ППР сварочных работ и технологические карты сварки : ППСР ✅
Сварочное производство в строительстве (прокладка магистральных, внутриквартальных трубопроводов, монтаж зданий и др.) и на производстве (заводы по производству металлоконструкций, сварка каркасов машин и др.) требует организационной подготовки. В зависимости от требований Заказчика и условий производства работ требуется разработка организационно-технологической документации. К ней относятся:
- проекты производства сварочных работ ППСР;
- технологические карты на сварочно-монтажные работы;
- операционно-технологические карты сборки и сварки стыковых соединений;
- технологические инструкции по сварке.
Проект производства сварочных работ ППСР
Разработка проекта производства сварочных работ ППСР необходима при строительстве объектов с применением сварки. На участке строительства обычно входит в состав общего ППР на объект, выделяется отдельный раздел. Приводятся общие данные об объекте проведения работ, организации сварочного-монтажного участка, сведения о применяемом оборудовании, их количестве.
Основными решениями в ППСР являются организация сварочного поста. Учитываются сроки выполнения работ по календарному графику и, отталкиваясь от них, определяется количество постов для сварки, их комплектность. В графики поставки материалов включаются требуемые сварочные материалы в зависимости от принятой технологии сварки (полуавтоматическая, ручная, автоматическая).
От качества разработанного ППР на сварочные работы зависит весь технологический процесс производства работ. Доверьтесь нам и будьте спокойны в правильности и полноты составления проекта.
Технологические карты ТК сварки
Технологическая карта ТК сварки — документ в составе проекта производства сварочных работ ППСР, по которому выполняются все технологические операции сборки и сварки сварных соединений при монтаже трубопроводов, металлоконструкций. В нем отражается вся последовательность выполнения сварочно-монтажных работ: степень подготовки и подготовка сварных соединений, сборка, сварка, подготовка стыков к проведению неразрушающего контроля.
Технологическая карта сварки описывает подготовительные операции, выбор сварочного оборудования и методы сварки, а так же заключительные операции по объему проведения неразрушающего контроля. Приложением к ней являются ОТК по типам сварных стыков. Состав и содержание такие же как и у обычной технологической карты в строительстве.
Операционно-технологические карты сборки и сварки
Операционно-технологические карты ОТК сборки и сварки предназначены для настройки сварочного оборудования, выбора режимов работы применяемого оборудования, отражаются операции сборки и процесса выполнения сварочных соединений.
Состав операционно-технологической карты:
- параметры сварного соединения с указанием способа сварки, типа сварного соединения и шва, толщины стенки элементов
- применяемые сварочные материалы
- раздел предварительного подогрева стыковых соединений перед и во время выполнения работ
- геометрические размеры разделки кромок
- параметры сварного соединения
- конструктивные элементы, размеры и отклонения соединений
- параметры сварки
- последовательность наложения валиков при многоваликовой проходке
- очистка элементов конструкций
- подготовка элементов свариваемых кромок и поверхности под сварку
- подгорев кромок и прилегающей поверхности
- сборка элементов конструкций
- сварка свариваемых элементов
- маркировка сварных соединений
- объемы контроля качества
При допуске сварщиков на объект проводится допуск с выполнением допускных контрольных сварных соедниений КСС по ОТК на их сварку, включаемых в состав ТК.
Для каждой операции приводятся требуемые для ее проведения материалы, оборудование и инструмент. По такой ОТК сварка любого типа свариваемых элементов (трубы, двутавра, уголков, листов и др.) проходит у сварщика без лишних вопросов к техническому персоналу. Все этапы расписываются в полном объеме в плоть мелочей.
Сборка соединений по ОТК в зависимости от диаметра свариваемых труб может выполняться с применением наружных и внутренних центраторов, а металлоконструкций при помощи струбцин и других сборочных приспособлений. В разделе «Параметры сварного соединения» содержит все данные о соединяемых элементах: тип с указанием ГОСТа или другого нормативного документа.
Разработка технологических карт ТК и ОТК сварки
Разработкой технологических карт и ОТК сборки и сварки должен заниматься главный сварщик или инженерный персонал, имеющий удостоверение и протокол НАКС не ниже 3 уровня.
Обратившись к нам Вы можете быть уверены в правильности составления ТК и ОТК. Опыт работы в сварочном производстве на трубопроводах, сварке металлоконструкций, полипропиленовых труб наших специалистов составляет более 10 лет.
ОТК составляются на все технологии: ручная дуговая покрытыми электродами РД; ручная аргонодуговая РАД; механизированная в защитных газах проволокой сплошного сечения МП, самозащитной порошковой проволокой МПС; автоматическая проволокой сплошного сечения в защитных газах ААДП (двухсторонняя сварка), АПГ, порошковой проволокой АПИ, автоматическая под флюсом АФИ и др.
Операционно-технологические карты составляются так же на ремонт учитывая различные его методы (с его полной вырезки или вышлифовкой отбракованного участка и др. в зависимости от требований нормативных документов).
Так же для предприятий, проводящих сварочные работы мы разрабатываем технологические инструкции.
Технологическая инструкция по сварке
Технологическая инструкция по сварке необходима для производства сварочных работ на строительном участке или в заводских условиях на производственной базе. Содержит описание подготовительных и основных процессов, а так же заключительные этапы по приемке соединений. В подготовительном периоде указывают требования по аттестации к руководящему персоналу и сварщикам, применяемого оборудования и сварочных материалов, порядок и методы устранения отбракованных по результатам контроля стыков.
8355 Технологическая карта на устройство внутриквартальной фекальной канализации из полиэтиленовых труб — DWGFORMAT
Область применения
1.1. Технологическая карта составлена на производство работ по устройству внутриквартальной (безнапорной фекальной) канализации из полиэтиленовых (ПЭ) труб диаметрами 160 и 225 мм. Соединение груб выполняется на раструбах с резиновыми уплотнителями и сваркой.
1.2.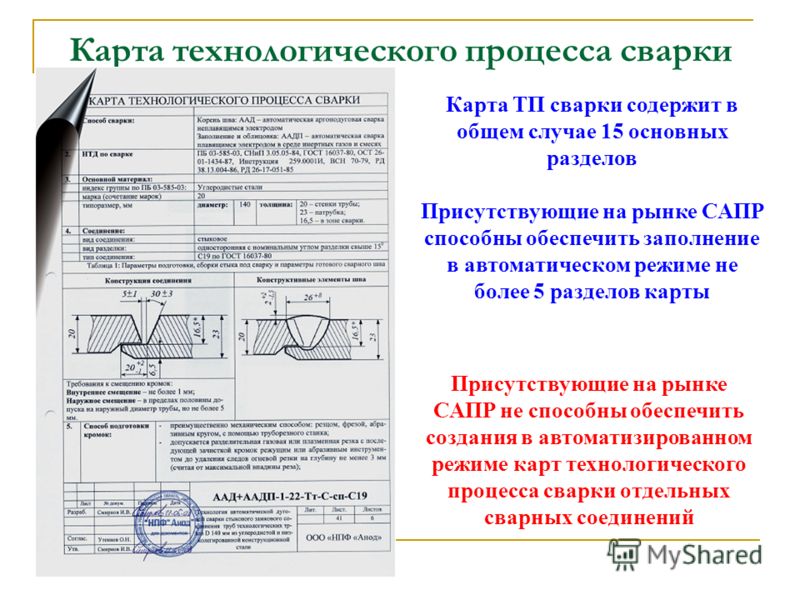 В состав работ, рассматриваемых картой, входят:
В состав работ, рассматриваемых картой, входят:
- подготовка основания траншеи;
- установка канализационных колодцев;
- соединение ПЭ труб;
- укладка ПЭ труб в проектное положение;
- испытание трубопроводов;
- обратная засыпка траншеи.
1.3. Технологическая карга предназначена для составления проектов производства работ (ППР) и с целью ознакомления рабочих и инженерно-технических работников с правилами производства работ и организацией труда.
1.4. При привязке технологической карты к конкретному объекту и условиям строительства уточняются схемы производства работ, объемы работ, калькуляция затрат труда, средства механизации и приспособления.
