ТЕМПЕРАТУРА СВАРОЧНОЙ ВАННЫ | Инструмент, проверенный временем
Температуры жидкого металла в различных точках сварочной ванны могут сильно различаться между собой. У границы с твердым металлом температура жидкого металла близка к температуре его плавления (табл. 7.2). Она может быть как несколько ниже Тпл вследствие кристаллизационного переохлаждения, так и выше при больших скоростях движения жидкого металла вдоль твердой границы. Как следует из рис. 7.19, расплавляю-
Таблица 7.2. Температуры плавления и кипения различных металлов, К, при атмосферном давлении
|
щийся на передней кромке ванны жидкий металл поступает в ее заднюю часть, проходя вдоль боковых поверхностей и дна ванны. При этом скорости движения металла могут превышать скорость сварки в 1,5…10 раз. Максимальные температуры жидкого металла существенно зависят от источника теплоты. При лучевых способах сварки, особенно при значительной концентрации энергии в пятне нагрева, металл может достигать температуры кипения (см. табл. 7.2).
Дуговые и плазменные источники энергии также способны создавать на поверхности металла довольно высокие температуры, например у сталей до 2300 К.
При способах сварки плавлением, особенно с использованием дуги, происходит интенсивное перемешивание жидкого металла как вследствие его движения из передней части ванны в заднюю, так и под влиянием других воздействий источника теплоты на жидкий металл. Происходит интенсивный теплообмен между отдельными порциями различно нагретого жидкого металла, а также вследствие теплоотвода в твердый металл. По этой причине энергетическое состояние ванны целесообразно характеризовать не только возможными максимальными и минимальными температурами, но и средней температурой жидкого металла. Она зависит от режима сварки (тока, напряжения, скорости сварки), характера подачи присадочного металла, устойчивости дуги и положения ее активного пятна. Например, средняя температура ванны при аргонно-дуговой сварке алюминиевого сплава АМгб может изменяться от 920 до 1050 К при возрастании тока от 300 до 450 А при (/д= 14 В и от 1070 до 1200 К при 8 В, в то время как температура плавления сплава АМгб составляет около 890 К.
Плавленые флюсы — Сварка металлов
Плавленые флюсы
Категория:
Сварка металлов
Плавленые флюсы
Сварка под флюсом отличается следующими металлургическими особенностями. Исходный металл, основной и электродный, обычно отличается достаточной чистотой и вполне удовлетворительным химическим составом. В процессе сварки низкоуглеродистой стали наиболее сильно испаряется и выгорает марганец; наплавленный металл окисляется с образованием закиси железа FeO. Поэтому флюс должен быть хорошо раскислен и совместно с электродной проволокой пополнять содержание марганца в ванне. Но и совершенно раскисленный флюс, т.
Эти реакции обогащают наплавленный металл кремнием и марганцем, но одновременно и закисью железа FeO, для удаления которой необходимо применять соответствующие меры, например поддерживать кислый характер шлака, что связывает FeO в силикат, нерастворимый в жидком металле. Повышение содержания марганца за счет плавленых флюсов практически никогда не бывает чрезмерным. Увеличение содержания кремния иногда превышает допустимые пределы, и приходится принимать меры к его снижению.
физические свойства флюса не менее важны, чем его химический состав. Температура плавления флюса, как правило, не должна превышать 1200° С. Вязкость флюса в расплавленном состоянии должна быть незначительной. В большинстве случаев лучшие результаты обеспечивают флюсы, дающие при расплавлении короткий шлак.
Для уменьшения вязкости флюса и снижения его температуры плавления применяют специальные добавки: природный минерал — плавиковый шпат, по химическому составу представляющий собой почти чистый фтористый кальций CaF2. Однако при сварке он образует вредные газы, содержащие фтор, а также снижает устойчивость горения дуги.
Применяемые плавленые флюсы имеют стеклообразный вид, аморфны, частицы их полупрозначны; называются они стекловидными, или «флюс-стекло»; насыпной вес 1,5—1,8 г/смъ. Иногда применяется пемзовидный флюс, или «флюс-пемза», имеющий насыпной вес 0,6—0,9 г/см? и состоящий из непрозрачных мелкопористых частиц. Грануляция флюсов, т. е. размеры зерен, в разных случаях колеблется от 0,5 до 3 мм.
Чаще всего применяемые плавленые флюсы представляют собой искусственные силикаты, выплавляемые в печах, имеют слабо кислый характер и, по содержанию закиси марганца, относятся к высокомарганцовистым. Во флюсе различают основу, добавки, примеси и загрязнения. Основой флюса являются обычно двойной или тройной силикат закиси марганца, окиси кальция, окиси магния, алюминия и т.
Безмарганцовистые флюсы при сварке низкоуглеродистой стали в настоящее время не применяются. Получить удовлетворительные результаты сварки низкоуглеродистой стали под среднемарганцо-вистыми флюсами можно лишь пользуясь специальной электродной проволокой с повышенным содержанием марганца. Применение среднемарганцовистых флюсов весьма незначительно.
Одним из лучших и широко применяемых в нашей промышленности является высокомарганцовистый флюс ОСЦ-45, разработанный К. В. Любавским. Это силикат марганца Mn0Si02, к которому для снижения температуры плавления и вязкости и для улучшения технологических свойств добавлен при выплавке фтористый кальций (остальное случайные примеси и загрязнения). Флюс обладает высокой жидкотекучестыо и малой вязкостью при температуре плавления стали. Вследствие высокого содержания закиси марганца этот флюс можно применять при сварке низкоуглеродистых сталей стандартной низкоуглеродистой электродной проволокой; при этом швы получаются высокого качества. Флюс ОСЦ-45 менее чувствителен, чем другие плавленые флюсы, к отклонениям в химическом составе основного металла, электродной проволоки и самого флюса, а также к ржавчине, содержащейся на поверхности основного металла, что практически очень ценно.
К недостаткам флюса можно отнести высокое содержание фтора, могущее вызвать отравление работающих при сварке в замкнутых пространствах (внутри котлов, резервуаров и т. п.), и также снижающее устойчивость дуги.
п.), и также снижающее устойчивость дуги.
Флюс АН-348, разработанный в Институте электросварки им. Е. О. Патона, обеспечивает несколько большую устойчивость дуги по сравнению с флюсом ОСЦ-45. Еще выше устойчивость дуги при сварке под флюсом АН-348-А, выделяющем также меньше вредных газов при работе ввиду пониженного содержания CaF,. Флюсы ОСЦ-45 и АН-348 производятся промышленностью в больших количествах.
Реклама:
Читать далее:
Керамические неплавленые флюсы
Статьи по теме:
Универсальная технология создания соединений благодаря высокотехнологичной MIG пайке
Главная » Статьи » Универсальная технология создания соединений благодаря высокотехнологичной MIG пайкеОсобые преимущества MIG пайки (плавящимся электродом в среде защитного газа) обеспечили этой альтернативной технологии возможность применения во многих отраслях промышленности.
Традиционная область применения данной технологии — обработка оцинкованных стальных листов — пополнилась пайкой высоколегированных и низколегированных сталей и сталей без покрытия.
Для использования технологии MIG пайки требуется инверторный источник питания, обладающий особыми характеристиками. В качестве присадочного металла здесь служит провод, состоящий в основном из меди. Чаще всего используются сплавы SG-CuSi3 и SG-CuAl8. Основное отличие данной технологии от традиционной GMA сварки — это присадочный металл.
Благодаря низкой температуре плавления присадочного металла — составляющей от 900°C до 1 100°C — в процессе MIG пайки не происходит плавления основного металла. Это обусловлено тем, что температура плавления основного металла — стали, составляющая 1 500 °C, не достигается.
Прочное соединение заготовок обеспечивается за счет диффузии (Рис. 1).
Рис. 1: Оптимальное перекрытие зазора
Необходимость в использовании каких-либо стандартных флюсов, которые используются в традиционных технологиях сварки и зачастую могут вызывать серьезные проблемы, отсутствует. Дуга, горящая на проволочном электроде (положительном), сама активизирует поверхность.
Чистый аргон — это наиболее часто используемый в процессе MIG пайки защитный газ. Газовые смеси с содержанием активного компонента, например, CO2 или кислорода, до 1%, подходят для большинства случаев применения.
Низкая температура технологического процесса при MIG пайке обеспечивает хорошие результаты применения данного процесса. Поскольку цинк испаряется при достаточно низкой температуре (907°C), результаты, получаемые при сварке оцинкованных листов, оставляют желать лучшего.
Для MAG сварки характерны высокие показатели пористости и разбрызгивания. Испарение цинка делает дугу крайне нестабильной и провоцирует сильное парообразование.
При MIG пайке, напротив, основной металл не плавится, поэтому цинк испаряется в гораздо меньших количествах. Кроме того, снижается коэффициент тепловложения, что позволяет снизить вероятность деформации.
Паяный шов гораздо меньше подвержен коррозии, поскольку цинковый слой остается неповрежденным даже в зоне сварного шва. Еще одно преимущество данной технологии обусловлено хорошей способностью по перекрытию зазора.
MIG пайка используется для всех типов сварных швов, выполняемых с использованием GMA сварки (стыковые, тавровые, фланцевые и нахлестные соединения). В процессе пайки пульсирующей дугой традиционно происходит расплавление электрода, причем при каждом импульсе от проволочного электрода отделяется одна капля.
Материал переходит в сварочную ванну, не производя при этом короткого замыкания. Таким образом разбрызгивание при горении дуги практически отсутствует.
Для обеспечения стабильного, воспроизводимого процесса, необходимо использовать высококачественный источник питания. Инверторные источники питания с заранее запрограммированными параметрами сварочной проволоки на медной основе значительно упрощают работу сварщика и обеспечивают великолепные результаты пайки.
Диапазон амперной нагрузки при MIG пайке, как правило, находится в пределах от 40 до 130 А, при этом скорость пайки варьируется от 70 до 100 см/мин. Такие значения характерны для средней амперной нагрузки импульсной дуги.
Из этого следует, что в процессе пайки задействуется в основном нижняя область рабочего диапазона источника питания. Базовый ток, как правило, не превышает 20 А.
Инверторный источник питания с высокой частотой переключения, равной 100 кГц, обеспечивает невероятно ровный сварочный ток — что является главным условием для обеспечения стабильности плазменного столба.
Рис. 2: Технология пайки с низким уровнем разбрызгивания
Хорошим примером подходящего источника питания является серия программируемых аппаратов «Fronius».
Проволоки на медной основе, как правило, имеют диаметр 1,0 мм и 1,2 мм.
Особые свойства этих мягких проволок необходимо учитывать при выборе устройства для подачи проволоки. Традиционно рекомендуется использовать зубчатые подающие ролики с полированными полукруглыми канавками и четырехроликовые приводы.
Сегодня на рынке также представлены порошковые медные проволоки с флюсовым сердечником. Химический состав порошковых присадок обеспечивает серьезное преимущество в плане смачивания боковой стенки.
Благодаря практически полному отсутствию разбрызгивания, при использовании порошковой проволоки импульсная дуга гарантирует надежный результат. Кроме того, использование порошковой проволоки имеет еще одно преимущество: материал, присоединяемый таким образом обладает более высоким пределом текучести.
Благодаря использованию технологии одинарной проволоки, можно значительно повысить скорость пайки за счет выбора подходящих параметров (естественно, при использовании хороших инверторных источников питания).
При соединении оцинкованных листов внахлест можно обеспечить скорость пайки 300 см/мин (с воспроизводимыми результатами) — при условии обеспечения возможности регулирования длины стабильной короткой дуги.
В связи с неудобствами, вызываемыми испарением цинка, источник питания должен соответствовать жестким требованиям. Решение этой задачи является одной из ключевых целей концепции развития цифровых источников питания от компании «Fronius».
MIG пайка нашла широкое применение в автомобильной промышленности. В условиях крупносерийного производства, эта инновационная технология используется как в установках с ручным управлением, так и в полностью автоматизированных установках.
Данная технология также может использоваться для различных целей малыми и средними промышленными предприятиями.
Рис.3: Хомут шланга, изготовленный из хромоникелевой стали
Заключение
Технология MIG пайки в сочетании с высококачественной программируемой инверторной аппаратурой от компании Fronius подходит для широкого применения.
В качестве присадочного металла могут использоваться медные сплавы, например, SG-CuSi3, плавящиеся при низкой температуре.
Это делает возможным применение пайки для соединения как оцинкованных листов и листов из нелегированных сталей, так и листов хромоникелевой стали с очень низким тепловложением.
Чему равна температура плавления железа. Температура плавления металлов
Температуру плавления металлов, которая изменяется от малейшего (-39 °С для ртути) до наибольшего (3400 °С для вольфрама), а также плотность металлов в твердом состоянии при 20 °С и плотности жидких металлов при температуре плавления приведены в таблице плавки цветных металлов.
