Как правильно варить титан: практические рекомендации
Титан с каждым годом становится все более востребованным металлом. Связано это сразу с двумя причинами. Во-первых, этого металла на земле достаточно много, он не относится к числу редких. Во-вторых, он отличается достаточно высокой прочностью и сопротивляемостью к различного рода повреждениям под воздействием негативных условий. Но существует один нюанс. Работа с титаном и его сплавами сопряжена с определенными сложностями. Под воздействием высоких температур металл меняет свои свойства и приобретает такое свойство, как пористость. Именно поэтому сварка заготовок из этого материала достаточна специфична и требует особого подхода. Об этом и будет наша сегодняшняя статья.
Как подготовить титан к сварке?
От правильной подготовки во многом зависит качество получаемого шва. Поэтому мы рекомендуем уделить ей достаточное внимание. У всех заготовок из этого металла, а также его сплавов на поверхности имеются особые оксидно-нитридные пленки.
Для удаления пленок с поверхности заготовок используют как механическую очистку, так и химическое воздействие. Так, например, детали можно зачистить наждачной бумагой или специальной щеткой, имеющей щетину из нержавейки. При этом важно помнить, что в подготовке нуждается не только сама зона сварки, но и участки заготовки в 15-20 мм около нее.
В случае, если механической обработки будет недостаточно, можно воспользоваться соляной кислотой и фторидом натрия. Как понять, что заготовка готова к сварке? Очищенные участки должны быть без заусенцев, шероховатостей, иметь ровный блестящий серебристый цвет. Для проверки деталей можно использовать светлую чистую ветошь. После соприкосновения с металлом на ней не должно оставаться загрязнений.
Ручная дуговая сварка титана
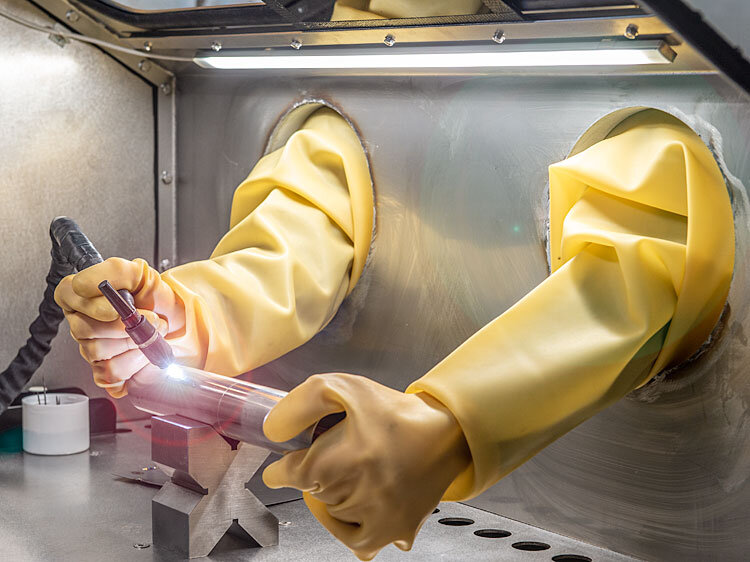
Чаще всего все работы проводят с использованием неплавящихся вольфрамовых электродов. Варят при этом постоянным током и на прямой полярности. Крайне важно учитывать то, что для защиты зоны сварки придется использовать специальные приспособления. Как минимум, специальные сопла и газовая линза для создания ламинарного потока газа.
Варят при этом постоянным током и на прямой полярности. Крайне важно учитывать то, что для защиты зоны сварки придется использовать специальные приспособления. Как минимум, специальные сопла и газовая линза для создания ламинарного потока газа.
Для защиты корня шва применяют разнообразные аксессуары. Самый простой вариант —подкладки из меди или стали. Они позволяют избежать негативного воздействия или хотя бы минимизировать их.
В случае, когда толщина металла не превышает 3 мм, зазор между деталями может быть от 0,5 до 1,5 мм. Сварку в таком случае производят без применения присадочного материала. А вот если заготовка будет толще, присадка точно понадобится. Варят титан без колебательных движений. Электрод ведут углом вперед. Угол между вольфрамом и присадкой должен быть не менее 90 градусов. Рекомендуемые режимы сварки:
- Металл 2 мм, вольфрам 1,6–2 мм — 90–100 А.
- Металл 3 мм, вольфрам 1,6–2 мм — 120–140 А.
Важно помнить, что по окончании сварочного процесса завершать подачу газа сразу нельзя. Следует продлить ее еще на минуту, чтобы металл успел как следует остыть. Иначе без защиты горячий шов может получить некоторые дефекты и потерять свою прочность.
Следует продлить ее еще на минуту, чтобы металл успел как следует остыть. Иначе без защиты горячий шов может получить некоторые дефекты и потерять свою прочность.
