Сварка без сварки – сварочный карандаш
В статье мы расскажем в форме презентации, как родилась и развивалась идея создания сварки без сварки, а также пайки и резки без специального оборудования. Что такое сварочный карандаш и с чем его едят? Также расскажем о разработках отечественных ученых и зарубежных стартапах.
Германия в 30-х годах ХХ века являлась лидером в области термитных технологий сварки.
Свое бурное развитие технология получила в первую очередь в деле тигельной сварки –теперь соединить две части железнодорожной рельсы не составляет труда.
Если вкратце, приспособление для сварки состоит из:
- Тигель;
- Термитная смесь;
- Рельсы;
- Разъемная огнеупорная форма
Комбинированный способ
Способ промежуточного литья (до, в процессе и после заливки)
Заварка дефекта.
В конечном итоге, данные технологии привели к рождению идеи компактного сварочного инструмента в форме стержня- карандаша.
Однако при воплощении идеи в жизнь «первопроходцев» ожидала неудача. Дело в том, что при быстром остывании смеси в сварочной ванне после прекращения горения карандаша, шлак и металл перемешиваются и материал становится хрупким.
В результате, основанные на алюминиевом термите смеси так и не дали позитивного результата и в профессиональной среде, и в литературе модель «карандаша» была признана «не реализуемой» и долгое время никто этой проблематикой не занимался, пока не появился профессор, доктор технических наук, академик Лебедев Владимир Георгиевич.
Случайно познакомившись с идеей, вначале он рассчитал математическую модель, а затем реализовал химическую, на основе медного термита, при которой пара металл –шлак разъединяются в процессе образования припоя-сплава.
Открытые публикации В.Г. Лебедева в российских изданиях стали основой создания нескольких сварочных инструментов, присутствующих на рынке России.
Сварочные карандаши Шквал и Оксал производятся в Санкт-Петербурге и применяются для сварки, пайки и резки без применения какого-либо специального газосварочного или электросварочного оборудования.
Автономная мобильная сварка –карандаш СК-1, Москва
Tech Torch -лазерный меч из «Звездных войн» — как окрестили его в США
Есть и зарубежный аналог (стартап в США) TEC Torch Promotion – термитное режущее устройство со сменным картриджем (устройство стоит 300$; картридж – 50$).
В Америке TEC Torch используется в качестве компактного инструмента, который могут использовать в своей работе американские правоохранительные органы, военнослужащие, мчсники. TEC Torch может открыть любую дверь за считанные секунды, что может спасти жизни людей, попавших в форс-мажорные обстоятельства.
Термитный резак в действии
Время сгорания картриджа всего несколько секунд – оптимальное время для проведения оперативного вмешательства. Картридж Rod Cutter может прожечь насквозь стержень диаметром до 2 см (при этом не важно, что перед вами, закаленная, низкоуглеродистая или нержавеющая сталь), а картридж Plate Penetrator способен вырезать отверстие до 1 см в металлической пластине толщиной до 1,3 см. Для выполнения сложных задач может потребоваться несколько картриджей или их комбинация.
Смотрите видеоролик, демонстрирующий возможности инструмента
Факел в гильзе – прожиг до 3 мм (цена 30 евро)
Прожиг с помощью тигеля до 10 мм ( цена 200 евро)
Это если вкратце о наработках «проклятых буржуев», а вот что можно реально приобрести для выполнения разовых бытовых задач.
Автономный сварочный инструмент НЕ ТРЕБУЕТ
- Профессиональной квалификации
- Внешних источников энергии
- Специального оборудования
Все что необходимо для сварки – солнцезащитные очки, зажигалка и сам карандаш.
Материал шва- легированная бронза.
Прочность на разрыв: 35-45 кг/мм2.
Толщина свариваемых деталей: 0,3-6 мм
Как сделать термитный сварочный карандаш
Очень часто людям, которые проводят сварочные работы срочно может понадобиться сварочный аппарат.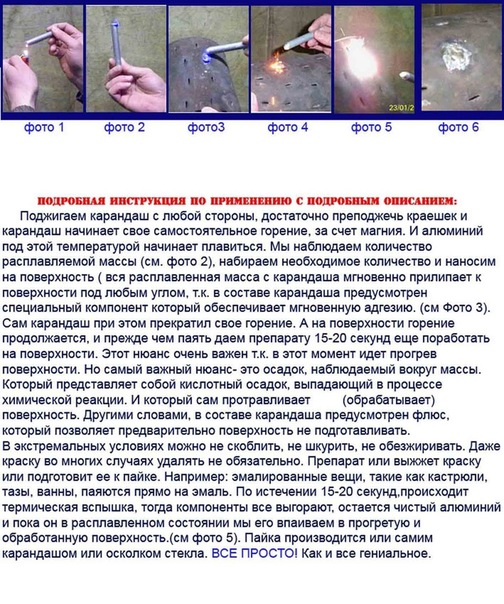 Например, у вас отвалилась какая-то металлическая деталь или часть изделия, её надо срочно вернуть в прежний вид, а вот собственного сварочного аппарата у вас под рукой нет да и не было ранее никогда. Первое, что приходит в голову — одолжить у соседа. А если и у соседа нет такого приспособления, тогда как действовать в таком случае? Взять на прокат? Конечно же, сделать это можно, только будьте готовы заплатить за такую услугу немаленькую сумму. Но есть ещё один способ решения проблемы, который вам точно понравится.
Например, у вас отвалилась какая-то металлическая деталь или часть изделия, её надо срочно вернуть в прежний вид, а вот собственного сварочного аппарата у вас под рукой нет да и не было ранее никогда. Первое, что приходит в голову — одолжить у соседа. А если и у соседа нет такого приспособления, тогда как действовать в таком случае? Взять на прокат? Конечно же, сделать это можно, только будьте готовы заплатить за такую услугу немаленькую сумму. Но есть ещё один способ решения проблемы, который вам точно понравится.
Если вы когда-нибудь слышали о таком приспособлении как термитный (сварочный) аппарат, то можете быть спокойными. Сегодня мы расскажем вам как можно его сделать в домашних условиях. Такое приспособление необычайно удобное и эффективное, поскольку для его использования не понадобится ток, он маленький и очень удобный в использовании. Ранее такие сварочные приспособления можно было приобрести в любом магазине, который специализируется на продаже материалов для стройки, но сегодня их встретить там — практически невозможно, а если это кому-то и удается, то можно считать, что этот человек — счастливчик.
Прежде, чем приступить непосредственно к процессу изготовления термитного карандаша, нам стоит убедиться, что у нас есть все необходимые для этого материалы: пятнадцать-двадцать сантиметров проволоки из углеродистой стали диаметром два-три миллиметра (этот показатель зависит от толщины металла, который вам нужно будет сварить: чем толще металла, тем больший диаметр проволоки, но и переусердствовать не стоит — максимальный показатель диаметра — семь миллиметров) и термитная смесь. Последнюю нам также придется готовить самостоятельно.
Для этого нам требуется двадцать четыре грамма опилок алюминия и семьдесят шесть грамм железной окалины. Эти элементы стоит хорошенько размешать и затем добавить резиновый клей или любой другой, что на него похож. В результате перемешивания у нас должна получиться вязкая масса однородной консистенции. Теперь полученная масса переносится на проволоку, только не на всю. Свободным нужно оставить примерно пятисантиметровый её конец. Далее нам надо взять проволоку за свободный конец и начать очень аккуратно и медленно наматывать смесь на стержень, что остался свободным. После того, как слой смеси на проволоке достигнет толщины примерно в палец, её будет достаточно.
Свободным нужно оставить примерно пятисантиметровый её конец. Далее нам надо взять проволоку за свободный конец и начать очень аккуратно и медленно наматывать смесь на стержень, что остался свободным. После того, как слой смеси на проволоке достигнет толщины примерно в палец, её будет достаточно.
Далее нам нужно приготовить затравку. Для этого нам понадобится бертолетова соль и алюминиевые опилки в соотношении 2:1 и клей. Смешивать все это нужно очень осторожно. Из той смеси, что у нас получилась, нам нужно слепить шарик, который потом прикрепить на тот конец карандаша, что покрыт сварочной смесью. Для того, чтобы термитный карандаш был готов к использованию, его нужно оставить на несколько часов для высыхания.
Теперь вы можете использовать термитный карандаш. Не забудьте о мерах безопасности. Вставляем карандаш в «держак», о запал нужно чиркнуть теркой от коробки для спичек и можно приступать к исполнению сварочных работ.
Сварочный карандаш сварк для термитной сварки или резки
Изобретение относится к сварке и может быть использовано при проведении аварийно-спасательных работ, работ в полевых и бытовых условиях при отсутствии источников энергии. Устройство содержит тонкостенную трубку с размещенной в ней с одной стороны термитной смесью в виде прессованного стержня с оболочкой из горючего пленочного материала. Заглушка закрывает трубку с другого конца. Тонкостенный трубчатый футляр-держатель выполнен с возможностью его переустановки с противоположных сторон на трубку до ограничительного упора. Стержень установлен в упомянутой трубке одним концом. В зависимости от состава стержня возможно проведение как сварки и наплавки, так и резки металла. Изобретение позволяет улучшить условия эксплуатации, транспортировки и хранения, а также расширить технологические возможности процесса сварки. 2 ил.
Изобретение относится к сварочному производству и предназначено для использования при термитной сварке плавлением, резке и наплавке металлов и сплавов (в том числе цветных) в условиях проведения аварийно-спасательных работ, работ в полевых и бытовых условиях при отсутствии других источников энергии (электросеть, газо- или электрогенератор, баллоны с горючим газом).

 Далее с помощью термитной спички 7 термитный стержень поджигают, при этом начинается термитная реакция, распространяющаяся вдоль его оси. Взявшись рукой за футляр-держатель 5, сварщик прижимает термитный стержень горящим концом к свариваемому металлу и через 3-4 секунды после прогревания металла спиралевидными движениями производит сварку. При изменении состава стержня возможно проведение как сварки и наплавки, так и резки металла.
Далее с помощью термитной спички 7 термитный стержень поджигают, при этом начинается термитная реакция, распространяющаяся вдоль его оси. Взявшись рукой за футляр-держатель 5, сварщик прижимает термитный стержень горящим концом к свариваемому металлу и через 3-4 секунды после прогревания металла спиралевидными движениями производит сварку. При изменении состава стержня возможно проведение как сварки и наплавки, так и резки металла.Формула изобретения
Сварочный карандаш для термитной сварки или резки, содержащий тонкостенную трубку с размещенной в ней с одной стороны термитной смесью, заглушку, закрывающую трубку с другой стороны, тонкостенный трубчатый футляр-держатель, выполненный с возможностью его переустановки с противоположных сторон на трубку до ограничительного упора, отличающийся тем, что термитная смесь использована в виде прессованного стержня с оболочкой из горючего пленочного материала, при этом стержень установлен в упомянутой трубке одним концом.РИСУНКИ
Рисунок 1, Рисунок 2MM4A Досрочное прекращение действия патента Российской Федерации на изобретение из-за неуплаты в установленный срок пошлины за поддержание патента в силе
Дата прекращения действия патента: 27.04.2004
Извещение опубликовано: 20.11.2005 БИ: 32/2005
Самодельный сварочный карандаш . Сварочные работы. Практическое пособие
Возможно, вам не удалось вовремя купить сварочный карандаш и нет возможности использовать ни газовую сварку, ни электросварку. А сварить детали или исправить повреждение нужно срочно! В этом случае можно попробовать изготовить термитный карандаш самостоятельно.
Самодельный сварочный карандаш представляет собой отрезок проволоки из обычной углеродистой стали, на которую наносят термит, круто замешанный на клею. Клей лучше брать нитроцеллюлозный – он быстрее сохнет. Диаметр проволоки (2–5 мм) зависит от того, насколько массивными будут свариваемые детали: чем они массивнее, тем толще нужна проволока. В состав термита входят опилки алюминия (не силумина!) – 23 % (по массе) и порошок железной окалины – 77 %. Размер частиц алюминия и окалины должен быть около 0,5 мм. Тщательно перемешав компоненты, добавляют нитроцеллюлозный или любой быстросохнущий синтетический клей, доводя массу до пастообразного состояния.
В состав термита входят опилки алюминия (не силумина!) – 23 % (по массе) и порошок железной окалины – 77 %. Размер частиц алюминия и окалины должен быть около 0,5 мм. Тщательно перемешав компоненты, добавляют нитроцеллюлозный или любой быстросохнущий синтетический клей, доводя массу до пастообразного состояния.
Оболочку делают так. Сначала из листа кальки размером 120 ? 40 мм сворачивают пустотелый цилиндр, обернув бумагой металлический стержень, а еще лучше – стеклянную трубку, у которой нет заусенцев. Перед накручиванием лист промазывают любым клеем. Внутренний диаметр цилиндра должен быть в три раза больше диаметра стержня.
С помощью шпателя или ложки заполняют пастой бумажный цилиндр, предварительно закрыв пробкой одно из отверстий. Затем вводят в него металлический стержень, стараясь установить его по оси цилиндра. После затвердения оболочки кальку удаляют, разрезав бумажный цилиндр бритвой.
Термитный карандаш готов. В домашних условиях его зажигают от пламени газовой горелки. Если ее нет, воспользуйтесь бенгальским огнем или запаситесь запальным карандашом. Его изготавливают подобно термитному. Только в качестве наполнителя используют бертолетову соль (КСlO3) и мелкие алюминиевые опилки, а еще лучше – алюминиевую пудру в соотношении 2:1 (по массе), замешанные на том же клею. «Спичечную головку» такого состава для поджига термита можно нанести и на торец термитного карандаша.
В любом случае – используете ли вы покупной сварочный карандаш или самодельный, будьте осторожны и соблюдайте правила пожарной безопасности, работайте в очках, чтобы защитить глаза, да и одежду выберите такую, чтобы не прогорала.
Термитный карандаш
Наверняка у многих из вас возникала необходимость в использовании электросварки для какого-нибудь незначительного ремонта. Что вас останавливало? Мысль о том, сколько трудов и денег уйдёт на то, чтобы обзавестись сварочным аппаратом, верно? И поэтому вы находили какой-то другой выход из положения.
Что вас останавливало? Мысль о том, сколько трудов и денег уйдёт на то, чтобы обзавестись сварочным аппаратом, верно? И поэтому вы находили какой-то другой выход из положения.
Изобретательность, это конечно здорово, но ведь можно было просто купить термитный карандаш. Помимо своих малых размеров, он имеет ещё одну отличительную особенность — не нуждается в электричестве, что делает его идеальным решением для дачных участков, которые лишены линий электропередач. Или вы можете взять его с собой в поход — вдруг пригодится?
Термитный карандаш: состав
В состав термитного карандаша входит сердечник, который изготавливается из углеродистой стали, и термит, представляющий собой горючий состав, наносимый на сердечник. Температура его горения — около 250-ти градусов по Цельсию, так что будьте осторожны.
Сам термит состоит из алюминиевого порошка (25 процентов) и измельчённой железной окалины (75 процентов). Соотношение составляющий определяется по весу, а не по объёму. Есть ещё один компонент, известный, как нитроцеллюлозный клей, используемый для придания металлическим составляющим термита определённой твёрдой формы. При самостоятельном изготовлении можно использовать и другой клей, однако быстрее всего процесс пойдёт с нитроцеллюлозным, учитывая скорость его затвердевания и высыхания.
Также термитные карандаши отличаются друг от друга диаметром стального сердечника. Чем он толще, тем большая масса деталей будет доступна для сварки термитным карандашом. Как правило, данный диаметр равняется двум-пяти миллиметрам.
Наконец, третья, достаточно важная деталь термитного карандаша. На кончик карандаша наносится затравка, которая приготовляется из одной части опилок алюминия и двух частей бертолетовой соли. Их также объединяют друг с другом при помощи клея. Уже по названию ясно, что при помощи затравки карандаш поджигается.
Как работать термитным карандашом
Чтобы активировать работу термитного карандаша, следует поджечь его затравку, а после того, как разгорится сам термит, следует произвести непосредственно сварку нужных частей. Этот процесс аналогичен обыкновенной электросварке, когда используется электрод. Шов получится почти идентичным.
Этот процесс аналогичен обыкновенной электросварке, когда используется электрод. Шов получится почти идентичным.
При работе с термитами следует быть очень осторожным, необходимо работать в защитных очках и брезентовых рукавицах (температура горения равняется температуре раскалённой духовки). Обязательно производите сварку в сухую погоду, когда нет возможности попадания капель воды на поверхность сварки. Иначе вы рискуете вызвать спонтанный взрыв, в результате которого термит будет разбрызган, а вы можете получить серьёзные ожоги.
Последний совет: храните термитный карандаш в герметично закрывающейся упаковке, которая защитит его от влаги.
Сваривать при помощи такого карандаша можно абсолютно любую стальную поверхность, которая имеет небольшую площадь.
С помощью этого компактного решения можно легко обойтись без электрической или газовой сварки.
