Способы дуговой сварки: нюансы технологии
Вопросы, рассмотренные в материале:
- Классификацию способов дуговой сварки
- Степень автоматизации дуговой сварки
- Высокопроизводительные способы ручной дуговой сварки с помощью электродов
- Сферы использования дуговой сварки электродами
- Особые способы ручной дуговой сварки
- Классификацию способов дуговой сварки в защитных газах
Существуют различные способы дуговой сварки. Выбор того или иного подхода зависит от типа свариваемого металла, желаемой скорости работы, оборудования. На данных параметрах основывается и классификация типов сварки.
Наибольшее распространение получили способы дуговой сварки с использованием различных электродов. Также широко применяется дуговая сварка в защитной газовой среде. Существуют и более экзотические методы термического соединения металлов. Обо всем это читайте далее.
Классификация способов дуговой сварки
На сегодняшний день основным видом сварки специалисты называют электрическую дуговую.
При дуговой сварке металла расходуется до 20 % меньше времени, чем при клепке, а заменяя ею литье, можно добиться сэкономить и до 50 %. Кроме того, увеличивается работоспособность таких изделий, как паровые котлы, химическая аппаратура и пр. Также идет уменьшение себестоимости продукции.
Преимущества сварки привели к ее распространению практически во всех отраслях промышленности: автомобиле-, котло- и судостроении, промышленном строительстве, машиностроении (химическом, тяжелом, энергетическом, транспортном) и пр.
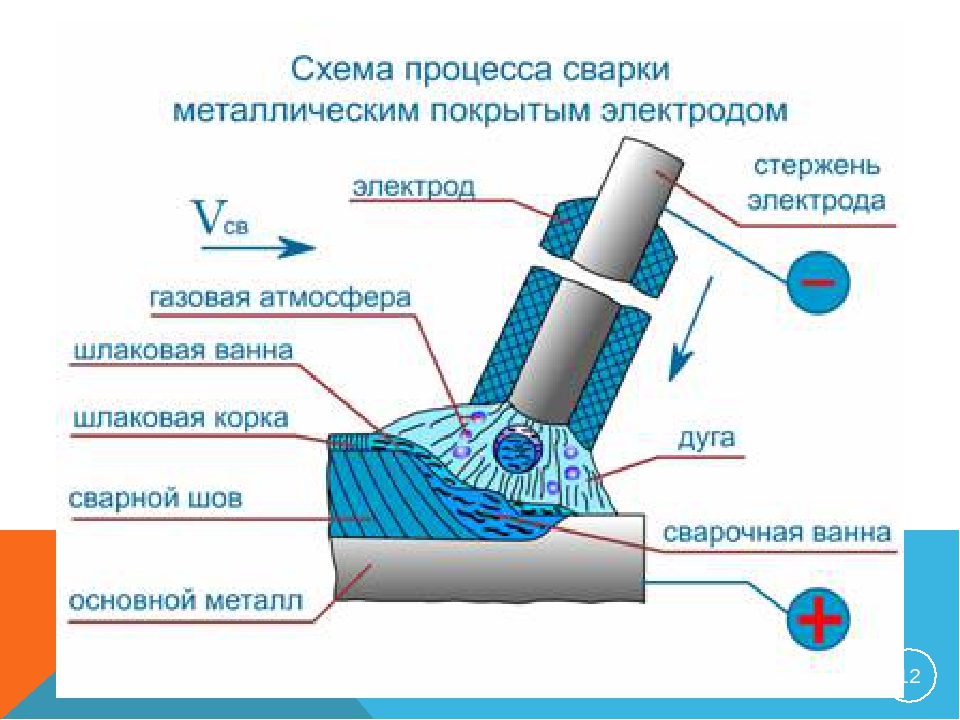
При дуговой сварке происходит плавление краев металлических заготовок, в результате чего они соединяются между собой. Расплав же образуется нагреванием металла электрической дугой.
Рекомендовано к прочтению
Дуговая сварка может проводиться различными способами, выбор которых зависит от применяемой аппаратуры, присадок, защиты и иных дополнительных материалов.
Существует определенная классификация способов ручной дуговой сварки. Чаще всего она происходит в соответствии с техническими признаками в зависимости от:
- Автоматизации работ. Сварка может быть ручной, полуавтоматической, автоматической.
- Варианта защиты расплава. Соединение происходит в воздушной среде, под защитой газа, под флюсом.
- Типа газа, используемого для защиты.
- Тока: постоянного или переменного.
- Полярности. Сварка может быть прямой или обратной.
- Применяемого для соединения электрода: неплавящегося, плавящегося и пр.
- Используемого оборудования: трансформатора или инвертора.
Обозначается технология электродуговой сварки в технической номенклатуре как:
- РДС (ручная сварочная дуговая сварка) – термин используется в отечественной документации.
- ММА (ручная металлическая технология с использованием электродуги) – термин применяется в иностранной номенклатуре.

- SMAW (дуговая сварочная технология в протекторной защите, в таком качестве, к примеру, может использоваться флюс, который обеспечивает защиту металлических поверхностей от влияния воздуха) – используется в российской и иностранной документации.
Степень автоматизации дуговой сварки
При РДС применяют различные типы электродов. Ручная дуговая сварка может осуществляться в среде защитных газов, под флюсом и т. д. Отличительной особенностью данного способа – возможность отслеживания качества соединения и замена параметров сварки, если это необходимо.
Имейте в виду, что принцип, по которому выполняется сварной шов при автоматической, полуавтоматической и ручной сварке, един. Отличается только уровень автоматизации процесса.
Полуавтоматическое оборудование позволяет использовать для работы не электроды, а специальную проволоку электродного типа, которая бывает вольфрамовой, порошковой, с разными наполнителями и пр. Полуавтоматическая сварка происходит значительно быстрее ручной благодаря бесперебойной подаче проволоки, скорость плавления которой индивидуальна. Ускорение работ достигается отсутствием необходимости смены электродов в ходе сварки. Шов контролируется самим мастером. При этом сварщик может изменять параметры работы: силу тока, напряжение, длину дуги и пр.
Ускорение работ достигается отсутствием необходимости смены электродов в ходе сварки. Шов контролируется самим мастером. При этом сварщик может изменять параметры работы: силу тока, напряжение, длину дуги и пр.
Этой возможности нет при полной автоматизации процесса, когда применяется автоматическая дуговая сварка.
Высокопроизводительные способы ручной дуговой сварки с помощью электродов
Электрическая дуговая сварка – это один из способов создания неразъемного соединения нескольких металлических заготовок посредством их нагрева краев теплом дуговых разрядов до температуры плавления.
Способы дуговой сварки металла зависят от материала, из которого произведен электрод. Их делят на следующие группы: первая объединяет типы сварки неплавящимся (угольным, вольфрамовым) металлическим электродом, вторая соединяет виды сварки плавящимся электродом из металла.
Самым популярным является сварка с использованием металлического электрода. Его используют для работы с разными марками чугуна и сталей, цветными металлами и сплавами. Расположение шва при сварке постоянным или переменным током может быть любым. Причем металлический электрод здесь необходим как для поддержания горения дуги, так и для формирования шва.
Его используют для работы с разными марками чугуна и сталей, цветными металлами и сплавами. Расположение шва при сварке постоянным или переменным током может быть любым. Причем металлический электрод здесь необходим как для поддержания горения дуги, так и для формирования шва.
Дуговая сварка металлическим электродом
происходит в любом режиме: ручном, полуавтоматическом или автоматическом. Часто используется автоматическая и полуавтоматическая сварка под флюсом. В таких случаях область горения дуги засыпается флюсом, который защищает металл от окисления, азотирования и разбрызгивания. В качестве металлического электрода применяется сварочная проволока, подача которой происходит из мотка в зону сварки автоматически.Сварной шов при работе угольным электродом получается путем соединения расплавленного материала краев заготовок и присадочного прутка, который подается в дугу. Угольный электрод необходим исключительно для того, чтобы поддерживать горение дуги. Иногда данный способ используется для сварки тонкостенных заготовок с отбортованными соединениями, а также применяют для горячей сварки цветных металлов, чугуна, наплавки твердых сплавов.
Иногда данный способ используется для сварки тонкостенных заготовок с отбортованными соединениями, а также применяют для горячей сварки цветных металлов, чугуна, наплавки твердых сплавов.
Сферы использования дуговой сварки электродами
В случае, когда применяется электродуговая технология, металлические части деталей соединяют посредством использования электрода, который полностью обработан горячей силикатной обсыпкой. Последняя плавит электрод и накрепко связывает металлические края изделий.
Электродуговая сварка применяется в следующих случаях:
- Для создания арматурных сеток в пространственных блоках, а также элементов плоского каркаса.
- В процессе сборки блоковых конструкций для их совмещения.
- При изготовлении сеток и каркасов из арматурных стержней.
- В ходе установки сборных конструкций из железобетона для связки арматурных стержней и закладных частей.
- При невозможности воспользоваться стыковочным контактным оборудованием в профильных фирмах – для подготовки арматурных изделий.
- Для связывания стержней, диаметр которых превышает 10 мм. Сварка не применяется для соединения каркасов с толщиной стержней менее 8 мм из-за высокой сложности технологии сварки таких конструкций, а также вероятности пережога заготовок.
- На строительных площадках совместно контактной сваркой – для соединения арматурных стержней.

Особые способы ручной дуговой сварки
Особыми видами сварки называют способы соединений, предполагающие: пространственную смену положения электрода, одновременное применение не одного электрода, а нескольких и пр. Рассмотрим подробнее, какими способами может осуществляться дуговая сварка.
Существует несколько положений, в которых возможно использование сварки: вертикальное, потолочное, нижнее и горизонтальное. Для ее выполнения в каждом случае из-за сложности процесса сварки требуется определенный опыт, навыки. Для примера рассмотрим соединение деталей в горизонтальном положении – здесь сложности возникают по причине стекания капель расплавленного металла с электрода и вытекания его из ванны.
Похожие проблемы появляются и при вертикальном, и при потолочном положении соединительного шва. Справиться с ними опытным мастерам помогают изменения силы тока, длины дуги, знание нужной толщины электрода для конкретных работ и пр.
К особым способам относится также сварка пучком электродов. Их количество варьируется от двух до четырех штук. Особенностью же данного вида сварки является одновременное их использование. Розжиг дуги происходит между одним из электродов и поверхностью заготовки и по мере плавления первого она переходит на другие. Благодаря использованию пучка, мастера могут работать с высокими токами. Причина заключается в меньшем нагреве пучка по сравнению с одиночным электродом такого же диаметра, как и несколько стержней. Тепло же излучаемое дугой применяется рациональнее. Аналогичный эффект будет при использовании электрода с пучком большего диаметра.