Таблица 1. Плавки цветных металлов
Атомная масса | Температура плавления t пл , °С | Густота ρ , г/см 3 | ||
твердого при 20 °С | редкого при t пл | |||
Алюминий | ||||
Вольфрам | ||||
Марганец | ||||
Молибден | ||||
Цирконий | ||||
Сварка и плавка цветных металлов
Сварка меди . Температура плавки металла Cu, почти в шесть раз превышает температуру плавки стали, медь интенсивно поглощает и растворяет различные газы, образуя с кислородом оксиды. Оксид меди II с медью образует эвтектику, температура плавления которой (1064°С) ниже температуры плавления меди (1083°С). При затвердевании жидкой меди эвтектика располагается по границам зерен, делает медь хрупкой и склонной к образованию трещин. Поэтому основной задачей при сварке меди является защита его от окисления и активное раскисление сварочной ванны.
Температура плавки металла Cu, почти в шесть раз превышает температуру плавки стали, медь интенсивно поглощает и растворяет различные газы, образуя с кислородом оксиды. Оксид меди II с медью образует эвтектику, температура плавления которой (1064°С) ниже температуры плавления меди (1083°С). При затвердевании жидкой меди эвтектика располагается по границам зерен, делает медь хрупкой и склонной к образованию трещин. Поэтому основной задачей при сварке меди является защита его от окисления и активное раскисление сварочной ванны.
Наиболее распространенное газовое сварки меди ацетиленокисневим пламенем с помощью горелок, которые в 1,5…2 раза мощнее горелки для сварки сталей. Присадочным металлом есть медные прутки, содержащие фосфор и кремний. Если толщина изделий более 5…6 мм, их сначала подогревают до температуры 250…300°С. Флюсами при сварке является прожаренная бура или смесь, состоящую из 70% буры и 30% борной кислоты. Чтобы повысить механические свойства и улучшить структуру наплавленного металла, медь после сварки проковывают при температуре около 200…300°С. Потом ее снова нагревают до 500-550°С и охлаждают в воде. Медь сваривают также электродуговым способом электродами, в струе защитных газов, под слоем флюса, на конденсаторных машинах, способом трения.
Сварка латуни . Латунь – это сплав меди с цинком (до 50%). Основное загрязнение при этом – испарение цинка, в итоге чего шов теряет свои качества, в нем возникают поры. Латунь, как и медь, в основном сваривают ацетиленовым окислительным пламенем, при котором на поверхности ванны создается пленка тугоплавкого оксида цинка, уменьшающая дальнейшее выгорание и испарение цинка. Флюсы используют такие же, как и при сварке меди. Они создают на поверхности ванны шлаки, которые связывают оксиды цинка и затрудняют выход паров из сварочной ванны. Латунь сваривают также в защитных газах и на контактных машинах.
Сварка бронзы . В большинстве случаев бронза – это литейный материал, поэтому
сварку применяют при исправлении дефектов или во время ремонта. Чаще всего применяют сварку металлическим электродом. Присадочным металлом является прутки того самого состава, что и основной металл, а флюсами или электродным покрытием – хлористые и фтористые соединения калия и натрия.
Чаще всего применяют сварку металлическим электродом. Присадочным металлом является прутки того самого состава, что и основной металл, а флюсами или электродным покрытием – хлористые и фтористые соединения калия и натрия.
. Основными факторами, затрудняющими сварку алюминия, является низкая температура его плавления (658°С), большая теплопроводность (примерно в 3 раза выше теплопроводности стали), образование тугоплавких оксидов алюминия, которые имеют температуру плавления 2050°С, поэтому технология плавки цветных металлов, таких как медь или бронза, не подходит для плавки алюминия. Кроме того, эти оксиды слабо реагируют как с кислыми, так и основными флюсами, поэтому плохо удаляются из шва.
Чаще всего используют газовую сварку алюминия ацетиленовым пламенем. В последние годы значительно распространилось также автоматическая дуговая сварка металлическими электродами под флюсом и в среде аргона. При всех способах сварки, кроме аргонодуговой, применяют флюсы или электродные покрытия, в состав которых входят фтористые и хлористые соединения лития, калия, натрия и других элементов. Как присадочный металл при всех способах сварки используют проволоку или стержни того же состава, что и основной металл.
Алюминий хорошо сваривается электронным лучом в вакууме, на контактных машинах, электрошлаковым и другими способами.
Сварка сплавов алюминия . Сплавы алюминия с магнием и цинком сваривают без
особых осложнений, так же как и алюминий. Исключением является дюралюминий – сплавы алюминия с медью. Эти сплавы термически упрочняются после закалки и следующего старения. Когда температура плавки цветных металлов свыше 350°С в них происходит снижение прочности, которое не восстанавливается термической обработкой. Поэтому при сварке дюралюминия в зоне термического влияния прочность уменьшается на 40…50%. Если дюралюминий сваривать в защитных газах, то такое снижение может быть восстановлено термической обработкой до 80…90% по отношению к прочности основного металла.
Сварка магниевых сплавов . При газовой сварке обязательно применяют фторидные флюсы, которые в отличие от хлоридных не вызывают коррозии сварных соединений. Дуговая сварка магниевых сплавов металлическими электродами через низкое качество сварных швов до настоящего времени не применяется. При сварке магниевых сплавов наблюдается значительный рост зерна в около шовных участках и сильное развитие столбчатых кристаллов в сварном шве. Поэтому предел прочности сварных соединений составляет 55…60% предела прочности основного металла.
Таблица 2. Физические свойства промышленных цветных металлов
Свойства | М еталл | |||||||||||
Атомный номер | ||||||||||||
Атомная масса | ||||||||||||
при температурте 20 °С, кг/м 3 | ||||||||||||
Температура плавления, °С | ||||||||||||
Температура кипения, °С | ||||||||||||
Атомный диаметр, нм | ||||||||||||
Скрытая теплота плавления, кДж/кг | ||||||||||||
Скрытая теплота испарения, | ||||||||||||
Удельная теплоемкость при температуре 20 °С, Дж/(кг . | ||||||||||||
Удельная теплопроводность, 20 °С, Вт/(м —°С) | ||||||||||||
Коэффициент линейного расширения при температуре 25 °С, 10 6 — ° С — 1 | ||||||||||||
Удельное электросопротивление при температуре 20°С, мкОм —м | ||||||||||||
Модуль нормальной упругости, ГПа | ||||||||||||
Модуль сдвига, ГПа | ||||||||||||
 °С)
°С) Тигельная плавка
Неотъемлемой составляющей производства металла и металлических изделий, является использование во время производственного процесса тиглей для производства, выплавки и переплавки как черного, так и цветного металла. Тигли — это неотъемлемая часть металлургического оборудования при отливании разнообразных металлов, сплавов, и тому подобное.
Керамический тигель для плавки цветных металлов используется для плавки металлов (меди, бронзы) с древнейших времен.
– первый по значимости и распространенности конструкционный материал. Известен он с глубокой древности, а свойства его таковы, что когда железо научились выплавлять в значимом количестве, металл вытеснил все остальные сплавы. Наступил век железа и, судя по , время это закончится нескоро. Данная статья расскажет вам, какова удельная плотность железа, какая у него температура плавления в чистом виде.
Данная статья расскажет вам, какова удельная плотность железа, какая у него температура плавления в чистом виде.
Железо – типичный металл, причем химически активный. Вещество вступает в реакцию при нормальной температуре, а нагрев или повышение влажности значительно увеличивают его реакционноспособность. Железо корродирует на воздухе, горит в атмосфере чистого кислорода, а в виде мелкой пыли способно воспламениться и на воздухе.
Чистому железу присуща ковкость, однако в таком виде металл встречается очень редко. На деле под железом подразумевают сплав с небольшими долями примесей – до 0,8%, которому присущи мягкость и ковкость чистого вещества. Значение для народного хозяйства имеет сплавы с углеродом – сталь, чугун, нержавеющая сталь.
Железу присущ полиморфизм: выделяют целых 4 модификации, отличающиеся структурой и параметрами решетки:
- α-Fe – существует от нуля до +769 С. Имеет объемно-центрированную кубическую решетку и является ферромагнетиком, то есть, сохраняет намагниченность в отсутствие внешнего магнитного поля. +769 С – точки Кюри для металла;
- от +769 до +917 С появляется β-Fe. От α-фазы она отличается лишь параметрами решетки. Практически все физические свойства при этом сохраняются за исключением магнитных: железо становится парамагнетиком, то есть, способность намагничиваться оно утрачивает и втягивается в магнитное поле. Металловедение β-фазу как отдельную модификацию не рассматривает. Поскольку переход не влияет на значимые физические характеристики;
- в диапазоне от 917 до 1394 С существует γ-модификация, которой присуща гранецентрированная кубическая решетка;
- при температуре выше +1394 С появляется δ-фаза, для которой характерна объемно-центрированная кубическая решетка.
При высоком давлении, а также при легировании металла некоторыми добавками образуется ε- фаза с гексагонической плотноупакованной решеткой.
Температура фазовых переходов заметно изменяется при легировании тем же углеродом. Собственно, сама способность железа образовать столько модификаций служит основой обработки стали в разных температурных режимах. Без таких переходов металл не получил бы столь широкого распространения.
Собственно, сама способность железа образовать столько модификаций служит основой обработки стали в разных температурных режимах. Без таких переходов металл не получил бы столь широкого распространения.
Теперь настал черед свойств металла железа.
О структуре железа рассказывает этот видеосюжет:
Свойства и характеристики металла
Железо – достаточно легкий, умеренно тугоплавкий металл, серебристо-серого цвета. Легко реагирует с разбавленными кислотами и поэтому считается элементом средней активности. На воздухе – сухом, металл постепенно покрывается пленкой оксида, которая препятствует дальнейшей реакции.
Но при самой небольшой влажности вместо пленки появляется ржавчина – рыхлая и неоднородная по составу. Ржавчина дальнейшей коррозии железа не препятствует. Однако физические свойства металла, а, главное, его сплавов с углеродом таковы, что, несмотря на низкую коррозийную стойкость, использование железа более чем оправдано.
Масса и плотность
Молекулярная масса железа составляет 55,8, что указывает на относительную легкость вещества. А какая же у железа плотность? Такой показатель определяется фазовой модификацией:
- α-Fe – 7,87 г/куб. см при 20 С, и 7,67 г/куб. см при 600 С;
- γ-фаза отличается еще более низкой плотностью – 7,59 г/куб см при 1000С;
- плотность δ-фазы составляет 7,409 г/куб см.
С повышением температуры плотность железа закономерно падает.
А теперь давайте узнаем, какова температура плавления железа по Цельсию, сравнивая ее, например, с или чугуном.
Температурный диапазон
Металл относится к умеренно тугоплавким, что означает сравнительно невысокую температуру изменения агрегатного состояния:
- температура плавления – 1539 С;
- температура кипения – 2862 С;
- температура Кюри, то есть, утраты способности к намагничиванию – 719 С.
Стоит иметь в виду, что когда говорят о температуре плавления или кипения, имеют дело с δ-фазой вещества.
Данное видео поведает вам о физических и химических свойствах железа:
Механические характеристики
Железо и его сплавы настолько распространены, что хотя и стали использоваться позже чем, например, и , стали своеобразными эталонами. Когда сравнивают металлы, указывают на железо: крепче, чем сталь, мягче железа в 2 раза и так далее.
Характеристики приводятся для металла, включающего малые доли примесей:
- твердость по шкале Мооса – 4–5;
- твердость по Бринеллю – 350–450 Мн/кв. м. Причем у химически чистого железа твердость выше – 588–686;
Показатели прочности исключительно сильно зависят от количества и характера примесей. Эта величина регламентируется ГОСТом для каждой марки сплава или чистого метала. Так, предел прочности на сжатие для нелегированной стали составляет 400–550 МПа. При закалке этой марки предел прочности при растяжении увеличивается до 700 МПа.
- ударная вязкость металла составляет 300 Мн/кв м;
- предел текучести –100 Мн/кв. м.
О том, что надо для определения удельной теплоемкости железа, узнаем далее.
Теплоемкость и теплопроводность
Как и всякий металл, железо проводит тепло, хотя показатели его в этой области невысоки: по теплопроводности металл уступает алюминию – в 2 раза меньше, и – в 5 раз.
Теплопроводность при 25 С составляет 74,04 вт/(м·К). Величина зависит от температуры;
- при 100 к теплопроводность составляет 132 [Вт/(м.К)];
- при 300 К – 80,3 [Вт/(м.К)];
- при 400 – 69,4 [Вт/(м.К)];
- а при 1500 – 31,8 [Вт/(м.К)].
- Коэффициент температурного расширения при 20 С – 11,7·10-6.
- Теплоемкость металла определяется его фазовой структурой и довольно сложно зависит от температуры. С повышением до 250 С, теплоемкость медленно увеличивается, затем резко возрастает до достижения точки Кюри, а потом начинается снижаться.
