Сварки инвертором теория
Главная » Статьи » Сварки инвертором теория
Методы сварки инвертором
Электродуговая сварка – наиболее распространенный и универсальный метод надежного соединения металлических деталей. Технология этого процесса сводится к образованию между электродом и основным металлом электрической дуги за счет тока, генерируемого сварочным аппаратом. Горящая обмазка электрода выделяет газ, препятствующий проникновению воздуха в область контакта дуги с металлом. Этот газ раскален настолько, что плавит металл, причем материал электрода также переходит в расплавленную сварочную ванну, формирующуюся вокруг шва.
способы сварки инвертором
Основной задачей любого сварочного аппарата является обеспечение большого регулируемого постоянного либо переменного тока, текущего через электрод. Сварка постоянным током посредством сварочного инвертора имеет ряд преимуществ. Используемое оборудование легче, имеет меньшие габариты, чем сварочные трансформаторы переменного тока, и менее чувствительно к перепадам напряжения в сети.
принцип действия сварочного инвертора
электроды для сварочного инвертора
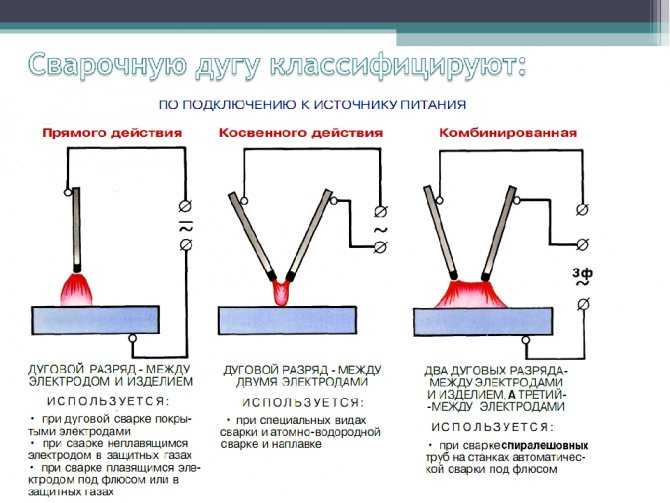
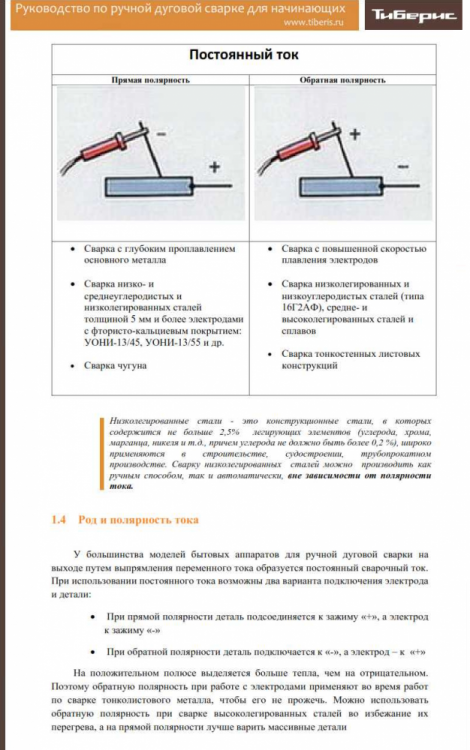
Все методы сварки инвертором основаны на том, что поток электронов течет в одном направлении, выбрать которое он и позволяет. Обратная полярность установлена, когда при сварке плюс находится на электроде, а минусом служит заземление. Электроны всегда текут от отрицательного контакта к положительному, то есть при обратной полярности – из металла переходят на электрод, вызывая сильный нагрев последнего. Это основной метод обычной дуговой сварки. При установке прямой полярности минус будет на электроде, а положительным контактом служит «земля». Электроны текут с электрода на металл, разогревая его и оставляя электрод холодным. Этот метод применяется для ускоренной сварки специальными электродами листового металла.
2014-01-30 Методы сварки инвертором Reviewed by Vash-Remontik.ru on Янв 30. Электродуговая сварка – наиболее распространенный и универсальный метод надежного соединения металлических деталей.
vash-remontik.ru
Преимущества и недостатки инверторной сварки
Инверторная сварка, появившаяся сравнительно недавно, значительно облегчила выполнение сварочных работ простотой и легкостью применения. Сварку инверторным аппаратом, имеющим небольшие габариты, легкий вес и несложную систему управления, могут выполнять как опытные сварщики, так и новички.
Принцип работы инвертора
Технология сварки инвертором заметно отличается от работы обычного трансформаторного оборудования для дуговой сварки. В последнем случае процесс повышения силы тока в сварочной дуге заключается в преобразовании электродвижущей силы тока в обмотках. Функциональная схема инверторной аппаратуры базируется на совершенно другом принципе.
Источник питания инвертора – домашняя электросеть переменного тока, с частотой 50Гц. Переменный ток преобразуется в постоянный выпрямляющей схемой аппарата, далее специальный фильтр окончательно сглаживает его показатели. Основным электрическим узлом устройства, с помощью которого выполняется обратное преобразование постоянного тока в переменный с увеличением частоты до огромных показателей (50-60 кГц), является инвертор.
Переменный ток преобразуется в постоянный выпрямляющей схемой аппарата, далее специальный фильтр окончательно сглаживает его показатели. Основным электрическим узлом устройства, с помощью которого выполняется обратное преобразование постоянного тока в переменный с увеличением частоты до огромных показателей (50-60 кГц), является инвертор.
Важно знать! На первый взгляд схема двойного преобразования кажется слишком громоздкой и непонятной. Но ее преимущество заключается в том, что для снижения показателя напряжения тока высокой частоты в данном случае потребуется трансформатор, обладающий небольшими размерами и весом.
Например: для инверторной сварки при силе тока 160А потребуется трансформатор, обладающий массой порядка 0,250 кг, в то время как для устройств старого образца применяется трансформатор массой около 18 кг. Полученный в процессе преобразования ток высокой частоты понижается до 60-90 В (в бытовом оборудовании), сила тока при этом обладает минимальным показателем в 120-200 А которого достаточно для сварки.
Преимущества инвертора
Небольшие габариты и масса делают аппарат очень удобным для применения в домашних условиях. Но оборудование обладает и другими достоинствами, отличающими его от техники старого образца.
- Электроды для инверторной сварки могут быть как для постоянного, так и для переменного тока. Это существенное преимущество, особенно когда необходимо выполнить соединение чугунных конструкций или деталей из цветных металлов и сплавов.
- Инверторная сварка обладает возможностью регулировать силу тока в достаточно большом диапазоне. Это делает доступным выполнение аргонодуговой сварки инвертором с помощью неплавящихся вольфрамовых электродов.
- Инверторная сварка своими руками – процесс менее трудоемкий и сложный, чем сварка аппаратами старого типа, благодаря схеме управления, позволяющей выполнять большое количество функций, направленных на облегчение сварки. Например: облегченный розжиг сварочной дуги, предотвращение залипания электрода при смене режима работы и другие.


Недостатки
Несмотря на большое количество достоинств, использование инверторной аппаратуры обладает рядом негативных моментов.
- Высокая стоимость – это основной недостаток оборудования, влияющий на выбор покупателя. Инвертор в несколько раз дороже обычного оборудования. Поэтому при единичном пользовании его лучше брать в аренду, или обращаться за помощью к специалистам.
- Аппарат обладает повышенной чувствительностью к пыли, как и все прочие электронные устройства на основе полупроводниковых элементов. Эксплуатация оборудования невозможна без периодической чистки, которую в сезон необходимо производить до 4 раз.
- Некоторые модели устройств нельзя использовать для сварки в условиях отрицательных температур из-за повышенной чувствительности к холоду.
- Сварка инвертором для начинающих может показаться неудобной из-за короткого сварочного кабеля, длина которого по установленным нормам не должна превышать 2,5 метра.
При выборе инвертора необходимо определиться с его назначением. Существуют профессиональные и бытовые модели, обладающие рядом отличий.
Существуют профессиональные и бытовые модели, обладающие рядом отличий.
Отличия бытовых и профессиональных инверторов
Бытовые устройства должны иметь время для остывания через каждые 15-20 минут сварки. При этом длительность остывания в два раза превышает время работы. Профессиональная модель может функционировать в течение 8-9 часов, а промышленное оборудование настроено на круглосуточную работу.
Приобретая бытовой агрегат необходимо уточнять показатель напряжения в сети. Стабильные параметры и постоянная величина, соответствующая норме, позволяет покупать оборудование, которое рассчитано на сварочный ток 160 А. При низком напряжении, лучше приобретать модель с показателем 200 А, иначе пострадает качество сварного шва.
Особенности инверторной сварки
Основное преимущество аппаратуры заключается в том, что ей может работать даже неопытный сварщик, потому что инвертор, в отличие от сварочных трансформаторов, более легок и удобен в работе. Но все же предварительно следует ознакомиться с тем, как правильно варить инверторной сваркой.
Прямая зависимость между входным и входным напряжением, существующая в трансформаторном оборудовании, при существенных перепадах способствует возникновению сложностей во время розжига дуги, заключающихся в прилипании электрода к соединяемым элементам. Устройство инверторного аппарата исключает подобную зависимость, что облегчает процесс зажигания дуги.
При сварке трансформаторными аппаратами, которые неспособны удерживать постоянную силу тока, существует возможность возникновения ситуаций, при которых металл не проваривается или наоборот прожигается. Сварка инвертором не имеет подобного недостатка, обладая постоянной величиной сварочного тока.
Качество сварного шва, при работе обычным сварочным оборудованием, зависит от поддержания горения сварочной дуги. Не каждый начинающий сварщик сможет обеспечить подобный параметр. Инверторная аппаратура не требует тщательного контроля этой функции из-за постоянства сварочного тока, который обеспечивает высокое качество сварочного шва даже при небольших изменениях дуги.
Вертикальный шов гораздо быстрее и качественнее получается при сварке инвертором, чем трансформаторным устройством. Обусловлено это исключением постоянного прилипания электрода к соединяемым деталям, что облегчает выполнение сварки прихватками.
Преимуществом инверторной сварки является более простое и качественное выполнение работы.
Полуавтоматическое оборудование
Существует несколько видов инверторной техники. Одним из них является инвертор-полуавтомат, предназначенный для работы в среде защитных газов.
Сварной шов выполняется с помощью присадочной проволоки, подаваемой автоматически в зону горения дуги. Полуавтоматы также обладают небольшими габаритами и весом, применяются на производствах и в быту для соединения деталей из различных металлов и сплавов. Конструкция состоит из сварочного инвертора и аппарата, подающего проволоку.
TIG- сварка
Аргонодуговая сварка является разновидностью инверторных устройств. Схема инвертора – стандартная: преобразование напряжения высокой частоты, обеспечивающего стабильность дуги. Это позволяет выполнять соединения различных металлов.
Это позволяет выполнять соединения различных металлов.
Выбор режима, постоянного или переменного тока, в современных установках напрямую зависит от характеристик свариваемых металлов. Аргон защищает сварочное соединение от воздействия воздуха. TIG – сварка инвертором применяется для соединения конструкций их алюминия, нержавейки, титана и других металлов и сплавов.
Современный рынок предлагает оборудование, которое поддерживает все перечисленные выше технологии. Универсальные сварочные инверторы могут стать незаменимыми устройствами для частных автосервисов и мастерских.
stroitel5.ru
Как правильно варить металл инвертором? — Мир сварки
Сегодня мы постараемся объяснить, что такое сварка, какие ее особенности, как правильно варить металл инвертором и многое другое, но на более простом языке. Особенно это должно быть по душе начинающим сварщикам, которые нуждаются в азах этого, не побоюсь слова, искусства. Итак, самое простое, что мы должны знать, сварка бывает горячей и холодной, если в двух словах, то горячая это когда соединяются кромки металла под действием высокой температуры с применением присадочного металла в виде проволоки или электрода. При холодной сварке детали соединяются под действием огромных сил, но сейчас не об этом.
Итак, самое простое, что мы должны знать, сварка бывает горячей и холодной, если в двух словах, то горячая это когда соединяются кромки металла под действием высокой температуры с применением присадочного металла в виде проволоки или электрода. При холодной сварке детали соединяются под действием огромных сил, но сейчас не об этом.
