фосфорный, с серебром, почему для стальных деталей иногда пользуются? – Оборудование для пайки на Svarka.guru
Традиционно самым распространенным способом соединения медных труб является пайка. Чтобы создать прочный и долговечный шов, необходимо правильно подобрать припой для пайки меди и флюс, тщательно подготовить поверхность и соблюдать технологию.
Содержание
- 1 Какой припой выбрать?
- 1.1 Медно-фосфорные
- 1.2 Серебряные
- 1.3 Содержание Ag
- 1.4 Практическое применение
- 1.5 Особенности тинолей
- 1.6 Пайка твердым
- 1.7 Низкотемпературные
- 1.8 Высокотемпературные
- 2 Физико-химические свойства
- 2.1 Технические характеристики
- 3 Способы
- 3.1 Что понадобится в процессе?
- 4 Технология
- 4.1 Отрезаем деталь необходимой длины
- 4.2 Наносим флюс на поверхность трубы
- 4.3 Соединяем
- 5 Основные ошибки
Какой припой выбрать?
При пайке медных труб используют два основных типа:
- мягкого, с температурой плавления до 425оС;
- твердого, с температурным диапазоном 460-560оС.


В качестве припоев рекомендовано использование содержащих серебро сплавов. Они обеспечивают высокое качество соединений, но дороги. Медно-фосфорные составы более доступны и подходят для пайки менее ответственных соединений.
Медно-фосфорные
Температура плавления медно фосфорного припоя невысока. Медный припой позволяет обходиться без флюсовых составов. Входящий в состав фосфор защитит рабочую область от воздействия кислорода воздуха.
Шовный материала, сформированный на основе меднофосфористого припоя, весьма прочен и стоек к вибрационным воздействиям. Поэтому фосфористые составы широко используют при пайке компонентов теплообменников.
Почему при спаивании стальных деталей пайщики иногда пользуются медным припоем, а медь стальным припоем паять нельзя? Причина заключается в разнице температур плавления стали и меди. Медные заготовки уже расплавятся, а сталь все еще будет нагреваться.
В то же время медно-фосфорный припой чувствителен к перегреву, поэтому приходится принимать меры к охлаждению стыка. Изделие выпускается в виде прутка. Доступна и медная лента для пайки. Используются для пайки и медно-цинковые низкотемпературные припои.
Изделие выпускается в виде прутка. Доступна и медная лента для пайки. Используются для пайки и медно-цинковые низкотемпературные припои.
Серебряные
Состав из чистого серебра мало подходит для того, чтобы паять медные изделия. В основном используют серебро с добавками железа, висмута и других элементов.
Припой для меди на основе серебра обладает высокой смачиваемостью по отношению к заготовкам и отлично проникает в самые узкие зазоры между ними. Соединения не корродируют и выдерживают большие статические и периодические динамические нагрузки.
Содержание Ag
Химический состав припоев для пайки заготовок из меди с серебром описан в ГОСТ 19738-74. Они обозначаются литерами ПСр ХХ, где цифры определяют долю серебра в процентах
Практическое применение
Составы с высокой процентной долей серебра (50-72) обладают высокой электропроводностью и теплопроводностью. Их используют в электротехнике и электронике.
Сплавы со средним процентным содержанием стоят дешевле и используются для пайки соединений, не подверженных температурным нагрузкам.
[stextbox id=’info’]Составы с низкой процентной долей (5-15) применяются в машиностроении.[/stextbox]
Особенности тинолей
Характерной особенностью серебросодержащих составов является их низкая рабочая температура. Высокая текучесть позволяет расплаву проникать в зазоры и поры и создавать высококачественные швы.
Пайка твердым
Твердые припои применяются для стыков трубок и трубопроводов большего диаметра. При этом используют пастообразный флюс, газовую горелку для разогрева и необходимое вспомогательное оборудование и инструменты.
Низкотемпературные
Низкотемпературные припои плавятся при температуре до 450оС. Невысокая температура позволяет избежать отжига основного материала трубы и сохранить его физико-химические свойства. Припои готовятся на основе оловянных или цинковых сплавов. Применяется в качестве компонента и свинец.
Применяется в качестве компонента и свинец.