Электроды с большим диаметром используются и при сварке лежачим электродом. Суть этого способа заключается в укладывании электрода с толстой обмазкой между заготовками (примером может служить угол таврового соединения). Поверх стержня кладется полоса бумаги и брусок меди с канавкой. Электрическая дуга возникает при помощи угольного стержня – уходя под него, она расплавляет электрод, который плавит края заготовки.
Поверх стержня кладется полоса бумаги и брусок меди с канавкой. Электрическая дуга возникает при помощи угольного стержня – уходя под него, она расплавляет электрод, который плавит края заготовки.
Соединение посредством наклонного электрода является еще одним способом ручной дуговой сварки.
Широкую известность получил и особый способ – ванный. Стык заготовок закладывается в специальную форму-скобу. Сварка идет до тех пор, пока вся форма не будет заполнена металлом.
Это далеко не все способы дуговой сварки. Каждый профессиональный мастер имеет в своем арсенале множество собственных наработок, хитростей и секретов. Они дают возможность создавать качественные швы при высокой производительности труда.
Классификация способов дуговой сварки в защитных газах
В последнее время большую популярность получило соединение металлических частей в защитной газовой среде. К ней относятся следующие способы ручной дуговой сварки: атомно-водородная, аргонно-дуговая, а также в углекислой среде.
Аргонно-дуговая сварка отличается созданием защитной среды из аргона (инертный газ), который подается в рабочую зону посредством специального сопла. Газ защищает расплав от воздушной среды, в которой особую активность проявляют азот и кислород. Электрод можно применять как плавящийся (сварочная проволока), так и неплавящийся (из вольфрама). Использовать или нет присадки при работе неплавящимся электродом, решает мастер. Это зависит от вида сварного шва. Аргонно-дуговую сварку предпочитают для соединения тонкостенных изделий, изготовленных из цветных металлов и сплавов, а также специальных сталей. Дугу питают от постоянного или переменного тока от обычного сварочного оснащения.
Все большую популярность набирает автоматическая и полуавтоматическая сварка посредством плавящегося металлического электрода в среде углекислого газа, который намного дешевле аргона. Это делает более легким наблюдение за процессом сварки и увеличивает его производительность, которая нередко не уступает скорости сварки под флюсом. Впрочем, имеется и недостаток. Углекислота не может использоваться для сварки цветных металлов, а также сплавов, поскольку имеет высокую окислительную способность. Поэтому ее применяют для соединения конструкций из нержавеющих, низколегированных и углеродистых сталей. Дугу при этом питают чаще всего от постоянного тока обратной полярности.
Впрочем, имеется и недостаток. Углекислота не может использоваться для сварки цветных металлов, а также сплавов, поскольку имеет высокую окислительную способность. Поэтому ее применяют для соединения конструкций из нержавеющих, низколегированных и углеродистых сталей. Дугу при этом питают чаще всего от постоянного тока обратной полярности.
Для соединения медных заготовок иногда вместо аргона используется азот (азотно-дуговая сварка). Иногда полуавтоматическую сварку проводят в среде водяного пара.
Кроме описанных способов, для соединения цветного металла, а также специальных сталей используют атомно-водородную сварку. В этом случае горение дуги происходит между двумя вольфрамовыми электродами в среде азотно-водородной смеси (получают при разложении аммиака) или водорода.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.

При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Что такое электродуговая сварка. Принцип работы электросварки
Самым востребованным и распространенным способом сваривания металлов на сегодняшний день является электрическая дуговая сварка. Технология характеризуется универсальностью. Она отлично показала себя и на производственных участках, и в мастерских, и на частных подворьях. Она обладает большим списком достоинств – простота использования (под силу даже новичкам, не имеющим никакого опыта), доступность оборудования и расходных материалов, хорошее качество конечного результата. Тем не менее, перед началом работ требуется некоторый уровень теоретической подготовки, базовые знания принципов работы оборудования и особенностей технологии.
Что такое электродуговая сварка
Знакомство следует начинать с принципов работы. Во время электродуговой сварки металлические кромки деталей, которые примыкают одна к другой, плавятся под воздействием высокой температуры. Ее источником является электрическая дуга, которая образуется в результате замыкания цепи.
Во время электродуговой сварки металлические кромки деталей, которые примыкают одна к другой, плавятся под воздействием высокой температуры. Ее источником является электрическая дуга, которая образуется в результате замыкания цепи.
Во время работы сварщик перемещает электрод по стыку. Вслед за ним перемещается и расплав, называемый сварочной ванной. Со временем расплавленный металл стынет и образует монолитное прочное соединение, которое называется сварным швом. Данная технология имеет одну характерную особенность. Из-за высокой температуры расплав активно взаимодействует с атмосферным кислородом, азотом и влагой. В результате такой реакции снижаются прочностные характеристики соединения.
Чтобы предотвратить окисление свариваемого металла и защитить сварочную ванну от неблагоприятного воздействия, используются инертные газы: углекислый газ, аргон, гелий и другие. Одним из основных компонентов электрической дуговой сварки является электрод. Он может быть плавящимся или же нет. В первом случае материал, из которого состоит электрод, войдет в состав сварного шва. В случае использования неплавящихся электродов применяются флюсовые добавки, которые чаще всего просыпаются вдоль стыка в виде специального порошка.
В первом случае материал, из которого состоит электрод, войдет в состав сварного шва. В случае использования неплавящихся электродов применяются флюсовые добавки, которые чаще всего просыпаются вдоль стыка в виде специального порошка.
Принцип сварки электродом
В основе технологического процесса электродуговой сварки лежит несколько принципов, среди которых – пробой и короткое замыкание. На первом из них стоит сосредоточить особе внимание. Он базируется на пробое диэлектрика, который образуется в результате заполнения межатомного пространства заряженными электрическими частицами. Положительный заряд создают ионы, а отрицательный – электроны.
Существует немало ситуаций, при которых пробой возможен для любого диэлектрика. А вот относительно электродуговой сварки, то здесь пробой воздушной массы образуется между массой и электродом. Во время эксплуатации оборудования на расходнике образуется заряд с низким напряжением и в то же время большой силой тока – от 80 до 200 ампер. Помимо этого, создается огромная плотность, показатель которой составляет несколько тысяч А/м2.
Во время эксплуатации оборудования на расходнике образуется заряд с низким напряжением и в то же время большой силой тока – от 80 до 200 ампер. Помимо этого, создается огромная плотность, показатель которой составляет несколько тысяч А/м2.
В момент, когда электрод прикасается к свариваемой поверхности, образуется короткое замыкание. В результате генерируется электрическое поле высокой мощности. В этом поле и получается пробой.
Виды электросварки
Существует несколько разновидностей электрической дуговой сварки. Для каждой характерны отличительные особенности, которые в итоге сказываются на качестве сварного соединения. Принято отличать такие виды электродуговой сварки:
- ручная. Держателем управляет рука человека. Не предусматривается использование дополнительных механизмов, манипуляторов и т.д.;
- механизированная. Подача присадки в рабочую область выполняется автоматом. Остальные манипуляции специалист делает вручную;
- автоматическая. Сварочный прочес полностью автоматизирован. Оборудование без вмешательства человека разжигает дугу, перемещает его по стыку, регулирует показатели длины пламени, обеспечивает подачу расходных материалов.
 Сварочный прочес полностью автоматизирован. Оборудование без вмешательства человека разжигает дугу, перемещает его по стыку, регулирует показатели длины пламени, обеспечивает подачу расходных материалов.
Сварочный прочес полностью автоматизирован. Оборудование без вмешательства человека разжигает дугу, перемещает его по стыку, регулирует показатели длины пламени, обеспечивает подачу расходных материалов.По технологическим признакам электродуговая сварка делится в зависимости от способа выполнения процесса:
- пучком. Для выполнения работы несколько электродов связываются в пучок. Их наконечники свариваются, чтобы обеспечить беспрепятственное прохождение электрического разряда. Допускается использование токов в широком диапазоне значений;
- лежачим электродом. Подразумевается, что может проводиться укладка с обмазкой длиной 50-120 см в угол или предварительно разделанный стык. Поверх укладывается медный брус продольной канавкой. После этого к источнику тока подключаются электрод и сама заготовка. При помощи угольного стержня разжигается дуга, которая уходит под медный брусок. Она перемещается по канавке, расплавляет ранее уложенный плавящийся электрод и таким образом сваривает заготовки;
- наклонным электродом. Метод дает возможность заметно повысить производительность. При выполнении работ стержень зажимается в обойме, которая перемещается по стойке под воздействием своего веса. То есть, сварочная дуга разжигается, в результате чего плавятся электроды. По мере уменьшения его размеров вниз опускается и удерживающая обойма.
 Метод дает возможность заметно повысить производительность. При выполнении работ стержень зажимается в обойме, которая перемещается по стойке под воздействием своего веса. То есть, сварочная дуга разжигается, в результате чего плавятся электроды. По мере уменьшения его размеров вниз опускается и удерживающая обойма.
Метод дает возможность заметно повысить производительность. При выполнении работ стержень зажимается в обойме, которая перемещается по стойке под воздействием своего веса. То есть, сварочная дуга разжигается, в результате чего плавятся электроды. По мере уменьшения его размеров вниз опускается и удерживающая обойма.Оборудование для электродуговой сварки
Для электродуговой сварки достаточно иметь традиционный трансформаторный аппарат. Это давно известное классическое сварочное оборудование. Принцип его работы прост: трансформатор понижает напряжение, повышая при этом силу тока. Оборудование рассчитано для работы с источником переменного тока. Но такие установки обладают критическими недостатками: большим размером и весом. Его неудобно перемещать как до объекта работы, так и во время сварочного процесса. Чтобы облегчить участь, специалисты устанавливают оборудование на мобильные платформы. Но это слабое подспорье, поскольку габариты только увеличиваются и техника становится менее поворотливым.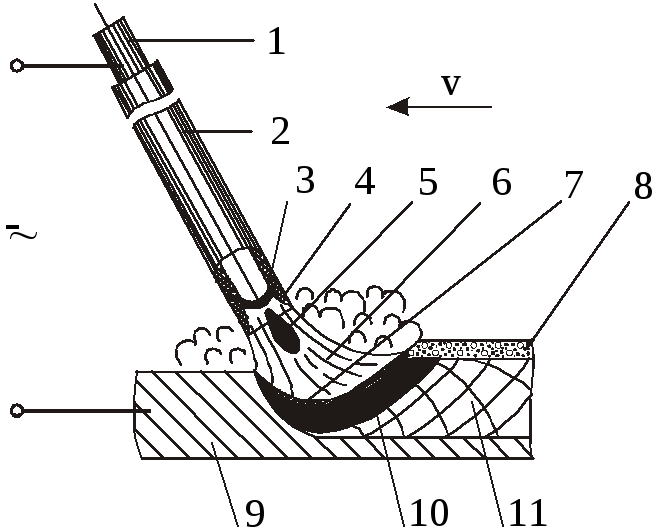
В случаях, когда требуется мобильность и производительность, то выходом из ситуации станет конвертор. Работа установки заключается в преобразовании переменного бытового тока в высокочастотный. После этого он трансформируется в постоянный. Установки характеризуются компактными размерами и небольшим весом. Инвертор характеризуется стабильной электрической дугой, что положительно сказывается на качестве шва. Он предусматривает возможность работы с током прямой или обратной полярности.
