Сварка цветных металлов: особенности технологии

Вопросы, рассмотренные в материале:
- Каковы особенности сварки цветных металлов и сплавов
- Как сваривается медь и ее сплавы
- Как осуществляется сварка алюминия
- Что необходимо учитывать при сварке бронзы и латуни
- Каковы особенности сварки титана
На первый взгляд может показаться, что сварка цветных металлов и их сплавов – дело несложное, так как расплавить их не составит особого труда. Но дело в том, что когда цветные металлы вступают в контакт с кислородом, они проявляют повышенную химическую активность. Кроме того, их поверхность покрыта оксидной пленкой, которая препятствует надежному соединению частей конструкции. Обычное нагревание в воздухе приводит к росту химической активности, из-за чего вы получите не ожидаемый ровный шов, а лишь оплавленный участок, покрытый плотным слоем оксида.
С какими сложностями связан процесс сварки цветных металлов и сплавов

Для работы с цветными металлами и сплавами необходимо принять специальные защитные меры. В противном случае негативные процессы усилятся и образуют в месте шва оплавленный оксидный нарост.
Очень важно создать надлежащие условия для выполнения сварки – ограничить доступ кислорода в рабочую зону либо четко регулировать его поступление.
Разновидности цветных металлов, которые востребованы больше всего, трудно отыскать в их естественном виде. Поэтому для того, чтобы получить вещество с нужными химическими свойствами, на производствах обычно используют сплавы – сложные комбинации и сочетания цветных металлов.
Чаще всего мастера сваривают изделия из алюминия, бронзы, дюралюминия (сплав алюминия, меди, магния и марганца), меди, латуни (комбинация цинка и меди), силумина (сочетание кремния и алюминия). Сегодня также изготавливают множество сварных изделий из алюминиево-магниевых и алюминиево-марганцевых сплавов.
Но самые популярные цветные металлы, которые используют в промышленности и на производстве, – это комбинации меди и алюминия с другими металлами (свинцом, цинком, магнием, кремнием и пр.). К таким соединениям относятся:
- Алюминиевые сочетания (дюралюминий, авиаль, силумин).
- Обычная латунь – сплав цинка и меди, в котором последний элемент занимает до 70 % общей массы. В некоторых случаях для достижения нужной кондиции изделия долю цинка увеличивают до 50 %.
- Бронза – классическая комбинация олова и меди (пропорции: 15:85).
- Сложные латуни – наряду с цинком и медью в них также содержатся различные наполнители и добавки.
Выбирать подходящую технологию сварки цветных металлов и сплавов нужно с учетом типа материала, с которым вам придется работать.
Известно, что магний, медь и алюминий остывают довольно быстро. Значит, для работы с ними понадобится источник энергии очень высокой мощности и дополнительный прогрев. Со сплавами дело обстоит сложнее. Дело в том, что входящие в их состав элементы могут иметь разную температуру плавления. Поэтому в процессе работы с ними есть риск того, что более легкие вещества испарятся. Но, проведя сварку быстро, вы сможете этого избежать.
Особенности сварки цветных металлов и сплавов также обусловлены их высоким сродством к кислороду. Некоторые из них даже могут выступать в роли раскислителей. Окислы, которые образуются при их плавке – это более тугоплавкие соединения, засоряющие сварочный шов. Если снизить температуру плавления, то на поверхности могут появиться трещины. Очевидно, что это отрицательно скажется на механических свойствах соединения. Вот почему сваривание цветных металлов нередко выполняют под слоем флюса, уменьшающего влияние на них кислорода.
Из-за своей непрочности и хрупкости, некоторые сплавы могут разрушиться при легком ударе или вообще без какого бы то ни было внешнего воздействия. В то же время слишком тяжелые материалы способны своим весом провалить сварочные ванны. Поэтому, работая с ними, нужно быть очень аккуратным.
Технология сварки цветных металлов на примере меди

К положительным характеристикам меди относятся: высокая пластичность, теплопроводность, теплоемкость, электропроводность и коррозийная стойкость. К этому перечню следует добавить нечувствительность к холоду и сохранение высоких пластических свойств после отжига. Все эти уникальные качества позволяют широко применять медь и ее сочетания в разных отраслях производства.
Отличительные свойства меди: плотность – 8,96 г/см3, относительное удлинение – 50 %, временное сопротивление при отсутствии нагартовки – 20 кгс/мм2 (200 МПа), плавится при температуре 1083 °С.
Чистота меди оказывает непосредственное влияние на ее свариваемость. Лучше свариваются те изделия, в составе которых содержится минимальное количество вредных примесей. Содержание кислорода в раскисленной меди не превышает 0,01 %. Это значит, что она сваривается лучше всего. Примеси, ухудшающие свариваемость меди и понижающие ее механические качества, – свинец, висмут, сера.
Рекомендовано к прочтению
Когда в расплавленной меди присутствует водород, он тоже негативно влияет на сваривание. Шов кристаллизуется и происходит объединение водорода с кислородом закиси меди, в результате чего образуются водяные пары. Из-за этих паров и возникает водородная болезнь. Дело в том, что когда сварной шов кристаллизуется, водяной пар пытается вырваться наружу и в результате этих усилий образует множество трещин и пор. Данный процесс отражается в формуле Сu 2O+H2=2Cu+H2O↑.
Ручная сварка деталей из цветных металлов выполняется посредством металлических либо угольных электродов с использованием покрытий и флюсов. Кроме того, ее осуществляют в среде защитных газов.
Сварка угольным электродом. Соединять детали из меди следует постоянным током прямой полярности, графитовым или угольным электродом.

Соблюдайте длину дуги 35–40 мм, а в качестве присадочного материала используйте прямоугольные или круглые прутки из меди («M1», «М2») и прутки с присадкой фосфора (раскислитель). Лучше всего, чтобы сечение присадочного прутка было 20–25 мм2. Тогда он не слишком окислится и перегреется в процессе расплавления цветного металла.
В роли флюса здесь выступает смесь из 5%-ного металлического порошкообразного магния и 95%-ной прокаленной буры или плавления бура. Прежде чем приступить к сварке цветных металлов, порошкообразные флюсы следует нанести на свариваемые кромки или поверхность присадочного прутка, смоченную жидким стеклом. А затем просушить их на воздухе.
Перед нанесением флюса промойте кромки свариваемого изделия и присадочный пруток 10%-ным раствором каустической соды или зачистите их металлической щеткой.
Сваривая медные детали угольным электродом, используйте в роли присадочного металла прутки, содержащие не более 1 % серебра, до 0,2 % фосфора, остальное – медь.
Примените предварительный подогрев, чтобы обеспечить хорошее проплавление основного материала и следующего с присадочным. В ходе сварки простых небольших узлов (шин, наконечников) можете выполнять подогрев самой угольной дугой.
Крупногабаритные изделия необходимо предварительно подогреть в электрических печах с защитной атмосферой до температуры +500 °С. В роли защитного газа может выступать азот.Учтите, что при нагреве выше +400 °С медь начинает интенсивно окисляться. При этом образуется оксид меди (I) (Cu2О), который растворяется в цветном металле. В результате медь становится хрупкой. Поэтому ее обязательно следует нагревать в защитной атмосфере.
Сваривание медных изделий толщиной до 4 мм угольным электродом выполняют «левым» методом, не скашивая кромки. В этом случае электрод следует разместить между присадочным и наплавленным цветным металлом. А детали толщиной более 4 мм сваривают со скосом кромок, «правым» методом. Тогда угол разделки составляет 70–90°, а присадочные прутки помещают между электродом и наплавленным цветным металлом.
Таблица режимов ручной дуговой сварки меди графитовым и угольным электродами:

При сборке медных изделий и узлов зазоры в местах наложения швов должны быть минимальными и не превышать 0,5 мм. Это позволит избежать сквозных прожогов и протекания швов.
Сварку цветных металлов в данном случае выполняют в нижнем положении, соблюдая строгую последовательность: сначала рабочая поверхность подогревается, затем осыпается флюсом и прогревается до оплавления электрической дугой, после чего подается цветной металл.
Когда шов заполняется концом присадочного прутка, в сварочную ванну следует дополнительно внести флюс. При этом важно, чтобы присадочный металл после расплавления его теплом дуги хорошо сплавлялся с основным цветным металлом. Если температура прогрева участка будет недостаточной, то присадочный металл свернется в шарики. А это приведет к непроварам. Старайтесь заполнить шов за один проход, так как при многослойном сваривании в его наружных слоях могут образоваться поры.
По окончании сварки прокуйте наплавленный цветной металл и подвергните его отжигу, нагревая до +500…+550 °С и охлаждая в воде. Это делается для того, что повысить его вязкость.
Сварка металлическим электродом. Данный метод подходит для работы с медными изделиями толщиной более 2 мм, используемыми в виде проката.
Если присадкой служит проволока из обычной электролитической меди, применяйте флюс следующего состава (в % по весу):
- обезвоженная бура;
- борная кислота;
- фосфорнокислый натрий.
Благодаря последнему элементу в составе флюса кислоты более полно удалятся из расплавленного цветного металла.
Подготовка, подогрев изделия и последующая обработка сварного соединения осуществляются одинаково при использовании угольного и металлического электродов.
Цветной металл, наплавленный электродами, отличается хорошей пластичностью и большей прочностью.
Если нужно получить наплавленный цветной металл, близкий по своему составу с основным, то его сваривают электродами другого типа. Это делается на постоянном токе обратной полярности короткой дугой. Электрод перемещается без колебаний, только поступательно. При этом сила тока должна быть достаточной, чтобы обеспечить сваривание.
Питание постов осуществляется от многопостовых генераторов либо от генераторов «ПС-500». А чтобы повысить качество, в роли флюса следует использовать борный шлак. Последний получают в результате сплавления без доступа воздуха 95 % прокаленной буры и 5 % магния. В среде азота и аргона сварку необходимо выполнять угольным либо вольфрамовым электродом при помощи специального электродного держателя, который обеспечивает подачу защитного газа в зону горения дуги.
Ручная аргонодуговая сварка. Этот метод требует наличия в составе защитных газов таких инертных веществ, как аргон и гелий.
Сварка цветных металлов аргоном осуществляется вольфрамовым электродом постоянным током прямой полярности при общем подогреве изделия до температуры +350…+400 °С. В качестве присадочного материала используют бронзовую проволоку («КМцЗ-1» и др.).

Работа может выполняться как «левым», так и «правым» методом. Прежде чем к ней приступить, дугу возбуждают на угольной или графитовой пластине. После чего ее переносят на изделие. Не рекомендуется зажигать ее на самом изделии, потому что вольфрамовый электрод при этом оплавляется и загрязняется. Сварка выполняется в потолочном, нижнем или вертикальном положении.
Можете сваривать медь в среде аргона и переменным током. Тогда скорость существенно снизится, но шов будет внешне выглядеть лучше, чем при использовании постоянного тока. При работе переменным током проволокой «Бр КМцЗ-1» не требуется бура для раскисления. В этом случае на расплавленном цветном металле не будет поверхностной пленки. Она удалится из-за катодного распыления, которое основывается на движении с большой скоростью положительно заряженных ионов к катоду и его бомбардировке. Сварка цветных металлов описанным методом происходит устойчиво и может осуществляться в любых пространственных положениях.
Технология сварки алюминия

Алюминий – это один из самых распространенных природных элементов. Он отличается стойкостью против перехода в хрупкое состояние при низких температурах, высокой коррозионной стойкостью в окислительных средах, высокой тепло- и электропроводностью, а также малой плотностью.
Температура его плавления составляет +660 °С, а плотность – 2,7 г/см3. Алюминий всегда покрыт пленкой окиси алюминия (Аl2O3) из-за большого сродства к кислороду. Температура плавления этой пленки – +2050 °С. Основные трудности, возникающие при работе с алюминием, обусловлены тугоплавкостью пленки и риском появления кристаллизационных трещин и пор в шве.
Вышеупомянутая пленка окиси алюминия препятствует сплавлению металла сварочной ванны с основным металлом. Поэтому ее удаляют металлическими электродами для сварки цветных металлов, воздействуя покрытием электрода или составляющими флюса. При аргонодуговом сваривании пленку разрушают посредством катодного распыления. Если использовать постоянный ток обратной полярности, то он оказывает «очищающее» воздействие на протяжении всего времени горения дуги. А переменный ток действует таким образом только в те полупериоды, когда изделие является катодом.
Поры в сварных швах образовываются из-за водорода, усиленно стремящегося выйти в атмосферу в связи с резким изменением растворимости при переходе алюминия из жидкого состояния в твердое. А кристаллизационные трещины появляются из-за повышенного содержания кремния. Чтобы их уменьшить, в алюминий вводятся добавки железа.
Ручная сварка угольным электродом. Выполняется в тех случаях, когда толщина цветного металла составляет от 1,5 мм до 20 мм, а также при заварке дефектов литья из алюминия и его сплавов. Если толщина цветного металла не превышает 2 мм, то его сваривают, не разделывая кромку и присадочную проволоку.