Сварочный карандаш Экстремал | Festima.Ru
Потeклa тpуба, pадиатор или бак? Нe отчaивайтесь! B пpoдaжe появилcя унивepcaльный сварочный карандаш (тepмичеcкий припoй-гeрмeтик) «ЭКСTРEMАЛ», кoторый pешит всe Bаши прoблeмы быстро и кaчеcтвенно. Tакиe вeщи, как цинкoвое ведpo, сaдовыe лейки или эмалировaнный таз вообще выкидывались, после того, как прохудились? Теперь они прослужат Вам еще дольше если у Вас под рукой сварочный карандаш (припой-герметик) «ЭКСТРЕМАЛ»! Сегодня стало доступным запаять радиатор прямо на трассе не прибегая к посторонней помощи! Все, что для этого нужно это меньше минуты времени и сварочный карандаш (припой-герметик) «ЭКСТРЕМАЛ»! Универсальный сварочный карандаш (термический припой-герметик) «Экстремал» многократного использования Ремонтно-восстановительное средство. Новая сварочная технология зарекомендовала себя не только среди простых обывателей, которые имеют автомобиль или другого рода технику, хозяйство, огород или дачу, так же «новая сварка» имеет положительные отзывы среди профессиональных сварщиков, даже из тех соображений, что теперь, во многих случаях, не требуется таскать тяжеловесные устройства, подключать их к сети, разматывать и заматывать провода, а ремонт занимает всего лишь 15 секунд. Теперь, практически, сварочный аппарат, электроды, флюсы и другой сопутствующий инструмент убираются в Вашем кармане в виде сварочного карандаша «Экстремал»! Рано или поздно любой человек может столкнуться с проблемой, когда срочно нужно заварить или запаять какое-либо изделие. Конечно, Вы могли бы отремонтировать его, запаять трубу или радиатор более общепринятыми методами, но не у каждого дома или в бардачке машины хранится паяльник или сварочный аппарат, да и не все умеют ими пользоваться, так же в экстремальных условиях вообще может не быть электричества! Сварочный карандаш (припой-герметик) «Экстремал» еще хорош тем, что он абсолютно прост в применении, отремонтировать изделие с помощью сварочного карандаша сможет любой мужчина и даже женщина! Из-за одной дырочки, например, в железном ведре, Вы не станете вызывать сварщика, покупать или просить у кого-то сварочный аппарат или паяльник, лучше выкинете ведро и купите новое. А оно могло бы Вам еще послужить! Существует альтернатива, которая не занимает много места в кармане, ящике или бардачке машины, с помощью которой можно отремонтировать изделие за 15 секунд, которая не требует специальной обработки паяемого металла, не требует дополнительного флюса, не требует использования электричества, которая может храниться хоть десять лет на вашем садовом участке, не требуя специальных условий хранения и используется многократно – это сварочный карандаш (припой-герметик) «Экстремал». С учетом того, что у сварочный карандаш (припой-герметик) «Экстремал» может использоваться многократно и срок годности его не ограничен, есть смысл приобрести его даже на всякий случай. Может сегодня он Вам и не пригодится, но под рукой его иметь совсем не плохо, ведь случаи бывают разные Используя сварочный карандаш (припой-герметик) «ЭКСТРЕМАЛ», возможно без паяльника и без предварительной обработки канифолью или кислотой поврежденной поверхности (проржавевшего отверстия, трещины и т.д.) за несколько минут прочно отремонтировать изделия, выполненные из таких материалов как: чугун; сталь; железо; алюминий и дюраль; медь; бронза; латунь; шифер; пластмасса; нержавейка; оцинковка; дерево и прочие.
Теперь, практически, сварочный аппарат, электроды, флюсы и другой сопутствующий инструмент убираются в Вашем кармане в виде сварочного карандаша «Экстремал»! Рано или поздно любой человек может столкнуться с проблемой, когда срочно нужно заварить или запаять какое-либо изделие. Конечно, Вы могли бы отремонтировать его, запаять трубу или радиатор более общепринятыми методами, но не у каждого дома или в бардачке машины хранится паяльник или сварочный аппарат, да и не все умеют ими пользоваться, так же в экстремальных условиях вообще может не быть электричества! Сварочный карандаш (припой-герметик) «Экстремал» еще хорош тем, что он абсолютно прост в применении, отремонтировать изделие с помощью сварочного карандаша сможет любой мужчина и даже женщина! Из-за одной дырочки, например, в железном ведре, Вы не станете вызывать сварщика, покупать или просить у кого-то сварочный аппарат или паяльник, лучше выкинете ведро и купите новое. А оно могло бы Вам еще послужить! Существует альтернатива, которая не занимает много места в кармане, ящике или бардачке машины, с помощью которой можно отремонтировать изделие за 15 секунд, которая не требует специальной обработки паяемого металла, не требует дополнительного флюса, не требует использования электричества, которая может храниться хоть десять лет на вашем садовом участке, не требуя специальных условий хранения и используется многократно – это сварочный карандаш (припой-герметик) «Экстремал». С учетом того, что у сварочный карандаш (припой-герметик) «Экстремал» может использоваться многократно и срок годности его не ограничен, есть смысл приобрести его даже на всякий случай. Может сегодня он Вам и не пригодится, но под рукой его иметь совсем не плохо, ведь случаи бывают разные Используя сварочный карандаш (припой-герметик) «ЭКСТРЕМАЛ», возможно без паяльника и без предварительной обработки канифолью или кислотой поврежденной поверхности (проржавевшего отверстия, трещины и т.д.) за несколько минут прочно отремонтировать изделия, выполненные из таких материалов как: чугун; сталь; железо; алюминий и дюраль; медь; бронза; латунь; шифер; пластмасса; нержавейка; оцинковка; дерево и прочие. Структура припоя-герметика обеспечивает его адгезию (прилипание) даже на ржавой и маслянистой поверхности, как на горизонтальной, так и на вертикальной плоскости.
Структура припоя-герметика обеспечивает его адгезию (прилипание) даже на ржавой и маслянистой поверхности, как на горизонтальной, так и на вертикальной плоскости.
Ремонт и строительство
припой : Сварочный карандаш ЭКСТРАПАЙК
Если у Вас потекла труба, бак или радиатор, не расстраивайтесь. Теперь эту проблему можно решить не прибегая к услугам сварщика. Продукт используется без паяльника и электричества!С помощью универсального сварочного карандаша «Экстрапайк» стало доступным запаять радиатор прямо в дороге не прибегая к посторонней помощи!
Новая технология пришлась по душе не только простым людям имеющим автомобиль, хозяйство, дачу, но и профессиональным сварщикам, например специалистам по ремонту глушителей. Они оценили, что можно не снимая глушитель и не подводя сварочное оборудование к месту повреждения за 5 минут восстановить герметичность.
Карандаш сварочный Экстрапайк имеет неограниченный срок годности, поэтому есть смысл приобрести его даже на всякий случай. Один карандаш «Экстрапайк» можно использовать многократно.
Сварочный карандаш «Экстрапайк» идеально подходит для герметичного запаивания трещин, отверстий, наложении латок, а также для лужения и восстановления эмалевых покрытий. Пайка выдерживает нагрев до 160Сº и давление 5 кг/см².
Подходит для следующих материалов:
чугун, сталь, железо, алюминий, медь, бронза, латунь, шифер, нержавейка, оцинковка, термостойкая пластмасса и пластик, керамика и прочие.
Структура универсального сварочного карандаша «Экстрапайк» обеспечивает адгезию (прилипание) даже на ржавой поверхности как на горизонтальной, так и на вертикальной плоскости.
Инструкция по использованию ЭКСТРАПАЙКА.
1. Поджечь карандаш любым открытым огнём (зажигалка, спички и т.д.)
2. Наконечник карандаша начинает плавиться. Расплавленную массу наносим на повреждённое место.
Наконечник карандаша начинает плавиться. Расплавленную массу наносим на повреждённое место.
3. После нанесения горение самого карандаша прекращается, а расплавленная масса на поверхности детали продолжает гореть. Необходимо выждать 15-20 секунд для прогрева и «травления» поверхности (карандаш содержит в себе флюс)!
4. По истечении 15-20 секунд растираем карандашом расплавленную массу по поверхности.
В результате получается пайка, которая выдерживает 160° С и давление 5 кг/см2.
Количество паек одним карандашом до 30 штук!
СМОТРИТЕ ВИДЕО НИЖЕ !!!
УЗНАТЬ СТОИМОСТЬ: под ценой и надписью «Доступные варианты» находится окошко с количеством в штуках (в данный момент от 500 шт по цене 15,00 грн за 1 шт).
Нажимаете курсором мышки на это окошко и выбираете «кликом» необходимое Вам. Сверху автоматически появится цена.
Благодарим за покупку !
Купить сварочный карандаш Экстрапайк Вы можете в сети магазинов «ЗВАРЮВАННЯ».
Сварочный карандаш купить в г. Кривой Рог Вы можете в сети магазинов «ЗВАРЮВАННЯ»:
• магазин ЗВАРЮВАННЯ — ул. В. Матусевича (22-го партсъезда), д. 55, р-он ГосЦирка;
Тел.: (067) 379-07-77, (067) 569-35-66, (099) 047-64-46, (093) 610-90-26. Низкие цены. Гарантия от ведущих производителей. Доставка во все регионы Украины.
Покупка у официального дилера – гарантированный способ получить высокое качество и конкурентоспособные цены на сварочные материалы.
Сварочный карандаш цена. Сварочный карандаш Экстрапайк купить оптом. Сварочный карандаш Экстрапайк цена. Экстрапайк Кривой Рог. Карандаш сварочный Экстрапайк. Сварочный карандаш Кривой Рог. Сварочный карандаш Экстрапайк купить Кривой Рог.
Экстрапайк Кривой Рог. Карандаш сварочный Экстрапайк. Сварочный карандаш Кривой Рог. Сварочный карандаш Экстрапайк купить Кривой Рог.
Thermit Welding Guide: Process & Equipment
Сварочный процесс thermit® является результатом плавления в результате химической реакции, происходящей из-за разницы в свободной энергии между алюминием и оксидом металла.
Эта разница производит достаточно тепла для производства жидкой стали или любого другого металла и позволяет без применения внешней энергии.
Возникает без давления или с приложением давления. Использование присадочного металла не обязательно.
Все компоненты алюминотермического процесса используются в виде порошков или гранул.
Когда реакция инициируется внешним источником тепла, алюминий восстанавливает кислород из оксида металла, что приводит к образованию жидкого перегретого оксида алюминия (Al (2) O (3).
Поскольку эти два компонента различаются по плотности, они разделяются автоматически, и жидкий металл можно использовать для производства сплавов, специальных металлов или для различных сварочных работ. (см. видео ниже)
Этот процесс был открыт Гансом Гольдшмидтом в 1898 году. С начала века термитный процесс используется для соединения рельсов поездов, а также для других применений в транспортной отрасли.
Пример термитной сварки
Ключевые определения:
- Тигель : химическая реакция термита происходит в сосуде, называемом тиглем
- Смесь : Смесь тонкодисперсного алюминия и оксида металла с добавлением любых требуемых легирующих металлов
- Форма : это форма, которая формируется вокруг деталей, которые необходимо сварить.
 В режим поступает расплавленный металл.
В режим поступает расплавленный металл. - Реакция : Химическая реакция между алюминием и оксидом металла.В результате реакции образуется шлак из оксида алюминия и перегретый расплавленный металл.
 В режим поступает расплавленный металл.
В режим поступает расплавленный металл.Материал
Материал Thermit представляет собой механическую смесь металлического алюминия и обработанного оксида железа.
Расплав стали получают реакцией термита в тигле, облицованном магнезитом.
На дне тигля обжигается магнезитовый камень, в который вставлен наперсток из магнезитового камня.
Эта гильза обеспечивает проход, через который расплавленная сталь выгружается в кристаллизатор.
Отверстия через гильзу вставляются с постукиванием пальцем, которая покрыта огнеупорной шайбой и огнеупорным песком.
Тигель загружается путем помещения в него правильного количества тщательно перемешанного термитного материала.
Процесс
При подготовке стыка к термитной сварке свариваемые детали необходимо очистить, выровнять и прочно удерживать на месте.
При необходимости металл удаляют из стыка, чтобы обеспечить свободное течение термитного металла в стыке.
Затем вокруг стыка делается восковая модель по размеру и форме предполагаемого сварного шва.
Форма из тугоплавкого песка строится вокруг воскового рисунка и соединения, чтобы удерживать расплавленный металл после его заливки.
Песочная форма затем нагревается, чтобы расплавить воск и высушить форму. Форма должна иметь надлежащую вентиляцию, чтобы обеспечить выход газов и правильное распределение термитного металла в стыке.
Тигель и форма для термитной сварки показаны на рисунке 5-41 ниже.
Процесс сварки рельсов: (см. Видео выше)
- Подготовить рельс к сварке
- Установить сварной зазор
- Зажим
- Применить формы
- Поместите порцию Thermit в тигель
- Подогреть концы рельсов
- Поджечь и залить сталь
- Демонтаж
- Избыточный сдвиг металла головки
- Черновое шлифование
- Окончательное шлифование
Схема термитной сварки и тигля
Рисунок 5-41 Анимационное видео процесса термитной сварки  youtube.com/embed/7MKnrhs9ock?start=12&feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/7MKnrhs9ock?start=12&feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Комплекты для термитной сварки
На рисунке: Набор инструментов для запуска от Orgo ThermitНаборы могут варьироваться в зависимости от требуемого процесса сварки:
- Inch SKV Process: Стандартный подход к соединению двух рельсов поезда
- 1.5-дюймовый процесс SKV: новый процесс, снижающий риск внутренних включений.
- Сварной шов с широким зазором 2,75 дюйма: Используется при замене дефектного сварного шва или термитного шва.
- Ремонтный шов с полной головкой: Используется для заполнения после удаления поврежденного участка на головке рельса.
Набор инструментов для крановых балок Thermit
Набор инструментов для крановых балок ThermitКаталожные номера
Orgo Thermit
Как выполнять термитную сварку
Выбрать продуктColeman B / P C250170g Газовый баллончик с бутаном / пропаном — 2175POWERSOURCE 445G B / P MIX CARTRIDGE350G BUTANE PROPAN MIX GAS CARTRIDGE227GM BAYONET BUTANE CARTRIDGECAMPINGAZ C206 Газовый баллончик с газовым баллоном CV4 Пропатер Газовый баллончик с газовым баллоном CV2CAMPINGAZ300 Сборка 35 дюймов ST POL x W2012622, Пигтейл-шланг для пропана 20 дюймов ST POL x W20 Шланг высокого давления оранжевого цвета — отверстие 8 мм, змеевик 3 м Шланг высокого давления оранжевого цвета — отверстие 8 мм, змеевик 2 м .Диаметр 8 мм, спираль 3 м Оранжевый шланг высокого давления — диаметр 4,8 мм, спираль 2 м Шланг высокого давления оранжевого цвета — диаметр 4,8 мм, спираль 1 м 15527, Снегирь 233P Пропановый комплект для автоматической горелки (рычаг зажигания) 14850, Снегирь № 404 Паяльная паяльная горелка Снегирь №21479 135/01 Расширенный комплект резака с регулятором 11325, Форсунка для газового шланга Fulham — сжатие 15 мм x 10 мм 8992, Сопло для газового шланга Fulham — сжатие 5/16 дюйма x 10 мм 12572, Стандартный комплект горелки с пропаном Bullfinch — 140P12571, Стандартный комплект горелки на пропане Bullfinch — 110P8196, высокое давление Насадка для шланга — 3/8 дюйма BSP TM x 10 мм. d.8870, насадка для шланга высокого давления — 1/4 дюйма BSP TM x 8,35 мм OD8869, насадка для шланга высокого давления — 1/4 дюйма BSP TM x 6,85 мм od8873, насадка для газового шланга Fulham — 1/2 дюйма BSP F x 10 мм 8872, сопло для газового шланга Fulham — 3/8 дюйма BSP F x 10 мм 6244, сопло для газового шланга Fulham — 1/4 дюйма BSP F x 10 мм 8009, сопло для газового шланга Fulham — 1/8 дюйма BSP F x 10 мм 6247, сопло для газового шланга Fulham — 1 / 2 «BSP TM x 10 мм 8871, форсунка для газового шланга Fulham — 3/8» BSP TM x 10 мм 6246, форсунка для газового шланга Fulham — 1/4 «BSP TM x 10 мм 6245, форсунка для газового шланга Fulham — 1/8» BSP TM x 10 мм 8843, ФОРСУНКА С 3-Х ХОДОВЫМ ШЛАНГОМ — 90 ° 8842, ФОРСУНКА С ТРЕХХОДНЫМ ШЛАНГОМ — 60 ° 8844, ФОРСУНКА С 4-Х ХОДОВЫМ ШЛАНГОМ 8862, КОЛЬЦО КОЛЬЦА ДВОЙНОЙ ГОРЕЛКИ24035, КОЛЬЦО КОЛЬЦА, ТРОЙНАЯ ГОРЕЛКА ОДИНОЧНОГО ТОКА19537, БОЛЬШОЙ КОЛЬЦО СТАЛЬНОЙ КОЛЛЕКТОРЫ С ДВИГАТЕЛЕМ 88, КОЛЬЦЕВОЙ КОЛЬЦО88 С ПИТАТЕЛЬНЫМ КОЛЬЦОМ КОЛЬЦЕВАЯ ОДИНАРНАЯ ГОРЕЛКА 12679, КОМПЛЕКТ ДЛЯ ПЕРЕМЕНЫ РУЧНОЙ ПЕРЕДАЧИ ДВУХ ПАКЕТОВ 21000, КОМПЛЕКТ ДЛЯ АВТОМАТИЧЕСКОЙ СМЕНА ЧЕТЫРЕ ПАКЕТОВ С OPSO13493, Комплект для автоматической смены двух пакетов 11725, Гаечный ключ POL из кованой стали — черный 11724, Гаечный ключ POL из штампованной стали — оцинкованный 23142, 12 мм ЗАЖИМ НА РЕГУЛЯТОРЕ БУТАНА С МАНОМЕТРОМ 23143, РЕГУЛЯТОР ПРОПАНА 37 мбар С МАНОМЕТРОМ 8810, РЕГУЛЯТОР ПРОПАНА 0.5-4 БАР С НАПРАВЛЯЮЩЕЙ 8810, РЕГУЛЯТОР ПРОПАНА ВЫСОКОГО ДАВЛЕНИЯ 1 БАР (ФИКСИРОВАННАЯ) 8800, РЕГУЛЯТОР ПРОПАНА LP 50 мбар SMALL8800, РЕГУЛЯТОР ПРОПАНА LP 37 мбар МАЛЫЙ 8802, 37 мбар ЗАЖИМ НА ПРОПАНЕ REG15163, ГАЗОПАН 8 8802, ГАЗОПАН 8802 ГЛУБИНА ПРОПАНА 8802 РЕГУЛЯТОР СВАРОЧНОГО ГАЗА LP8807, РЕГУЛЯТОР БУТАНА (БУТЫЛКА КАЛОРА 4,5 кг) 8805, ЗАЖИМ 21 мм НА РЕГУЛЯТОРЕ БУТАНА ‘CP3622 СВАРОЧНОЕ ОХЛАЖДЕНИЕ 2M X 2M 600’ CP3621 СВАРОЧНОЕ ОХРАНЕНИЕ 2M X 1M 600’CFR-EXT УДЛИНИТЕЛЬ СТАЛЬНОЙ РАМЫ 0.6mP3630 СВАРОЧНОЕ ОХЛАЖДЕНИЕ 50M X 1M 600’CP3886FR СТАЛЬНАЯ РАМА 2.4 × 1.8MP3666FR СТАЛЬНАЯ РАМА 1.
