инструкция по сварке полипропилена ПП встык
ТРУБЫ ДЛЯ АГРЕССИВНЫХ СРЕД:
Смотрите также: инструкция по сварке труб из полипропилена враструб
Сварка труб и/или фитингов из полипропилена ПП встык с применением нагревательных элементов должна выполняться надлежащим образом, с соблюдением следующих этапов цикла сварки:
t1 – присоединение и предварительное нагревание;
t2 – нагревание;
t3 – удаление нагревательного элемента;
t4 – установка температуры сварки;
t5 – сварка;
давление.
Сверху – время.
| Таблица 2. Параметры стыковой сварки для ПП труб (в соответствии с DVS 2207, часть 11 | |||||
| Толщина стенки (мм) | Высота присоединения хвостовика (мм) | Время предварительного нагрева (сек) |  время удаления теплового элемента (сек) время удаления теплового элемента (сек) |
Установка давления сварки (сек) | Продолжительность сварки (сек) |
| …-4,5 | 0,5 | …-135 | 5 | 6 | 6 |
| 4,5-7 | 0,5 | 135-175 | 5-6 | 6-7 | 6-12 |
| 7,0-12 | 1,0 | 175-245 | 6-7 | 7-11 | 12-20 |
| 12 — 19 | 1,0 | 245-330 | 7-9 | 11-17 | 20-30 |
| 19 — 26 | 1,5 | 330-400 | 9-11 | 17-22 | 30-40 |
| 26-37 | 2 | 400-485 | 11-14 | 22-32 | 40-55 |
| 37-50 | 2,5 | 485-560 | 14-17 | 32-43 | 55-70 |
Инструкции по сварке полипропилена
1. Присоединение и предварительное нагревание ПП труб
Присоединение и предварительное нагревание ПП труб
На данном этапе свариваемые торцы присоединяются к тепловому элементу под давлением, равным р1+ pt, и удерживаются в таком положении до образования ровной внутренней и внешней кромки. Значение давления р1 должно быть настолько высоким, чтобы свариваемые поверхности, соприкасающиеся с термоэлементом, находились под давлением, равным 0,1 Н/мм2. Для получения таких условий значение давления р1 следует устанавливать в соответствии с таблицами, предоставляемыми производителем сварочного оборудования, так как оно зависит, помимо диаметра и толщины свариваемых компонентов, от сечения толкающего цилиндра в цепи управления сварочного устройства и может изменяться в зависимости от модели применяемого аппарата для сварки полипропиленовых труб.
Условное обозначение pt показывает давление тяги, необходимое для преодоления трения, создаваемого сварочным аппаратом и весом трубы, которая закреплена на подвижной направляющей. Такое давление мешает свободному перемещению самой направляющей. Данное значение измеряется непосредственно манометром, поставляемым вместе с устройством, которое передвигает направляющую. Оно не должно быть выше значения давления р1. В случае превышения следует прибегать к использованию подвижных кареток или качающихся подвесок для облегчения перемещения трубы.
Такое давление мешает свободному перемещению самой направляющей. Данное значение измеряется непосредственно манометром, поставляемым вместе с устройством, которое передвигает направляющую. Оно не должно быть выше значения давления р1. В случае превышения следует прибегать к использованию подвижных кареток или качающихся подвесок для облегчения перемещения трубы.
2. Нагрев: После образования кромки следует понизить давление (10% значения присоединения и предварительного нагрева), что позволит материалу прогреться равномерно на всю толщину.
3. Удаление нагревательного элемента: Данная операция должна быть выполнена за максимально короткое время. Она включает отдаление свариваемых краев от нагревательного элемента, удаление элемента без повреждения размягченных поверхностей и немедленное соединение свариваемых торцов. Быстрое выполнение перечисленных действий позволит избежать чрезмерного охлаждения краев (температура поверхности понижается на 17°С за три секунды).
Установка давления сварки: При соединении торцов ПП труб давление постепенно увеличивается до значения (р5+pt, где р5 = p1, а pt — это давление тяги.
Сварка: Давление сварки необходимо поддерживать в течение времени t5.
Охлаждение: После завершения сварки контактное давление снимается, а соединение может удаляться из сварочного аппарата. Ни в коем случае не следует использовать механическую нагрузку до полного остывания соединения. Время охлаждения должно быть не меньше времени сварки t5.
Проверка качества сварного соединения ПП труб
Для проверки качества сварного соединения труб и фитингов из полипропилена можно использовать разрушающий и неразрушающий контроль. Для выполнения последнего требуется наличие специального оборудования. Тем не менее, существует возможность проверки прочности соединения без использования таких инструментов, то есть визуально.
Визуальный контроль включает следующие аспекты:
- Сварной шов должен быть ровным по всей окружности соединения;
- Насечка в центре шва должна быть выше внешнего диаметра сварных элементов;
- На внешней поверхности шва должны отсутствовать следы пористости, пыли или других загрязнений;
- Отсутствие видимого разрушения;
- Отсутствие на поверхности сварного шва чрезмерного блеска, который может свидетельствовать о перегреве;
- Смещение оси сварных элементов не должно превышать 10% толщины.


| Таблица 3. Основные дефекты, которые обнаруживаются при визуальном контроле качества сварки полипропилена |
|
| Дефекты | Возможные причины |
| Неравномерный шов | Ненадлежащая подготовка свариваемых окончаний, а также неравномерное теплораспределение |
| Слишком маленький шов | Неправильная настройка параметров сварки (температуры, давления, времени сварки) |
| Слишком глубокая насечка в центре шва | Недостаточные значения давления или температуры |
| Вкрапления на поверхности шва | Недостаточная очистка свариваемых окончаний |
| Пористость шва | Слишком высокая влажность окружающей среды при выполнении сварки |
| Чрезмерный блеск поверхности шва | Перегрев во время сварки труб |
| Смещение оси превышает 10% толщины стенок трубы и фитинга | Ненадлежащая центровка или слишком большая овальность труб |
Температура и время пайки полипропиленовых труб: таблица
Когда собираются водяные коммуникации, состоящие из пластиковых труб, важнейшим параметром становится температура.
Сегодня технология разводки трубопроводов из таких материалов предписывает соблюдение определенного температурного режима, а также конкретных временных значений, при выполнении сварочных работ. Если не соблюдать рекомендованные параметры, возможно появление разрыва в узловых местах, значительно ухудшиться движение водяного протока.
Общее влияние температуры при стыковочных работах
Технологический процесс сварки полипропиленовых труб основан на нагреве материала до нужной температуры. В результате пластмасса начинает размягчаться. При соединении деталей происходит диффузия молекул полипропиленовых молекул. Другими словами, в соединение происходит слияние молекул. Когда материал остынет, образуется крайне прочный стыковой узел.
Прочность свариваемых заготовок находится в прямой зависимости от температурного режима. При недостаточном нагреве, не будет происходит процесс диффузии. Молекулы фитинга и свариваемой трубы просто не в состоянии попасть в совмещаемые области. Сварка получится слабой и не сможет выдерживать больших нагрузок. Пара разорвется, нарушится герметичность стыка.
Молекулы фитинга и свариваемой трубы просто не в состоянии попасть в совмещаемые области. Сварка получится слабой и не сможет выдерживать больших нагрузок. Пара разорвется, нарушится герметичность стыка.
При перегреве конструкция начнет деформироваться. В результате изменится изначальная геометрия. Внутри детали может произойти образование сильного наплыва в виде большого валика. В результате в месте сварки значительно уменьшится диаметр сечения трубопровода.
Для нормальной пайки полипропиленовых труб, необходимо создать нагрев до температуры 255-265 градусов. Процесс нагрева должен учитывать несколько параметров:
- Диаметр детали.
- Температуру помещения.
- Время нагрева.
Практика показала, что время нагрева и диаметр детали находятся в прямой зависимости.
Температура помещения, в котором происходит пайка также оказывает влияние на этот процесс. Когда паяются детали, при извлечении их с «утюга» или другого нагревательного устройства, происходит пауза перед началом муфтовой стыковки. Чтобы компенсировать остывания при невысокой температуре, пп трубы необходимо нагревать немного дольше. Такое добавочное время находится в пределах 2-3 секунд. Подбор происходит эмпирическим путем.
Чтобы компенсировать остывания при невысокой температуре, пп трубы необходимо нагревать немного дольше. Такое добавочное время находится в пределах 2-3 секунд. Подбор происходит эмпирическим путем.
Необходимо помнить, что если нагревать полипропиленовые трубы на нагревательном аппарате с установкой температуры более 270 градусов, произойдет очень сильный нагрев верхнего слоя детали. Сердцевина не получит достаточного прогрева. При стыковке деталей, толщина сварочной пленки получится очень тонкой.
Как сваривать полипропиленовые трубы вручную
Сварочные гильзы устройства подбираются с учетом диаметра деталей. Затем их вставляют в сварочное зеркало и хорошо закрепляют.
Контактные поверхности очищаются от пыли и грязи. Для чистки лучше пользоваться очищающей жидкостью, которую рекомендует изготовитель данного изделия. В такой работе может помочь:
- Хлорэтилен.
- Трихлорэтан.
- Этиловый или Изопропиловый спирт.
Устанавливается определенная температура устройства. Обычно терморезистор должен нагреваться в пределах 250 – 270 градусов. Такое оптимальное значение температуры позволяет достичь правильного соединения.
Обычно терморезистор должен нагреваться в пределах 250 – 270 градусов. Такое оптимальное значение температуры позволяет достичь правильного соединения.
Когда на термостате наберется нужный тепловой уровень, проверяется температура нагрева сварочного зеркала. Для этого используют специальный термозонд.
Отрезается труба, выдерживая 90 градусов, относительно оси. При необходимости нужно зачистить поверхность и снять фаску. Параметры зачистки, размер глубины фаски берутся из таблицы номер один. Фаску можно снять при зачистке детали или после нее, особым калиброванным инструментом.
Фитинги из полипропилена для раструбной сварки. Глубина зачистки и ширина фаски.
На поверхности трубы отмечается глубина вставки «L1» Берется из таблицы 2. Зачистка должна обязательно соответствовать величине глубины вставки.
Глубина вставки L1(мм): максимальная глубина вставки нагретой трубы в стакан фитинга.
На наружную поверхность трубы и свариваемого фитинга наносится продольная метка. Она дает возможность избежать смещения деталей во время соединения.
Она дает возможность избежать смещения деталей во время соединения.
Поверхность трубы, а также прикладываемого фитинга, должны быть хорошо очищены от масла или грязи. После достижения нужного нагрева сварочного зеркала, труба, совместно с фитингом устанавливается в специальные гильзы. Фитинги должны быть вставлены до упора, свариваемая труба на полную глубину зачистки. Необходимо немного подождать пока детали нагреются.
Затем они быстро извлекаются и вставляются друг в друга. Глубина вставки фитинга должна равняться длине L1, в соответствии с продольными насечками.
Соединенные детали нужно подержать в зафиксированном положении, определенное время, согласно таблице №3. Затем нужно дать время остыть естественным путем. Нельзя охлаждать их с помощью вентилятора или опускать в холодную воду.
Время нагрева, сварки и охлаждения
Когда поверхность элементов достаточно охладилась необходимо провести их гидравлическое испытание.