Ручная дуговая сварка металлическим электродом. Для работы с изделиями из чистого алюминия («АД», «АД1», «АДО», «А6») используются электроды «АФ-4аКр» и «ОЗА-1».
Ручная дуговая сварка цветных металлов осуществляется постоянным током обратной полярности после предварительного подогрева свариваемых листов: толщиной 6–8 мм – при температуре до +200 °С, 8–16 мм – до +350…+400 °С.
Прежде чем приступить к работе, электроды следует просушить в течение двух часов при температуре +150…+200 °С. Если толщина цветного металла – более 20 мм, то кромки необходимо разделать. Сварка выполняется с двух сторон при зазоре между листами 0,5–1 мм.
Электроды «А-2» применяются для устранения дефектных мест в литье сплава «АЛ-9» и сваривании алюминиево-марганцевого сплава типа «АМц». Изделие следует предварительно подогреть («АЛ-9» до +280…+300 °С, «АМц» – до +300…+400 °С) короткой дугой постоянным током обратной полярности.
Электроды «ОЗА-2» используются для сваривания сплавов «АЛ-11», «АЛ-9», «АЛ-5», «АЛ-4», «АЛ-2», которое выполняется после предварительного подогрева участка до +250…+400 °С короткой дугой и постоянным током обратной полярности.
Автоматическую и полуавтоматическую сварку по флюсу используют для изделий, толщина кромок которых превышает 8 мм. При этом дуга горит над флюсом, а не в его слое. Для удаления оксидной пленки и защиты сварочной ванны достаточно тонкого слоя флюса. Если толщина слоя флюса большая, то дуга шунтируется через шлак, который обладает высокой электропроводностью, и горит по слою флюса.
При сварке цветных металлов полуавтоматом используют электродную проволоку марки «СвАМц» либо «СвА97» диаметром 2-3 мм. Флюс «АН-А1» (на 20 % состоит из хлористого натрия, на 30 % – из криолита, на 50 % – из хлористого калия) наносится на свариваемый шов слоем толщиной 10–35 мм. Работа выполняется постоянным током обратной полярности. Ее скорость составит примерно 12–20 м/ч при следующих параметрах: сварочный ток – 300–450 А, вылет электрода – 25–40 мм, напряжение дуги в пределах 38–44 В.
Аргонодуговая сварка алюминия и его сплавов получила наибольшее распространение. При ее использовании нет необходимости применять относительно сложные флюсы и покрытия, остатки которых могут вызвать коррозию шва. В этом случае работают с постоянным током обратной полярности или переменным током, но обязательно с осциллятором и балластным реостатом.
Автоматическую и полуавтоматическую сварку цветного металла в среде аргона плавящимся электродом выполняют специальными шланговыми полуавтоматами и автоматами. В работе используют постоянный ток, подбирают подходящий режим сварки и применяют обратную полярность. В данном случае подойдет сварочная проволока «СвА97», «СвАМц», «СвАК» или того же состава, что и свариваемый цветной металл.
Участок детали толщиной до 10 мм сваривают без разделки кромок, при больших толщинах кромок применяют V- и Х-образные разделки шва. Сила тока при электродной проволоке диаметром 2 мм составляет 250–300 А, скорость работы достигает 30–40 м/ч.
Газовая сварка алюминиевых изделий даст отличные результаты, если правильно применить флюсы и выбрать подходящий режим. Листы толщиной не более 3 мм следует сваривать с отбортовкой кромок на высоту, равную их утроенной толщине. А листы толщиной не более 5 мм сваривают, не скашивая кромки, с зазором до 0,5 мм.
Листы толщиной 5–15 мм сваривают с односторонним скосом кромок, при большей толщине – с двусторонним. Угол разделки составляет 60–70°. Не рекомендуется сваривать нахлесточные соединения, потому что флюс затекает в зазор между листами и вызывает коррозию, из-за которой разрушается шов. Присадочную проволоку и кромки соединения необходимо хорошо очистить от оксидной пленки химическим или механическим способом.
Механическая очистка представляет собой обезжиривание в щелочном растворе и последующую очистку металлической щеткой. В этом случае газовую сварку цветных металлов и сплавов нужно начинать не позднее чем через 2 часа.
Выполняя химическую очистку, строго соблюдайте последовательность: сначала обезжирьте кромки и протравите их в 5%-ном растворе каустической соды, после чего промойте водой, протрите насухо тряпкой и просушите. Приступайте к работе не позднее чем через 8 часов после такой очистки.
Если вы используете флюс в виде пасты, то наносите его на присадочную проволоку и свариваемые кромки. А порошкообразный флюс следует насыпать в разделку шва. Обязательно храните флюсы в герметичных сосудах, чтобы предотвратить поглощение влаги из воздуха. Сваривайте деталь «левым» способом нормальным пламенем или с небольшим избытком ацетилена. Но учтите, что слишком большой избыток ацетилена приводит к появлению пор в сварном шве. Опаснее всего – избыток кислорода. Он интенсивно окисляет алюминий, существенно затрудняя работу. В первое время сваривания наклоните мундштук горелки под углом 70–80°, а затем уменьшите его до 30–45°.
В зависимости от того, какой толщины цветной металл, подбирается подходящая мощность сварочного пламени:

Перед свариванием силуминов предварительно подогрейте деталь до +200…+250 °C. После этого произведите отжиг при температуре +300…+350 °C и медленно охладите ее. Швы сварных соединений из проката прокуйте в холодном состоянии легкими ударами. Остатки флюса и шлака основательно удалите металлической щеткой и промойте горячей водой.
Особенности сварки цветных металлов: латуни и бронзы
- Сварка латуни.

Латунь – это сплав, состоящий из 75 % цинка и 55 % меди. Особые сорта латуни также содержат немного олова, кремния и других элементов.
Основная трудность при работе с латунью – это выгорание цинка, начинающего кипеть и интенсивно испаряться при температуре выше +905 °С. Попадая в воздух, пары цинка быстро окисляются и опадают на окружающие предметы в виде белого осадка. Эти окислы являются ядовитыми, поэтому при работе с латунью обязательно соблюдайте необходимые меры безопасности.
Сваривание латунных деталей можно осуществлять методами, которые применимы к меди. При работе угольным электродом используйте литые или прессованные прутки из латуни, содержащие в своем составе кремний (помимо цинка и меди). В присадочных прутках должно содержаться примерно столько же меди, сколько и в основном материале, а кремния – не более 3 %. Этот метод требует применения флюсов.
При газовой сварке цветных металлов некоторых типов обычным пламенем выделяются пары, из-за которых шов оказывается пористым. Это происходит при работе с латунью. Предупредить такой негативный процесс можно пламенем с избыточным содержанием кислорода (30–40 %). Тогда кислород частично окислит цинк и на поверхности расплавленного участка образуется пленка оксида, которая предотвратит последующее окисление цветного металла.
Кромки, которые необходимо сварить, тщательно зачистите (до появления блеска). Чтобы избавиться от оксидов, используйте 10%-ный водный раствор азотной кислоты, затем промойте изделие горячей водой и насухо его протрите. Убедитесь, что удельная мощность пламени составляет 100–150 л/ч. Мундштук горелки зафиксируйте под наклоном 80–90°, а присадочный пруток – под углом 80° к нему.
Старайтесь выполнить сваривание как можно быстрее и за один раз, без перерывов. Это позволит предотвратить интенсивное окисление. Проследите, чтобы ядро пламени находилось на расстоянии 7–10 мм от ванны. Если толщина изделия превышает 15 мм, то его лучше сначала подогреть до +500…+550 °C. По окончании сварки прокуйте шов. При содержании в латуни свыше 60 % меди проковывать нужно холодный шов. В ином случае делайте это при нагреве до +700 °C. После чего выполните отжиг швов при температуре +600…+650 °C, а затем медленно охладите их.
Дефекты на латунных изделиях можно заварить без подогрева. Только прежде чем это делать, их нужно тщательно подготовить. Газовая сварка цветных металлов выполняется на постоянном токе обратной полярности, для электрода диаметром 6 мм – при силе тока 200–225, в полувертикальном или нижнем положении.
- Сварка бронзы.

Бронза представляет собой сплав меди и цинка, марганца, кремния, алюминия, олова. С учетом объема содержащихся в их составе добавок бронзы сплавы бывают оловянными (8–10 % олова, 2–4 % цинка, остальное – медь) и специальными (кремнистые, марганцевые, железомарганцевые, алюминиевые и пр.).
Бронзовые изделия заваривают металлическими и угольными электродами, а перед этим подогревают до +200…+550 °С. Для деталей сложной конфигурации устанавливается более высокая температура подогрева.
Простые детали (втулки) можно подогревать при меньшей температуре. Сварка бронзовых изделий выполняется для соединения частей сложных конструкций (сварнолитые изделия), ремонта изношенных и поломанных деталей, исправления дефектов отливок.
В данном случае сварку цветных металлов осуществляют в полувертикальном или нижнем положении. Если необходимо состыковать швы и заварить сквозные дефекты, то для предупреждения протекания материала используются подкладки. Их изготавливают из огнеупорной глины, стальных листов, асбеста. Форма подкладки должна повторять конфигурацию внутренней стороны изделия в свариваемом участке.
Для сваривания оловянных бронз угольным электродом применяйте присадочные прутки, отлитые в кокиль, и содержащие: 0,25 % фосфора, 3-4 % кремния, 95-96 % меди. Флюсом здесь будет выступать борный шлак или прокаленная бура.
По окончании сваривания укройте изделие асбестом, чтобы оно медленно охлаждалось. Таким образом вы сможете снизить остаточные напряжения и предотвратить появление трещин.
Для сварки специальных бронз угольным электродом обычно используют присадочные прутки того же состава, что и основной материал.
В качестве флюса при сваривании кремнистых бронз лучше всего применять прокаленную буру, а фосфористых – бронборный шлак.
Для сварки алюминиевых бронз используйте тот же флюс, что и для работы с алюминием и его сплавами.
Если нужно сварить специальные бронзы металлическим электродом, то подбирайте содержание электродного стержня с учетом состава основного материала. Например, для фосфористой бронзы подойдут стержни, содержащие 0,5–1 % фосфора или 9 – 11 % олова, до 0,75 % примесей, остальное – медь.
Сваривать алюминиевую бронзу рекомендуется прутками, в состав которых входит: столько же алюминия, сколько его содержится в основе, 1,5–2,5 % марганца, остальное – медь и железо.
Сваривание бронз металлическим электродом выполняется на постоянном токе обратной полярности, при этом сила тока рассчитывается по схеме: 40 А на 1 мм диаметра электрода.
Технология сварки титана