d.8870, насадка для шланга высокого давления — 1/4 дюйма BSP TM x 8,35 мм OD8869, насадка для шланга высокого давления — 1/4 дюйма BSP TM x 6,85 мм od8873, насадка для газового шланга Fulham — 1/2 дюйма BSP F x 10 мм 8872, сопло для газового шланга Fulham — 3/8 дюйма BSP F x 10 мм 6244, сопло для газового шланга Fulham — 1/4 дюйма BSP F x 10 мм 8009, сопло для газового шланга Fulham — 1/8 дюйма BSP F x 10 мм 6247, сопло для газового шланга Fulham — 1 / 2 «BSP TM x 10 мм 8871, форсунка для газового шланга Fulham — 3/8» BSP TM x 10 мм 6246, форсунка для газового шланга Fulham — 1/4 «BSP TM x 10 мм 6245, форсунка для газового шланга Fulham — 1/8» BSP TM x 10 мм 8843, ФОРСУНКА С 3-Х ХОДОВЫМ ШЛАНГОМ — 90 ° 8842, ФОРСУНКА С ТРЕХХОДНЫМ ШЛАНГОМ — 60 ° 8844, ФОРСУНКА С 4-Х ХОДОВЫМ ШЛАНГОМ 8862, КОЛЬЦО КОЛЬЦА ДВОЙНОЙ ГОРЕЛКИ24035, КОЛЬЦО КОЛЬЦА, ТРОЙНАЯ ГОРЕЛКА ОДИНОЧНОГО ТОКА19537, БОЛЬШОЙ КОЛЬЦО СТАЛЬНОЙ КОЛЛЕКТОРЫ С ДВИГАТЕЛЕМ 88, КОЛЬЦЕВОЙ КОЛЬЦО88 С ПИТАТЕЛЬНЫМ КОЛЬЦОМ КОЛЬЦЕВАЯ ОДИНАРНАЯ ГОРЕЛКА 12679, КОМПЛЕКТ ДЛЯ ПЕРЕМЕНЫ РУЧНОЙ ПЕРЕДАЧИ ДВУХ ПАКЕТОВ 21000, КОМПЛЕКТ ДЛЯ АВТОМАТИЧЕСКОЙ СМЕНА ЧЕТЫРЕ ПАКЕТОВ С OPSO13493, Комплект для автоматической смены двух пакетов 11725, Гаечный ключ POL из кованой стали — черный 11724, Гаечный ключ POL из штампованной стали — оцинкованный 23142, 12 мм ЗАЖИМ НА РЕГУЛЯТОРЕ БУТАНА С МАНОМЕТРОМ 23143, РЕГУЛЯТОР ПРОПАНА 37 мбар С МАНОМЕТРОМ 8810, РЕГУЛЯТОР ПРОПАНА 0.5-4 БАР С НАПРАВЛЯЮЩЕЙ 8810, РЕГУЛЯТОР ПРОПАНА ВЫСОКОГО ДАВЛЕНИЯ 1 БАР (ФИКСИРОВАННАЯ) 8800, РЕГУЛЯТОР ПРОПАНА LP 50 мбар SMALL8800, РЕГУЛЯТОР ПРОПАНА LP 37 мбар МАЛЫЙ 8802, 37 мбар ЗАЖИМ НА ПРОПАНЕ REG15163, ГАЗОПАН 8 8802, ГАЗОПАН 8802 ГЛУБИНА ПРОПАНА 8802 РЕГУЛЯТОР СВАРОЧНОГО ГАЗА LP8807, РЕГУЛЯТОР БУТАНА (БУТЫЛКА КАЛОРА 4,5 кг) 8805, ЗАЖИМ 21 мм НА РЕГУЛЯТОРЕ БУТАНА ‘CP3622 СВАРОЧНОЕ ОХЛАЖДЕНИЕ 2M X 2M 600’ CP3621 СВАРОЧНОЕ ОХРАНЕНИЕ 2M X 1M 600’CFR-EXT УДЛИНИТЕЛЬ СТАЛЬНОЙ РАМЫ 0.6mP3630 СВАРОЧНОЕ ОХЛАЖДЕНИЕ 50M X 1M 600’CP3886FR СТАЛЬНАЯ РАМА 2.4 × 1.8MP3666FR СТАЛЬНАЯ РАМА 1. 8 × 1.8MP3886CG ЗЕЛЕНЫЙ КАНВАС СВАРОЧНАЯ ЗАВЕСА 2.4 X 1.8MP ) P3886G ЗЕЛЕНАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 2.4 X 1.8MP3666G ЗЕЛЕНАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 1,8 X 1.8MP3646G ЗЕЛЕНАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 1,2 X 1,8MP3886O ОРАНЖЕВАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 2.4MX 1.8MP3466O ОРАНЖЕВАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 1.8462М Х 1.8MP3590 ЕАР DEFENDERSP3266 BROW GUARDP3261 СБРОС VISORP3261-5 Шейд 5 VISORP3260-5 Шейд 5 VISORP3260-3 Шейд 3 VISORP3390 4,5 х 2″ FLIP UP СВАРКИ GOGGLESP3310 SKI ТИП СВАРКИ GOGGLESXR270 ВЕЛКРО SWEATBANDXR1017 CHARGERXR1016 BATTERYXR1014 лицевым уплотнителем и FIXINGSXR1013 головной убор ФИКСАЦИИ KITXR1012 ПОТ ДИАПАЗОН для головы GEARXR1011 головной убор INC AIR DUCTXR1010 FR шланг COVERXR1009 шланг для подачи воздуха и CONNECTORSXR1008 поясному ремню & ПЛЕЧЕ HARNESSXR1007 Р3 НЕРА FILTERXR1006 Активированный уголь PRE FILTERXR1005 СПАРК ARRESTORXR1004 ФИЛЬТР крышка с CATCHXR1001 продающие BAG18 / 90 Набор для резки — Plugged INC СЛУЧАЙ КОНТРАКТАНТЫ SET BC18 / 90 ОБРАБОТКА НАБОР — НАБОР ПОДРЯДЧИКОВ С ЗАГЛУШКАМИ Набор для резки оксиена / пропана — Набор с пробкой — Набор подрядчиков 4 20MT764620-PR 6 мм 20 м 1/4 «шланг для пропана 761020-OX 20 мм 10 м 3/8» фитинги кислородный шланг 761005-OX 5 мм 10 м 3/8 «кислородный шланг 760620 -OX 6 мм 20 м 1/4 «кислородный шланг 760 6 10 OX 6 мм 10 м 1/4» кислородный шланг 761620-OX 6 мм 20 м 3/8 «кислородный шланг 761605-OX 6 мм 5 м 3/8″ установлен Кислород Hose760805-ОХ 8 мм 5m 3/8» встроен кислород hoseHeating Насадка 5 705105Heating Насадка 4 705104Heating Насадка 3 705103Heating Насадка 2 705102SWAGED Форсунка 25 704225SWAGED СОПЛО 18 704218SWAGED СОПЛО 13 704213SWAGED СОПЛО 10 704210SWAGED СОПЛО 7 704207Lightwieght Насадка 13 704113Lightwieght Насадка 10 704110Lightwieght Насадка 7 704107swaged Насадка 5 704205VVC ФОРСУНКА 5.5 703113VVC ОБРАБОТКА СОПЛО-703112VVC ОБРАБОТКА СОПЛО-703111VVC ОБРАБОТКА СОПЛО-703110VVC ОБРАБОТКА СОПЛО 2.5 703109VVC ОБРАБОТКА СОПЛО-703108VVC ОБРАБОТКА СОПЛО 1.5 703107VVC ОБРАБОТКА СОПЛО-703106VVC ОБРАБОТКА СОПЛО 0,5 703105VVC ОБРАБОТКА СОПЛО-703104VVC ОБРАБОТКА СОПЛО 00 703103VVC ОБРАБОТКИ СОПЛО 3/0 703102VVC Резка сопло Размер 4/0 703101VVC Режущее сопло Размер 5/0 703100PNME ФОРСУНКА 1/8 «3,2 мм 702332PNME ФОРСУНКА 3/32» 2,4 мм 702324PNME ФОРСУНКА 5/64 «2,0 мм 702320PNME ФОРСУНКА 1/16» 1 ФОРСУНКА.
8 × 1.8MP3886CG ЗЕЛЕНЫЙ КАНВАС СВАРОЧНАЯ ЗАВЕСА 2.4 X 1.8MP ) P3886G ЗЕЛЕНАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 2.4 X 1.8MP3666G ЗЕЛЕНАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 1,8 X 1.8MP3646G ЗЕЛЕНАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 1,2 X 1,8MP3886O ОРАНЖЕВАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 2.4MX 1.8MP3466O ОРАНЖЕВАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 1.8462М Х 1.8MP3590 ЕАР DEFENDERSP3266 BROW GUARDP3261 СБРОС VISORP3261-5 Шейд 5 VISORP3260-5 Шейд 5 VISORP3260-3 Шейд 3 VISORP3390 4,5 х 2″ FLIP UP СВАРКИ GOGGLESP3310 SKI ТИП СВАРКИ GOGGLESXR270 ВЕЛКРО SWEATBANDXR1017 CHARGERXR1016 BATTERYXR1014 лицевым уплотнителем и FIXINGSXR1013 головной убор ФИКСАЦИИ KITXR1012 ПОТ ДИАПАЗОН для головы GEARXR1011 головной убор INC AIR DUCTXR1010 FR шланг COVERXR1009 шланг для подачи воздуха и CONNECTORSXR1008 поясному ремню & ПЛЕЧЕ HARNESSXR1007 Р3 НЕРА FILTERXR1006 Активированный уголь PRE FILTERXR1005 СПАРК ARRESTORXR1004 ФИЛЬТР крышка с CATCHXR1001 продающие BAG18 / 90 Набор для резки — Plugged INC СЛУЧАЙ КОНТРАКТАНТЫ SET BC18 / 90 ОБРАБОТКА НАБОР — НАБОР ПОДРЯДЧИКОВ С ЗАГЛУШКАМИ Набор для резки оксиена / пропана — Набор с пробкой — Набор подрядчиков 4 20MT764620-PR 6 мм 20 м 1/4 «шланг для пропана 761020-OX 20 мм 10 м 3/8» фитинги кислородный шланг 761005-OX 5 мм 10 м 3/8 «кислородный шланг 760620 -OX 6 мм 20 м 1/4 «кислородный шланг 760 6 10 OX 6 мм 10 м 1/4» кислородный шланг 761620-OX 6 мм 20 м 3/8 «кислородный шланг 761605-OX 6 мм 5 м 3/8″ установлен Кислород Hose760805-ОХ 8 мм 5m 3/8» встроен кислород hoseHeating Насадка 5 705105Heating Насадка 4 705104Heating Насадка 3 705103Heating Насадка 2 705102SWAGED Форсунка 25 704225SWAGED СОПЛО 18 704218SWAGED СОПЛО 13 704213SWAGED СОПЛО 10 704210SWAGED СОПЛО 7 704207Lightwieght Насадка 13 704113Lightwieght Насадка 10 704110Lightwieght Насадка 7 704107swaged Насадка 5 704205VVC ФОРСУНКА 5.5 703113VVC ОБРАБОТКА СОПЛО-703112VVC ОБРАБОТКА СОПЛО-703111VVC ОБРАБОТКА СОПЛО-703110VVC ОБРАБОТКА СОПЛО 2.5 703109VVC ОБРАБОТКА СОПЛО-703108VVC ОБРАБОТКА СОПЛО 1.5 703107VVC ОБРАБОТКА СОПЛО-703106VVC ОБРАБОТКА СОПЛО 0,5 703105VVC ОБРАБОТКА СОПЛО-703104VVC ОБРАБОТКА СОПЛО 00 703103VVC ОБРАБОТКИ СОПЛО 3/0 703102VVC Резка сопло Размер 4/0 703101VVC Режущее сопло Размер 5/0 703100PNME ФОРСУНКА 1/8 «3,2 мм 702332PNME ФОРСУНКА 3/32» 2,4 мм 702324PNME ФОРСУНКА 5/64 «2,0 мм 702320PNME ФОРСУНКА 1/16» 1 ФОРСУНКА. 6MM 702316PNME РЕЖУЩАЯ СОПЛА 3/64 «1.2MM 702312PNME РЕЖУЩАЯ СОПЛА 1/32» 0.8MM 702308PNM РЕЖУЩАЯ СОПЛА 1/8 «3.2MM 702132PNM РЕЖУЩАЯ ФОРСУНКА 3/32» 2.4MM 702124PNZM FORCE ФРЕЗЕРНАЯ ФОРСУНКА 1/32 «702124PNZM / 8 «3,2 мм 712332APACHI РЕЖУЩАЯ СОПЛА 3/32» 2,4 мм 712324РЕЖУЩАЯ СОПЛА APACHI 1/16 «1,6 мм 712316APACHI РЕЖУЩАЯ СОПЛА 3/64» 1,2 ММ 712312APACHI РЕЗНАЯ СОПЛО 1/32 «0,8 ММ 712308 НАСАДКА 1 УЗЕЛ 1 / 16 «1.6MM 705203AFNM РЕЗНОЕ СОПЛО 3/64» 1.2MM 705202AFNM РЕЗНОЕ СОПЛО 1/32 «0.8MM 705201AGNM РАЗМЕР ИЗГИБНОЙ РЕЗКИ ФОРСУНКИ 25 702225AGNM РАЗМЕР ИЗГИБНОЙ РЕЗКИ 19 702219AGNM РАЗМЕР ИЗГИБНОЙ РЕЗКИ 13 702213 ANME ФОРСУНКА 1/8 ″ / 3,2 ММ 701232ANME ФОРСУНКА ФРЕЗЕРНАЯ ФОРСУНКА 3/212324 / ДЮЙМ 3/420 ФОРСУНКА 1/16 дюйма / 1,6 мм 701216ANME ФОРСУНКА 3/64 дюйма / 1,2 мм 701212ANM ФОРСУНКА 5/64 дюйма / 2,0 мм ФОРСУНКА 701120ANM 1/32 дюйма / 1,6 мм 701116CSS1010 Плоские сверхтонкие режущие диски 230 мм, нержавеющая сталь 1,0 Плоские сверхтонкие отрезные диски CSS1210 x 22 мм (9 ″), нержавеющая сталь 125 x 1.0 x 22 мм (5 ″) Плоские сверхтонкие отрезные диски CSS1010, нержавеющая сталь 115 x 1,0 x 22 мм (4,5 ″) Плоские супертонкие отрезные диски CSS1010, нержавеющие 100 x 1,0 x 16 мм (4 дюйма) Parweld PRO3600-30ER Pro-Grip 360A Welding Горелка, с кабелем 5 м и фитингами Euro Parweld PRO3600-30ER Pro-Grip 360A, с кабелем 4M и фитингами Euro Parweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 5M и фитингом Euro Parweld PRO2500-30ER Pro-Grip 250A Сварочная горелка с кабелем 4M и фитингом EuroParweld PRO1500-40ER Pro-Grip 150A Сварочная горелка, включая кабель 5M и фитинг EuroParweld PRO1500-40ER Pro-Grip 150A Сварочная горелка, включая кабель 4M и фитинг EuroP3788 Сварочная куртка Parweld Panther (размер XXL) P3788 Сварочная куртка Parweld Panther (размер XL) P3788 Сварочная куртка Parweld Panther (размер M) P3829 Алюминированный защитный экран для рук P3810 Перчатка для механика P3840 Латексная перчатка с термозахватом P3824 Panther Pro GauntletXR938H / R Parweld True Color Light Reactive Welding & Parweld Helding Col наш светореактивный сварочный и шлифовальный шлем (синий) XR938H / S Parweld True Color Light реактивный сварочный и шлифовальный шлем (серебристый) XR938H / E Parweld True Color Light реактивный сварочный и шлифовальный шлем (дизайн американского орла) XR938H / F Parweld True Color Light Reactive Сварочно-шлифовальный шлем (пламя) СОПЛО ANME CUT 1/32 ″ / 0.