Выбор оборудования
Варить металл можно с применением различного сварочного оборудования. Сварочный инвертор, например, приобрел огромную популярность благодаря своим положительным характеристикам, с его помощью обучение сварке происходит легко и быстро, главное выбрать аппарат с плавной регулировкой тока сварки. Следует уделить внимание своей защите, для этого понадобится спецодежда, специальные брезентовые рукавицы, защитный щит и пр. Это очень важно, потому что есть риск получить ожоги, как на теле, так и получить ожог глаз, если не придерживаться техники безопасности. На крупных предприятиях все процессы, в том числе и сварочные, стараются максимально механизировать, к примеру, используют сварочный робот цена акцент, это позволяет увеличить продуктивность работы, и сократить затраченное время.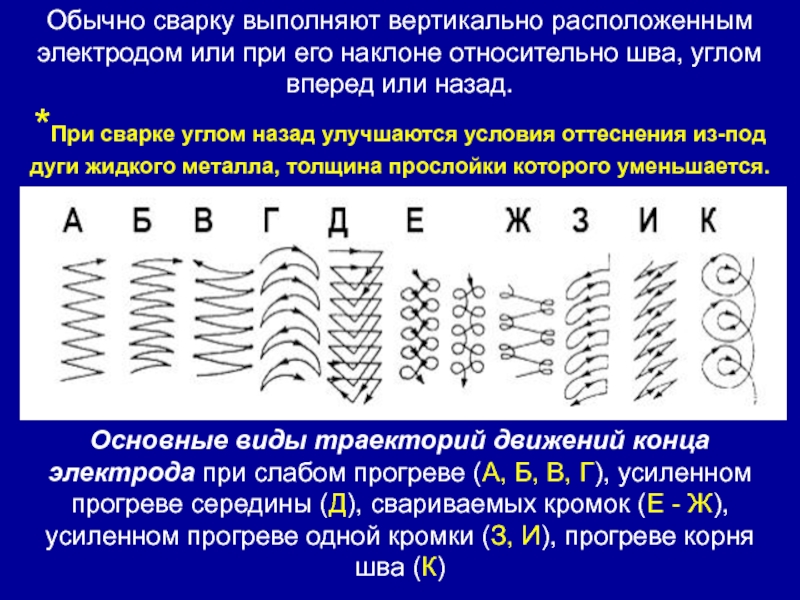
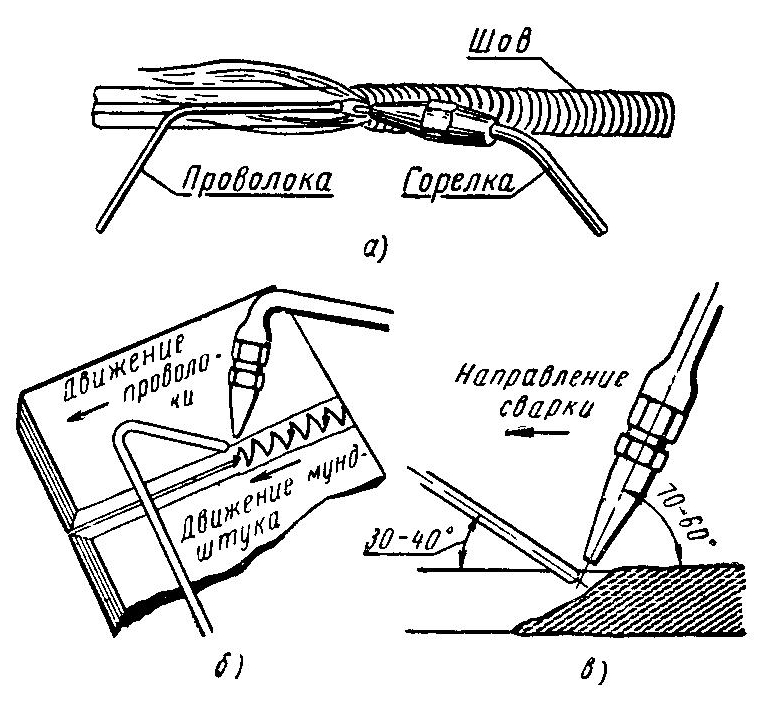
Чтоб правильно варить металл инвертором нужно начать с электродов диаметра 2,5 или 3 мм, поначалу ни о каком изделии речи не идет, главное это освоить технику. Приготовьте также маленький молоточек и металлическую емкость с водой. Сразу берите в привычку подготавливать правильно рабочее место, освобождать его от легковоспламеняющихся веществ и т. д. Не забывайте заземление прикреплять на деталь, нужно также научиться, правильно подбирать величину тока, подготавливать поверхности деталей, сбивать окалину и многое другое. Не нужно жалеть времени на практику, чтоб научиться правильно, варить металл инвертором, зато впоследствии все действия будут выстраиваться автоматически и в правильном порядке. Как зажечь дугу, это отдельная тема, электрод устанавливается под 60 градусов к поверхности изделия, скорость его движения не должна превышать 10 см за секунду, но и не меньше 5. Устойчивая и стабильная дуга это результат упорных тренировок.
Ручная дуговая сварка-для начинающих
 youtube.com/embed/NnaJTrs2qQA»>
youtube.com/embed/NnaJTrs2qQA»> svarnou.ru
Электродуговая и газовая сварка и резка металлов » Строительство и ремонт: теория и практика
Сварка металлов применяется при изготовлении и ремонте ковшей элеваторов, скребков конвейерных лент, опорных конструкций, желобов, для заварки трещин в различных конструкциях, а также раковин в чугунном и стальном литье и т.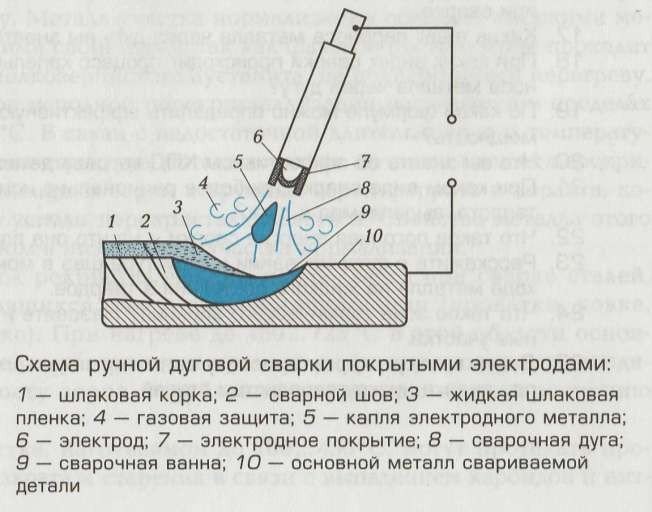 д.
д.
На обогатительных и брикетных фабриках применяют преимущественно электродуговую сварку переменным, реже — постоянным электрическим током металлическими электродами. Для ремонта деталей из сплавов цветных металлов, чугунных деталей, требующих последующей обработки, сварки тонких листов металла (толщиной менее 2 мм), при наварке или напайке твердых сплавов на быстроизнащивающиеся детали применяют газовую — ацетилено-кислородную сварку.
Сварочные аппараты переменного тока состоят из однофазного трансформатора и дросселя для регулирования величины сварочного тока.
Применяют сварочные трансформаторы типа СТЭ с отдельным дросселем (регулятором) РСТЭ и типа СТАН и CTH со встроенным дросселем. Технические характеристики трансформаторов приведены в табл. 27 и 28.
Трансформаторы устанавливают на ремонтное место без фундамента и подключают первичной обмоткой к электросети напряжением 220—380 в. Во вторичной обмотке возникает ток напряжением 60—65 в.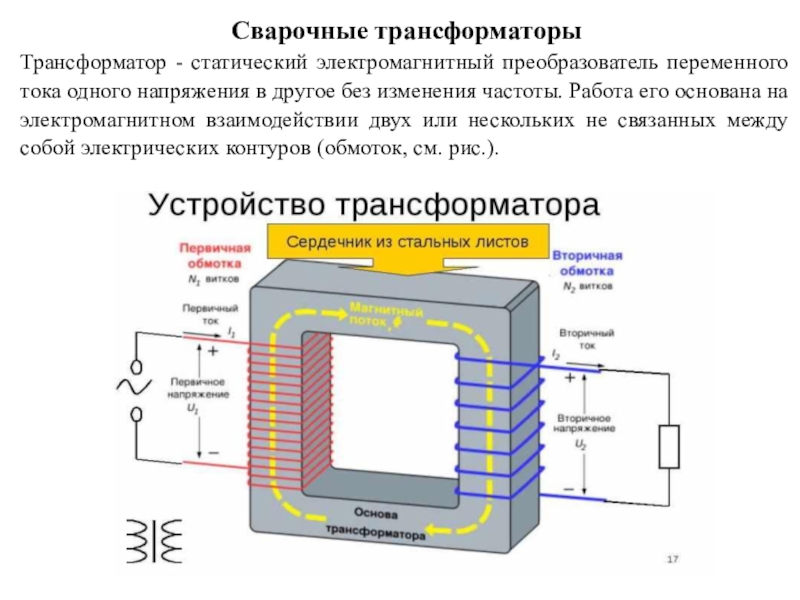
Сечение проводов для подключения трансформатора к сети приведено в табл. 29. Для присоединения электродержателя к трансформатору применяют провода марок ПР и ПРГ. Непосредственно к держателю присоединяют отрезок провода ПРГ длиной не менее 4 м. Сечение провода выбирают в зависимости от сварочного тока (табл. 30).
В случае необходимости получения сварочного тока большой силы сварочные работы производят при параллельном включении двух и более сварочных аппаратов (рис. 33). Для повышения устойчивости электрической дуги в сварочную цепь включают осциллатор (рис. 34), повышающий напряжение тока до 3000 в и частоту его до 150 000 периодов в секунду и более.
Сварочные аппараты постоянного тока — стационарные генераторы типа СМГ и передвижные типа СУГ.
Металлические электроды для электродуговой сварки изготовляют из проволоки диаметром 2—12 мм, длиной 250—400 мм. Диаметр проволоки выбирают в зависимости от толщины листов свариваемого металла, а величину сварочного тока — от диаметра электрода (табл. 31). Химический состав стали для стержней электрода должен соответствовать составу и свойствам свариваемого металла. Сварку легированных сталей производят электродами, имеющими химический состав, одинаковый с основным металлом; сварку цветных металлов — угольными электродами с добавлением проволоки из требуемого наплавочного материала. Для неответственных работ электроды изготовляют из мягкой стальной проволоки.
31). Химический состав стали для стержней электрода должен соответствовать составу и свойствам свариваемого металла. Сварку легированных сталей производят электродами, имеющими химический состав, одинаковый с основным металлом; сварку цветных металлов — угольными электродами с добавлением проволоки из требуемого наплавочного материала. Для неответственных работ электроды изготовляют из мягкой стальной проволоки.
Химический состав наиболее часто применяемой для электродов сварочной проволоки приведен в табл. 32.
Для повышения устойчивости электрической дуги и защиты металла от окисления при сварке электроды покрывают слоем обмазки толщиной 0,3—0,7 мм. Наиболее часто применяют меловую обмазку, состоящую из 20—15% жидкого стекла и 80—85% тонкоизмельченного мела. Для ответственных конструкций из малоуглеродистых сталей применяют электроды марок OMM и ЦМ. Состав обмазок этих электродов и технологическая характеристика их приведены в табл 33 и 34.
Оборудование для газовой сварки состоит из переносных генераторов для получения ацетилена из карбида кальция редукторов, горелок и баллонов для кислорода. Ацетилен доставляется к месту сварки также в баллонах (заполненных пористой массой, залитой ацетоном). Стандартная емкость баллонов — 40 л. Наполнение баллонов допускается: для кислорода — до давления 150 ат; ацетилена — до 16 аг. Давление кислорода при поступлении в горелку — 3 ат, ацетилена — 0,01—0,02 ат. Баллоны окрашиваются: кислородный в голубой, ацетиленовый в синий цвета.