Содержание
1. Область применения
2. Организация и технология строительного процесса
3. Технико-экономические показателя
4. Материально-технические ресурсы
Технологические схемы (чертежи):
- Ситуационный план прокладки фекальной канализации из полиэтиленовых труб диаметром 160 и 225 мм
- Размеры рас трубного соединения ПЭ груб с резиновыми кольцами
- Натяжное устройство для соединения ПЭ труб (соединение труб раструбом на резиновых кольцах)
- Схема соединения ПЭ труб на раструбах с резиновыми кольцами
- Схема организации рабочего места при устройстве фекальной канализации (соединение груб раструбом на резиновых кольцах)
- Схема контактной сварки ПЭ труб (с помощью монтажного приспособления с контролем сварочных давлений.

- Схема организации рабочего места при устройстве фекальной канализации из ПЭ труб (соединение труб на сварке)
- Схема укладки плети ПЭ труб автокранами
- Схема укладки звеньев труб в траншею автокранами (грубы сварены в звенья на бровке траншеи)
- Схемы организации работ по засыпке траншей: а) бульдозером б) экскаватором—планировщиком
- Варианты схем прокладки и сборки ПЭ груб фекальной канализации
- Схема пневматических гидравлических испытаний канализационного трубопровода из ПЭ труб
Поделиться в социальных сетях
Ещё записи из рубрики «» Проект Solar City Tower в БразилииСтроительство башни-водопада «Солнечный Город» ведется в рамках подготовки к Олимпиаде 2016 г. в Бразилии….
Технологическая карта обустройства защитного слоя надземных трубопроводов от компании «ПЕНОПЛЭКС» поможет выполнить безупречный монтаж
САМАРА. 10 МАРТА. ВОЛГА НЬЮС.
Читали: 1473
Версия для печатиЕсли вы нашли ошибку в тексте — выделите ее и нажмите CTR+Enter
В помощь строительно-монтажным организациям производитель мембран PLASTFOIL® компания «ПЕНОПЛЭКС» создала технологическую карту, в которой собраны сведения, необходимые для реализации данного решения. Полное название документа: «Технологическая карта на устройство защитного слоя трубопроводов с применением ПВХ мембран PLASTFOIL® (ПЛАСТФОИЛ)».
фото предоставлено компанией «ПЕНОПЛЭКС»
Помимо технических характеристик материала, документ содержит подробный список требуемого оборудования, инструментов и комплектующих для монтажа защитного слоя. Особое внимание уделено технологии сварки горячим воздухом, описанию сварных швов и способов их контроля, а также особенностей работы с высокотехнологичным сварочным оборудованием.
Раздел, посвященный монтажу, имеет подразделы с описанием технологий укладки защитного слоя на горизонтальных, вертикальных и криволинейных участках трубопроводов, а также в местах примыканий к опорам и выступающим элементам. Вместе с описанием предоставлены рекомендации по наиболее эффективному выполнению монтажных работ со схемами и фотоиллюстрациями.
В технологической карте отражены вопросы техники безопасности, охраны труда, антивандальной защиты покровного слоя и ремонта поврежденных участков.
Последние новости
Сварка труб и фитингов »Мир трубопроводной техники
Сварка — это основная деятельность по изготовлению трубопроводов. Очень важно обеспечить высокое качество сварных швов для обеспечения безопасной эксплуатации завода. Для обеспечения высочайшего качества сварных швов используются различные методы, такие как соответствие лучшим международным стандартам, создание утвержденных процедур аттестации сварщиков и т. Д.
Очень важно обеспечить высокое качество сварных швов для обеспечения безопасной эксплуатации завода. Для обеспечения высочайшего качества сварных швов используются различные методы, такие как соответствие лучшим международным стандартам, создание утвержденных процедур аттестации сварщиков и т. Д.
Применимые коды и стандарты
В обрабатывающей промышленности наиболее широко используются коды:
- Коды ASME, например B31.1, B31.3, B31.4, B31.8 и т. Д.
- Кодекс ASME по котлам и сосудам высокого давления.
В некоторых странах есть свои собственные местные правила, применимые к определенным системам, например, в Индии паропроводы должны соответствовать правилам IBR.
Технические условия на сварку проекта
Обычно в углеводородной промышленности основными свариваемыми материалами являются углеродистая, легированная и нержавеющая сталь. Спецификация проекта сварки является первичным документом, на который подрядчик по сварке должен ссылаться при выполнении своей работы. Эта спецификация включает в себя все требования к сварке для конкретного проекта.
Эта спецификация включает в себя все требования к сварке для конкретного проекта.
Сварка трубопроводов
Заводские и полевые сварные швы
Изометрический чертеж трубопровода отмечен заводскими и местными сварными швами. По возможности предпочтение отдается заводским сварным швам, так как качество сварки можно жестко контролировать в цехе. Но необходимо учитывать максимальный размер транспортируемой катушки, а также любые несоответствия размеров в полевых условиях.
Сварочный МТО
Сварной шов MTO указывается в дюймах, то есть количество сварных швов, умноженное на диаметр трубы.
Сварочное оборудование.
Сварочный подрядчик должен предоставить достаточное количество сварочного оборудования, расходных материалов, материалов для испытаний.
Сварочные электроды
Сварочные электроды используются как присадочные материалы при сварке. Они должны соответствовать свариваемому материалу, способу сварки и сварочному оборудованию.
Защитный и продувочный газ
Защитный и продувочный газ необходим для предотвращения вредного воздействия кислорода окружающей среды на металл при сварке при очень высоких температурах сварки.Для этих целей используются инертные газы, такие как аргон. Для многих проектов требуется, чтобы газ Argaon имел чистоту 99,995%.
Квалификация сварщиков
Сварщики должны иметь квалификацию согласно применимым нормам, например, B31.3
- Квалификация сварщиков
- Ознакомьтесь с вопросами и ответами на собеседовании по сварке.
Объем работ подрядчика по сварке
Все сварочное оборудование, такое как трансформаторы, термопары, пирометры, автоматические регистраторы температуры, оборудование для термообработки и т. Д.предоставляется подрядчиком по сварке. Все оборудование для контроля сварных швов, такое как радиографическое оборудование, рентгенографические пленки, оборудование для темных кабинетов, испытание на проникновение красителя, испытание магнитными частицами, ультразвуковое испытание и т. Д., Предоставляется подрядчиком по сварке.
Д., Предоставляется подрядчиком по сварке.
Подтверждение документов, которые должен предоставить подрядчик по сварке.
Сварочные процессы
Обычно используемые процессы сварки — это SMAW и GTAW.
SMAW : процесс дуговой сварки экранированного металла
GTAW : процесс газо-вольфрамовой дуговой сварки
Какой процесс сварки следует применять, где он указан в технических условиях на сварку проекта.
Посмотрите эти видео на YouTube, чтобы ознакомиться с этими методами.
Демонстрация дуговой сварки экранированного металла
Демонстрация газо-вольфрамовой дуговой сварки
Методика сварки
Перед началом сварки необходимо провести подготовку кромок для различных типов основных материалов. Это включает в себя очистку краев, выравнивание краев и обеспечение надлежащего расстояния между ними в соответствии с применимыми нормами. При необходимости выполняется прихваточная сварка. Во время сварки важно защищать детали от погодных условий.Правильная техника сварки обычно указывается в проектной документации на сварку. Протокол аттестации процедуры сварки должен быть предоставлен подрядчиком по сварке заказчику.
Во время сварки важно защищать детали от погодных условий.Правильная техника сварки обычно указывается в проектной документации на сварку. Протокол аттестации процедуры сварки должен быть предоставлен подрядчиком по сварке заказчику.
Погодные условия во время сварки
Свариваемые детали и сварочный персонал должны быть надежно защищены от дождя и сильного ветра. При отсутствии такой защиты сварка не производится. При сварке в полевых условиях с использованием процесса GTAW следует проявлять особую осторожность, чтобы не допустить воздействия воздушного потока на процесс сварки.
Предварительный нагрев и термообработка после сварки
Предварительный нагрев и термообработка после сварки должны выполняться в соответствии с проектными техническими условиями на сварку.
Очистка сварного шва.
На всех сварных швах не должно быть прилипших сварочных брызг, шлака, дернины, грязи или посторонних предметов. Этого можно добиться чисткой. Для нержавеющей стали следует использовать щетки только с щетиной из нержавеющей стали. Используется шлифовальный станок с щеточным колесом, а также шлифовальный станок для карандашей. Если сварной шов необходимо покрыть, как в случае трубопроводов, его также необходимо подвергнуть пескоструйной очистке.
Для нержавеющей стали следует использовать щетки только с щетиной из нержавеющей стали. Используется шлифовальный станок с щеточным колесом, а также шлифовальный станок для карандашей. Если сварной шов необходимо покрыть, как в случае трубопроводов, его также необходимо подвергнуть пескоструйной очистке.