Титановые сплавы – это относительно новые конструкционные материалы. Благодаря своим ценным свойствам они получили широкое применение в химическом машиностроении, судостроении, ракетостроении, авиационной промышленности и прочих отраслях производства. Основное преимущество таких сплавов заключается в уникальном сочетании коррозионной стойкости с малой плотностью (4,5 г/см3) и высокими механическими характеристиками.
К уникальным свойствам титана относятся: высокая прочность, высокая устойчивость к коррозии в различных агрессивных средах, высокая температура плавления (+1665 °C), малая плотность.
Низкая теплопроводность и высокое электрическое сопротивление этого материала позволяют затрачивать на его сварку гораздо меньше электроэнергии, чем на сварку цветных металлов другого типа. К тому же, титан маломагнитен. А значит, в работе с ним влияние магнитного дутья снижается.
Главная трудность при работе с титаном и его сплавами заключается в повышенной химической активности материала к водороду, азоту и кислороду при больших температурах. Чтобы получить качественные соединения, следует обеспечить хорошую защиту от взаимодействия с атмосферой как сварочной ванны, так и всего участка цветного металла, нагретого до более +500 °C.
Кромки необходимо подготовить к свариванию посредством травления специальным раствором, содержащим 600 см3 воды, 350 см3 соляной кислоты и 50 см3 плавиковой кислоты. Можно также обработать их механическим способом до металлического блеска, а затем обезжирить.
Сварка всегда выполняется под флюсом, ручным и механизированным методами, в защитных газах, титановой проволокой и неплавящимся электродом.
Ручную аргонодуговую сварку цветного металла вольфрамовым электродом следует осуществлять постоянным током прямой полярности. При толщине участка детали 0,5–4 мм сила сварочного тока должна достигать 40–170 А, дуга – 1-2 мм, вылет вольфрамового электрода – 6–8 мм. При этом расход аргона составит примерно 20–25 л/мин. Для автоматического сваривания в аргоне используется титановая проволока диаметром 1,5–3 мм.
Выполняя сварку под флюсом, следует обеспечить защиту обратной стороны шва с помощью хорошо подогнанных медных или стальных подкладок. Также допускается применение оставшихся титановых подкладок.
Для работы с титаном подходят бескислородные фторидно-хлоридные флюсы марки «АН-Т» разного назначения. При этом высота слоя флюса должна быть не меньше вылета электрода, а вылет электродной проволоки не должен превышать 20–25 мм. После охлаждения цветного металла ниже +400 °C удаляется шлаковая корка.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварка цветных металлов: особенности технологии
Вопросы, рассмотренные в материале:
- Каковы особенности сварки цветных металлов и сплавов
- Как сваривается медь и ее сплавы
- Как осуществляется сварка алюминия
- Что необходимо учитывать при сварке бронзы и латуни
- Каковы особенности сварки титана
На первый взгляд может показаться, что сварка цветных металлов и их сплавов – дело несложное, так как расплавить их не составит особого труда. Но дело в том, что когда цветные металлы вступают в контакт с кислородом, они проявляют повышенную химическую активность. Кроме того, их поверхность покрыта оксидной пленкой, которая препятствует надежному соединению частей конструкции. Обычное нагревание в воздухе приводит к росту химической активности, из-за чего вы получите не ожидаемый ровный шов, а лишь оплавленный участок, покрытый плотным слоем оксида.
С какими сложностями связан процесс сварки цветных металлов и сплавов
Для работы с цветными металлами и сплавами необходимо принять специальные защитные меры. В противном случае негативные процессы усилятся и образуют в месте шва оплавленный оксидный нарост.
Очень важно создать надлежащие условия для выполнения сварки – ограничить доступ кислорода в рабочую зону либо четко регулировать его поступление.
Разновидности цветных металлов, которые востребованы больше всего, трудно отыскать в их естественном виде. Поэтому для того, чтобы получить вещество с нужными химическими свойствами, на производствах обычно используют сплавы – сложные комбинации и сочетания цветных металлов.
Чаще всего мастера сваривают изделия из алюминия, бронзы, дюралюминия (сплав алюминия, меди, магния и марганца), меди, латуни (комбинация цинка и меди), силумина (сочетание кремния и алюминия). Сегодня также изготавливают множество сварных изделий из алюминиево-магниевых и алюминиево-марганцевых сплавов.
Но самые популярные цветные металлы, которые используют в промышленности и на производстве, – это комбинации меди и алюминия с другими металлами (свинцом, цинком, магнием, кремнием и пр.). К таким соединениям относятся:
- Алюминиевые сочетания (дюралюминий, авиаль, силумин).
- Обычная латунь – сплав цинка и меди, в котором последний элемент занимает до 70 % общей массы. В некоторых случаях для достижения нужной кондиции изделия долю цинка увеличивают до 50 %.
- Бронза – классическая комбинация олова и меди (пропорции: 15:85).
- Сложные латуни – наряду с цинком и медью в них также содержатся различные наполнители и добавки.
Выбирать подходящую технологию сварки цветных металлов и сплавов нужно с учетом типа материала, с которым вам придется работать.
Известно, что магний, медь и алюминий остывают довольно быстро. Значит, для работы с ними понадобится источник энергии очень высокой мощности и дополнительный прогрев. Со сплавами дело обстоит сложнее. Дело в том, что входящие в их состав элементы могут иметь разную температуру плавления. Поэтому в процессе работы с ними есть риск того, что более легкие вещества испарятся. Но, проведя сварку быстро, вы сможете этого избежать.
Особенности сварки цветных металлов и сплавов также обусловлены их высоким сродством к кислороду. Некоторые из них даже могут выступать в роли раскислителей. Окислы, которые образуются при их плавке – это более тугоплавкие соединения, засоряющие сварочный шов. Если снизить температуру плавления, то на поверхности могут появиться трещины. Очевидно, что это отрицательно скажется на механических свойствах соединения. Вот почему сваривание цветных металлов нередко выполняют под слоем флюса, уменьшающего влияние на них кислорода.
Из-за своей непрочности и хрупкости, некоторые сплавы могут разрушиться при легком ударе или вообще без какого бы то ни было внешнего воздействия. В то же время слишком тяжелые материалы способны своим весом провалить сварочные ванны. Поэтому, работая с ними, нужно быть очень аккуратным.
Технология сварки цветных металлов на примере меди
К положительным характеристикам меди относятся: высокая пластичность, теплопроводность, теплоемкость, электропроводность и коррозийная стойкость. К этому перечню следует добавить нечувствительность к холоду и сохранение высоких пластических свойств после отжига. Все эти уникальные качества позволяют широко применять медь и ее сочетания в разных отраслях производства.
Отличительные свойства меди: плотность – 8,96 г/см3, относительное удлинение – 50 %, временное сопротивление при отсутствии нагартовки – 20 кгс/мм2 (200 МПа), плавится при температуре 1083 °С.
Чистота меди оказывает непосредственное влияние на ее свариваемость. Лучше свариваются те изделия, в составе которых содержится минимальное количество вредных примесей. Содержание кислорода в раскисленной меди не превышает 0,01 %. Это значит, что она сваривается лучше всего. Примеси, ухудшающие свариваемость меди и понижающие ее механические качества, – свинец, висмут, сера.
Рекомендовано к прочтению
Когда в расплавленной меди присутствует водород, он тоже негативно влияет на сваривание. Шов кристаллизуется и происходит объединение водорода с кислородом закиси меди, в результате чего образуются водяные пары. Из-за этих паров и возникает водородная болезнь. Дело в том, что когда сварной шов кристаллизуется, водяной пар пытается вырваться наружу и в результате этих усилий образует множество трещин и пор. Данный процесс отражается в формуле Сu2O+H2=2Cu+H2O↑.
Ручная сварка деталей из цветных металлов выполняется посредством металлических либо угольных электродов с использованием покрытий и флюсов. Кроме того, ее осуществляют в среде защитных газов.
Сварка угольным электродом. Соединять детали из меди следует постоянным током прямой полярности, графитовым или угольным электродом.
Соблюдайте длину дуги 35–40 мм, а в качестве присадочного материала используйте прямоугольные или круглые прутки из меди («M1», «М2») и прутки с присадкой фосфора (раскислитель). Лучше всего, чтобы сечение присадочного прутка было 20–25 мм2. Тогда он не слишком окислится и перегреется в процессе расплавления цветного металла.
В роли флюса здесь выступает смесь из 5%-ного металлического порошкообразного магния и 95%-ной прокаленной буры или плавления бура. Прежде чем приступить к сварке цветных металлов, порошкообразные флюсы следует нанести на свариваемые кромки или поверхность присадочного прутка, смоченную жидким стеклом. А затем просушить их на воздухе.
Перед нанесением флюса промойте кромки свариваемого изделия и присадочный пруток 10%-ным раствором каустической соды или зачистите их металлической щеткой.
Сваривая медные детали угольным электродом, используйте в роли присадочного металла прутки, содержащие не более 1 % серебра, до 0,2 % фосфора, остальное – медь.
Примените предварительный подогрев, чтобы обеспечить хорошее проплавление основного материала и следующего с присадочным. В ходе сварки простых небольших узлов (шин, наконечников) можете выполнять подогрев самой угольной дугой.
Крупногабаритные изделия необходимо предварительно подогреть в электрических печах с защитной атмосферой до температуры +500 °С. В роли защитного газа может выступать азот.
Учтите, что при нагреве выше +400 °С медь начинает интенсивно окисляться. При этом образуется оксид меди (I) (Cu2О), который растворяется в цветном металле. В результате медь становится хрупкой. Поэтому ее обязательно следует нагревать в защитной атмосфере.
Сваривание медных изделий толщиной до 4 мм угольным электродом выполняют «левым» методом, не скашивая кромки. В этом случае электрод следует разместить между присадочным и наплавленным цветным металлом. А детали толщиной более 4 мм сваривают со скосом кромок, «правым» методом. Тогда угол разделки составляет 70–90°, а присадочные прутки помещают между электродом и наплавленным цветным металлом.
Таблица режимов ручной дуговой сварки меди графитовым и угольным электродами:
При сборке медных изделий и узлов зазоры в местах наложения швов должны быть минимальными и не превышать 0,5 мм. Это позволит избежать сквозных прожогов и протекания швов.
Сварку цветных металлов в данном случае выполняют в нижнем положении, соблюдая строгую последовательность: сначала рабочая поверхность подогревается, затем осыпается флюсом и прогревается до оплавления электрической дугой, после чего подается цветной металл.
Когда шов заполняется концом присадочного прутка, в сварочную ванну следует дополнительно внести флюс. При этом важно, чтобы присадочный металл после расплавления его теплом дуги хорошо сплавлялся с основным цветным металлом. Если температура прогрева участка будет недостаточной, то присадочный металл свернется в шарики. А это приведет к непроварам. Старайтесь заполнить шов за один проход, так как при многослойном сваривании в его наружных слоях могут образоваться поры.
По окончании сварки прокуйте наплавленный цветной металл и подвергните его отжигу, нагревая до +500…+550 °С и охлаждая в воде. Это делается для того, что повысить его вязкость.
Сварка металлическим электродом. Данный метод подходит для работы с медными изделиями толщиной более 2 мм, используемыми в виде проката.
Если присадкой служит проволока из обычной электролитической меди, применяйте флюс следующего состава (в % по весу):
- обезвоженная бура;
- борная кислота;
- фосфорнокислый натрий.
Благодаря последнему элементу в составе флюса кислоты более полно удалятся из расплавленного цветного металла.
Подготовка, подогрев изделия и последующая обработка сварного соединения осуществляются одинаково при использовании угольного и металлического электродов.
Цветной металл, наплавленный электродами, отличается хорошей пластичностью и большей прочностью.
Если нужно получить наплавленный цветной металл, близкий по своему составу с основным, то его сваривают электродами другого типа. Это делается на постоянном токе обратной полярности короткой дугой. Электрод перемещается без колебаний, только поступательно. При этом сила тока должна быть достаточной, чтобы обеспечить сваривание.
Питание постов осуществляется от многопостовых генераторов либо от генераторов «ПС-500». А чтобы повысить качество, в роли флюса следует использовать борный шлак. Последний получают в результате сплавления без доступа воздуха 95 % прокаленной буры и 5 % магния. В среде азота и аргона сварку необходимо выполнять угольным либо вольфрамовым электродом при помощи специального электродного держателя, который обеспечивает подачу защитного газа в зону горения дуги.
Ручная аргонодуговая сварка. Этот метод требует наличия в составе защитных газов таких инертных веществ, как аргон и гелий.
Сварка цветных металлов аргоном осуществляется вольфрамовым электродом постоянным током прямой полярности при общем подогреве изделия до температуры +350…+400 °С. В качестве присадочного материала используют бронзовую проволоку («КМцЗ-1» и др.).
Работа может выполняться как «левым», так и «правым» методом. Прежде чем к ней приступить, дугу возбуждают на угольной или графитовой пластине. После чего ее переносят на изделие. Не рекомендуется зажигать ее на самом изделии, потому что вольфрамовый электрод при этом оплавляется и загрязняется. Сварка выполняется в потолочном, нижнем или вертикальном положении.
Можете сваривать медь в среде аргона и переменным током. Тогда скорость существенно снизится, но шов будет внешне выглядеть лучше, чем при использовании постоянного тока. При работе переменным током проволокой «Бр КМцЗ-1» не требуется бура для раскисления. В этом случае на расплавленном цветном металле не будет поверхностной пленки. Она удалится из-за катодного распыления, которое основывается на движении с большой скоростью положительно заряженных ионов к катоду и его бомбардировке. Сварка цветных металлов описанным методом происходит устойчиво и может осуществляться в любых пространственных положениях.
Технология сварки алюминия
Алюминий – это один из самых распространенных природных элементов. Он отличается стойкостью против перехода в хрупкое состояние при низких температурах, высокой коррозионной стойкостью в окислительных средах, высокой тепло- и электропроводностью, а также малой плотностью.
Температура его плавления составляет +660 °С, а плотность – 2,7 г/см3. Алюминий всегда покрыт пленкой окиси алюминия (Аl2O3) из-за большого сродства к кислороду. Температура плавления этой пленки – +2050 °С. Основные трудности, возникающие при работе с алюминием, обусловлены тугоплавкостью пленки и риском появления кристаллизационных трещин и пор в шве.
Вышеупомянутая пленка окиси алюминия препятствует сплавлению металла сварочной ванны с основным металлом. Поэтому ее удаляют металлическими электродами для сварки цветных металлов, воздействуя покрытием электрода или составляющими флюса. При аргонодуговом сваривании пленку разрушают посредством катодного распыления. Если использовать постоянный ток обратной полярности, то он оказывает «очищающее» воздействие на протяжении всего времени горения дуги. А переменный ток действует таким образом только в те полупериоды, когда изделие является катодом.
Поры в сварных швах образовываются из-за водорода, усиленно стремящегося выйти в атмосферу в связи с резким изменением растворимости при переходе алюминия из жидкого состояния в твердое. А кристаллизационные трещины появляются из-за повышенного содержания кремния. Чтобы их уменьшить, в алюминий вводятся добавки железа.
Ручная сварка угольным электродом. Выполняется в тех случаях, когда толщина цветного металла составляет от 1,5 мм до 20 мм, а также при заварке дефектов литья из алюминия и его сплавов. Если толщина цветного металла не превышает 2 мм, то его сваривают, не разделывая кромку и присадочную проволоку.
Ручная дуговая сварка металлическим электродом. Для работы с изделиями из чистого алюминия («АД», «АД1», «АДО», «А6») используются электроды «АФ-4аКр» и «ОЗА-1».
Ручная дуговая сварка цветных металлов осуществляется постоянным током обратной полярности после предварительного подогрева свариваемых листов: толщиной 6–8 мм – при температуре до +200 °С, 8–16 мм – до +350…+400 °С.
Прежде чем приступить к работе, электроды следует просушить в течение двух часов при температуре +150…+200 °С. Если толщина цветного металла – более 20 мм, то кромки необходимо разделать. Сварка выполняется с двух сторон при зазоре между листами 0,5–1 мм.
Электроды «А-2» применяются для устранения дефектных мест в литье сплава «АЛ-9» и сваривании алюминиево-марганцевого сплава типа «АМц». Изделие следует предварительно подогреть («АЛ-9» до +280…+300 °С, «АМц» – до +300…+400 °С) короткой дугой постоянным током обратной полярности.
Электроды «ОЗА-2» используются для сваривания сплавов «АЛ-11», «АЛ-9», «АЛ-5», «АЛ-4», «АЛ-2», которое выполняется после предварительного подогрева участка до +250…+400 °С короткой дугой и постоянным током обратной полярности.
Автоматическую и полуавтоматическую сварку по флюсу используют для изделий, толщина кромок которых превышает 8 мм. При этом дуга горит над флюсом, а не в его слое. Для удаления оксидной пленки и защиты сварочной ванны достаточно тонкого слоя флюса. Если толщина слоя флюса большая, то дуга шунтируется через шлак, который обладает высокой электропроводностью, и горит по слою флюса.
При сварке цветных металлов полуавтоматом используют электродную проволоку марки «СвАМц» либо «СвА97» диаметром 2-3 мм. Флюс «АН-А1» (на 20 % состоит из хлористого натрия, на 30 % – из криолита, на 50 % – из хлористого калия) наносится на свариваемый шов слоем толщиной 10–35 мм. Работа выполняется постоянным током обратной полярности. Ее скорость составит примерно 12–20 м/ч при следующих параметрах: сварочный ток – 300–450 А, вылет электрода – 25–40 мм, напряжение дуги в пределах 38–44 В.
Аргонодуговая сварка алюминия и его сплавов получила наибольшее распространение. При ее использовании нет необходимости применять относительно сложные флюсы и покрытия, остатки которых могут вызвать коррозию шва. В этом случае работают с постоянным током обратной полярности или переменным током, но обязательно с осциллятором и балластным реостатом.
Автоматическую и полуавтоматическую сварку цветного металла в среде аргона плавящимся электродом выполняют специальными шланговыми полуавтоматами и автоматами. В работе используют постоянный ток, подбирают подходящий режим сварки и применяют обратную полярность. В данном случае подойдет сварочная проволока «СвА97», «СвАМц», «СвАК» или того же состава, что и свариваемый цветной металл.
Участок детали толщиной до 10 мм сваривают без разделки кромок, при больших толщинах кромок применяют V- и Х-образные разделки шва. Сила тока при электродной проволоке диаметром 2 мм составляет 250–300 А, скорость работы достигает 30–40 м/ч.
Газовая сварка алюминиевых изделий даст отличные результаты, если правильно применить флюсы и выбрать подходящий режим. Листы толщиной не более 3 мм следует сваривать с отбортовкой кромок на высоту, равную их утроенной толщине. А листы толщиной не более 5 мм сваривают, не скашивая кромки, с зазором до 0,5 мм.
Листы толщиной 5–15 мм сваривают с односторонним скосом кромок, при большей толщине – с двусторонним. Угол разделки составляет 60–70°. Не рекомендуется сваривать нахлесточные соединения, потому что флюс затекает в зазор между листами и вызывает коррозию, из-за которой разрушается шов. Присадочную проволоку и кромки соединения необходимо хорошо очистить от оксидной пленки химическим или механическим способом.
Механическая очистка представляет собой обезжиривание в щелочном растворе и последующую очистку металлической щеткой. В этом случае газовую сварку цветных металлов и сплавов нужно начинать не позднее чем через 2 часа.
Выполняя химическую очистку, строго соблюдайте последовательность: сначала обезжирьте кромки и протравите их в 5%-ном растворе каустической соды, после чего промойте водой, протрите насухо тряпкой и просушите. Приступайте к работе не позднее чем через 8 часов после такой очистки.
Если вы используете флюс в виде пасты, то наносите его на присадочную проволоку и свариваемые кромки. А порошкообразный флюс следует насыпать в разделку шва. Обязательно храните флюсы в герметичных сосудах, чтобы предотвратить поглощение влаги из воздуха. Сваривайте деталь «левым» способом нормальным пламенем или с небольшим избытком ацетилена. Но учтите, что слишком большой избыток ацетилена приводит к появлению пор в сварном шве. Опаснее всего – избыток кислорода. Он интенсивно окисляет алюминий, существенно затрудняя работу. В первое время сваривания наклоните мундштук горелки под углом 70–80°, а затем уменьшите его до 30–45°.
В зависимости от того, какой толщины цветной металл, подбирается подходящая мощность сварочного пламени:
Перед свариванием силуминов предварительно подогрейте деталь до +200…+250 °C. После этого произведите отжиг при температуре +300…+350 °C и медленно охладите ее. Швы сварных соединений из проката прокуйте в холодном состоянии легкими ударами. Остатки флюса и шлака основательно удалите металлической щеткой и промойте горячей водой.
Особенности сварки цветных металлов: латуни и бронзы
- Сварка латуни.
Латунь – это сплав, состоящий из 75 % цинка и 55 % меди. Особые сорта латуни также содержат немного олова, кремния и других элементов.
Основная трудность при работе с латунью – это выгорание цинка, начинающего кипеть и интенсивно испаряться при температуре выше +905 °С. Попадая в воздух, пары цинка быстро окисляются и опадают на окружающие предметы в виде белого осадка. Эти окислы являются ядовитыми, поэтому при работе с латунью обязательно соблюдайте необходимые меры безопасности.
Сваривание латунных деталей можно осуществлять методами, которые применимы к меди. При работе угольным электродом используйте литые или прессованные прутки из латуни, содержащие в своем составе кремний (помимо цинка и меди). В присадочных прутках должно содержаться примерно столько же меди, сколько и в основном материале, а кремния – не более 3 %. Этот метод требует применения флюсов.
При газовой сварке цветных металлов некоторых типов обычным пламенем выделяются пары, из-за которых шов оказывается пористым. Это происходит при работе с латунью. Предупредить такой негативный процесс можно пламенем с избыточным содержанием кислорода (30–40 %). Тогда кислород частично окислит цинк и на поверхности расплавленного участка образуется пленка оксида, которая предотвратит последующее окисление цветного металла.
Кромки, которые необходимо сварить, тщательно зачистите (до появления блеска). Чтобы избавиться от оксидов, используйте 10%-ный водный раствор азотной кислоты, затем промойте изделие горячей водой и насухо его протрите. Убедитесь, что удельная мощность пламени составляет 100–150 л/ч. Мундштук горелки зафиксируйте под наклоном 80–90°, а присадочный пруток – под углом 80° к нему.
Старайтесь выполнить сваривание как можно быстрее и за один раз, без перерывов. Это позволит предотвратить интенсивное окисление. Проследите, чтобы ядро пламени находилось на расстоянии 7–10 мм от ванны. Если толщина изделия превышает 15 мм, то его лучше сначала подогреть до +500…+550 °C. По окончании сварки прокуйте шов. При содержании в латуни свыше 60 % меди проковывать нужно холодный шов. В ином случае делайте это при нагреве до +700 °C. После чего выполните отжиг швов при температуре +600…+650 °C, а затем медленно охладите их.
Дефекты на латунных изделиях можно заварить без подогрева. Только прежде чем это делать, их нужно тщательно подготовить. Газовая сварка цветных металлов выполняется на постоянном токе обратной полярности, для электрода диаметром 6 мм – при силе тока 200–225, в полувертикальном или нижнем положении.
- Сварка бронзы.
Бронза представляет собой сплав меди и цинка, марганца, кремния, алюминия, олова. С учетом объема содержащихся в их составе добавок бронзы сплавы бывают оловянными (8–10 % олова, 2–4 % цинка, остальное – медь) и специальными (кремнистые, марганцевые, железомарганцевые, алюминиевые и пр.).
Бронзовые изделия заваривают металлическими и угольными электродами, а перед этим подогревают до +200…+550 °С. Для деталей сложной конфигурации устанавливается более высокая температура подогрева.
Простые детали (втулки) можно подогревать при меньшей температуре. Сварка бронзовых изделий выполняется для соединения частей сложных конструкций (сварнолитые изделия), ремонта изношенных и поломанных деталей, исправления дефектов отливок.
В данном случае сварку цветных металлов осуществляют в полувертикальном или нижнем положении. Если необходимо состыковать швы и заварить сквозные дефекты, то для предупреждения протекания материала используются подкладки. Их изготавливают из огнеупорной глины, стальных листов, асбеста. Форма подкладки должна повторять конфигурацию внутренней стороны изделия в свариваемом участке.
Для сваривания оловянных бронз угольным электродом применяйте присадочные прутки, отлитые в кокиль, и содержащие: 0,25 % фосфора, 3-4 % кремния, 95-96 % меди. Флюсом здесь будет выступать борный шлак или прокаленная бура.
По окончании сваривания укройте изделие асбестом, чтобы оно медленно охлаждалось. Таким образом вы сможете снизить остаточные напряжения и предотвратить появление трещин.
Для сварки специальных бронз угольным электродом обычно используют присадочные прутки того же состава, что и основной материал.
В качестве флюса при сваривании кремнистых бронз лучше всего применять прокаленную буру, а фосфористых – бронборный шлак.
Для сварки алюминиевых бронз используйте тот же флюс, что и для работы с алюминием и его сплавами.
Если нужно сварить специальные бронзы металлическим электродом, то подбирайте содержание электродного стержня с учетом состава основного материала. Например, для фосфористой бронзы подойдут стержни, содержащие 0,5–1 % фосфора или 9 – 11 % олова, до 0,75 % примесей, остальное – медь.
Сваривать алюминиевую бронзу рекомендуется прутками, в состав которых входит: столько же алюминия, сколько его содержится в основе, 1,5–2,5 % марганца, остальное – медь и железо.
Сваривание бронз металлическим электродом выполняется на постоянном токе обратной полярности, при этом сила тока рассчитывается по схеме: 40 А на 1 мм диаметра электрода.
Технология сварки титана
Титановые сплавы – это относительно новые конструкционные материалы. Благодаря своим ценным свойствам они получили широкое применение в химическом машиностроении, судостроении, ракетостроении, авиационной промышленности и прочих отраслях производства. Основное преимущество таких сплавов заключается в уникальном сочетании коррозионной стойкости с малой плотностью (4,5 г/см3) и высокими механическими характеристиками.
К уникальным свойствам титана относятся: высокая прочность, высокая устойчивость к коррозии в различных агрессивных средах, высокая температура плавления (+1665 °C), малая плотность.
Низкая теплопроводность и высокое электрическое сопротивление этого материала позволяют затрачивать на его сварку гораздо меньше электроэнергии, чем на сварку цветных металлов другого типа. К тому же, титан маломагнитен. А значит, в работе с ним влияние магнитного дутья снижается.
Главная трудность при работе с титаном и его сплавами заключается в повышенной химической активности материала к водороду, азоту и кислороду при больших температурах. Чтобы получить качественные соединения, следует обеспечить хорошую защиту от взаимодействия с атмосферой как сварочной ванны, так и всего участка цветного металла, нагретого до более +500 °C.
Кромки необходимо подготовить к свариванию посредством травления специальным раствором, содержащим 600 см3 воды, 350 см3 соляной кислоты и 50 см3 плавиковой кислоты. Можно также обработать их механическим способом до металлического блеска, а затем обезжирить.
Сварка всегда выполняется под флюсом, ручным и механизированным методами, в защитных газах, титановой проволокой и неплавящимся электродом.
Ручную аргонодуговую сварку цветного металла вольфрамовым электродом следует осуществлять постоянным током прямой полярности. При толщине участка детали 0,5–4 мм сила сварочного тока должна достигать 40–170 А, дуга – 1-2 мм, вылет вольфрамового электрода – 6–8 мм. При этом расход аргона составит примерно 20–25 л/мин. Для автоматического сваривания в аргоне используется титановая проволока диаметром 1,5–3 мм.
Выполняя сварку под флюсом, следует обеспечить защиту обратной стороны шва с помощью хорошо подогнанных медных или стальных подкладок. Также допускается применение оставшихся титановых подкладок.
Для работы с титаном подходят бескислородные фторидно-хлоридные флюсы марки «АН-Т» разного назначения. При этом высота слоя флюса должна быть не меньше вылета электрода, а вылет электродной проволоки не должен превышать 20–25 мм. После охлаждения цветного металла ниже +400 °C удаляется шлаковая корка.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварка цветных металлов и их сплавов: новые технологии
Несмотря на кажущуюся простоту, сварка цветных металлов не является простым процессом, осуществляемым по отношению к преобразованию имеющихся элементов. В ходе процесса сварки цветные металлы и сплавы подвергаются воздействию низких температур. Подобная особенность сварки обусловлена повышенным уровнем химической активности цветных металлов в случае контакта с кислородным элементом.