Ацетилен доставляется к месту сварки также в баллонах (заполненных пористой массой, залитой ацетоном). Стандартная емкость баллонов — 40 л. Наполнение баллонов допускается: для кислорода — до давления 150 ат; ацетилена — до 16 аг. Давление кислорода при поступлении в горелку — 3 ат, ацетилена — 0,01—0,02 ат. Баллоны окрашиваются: кислородный в голубой, ацетиленовый в синий цвета.
Запас газа в баллоне, приведенный к атмосферному давлению, определяют по формулам: кислорода
где р — давление в баллоне, дал;
V — общая емкость баллона, л.
Характеристики генераторов ацетилена и кислородных редукторов приведены в табл. 35 и 36.
Для сварки листов металла толщиной до 30 мм, а также резки металла применяют горелки типа СУ (табл. 37), а для сварки листов металла малой толщины — горелки CM (табл. 38). и СГ.
Подвод газа к горелке производится при помощи шлангов из вулканизированной резины с прокладками из бумажной ткани. Диаметры шланга: наружный — 17,5 мм, внутренний — 9,5 мм. Длина шланга должна быть не менее 5 м.
Диаметры шланга: наружный — 17,5 мм, внутренний — 9,5 мм. Длина шланга должна быть не менее 5 м.
Присадочные материалы при газовой сварке. Для сварки стали применяют проволоку из малоуглеродистой стали, содержащую:
Диаметр присадочной проволоки принимают в зависимости от толщины листов свариваемого металла:
При горячей сварке чугуна применяют стержни из серого чугуна, при сварке деталей из меди и бронзы — латунную проволоку и флюс из буры (70%), поваренной соли (20%) и борной кислоты (10%).
Сварочные соединения листов металла — стыковые, внахлестку, угловые и тавровые.
Сварочные стыковые соединения выполняются без скоса (рис. 35) и со скосом (рис. 36) кромок свариваемых листов металла. Данные о стыковых соединениях приведены в табл. 39.
Сварочные соединения внахлестку (рис. 37) применяют для наложения заплат на изношенные места листов металла на желобах, кожухах элеваторов, металлических резервуарах и т.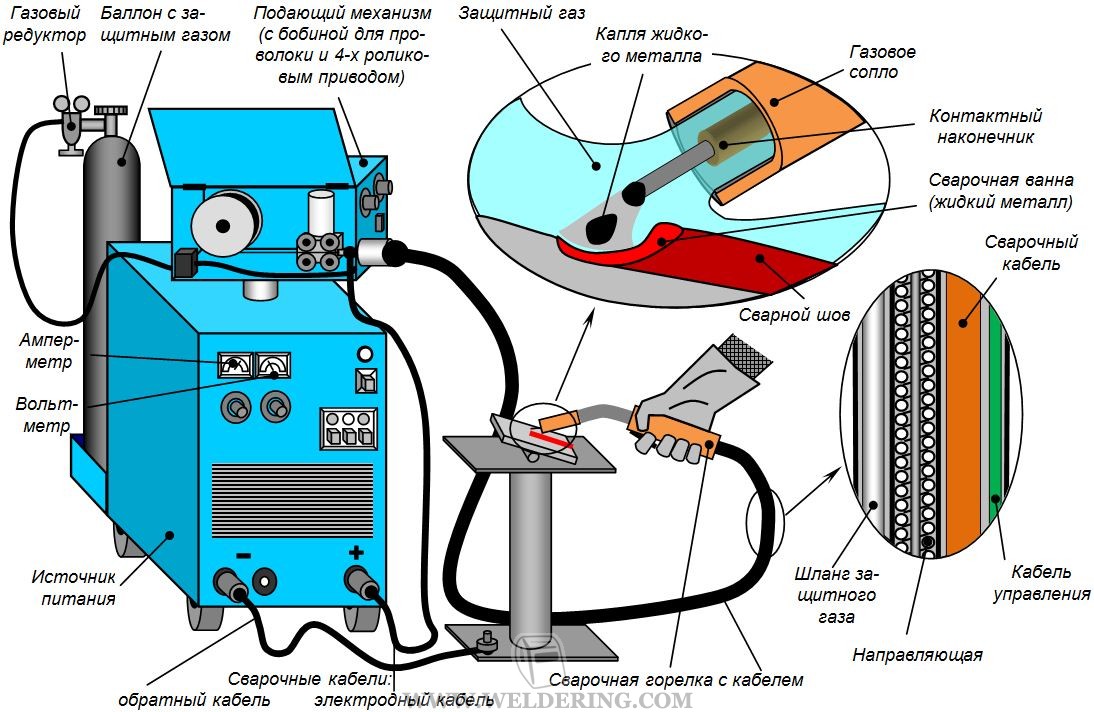 д., а также при изготовлении новых листовых конструкций. Величина перекрытия листов свариваемого металла принимается равной 3—5-кратной толщине листа.
д., а также при изготовлении новых листовых конструкций. Величина перекрытия листов свариваемого металла принимается равной 3—5-кратной толщине листа.
Сварочные угловые и тавровые соединения (рис. 38) применяют при ремонте ограждений, ферм, для усиления фундаментных рам и т. д.
Заварка трещин ираковин вчугунном литье производится холодным или горячим способами. Детали, не подвергающиеся высоким напряжениям и не требующие особой плотности соединений и последующей обработки режущим инструментом, сваривают холодным способом с применением малоуглеродистых стальных электродов диаметром 3—5 мм, с меловой обмазкой. Для повышения прочности на поверхности соединений свариваемой детали на резьбе в шахматном порядке устанавливают шпильки (завертыши) диаметром 0,3-0,4 толщины стенки детали (рис. 39). Глубину завертывания принимают равной 1,5 диаметра шпилек, а выступающую часть шпилек 0,5—1,0 их диаметра. Вначале обваривают шпильки, а затем заплавляют разделку.
При холодной сварке чугуна широко применяют также биметаллические электроды из красной меди диаметром 3—6 мм с оболочкой из луженой жести и меловым покрытием. При сварке добавляют флюс, состоящий из: буры (50%), каустической соды (15’%), железных опилок (20%) и железной окалины (15’%). Наплавленный такими электродами шов имеет высокую прочность и пластичность.
Для заварки раковин применяют обычно электроды из монель-металла (сплава, состоящего: из никеля — 65—70%, меди — 27—29%, марганца — 1,2—1,8%, железа — 2,0—3,0%) диаметром 3—4 мм, с обмазкой из графита (45%), кремнезема (15%), огнеупорной глины (20%), древесной золы (10%) и соды (10%).
Горячая сварка чугуна применяется при ремонте деталей сложной формы, когда требуется получить плотный, прочный и легко обрабатываемый сваркой шов. Сварка производится электродуговым способом или газовым пламенем.
При сварке электродуговым способом свариваемую деталь заформовывают в песок и нагревают в кузнечном горне или печи до температуры 750—850°, после чего производят наплавку чугунными электродами. Сваренное изделие медленно охлаждают.
При сварке газовым пламенем применяют стержни из серого чугуна диаметром 6—12 мм с высоким содержанием кремния. При сварке добавляют флюс, состоящий из буры (50%), двууглекислой соды (47 %) и кремневой кислоты (3%).
Резка металлов производится при заготовке деталей из толстых листов или слитков и при разборке неразъемных узлов оборудования.
Электродуговая резка основана на расплавлении металла воздействием электрической дуги, при помощи которой возможна резка как черных, так и цветных металлов. Для резки металлов применяют угольные, графитовые или металлические электроды диаметром 5—6 мм покрытые специальной обмазкой. Вместо круглых электродов применяют для экономии металла также отходы листовой стали с обмазкой из древесной золы (24%), мела (2%) и жидкого стекла (74%).
Электродуговая резка дает неровную поверхность в месте разреза, а при применении угольных и графитовых электродов кромки разрезаемого металла науглероживаются, что затрудняет их последующую механическую обработку.
Газовая резка основана на сжигании металла в струе ацетилено-кислородного или бензино-(керосино-) кислородного пламени. Газовой резке поддаются металлы, имеющие температуру воспламенения 1050—1300°, мало- и среднеуглеродистые, а также некоторые легированные стали. Чугун, медь и алюминий газовой резке не поддаются.
Для ацетилено-кислородной резки металлов применяют то же оборудование, что и для газовой сварки. Техническая характеристика приведена в табл. 40 и 41.
Для бензино- (керосино-) кислородной резки применяют бензо- и керосинорезы (табл. 42 и 43), состоящие из бачка для горючего, работающего под давлением до 2 ат, и специального резака. Присоединение резака к бачку производится посредством керосиностойкого дюритового шланга с внутренним диаметром 4 мм.
- Общие сведения о ремонте оборудования на обогатительных и брикетных фабриках
- Общие сведения о теплоснабжении обогатительных и брикетных фабрик
- Насосные станции и установки обогатительных и брикетных фабрик
- Водопроводные сети и резервуары обогатительных и брикетных фабрик
- Источники водоснабжения, и водозаборные устройства обогатительных и брикетных фабрик
- Юрченко, Александр Владимирович
- Общие сведения о водоснабжении обогатительных и брикетных фабрик
- Электрическое освещение обогатительных и брикетных фабрик
- Управление электроприводом обогатительных и брикетных фабрик
- Электропривод обогатительных и брикетных фабрик
Книги по сварке — Книги
#1 ncontrol
Отправлено 21 October 2010 17:02
Форумчане!
Ищу книги по сварке.
Предлагаю к обмену из совей электронной библиотеке (в формате «.pdf» и «.djvu»):
1. AWS — Руководство по пайке металлов.
2. Айрапетян Л.X. — Справочник по клеям.1980.
3. Акулов А.И. — Технология и оборудование сварки плавлением
4. Александров А.Г. — Эксплуатация сварочного оборудования.
5. Алешин Н.П., Чернышев Г.Г.- Сварка. Резка. Контроль. Справочник, 1 том, 2004
6. Алешин Н.П., Чернышев Г.Г.- Сварка. Резка. Контроль. Справочник, 2 том, 2004
7. Андреев С.Б. — Основы сварки судовых конструкций.
9. Багрянский К.В.- Электродуговая сварка и наплавка под керамическими флюсами .
10. Банов М.Д. — Технология и оборудование контактной сварки.
11. Белов А.Б. — Конденсаторные машины для контактной сварки.
12. Бокштейн О.Н. — Оборудование для контактной сварки постоянным током.
13. Бондарь В.Х. — Справочник сварщика — строителя.
14. Браткова О.Н. — Источники питания сварочной дуги.
15.
 Брауде М.З. — Охрана труда при сварке в машиностроении.
Брауде М.З. — Охрана труда при сварке в машиностроении.16. Быков Б.Ф., Поволоцкий А.М.- Сварка шин, 1967
17. Быков Б.Ф., Поволоцкий А.М.- Сварка шин, 1976
18. Васильченко В.Т. Справочник конструктора металлических конструкций
19. Виноградов В.С. — Оборудование и технология дуговой автоматизированной и механизированной сварки
20. Винокуров В.А. — Сварочные деформации и напряжения.
21. Винокуров В.А. Сварные конструкции. Механика разрушения и критерии работоспособности
22. Волков С.С. — Расчет и проектирование ультразвуковых сварочных машин.
23. Волков С. С, Черняк Б. Я.-Сварка пластмасс ультразвуком, Химия, 1986
24. Володин В.Я. — Современные сварочные аппараты своими руками.
25. Волченко В.Н. — Сварка и свариваемые материалы т. 1.
26. Волченко В.Н. — Сварка и свариваемые материалы т. 2
27. Волченко В.Н.- Сварка пайка склейка и резка металлов и пластмасс. Справочник 1985 г
28. Вощанов К.П. — Ремонт оборудования сваркой 1967.
29.
 Выборнов Б.И. — Ультразвуковая дефектоскопия 1985.
Выборнов Б.И. — Ультразвуковая дефектоскопия 1985.30. Гапченко М.Н. — Пористость сварных швов и меры борьбы с ней.
31. Гатовский К.М. — Теория сварочных напряжений и деформаций.
32. Геворкян В.Г. — Основы сварочного дела.
33. Гельман А.С. — Основы сварки давлением.
34. Гиллевич В.А. — Технология и оборудование рельефной сварки.
36. Глизманенко Д.Л. — Сварка и резка металлов.
37. Готальский Ю.Н. — Сварка разнородных сталей.
38. Гребельник П.Г.(ред)- Справочник электросварщика — Киев, Москва, 1952, 376 с.