- Удельная теплоемкость в температурном диапазоне от 0 до 1000С составляет 640,57 дж/(кг·К).


Электропроводность
Железо проводит ток, но далеко не так хорошо, как медь и серебро. Удельное электрическое сопротивление металла при нормальных условиях – 9,7·10-8 ом·м.
Поскольку железо является ферромагнетиком, его показатели в этой области более значимы:
- магнитная индукция насыщения составляет 2,18 Тл;
- магнитная проницаемость – 1,45.106.
Токсичность
Металл не представляет опасности для человеческого организма. стали и изготовления изделий из железа могут быть опасными, но только за счет высоких температур и тех добавок, которые используют при производстве различных сплавов. Отходы железа – металлолом, представляют опасность для окружающей среды, но вполне умеренную, поскольку металл ржавеет на воздухе.
Железо не обладает биологической инертностью, поэтому как материал для протезирования не используется. Однако в человеческом организме этот элемент играет одну из важнейших ролей: нарушение в усвоении железа или недостаточное количество последнего в рационе гарантирует в лучшем случае анемию.
Усваивается железо с большим трудом – 5–10% от всего количества, поступаемого в организм, или 10–20%, если наблюдается его недостаток.
- Обычная суточная потребность в железе составляет 10 мг для мужчин и 20 мг для женщин.
- Токсическая доза – 200 мг/сутки.
- Летальная – 7–35 г. Получить такое количество железа практически невозможно, поэтому отравление железом встречается крайне редко.
Железо – металл, чьи физические характеристики, в частности, прочность, можно существенно изменить, прибегая к механической обработке или добавке очень небольшого количества легирующих элементов. Эта особенность в сочетании с доступностью и легкостью добычи металла делает железо самым востребованным конструкционным материалом.
Еще больше о свойствах железа расскажет специалистка в видео ниже:
Металлы плавятся, как правило, при очень высокой температуре, которая может достигать более 3 тыс. градусов. Хотя некоторые из них можно расплавить в домашних условиях, например, свинец или олово. А вот ртуть плавят при температуре минус 39 градусов. В домашних условиях этого добиться не удастся. Температура плавления — это один из важных показателей производства не только самого металла, но и его сплавов. Выплавляя сырье, специалисты учитывают и другие физические и химические свойства руды и металла.
градусов. Хотя некоторые из них можно расплавить в домашних условиях, например, свинец или олово. А вот ртуть плавят при температуре минус 39 градусов. В домашних условиях этого добиться не удастся. Температура плавления — это один из важных показателей производства не только самого металла, но и его сплавов. Выплавляя сырье, специалисты учитывают и другие физические и химические свойства руды и металла.
Железо и его свойства
Железо — это химический элемент, который в таблице Менделеева находится под номером 26. Это один из самых распространенных элементов во всей Солнечной системе. Согласно материалам исследований, в составе ядра Земли находится примерно 79−85% этого вещества . В земной коре его тоже присутствует большое количество, но оно уступает алюминию.
В чистом виде металл имеет белый цвет с чуть серебристым оттенком. Он пластичен, но имеющиеся в нем примеси могут определять его физические свойства. Реагирует на магнит.
Железо присутствует в воде. В речных водах его концентрация равна примерно 2 мг/л металла. В морской воде его содержание может быть ниже в сто или даже тысячу раз.
Оксид железа — это основная форма, добыча которой осуществляется и которая находится в природе. Оксидное железо может располагаться в самой верхней части земной коры и быть составляющей осадочных образований.
Элемент, находящийся на двадцать шестом месте в таблице Менделеева, может иметь несколько степеней окисления. Именно они определяют его геохимическую особенность нахождения в определенной среде. В ядре Земли металл присутствует в нейтральной форме.
Добыча полезных ископаемых
Руд, в которых присутствует железо, существует несколько. Однако, в качестве сырья для производства железа в промышленности используют в основном следующие:
- магнезитовую руду;
- гетитовую руду;
- гематитовую руду.
А также часто встречаются такие разновидности руды:
Существует еще минерал под названием мелантерит . Его используют преимущественно в фармацевтической промышленности. Из себя он представляет зелёного цвета хрупкие кристаллы, в которых присутствует стеклянный блеск. Из него производят лекарственные препараты, в составе которых имеется ферум.
Его используют преимущественно в фармацевтической промышленности. Из себя он представляет зелёного цвета хрупкие кристаллы, в которых присутствует стеклянный блеск. Из него производят лекарственные препараты, в составе которых имеется ферум.
Основным месторождением этого металла является Южная Америка, а именно Бразилия.
Плавление железа и необходимая температура
Точкой плавления металла называют такую минимальную температуру, при которой он переходит из твердого состояния в жидкое. При этом в объеме он практически остается неизменным.
Металл могут производить из руды различными способами, но самый основной из них — это доменный . Помимо доменного, используют еще выплавку железа при помощи обжига измельченной руды с примесью глины. Из полученной смеси формируют окатыши, которые обрабатываются в печи с последующим восстановлением водородом. Далее плавление железа осуществляется в электрической печи.
Температура плавления железа весьма высока. Для технически чистого элемента она составляет +1539 °C. В этом веществе присутствует примесь — Сера, которую можно извлечь лишь в жидком виде. Без примесей чистый материал получают при электролизе солей металла.
Классификация металлов по температуре плавления
Разные металлы могут переходить в жидкое состояние при разной температуре. Вследствие этого выделяют определённую классификацию. Их делят следующим образом:
- Легкоплавкие — те элементы, которые могут становиться жидкими уже при температуре ниже 600 градусов. К ним относят цинк, олово, свинец и пр. Их можно расплавить даже в домашних условиях — просто нужно разогреть при помощи плиты или паяльника. Такие виды нашли применение в технике и электронике. Они используются для соединения элементов из металла и движения электрического тока. Олово плавится при 232 градусах, а цинк — при 419 градусах.
- Среднеплавкие — элементы, которые начинают расплавляться при температуре от шестисот до тысячи шестисот градусов. Эти элементы используют по большей части для строительных элементов и металлоконструкций, то есть при создании арматур, плит и строительных блоков. В эту группу входят: железо, медь, алюминий. Температура плавления алюминия сравнительно низка и составляет 660 градусов. А вот железо начинает переходить в жидкое состояние лишь при температуре 1539 градусов. Это один из самых распространенных металлов, используемых в промышленности, особенно в автомобильной. Однако железо подвержено коррозии, то есть ржавчине, поэтому ему требуется специальная поверхностная обработка. Его необходимо покрывать краской или олифой, и не допускать попадание влаги.
- Тугоплавкие — это такие материалы, которые расплавляются и становятся жидкими при температуре выше 1600 градусов. В эту группу относят вольфрам, титан, платину, хром и т. п. Они используются в ядерной промышленности и для некоторых машинных деталей. Они могут применяться для расплавки других металлов, изготовления высоковольтных проводов или проволоки. Платину можно расплавить при 1769 градусах, а вольфрам — при 3420 °C.
 Эти элементы используют по большей части для строительных элементов и металлоконструкций, то есть при создании арматур, плит и строительных блоков. В эту группу входят: железо, медь, алюминий. Температура плавления алюминия сравнительно низка и составляет 660 градусов. А вот железо начинает переходить в жидкое состояние лишь при температуре 1539 градусов. Это один из самых распространенных металлов, используемых в промышленности, особенно в автомобильной. Однако железо подвержено коррозии, то есть ржавчине, поэтому ему требуется специальная поверхностная обработка. Его необходимо покрывать краской или олифой, и не допускать попадание влаги.
Эти элементы используют по большей части для строительных элементов и металлоконструкций, то есть при создании арматур, плит и строительных блоков. В эту группу входят: железо, медь, алюминий. Температура плавления алюминия сравнительно низка и составляет 660 градусов. А вот железо начинает переходить в жидкое состояние лишь при температуре 1539 градусов. Это один из самых распространенных металлов, используемых в промышленности, особенно в автомобильной. Однако железо подвержено коррозии, то есть ржавчине, поэтому ему требуется специальная поверхностная обработка. Его необходимо покрывать краской или олифой, и не допускать попадание влаги.Единственный элемент, который при обычных условиях находится в жидком состоянии — это ртуть. Температура его плавления составляет минус 39 градусов и его пары являются ядовитыми, поэтому его используют только в лабораториях и закрытых ёмкостях.
Температура плавления химически чистого железа составляет 1539 о С. Технически чистое железо, полученное в результате окислительного рафинирования, содержит некоторое количество растворенного в металле кислорода. По этой причине температура его плавления понижается до 1530 о С.
Температура плавления стали всегда ниже температуры плавления железа в связи с наличием в ней примесей. Растворенные в железе металлы (Mn, Cr, Ni. Co, Mo, V и др.) понижают температуру плавления металла на 1 – 3 о С на 1% введенного элемента, а элементы из группы металлоидов (C, O, S, P и др.) на 30 – 80 о С.
На протяжении большей части общей продолжительности плавки температура плавления металла изменяется главным образом в результате изменения содержания углерода. При концентрации углерода 0,1 – 1,2%, которая характерна для доводки плавки в сталеплавильных агрегатах, температуру плавления металла с достаточной для практических целей точностью можно оценить из уравнения
При концентрации углерода 0,1 – 1,2%, которая характерна для доводки плавки в сталеплавильных агрегатах, температуру плавления металла с достаточной для практических целей точностью можно оценить из уравнения
Теплота плавления железа составляет 15200 Дж/моль или 271,7 кДж/кг.
Температура кипения железа в изданиях последних лет приводится равной 2735 о С. Однако, опубликованы результаты исследований, согласно которым температура кипения железа значительно выше (до 3230 о С).
Теплота испарения железа составляет 352,5 кДж/моль или 6300 кДж/кг.
Давление насыщенного пара железа (P Fe , Па) можно оценить при помощи уравнения
где Т – температура металла, К.
Результаты расчета давления насыщенного пара железа при различных температурах, а также содержания пыли в окислительной газовой фазе над металлом (X , г/м 3) представлены в таблице 1.1.
Таблица 1.1 – Давление насыщенного пара железа и запыленность газов при разных температурах
Согласно существующим санитарным нормам содержание пыли в газах, которые выбрасываются в атмосферу, не должно превышать 0,1 г/м 3 . Из данных таблицы 1.1 видно, что при 1600 о С запыленность газов над открытой поверхностью металла выше допустимых значений. Поэтому обязательно требуется очистка газов от пыли, состоящей в основном из оксидов железа.
Динамическая вязкость . Коэффициент динамической вязкости жидкости () определяется из соотношения
где F – сила взаимодействия двух движущихся слоев, Н;
S – площадь соприкосновения слоев, м 2 ;
– градиент скорости слоев жидкости по нормали к направлению потока, с -1 .
Динамическая вязкость сплавов железа обычно изменяется в пределах 0,001 – 0,005 Па с. Ее величина зависит от температуры и содержания примесей, главным образом углерода. При перегреве металла над температурой плавления выше 25 – 30 о С влияние температуры не существенно.
Кинематическая вязкость жидкости представляет собой скорость передачи импульса в потоке единичной массы. Ее величина определяется из уравнения
Ее величина определяется из уравнения
где – плотность жидкости, кг/м 3 .
Величина динамической вязкости жидкого железа близка к 6 10 -7 м 2 /с.
Плотность железа при 1550 – 1650 о С равна 6700 – 6800 кг/м 3 . При температуре кристаллизации плотность жидкого металла близка к 6850 кг/м 3 . Плотность твердого железа при температуре кристаллизации равна 7450 кг/м 3 , при комнатной температуре – 7800 кг/м 3 .
Из обычных примесей наибольшее влияние на плотность расплавов железа оказывают углерод и кремний, понижая ее. Поэтому обычного состава жидкий чугун имеет плотность 6200 – 6400 кг/м 3 , твердый при комнатной температуре – 7000 – 7200 кг/м 3 .
Плотность жидкой и твердой стали занимает промежуточное положение между плотностями железа и чугуна и составляет соответственно 6500 – 6600 и 7500 – 7600 кг/м 3 .
Удельная теплоемкость жидкого металла практически не зависит от температуры. В оценочных расчетах величину ее можно принимать равной 0,88 кДж/(кг К) для чугуна и 0,84 кДж/(кг К) для стали.
Поверхностное натяжение железа имеет максимальное значение при температуре около 1550 о С. В области более высоких и низких температур величина его уменьшается. Это отличает железо от большинства металлов, для которых характерно понижение поверхностного натяжения при повышении температуры.
Поверхностное натяжение жидких сплавов железа существенно меняется в зависимости от химического состава и температуры. Обычно оно изменяется в пределах 1000 – 1800 мДж/м 2 (рисунок 1.1).