Сварка после очистки.
Ремонт сварных швов
Ремонт сварных швов разрешается производить, если дефекты находятся в определенных пределах. Дефекты, выявленные методами контроля, выходящие за допустимые пределы, должны быть устранены после полной рентгенографии стыка путем скалывания и шлифования.
Если все соединение признано неприемлемым, сварка должна быть полностью обрезана, а края соответствующим образом подготовлены в соответствии с требуемыми допусками на совмещение. Повторно сваренное соединение необходимо снова проверить в соответствии со стандартной практикой.
Ремонт без предварительного разрешения инспектора собственника запрещен. Ремонт и / или работа с дефектными сварными швами должны быть выполнены вовремя, чтобы избежать трудностей с соблюдением графика строительства
.
Как это:
Нравится Загрузка …
Позиции сварки: 4 основных типа
Вертикальное положение (3F или 3G)
При сварке в вертикальном положении ось шва приблизительно вертикальна.
Когда сварка выполняется на вертикальной поверхности, расплавленный металл имеет тенденцию стекать вниз и накапливаться.
Угловой шов на стыке внахлест в вертикальном положенииПоток металла можно контролировать, направив пламя вверх под углом 45 градусов к пластине и удерживая стержень между пламенем и расплавленной лужей (см. Выше).
Перемещение горелки и присадочного стержня предохраняет металл от провисания или падения и обеспечивает хорошее проплавление и плавление на стыке.
И горелка, и сварочный стержень должны качаться, чтобы наплавить равномерный валик. Сварочный стержень следует держать немного выше средней линии стыка, а сварочное пламя должно перемещать расплавленный металл по стыку, чтобы равномерно распределить его.
Стыковые соединения, сваренные в вертикальном положении, должны быть подготовлены к сварке таким же образом, как и при сварке в горизонтальном положении.
Верхнее положение (4F или 4G)
Сварка над головой выполняется с обратной стороны стыка.
При сварке над головой наплавленный металл имеет тенденцию падать или провисать на пластине, в результате чего валик имеет высокий гребень.
Чтобы преодолеть эту трудность, расплавленная лужа должна быть небольшой, и следует добавить достаточно присадочного металла для получения хорошего сплавления с некоторым усилением на валике.Если лужа становится слишком большой, пламя следует на мгновение убрать, чтобы металл шва замерз.
При сварке легких листов размер лужи можно регулировать, равномерно нагревая основной металл и присадочный стержень.
Угловой шов на стыке внахлест в верхнем положении Пламя должно быть направлено так, чтобы расплавить оба края стыка. Следует добавить достаточное количество присадочного металла, чтобы лужа оставалась адекватной с достаточным армированием.
Следует добавить достаточное количество присадочного металла, чтобы лужа оставалась адекватной с достаточным армированием.
Сварочное пламя должно поддерживать расплавленный металл, а небольшая сварка не допускать пригорания, сделанного от одного, распределить его по стыку.
Требуется только небольшая лужа, поэтому следует использовать удочку. Необходимо следить за тем, чтобы нагрев проходил через пластины.
Это особенно важно при сварке только сбоку.
Стыковое соединение над головойПозиции для сварки труб
Сварка труб выполняется в соответствии с множеством различных требований и в различных сварочных условиях. Положение при сварке определяется работой.
В целом положение фиксировано, но в некоторых случаях может быть свернуто для работы в горизонтальном положении.Позиции и процедуры сварки труб описаны ниже.
Труба наклонена неподвижно (45 градусов + 5 градусов) и не поворачивается во время сваркиГоризонтальный сварной шов на трубе
Совместите стык и прихваточный шов или зафиксируйте его стальными перемычками с трубой, установленной на подходящих роликах. Начните сварку с точки C (рисунок ниже), продвигаясь вверх до точки B. Когда точка B будет достигнута, поверните трубу по часовой стрелке, пока точка остановки сварного шва не окажется в точке C, и снова сварите вверх до точки B.Когда труба вращается, резак следует держать между точками B и C, а трубу вращать мимо нее.
Начните сварку с точки C (рисунок ниже), продвигаясь вверх до точки B. Когда точка B будет достигнута, поверните трубу по часовой стрелке, пока точка остановки сварного шва не окажется в точке C, и снова сварите вверх до точки B.Когда труба вращается, резак следует держать между точками B и C, а трубу вращать мимо нее.
Положение горелки в точке A аналогично положению для вертикального шва. По мере приближения к точке B сварной шов принимает почти ровное положение, а углы приложения горелки и стержня слегка меняются, чтобы компенсировать это изменение.
Сварку следует остановить непосредственно перед основанием начальной точки, чтобы осталось небольшое отверстие.Затем начальную точку повторно нагревают, чтобы область, окружающая точку соединения, имела равномерную температуру. Это обеспечит полное сращивание продвигающегося шва с начальной точкой.
Если боковая стенка трубы имеет толщину более 1/4 дюйма (0,64 см), следует выполнить многопроходный сварной шов.
Сварной шов с фиксированным положением горизонтальной трубы
После прихваточной сварки трубу устанавливают таким образом, чтобы прихваточные швы располагались примерно так, как показано ниже. После начала сварки трубу нельзя перемещать ни в каком направлении.
Схема сварки горизонтальной трубы методом «вверх»При сварке в фиксированном горизонтальном положении труба сваривается в четыре этапа, как описано ниже.
- Начиная с нижнего положения или положения «6 часов», приваривайте снизу вверх до положения «3 часа».
- Начиная с самого низа, приваривайте вверх до положения «9 часов».
- Начиная с позиции «3 часа», приварите сверху.
- Начиная с положения «9 часов», приваривайте вверх, чтобы перекрыть валик.
При сварке снизу сварка выполняется в два этапа. Начните сверху (см. Ниже) и продвигайтесь вниз с одной стороны к низу, затем вернитесь к верху и продвигайтесь вниз по другой стороне, чтобы соединиться с предыдущим сварным швом внизу. Метод сварки сверху вниз особенно эффективен при дуговой сварке, поскольку более высокая температура электрической дуги позволяет использовать более высокие скорости сварки. При дуговой сварке скорость примерно в три раза выше, чем при сварке снизу вверх.
Метод сварки сверху вниз особенно эффективен при дуговой сварке, поскольку более высокая температура электрической дуги позволяет использовать более высокие скорости сварки. При дуговой сварке скорость примерно в три раза выше, чем при сварке снизу вверх.
Сварка тыльной стороной вниз применяется для соединений труб из низкоуглеродистой или низколегированной стали, которые можно катать или которые находятся в горизонтальном положении. Один проход используется для толщины стенки не более 3/8 дюйма (0,95 см), два прохода — для толщины стенки от 3/8 до 5/8 дюйма (от 0,95 до 1,59 см), три прохода — для толщины стенки от 5/8 до 7. / 8 дюймов (1,59–2,22 см) и четыре прохода для толщины стенок от 7/8 до 1–1 / 8 дюйма (2,22–2,87 см).
Сварной шов с фиксированным положением вертикальной трубы
Труба в этом положении, при котором стык является горизонтальным, чаще всего сваривается методом обратной сварки.Сварку начинают от прихваты и непрерывно проводят по трубе.
Многопроходная дуговая сварка
Корень бусины
Если используется линейный зажим, корневой валик (см. Ниже) начинается со дна канавки, пока зажим находится в нужном положении. При отсутствии Опорного кольца не используется, следует соблюдать осторожность, чтобы создать небольшой шарик на внутренней стороне трубы. Если используется подкладное кольцо, корневую валику следует аккуратно срастить с ним.Перед снятием зажима следует нанести столько корневого валика, сколько позволяют стержни линейного зажима. Завершите бусинку после снятия зажима.
Нанесение корневых, присадочных и чистовых сварных швовПрисадочные валики
Необходимо следить за тем, чтобы валики наполнителя (см. Вид на диаграмме B выше) были вплавлены в корневой валик, чтобы устранить любые подрезы, вызванные отложением корневого валика. Обычно требуется один или несколько наполнителей вокруг трубы.
Отделочные бусины
Отделочные валики (см. Диаграмму, вид C выше) накладываются на наполнители для завершения соединения.Обычно это переплетенный валик шириной около 5/8 дюйма (1,59 см) и примерно на 1/16 дюйма (0,16 см) над внешней поверхностью трубы в собранном виде. Готовый сварной шов показан на виде D выше.