39. Гуляев А.И. — Технология и оборудование контактной сварки.
40. Гуревич С.М. — Сварка химически активных и тугоплавких металлов и сплавов.
41. Гуревич С.М.- Справочник по сварке цветных металлов, 1990, 512 с.
42. Деев Г.Ф. — Дефекты сварных швов.
43. Думов С.И. — Технология электрической сварки плавлением.
44. Евсеев Г.Б. — Оборудование и технология газопламенной обработки металлов и неметаллических материалов.
45. Евстифеев Г.А. — Средства механизации сварочного производства.
46. Жигулев Н.И.(ред)-Расчет и конструирование ультразвуковых сварочных машин, 1974
47. Зайцев К.И. — Сварка полимерных материалов 1988.
48. Закс М.И. — Сварочные выпрямители. 1983.
49. Закс М.И. — Трансформаторы для электродуговой сварки. 1988.
50. Заруба И.И. — Новые сварочные источники питания. 1992.
51. Зубаль И.Д. — Сварочный аппарат своими руками.
52. Зусин В.Я., Серенко В.А- Сварка и наплавка алюминия и его сплавов, 2004, 468 с.
53. Иллюстрированное пособие сварщика.
54. Кабанов Н.С. — Сварка на контактных машинах.
55. Каракозов Э.С. — Справочник молодого электросварщика.
56. Каховский Н.И. — Электродуговая сварка сталей. 1975.
57. Квасницкий В.В.- Специальные способы сварки (на укр. яз.), 2003.-437 с.
58. Клюев В.В. — Неразрушающий контроль т.3.
59. Кнорозов Б.В. — Технология металлов и материаловедение
60. Колганов Л.А.-Сварочные работы. Сварка, резка, пайка, наплавка, изд.

61. Комаров Г.В. — Способы соединения материалов из пластических масс 1979.
62. Кононенко В.Я. — Сварка в среде защитных газов плавящимся и неплавящимся электродом.
63. Коротеев А.С. — Плазмотроны.
64. Кортес А.Р. — Сварка, резка, пайка металла.
65. Кочергин К.А. — Контактная сварка.
66. Красовский А.И. — Основы проектирования сварочных цехов
67. Крюковский Н.Н. — Производство сварочных электродов.
68. Кудрявцев И.В. — Усталость сварных конструкций .
69. Кузьмин Б.А. — Технология металлов и конструкционные материалы
70. Кулагина М.А. — Основы технологического проектирования сборочно-сварочных цехов.
71. Куркин С.А. — Компьютерное проектирование и производство сварных конструкций.
72. Куркин С.А. — Технология, механизация и автоматизация производства сварных конструкций.
73. Куцук-Яценко В.С. — Контактная сварка ал-ст переходников с использованием деформируемых композитных прослоек (ст).
74. Лашко Н.Ф.- Контактные металлургические процессы при пайке
75.
 Лашко С.В. — Пайка металлов.
Лашко С.В. — Пайка металлов.76. Лашко С.В. — Проектирование технологии пайки металлических изделий.
77. Лащенко Г.И. — Плазменное упрочнение и напыление.
78. Лащинский А.А. — Конструирование сварных химических аппаратов.
79. Лебедев Г.А. — Напыление. Сварка. Склеивание.
80. Левченко О.Г. — Современные средства защиты сварщиков.
81. Ленивкин В.А. — Технологические свойства сварочной дуги в защитных газах
82. Лившиц Л.С. — Металловедение сварки и термическая обработка сварных соединений.
83. Лупачёв В.Г.- Ручная дуговая сварка, Учебник, Высшая школа, 2006, 416 стр. с ил.
84. Лющинский — Диффузионная сварка разнородных материалов.
85. Мазель А.Г. — Технологические свойства электросварочной дуги
86. Макаренко В.Д. — Технологические основы обеспечения трещиностойкости сварных соединений промысловых трубопроводов.
88. Макаров Э.Л.- Сварка и свариваемые материалы т1 1991 г
89.
 Максимихин Б.А. — Пайка металлов в приборостроении.
Максимихин Б.А. — Пайка металлов в приборостроении.90. Малаховский В.А. — Руководство для обучения газосварщика и газорезчика.
91. Малашенко А.А. — Лазерная сварка металлов.
92. Малкин Б.В. — Термитная сварка.
93. Малышев Б.Д. — Ручная дуговая сварка.
94. Малышев Б.Д. — Сварка и резка в промышленном строительстве т.1.
95. Малышев Б.Д. — Сварка и резка в промышленном строительстве т.2.
96. Мандриков А.П. Примеры расчета металлических конструкций
97. Мацкевич В.Д. — Сборка и сварка корпусов судов.
98. Медовар Б.И. – Сварка жаропрочных аустенитных сталей и сплавов, М., Машиностроение, 1966
99. Мельник М.М.- Высокочастотный сварочный аппарат.
100. Мустафин Ф.М. — Сварка трубопроводов.
101. Навроцкий Д.И. — Расчет сварных соединений с учетом концентрации напряжений.
102. Назаров В.И.- Сварочный инвертор. Теория и практика, 2008
103. Негуляев В.Ю. — Сварочный инвертор — это просто.
104. Никифоров Н.И. — Справочник газосварщика и газорезчика.
105. Николаев Г.А. — Расчет, проектирование и изготовление сварных конструкций.
106. Николаев Г.А. — Сварка в машиностроении. Справочник. Т.1.
107. Николаев Г.А. — Сварка в машиностроении. Справочник. Т.2.
108. Николаев Г.А. — Сварка в машиностроении. Справочник. Т.3.
109. Николаев Г.А. — Сварка в машиностроении. Справочник. Т.4.
110. Николаев Г.А. — Сварные конструкции. Прочность сварных соединений и деформации конструкций.1982.
111. Николаев Г.А. — Сварные конструкции. Расчет и проектирование.
112. Николаев Г.А. — Сварные конструкции. Технология изготовления. Автоматизация производства и проектирование сварных конструкций.
113. Нойман А. — Сварка, пайка, склейка и резка металлов и пластмасс. Справочник.
114. Орлов Б.Д. — Технология и оборудование контактной сварки.
115. Патон Б.Е. — Машиностроение Энциклопедия т.IV-6 Оборудование для сварки. 1999.
116. Патон Б.Е. — Сварные конструкции. Механика разрушения и критерии работоспособности.
117.
 Патон Б.Е.(ред) — Технология электрической сварки металлов и сплавов плавлением, 1974, 768 с..
Патон Б.Е.(ред) — Технология электрической сварки металлов и сплавов плавлением, 1974, 768 с..118. Патон Б.Е.-Оборудование для сварки.т.IV-6 1999 г
119. Пентегов И.В. и др. -Методика расчета дросселей входного и выходного фильтров сварочных ИИП при использовании стандартных магнитопроводов, Автоматическая сварка, 1997, (529)
120. Петров Г.Л. — Теория сварочных процессов
121. Петров Г.Л. и др. — Сварка жаропрочных нержавеющих сталей.
122. Петрунин И.Е. — Краткий справочник паяльщика.1991.
123. Петрунин И.Е. — Металловедение пайки
124. Петрунин И.Е. — Справочник по пайке.
125. Писаренко В.Л. — Вентиляция рабочих мест в сварочном производстве
126. Полевой Г.В. — Газопламенная обработка металлов.
127. Полухин П.И. — Технология металлов и сварка.
128. Потапьевский А.Г. — Сварка в защитных газах плавящимся электродом.
129. Походня И.К. — Сварка порошковой проволокой. 1972
130. Псарас Г.Г. — Сварщику цветных металлов. Справочное пособие.

131. Рабкин Д.М., и др.- Сварка разнородных металлов, Технiка, 1975, 208 с.
132. Родин А.И. — Пайка серебряными припоями в пламени газовой горелки.
133. Рубинчик Ю.Л. — Механизированная сварка корпусных конструкций из алюминиевых сплавов.
134. Рыкалин Н.Н. — Лазерная и электроннолучевая обработка материалов 1985.
135. Рыкалин Н.Н. — Основы электронно-лучевой обработки материалов.
136. Рыкалин Н.Н. — Расчеты тепловых процессов при сварке.
137. Рыськова З.А. — Трансформаторы для электрической контактной сварки. 1990.
138. Рябов В.Р. — Сварка разнородных металлов и сплавов. 1984.
139. Семячкин С.В. — Сварка пластмасс в строительстве 1968.
140. Сергеев Н.П. — Справочник молодого сварщика на контактных машинах
141. Смирнов В.В.(ред) — Оборудование для дуговой сварки, Справочное пособие, Энергоатомиздат, 1986, 656 с.
142. Соколов Е.В. — Справочник по сварке. т.1.
143. Соколов И.И. — Газовая сварка и резка металлов.
144. Стеклов О.И. -Основы сварочного производства, Высшая школа, 1981, 160 с.

145. Стеренбоген Ю.А. — Электрошлаковая сварка.
146. Суворов А.Ф. — Сварочно-монтажные работы в трубопроводном строительстве.
147. Суптепь А.М. — Механизированная сварка порошковой проволокой.
148. Сухоруков В.В. — Неразрушающий контроль т.2.
149. Талыпов Г.Б. — Сварочные деформации напряжения
150. Таубер Б.А. — Сборочно-сварочные приспособления и механизмы.
151. Ткачев. В.Н. — Индукционная наплавка твердых сплавов.
152. Третьяков Ф.Е. — Сварка плавлением титана и его сплавов.
153. Фоминых В.П. — Электросварка.
154. Фоминых В.П., Яковлев А.П.- Ручная дуговая сварка Изд. Высшая школа. 1981
155. Фролов В.В. — Теория сварочных процессов.
156. Фрумин И.И. — Автоматическая электродуговая наплавка
157. Ханапетов М.В.- Сварка и резка металлов Издательство, Стройиздат, 1987, 288 c. ил.
158. Ханапетов М.В. — Сварка конструкций с дополнительной порошкообразной присадкой.
159. Хасуи А. — Наплавка и напыление.
160. Холопов Ю.В. — Ультразвуковая сварка пластмасс и металлов.

161. Храмцов Н.В. — Металлы и сварка (лекционный курс)
162. Хренов К.К. — Сварка, резка и пайка металлов.
163. Хромченко Ф.А.- Сварочные технологии ремонта элементов трубопроводов (справочные материалы), 2009
164. Чебан В.А — Сварочные работы.
165. Черкасская Л.П. — Сварные базовые детали станков и машин.
166. Чернышов Г.Г. — Справочник молодого электросварщика по ручной сварке. 1987 г.
167. Чуларис А.А. — Технология сварки давлением.
168. Чулошников П.Л. — Контактная сварка. В помощь рабочему-сварщику.
169. Шамов А.Н. — Высокочастотная сварка металлов.
170. Шестопал А.Н. — Справочник по сварке и склеиванию пластмасс.
171. Шинкарев Б.М. — Сварка строительных металлоконструкций порошковой проволокой.
172. Шоршоров М.Х. — Горячие трещины пи сварке жаропрочных сталей
173. Шоршоров М.Х.- Клинопрессовая сварка давлением разнородных металлов, М., Металлургия металлов, 1982, 112 с.
174. Шоршоров М.Х. — Металловедение сварки стали и сплавов титана.
175. Щипков М.Д. — Сварка сплавов на основе алюминия и тугоплавких высокоактивных металлов.
176. Юхин Н.А. — Выбор сварочного электрода.
177. Юхин Н.А. — Дефекты сварных швов и соединений.
178. Юхин Н.А. — Механизированная дуговая сварка плавящимся электродом в защитных газах.
179. Юхин Н.А. — Ручная дуговая сварка неплавящимся электродом в защитных газах.
180. Юхин Н.А. — Ручная сварка при сооружении и ремонте трубопроводов пара и горячей воды.
- Наверх
- Вставить ник
#2 tig
Отправлено 21 October 2010 17:17
ncontrol, извини,плохо понял. Список-это то что у тебя есть? и Что именно тебе нужно?
я не знаю что такое «кемпомат» и «болгарка»-Я знаю П/А и УШМ
- Наверх
- Вставить ник
#3 ncontrol
Отправлено 21 October 2010 21:14
ncontrol, извини,плохо понял.