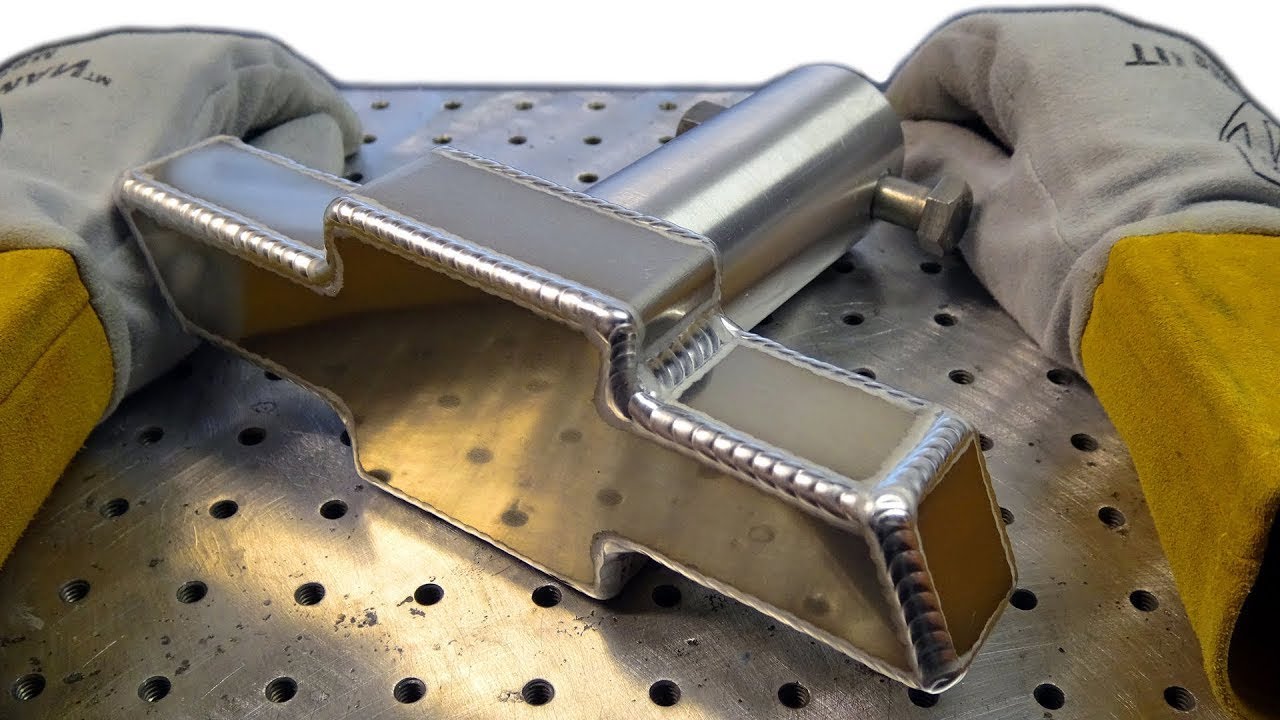
Как определить качество полученного соединения? Достаточно просто. Стоит взглянуть на цвет шва. Если он светлый серебристый или с легким желтоватым оттенком, то шов крепкий и качественный. Если же присутствуют потемнения, синева — то, скорее всего, особой прочностью такой стык похвастаться не сможет.
Как видите, при сварке титана и его сплавов, есть только два важных нюанса: качественная подготовка и обеспечение защиты шва газом. Выполнить все требования достаточно сложно, но возможно. Для сварки труб из титана именно по этой причине нередко используются специальные сварочные головки закрытого типа. В них есть камера, заполняемая защитным газом. К тому же, автоматическая сварка в разы производительнее и эффективнее ручной. Но применяется она преимущественно на крупных производствах.
В нашем интернет-магазине вы сможете заказать все, что необходимо для комфортной работы с титаном и иными металлами. Своим клиентам мы предлагаем только качественную продукцию от ведущих производителей. Переходите в каталог и убедитесь в этом сами! А если возникнут вопросы, мы всегда готовы на них ответить, обращайтесь!
Своим клиентам мы предлагаем только качественную продукцию от ведущих производителей. Переходите в каталог и убедитесь в этом сами! А если возникнут вопросы, мы всегда готовы на них ответить, обращайтесь!
Сварка сталей с титаном и титановыми сплавами
Сеть профессиональных контактов специалистов сварки
Другие страницы, относящиеся к теме
Сварка стали, титана, титановых сплавов
:
Титан и железо дают химические соединения TiFe, TiFe2, Ti2Fe и эвтектики β-фаза + TiFe (1100оС), TiFe + TiFe2 (1280оС), TiFe2 + а-фаза (1298оС), содержащие 32; 62,5 и 82,5 % железа соответственно. Поэтому при затвердевании расплава уже при содержании железа порядка 0,1 % будут образовываться интерметаллиды TiFe и TiFe2, которые резко снижают пластические свойства материала.
Поэтому при затвердевании расплава уже при содержании железа порядка 0,1 % будут образовываться интерметаллиды TiFe и TiFe2, которые резко снижают пластические свойства материала.
Титан и железо существенно различаются по кристаллическому строению и физическим свойствам.
Аналогичную картину металлургического взаимодействия титан имеет с легирующими компонентами в сталях (никель и др.).
Положительные результаты могут быть получены при использовании методов сварки давлением, а также барьерных слоев и вставок из третьего металла, не образующего при высоких температурах со свариваемыми материалами хрупких фаз. Особенностью титана и титановых сплавов является их высокая активность с атмосферным газом, что требует ведения процесса в условиях, обеспечивающих их защиту (инертные газы, вакуум, жидкие среды).