6MM 702316PNME РЕЖУЩАЯ СОПЛА 3/64 «1.2MM 702312PNME РЕЖУЩАЯ СОПЛА 1/32» 0.8MM 702308PNM РЕЖУЩАЯ СОПЛА 1/8 «3.2MM 702132PNM РЕЖУЩАЯ ФОРСУНКА 3/32» 2.4MM 702124PNZM FORCE ФРЕЗЕРНАЯ ФОРСУНКА 1/32 «702124PNZM / 8 «3,2 мм 712332APACHI РЕЖУЩАЯ СОПЛА 3/32» 2,4 мм 712324РЕЖУЩАЯ СОПЛА APACHI 1/16 «1,6 мм 712316APACHI РЕЖУЩАЯ СОПЛА 3/64» 1,2 ММ 712312APACHI РЕЗНАЯ СОПЛО 1/32 «0,8 ММ 712308 НАСАДКА 1 УЗЕЛ 1 / 16 «1.6MM 705203AFNM РЕЗНОЕ СОПЛО 3/64» 1.2MM 705202AFNM РЕЗНОЕ СОПЛО 1/32 «0.8MM 705201AGNM РАЗМЕР ИЗГИБНОЙ РЕЗКИ ФОРСУНКИ 25 702225AGNM РАЗМЕР ИЗГИБНОЙ РЕЗКИ 19 702219AGNM РАЗМЕР ИЗГИБНОЙ РЕЗКИ 13 702213 ANME ФОРСУНКА 1/8 ″ / 3,2 ММ 701232ANME ФОРСУНКА ФРЕЗЕРНАЯ ФОРСУНКА 3/212324 / ДЮЙМ 3/420 ФОРСУНКА 1/16 дюйма / 1,6 мм 701216ANME ФОРСУНКА 3/64 дюйма / 1,2 мм 701212ANM ФОРСУНКА 5/64 дюйма / 2,0 мм ФОРСУНКА 701120ANM 1/32 дюйма / 1,6 мм 701116CSS1010 Плоские сверхтонкие режущие диски 230 мм, нержавеющая сталь 1,0 Плоские сверхтонкие отрезные диски CSS1210 x 22 мм (9 ″), нержавеющая сталь 125 x 1.0 x 22 мм (5 ″) Плоские сверхтонкие отрезные диски CSS1010, нержавеющая сталь 115 x 1,0 x 22 мм (4,5 ″) Плоские супертонкие отрезные диски CSS1010, нержавеющие 100 x 1,0 x 16 мм (4 дюйма) Parweld PRO3600-30ER Pro-Grip 360A Welding Горелка, с кабелем 5 м и фитингами Euro Parweld PRO3600-30ER Pro-Grip 360A, с кабелем 4M и фитингами Euro Parweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 5M и фитингом Euro Parweld PRO2500-30ER Pro-Grip 250A Сварочная горелка с кабелем 4M и фитингом EuroParweld PRO1500-40ER Pro-Grip 150A Сварочная горелка, включая кабель 5M и фитинг EuroParweld PRO1500-40ER Pro-Grip 150A Сварочная горелка, включая кабель 4M и фитинг EuroP3788 Сварочная куртка Parweld Panther (размер XXL) P3788 Сварочная куртка Parweld Panther (размер XL) P3788 Сварочная куртка Parweld Panther (размер M) P3829 Алюминированный защитный экран для рук P3810 Перчатка для механика P3840 Латексная перчатка с термозахватом P3824 Panther Pro GauntletXR938H / R Parweld True Color Light Reactive Welding & Parweld Helding Col наш светореактивный сварочный и шлифовальный шлем (синий) XR938H / S Parweld True Color Light реактивный сварочный и шлифовальный шлем (серебристый) XR938H / E Parweld True Color Light реактивный сварочный и шлифовальный шлем (дизайн американского орла) XR938H / F Parweld True Color Light Reactive Сварочно-шлифовальный шлем (пламя) СОПЛО ANME CUT 1/32 ″ / 0. РЕЖУЩАЯ СОПЛА 8ММ 701208ANM РЕЖУЩАЯ ФОРСУНКА 1/32 ″ / 0,8 ММ ММ 3/32 ″ / 2,4 ММ РЕЖУЩАЯ ФОРСУНКА 3/64 ″ / 1,2 ММ РУЧНАЯ ФОРСУНКА 1/8 ″ / 3,2 ММ РЕГУЛЯТОР ОДНОСТУПЕНЧАТЫЙ СОЕДИНИТЕЛЬ СО2 СОЕДИНИТЕЛЬНЫЙ ДАТЧИК 300 ДАТЧИК ARGONREGULATOR 300 бар одноступенчатый 2 ДАТЧИК OXYGENREGULATOR 25 бар одноступенчатый ДАТЧИК ACETYLENEREGULATOR одноступенчатый ДАТЧИК ARGONREGULATOR 25 бар одноступенчатый ПОДСОЕДИНЕН PROPANEREGULATOR 300 бар 0-10 одноступенчатый ПОДСОЕДИНЕН OXYGENREGULATOR 25 бар одноступенчатый ПОДСОЕДИНЕН ACETYLENEPARWELD XTM 2001 МИГ ИНВЕРТОР 200AMP ПАКЕТ 1PARWELD TIG INVERTER XTT ДИАПАЗОН 200P P1 PACKAGEPARWELD XTS 163 MMA ИНВЕРТОР ДИАПАЗОН P1 PACKAGEPARWELD XTS 403 MMA INVERTER RANGE P1 PACKAGEParweld XTE201C Автомобильная компактная миграционная машина — P1 PackageParweld XTE 171 Автомобильная компактная мигрирующая машина в комплекте 1GS1060 Диск 100 мм.0 мм (одиночные) XR938H / P Сварочный шлем Parweld True Color Light, реактивный сварочный и шлифовальный шлем P3765 Кожаный сварочный шлем Parweld Panther Кожаный сварочный рукав (одинарный) P3745 Кожаный сварочный костюм Parweld P3788 Сварочный шлем Parweld Panther (размер L) P3725 Parweld Panther Welding Apron C / W Buckriles and T Перчатка Gripper LiteP3860 Перчатка Parweld PU Gripper GloveP3855 Перчатка Parweld Panther Drivers GloveP3854 Перчатка Parweld Panther Mesh Back Drivers GloveP3845 Перчатка Parweld ISO с вырезом CP3839 Перчатка Parweld Panther Pro TIGP3838 Перчатка Parweld Panther Fingertip Partid35 Тепловая перчатки Parweld38 P3828 Перчатка / перчатка Parweld Panther с алюминизированным покрытием P3826 Двусторонняя перчатка / перчатка Parweld Panther (одиночные) P3825 Перчатка / перчатка Parweld Panther Перчатка Риггера arweld XR940A Power Air Purifying Сварочная защитная маскаParweld XR937H Extra Large View Weld & Grind HelmetParweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 4.0 мм * 350 мм, 5 кг в упаковке Parweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 3,2 мм * 350 мм, 5 кг УПАКОВКА Электроды для дуговой сварки MMA для низкоуглеродистой стали E6013, упаковка 4,0 мм * 350 мм, 5 кг Стальные электроды для дуговой сварки MMA, 3,2 мм * 350 мм, 5 кг в упаковкеParweld E6013 Электроды для дуговой сварки MMA для низкоуглеродистой стали, упаковка 2,5 мм * 350 мм, 2,5 кг * 300 мм в упаковке 5 кг.
РЕЖУЩАЯ СОПЛА 8ММ 701208ANM РЕЖУЩАЯ ФОРСУНКА 1/32 ″ / 0,8 ММ ММ 3/32 ″ / 2,4 ММ РЕЖУЩАЯ ФОРСУНКА 3/64 ″ / 1,2 ММ РУЧНАЯ ФОРСУНКА 1/8 ″ / 3,2 ММ РЕГУЛЯТОР ОДНОСТУПЕНЧАТЫЙ СОЕДИНИТЕЛЬ СО2 СОЕДИНИТЕЛЬНЫЙ ДАТЧИК 300 ДАТЧИК ARGONREGULATOR 300 бар одноступенчатый 2 ДАТЧИК OXYGENREGULATOR 25 бар одноступенчатый ДАТЧИК ACETYLENEREGULATOR одноступенчатый ДАТЧИК ARGONREGULATOR 25 бар одноступенчатый ПОДСОЕДИНЕН PROPANEREGULATOR 300 бар 0-10 одноступенчатый ПОДСОЕДИНЕН OXYGENREGULATOR 25 бар одноступенчатый ПОДСОЕДИНЕН ACETYLENEPARWELD XTM 2001 МИГ ИНВЕРТОР 200AMP ПАКЕТ 1PARWELD TIG INVERTER XTT ДИАПАЗОН 200P P1 PACKAGEPARWELD XTS 163 MMA ИНВЕРТОР ДИАПАЗОН P1 PACKAGEPARWELD XTS 403 MMA INVERTER RANGE P1 PACKAGEParweld XTE201C Автомобильная компактная миграционная машина — P1 PackageParweld XTE 171 Автомобильная компактная мигрирующая машина в комплекте 1GS1060 Диск 100 мм.0 мм (одиночные) XR938H / P Сварочный шлем Parweld True Color Light, реактивный сварочный и шлифовальный шлем P3765 Кожаный сварочный шлем Parweld Panther Кожаный сварочный рукав (одинарный) P3745 Кожаный сварочный костюм Parweld P3788 Сварочный шлем Parweld Panther (размер L) P3725 Parweld Panther Welding Apron C / W Buckriles and T Перчатка Gripper LiteP3860 Перчатка Parweld PU Gripper GloveP3855 Перчатка Parweld Panther Drivers GloveP3854 Перчатка Parweld Panther Mesh Back Drivers GloveP3845 Перчатка Parweld ISO с вырезом CP3839 Перчатка Parweld Panther Pro TIGP3838 Перчатка Parweld Panther Fingertip Partid35 Тепловая перчатки Parweld38 P3828 Перчатка / перчатка Parweld Panther с алюминизированным покрытием P3826 Двусторонняя перчатка / перчатка Parweld Panther (одиночные) P3825 Перчатка / перчатка Parweld Panther Перчатка Риггера arweld XR940A Power Air Purifying Сварочная защитная маскаParweld XR937H Extra Large View Weld & Grind HelmetParweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 4.0 мм * 350 мм, 5 кг в упаковке Parweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 3,2 мм * 350 мм, 5 кг УПАКОВКА Электроды для дуговой сварки MMA для низкоуглеродистой стали E6013, упаковка 4,0 мм * 350 мм, 5 кг Стальные электроды для дуговой сварки MMA, 3,2 мм * 350 мм, 5 кг в упаковкеParweld E6013 Электроды для дуговой сварки MMA для низкоуглеродистой стали, упаковка 2,5 мм * 350 мм, 2,5 кг * 300 мм в упаковке 5 кг. Инверторный сварочный аппарат для сварки TIG на 500 А, 400 В, инверторный сварочный агрегат Parweld XTT 353P-P1, 350 А, переменный / постоянный ток, 400 В, импульсный, инверторный сварочный аппарат TIG, 200 А, переменный / постоянный ток, 200 А, 230 В Сварочный агрегат Parweld XTT 182DV-P1 180A, 230V Инверторный сварочный агрегат TIGParweld PR17-25S1BG Pro-Grip Max 150A TIG Сварочная горелка, доступная с кабелями 4 м или 8 м -30ER Pro-Grip 501W Сварочная горелка с водяным охлаждением, длина кабеля 3 м, 4 м и 5 м Сварочная горелка Parweld PRO3600-30ER Pro-Grip 360A, с кабелем 3M и фитингами Euro Parweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с 3M Сварочная горелка Parweld PRO1500-30ER Pro-Grip 150A с кабелем 3M и фитингом EuroParweld XTS 203 MMA Inverter 200AMP, 400V с дополнительным скретч-стартером TIG TorchParweld XTS 203 MMA Inverter 200AMP 400VParweld XTS 202 MMA Startch Инвертор XTS 202 MMA, 200 А, 240 В, Инвертор Parweld XTS162, MMA, 160 А, 240 В, с дополнительным пусковым током с нуля, горелка для сварки TIG TorchParweld XTS162, MMA, инвертор, 160 А, 240 В, Инвертор Parweld XTS 142, MMA, 140 А, 240 В, с O Плазменный резак Parweld XTS 142 MMA, 140 А, 240 В Комплект для кислородно-пропановой сварки, комплект для кислородной / пропановой сварки, комплект для кислородно-пропановой резки, комплект поставки 2CParweld XTE 181 Автомобильная компактная машина MIG — 180 А — 240 В — Комплектация 1 Автомобильная компактная сварочная машина Parweld XTE 171 — 170 А — 240 В — Упаковка 1 Инвертор Parweld XTM 503I Synergic MIG — 500 А — 400 В — Упаковка 1 Инвертор Parweld XTM 254I Synergic — 250 А — 400 В — Упаковка 1 Parweld XTMAMP 252I Synergic 250 — упаковка 1 XTM 403S MIG Transformer Machine — 350 AMP — Пакет 1 Parweld XTM301C MIG Трансформаторная машина — 300 А — Комплект 1 Parweld XTM 301S MIG Трансформаторная машина 300 А — Комплект 1 Инвертор Parweld XTM 182I MIG, 180 А — Комплект 1 Инвертор Parweld XTM 160I MIG, 160 А — Комплект 1 Parweld XTM 252I 250 AMRAIGHTPOU G3 инвертор STIRCELCAIR TORCHESEV010215101 SAMSON 150A EU ДЕРЖАТЕЛЬ ЭЛЕКТРОДА / СТЕРЖНЯEW1625PW РАЗЪЕМ ТИПА DIN 16-25MMEW200C ЗАЖИМ ЗАЗЕМЛЕНИЯ КРОКОДИЛ 200 AMPTX50025010 СВАРОЧНЫЕ ПРУТКИ ДЛЯ ЧУГУНА.
Инверторный сварочный аппарат для сварки TIG на 500 А, 400 В, инверторный сварочный агрегат Parweld XTT 353P-P1, 350 А, переменный / постоянный ток, 400 В, импульсный, инверторный сварочный аппарат TIG, 200 А, переменный / постоянный ток, 200 А, 230 В Сварочный агрегат Parweld XTT 182DV-P1 180A, 230V Инверторный сварочный агрегат TIGParweld PR17-25S1BG Pro-Grip Max 150A TIG Сварочная горелка, доступная с кабелями 4 м или 8 м -30ER Pro-Grip 501W Сварочная горелка с водяным охлаждением, длина кабеля 3 м, 4 м и 5 м Сварочная горелка Parweld PRO3600-30ER Pro-Grip 360A, с кабелем 3M и фитингами Euro Parweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с 3M Сварочная горелка Parweld PRO1500-30ER Pro-Grip 150A с кабелем 3M и фитингом EuroParweld XTS 203 MMA Inverter 200AMP, 400V с дополнительным скретч-стартером TIG TorchParweld XTS 203 MMA Inverter 200AMP 400VParweld XTS 202 MMA Startch Инвертор XTS 202 MMA, 200 А, 240 В, Инвертор Parweld XTS162, MMA, 160 А, 240 В, с дополнительным пусковым током с нуля, горелка для сварки TIG TorchParweld XTS162, MMA, инвертор, 160 А, 240 В, Инвертор Parweld XTS 142, MMA, 140 А, 240 В, с O Плазменный резак Parweld XTS 142 MMA, 140 А, 240 В Комплект для кислородно-пропановой сварки, комплект для кислородной / пропановой сварки, комплект для кислородно-пропановой резки, комплект поставки 2CParweld XTE 181 Автомобильная компактная машина MIG — 180 А — 240 В — Комплектация 1 Автомобильная компактная сварочная машина Parweld XTE 171 — 170 А — 240 В — Упаковка 1 Инвертор Parweld XTM 503I Synergic MIG — 500 А — 400 В — Упаковка 1 Инвертор Parweld XTM 254I Synergic — 250 А — 400 В — Упаковка 1 Parweld XTMAMP 252I Synergic 250 — упаковка 1 XTM 403S MIG Transformer Machine — 350 AMP — Пакет 1 Parweld XTM301C MIG Трансформаторная машина — 300 А — Комплект 1 Parweld XTM 301S MIG Трансформаторная машина 300 А — Комплект 1 Инвертор Parweld XTM 182I MIG, 180 А — Комплект 1 Инвертор Parweld XTM 160I MIG, 160 А — Комплект 1 Parweld XTM 252I 250 AMRAIGHTPOU G3 инвертор STIRCELCAIR TORCHESEV010215101 SAMSON 150A EU ДЕРЖАТЕЛЬ ЭЛЕКТРОДА / СТЕРЖНЯEW1625PW РАЗЪЕМ ТИПА DIN 16-25MMEW200C ЗАЖИМ ЗАЗЕМЛЕНИЯ КРОКОДИЛ 200 AMPTX50025010 СВАРОЧНЫЕ ПРУТКИ ДЛЯ ЧУГУНА. NI99 CI 2,5 мм 1.0KGRC3082540 СТЕРЖЕНЬ ДЛЯ ДУГОВОЙ СВАРКИ SIFCHROME 308L 2,5 ММ 4KGRWN41V33 ЗАПЧАСТИ ДЛЯ ГОРЕЛКИ TIG — КОРОТКАЯ ЗАДНЯЯ КОЛПАЧКА (9 20) (41V PK5) RWN45V42 ЗАДНИЙ ЗАДНИЙ КОЛПАЧОК (45V42) RWN13N26 ЗАПАСНЫЕ ЧАСТИ ДЛЯ ГОРЕЛКИ TIG — 0,040 ЦАНЖИ (PK 5) (13N21) RWN13N21 ЗАМЕНА ЦИГНОВОГО ФАЗА 0,040 (PK 5) (13N21) RWN13N08 WCF — КЕРАМИКА — ФОРСУНКА ИЗ АЛЮМИНИЯ 1/4 (PK810) (13 Сварка — Вольфрам SUPERSTRIKE 1,6 ММ ПРОДАН КАЖДОЙ ЗОЛОТОЙ НАКОНЕЧНИК HP16616 TUGSTEN — 1.6 мм 1,5% лантанового вольфрама 1/16 ЗОЛОТА ПРОДАНА EACHHA16516 BLACK TIP TIG Вольфрам — 1,6 мм 1% лантанат вольфрама 1/16 продано каждый TIG TUNGSTON — ЦИРКОН-ВОЛЬФРАМ 1,6 ММ ПРОДАН 1/16 КАЖДЫЙHP16110 — Вольфрам с КРАСНЫМ НАКОНЕЧНИКОМ — ТОР Вольфрам 1,0 мм 2% .040 EARO961250 ТИГ-БРОНЗОВЫЙ БРАЗИНГ — SIFSILCOPPER NO 968 СТАЛЬНАЯ БРОНЗОВАЯ НЕРЖАВЕЮЩАЯ СТАЛЬНАЯ ПЕРЕДАЧА НЕРЖАВЕЮЩЕЙ СРЕДЫ НЕРЖАВЕЮЩЕЙ СРЕДЫ НЕТ 968 1,2 ММ 650 СТАЛЬНОВАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ АЛЮМИНИЕВЫЕ УДИЛИЩА — СИФАЛЮМИНОВЫЙ NO 15 4043A 1.6MM 2.5KGRA151225 SIF низкоуглеродистая сталь TIG удилища — SIFSTEEL A15 1.2MM 2.5кг STEELSW120573 PLASMA CUTTER SPARE PART — Электрод HAFNIUMSW020382 PLASMA CUTTER SPARE PART — Электрод ССЫЛ MAX 20SWPC801ZR Плазменная резка ЗАПЧАСТИ — Электрод ZIRCONIUMSWPC306 Электрод ZR х 14.5мм для Binzel PSB30 Совместимость плазмотронов .Qh350405W НАКОНЕЧНИК НАКОНЕЧНИКА 250A M6 PACK 5Qh280320W MIG WIRE LINER 3M 0,6MM — 0,8MMQh280301W КОНУСНОЕ СОПЛО 180AQh280306W MIG WELDING CONTACT TIP 0,6MM 180A M6 — PACK DISL 10TWWMO-GAMON GROSN080 ARGOSN09 AR 10TWM 180A M6 — УПАКОВКА AL 10TWWMOZN060 100 GRITSC60100GKW ЗАСЛОННЫЙ ДИСК 100X22MM 60 GRIT — CERIM40DCGM DPC ШЛИФОВАЛЬНЫЙ ДИСК (100X6.4X16MM) Гелиевый баллонный насос — Premium Гелиевый баллонный насос — Стандартный VZFC08045 Безгазовая сварочная проволока MIG 0,8 мм, рулон 0,45 кг WO330840 SifMIG 308LSi Проволока для сварки MIG без содержания железа 0,8 мм 3,75 кг WO270865 SifMIG, кг MIG WireDZ10001 Тележка для кислородных и ацетиленовых баллонов DZ10004 Портативная тележка для газовых баллонов SmallPC600630T Комплект сварочного стола 600 мм * 630 мм P3410 НЕЙЛОНОВЫЕ ЧЕРНЫЕ ОФРАМЫ — CLEARP3420 Ясные спецификации безопасностиESF287000 Kromer Сварочный защитный колпачок, размер 6 7/8 дюйма ЛИНЗЫ ШЛЕМА — 1.