Особенности выполнения работы
Качественное сварное соединение можно получить только при условии соблюдения всех требований технологического процесса. Любое отклонение приведет к ухудшению качества шва или же к откровенному производственному браку.
Особенности технологии электродуговой сварки:
- Прежде всего требуется подготовка свариваемых поверхностей. Стыки зачищаются от мусора и обезжириваются. В некоторых случаях требуется дополнительная разделка кромок. После можно приступать непосредственно к свариванию. Для этого электрод подносится к стыку и с помощью постукивания о поверхность добывается электрическая дуга.
- Чтобы процесс происходил быстрей, а сварные швы получились максимально качественными, на электроде присутствуют вспомогательные элементы. Для этого лучше всего подходят кальций, натрий и калий. Благодаря им металл энергичнее делится на частички.
- Для сварочного процесса может использоваться как открытая, так и закрытая электрическая дуга. При открытой дуге в область сварки проникает много атмосферного азота. Он отрицательно влияет на качество соединения и структуру сварного шва. Чтобы уменьшить отрицательное влияние на поверхность расходных материалов наносится металлический слой. В промышленных масштабах чаще всего применяется способ сваривания заготовок посредством закрытой электрической дуги. В этом случая рабочая зона защищена от воздействия атмосферного кислорода и других газов.
- Сварку металла можно выполнить при помощи разных аппаратов. Широкое распространение получили инверторы. Они рассчитаны на применение электродов разного диаметра. Для начала работы стержень устанавливается в держатель, а масса подключается к рабочей поверхности. После включения аппарата концом электрода нужно провести пару раз по металлу деталей, чтобы разжечь дугу. Важно, чтобы до этого момента рабочие параметры, в особенности ток, были выставлены на оптимальные значения.
- Во время сварки деталей электрод плавно перемещается вдоль линии стыка. Он постепенно заполняется расплавом, который еще называют сварочной ванной. Она состоит из металла заготовок и расходного материала. Застывая расплав образует сварной шов. Руководствуясь в работе технологической картой, специалист может точно рассчитать рабочие параметры, включая мощность, продолжительность воздействия дуги и т.п.
- При формировании вертикальных швов электрод удерживается в прямом положении. Впрочем, небольшое отклонение (до 10 градусов включительно) никак не повлияет на качество результата.
- Чтобы исключить наплавление в одном месте, применяются разные техники сваривания: елочка, треугольник, проход в несколько раз и другие.
 Для этого электрод подносится к стыку и с помощью постукивания о поверхность добывается электрическая дуга.
Для этого электрод подносится к стыку и с помощью постукивания о поверхность добывается электрическая дуга. Широкое распространение получили инверторы. Они рассчитаны на применение электродов разного диаметра. Для начала работы стержень устанавливается в держатель, а масса подключается к рабочей поверхности. После включения аппарата концом электрода нужно провести пару раз по металлу деталей, чтобы разжечь дугу. Важно, чтобы до этого момента рабочие параметры, в особенности ток, были выставлены на оптимальные значения.
Широкое распространение получили инверторы. Они рассчитаны на применение электродов разного диаметра. Для начала работы стержень устанавливается в держатель, а масса подключается к рабочей поверхности. После включения аппарата концом электрода нужно провести пару раз по металлу деталей, чтобы разжечь дугу. Важно, чтобы до этого момента рабочие параметры, в особенности ток, были выставлены на оптимальные значения.

Выбор метода и техники сваривания зависит от условий выполнения работ и материалов, которые соединяются.
Меры безопасности
Во время выполнения манипуляций по электродуговой сварке металлов следует соблюдать меры безопасности:
- Обязательно одевается одежда сварщика, изготовленная из специального огнезащитного материала. Костюм и другие элементы амуниции защищают тело от вероятности получения ожога. Раскаленный металл во время работы разлетается в разные стороны. Особенно внимательно нужно экипироваться перед потолочной сваркой.
- Допускается хлопчатобумажная спецовка в случаях выполнения кратковременных работ. Ни в коем случае нельзя использовать одежду из искусственных материалов. Она легко воспламеняется и отлично поддерживает огонь.
- Глаза и лицо должны быть защищены специальной маской сварщика.
- Сварочные работы следует выполнять на открытой площадке или же в хорошо проветриваемом помещении.
- Перед началом работы нужно запастись средствами пожаротушения: огнетушителем, водой и песком.
Электродуговая сварка хорошо подходит для разных свариваемых металлов. При выполнении работ следует придерживаться технологии и всех требований по технике безопасности. Только в таком случае специалист будет защищен от возможной травмы, которую может спровоцировать электрический разряд или раскаленный металл.
Как варить дуговой сваркой: основы, техники, обучение
Существуют разные способы прочного и неразъемного соединения металлических деталей, которые при создании металлоизделий используют профессиональные сварщики. Если же научиться варить хочет новичок, то наилучшей для таких случаев будет ручная дуговая электросварка.
Обычно именно с такого типа сварки начинают обучение те, кто впоследствии становится профессиональными сварщиками. Сам по себе такой способ не сложный и позволяет понять основные принципы сварочного процесса начинающим мастерам. Но, чтобы сварочные швы получались качественными и прочными, необходимо знать, как правильно варить дуговой сваркой.
Сам по себе такой способ не сложный и позволяет понять основные принципы сварочного процесса начинающим мастерам. Но, чтобы сварочные швы получались качественными и прочными, необходимо знать, как правильно варить дуговой сваркой.
Сущность сварочного процесса
От правильности действий и умений человека непосредственно зависит, насколько надежным и качественным будет сварное металлоизделие. Поэтому в первую очередь следует изучить основы дуговой сварки.
Место, в котором происходит соединение электрода с металлом называют сварочной ванной. Перед тем как варить дуговой сваркой необходимо знать параметры ванны. Стандартные размеры следующие:
- 5-6 мм — глубина;
- 10-32 мм — длина;
- 7-15 мм — ширина.
Это условные параметры, конкретные размеры зависят от формы кромок соединяемых элементов, режима сварки, скорости движения электрода и других факторов.
Чтобы четко понимать, как правильно варить дуговой сваркой начинающим мастерам сперва необходимо досконально разобраться в происходящих при сваривании процессах:
- электрическая дуга возникает в момент, когда электрод соприкасается с металлической поверхностью;
- металл вместе образования дуги расплавляется;
- одновременно с металлом сам электрод также плавится и при этом расплавившиеся частички перемещаются в сварную ванну;
- плавке подвергается и защитное покрытие электрода. Оно образует газовое облако, которое защищает ванну от воздействия кислорода и обеспечивает поддержание необходимой для плавления металла температуры в месте сварки;
- в процессе сварки образуется шлак, который также способствует подержанию оптимального температурного режима и не допускает перегревания сварной ванны;
- сварочный шов образуется в результате движения электрода и перемещения ванны;
- после остывания металла на соединении остается шлаковая корочка, которую с помощью молотка необходимо аккуратно отбить.
 Оно образует газовое облако, которое защищает ванну от воздействия кислорода и обеспечивает поддержание необходимой для плавления металла температуры в месте сварки;
Оно образует газовое облако, которое защищает ванну от воздействия кислорода и обеспечивает поддержание необходимой для плавления металла температуры в месте сварки;Если вы никогда ранее не видели держатель электрода и общие понятия сварочного процесса вам незнакомы, то следует пройти уроки дуговой сварки, которые в открытом доступе есть в интернете на многих сайтах.
Обратите внимание! Только при наличии двух проводящих ток элементов с противоположными зарядами возможно возникновение электрической дуги. Такими элементами являются металл и электрод. Начинающим мастерам лучше всего использовать стандартный электрод, у которого центральный элемент выполнен из металла.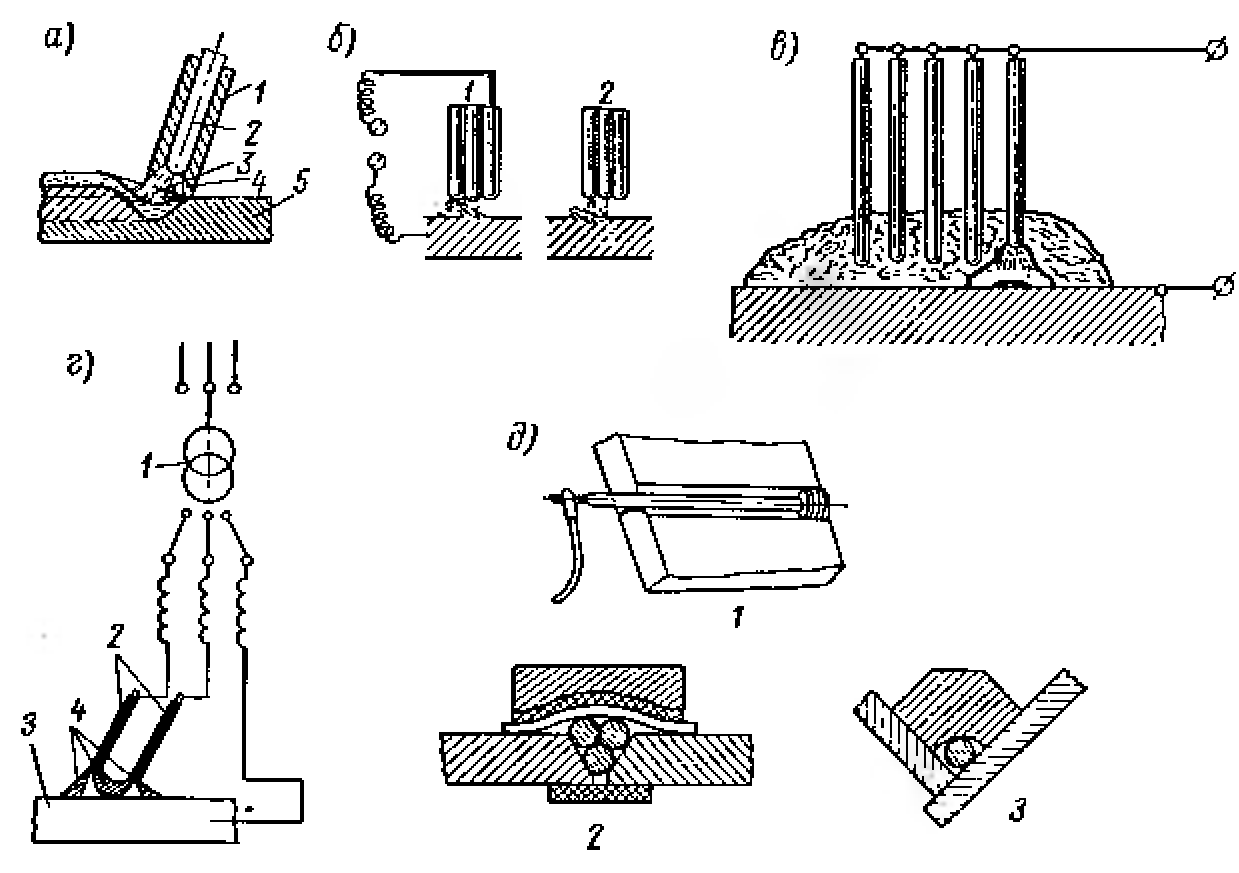
Инструменты и оборудование
Техника ручной дуговой сварки относительно простая и выполняется с применением специализированного оборудования и электродов. Также понадобятся вспомогательные инструменты и защитные средства.