Сварка
Компания «МеталлКомпоект» выполняет сварочные работы – один из широко используемых производственных процессов первичной обработки металлопроката в различных отраслях промышленности. Сварка – это процесс создания межатомного соединения металлов посредством их общего или местного нагревания, либо совместного взаимодействия или пластического деформирования.
Существует много различных методов сварки, которые подразделяются на две основные группы: сварка плавлением и сварка пластическим деформированием. Остальные методы являются их разновидностями или комбинациями.
Остальные методы являются их разновидностями или комбинациями.
При сварке плавлением производится местный нагрев соединяемых деталей до температуры плавления и сварной шов образуется путем смешения жидких фаз металлов. При сварке пластическим деформированием шов образуется посредством сдавливания деталей. Она может производиться с предварительным местным нагревом деталей или без него (холодная сварка).
По способу местного нагрева деталей сварку подразделяют на электрическую (нагрев в результате действия электрического тока), газовую (нагрев пламенем горящего газа) и другие виды. Самыми распространенными способами электрической сварки является электродуговая и электроконтактная.
Электродуговой называют сварку, при которой для расплавления кромок соединяемых деталей используют теплоту электрической дуги, питаемой постоянным или переменным током
Питание дуги электрическим током (напряжением 30—60 В) осуществляется специальными сварочными генераторами или понижающими трансформаторами, которые обеспечивают резкое падение напряжения при возрастании силы тока. Это условие необходимо для устойчивого и непрерывного горения дуги даже при некоторых изменениях ее длины из-за колебаний руки сварщика. От сварочного аппарата электрический ток, достигающий нескольких сот ампер и мощностью не менее 5—10 кВт, подводится к электроду и свариваемому изделию. Прикосновение электрода к изделию приводит к образованию дуги с температурой 5000—6000°С Тепло электрической дуги расплавляет кромки свариваемых деталей и конец электрода, при этом металл электрода заполняет углубление между деталями и образует шов. Электроды, применяемые при электродуговой сварке, представляют собой металлические стержни со специальным покрытием (обмазкой). Покрытие в процессе плавления электрода способствует ионизации газового промежутка дуги, а также защищает шов от окисления и выгорания углерода и металла. Для сварки обыкновенной конструкционной стали применяют электроды с обмазкой из мела и жидкого стекла. Наиболее распространены электроды с диаметрами от 2,5 до 12 мм и длиной от 350 до 450 мм.
Наиболее распространены электроды с диаметрами от 2,5 до 12 мм и длиной от 350 до 450 мм.
В зависимости от характера шва сварные соединения подразделяют на стыковое, внахлестку, тавровое и угловое.
При стыковом соединении для получения прочного шва необходима специальная подготовка кромок деталей. Для сварки листов толщиной 2—5 мм применяют бесскосное соединение. Расплавленный металл заполняет просвет между листами. Изделия толщиной 5—15 мм требуют подготовки кромок в виде V-образных скосов. При этом металл заполняет образованное углубление и прочно соединяет детали по всей толщине шва. Х-образные скосы применяют для сварки деталей толщиной более 15 мм. В этом случае сварка производится с обеих сторон.
Электроконтактная сварка отличается от электродуговой тем, что для местного нагрева соединяемых деталей используют теплоту, выделяющуюся в точке наибольшего сопротивления электрической цепи. Если к соединяемым деталям подвести электрический ток и сблизить их до соприкосновения, то место контакта и будет точкой наибольшего сопротивления. Площадь контакта деталей из-за неплотности прилегания друг к другу всегда меньше площади их сечения.
Различают три вида контактной сварки: стыковую, точечную и шовную.
Стыковая сварка осуществляется электрическим током напряжением 1—3 В от понижающего трансформатора. Ток подводится к свариваемым деталям, которые затем сближают до соприкосновения. Через несколько секунд в месте контакта (стыка) достигается температура начала плавления металла. Выключив ток, детали сдавливают друг с другом и таким образом получают сварное соединение.
При точечной сварке соединяемые детали зажимаются между электродами, к которым подведен ток напряжением 2—10 В. Вследствие большого сопротивления в месте контакта, происходит нагрев металла до температуры сварки. Затем под действием силы сжатия детали свариваются.
Электроды имеют большое поперечное сечение и изготавливаются из медного сплава. Благодаря высокой тепло- и электропроводности они не привариваются к соединяемым деталям.
Благодаря высокой тепло- и электропроводности они не привариваются к соединяемым деталям.
Шовная сварка отличается от контактной тем, что в аппарате для шовной сварки (шовной машине) электроды выполнены в виде вращающихся роликов, между которыми пропускаются свариваемые листы. Главное преимущество шовной сварки — образование сплошного герметичного шва.
В зависимости от технических требований, компания «МеталлКомплект» выполнит любое сваривание по металлу в соответствии с чертежами заказчика.
Получить дополнительную информацию об услуге сварки металла гильотиной в компании «МеталлКомплект» можно по телефонам: 953-36-09 ; 915-24-61
Gazovaya svarka 3
6.ГАЗОВАЯ СВАРКА
6.3. СВАРОЧНАЯ ПРОВОЛОКА
Для заполнения зазора между кромками свариваемого металла и образования валика шва в сварочную ванну вводят присадочный металл в виде проволоки, прутков или полосок, нарезанных из металла того же или близкого состава, что и свариваемый металл. Нельзя сваривать металл проволокой неизвестной марки.
Сварочная проволока перед сваркой должна быть тщательно очищена от краски, масла, ржавчины и других загрязнений.
Сварочная проволока поставляется в мотках массой не более 80 кг. На каждый моток проволоки крепят бирку, где указывается завод-изготовитель, условное обозначение проволоки, номер партии.
Марки сварочной проволоки применяют по ГОСТ 2246-70, который включает в себя 6 марок низкоуглеродистой, 30 марок легированной, 41 марку высоколегированной неомеднённой и омеднённой проволоки. Для сварки изготовляют стальную холоднотянутую проволоку диаметрами, приведенными в п. 6.2.
Обозначение сварочной проволоки состоит из букв Св (сварочная) и буквенно-цифрового обозначения ее состава. Легирующие элементы, содержащиеся в металле проволок, обозначаются следующими буквами: Б – ниобий, В – вольфрам, Г – марганец, Д – медь, К – кобальт, М – молибден, Н – никель, С – кремний, Т – титан, Ф – ванадий, Х – хром, Ю – алюминий. Цифры после букв Св указывают на содержание в проволоке углерода в сотых долях процента, а цифры после буквенного обозначения легирующего элемента указывают на его содержание в процентах. Отсутствие цифр после буквы означает, что данного элемента менее одного процента. Буква А в конце условного обозначения марок низкоуглеродистой и легированной проволоки указывает на повышенную чистоту металла по содержанию вредных примесей серы и фосфора. Две буквы А указывают на пониженное содержание серы и фосфора по сравнению с проволокой, в обозначении которой одна буква А.
Цифры после букв Св указывают на содержание в проволоке углерода в сотых долях процента, а цифры после буквенного обозначения легирующего элемента указывают на его содержание в процентах. Отсутствие цифр после буквы означает, что данного элемента менее одного процента. Буква А в конце условного обозначения марок низкоуглеродистой и легированной проволоки указывает на повышенную чистоту металла по содержанию вредных примесей серы и фосфора. Две буквы А указывают на пониженное содержание серы и фосфора по сравнению с проволокой, в обозначении которой одна буква А.
Например, сварочная проволока диаметром 4 мм марки Св-08А с омеднённой поверхностью обозначается 4Св-08А-О ГОСТ 2246-70. Сварочная проволока диаметром 3 мм марки Св-08Г2С с неомеднённой поверхностью обозначается 3Св-08Г2С ГОСТ 2246-70.
Для сварки чугуна применяют специальные литые чугунные стержни; для наплавки износостойких покрытий – литые стержни из твердых сплавов.
Присадочный металл при газовой сварке должен отвечать следующим требованиям:
— температура плавления присадочного металла должна быть не выше температуры плавления основного металла;
— поверхность проволоки и стержней должна быть ровной и чистой – без окалины, ржавчины, масла, краски и других загрязнений;
— присадочный металл должен плавиться спокойно, без разбрызгивания, способствуя получению наплавленного металла, близкого по свойствам к основному.
Особенности сварки алюминия и его сплавов
Особенности сваривания алюминиевых сплавов обусловлены их физико-химическими свойствами. Трудносвариваемость алюминия объясняется наличием окисной пленки на поверхности изделий. Данная пленка имеет высокую температуру плавления, при этом плавление самого металла осуществляется при температуре примерно втрое меньшей – 660 °С. Повышенная жидкотекучесть материла затрудняет процесс управления сварочной ванной. Это приводит к необходимости применения теплоотводящих подкладок.
За счет легкой окисляемости алюминия образуется тугоплавкая пленка на каплях расплавленного материала. Это создает трудности при соединении шва. Чтобы исключить образование пленки необходимо создать надежную защиту сварочной области от проникновения воздуха. Большая усадка материала может повлечь деформацию сварного соединения после затвердевания и окончательного охлаждения.
Это создает трудности при соединении шва. Чтобы исключить образование пленки необходимо создать надежную защиту сварочной области от проникновения воздуха. Большая усадка материала может повлечь деформацию сварного соединения после затвердевания и окончательного охлаждения.
При сварке сплавов алюминия нужно учитывать склонность к появлению кристаллизационных трещин и пор. Это влечет ухудшение механических характеристик материала. По причине высокой теплопроводности приходится использовать большие рабочие токи. Их значение примерно вдвое больше чем для сваривания стальных изделий.
При сваривании алюминиевых сплавов используются различные технологии в зависимости от условий работы. Наиболее популярные способы сварки:
- автоматическая дуговая с применением флюса. Подбор флюса должен быть тщательным. Уделяется внимание его составу, он должен быть сделан из химически чистых элементов;
- аргонодуговая вольфрамовым электродом. Достоинство способа – в отсутствии необходимости применять флюс;
- контактная стыковая с использованием специальных машин. В данном случае можно добиться непрерывного плавления материала;
- технологичная точечная сварка;
- шовное сваривание применяется при наличии оборудования достаточной мощности с ионными прерывателями.
Сваривание алюминия посредством электродов
Сварка алюминиевых сплавов предполагает тщательную подготовку металла к технологическому процессу. Это подразумевает профилирование свариваемых кромок, удаление окислов и поверхностных загрязнений. Удаление дефектов и обезжиривание поверхностей производится при помощи специальных щелочных ванн, органических растворителей. Применяется технический ацетон, уайт-спирит, растворители РС-1, РС-2.
Процесс обезжиривания алюминиевых изделий происходит в специальном водном растворе. Важной подготовительной работой считается удаление поверхностной пленки. Окисная пленка удаляется посредством металлических щеток. При завершении обработки кромки нужно еще раз обезжирить поверхность растворителем. Как только процедура зачистки завершена необходимо начать сварку деталей в течение трех часов.
При завершении обработки кромки нужно еще раз обезжирить поверхность растворителем. Как только процедура зачистки завершена необходимо начать сварку деталей в течение трех часов.
Для получения шва хорошего качества металл подвергается нагреву. Подогрев с последующим охлаждением помогает исключить возникновение кристаллизационных трещин, сократить коробление. При сваривании больших деталей применяется метод локального подогрева конкретной сварочной области.
Возврат к списку
Сварка, пайка и пайка
Введение
Сварка, пайка и пайка — это все методы соединения металлов (и в некоторых случаях керамики). Все эти методы включают плавление металла и предоставление расплавленному металлу возможности затвердеть и, таким образом, сформировать связь между двумя соединяемыми объектами (пластинами, трубками и т. д.).
При сварке частей соединяемых объектов плавка в месте стыка с добавлением присадочного металла или без него подается в стык.При пайке и пайке используется только металлический наполнитель, обеспечивающий соединение. расплавленный в процессе соединения. Основное принципиальное отличие пайки от пайки заключается в том, что при пайке соединение выполняется из относительно прочного металла с относительно высокой температурой плавления. точки (но не такой высокой, как точки плавления соединяемых металлических деталей. При пайке температура плавления металла соединения низкая, обычно ниже 450 ° C, а твердый припой намного слабее чем соединяемые металлы.
При пайке, пайке и в большинстве случаев сварки металл, добавляемый для создания соединения, представляет собой сплав, то есть смесь компонентов, которые представляют собой металл и один или несколько элементов, обычно металлов, с большая часть, если не вся, смеси в виде одного или нескольких растворов компонентов.
Большая часть этого курса посвящена тому, что происходит, когда мы плавим и затвердеваем металлические сплавы, и поэтому это
относится к сварке, пайке и пайке. Часть этого курса также посвящена изменениям в
свойства твердых сплавов, которые он деформирует их пластически, что часто делается для увеличения
прочность (особенно предел текучести) и то, как во многих случаях прочность может быть увеличена
соответствующей термической обработкой, т.е.е. контролируемые циклы нагрева и охлаждения, а также то, как
прочность, полученная любым методом, может быть потеряна из-за других циклов нагрева и охлаждения или сплава
стали более хрупкими, все это относится к эффектам в сварном шве или паяном соединении и рядом с ним
в цикле нагрева и охлаждения, который происходит в этих процессах.