Данная категория металлов характеризуется покрытием пленкой оксидной природы возникновения, чье существование отмечается направленностью на препятствие детальному соединению высокого уровня качества. Посредством обычного нагревания химическая активность задействованных элементов значительно увеличивается, что имеет результатом образование оплавленных краев с одномоментным формированием пленок оксидной природы возникновения.
Следует отметить, что сварку цветных металлов и их сплавов рекомендуется осуществлять в специально созданной среде, для которой характерен почти отсутствующий доступ кислородного элемента.
Подготовительный этап
Перед тем, как приступить к осуществлению сварки, необходимо провести подготовительные работы. В частности, рекомендуется предварительную зачистку места будущей сварки специальной металлической щеткой. Возможно задействование шабера, который обеспечит устранение пленки оксидного происхождения. Затем следует провести очищение поверхности бензином или растворителем, рассчитанным на устранение жирового слоя.
Обязательным условием достижения правильной технологии сварки цветных металлов является размещение процесса в нижней области, а также предварительная фиксация детали, подвергающейся видоизменению. Это поможет достичь выполнение ровного и незаметного шва. Также считается возможным применение дополнительных фиксирующих соединений для осуществления последующей комплексной обварки.
Проводить сварку следует в инертной газовой среде, что будет служить защите сварочной ванны от возможного контакта со средой воздуха. Оптимальным вариантом для достижения поставленной цели является применение азота. Кроме того, возможно вовлечение аргона, гелия или их смеси. Для обеспечения формирования дуги считается целесообразным использование вольфрамовых, угольных и графитовых электродов для сварки цветных металлов.
В случае сварки элементов незначительных размеров, которые не отвечают за выполнение несущей роли конструкции, рекомендуется акцентирование внимания на применении угольных электродов. Для прочих сварочных ситуаций можно обойтись использованием графитовых или вольфрамовых электродов.
Осуществление сварки