NI99 CI 2,5 мм 1.0KGRC3082540 СТЕРЖЕНЬ ДЛЯ ДУГОВОЙ СВАРКИ SIFCHROME 308L 2,5 ММ 4KGRWN41V33 ЗАПЧАСТИ ДЛЯ ГОРЕЛКИ TIG — КОРОТКАЯ ЗАДНЯЯ КОЛПАЧКА (9 20) (41V PK5) RWN45V42 ЗАДНИЙ ЗАДНИЙ КОЛПАЧОК (45V42) RWN13N26 ЗАПАСНЫЕ ЧАСТИ ДЛЯ ГОРЕЛКИ TIG — 0,040 ЦАНЖИ (PK 5) (13N21) RWN13N21 ЗАМЕНА ЦИГНОВОГО ФАЗА 0,040 (PK 5) (13N21) RWN13N08 WCF — КЕРАМИКА — ФОРСУНКА ИЗ АЛЮМИНИЯ 1/4 (PK810) (13 Сварка — Вольфрам SUPERSTRIKE 1,6 ММ ПРОДАН КАЖДОЙ ЗОЛОТОЙ НАКОНЕЧНИК HP16616 TUGSTEN — 1.6 мм 1,5% лантанового вольфрама 1/16 ЗОЛОТА ПРОДАНА EACHHA16516 BLACK TIP TIG Вольфрам — 1,6 мм 1% лантанат вольфрама 1/16 продано каждый TIG TUNGSTON — ЦИРКОН-ВОЛЬФРАМ 1,6 ММ ПРОДАН 1/16 КАЖДЫЙHP16110 — Вольфрам с КРАСНЫМ НАКОНЕЧНИКОМ — ТОР Вольфрам 1,0 мм 2% .040 EARO961250 ТИГ-БРОНЗОВЫЙ БРАЗИНГ — SIFSILCOPPER NO 968 СТАЛЬНАЯ БРОНЗОВАЯ НЕРЖАВЕЮЩАЯ СТАЛЬНАЯ ПЕРЕДАЧА НЕРЖАВЕЮЩЕЙ СРЕДЫ НЕРЖАВЕЮЩЕЙ СРЕДЫ НЕТ 968 1,2 ММ 650 СТАЛЬНОВАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ АЛЮМИНИЕВЫЕ УДИЛИЩА — СИФАЛЮМИНОВЫЙ NO 15 4043A 1.6MM 2.5KGRA151225 SIF низкоуглеродистая сталь TIG удилища — SIFSTEEL A15 1.2MM 2.5кг STEELSW120573 PLASMA CUTTER SPARE PART — Электрод HAFNIUMSW020382 PLASMA CUTTER SPARE PART — Электрод ССЫЛ MAX 20SWPC801ZR Плазменная резка ЗАПЧАСТИ — Электрод ZIRCONIUMSWPC306 Электрод ZR х 14.5мм для Binzel PSB30 Совместимость плазмотронов .Qh350405W НАКОНЕЧНИК НАКОНЕЧНИКА 250A M6 PACK 5Qh280320W MIG WIRE LINER 3M 0,6MM — 0,8MMQh280301W КОНУСНОЕ СОПЛО 180AQh280306W MIG WELDING CONTACT TIP 0,6MM 180A M6 — PACK DISL 10TWWMO-GAMON GROSN080 ARGOSN09 AR 10TWM 180A M6 — УПАКОВКА AL 10TWWMOZN060 100 GRITSC60100GKW ЗАСЛОННЫЙ ДИСК 100X22MM 60 GRIT — CERIM40DCGM DPC ШЛИФОВАЛЬНЫЙ ДИСК (100X6.4X16MM) Гелиевый баллонный насос — Premium Гелиевый баллонный насос — Стандартный VZFC08045 Безгазовая сварочная проволока MIG 0,8 мм, рулон 0,45 кг WO330840 SifMIG 308LSi Проволока для сварки MIG без содержания железа 0,8 мм 3,75 кг WO270865 SifMIG, кг MIG WireDZ10001 Тележка для кислородных и ацетиленовых баллонов DZ10004 Портативная тележка для газовых баллонов SmallPC600630T Комплект сварочного стола 600 мм * 630 мм P3410 НЕЙЛОНОВЫЕ ЧЕРНЫЕ ОФРАМЫ — CLEARP3420 Ясные спецификации безопасностиESF287000 Kromer Сварочный защитный колпачок, размер 6 7/8 дюйма ЛИНЗЫ ШЛЕМА — 1. 0 DIOPTER MAGES11060SP ЗАМЕНА 110 мм X 60 мм POLYCARB CLAER WELDING HELMET LENSES442000G СМЕННАЯ КРЫШКА ДЛЯ ПРОЗРАЧНОГО СТЕКЛА ЛИНЗА 4 1/4 «* 2» ДЛЯ СВАРОЧНОГО ШЛЕМА HW1109010 ЗОЛОТАЯ ЗАМЕНА ЛИНЗЫ 1020 мм X10 GOLD ЗАМЕНА ЗОЛОТА 1020 мм. ЛИНЗЫ CE ДЛЯ СВАРКИ HELMETEHW442009G СМЕННОЕ СТЕКЛО 4 1/4 X 2 9EW ЛИНЗЫ CE ДЛЯ СВАРОЧНОГО ШЛЕМА HW442008G СМЕННОЕ СТЕКЛО 4 1/4 X 2 8EW ЛИНЗЫ CE ДЛЯ СВАРКИ HELMETEHW442006G ЗАМЕНА СТЕКЛА HELMETEHW442006G ЗАМЕНА СТЕКЛА 4 1/4 X 2 6EW 1/4 X 2 5EW ЛИНЗЫ CE ДЛЯ СВАРКИ РАСХОДОМЕР HELMETAU300 0-40 л / мин TWN001COMP КОНВЕРСИОННЫЙ ШЛАНГ MINI MIG (QF — 38BSP RH) AE3005LX РЕГУЛЯТОР ГАЗА ЗАЩИТЫ ДЛЯ СВАРКИ MIG И TIG Пищевой жидкий углекислый газ для сжижения углекислого газа Диоксид углерода 34 кг Заправка газа CO2 15 кг Отвод жидкости для замораживания стекла Пищевой диоксид углерода Заправка газа CO2 6.Отвод 35 кг жидкости для замораживания стекла Контрактное наполнение баллона Tecatlantis 1 л CO2, принадлежащего Заказчику МЕДНЫЙ БЕСПЛАТНЫЙ ПРОВОД VZ181215LSG3 1,2 ММ SG3 (15 кг) REELVZ181015LSG3 1,0 ММ ПРОВОД SG3 MIG (15 кг) REELVZ180815LSG3 0,8 ММ SG3 MIG WIRE (15 кг) REELVZ181215LW2ПРОВОД A18 С СЛОЕМ 0 ММ, ПРОВОД 15 КГ VZ1808050L SG2 ПРОВОД С СЛОЕМ A18 1,0 ММ, ПРОВОД 5 КГ REELVZ180650L SG2 0,6 мм A18 MIG WIRE (5 кг) REELVZ160607L SG2 0,6 мм A18 MIG WIRE (0,7 кг) REELFXTIPDIP50 Sif Tip Dip Anti-Splatter Paste 500gEG1001w Распылитель для защиты от разбрызгивания на водной основе 400 млAU300 Расходомер ArGBNA на 0-40 л Адаптер для аргона На объекте Комплект для резки кислородом / пропаном — с заглушкой — Набор подрядчиков 2OP1000w Свариваемость Sif Toolbox Только кейс FO010022 Sifbronze Fux 225gDZ205001 Tri Flint Spark LighterDA4003838RH 3/8 «- 3/8» R / H штуцер для шланга DA4003838LH 3/8 «- 3/8» Левая муфта для шланга DA4003814RH От 1/4 «до 3/8» Правая муфта для шлангаDA4001414RH 1/4 «Правая муфта для равномерного шлангаDA4001414LH 1/4» Левая муфта для равномерного шланга Легкая насадка 1 704101 с обжимной насадкой 3 704203 с обжимной насадкой 2 704202 с обжимной насадкой N M 1 704201 ФОРСУНКА NG 5/64 «2.
0 DIOPTER MAGES11060SP ЗАМЕНА 110 мм X 60 мм POLYCARB CLAER WELDING HELMET LENSES442000G СМЕННАЯ КРЫШКА ДЛЯ ПРОЗРАЧНОГО СТЕКЛА ЛИНЗА 4 1/4 «* 2» ДЛЯ СВАРОЧНОГО ШЛЕМА HW1109010 ЗОЛОТАЯ ЗАМЕНА ЛИНЗЫ 1020 мм X10 GOLD ЗАМЕНА ЗОЛОТА 1020 мм. ЛИНЗЫ CE ДЛЯ СВАРКИ HELMETEHW442009G СМЕННОЕ СТЕКЛО 4 1/4 X 2 9EW ЛИНЗЫ CE ДЛЯ СВАРОЧНОГО ШЛЕМА HW442008G СМЕННОЕ СТЕКЛО 4 1/4 X 2 8EW ЛИНЗЫ CE ДЛЯ СВАРКИ HELMETEHW442006G ЗАМЕНА СТЕКЛА HELMETEHW442006G ЗАМЕНА СТЕКЛА 4 1/4 X 2 6EW 1/4 X 2 5EW ЛИНЗЫ CE ДЛЯ СВАРКИ РАСХОДОМЕР HELMETAU300 0-40 л / мин TWN001COMP КОНВЕРСИОННЫЙ ШЛАНГ MINI MIG (QF — 38BSP RH) AE3005LX РЕГУЛЯТОР ГАЗА ЗАЩИТЫ ДЛЯ СВАРКИ MIG И TIG Пищевой жидкий углекислый газ для сжижения углекислого газа Диоксид углерода 34 кг Заправка газа CO2 15 кг Отвод жидкости для замораживания стекла Пищевой диоксид углерода Заправка газа CO2 6.Отвод 35 кг жидкости для замораживания стекла Контрактное наполнение баллона Tecatlantis 1 л CO2, принадлежащего Заказчику МЕДНЫЙ БЕСПЛАТНЫЙ ПРОВОД VZ181215LSG3 1,2 ММ SG3 (15 кг) REELVZ181015LSG3 1,0 ММ ПРОВОД SG3 MIG (15 кг) REELVZ180815LSG3 0,8 ММ SG3 MIG WIRE (15 кг) REELVZ181215LW2ПРОВОД A18 С СЛОЕМ 0 ММ, ПРОВОД 15 КГ VZ1808050L SG2 ПРОВОД С СЛОЕМ A18 1,0 ММ, ПРОВОД 5 КГ REELVZ180650L SG2 0,6 мм A18 MIG WIRE (5 кг) REELVZ160607L SG2 0,6 мм A18 MIG WIRE (0,7 кг) REELFXTIPDIP50 Sif Tip Dip Anti-Splatter Paste 500gEG1001w Распылитель для защиты от разбрызгивания на водной основе 400 млAU300 Расходомер ArGBNA на 0-40 л Адаптер для аргона На объекте Комплект для резки кислородом / пропаном — с заглушкой — Набор подрядчиков 2OP1000w Свариваемость Sif Toolbox Только кейс FO010022 Sifbronze Fux 225gDZ205001 Tri Flint Spark LighterDA4003838RH 3/8 «- 3/8» R / H штуцер для шланга DA4003838LH 3/8 «- 3/8» Левая муфта для шланга DA4003814RH От 1/4 «до 3/8» Правая муфта для шлангаDA4001414RH 1/4 «Правая муфта для равномерного шлангаDA4001414LH 1/4» Левая муфта для равномерного шланга Легкая насадка 1 704101 с обжимной насадкой 3 704203 с обжимной насадкой 2 704202 с обжимной насадкой N M 1 704201 ФОРСУНКА NG 5/64 «2. 0MM 702120PNM РЕЖУЩАЯ ФОРСУНКА 1/16 «1,6 мм 702116PNM РЕЖУЩАЯ ФОРСУНКА 3/64″ 1,2 мм 702112 Легкое сопло 5 704105 Легкое сопло 3 704103 Легкое сопло 2 704102CCANM04W Сопло ANM04W свариваемость 3/64 100 мм Тип 5/64 Свариваемость ANM8 100 мм Тип 5/64 установленный ацетиленовый шланг BW8001038PFT 8 мм 10 м 3/8 дюйма установленный пропановый шланг 760810-OX 8 мм 10 м 3/8 дюйма установлен Кислородный шланг BW600538PFT 6 мм 5 м 3/8 дюйма установленный пропановый шланг BW600514RFT 6 мм 5 м 1/4 дюйма установленный ацетиленовый шланг 764605-PR 6 мм 5 м 1/4 » установленный пропановый шланг 760605-OX 6 мм 5 м 1/4 дюйма установленный кислородный шланг761610-OX 6 мм 10 м 3/8 дюйма установленный кислородный шланг 764610-PR 6 мм 10 м 1/4 дюйма пропановый шланг 6 мм 10 м 3/8 дюйма 3/8 дюйма ацетиленовый шланг BW10002038RF 10 мм 20 м Ацетиленовый шланг с фитингом 764120-PR 10 мм 20 м 3/8 дюйма с фитингом для пропана 760820-OX 8 мм 20 м 3/8 дюйма кислородный шланг с фитингом 10 мм 10 м 3/8 дюйма ацетиленовый шланг 10 мм BW10001038PF 10 мм 10 м 3/8 дюйма с фитингом для пропана 761010-OX 761010-OX 8-дюймовый кислородный шланг BG111 LPG Нагревательная горелка 60 ммBG105-45L LP G Отопление Факел 45мм с leverBB6002 LW Режущий AttachmentBB6003 LW MixerBB6001 LW ShankBB5003 HD MixerBB5002 HD Режущий AttachmentBB5001 HD сварщиков ShankAU2001 Сбрасываемая петелька, OXYGEN FLASH НАЗАД ARRESTORAU2001 СБРОСОМ петелька, ТОПЛИВО ГАЗ FLASH НАЗАД ARRESTORAU11107 DGN Barrel, топливный газ, FLASH НАЗАД ARRESTORAU111002 DGN Barrel, кислородные FLASH ЗАДНЯЯ СТУПЕНЬ AE3004LX ПЕРВАЯ СТУПЕНЬ, ДВОЙНОЙ КИСЛОРОДНЫЙ РЕГУЛЯТОР AE2004LX ПЕРВАЯ СТУПЕНЬ, ОДИНАРНАЯ СТУПЕНЬ, ПРОПАН / ПРОПИЛЕН СЕРИИ LX Одноразовые баллоны с гелиевым газом собственной торговой марки с 50 баллонами и баллонами с ленточным газом 30 баллонов с баллонами на гелиевом топливе Воздушные шары и лента.Канистра с гелием с 50 и 100 воздушными шарами и лентойFill’N’Away Одноразовая канистра с гелием с 30 воздушными шарами и лентой Оптовая торговля, Fill’N’Away цилиндр + 50 воздушных шаров и лента.