Часть этого курса также посвящена изменениям в
свойства твердых сплавов, которые он деформирует их пластически, что часто делается для увеличения
прочность (особенно предел текучести) и то, как во многих случаях прочность может быть увеличена
соответствующей термической обработкой, т.е.е. контролируемые циклы нагрева и охлаждения, а также то, как
прочность, полученная любым методом, может быть потеряна из-за других циклов нагрева и охлаждения или сплава
стали более хрупкими, все это относится к эффектам в сварном шве или паяном соединении и рядом с ним
в цикле нагрева и охлаждения, который происходит в этих процессах.
Адгезия
Во всех трех рассматриваемых процессах соединения между задействованными металлическими частями должна быть адгезия.Это особенно очевидно при пайке и пайке. Как возникает эта адгезия?
Если мы возьмем два чистых куска некоторых относительно мягких металлов и сколотим их вместе, мы часто сможем заставить их прилипать друг к другу. Это древняя техника, которую использовали кузнецы, работающие с золотом, серебро, медь, латунь и железо. Его использовали, в частности, для размещения тонкого слоя одного металла, например золото или серебро на менее ценный или более прочный металл. В древности его использовали для скрепления меньшие куски железа вместе, чтобы покрыть более мягкое и прочное железо более твердым и прочным (но более хрупкой) стали при изготовлении мечей, в то время, когда сталь была доступна только в гораздо меньших размерах. количествах, чем железо.Что происходит в этих процессах, чтобы металлические детали прилипали к каждому Другие?
Деформация, особенно на соприкасающихся поверхностях, объединяет большую часть атомов
поверхность близко к другим поверхностям, т. е. разделена так же близко, как в твердом металле, так что
может действовать большая сила притяжения. Всегда присутствуют оксидные металлические поверхности, подверженные воздействию воздуха, а некоторые
влага, а также загрязняющие вещества, например масла. Механическая деформация при забивании
разрушает и отодвигает большую часть этого поверхностного слоя по частям границы раздела, где металл
с металлом может возникнуть межфазное соединение.
Механическая деформация при забивании
разрушает и отодвигает большую часть этого поверхностного слоя по частям границы раздела, где металл
с металлом может возникнуть межфазное соединение.
Пайка
При пайке припой и соединяемый металл совершенно различны. Припой плавится, когда наносится и поэтому может течь в тесном контакте с поверхностями стыка, но поскольку здесь нет механических деформация, оксидные и загрязняющие слои должны быть удалены с поверхностей стыка и сохранены. от образования на припое на границе раздела средствами, отличными от механической силы.
Некоторая очистка и шлифовка часто выполняются на стыковых поверхностях непосредственно перед пайкой, чтобы подготовить их для адгезии, но другим ключевым аспектом является использование флюса , материала, который может содержать кислоты который будет растворяться, т.е.е. уменьшает оксиды и удерживает кислород вдали от стыка, пока припой расплавленный. Расплавленный припой с чистыми твердыми поверхностями и эффективным флюсом будет «смачивать» стык. поверхности, так же как чистая вода с небольшим количеством моющего средства покроет обезжиренное стекло или металл. поверхность, в то время как вода будет стоять отчетливыми каплями на жирной поверхности (или на только что вощеной поверхность автомобиля).
Смачивание является ключевым аспектом пайки (и пайки) и зависит от правильной подготовки стыка. поверхности и правильное использование флюса.Если припой не смачивает стыковые поверхности, стык будет очень слабые, и в случае электрических соединений образуют так называемое «сухое соединение». Смачивание физически описывается в терминах поверхностного натяжения или энергии жидкости, поверхностная энергия твердое тело в контакте с воздухом, энергия границы раздела между жидкостью и твердым телом и угол контакта жидкости с твердым телом (который зависит от поверхностной и межфазной энергии).
Для эффективной пайки контактный угол должен быть менее 90, предпочтительно намного меньше, что
это будет, если поверхностная и межфазная энергии расплавленного припоя будут низкими по сравнению с
энергия твердой поверхности стыка при контакте с воздухом.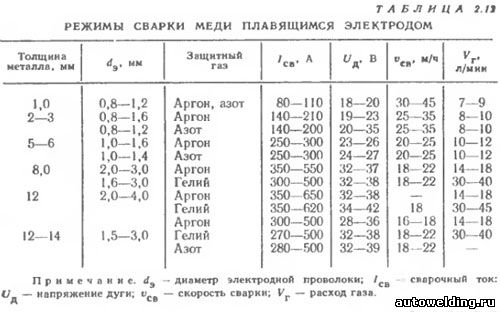 На практике, например, при пайке меди, там
представляет собой незначительное количество легирования, т.е. растворение друг в друге, происходящее на чистой медной поверхности в
контакт с расплавленным припоем, который создает там прочную связь, настолько прочную, что твердый припой
не отделяется от меди. Разрушение сустава при растяжении или сдвиге произойдет в
припой.
На практике, например, при пайке меди, там
представляет собой незначительное количество легирования, т.е. растворение друг в друге, происходящее на чистой медной поверхности в
контакт с расплавленным припоем, который создает там прочную связь, настолько прочную, что твердый припой
не отделяется от меди. Разрушение сустава при растяжении или сдвиге произойдет в
припой.
Значительная прочность достигается при наложении соединяемых поверхностей внахлест, как это принято в сантехнике. Расплавленный припой всасывается поверхностным натяжением в зазор между поверхностями, образуя припой. слой, который можно деформировать только при сдвиге
Механическая пайка обычно выполняется флюсом в виде пасты, содержащей кислоту. соединения, такие как хлорид цинка, которые очищают поверхности.Флюс следует удалить из паяное соединение после затвердевания, чтобы избежать коррозии на стыке. Чистить обычно неудобно флюс с электрических соединений, поэтому обычный флюс при электрической пайке представляет собой нейтральную смолу, которая имеет мало очищающее действие, обеспечивающее лишь барьер против проникновения воздуха во время пайки. Этого достаточно поскольку электрический провод и соединительные контакты обычно очищаются отшлифовкой или предварительно покрываются припоем. («консервированный»).
Наиболее распространенные припои, с которыми знакомо большинство людей, — это сплавы олова и свинца (металлургия об этом будет сказано позже) и широко используется для соединения меди и латуни.Где вести Загрязнение вызывает беспокойство, в качестве альтернативы припоям используются сплавы олова и сурьмы. Есть другие сплавы свинца плюс по крайней мере еще один металл, которые используются в качестве припоев.
Пайка
Пайка в принципе аналогична пайке, за исключением того, что соединительный агент, наполнитель,
представляет собой сплав с более высокой температурой плавления, чем тот, который используется при пайке, и, следовательно, более высокой прочности. Медь и медные сплавы можно паять, и это также распространенный метод соединения сталей.это
можно паять алюминиевые сплавы, хотя требуется большая осторожность, поскольку температура плавления алюминия
относительно близок к используемому припою. Припой можно плавить в
Печь, но обогрев горелкой, — распространенный метод. Сплавы серебра с медью и цинком плюс
другие металлы являются обычными припоями, также часто используются сплавы только меди и цинка, в
в обоих случаях при соединении сталей.
Медь и медные сплавы можно паять, и это также распространенный метод соединения сталей.это
можно паять алюминиевые сплавы, хотя требуется большая осторожность, поскольку температура плавления алюминия
относительно близок к используемому припою. Припой можно плавить в
Печь, но обогрев горелкой, — распространенный метод. Сплавы серебра с медью и цинком плюс
другие металлы являются обычными припоями, также часто используются сплавы только меди и цинка, в
в обоих случаях при соединении сталей.
Флюсы, используемые при пайке, в основном представляют собой смесь борной кислоты и боратов, которые при комнатной температуре остаются твердыми. температуры, но имеют температуру плавления ниже, чем у припоя, и обеспечивают как очистку воздействие кислоты, а также жидкого покрытия на стык и расплавленный припой, чтобы не допустить проникновения кислород.
Сварка
При сварке используется множество различных технологий. Некоторые используют присадочный металл, некоторые — нет. Немного используйте флюс, другие используют инертный газ для защиты стыка от кислорода во время сварки. Во всех случаях есть представляет собой плавление соединяемых металлических частей в дополнение к плавлению наполнителя, если он используется. Структура металла в сварном шве и прилегающего к нему металла обычно отличается от основного металла. соединяемые металлы в результате плавления и охлаждения, где это происходит.и эффект нагрев и охлаждение прилегающего металла, который не плавился. При малых увеличениях может кажутся границами между различными частями сварного соединения, каждая из которых имеет свои собственные структура, но границы раздела в хорошем сварном шве будут обнаружены при большем увеличении как зоны перехода.
Для плавления металла используются различные методы, в том числе газовое пламя и электрическая дуга. Дуга может
быть сформированным между инертным электродом и заготовкой или между стержнем из присадочного металла и
заготовка.
Сварка металлургия
Место стыка
Далее речь идет только о сварке стали. Соответствующая обработка сварки другие металлические сплавы будут аналогичными, но также будут иметь значительные отличия.
Сварка — это, по сути, метод соединения двух металлических частей, при котором некоторое количество металла в области стыка расплавляют, а затем дают затвердеть, чтобы между частями образовался прочный стык.Конечно, цель процесса — сформировать прочное соединение. В некоторых случаях прочность соединения не должна быть такой сильной, как если бы две части были изначально были сделаны как единое целое, но во многих случаях мы ожидаем, что соединение будет не менее прочным, чем металл соединяемых деталей.
Ожидается, что расплавленный металл сварного шва проникнет в узкое пространство, образованное между двумя частями сварочного шва. твердый металл. Это означает, что расплавленный металл должен «смачивать» твердые металлические поверхности и поверхность. Напряжение расплавленного металла должно быть таким, чтобы он, по сути, втягивал расплавленный металл в зазор.Этот эффект поверхностное натяжение такое же, как у «проникающих масел» для проникновения в узкие пространства между застрявшими поверхностями между гайкой и болтом, и причина, по которой мы добавляем моющее средство в вода для мытья посуды, чтобы не допустить попадания жира на столовые приборы и посуду. При сварке смачивание зависит в основном, чтобы твердые поверхности и металл шва были чистыми и оставались чистыми во время сварки процесс.
Соединяемые детали будут иметь механические свойства, определяемые механическими
и термическая обработка, используемая для изготовления деталей и обработки деталей после того, как они были сформированы.Этот
может включать холодную прокатку, измельчение зерна, нагрев, закалку и отпуск, что приводит к
конкретное сочетание предела текучести и вязкости, желаемое для рассматриваемого объекта.
Зоны сварного шва
Часть сварного шва, в которой металл затвердел из расплавленного состояния, зона плавления, будет обладают механическими свойствами, аналогичными любой отливке из этого металла. Металл в кусках просто прилегающие к зоне плавления будут нагреты и охлаждены таким образом, что это повлияет на свойства этих зон весьма значительны, поэтому эти зоны, прилегающие к зоне плавления, являются известная как зона (зоны) термического влияния (ЗТВ).Металл за пределами ЗТВ, который не был влияние температуры и температурных изменений, возникающих во время сварки, можно отнести в качестве основного металла.
Металлургия сварки сосредоточена в первую очередь на этих двух зонах: зоне плавления и нагрева. пораженная зона.
Когда образуется сварной шов, первым этапом является затвердевание расплавленного металла между твердыми металлических поверхностей, и по мере затвердевания расплавленного металла он по существу образует отливку, но в отличие от обычных коммерческое литье мы ожидаем, что оно будет прочно прикреплено к окружающему нерасплавленному металлу.
Роль инертных сред и флюсов
Поскольку расплавленный металл и твердый металл будут иметь одинаковый состав, адгезия между ними весьма вероятно, при условии, что поверхность раздела чистая, то есть в ней нет оксидов или других загрязнений. Поскольку большинство металлов вступают в реакцию с кислородом, кислород в воздухе необходимо удерживать вдали от расплавленного металла сварного шва. Это достигается за счет использования флюса или окружения сварного шва инертным газом.
Флюс для сварки будет изготавливаться из веществ, которые тверды при комнатной температуре, но плавятся при
температуры сварки и действуют одновременно, образуя жидкостный барьер между расплавленным сварным швом и
окружающий воздух, и часто за счет реакции с любым оксидом, уже присутствующим в сварном шве, для его уменьшения. Хотя одной из целей является предотвращение окисления стали, флюс может содержать значительную
количества оксидов других металлов, в частности оксида титана. Эти ингредиенты часто очень
подобны таковым из различных форм стекла, и после того, как порошкообразный флюс расплавился и затвердел на
поверхность сварного шва может превратиться в «шлак», который немного похож на стекло и является хрупким, как стекло,
и его можно легко отколоть. Другие ингредиенты, такие как карбонаты, включены для производства и
инертный газ в сварном шве, и могут быть ингредиенты, которые обеспечивают дополнительные легирующие элементы для
улучшить свойства сварного шва.