Высокотемпературные
Высокотемпературный припой для пайки меди готовят на основе серебра или меди, обладающих высокой температурой плавления. При температурах свыше 450оС происходит отжиг заготовок, ведущий к снижению их прочности.
Физико-химические свойства
Свойства зависят от химического состава сплава. Так, низкотемпературные обладают меньшей прочностью, но не снижают прочностных и упругих характеристик материала деталей.
Высокотемпературные, наоборот, создают соединения высокой прочности, способные противостоять статическим и динамическим нагрузкам. Но при их использовании требуется большая осторожность, чтобы не пережечь и не ослабить основной материал.
Технические характеристики
Температура плавления высокотемпературных составов лежит в пределах 645-815оС. Шов выдерживает нагрузки на разрыв до 250Мпа. Температура эксплуатации соединения, в зависимости от состава, составляет 150-250оС. Кроме собственно меди, такие припои позволяют соединять латуни, красную бронзу, чугуны, стальные и никелевые славы. Паяют ими и алюминий. Кроме того, их используют для соединения деталей из меди и нержавейки.
Кроме собственно меди, такие припои позволяют соединять латуни, красную бронзу, чугуны, стальные и никелевые славы. Паяют ими и алюминий. Кроме того, их используют для соединения деталей из меди и нержавейки.
Способы
Применяется два основных метода пайки медных заготовок:
- Высокотемпературный. Тугоплавкий припой на основе серебра или меди создает жесткое и прочное соединение. Шов называется твердым и выдерживает механические и температурные нагрузки. Чтобы отжиг не приводил к ухудшению прочности основных деталей, следует охлаждать готовую пайку исключительно естественным образом, без обдува холодным воздухом или опускания в жидкость.
[stextbox id=’info’]Такая пайка применяется для труб размером от 12 до 159 мм, работающих при температуре среды до 125оС.[/stextbox]
- Низкотемпературный. Такую пайку называют мягкой. Припои готовят на базе металлов с низкой температурой плавления. Невысокая температура позволяет избежать отжига, и снижения прочности труб не происходит. Метод формирует швы шириной от 7 до 50 мм, на трубах от 6 до 100 мм в диаметре.
 Невысокая температура позволяет избежать отжига, и снижения прочности труб не происходит. Метод формирует швы шириной от 7 до 50 мм, на трубах от 6 до 100 мм в диаметре.
Невысокая температура позволяет избежать отжига, и снижения прочности труб не происходит. Метод формирует швы шириной от 7 до 50 мм, на трубах от 6 до 100 мм в диаметре.Мягкие соединения нельзя использовать при монтаже газопроводов.
Что понадобится в процессе?
Для пайки потребуется:
- флюс для обработки поверхности заготовки;
- припой, соответствующий выбранному методу пайки;
- устройство для снятия фаски с торца трубы;
- проволочные щетка и ерш для того, чтобы зачистить заготовки;
- расширитель труб;
- измерительный инструмент: рулетка, мерный калибр, угольник, ватерпас;
- горелка.
Портативная пропановая горелка дает возможность прогреть стык за несколько секунд. В тех местах, где использование открытого пламени недопустимо, стыки прогревают электропаяльником со сменными прижимами и электродами на разные диаметры трубы
Технология
После того, как принадлежности и инструменты подготовлены, переходят к самой пайке:
Отрезаем деталь необходимой длины
Для раскроя трубных заготовок используют труборезы с ручным или электрическим приводом. Чтобы рез был ровным, после каждого оборота следует затягивать на треть хода регулирующий прижим маховик. Кромку следует обработать фаскоснимателем и зачистить ершиком. Если соединение стыковое, одну из труб следует расширить. Далее поверхности обезжиривают и проверяют качество их сопряжения.
Чтобы рез был ровным, после каждого оборота следует затягивать на треть хода регулирующий прижим маховик. Кромку следует обработать фаскоснимателем и зачистить ершиком. Если соединение стыковое, одну из труб следует расширить. Далее поверхности обезжиривают и проверяют качество их сопряжения.
Наносим флюс на поверхность трубы
Флюсовую пасту наносят на внутреннюю поверхность кисточкой, встроенной в крышку баночки. Она должна быть полностью покрыта флюсом, в то же время на ней не должны скапливаться излишки.