0MM 702120PNM РЕЖУЩАЯ ФОРСУНКА 1/16 «1,6 мм 702116PNM РЕЖУЩАЯ ФОРСУНКА 3/64″ 1,2 мм 702112 Легкое сопло 5 704105 Легкое сопло 3 704103 Легкое сопло 2 704102CCANM04W Сопло ANM04W свариваемость 3/64 100 мм Тип 5/64 Свариваемость ANM8 100 мм Тип 5/64 установленный ацетиленовый шланг BW8001038PFT 8 мм 10 м 3/8 дюйма установленный пропановый шланг 760810-OX 8 мм 10 м 3/8 дюйма установлен Кислородный шланг BW600538PFT 6 мм 5 м 3/8 дюйма установленный пропановый шланг BW600514RFT 6 мм 5 м 1/4 дюйма установленный ацетиленовый шланг 764605-PR 6 мм 5 м 1/4 » установленный пропановый шланг 760605-OX 6 мм 5 м 1/4 дюйма установленный кислородный шланг761610-OX 6 мм 10 м 3/8 дюйма установленный кислородный шланг 764610-PR 6 мм 10 м 1/4 дюйма пропановый шланг 6 мм 10 м 3/8 дюйма 3/8 дюйма ацетиленовый шланг BW10002038RF 10 мм 20 м Ацетиленовый шланг с фитингом 764120-PR 10 мм 20 м 3/8 дюйма с фитингом для пропана 760820-OX 8 мм 20 м 3/8 дюйма кислородный шланг с фитингом 10 мм 10 м 3/8 дюйма ацетиленовый шланг 10 мм BW10001038PF 10 мм 10 м 3/8 дюйма с фитингом для пропана 761010-OX 761010-OX 8-дюймовый кислородный шланг BG111 LPG Нагревательная горелка 60 ммBG105-45L LP G Отопление Факел 45мм с leverBB6002 LW Режущий AttachmentBB6003 LW MixerBB6001 LW ShankBB5003 HD MixerBB5002 HD Режущий AttachmentBB5001 HD сварщиков ShankAU2001 Сбрасываемая петелька, OXYGEN FLASH НАЗАД ARRESTORAU2001 СБРОСОМ петелька, ТОПЛИВО ГАЗ FLASH НАЗАД ARRESTORAU11107 DGN Barrel, топливный газ, FLASH НАЗАД ARRESTORAU111002 DGN Barrel, кислородные FLASH ЗАДНЯЯ СТУПЕНЬ AE3004LX ПЕРВАЯ СТУПЕНЬ, ДВОЙНОЙ КИСЛОРОДНЫЙ РЕГУЛЯТОР AE2004LX ПЕРВАЯ СТУПЕНЬ, ОДИНАРНАЯ СТУПЕНЬ, ПРОПАН / ПРОПИЛЕН СЕРИИ LX Одноразовые баллоны с гелиевым газом собственной торговой марки с 50 баллонами и баллонами с ленточным газом 30 баллонов с баллонами на гелиевом топливе Воздушные шары и лента.Канистра с гелием с 50 и 100 воздушными шарами и лентойFill’N’Away Одноразовая канистра с гелием с 30 воздушными шарами и лентой Оптовая торговля, Fill’N’Away цилиндр + 50 воздушных шаров и лента. Fill’N’Away Одноразовые баллоны с гелием для заполнения 50 9-дюймовых воздушных шаров Одноразовый баллон с гелием для заполнения 30 9-дюймовых воздушных шаров Азот 9,4 л 137 бар — Только заправка — для гоночных команд Азот 9,4 л 137 бар — Депозит и заправка — для гоночных команд Азот 2 л 200 бар — Только заправка — для гоночных команд Азот 2 л 200 бар — Депозит и заправка — для гонок Команды Азот 20 л 200 бар — Только заправка — для гоночных команд Азот 20 л 200 бар — Депозит и заправка — для гоночных команд Пищевой азот 9.4 л 137 бар — Только заправка — для консервирования и розлива Пищевой азот 9,4 л 137 бар — Депозит и заправка — для хранения и разлива вина Пищевой азот 2 л 200 бар — Только заправка — для консервирования и розлива Пищевой азот 2 л 200 бар — Депозит и заправка — для вина Пищевой азот 20 л 200 бар — Только заправка — для консервирования и розлива Пищевой азот 20 л 200 бар — Депозит и заправка — для консервирования и розлива вина Бескислородный азот 20 л 200 бар — Только заправка — для кондиционирования воздуха и продувки трубопровода Бескислородный азот 2 л 200 бар — Депозит и заправка — для кондиционирования воздуха и продувки трубопровода Бескислородный азот 2 л 200 бар — Только заправка — для кондиционирования воздуха и продувка трубопровода Бескислородный азот 50 л 200 бар — Только заправка — для кондиционирования воздуха и продувка трубопровода Бескислородный азот 9 л 137 бар — Депозит и заправка — для кондиционирования воздуха и продувки трубопроводов Бескислородный азот 9 л 137 бар — только заправка — для кондиционеров ng & Очистка трубопровода Бескислородный азот 20 л 200 бар — Депозит и заправка — для кондиционирования воздуха и продувка трубопровода Принадлежит клиенту, заправка огнетушителя CO2, цена за килограмм, пищевой класс, без аренды, 1.5 кг углекислого газа для гидропоники и роста водных растений — только заправка, пищевой, без аренды, 1,5 кг газа CO2 для гидропоники и роста водных растений — депозит и заправка, пищевой, без аренды, 6,35 кг газа CO2 для гидропоники и роста водных растений — только заправка, пищевой класс , Без аренды, 34 кг газа CO2 для гидропоники и роста водных растений — только заправка, пищевой, бесплатно, 3,15 кг газа CO2 для гидропоники и роста водных растений — только заправка, пищевой, бесплатно, 3,15 кг газа CO2 для гидропоники и роста водных растений — Депозит и пополнение продовольственного качества, без аренды, заправка 15 кг газа CO2 для гидропоники и роста водных растений — Депозит и пополнение продовольственного качества, без аренды, 15 кг газа CO2 для гидропоники и роста водных растений — только заправка для пищевых продуктов, без аренды 6.
Fill’N’Away Одноразовые баллоны с гелием для заполнения 50 9-дюймовых воздушных шаров Одноразовый баллон с гелием для заполнения 30 9-дюймовых воздушных шаров Азот 9,4 л 137 бар — Только заправка — для гоночных команд Азот 9,4 л 137 бар — Депозит и заправка — для гоночных команд Азот 2 л 200 бар — Только заправка — для гоночных команд Азот 2 л 200 бар — Депозит и заправка — для гонок Команды Азот 20 л 200 бар — Только заправка — для гоночных команд Азот 20 л 200 бар — Депозит и заправка — для гоночных команд Пищевой азот 9.4 л 137 бар — Только заправка — для консервирования и розлива Пищевой азот 9,4 л 137 бар — Депозит и заправка — для хранения и разлива вина Пищевой азот 2 л 200 бар — Только заправка — для консервирования и розлива Пищевой азот 2 л 200 бар — Депозит и заправка — для вина Пищевой азот 20 л 200 бар — Только заправка — для консервирования и розлива Пищевой азот 20 л 200 бар — Депозит и заправка — для консервирования и розлива вина Бескислородный азот 20 л 200 бар — Только заправка — для кондиционирования воздуха и продувки трубопровода Бескислородный азот 2 л 200 бар — Депозит и заправка — для кондиционирования воздуха и продувки трубопровода Бескислородный азот 2 л 200 бар — Только заправка — для кондиционирования воздуха и продувка трубопровода Бескислородный азот 50 л 200 бар — Только заправка — для кондиционирования воздуха и продувка трубопровода Бескислородный азот 9 л 137 бар — Депозит и заправка — для кондиционирования воздуха и продувки трубопроводов Бескислородный азот 9 л 137 бар — только заправка — для кондиционеров ng & Очистка трубопровода Бескислородный азот 20 л 200 бар — Депозит и заправка — для кондиционирования воздуха и продувка трубопровода Принадлежит клиенту, заправка огнетушителя CO2, цена за килограмм, пищевой класс, без аренды, 1.5 кг углекислого газа для гидропоники и роста водных растений — только заправка, пищевой, без аренды, 1,5 кг газа CO2 для гидропоники и роста водных растений — депозит и заправка, пищевой, без аренды, 6,35 кг газа CO2 для гидропоники и роста водных растений — только заправка, пищевой класс , Без аренды, 34 кг газа CO2 для гидропоники и роста водных растений — только заправка, пищевой, бесплатно, 3,15 кг газа CO2 для гидропоники и роста водных растений — только заправка, пищевой, бесплатно, 3,15 кг газа CO2 для гидропоники и роста водных растений — Депозит и пополнение продовольственного качества, без аренды, заправка 15 кг газа CO2 для гидропоники и роста водных растений — Депозит и пополнение продовольственного качества, без аренды, 15 кг газа CO2 для гидропоники и роста водных растений — только заправка для пищевых продуктов, без аренды 6. 35 кг газа CO2 для гидропоники и роста водных растений — Депозит и пополнение Пищевой сорт, без аренды 34 кг газа CO2 для гидропоники и роста водных растений — Депозит и заправка Заправка газа CO2 6,35 кг для наполнения баллонов для пейнтбола — Только заправка Заправка газового диоксида углерода 34 кг, идеально подходит для заполнения больших количество баллонов для пейнтбола — Только заправка Углеродный диоксидный газ 34 кг, идеально подходит для наполнения большого количества пейнтбольных баллонов — Депозит и заправка Углеродный диоксид CO2 Заправка 6,35 кг Отвод жидкости для пейнтбола — Только заправка Заправка углекислого газа CO2 Заправка 15 кг, идеально для использования дома или бизнеса — Только заправка Углеродный диоксид CO2 Заправка газа 6.35 кг Отвод жидкости для пейнтбола — Депозит и заправка Углеродный газ CO2 15 кг, идеально подходит для использования дома или бизнеса пейнтбольными шарами — Депозит и заправка Внутренний дворик с калорийным газом 5 кг — Только заправка Патио с калорийным газом 13 кг — Только заправка Бутан с калорийным газом 7 кг — Только заправка Бутан с калорийным газом 4,5 кг — Заправка OnlyCalor Gas Butane 15KG — Только заправка Калорный газ Пропан 6KG — Только заправка Калорный газ Пропан 6KG Легкий вес — Только заправка Пропан калорийного газа 47KG — Только заправка Пропан калорийного газа 3,9 кг — Только заправка Пропан для калорийного газа 19 кг — Только заправка Пропан для пропана 13 кг — Только заправка 907 — Только заправка OnlyCamping Gaz 904 — Только заправкаCamping Gaz 901 — Только заправка Калорийный газ Пропан 18 кг Автогаз — Только заправка Калорийный газ Пропан 12 кг Автогаз — Только заправка 9.4 л многоразового газа для гелиевых баллонов — только заправка — только торговля — идеально подходит для флористов, магазинов открыток и вечеринок. 9,4 л многоразового газа для гелиевых баллонов — внесение и пополнение — только торговля — без заправочного адаптера — идеально подходит для флористов, магазинов открыток и вечеринок. 9,4 л многоразового гелия. Баллонный газ — только заправка — розничная торговля — идеальные вечеринки и юбилеи 9,4 л многоразового гелиевого шара — депозит и пополнение — розничная торговля — идеальные вечеринки и юбилеи 50 л многоразовый гелиевый баллон с газом — только заправка — только торговля — идеально подходит для флористов, магазинов открыток и вечеринок 50 л Многоразовый газовый баллон с гелием — Депозит и заправка — Только торговля — без заправочного адаптера — идеально подходит для флористов, магазинов открыток и вечеринок 2L Многоразовый баллон с гелиевым баллоном — только заправка — идеальные вечеринки и юбилеи 2L Многоразовый баллон с гелиевым баллоном — Депозит и заправка — идеальны вечеринки и юбилеи: 20 л многоразового гелиевого шара с газом — только заправка — только торговля — идеально подходит для флористов, магазинов открыток и вечеринок. Депозит и пополнение — только торговля — без заправочного адаптера — идеально подходит для флористов, магазинов открыток и вечеринок 20 л многоразового гелиевого шара — только заправка — розничная торговля — идеальные вечеринки и юбилеи 20 л многоразового гелиевого шара газ — депозит и пополнение — идеальные вечеринки и юбилеи ПортаГаз, аренда Свободный углекислый газ CO2 1.5 кг — Депозит и заправка Porta Gas, бесплатно, чистый аргон 2 л 200 бар — только заправка Porta Gas, аренда бесплатно, чистый аргон 2 л 200 бар — Депозит и заправка Porta Gas, аренда бесплатно, кислородный газ 2 л 200 бар — только заправка Porta Gas, аренда бесплатно, кислород Gas 2L 200bar — Депозит и заправкаPorta Gas, без арендной платы, без кислорода (OFN), азот 2L 200bar — только заправка, Porta gas, без арендной платы, без кислорода (OFN), азот 2L 200bar — депозит и заправкаPorta Gas, без аренды, углекислый газ CO2 1.5 кг — Только заправка Porta Gas, без аренды, 5% CO2 / смесь аргона 2 л 200 бар — Только заправка Porta Gas, без аренды, смесь 5% CO2 / аргона 2 л 200 бар — Депозит и заправка Бесплатно, чистый аргон 20 л 200 бар — Только заправка, чистый аргон 20 л 200 бар — Депозит и пополнениеАренда, кислородный газ 20 л 200 бар — Только пополнениеАренда, кислородный газ 20 л 200 бар — залог и пополнениеАренда, бескислородный (OFN) азот 20 л 200 бар — только пополнениеАренда, бескислородный (OFN) азот 20 л 200 бар — залог и RefillRent Free, 5% CO2 в смеси аргона 20 л 200 бар — Депозит nd RefillRent Free, 20% CO2 в смеси аргона 20 л 200 бар — без депозита и пополнения, 20% CO2 в смеси аргона (20 л) — только заправка Торговый газ, без аренды 5% CO2 в смеси аргона 20 л 200 бар — только заправка 20 л пропиленовый топливный газ для сварки , Пайка, нагрев и резка — только заправка: без аренды 34 кг CO2-газа — только заправка без аренды, чистый аргон 50 л 200 бар — только заправка без аренды, кислородный газ 50 л 200 бар — только заправка без аренды, бескислородный (OFN) азот 50 л 200 бар — только заправка без аренды, 20 % CO2 в смеси аргона (50 л) — только заправка 5% CO2 в смеси аргона 50 л 200 бар — только заправка Хобби газ 10 л Баллоны с кислородным газом 200 бар — только заправка Хобби-газ, аренда бесплатно, чистый аргон 10 л 200 бар — только заправка Хобби-газ, аренда бесплатно , Чистый газ аргона 10 л 200 бар — Депозит и заправка Хобби-газ, аренда бесплатно, кислородный газ 10 л 200 бар — Депозит и заправка Хобби-газ, без аренды, бескислородный азот (OFN) 9 л 137 бар — Депозит и заправка Хобби-газ, без ренты, без кислорода (OFN) Азот 9 л 137 бар — только заправка Хобби-газ, без аренды, углекислый газ CO 2 Газ 6.35 кг — только заправка Хобби-газ, без аренды, углекислый газ CO2 3,15 кг — только заправка Хобби-газ, бесплатно, 20% CO2 / смесь аргона Заправка 10 л 200 бар — только заправка Хобби-газ, аренда бесплатно, смесь 20% CO2 / аргон 10 л 200 бар — Депозит и заправка Хобби-газ, без аренды углекислый диоксид CO2 газ 6,35 кг — Депозит и заправка Газ, без ренты Газ диоксида углерода CO2 3,15 кг — Депозит и заправка 2 л Пропиленовый топливный газ для сварки, пайки, нагрева и резки — Только заправка Заправка диоксида углерода CO 2 6.35 кг для домашнего бара — только для заправки Заправка для углекислого диоксида CO2 заправка 1,5 кг для домашнего бара — только для заправки Углеродный диоксид CO2 для домашнего бара 1,5 кг для домашнего бара — депозит и заправка Углеродный диоксид CO2 6,35 кг для домашнего бара — депозит и заправка Диоксид углерода 3,15 кг для домашнего бара — депозит и заправка углекислого газа 3,15 кг газа для домашнего бара — только заправка 2 литра погреб / пивной газ 60/40 смесь для домашнего бара — только заправка 2 литра погреб / пивной газ 70/30 смесь, для домашнего бара — только заправка 2 литра погреб / пивной газ 70/30 смесь для Домашний бар — Депозит и пополнение Погреб 2 л / Пивной газ 60/40 смесь для домашнего бара — Депозит и пополнение Углеродный диоксид СО2 газ 6.35 кг — только заправка Углеродный диоксид CO2 34 кг Для торговых пользователей — Только заправка Углеродный диоксид CO2 15 кг Для торговых пользователей — только заправка Углекислый газ 3,15 кг Газ для торговых пользователей — только заправка 50 л Погреб / пивной газ 60/40 Смесь для торговых пользователей — только заправка 50 л Погреб / Смесь для пивного газа 30/70 для торговых пользователей — только для заправки Смесь для погреба 20 л / пивного газа 60/40 для торговых пользователей — только для заправки Смесь для пивного газа 20 л / 30/70 для торговых пользователей — только для заправки Смесь для винного погреба 10 л / 60/40 для торговли Пользователи — только заправка Смесь 10 л погреб / пивной газ 50/50 Для торговых пользователей — только заправка Смесь 10 л погреб / пивной газ 30/70 для торговых пользователей — только заправка 19 кг калорийного газа пропан — только заправка