Хотя одной из целей является предотвращение окисления стали, флюс может содержать значительную
количества оксидов других металлов, в частности оксида титана. Эти ингредиенты часто очень
подобны таковым из различных форм стекла, и после того, как порошкообразный флюс расплавился и затвердел на
поверхность сварного шва может превратиться в «шлак», который немного похож на стекло и является хрупким, как стекло,
и его можно легко отколоть. Другие ингредиенты, такие как карбонаты, включены для производства и
инертный газ в сварном шве, и могут быть ингредиенты, которые обеспечивают дополнительные легирующие элементы для
улучшить свойства сварного шва.
Флюс может поставляться в виде покрытия сварочного стержня или сердечника внутри него, или отдельно в виде пудра.
Если исключить кислород и очистить границу раздела, будет происходить некоторая диффузия атомов из обоих стороны на границе раздела между расплавленным и твердым металлом, таким образом гарантируя, что кристалл структура затвердевающего металла в некоторой степени является продолжением существующих кристаллов на сплошная сторона интерфейса.
Температурная история и структура зоны плавления
Ключ к пониманию того, что происходит во время сварки и после фактического образования сварного шва, чтобы оценить температурную историю различных частей сварного шва.
Зона плавления очевидна — это зона металла, температура которой выше температуры плавления.
точки, а затем относительно быстро остывает. Поскольку металл, окружающий сварной шов, холодный и стальной,
довольно хорошо проводит тепло, и тепло течет вниз по температурному градиенту от горячих регионов к холодным,
в сварном шве будет довольно крутой температурный градиент, в том числе в расплавленном металле в
зона плавления, поэтому максимальная температура в ванне расплава будет немного выше температуры плавления.
точку, опускающуюся до точки плавления на краю зоны плавления и продолжающуюся вниз в
зона термического влияния тем дальше от зоны плавления.
Затвердевание расплавленного металла, образующего сварной шов, в некоторой степени похоже на затвердевание сварного шва. литье в твердом виде, за исключением двух основных отличий. В сварном шве расплавленный металл может быть циркулирует в ванне расплава из-за сил, действующих на нее со стороны дуги или горелки. Также скорость охлаждение обычно намного выше, чем при литье.
Для углеродистой стали расплавленный металл будет содержать углерод и любые другие легирующие элементы в раствор, в том числе те, которые могут поступать из использованного присадочного стержня и флюса.. Первая форма твердым металлом будет аустенит, который затем при понижении температуры трансформируется в другие структуры.
Как мы знаем, альфа-железо может растворять очень мало углерода, и есть тенденция к проэвтектоидному образованию. альфа с образованием, отталкивая углерод, который в нем был, к другим частям металла. В Тип и форма этих структур будут зависеть от скорости, с которой углерод и любые другие элементы присутствует, может диффундировать через твердый металл.При медленных темпах охлаждения можно ожидать проэвтектоидного альфа, чтобы сформировать, а остальная часть структуры превратиться в перлит. Однако форма зерен этих составляющих будет зависеть от того, как происходит преобразование извне в внутри зоны плавления.
Как обычно при отливке, затвердевание в зоне плавления означает образование кристаллов металла.
которые растут внутрь, начиная с более холодных внешних поверхностей, образованных соседними металлическими деталями,
образуя типичную столбчатую структуру из крупных зерен.Одна из характерных черт такого
Процесс затвердевания — это тенденция некоторых легирующих элементов и соединений, образующихся в
расплав, а также любые загрязнения, присутствующие, несмотря на предыдущую очистку и флюс (или из-за плохого
подготовка и сварочная практика), которые нужно подтолкнуть к границам зерен, где они могут
ослабляют или делают структуру хрупкой. Например, если какие-либо примеси образуют соединения, которые
имеют более низкую температуру плавления, чем окружающая сталь, эти соединения остаются расплавленными после
остальная часть окружающей структуры затвердела, но сужается по мере охлаждения.Это может привести к
примеси становятся исходными точками образования трещин между стальными зернами.
Например, если какие-либо примеси образуют соединения, которые
имеют более низкую температуру плавления, чем окружающая сталь, эти соединения остаются расплавленными после
остальная часть окружающей структуры затвердела, но сужается по мере охлаждения.Это может привести к
примеси становятся исходными точками образования трещин между стальными зернами.
Кислород — не единственный опасный газ. Водород и азот растворимы в расплавленной стали и могут влияют на его свойства. В частности, потенциальную опасность представляет водород. В ней мало или совсем нет водорода. естественный воздух, но он образуется в результате диссоциации воды на кислород и водород, и поэтому легко образуется из влаги в воздухе, на поверхностях металла или во флюсовых покрытиях на сварных швах стержни.Водородные трещины, по-видимому, каким-то образом связаны с появлением водорода в виде крошечных пузыри или какое-либо другое взаимодействие водорода с металлической структурой, после того, как металл остынет, и особенно вероятно возникновение в более хрупких структурах, таких как мартенсит, при напряжении и может потребоваться некоторое время для развития. Это явление называется индуцированным водородом. растрескивание или охрупчивание.
Водяной пар и другие газы, захваченные сварным швом по мере его затвердевания, также могут образовывать поры. что может сильно ослабить сварной шов.
Тип структуры зерен зоны плавления будет зависеть от состава металл и скорость охлаждения. Если, например, металл представляет собой средне- или высокоуглеродистую сталь, быстро Скорость охлаждения, вероятно, приведет к образованию мартенсита, или, если скорость меньше, структура может быть бейнитом. Мартенсит, конечно, обычно нежелателен в сварном шве, поскольку он хрупкий.
Зона термического влияния (ЗТВ)
Типичная проблема в ЗТВ — нарушение желаемых свойств исходного основного металла.Конструкционная сталь обычно холоднокатаная и часто подвергается термообработке для получения мелкого зерна. Температура
цикл во время сварки, вероятно, приведет к перекристаллизации и некоторому росту зерна, уменьшая
предел текучести от основного металла.
Температура
цикл во время сварки, вероятно, приведет к перекристаллизации и некоторому росту зерна, уменьшая
предел текучести от основного металла.
В типичной ЗТВ мы часто можем распознать серию подзон: зона роста зерна, перекристаллизованная или зона измельчения зерна, зона частичного преобразования, зона отпуска (возможно, с некоторыми сфроидизация), окаймленная с одной стороны зоной сплавления, а с другой — неповрежденным основанием металл.
Остаточные напряжения.
Когда одна сторона сварного шва начинает расплавляться, а другая — твердая, начально расплавленная сторона будет сжиматься и продолжать сжиматься, как только он станет твердым и продолжает охлаждаться, помещая первоначально твердый сторона в сжимающее напряжение, а первоначально расплавленная сторона в растяжение. Напряжения, оставшиеся в сварной шов и прилегающий металл после сварки называются остаточными напряжениями и могут вызывать деформации и увеличивают вероятность трещин, начиная с той части, которая была расплавлена, и которая может теперь иметь более хрупкую структуру.
Контроль напряжений и конструкции
Можно уменьшить как скорость охлаждения во время затвердевания, так и образование остаточных напряжений. путем предварительного нагрева свариваемых деталей, достаточно равномерного повышения их температуры перед сваркой происходит и, следовательно, уменьшается количество тепла, которое должно подаваться во время сварки, и скорость, с которой тепло проходит через сварной шов и от него. Конечно, есть предел высокой температуру можно предварительно нагреть, так как это может изменить свойства основного металла и состояние поверхности металла.
Как и при обычной термообработке, металл сварного шва можно отжигать, отпускать или снимать напряжения. нагрев после формирования сварного шва.
Ваш путеводитель по точкам плавления стали, вольфрама и многого другого
Если вы новичок в металлообработке или занимаетесь этим годами, важно знать точку плавления каждого металла, с которым вы работаете. Каждый металл имеет разную температуру плавления, поэтому мы рассмотрим только самые распространенные металлы, используемые сварщиками и производителями.
Каждый металл имеет разную температуру плавления, поэтому мы рассмотрим только самые распространенные металлы, используемые сварщиками и производителями.
Если вы ищете металл для своего следующего проекта, вы можете найти то, что ищете, в Short Iron Store. Мы предлагаем широкий ассортимент металлических изделий в полный рост, металлической фурнитуры и даже металлических стен, выполненных нашей собственной командой.
ПОЧЕМУ ТОЧКИ ПЛАВЛЕНИЯ ВАЖНЫ
Тепло — один из наиболее часто используемых инструментов слесари. Тепло можно использовать для плавления и соединения металлов при сварке, а также для искусственного старения некоторых металлов. В металлообработке точка плавления классифицируется как температура, при которой металл становится полностью жидким.
Точки плавления различны для каждого металла, поэтому важно знать температуру плавления любого металла, с которым вы работаете, прежде чем начать. При температурах ниже точки плавления металла металл может начать размягчаться или деформироваться, что идеально подходит для изменения формы или формования.
ПАТКА И СВАРКА
Пайка и сварка — это два разных способа плавления и соединения металлов, и они имеют разные цели, что делает их идеальными для разных проектов. Сварка — это процесс соединения различных металлических деталей.Металлы нагреваются до температуры плавления и соединяются вместе, что позволяет молекулам объединяться и полностью перемешиваться. Сварка лучше всего подходит для металлов с одинаковой или близкой температурой плавления.
При соединении двух металлов с сильно различающимися температурами плавления пайка обычно является лучшим вариантом. Пайка включает использование третьего металла, обычно латунного сплава, для соединения двух металлов. Третий металл должен иметь более низкую температуру плавления, чем два других, иначе вы рискуете случайно расплавить их в процессе.
ТОЧКИ ПЛАВЛЕНИЯ ОБЫЧНО ИСПОЛЬЗУЕМЫХ МЕТАЛЛОВ
Ниже перечислены температуры плавления обычных металлов в порядке от наименьшей к наибольшей. В зависимости от конкретного сплава некоторые металлы могут иметь разную температуру плавления.
В зависимости от конкретного сплава некоторые металлы могут иметь разную температуру плавления.
- Свинец имеет точку плавления 621 F (327 C)
- Алюминий плавится при 1218 F (659 C)
- Бронза имеет разную температуру плавления в зависимости от того, сколько в ней меди, но обычно она плавится около 1675 F (913 C)
- Латунь — это сплав меди, плавящийся при 1700 F (927 C)
- Медь имеет температуру плавления 1981 F (1083 C)
- Сталь плавится при 2500 F (1371 C), а нержавеющая сталь плавится при 2750 F (1510 C)
- Железо имеет температуру плавления 2800 F (1538 ° C)
- Вольфрам имеет поразительно высокую температуру плавления 6150 F (3399 C), что делает его идеальным для сварки TIG электродов
ПОЛНОДЛИННЫЕ МЕТАЛЛЫ И МНОГОЕ ДРУГОЕ В МАГАЗИНЕ МАГАЗИНОВ
Short Iron Store предлагает большой выбор металла во всю длину и металлическую фурнитуру, и мы будем использовать наш плазменный резак с ЧПУ, чтобы убедиться, что ваш металл имеет правильную форму и размер.Позвоните или посетите наш веб-сайт, чтобы получить дополнительную информацию или бесплатное предложение по вашему следующему проекту!
— Типы сварки
Выбор оптимальных методов сварки алюминия обычно является сложной задачей в зависимости от используемой процедуры, а также размера алюминия. Вы найдете три основных и основных метода сварки алюминия; это газовая сварка, сварка сплавов MIG и TIG.
Сварка сплавов с использованием окси-ацетилена .
Этот вид сварки не получил широкого распространения, но, скорее всего, будет связан с многочисленными обслуживающими предприятиями, например, с ремонтом холодильного оборудования.Обычно это требует сплавления очень тонких алюминиевых листов с использованием кислородно-ацетиленового аппарата с тонкими наконечниками сварочной горелки.
Алюминий, естественно, трудно определить стадию, на которой сплав действительно станет жидким. В результате попытка нагреть несколько компонентов алюминия, чтобы соединить их, может привести к фактическому «выпадению» алюминия после достижения стадии плавления. Кислородно-ацетиленовая сварка алюминия по этой причине на самом деле является процедурой, которую можно просто завершить практикой, пока, наконец, естественные знания не позволят пользователю распознать, могут ли материалы быть близкими к температуре плавления и когда может быть доставлен наполнитель.