Соединяем
Детали вставляются одна в другую с легким проворотом в обе стороны. Это помогает равномерно распределить флюс.
Излишки флюса необходимо стереть чистой ветошью.
При низкотемпературной пайке включенную горелку направляют на стык. Стык необходимо прогреть равномерно, плавно перемещая факел. Катушку с припоем берут в левую руку. Проволокой касаются зазора, припой плавится и заполняет его.
В этот момент пламя немного отводят в сторону, давая припою затечь в зазор.
Пропаянный стык должен остывать обычным путем, баз обдува или смачивания жидкостью. Это позволит избежать эффекта отжига.
Для высокотемпературной требуется более горячее пламя. Его получают, сжигая смесь пропана с кислородом либо ацетилена с воздухом. Прогревать стык следует равномерно и быстро, избегая пережога. Нужную температуру заготовки (750оС) можно определить по темно- вишневому цвету. Прогретый, но не расплавленный горелкой паяльный состав подают в зону стыка.
Опытные мастера сразу нагревают стык ровно настолько, сколько требуется для плавления и затекания паяльного состава. Начинающим пайщикам придется потренироваться на учебных заготовках. Избыток расплава удаляют медной лентой, предназначенной для удаления припоя. Пропаянный шов должен остывать естественным путем, без обдува холодным воздухом.
После остывания чистой сухой ветошью следует снять остатки флюсовой пасты.
Основные ошибки
Начинающие пайщики часто делают ошибки. Самые типовые из них таковы:
- Не устраненные дефекты поверхности после раскроя: задиры, стружка, овальность. Пайка поверх дефектов ослабляет соединение, снижает его долговечность и герметичность.
- Некачественное обезжиривание.
- Сужение монтажного зазора. Узкая пайка также будет ненадежной.
- Недогрев заготовок. Холодные детали не смогут своим теплом расплавить припой и обеспечить его затекание в монтажный зазор. Холодная пайка может развалиться при простом прикосновении.
- Недостаток флюсовой пасты. Часть поверхности шва, не покрытая флюсом, не очищается от окисной пленки и не пропаивается.
- Пережог стыка. При этом выгорает флюс, окисная пленка не разрушается полностью, кроме того, на поверхности возникает окалина. Прочность пайки существенно снижается.
- Попытка проверки на прочность горячего стыка. Приводит к деформации слоя припоя в монтажном зазоре и его отслоению от деталей.

Частой ошибкой является также пренебрежение требованиями техники безопасности. Высокие температуры, вредные испарения, химически активные флюсы требуют применения средств индивидуальной защиты. К ним относятся:
- защитные очки;
- обувь, одежда и головной убор из негорючей ткани;
- плотные спилковые перчатки
- респиратор.
Рядом с местом пайки не должно быть легковоспламеняемых материалов, оно должно хорошо проветриваться. Нельзя паять в верхнем положении.
Правильно подобранный паяльный состав позволяет получать надежные и прочные паяные соединения. Не менее важно использовать подходящий флюс и строго соблюдать требования технологии пайки и технику безопасности.
Первые несколько швов лучше запаять под присмотром опытного пайщика.
Твердый припой для пайки в Потоке холода
Безаварийной работе кондиционеров и систем охлаждения они обязаны качественным соединениям медных частей с применением современных припоев. Магазин «Поток холода» обладает ассортиментом сплавов для пайки ведущих производителей мира.
Магазин «Поток холода» обладает ассортиментом сплавов для пайки ведущих производителей мира.
Припоем называется металлический сплав для пайки с температурой плавления ниже, чем у соединяемых с его помощью металлических поверхностей.
Заказчики могут приобрести серебряные и латунные твердые припои для плавки немецкой фирмы Rothenberger, испанской компании Senra и отечественного производителя BrazeTec. Вся продукция прошла с успехом многократные практические испытания. Высококачественный припой гарантирует прочность и заявленную длительность эксплуатации медных труб и фитингов.
Серебряный твердый припой для капиллярной пайки
Твердыми считаются металлические сплавы, температура плавки которых превышает +450С. В капиллярной пайке медных трубопроводов применяются более тугоплавкие сплавы с температурой плавления более +600С . Такой вид крепежа гарантирует надежность фиксации металлических элементов при значительных температурных перепадах и вибрациях.