Типы оборудования
Существует три вида аппаратов, которыми может выполняться дуговая сварка своими руками:
- трансформаторы. Принцип работы таких устройств основан на переменном токе. Следует отметить что они довольно тяжелые, способны вызывать резкие изменения напряжения в общей электросети и сильно шумят. Выполнить ровный шов на трансформаторе довольно сложно, это под силу только обладающим опытом сварщикам. Но если начинающие мастера пройдут обучение дуговой сварке именно с применением трансформатора, то работать с другим оборудованием будет намного легче;
- выпрямители. Работу приборов обеспечивают полупроводниковые диоды. Агрегаты такого типа переменный ток превращают в постоянный. Это универсальные устройства. Для них подходят практически все электроды и сваривание проводить можно на разных металлах. В сравнении с трансформатором процесс сварки намного проще и сохраняется стабильность дуги;
- инверторы. Работают почти бесшумно. Удобны в применении благодаря компактности и автоматической системе настроек. В процессе работы устройство выдает постоянный ток высокой мощности посредством превращения переменного.
 Это универсальные устройства. Для них подходят практически все электроды и сваривание проводить можно на разных металлах. В сравнении с трансформатором процесс сварки намного проще и сохраняется стабильность дуги;
Это универсальные устройства. Для них подходят практически все электроды и сваривание проводить можно на разных металлах. В сравнении с трансформатором процесс сварки намного проще и сохраняется стабильность дуги;Среди всех аппаратов самыми лучшими считаются инверторы. Они создают стабильную дугу даже при скачках напряжения и отличаются многофункциональностью.
Инструменты и обмундирование
Перед тем как варить электродуговой сваркой, нужно вначале подготовить средства для личной защиты и инструменты:
- аппарат для сварки и электроды к нему. Тем, кто только учится сварочному мастерству, следует приготовить побольше электродов;
- подсобные инструменты. Техника дуговой сварки подразумевает удаление возникшего при сваривании шлака, а для этого понадобится молоток и щетка по металлу;
- защитное обмундирование. Нельзя приступать к свариванию без специальной маски, перчаток и защитной одежды из плотных материалов. Пренебрегать такими средствами не стоит, поскольку от них зависит безопасность человека.
 Нельзя приступать к свариванию без специальной маски, перчаток и защитной одежды из плотных материалов. Пренебрегать такими средствами не стоит, поскольку от них зависит безопасность человека.
Нельзя приступать к свариванию без специальной маски, перчаток и защитной одежды из плотных материалов. Пренебрегать такими средствами не стоит, поскольку от них зависит безопасность человека.Если вы первый раз работаете с аппаратом и хотите научиться как правильно варить ручной дуговой сваркой, то рекомендовано предварительно подготовить тренировочные металлические элементы.
Подготовка к свариванию
Задаваясь целью как научиться правильно варить дуговой сваркой следует понимать, что безопасность и эффективность сваривания во многом зависит от подготовительного процесса. Приступать к сварным работам следует только после подготовки сварочного аппарата:
- необходимо проверить частоту электротока и напряжение, показания в рабочем аппарате и в сети должны быть одинаковыми;
- номер электрода подбирать нужно с учетом мощности оборудования;
- клемму заземления обязательно необходимо надежно зафиксировать;
- проверить все соединения, целостность изоляции кабеля;
- электрод поместить в держатель и проверить прочность его фиксации.

Подготовить нужно также свариваемую поверхность. Ее нужно тщательно очистить от ржавчины, следов масла и других загрязнений. Если этого не сделать, то сварочный шов будет с дефектами.
На целостность проверяются и электроды. Важно чтобы покрытие было без сколов и трещин. Нередко требуется сперва прокалить или просушить электроды и только потом вставлять в держатель аппарата.
Особенности и порядок сваривания
Дуговая сварка для начинающих сварщиков считается самой простой и доступной в обучении. Начинать процесс сваривания нужно с розжига дуги, который осуществляется двумя методами:
- касание. Под углом 60° размещается электрод, концом которого нужно слегка коснуться металлической поверхности и сразу же поднять его на 3-5 мм. Если все сделать правильно, то должна дуга образоваться;
- чиркание. По подготовленному металлу быстро нужно провести самим кончиком электрода и без замедлений поднять его на расстояние 2-3 мм.

Лучше всего зазор выдерживать в среднем 0,5 см, поскольку при его уменьшении электрод будет залипать. Контролировать длину дуги можно также по присутствующему звуку. Наличие резких звуков указывает на то, что зазор чрезмерно большой. Если звук ритмичный и размеренный, то длина дуги постоянная и нормальная.
Начинать сваривать детали нужно сразу же как поймана оптимальная дуга. Плавно и медленно с незначительными колебаниями в стороны электрод перемещается по направлению создаваемого стыка. Когда еще до окончания шва электрод сгорел, то следует вставить второй, отступить примерно 10-12 мм от образовавшего в оборвавшемся шве кратера, повторно зажечь дугу и продолжать процесс, двигаясь вперед.
Обычно стыковые соединения в несколько слоев выполняет:
- двумя — элементы, толщина которых не превышает 6 мм;
- тремя — детали с диапазоном толщины от 6 до 12 мм;
- четырьмя — изделия, у которых больше 12 мм составляет толщина.
Различают также разные траектории движения дуги и выполнять их нужно одновременно:
- поперечная. Ширина движений должна отвечать заданной ширине шва;
- продольная. Формирует тоненький валик ниточного шва;
- поступательная. Способствует поддержанию однообразной дуги, сам электрод при этом перемещается вдоль линии сварного соединения.
 Ширина движений должна отвечать заданной ширине шва;
Ширина движений должна отвечать заданной ширине шва;Сплошным швом сваривать не рекомендовано, поскольку произойдет перекос металла. При слишком быстрых движениях электродом стык получится неровным и на нем останутся непроваренные участки. Слишком медленно также нельзя электрод вести, потому в металле возникнут дырки от прожига.
Следить необходимо за зазором между свариваемой поверхностью и электродом. Если он очень маленький, то металл попросту не прогреется. Непрочный и неровный шов получится чрезмерно большом зазоре.
Хоть с первого взгляда довольно сложной кажется ручная дуговая сварка для начинающих, но если изучить технологию и следовать инструкции, то научиться сварочному мастерству может каждый.
Интересное видео
 youtube.com/embed/dxVoNDuUcM8?autoplay=0&start=0&rel=0″/>
youtube.com/embed/dxVoNDuUcM8?autoplay=0&start=0&rel=0″/>
Электродуговая сварка для начинающих: технология, оборудование
Среди всех современных разновидностей способов соединения металла электродуговая сварка является одним из самых востребованных, так как она отличается простотой и относительно невысокой себестоимостью. Именно эта разновидность появилась одной из первых и до сих пор сохраняет свою популярность. В основном, изменениям подвергается только техника, которая необходима для проведения процесса, хотя принцип действия остается прежним. Современные аппараты служат для преобразования электрического тока под нужные параметры и могут питаться от обыкновенной розетки. Если сначала это были громоздкие трансформаторы, у которых сложно было подобрать точное значение параметров, то сейчас это компактные инверторы, на некоторых из которых установлена цифровая шкала. Также они не уступают трансформаторам по мощности.
Процесс электродуговой сварки
Область применения
Электродуговая сварка для начинающих является наиболее простой в освоении. Именно по этой причине именно ее чаще всего используют в бытовой сфере. Для этого существует широкий спектр компактных сварочных инверторов. Но этим все не ограничивается, так как имеется и более серьезная техника, а также узкоспециализированные расходные материалы. Чаще всего сварку такого рода применяют для соединения углеродистых сталей, но при необходимости может осуществляться сварка цветных металлов, высокоуглеродистой стали, нержавейки и высоколегированных металлов и их сплавов. Все это проходит проблемно, так что в профессиональной сфере стараются использовать иные методы, такие как аргонодуговая сварка, но благодаря простоте этого метода в частной сфере нередко используют именно его. Это может привести к появлению брака, с большой вероятностью. Справиться со всеми сложностями могут только опытные сварщики. В промышленности, при создании металлоконструкций, или в строительстве данная методика применяется для самых простых и менее ответственных швов.
Именно по этой причине именно ее чаще всего используют в бытовой сфере. Для этого существует широкий спектр компактных сварочных инверторов. Но этим все не ограничивается, так как имеется и более серьезная техника, а также узкоспециализированные расходные материалы. Чаще всего сварку такого рода применяют для соединения углеродистых сталей, но при необходимости может осуществляться сварка цветных металлов, высокоуглеродистой стали, нержавейки и высоколегированных металлов и их сплавов. Все это проходит проблемно, так что в профессиональной сфере стараются использовать иные методы, такие как аргонодуговая сварка, но благодаря простоте этого метода в частной сфере нередко используют именно его. Это может привести к появлению брака, с большой вероятностью. Справиться со всеми сложностями могут только опытные сварщики. В промышленности, при создании металлоконструкций, или в строительстве данная методика применяется для самых простых и менее ответственных швов.