Сварка взрывом осуществляется с промежуточными прокладками и без прокладок. В последнем случае могут появиться интерметаллиды ТiFe и TiFe2 в местах вкрапления литого металла и перемешивания. При отжиге таких соединений идет дальнейший рост интерметаллидной фазы, выделяются карбиды титана. В зоне контакта может наблюдаться появление пор. В качестве прокладок используют ниобий, ванадий, никель, медь, серебро, железо и сплавы из тугоплавких металлов.
При отжиге таких соединений идет дальнейший рост интерметаллидной фазы, выделяются карбиды титана. В зоне контакта может наблюдаться появление пор. В качестве прокладок используют ниобий, ванадий, никель, медь, серебро, железо и сплавы из тугоплавких металлов.
Получила применение двойная прокладка из ванадия или ниобия со стороны титана и медная со стороны стали. Нагрев соединений, полученных с использованием барьерных подслоев, до 800оС не ведет к охрупчиванию шва. Некоторое снижение предела прочности при этом связано со снятием эффекта наклепа. Уменьщение толшины медной прослойки до 0,1мм повышает предел прочности соединенная, что объясняется проявлением эффекта контактного упрочнения. Разрушение соединений при испытаниях идет по слою меди и имеет вязкий характер при положительных и отрицательных температурах (+300…-269 оС).
При диффузионной сварке удовлетворительные механические характеристики получаются, когда ширина слоя интерметаллидов ≤3 … 5 мкм, а в ЗТВ имеет место α-твердый раствор железа в титане. При испытаниях зона разрушения наблюдается в переходе титан железо (сталь). На прочность соединения влияет ширина зоны, обогашенная углеродом.
5 мкм, а в ЗТВ имеет место α-твердый раствор железа в титане. При испытаниях зона разрушения наблюдается в переходе титан железо (сталь). На прочность соединения влияет ширина зоны, обогашенная углеродом.
Механические характеристики стыковых соединений, выполненных диффузионной сваркой в вакууме на материалах ВТ1-0 + 12Х18Н9Т и ОТ4 + 12Х18Н9Т (температура 750 …850 оС, время сварки 15 мин), оказываются ниже прочности основного материала. Применение прокладок из ванадия и меди при сварке ВТ6, ВТ5-1 со сталью 12Х18Н9Т позволило получить предел прочности вплоть до 530… 570 МПа. В соединении не обнаруживается интерметаллидных фаз даже после длительного нагрева при высокой температуре (1000 оС в течение 10 ч). Слой меди при сварке предотвращает образование карбидов ванадия, охрупчивающих соединения. В соединении ванадий — медь легкоплавкие соединения и интерметаллиды не образуются. Соединения, выполненные через комбинированные прокладки меди (толщина 0,01 мм) и ванадия (0,07 мм), дают предел прочности 489 .
Для получения стабильных результатов целесообразно в качестве прокладочного материала использовать тонкую многослойную ленту (V + Cu + Ni), полученную горячей прокаткой в вакууме. Благодаря такой ленте предел прочности соединений ВТ5-1 и АТ3 со сталью 12Х18Н10Т при растяжении составляет 500… 590 МПа.
При сварке титана с низкоуглеродистыми сталями хорошие результаты дают прослойки из серебра.
Положительные результаты получаются при диффузионной сварке в расплаве солей (70 % BaCI2 + 30 % NaCI). При этом обеспечиваются быстрый к равномерный нагрев, хорошая защита металла в процессе сварки и охлаждения.
Сварка прокаткой осуществляется в вакууме. Выявлено отрицательное влияние углерода на механические характеристики соединения из-за образования карбида титана (TiC). Увеличение содержания углерода в стали с 0,02 до 0,45 % ведет к снижению уровня прочности с 260 до 140 МПа.
При сварке ВТ6 со сталью 12Х18Н10Т с комбинированной прокладкой из Nb + Cu (вакуум 0,00266 Па, температура 350oС, степень обжатия 45 … 50 %) получаются равнопрочные соединения (разрушение образцов при испытаниях — по меди). На границе ниобия с титаном образуются зоны твердых растворов, имеющие повышенную твердость.
На границе ниобия и меди имеет место диффузионная зона протяженностью порядка 40 мкм. В переходе ниобий — титан зона диффузии не наблюдается. Толщины прокладок ниобия берутся порядка 0,05 … 0,2 мм, меди 0,1 … 0,46 мм.
Контактная и ультразвуковая сварка листовых заготовок проводится с применением промежуточных прокладок.
При контактной сварке не допускается подплавления поверхности титана и стали. Наилучшие результаты контактная сварка дает через прослойку ниобия, а ультразвуковая через слой серебра.
Наилучшие результаты контактная сварка дает через прослойку ниобия, а ультразвуковая через слой серебра.
Получены положительные результаты по клинопрессовой сварке в аргоне титановых сплавов со сталью 12Х18Н9Т через прокладку алюминия или медь. Нагрев при использовании алюминия 350oС, меди — 850oС. Толщина прослойки 0,1 … 0,2 мм.
Из способов сварки плавлением наибольшее распространение получили электронно-лучевая и аргонодуговая сварка титана со сталью с применением вставок из ванадия и его сплавов. Для получения более высокой прочности целесообразно при менять ванадий, легированный вольфрамом и хромом (5 … 10 %).
Предложен способ сварки титана со сталью в гелии с использованием интенсивно охлаждаемой прокладки. Возможна дуговая сварка в аргоне с применением в качестве присадочного материала медно-серебряного сплава (28 и 72 % соответственно), расплавляемой прокладки из монель-металла.