Диаграмму, вид C выше) накладываются на наполнители для завершения соединения.Обычно это переплетенный валик шириной около 5/8 дюйма (1,59 см) и примерно на 1/16 дюйма (0,16 см) над внешней поверхностью трубы в собранном виде. Готовый сварной шов показан на виде D выше.
Сварка алюминиевых труб
Для алюминиевых труб были разработаны специальные детали соединений, которые обычно связаны с процедурами комбинированного типа. Опорное кольцо не используется в большинстве случаев. Прямоугольное Опорное кольцо редко используются, когда флюиды передаются через систему трубопроводов.Его можно использовать в конструкциях, в которых трубы и трубчатые элементы используются для передачи нагрузок, а не материалов.
(PDF) Мониторинг производительности сварки наземных трубопроводов с помощью контрольной карты с использованием моделирования Монте-Карло
П. М. Табим, М. Л. Р. Феррейра
4) Определение количества бригад, участвующих в процессе;
5) Расчет производительности в суставах / день всех бригад на фронте работы.
Расчет производительности соединений выражается уравнением (1) ниже:
()
WP Количество команд Эффективный рабочий день Время на выполненный стык
= ×
(1)
• Производительность сварки (WP ): учитывает время на выполненное соединение каждой сварочной бригадой.На этот раз де-
номинатор подразделения по эффективному рабочему дню, производя количество суставов в день на команду. Чтобы оценить продуктивность строительных работ со всеми бригадами, необходимо ее умножить на количество бригад.
• Эффективный рабочий день: это 10 рабочих часов в день изучаемых строительных работ, вычтенные из времени мобилизации и перемещения
, когда команда не эффективно начала работу, и 1 часа перерыва на обед
.
• Время на выполненное соединение: это сумма времени открытой дуги, времени шлифования и времени простоя от
от начала открытой дуговой сварки до окончательного шлифования чистового прохода в часах.
• Соединение: верхнее, с углом фаски от 60˚ до 64˚, отверстие в корне от 2 мм до 2,5 мм. Объем сварного шва
Объем сварного шва
, наплавленный методом FCAW, составляет 86,7 × 10–3 дм3, рассчитанный аналогично [23].
• Сварочная бригада: состав бригады, выполняющей сварку соединения.Коллектив исследованных работ составлял
в составе 2 сварщиков, 2 шлифовальных станка и 2 помощника.
• Кол-во бригад — на строительных работах задействовано 5 сварочных бригад одинакового состава.
На этапе 2 мы стремились собрать значения производительности в суставах / день исследуемой работы, учитывая более длительный период производства. Эти данные были получены с помощью регистров документа «Ежедневный отчет по строительству
», который используется договаривающейся стороной и подрядчиком для отчета об основных операциях по строительству
.Производственные данные за 29 производственных дней были собраны в соответствии с вышеупомянутой процедурой —
.
3.3. Разработка диаграммы контроля производительности
Стремясь разработать практический инструмент мониторинга, быстрый в получении результатов и простой для понимания, мы выбрали
, чтобы разработать метод контроля, аналогичный методам контроля, основанным на общей теории правил контрольной диаграммы Шухарта, что
устанавливает центральный предел, которому соответствует среднее значение выборки, а верхний и нижний пределы добавляют или уменьшают
, отслеживая среднее значение константы k, умноженное на стандартное отклонение выборки. Контрольные карты быстро обнаруживают
Контрольные карты быстро обнаруживают
аномалий в процессе, если это метод мониторинга в реальном времени [24]. Хотя методология, разработанная в этой работе, была вдохновлена уже упомянутыми контрольными диаграммами
, в ней использовались собственные критерии, которые были признаны более подходящими для мониторинга производительности.
Контрольная диаграмма была разработана в следующие этапы: определение уравнения модели продуктивности;
Проведение моделирования методом Монте-Карло на модели продуктивности, установленной в уравнении (1) на основе данных производительности
, собранных на рабочем месте путем мониторинга производительного времени выполнения, непродуктивного времени, начала
и конца для получения CDF изгиб; определение верхнего и нижнего пределов контрольной диаграммы.
Моделирование продуктивной модели, установленной в уравнении (1), выполняется с помощью версии 6 программного обеспечения @Risk для Excel компании Palisade
Corporation [25]. На рисунке 1 представлена блок-схема моделирования Монте-Карло для создания контрольной диаграммы
На рисунке 1 представлена блок-схема моделирования Монте-Карло для создания контрольной диаграммы
.
Процедура моделирования методом Монте-Карло проводится в виде следующих шагов:
1-й) Определение входных данных модели. Входные данные: время сварки, время шлифования, время простоя, время начала
, время окончания, время рабочего дня, вычитаемое из обеденного перерыва, количество команд.Последние два пункта неизменны.
2-й) Определение выходных данных, которые в данном случае являются производительностью сварки (WP), определенной в уравнении
(1).
3-й) Определение генерирующих функций для следующих переменных: время сварки, время шлифования, время простоя,
время, время начала и время окончания.
4-й) После определения производящих функций и их ввода в модель производительности выполняется моделирование
методом Монте-Карло с 1000 итерациями.
5-й) После моделирования было проверено, было ли количество итераций достаточным с помощью анализа конверсии
, доступного с помощью компьютерного программного обеспечения. В этом случае результат был положительным, и мы перешли к следующему шагу
В этом случае результат был положительным, и мы перешли к следующему шагу
. Стоит подчеркнуть, что, если количество итераций было недостаточным, необходимо было бы увеличить его до
до тех пор, пока не будет проведен положительный анализ анализа сходимости, потому что, если он не достигается, он повторно составляет
PDH. Курсы онлайн.PDH для профессиональных инженеров. PDH Engineering.
«Мне нравится широта ваших курсов по HVAC; не только экологичность или экономия энергии
курсов. «
Russell Bailey, P.E.
Нью-Йорк
«Он укрепил мои текущие знания и научил меня еще нескольким новым вещам
, чтобы познакомить меня с новыми источниками
информации.»
Стивен Дедак, П.Е.
Нью-Джерси
«Материал был очень информативным и организованным. Я многому научился, и они были
.
очень быстро отвечу на вопросы.
Это было на высшем уровне. Будет использовать
снова. Спасибо. «
Blair Hayward, P.E.
Альберта, Канада
«Простой в использовании сайт.Хорошо организовано. Я действительно буду снова пользоваться вашими услугами.
проеду по вашей роте
имя другим на работе «
Roy Pfleiderer, P.E.
Нью-Йорк
«Справочные материалы были превосходными, а курс был очень информативным, особенно потому, что я думал, что я уже знаком.
с деталями Канзас
Городская авария Хаятт.»
Майкл Морган, P.E.
Техас
«Мне очень нравится ваша бизнес-модель. Мне нравится просматривать текст перед покупкой. Я нашел класс
.информативно и полезно
на моей работе »
Вильям Сенкевич, П. Е.
Е.
Флорида
«У вас большой выбор курсов, а статьи очень информативны.Вы
— лучшее, что я нашел ».
Russell Smith, P.E.
Пенсильвания
«Я считаю, что такой подход позволяет работающему инженеру легко зарабатывать PDH, давая время на просмотр
материал «
Jesus Sierra, P.E.
Калифорния
«Спасибо, что разрешили мне просмотреть неправильные ответы.На самом деле
человек узнает больше
от отказов »
John Scondras, P.E.
Пенсильвания
«Курс составлен хорошо, и использование тематических исследований является эффективным.
способ обучения »
Джек Лундберг, P.E.
Висконсин
«Я очень впечатлен тем, как вы представляете курсы; i. э., позволяя
э., позволяя
студент для отзыва по курсу
материалов до оплаты и
получает викторину. «
Арвин Свангер, П.Е.
Вирджиния
«Спасибо за то, что вы предложили все эти замечательные курсы. Я определенно выучил и
получил огромное удовольствие «.
Мехди Рахими, П.Е.
Нью-Йорк
«Я очень доволен предлагаемыми курсами, качеством материалов и простотой поиска.
на связи
курсов.»
Уильям Валериоти, P.E.
Техас
«Этот материал во многом оправдал мои ожидания. По курсу было легко следовать. Фотографии в основном обеспечивали хорошее наглядное представление о
обсуждаемых тем ».
Майкл Райан, P.E.
Пенсильвания
«Именно то, что я искал. Потребовался 1 балл по этике, и я нашел его здесь.»