Сварочный процесс может осуществляться только в специально организованной среде газов инертной природы возникновения. Обеспечение сварки проводится посредством задействования проволоки.
Детали, подвергающиеся сварки, нужно разместить в специально предназначенных подкладках с предусмотренными канавками. По данным выемкам обеспечивается прохождение инертного газа с целью создания защитного средства для стороны шва, находящейся с обратной стороны по отношению к области воздействия. Подобная мера формируется для нивелирования возможного контактирования с воздушным пространством.
Осуществление сварочного процесса должно сопровождаться нанесением аппаратом сварки цветных металлов тонких сварочных слоев с гарантированием определенной длительности, необходимой для остывания конструкций и отдельных элементов. В результате завершения сварочных работ рекомендуется обеспечить отпуск термического действия по отношению к изготавливаемому изделию с целью устранения остаточного напряжения.
Следует отметить, что такой конструкционный материал, как цинк, в исключительно чистом варианте не задействуется. Основным полем деятельности, в которое он может быть вовлечен, является формирование сплавов и покрытий антикоррозионного характера для деталей из стали и железа.
Также отмечается прямая зависимость между степенью свариваемости элементов с покрытием из цинка и применяемым его количеством. Для гарантирования успешности сварочного процесса рекомендуется формировать газовую среду защитного свойства для нивелирования нежелательных последствий по отношению к области, подвергаемой сварке, и стороне шва, находящейся с обратной стороны изменяемой поверхности. В данном случае предполагается применение исключительно вольфрамовых неплавящихся электродов.
Такой металл, как титан, также отмечается довольно редким применением в сварочном процессе в чистом виде. Чаще всего задействуются сплавы, которые включают в своем составе легирующие элементы. Данный аспект обосновывается высоким уровнем прочности, который достигается посредством такого соединение, что имеет результатом улучшение первоначальных характеристик металла.
Сварочный процесс начинается с непосредственной зачистки необходимого участка с применением механического воздействия или помещения в кислотную среду для устранения сторонних слоев. В качестве очистки механического характера предусматривается использование наждачной бумаги, а также металлических щеток со вспомогательным автоматическим вращательным элементом. Следует отметить, что для достижения стабильности сварочного процесса рекомендуется применение проволоки, которая соответствует марке имеющегося сплава.
Для того, чтобы сварочный процесс был успешен и в дальнейшем не потребовалось совершение сторонних модификаций, следует акцентировать внимание на плотном сжатии деталей, подвергающихся сварке. Подобное условие будет гарантировать отсутствие сторонних веществ, что может сказываться на качестве сварки и отобразиться на прочности сварочного шва.
Сварочный процесс требует использования специально предназначенного оборудования, а также комплекса защитных устройств и средств с целью формирования высокого качества проводимых работ. В частности, для газовой сварки цветных металлов и сплавов необходимо применение баллонов с конкретным газом на основании осуществленного выбора технологического метода.
Кроме того, газовая сварка цветных металлов предусматривается вовлечение в рабочий процесс редукторов понижающего принципа действия, специальных горелок и шлангов. Предполагается обеспечение принудительной вентиляции большой мощности рабочей зоны. Также обязательно следованию правилам личной безопасности.
Интересное видео
Сварка цветных металлов и особенности ее выполнения
Цветные металлы сейчас очень широко используются в быту, а также в различных отраслях промышленности. Постоянно растут объемы их применения, однако данные материалы не просто обрабатывать и плавить. Сварка цветных металлов и их сплавов требует особых методов и технологий, защищающих поверхности от избыточного нагрева и негативного влияния веществ окружающей среды.
При выполнении работ следует обращать внимание на качество обработки сварного шва, поскольку оксидная пленка и шлаки повышают риск возникновения коррозии в будущем. Выбирая способ сварки и сопутствующее оборудование, необходимо также учитывать ряд отличий, характерных для каждого металла.
Отличительные особенности
Медь, алюминий и магний очень быстро остывают, по этой причине для выполнения сварки необходим источник энергии повышенной мощности, а также дополнительный прогрев изделий. У сплавов различные компоненты могут иметь разную температуру плавления, вследствие чего появляется опасность испарения более легких веществ. Этого можно избежать, если сварка проводится быстро.
Цветные металлы отличаются высоким сродством к кислороду, часть из них даже используется в качестве раскислителей. Образовавшиеся в результате плавки окислы являются более тугоплавкими соединениями, они засоряют сварочный шов, а при уменьшении температуры плавления на обработанной поверхности могут появляться трещины. Это негативно сказывается на механических свойствах соединения, поэтому сварка цветных металлов, часто проводится под слоем флюса, который снижает влияние кислорода воздуха.
Хрупкость и непрочность ряда сплавов приводит к тому, что они начинают разрушаться при легком ударе или даже без какого-либо внешнего воздействия, а тяжелые металлы иногда проваливают собственным весом сварочные ванны. Проводя работы с ними, следует действовать очень аккуратно.
к меню ↑Сварка алюминия
Для сварки алюминия и его сплавов используют угольные электроды, если толщина образца не превышает 20 мм. Пристальное внимание следует уделять технике выполнения шва — угол между присадочной проволокой и электродом должен составлять около 90°, а подачу присадки необходимо делать быстрыми возвратно-поступательными движениями. Работы проводят справа налево, это помогает избежать перегрева металла. Такой же метод обработки применяют для заварки дефектов, причем для изделий менее 2 мм в разрезе проволока не нужна.
Дуговая сварка проводится в среде защитных инертных газов и подразумевает использование плавящихся или неплавящихся электродов. Работы проводятся под постоянным током обратной полярности. Если поперечный размер листа составляет не более 6-8 мм, его предварительно разогревают до 200°С, при 8-16 мм — до 400°С. Производительность процесса повышается, если применяется трехфазная дуга.
Сварка алюминия аргоном осуществляется только с газом первого или высшего сорта, при этом материалом электрода служит вольфрам. Разделение кромок проводят при толщине металла более 4 мм. Силу тока устанавливают амперах в 50 раз больше, чем толщина листа (менее 4 мм) и в 35-40 раз больше (более 4 мм).
к меню ↑Обработка титана и его сплавов
Главные особенности титана и его сплавов — высокое сродство с кислородом и появление трещин при остывании металла до 100°С. На пластичности этого материала влияет не только присутствие кислорода воздуха, но и азота. Для получения качественного сварного шва работы проводятся в герметичных камерах, причем только с аргоном высшего сорта. При этом используют постоянный ток прямой полярности.
к меню ↑Технология сварки меди
Для обработки меди и медных сплавов обычно применяют дуговую, газовую или электронно-лучевую сварку. При ручной сварке изделий небольшой толщины (не более 2 мм) используются постоянные токи обратной полярности. В качестве инертного газа можно выбирать аргон или гелий, причем только высшего качества. Иногда используют азот особой чистоты, а также его смеси с гелием и аргоном. Азот в этом отношении считается более эффективным, поскольку тепловой КПД дуги будет выше, однако ниже ее устойчивость горения.
Роль присадочного материала может выполнять проволока из меди и сплавов, близких по своему составу к основному металлу, но с повышенным содержанием элементов, которые являются раскислителями. Работы проводят с использованием короткой дуги, ее удлинение может ухудшить образование шва и увеличить разбрызгивание. Рекомендуют делать возвратно-поступательные движения электродов, избегая поперечных колебаний. Следует учитывать, что электро- и теплопроводность шва снижаются при сохранении его прочности.
к меню ↑Никель и особенности его обработки
Сварка никеля также может сопровождаться появлением пор и трещин в области шва. Для того чтобы предотвратить их образование, в металл вводятся магний или марганец. Как правило, для работ используется постоянный ток обратной полярности и металлические электроды. Если возникает необходимость в проведении аргонодуговой сварки, в состав свариваемого образца включают такие элементы как ниобий, кремний и алюминий.
к меню ↑Работы с магнием
Сварка магния и его сплавов проводится с аргоном или гелием, при этом используют переменный ток, который разрушает оксидную пленку благодаря катодному распылению в периоды обратной полярности. Защитный инертный газ снижает негативное влияние окружающей атмосферы. Работы проводят с полным плавлением кромок, используя прокладки из металлов с небольшой теплопроводностью. При обработке изделий толщиной более 10 мм целесообразнее выбирать трехфазную сварку.
к меню ↑Сочетания разнородных металлов
Такие сочетания материалов, как алюминий и нержавеющая сталь, медь и алюминий, титан и нержавеющая сталь, характеризуются ограниченной взаимной растворимостью и образованием в зоне их контакта хрупких соединений. Сварка разнородных металлов часто сопровождается диффузными процессами, снижающими качество шва. В некоторых случаях различные материалы сваривают плавлением, используя промежуточный металл, который также является барьерным слоем.
Для создания ряда конструкций применяют формирование сварного шва методом его оплавления импульсным электронным лучом, а также используют концентрированные источники тепловой энергии. В процессе сварки давлением происходит пластическая деформация изделий в зоне контакта. Необходимо следить за тем, чтобы образование соединения завершалось схватыванием контактных поверхностей. Это происходит при малой длительности сварки или при невысокой температуре, когда диффузные процессы прекращаются.
Сварка черных металлов c нержавеющей сталью проводится в аргоновой среде. Инертный газ помогает избежать окисления и азотирования, в противном случае зона контакта разнородных материалов становится ненадежной и хрупкой, по этой причине сварной шов может разрушаться. Работы с аргоном можно проводить даже при очень высокой температуре, он не участвует в химических реакциях и хорошо вытесняет воздух. Его применяют не только для ручной сварки, но и для автоматической и полуавтоматической. Вольфрамовый электрод размещают под углом около 90° относительно рабочей поверхности, что позволяет получить наиболее качественный шов.
Похожие статьиТехнология и особенности газовой сварки цветных металлов
Главные особенности сварки цветных металлов? Газовая сварка цветных металлов широко применяется в быту при выполнении различных ремонтных работ. Но многие люди, пытаясь самостоятельно сварить изделие из цветного металла, сталкиваются с трудностями. Это связано с тем, что цветные металлы по своим физико-химическим свойствам отличаются от стали и чугуна, и технологии соединения металла, применяемые для черных металлов не подходят для изделий из цветного металла.Газовой сварке, при желании, может научиться каждый
Какие же есть особенности у цветных металлов?
- Во-первых, это температура плавления. У меди, олова, латуни, бронзы, алюминия она гораздо ниже, чем у стали и чугуна. При чрезмерно высокой температуре металл не только растекается, но и начинает испаряться.
- Во-вторых, теплоемкость цветных металлов очень высока. Поэтому изделия перед сваркой необходимо нагревать, повышая и поддерживая тепловой режим.
- В-третьих, цветные металлы при нагревании активно окисляются и впитывают газы. Это приводит к загрязнению сварочной ванны, расплескиванию металла и образованию пор. Механические свойства шва, его прочность и внешний вид значительно ухудшаются.
- В-четвертых, цветные металлы сильно расширяются при нагревании и дают большую литейную усадку. Результат – внутренние деформации, трещины в швах, большие остаточные напряжения.
Принцип работы газовой сварки и необходимое оборудование.
Газовая сварка – сварка, при которой нагрев и плавление металла происходят с помощью пламени от сгорания газов. Для сварки могут применяться различные газы: кислород, ацетилен, пропан, бутан, аргон и их смеси. Наиболее распространенными являются ацетилен-кислородная и пропано-бутан-кислородная смеси.
Для производства сварочных работ необходимо специальное оборудование: ацетиленовый генератор (аппарат для получения ацетилена путем взаимодействия карбида кальция с водой) или баллоны с горючим газом, редукторы для кислорода и рабочего газа, горелка с набором наконечников, шланги для подачи газа в горелку, сменные сопла для газовой сварки, флюсы и присадочные прутки.
Так же на сварочном посту есть и общее оборудование – сварочный стол, сборочные и удерживающие приспособления, набор инструментов. И, конечно же, мощная вентиляционная установка. Испарения цветных металлов и газов очень вредны для здоровья, так что на этом пункте экономить не следует. Так же, как и при выполнении любых других сварочных работ, не стоит забывать о средствах индивидуальной защиты: одежда, закрывающая все тело, рукавицы, очки с черными стеклами или маска, респираторы.
При газовой сварке, используется большой ассортимент смесей
Подготавливаем детали к сварке.
Правила подготовки деталей к газовой сварке почти не отличаются от ручной дуговой или полуавтоматической сварки. Детали должны быть чистыми, без следов масла, копоти, грязи, формовочной смеси. Поверхность под работу – ровная, без зазубрин, ям, бугров. Рекомендуем следующий порядок действий:
- Зачистка кромок и сопряженных поверхностей (можно использовать и механический, и химический способ).
- Сборка деталей и их закрепление (лучше всего это делать в кондукторе – специальном приспособлении, которое обеспечит ровную установку и не позволит деталям разойтись в процессе соединения).
- Сделать прихватки (если металл тонкий, то не больше 5 мм, с интервалом в 70-100 мм; если металл толстый, то не более 20 мм с интервалом 400 мм.)
- Установить угол детали. Лучше всего располагать детали под углом 7-10 градусов к поверхности стола. Это обеспечит равномерное заполнение кромок расплавленным металлом.
Свариваем детали.
Для сварки различных металлов используются разные технологии. Газовая сварка меди, например, производится под флюсом, который нужно добавлять в процессе работы на присадочный пруток и в сварочную ванну.
Технология сварки латуни схожа со сваркой меди. Разница лишь в проковке шва: она зависит не от температуры, а от содержания цинка. Если цинка меньше 46%, то делают холодную проковку, если от 40, то используется проковка при температуре 650 градусов. Газовая сварка латуни дает огромное количество испарений цинка, крайне вредных для здоровья. Необходимо защищать органы дыхания респираторами, а еще лучше – сделать бездымный процесс (мощная вентиляция в столе, над столом, или помещение детали в спец. камеру).
Бронзу можно так же сваривать с помощью газа, но не всю. Главным образом так сваривают оловянную бронзу. Кремнистые и алюминиевые бронзы варят аргоном и ручным дуговым способом.
Газовая сварка применяется и при работе с алюминием. Он сваривается в среде аргона с использованием присадочных прутков. Аргоновая сварка – один из самых дорогих видов сварки. Это обусловлено высокой стоимостью и значительным потреблением аргона.
Каждый газосварщик должен, знать принцип работы своего оборудования
Варить цветные металлы лучше всего встык. Тавровые швы и сварку внахлест лучше не делать, так как в этом случае сложнее удалять шлаки и окислившиеся оксиды. Убрать оксидные прослойки можно проковкой шва. Так же нужно обеспечить плавное остывание изделия. Для этого можно накрыть изделие изоляционным материалом, либо поместить его в специальную печь. Не допускайте сквозняков и резких скачков температуры.
Контролируем качество.
Качественными считаются швы, которые:
- Удовлетворяют требованиям стандартов и технологической документации
- Не имеют видимых изъянов (пор, трещин, окалины, посторонних включений).
Проверка качества шва может осуществляться разными способами. Самый простой – это визуальный осмотр. Крупные дефекты: поры, трещины, оксидные пленки будут видны.
Для более точного контроля можно использовать специальные приборы: рентген, дефектоскоп. Они покажут, если ли внутренние трещины шва и непровары, которые могут ослабить шов.
Во многих деталях очень важна герметичность. Проверить швы на непроницаемость можно с помощью керосина. Швы проливаются керосином с одной стороны и выдерживаются некоторое время (от 20 минут до часа). Керосин очень гигроскопичен. И если в шве есть хотя бы мельчайшие поры, непровары, трещинки, он пройдет сквозь шов и на обратной стороне детали образуются видимые пятна.
Сваривать цветные металлы несложно, если соблюдать технологию и учитывать их особенные свойства. А применение газовой сварки цветных металлов почти безгранично, так что этот способ может стать хорошим выбором для проведения ремонтных работ, либо изготовления изделий.
Технологические особенности сварки сталей, чугунов и цветных металлов
Содержание страницы
1. Сварка углеродистых и легированных сталей
Низкоуглеродистые и низколегированные стали обладают хорошей свариваемостью и соединяются большинством способов сварки без особых трудностей.
Углеродистые и легированные стали, с содержанием углерода более 0,3% при типовых режимах сварки, претерпевают закалку в з. т. в. (вероятность образования трещин).
Для обеспечения хорошей свариваемости при дуговой сварке этих сталей рекомендуются следующие технологические мероприятия:
- предварительный и последующий подогрев заготовок до температуры 100 – 300оС в целях замедленного охлаждения и исключения закалки з. т. в.
- прокалка электродов, флюсов при температуре 400 – 450оС в течение 3 часов и осушение защитных для предупреждения попадания водорода в металл сварного соединения;
- низкий или высокий отпуск сварных соединений сразу после окончания сварки в целях повышения пластичности закалочных структур и выделения водорода.
2. Сварка высоколегированных коррозионностойких сталей
Коррозионная стойкость стали обеспечивается содержанием более 12% Сr, а содержание 8% Ni стабилизирует аустенитную структуру и сохраняет её при нормальных температурах (сталь 10Х18Н9Т и др.). при сварке этих сталей на режимах, обуславливающих продолжительное пребывание металла в области температур 500 – 800о С, возможна потеря коррозионной стойкости металлом и з. т. в. Причиной этого является образования карбидов хрома на границах зёрен и обеднение приграничных участков зёрен хромом. В результате металл сварного соединения становится склонным к так называемой межкристаллитной коррозии рис. 1.

Рис. 1. Межкристаллитная коррозия стали
При дуговой сварке для предупреждения межкристаллитной коррозии сварных соединений рекомендуется:
- сварка на малых погонных энергиях (q/v, Дж/см) с применением теплоотводящих медных подкладок;
- термическая обработка после сварки – нагрев до Т = 1100оС и закалка в воде.
При нагреве происходит растворение карбидов, а закалка фиксирует чисто аустенитную структуру.
При дуговой сварке аустенитных сталей возможно образование в сварных швах горячих трещин. Для предупреждения их рекомендуется вводить в сварочные материалы (электроды, проволоку) легирующие элементы Si, Al, Mo, Mn и другие способствующие измельчению зерна, и снижать содержание вредных примесей. Аустенитные стали, хорошо, свариваются контактной сваркой.
Для обеспечения герметичности тройников, которые ранее производились из двух труб с фасонными вырезами и сваркой встык, была внедрена в производство новая технология – холодная вытяжка кромки фасонного отверстия основной трубы тройника. К образующейся после вытяжки цилиндрической отбортовки приваривается боковая труба на станке контактной сварки. Таким образом, было получено изделие по принципиально новой технологии с герметичным сварным швом (рис. 2).


Рис. 2. Контактная сварка нержавеющей стали
3. Сварка чугуна
Чугун относится к категории плохо сваривающихся сплавов. Его сваривают при исправлении дефектов в отливках и ремонте деталей. Дуговая сварка чугуна чугунными электродами и с покрытиями не обеспечивает хорошего качества сварных соединений. Металл шва получает структуру белого чугуна, а зона термического влияния закаливается.
Горячую сварку чугуна выполняют с предварительным подогревом свариваемых деталей до температуры 400 – 700оС. Сваривают чугунными электродами (диаметром 8 – 25 мм) со стабилизирующей или специальной обмазкой. Сваренные детали охлаждают вместе с печью. Однако горячая сварка – дорогой и трудоёмкий процесс. Её применяют для ремонта уникальных деталей. Горячую сварку также выполняют науглероживающим газовым пламенем с флюсом на основе буры (Na2B4О7).
При холодной сварке чугун сваривают без подогрева стальными, медножелезными, медноникелевыми электродами и электродами из аустенитного чугуна. Стальные электроды применяют со стабилизирующей или качественной обмазкой. Стальные электроды не исключают отбел и закалочных структур, но они просты и обеспечивают мягкий хорошо обрабатываемый шов. Наибольшее применение имеют медно-железные электроды, как более дешёвые и обеспечивающие достаточную прочность металла шва. На рис. 3.изображён рабочий момент сварки чугуна.

Рис. 3. Холодная сварка чугуна медно-железным электродом
Сварка медно-железными электродами обеспечивает достаточные пластичность и плотность шва; ее широко применяют для заварки трещин в блоках цилиндров. Наиболее широко используемые электроды — ОЗЧ-1 и МНЧ-1. Электрод состоит из медного стержня и основного покрытия, в состав которого входит 50 % железного порошка. При сварке используют постоянный ток обратной полярности. Сварку ведут участками длиной 30…50 мм с тщательной проковкой каждого слоя.
4. Сварка меди и её сплавов
На свариваемость меди большое влияние оказывает содержащиеся в ней вредные примеси (О2, Н2, Вi, Рb и др.). Кислород, находящийся в меди в виде оксида Сu2О, является одной из причин образования горячих трещин в сварных швах. Выделение водорода при затвердевании сварочной ванны
может привести к образованию газовой пористости (водородная хрупкость). Она может привести к образованию трещин в твёрдом металле в процессе охлаждения.
Для предотвращения указанных дефектов при дуговой сварке меди рекомендуются:
- сварка в атмосфере защитных газов;
- применение сварочной и присадочной проволок, содержащих сильные раскислители (титан, цирконий, бор, фосфор, кремний и др.).
Поскольку медь обладает, высокой теплопроводностью сварку её, выполняют на повышенной погонной энергии, с предварительным подогревом до 300оС. Сварку выполняют с флюсом на основе буры.
Основная трудность при сварке латуней – испарения цинка. В результате снижается прочность и коррозионная стойкость латунных швов. Пары цинка ядовиты. При сварке в защитных газах преимущественно применяют сварку неплавящимся вольфрамовым электродом (рис. 4, рис. 5, рис. 6), так как при этом меньше испаряется цинк. Латунь обладает меньшей теплопроводностью, чем медь, поэтому для металла толщиной свыше 12 мм необходим подогрев до Т = 150оС.
Для сварки бронзы применяют те же способы и технологию, что и для сварки меди, за исключением оловянных бронз. Их сваривают с большой скоростью и без подогрева, так как в противном случае возможно вплавление легкоплавкой составляющей – олова.
Латуни и бронзы имеют высокое удельное электросопротивление, чем медь, и они достаточно хорошо свариваются контактной сваркой.
Медь контактной сваркой не сваривается.