Диапазоны температур при контактной сварке.
Изменении давления и температуры в процессе стыковой сварки приводятся на рисунке ниже:
Нюансы выдержки нужного теплового режима
Рассчитывая будущую схему трубопровода, прикиньте, как будет происходить дальнейший монтаж. Необходимо стремиться получить минимальное расстояние между паяльным аппаратом и местом соединения.
Если расчет будет сделан неверно, а место сварки окажется в недоступном месте, приходится разогревать деталь на значительном удалении от места крепления. При этом возникают большие потери тепла, так как приходится заниматься переносом деталей, чтобы выполнить муфтовый стык. В результате таких неучтенных моментов, возникает сильное ослабление шва.
Если сделан ошибочный расчет последовательности монтажа, пайки, может возникнуть ситуация, когда будет нереально состыковать последние детали, так как устройство нагрева просто невозможно установить между деталями. Чтобы увеличить зазор, приходится деформировать определенные участки трубопроводов, позволяющие вставить устройство для пайки. Такая работа может испортить внешний вид коммуникации. Возможно появление статического напряжения некоторых районов системы.
Такая работа может испортить внешний вид коммуникации. Возможно появление статического напряжения некоторых районов системы.
Очень грубой ошибкой, в результате которой не удается контролировать температуру, является последовательный нагрев заготовок непосредственно перед стыком. Иначе говоря, каждая деталь разогревается отдельно. В результате полностью нарушается температурный режим.
Такой неправильный подход может вызвать сильное остывание детали из-за затраченного времени, необходимой для разогрева. Происходит умышленная потеря тепла. Подобная методика соединения деталей не позволяет правильно выстроить работу и процесс размягчения материала становится непредсказуемым. Пользоваться ею категорически запрещено.
Чтобы осуществлять правильный контроль над температурным режимом, необходимо учитывать несколько критериев:
1.Качество сварочного аппарата для работы с полипропиленовыми изделиями, должно позволять удерживать определенные параметры с минимальной погрешностью.
2.Между сварочным аппаратом и участком соединения, должно быть менее 1.5 метров.
3.Операция должна выполняться в отапливаемом здании.
4.Прежде чем начинать сварочные работы, убедитесь, что температура соединяемых деталей примерно одинаковая.
Похожие статьи:
Компания АбсолютКринИнвест занимается поставками на Белорусский рынок и рынки ближнего зарубежья строительного оборудования и строительной техники. В перечне строительного оборудования, которое мы предлагаем используются энергосберегающие технологии, профессиональный, индустриальный инструмент, который обязателен для любого спектра сантехнических, ремонтных и других видов строительных работ. Мы воплощаем в своей компании многолетний и практический опыт в строительном оборудовании, которая выдержала различной сложности тестирования в применении строительной техники. подробнее подробнееНовое оборудование на сайтеСдаем в аренду осушители воздуха малолитражные, бытовые, полупромышленные Аренда (прокат) — Осушители воздуха малолитражные В аренду осушитель воздуха BALLU BD10U Цена аренды: 10 бел. руб / сутки Осушитель воздуха Ballu BD10U имеет мощность 240 Вт и … подробнееМы предлагаем в аренду (прокат) тепловые пушки электрические и газовые (пропан-бутан) Тепловые пушки электрические в аренду: В аренду тепловая пушка электрическая Ecoterm EHR-03/1E (пушка, 3 кВт, 220 В, термостат) Преимущества: — Применим в бытовых … подробнееГидравлические домкраты ДГА-П – это взрывобезопасные, надежные и производительные гидравлические домкраты с грузоподъемностью до 200 т. Использование при производстве домкрата сплавов алюминия вместо стали многократно снижает вероятность появления … подробнееГидравлические домкраты ДП-Г — надежные и производительные домкраты двухстороннего действия с грузоподъемностью до 200 т, предназначенные для запрессовки и вы-прессовки деталей, установленных с натягом на валах, а также натяжения арматуры, канатов и . Гидравлические домкраты ДП-П — надежные и производительные домкраты одностороннего действия с гру-зоподъемностью до 100т, предназначенные для запрессовки и выпрессовки деталей, установленных с натягом на валах, а также натяжения арматуры, канатов и … подробнееГидравлические домкраты МНС представляют из себя усовершенствованный вариант гидравлических домкратов бутылочной конструкции. Домкрат МНС оснащен дополнительным грузозахватным приспособлением (лапой), что позволяет осуществлять подхват груза с … подробнееГидравлические домкраты ДУ-Г — это мощные, универсальные, надежные и производи-тельные домкраты двухстороннего действия с грузоподъемностью до 1000 т. Отличи-тельная особенность – гидравлический возврат штока, что обеспечивает быстрый и безопасный … подробнееГидравлические домкраты ДУ-П — мощные, надежные и производительные гидравлические домкраты с грузоподъемностью до 1000 т. Мощные, надежные и производительные гидравлические домкраты НМ предназначены для использования на промышленных предприятиях и строительных объектах. Рекомендованы для использования на объектах с любой интенсивностью работ. Преимущества: длинный … подробнееНовости и статьиКак увеличить продажи Успех деятельности производителя зависит от объема проданных изделий; исполнителя – от числа и круга лиц, которым оказываются услуги. Именно поэтому вопрос о том: как увеличить продажи, волнует каждого подобного субъекта. подробнее Технические характеристики глубинных вибраторов и их классификация Вибрация возникает при вращении тяжелого эксцентрика вокруг оси с определенной скоростью. Эта масса порождает силу, заставляющую вибратор колебаться с соответствующей частотой. Как экономить электроэнергию, тепло, воду и наши деньги Первая мысль, посещающая человека, решившего начать экономить – это снижение потребления электроэнергии. Действительно, в современных квартирах установлено огромное количество бытовых подробнееКакие бывают виброрейки? Особенности виброрейки. Что такое виброрейка? Особый вид строительного оборудования, применяемый для трамбовки, укладки и выравнивания бетонных смесей, называется виброрейка. При помощи данного инструмента работы по подробнееПриготовление бетонной смеси в бетономешалке. Самый главный вопрос, который задает человек, желающий впервые приготовить бетон с помощью бетономешалки – как получить качественную смесь. В данной статье мы рассмотрим несколько секретов, которые подробнее Аренда торгового помещения. Аренда торгового помещения площадью 8,3 м2 на 2-м этаже в ТЦ «ЛенинГрад» ЛенiнГрад – город интерьеров. Первый интерьер-центр в г. |
 Предназначены для использования на промышленных предприятиях и строительных объектах. Оснащаются выносным насосом с ручным или …
Предназначены для использования на промышленных предприятиях и строительных объектах. Оснащаются выносным насосом с ручным или …
 Минске, который собрал под одной крышей лучших продавцов товаров для дома, предметов
Минске, который собрал под одной крышей лучших продавцов товаров для дома, предметовТехнология сварки полипропиленовых труб для пожарного водопровода.
Монтаж систем пожаротушения
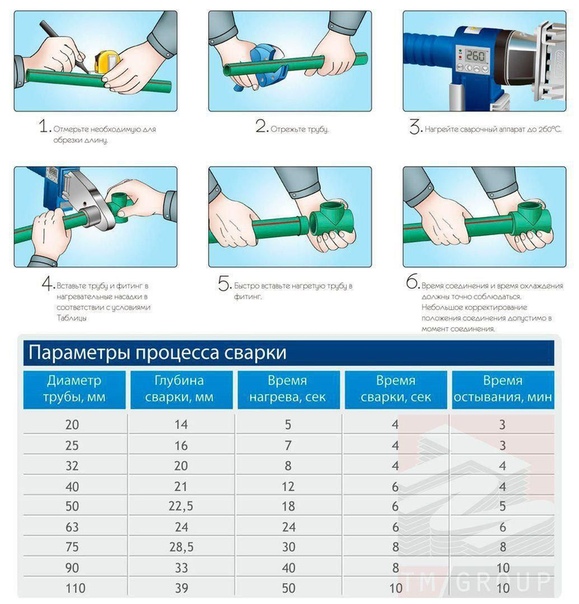
1. Отмерить и отрезать под прямым углом к оси кусок трубы необходимой длины с помощью ножниц. При помощи маркера нанести на трубу метку на расстоянии, равном глубине фитинга минус 1—3 мм.
2. Поместить полипропиленовую трубу и фитинг на соответствующие насадки (трубу вставить в насадку до отметки, обозначающей глубину сварки). Не вращать и не поворачивать трубу и фитинг, для лучшей ориентации можно использовать вспомогательные маркировки на фитингах. Выдержать необходимое время нагрева, которое указано в таблице.
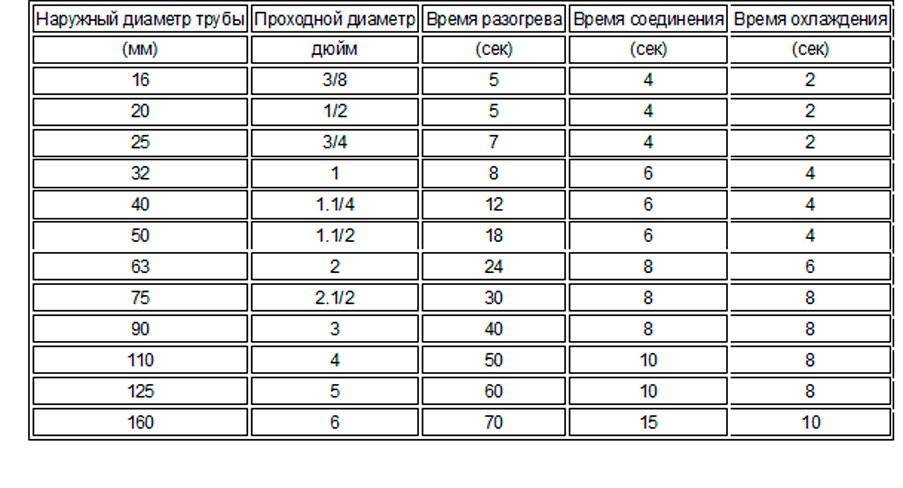
Технологическое время термической сварки в зависимости от диаметра свариваемых трубы и фитинга при температуре насадок 260 °C:
| Наружный диаметр трубы (мм) | Время нагрева (с) | Время сварки (с) | Время охлаждения (мин) |
| 20 | 6 | 4 | 2 |
| 25 | 7 | 4 | 3 |
| 32 | 8 | 4 | 4 |
| 40 | 12 | 5 | 4 |
| 50 | 18 | 5 | 5 |
| 63 | 24 | 6 | 6 |
| 75 | 30 | 6 | 7 |
| 90 | 40 | 8 | 8 |
| 110 | 50 | 10 | 9 |
3. По окончании нагрева снять трубу и фитинг с насадок и соединить их равномерным движением без осевого поворота на всю глубину до отметки. Выдержать время охлаждения.
По окончании нагрева снять трубу и фитинг с насадок и соединить их равномерным движением без осевого поворота на всю глубину до отметки. Выдержать время охлаждения.
Полипропиленовые трубы диаметром более 50 мм включительно рекомендуется сваривать при помощи специального монтажного приспособления, в целях обеспечения необходимого давления и в избежание осевых поворотов.