 Список-это то что у тебя есть? и Что именно тебе нужно?
Список-это то что у тебя есть? и Что именно тебе нужно?Нужны те книги, которых нет в списке.
На обмен можете выбрать любую книгу из списка.
- Наверх
- Вставить ник
#4 AkaShira
Отправлено 21 October 2010 21:17
tig , я так понял, что список это то что есть.
У меня дофига книг, но есть с повторением и есть книги на английском. Так что если чего, то обращайтесь.
Тянул со всего инета, но большинство с rustorrenta
- Наверх
- Вставить ник
#5 tig
Отправлено 21 October 2010 21:29
Жалко, у меня в электронном виде нет ничего. Только бумага. Загляни в «Библиотеку», может что себе и присмотриш.
Только бумага. Загляни в «Библиотеку», может что себе и присмотриш.
я не знаю что такое «кемпомат» и «болгарка»-Я знаю П/А и УШМ
- Наверх
- Вставить ник
#6 ncontrol
Отправлено 21 October 2010 22:45
tig , я так понял, что список это то что есть.
У меня дофига книг, но есть с повторением и есть книги на английском. Так что если чего, то обращайтесь.
Тянул со всего инета, но большинство с rustorrenta
А взглянуть на список книг по сварке можно?
- Наверх
- Вставить ник
#7 AkaShira
Отправлено 21 October 2010 22:49
Они у меня не отсистематизированы и списка нет. Могу сделать список, а потом выложить (чё я так раньше не сделал ), но уже не сегодня. Постараюсь за два дня сделать.
Могу сделать список, а потом выложить (чё я так раньше не сделал ), но уже не сегодня. Постараюсь за два дня сделать.
ПС: у меня в электронке около 400 книг, но есть повторяющиеся.
- Наверх
- Вставить ник
#8 ncontrol
Отправлено 22 October 2010 11:13
Они у меня не отсистематизированы и списка нет. Могу сделать список, а потом выложить (чё я так раньше не сделал ), но уже не сегодня. Постараюсь за два дня сделать.
ПС: у меня в электронке около 400 книг, но есть повторяющиеся.
Ждёмс! 🙂
- Наверх
- Вставить ник
#9 Biruk
Отправлено 31 October 2010 19:34
Кому нужны материалы по сварке методом STT, могу поделиться.
- Наверх
- Вставить ник
#10 AkaShira
Отправлено 31 October 2010 22:41
Заинтересовало название метода и принцип работы. Если кому интересно, то вот ссылка на информацию о методе.
- Наверх
- Вставить ник
#11 tig
Отправлено 01 November 2010 01:07
Вот до чего только не додумываются лиш бы старые и проверенные технологии не приписывать себе. Улучшили за счет новых разработок в области электроники-МОЛОДЦЫ! Но приписывать себе это как разработку НОВЫХ ТЕХНОЛОГИЙ. ..?
..?
«Сварочный процесс STT (сокращение от английского термина «Surface Tension Transfer» — перенос за счет сил поверхностного натяжения) был разработан компанией Линкольн Электрик в результате активных исследований в области управляемого переноса металла при сварке»
«Заварка шва методом EWM-coldArc®: полный контроль перехода капель металла, минимизация дефектов сварки и отсутствие капель на сваренных поверхностях.»
Названия только разные. А я про это читал в справочниках по сварке выпущеных в начале 80-х.
И по русски это называлось: МОДУЛИРОВАННАЯ СВАРОЧНАЯ ДУГА характеризуется циклической сменой дуг и фаз короткого замыкания.
И разработан этот метод очень давно еще при жизни старшего Патона. Правда тогда электроника была намного примитивней и регулировка сварочников более сложной и трудоемкой.
я не знаю что такое «кемпомат» и «болгарка»-Я знаю П/А и УШМ
- Наверх
- Вставить ник
#12 Biruk
Отправлено 21 November 2010 15:45
все верно, только наши не смогли такой сварочник создать. а янки сделали и пока аналогов нет в мире. и все же процесс немного по другому принципу в нем происходит.
а янки сделали и пока аналогов нет в мире. и все же процесс немного по другому принципу в нем происходит.
- Наверх
- Вставить ник
#13 tig
Отправлено 21 November 2010 17:57
Шигаев Т.Г. Сварка модулированным током / Итоги науки и техники. Сварка. Т 17. — М.: ВИНИТИ, 1985. – С. 91-133.
Процесс сварки модулированным током (СМТ) предполагает периодическое, заранее запрограммированное изменение энергетических параметров системы источник питания — сварочная дуга между высоким (импульс) и низким (пауза) уровнями, В течение импульса тока расплавляется основная часть электродного и свариваемого металла, в в последующий период паузы происходит кристаллизация большей части сварочной ванны. Впервые СМТ была предложена в Советском Союзе в 1953 г.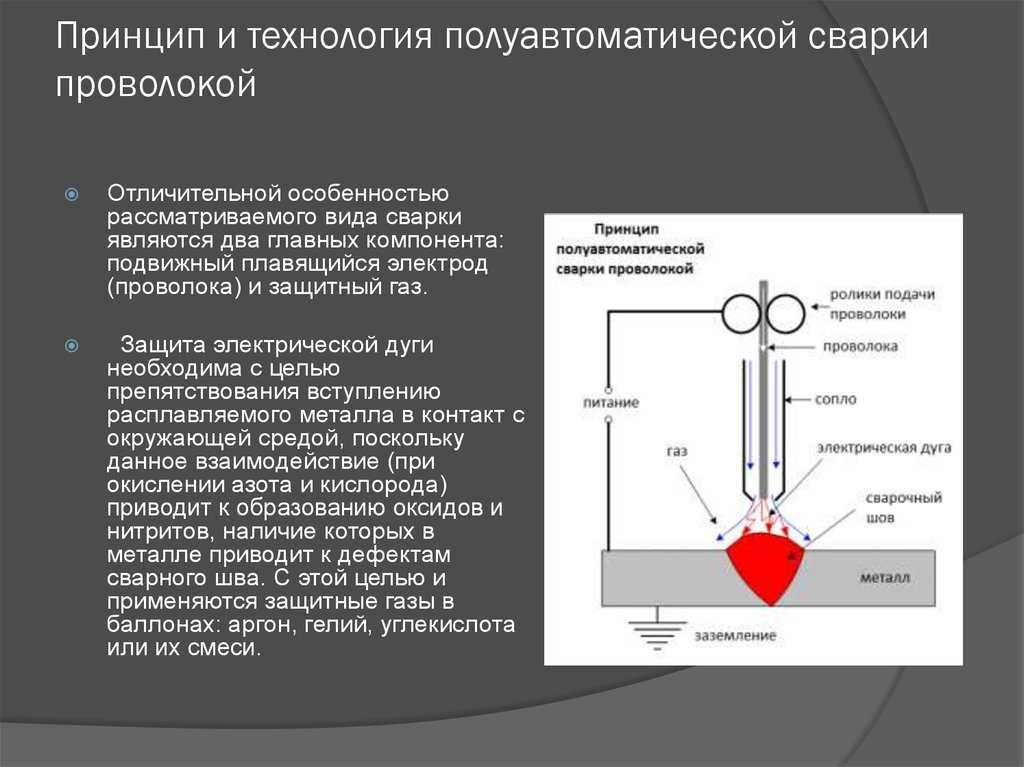 М.П. Зайцевым,
М.П. Зайцевым,
В данном обзоре систематизированы данные в основном за 1978 — 1984 гг., но поскольку он публикуется впервые, в нем будут освещены и более ранние, наиболее интересные работы, даны основные термины и определения процесса-СМТ.
Взято здесь: http://www.svarka-lib.com/node/208/
Сварочные установки С модулированным сварочным током не только разработаны, они выпускались и применялись в СССР. И янки здесь ничего нового не придумали. Другое дело что с совершенствованием силовой электроники уменьшились массогабаритные размеры, облегчилась настройка и выполнение самой сварки. Но согласитесь, это не разработка принципов и практическое применение, это усовершенствование уже давно придуманного и приписывать себе авторство просто не порядочно. Впрочем что от них ожидать? Кроме воровства идей и мозгов.
я не знаю что такое «кемпомат» и «болгарка»-Я знаю П/А и УШМ
- Наверх
- Вставить ник
#14 RazorRamon
Отправлено 11 February 2011 23:58
На обмен можете выбрать любую книгу из списка.

А вы не продадите книги?
- Наверх
- Вставить ник
#15 blazen79
Отправлено 15 February 2011 23:58
RazorRamon. Продать нет! Даром пожалуйста
- Наверх
- Вставить ник
#16 blazen79
Отправлено 23 February 2011 04:44
Миха всё выложил, так что затру.
- Наверх
- Вставить ник
#17 nak79
Отправлено 28 February 2011 12:36
Ребята помогите экологу. ..нужна книга Потапова «Окисление металлов при сварке плавлением». Там состав сварочного шлака описан в таблице 34,35, делаю паспорт на этот отход. Если нет в электроннм виде, пойдет скан трех страниц: обложки, страницы с таблицами 34,35, и предыдущей страницы перед таблицами. высылать можно на почту [email protected] Очень нужно!заранее Спасибо всем за помощь…
..нужна книга Потапова «Окисление металлов при сварке плавлением». Там состав сварочного шлака описан в таблице 34,35, делаю паспорт на этот отход. Если нет в электроннм виде, пойдет скан трех страниц: обложки, страницы с таблицами 34,35, и предыдущей страницы перед таблицами. высылать можно на почту [email protected] Очень нужно!заранее Спасибо всем за помощь…
- Наверх
- Вставить ник
#18 nak79
Отправлено 28 February 2011 13:16
может кто еще встречал состав сварочного шлака (химический) в более поздней литературе…
- Наверх
- Вставить ник
#19 Mykola
Отправлено 28 February 2011 14:09
nak79
У каждого электрода и флюса получается своя шлаковая корка.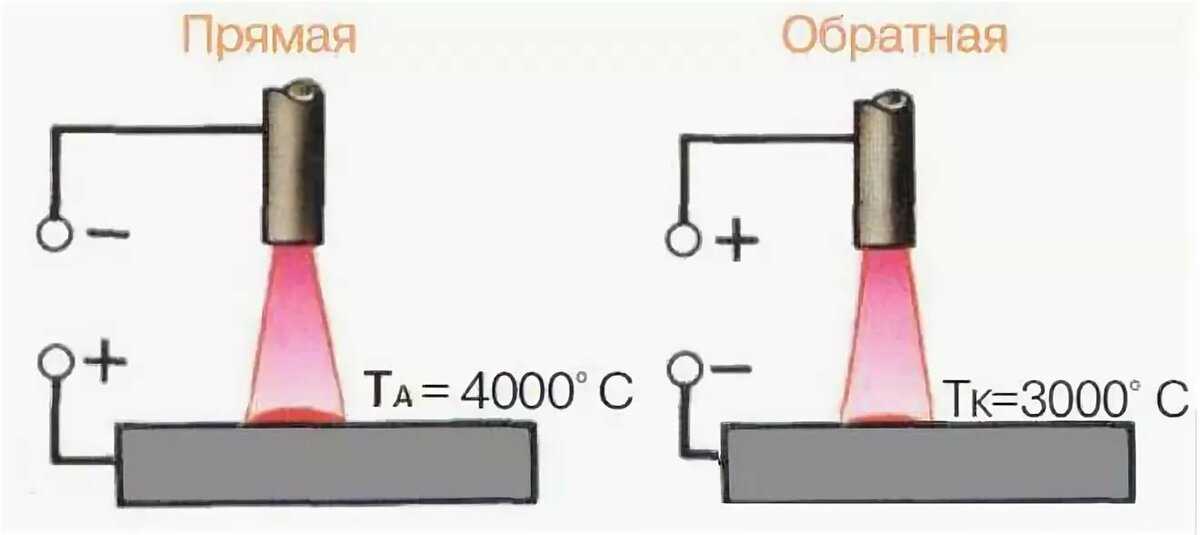 Даже состав свариваемого металла оказывает свое влияние на состав шлака. Предполагаю, что в искомой таблице рассматривался узкий перечень флюсов или обмазок электродов. В книге «Сварочные материалы для дуговой сварки. Т1» под редакцией Н.Н.Потапова. нашел эту табличку:
Даже состав свариваемого металла оказывает свое влияние на состав шлака. Предполагаю, что в искомой таблице рассматривался узкий перечень флюсов или обмазок электродов. В книге «Сварочные материалы для дуговой сварки. Т1» под редакцией Н.Н.Потапова. нашел эту табличку:
А эта таблица из «Теории сварочных процессов»
- Наверх
- Вставить ник
#20 nak79
Отправлено 28 February 2011 19:39
спасибо большое, но хотелось конечно именно Потапова. У меня есть нужная страничка, но скан очень плохой….Мне надо состав шлака разбить в зависимости от марки применяемого электрода
Прикрепленные файлы
- шлак сварочный.bmp 32.15МБ 1110 скачиваний
- Наверх
- Вставить ник
Постоянный ток прямой полярности (DCSP) при дуговой сварке
Источники питания для дуговой сварки могут подавать либо переменный, либо постоянный ток, либо обе формы тока. В случае полярности постоянного тока ток течет только в одном направлении; тогда как в случае переменного тока направление тока меняется на противоположное в каждом цикле (количество циклов в секунду зависит от частоты питания). Теперь при дуговой сварке основные металлы соединяются с одной клеммой, а электрод подключается к другой клемме. При наличии достаточной разности потенциалов непрерывный поток электронов между ними через небольшой зазор составляет дугу (основной источник тепла при дуговой сварке).