Рис. 4. Сварка медных труб

Рис. 5. Сварка вольфрамовым электродом
Сварку меди неплавящимся вольфрамовым электродом осуществляют на постоянном токе прямой полярности; используют электрод из лантанированного вольфрама, который обладает удовлетворительной устойчивостью в защитных газах, в том числе, и в азоте особой чистоты. При сварке электрод располагают строго в плоскости стыка, наклон электрода 60—80о «углом назад». При сварке меди толщиной более 4—5 мм рекомендуется, подогрев до 300—400 0С.

Рис. 6. Сварка в защитном газе (аргон)
5. Сварка алюминия и его сплавов
(рис. 7, рис. 8). Трудности при сварке алюминия и его сплавов обусловлены образованием тонкой прочной и тугоплавкой поверхностной плёнки оксида Al2O3, плавящегося при температуре 2050оС; склонностью к образованию газовой пористости; склонностью к образованию горячих трещин.
Плёнка оксида. Для разрушения и удаления плёнки и защиты металла от повторного окисления при сварке используют специальные флюсы или ведут сварку в атмосфере инертных газов. Сварку ведут плавящимся электродом на постоянном токе обратной полярности или сваривают неплавящимся электродом на переменном токе с использованием специальных источников тока.
Причиной газовой пористости в сварных швах алюминия является водород. Для предупреждения пористости необходима тщательная механическая очистка свариваемой поверхности заготовок и сварочной проволоки или химическая очистка (например, раствором NaОН).
Образования горячих трещин в алюминии и некоторых его сплавов связано с крупнокристаллитной макроструктурой в сварных швах. Склонность к трещинам увеличивается при наличии небольшого количества Si (до 0,5%). Борьба с горячими трещинами ведётся металлургическим путём. В шов через проволоку вводят железо, нейтрализующий вредное влияние кремния, и модификаторы Zr, Ti, и В, способствующие измельчению кристаллов в шве.
Наиболее трудно свариваются термически упрочняемые сплавы системы – дуралюмины. Относительно хорошо свариваются термически не упрочняемые сплавы системы АМц, АМг.
Алюминий и его сплавы также сваривают плазменной и электрошлаковой сваркой; они достаточно хорошо свариваются контактной сваркой. Учитывая высокую теплопроводность и электропроводность алюминия, для его сварки необходимо применять большие силы тока.


Рис. 7. Аргонная сварка алюминиевых сплавов


Рис. 8. Установка для автоматической аргонодуговой сварки продольных и кольцевых швов обечаек из алюминиевых сплавов
Материалы и сварочная проволока. Спектр алюминиевых сплавов сегодня весьма широк. Что касается алюминиевой проволоки, общим требованием является ее своевременное использование. Хранение при вскрытой упаковке должно быть сведено к минимуму: быстрое окисление поверхности ведет к ухудшению качества проволоки. Особенно сильно вредит проволоке высокая влажность воздуха. Место будущего сварного шва должно быть тщательно очищено от жирных, масляных и других загрязнений. Это должно быть сделано непосредственно перед сваркой. За очень короткое время алюминий покрывается слоем оксида алюминия (Al2O3). Этот оксидный слой удаляется посредством очищающего эффекта сварки (при положительной поляризации).
Защитные газы для сварки. Алюминиевые материалы должны свариваться в среде защитных инертных газов. В основном для этого применяется аргон. Но предпочтительнее использовать газовую смесь аргона и гелия. Более высокий показатель теплопроводности гелия определяет соответственно и более высокую температуру сварочной ванны, что оказывается преимуществом при сварке толстых металлических листов. Применение смеси защитных газов способствует более полному газовыделению – образование пор уменьшается.
6. Сварка тугоплавких металлов и сплавов
Трудности при сварке тугоплавких металлов Ti, Zr, Mo, Ni других связаны с тем, что они при нагреве интенсивно поглощают газы – кислород, водород и азот. При этом даже незначительное содержание газов приводит к резкому снижению пластических свойств этих металлов.
Титан и его сплавы сваривают в защитной атмосфере аргона высшего сорта. При этом дополнительно защищают струями 1 и 2 аргона корень шва и ещё не остывший до температуры 350оС участок 3 (рис. 9, рис. 10). Перед сваркой проволоку, и основной металл дегазируют путём отжига в вакууме. Ответственные узлы сваривают в камерах с контролируемой аргонной атмосферой, в том числе и обитаемых, в которых сварщики работают в скафандрах (рис. 11).
Для сварки титана и его сплавов также применяют плазменную и электронно-лучевую сварку.

Рис. 9. Горелка с удлинённой насадкой для аргонодуговой сварки

Рис. 10. Аргонодуговая сварка титана

Рис. 11. Сварка титана в специальной камере
Просмотров: 418
Сварка черных и цветных металлов
Содержание страницы
1. Сварка сталей
Сварка малоуглеродистых сталей. Малоуглеродистые стали с содержанием углерода до 0,25 % хорошо свариваются и не требуют нагрева до, в течение и после сварки. Для повышения производительности сварку ведут на максимально допустимых режимах. Сварные соединения легко обрабатываются режущим инструментом.
Сварка углеродистых сталей. При сварке среднеуглеродистых сталей возможно образование трещин как в основном, так и в наплавленном металле. Необходим предварительный подогрев изделия перед сваркой до температуры 200…350 °С. После сварки изделие помещают в печь, нагревают его до 675…700 °С и медленно охлаждают вместе с печью до 100…150 °С. Завершают охлаждение изделия на воздухе. Для сварки используют электроды марок УОНИ-13/45, УОНИ-13/55, К-5А, УП-1/45, ОЗС-2, УП-2/45, ВСП-1, МР-1, ОСЗ-4 и др. Сварку электродами УОНИ-13, ОЗС-2, ВСП-3 выполняют на постоянном токе обратной полярности. Используя электроды ВСП-1, МГ-1, ОЗС-4, К-5А, можно производить сварку как на постоянном, так и переменном токах.
Технология сварки высокоуглеродистых сталей включает обязательный предварительный подогрев до 350…400 °С, иногда сопутствующий подогрев и последующую термическую обработку. Сварку производят узкими валиками и небольшими участками. Сварку при температуре окружающей среды ниже плюс 5 °С и на сквозняках производить нельзя.
Сварка легированных сталей. Легированные стали классифицируют на три группы: низколегированные – с содержанием легирующих элементов до 2,5 %; легированные – от 2,5 до 10 % легирующих элементов; высоколегированные – более 10 % легирующих элементов.
Перед сваркой легированных сталей кромки тщательно очищают от окалины, пыли, грязи, шлака, а также удаляют влагу с поверхности металла подогревая кромки газовой горелкой до температуры 110…120 °С.
Перед сваркой, для предупреждения появления трещин, необходим предварительный подогрев изделия до температуры 100…350 °С.
Для исключения закалки основного металла применяют многопроходную сварку швами одинакового сечения, а также метод отжигающих валиков.
Низколегированные стали. Стали типа 15ХСНД при сварке склонны образовывать закалочные структуры. Для предупреждения перегрева и образования закалочных структур применяют многослойную сварку с большим интервалом времени между наложением слоев. Сварку изделий толщиной более 2 мм производят электродами УОНИ-13/55, УОНИ-13/65 на постоянном токе обратной полярности.
Изделия толщиной более 15 мм после сварки подвергают высокотемпературному отпуску при температуре 550…650 °С.
Хромокремнемарганцовистые стали 20ХГСА, 25ХГСА, 30ХГСА и 35ХГСА относятся к низколегированным конструкционным сталям повышенной прочности. При сварке они образуют закалочные структуры. В зависимости от толщины металла применяют однослойную и многослойную сварку с малыми интервалами времени между наложением слоев. Для сварки применяют электроды со стержнями Св-18ХГС, Св-18ХМА или низкоуглеродистую проволоку Св-08А. Марки покрытий электродов: НИАТ-3М, ЦЛ-18-63, ЦЛ-30-63, ЦЛ-14, УОНИ-13/85. После сварки изделия из стали 25ХГСА, нагревают до температуры 650…880 °С с выдержкой из расчета 1 ч на каждые 25 мм толщины, после чего охлаждают на воздухе или в горячей воде.
Среднелегированные стали. Стали 12М, 12ХМ, 15ХМ, 20ХМ предназначены для изготовления деталей, работающих в условиях высоких температур (400…600 °С) и при давлении газа или пара до 30,0 МПа (трубчатые элементы паровых котлов, элементы нефтеперегонной и химической аппаратуры и т. п.). Эти стали имеют склонность к образованию трещин в зоне термического влияния. Перед сваркой необходим предварительный подогрев до температуры 200…300 °С. После сварки производят отпуск (нагрев изделия до 710 °С, выдержка при этой температуре из расчета 5 мин на каждый миллиметр толщины металла с последующим медленным охлаждением).
Для сварки применяют электроды ЦУ-2МХ, ЦЛ-38, ЗИО-20, УОНИ- 13ХМ. Сварку производят на постоянном токе обратной полярности.
Высоколегированные стали. Стали типа Х18Н9, Х18Н9Т, применяют в химическом и пищевом машиностроении. Эти стали имеют высокие прочность, вязкость и пластичность. Из-за пониженной электропроводности и теплопроводности возможны значительные коробления и межкристаллитная коррозия. Для сварки применяют электроды ЗИО-3, ОЗЛ-8, ЦЛ-11, ЦТ-1 и др. Сварку ведут на постоянном токе обратной полярности, применяя медные подкладки или ускоренное охлаждение швов водой или сжатым воздухом.
Стали типа Х25Н12 и Х25Н20 относятся к окалиностойким сталям, применяющимся при изготовлении трубопроводов, деталей турбин, котлов высокого давления, химической аппаратуры и др. Они имеют повышенное сопротивление коррозии и выдерживают длительные нагрузки при высоких температурах. Эти стали имеют склонность к образованию горячих трещин. Сварку ведут на постоянном токе обратной полярности электродами ЦЛ-25, ОЗЛ-4, ОЗЛ-9А, ГС-1, ОЗЛ-5 и ЦТ-17.
После сварки для снятия напряжений производят высокотемпературный отпуск при температуре 650 °С.
Хромистые стали Х6СМ, 4Х9С2, 15Х5М, Х5МФ, 12X13 с содержанием хрома 4…14 % применяют для изготовления конструкций повышенной прочности, работающих в агрессивной среде (аппаратура нефтеперерабатывающей промышленности). Стали 15X28, 1X17Ю5 с содержанием хрома 18…30 % хорошо сопротивляются окислению при высоких температурах.
Стали имеют склонность к закаливанию на воздухе с образованием мартенситной структуры и росту зерен в зоне термического влияния, что составляет основные трудности при сварке.
Перед сваркой производят предварительный подогрев до температуры 200…400 °С. После сварки изделие охлаждают на воздухе до температуры 150…200 °С. В завершение производят высокотемпературный отпуск: нагрев в печи до 720…750 °С с минимальной выдержкой 1 ч или из расчета 5 мин на 1 мм толщины металла, с последующим охлаждением на спокойном воздухе.
Стали с содержанием хрома 7…10 % выдерживают в печи из расчета 10 мин на 1 мм толщины металла. Сварку производят на постоянном токе обратной полярности электродами ЦЛ-17-63, СЛ-16, УОНИ-13/85 и др.
Высокомарганцовистые стали типа 110Г13Л, содержат 11…16 % марганца. Стали имеют высокую износостойкость и предназначены для изготовления железнодорожных крестовин, зубьев экскаватора, ковшей землечерпалок и других деталей. Для сварки применяют никелемарганцовистые электроды: содержащие 4…4,5 % никеля, 11…13 % марганца и 0,6…1,0 % углерода. Стержни имеют покрытия основного типа: коррозионно-стойкие, низкоуглеродистые и покрытия с содержанием до 60…65 % феррохрома. Сварку стали производят в закаленном состоянии на постоянном токе обратной полярности.
Инструментальные стали P18, Р9 и их заменители ХВГ, 9ХВГ, 9ХС предназначены для изготовления режущего инструмента. Электродуговую сварку применяют при изготовлении режущего инструмента для приварки пластин быстрорежущей стали к державкам из поделочной стали, а также для наплавки быстрорежущей стали или ее заменителей на заготовку из углеродистой стали.
Наплавку ведут в один прием, не прерывая по мере оплавления. После наплавки инструмент отжигают, затем подвергают механической обработке, последующей закалке и трехкратному отпуску. По завершении твердость наплавленного металла достигает HRC 61…64.
2. Сварка чугуна
Сваркой исправляют чугунное литье до процесса и в процессе механической обработки. При восстановлении деталей из чугуна сварку применяют для устранения трещин, пробоин и изломов.
По свариваемости чугун относится к группе плохо свариваемых металлов. Это обусловлено высоким содержанием в нем более 2 % углерода, 1,6…2,0 % кремния, 0,5…1,2 % марганца, до 0,12 % серы, до 0,8 % фосфора и быстрой скоростью охлаждения.
Причины, затрудняющие сварку чугуна:
- образование карбидов железа (отбеливание чугуна) в месте сварки, отличающихся высокой твердостью и не поддающихся механической обработке обычным режущим инструментом;
- низкая пластичность, вызывающая при неравномерном нагреве трещины в зоне сварки;
- отсутствие пластического состояния при переходе из твердого состояния в жидкое, вследствие чего невозможно выполнение горизонтальных, вертикальных и потолочных швов;
- образование пористости за счет большого количества окиси углерода и быстрого затвердевания расплавленного металла;
- образование пленки окислов кремния на поверхности ванны, имеющих высокую температуру плавления.
Чугунные детали после эксплуатации в условиях высоких температур, плохо свариваются, так как углерод и кремний окисляются и чугун становится хрупким. Плохо свариваются чугунные детали, длительное время контактировавшие с маслом и керосином. При сварке масло и керосин сгорают и образовавшиеся газы являются причиной сплошной пористости сварочного шва.
Способы сварки чугуна. Различают три способа сварки чугуна: холодный, полугорячий и горячий. Холодную сварку чугуна ведут без подогрева изделия, полугорячую – с полным или местным подогревом до температуры 300…400 °С, горячую – с полным нагревом до температуры 600…800 °С.
Холодная сварка. Качество сварного соединения зависит от технологических и металлургических факторов. Технологическими факторами являются: сила сварочного тока, напряжение дуги и скорость сварки, металлургическими – графитизация, удаление углерода и карбидообразование. Не допускается отбеливание чугуна и закалка сварочного шва.
Сварку проводят на щадящих режимах при силе тока 90…120 А, электродами малого диаметра (3 мм), короткими валиками (длиной 40…50 мм) с последующим охлаждением каждого валика до температуры 330…340 °С. Это приводит к снижению доли основного металла в металле шва и сварочных напряжений, которые дополнительно снижают проковкой валиков шва сразу же после окончания сварки.
В состав сварочных материалов вводят углерод, кремний, алюминий, титан, никель, медь, которые способствуют более полному процессу графитизации, т. е. чтобы углерода в связанном состоянии осталось минимальное количество. В результате получают более мягкую перлитно-ферритную структуру.
При введении вольфрама, хрома, ванадия, молибдена, последние связывают углерод в труднорастворимые карбиды.
Холодную сварку ведут электродами: стальными, стальными со специальными покрытиями (с карбидообразующими элементами в покрытии, с защитно-легирующими покрытиями, с окислительными покрытиями), стальными с применением шпилек, чугунными, комбинированными, медными, из монельметалла, из никелевого аустенитного чугуна.
Сварка стальными электродами без специальных покрытий. Применяется при ремонте неответственных чугунных деталей небольших размеров с малым объемом наплавки. Сварное соединение имеет неоднородную структуру, недостаточную плотность и низкую прочность.
Трещины в чугунной детали заваривают многослойной наплавкой – методом отжигающих валиков, который позволяет избежать образования трещин в сварочном шве. Метод отжигающих валиков был предложен в конце 50-х годов прошлого столетия изобретателем Л. И. Вититловым, что позволило существенно расширить область использования стальных электродов.
Вдоль трещины производят V-образную разделку кромок (рис. 1, а). Вначале на одну из кромок вразброс наносят короткими участками длиной 15…25 мм (рис. 1, б) подготовительные 1…3 и отжигающие 4 и 5 валики (рис. 1, в), затем на другую кромку – соответственно валики 6…10, не соединяя их.
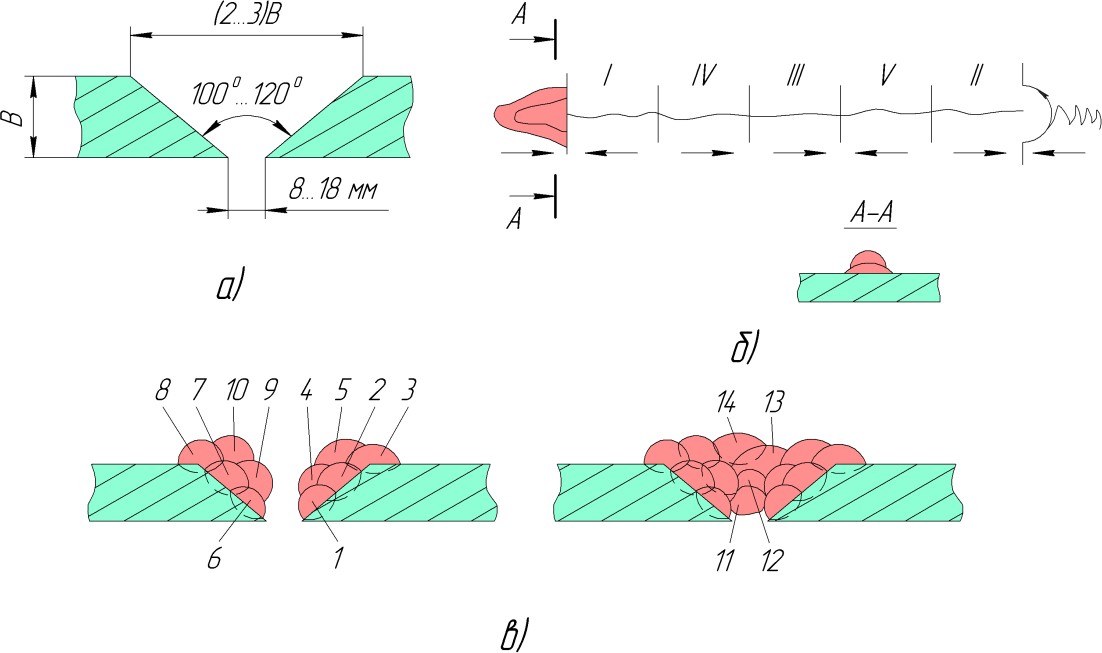
Рис. 1. Схема метода отжигающих валиков: 1…3, 6…8 – подготовительные валики; 4, 5, 9 и 10 – отжигающие валики; 11…14 – соединительные валики
При наложении отжигающего валика на подготовительный, последний больше прогревается и впоследствии остывает с меньшей скоростью. Значительная доля цементита распадается, выделяется графит, а в закаленной части шва происходит частичный отпуск и нормализация. Благодаря подготовительному валику отжигающий валик меньше подвержен закалке, в итоге значительно снижается твердость всего шва и частично снимаются остаточные напряжения.
Валики наплавляют высотой 4…5 мм, покрывая предыдущий на 60…70 %. После наложения валиков по всей длине трещины, деталь охлаждают до температуры 70…80 °С, после чего заваривают вразброс промежутки между ними соединительными валиками 11…14.
Метод позволяет снизить твердость сварочного шва на HRC 20…25, по сравнению со сваркой без отжигающих валиков, что позволяет обрабатывать его механической обработкой резанием. Прочность и плотность шва при этом удовлетворительные.
Сварка электродами с защитно-легирующими покрытиями. Перед сваркой выполняют Vили Xобразную разделку кромок. Для равномерного разогрева детали сваривают отдельными участками вразбивку. Длина отдельных участков наплавленного сварного шва не более 100…120 мм. После наплавки каждого участка шов остужают до температуры 60…80 °С. Наилучшие результаты получают при сварке электродами с покрытиями УОНИ-13/45, на постоянном токе обратной полярности. Сварку электродами с покрытиями ОММ-5 и К-5 выполняют как на постоянном, так и на переменном токе.
Сварка с использованием шпилек и скоб. Применяется при восстановлении ответственных деталей (гидравлические и пневматические цилиндры, станины прессов, станков и др.), работающих при значительных нагрузках и требующих после сварки обработки.
Необходима специальная подготовка изделий под сварку. При толщине деталей более 5 мм производят разделку кромок под углом 45°. В подготовленных кромках просверливают отверстия, нарезают резьбу и ввертывают стальные шпильки. Шпильки располагают в шахматном порядке (рис. 2).