Время сварки начинается в момент соединения полипропиленовой трубы с фитингом. В процессе охлаждения нельзя использовать какие-либо средства, например, холодную воду.
Технология сварки пластиковых труб | Папа мастер!
Новые разработки в спектре коммуникационных систем для обеспечения водоснабжения дома не перестают удивлять. Оборудование современного образца позволяет достичь желаемых результатов в максимально быстрые сроки. Для выполнения подобного рода задач нужны специальные знания и опыт, так как нужно соблюдать имеющиеся нормы безопасности и стандарты. Такая работа осуществляется по специальной технологии, позволяющей достичь желаемых показателей качества производства.
Такая работа осуществляется по специальной технологии, позволяющей достичь желаемых показателей качества производства.
Этапы сварки пластиковых труб с учетом существующих стандартов
Соблюдение правил в процессе обустройства жилища коммуникационными системами считается обязательным моментом. Нужен будет сварочный аппарат для полипропиленовых труб, без которого на сегодняшний день практически не обойтись. Такие трубы занимают передовые позиции в своей категории и не имеют качественной альтернативы, поэтому для их установки постоянно разрабатывают новое оборудование. Предоставляем специальную технологию сварки пластиковых труб от профессионалов:
- Первоначально нужно отрезать в нужном месте материал с помощью специальных ножниц. Нужно помнить, что процедура выполняется строго под углом 90 градусов.
- Далее в отрезанном месте, а также на поверхности конструктивной детали нужно осуществить зачистку от пыли или возможной грязи. Если есть алюминиевая прослойка, то ее нужно убрать соответствующими инструментами.
- Труба вставляется в гильзу, которая является деталью с меньшим диаметром. В элемент с большим диаметром, а именно в дорн, вставляется конструктивная деталь.
- Теперь нужно выдержать время от 10 до 15 секунд, после чего снять все составные элементы и соединить. Нужно обязательно помнить, что время нельзя превышать, чтобы пластик не расплавился.
- Завершающим этапом является спаивание, после которого нужно выдержать небольшой отрезок времени и зафиксировать детали.

Инструменты и особенности сварочного аппарата для полипропиленовых труб с учетом характеристик
Этот процесс соединения материала со специфической структурой нуждается в ответственном подходе, так как, например, нельзя прокручивать элементы вокруг своей. Поэтому сварка пластиковых труб нуждается в наличии определенного опыта, а значит лучше доверить это дело квалифицированным специалистам. В обязательном порядке нужно составить план работы, который в виде эскиза системы водоснабжения поможет достичь желаемого результата.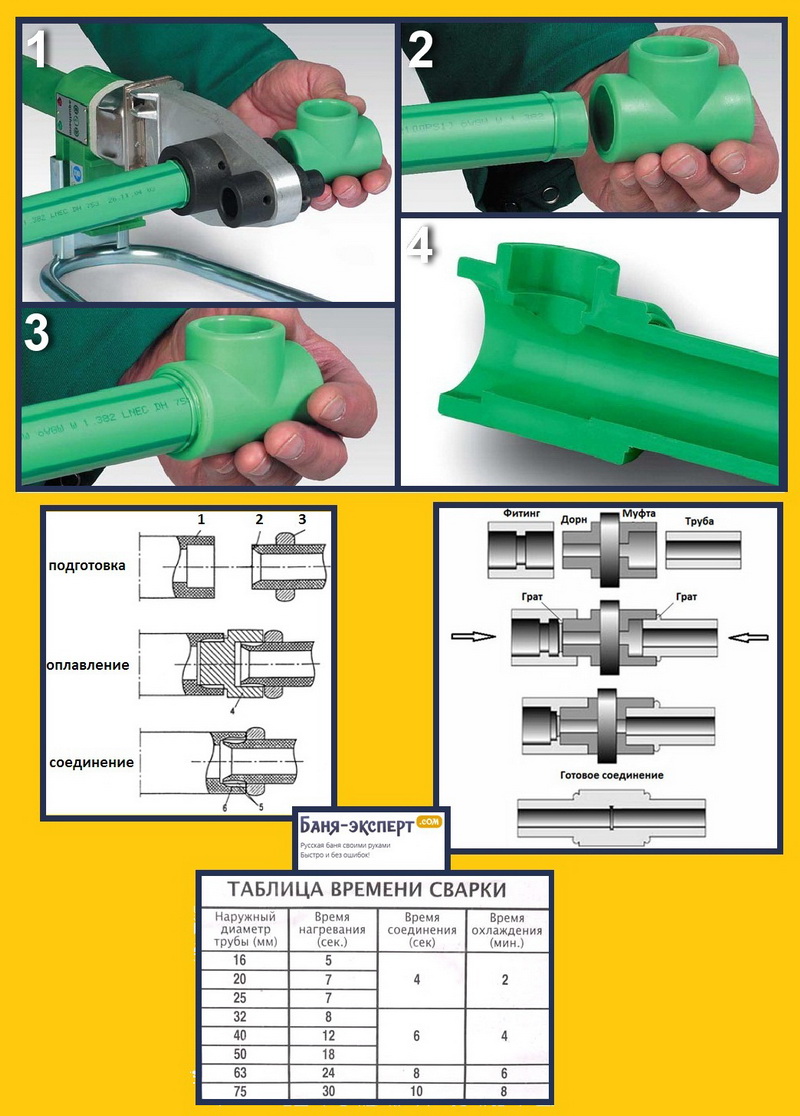 Помимо основного сварочного аппарата для полипропиленовых труб с ним в комплекте вам понадобятся другие вспомогательные элементы:
Помимо основного сварочного аппарата для полипропиленовых труб с ним в комплекте вам понадобятся другие вспомогательные элементы:
- Терморегулятор.
- Нагревательная плита с наличием двух отверстий, которые позволяют прикрепить к ней имеющиеся спаивающие составляющие.
- Держатель для ручки.
- В стандартный набор должны входить четыре комплекта спаивающих насадок с отличительными размерами 20мм, 25мм, 30мм и 40мм. Они выполнены из железа, которое имеет покрытие особого тефлонового слоя.
- Руководство пользователя, которое крайне необходимо для новичка, а также для опытного мастера, которому не помешает освежить имеющиеся знания.
Весь этот процесс также именуется, как топохимическая реакция, которая обеспечивает разрыв связей в исходных веществах. Современная сварка пластиковых труб образует новые стабильные химические связи, которые являются залогом долговечной эксплуатации всей коммуникационной системы. Такое монолитное соединение относят к самым высокопрочным, поэтому на сегодняшний день не существует аналогов.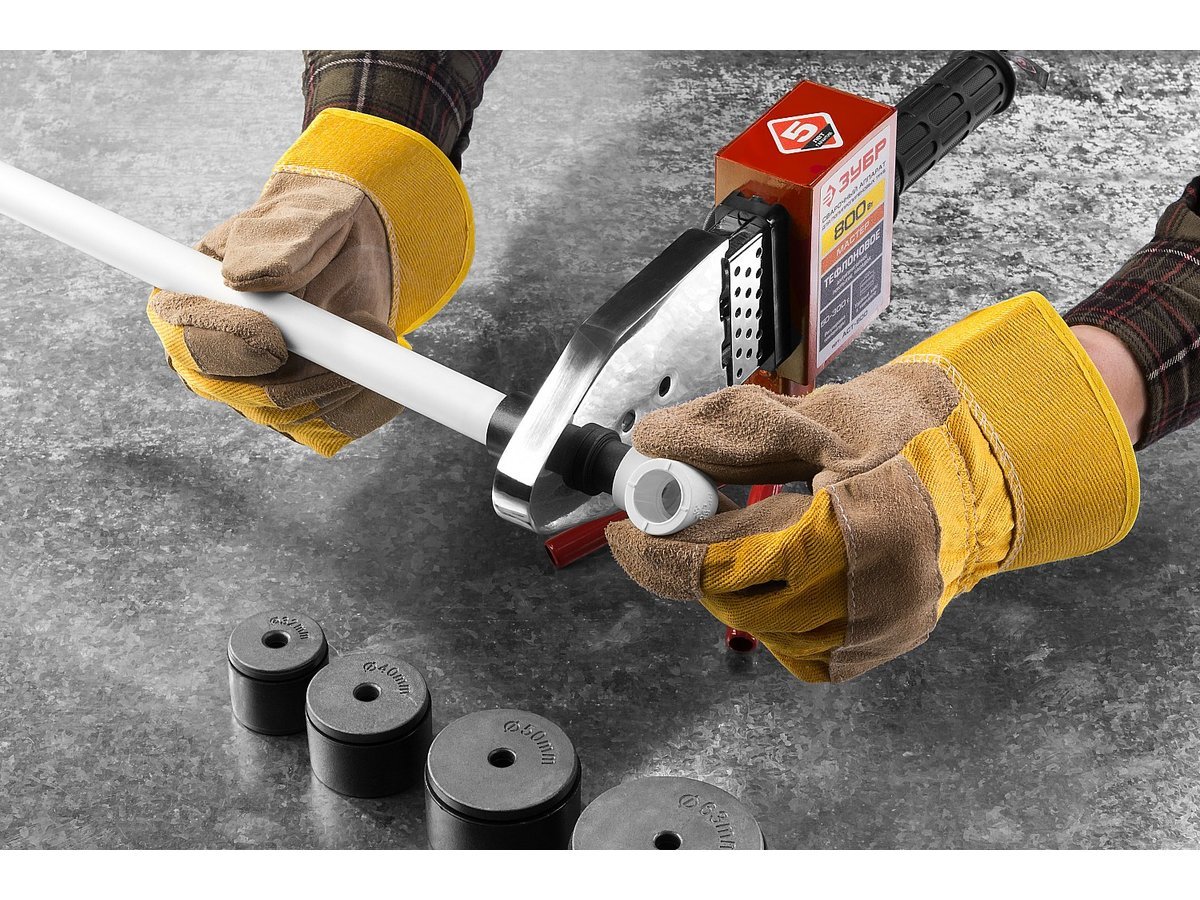
Знания в той или иной сфере деятельности человека являются инструментом для выполнения задач разного уровня сложности. Опытные мастера ценятся в своей категории из-за наличия таких теоретических познаний. Но для достижения желаемого результата также необходимо оборудование современных образцов. Для осуществления правильного выбора устройства на текущем рынке нужно тщательно проанализировать все предложения, сопоставить цены и изучить имеющиеся характеристики. Совмещение этих важных аспектов в комплексе станет инструментом для реализации задуманных планов.
Похожие записи
Разработка своими руками чертежей вибростола для утрамбовки строительных смесейВ принципе, все работы связанные с отлитием элементов из различных строительных…
Выбираем бензобур для земляных работ с учетом нюансов предстоящей эксплуатации При возведении нового дома или при перепланировке участка лишь своими силами. ..
..
Каждый домашний мастер знает, как часто бывает необходимо срочно изготовить…
Разрабатываем чертежи станка для холодной ковки своими руками с учетом смены насадокФункциональность данного изделия будет зависеть только от ваших усилий,…
Сварка полипропиленовых труб своими руками
С появлением нового высокопрочного синтетического материала полипропилена возникла реальная альтернатива замены им металла. В частности, это сразу стало заметно на примере сантехнических труб, которые теперь широко используют, даже не прибегая к профессиональной помощи. Дело в том, что прежние резьбовые и электросварные соединения уступили место простой и эффективной технологии диффузионной сварки.