Потребовался 1 балл по этике, и я нашел его здесь.»
Джеральд Нотт, П.Е.
Нью-Джерси
«Это был мой первый онлайн-опыт получения необходимых мне кредитов PDH. Это было
информативно, выгодно и экономично.
Я очень рекомендую
всем инженерам »
Джеймс Шурелл, P.E.
Огайо
«Я понимаю, что вопросы относятся к« реальному миру »и имеют отношение к моей практике, и
не на основании каких-то неясных раздел
законов, которые не применяются
по «нормальная» практика.»
Марк Каноник, П.Е.
Нью-Йорк
«Отличный опыт! Я многому научился, чтобы использовать свой медицинский прибор.
, организация. «
» Иван Харлан, П. Е.
Е.
Теннесси
«Материалы курса имели хорошее содержание, не слишком математическое, с хорошим упором на практическое применение технологий».
Юджин Бойл, П.E.
Калифорния
«Это был очень приятный опыт. Тема была интересной и хорошо изложенной,
а онлайн формат был очень
доступный и удобный для
использовать. Большое спасибо «.
Патрисия Адамс, P.E.
Канзас
«Отличный способ добиться соответствия требованиям PE Continuing Education в рамках ограничений по времени лицензиата.»
Joseph Frissora, P.E.
Нью-Джерси
«Должен признаться, я действительно многому научился. Помогает иметь печатный тест во время
обзор текстового материала. Я
также оценил просмотр
Предоставлено фактических случаев »
Жаклин Брукс, П. Е.
Е.
Флорида
«Очень полезен документ« Общие ошибки ADA при проектировании оборудования ».Модель
тест действительно потребовал исследований в
документ но ответы были
в наличии »
Гарольд Катлер, П.Е.
Массачусетс
«Я эффективно использовал свое время. Спасибо за то, что у вас есть широкий выбор.
в транспортной инженерии, что мне нужно
для выполнения требований
Сертификат ВОМ.»
Джозеф Гилрой, П.Е.
Иллинойс
«Очень удобный и доступный способ заработать CEU для моих требований PG в Делавэре».
Ричард Роудс, P.E.
Мэриленд
«Я многому научился с защитным заземлением. Пока все курсы, которые я прошел, были отличными.
Надеюсь увидеть больше 40%
курсов со скидкой.»
Кристина Николас, П.Е.
Нью-Йорк
«Только что сдал экзамен по радиологическим стандартам и с нетерпением жду возможности сдать еще
курсов. Процесс прост, и
намного эффективнее, чем
вынуждены ехать «.
Деннис Мейер, P.E.
Айдахо
«Услуги, предоставляемые CEDengineering, очень полезны для профессионалов
Инженеры получат блоки PDH
в любое время.Очень удобно ».
Пол Абелла, P.E.
Аризона
«Пока все отлично! Поскольку я постоянно работаю матерью двоих детей, у меня мало
время искать, где на
получить мои кредиты от. «
Кристен Фаррелл, P. E.
E.
Висконсин
«Это было очень познавательно и познавательно.Легко для понимания с иллюстрациями
и графики; определенно делает это
проще поглотить все
теорий. «
Виктор Окампо, P.Eng.
Альберта, Канада
«Хороший обзор принципов работы с полупроводниками. Мне понравилось пройти курс по
.мой собственный темп во время моего утра
метро
на работу.»
Клиффорд Гринблатт, П.Е.
Мэриленд
«Просто найти интересные курсы, скачать документы и взять
викторина. Я бы очень рекомендовал
вам на любой PE, требующий
CE единиц. «
Марк Хардкасл, П. Е.
Е.
Миссури
«Очень хороший выбор тем из многих областей техники.»
Randall Dreiling, P.E.
Миссури
«Я заново узнал то, что забыл. Я также рад оказать финансовую помощь
по ваш промо-адрес который
сниженная цена
на 40% «
Конрадо Казем, П.E.
Теннесси
«Отличный курс по разумной цене. Воспользуюсь вашими услугами в будущем».
Charles Fleischer, P.E.
Нью-Йорк
«Это был хороший тест и фактически подтвердил, что я прочитал профессиональную этику
коды и Нью-Мексико
правил. «
Брун Гильберт, П.E.
Калифорния
«Мне очень понравились занятия. Они стоили потраченного времени и усилий».
Они стоили потраченного времени и усилий».
Дэвид Рейнольдс, P.E.
Канзас
«Очень доволен качеством тестовых документов. Буду использовать CEDengineerng
при необходимости дополнительных
Сертификация . «
Томас Каппеллин, П.E.
Иллинойс
«У меня истек срок действия курса, но вы все же выполнили свое обязательство и дали
мне то, за что я заплатил — много
оценено! «
Джефф Ханслик, P.E.
Оклахома
«CEDengineering предлагает удобные, экономичные и актуальные курсы.
для инженера »
Майк Зайдл, П.E.
Небраска
«Курс был по разумной цене, а материал был кратким и
в хорошем состоянии »
Glen Schwartz, P. E.
E.
Нью-Джерси
«Вопросы подходили для уроков, а материал урока —
.хороший справочный материал
для деревянного дизайна »
Брайан Адамс, П.E.
Миннесота
«Отлично, я смог получить полезные рекомендации по простому телефону».
Роберт Велнер, P.E.
Нью-Йорк
«У меня был большой опыт работы в прибрежном строительстве — проектирование
Здание курс и
очень рекомендую .»
Денис Солано, P.E.
Флорида
«Очень понятный, хорошо организованный веб-сайт. Материалы курса этики Нью-Джерси были очень хорошими
хорошо подготовлен. «
Юджин Брэкбилл, P. E.
E.
Коннектикут
«Очень хороший опыт. Мне нравится возможность загрузить учебные материалы на
.обзор везде и
всякий раз, когда.»
Тим Чиддикс, P.E.
Колорадо
«Отлично! Сохраняю широкий выбор тем на выбор».
Уильям Бараттино, P.E.
Вирджиния
«Процесс прямой, без глупостей. Хороший опыт».
Тайрон Бааш, П.E.
Иллинойс
«Вопросы на экзамене были зондирующими и продемонстрировали понимание
материала. Полная
и комплексное »
Майкл Тобин, P.E.
Аризона
«Это мой второй курс, и мне понравилось то, что мне предложили этот курс
поможет по телефону
работ. «
«
Рики Хефлин, П.Е.
Оклахома
«Очень быстро и легко ориентироваться. Я определенно буду использовать этот сайт снова».
Анджела Уотсон, P.E.
Монтана
«Легко выполнить. Нет путаницы при подходе к сдаче теста или записи сертификата».
Кеннет Пейдж, П.E.
Мэриленд
«Это был отличный источник информации о солнечном нагреве воды. Информативный
и отличный освежитель ».
Luan Mane, P.E.
Conneticut
«Мне нравится подход к регистрации и возможность читать материалы в автономном режиме, а затем
вернуться, чтобы пройти викторину «
Алекс Млсна, П.E.
Индиана
«Я оценил объем информации, предоставленной для класса. Я знаю
Я знаю
это вся информация, которую я могу
использование в реальных жизненных ситуациях »
Натали Дерингер, P.E.
Южная Дакота
«Обзорные материалы и образец теста были достаточно подробными, чтобы позволить мне
успешно завершено
курс.»
Ира Бродская, П.Е.
Нью-Джерси
«Веб-сайтом легко пользоваться, вы можете скачать материал для изучения, а потом вернуться
и пройдите викторину. Очень
удобно а на моем
собственный график «
Майкл Гладд, P.E.
Грузия
«Спасибо за хорошие курсы на протяжении многих лет.»
Деннис Фундзак, П.Е.
Огайо
«Очень легко зарегистрироваться, получить доступ к курсу, пройти тест и распечатать PDH
свидетельство. Спасибо за создание
Спасибо за создание
процесс простой ».
Фред Шейбе, P.E.
Висконсин
«Опыт положительный.Быстро нашел курс, который соответствовал моим потребностям, и прошел
одночасовое PDH в
один час «
Стив Торкильдсон, P.E.
Южная Каролина
«Мне понравилась возможность скачать документы для проверки содержания
и пригодность, до
имея для оплаты
материал .»
Ричард Вимеленберг, P.E.
Мэриленд
«Это хорошее напоминание об EE для инженеров, не занимающихся электричеством».
Дуглас Стаффорд, П.Е.