В результате попытка нагреть несколько компонентов алюминия, чтобы соединить их, может привести к фактическому «выпадению» алюминия после достижения стадии плавления. Кислородно-ацетиленовая сварка алюминия по этой причине на самом деле является процедурой, которую можно просто завершить практикой, пока, наконец, естественные знания не позволят пользователю распознать, могут ли материалы быть близкими к температуре плавления и когда может быть доставлен наполнитель.
Сварочный сплав Mig .
На самом деле это самый умный и наиболее распространенный метод сварки алюминия. Сварка MIG использует постоянную подачу алюминиевой проволоки в зону сварки. Сварка алюминия методом MIG позволяет сваривать сплав толщиной 1 мм и вверх. Зависит от силы тока сварочного аппарата Mig. Более тонкий алюминий может потребоваться точечная сварка, чтобы предотвратить продувку, опять же, это зависит от размера используемого проволочного электрода. Чем меньше толщина проволоки, тем тоньше любой алюминий, с которым вы сможете работать.Обычно сварочной проволокой 0,09 мм можно сваривать листы толщиной от 1 мм до 2,5 мм.
Листовой металл, как правило, сваривают с использованием сварочных аппаратов MIG; Обычно используется в алюминиевых гидроциклах, воротах, ограждениях и легких архитектурных и архитектурных работах. Сварка алюминия на большие калибры сравнима со сваркой металла, здесь идеально подойдет проволока 1,2 мм. Самый простой способ сварки алюминия.
При переключении сварочного аппарата mig с сварки стали на сварку сплавом вам придется настроить вкладыш сварочного кабеля на вкладыш, сделанный из тефлона, который позволит легко работать с присадочной проволокой.Алюминиевая проволока намного слабее по сравнению с металлической и требует гораздо меньшего трения по кабелю, а также по пистолету. Кроме того, вам, вероятно, потребуется использовать 100% чистый газообразный аргон, а не СО2, который используется при сварке металлов мигрантами.
Процедуры сварки алюминия с использованием аппарата для сварки TIG .
Сварка алюминия методом TIG также может быть сложной задачей и требует серьезного обучения. По аналогии с газовой сваркой, он включает в себя нагрев самого алюминия до стадии плавления с использованием горелки для сварки TIG, а также подачу присадочного стержня в подходящий момент для получения сварочного валика.Освоение сварки алюминия на аппарате Tig приносит наибольшее удовлетворение, потому что выполненная работа на самом деле является своего рода произведением искусства. Это требует разумного уровня знаний и позволит вашему готовому сварному шву получить ширину всего 1/16 дюйма.
Что такое горшок и как его сваривать?
Горшок плохо стареет. Вот почему металл обычно используется для изготовления предметов, которые не подвергаются воздействию элементов или грубого использования. Некоторые из целей этого металла включают:
1.1 домашнее использованиеЕсли вы увлечены, то наверняка заметили, что этот металл находит широкое применение на кухне. Например, многие формочки для печенья, которые вы найдете на кухне, сделаны из металлической посуды. Эти формочки для печенья хороши тем, что их легко сгибать. Эта простота — большой плюс для любого устройства для резки печенья.
Вы также найдете металлические горшочки в ящиках для игрушек. Из этого металла обычно делают машинки и другие подобные игрушки. Основная причина этого в том, что использование этого дешевого металла помогает снизить стоимость этих недорогих игрушек.
Металл в горшках по-прежнему используется в недорогой мебели. Не удивляйтесь, увидев этот металл в недорогой гитаре и другом музыкальном оборудовании.
1.2 Электроника и аксессуарыРаньше из этого металла изготавливали заводные ручки для автомобильных окон. Это было до того, как современные электронные окна стали популярными. Благодаря низкой стоимости использование металлической посуды позволило снизить производственные затраты.
Кроме того, использование горшечного металла остается популярным при изготовлении ювелирных изделий.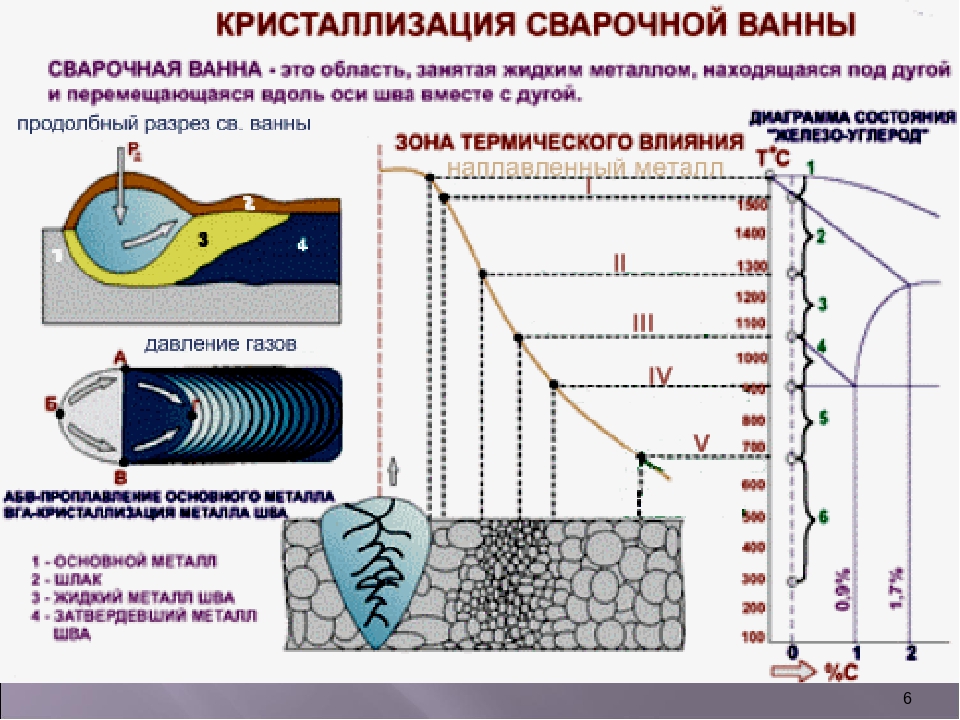 Многие художники и производители ювелирных изделий считают, что им легко придать форму, и это быстрый способ сделать эти украшения.
Многие художники и производители ювелирных изделий считают, что им легко придать форму, и это быстрый способ сделать эти украшения.
Следующая важная вещь — идентифицировать этот металлический горшок. Да, вы можете использовать металлический горшок, но вы не можете отличить его от других видов металла. Рассмотрим следующее:
Проблемы использования горшочного металлаМы рассказали о преимуществах и использовании этого металла, а также о том, как его идентифицировать. Но это не значит, что сварщику будет легко работать с этим металлом.Работа с этим металлом представляет собой немало проблем при сварке.
Большинство проблем, с которыми вы столкнетесь с этим металлом, связаны с тем, что это сплав, то есть смесь металлов. Прежде чем приступить к сварке, вы всегда учитываете тип металла, который вы собираетесь использовать. Вот где смешанные металлы создают проблему.
Например, есть некоторые металлы, которые не следует сваривать. Например, цинк выделяет токсичные пары, от которых может заболеть.Поэтому, если вы определили, что металл кастрюли, который вы собираетесь использовать, имеет высокий уровень цинка, не сваривайте его вообще.
Точно так же, если в металле кастрюли содержится довольно много алюминия, сварка будет довольно жесткой.
Металл в горшке плавится при низких температурах. Это может легко создать проблему, поскольку высокие температуры сварочного аппарата могут быстро расплавить этот металл и оставить вам кусок металла вместо желаемого продукта. В таких случаях было бы лучше соединить металлические части порта, чем работать со всем проектом как единым целым.
Сварка химически активных и тугоплавких металлов
Химически активные и тугоплавкие металлы изначально использовались в авиакосмической промышленности. промышленность, и теперь их сваривают для удовлетворения все большего количества требований. Эти металлы имеют много общих проблем при сварке и поэтому сгруппированы вместе.
Химически активные металлы имеют сильное сродство к кислороду и азоту при повышенных температуры и в сочетании образуют очень стабильные соединения. На более низком температуры они обладают высокой устойчивостью к коррозии.Тугоплавкие металлы имеют чрезвычайно высокие температуры плавления. Они также могут выставлять некоторые из те же характеристики химически активных металлов.
К тугоплавким металлам относятся:
- Вольфрам
- молибден
- тантал
- Columbium (ниобий)
- цирконий
- Титан
- Бериллий
Химически активные металлы становятся все более важными, потому что их использования в ядерной и космической технике. Они считаются в категории трудносвариваемых. Эти металлы обладают высоким сродством для кислорода и других газов при повышенных температурах и для этого причина не может быть сварена каким-либо процессом, в котором используются флюсы, или где нагретый металл подвергается воздействию атмосферы.Незначительные суммы примесей делают эти металлы хрупкими.
Большинство этих металлов обладают характеристикой, известной как вязко-хрупкий переход. Это относится к температуре при
металл ломается скорее хрупко, чем
пластичная мода. Рекристаллизация металла в процессе
сварка может повысить температуру перехода. Загрязнение во время
период высоких температур и примеси могут повысить переход
температура, чтобы материал был хрупким при комнатной температуре.Если загрязнение происходит так, что температура перехода повышается
в достаточной степени это сделает сварную конструкцию бесполезной. Загазованность
может происходить при температурах ниже точки плавления металла. Эти температуры колеблются от 371 ° C до 538 ° C.
Эти температуры колеблются от 371 ° C до 538 ° C.
При комнатной температуре химически активные металлы имеют непроницаемый оксид. покрытие, препятствующее дальнейшей реакции с воздухом. Оксидные покрытия плавятся при температурах, значительно превышающих температуру плавления основной металл и создают проблемы.Окисленное покрытие может попасть в расплавленный металл сварного шва и создают неоднородности, которые значительно уменьшают прочность и пластичность сварного шва. Из трех химически активных металлов титан является наиболее популярным и обычно сваривается специальными меры предосторожности.
Все тугоплавкие металлы подвержены внутреннему загрязнению или поверхностному загрязнению. эрозия при воздействии воздуха при повышенных температурах. Молибден имеет чрезвычайно высокую скорость окисления при высоких температурах выше 816 ° C.Вольфрам почти такой же. Тантал и колумбий образуют пентоксиды, которые не летучие при температуре ниже -3,9 ° C, но не обеспечивают достаточной защиты потому что они непривязаны. Молибден и вольфрам становятся становится хрупким при поглощении незначительного количества кислорода или азота. Колумбий и тантал могут выдерживать большее количество кислорода и азота.
Титан может выдерживать гораздо больше кислорода или азота, прежде чем станет охрупченный; однако небольшое количество водорода вызовет охрупчивание.Цирконий может выдерживать примерно столько же кислорода, но гораздо меньше азота или водород. В этом отношении бериллий похож на цирконий.
Сварка тугоплавких металлов
Очевидно, что эти металлы должны быть идеально очищены перед сваркой. и что они должны быть сварены таким образом, чтобы воздух не попадал в контакт с нагретым материалом. Очистка обычно проводится с помощью химикатов. Промывка водой необходима для удаления всех следов химикатов с поверхность. После очистки детали необходимо защитить их от повторное окисление.Лучше всего это делать, храня в камере с инертным газом. или в вакуумной камере.
или в вакуумной камере.Молибден сваривается методом газовой вольфрамовой дуговой сварки и электронно-лучевой процесс. Процесс газовой дуги можно использовать, но достаточная толщина молибдена редко доступна, чтобы оправдать этот процесс. Молибден был сварен другими дуговыми процессами, но результаты не слишком удовлетворительны. Сварка с использованием газовой защиты осуществляется в камере с инертным газом или в сухом боксе.Это камера который можно откачивать и продувать инертным газом до тех пор, пока все активные газы удалены. Сварка выполняется в чистой инертной атмосфере с нормальным хорошие результаты. Состав присадочного металла должен быть таким же, как у основной металл. Основной металл в зоне термического влияния становится хрупким. за счет роста зерна и рекристаллизации в результате сварки температуры. Рекристаллизация повышает температуру перехода, так что что молибденовые сварные швы имеют тенденцию быть хрупкими.Молибден очень чувствительные к надрезам, кратеры и эффекты надрезов, такие как подрезка, должны избегать. Молибден также можно сваривать контактной сваркой. процессы и диффузионной сваркой.
Вольфрам сваривается так же, как и молибден, и имеет такой же проблемы, только более интенсивно. Обладает большей восприимчивостью к растрескивание, потому что температуры перехода от пластичного к хрупкому выше. Подготовка вольфрама к сварке сложнее.Сварка газовой вольфрамовой дугой используется на постоянном токе. электрод (отрицательный). Сварку следует проводить медленно, чтобы не было трещин. Предварительный нагрев может помочь уменьшить растрескивание, но его следует проводить в инертном помещении. газовая атмосфера.
Технически чистый тантал мягок и пластичен и не имеет
пластично-хрупкий переход. Есть несколько сплавов тантала.