Преимущества
Электродуговая сварка получила широкое распространение и высокую востребованность благодаря следующим качествам:
- Нет необходимости в длительных подготовительных процедурах, так что аппарат быстро настраивается;
- Как сами аппараты, так и расходные материалы к ним отличаются мобильностью и компактностью;
- Шов обладает относительно низкой себестоимостью, если сравнивать с более современными методами сварки;
- Стоимость оборудования также не является слишком высокой;
- Электродуговая сварка является более безопасной, чем газовая;
- Работы проводятся практически с любыми толщинами металла;
- Создание шва получается достаточно быстрым;
- Сварочные инверторы работают от обыкновенной бытовой сети;
- Имеется огромный выбор сварочной техники с самыми разнообразными параметрами;
- Техника и расходные материалы находятся в свободном доступе.

Недостатки
В то же время электродуговая сварка обладает рядом недостатков, которые и привели к развитию более современных методов соединения металла. Среди основных негативных моментов стоит отметить следующие:
- Из-за высокой скорости проведения сварочного процесса порой сложно сформировать валик хорошего качества;
- Обмазка сварочных электродов может быть отсыревшей, что приведет к попаданию водорода в сварочную ванну, а это грозит появлением трещин, свищей, пор и прочих дефектов;
- Цветные металлы очень плохо свариваются, так что риск появления бракованного шва здесь становится очень высоким;
- Швы, полученные данным методом, становятся менее надежными;
- Здесь почти всегда нужно использовать флюс и прочие дополнительные материалы для улучшения качества сварки;
- Наблюдается слишком большая зависимость от внешних условий, от которых не всегда защищает покрытие.
Виды электродуговой сварки
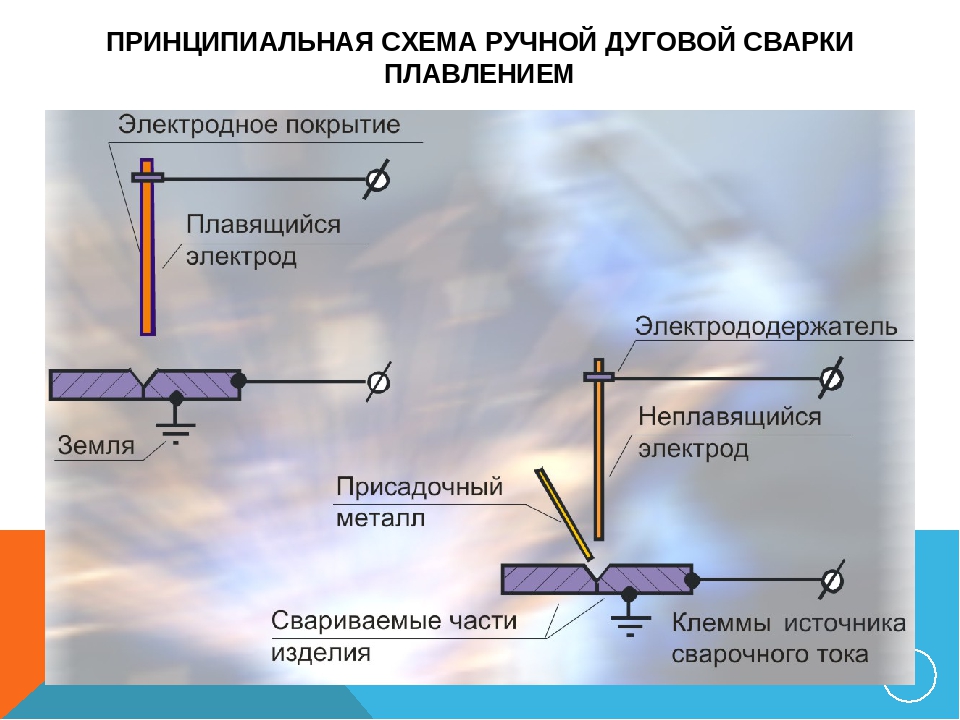
Ручная дуговая сварка может проводиться в двух различных видах. Первым является стандартный, когда применяется обыкновенный трансформатор или инвертор, а металл шва получается из плавкого электрода. Таким методом осуществляется подавляющее большинство операций. Именно он и ассоциируется с понятием «ручная дуговая сварка». Здесь допустимо использование флюсов и других стандартных материалов.
Первым является стандартный, когда применяется обыкновенный трансформатор или инвертор, а металл шва получается из плавкого электрода. Таким методом осуществляется подавляющее большинство операций. Именно он и ассоциируется с понятием «ручная дуговая сварка». Здесь допустимо использование флюсов и других стандартных материалов.
Электродуговая сварка покрытыми электродами
Вторым видом является сварка, которая проводится неплавким электродом, или плавким без покрытия, в среде защитных газов. Данный метод также проводится вручную и здесь задействована дуга, в качестве основной температурной силы. Здесь нужен больший опыт работы с металлом, так как технология более сложная и затратная, так как проводится дополнительное подключение газовой горелки.
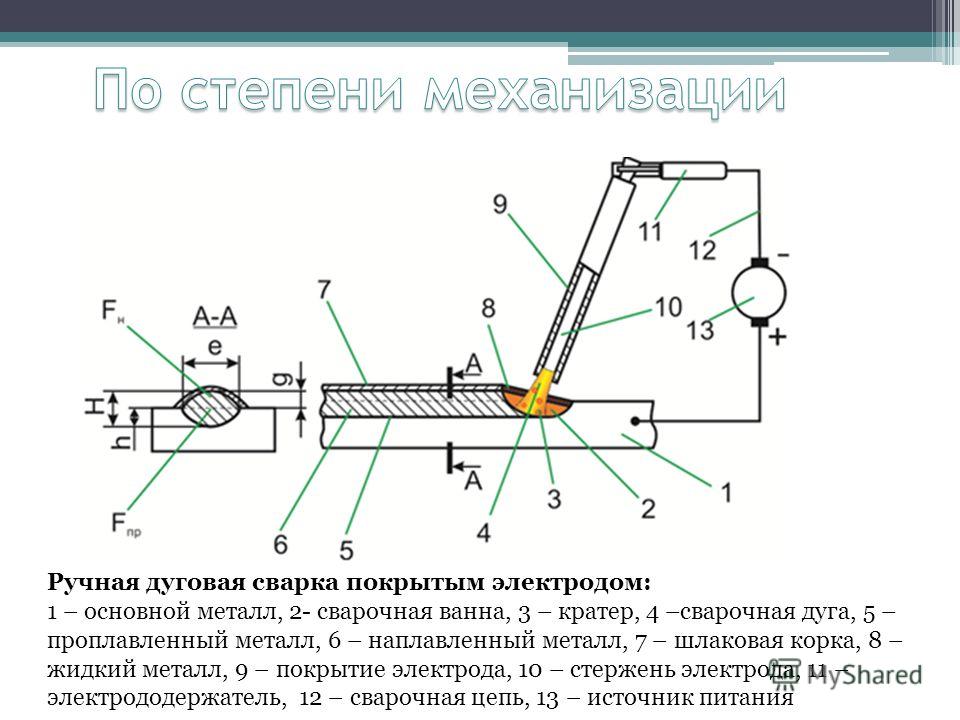
Схема
Схема проведения электродуговой сварки выглядит следующим образом:
Схема электродуговой сварки
- Стержень электрода;
- Защитное покрытие над стержнем;
- Газовая защита, которая получается благодаря расплавлению покрытия дугой;
- Сварочная ванна с расплавленным металлом;
- Корка образовавшегося шлака на остывшем металле;
- Шов;
- Основной материал;
- Капли металла.

Технические характеристики
Основным видом техники, который используется для такой процедуры как ручная дуговая сварка, является сварочный трансформатор. Оборудование для этого процесса подбирается под каждую операцию отдельно, если есть такая возможность, но в большинстве случаев стараются обзавестись универсальным инвертором, благодаря которому можно выполнять большинство всех операций. Для этого требуется точно знать характеристики используемой техники. Здесь приведены основные показатели одних из самых популярных моделей.
Параметры трансформатора | ТДМ22 | ТДМ140 | ТДМ169 | ТДМ180 | ТДМ121 |
| Напряжение переменного тока в сети частотой50 Гц, В | 180 – 240 | 220 | 220 | 220/380 | 220 |
| В каком диапазоне можно регулировать сварочный ток, А | 80 – 220 | 40 – 140 | 50 – 160 | 40 – 180 | 40 – 140 |
| Продолжительность беспрерывной максимальной нагрузки за определенный период времени, % | 20 | 15 | 20 | 20 | 20 |
Напряжение х. х, В х, В | 58 | 50 | 63 | 70 | 49 |
| Мощности потребления энергии, кВ*А | 9 | 7,5 | 13 | 13 | 7,5 |
| Размеры, мм | 380 х 300 х 220 | 270 х 240 х 420 | 330 х 160 х 300 | 360 х 360 х 930 | 185 х 270 х 430 |
| Вес, кг | 25 | 28 | 30 | 45 | 25 |
Технология сварки
Технология электродуговой сварки является достаточно простой, если рассматривать ее физические параметры. Но если вдаваться в нюансы проведения каждого отдельного процесса и правильную последовательность операций, то все становится намного сложнее. Сущность процесса электродуговой сварки состоит в создании и поддерживании, до тех пор, пока соединение не будет закончено, электрической дуги. Практически во всей области электротехники она является вредным явлением, но для сварки она полезное.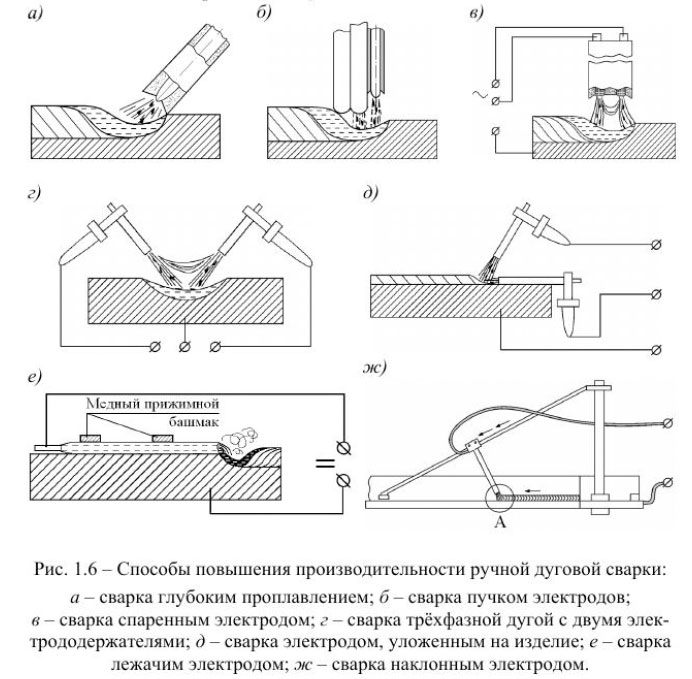 С ее помощью можно расплавить металл и электрод, чтобы эта масса образовала единое неразъемное соединение, отличающееся крепостью.