В случае полярности постоянного тока ток течет только в одном направлении; тогда как в случае переменного тока направление тока меняется на противоположное в каждом цикле (количество циклов в секунду зависит от частоты питания). Теперь при дуговой сварке основные металлы соединяются с одной клеммой, а электрод подключается к другой клемме. При наличии достаточной разности потенциалов непрерывный поток электронов между ними через небольшой зазор составляет дугу (основной источник тепла при дуговой сварке).
В зависимости от соединения основных металлов и электрода с портами питания, полярность постоянного тока можно разделить на две категории — прямую полярность постоянного тока (DCSP) и обратную полярность постоянного тока (DCRP). Следует отметить, что для питания переменного тока обе полярности встречаются друг за другом в каждом цикле определенное количество раз (равное частоте питания).
- DCSP или DCEN — опорная пластина положительная, а электрод отрицательный.
- DCRP или DCEP — опорная пластина отрицательная, а электрод положительный.

Когда основные металлы соединяются с положительной клеммой источника сварочного тока (типа постоянного тока), а электрод подключается к отрицательной клемме, такое соединение называется прямой полярностью постоянного тока (DCSP). Его также называют отрицательным электродом постоянного тока (DCEN), так как электрод действует как отрицательная клемма. Следовательно, электроны испускаются электродом (отрицательный вывод) и текут к базовой пластине (положительный вывод) через небольшой зазор между ними. Лавинный поток таких электронов в конечном итоге образует электрическую дугу.
Здесь электроны, высвобождающиеся из электрода, ускоряются по направлению к основному металлу из-за разности потенциалов между ними и, наконец, ударяются о поверхность основного металла с очень высокой скоростью. При ударе кинетическая энергия электронов преобразуется в тепловую энергию, поэтому вблизи поверхности основного металла выделяется большое количество тепла. Считается, что около 2/3 rd всего тепла дуги (т. е. около 66%) выделяется на опорной плите; тогда как остальная часть тепла выделяется вблизи электрода. Это приводит к быстрому плавлению основного металла, но низкой скорости осаждения наполнителя (для плавящегося электрода).
е. около 66%) выделяется на опорной плите; тогда как остальная часть тепла выделяется вблизи электрода. Это приводит к быстрому плавлению основного металла, но низкой скорости осаждения наполнителя (для плавящегося электрода).
- Подробнее: Разница между прямой полярностью и обратной полярностью.
Устранение недостаточного проплавления — Недостаточное проплавление, высокое армирование, недостаточное проплавление и т. д. в основном представляют собой дефекты сварки, обнаруживаемые при дуговой сварке, когда опорные плиты не проплавляются должным образом. Поскольку большая часть тепла выделяется вблизи опорных плит, эти дефекты можно устранить с помощью DCSP.
Способность плавить металлы с высокой температурой плавления — При сварке металлов из нержавеющей стали, титана и т. д. требуется более высокое тепловложение, чтобы должным образом сплавить их для образования коалесценции. Для сварки таких металлов подходит ДЦСП.
Подходит для соединения толстых листов —Толстые листы требуют более высокого уровня тепловложения для быстрого распространения тепла плавления. В таких случаях полярность DCSP обеспечивает лучший результат.
Подходит для определенных электродов — В зависимости от типа электрода и его покрытия несколько марок электродов (обычно типа EXXX2, например E6012) обеспечивают лучшие характеристики с DCSP.
Нет действия по очистке дугой — Если электроны высвобождаются из основного металла, то они удаляют любую грязь, покрытие, оксидные слои, присутствующие на поверхности пластины, что известно как действие дуговой очистки. Однако при DCSP не происходит очистки дуги, поскольку электроны высвобождаются из электрода. Таким образом, существует тенденция дефекта включения с DCSP.
- Подробнее: Явление очистки дуги при сварке.
Высокая деформация — Поскольку скорость подведения тепла к основному металлу довольно велика, может возникнуть деформация, если не используются надлежащие зажимы и опоры. Деформация может привести даже к отбраковке сварных пластин.
Деформация может привести даже к отбраковке сварных пластин.
Высокое остаточное напряжение — Хотя все процессы дуговой сварки являются общими, обнаружено, что полярность DCSP вызывает большее остаточное напряжение в свариваемом компоненте.
Более широкая зона термического влияния — Большое тепловложение основного металла также увеличивает ширину зоны термического влияния (ЗТВ).
Режущее действие в тонких листах —Для сварки тонких листов DCSP не является хорошим выбором, так как это может привести к резке вместо сварки. Искажения также увеличатся.
Не подходит для металлов с низкой температурой плавления —Если скорость сварки не регулируется, то использование DCSP для сварки металлов с низкой температурой плавления (таких как медь, алюминий) приведет к дефектной сварке с подрезом и большой шириной валика.
Низкая скорость наплавки металла — Если электрод плавящийся, как в случае MMAW, GMAW и т. д., то скорость наплавки присадочного металла снижается. В некоторых случаях это может привести к снижению продуктивности. Однако, если электрод неплавящегося типа (например, TIG), скорость осаждения присадочного металла можно регулировать в соответствии с требованиями.
д., то скорость наплавки присадочного металла снижается. В некоторых случаях это может привести к снижению продуктивности. Однако, если электрод неплавящегося типа (например, TIG), скорость осаждения присадочного металла можно регулировать в соответствии с требованиями.
ПРИНЦИПЫ И ТЕОРИИ ДУГОВОЙ СВАРКИ
ПРИНЦИПЫ И ТЕОРИИ ДУГОВОЙ СВАРКИ
Что такое дуговая сварка?
Дуговая сварка — это тип сварки, при котором используется источник сварочного тока для создания электрической дуги между электродом и основным материалом для расплавления металлов в точке сварки. Они могут использовать как постоянный (DC), так и переменный (AC) ток, а также плавящиеся или неплавящиеся электроды. Зона сварки обычно защищена защитным газом, паром и/или шлаком. продолжить..
Роботизированная дуговая сварка
Роботизированная сварка означает сварку, которая выполняется и контролируется роботизированным оборудованием. В целом оборудование для автоматической дуговой сварки сконструировано иначе, чем оборудование для ручной дуговой сварки. Автоматическая дуговая сварка обычно включает в себя высокие рабочие циклы, и сварочное оборудование должно работать в таких условиях. Кроме того, компоненты оборудования должны иметь необходимые функции и элементы управления для взаимодействия с основной системой управления. продолжить..
В целом оборудование для автоматической дуговой сварки сконструировано иначе, чем оборудование для ручной дуговой сварки. Автоматическая дуговая сварка обычно включает в себя высокие рабочие циклы, и сварочное оборудование должно работать в таких условиях. Кроме того, компоненты оборудования должны иметь необходимые функции и элементы управления для взаимодействия с основной системой управления. продолжить..
Основы сварки для вас и меня
В своей самой простой форме сварочный аппарат представляет собой устройство, которое сплавляет два куска металла вместе с помощью высокой силы тока, подаваемой на конец «электрода» (стержня) в работа. Хотя технология, обеспечивающая этот процесс, достаточно техническая, чтобы заполнить сотни страниц, я изложу ее вам простыми словами, точно так же, как я изучил ее в начале. Как и все новые навыки, практика сделает вас опытным, а сварка — это навык, которому может научиться каждый. Если вы когда-либо имели несчастье видеть короткое замыкание из-за плохой проводки или неисправности какого-либо электрооборудования, вы помните хлопающий звук, клубы дыма и горящего металла, которые обычно следует за этим. Это в основном то, что делает сварщик, но контролируемым и ожидаемым образом. продолжить..
Если вы когда-либо имели несчастье видеть короткое замыкание из-за плохой проводки или неисправности какого-либо электрооборудования, вы помните хлопающий звук, клубы дыма и горящего металла, которые обычно следует за этим. Это в основном то, что делает сварщик, но контролируемым и ожидаемым образом. продолжить..
Ключевые понятия инженера-сварщикаin
При дуговой сварке энергия передается от сварочного электрода к основному металлу с помощью электрической дуги. Когда сварочный аппарат
запускает дугу, основной металл и присадочный металл расплавляются, образуя сварной шов. Такое плавление возможно благодаря тому, что к электроду подводится достаточное количество мощности (энергии, передаваемой в единицу времени) и плотности энергии. продолжить..
Роботизированная сварка
Роботизированная сварка — это относительно новое применение робототехники, несмотря на то, что роботы впервые были внедрены в промышленность США в 1960-х годах. Использование роботов в сварке не получило широкого распространения до 1980-х годов, когда автомобильная промышленность начала широко использовать роботов для точечной сварки. С тех пор как количество роботов, используемых в промышленности, так и количество их приложений значительно выросло. Кэри и Хельцер предполагают, что по состоянию на 2005 год в промышленности Северной Америки использовалось более 120 000 роботов, примерно половина из них связана со сваркой. Рост в первую очередь ограничивается высокими затратами на оборудование и, как следствие, ограничениями для высокопроизводительных приложений. продолжить..
Использование роботов в сварке не получило широкого распространения до 1980-х годов, когда автомобильная промышленность начала широко использовать роботов для точечной сварки. С тех пор как количество роботов, используемых в промышленности, так и количество их приложений значительно выросло. Кэри и Хельцер предполагают, что по состоянию на 2005 год в промышленности Северной Америки использовалось более 120 000 роботов, примерно половина из них связана со сваркой. Рост в первую очередь ограничивается высокими затратами на оборудование и, как следствие, ограничениями для высокопроизводительных приложений. продолжить..
Процессы электродуговой сварки
Электричество – это движение электронов вдоль проводника. Проводник — это материал, который позволяет электрическому току легко проходить через него. Примеры проводника: алюминий, латунь, медь, золото, серебро. Резистор – это материал, через который проходит некоторый электрический ток. Хорошим примером этого является сталь. Изолятор — это материал, который !A! позволять электрическому току проходить через него. Примерами изоляторов являются стекло, пластик, медь и т. д. продолжение..
Хорошим примером этого является сталь. Изолятор — это материал, который !A! позволять электрическому току проходить через него. Примерами изоляторов являются стекло, пластик, медь и т. д. продолжение..
Типы дуговой сварки
Дуговая сварка углеродом. Существует два метода дуговой сварки углеродом. В одном методе флюс не используется, а в другом используется флюс в виде порошка или пасты для предотвращения окисления сварного шва. Первый метод ограничивается цветными металлами, а последний метод обычно используется для черных металлов. Для этого типа сварки можно использовать только постоянный ток. Углеродная дуговая сварка используется для сварки листовой стали, медных сплавов, латуни, бронзы и алюминия. Не подходит для вертикальной и потолочной сварки. продолжить..