Техас
«Всегда есть возможности для улучшения, но я ничего не могу придумать в вашем
.
процесс, требующий
улучшение.»
Thomas Stalcup, P.E.
Арканзас
«Мне очень нравится удобство участия в викторине онлайн и получение сразу
сертификат. «
Марлен Делейни, П.Е.
Иллинойс
«Учебные модули CEDengineering — это очень удобный способ доступа к информации по телефону
.многие различные технические зоны за пределами
по своей специализации без
приходится путешествовать.»
Гектор Герреро, П.Е.
Грузия
4 основные этапы подбора сварочного присадочного металла и основного металла
Одним из наиболее важных факторов при сварке является возможность надлежащего добавления присадочного металла к основному металлу. В этом блоге рассказывается, как:
В этом блоге рассказывается, как:Сделать ошибку может быть трагично для любого сварочного кодекса, включая Кодекс ASME Раздел IX по котлам и сосудам под давлением, AWS D1.1 — Структурный кодекс, API 1104 — Трубопроводный кодекс и так далее.
Неправильный подбор основного и присадочного металла может привести к снижению общей прочности материалов на растяжение, снижению несущей способности и в конечном итоге может привести к катастрофическим катастрофам. Однако есть четыре основных шага, которые можно предпринять, чтобы точно сопоставить присадочный металл с основным металлом.
Шаг 1. Определение химического состава и прочности основного металла на разрыв
При подборе присадочного металла к основному металлу обязательно, чтобы присадочный металл был совместим с химическим составом основного металла и его пределом прочности.Эту информацию следует использовать для согласования химических свойств и определения прочности свариваемой конструкции, например, для сварки основных металлов с пределом прочности на разрыв 60000 фунтов на квадратный дюйм потребуются электроды с таким же или более высоким пределом прочности на растяжение для сохранения прочности основного металла, например В этом случае E6010 или E7018 могут быть идеальными для сварки и поддержания прочности. Будь то сосуд, работающий под давлением, или несущая конструкция, эта информация обеспечивает сопротивление, с которым материал будет разрушаться при растяжении.
Будь то сосуд, работающий под давлением, или несущая конструкция, эта информация обеспечивает сопротивление, с которым материал будет разрушаться при растяжении.
Шаг 2. Определите процесс сварки
Знание процесса сварки, который будет использоваться для сварки металлов, резко сокращает количество вариантов присадочного металла. Это сокращение показано в таблице технических характеристик присадочного металла AWS. На этой диаграмме показано объединение присадочных металлов с аналогичными химическими свойствами в одну и ту же спецификацию и обозначение спецификации с номером A / SFA.
AWS также отображает эти спецификации по материалам и процессам сварки, приведенным ниже в «Спецификации присадочного металла AWS по материалам и процессам сварки». Эта диаграмма показывает сокращение возможных присадочных металлов по каждому процессу и по используемому материалу.
Спецификации присадочного металла AWS по материалам и способам сварки |
| OFW | SMAW | GTAW GMAW PAW | FCAW | SAW | ESW | EGW | Пайка | |
| Углеродистая сталь | А5. 2 2 | A5.1 | A5.18, A5.36 | A5.36 | A5.17 | A5.25 | A5.26 | A5.8, A5.31 |
| Сталь низколегированная | A5.2 | A5.5 | A5.28, A5.36 | A5.36 | A5.23 | A5.25 | A5.26 | A5.8, A5.31 |
| Нержавеющая сталь | A5.4 | А5.9, A5.22 | A5.22 | A5.9 | A5.9 | A5.9 | A5.8, A5.31 | |
| Чугун | A5.15 | A5.15 | A5.15 | A5.15 | A5.8, A5.31 | |||
| Никелевые сплавы | A5.11 | A5.14 | A5.34 | A5.14 | А5.14 | A5.8, A5.31 | ||
| Алюминиевые сплавы | A5. 3 3 | A5.10 | A5.8, A5.31 | |||||
| Медные сплавы | A5.6 | A5.7 | A5.8, A5.31 | |||||
| Титановые сплавы | А5.16 | A5.8, A5.31 | ||||||
| Циркониевые сплавы | A5.24 | A5.8, A5.31 | ||||||
| Магниевые сплавы | A5.19 | A5.8, A5.31 | ||||||
| Вольфрамовые электроды | А5.12 | |||||||
| Паяльные сплавы и флюсы | A5. 8, A5.31 8, A5.31 | |||||||
| Сплавы для наплавки | A5.21 | A5.13 | A5.21 | A5.21 | A5.21 | |||
| Расходные детали | А5.30 | |||||||
| Защитные газы | A5.32 | A5.32 | A5.32 |
Шаг 3. Определите позицию сварки
Положение сварки — еще одна важная переменная при выборе подходящего присадочного металла. Некоторые присадочные материалы расплавлены и являются настолько текучими, что использование электрода в определенных положениях, например вертикальном или верхнем, может привести к повреждению сварщика и предотвратить полное проникновение сварного шва из-за расположения соединяемых материалов.
Ниже приведены примеры положений сварки с разделкой кромок (пластины и трубы), а также положения угловых швов (пластины).
Шаг 4. Как определить правильный сварочный электрод
При выборе соответствующего электрода последним и, возможно, наиболее важным шагом является умение читать идентификацию обозначения электрода. Это идентификационное значение состоит из буквы «E», обозначающей электрод, за которой следуют четыре-пять цифр.
Первые две или три цифры относятся к минимальному пределу прочности при растяжении присадочного металла, например, мы знаем, что присадочный металл E7018 представляет собой электрод с минимальным пределом прочности на растяжение 70 000 фунтов на квадратный дюйм, полученным из первых трех значений «E70». Следующая цифра обозначает положение, в котором можно использовать электрод.
Для положения значение «1» указывает, что электрод подходит для любого положения. Значение «2» указывает на то, что присадочный металл представляет собой расплавленный металл и настолько жидкий, что электрод можно использовать только в плоском положении для всех типов сварки и в горизонтальном положении для угловых швов.Значение «4» указывает на то, что электрод подходит для сварки на спуске.
Значение «2» указывает на то, что присадочный металл представляет собой расплавленный металл и настолько жидкий, что электрод можно использовать только в плоском положении для всех типов сварки и в горизонтальном положении для угловых швов.Значение «4» указывает на то, что электрод подходит для сварки на спуске.
Следующее значение зависит от того, какой процесс вы используете, однако в каждом случае последнее значение указывает химические / рабочие характеристики материала присадочного металла. Ниже показаны примеры системы идентификации для трех сварочных процессов (SMAW, FCAW и GMAW).
Подбор присадочных металлов к основным металлам — один из наиболее важных факторов при сварке.Знание и понимание этой информации повысит безопасность во время реализации, а также повысит безопасность продукта, созданного за годы использования.
Будьте осторожны и подбирайте подходящие пары. Ознакомьтесь с ProWrite, программным обеспечением для создания документации по сварке, которое поможет на этом этапе и во многих других вопросах, связанных с сваркой.
Процедуры сварки (обзор) | QA / QA Construction
Описание метода Сварка трубопроводов и конструктивных элементов
1: Сварщики должны работать только в пределах своей квалификации.
2: Руководитель сварки / сварщики должны гарантировать, что «Спецификация процедуры сварки» (WPS) выбрана из утвержденной матрицы для каждого конкретного класса линии / приложения, сопровождающего каждую WPS.
3: Забирайте расходные материалы только из определенных сварочных складов и ставьте инициалы в «Форме распределения сварочных материалов», которую ведет технический специалист.
4: Изъятие сварочных материалов в количестве, достаточном для четырех (4) часов работы.
5: Все сварочные электроды с низким содержанием водорода должны храниться в обогреваемых «переносных контейнерах для стержней».Крышка кэдди должна быть закрыта после извлечения каждого из выводных электродов.
6: Электроды с низким содержанием водорода следует доставлять на рабочую площадку только в обогреваемых «переносных контейнерах для стержней».
7: При смене смены все «контейнеры для прутков» должны быть возвращены на сварочный цех для проверки. Все выпущенные и неиспользованные электроды с низким содержанием водорода подлежат утилизации.
8: Необходимо всегда соблюдать технические требования «Спецификации процедуры сварки» (WPS).
9: Температура предварительного нагрева и промежуточного прохода должна контролироваться с помощью «Tempil Stiks» или откалиброванной «цифровой» температуры с помощью пирометров. больше номинальной толщины стенки. ii) Для фланцев используйте толщину, соответствующую двум (2) более высоким диапазонам толщины стенки, чем номинальная толщина стенки.