С ее помощью можно расплавить металл и электрод, чтобы эта масса образовала единое неразъемное соединение, отличающееся крепостью.
Правильный сварной шов при электродуговой сварке
Оборудование для электродуговой сварки также является относительно простым, не считая всех особенностей настроек и дополнительных режимов в современных моделях. Ток поступает из сети на трансформатор, после чего передается на плюс и минус выводов, которыми являются «земля» и держатель с электродом. Вне зависимости от того, что какую роль выполняет, при размыкании цепи, которое осуществляется между поверхностью свариваемого металла и электродом, образуется дуга, создающая ванну расплавленного металла в месте своего нахождения.
Технология электродуговой сварки
Задачей сварщика является поддерживание дуги и перемешивание металла, чтобы он образовал крепкую однородную массу. Для этого совершаются колебательные движения с заданной амплитудой. Когда шов доходит до конца, дуга разрывается.
 youtube.com/embed/zXwP57KAbqM» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/zXwP57KAbqM» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Техника безопасности
Электродуговая сварка является небезопасным процессом. Здесь есть риск поражения током, благодаря чему нужно соблюдать правила электробезопасности. Специалист обязательно должен проводить сварку в рабочей одежде и с применением средств индивидуальной защиты, таких как сварочная маска и прочие. Корпус трансформатора обязательно должен быть заземлен. В месте проведения работ не должно находиться легко воспламеняемых предметов. Огарки отработанных электродов запрещается выбрасывать на пол, так как это следует делать в строго определенные места.
Заключение
Технология электродуговой сварки является одной из самых простых в данной сфере, но, тем не менее, она нелегка в освоении, чтобы создать действительно качественное соединение. Ведь нужно правильно подобрать оборудование, режимы и придерживаться техники безопасности.
Принцип работы, типы и применение
Первый метод дуговой сварки был разработан в 19 веке, и он стал коммерчески значимым в судостроении во время Второй мировой войны. В настоящее время это остается важным процессом для изготовления автомобилей и стальных конструкций. Это один из самых известных методов сварки, используемых для соединения металлов в промышленности. При этом типе сварки соединение может быть образовано путем плавления металла с помощью электричества.По этой причине она называется электрической дугой. Основное преимущество этой сварки заключается в том, что для сварки можно легко добиться высокой температуры. Диапазон температур дуговой сварки составляет от 6 до 7 градусов по Цельсию. В этой статье обсуждается обзор электродуговой сварки.
В настоящее время это остается важным процессом для изготовления автомобилей и стальных конструкций. Это один из самых известных методов сварки, используемых для соединения металлов в промышленности. При этом типе сварки соединение может быть образовано путем плавления металла с помощью электричества.По этой причине она называется электрической дугой. Основное преимущество этой сварки заключается в том, что для сварки можно легко добиться высокой температуры. Диапазон температур дуговой сварки составляет от 6 до 7 градусов по Цельсию. В этой статье обсуждается обзор электродуговой сварки.
Что такое электродуговая сварка?
Определение дуговой сварки — это сварочный процесс, который используется для сварки металлов с помощью электричества для выработки тепла, достаточного для размягчения металла, а также, когда размягченный металл охлаждается, тогда металлы будут свариваться.Этот вид сварки использует источник питания для создания дуги между металлическим стержнем и основным материалом для смягчения металлов в конце контакта.
Эти сварочные аппараты могут использовать либо постоянный ток, либо переменный ток, а также электроды, такие как расходные материалы, в противном случае не расходные материалы. Как правило, место сварки можно защитить каким-либо защитным газом, шлаком или паром. Этот процесс сварки может быть ручным, полностью или полуавтоматическим.
Принцип работы дуговой сварки
Принцип работы дуговой обмотки заключается в том, что в процессе сварки тепло может генерироваться за счет зажигания электрической дуги между заготовкой или электродом.Это светящийся электрический разряд между двумя электродами в ионизированном газе.
Аппарат для дуговой сварки в основном включает в себя машину переменного тока, иначе машину постоянного тока, электрод, держатель для электрода, кабели, разъемы для кабеля, зажимы заземления, отбойный молоток, шлем, проволочную щетку, перчатки, защитные очки, рукава, фартуки, и т. д.
Типы дуговой сварки
Дуговая сварка подразделяется на различные типы, которые включают следующие.
- Плазменно-дуговая сварка
- Дуговая сварка металла
- Дуговая сварка углем
- Дуговая сварка вольфрамовым электродом
- Дуговая сварка металла в газе
- Дуговая сварка под флюсом
1) Плазменная дуговая сварка
Плазменно-дуговая сварка (PAW) аналогична GTAW или газовой вольфрамовой сварке.В этом способе сварки дуга образуется между рабочей частью, а также вольфрамовым электродом. Основное различие между плазменной сваркой и сваркой вольфрамовым электродом в газе состоит в том, что электрод расположен внутри горелки для плазменной сварки. Он может нагревать газ до температуры ° C, температуры ° F (30000 ° F) и превращать его в плазму для воздействия на область сварки.
Плазменная дуговая сварка2) Дуговая сварка металла
При сварке металлической дугой (MAW) в основном используется металлический электрод.Этот металлический электрод может быть либо расходным, либо неплавящимся в зависимости от требований. Большинство используемых расходуемых электродов можно покрыть флюсом, и главное преимущество этого типа сварочного процесса заключается в том, что он требует более низкой температуры по сравнению с другими.
3) Дуговая сварка углеродом
В процессе дуговой сварки углеродом (CAW) в основном используется углеродный стержень в качестве электрода для сварки металлического соединения. Этот вид дуговой сварки является старейшим процессом дуговой сварки и требует высокого тока и низкого напряжения для образования дуги.В некоторых случаях дуга может возникать между двумя угольными электродами, которые называются двойной угольной дугой.
4) Дуговая сварка вольфрамом вольфрамовым электродом
Дуговая сварка вольфрамовым электродом (GTAW) также называется сваркой вольфрамовым электродом в среде инертного газа (TIGW). В этом типе процесса сварки для сварки материала можно использовать неплавящийся вольфрамовый электрод. Электрод, который используется при этой сварке, может быть окружен газами, такими как аргон, гелий и т. Д. Эти газы будут защищать область сварного шва от окисления.Этот вид сварки можно использовать для сварки тонких листов.
Д. Эти газы будут защищать область сварного шва от окисления.Этот вид сварки можно использовать для сварки тонких листов.
5) Дуговая сварка металлическим электродом в газе
Дуговая сварка металлическим электродом в газовой среде (GMAW) также называется сваркой металла в инертном газе (MIGW). В нем используется свежий металлический электрод, который защищен газом, таким как гелий, аргон и т. Д. Эти газы защищают зону соединения от окисления и создают несколько слоев сварочного материала. В этом типе процесса дуговой сварки можно постоянно подавать присадочную проволоку с использованием неплавящегося металлического электрода для сварки металла.
Газовая дуговая сварка металла6) Дуговая сварка под флюсом
Дуговая сварка под флюсом (SAW) может широко использоваться в процессе автоматической сварки. В этом способе сварки электрод полностью погружен в гранулированное покрытие из флюса, и этот флюс может быть электрическим проводником, который не будет препятствовать подаче электроэнергии. Твердое покрытие из флюса не позволяет расплавленному металлу проникать в ультравысокое излучение и атмосферу.
Твердое покрытие из флюса не позволяет расплавленному металлу проникать в ультравысокое излучение и атмосферу.
Преимущества дуговой сварки
Преимущества дуговой сварки в основном заключаются в следующем.
- Дуговая сварка отличается высокой скоростью и эффективностью.
- Она включает в себя простой сварочный аппарат.
- Легко перемещается.
- Дуговая сварка создает физически прочную связь между свариваемыми металлами.
- Обеспечивает надежное качество сварки.
- Дуговая сварка обеспечивает превосходную сварочную атмосферу.
- Источник питания для этой сварки недорогой.
- Эта сварка — быстрый и последовательный процесс.
- Сварщик может использовать обычный бытовой ток.
Недостатки дуговой сварки
К недостаткам дуговой сварки можно отнести следующее.
- Для выполнения дуговой сварки необходим высококвалифицированный оператор.
- Скорость осаждения может быть неполной, так как покрытие электрода имеет тенденцию гореть и уменьшаться.
- Длина электрода составляет 35 мм и требует замены электродов на всем протяжении производства.
- Они не являются чистыми для химически активных металлов, таких как титан и алюминий.

Таким образом, речь идет о электродуговой сварке, и это гибкий метод сварки.Электродуговая сварка используется в обрабатывающих отраслях для создания прочных соединений по всему миру благодаря таким характеристикам, как простота и превосходная эффективность сварки. Он наиболее широко используется в различных отраслях промышленности для защиты других ремонтных работ, таких как автомобилестроение, строительство, судостроение и авиакосмическая промышленность. Вот вам вопрос, в каком диапазоне температур дуговой сварки?