Популярные посты из этого блога
ФРУКТЫ КАК БАТАРЕЯ И ИСТОЧНИК ЭЛЕКТРОЭНЕРГИИ
Проект «Электрические фрукты». Цель этого проекта состояла в том, чтобы выяснить, какой фрукт будет генерировать достаточно электричества, чтобы зажечь лампочку, и узнать, какой плод будет светить лампочку дольше всего. Для проведения своих экспериментов я использовал мультиметр, медные и цинковые провода и электроды, зажимы типа «крокодил» с проводами, различные лампочки и пять видов фруктов. продолжить.. Почему цитрусовые производят электричество? Для выработки электроэнергии должен быть источник питания и полная цепь. При использовании цитрусовых для выработки электричества эти правила по-прежнему применяются. В простом эксперименте с использованием цитрусовых компоненты схемы включают: лимон или другой фрукт, проволоку, два различных металлических элемента и маленькую лампочку. Лимон в этой схеме служит батареей и источником питания. продолжить.. Проект Fruit Power Цель Продемонстрировать, как с помощью цитрусовых (например, лимонов или лаймов) можно генерировать электрический ток, достаточно сильный для питания небольшого
Цель этого проекта состояла в том, чтобы выяснить, какой фрукт будет генерировать достаточно электричества, чтобы зажечь лампочку, и узнать, какой плод будет светить лампочку дольше всего. Для проведения своих экспериментов я использовал мультиметр, медные и цинковые провода и электроды, зажимы типа «крокодил» с проводами, различные лампочки и пять видов фруктов. продолжить.. Почему цитрусовые производят электричество? Для выработки электроэнергии должен быть источник питания и полная цепь. При использовании цитрусовых для выработки электричества эти правила по-прежнему применяются. В простом эксперименте с использованием цитрусовых компоненты схемы включают: лимон или другой фрукт, проволоку, два различных металлических элемента и маленькую лампочку. Лимон в этой схеме служит батареей и источником питания. продолжить.. Проект Fruit Power Цель Продемонстрировать, как с помощью цитрусовых (например, лимонов или лаймов) можно генерировать электрический ток, достаточно сильный для питания небольшого
ПОРАЖЕНИЕ ЭЛЕКТРИЧЕСКИМ ТОКОМ: ЭЛЕКТРИЧЕСКАЯ АВАРИЯ, КОТОРОЙ МОЖНО ИЗБЕЖАТЬ
Поражение электрическим током Поражение электрическим током — это тип поражения электрическим током, который, как определяется остановкой сердца, может привести к смерти. Поражение электрическим током часто используется для обозначения любого полученного удара электрическим током, но технически это неверно; выбор определения варьируется от словаря к словарю. Однако в просторечии термин «поражение электрическим током» используется для обозначения смерти, убийства или внезапного несчастного случая, вызванного поражением электрическим током. преднамеренная казнь с помощью поражения электрическим током, например, на электрическом стуле; слово «смерть электрическим током» является аббревиатурой от «электрической казни».. далее.. Электрический шок Поражение (человеческого) тела электрическим током любым источником электричества, который вызывает достаточный ток через кожу, мышцы или волосы. Обычно это выражение используется для обозначения нежелательного воздействия электричества, поэтому последствия считаются нежелательными. Минимальный ток, который может почувствовать человек, зависит от типа тока (переменный или постоянный) и частоты. Человек может почувствовать не менее 1 мА (rm
Поражение электрическим током часто используется для обозначения любого полученного удара электрическим током, но технически это неверно; выбор определения варьируется от словаря к словарю. Однако в просторечии термин «поражение электрическим током» используется для обозначения смерти, убийства или внезапного несчастного случая, вызванного поражением электрическим током. преднамеренная казнь с помощью поражения электрическим током, например, на электрическом стуле; слово «смерть электрическим током» является аббревиатурой от «электрической казни».. далее.. Электрический шок Поражение (человеческого) тела электрическим током любым источником электричества, который вызывает достаточный ток через кожу, мышцы или волосы. Обычно это выражение используется для обозначения нежелательного воздействия электричества, поэтому последствия считаются нежелательными. Минимальный ток, который может почувствовать человек, зависит от типа тока (переменный или постоянный) и частоты. Человек может почувствовать не менее 1 мА (rm
ИНДУКЦИОННАЯ ПЛИТА: ПРИНЦИПЫ РАБОТЫ
Что такое индукционная кулинария? Индукционная кулинария использует индукционный нагрев для прямого нагрева посуды, в отличие от использования теплопередачи от электрических катушек или горящего газа, как в традиционной кухонной плите. Для использования на индукционной варочной панели посуда должна быть изготовлена из ферромагнитного металла или помещена на интерфейсный диск, позволяющий использовать неиндукционную посуду на индукционной поверхности. В индукционной плите катушка медной проволоки помещается под кастрюлю для приготовления пищи. Через катушку протекает переменный электрический ток, который создает колеблющееся магнитное поле. Это поле индуцирует электрический ток в горшке. Ток, протекающий в металлической кастрюле, создает резистивный нагрев, который нагревает пищу. Хотя ток большой, он создается низким напряжением. продолжить.. Преимущества и недостатки индукционных плит Для серьезных поваров наиболее важным преимуществом индукционных плит является то, что они такие же или более «мощные» при нагревании
Для использования на индукционной варочной панели посуда должна быть изготовлена из ферромагнитного металла или помещена на интерфейсный диск, позволяющий использовать неиндукционную посуду на индукционной поверхности. В индукционной плите катушка медной проволоки помещается под кастрюлю для приготовления пищи. Через катушку протекает переменный электрический ток, который создает колеблющееся магнитное поле. Это поле индуцирует электрический ток в горшке. Ток, протекающий в металлической кастрюле, создает резистивный нагрев, который нагревает пищу. Хотя ток большой, он создается низким напряжением. продолжить.. Преимущества и недостатки индукционных плит Для серьезных поваров наиболее важным преимуществом индукционных плит является то, что они такие же или более «мощные» при нагревании
Проектирование и строительство электрической машины A.C ARC — для B.SC, HND и OND -тем и материалов
Design и строительство электрической дуговой машины A.C.
Этот проект называется «Проектирование и строительство машины для дуговой сварки переменным током». Аппарат электродуговой сварки 220/240 Вольт и выходным напряжением 100В. Понижающий трансформатор с сердечником и дроссель необходимы, поскольку напряжение дуги обычно составляет от 50 до 100 вольт. Дроссель необходим для смещения фазового соотношения напряжения и тока, чтобы тепло дуги можно было поддерживать, обеспечивая максимально возможное расстояние между нулевыми точками тока и напряжения. Этот сварочный аппарат способен выдавать ток 15А при напряжении 220 вольт, трансформатор смонтирован на прямоугольной металлической раме и закрыт кожухом, который имеет отверстия в обычном внутреннем порядке для подачи воздуха для охлаждения трансформатора. Двойная изоляция применяется для лучшей защиты от поражения электрическим током и короткого замыкания в машине или при работе во влажной среде. Универсальный электрододержатель подключается к одной или к выходной клемме трансформатора, чтобы можно было правильно удерживать электроды разного размера. После того, как трансформатор был построен, первичные клеммы были подключены к источнику питания.
Аппарат электродуговой сварки 220/240 Вольт и выходным напряжением 100В. Понижающий трансформатор с сердечником и дроссель необходимы, поскольку напряжение дуги обычно составляет от 50 до 100 вольт. Дроссель необходим для смещения фазового соотношения напряжения и тока, чтобы тепло дуги можно было поддерживать, обеспечивая максимально возможное расстояние между нулевыми точками тока и напряжения. Этот сварочный аппарат способен выдавать ток 15А при напряжении 220 вольт, трансформатор смонтирован на прямоугольной металлической раме и закрыт кожухом, который имеет отверстия в обычном внутреннем порядке для подачи воздуха для охлаждения трансформатора. Двойная изоляция применяется для лучшей защиты от поражения электрическим током и короткого замыкания в машине или при работе во влажной среде. Универсальный электрододержатель подключается к одной или к выходной клемме трансформатора, чтобы можно было правильно удерживать электроды разного размера. После того, как трансформатор был построен, первичные клеммы были подключены к источнику питания. Затем вторичная клемма подключалась к сварочной цепи, как источник питания, с помощью сварочного кабеля, которым одна клемма подключалась к зажиму заземления, а другая к электрододержателю. В аппарате для дуговой сварки переменным током используется переменный (переменный) ток, а также плавящиеся или неплавящиеся электроды. Зона сварки обычно защищена защитным газом, паром и/или шлаком. Целью данной работы является проектирование и создание электрической сварочной дуги, которая может быть использована для сварки металлов.
Затем вторичная клемма подключалась к сварочной цепи, как источник питания, с помощью сварочного кабеля, которым одна клемма подключалась к зажиму заземления, а другая к электрододержателю. В аппарате для дуговой сварки переменным током используется переменный (переменный) ток, а также плавящиеся или неплавящиеся электроды. Зона сварки обычно защищена защитным газом, паром и/или шлаком. Целью данной работы является проектирование и создание электрической сварочной дуги, которая может быть использована для сварки металлов.
TABLE OF CONTENTS
Cover Page
Title Page
Approval Page
Dedication
Acknowledgment
Abstract
Table of Contents
CHAPTER ONE
1.0 Introduction
1.1 Background of the project
1.2 Цель/задача проекта
1.3 Значение проекта
1. 4 Масштаб проекта
4 Масштаб проекта
1.5 цель проекта
1.6 Ограничение проекта
1.7 виды электродуговой сварки
1.8 организация проекта
ГЛАВА ВТОРАЯ
2.0 Обзор литературы
- 0 Историческая справка проекта 00
- Конструкция трансформатора
- Обзор видов электродных методов дуговой сварки:
- Обзор сварочного оборудования
- Факторы, влияющие на качество сварки
ГЛАВА ТРЕТЬЯ
3.0 методология построения
- Блок-схема
- Основной принцип установки для дуговой сварки
- Теория и конструкция сварочных трансформаторов
- Работа системы
- Проектный расчет
- Анализ затрат
ГЛАВА ЧЕТВЕРТАЯ
4.0 Анализ результатов
- Процедура построения
- Оболочка и упаковка
- Сборочная секция
- Тестирование системы
- Меры предосторожности при проектировании
ГЛАВА ПЯТАЯ
- Заключение и рекомендация
- Заключение
- Рекомендация
- Ссылки
1. 0 ВВЕДЕНИЕ
0 ВВЕДЕНИЕ
Арная сварочная машина — это тип сварочной машины, которая использует сварку питания для создания электрической дуги между электродом и базовым материалом, чтобы растопить металлы в точке сварки. Дуговая сварка представляет собой процесс сварки плавлением, при котором тепло сварки получается от электрической дуги, зажженной между заготовкой (или основным металлом) и электродом. Температура тепла, выделяемого электрической дугой, составляет порядка 6000—7000°С.
Они могут использовать либо постоянный (DC), либо переменный (AC) ток, а также расходуемые или нерасходуемые электроды. Зона сварки обычно защищена защитным газом, паром или шлаком. Процессы дуговой сварки могут быть ручными, полуавтоматическими или полностью автоматизированными. Дуговая сварка, впервые разработанная в конце 19 века, приобрела коммерческое значение в судостроении во время Второй мировой войны. Сегодня это остается важным процессом для изготовления стальных конструкций и транспортных средств.
Аппарат для дуговой сварки имеет основной кабель, который получает энергию от источника (обычно 3 фазы 220 или 440 В переменного тока), стартера или выключателя, трансформатора, регуляторов напряжения (напряжения) и тока (амперы или силы тока), два вторичных провода: один для заземления машины к зданию + сооружению + детали, которую вы должны сварить, другой — для установки электрода и производства сварки
Направление тока, используемое при дуговой сварке, также играет важную роль в сварке . В процессах с плавящимся электродом, таких как дуговая сварка металлическим электродом в среде защитного газа и дуговая сварка металлическим электродом в среде защитного газа, обычно используется постоянный ток, но электрод может заряжаться как положительно, так и отрицательно. При сварке положительно заряженный анод будет иметь большую концентрацию тепла, и в результате изменение полярности электрода влияет на свойства сварного шва. Если электрод заряжен положительно, он будет плавиться быстрее, увеличивая глубину провара и скорость сварки. В качестве альтернативы, отрицательно заряженный электрод приводит к более мелким сварным швам. В процессах с неплавящимся электродом, таких как дуговая сварка вольфрамовым электродом, может использоваться как постоянный ток (DC), так и переменный ток (AC). Однако при постоянном токе, поскольку электрод только создает дугу и не обеспечивает присадочный материал, положительно заряженный электрод вызывает неглубокие сварные швы, а отрицательно заряженный электрод делает более глубокие сварные швы. Переменный ток быстро перемещается между ними, что приводит к сварке со средним проваром. Один недостаток переменного тока, тот факт, что дуга должна повторно зажигаться после каждого пересечения нуля, был устранен с изобретением специальных блоков питания, которые создают прямоугольную форму волны вместо обычной синусоидальной волны, устраняя время низкого напряжения после переходы через ноль и минимизация последствий проблемы.