Способы применения аппарата
Суть метода, нагрев деталей трубопровода в специальном инструменте, называемом паяльником, по форме отличающийся от обычного представления. Это специализированная станина с отверстиями в пластине нагреваемой электротоком. В ней имеются отверстия, называемые нагревательными элементами (парами).
Это специализированная станина с отверстиями в пластине нагреваемой электротоком. В ней имеются отверстия, называемые нагревательными элементами (парами).
Если раньше процесс сваривания требовал знаний и опыта, то сегодня он превратился в легкое действие, обеспечивая беспроблемную работу в домашних условиях. Теперь сварка существенно экономит время сборки трубопровода и деньги. Обычно у прибора должно быть стационарное положение, но если предстоит ремонт или прокладка нового трубопровода в труднодоступных местах, можно использовать его, держа в руках. В последнем случае монтаж следует проводить в паре с помощником, так как технология прогрева и монтажа требует оперативного соблюдения временного режима. Этого трудно добиться на весу, одновременно держа аппарат и производя монтаж одному человеку.
Как правило, все основные коммуникации проходят по стенам, соответственно сваривать трубы и фитинги приходиться по месту. Очень часто изначально производится соединение с металлическими трубами с помощью тех же фитингов и муфт. Но основную работу по прокладке нового участка из пропилена можно выполнять фрагментами на заранее установленном на полу аппарате. Производят замер участка и развязки, затем осуществляют диффузионное сваривание под температурой на стене непосредственно. Для этой операции лучше использовать самое крайнее к сужению отверстие под нагревательные элементы.
Но основную работу по прокладке нового участка из пропилена можно выполнять фрагментами на заранее установленном на полу аппарате. Производят замер участка и развязки, затем осуществляют диффузионное сваривание под температурой на стене непосредственно. Для этой операции лучше использовать самое крайнее к сужению отверстие под нагревательные элементы.
Технология диффузионной сварки полипропиленовых труб
В общем случае, процесс соединения труб диаметром до 50 мм из пропилена одинаков, но различается по времени:
- нагрева;
- охлаждения.
Основным способом называют раструбовый метод. Для соединения участков труб используют муфты и другие фитинги, которые так же подвергают нагреву. В трубопроводах может применяться армированный тип труб, имеющих двойную изоляцию из полипропилена и алюминия. Их монтаж практически не отличается от обычных, за исключением предварительного снятия двух верхних слоев с оболочки с помощью специального инструмента – шейвера. Вместе с этим существует и другой способ, предполагающий соединение встык, но он эффективен только на диаметрах более 50 мм.
Вместе с этим существует и другой способ, предполагающий соединение встык, но он эффективен только на диаметрах более 50 мм.
Металлопластиковые имеют много схожего полипропиленовыми, но слой алюминия у них спрятан глубже, что позволяет использовать слои полипропилена для диффузионной сварки. Процесс спайки проходит под оптимизированной температурой в 260 градусов Цельсия. Перед началом работ паяльник, рассчитанный на напряжение в 220 вольт, устанавливают для разогрева нагревательных втулок (нагревающих элементов). Обычно нужную температуру он набирает в течение 10 минут. В зависимости от наружного воздуха существует необходимость регулировать температуру и время нагрева.
Пока разогревается прибор, специальными ножницами делаются разрезы строго под прямым углом и по размеру, зачищаются от пыли и грязи. Так же следует заранее приготовить фитинги: муфты, тройники и т.д.
Метод подготовки армированных труб несколько отличается. Как уже было отмечено их предварительно следует избавить на концах спайки от «лишних» слоев с помощью шейвера. Это делается для того, чтобы они плотно вошли в соединительные муфты.
Это делается для того, чтобы они плотно вошли в соединительные муфты.
Любая полипропиленовая труба должна быть размечена под соединение с фитингом, так, чтобы ее конец доходил до середины + 2 мм дополнительно. Для этого с помощью кондуктора или рулетки на конец наноситься разметка. В случаях использования шейвера, не нужно беспокоиться о точности, ведь он сам, как и нагревательные элементы контролирует глубину нарезки.
В разогретые гильзы (нагревательные элементы) с одной стороны следует вставить полипропиленовую трубу до отметки, а с другой раструб муфты до упора. Если они входят туго, то следует их слегка покачать, но далее не мешать процессу, так как это нарушит целостность соединения.
Непосредственно процесс производят, ориентируясь на время согласно этой таблице.
Только специализированный паяльник сможет обеспечить точную выдержку времени и температуры, феном достичь того же результата просто невозможно.
После нагрева детали вынимают из гильз и без задержки соединяют меж собой прямым движением, соблюдая оси элементов. Некоторые производители наносят на продукцию специальные линии, благодаря им легче ориентироваться. Полученное соединение выдерживают по времени согласно параметрам.
Некоторые производители наносят на продукцию специальные линии, благодаря им легче ориентироваться. Полученное соединение выдерживают по времени согласно параметрам.
В результате должно получиться соединение, где граница спайки обозначена равномерным наплывом вокруг неё.
Как можно было убедиться, температурная сварка доступна и довольно проста. Основное требование — наличие специального оборудования, то есть паяльника.
Сварка полипропиленовых труб: правила и типичные ошибки
Одним из основных преимуществ полипропиленовых труб специалисты называют возможность легкой сварки и монтажа. Можно собственноручно собрать, модернизировать и отремонтировать трубопровод.
Трубы из полипропилена собираются методом пайки. При нагреве полипропилен становится эластичным, мягким, что позволяет соединять его.
Существует два основных способа стыковки спаиваемых деталей:
• Муфтами;
• Напрямую.
Давайте разберем подробнее каждый из них.
Сварка с помощью муфт
При стыковке деталей при помощи муфт часть расплавляется части трубы по внешней окружности и части муфты — по внутренней. После этого трубы плотно стыкуются. При застывании пластика образуется надежное соединение.
Результат спайки муфтойСварка напрямую
Технология прямой сварки предполагает точную обработку стыков деталей и установку их строго в соответствии осей. Торцы деталей нагреваются и соединяются. Этот метод требует большего опыта и подготовки, нежели муфтовый.
Кроме того, существует способ «холодной» сварки -когда размягчение полипропилена происходит за счет химических реакций.
Оборудование для сварки полипропиленовых труб
Любой из способов горячей сварки требует наличия специального оборудования. Основной прибор— это утюг для сварки. Он состоит из нагревательного элемента и сменных насадок, устанавливаемых на него.
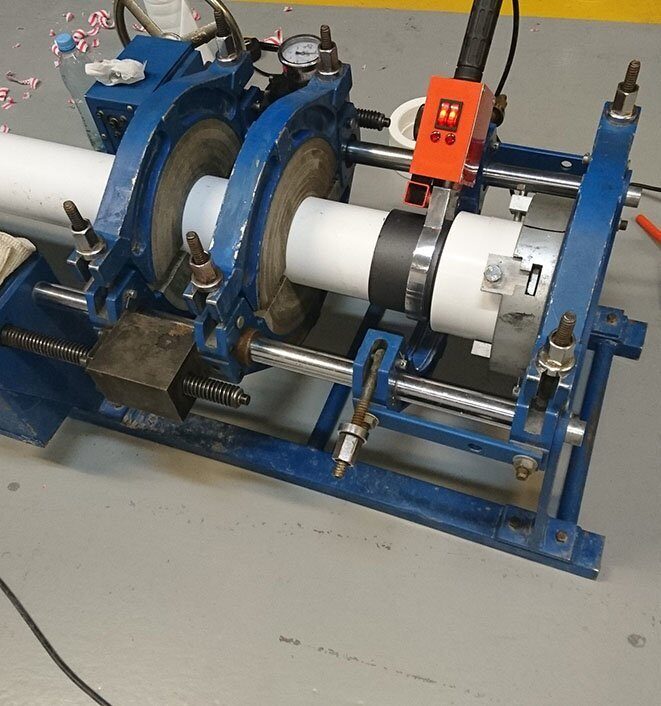
Для стыковой (прямой) сварки используются более сложные утюги, которые включают в себя системы центровки деталей.
Кроме того, потребуются труборез, угольник, рулетка, шейвер для труб и средство для обезжиривания поверхностей.
Процесс сварки труб
Выполняется подготовка к процессу: установка на утюг насадок необходимого размера, нагрев утюга (обычно используется температура 260 градусов), подготовка свариваемых деталей (обрезка, снятие фаски, обезжиривание).
Затем свариваемые детали (например, труба и муфта) одновременно насаживаются на болванки утюга (труба — внутрь, муфта — снаружи болванки).
И здесь мы подходим к очень важному моменту — времени нагрева. Если детали недогреть — они не сварятся должным образом; перегрев же грозит деформацией, что также приведет к некачественной сварке.
Воспользуйтесь таблицей оптимального времени сварки труб в зависимости от толщины стенки для достижения наилучшего результата:
После нагрева детали снимают с болванки и стыкуют. Стык должен произойти за указанное в таблице время. Допустимо производить в течении пары секунд корректировку осей, но ни в коем случае нельзя проворачивать детали относительно друг друга.
Допустимо производить в течении пары секунд корректировку осей, но ни в коем случае нельзя проворачивать детали относительно друг друга.
Нужно учитывать, что значения в таблице приведены для усредненных условий окружающей среды. Если работы производятся при отрицательной температуре — время нагрева увеличится.
Сварка труб, армированных алюминием
Самым важным моментом в сварке труб с армированием является снятие защитного материала в месте сварки. Также нужно учитывать, что алюминий, как теплоемкий материал, будет забирать часть тепла — потребуется дольший прогрев.
Обычно для зачистки таких труб используется шейвер.
Шейвер для зачистки труб, армированных алюминиемВнутри шейвера содержатся ножи. Шейвер надевают на трубу и вращательными движениями счищают армирование до пластика.
В случае, когда слой алюминия находится в середине трубы, используют торцеватель.
Торцеватель для пластиковых трубТорцеватель отличается от шейвера расположением ножей. При его использовании торец трубы выравнивается, а также на глубину 2 мм вырезается армированный слой.
При его использовании торец трубы выравнивается, а также на глубину 2 мм вырезается армированный слой.
Распространенные ошибки при сварке полипропиленовых труб
Далеко не всегда получается сделать все идеально — необходимо учесть множество факторов, и только со временем мастер приобретает опыт, позволяющий производить сварочные работы безошибочно.
Но если заранее знать, какие ошибки наиболее типичны — можно избежать их повторения. Давайте рассмотрим их:
• Значительное смещение деталей относительно друг друга после схватывания полипропилена
Смещение деталей во время застывания всегда приводит к нарушению соединения. Образуются слабые места, в которых спайка практически отсутствует. Такое соединение не сможет прослужить долго.
• Недогрев или перегрев свариваемых деталей
При недостаточном нагреве диффузия материала будет недостаточной, чтобы качественно «схватиться», что впоследствии может привести к разгерметизации и протечкам трубопровода в месте такой сварки. При перегреве деталь деформируется: зачастую труба внутри фитинга меняет свой диаметр, как следствие — частые засоры.
При перегреве деталь деформируется: зачастую труба внутри фитинга меняет свой диаметр, как следствие — частые засоры.
