.
Во время осмотра вы должны обращать внимание на надлежащее проникновение в шов, а также на постоянный профиль валика. Проще говоря, это должно выглядеть так, как если бы валик был проложен на задней стороне соединения. Следует избегать подрезов на концах сварного шва с этой стороны, а если они возникают, их следует тщательно проверять.
Прежде чем приступить к заполнению шва и после завершения визуального осмотра шва, он затем шлифует корень шва, уделяя особое внимание области шва, где он встречается с кромкой сварного шва.В большинстве случаев он в конечном итоге измельчит эту часть до блестящего металла. Следует соблюдать осторожность, чтобы не шлифовать слишком глубоко. Имейте в виду, что шарик, который вы шлифуете, очень тонкий.
Причина, по которой он предпочитает шлифовать корень таким образом, состоит в том, чтобы избежать скопления шлака между корнем и его следующим проходом. Это также может помочь восстановить область корня, которая изначально не имела лучшего внешнего вида или проникновения.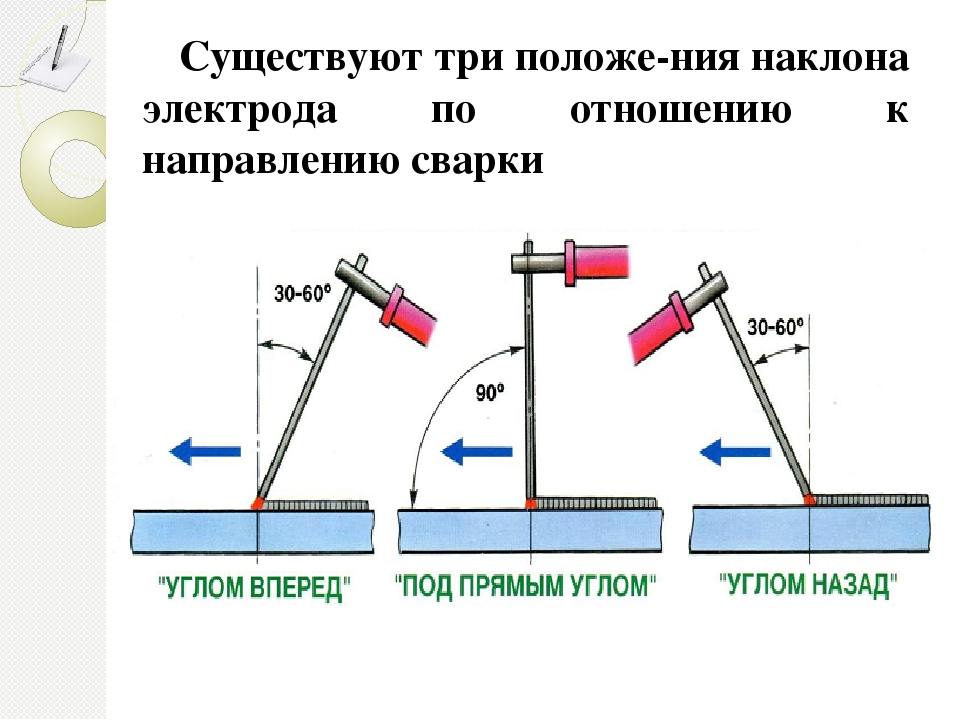
ЗАПОЛНЕНИЕ И УСИЛЕНИЕ
После завершения всех вышеперечисленных шагов он начинает процесс заполнения шва.Этот следующий слой в сварочной промышленности обычно называют горячим проходом. Для этого прохода он использует угол толкания 5-10 градусов, а его машина настроена на 91 ампер. Он использовал плетеные бусины, чтобы заполнить этот шов. Во время горячего паса вы увидите, как он останавливается на краю сустава, как правило, мысленно отсчитывая продолжительность паузы, просто чтобы создать постоянство во всем суставе. При этом следите за расплавленной сварочной ванной, чтобы убедиться, что она проникла в корень и каждый элемент соединения. После завершения заполнения, если позволяет время, Дейл предпочитает дать стыку остыть в течение примерно 10 минут.
Во время подкрепления его машина будет настроена на 93 или 94 ампера. Прежде чем начать процесс сварки, он любит мысленно планировать свой армирующий слой. Некоторые вещи, которые он рассматривает, — это размер стержня, размеры отверстия канавки, а также требования к ширине борта. Для этого стыка он предпочитает оставаться менее 3/8 дюйма, что должно хорошо подойти для создания слоя усиления из 2 валиков. По всему армирующему слою он использует технику плетения, постоянно делая паузы, чтобы позволить поперечному сечению сварного шва заполниться.
Для этого стыка он предпочитает оставаться менее 3/8 дюйма, что должно хорошо подойти для создания слоя усиления из 2 валиков. По всему армирующему слою он использует технику плетения, постоянно делая паузы, чтобы позволить поперечному сечению сварного шва заполниться.
По завершении всегда проводите визуальный осмотр сварного шва, проверяя наличие очевидных дефектов, таких как подрезы, недоливы, пористость и непровар.
Используемые материалы:
7 дюймов в длину x 4 дюйма в ширину x ⅜ дюйма в толщину Мягкая сталь A-36 с рабочей поверхностью 3/32 дюйма. С 30-градусным скосом на каждой пластине. Раскрытие корня 3/32.
Будут использоваться отводящие лепестки (размер уточняется).
⅛” Bohler Q, AWS A5.1, AWS A5.1, рассчитан на 80–110 А.
Этот стержень будет использоваться при корневом проходе, который мы будем выполнять в положении спуска.
3/32” Bohler Fox EV 50 E7018 -1h5R, AWS A5.1, рассчитан на 80–110 А.
Этот стержень будет использоваться на слоях заполнения и армирования.