В качестве альтернативы, отрицательно заряженный электрод приводит к более мелким сварным швам. В процессах с неплавящимся электродом, таких как дуговая сварка вольфрамовым электродом, может использоваться как постоянный ток (DC), так и переменный ток (AC). Однако при постоянном токе, поскольку электрод только создает дугу и не обеспечивает присадочный материал, положительно заряженный электрод вызывает неглубокие сварные швы, а отрицательно заряженный электрод делает более глубокие сварные швы. Переменный ток быстро перемещается между ними, что приводит к сварке со средним проваром. Один недостаток переменного тока, тот факт, что дуга должна повторно зажигаться после каждого пересечения нуля, был устранен с изобретением специальных блоков питания, которые создают прямоугольную форму волны вместо обычной синусоидальной волны, устраняя время низкого напряжения после переходы через ноль и минимизация последствий проблемы.
1.1 ЦЕЛЬ И ЗАДАЧА ПРОЕКТА
Целью данной работы является проектирование и изготовление электродуговой машины, которую можно использовать для сварки чугуна.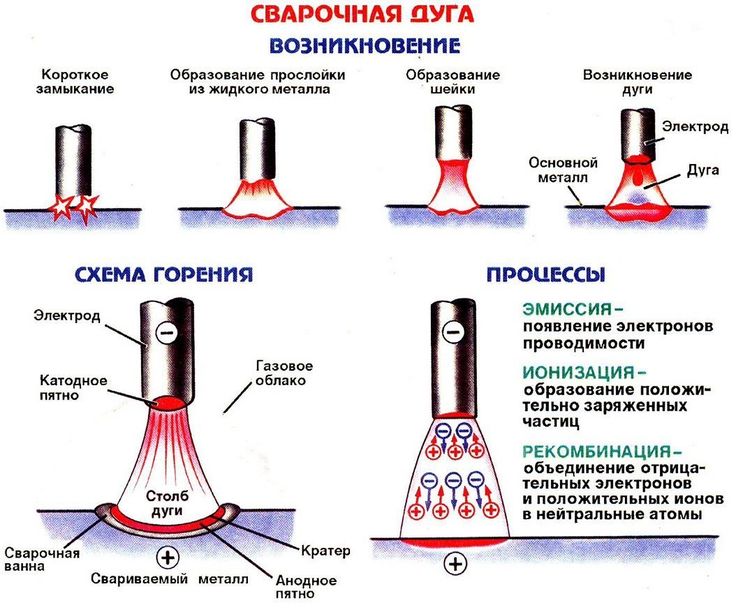 Спроектировать и построить электрическую машину, которая будет создавать электрическую дугу между электродом и основным материалом для плавления металлов в точке сварки.
Спроектировать и построить электрическую машину, которая будет создавать электрическую дугу между электродом и основным материалом для плавления металлов в точке сварки.
Целью данной работы является:
Целью его работы является разработка электрической машины, использующей источник сварочного тока для создания электрической дуги между электродом и основным материалом для расплавления металлов в точке сварки. Их можно использовать на переменном (AC) токе, а также на плавящихся или неплавящихся электродах.
1.3 ЗНАЧИМОСТЬ ПРОЕКТА
Трансформаторы для дуговой сварки на переменном токе сегодня широко используются в машиностроении, а также в ремонтных и производственных работах общего назначения. Легкие средние и тяжелые строительные работы в качестве источника энергии.
Преимущества безопасности при переходе на сварочный аппарат включают снижение риска для здоровья рабочих. От ограничения воздействия вредных паров до снижения риска дугового ожога, аппараты для дуговой сварки помогают избавить рабочих от некогда опасной работы.
1.4 ОГРАНИЧЕНИЯ ПРОЕКТА из-за дополнительных электронных компонентов
4) Настройка переменных установки требует высокого уровня квалификации
5) Менее эффективна, когда необходимы высокие требования к рабочему циклу
6) Воздействие радиации более серьезное
1.5 ПРЕИМУЩЕСТВА ПРОЕКТА
В аппарате для дуговой сварки используется процесс, при котором к металлу в месте соединения применяется интенсивный нагрев, в результате чего металл плавится и перемешивается. Аппарат для дуговой сварки имеет ряд преимуществ, в том числе улучшенную стабильность сварного шва, сокращение времени цикла и повышенную эффективность.
1.6 ПРИМЕНЕНИЕ ПРОЕКТА
Дуговая сварка использует электрическую дугу между электродом и металлическим основанием с использованием плавящихся или неплавящихся электродов. Этот сварочный аппарат обычно используется в производстве стальных изделий и автомобилей. Другие области применения включают:
Этот сварочный аппарат обычно используется в производстве стальных изделий и автомобилей. Другие области применения включают:
Строительство : Процессы дуговой сварки являются основополагающим аспектом всех крупных строительных отраслей, обеспечивая прочные, устойчивые соединения внутри зданий, мостов и других объектов инфраструктуры.
Механические части : Для более сложных применений, связанных с более толстым металлом, дуговая сварка обеспечивает контроль и эффективность, необходимые для прочного соединения более тяжелых деталей. В автомобильной промышленности дуговая сварка соединяет теплозащитные экраны, выхлопные системы и гидравлические линии с шасси. Металлические предметы мебели, такие как офисные столы, картотечные шкафы и стеллажи, часто свариваются. Установки отопления, вентиляции и кондиционирования воздуха обычно изготавливаются с использованием сварочных процессов.
Оборудование : Большинство, если не все, современные отрасли полагаются на правильно функционирующее оборудование, и сварочные процессы жизненно важны для успеха этих машин.
Сельскохозяйственное оборудование : В сельском хозяйстве сельскохозяйственные машины, которые вспахивают, сеют, сеют и собирают урожай, являются основой снабжения страны продовольствием. Эти машины сварены по всей их раме и процессам. На шасси каркас кабины, крылья и кронштейны образованы сварными швами. Конструкция двигателя и электрические функции объединены, как и особенности специализированных инструментов, таких как молотилки и разбрасыватели. Эти механизмы можно сваривать с помощью аппарата дуговой сварки 9.0208 Газон и сад : Газонокосилки, триммеры, электропилы и другое садовое оборудование имеют долгий срок службы благодаря прочности их сварных рам. Другие элементы металлического сада, такие как грили для барбекю, ограждения, сиденья и системы полива, повышают удовольствие от жизни на свежем воздухе.
Дорожное оборудование : Содержание безопасных и проходимых дорог также зависит от надежности сварных швов. Крышки люков и канализационные и коммунальные системы, которые часто проходят под дорогами, также обычно изготавливаются с помощью сварки.
Институциональное оборудование : Больницы, медицинские учреждения, школы и дома полагаются на хорошо функционирующие приборы для поддержания температуры или охлаждения пищи, проведения точных тестов и очистки одежды или посуды. Практически каждый прибор, используемый сегодня, был изготовлен, по крайней мере частично, с использованием процесса дуговой сварки.
1.7 ВИДЫ ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ СВАРКИ0208 (A): Незащитная дуговая сварка:
Когда для сварки используется большой электрод или присадочный стержень, говорят, что это незащитная дуговая сварка.
(B): Дуговая сварка в среде защитного газа:
Когда используются сварочные стержни, покрытые флюсом, это называется дуговой сваркой в среде защитного газа.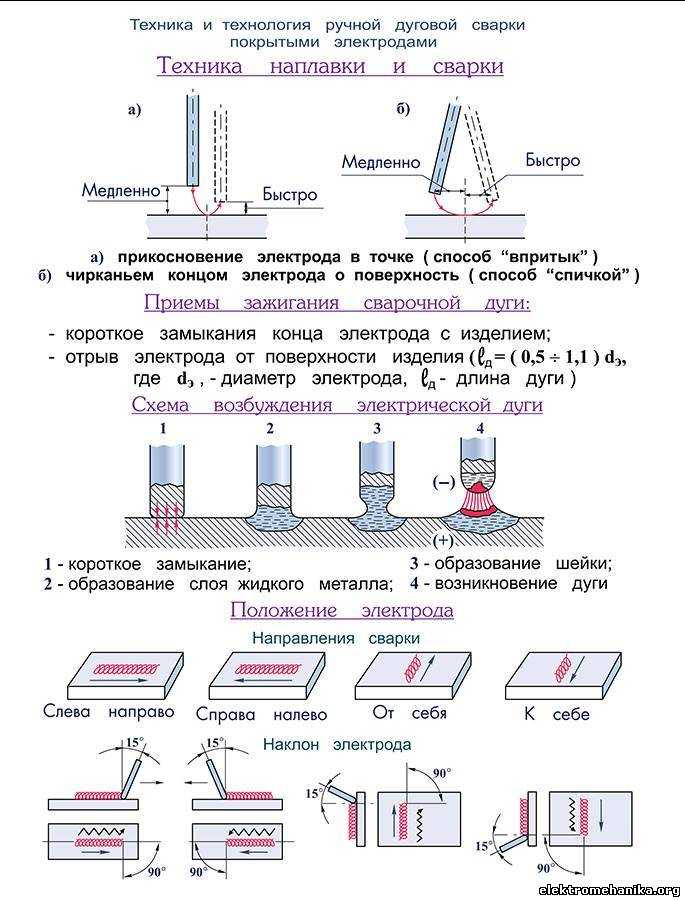
1.8 ОРГАНИЗАЦИЯ РАБОТ ПО ПРОЕКТУ
Различные этапы разработки этого проекта были должным образом сведены в пять глав, чтобы сделать чтение более полным и кратким. В этом тезисе проекта проект организован последовательно следующим образом:
Первая глава этой работы посвящена введению в исследование. В этой главе обсуждались предыстория, значение, цель, цель, ограничение и проблема исследования.
Вторая глава посвящена обзору литературы по этому исследованию. В этой главе была рассмотрена вся литература, относящаяся к этой работе.
Третья глава посвящена методологии проектирования. В этой главе обсуждались все методы, используемые при проектировании и строительстве.
Четвертая глава посвящена анализу испытаний. Были проанализированы все тесты, в результате которых была получена точная функциональность.
Пятая глава посвящена выводам, рекомендациям и ссылкам.
ЩЕЛКНИТЕ ЗДЕСЬ, ЧТОБЫ ПОСМОТРЕТЬ ДОПОЛНИТЕЛЬНЫЕ ТЕМЫ/МАТЕРИАЛЫ
Этот материал представляет собой полный и тщательно проработанный проектный материал исключительно для академических целей, одобренный преподавателями различных высших учебных заведений. Мы делаем реферат и первую главу видимыми для всех.
Мы делаем реферат и первую главу видимыми для всех.
Все темы проекта на этом сайте состоят из 5 (пяти) полных глав. Каждый материал проекта включает в себя: Аннотация + Введение + и т. д. + Обзор литературы + методология + и т. д. + Заключение + Рекомендация + Ссылки/Библиография.
To » СКАЧАТЬ » полный материал по этой конкретной теме выше нажмите «ЗДЕСЬ»
Вы хотите наши банковские счета ? пожалуйста, нажмите ЗДЕСЬ
Для просмотра других похожих тем нажмите ЗДЕСЬ
Кому » SUMMIT » новая тема(ы), создайте новую тему на нашем сайте, ИЛИ вы не видели свою тему хотите подтвердить доступность вашей темы нажмите ЗДЕСЬ
Вы хотите, чтобы мы исследовали для вашей новой темы? если да, нажмите » ЗДЕСЬ »
Есть вопросы по поводу нашей почты/услуг? нажмите ЗДЕСЬ для ответов на ваши вопросы
Вы также можете посетить нашу страницу в facebook по адресу fb.