Наилучшие показатели сцепления медных поверхностей демонстрируют медно – цинковые сплавы с содержанием серебра. Чем выше процент серебряного компонента, тем выше прочностные характеристики спаиваемого медного соединения. Серебро придает сплаву более высокую текучесть, способствующую глубинному проникновению в микроскопические поры предварительно разогретых медных поверхностей.
Температура плавления серебряных припоев самая высокая и может превышать +800С. Это позволяет приподнять температурный ограничитель транспортируемых по медным трубопроводам нагретых жидкостей и газов.
При монтаже медных трубопроводов систем охлаждения и кондиционеров, для расплавления твердых припоев используют газовые горелки. Обычные электрические паяльники предназначены для пайки легкоплавными припоями и не пригодны для фиксации труб из меди.
Достоинством химических соединений меди, цинка и серебра есть их универсальность. Возможна пайка не только изделий из меди, но и из алюминия, из нержавеющей и обычной стали. Твердые припои с серебром используются при сборке и ремонте автомобильных радиаторов, при монтаже теплообменников и в обустройстве систем обогрева.
Твердые припои с серебром используются при сборке и ремонте автомобильных радиаторов, при монтаже теплообменников и в обустройстве систем обогрева.
Существенным недостатком серебряных сплавов есть их высокая цена. В случаях, когда трубопроводы не подвергаются сильным вибрациям, оптимальным будет использование латунных припоев.
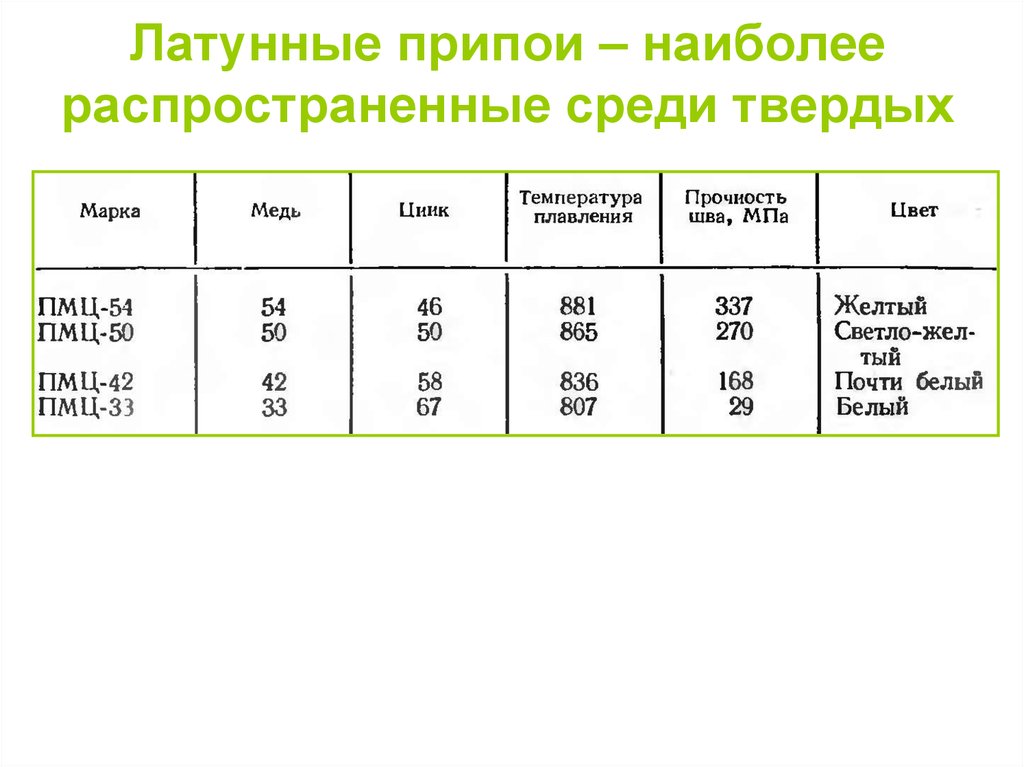
Твердый латунный припой для пайки медных труб
Латунь – это химическое соединение меди и цинка. Сплав плавится в температурном интервале +600С — +800С. На граничные показатели плавления влияет пропорциональное содержание меди. Чем больше процент медного компонента, тем выше температурный показатель плавления.