При сварке плавлением через ванадиевую вставку необходимо учитывать особенности сварки ванадия с титаном и сталью.
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
Как и чем варить титан? Сварка титана: технология и особенности
Array
(
[TAGS] =>
[~TAGS] =>
[ID] => 60208
[~ID] => 60208
[NAME] => Как и чем варить титан? Сварка титана: технология и особенности
[~NAME] => Как и чем варить титан? Сварка титана: технология и особенности
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] => 115
[~IBLOCK_SECTION_ID] => 115
[DETAIL_TEXT] =>
Титановые детали и конструкции часто находят применение в узкоспециализированных областях, среди которых авиастроение и космическая отрасль. Столь высокое доверие к металлу обуславливается уникальным сочетанием характеристик. При небольшой удельной массе он обладает высокой прочностью, антикоррозийностью и защитными свойствами от химических воздействий. И это далеко не все качества, которыми характеризуется титан. Сварка титана по этим же причинам становится сложной задачей не только для начинающего мастера, но и для профессионалов.
И это далеко не все качества, которыми характеризуется титан. Сварка титана по этим же причинам становится сложной задачей не только для начинающего мастера, но и для профессионалов.
Особенности сварки материала
Физико-химические свойства титана ограничивают использование некоторых высокотехнологичных способов сварки, что заставляет мастеров модифицировать подходящие, но изначально менее производительные методы. Главная сложность в использовании наиболее распространенных способов сварки заключается в повышенной температуре нагрева данного металла. В частности, эффективная работа с ним возможна при режимах термического воздействия порядка 1500-1700 °C. На уровне 500 °C заготовки чаще всего сохраняют базовые прочностные качества. Технологические особенности сварки титана определяются и негативными факторами воздействия на структуру со стороны атмосферного воздуха. В обычном состоянии этот фактор не имеет значения, но в условиях температуры более 400 °C раскаленные зоны будут требовать дополнительной защиты. И это не говоря об основной изоляции непосредственно сварочной ванны. При повышении температуры возникают и сложности другого рода. Так, при достижении 900 °C происходит увеличение зерен и образование крупных пор, что в дальнейшем сказывается на прочностных качествах заготовки.
Общие сведения о способах сварки
Базовыми методами сварочной обработки титана можно назвать дуговой ручной и автоматический способы. Что касается оптимальных сред, то наиболее эффективными считается гелий и аргон. Но важно учитывать, что в первом случае требуется включение в среду некислородного флюса. Также распространен метод электрошлаковой сварки. Его обычно используют в работах с толстыми заготовками, требующими к тому же высокой термической накалки. При грамотной организации неплохой результат обеспечивает и контактная сварка. Данный процесс требует, в частности, устройства сбалансированной защиты газом. Если применять в работе подкладки, то обеспечится высококачественная сварка титана. Технология плавления, например, подразумевает организацию специальной защиты оборотной части заготовки с помощью аргоновых газов. В свою очередь подкладка может обеспечить этой стороне дополнительное предохранение в условиях повышенной температурной нагрузки, об опасностях которой говорилось выше.
Подготовка металла к сварочной операции
Перед операцией титан необходимо соответствующим образом подготовить. В рамках этого этапа выполняется обработка кромок заготовочных элементов, создание защиты противоположных сторон (использование тех же подкладок), а также зачистка прутка присадки. Кроме этого, производится тщательная зачистка наружного слоя заготовки. Его частицы в ходе сварки могут проникнуть в структуру шва, из-за чего он станет хрупким и непригодным к работе в ответственных механических конструкциях. В случаях обработки толстых деталей от 5 см требуется разделка кромок, при которой угол раскроя должен составлять 60°. Если планируется сварка титана и его сплавов, которые до этого подвергались плазменной или газовой резке, то потребуется и зачистка поверхностей швов с ликвидацией слоя толщиной в 3-4 мм. Универсальной мерой уже финальной подготовки перед работой будет устранение внешних загрязнений, масляных пленок и окислов. Для этой процедуры используются мелкозернистые абразивы, напильник и обезжиривание с растворителями. Затем оставшиеся следы зачистки удаляются сухой ветошью.
Ручная дуговая сварка
В процессе задействуется вольфрамовый электрод с подключением источника постоянного тока. Защите подвергается зона вокруг шва, корень шва и ближние затронутые термическим воздействием зоны. Изоляция обеспечивается козырьками, насадками и термически стойкими пористыми материалами, в которые подается газ. Подкладки желательно применять из меди или стали. Если производится обработка трубы, то газ пускается прямо в дуло. Что касается оптимального режима, то для 2-миллиметрового электрода сила тока может составлять порядка 90 А. Это начальный уровень для работы с заготовками толщиной 4-5 мм. Конкретные величины могут изменяться и в зависимости от того, каким образом легировался титан. Сварка титана выполняется на короткой дуге без колебательных манипуляций. Электрод наклоняется противоположно направлению его движения – то есть вперед углом. Резко завершать операцию нельзя. В целях предотвращения образования окислов все защитные приспособления остаются на прежних местах даже после отключения электродов.
Автоматическая сварка
В работе также используется вольфрамовый электрод. Если применяется неплавящаяся разновидность электрода, то подключаемый ток должен иметь направленную полярность. При этом оптимальный размер выходных отверстий горелки составляет 14-15 мм. Техника выполнения в целом соответствует ручному методу, но важно учитывать, что в силу повышенной активности данного металла операции зажигания и гашения при работе с горелкой должны производиться в стороне от места шва. Автоматическая сварка титана аргоном после гашения должна обеспечивать подачу газа еще как минимум 1 мин.