в продаже. Несмотря на то, что этот материал легче сваривать,
он должен быть хорошо очищен и для достижения наилучших результатов должен быть сварен в
камера инертного газа. Рекомендуется сварка вольфрамовым электродом в газовой среде.
Некоторые танталовые изделия производятся методом порошковой металлургии и
это может привести к пористости сварного шва. Изделие, отлитое дугой, не
иметь пористость. При сварке тантала присадочная проволока обычно не используется.
и для достижения наилучших результатов используется отрицательный электрод постоянного тока. Высокая
частота должна использоваться для зажигания дуги. Рекомендуется гелий
для сварки тантала, чтобы обеспечить максимальное проплавление, так как стыки
разработаны так, чтобы избежать использования присадочного металла.
Рекомендуется сварка вольфрамовым электродом в газовой среде.
Некоторые танталовые изделия производятся методом порошковой металлургии и
это может привести к пористости сварного шва. Изделие, отлитое дугой, не
иметь пористость. При сварке тантала присадочная проволока обычно не используется.
и для достижения наилучших результатов используется отрицательный электрод постоянного тока. Высокая
частота должна использоваться для зажигания дуги. Рекомендуется гелий
для сварки тантала, чтобы обеспечить максимальное проплавление, так как стыки
разработаны так, чтобы избежать использования присадочного металла.
Доступно несколько различных сплавов колумбия (ниобия). Некоторые из них пластичны, а другие хрупки, так как температура перехода близка к комнатной температуре. Используется процесс газовой вольфрамовой дуговой сварки. для чистого колумбия и для коммерческих сплавов с меньшей прочностью. В некоторых сплавах сварка может выполняться вне инертного газа. камеры, но следует принять особые меры предосторожности, чтобы хорошая защита от инертного газа.Для некоторых сплавов предварительный нагрев рекомендуется обеспечить сварной шов без трещин. Электронно-лучевая сварка колумбий также можно сваривать сопротивлением.
Сварка химически активных металлов
Бериллий был сварен с помощью процесса дуговой сварки вольфрамовым электродом. и с процессом газовой дуговой сварки, и к нему также присоединяются пайка. Бериллий нельзя сваривать без опытных технических специалистов. помощь. Бериллий — токсичный металл, поэтому необходимо соблюдать особые меры предосторожности. должны быть предусмотрены для надлежащей вентиляции и обращения. Цирконий и сплавы цирконий-олово являются пластичными металлами и могут
приготовлены обычными способами. Чистка чрезвычайно важна
химическая очистка предпочтительнее механической. Оба
газовая дуговая сварка вольфрамом и газовая дуговая сварка металлическим
используется для соединения циркония. Следует использовать камеру инертного газа.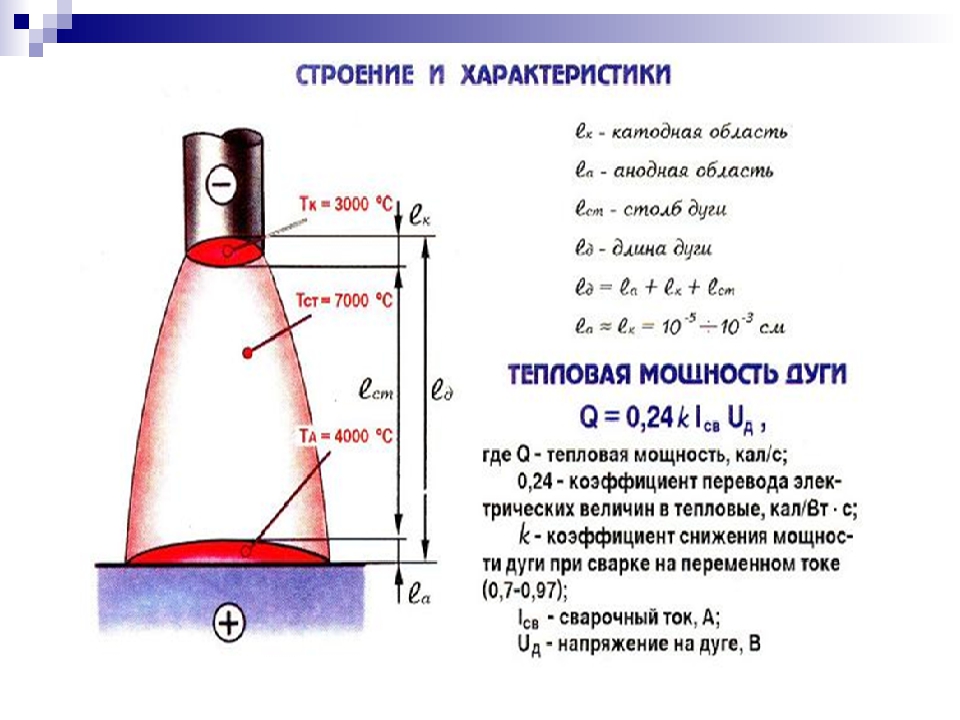 для поддержания эффективной газовой защиты. Аргон или смеси аргон-гелий
используются.
для поддержания эффективной газовой защиты. Аргон или смеси аргон-гелий
используются.
Циркальные сплавы — это сплавы циркония, содержащие небольшие количества олова, железа и хрома.Эти сплавы можно сваривать на открытом воздухе в почти так же, как титан. Электронно-лучевой процесс и Для соединения циркония использовались процессы контактной сварки.
Секрет успешной сварки титана — чистота . Небольшое загрязнение может полностью сделать титановый сварной шов. хрупкий. Загрязнение от жира, масел, краски, отпечатков пальцев, грязь и т. д. могут иметь такой же эффект. Если материал очищен тщательно перед сваркой и хорошо защищены во время сварки небольшая сложность при сварке титана.
Могут использоваться процессы газовой вольфрамо-дуговой и газовой дуговой сварки. для сварки титана. При использовании сварочные процессы в среде защитных газов. Эти специальные процедуры включают использование больших газовых форсунок и висячих экранов для защиты лица сварного шва из воздуха. Опорные стержни, обеспечивающие защиту инертным газом обратная сторона сварных швов из воздуха также используется. Не только расплавленный сваривать металл, но материал, нагретый выше 1000 ° F (прибл.540 ° С) сварным швом должны быть должным образом экранированы, чтобы предотвратить охрупчивание.
При использовании процесса GTAW следует использовать торированный вольфрамовый электрод. Размер электрода должен быть наименьшим диаметром, который выдержит сварочный ток. Электрод следует заземлить до точки. Электрод может выступать за конец сопла в 1-1 / 2 раза от своего диаметра. Сварка выполняется на постоянном токе, электрод отрицательный (прямая полярность).
Выбор присадочного металла будет зависеть от используемых титановых сплавов.
присоединился.При сварке из чистого титана следует использовать проволоку из чистого титана.
При сварке титанового сплава следующий сплав с наименьшей прочностью должен быть
используется в качестве присадочной проволоки. Из-за разбавления, которое произойдет
во время сварки наплавленный металл наберет необходимую прочность.
Те же соображения справедливы и при сварке титана методом GMAW.
Из-за разбавления, которое произойдет
во время сварки наплавленный металл наберет необходимую прочность.
Те же соображения справедливы и при сварке титана методом GMAW.
Аргон обычно используется в процессе с защитой от газа. Для более толстого металла используйте гелий или смесь аргона и гелия.Степень чистоты сварки газов удовлетворительное. У них должна быть точка росы минус 65 ° F. (минус 54 ° С). Защитные газы для сварки, как правило, не содержат загрязнение; однако перед сваркой можно провести испытания. Простой тест сделать бусину на куске лома, очистить титан и заметить его цвет. Бусинка должна быть блестящей. Любое изменение цвета поверхности указывает на загрязнение.
Дополнительная газовая защита обеспечивает защиту нагретого твердого металла рядом с металлом шва.Это экранирование обеспечивается специальными шлейфами. газовые форсунки или охлаждающие стержни, проложенные непосредственно рядом со сварным швом. Резервный должна быть предусмотрена газовая защита для защиты изнаночной стороны сварного шва. соединение. Защита тыльной стороны сустава также может быть обеспечена размещение охлаждающих стержней в непосредственном контакте с полосами подложки. Если контакт достаточно тесный, резервный защитный газ не требуется. Для критических В приложениях используется сварочная камера в инертном газе. Они могут быть гибкими, жесткие камеры или камеры с вакуумной продувкой.
Чтобы гарантировать, что не произойдет охрупчивания сварного шва, необходима надлежащая очистка. шаги должны быть предприняты. Не следует использовать растворители, содержащие хлор. Рекомендуемые растворители — три-спирт или ацетон. Титан может быть шлифование дисками из оксида алюминия или карбида кремния. Мокрое шлифование однако предпочтительнее, если мокрое измельчение невозможно. делать медленно, чтобы избежать перегрева поверхности титана.
Что есть… Сварка TIG?
Что означает «TIG»? Почему в этом процессе используется инертный газ? А какую роль играют вольфрамовые электроды? Сварка — это сложный процесс, но на самом деле основы довольно просты для понимания. The Fronius «Что такое…?» Эта серия помогает лучше понять сварку и получить общее представление об основных терминах.
The Fronius «Что такое…?» Эта серия помогает лучше понять сварку и получить общее представление об основных терминах.
Сварка TIG — это процесс, позволяющий получить сварные швы высокого качества. Дуга горит между термостойким, неплавящимся вольфрамовым электродом и деталью.Инертный защитный газ, который дает название процессу, создает бескислородную газовую атмосферу и предотвращает химические реакции с жидкостью сварочной ванны. В результате получаются гладкие, ровные и непористые сварные швы. Наплавочный металл направляется вручную или с помощью устройства подачи проволоки.
СваркаTIG может использоваться для всех металлов, пригодных для сварки. Самая большая область применения здесь — нержавеющая сталь и обработка цветных металлов, таких как алюминий, медь и латунь. TIG в основном используется для корневых проходов, поскольку швы гладкие и непористые и поэтому могут хорошо выдерживать динамические нагрузки.
Инертный защитный газ
Для сварки TIG используется безреакционный (инертный) защитный газ. Газовая атмосфера выполняет защитную функцию, предотвращая химические реакции с жидкой сварочной ванной и нагретым материалом. Это гарантирует качественные сварные швы.
Благородные газы аргон и гелий или смесь этих газов используются в качестве защитных газов. Чаще всего используется аргон, поскольку он обеспечивает оптимальные условия для зажигания и обеспечивает особенно стабильную дугу.Гелий проводит тепло более эффективно, чем аргон, и поэтому обеспечивает глубокое и широкое проникновение.
Вольфрамовые электроды
Вольфрамовый электрод лежит в основе сварки TIG. При 3380 градусах Цельсия вольфрам имеет самую высокую температуру плавления среди всех чистых металлов в периодической таблице. Это означает, что электрод может испускать дугу, которая нагревает и разжижает заготовку, не расплавляясь сама по себе.
Электроды изготовлены методом спекания. Их также можно легировать оксидными добавками для улучшения их свойств.Электроды имеют цветовую маркировку в зависимости от используемого сплава:
.Электроды из оксида вольфрама / лантана окрашены в синий цвет
- Чистый вольфрам (WP) (зеленый):
Плоская сферическая поверхность электрода
Проблемы с зажиганием при постоянном токе
Низкая допустимая нагрузка по току - Оксид тория (WT 20) (красный):
Отличные воспламеняющие свойства
Значительно более высокая токонесущая способность, чем у электродов из чистого вольфрама
Слаборадиоактивный (альфа-излучатели) - Оксид церия (WC 20) (серый):
Свойства, аналогичные торию
Нерадиоактивный - Оксид лантана (WL 20) ( синий):
Более длительный срок службы, чем у электродов из вольфрама / тория или вольфрама / церия
Более низкие характеристики зажигания
Высокочастотное зажигание
Одной из особенностей сварки TIG является то, что дуга может зажигаться бесконтактно.Серия быстрых высоковольтных импульсов вызывает проскакивание искры на заготовку, после чего дуга стабилизируется. Сварщик может легко справиться с высокочастотным зажиганием. Электрод не может прилипать к заготовке, не загрязняется, в шве не образуются включения вольфрама.
Подробнее о преимуществах процесса TIG можно прочитать в статье блога Fronius «Сварка TIG: высококачественные соединения».
Классификация по температуре плавления (пайка и пайка) | Пайка / пайка | Основы автоматизированной сварки
В этом разделе объясняется разница между пайкой с припоем и припоем.Как поясняется ниже, каждый из этих методов по-разному влияет на сварочные процессы автоматизации производства.
Обязательно к прочтению всем, кто занимается сваркой! Это руководство включает в себя базовые знания о сварке, такие как типы и механизмы сварки, а также подробные знания, касающиеся автоматизации сварки и устранения неисправностей.