Для снижения границы расплавления в состав латунного припоя вводят олово. Добиться более низкого предела плавки можно и с помощью применения специальных флюсов.
Кремний добавляют в данный вид сплава, чтобы снизить испаряемость цинка.
Воспользовавшись услугами магазина «Поток холода» вы получите исчерпывающую информацию о химическом составе, технических характеристиках каждого представленного нами вида твердого припоя.
Заказывайте высококачественные твердые серебряные и латунные припои для пайки в «ПХ»!
В чем разница между сантехническим и электрическим припоем?
Перейти к содержимому В чем разница между сантехническим и электрическим припоем?Припой для сантехники и припой для электроники
Пайка — это стратегия, используемая для соединения двух отдельных металлов с использованием другого металла (или металлического сплава) с низкой температурой плавления. Источник тепла, такой как паяльник, повышает температуру двух соединяемых металлов. Когда припой вступает в контакт с нагретыми металлами, он плавится. Расплавленный припой стекает по металлу и быстро затвердевает, связывая их вместе.
Этот плавящийся металлический сплав, сам припой, доступен в различных вариантах в зависимости от предполагаемого использования. Таким образом, припой для электрических применений отличается от припоя, используемого, например, для медных труб. Исторически сложилось так, что свинец фактически был типичным элементом припоя из-за его достаточно низкой температуры плавления. Другими металлами, типичными для припоев, являются, в частности, олово, медь и серебро.
Другими металлами, типичными для припоев, являются, в частности, олово, медь и серебро.
Припой обычно можно разделить на 2 категории; припои на основе свинца (обычно смесь свинца и олова) и более современные бессвинцовые припои, в которых используется олово вместе с другими металлами, такими как серебро, медь, висмут или сурьма.
Электронный припой
Электрический припой
Электрические припои имеют более низкую температуру плавления (около 360 ˚F), в то время как припои, используемые в сантехнике, имеют более высокую температуру плавления, обычно значительно превышающую 400 ˚F. Вот почему электрическую пайку можно выполнять с помощью паяльника, в то время как при пайке многих труб используется газовая горелка для нагрева металлов. Электрические припои также, как правило, имеют меньший размер, что говорит о том, что они плавятся быстрее, в отличие от припоя для труб, который обычно имеет более толстую толщину и требует больше тепла для плавления.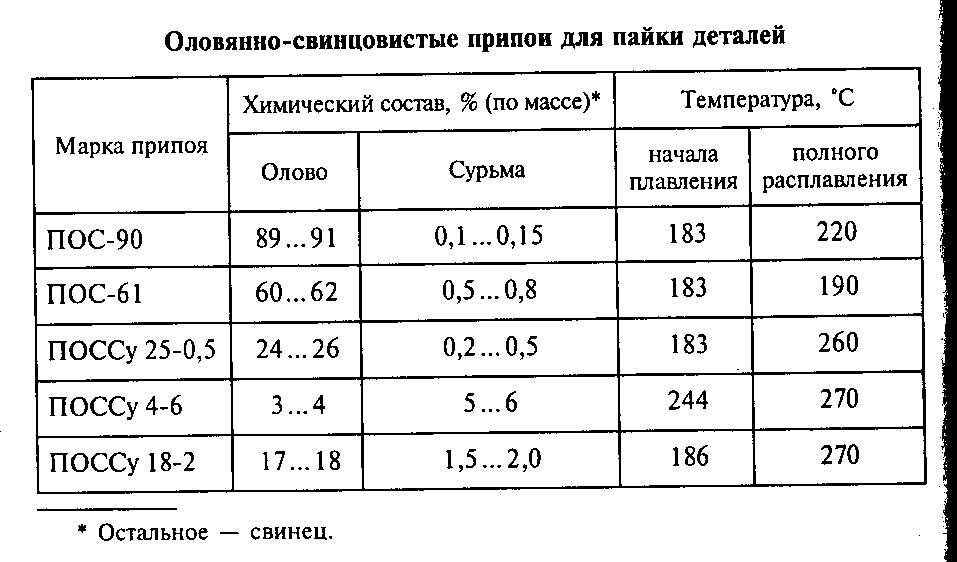
Припой для сантехники
Другое различие в сантехнике заключается в том, используются ли трубопроводы для канализации или для питьевой воды. Для предыдущего допустим припой на основе свинца. Однако большинство местных норм требуют использования бессвинцового припоя на всех соединениях труб питьевой воды.