Электрошлаковая сварка
Менее популярный метод, но он может быть эффективнее в работе с отдельными сплавами. Например, при сварке легированного 5-процентного титана с добавками алюминия и олова. В качестве силового источника применяется трехфазовый трансформатор, что свидетельствует о высоких нагрузках в процессе работы. Достаточно отметить силу тока при сварке толстых поковок – в среднем 1500-1600 А. Далее ход операции зависит от того, каким электродом плавится титан. Сварка титана электродом пластинчатого типа с размерами 12х60 мм обеспечивает оптимальное качество шва, который по характеристикам соответствует основной структуре заготовки. В обработке прессованных деталей часто используют такие же электроды, но с диаметром 8 мм. Это решение может показаться оправданным ввиду нетребовательности структуры металла, но прочностные качества шва будут понижены – в среднем 85% от показателя нетронутой структуры.
Контактная сварка
В этом случае многое зависит от скорости работы. Практика показывает, что для крупных заготовок, к примеру, предпочтительным будет режим 2 мм/сек. Увеличение данного показателя приведет к снижению прочности заготовки и положительная функция защитного газа будет минимизирована. Неплохой по качеству результат можно получить, если заранее выполнить более глубокую механическую обработку поверхности заготовки. Благодаря зачистке крупнозернистой наждачной бумагой вкупе с легкой фрезеровкой будет обеспечена стабильная и ровная сварка титана. Отзывы также указывают на достижения хороших результатов при контактной сварке в условиях сбалансированной осадки. Ее следует подбирать из следующего расчета: в среднем на 20% выше, чем при обработке углеродистой стали.
Особенности холодной сварки
Отсутствие термического воздействия, при котором наблюдаются, по сути, разрушительные процессы в структуре титана, делают этот способ почти идеальным, но и тут есть свои нюансы. Холодная сварка производится под высоким давлением, которое деформирует кристаллы структуры, в результате смещая их и образуя общий сплав. Непосредственно сварка производится внахлест с помощью специальных зажимных механизмов. Силовое механическое воздействия также отличает этот способ, что требует более высоких финансовых затрат. Есть и другой недостаток, которым характеризуется холодная сварка. Титан, в конструкции которого есть образованные такой спайкой швы, менее надежен и может задействоваться только в конструкциях, не предполагающих высокие физические нагрузки.
Возможные дефекты при сварке
Одним из самых серьезных дефектов является образование пор. Это газовые примеси в структуре металла, в формировании которых участвовал водород. Исключить этот изъян можно двумя условиями – выполнением качественной всесторонней зачистки перед сваркой и обеспечением эффективной защиты нагретого металла в процессе обработки. Еще одной проблемой может стать появление окислов, которые переходят от места создания шва к цельной структуре. Кстати, от этого недостатка полностью страхует холодная сварка титана. Отзывы самих пользователей свидетельствуют, что предотвратить этот дефект при термической обработке помогает именно долговременное поддержание газовой защиты аргона уже после завершения процесса. Индикатором для снятия защиты станет нормализация температуры шва.
Заключение
Если сравнивать сварку титана с аналогичными операциями над другими металлами, то будет выявлен целый ряд отличий. Прежде всего, они касаются организационного процесса. От исполнителя требуется надлежащим образом подготовить металл, а также позаботиться о приспособлениях, которые защитят основной бесшовный титан. Сварка титана при соблюдении правил термической обработки и выборе оптимального режима для функции электрода с большей вероятностью обеспечит достойный результат по прочности. Собственно, о том, насколько высоко качество образуемого шва, можно судить по его оттенку уже в ходе сварки. Так, серебристый цвет свидетельствует о высокой защите и, следовательно, укреплении структуры шва. Шов с соломенным оттенком менее прочен, но эту ситуацию еще не поздно исправить, скорректировав, например, подачу газа. О том, что в ходе обеспечения защиты были допущены серьезные ошибки, скажет коричневый оттенок.
Источник:
syl.ru
[~DETAIL_TEXT] =>
Титановые детали и конструкции часто находят применение в узкоспециализированных областях, среди которых авиастроение и космическая отрасль. Столь высокое доверие к металлу обуславливается уникальным сочетанием характеристик. При небольшой удельной массе он обладает высокой прочностью, антикоррозийностью и защитными свойствами от химических воздействий. И это далеко не все качества, которыми характеризуется титан. Сварка титана по этим же причинам становится сложной задачей не только для начинающего мастера, но и для профессионалов.
Особенности сварки материала
Физико-химические свойства титана ограничивают использование некоторых высокотехнологичных способов сварки, что заставляет мастеров модифицировать подходящие, но изначально менее производительные методы. Главная сложность в использовании наиболее распространенных способов сварки заключается в повышенной температуре нагрева данного металла. В частности, эффективная работа с ним возможна при режимах термического воздействия порядка 1500-1700 °C. На уровне 500 °C заготовки чаще всего сохраняют базовые прочностные качества. Технологические особенности сварки титана определяются и негативными факторами воздействия на структуру со стороны атмосферного воздуха. В обычном состоянии этот фактор не имеет значения, но в условиях температуры более 400 °C раскаленные зоны будут требовать дополнительной защиты. И это не говоря об основной изоляции непосредственно сварочной ванны. При повышении температуры возникают и сложности другого рода. Так, при достижении 900 °C происходит увеличение зерен и образование крупных пор, что в дальнейшем сказывается на прочностных качествах заготовки.