• Неровный срез стыкующихся поверхностей
При несоблюдении соосности торцов свариваемых деталей стык происходит в скошенной плоскости. Такая ошибка может стать заметна не сразу, а после монтирования нескольких метров после места такой сварки.
• Недостаточно тщательное снятие армирующего слоя
Армированный слой, который не был зачищен, забирает на себя часть тепла, которое передается трубе в месте стыка — как следствие, недогрев на этом участке и следующие за ним протечки.
• Недостаточно плотная посадка трубы в муфте (фитинге)
При совершении этой ошибки получается недостаточно плотная сварка, которая может подвести в самый неподходящий для этого момент.
• Отсутствие тщательной обработки (обезжиривания)
Обезжиривание — процедура, которой не следует пренебрегать! Загрязнения не позволят материалу схватиться в должной мере, что приведет, опять же, к протечкам. Свариваемые детали необходимо обрабатывать!
В Компании «Технология» Вы всегда сможете найти все необходимое для того, чтобы создать качественную и долговечную водопроводную систему! Ознакомьтесь с нашим ассортиментом полипропиленовых труб и комплектующих.
Стыковая сварка напорных труб | РИТМО
базовый 160 BASIC 160 может сваривать фитинги, такие как колена, тройники, Y-образные ответвления и фланцевые шейки, без какого-либо дополнительного оборудования, просто фиксируя тягу зажима.
— Корпус машины с 4-мя зажимами и 2-мя гидроцилиндрами с быстросъемными противокапельными муфтами.
— Выдвижная нагревательная пластина с высокоточным электронным терморегулятором DIGITAL DRAGON.
— Выдвижная фреза с предохранительным микровыключателем
— Электрогидравлический редуктор с рычагом открывания и закрывания зажима. — Гидравлические шланги…
— Гидравлические шланги…
BASIC 200 может сваривать фитинги, такие как колена, тройники, Y-образные ответвления и фланцевые шейки, без какого-либо дополнительного оборудования, просто фиксируя тягу зажима. — Корпус машины с 4-мя зажимами и 2-мя гидроцилиндрами с быстросъемными противокапельными муфтами. — Выдвижная нагревательная пластина с высокоточным электронным терморегулятором DIGITAL DRAGON. — Выдвижная фреза с предохранительным микровыключателем — Электрогидравлический редуктор с рычагом открывания и закрывания зажима. — Гидравлические шланги…
базовый 250 BASIC 250 может сваривать фитинги, такие как колена, тройники, Y-образные ответвления и фланцевые шейки, без какого-либо дополнительного оборудования, просто фиксируя тягу зажима. — Корпус машины с 4-мя зажимами и 2-мя гидроцилиндрами с быстросъемными противокапельными муфтами.
— Выдвижная нагревательная пластина с высокоточным электронным терморегулятором DIGITAL DRAGON.
— Выдвижная фреза с предохранительным микровыключателем
— Электрогидравлический редуктор с рычагом открывания и закрывания зажима.
— Гидравлические шланги…
— Корпус машины с 4-мя зажимами и 2-мя гидроцилиндрами с быстросъемными противокапельными муфтами.
— Выдвижная нагревательная пластина с высокоточным электронным терморегулятором DIGITAL DRAGON.
— Выдвижная фреза с предохранительным микровыключателем
— Электрогидравлический редуктор с рычагом открывания и закрывания зажима.
— Гидравлические шланги…
BASIC 315 может сваривать фитинги, такие как колена, тройники, Y-образные ответвления и фланцевые шейки, без какого-либо дополнительного оборудования, просто фиксируя тягу зажима.
— Корпус машины с 4-мя зажимами и 2-мя гидроцилиндрами с быстросъемными противокапельными муфтами.
— Выдвижная нагревательная пластина с высокоточным электронным терморегулятором DIGITAL DRAGON.
— Выдвижная фреза с предохранительным микровыключателем
— Электрогидравлический редуктор с рычагом открывания и закрывания зажима. — Гидравлические шланги…
— Гидравлические шланги…
BASIC 355 может сваривать фитинги, такие как колена, тройники, Y-образные ответвления и фланцевые шейки, без какого-либо дополнительного оборудования, просто фиксируя тягу зажима. — Корпус машины с 4-мя зажимами и 2-мя гидроцилиндрами с быстросъемными противокапельными муфтами. — Выдвижная нагревательная пластина с высокоточным электронным терморегулятором DIGITAL DRAGON. — Выдвижная фреза с предохранительным микровыключателем — Электрогидравлический редуктор с рычагом открывания и закрывания зажима. — Гидравлический…
дельта 500 С помощью DELTA 500 можно сваривать фитинги, такие как отводы, тройники, косы и заглушки. Это возможно, потому что 3-й зажим может быть прикреплен к 1-му и 2-му (подвижным) и скользить вместе с трубой. Фитинг должен быть зафиксирован в 4-м зажиме. Короткие концы шейки можно приварить с помощью специального инструмента (по запросу).Доступны для 230 В и 400 В.
— Корпус машины со стальной несущей рамой
— Зажимы из стали
— Вставка из стали с системой быстрой блокировки / разблокировки. Без инструментов …
Фитинг должен быть зафиксирован в 4-м зажиме. Короткие концы шейки можно приварить с помощью специального инструмента (по запросу).Доступны для 230 В и 400 В.
— Корпус машины со стальной несущей рамой
— Зажимы из стали
— Вставка из стали с системой быстрой блокировки / разблокировки. Без инструментов …
С помощью DELTA 630 можно сваривать фитинги, такие как отводы, тройники, тройники и заглушки. Это возможно, потому что 3-й зажим может быть прикреплен к 1-му и 2-му (подвижным) и скользить вместе с трубой.Фитинг должен быть зафиксирован в 4-м зажиме. Короткие концы шейки можно приварить с помощью специального инструмента (по запросу). Доступны для 230 В и 400 В. — Корпус машины со стальной несущей рамой — Зажимы из стали — Вставка из стали с системой быстрой блокировки / разблокировки. Без инструментов …
дельта 800 С помощью DELTA 800 можно сваривать фитинги, такие как отводы, тройники, косы и заглушки. Это возможно, потому что 3-й зажим может быть прикреплен к 1-му и 2-му (подвижным) и скользить вместе с трубой. Фитинг должен быть зафиксирован в 4-м зажиме. Короткие концы шейки можно приварить с помощью специального инструмента (по запросу).
— Корпус машины со стальной несущей рамой
— Самосоединяющееся устройство: помогает снять нагревательную пластину во время процедуры сварки.
— Выдвижная нагревательная пластина …
Это возможно, потому что 3-й зажим может быть прикреплен к 1-му и 2-му (подвижным) и скользить вместе с трубой. Фитинг должен быть зафиксирован в 4-м зажиме. Короткие концы шейки можно приварить с помощью специального инструмента (по запросу).
— Корпус машины со стальной несущей рамой
— Самосоединяющееся устройство: помогает снять нагревательную пластину во время процедуры сварки.
— Выдвижная нагревательная пластина …
DELTA 1000 может сваривать фитинги, такие как колена, тройники, косы и заглушки.Это возможно, потому что 3-й зажим может быть прикреплен к 1-му и 2-му (подвижным) и скользить вместе с трубой. Фитинг должен быть зафиксирован в 4-м зажиме. Короткие концы шейки можно приварить с помощью специального инструмента (по запросу).
— Корпус машины со стальной несущей рамой
— Зажимы и вставки из стали
— Самосоединяющееся устройство: помогает снять нагревательную пластину во время процедуры сварки. — Выдвижной …
— Выдвижной …
DELTA 1200 может сваривать фитинги, такие как колена, тройники, косы и заглушки.Это возможно, потому что 3-й зажим может быть прикреплен к 1-му и 2-му (подвижным) и скользить вместе с трубой. Фитинг должен быть зафиксирован в 4-м зажиме. Короткие концы шейки можно приварить с помощью специального инструмента (по запросу). — Корпус машины со стальной несущей рамой — Зажимы и вставки из стали — Самосоединяющееся устройство: помогает снять нагревательную пластину во время процедуры сварки. — Выдвижной …
дельта 1600 эко DELTA 1600 ECO может сваривать фитинги, такие как отводы, тройники, тройники и заглушки.Это возможно, потому что 3-й зажим может быть прикреплен к 1-му и 2-му (подвижным) и скользить вместе с трубой. Фитинг должен быть зафиксирован в 4-м зажиме. Короткие концы шейки можно приварить с помощью специального инструмента (по запросу).
— Корпус машины с несущей рамой, четырьмя стальными зажимами и двумя гидроцилиндрами с противокапельным быстросъемным устройством.
муфты и стальные вставки.
— Выдвижная нагревательная пластина с …
DELTA 1600 HDR — это самоустанавливающийся сварочный аппарат с гидравлическими зажимами, предназначенный для сварки труб из полиэтилена высокой плотности для транспортировки воды и других жидкостей под давлением до Ø 1600 мм.DELTA 1600 разработан в соответствии с международными стандартами (UNI 10565, ISO 12176-1). DELTA 1600 может сваривать фитинги, такие как колена, тройники, ответвления и фланцевые шейки.
— Прочный корпус станка из стали
— Стальной гидравлический зажим
— Устройство автоматического отсоединения нагревательной пластины
— Платформа повышенная . ..
..
Сварка полипропиленовых труб + видео
Теперь ни у кого не возникает сомнений в надежности полипропиленовых труб.При правильном уходе они могут прослужить около 50 лет. Все благодаря уникальности материала, который не гниет и не подвержен коррозии.
Но чтобы все шло по плану и ваш трубопровод прослужил вам долгие годы, необходимо провести качественную сварку полипропиленовых труб. Для этого вам нужно будет следовать инструкциям.
Внимание! Полипропилен — разновидность пластика.
Благодаря своим уникальным свойствам и долгому сроку службы полипропиленовые трубы практически вытеснены с рынка металлопродукции.В результате все больше и больше людей хотят знать, как сваривать такие трубы.
Начать с того, что есть давно зарекомендовавшие себя ручные сборки полипропиленовых труб. Позволит не только подключать одного диаметра, но и делать сложную разводку. Для этого нужен специальный переходник.
Для этого нужен специальный переходник.
Инструкция по монтажу полипропиленовой трубы также включает в себя работу с контурами и установку различных видов арматуры. В результате вы сможете построить систему любой конфигурации.
К сожалению, без недостатков не обошлось. Несмотря на все свои преимущества, после сварки и монтажа полипропиленовые трубы расходятся. Более того, даже при отключении повторного использования продукта не получится. Вот почему вы должны делать все по инструкции. В этом случае созданный дизайн не нуждается в доработке.
Необходимое оборудование ↑
Подготовка к сварке полипропиленовых труб начинается с выбора подходящего инструмента.Для того, чтобы сделать все точно по инструкции, вам понадобятся:
- станок для сварки муфт;
- специальные насадки для труб разного диаметра;
- машинки для стрижки,
- fastenmaster,
- бритва.
Каждый из этих инструментов вы можете найти в строительном магазине. Но есть оговорка, что сварка полипропиленовых труб происходила именно так, что пользователю не нужно покупать самое дешевое оборудование. Например, качественный сварочный аппарат позволяет работать намного дольше, не повредив насадки тефлонового слоя.