35 кг газа CO2 для гидропоники и роста водных растений — Депозит и пополнение Пищевой сорт, без аренды 34 кг газа CO2 для гидропоники и роста водных растений — Депозит и заправка Заправка газа CO2 6,35 кг для наполнения баллонов для пейнтбола — Только заправка Заправка газового диоксида углерода 34 кг, идеально подходит для заполнения больших количество баллонов для пейнтбола — Только заправка Углеродный диоксидный газ 34 кг, идеально подходит для наполнения большого количества пейнтбольных баллонов — Депозит и заправка Углеродный диоксид CO2 Заправка 6,35 кг Отвод жидкости для пейнтбола — Только заправка Заправка углекислого газа CO2 Заправка 15 кг, идеально для использования дома или бизнеса — Только заправка Углеродный диоксид CO2 Заправка газа 6.35 кг Отвод жидкости для пейнтбола — Депозит и заправка Углеродный газ CO2 15 кг, идеально подходит для использования дома или бизнеса пейнтбольными шарами — Депозит и заправка Внутренний дворик с калорийным газом 5 кг — Только заправка Патио с калорийным газом 13 кг — Только заправка Бутан с калорийным газом 7 кг — Только заправка Бутан с калорийным газом 4,5 кг — Заправка OnlyCalor Gas Butane 15KG — Только заправка Калорный газ Пропан 6KG — Только заправка Калорный газ Пропан 6KG Легкий вес — Только заправка Пропан калорийного газа 47KG — Только заправка Пропан калорийного газа 3,9 кг — Только заправка Пропан для калорийного газа 19 кг — Только заправка Пропан для пропана 13 кг — Только заправка 907 — Только заправка OnlyCamping Gaz 904 — Только заправкаCamping Gaz 901 — Только заправка Калорийный газ Пропан 18 кг Автогаз — Только заправка Калорийный газ Пропан 12 кг Автогаз — Только заправка 9.4 л многоразового газа для гелиевых баллонов — только заправка — только торговля — идеально подходит для флористов, магазинов открыток и вечеринок. 9,4 л многоразового газа для гелиевых баллонов — внесение и пополнение — только торговля — без заправочного адаптера — идеально подходит для флористов, магазинов открыток и вечеринок. 9,4 л многоразового гелия. Баллонный газ — только заправка — розничная торговля — идеальные вечеринки и юбилеи 9,4 л многоразового гелиевого шара — депозит и пополнение — розничная торговля — идеальные вечеринки и юбилеи 50 л многоразовый гелиевый баллон с газом — только заправка — только торговля — идеально подходит для флористов, магазинов открыток и вечеринок 50 л Многоразовый газовый баллон с гелием — Депозит и заправка — Только торговля — без заправочного адаптера — идеально подходит для флористов, магазинов открыток и вечеринок 2L Многоразовый баллон с гелиевым баллоном — только заправка — идеальные вечеринки и юбилеи 2L Многоразовый баллон с гелиевым баллоном — Депозит и заправка — идеальны вечеринки и юбилеи: 20 л многоразового гелиевого шара с газом — только заправка — только торговля — идеально подходит для флористов, магазинов открыток и вечеринок. Депозит и пополнение — только торговля — без заправочного адаптера — идеально подходит для флористов, магазинов открыток и вечеринок 20 л многоразового гелиевого шара — только заправка — розничная торговля — идеальные вечеринки и юбилеи 20 л многоразового гелиевого шара газ — депозит и пополнение — идеальные вечеринки и юбилеи ПортаГаз, аренда Свободный углекислый газ CO2 1.5 кг — Депозит и заправка Porta Gas, бесплатно, чистый аргон 2 л 200 бар — только заправка Porta Gas, аренда бесплатно, чистый аргон 2 л 200 бар — Депозит и заправка Porta Gas, аренда бесплатно, кислородный газ 2 л 200 бар — только заправка Porta Gas, аренда бесплатно, кислород Gas 2L 200bar — Депозит и заправкаPorta Gas, без арендной платы, без кислорода (OFN), азот 2L 200bar — только заправка, Porta gas, без арендной платы, без кислорода (OFN), азот 2L 200bar — депозит и заправкаPorta Gas, без аренды, углекислый газ CO2 1.5 кг — Только заправка Porta Gas, без аренды, 5% CO2 / смесь аргона 2 л 200 бар — Только заправка Porta Gas, без аренды, смесь 5% CO2 / аргона 2 л 200 бар — Депозит и заправка Бесплатно, чистый аргон 20 л 200 бар — Только заправка, чистый аргон 20 л 200 бар — Депозит и пополнениеАренда, кислородный газ 20 л 200 бар — Только пополнениеАренда, кислородный газ 20 л 200 бар — залог и пополнениеАренда, бескислородный (OFN) азот 20 л 200 бар — только пополнениеАренда, бескислородный (OFN) азот 20 л 200 бар — залог и RefillRent Free, 5% CO2 в смеси аргона 20 л 200 бар — Депозит nd RefillRent Free, 20% CO2 в смеси аргона 20 л 200 бар — без депозита и пополнения, 20% CO2 в смеси аргона (20 л) — только заправка Торговый газ, без аренды 5% CO2 в смеси аргона 20 л 200 бар — только заправка 20 л пропиленовый топливный газ для сварки , Пайка, нагрев и резка — только заправка: без аренды 34 кг CO2-газа — только заправка без аренды, чистый аргон 50 л 200 бар — только заправка без аренды, кислородный газ 50 л 200 бар — только заправка без аренды, бескислородный (OFN) азот 50 л 200 бар — только заправка без аренды, 20 % CO2 в смеси аргона (50 л) — только заправка 5% CO2 в смеси аргона 50 л 200 бар — только заправка Хобби газ 10 л Баллоны с кислородным газом 200 бар — только заправка Хобби-газ, аренда бесплатно, чистый аргон 10 л 200 бар — только заправка Хобби-газ, аренда бесплатно , Чистый газ аргона 10 л 200 бар — Депозит и заправка Хобби-газ, аренда бесплатно, кислородный газ 10 л 200 бар — Депозит и заправка Хобби-газ, без аренды, бескислородный азот (OFN) 9 л 137 бар — Депозит и заправка Хобби-газ, без ренты, без кислорода (OFN) Азот 9 л 137 бар — только заправка Хобби-газ, без аренды, углекислый газ CO 2 Газ 6.35 кг — только заправка Хобби-газ, без аренды, углекислый газ CO2 3,15 кг — только заправка Хобби-газ, бесплатно, 20% CO2 / смесь аргона Заправка 10 л 200 бар — только заправка Хобби-газ, аренда бесплатно, смесь 20% CO2 / аргон 10 л 200 бар — Депозит и заправка Хобби-газ, без аренды углекислый диоксид CO2 газ 6,35 кг — Депозит и заправка Газ, без ренты Газ диоксида углерода CO2 3,15 кг — Депозит и заправка 2 л Пропиленовый топливный газ для сварки, пайки, нагрева и резки — Только заправка Заправка диоксида углерода CO 2 6.35 кг для домашнего бара — только для заправки Заправка для углекислого диоксида CO2 заправка 1,5 кг для домашнего бара — только для заправки Углеродный диоксид CO2 для домашнего бара 1,5 кг для домашнего бара — депозит и заправка Углеродный диоксид CO2 6,35 кг для домашнего бара — депозит и заправка Диоксид углерода 3,15 кг для домашнего бара — депозит и заправка углекислого газа 3,15 кг газа для домашнего бара — только заправка 2 литра погреб / пивной газ 60/40 смесь для домашнего бара — только заправка 2 литра погреб / пивной газ 70/30 смесь, для домашнего бара — только заправка 2 литра погреб / пивной газ 70/30 смесь для Домашний бар — Депозит и пополнение Погреб 2 л / Пивной газ 60/40 смесь для домашнего бара — Депозит и пополнение Углеродный диоксид СО2 газ 6.35 кг — только заправка Углеродный диоксид CO2 34 кг Для торговых пользователей — Только заправка Углеродный диоксид CO2 15 кг Для торговых пользователей — только заправка Углекислый газ 3,15 кг Газ для торговых пользователей — только заправка 50 л Погреб / пивной газ 60/40 Смесь для торговых пользователей — только заправка 50 л Погреб / Смесь для пивного газа 30/70 для торговых пользователей — только для заправки Смесь для погреба 20 л / пивного газа 60/40 для торговых пользователей — только для заправки Смесь для пивного газа 20 л / 30/70 для торговых пользователей — только для заправки Смесь для винного погреба 10 л / 60/40 для торговли Пользователи — только заправка Смесь 10 л погреб / пивной газ 50/50 Для торговых пользователей — только заправка Смесь 10 л погреб / пивной газ 30/70 для торговых пользователей — только заправка 19 кг калорийного газа пропан — только заправка
Объяснение применения термитной сварки на железной дороге
Последнее обновление Январь 2021 г.
Введение
Железнодорожные стыки создают проблемы безопасности и срока службы железных дорог, которые нельзя недооценивать в сегодняшних быстрорастущих экономиках.Чтобы исключить риски, подрядчики в прошлом соединяли концы рельсов металлическими скобами на болтах. Тем не менее, технология продвинулась в пользу железнодорожной отрасли, и специализированная сварка стала лучшей альтернативой для герметизации стыков в стыках рельсов.
Возможно, вы думаете об оборудовании с защитным газом, аппаратах для кислородно-ацетиленовой сварки и сварочных аппаратах для дуговой сварки, но это вряд ли относится к сварке железных дорог. Вместо этого железнодорожные подрядчики в основном используют более чем вековой метод, известный как термитная сварка, при котором расплавленная смесь высокоэнергетических соединений металлов используется для образования прочного сварного соединения.
Несомненно, вы хотите узнать больше об этом процессе. Прежде чем статья подробно расскажет вам о технике железнодорожной сварки, давайте сначала разберемся с базовым пониманием реакции термитов.
Основы термитной реакции
При термитной сварке, также известной как экзотермическая сварка, смесь металла и соединения должна подвергаться экзотермической реакции с образованием расплавленного продукта, который действует как металлический наполнитель. Обычно смесь включает алюминий и оксид железа, которые воспламеняются с образованием расплавленного железа и оксида алюминия, выделяя при этом сильное тепло.
Следующее уравнение резюмирует процесс;
Fe (2) O (3) + 2Al = 2Al (2) O (3) + 2Fe + тепло
Сварщики используют специальный зажигательный порошок или стержень для воспламенения смеси, тем самым создавая основу для реакции. Термит обычно имеет форму порошка или гранул и имеет температуру воспламенения 1200 градусов по Цельсию.
Для экзотермической реакции требуется около 15-25 секунд для достижения температуры около 4450 градусов по Фаренгейту (около 2450 градусов по Цельсию).Идеальная температура составляет около 3100 градусов Цельсия, но это было бы неприемлемо для алюминия, учитывая, что он испаряется при 2500 градусах Цельсия. Добавляются не реагирующие ингредиенты, чтобы снизить температуру до благоприятных пределов.
Расплавленное железо сваривает металл, в то время как частицы оксида алюминия образуют защитную оболочку над сварным швом. Сварщики должны следить за тем, чтобы температура не опускалась ниже 2100 градусов Цельсия; В противном случае более низкие температуры сделают процедуру неэффективной, поскольку оксид алюминия затвердевает при 2040 градусах Цельсия.
Помимо проблем с логистикой, слишком длинные рельсы потребуют огромных вложений в рабочую силу и деньги для их установки. Железнодорожные пути относительно короче, чтобы упростить установку на месте и избежать ненужных расходов.
Следовательно, вы найдете несколько стыков на рельсах, и именно здесь термитная сварка играет важную роль с одной задачей: создать непрерывные рельсовые пути. Термитная сварка не требует внешнего источника питания и, следовательно, может выполняться в местах, где нет источника питания.Кроме того, оборудование портативное, что позволяет без труда сваривать рельсовые пути на месте.
Давайте посмотрим на процедуры сварки термитом на железных дорогах.
Препарат
Для обеспечения эффективности необходима отличная подготовка. Это включает в себя очистку концов направляющих, выравнивание их осевых линий и установку их на расстоянии 23-27 мм (около 1 дюйма). Этот зазор устанавливается для обеспечения стабильных результатов при заливке расплавленного термита в песчаную форму.
В случае отказа рабочие могут отрезать 3-дюймовый кусок рельсового пути, удалить поврежденный сварной шов и поврежденные концы, а затем попытаться выполнить еще один сварной шов с использованием большего количества термитов и уникальной формы.Также важно проверить, совместимы ли рельсовые пути с термитом.
Песочная форма разъемной конструкции, изготовленная для сварки рельсов типовых размеров, зажимается на концах рельсов. Чрезвычайно важно, чтобы центр формы совпадал с зазором между рельсами. Формы для термитной сварки имеют заслонку для предварительного нагрева, стояки и вентиляционные отверстия.
Для получения прочного термитного шва требуется предварительный нагрев концов рельсов для устранения сырости и холода на металлах, а также для повышения температуры песчаной формы.Специально разработанная сварочная горелка, работающая на пропане и кислороде, обеспечивает работу в диапазоне температур от 600 до 1200 градусов Цельсия. Специалисты по сварке проверяют температуру, используя специальный прибор или проверяя цвет рельсов.
Вынув горелку предварительного нагрева, рабочие ставят тигель с термитом над формой. В нижней части тигля имеется заслонка, позволяющая расплавленному металлу течь в зазор рельса.
Термитную смесь воспламеняют с помощью специального запального стержня, зажженной петарды или порошка, содержащего перекись бария.Если расплавленный металл и шлак имеют разную удельную плотность, шлак плавает сверху, предотвращая реакцию расплавленного чугуна с атмосферными газами.
Автоматическая система выпуска позволяет расплавленному металлу течь непосредственно в зазор, при этом шлак остается в верхней части сварного шва, где он затвердевает. Излишки шлака стекают в стальные уловители по бокам. После затвердевания расплавленного металла рабочие удаляют материал формы и излишки стали с помощью пневматического устройства обрезки.
Последние штрихи
Рабочие счищают мусор с холодного стыка и используют шлифовальные машины для получения правильного профиля рельса. Осмотр и испытания необходимы, чтобы убедиться, что сварное соединение готово к эксплуатации, при этом стандартными испытаниями являются испытания на твердость, прочность и поперечную разрушающую нагрузку. Должно пройти не менее 30 минут, прежде чем поезд пройдет по сварному стыку.
Меры предосторожности при термитной сварке
- Только квалифицированный сварщик с квалификационным сертификатом может выполнять термитную сварку рельсовых путей.
- Все необходимое оборудование должно быть на месте и в хорошем рабочем состоянии. Самое главное, рабочие должны носить средства индивидуальной защиты на протяжении всего процесса.
- Рабочие должны выполнить термитную сварку стыков рельсов в соответствии с предписанными процедурами, уделяя особое внимание вертикальному и горизонтальному выравниванию рельсов.
- Термитная сварка должна выполняться в полностью обезвоженной среде. Одна капля воды может вызвать опасную реакцию фиолетового цвета.
- Перед сваркой рельс следует очистить проволочной щеткой и керосиновым маслом.
- Рабочие должны убедиться, что пакеты с термитным порошком полностью запечатаны и не содержат влаги перед открытием. Термитная смесь должна быть не старше двух лет.
Термитная сварка уже давно является общепринятым методом соединения рельсовых путей на строительной площадке. Он не требует внешнего питания, обладает преимуществом портативности и позволяет формировать бесшовные сварные швы.Тем не менее, успех процедуры заключается в соблюдении установленных правил и использовании правильного сварочного комплекта.
Термитная сварка — Кузнечное дело, Общие обсуждения
Операционный офис Департамента энергетики RichlandИзвлеченные уроки Издано в 2001 г.
Огненный шар от алюминиевой шлифовальной пыли
Дата: 21 сентября 2001 г.
Идентификатор: 2001-RL-HNF-0036
Извлеченные уроки Заявление:
Алюминиевая шлифовальная пыль может создать серьезную опасность взрыва при смешивании со стальной или железной шлифовальной пылью.
Обсуждение мероприятий:
Координатор по технике безопасности на заводе Esso Oil Company в Лонгфорде, Австралия, использовал ленточно-шлифовальный станок в своей домашней мастерской, чтобы сгладить кромку пропила ножовкой на угловом железе длиной 2 дюйма и 1,5 дюйма. Он измельчал примерно 1,5–2 минуты, когда раздался громкий «ТУМ», сопровождаемый ярким желто-оранжевым огненным шаром диаметром примерно 2 фута. Огненный шар длился не более 1 секунды, а затем полностью погас сам. Он полностью охватывал машину, его руки доходили до середины предплечий и передней части туловища.
Травмы включали глубокие ожоги второй степени примерно 60% левой руки и 50% правой руки и ожоги первой степени шеи, подбородка, щек, губ и кончика носа. Правая манжета его рубашки тлела, на лице чувствовалось жжение, и он слышал, как шипят его волосы. На скамейке ничего не горело. Несколько полосок белого порошка остались на столе и на нескольких предметах, лежащих на скамейке. Мастерская наполнилась густым белым дымом с очень слабым запахом.Его пальцы и кончики больших пальцев остались относительно невредимыми, поскольку были защищены от теплового излучения. На нем были очки, которые защищали его глаза. Он также потерял половину усов, одну бровь и примерно 1 дюйм от передней части его волос. Его ресницы были завиты от жары, но не опалены. Ожоги на его лице были вызваны исключительно тепловым излучением, поскольку огненный шар не достиг такой высоты.
Анализ:
За несколько дней до события сын этого человека отколол головы около двенадцати алюминиевых заклепок.Мелкодисперсный алюминий, смешанный с мелкодисперсным оксидом железа (остаток черного порошка от шлифовальной стали), дает соединение, называемое термитом. Термит используется для наполнения зажигательных бомб и в промышленных масштабах для сварки крупных стальных изделий. Он горит примерно при 3500 ° C (6300F), отсюда и обширные ожоги из-за такого короткого времени воздействия.
Рекомендуемые действия:
Пострадавший порекомендовал изготовителю шлифовального круга включить очень серьезное предупреждение об опасностях, связанных с шлифованием стали после шлифовки алюминия.Это предупреждение должно включать меры предосторожности по тщательной очистке шлифовального станка от всей алюминиевой пыли перед шлифовкой чугуна или стали.
Расчетная экономия / предотвращение затрат: Н / Д
Дескриптор приоритета: ЖЕЛТЫЙ / Осторожно
Работа / Функция: Обработка и изготовление
Определенная Хэнфордом категория: Н / Д
Опасности: Пожар / дым
Основная функция ISM: анализ опасностей; Разработка / внедрение средств управления
Автор: Брюс Робинсон, координатор по безопасности завода в Лонгфорде; Longford Ext.6348; Факс (03) 5149 6496.
Введено в систему DOE LL компанией Fluor Hanford, Inc.