Общие сведения о способах сварки
Базовыми методами сварочной обработки титана можно назвать дуговой ручной и автоматический способы. Что касается оптимальных сред, то наиболее эффективными считается гелий и аргон. Но важно учитывать, что в первом случае требуется включение в среду некислородного флюса. Также распространен метод электрошлаковой сварки. Его обычно используют в работах с толстыми заготовками, требующими к тому же высокой термической накалки. При грамотной организации неплохой результат обеспечивает и контактная сварка. Данный процесс требует, в частности, устройства сбалансированной защиты газом. Если применять в работе подкладки, то обеспечится высококачественная сварка титана. Технология плавления, например, подразумевает организацию специальной защиты оборотной части заготовки с помощью аргоновых газов. В свою очередь подкладка может обеспечить этой стороне дополнительное предохранение в условиях повышенной температурной нагрузки, об опасностях которой говорилось выше.
Подготовка металла к сварочной операции
Перед операцией титан необходимо соответствующим образом подготовить. В рамках этого этапа выполняется обработка кромок заготовочных элементов, создание защиты противоположных сторон (использование тех же подкладок), а также зачистка прутка присадки. Кроме этого, производится тщательная зачистка наружного слоя заготовки. Его частицы в ходе сварки могут проникнуть в структуру шва, из-за чего он станет хрупким и непригодным к работе в ответственных механических конструкциях. В случаях обработки толстых деталей от 5 см требуется разделка кромок, при которой угол раскроя должен составлять 60°. Если планируется сварка титана и его сплавов, которые до этого подвергались плазменной или газовой резке, то потребуется и зачистка поверхностей швов с ликвидацией слоя толщиной в 3-4 мм. Универсальной мерой уже финальной подготовки перед работой будет устранение внешних загрязнений, масляных пленок и окислов. Для этой процедуры используются мелкозернистые абразивы, напильник и обезжиривание с растворителями. Затем оставшиеся следы зачистки удаляются сухой ветошью.
Ручная дуговая сварка
В процессе задействуется вольфрамовый электрод с подключением источника постоянного тока. Защите подвергается зона вокруг шва, корень шва и ближние затронутые термическим воздействием зоны. Изоляция обеспечивается козырьками, насадками и термически стойкими пористыми материалами, в которые подается газ. Подкладки желательно применять из меди или стали. Если производится обработка трубы, то газ пускается прямо в дуло. Что касается оптимального режима, то для 2-миллиметрового электрода сила тока может составлять порядка 90 А. Это начальный уровень для работы с заготовками толщиной 4-5 мм. Конкретные величины могут изменяться и в зависимости от того, каким образом легировался титан. Сварка титана выполняется на короткой дуге без колебательных манипуляций. Электрод наклоняется противоположно направлению его движения – то есть вперед углом. Резко завершать операцию нельзя. В целях предотвращения образования окислов все защитные приспособления остаются на прежних местах даже после отключения электродов.
Автоматическая сварка
В работе также используется вольфрамовый электрод. Если применяется неплавящаяся разновидность электрода, то подключаемый ток должен иметь направленную полярность. При этом оптимальный размер выходных отверстий горелки составляет 14-15 мм. Техника выполнения в целом соответствует ручному методу, но важно учитывать, что в силу повышенной активности данного металла операции зажигания и гашения при работе с горелкой должны производиться в стороне от места шва. Автоматическая сварка титана аргоном после гашения должна обеспечивать подачу газа еще как минимум 1 мин.
Электрошлаковая сварка
Менее популярный метод, но он может быть эффективнее в работе с отдельными сплавами. Например, при сварке легированного 5-процентного титана с добавками алюминия и олова. В качестве силового источника применяется трехфазовый трансформатор, что свидетельствует о высоких нагрузках в процессе работы. Достаточно отметить силу тока при сварке толстых поковок – в среднем 1500-1600 А. Далее ход операции зависит от того, каким электродом плавится титан. Сварка титана электродом пластинчатого типа с размерами 12х60 мм обеспечивает оптимальное качество шва, который по характеристикам соответствует основной структуре заготовки. В обработке прессованных деталей часто используют такие же электроды, но с диаметром 8 мм. Это решение может показаться оправданным ввиду нетребовательности структуры металла, но прочностные качества шва будут понижены – в среднем 85% от показателя нетронутой структуры.
Контактная сварка
В этом случае многое зависит от скорости работы. Практика показывает, что для крупных заготовок, к примеру, предпочтительным будет режим 2 мм/сек. Увеличение данного показателя приведет к снижению прочности заготовки и положительная функция защитного газа будет минимизирована. Неплохой по качеству результат можно получить, если заранее выполнить более глубокую механическую обработку поверхности заготовки. Благодаря зачистке крупнозернистой наждачной бумагой вкупе с легкой фрезеровкой будет обеспечена стабильная и ровная сварка титана. Отзывы также указывают на достижения хороших результатов при контактной сварке в условиях сбалансированной осадки. Ее следует подбирать из следующего расчета: в среднем на 20% выше, чем при обработке углеродистой стали.