Но есть оговорка, что сварка полипропиленовых труб происходила именно так, что пользователю не нужно покупать самое дешевое оборудование. Например, качественный сварочный аппарат позволяет работать намного дольше, не повредив насадки тефлонового слоя.
Совет! Если не хотите тратиться на покупку аппарата для сварки полипропиленовых труб по инструкции, возьмите его в аренду.
В большинстве случаев насадки идут в комплекте с машиной. Но у более дешевых аналогов их не может быть. Поэтому, если вы видите слишком низкую цену, обязательно спросите о пакете.
Инструкция по сварке ↑
Сварочный аппарат не представляет собой ничего сложного. Пользоваться ими довольно удобно. Особенно, если он сделан хорошо.Сама инструкция по сварке полипропиленовых труб состоит из следующих этапов:
- Сделайте замеры и отрежьте полипропиленовую трубку нужной длины.
- Обучение. Чтобы процесс сварки прошел точно по инструкции, нужно подготовить все элементы. Это позволит избежать путаницы. Фурнитура должна быть выложена основанием для установки.
- Аппарат предварительного нагрева для сварки. Установите температуру 260 градусов по Цельсию. Как только прибор достигнет желаемой температуры, сигнальная лампа погаснет.
- Нагрейте поверхность полипропиленовых труб с помощью сварки и соедините их проволокой. Не делает поворотов. Это может привести к утечкам.
 Это позволит избежать путаницы. Фурнитура должна быть выложена основанием для установки.
Это позволит избежать путаницы. Фурнитура должна быть выложена основанием для установки.При соединении полипропиленовых труб по инструкции строго соблюдайте угол разреза. В противном случае о герметичном шве можно забыть. По окончании соединения обрезаны.
Внимание! Зачистка производится только после остывания шва.
Нюансы сварочной техники ↑
Чтобы сварить полипропиленовую трубу прошла по технологии, необходимо знать некоторые важные технические детали этой процедуры.Для начала, как правильно прогреть детали.
Тепло выделяется снаружи на краю трубы. В свою очередь, сцепление прогревается изнутри. Глубина нагрева не должна быть слишком большой. Только после этого вы сможете соединять детали согласно инструкции.
Глубина нагрева не должна быть слишком большой. Только после этого вы сможете соединять детали согласно инструкции.
Технология сварки полипропиленовых труб по инструкции на самом деле довольно проста. В месте стыковки двух деталей предварительно нагретый материал нужно сварить.
Чтобы сделать пропил точно по инструкции, необходимо не забыть о фаске.В качестве стандарта лучше всего взять немецкую норму DVS-2207-1. При этом стандартный уклон составляет 15 градусов, а депрессия в районе 2-3 мм.
Если брать отечественный стандарт, то фаску по инструкции делать 45 градусов. На это углубление будет приходиться треть толщины трубы. На самом деле для сварки полипропиленовых труб подходят оба. Если говорить об их эффективности. Достоверных данных по этому поводу нет. Но большинство строителей применяют именно немецкую версию.
Внимание! Перед снятием фаски с полипропиленовой трубки и внутренней части фаски согласно инструкции необходимо очистить.Также не мешает обезжиривание.
Сварочный аппарат должен быть установлен на специальном стенде. Процесс сварки следующий: одной рукой толкаем фитинг и трубу.
После того, как элементы достигли желаемого состояния, их необходимо быстро удалить, чтобы немедленно подключиться. Чем меньше период охлаждения, тем больше сварка полипропиленовых труб будет соответствовать стандартам качества пользователя.
Внимание! Время удерживания компонентов зависит от диаметра и толщины полипропиленовых труб.
Невозможно предотвратить перегрев деталей. В этом случае существует вероятность деформации фитинга и трубки. Все из-за потери прочности, вызванной слишком высокой температурой. Естественно после такого подключения невозможно.
Недостаточный нагрев при сварке полипропиленовых труб согласно инструкции категорически запрещен. Дело в том, что выполненное таким образом соединение будет иметь желаемую надежность. Это значительно увеличивает риск потери герметичности всей конструкции. О длительной эксплуатации в этом случае не может идти и речи.
О длительной эксплуатации в этом случае не может идти и речи.
Чтобы вставить трубу в муфту, потребуется приложить некоторое усилие. То же самое и с фитингом. Дело в том, что насадка выполнена в виде конусов. Однако их наклон составляет пять градусов. Диаметр рабочей поверхности соответствует продукту посередине.
Когда вы вставляете товар в рукав, нужно довести его до упора. Сложность заключается в том, чтобы давить при любых обстоятельствах.Это может вызвать повреждение конструкции.
При сильном раздавливании ухудшает проводимость продукта. Это связано с тем, что в конце образуется утолщение. Но так как она внутри, то сбоку ее заметить несложно. Так что нужно проявлять особую осторожность.
Чтобы не ошибиться и все делать по инструкции, измерьте глубину рукава. Затем возьмите линейку и сделайте отметку на трубе изделия. Такая предосторожность застрахует вас от неприятных сюрпризов.
Внимание! Когда вы соединяете изделие вместе с муфтой, у вас есть несколько секунд, чтобы исправить свое положение.
Обезжирить зону сварки ↑
Для получения качественного соединения необходимо обезжирить зону сварного шва. Возьмите вату и полейте небольшим количеством спирта. Затем нанесите покрытие на внутреннюю часть фитинга. Также придется делать с концом трубы.
Не забывайте удалять частицы абразива. Даже пыль может отрицательно сказаться на качестве соединения при сварке полипропиленовых конструкций.Именно поэтому этому вопросу уделено столько внимания в инструкции.
Внимание! Пыль и песок вредны для тефлонового покрытия машины для сварки.
Спирт нужно обрабатывать не только деталями, но и насадками. Эта мера предосторожности поможет избежать прилипания пластика. Благодаря этому также снижается риск повреждения тефлонового покрытия. Такое случается довольно часто при механическом удалении мертвых останков с полипропиленовой рабочей поверхности.
Монтаж производится при установке элементов с помощью фурнитуры.Также должны быть установлены повороты. Последние лучше всего приваривать отдельно, чтобы не нарушать руководство пользователя.
Последние лучше всего приваривать отдельно, чтобы не нарушать руководство пользователя.
Не забывайте, что по Общей инструкции по строительству следует позаботиться о переходах между стенами. Также нужно произвести подключение к железам. Тогда сварку можно будет делать на весу.
К стенкам трубы крепятся при помощи хомутов. Они обеспечивают надежное крепление и могут служить десятилетиями. Она полипропиленовая конструкция просто одевается в них.
Внимание! Если у вас частный дом, пластиковые конструкции нельзя подводить непосредственно к котлу. Для этого потребуется специальная примерка.
Основной частью арматуры, соединяющей полипропиленовую конструкцию с котлом, является металлическая деталь длиной около полуметра. Он подключается непосредственно к обогревателю.
Преимущество конструкций из полипропилена в том, что их можно легко проложить внутри стен, и это не нарушает правила эксплуатации жилого дома.Однако перед тем, как начать использовать трубопровод, необходимо провести испытание на герметичность.
Как видите, инструкция по сварке полипропиленовых труб ничего особо сложного не представляет. Достаточно соблюдать рекомендации, чтобы поддерживать нужную температуру, и не забывать о предварительной очистке и обезжиривании деталей.
Связанные с контентом
ГруппаP1 устанавливает трубопровод Aquatherm PP-R, экономя время, когда каждая секунда на счету
Благодаря легкому весу трубопроводов Aquatherm PP-R, работники P1 Group смогли предварительно изготовить большие секции в своем цехе, транспортировать их на строительную площадку и быстро поднять на место, сэкономив время, необходимое для выполнения 24-часовой работы по установке. .
Компания P1 Group из Лоуренса, штат Канзас, успешно завершила установку всего за 24 часа, применив Aquatherm со случайным полипропиленом (PP-R) Blue Pipe® для замены трубы из углеродистой стали на литьевом заводе Berry Global. Легкую трубу легко транспортировать и легко соединить с помощью беспламенной технологии плавления, что экономит время. Скорость установки была больше, чем просто выигрыш в производительности для подрядчика; в Berry Global потеря всего лишь полсекунды рабочего времени может стоить десятки тысяч долларов.
Скорость установки была больше, чем просто выигрыш в производительности для подрядчика; в Berry Global потеря всего лишь полсекунды рабочего времени может стоить десятки тысяч долларов.
Сложный переход
Berry Global потребовалось заменить большую часть трубы, используемой для подачи охлаждающей воды к более чем 20 машинам для литья под давлением и термоформовочным машинам. Существующие трубопроводы из углеродистой стали, а также резервуар для хранения охлажденной воды меньшего размера показали чрезмерную коррозию. Охлаждение форм — это критически важная и чувствительная ко времени часть процесса литья под давлением; завод уже начал нести убытки, потому что ржавчина и окалина мешали промывке форм холодной водой.
«Время цикла [охлаждения] на некотором оборудовании увеличилось из-за горячих сердечников. Это привело к значительным потерям в производстве », — сказал Джейкоб Фрэнсис, супервайзер по техническому обслуживанию оборудования. Растущие производственные требования к резервуару-хранилищу меньшего размера и системе трубопроводов усугубили сложную проблему.
Сама система проста. Охлажденная вода выходит из чиллера при температуре 55 ° F и направляется непосредственно в оборудование для литья под давлением. Вода выходит через отверстия в алюминиевом или стальном формовочном оборудовании и циркулирует в том, что изначально было резервуаром для хранения емкостью 4000 галлонов, а затем снова проходит через охладитель.Однако, по словам Фрэнсиса, при необходимых 3800 галлонах в минуту у воды никогда не было возможности «осесть», что привело к поглощению воздуха внутри системы. Полностью вентилируемая система не только сильно ржавела, но и избыточный воздух также препятствовал прилипанию химикатов для обработки воды и эффективно защищал трубы из углеродистой стали. Коррозия уже проела две дыры в резервуаре с холодной водой.
Ситуация будет только ухудшаться до тех пор, пока не будут заменены трубопроводы, но это создало еще большую проблему: как заменить сварные стальные трубы диаметром 300 дюймов на 10 и 16 дюймов в производственном процессе, который практически никогда не останавливается? Завод в Лоуренсе, один из 130 предприятий Berry Global по всему миру, производит пластиковые стаканы и емкости для пищевых продуктов для различных ресторанов и
предприятий пищевой промышленности и производства напитков. Завод работает круглосуточно и без выходных, каждый день в году, за исключением дня или двух на День Благодарения и Рождество. Прекращение работы всего на один час обходится дорого — одной компании Berry Global наверняка придется заплатить в несколько раз больше, если трубопровод будет заменен сварной углеродистой сталью, установка которой может занять много времени.
Завод работает круглосуточно и без выходных, каждый день в году, за исключением дня или двух на День Благодарения и Рождество. Прекращение работы всего на один час обходится дорого — одной компании Berry Global наверняка придется заплатить в несколько раз больше, если трубопровод будет заменен сварной углеродистой сталью, установка которой может занять много времени.