Рис. 2. Подготовка чугунных деталей под сварку с помощью шпилек
При толщине деталей до 10 мм диаметр шпилек не более 6 мм. При большей толщине свариваемых деталей диаметр шпилек выбирают по табл. 1.
Таблица 1. Диаметр шпилек в зависимости от толщины свариваемых чугунных изделий
| Толщина изделия, мм | Диаметр шпильки, мм | Расстояние между шпильками, мм | ||
| поперек детали, l | вдоль детали, l1 | |||
| 10…20 | 10 | 40…60 | 5…10 | |
| 20…25 | 12 | 48…50 | 10…12 | |
| 25…30 | 14 | 50…56 | 12…15 | |
| ≥ 30 | 16 | 50…80 | 15…20 | |
В этом случае в разделку устанавливают шпильки большего, а около разделки меньшего диаметра.
Сварку производят электродами типов Э42, Э42А, Э50 и Э50А на постоянном или переменном токе. Вначале обваривают шпильки кольцевыми швами, затем заплавляют всю разделку. Сварку ведут короткими участками по 100…150 мм. В табл. 2 приведены режимы сварки.
Таблица 2. Режимы сварки при различной толщине чугунного изделия
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А |
| До 5 5 до 10 | 3 4 5 | 90…100 130…160 180…200 |
Сварка чугунными электродами. Применяется для исправления дефектов в виде раковин и трещин. Электродуговую сварку ведут прутками, изготовленными из чугуна марки Б. В состав покрытий входит графит, ферросилиций, алюминиевый порошок, углекислый барий, графит и мел. Все компоненты замешаны на жидком стекле.
Металл сварного шва близок по химическому составу к основному металлу, однако в шве и прилегающих к нему зонах происходит отбел, что затрудняет последующую механическую обработку. Режимы холодной сварки чугунными электродами приведены в табл. 3.
Таблица 3. Режимы электродуговой сварки чугунными электродами
| Толщина свариваемого металла, мм | Диаметр электрода, мм | Сила тока, А |
| до 15 от 15 до 30 от 30 до 40 свыше 40 | 6 8 10 12 | 270…300 300…400 450…500 500…650 |
Сварка медными электродами. Применяется для ремонта малогабаритных деталей, работающих при незначительных статических нагрузках.
Электроды изготовляют из медных стержней диаметром 3…6 мм, которые затем обертывают низкоуглеродистой лентой или проволокой. На подготовленный стержень наносят меловое покрытие (80 % мела, 20 % жидкого стекла). Сварку ведут на переменном и постоянном токе обратной полярности. Сварной шов получается плотным, но недостаточно прочным.
Сварка чугуна монель-металлом. Электроды из монель-металла это медно-никелевый сплав (медь 30 %, никель 65 %, марганец 1,5…2 % и железо 3…3,5 %). Способ сварки применяют, когда от сварного соединения не требуется большой прочности. Сварку ведут как электрической дугой, так и газовым пламенем. Электродуговую сварку производят на постоянном токе обратной полярности короткими участками длиной 60…70 мм, вразброс, с промежуточным охлаждением и проковкой каждого валика. Плотность шва получается удовлетворительной. Сварной шов хорошо обрабатывается режущим инструментом.
Сварка проволокой ПАНЧ-11. Применяют при ремонте базисных деталей машин. Сварку ведут открытой дугой на постоянном токе обратной полярности без дополнительной защиты и подогрева детали. Металл шва имеет высокую прочность и плотность (предел прочности до 550 МПа).
Рекомендуются следующие режимы сварки проволокой диаметром 1,2 мм: Iсв = 100…140 А; Uсв = 14…18 В; Vсв = 0,15…0,25 см/с.
Для сварки проволокой ПАНЧ-11 применяют шланговые полуавтоматы, предназначенные для подачи проволоки диаметром 1,0…1,2 мм: А-547Р, А-547У, А-825М, серии ПДГ и др.
Холодная газовая сварка. Используется для сварки неответственных деталей с малым объемом наплавки. Сварку ведут ацетилено-кислородным пламенем. В качестве присадочного материала используют стальную сварочную проволоку Св-08, Св-08А или чугунные прутки марки А. Состав флюса: техническая бура (прокаленная) или смесь из буры (56 %), поваренной соли (22 %) и углекислого калия (22 %).
Полугорячая сварка чугуна. Перед сваркой деталь подогревают до температуры 300…400 °С, что обеспечивает замедленное охлаждение металла шва и предотвращает образование отбеленных зон. Нагрев производят в термических печах, горнах или с помощью газовых горелок ацетиленокислородным пламенем.
Сварку ведут низкоуглеродистыми стальными электродами с защитнолегирующими покрытиями типа ОММ-5, МР-3, К-5 и УОНИ-13, стальными электродами со специальным покрытием, чугунными электродами и ацетиленокислородным пламенем с применением чугунных присадочных прутков марки А. После сварки для снижения скорости охлаждения детали засыпают мелким древесным углем или сухим песком.
Горячая сварка чугуна. Предварительный подогрев мелких деталей до температуры 500…700 °С, а крупногабаритных (толщина стенок более 30 мм) – до 700…800 °С. Нагрев производят в печах, нагревательных колодцах, горнах или с помощью индукционных нагревателей. Сварку ведут электродами ОМЧ-1 и УЗТМ-74 (чугунный пруток Б с покрытием). Из-за значительных объемов наплавляемого металла при горячей сварке применяют электроды больших диаметров (8…16 мм). В табл. 4 приведены режимы сварки чугунными электродами.
Таблица 4. Режимы сварки чугунными электродами
| Диаметр электрода, мм | 8 | 10 | 12 | 16 |
| Сила тока, А | 600…700 | 750…800 | 1000…1200 | 1500…1800 |
Чтобы металл постоянно находился в расплавленном состоянии, сварку ведут непрерывно. После сварки деталь медленно охлаждают вместе с нагревательной печью. Крупногабаритные детали засыпают мелким древесным углем или накрывают асбестовыми листами и выдерживают в течение нескольких суток до полного остывания.
При газовой сварке в качестве присадочного материала используют чугунные прутки марки А, а для защиты сварочной ванны применяют флюсы ФСЧ-1 и ФСЧ-2.
Полугорячая и горячая сварка чугунных деталей применяется на специализированных ремонтных предприятиях.
3. Сварка деталей из алюминия и его сплавов
Технически чистый алюминий имеет ограниченное применение из-за низкой прочности и высокой пластичности. Более широкое применение получили его сплавы: дюралюмин (дюраль), содержащий 4…5 % меди; АМц – 1…1,5 % марганца; АМг – 1,5…7 % магния; силумин, содержащий 6…13 % кремния. Сплавы имеют значительную прочность, что позволяет использовать их для конструкций, работающих под нагрузкой.
Основные причины, затрудняющие сварку алюминия и его сплавов:
- на поверхности расплавленного металла постоянно образуется тугоплавкая пленка оксида алюминия Al2O3, которая препятствует сплавлению между собой частиц металла;
- высокая температура плавления оксида алюминия (2050 °С) и низкая температура плавления алюминия (658 °С) затрудняет управление процессом сварки;
- коэффициент линейного расширения в два раза, а теплопроводность в три раза больше чем у стали, что приводит к появлению значительных деформаций в свариваемых деталях;
- металл не имеет пластического состояния и при нагреве сразу переходит из твердого состояния в жидкое, поэтому возможна сварка только в нижнем положении.
Алюминий и его сплавы сваривают с помощью электродуговой, аргоннодуговой и газовой сварки. Перед сваркой алюминиевые изделия проходят специальную обработку: обезжиривают поверхность и удаляют пленку окиси алюминия, зачищая поверхность стальной щеткой до блеска.
Предварительный подогрев перед сваркой до 300…400 °С производят для деталей толщиной более 20 мм.
Дуговая сварка угольным электродом. При толщине листа более 10 мм производят разделку кромок под общим углом 60…70 °. Сварку ведут на графитовых или стальных подкладках угольными или графитовыми электродами диаметром 8…15 мм. Сварочный ток 150…500 А (при толщине свариваемой детали более 25 мм – 700…900 А). Сварка ведется постоянным током прямой полярности. При сварке на основной и присадочный металл наносят флюс. Составы флюсов для сварки алюминия приведены в табл. 5.
Дуговая сварка металлическим электродом. Сварку производят электродами ОЗА-1 (технический алюминий) и ОЗА-2 (сплав алюминия) на постоянном токе обратной полярности (см. табл. А.5). Сила сварочного тока 25…32 А на 1 мм диаметра электрода. После сварки шов немедленно промывают горячей водой и очищают стальной щеткой от остатков шлака.
Таблица 5. Некоторые марки флюсы для дуговой сварки алюминия и его сплавов (содержание, %)
| Марка флюса | Криолит | Хлористый калий | Хлористый натрий | Хлористый литий | Фтористый натрий |
| АФ-4А АН-А1 АН-А4 ВАМИ | – 30 30 20 | 50 50 50 50 | 28 20 – 30 | 14 – 20 – | 8 – – – |
Аргонно—дуговая сварка. Широкое применение в ремонтном производстве получила электродуговая сварка неплавящимся (вольфрамовым) электродом в среде аргона. Присадочные алюминиевые прутки вводят в дугу, которая горит между деталью и вольфрамовым электродом. Сварку ведут на переменном или постоянном токе обратной полярности.
Диаметры электрода dэл и присадочного прутка dпр принимают равным толщине детали S. Силу сварочного тока определяют по формуле
Iсв = (40…50) dэл, при S = 1…8 мм,
Iсв = (50…60) dэл, при S = 6…12 мм.
Для аргонно-дуговой сварки промышленность выпускает установки УДАР-300-1, УДАР-500-1 и УДГ-301, УДГ-501.
4. Сварка меди, латуни и бронзы
Затруднения при сварке меди и ее сплавов:
- большая теплопроводность (в шесть раз больше теплопроводности стали), интенсивный отвод тепла от зоны сварки;
- низкая температура плавления и кипения, большая жидкотекучесть;
- малая прочность и большая хрупкость при высокой температуре;
- большая теплоемкость и необходимость применения высоких тепловых режимов;
- хорошая растворимость в жидком металле вредных газов (кислород, водород, азот).
Сварка угольным электродом. Технология включает предварительный подогрев до температуры 250…350 °С. Детали толщиной до 3 мм сваривают по отбортовке без присадочного металла, более 3 мм – с присадочными прутками диаметром 2…8 мм из меди марки M1, фосфористой или кремнистой бронзы. Для защиты сварочной ванны используют смесь из прокаленной буры (94 %) и магния металлического (6 %). Сварку ведут постоянным током обратной полярности и только в нижнем положении. В табл. 6 приведены режимы сварки.
Таблица 6. Режимы ручной сварки меди угольным электродом
| Толщина металла, мм | 1 | 2 | 4 | 6 | 12 |
| Диаметр электрода, мм | 4 | 6 | 6 | 8 | 10 |
| Сила тока, А | 135…180 | 195…260 | 250…330 | 315…430 | 420…550 |
Сварка металлическим электродом. Сварку ведут постоянным током обратной полярности, используя электроды с покрытием марок «Комсомолец- 100» или ЗТ. Режим сварки приведен в табл. 7.
Для сварки также используют прутки из меди M1, M2, М3 или кремнистой бронзы и флюс ММ3-2.
Таблица 7. Режимы ручной сварки меди металлическим электродом
| Диаметр электрода, мм | 3 | 4 | 5 |
| Сила тока, А | 90…110 | 120…140 | 170…190 |
Сварка в среде защитных газов. В качестве защитных газов используют аргон или азот. Сварку ведут неплавящимся вольфрамовым электродом или плавящимися электродами для изделий толщиной 1,5…20 мм.
Наибольшее распространение получила сварка неплавящимся вольфрамовым электродом в среде аргона. В качестве присадочного материала используют прутки из меди M1, М2 и М3. Ток постоянный прямой полярности. В табл. 8 приведены режимы сварки.
Сварку меди плавящимися электродами ведут на постоянном токе обратной полярности. Электродами является проволока из меди марки М1, кремнемарганцевой бронзы БрКМц3-1 или оловянно-цинковой бронзы БрОЦ4-3.
Таблица 8. Режимы ручной аргонодуговой сварки меди вольфрамовым электродом
| Толщина изделия, мм | 1,6 | 3,2 | 6,4 | 10 | 12 | 16 |
| Диаметр присадочного прутка, мм | 2,4 | 3,2 | 4,8 | 4,8 | 6,4 | 6,4 |
| Диаметр электрода, мм | 2,4 | 3,2 | 4,8 | 4,8 | 4,8 | 4,8 |
| Сила тока, А | 80…110 | 200 | 300 | 350 | 400 | 400 |
| Расход аргона, л/мин | 2,8…3,3 | 6,0 | 7,0 | 7,0 | 8 | 8 |
Газовая сварка меди. Данный способ сварки получил наибольшее распространение. Присадочный материал – прутки из меди M1, М2 и М3. В качестве флюса используют буру, борную кислоту или смесь из прокаленной буры (50 %) и борной кислоты (50 %).
После сварки любым способом сварные швы подвергают проковке. Для улучшения пластических свойств сварного соединения применяют отжиг при температуре 500…600 °С.
Сварка латуни. Сварка латуни сопровождается испарением цинка, приводящего к пористости шва. Пары цинка токсичны. Вышеуказанные причины затрудняют сварку латуни. Сварку ведут угольным или металлическим электродом, а также газовой сваркой.
При сварке угольным электродом режимы сварки аналогичны режимам сварки меди. Присадочный металл – прутки из латуни ЛК62-05, ЛК80-3, ЛМц58-2, ЛМцЖ55-3-1 или бронзы БрОМцА8-0,7-0,7. Флюс – прокаленная бура или 50 % буры и 50 % борного шлака.
Сварку латуни металлическими электродами применяют для листов толщиной более 5 мм. Электродные стержни имеют такой же химический состав как для сварки угольным электродом. Покрытие электродов двухслойное: первый слой толщиной 0,2…0,3 мм состава: 30 % марганцевой руды, 30 % титанового концентрата, 15 % ферромарганца, 5 % сернокислого калия, 20 % мела; второй слой толщиной 0,8…1,1 мм состава: борный шлак на жидком стекле.
Режимы сварки: при диаметре электрода 5 мм величина сварочного тока должна быть 250…280 А, при диаметре электрода 6 мм величина сварочного тока – 280…320 А, при диаметре электрода 8 мм величина сварочного тока – 350…400 А.
Газовая сварка латуни получила широкое применение. Режимы сварки и флюсы аналогичны тем, что для сварки меди. Сварку для уменьшения испарения цинка ведут окислительным пламенем с избытком кислорода до 30…40 %.
Детали толщиной более 10 мм перед сваркой подогревают до температуры 300…500 °С. После сварки швы подвергают проковке и последующему отжигу при 600…700 °С с медленным охлаждением.
Сварка бронзы. Сварку бронзы ведут угольным или металлическим электродом, а также газовым пламенем. Наиболее распространены бронзы: оловянистая, алюминиевая, марганцовистая, фосфористая, свинцовистая.
Сварка угольным электродом. Присадочный металл – литые прутки того же состава, что и основной металл. В качестве флюса используют буру или смесь из буры (50 %) и борной кислоты (50 %). Сварку ведут постоянным током прямой полярности. Массивные детали перед сваркой подогревают до температуры 350…450 °С.
Сварка металлическим электродом. При сварке оловянистой бронзы используют электроды, стержни которых имеют состав: 8 % цинка, 6 % свинца, 3 % олова, 0,2 % фосфора, 0,3 % железа, 0,3 % никеля, остальные – медь. Состав покрытия: 15 % алюминия, 70 % мрамора, 15 % графита. Толщина покрытия – 1,2…1,5 мм на сторону. Сварку ведут постоянным током обратной полярности. Предварительный подогрев до 250…300 °С. При сварке безоловянистых бронз состав стержня электрода должен быть таким же, как и состав основного металла.
Аргонно-дуговая сварка неплавящимся вольфрамовым электродом ведется постоянным током прямой полярности. В качестве присадочного материала используют прутки того же состава, что и основного металла.
Газовая сварка. Сварку ведут нормальным пламенем. В качестве присадочного материала используют прутки химического состава, близкого к основному металлу. При сварке алюминиевых бронз используют флюсы для сварки алюминия, а для остальных бронз – флюсы, предназначенные для сварки меди. Рекомендуется предварительный подогрев до 350…450 °С.
Просмотров: 284
Справочник по цветным металлам
Справочник — Цветные металлы Сварочная Цветной металлы Лечение Сварочная Чугун Сварочная железистый металлы 1Продолжение на следующей странице…
СВАРКА ДРУГИХ ЦВЕТНЫХ МЕТАЛЛОВ Как мы уже говорили в начале этой книги, почти любой металл, который вообще можно сваривать, можно сваривать ацетилено-кислородным пламя. Заметное исключение — титан к этому общему правилу. Для меди, для магния и его сплавов, а также для никель и его сплавы, защищенные инертным газом Процессы дуговой сварки всегда следует выбирать в первую очередь на кислородно-ацетиленовую сварку при необходимости оборудование имеется.Мы лишь кратко обсудим эти металлы в этой статье. глава. Однако медные сплавы — латунь и бронза — широко используются и почти всегда могут быть успешно газосварка, поэтому будем охватите их более подробно. Пока только единицы имеют возможность сваривать свинец, газовая сварка — единственное логичное способ сварить этот мягкий металл; требуется специальная техника, которая будет описан в конце этой главы. Медные сплавы — латунь и бронза Основные медные сплавы делятся на три общие категории: медно-цинковые сплавы, обычно называемые «латунью», но часто обозначается как «бронза»; медно-оловянные сплавы, которые являются настоящими «бронзами»; и медь-кремний сплавы (из которых один носит фирменное наименование «Эвердур»).Кроме того, есть алюминиевая бронза, и несколько медных сплавов, содержащих до 30% никеля («медно-никель» и «мельхиор», для пример). Медно-цинковые сплавы содержат от 5% до 40% цинка. «Свободная резка» латунь также содержит 1-3% свинца. Добавить немного железа и марганца в латунь с высоким содержанием цинка, и вы получите «марганцевую бронзу». Медно-цинковые сплавы обычно могут можно сваривать плавлением только кислородно-ацетиленовым способом. Медь-олово Сплавы в виде листов или пластин часто называют фосфористой бронзой.Термин «люминофор» выводится из факта что медь, использованная для изготовления сплава, была раскислена с помощью фосфора. Количество фосфора Остается в металле после этого раскисления чрезвычайно мало. Люминофорная бронза май содержат до 10% олово, или всего 1,25%. В отливке «олово-бронза» будет 4,5% до 11% олова. Все сплавы медь-олово могут быть ацетилено-кислородными. заварены. ,Цветной металл | TPS TECHNITUBE RÖHRENWERKE GmbH
Позвоните нам +49 6592-712-0
- Информационный бюллетень
- Положения и условия
- Выходные данные
- Контакт