Особенности холодной сварки
Отсутствие термического воздействия, при котором наблюдаются, по сути, разрушительные процессы в структуре титана, делают этот способ почти идеальным, но и тут есть свои нюансы. Холодная сварка производится под высоким давлением, которое деформирует кристаллы структуры, в результате смещая их и образуя общий сплав. Непосредственно сварка производится внахлест с помощью специальных зажимных механизмов. Силовое механическое воздействия также отличает этот способ, что требует более высоких финансовых затрат. Есть и другой недостаток, которым характеризуется холодная сварка. Титан, в конструкции которого есть образованные такой спайкой швы, менее надежен и может задействоваться только в конструкциях, не предполагающих высокие физические нагрузки.
Возможные дефекты при сварке
Одним из самых серьезных дефектов является образование пор. Это газовые примеси в структуре металла, в формировании которых участвовал водород. Исключить этот изъян можно двумя условиями – выполнением качественной всесторонней зачистки перед сваркой и обеспечением эффективной защиты нагретого металла в процессе обработки. Еще одной проблемой может стать появление окислов, которые переходят от места создания шва к цельной структуре. Кстати, от этого недостатка полностью страхует холодная сварка титана. Отзывы самих пользователей свидетельствуют, что предотвратить этот дефект при термической обработке помогает именно долговременное поддержание газовой защиты аргона уже после завершения процесса. Индикатором для снятия защиты станет нормализация температуры шва.
Заключение
Если сравнивать сварку титана с аналогичными операциями над другими металлами, то будет выявлен целый ряд отличий. Прежде всего, они касаются организационного процесса. От исполнителя требуется надлежащим образом подготовить металл, а также позаботиться о приспособлениях, которые защитят основной бесшовный титан. Сварка титана при соблюдении правил термической обработки и выборе оптимального режима для функции электрода с большей вероятностью обеспечит достойный результат по прочности. Собственно, о том, насколько высоко качество образуемого шва, можно судить по его оттенку уже в ходе сварки. Так, серебристый цвет свидетельствует о высокой защите и, следовательно, укреплении структуры шва. Шов с соломенным оттенком менее прочен, но эту ситуацию еще не поздно исправить, скорректировав, например, подачу газа. О том, что в ходе обеспечения защиты были допущены серьезные ошибки, скажет коричневый оттенок.
Источник:
syl.ru
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => Титановые детали и конструкции часто находят применение в узкоспециализированных областях, среди которых авиастроение и космическая отрасль. Столь высокое доверие к металлу обуславливается уникальным сочетанием характеристик. При небольшой удельной массе он обладает высокой прочностью, антикоррозийностью и защитными свойствами от химических воздействий.
[~PREVIEW_TEXT] => Титановые детали и конструкции часто находят применение в узкоспециализированных областях, среди которых авиастроение и космическая отрасль. Столь высокое доверие к металлу обуславливается уникальным сочетанием характеристик. При небольшой удельной массе он обладает высокой прочностью, антикоррозийностью и защитными свойствами от химических воздействий.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 31. 05.2017 12:10:14
[~TIMESTAMP_X] => 31.05.2017 12:10:14
[ACTIVE_FROM] => 31.05.2017
[~ACTIVE_FROM] => 31.05.2017
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/60208/
[~DETAIL_PAGE_URL] => /news/115/60208/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => kak_i_chem_varit_titan_svarka_titana_tekhnologiya_i_osobennosti
[~CODE] => kak_i_chem_varit_titan_svarka_titana_tekhnologiya_i_osobennosti
[EXTERNAL_ID] => 60208
[~EXTERNAL_ID] => 60208
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 31.05.2017
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Как и чем варить титан? Сварка титана: технология и особенности
[SECTION_META_KEYWORDS] => как и чем варить титан? сварка титана: технология и особенности
[SECTION_META_DESCRIPTION] => Титановые детали и конструкции часто находят применение в узкоспециализированных областях, среди которых авиастроение и космическая отрасль. Столь высокое доверие к металлу обуславливается уникальным сочетанием характеристик. При небольшой удельной массе он обладает высокой прочностью, антикоррозийностью и защитными свойствами от химических воздействий.
[SECTION_PAGE_TITLE] => Как и чем варить титан? Сварка титана: технология и особенности
[ELEMENT_META_TITLE] => Как и чем варить титан? Сварка титана: технология и особенности
[ELEMENT_META_KEYWORDS] => как и чем варить титан? сварка титана: технология и особенности
[ELEMENT_META_DESCRIPTION] => Титановые детали и конструкции часто находят применение в узкоспециализированных областях, среди которых авиастроение и космическая отрасль. Столь высокое доверие к металлу обуславливается уникальным сочетанием характеристик. При небольшой удельной массе он обладает высокой прочностью, антикоррозийностью и защитными свойствами от химических воздействий.
[ELEMENT_PAGE_TITLE] => Как и чем варить титан? Сварка титана: технология и особенности
[SECTION_PICTURE_FILE_ALT] => Как и чем варить титан? Сварка титана: технология и особенности
[SECTION_PICTURE_FILE_TITLE] => Как и чем варить титан? Сварка титана: технология и особенности
[SECTION_DETAIL_PICTURE_FILE_ALT] => Как и чем варить титан? Сварка титана: технология и особенности
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Как и чем варить титан? Сварка титана: технология и особенности
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Как и чем варить титан? Сварка титана: технология и особенности
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Как и чем варить титан? Сварка титана: технология и особенности
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Как и чем варить титан? Сварка титана: технология и особенности
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Как и чем варить титан? Сварка титана: технология и особенности
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15. 02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
Как и чем варить титан? Сварка титана: технология и особенности И это далеко не все качества, которыми характеризуется титан. Сварка титана по этим же причинам становится сложной задачей не только для начинающего мастера, но и для профессионалов.