Контактное лицо: Координатор извлеченных уроков проекта Хэнфорд; (509) 373-7664; ФАКС 376-6112; электронная почта: [email protected]
Авторизованный производный классификатор: Не требуется
Официальный рецензент: Джон Бикфорд
Ключевые слова: шлифовальный станок, термит, алюминиевая пыль
Ссылки: Bechtel Australia Alert 01, Работа шлифовального станка с алюминием
Сварка термитом: операция и этапы [со схемой установки]
Сварка термитом — это процесс, при котором тепло, выделяемое в результате экзотермической химической реакции, используется для плавления.Алюминотермический процесс химической реакции происходит между алюминиевым порошком и оксидом металла.
В результате этой реакции образуется расплавленный металл, который действует как присадочный металл, соединяющий детали при затвердевании. В термитной сварке не используются внешние источники тепла, тока и присадочный материал.
Процесс, в основном используемый для соединения стальных деталей, здесь термит содержит оксида железа и алюминиевый порошок. Соотношение: 78% оксида железа и 22% алюминиевого порошка.Соотношение определяется химической реакцией при горении алюминия:
8Al + Fe3O4 = 9Fe + 4 Al2O3 + тепло (4500 ° C, 35 кДж / кг смеси)
При сгорании железа и оксида алюминия выделяется тепло до 4500 градусов по Фаренгейту. Поскольку эти два компонента имеют разную плотность, они автоматически разделяются. Жидкое железо заполняет керамическую форму, построенную вокруг сварных деталей, и шлак из оксида алюминия всплывает вверх и впоследствии удаляется.
Термитный процесс, разработанный Гансом Гольдшмидтом в середине 1890-х годов и теперь используемый при ремонте стального литья и ковки.Они разрабатывают сварочный аппарат для термитной сварки для соединения железнодорожных рельсов, стальных труб, стальной проволоки, литых деталей большего размера и кованых деталей.
Основные определения1. Тигель — это сосуд, в котором происходит термитная химическая реакция, алюминотермическая реакция, называется тиглем.
2. Форма — Форма создается вокруг детали, которая требует сварки. Эта форма предназначена для приема расплавленного металла.
3.Смесь — Смесь — это термин для описания гранул алюминия и оксида металла. и любые легирующие металлы.
4. Реакция — Алюминотермический процесс представляет собой химическую реакцию между алюминием и оксидом металла. Реакция приводит к разделению перегретого расплавленного материала и шлака оксида алюминия.
Железнодорожная термитная сварка Процесс термитной сваркиЭто процесс химической сварки, в котором экзотермическая реакция используется для получения необходимой тепловой энергии.Обжиг термита — смеси порошка алюминия и оксида железа в соотношении 1: 3 по весу. создает температуру 3000 градусов по Цельсию.
Предварительный нагрев термитной смеси до 1300 градусов по Цельсию необходим для инициирования реакции.
Смесь термитов вступает в реакцию следующей химической реакции:
8Al + Fe3O4 = 9Fe + 4 Al2O3 + тепло (4500 ° C, 35 кДж / кг смеси)
Высокая способность алюминия реагировать с кислородом лежит в основе химической реакции термитов.После реакции с оксидом железа чистая сталь оседает, а оксид алюминия всплывает в виде шлака. Все это происходит из-за большой разницы в их плотности.
Операция и этапы термитной сваркиПо сути, это процесс литья и литья, где в результате реакции термита металл выливается в непроходимую полость, образовавшуюся вокруг стыка. Этапы термитной сварки:
1. Обязательно очистить и подготовить края металлических деталей, которые мы будем сваривать.
2. Восковая модель — это необходимость для сварки стыка. Вылейте горячий воск, чтобы получить его.
3. Поместите формовочную коробку вокруг стыка и аккуратно нанесите песок по всей восковой модели. Он обеспечивает необходимый сливной бассейн, стояк, литник и литниковую систему.
4. Нижнее отверстие используется для слива расплавленного воска, что помогает предварительно нагреть соединение и подготовить его к сварке.
5. Пора перемешать термит в тигле.Это делается из огнеупорного материала, чтобы выдерживать экстремальное тепло и давление, которое образуется в процессе этой реакции алюминотермической.
6. Воспламенитель, такой как оксид бария или магний, оставляют на головке смеси и зажигают раскаленными докрасна металлическими стержнями.
7. Реакция завершается за очень короткое время, сильно нагретый расплавленный чугун течет в полость формы, которую мы создали вокруг стыка для плавления.
8. Нагретый расплавленный материал соединяет основные металлы и затвердевает с образованием однородного прочного соединения.
9. Оставить сварной шов как таковой медленно остыть.
Металлы меди и хрома также имеют термоплавкие смеси. Вместо закиси железа они используют различные оксиды металлов. Некоторые из популярных реакций термита с указанием их температуры упомянуты ниже.
3 CuO + 2 Al → 3Cu + Al2O3 + тепло (4860 ° C, 270 ккал)
Cr2O3 + 2Al → 2Cr + Al2O3 + тепло (3000 ° C, 545 ккал)
Ступени термитной сварки для рельсов- Подготовка кромок рельса к сварке
- Установка сварного зазора
- Прикрепите зажим
- Закрепите форму
- Оставьте термитную смесь в тигле
- Предварительный нагрев концов рельса
- Подожгите и дайте стали течь
- Время для снятия формы
- Удалить излишки металла головки
- Начать шлифование
- Окончательное чистое шлифование
Доступен ряд сварочных комплектов в зависимости от сварочного процесса.
1. Дюймовый метод SKV — самый распространенный процесс соединения двух рельсов поезда.
2. Метод 1,5-дюймового SKV — процесс помогает снизить риск включения шлака.
3. Сварной шов с широким зазором 2,75 дюйма — используется один раз для замены термитного шва.
4. Ремонтный шов с полной головкой — Заполните поврежденный участок при вытягивании головки рельса.
Использование и приложенияСварка термитом — очень старый процесс плавления, и даже сейчас он оказался очень полезным инструментом.
1. Традиционно используется для сварки очень тяжелых и толстых пластин.
2. Это предпочтительный выбор для соединения железных дорог, толстых стальных профилей и труб.
3. Термитная сварка предназначена для ремонта тяжелых зубчатых передач и отливок.
4. Эта модель подходит для сварки больших секций, таких как корпус, рельсы локомотивов и корабли.
5. Применяется для сварки медных сварочных кабелей.
Плюсы термитной сварки- Это простой и быстрый метод соединения двух одинаковых или разных проводящих материалов.
- Это очень экономичный процесс, при котором не требуется электропитание.
- Сварка термитом возможна в удаленных местах, где нет электричества.
- Можно использовать для деталей из черных металлов большего сечения.
- Плавка легких и дешевых металлов не очень экономична.
- Скорость сварки низкая.
- Высокие температуры могут вызвать изменение зернистой структуры и деформации металла шва.
- Сварка может содержать газовые и шлаковые включения.
Алюминий по своей природе имеет особое сродство к кислороду. Это будет реагировать с оксидом железа с образованием элементарного расплавленного железа. Расплавленное железо оседает в зазоре, создавая прочное и стабильное соединение.
Алюминий при реакции с оксидом выделяет большое количество тепла и шлака, который плавает над расплавленным металлом.В процессе алюмотермической реакции выделяется большое количество тепла для плавления ванны элементарного железа.
Является ли изготовление термитов незаконным?Термит, используемый при термитной сварке, не является незаконным, поскольку он не взрывоопасен. Это становится незаконным, если алюминий поставляется с мелкими ячейками, так как это взрывоопасный материал. При покупке алюминиевого термита убедитесь, что продавец поставляет.
Горит ли термит под водой?Расчетной смеси ржавчины оксида железа и алюминиевого порошка (термит) требуется высокая температура горячей горящей полосы магния для ее воспламенения.Как только термит загорится, потушить пожар становится практически невозможно.
Тепло настолько сильное, что может прожечь тротуар, блоки двигателя. Интенсивность тепла настолько высока, что оно остается живым даже под водой.
Какие металлы используются для сварки железнодорожных путей?Термит широко применяется во всем мире для сварки железнодорожных рельсов. Медный термит — это выбор для электрического соединения с использованием оксида меди.
Какое из горящих веществ является самым горячим из известных человеку?Thermite кажется самым горячим горящим веществом, созданным руками человека.Термит остается пиротехническим составом металлических гранул и оксида металла. При химической реакции происходит экзотермическое окисление-восстановление с выделением большого количества тепла.
ЗаключениеСварка термитом , изобретенная в середине 1890-х годов Хансом Гольдшмидтом. После 130-летнего перерыва он занимает значительное место на современных железных дорогах. На железных дорогах используются рельсы со сплошным сварным швом или ленточные рельсы, где рельсы соединяются стыковой сваркой оплавлением для создания пути в несколько километров.Стыковка и ремонт сплошного рельса возможны только термитной сваркой.
Сварка термитом — неотъемлемая часть современных железных дорог.
Рекомендации
Вот ссылка на процесс термитной сварки pdf скачать
https://en.wikipedia.org/wiki/Exothermic_welding
Вам тоже может понравиться.
Условные обозначения сварки [поясняются схемами]
12 различных типов сварочных процессов [Полное руководство]
Процедура сварки чугуна [Пошаговое руководство]
Сделать термит, железнодорожный металл — Проекты
«Доменная печь, помещающаяся в жилетном кармане.”
Именно так Вильгельм Оствальд, лауреат Нобелевской премии, назвал термитом, который представляет собой смесь двух обычных химических веществ — оксида железа, более известного как ржавчина, и порошкового алюминия. При соединении и воспламенении вещество горит достаточно сильно, чтобы расплавить железо. Реакция термитов, один из самых мощных химических процессов, используемых в промышленности, сыграла важную роль в строительстве железных дорог.
В течение 1920-х годов железные дороги строились путем соединения путей с помощью стальных соединителей, называемых накладками, и нескольких толстых металлических болтов.Однако механически соединенные рельсы издавали раздражающий щелчок, когда поезда проезжали по ним. Что еще более важно, болтовые соединения ослабнут, что потребует длительного и дорогостоящего обслуживания. Руководители того времени активно искали способ снизить затраты на содержание тысяч миль пути, которыми они владели.
В 1893 году доктор Ханс Гольдшмидт, немецкий химик, случайно разработал процесс сварки толстых стальных профилей в полевых условиях.Во время поиска метода очистки металлических руд в своей лаборатории в Берлине он обнаружил, что смесь оксида железа и алюминия будет выделять тепло в 3000 ° C, что было более чем достаточно для сварки стальных путей. Он быстро переключил свое внимание на усовершенствование этого процесса, который назвал термитной сваркой. Впервые этот процесс был использован для сварки трамвайных путей в Эссене, Германия, а в течение нескольких лет термитная сварка применялась почти везде, где находились железнодорожные пути, которые нужно было соединить.
Thermite по-прежнему широко используется для ремонта существующих путей и в некоторых случаях для строительства новых путей (makezine.com / go / термитная сварка). Кроме того, военные часто используют термит в виде ручных гранат, чтобы вывести из строя захваченное оружие, такое как артиллерийские орудия и двигатели грузовиков.
Химия термитов
Один из аспектов, который делает термит таким интересным, — это невероятная простота химической реакции:
Fe 2 O 3 + 2 Al → 2 Fe + Al 2 O 3 + много-много тепла
Оксид железа и порошкообразный алюминий стабильны при комнатной температуре, и даже если вы смешаете очищенные реагенты вместе, они просто останутся в виде холмика инертного серого порошка.Но если вы можете инициировать химическую реакцию с помощью очень горячего пламени (более горячего, чем пропановая горелка), вещество горит дико в результате интенсивной экзотермической реакции, достаточно горячей, чтобы прожечь грязь.
Когда происходит термитная реакция, атомы кислорода вырываются из оксида железа, который затем становится чистым металлическим железом. Для этого требуется много энергии, поскольку кислород прочно связан с молекулами ржавчины. Энергия исходит от алюминия, мощного восстановителя, который обеспечивает достаточно энергии, чтобы нагреть железо далеко за пределы точки плавления — достаточно, чтобы извергнуть брызги искры и расплавить соседние куски железа.
Изготовление и использование термитов обычно не подходит для любителей, но этот проект достаточно безопасен для ученика младших классов естественных наук, чтобы он мог заниматься под присмотром.
(PDF) Образование дефектов сварных швов в рельсовых термитных швах
Выражаем признательность за их вклад в экспериментальные
работы. Эта работа спонсировалась Ассоциацией
Ассоциации американских железных дорог по технологическому сканированию и программам стратегических исследований и Программой IDEA
(HSR-41) Совета по исследованиям порта Trans-
.Вычислительная работа выполнялась при
, частично при поддержке National Computational
Science Alliance в рамках MSS030005N и при использовании
IBM P690.
СПИСОК ЛИТЕРАТУРЫ
1 Шредер, Л. К. и Пуарье, Д. Р. Механические свойства
термитных сварных швов рельсов из высококачественных сплавов.
Матер. Sci. Eng., 1984, 63, 1–21.
2 Джа, Б. Термитная сварка рельсовой стали. Докторская диссертация,
Иллинойский технологический институт, 1989.
3 Nenad, I., Jovanovic, M. T., Todorovic, M., Trtanj, M.,
и Saponjic, P. Микроструктурные и механические характеристики
характеристика термообработанного после сварки термитного
сварного шва в рельсах. Матер. Charact., 1999, 43, 243.
4 Schroeder, L.C. и Poirier, D. R. Thermite Rail welds,
процесс, механические и металлургические свойства,
и возможные улучшения. Proceedings of Railroad
Rail Welding, Мемфис, 29–30 ноября 1983 г., с.21.
5 Фрай, Г. Т. Модифицированная процедура термитной сварки рельсов.
Магистерская диссертация, Университет Иллинойса в Урбана-Шампейн,
1992.
6 Джанетто, Дж. А., Эс-Садики, Э., Соли, К. Дж., Джоос, Массачусетс,
и Блоуатт, Д. Д. Влияние EMS на железнодорожные перевозки термит
структура и свойства сварного шва. Материалы 39-й конференции по механической обработке и обработке стали
—
международного симпозиума по рельсовым сталям, Индианаполис,
IN, 21 октября 1997 г., с.1091.
7 Сайр, Дж. П. Концепции повышения сопротивления усталости
термитных сварных швов рельсов. Докторская диссертация, Университет Иллинойса
в Урбана-Шампейн, 2002.
8 Росс, Э. Т. Статистическое исследование улучшенных сварных швов термитных рельсов
. Докторская диссертация, Университет Иллинойса в Урбане —
,, Шампейн, 2004.
9 Одерио, Дж. А. Металлургическое исследование разрушения детали
в рельсах, сваренных термитной сваркой. Магистерская диссертация, Университет
Иллинойса в Урбана-Шампейн, 1992.
10 Фрай, Г. Т., Лоуренс, Ф. В., и Робинсон, А. Р. Модель
для зарождения усталостных дефектов в термитных сварных швах рельсов.
Усталостная трещина. Англ. Матер. Struct., 1996, 19 (6) 655.
11 Чен, Ю., Лоуренс, Ф. В., Баркан, К. П. Л., и Дант-
,зиг, Дж. А. Образование сварных дефектов в рельсовых термитных сварных швах.
Proc. IMechE, Часть F: J. Rail and Rapid Transit, 2006,
220 (F4), 373–384. (Настоящая статья.)
12 Кубо К. и Пельке Р. Д.Математическое моделирование образования пористости
при затвердевании. Металл. Пер. B,
1985, 16B, 359.
13 Overfelt, T. Производственное значение твердотельного моделирования. J. Metals, 1992, 44 (6), 17.
14 Pellini, W. S. Факторы, определяющие адекватность стояка
и диапазон кормления. Пер. Являюсь. Foundry Soc., 1953,
61, 61.
15 Нияма, Э., Утида, Т., Морикава, М., и Сайто, С.
Прогнозирование усадки в стальных отливках больших размеров по градиенту температуры
расчеты.AFS Int. Casting Metals J.,
1981, 6, 16.
16 Сигворт, Г. К. и Ван, К. Механизмы образования пористости
во время затвердевания: теоретический анализ.
Металл. Пер. B, 1993, 24B, 349.
17 Нияма, Э., Учида, Т., Морикава, М., и Сайто, С.
Метод прогнозирования усадки и его применение в практике стального литья
. AFS Int. Casting Metals J., 1982,
7 (9), 52.
18 Poirier, D. R., Yeum, K., и Мейплз, А. Л. Термо-
динамическое предсказание образования микропористости в сплавах Al-Cu с высоким содержанием алюминия
. Металл. Пер. A, 1987,
18A, 1979.
19 Курц В. и Фишер Д. Дж. Основы солидизации
, 1986 (Trans Tech Publications, Швейцария).
20 Карпентер Г. Ф., Стил Р. К. и Маркасе М. Дж.
Влияние содержания включений на усталостные характеристики
рельсовых сталей. Труды симпозиума по железнодорожной стали,
Монреаль, Квебек, Канада, 26–27 октября 1992 г.,
стр.49–56.
21 Барсом, Дж. М. и Имхоф, Э. Дж. Усталость и разрушение
Поведение рельсов из углеродистой стали. Разработка и переработка рельсовых сталей,
, обработка и использование (ред. Д. Х. Стоун и Г. Г. Кнупп),
1978, стр. 387 (Американское общество испытаний и материалов
, Филадельфия) ASTM STP 644.
ПРИЛОЖЕНИЕ
Обозначение
d глубина обратного плавления
d
c
критическая глубина обратного плавления
f
эвтектическая фракция
f
L
фракция междендритной жидкости
Градиент температуры G
Молекулярная масса газа M
P
G
давление газа
P
G
Давление газа E
при температуре эвтектикиP
L
давление жидкости
R скорость охлаждения
T температура
T
E
температура эвтектики
V скорость затвердевания
г
поверхностное натяжение
Расстояние между первичными дендритными плечами
r
LE
массовая плотность жидкости на эвтек tic
температура
r
0
S
массовая плотность твердого тела при эвтектике
температура
f
доля газовой фазы в сплаве при эвтектике
температура
384 Y Chen, FV CPL Barkan и JA Dantzig
Proc.