Возможно, решающим различием между электрическим припоем и припоем для труб является тип флюса, который используется в каждом конкретном случае. Флюс используется для очистки металлов, которые должны быть подписаны, удаляя любое окисление и предотвращая его образование. Флюс также способствует смачиванию, помогая припою течь и легче сцепляться с металлами.
Обычно электрический припой состоит из флюса на основе канифоли; при пайке труб используется флюс на кислотной основе. Поэтому не рекомендуется использовать сантехнический припой для электрических соединений, потому что кислота во флюсе может повредить электрическую проводку и привести к нарушению соединения.
South End Plumbing специализируется на всех сантехнических услугах, поэтому помните, что мы на расстоянии одного клика. Мы также специализируемся на обнаружении утечек — позвоните нам! South End Plumbing — одна из немногих компаний, которая предоставит вам бесплатную оценку. Позвоните нам по телефону 704-919-1722 или заполните онлайн-форму, чтобы запланировать посещение.
В начало
Какова температура плавления припоя?
Температура плавления припоя – это температура, при которой припой меняет свое состояние с твердого на жидкое. Типичная температура плавления обычного припоя находится в диапазоне от 90 до 450 °C (от 190 до 840 °F | от 360 до 720 K) .
Припой представляет собой легкоплавкий клейкий металлический материал, плавящийся при нагревании и затвердевающий при охлаждении. Он используется в области электроники для соединения выводов компонентов с контактными площадками на печатной плате. Он соединяет два металла электрически и механически после охлаждения.
Припой доступен в широком диапазоне составов сплавов. % массы композиций сплава определяет температуру плавления припоя. Здесь приведены некоторые составы бессвинцовых припоев и температуры их плавления.
составы сплавного сплава (% веса) | Деталь композиции | ТЕМПЛЕКТОР | EUTECTECT DETMOR0003 | ||||||||
95.5% Sn/3.5% Ag/1% Zn | Tin-Silver-zinc | 218°C – 221°C | No | ||||||||
95% SN/5% AG | TIN-SILVER | 221 ° C-240 ° C | NO | ||||||||
96% SN/4% AG | 96% SN/4% AG | 96% SN/4% AG | 966% 9000. | 96% 9000. 96% SN/4%. 221°C- 225°C № | |||||||
97.5% Sn/2.5% Ag | Tin-Silver | 221°C – 226°C | No | ||||||||
97% Sn/2% Cu/ 0,8% SB/0,2% AG | Tin-Copper-Silver | 226 ° C-228 ° C | NO | ||||||||
97%/3% | |||||||||||
97%/3% | |||||||||||
97%/3% | |||||||||||
97%. -Медь | 227°C – 300°C | No | |||||||||
95% Sn/5% Sb | Tin-Antimony | 232°C – 240°C | No | ||||||||
91. | Tin-Antimony | 232°C – 240°C | No | ||||||||
95.6Sn3.5Ag0.9Cu | Tin-Silver-copper | 217 °С | Yes | ||||||||
95.5Sn3.9Ag0.6Cu | Tin-Silver-copper | 217°C | Yes | ||||||||
97In3Ag | Indium –Silver | 143 °C | Yes | ||||||||
65Sn25Ag10Sb | Tin-Silver- Antimony | 233°C | Yes | ||||||||
95Zn5Al | Zinc — Aluminium | 382°C | Yes | ||||||||
91Sn9Zn | Tin – Zinc | 199° C | Да | ||||||||
58BI42SN | Бисмут — TIN | 138 ° C | Да 138 ° C | Да0003 |
 5% Sn/8.5% Sb
5% Sn/8.5% Sb Припой может быть классифицирован как припой на основе свинца (изготовленный из смеси свинца и олова) и бессвинцовый припой (изготовленный из смеси других металлов, таких как олово с серебром, кроме свинца).