Aquatherm упрощает установку
Тодд Михальчик, оценщик промышленного оборудования и руководитель проекта в P1 Group, предложил трубопроводные системы Aquatherm PP-R, хотя никто из P1 Group не устанавливал трубы Aquatherm с такими большими диаметрами.Беседы Михальчика с местными представителями филиала Лоуренса в Фергюсоне, оптового дистрибьютора сантехнических и механических принадлежностей с 1400 точками, обслуживающими клиентов по всей территории США, Пуэрто-Рико, Карибского бассейна и Мексики, убедили его в том, что трубопровод может стать ответом на его вопросы. давний клиент Berry Global.
Застрявший между дорогостоящим остановом и быстро разрушающейся системой, Фрэнсис согласился. Он дал P1 Group зеленый свет на установку Aquatherm Blue Pipe для замены трубопроводов охлажденной воды, обслуживающих две трети процессов литья под давлением на заводе.
Он дал P1 Group зеленый свет на установку Aquatherm Blue Pipe для замены трубопроводов охлажденной воды, обслуживающих две трети процессов литья под давлением на заводе.
В отличие от металлических труб, которые необходимо приварить на рабочем месте, компоненты труб Aquatherm соединяются с помощью безопасного и простого процесса термического сплавления, что позволяет создавать практически герметичные соединения за считанные минуты. Поскольку продукт настолько легкий, большие секции могут быть изготовлены в мастерской подрядчика или в Линдоне, штат Юта, в штаб-квартире Aquatherm в Северной Америке, а затем легко транспортированы на строительную площадку. Поскольку Aquatherm PP-R полностью не подвержен коррозии, он не разрушается, не ослабевает и не накапливается, как системы металлических трубопроводов, и не требует химической обработки.
«Сначала у нас было три дня на фактическую установку, но это сократилось до 24 часов. … Сроки были действительно сложными, но Aquatherm значительно упростил задачу ».
—Тодд Михальчик, оценщик промышленного оборудования и руководитель проекта, P1 Group

На тренинге, проведенном незадолго до проекта Berry, специалисты по установке, региональный менеджер по продажам Aquatherm Майк Энгл и Натан Гейер из Ferguson, обучили технических специалистов P1 Group соответствующим процедурам термоядерного синтеза.«Около пяти или шести наших монтажников прошли пятичасовой курс, проводимый Aquatherm, где они изучили все различные методы сварки плавлением плавлением», — сказал Михальчик.
Установка включала строительство нового внешнего резервуара охлажденной воды на 10 400 галлонов, 16-дюймового подающего и обратного трубопроводов в резервуар и из резервуара, а также труб различной длины 12 дюймов и 10 дюймов, соединяющих коллектор Aquatherm 16 дюймов с различными системами впрыска. -формовочные прессы. Почти все секции трубопроводов были изготовлены заранее в производственном цехе P1 Group, а затем установлены с использованием арендованного оборудования для стыковой сварки и ручного оборудования для сварки муфт.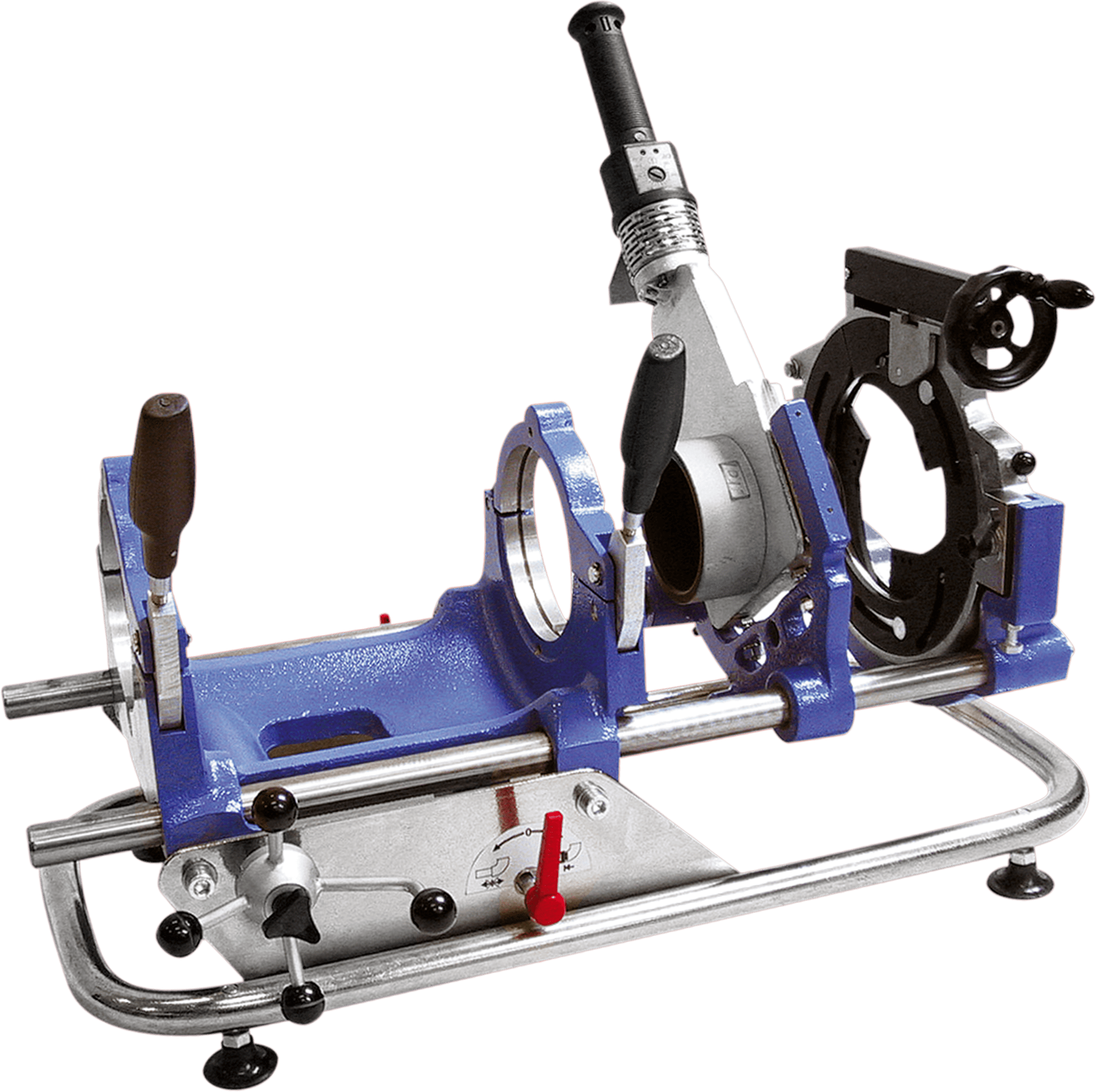 Единственным исключением был коллектор диаметром 16 дюймов, который был изготовлен командой Aquatherm Design & Fabrication Services, поскольку у P1 Group не было свободного доступа к сварочному оборудованию, необходимому для труб большого диаметра.
Единственным исключением был коллектор диаметром 16 дюймов, который был изготовлен командой Aquatherm Design & Fabrication Services, поскольку у P1 Group не было свободного доступа к сварочному оборудованию, необходимому для труб большого диаметра.
Изготовленные секции трубопроводов, некоторые из которых были 15 футов или длиннее, были достаточно легкими, чтобы их можно было перенести в монтажное пространство и поднять на место всего двумя рабочими — огромное преимущество для P1 Group, учитывая постоянно сокращающееся окно установки проекта. «Сначала у нас было три дня для фактической установки, но это сократилось до 24 часов в Страстную пятницу перед Пасхой.Сроки были действительно сложными, но Aquatherm значительно упростил задачу », — сказал Михальчик.
«Удачная ошибка»
Сотрудники P1 Group быстро освоили методы беспламенной сварки плавлением, необходимые для соединения труб Aquatherm PP-R Blue Pipe, которая не только безопаснее традиционной сварки, но и экономит время.
Единственный сбой, возникший при ночной установке, стал благом для Михальчика и его команды. В какой-то момент установщики обнаружили, что две из 10-дюймовых линий 16-дюймового заголовка были слишком короткими.Это могло бы вызвать панику открытие, если бы не Энгл, Гейер и Кент Крамер из Фергюсона, которые были на стройплощадке во время монтажа и смогли наблюдать за импровизированной сваркой труб, чтобы отрегулировать длину 10-дюймовой трубы.
«Они показали нам, насколько легко это исправить. В каком-то смысле это была удачная ошибка, потому что теперь мы знаем, что можем легко справиться с ней самостоятельно. Теперь я точно верю в Aquatherm », — сказал Михальчик.
Фрэнсис также убежден, что он принял правильное решение, выбрав Aquatherm.Фактически, ему было установлено еще 700 футов труб Aquatherm Blue Pipe для бытового водоснабжения на ближайший склад Берри, и он надеется найти еще больше возможностей для использования трубопроводов Aquatherm.
Изоляция не требуется
P1 Group рекомендовала трубопроводные системы Aquatherm PP-R для литья под давлением Berry Global, поскольку они устойчивы к коррозии, ржавчине и окалине, что исключает простои из-за коррозии труб в будущем. Рабочие смогли установить 300 футов новой трубы всего за 24 часа.
Рабочие смогли установить 300 футов новой трубы всего за 24 часа.«Тот факт, что нам не пришлось изолировать трубу, — еще одно огромное преимущество. Ни одна из внутренних труб не должна иметь никакой изоляции, даже несмотря на то, что мы переносим воду с температурой 55 ° F при температуре окружающей среды 80 ° F », — сказал Фрэнсис. Фрэнсис добавил, что, несмотря на очень теплые и влажные дни с момента установки трубы, он еще не заметил ни капли конденсата на трубе Aquatherm. «У меня есть один фланец, где труба из углеродистой стали встречается с Aquatherm», — сказал Фрэнсис. «Я могу положить руку на каждую и почувствовать, что температура Aquatherm чуть ниже комнатной, в то время как труба из углеродистой стали действительно холодная.”
Низкая теплопроводность (значение R, равное одному или более в зависимости от размера трубы и стандартного соотношения размеров) делает изоляцию Aquatherm ненужной в некоторых случаях применения внутри помещений. Это не только снижает затраты на установку, но и обеспечивает более чистую и однородную установку, в которой труба открыта для облегчения осмотра. «Это действительно выглядит круто», — сказал Фрэнсис, который также поблагодарил P1 Group за очень профессиональную установку.
«Это действительно выглядит круто», — сказал Фрэнсис, который также поблагодарил P1 Group за очень профессиональную установку.
На заводе уже наблюдались улучшения в производительности системы, как с точки зрения использования чиллера, так и с точки зрения эффективности насоса.Возможно, что еще более важно, завод Berry устранил в будущем простои из-за коррозии труб — по крайней мере, там, где установлен Aquatherm. Более того, компания практически устранила необходимость химической обработки трубопроводной системы. «Для такого технологического проекта Aquatherm был легким выбором», — сказал Фрэнсис.