10: Значения предварительного нагрева должны быть рассчитаны и WPS, принимая значение 0,42 CE (углеродный эквивалент). Значения толщины стенки следует выбирать следующим образом:
a) Для трубы-трубы используйте фактическую толщину стенки.
b) Для соединения трубы с фитингом или фитинга с фитингом.
c) Для фитингов (кроме фланцев) используйте следующий более высокий диапазон толщины стенки в течение достаточного периода времени, чтобы обеспечить содержание кислорода менее 0,5%. Если возможно, следует использовать «устройства контроля продувки».
Если возможно, следует использовать «устройства контроля продувки».
d) Обратная продувка должна поддерживаться как минимум в течение четырех (4) проходов. Заглушки труб (продувочные дамбы) должны оставаться на месте до завершения стыка.
e) Конец частично использованной присадочной проволоки перед использованием должен быть отрезан.
f) Во время сварки держите конец присадочного стержня внутри газового кожуха, чтобы избежать загрязнения.
г) Температура между проходами для этих материалов имеет решающее значение. Сварщик должен проверить температуру перед следующим проходом. Все сварные швы из аустенитной нержавеющей стали в этом проекте будут проверяться на содержание «феррита», поэтому чистота во время изготовления и контроль температуры между проходами будут иметь прямое влияние на результаты испытаний.
h) Следует использовать только одобренные «не содержащие железа» отрезные и шлифовальные диски.
i) Должны использоваться только одобренные маркировочные материалы (сера, хлор и т. Д.).
Д.).
j) Все погрузочно-разгрузочные устройства и оборудование должны быть надлежащим образом защищены / облицованы, чтобы предотвратить возможность накопления углерода (например, верстак, транспортные тележки, опоры и т. Д.).
k) По возможности инструменты должны иметь цветовую кодировку, чтобы предотвратить перекрестное использование с другими типами материалов.
11: Предварительная головка наносится на всю толщину стыка и проверяется с противоположной стороны, где это возможно.
12: Для ремонтных сварных швов температура предварительного нагрева должна быть на 500 C (1220 F) выше, чем использовалась для исходного сварного шва. Максимальный предварительный нагрев для ремонтной сварки составляет 1500 C (3020 F).
13: одобрено WPS. Внутреннее смещение стыковых соединений не должно превышать 1,5 мм (1/16 дюйма).
14: Нанесите корневой проход и шесть (6) последовательных проходов или 1/3 объема сварного шва до прерывания (позволяя остыть до температуры окружающей среды).
15: Нанесение масла (наращивание) допускается следующим образом: a) Нанесение масла не должно превышать менее 10 мм или 1/3 толщины основного металла.б) Если нанесение масла будет превышать 10 мм или 1/3 толщины основного металла, заказчик должен засвидетельствовать это, и после завершения нанесения масла, но перед окончательной сваркой соединения, эта зона должна быть проверена специалистами PT / MT.
16: Обратная сварка разрешена для всех применений, если используются те же электроды и процесс, что и для заливочного прохода.
17: При изготовлении / сварке нержавеющих и цветных металлов необходимо соблюдать следующие правила:
a) Подготовка к сварке и присадочные материалы должны быть обезжирены соответствующим растворителем.
b) Поверхности подготовки к сварке должны быть забуферены с помощью откидных колес.
c) Шланги аргона необходимо проверить на наличие ослабленных соединений, утечек и т. Д.
d) Установочная геометрия должна соответствовать применимым утвержденным WPS.
e) Использовать мостовые прихватки. Избегайте прихватывания непосредственно к соседней стенке трубы. По возможности, закрепите закрепку на стыковых поверхностях стыка.
f) Перед сваркой необходимо настроить обратную продувку в соответствии с утвержденными WPS в течение достаточного периода времени, чтобы обеспечить содержание кислорода менее tan 0.5%. Если возможно, следует использовать «устройства контроля продувки».
g) Обратная продувка должна поддерживаться как минимум в течение четырех (4) проходов. Заглушки труб (продувочные дамбы) должны оставаться на месте до завершения стыка.
h) Конец частично использованной присадочной проволоки должен быть отрезан перед использованием.
i) Во время сварки держите конец присадочного стержня внутри газового кожуха, чтобы избежать загрязнения.
j) Температура между проходами для этих материалов имеет решающее значение. Сварщик должен проверить температуру перед следующим проходом.Все сварные швы из аустенитной нержавеющей стали в этом проекте будут проверяться на содержание «феррита», поэтому чистота во время изготовления и контроль температуры между проходами будут иметь прямое влияние на результаты испытаний.
k) Должны использоваться только одобренные «не содержащие железа» отрезные и шлифовальные диски.
л) Следует использовать только одобренные маркировочные материалы (сера, хлор и т. Д.).
м) Все погрузочно-разгрузочные устройства и оборудование должны иметь соответствующую защиту / футеровку, чтобы предотвратить возможность «накопления углерода» (т.е. верстак, транспортные тележки, опоры и т. д.).
n) По возможности инструменты должны иметь цветовую кодировку, чтобы предотвратить перекрестное использование с другими типами материалов.
Таблица прослеживаемости материалов трубопроводов *
* Нажмите для увеличения
Разработка параметров сварки автоматическим процессом GTAW для труб с вариантом подготовки кромки
Разработка параметров сварки автоматического процесса GTAW для труб с вариантом подготовки кромкиРеферат
- Пара сил, а именно сила удара, создаваемая горящей дугой, где сила тяжести, которая стремится опустить расплавленный металл, и сила поверхностного натяжения, действующая на поверхность сварочной ванны, могут существенно повлиять на контур сварного шва во время процесса ее затвердевания.
 В частности, при сварке корневого прохода стыкового соединения в системе трубопроводов, то, как контролировать контур валика, действительно может повлиять на срок службы трубопровода. Взаимодействие этих сил играет очень важную роль для создания хорошей «перемычки» при каждой сварке корневого прохода. Плохая «перемычка» в первом проходе может не только ухудшить нанесение последующих сварочных проходов, но также вызвать локальные турбулентные потоки на внутренней поверхности, чтобы вызвать явление эрозии / коррозии на внутренних участках сварного шва. Качество корневого шва часто зависит от так называемых факторов подготовки кромки.Даже некоторые предложения по выбору размеров можно найти в некоторых отраслевых правилах или соответствующих справочниках, однако большинство из них не соответствуют более строгим требованиям к процессу автоматической сварки. В результате в процессе автоматической сварки время от времени можно было обнаружить дефекты сварки.
В частности, при сварке корневого прохода стыкового соединения в системе трубопроводов, то, как контролировать контур валика, действительно может повлиять на срок службы трубопровода. Взаимодействие этих сил играет очень важную роль для создания хорошей «перемычки» при каждой сварке корневого прохода. Плохая «перемычка» в первом проходе может не только ухудшить нанесение последующих сварочных проходов, но также вызвать локальные турбулентные потоки на внутренней поверхности, чтобы вызвать явление эрозии / коррозии на внутренних участках сварного шва. Качество корневого шва часто зависит от так называемых факторов подготовки кромки.Даже некоторые предложения по выбору размеров можно найти в некоторых отраслевых правилах или соответствующих справочниках, однако большинство из них не соответствуют более строгим требованиям к процессу автоматической сварки. В результате в процессе автоматической сварки время от времени можно было обнаружить дефекты сварки. В этом исследовании для сварки труб из нержавеющей стали F 8 «Sch 40 SUS 316 и f 6» Sch 10 SUS 316 в автоматическом процессе GTAW был использован метод регулировки давления поддерживающего газа.
 Помимо оценки микроструктуры и анализа микротвердости, была также проведена ультразвуковая оценка, которая продемонстрировала, что с помощью этого метода можно улучшить «удаление окалины» по меньшей мере на 80%.
Помимо оценки микроструктуры и анализа микротвердости, была также проведена ультразвуковая оценка, которая продемонстрировала, что с помощью этого метода можно улучшить «удаление окалины» по меньшей мере на 80%.- Сварка корневого прохода часто считается самым важным этапом сварки труб. Дефекты сварки, такие как проплавление, отсутствие плавления, окалина и т. Д., Очень часто встречаются при сварке корневого прохода системы труб.