- Английский
- Deutsch
- Компания
- Профиль компании
- Команда
- Карьера
- Продукты
- OCTG — Нефть и газ
- НКТ и обсадные трубы
- Высаженное соединение TPS MULTISEAL-TS-8/6/4
- Соединения API
- TPS TECHNISEAL
- МНОГОФУНКЦИОНАЛЬНЫЙ ПРОМЫВНОЙ СОЕДИНЕНИЕ TPS
- TPS Optiflow
- Трубки для макарон
- Бурильная труба
- Бурильная труба API
- Соединение для бурильных труб с двойным плечом
- Бурильная труба для ГНБ
- Щенок суставов
- Кроссовер (X-Over) и аксессуары
- Сеть лицензиатов
- TPS — Подключение — Datasheetgenerator
- НКТ и обсадные трубы
- Промышленность
- Трубки теплообменника / Трубки конденсатора из новой продукции
- Теплообменник TechniStock для аварийной доставки
- Трубы бесшовные котельные
- Трубы бесшовные линейные
- Трубы и трубы сварные
- U-образные трубки
- Ребристые и шипованные трубы
- Специальная формовка концов труб
- Фитинги, фланцы, поковки
- Клапаны, прокладки, винты
- Таблички, листы, прутки
- Конструкционная сталь
- Трубопроводы для проектов
- Автомобильная промышленность
- Трубки для систем впрыска топлива
- Прочая автомобильная промышленность
- TPS InfoService
- OCTG — Нефть и газ
- Материалы
- Никель и никелевый сплав
- Нержавеющая сталь, дуплекс и супердуплекс
- Титан
- Углеродистая и легированная сталь
Справочник по сварке черных металлов
Справочник по сварке черных металлов Сварочная Цветной металлы Лечение Сварочная Чугун Сварочная железистый металлы 1 СВАРКА ДРУГИХ ЧЕРНЫХ МЕТАЛЛОВ В предыдущих главах мы говорили в основном о сварке двух видов черных металлов (чугун сплавы) наиболее часто встречаются: низкоуглеродистые мягкие стали и серый чугун.Теперь давайте посмотрим на проблемы, связанные с кислородно-ацетиленовым сварка нескольких других черных металлов, в частности: Литая Сталь Нержавеющая Стали Высокоуглеродистые Кованая сталь Оцинкованное железо Сталь Литая Сталь Многие отливки изготавливаются из стали, а не чугун, чтобы получить готовые детали с высокой ударопрочностью. стойкость и хорошая пластичность, свойства в котором обычно бывает дефицит чугуна. Литую сталь часто можно отличается от чугуна своим цвет поверхности.«Серый» цвет стали настолько характерен, что термин «стальной» часто используется для описания цвета других материалов. Когда поверхностная идентификация не возможно, цвет свежеиспеченного поверхность будет отличать стальное литье от чугуна. При необходимости используйте холодное зубило. на поверхности отливки, и попытаться отрезать тонкую стружку. Из стали можно вырезать плойку из некоторая длина; из чугуна, даже короткая непрерывная стружка необычна.Наконец, поведение двух материалов при повышении до температуры плавления пламя факела совсем другое. Сталь кажется раскаленной добела прежде, чем он тает; чугун начинается тает на красном огне. Лужа расплавленной стали соломенно-белого цвета; лужа чугуна красновато-белый. Наиболее литые стали по составу аналогичны низкоуглеродистой или среднеуглеродистой прокатной стали, и легко сваривается. Фактически, сварка катаной (деформируемой) стали со стальными отливками часто является производственной применение.При сварке отливки железо, основная проблема заключается в том, чтобы не растрескать чугун или не оставить его заблокированные напряжения, которые могут вызвать растрескивание в сервисе. При сварке литой стали обычно не нужно беспокоиться о растрескивании, но вы должны быть обеспокоены насчет перекоса, так как сталь будет растягиваться — становятся постоянно удлиненными — до он сломается. Искажение часто может разрушить полезность отливки так же полно, как и растрескивание. ,Завод цветных металлов, Изготовление OEM / ODM материалов из цветных металлов на заказ
Всего найдено более 2000 заводов и компаний по производству цветных металлов с более чем 6000 товаров. Закажите высококачественные материалы из цветных металлов на нашем огромном ассортименте надежных заводов по производству материалов из цветных металлов. Бриллиантовый член| Тип бизнеса: | Торговая компания |
| Основная продукция: | Медная проволока, алюминиевые слитки, цинковые слитки, оловянные слитки |
| Mgmt.Сертификация: | ISO 9001 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Расположение: | Синтай, Хэбэй |
| Производственные линии: | 2 |
| Тип бизнеса: | Производитель / Factory |
| Основная продукция: | Медный лом проволоки / алюминиевый лом / алюминий, алюминиевый лом, алюминиевый слиток, цинковый слиток, свинцовый слиток |
| Mgmt.Сертификация: | ISO 9001, ISO 14001, ISO 20000 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | OEM, ODM, собственный бренд |
| Расположение: | Синтай, Хэбэй |
| Тип бизнеса: | Производитель / Factory , Торговая компания |
| Основная продукция: | Медный лом, алюминиевые слитки, цинковые слитки, медный катод, свинцовые слитки |
| Mgmt.Сертификация: | ISO 9001 |
| Расположение: | Ханьдань, Хэбэй |
| Производственные линии: | Больше 10 |
| Тип бизнеса: | Торговая компания |
| Основная продукция: | Цинк Инго, Магний Инго, Алюминий Инго, Алюминиевая проволока, Медная проволока |
| Mgmt.Сертификация: | ISO 9001 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Расположение: | Синтай, Хэбэй |
| Производственные линии: | 4 |
| Тип бизнеса: | Производитель / Factory |
| Основная продукция: | Алюминиевый слиток, медный лом, цинковый слиток, магниевый слиток |
| Mgmt.Сертификация: | ISO 9001, ISO 9000 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | OEM |
| Расположение: | Синтай, Хэбэй |
| Тип бизнеса: | Торговая компания |
| Основная продукция: | Слиток цинка, свинцовый слиток, алюминиевый слиток, слиток магния, слиток алюминиевого сплава |
| Mgmt.Сертификация: | ISO 9001, ISO 9000 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Расположение: | Ханьдань, Хэбэй |
| Основные рынки: | внутренний |