Штанговый электрод и основы сварки
Наши сайты
- FMA
- The FABRICATOR
- Гайки, болты и Thingamajigs Foundation
- FABTECH
- Канадская металлообработка
- 50 лет FMA
Наши публикации
- The FABRICATOR
- Подписка
- Электронный бюллетень
- Digital Edition
- Реклама
- The WELDER
- The Tube & Pipe Journal
- STAMPING Journal
- Отчет о добавках
- The Fabricator en Español
Категории
- Аддитивное производство
- Сварка алюминия
- Дуговая сварка
- Сборка и соединение
- Автоматизация и робототехника
- Гибка / складывание
- Расходные материалы
- Подготовка к резке и сварке
- Электрооборудование Транспортные средства
- En Español
- Чистовая обработка
- Гидроформование
- Лазерная резка
- Лазерная сварка
- Обработка
- Производственное программное обеспечение
- Обработка материалов
- Металлы / материалы
- Кислородная резка
- Плазменная резка
- Электроинструменты
- и др. Обработка отверстий
- Формовка валков
- Безопасность
- Распиловка
- Резка
- Управление цехом
- Штамповка
- Испытания и измерения
- Изготовление труб и труб
- Производство труб и труб
- Гидроабразивная резка
 Обработка отверстий
Обработка отверстийСправочник отрасли
- Поиск в справочнике (выставочные залы)
- Справочники и справочники покупателей
- Витрины продуктов
- Глоссарий
- Доска объявлений
- Зарегистрироваться в справочнике
Интернет-трансляции
Торговая выставка
FAB 40
Реклама
Подписка
Наши дочерние веб-сайты
- Ассоциация производителей и производителей
- Nuts, Bolts & Thingamajigs Foundation
- FABTECH
- Canadian Metalworking
Вход в учетную запись
Поиск
- Наши публикации
- The FABRICATOR
- The WELDER 3
- The Tube Journal
- The Additive Report
- The Fabricator en Español
- The FABRICATOR
- From The FABRICATOR
Как производитель металла в Пенсильвании выполняет резку сверхвысокой мощности лазера
Изгиб структурной балки с учетом пропускной способности
Растрескивание (сварка) гайка автоматизированного операционного превосходства
Как преодолеть проблему набора персонала для металлообрабатывающих предприятий
- Подписка
- Электронный бюллетень
- Digital Edition
- Рекламировать 900 24 О
- Подробнее
- STAMPING Journal
- Из журнала STAMPING
Инженерный угол: сдерживающие силы волочения борта при волочении листового металла
Штамповка в мире электромобилей: инновационные подходы Gestamp к формированию компонентов электромобилей
Arc сварка | Статья о дуговой сварке в The Free Dictionary
Дуговая сварка
Сварочный процесс, использующий концентрированное тепло электрической дуги для соединения металла путем плавления основного металла и добавления металла в соединение, обычно обеспечиваемое плавящимся электродом (см. иллюстрацию).Электрический ток сварочной дуги может быть постоянным или переменным, в зависимости от свариваемого материала и характеристик используемого электрода. Источником тока может быть вращающийся генератор, выпрямитель или трансформатор, и он должен иметь переходные и статические вольт-амперные характеристики, обеспечивающие стабильность дуги и характеристики сварки.
иллюстрацию).Электрический ток сварочной дуги может быть постоянным или переменным, в зависимости от свариваемого материала и характеристик используемого электрода. Источником тока может быть вращающийся генератор, выпрямитель или трансформатор, и он должен иметь переходные и статические вольт-амперные характеристики, обеспечивающие стабильность дуги и характеристики сварки.
Металлическая сварочная дуга
Существует три основных метода сварки: ручной, полуавтоматический и автоматический. Ручная сварка — самый старый метод, и, хотя его доля в общем рынке сварочных работ ежегодно уменьшается, он все еще остается наиболее распространенным.Здесь оператор берет электрод, зажатый в ручном электрододержателе, и вручную направляет электрод вдоль стыка во время сварки. Обычно электрод расходный; по мере того, как наконечник израсходован, оператор вручную регулирует положение электрода для поддержания постоянной длины дуги.
Полуавтоматическая сварка становится наиболее популярным методом сварки.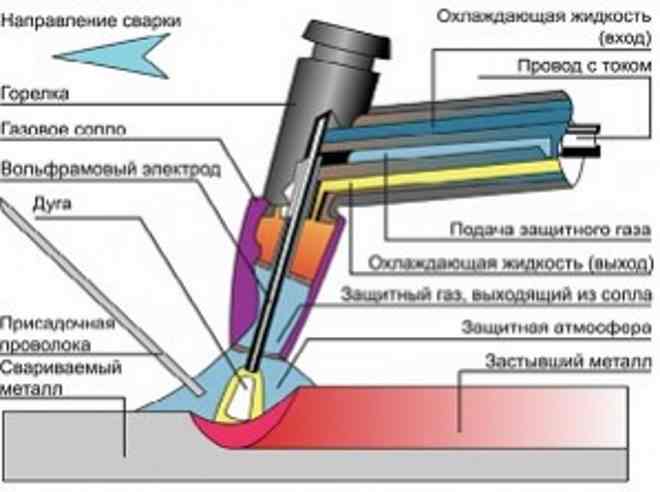 Электрод обычно представляет собой длинный отрезок неизолированной проволоки малого диаметра, обычно в форме катушки, которую сварщик вручную позиционирует и продвигает вдоль сварного шва.Плавящийся электрод обычно приводится в действие электродвигателем с предварительно выбранной скоростью через сопло ручного сварочного пистолета или горелки.
Электрод обычно представляет собой длинный отрезок неизолированной проволоки малого диаметра, обычно в форме катушки, которую сварщик вручную позиционирует и продвигает вдоль сварного шва.Плавящийся электрод обычно приводится в действие электродвигателем с предварительно выбранной скоростью через сопло ручного сварочного пистолета или горелки.
Автоматическая сварка очень похожа на полуавтоматическую сварку, за исключением того, что электрод автоматически позиционируется и продвигается вдоль заданного сварного шва. Либо работа может продвигаться ниже сварочной головки, либо механизированная головка может двигаться вдоль сварного шва.
В дополнение к трем основным методам сварки существует множество процессов сварки, которые могут быть общими для одного или нескольких из этих методов.Ниже описаны некоторые из наиболее распространенных.
Дуговая сварка угольным электродом используется ограниченно для сварки черных и цветных металлов. Обычно дуга сохраняется между угольным электродом и изделием. Угольная дуга служит источником интенсивного тепла и просто сплавляет основные материалы вместе, или наполнитель может быть добавлен из отдельного источника.
Угольная дуга служит источником интенсивного тепла и просто сплавляет основные материалы вместе, или наполнитель может быть добавлен из отдельного источника.
Дуговая сварка в экранированном металле — наиболее широко используемый процесс дуговой сварки. Штучный электрод с покрытием расходуется во время операции сварки и, следовательно, обеспечивает свой собственный присадочный металл.Покрытие электрода горит под воздействием сильного тепла дуги и образует слой газа и шлака, который полностью защищает дугу и сварочную лужу от атмосферы. Его использование обычно ограничивается методом ручной сварки.
При дуговой сварке под флюсом в качестве электрода используется расходуемая неизолированная металлическая проволока, а гранулированный плавкий флюс поверх детали полностью погружает дугу под воду. Этот процесс особенно подходит для сварки тяжелых работ в горизонтальном положении. Этот метод позволяет получать высококачественные сварные швы с большей скоростью, поскольку используется в пять раз большая плотность тока. Для этого процесса обычно используется автоматическая или полуавтоматическая подача проволоки и оборудование управления.
Для этого процесса обычно используется автоматическая или полуавтоматическая подача проволоки и оборудование управления.
При сварке вольфрамовым электродом в инертном газе, часто называемой сваркой TIG, используется практически неплавящийся электрод из вольфрама. Примеси, такие как торий, часто специально добавляют в вольфрамовый электрод для улучшения его излучательной способности при сварке постоянным током. Необходимая защита от дуги обеспечивается непрерывным потоком химически инертного газа, такого как аргон, гелий или смеси аргона с гелием, который течет в осевом направлении вдоль вольфрамового электрода, установленного в специальной сварочной горелке.Этот процесс чаще всего используется при сварке алюминия и некоторых экзотических материалов космической эры. Когда требуется присадочный металл, отдельный присадочный стержень подается в поток дуги вручную или механически. Поскольку флюс не требуется, сварное соединение остается чистым и без пустот.
Сварка металла в среде инертного газа, часто называемая сваркой MIG, получила наибольший рост в 1960-х годах.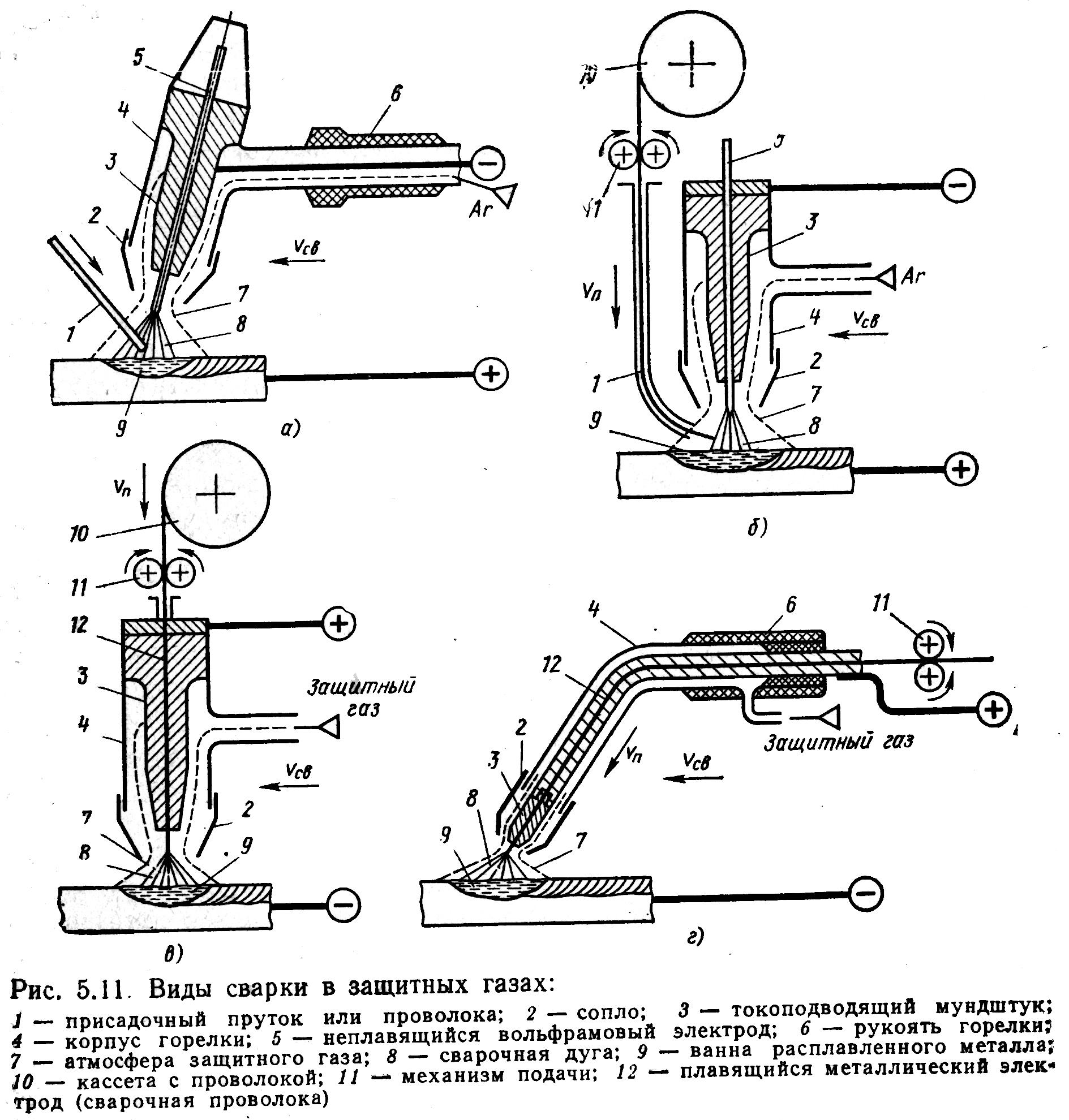 Он похож на процесс сварки TIG, за исключением того, что расходуемый металлический электрод, обычно проволока в форме катушки, заменяет неплавящийся вольфрамовый электрод.Этот процесс можно адаптировать к полуавтоматическому или автоматическому методу. Помимо инертных газов, диоксид углерода становится все более распространенным средством защиты.