Дефекты сварного шва могут возникнуть по многим причинам. Вначале сварка выполнялась вручную, и качество сварки можно было полностью контролировать с помощью мастерства сварщика. Сварщик во время сварки может непосредственно контролировать картину течения в ванне и немедленно корректировать длину дуги, плетение, схему обращения и т. Д., чтобы получить хороший сварной шов. В частности, при сварке корневого прохода все малейшие движения руки сварщика направлены на то, чтобы прокладывать надежную непрерывную опорную поверхность, чтобы на нее можно было легко наносить последующие наплавки. Другими словами, чтобы сделать хороший мост через совпадающие стыки. В настоящее время сварочные аппараты выполняют все больше и больше работ. Машины могут столкнуться с трудностями при отработке методов, обычно используемых при ручной сварке. Таким образом, требования к качеству всегда будут проблемой при машинной сварке.
Другими словами, чтобы сделать хороший мост через совпадающие стыки. В настоящее время сварочные аппараты выполняют все больше и больше работ. Машины могут столкнуться с трудностями при отработке методов, обычно используемых при ручной сварке. Таким образом, требования к качеству всегда будут проблемой при машинной сварке.
Метод регулировки давления поддерживающего газа (BGPA) был опробован для улучшения гладкости задней поверхности сварных швов труб с электрополировкой (труба класса EP).При использовании такой техники расплавленный металл, который имеет тенденцию падать или дает дыры или окалину, может эффективно поддерживаться и направляться газовой подушкой под давлением и затвердевать в более плоской форме, а не в виде провисания. Эффект от использования метода BGPA был настолько очевиден в улучшении гладкости внутренней поверхности сварных швов труб, особенно тех соединений, которые имеют низкую границу раздела. В этом исследовании метод BGPA использовался при сварке 8-дюймовых труб из нержавеющей стали.
- Эксперименты проводились при следующих условиях:
- Оценить эффект сглаживания окалины путем подачи сжатого газа-носителя
- Оцените изменение внешнего вида сварного шва путем введения различных защитных газов
- Попробуйте применить параметры, разработанные в экспериментах «Борт на листе», или при необходимости измените параметры при сварке труб.
- Изучите модели образования окалины в каждом круговом секторе.
Процесс сварки: Аппарат GTAW
Защитный газ: аргон (99.95% или лучше)
Резервный газ: воздух / аргон / азот
Метод: сварка валиком на пластине, затем сварка трубы
1. Эксперимент с валиком на пластине:
Эксперименты проводились для изучения окалины эффекта разглаживания под действием давления газа подложки. Воздух, аргон и азот использовались в качестве защитных газов, которые соответственно продувались в бокс для поддержки расплавленного металла и предотвращения оседания окалины. Разницу давлений между внутренним пространством бокса и окружающей атмосферой можно проверить путем измерения уровня воды в прозрачном U трубка.(Рисунки 1 и 2)
Цели эксперимента «Бусина на тарелке»:
2. Сварка труб
Сварка труб
Сварка труб производилась с использованием источника сварочного тока и сварочной головки ESAB MechTIG 315. Сварочная головка может обеспечить кольцевую сварку.Из-за отклонения от округлости трубы могут быть некоторые зазоры на стыке сопряжения труб и небольшая разница в размерах на поверхности корня вдоль окружной сварочной линии. Установка показана на рис. 3.
Цели этой практики сварки труб:
- Эксперимент с шариками на тарелке
- Зависимость давления поддерживающего газа от контура окалины Правильное давление поддерживающего газа действительно влияет на образование шлака. При соответствующем давлении, приложенном во внутренней камере трубы, расплавленный металл, который имеет тенденцию к образованию шлака, может поддерживаться газовой подушкой и затвердевать в виде узора с более плоской поверхностью. На рис. 4–6 показаны результаты при разнице давлений опоры для манометра 0 ~ 30H 2 O.В случае фиг. 6 высота шлака составляет приблизительно 0,03 мм. Для сравнения результатов на рисунках 4 и 5 контуры сварного шва были улучшены на 90% и 94% соответственно.
- Вариант резервного газа Воздух, аргон и азот вводили по отдельности в трубчатую камеру в качестве защитного газа. На рис. 7–9 показаны результаты, в которых аргон может обеспечивать лучший экранирующий эффект за счет наименьшего окисления.
- Распределение микротвердости Результаты представлены на рис.С 10 по 12.
Рис. 11 показывает лучшее распределение твердости под аргоном. Два других рисунка показывают более колеблющееся распределение твердости в области металла сварного шва, что может быть результатом загрязнения азотом, вызывающего эффект упрочнения раствора.
- Резервный газ и микроструктура Вспомогательные газы (воздух, Ar, N 2 ) не внесли очевидного вклада в изменение микроструктуры.На рисунках 13-15 при 200-кратном увеличении нет явных дефектов в каждом образце микроструктуры, и каждая микроструктура имеет дендриты в аустенитной матрице. Дендритная корка является характеристикой быстро застывшего аустенитного металла шва.
Рис.13: Анализ микроструктуры Резервный газ: Воздух Рис.14: Анализ микроструктуры Резервный газ: Ar Рис. 15: Анализ микроструктуры
Резервный газ: N 2
 На рис. 4–6 показаны результаты при разнице давлений опоры для манометра 0 ~ 30H 2 O.В случае фиг. 6 высота шлака составляет приблизительно 0,03 мм. Для сравнения результатов на рисунках 4 и 5 контуры сварного шва были улучшены на 90% и 94% соответственно.
На рис. 4–6 показаны результаты при разнице давлений опоры для манометра 0 ~ 30H 2 O.В случае фиг. 6 высота шлака составляет приблизительно 0,03 мм. Для сравнения результатов на рисунках 4 и 5 контуры сварного шва были улучшены на 90% и 94% соответственно.| Рис 10: Распределение микротвердости Резервный газ: Воздух |
Рис. 11: Распределение микротвердости
Резервный газ: Ar 11: Распределение микротвердости
Резервный газ: Ar |
| Рис.12: Распределение микротвердости Резервный газ: N 2 |
 15: Анализ микроструктуры
Резервный газ: N 2
15: Анализ микроструктуры
Резервный газ: N 2 Во многих технологиях сварки труб сжатый поддерживающий газ действительно может оказать положительное влияние на внешний вид сварного шва в процессе затвердевания.На кольцевом пути сварки давление поддерживающего газа может дать лучший эффект в пределах сектора от 11 часов до 1 часа, где можно легко имитировать положение плоской сварки. Кроме того, в этом секторе сила тяжести расплавленного металла направлена вниз, заставляя провисающий расплавленный металл с наибольшим удобством удерживаться газовой подушкой.
При сварке по окружной траектории сила удара дуги, сила поверхностного натяжения расплавленного металла, сила тяжести и выходящее наружу давление газа объединяют свои собственные вынуждающие воздействия на расплавленный металл и усложняют нагнетающую среду в сварочной ванне.Таблица 1 показывает индивидуальное влияние каждой силы на разные периферийные области.
| Положение дуги | Направление потока расплавленного металла | Схема действующей силы | ||
| 1 час до 11 часов | течет в сторону дуги и остается позади нее | |||
| 11 часов до 7 часов | течет в сторону дуги | |||
| 7 часов до 5 часов | имеет тенденцию провисать | |||
| 5 часов до 1 часа | Ещеимеет тенденцию течь вперед к задней части дуги и накапливается | |||
| Таблица 1: Характер силы и положение дуги | ||||
- Слишком высокое давление газа может пробить расплавленный металл. На рис. 16 показано, что сварной шов был проколот защитным газом с уровнем давления 300 мм H 2 O выше окружающей атмосферы.
- При правильном давлении газа можно получить ровную поверхность шва, как показано на рис. 17.
 На рис. 16 показано, что сварной шов был проколот защитным газом с уровнем давления 300 мм H 2 O выше окружающей атмосферы.
На рис. 16 показано, что сварной шов был проколот защитным газом с уровнем давления 300 мм H 2 O выше окружающей атмосферы.| Рис.16: Сварной шов с отверстием под DP = 300 мм | Рис.17: Ровный контур сварного шва под DP = 1,7 мм |
- При сварке труб расплавленный металл под сварочной дугой испытывал результирующую силу, которая представляла собой комбинацию силы тяжести, силы удара дуги и силы поверхностного натяжения расплавленного металла.Эти силы сами меняют направление во время сварки.
- Метод регулировки уровня давления внутреннего защитного газа действительно помогает поддерживать сварные валики и снижает образование сварочного окалины.