Для получения дополнительной информации посетите www.aquatherm.com.
training.gov.au — CPCPCM3022A — Сварка полиэтиленовых и полипропиленовых труб методом плавления
CPCPCM3022A — Сварка полиэтиленовых и полипропиленовых труб методом сварки (Версия 1)
Сводка
Рекомендация по использованию:
Заменено
Релизов:
| 1 1 (этот выпуск) | 07 февраля 2013 г. |
 Если вы столкнулись с проблемами, связанными с содержанием на этой странице, рассмотрите возможность загрузки содержания в его исходной форме
Если вы столкнулись с проблемами, связанными с содержанием на этой странице, рассмотрите возможность загрузки содержания в его исходной форме
 Оценка эффективности должна соответствовать руководству по доказательствам.
Оценка эффективности должна соответствовать руководству по доказательствам.













 Таким образом достигается меньшее внутреннее напряжение и более тонкая структура. Мы различаем α и β зародышеобразование. Нуклеация осуществляется простым добавлением ppm (частей на миллион) зародышеобразователей. ПП — один из неполярных материалов, поверхность которого практически не набухает и не растворяется. Цементирование невозможно без специальной обработки поверхности. С другой стороны, ПП очень хорошо сваривает. В системах напорных трубопроводов можно использовать сварку муфтой с нагревательным элементом, стыковую сварку нагревательного элемента или технологию сварки бесконтактным инфракрасным излучением (IR-Plus), разработанную GF.
Таким образом достигается меньшее внутреннее напряжение и более тонкая структура. Мы различаем α и β зародышеобразование. Нуклеация осуществляется простым добавлением ppm (частей на миллион) зародышеобразователей. ПП — один из неполярных материалов, поверхность которого практически не набухает и не растворяется. Цементирование невозможно без специальной обработки поверхности. С другой стороны, ПП очень хорошо сваривает. В системах напорных трубопроводов можно использовать сварку муфтой с нагревательным элементом, стыковую сварку нагревательного элемента или технологию сварки бесконтактным инфракрасным излучением (IR-Plus), разработанную GF. Для таких требований решающую роль играет технология сварки. При использовании сварочной технологии BCF Plus исключаются валики и мертвые зоны. Это предотвращает накопление микроорганизмов, улучшая тем самым качество воды. Для всех других промышленных применений, особенно связанных с агрессивными средами, высокими ударными и температурными нагрузками, GF рекомендует PROGEF Standard с оптимальным профилем характеристик. Материал, используемый для системы PROGEF Natural, представляет собой беспигментированный статистический сополимер, который особенно отличается следующими характеристиками:
Для таких требований решающую роль играет технология сварки. При использовании сварочной технологии BCF Plus исключаются валики и мертвые зоны. Это предотвращает накопление микроорганизмов, улучшая тем самым качество воды. Для всех других промышленных применений, особенно связанных с агрессивными средами, высокими ударными и температурными нагрузками, GF рекомендует PROGEF Standard с оптимальным профилем характеристик. Материал, используемый для системы PROGEF Natural, представляет собой беспигментированный статистический сополимер, который особенно отличается следующими характеристиками: PP-R имеет очень хорошую длительную прочность на ползучесть при более высоких температурах, таких как, например, 80 ° C при постоянном напряжении. В отличие от полиэтилена, полипропилен менее устойчив к ударам при температуре ниже 0 ° C. По этой причине GF рекомендует использовать ABS или PE для низкотемпературных применений. Долговременное поведение сопротивления внутреннему давлению обеспечивается кривой гидростатической прочности на основе стандарта EN ISO 15494 (см. Раздел «Расчет и долговременное поведение для полиэтилена»). Пределы применения для труб и фитингов, указанные в давлении —
PP-R имеет очень хорошую длительную прочность на ползучесть при более высоких температурах, таких как, например, 80 ° C при постоянном напряжении. В отличие от полиэтилена, полипропилен менее устойчив к ударам при температуре ниже 0 ° C. По этой причине GF рекомендует использовать ABS или PE для низкотемпературных применений. Долговременное поведение сопротивления внутреннему давлению обеспечивается кривой гидростатической прочности на основе стандарта EN ISO 15494 (см. Раздел «Расчет и долговременное поведение для полиэтилена»). Пределы применения для труб и фитингов, указанные в давлении —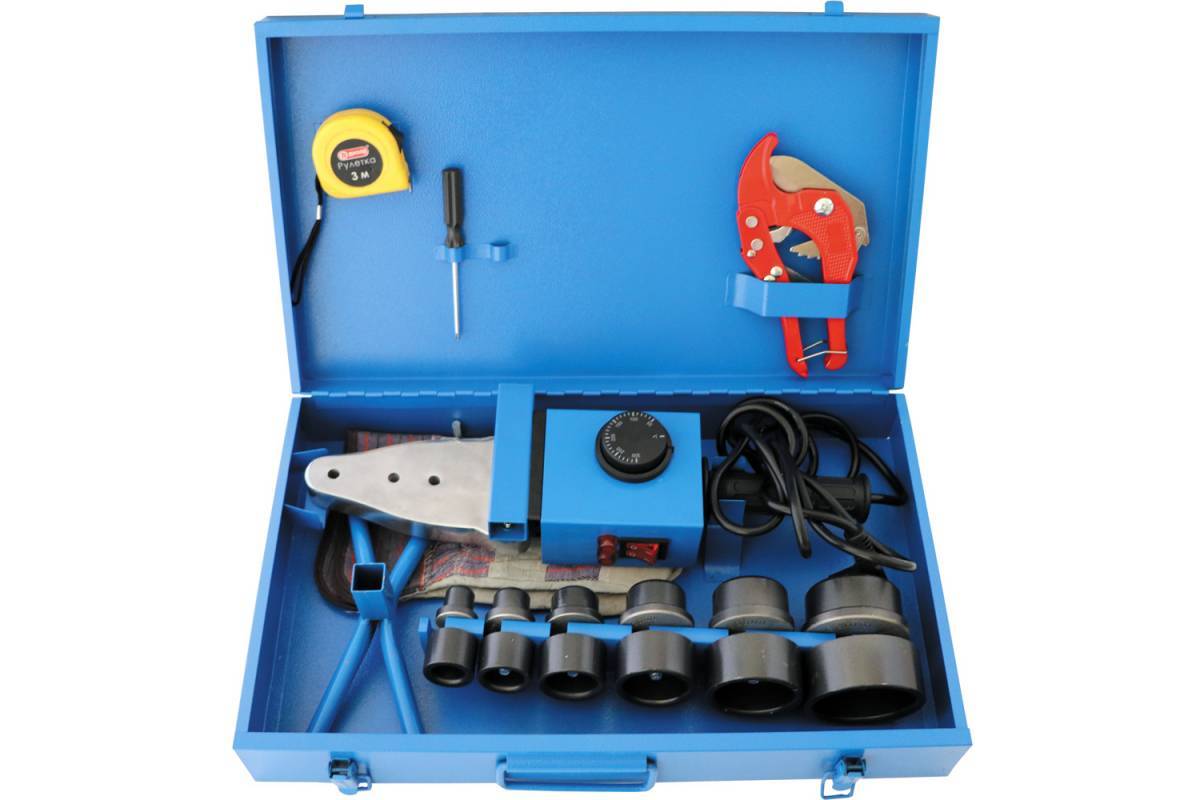 PP устойчив к воздействию кислот, щелочных растворов, растворителей, спирта и воды. Жиры и масла слегка набухают PP. ПП не устойчив к окисляющим кислотам, кетонам, бензину, бензолу, галогенам, ароматическим углеводородам, хлорирован
PP устойчив к воздействию кислот, щелочных растворов, растворителей, спирта и воды. Жиры и масла слегка набухают PP. ПП не устойчив к окисляющим кислотам, кетонам, бензину, бензолу, галогенам, ароматическим углеводородам, хлорирован Это достигается за счет покрытия труб, например. грамм. с изоляцией или покраской трубопроводной системы краской, поглощающей УФ-лучи.
Это достигается за счет покрытия труб, например. грамм. с изоляцией или покраской трубопроводной системы краской, поглощающей УФ-лучи. Благодаря полученным изоляционным свойствам система трубопроводов из полипропилена значительно более экономична по сравнению с системой, изготовленной из такого металла, как медь.
Благодаря полученным изоляционным свойствам система трубопроводов из полипропилена значительно более экономична по сравнению с системой, изготовленной из такого металла, как медь. Во французской классификации строительных материалов полипропилен соответствует М3 (средний рейтинг горючести).
Во французской классификации строительных материалов полипропилен соответствует М3 (средний рейтинг горючести). Отдельный список в разделе Сертификаты).Полипропилен марки PROEF Natural удовлетворяет требованиям, предъявляемым к изделиям или компонентам изделий, контактирующих с пищевыми продуктами. Детали не имеют вкуса и запаха и физиологически инертны в отношении кислых, нейтральных и алкогольных пищевых продуктов, а также молочных продуктов в соответствии с Директивой 2007/19 / EC.
Отдельный список в разделе Сертификаты).Полипропилен марки PROEF Natural удовлетворяет требованиям, предъявляемым к изделиям или компонентам изделий, контактирующих с пищевыми продуктами. Детали не имеют вкуса и запаха и физиологически инертны в отношении кислых, нейтральных и алкогольных пищевых продуктов, а также молочных продуктов в соответствии с Директивой 2007/19 / EC.
 Кроме того, важным фактором является наличие обширного ассортимента оборудования для соединения пластиковых труб и сварки, что способствует росту рынка.Поскольку в отрасли производства пластиковых труб наблюдается устойчивый рост с усовершенствованием и продвижением в секторе оборудования, рынок оборудования для соединения пластиковых труб и сварочного оборудования будет продолжать демонстрировать устойчивый рост.
Кроме того, важным фактором является наличие обширного ассортимента оборудования для соединения пластиковых труб и сварки, что способствует росту рынка.Поскольку в отрасли производства пластиковых труб наблюдается устойчивый рост с усовершенствованием и продвижением в секторе оборудования, рынок оборудования для соединения пластиковых труб и сварочного оборудования будет продолжать демонстрировать устойчивый рост. Еще одним важным элементом этого постоянно растущего спроса является огромное разнообразие доступных методов соединения пластиковых труб и фитингов. Надежность методов соединения и сварки пластиковых труб стыковой и раструбной сваркой была подтверждена различными испытаниями для различных областей применения.
Еще одним важным элементом этого постоянно растущего спроса является огромное разнообразие доступных методов соединения пластиковых труб и фитингов. Надежность методов соединения и сварки пластиковых труб стыковой и раструбной сваркой была подтверждена различными испытаниями для различных областей применения.
 , RITMO S.p.A., CEMAS Elettra S.r.l., Imeco Machine Pvt. Ltd., Wegener Welding, Seelye Acquisitions, Inc., Bielomatik Leuze Gmbh + Co. KG, 3Axis Development, Inc. и т. Д.
, RITMO S.p.A., CEMAS Elettra S.r.l., Imeco Machine Pvt. Ltd., Wegener Welding, Seelye Acquisitions, Inc., Bielomatik Leuze Gmbh + Co. KG, 3Axis Development, Inc. и т. Д. С., Канада)
С., Канада) Сдвинутые вместе в течение определенного времени при определенном давлении, этот метод позволяет поверхностным молекулам двух частей сцепиться, сплавляя их вместе.
Сдвинутые вместе в течение определенного времени при определенном давлении, этот метод позволяет поверхностным молекулам двух частей сцепиться, сплавляя их вместе.