Он похож на процесс сварки TIG, за исключением того, что расходуемый металлический электрод, обычно проволока в форме катушки, заменяет неплавящийся вольфрамовый электрод.Этот процесс можно адаптировать к полуавтоматическому или автоматическому методу. Помимо инертных газов, диоксид углерода становится все более распространенным средством защиты.
Краткая инженерная энциклопедия Макгроу-Хилла. © 2002 McGraw-Hill Companies, Inc.
Лучшая машина для инвертной дуговой электросварки — Выгодные предложения на инвертно-дуговую электросварочную машину от мировых продавцов инвертно-дуговой электросварочной машины
Отличные новости !!! Вы попали в нужное место, приобретя аппарат для электросварки с инвертированной дугой.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот лучший электросварочный аппарат с инвертированной дугой вскоре станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели инверторный электросварочный аппарат на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели инверторный электросварочный аппарат на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще сомневаетесь в использовании инверторно-дуговой электросварочной машины и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия. AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести инвертно-дуговой электросварочный аппарат по самой выгодной цене.
Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести инвертно-дуговой электросварочный аппарат по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните лучший опыт покупок прямо здесь.
Сертификациядля роботизированной дуговой сварки: Сертификация: Американское общество сварки
Программа сертификации AWS для роботизированной дуговой сварки — операторы и технические специалисты (CRAW) позволяет многим сварщикам, работающим в различных секторах сварки, оценивать себя по стандартам своей профессии. Это также означает, что оператор или техник CRAW продемонстрировал способность работать с различными кодами, стандартами и спецификациями. Поскольку подтверждение активной практики или повторная проверка требуется каждые три года, сертификация также означает, что оператор или техник CRAW хорошо разбирается в сварочной отрасли.
Это также означает, что оператор или техник CRAW продемонстрировал способность работать с различными кодами, стандартами и спецификациями. Поскольку подтверждение активной практики или повторная проверка требуется каждые три года, сертификация также означает, что оператор или техник CRAW хорошо разбирается в сварочной отрасли.
Сертифицированные испытательные центры CRAW
AWS CRAW Approved Testing Centres (ATCs) готовят людей к сертификации и проводят практические и письменные экзамены в соответствующих учреждениях.
Есть ли у вас необходимое оборудование для дуговой сварки, чтобы проверять людей на соответствие требованиям программы сертифицированной роботизированной дуговой сварки (CRAW)? Если это так, рассмотрите возможность подачи заявки на получение статуса утвержденного центра тестирования AWS (ATC). Как назначенный CRAW ATC, ваше предприятие пользуется ценным признанием в отрасли, включая ваш список на веб-сайте AWS и периодическую рекламу журнала Welding Journal. Посетите страницу с информацией об аккредитации объекта УВД: ЦЕНТР ИСПЫТАНИЙ, УТВЕРЖДЕННЫЙ CRAW.
Посетите страницу с информацией об аккредитации объекта УВД: ЦЕНТР ИСПЫТАНИЙ, УТВЕРЖДЕННЫЙ CRAW.
Требования к экзамену CRAW
Модель AWS D16.4: 2005 Технические условия для квалификации персонала для роботизированной дуговой сварки и QC19, Технические условия для сертификации AWS персонала для роботизированной дуговой сварки устанавливают требования к опыту и образованию для сдачи экзамена CRAW и предоставляют рекомендации по обучению:
ОБРАЗОВАНИЕ
Выпускник средней школы или аттестат средней школы, утвержденный штатом или военными (например, GED).
Оператор и техник
ПРОЦЕССЫ РУЧНОЙ ИЛИ ПОЛУАВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ В КАЧЕСТВЕ СВАРКИ
Минимум 6 месяцев.
Оператор и техник
ОПЫТ СВАРОЧНОЙ МАШИНЫ (ВКЛЮЧАЯ Роботизированный и автоматический оператор)
Включает ранее упомянутые 6 месяцев ручной или полуавтоматической дуговой сварки.
Оператор = 12 месяцев
Техник = 18 месяцев
ОПЫТ ПРОФЕССИОНАЛЬНОЙ ФУНКЦИИ, НАПРЯМУЮ СВЯЗАННОЙ С СВАРКОЙ ИЛИ РОБОТОТЕХНИКОЙ
Включает в себя перечисленный выше опыт сварщика и другие функции, такие как инспектор или контроль качества.
Оператор = 3 года и более
Техник = 5 и более лет
ПОСЛЕ ВТОРИЧНАЯ ЗАМЕНА ОПЫТА
Послевузовское образование по сварке, техническим, робототехническим, технологическим, электротехническим или инженерным дисциплинам может быть заменено на такое же количество лет, но не более чем на 2 года.
- Послесреднее образование не может быть заменено или засчитано в счет вышеупомянутых требований к опыту (6) месяцев ручной или полуавтоматической дуговой сварки в качестве сварщика.
Оператор и техник - Послесреднее образование не может заменить месячный опыт работы сварщиком.
Оператор = 12 месяцев (включая робота и автоматика)
Техник = 18 месяцев (включая робота и оператора-автомата)
СЕРТИФИКАЦИЯ CWI
Имеет текущий сертификат CWI (Certified Welding Inspector). Текущая сертификация CWI является требованием для сертификации CRAW-T.Неспособность достичь и / или поддерживать сертификацию CWI приведет ТОЛЬКО к сертификации CRAW-O.
Текущая сертификация CWI является требованием для сертификации CRAW-T.Неспособность достичь и / или поддерживать сертификацию CWI приведет ТОЛЬКО к сертификации CRAW-O.
Только техник.
РЕКОМЕНДАЦИИ ПО ОБУЧЕНИЮ
Оператор : Завершение курса производителя оригинального оборудования или эквивалентного курса программирования робототехники.
Техник : Получите инструкции по эксплуатации инструментов для измерения качества, включая соответствующее компьютерное программное обеспечение для измерения поперечного сечения сварного шва.Также ознакомьтесь с персональными компьютерами.
Портал | электродуговая сварка
- Литература
- Поиск Поиск в базе данных научной литературы
- Мобильная связь
- Исследования населения
- Экспериментальные исследования
- Исследования мобильной связи 5-го поколения (5G)
- 50/60 Гц
- Исследования населения
- Экспериментальные исследования (магнитные поля)
- Экспериментальные исследования (электрические поля)
- Дети и молодые животные
- Исследования населения
- Экспериментальные исследования
- Статические поля
- Экспериментальные исследования (магнитные поля)
- Экспериментальные исследования (электрические поля)
- Технологии
- Источники ЭМП База данных измерений различных устройств и приборов
- Генеральная
- Электрические поля
- Магнитные поля
- Электромагнитные поля
- Электромагнитный спектр
- Исторический обзор
- Статические поля (0 Гц)
- Естественные статические поля
- Искусственные статические поля
- Системы пассажирских железнодорожных перевозок общего пользования
- Постоянный ток высокого напряжения (HVDC)
- Конвертерная станция
- МРТ
- Магнитные средства защиты (одеяла, нашивки, браслеты и т. Д.)
- Низкая частота (0,1 Гц – 1 кГц)
- Производство и распределение электроэнергии
- Электросеть
- Воздушные линии электропередачи
- Подземные кабели
- Подстанции
- Источники воздействия дома
- Система тягового питания 16.7 Гц
- Промежуточная частота (1 кГц – 10 МГц)
- Естественные поля промежуточной частоты
- Искусственные поля промежуточной частоты
- Индукционные плиты
- Электрические транспортные средства
- Беспроводное зарядное устройство для электромобилей
- Другие источники полей
- Радиочастота (10 МГц — 300 ГГц)
- Естественные радиочастотные поля
- Искусственные радиочастотные поля
- Мобильная связь
- Радиовещательные передатчики (радио и телевидение)
- Цифровое радио TETRA
- Микроволновая печь
- Другие источники воздействия
- Глоссарий
- Эффекты
- Генеральная
- Виды учебы
- Оценка
- Острые и хронические эффекты
- Чувствительность разных групп населения
- Статические поля (0 Гц)
- Низкая частота (0. 1 Гц – 1 кГц)
- Генотоксичность
- Электромагнитная гиперчувствительность
- Нейродегенеративные заболевания (болезнь Паркинсона, болезнь Альцгеймера, БАС)
- Рак и детский лейкоз
- Модификация мозговых волн
- Сердечно-сосудистая система
- Секреция мелатонина
- Имплантаты
- Косвенные эффекты
- Промежуточная частота (1 кГц – 10 МГц)
- Радиочастота (10 МГц — 300 ГГц)
- Рак
- Электромагнитная гиперчувствительность
- ЭЭГ / мозговая активность
- Когнитивные, психомоторные функции и функции памяти
- Спать
- Гематоэнцефалический барьер
- Плодородие
- Генотоксичность
- Микроволновый слух
- Косвенные эффекты
- Терапевтические приложения
- Генеральная
- Больше
- Ссылки Ссылки на национальные и международные учреждения, связанные с ЭМП
- Пределы
- Предельные значения
- Основные ограничения
- Контрольные уровни
- Предельные значения в Германии (для широкой публики)
- Предельные значения в Германии (профессиональное воздействие)
- Предельные значения сравниваются на международном уровне
- Сообщение о рисках
- Диалог в информировании о рисках
- Инструменты информирования о рисках
- Восприятие риска
- Оценка риска
- Процедура оценки воздействия на здоровье
- Управление рисками
- Электротравмы
- Причины
- Параметры воздействия электрического тока
- Время возникновения травм
- Механизмы действия
- Пораженные органы и ткани
- Заболеваемость
- Предельные значения
- Справочная информация для предельных значений
- Публикации
 Д.)
Д.) 1 Гц – 1 кГц)
1 Гц – 1 кГц)- Команда
- Финансирование
- Пожертвования
- Авторизоваться
- Язык
- Deutsch
- английский (текущий)
- 日本語