И это далеко не все качества, которыми характеризуется титан. Сварка титана по этим же причинам становится сложной задачей не только для начинающего мастера, но и для профессионалов.
 И это не говоря об основной изоляции непосредственно сварочной ванны. При повышении температуры возникают и сложности другого рода. Так, при достижении 900 °C происходит увеличение зерен и образование крупных пор, что в дальнейшем сказывается на прочностных качествах заготовки.
И это не говоря об основной изоляции непосредственно сварочной ванны. При повышении температуры возникают и сложности другого рода. Так, при достижении 900 °C происходит увеличение зерен и образование крупных пор, что в дальнейшем сказывается на прочностных качествах заготовки.
/806e871b3b31d0a.ru.s.siteapi.org/img/fdd99bc3865f6b7bcbda6aaee408ffd98562b9a4.JPG) Технология плавления, например, подразумевает организацию специальной защиты оборотной части заготовки с помощью аргоновых газов. В свою очередь подкладка может обеспечить этой стороне дополнительное предохранение в условиях повышенной температурной нагрузки, об опасностях которой говорилось выше.
Технология плавления, например, подразумевает организацию специальной защиты оборотной части заготовки с помощью аргоновых газов. В свою очередь подкладка может обеспечить этой стороне дополнительное предохранение в условиях повышенной температурной нагрузки, об опасностях которой говорилось выше.
 Если планируется сварка титана и его сплавов, которые до этого подвергались плазменной или газовой резке, то потребуется и зачистка поверхностей швов с ликвидацией слоя толщиной в 3-4 мм. Универсальной мерой уже финальной подготовки перед работой будет устранение внешних загрязнений, масляных пленок и окислов. Для этой процедуры используются мелкозернистые абразивы, напильник и обезжиривание с растворителями. Затем оставшиеся следы зачистки удаляются сухой ветошью.
Если планируется сварка титана и его сплавов, которые до этого подвергались плазменной или газовой резке, то потребуется и зачистка поверхностей швов с ликвидацией слоя толщиной в 3-4 мм. Универсальной мерой уже финальной подготовки перед работой будет устранение внешних загрязнений, масляных пленок и окислов. Для этой процедуры используются мелкозернистые абразивы, напильник и обезжиривание с растворителями. Затем оставшиеся следы зачистки удаляются сухой ветошью.
 Это начальный уровень для работы с заготовками толщиной 4-5 мм. Конкретные величины могут изменяться и в зависимости от того, каким образом легировался титан. Сварка титана выполняется на короткой дуге без колебательных манипуляций. Электрод наклоняется противоположно направлению его движения – то есть вперед углом. Резко завершать операцию нельзя. В целях предотвращения образования окислов все защитные приспособления остаются на прежних местах даже после отключения электродов.
Это начальный уровень для работы с заготовками толщиной 4-5 мм. Конкретные величины могут изменяться и в зависимости от того, каким образом легировался титан. Сварка титана выполняется на короткой дуге без колебательных манипуляций. Электрод наклоняется противоположно направлению его движения – то есть вперед углом. Резко завершать операцию нельзя. В целях предотвращения образования окислов все защитные приспособления остаются на прежних местах даже после отключения электродов.
 Автоматическая сварка титана аргоном после гашения должна обеспечивать подачу газа еще как минимум 1 мин.
Автоматическая сварка титана аргоном после гашения должна обеспечивать подачу газа еще как минимум 1 мин.

 Холодная сварка производится под высоким давлением, которое деформирует кристаллы структуры, в результате смещая их и образуя общий сплав. Непосредственно сварка производится внахлест с помощью специальных зажимных механизмов. Силовое механическое воздействия также отличает этот способ, что требует более высоких финансовых затрат. Есть и другой недостаток, которым характеризуется холодная сварка. Титан, в конструкции которого есть образованные такой спайкой швы, менее надежен и может задействоваться только в конструкциях, не предполагающих высокие физические нагрузки.
Холодная сварка производится под высоким давлением, которое деформирует кристаллы структуры, в результате смещая их и образуя общий сплав. Непосредственно сварка производится внахлест с помощью специальных зажимных механизмов. Силовое механическое воздействия также отличает этот способ, что требует более высоких финансовых затрат. Есть и другой недостаток, которым характеризуется холодная сварка. Титан, в конструкции которого есть образованные такой спайкой швы, менее надежен и может задействоваться только в конструкциях, не предполагающих высокие физические нагрузки.
 Кстати, от этого недостатка полностью страхует холодная сварка титана. Отзывы самих пользователей свидетельствуют, что предотвратить этот дефект при термической обработке помогает именно долговременное поддержание газовой защиты аргона уже после завершения процесса. Индикатором для снятия защиты станет нормализация температуры шва.
Кстати, от этого недостатка полностью страхует холодная сварка титана. Отзывы самих пользователей свидетельствуют, что предотвратить этот дефект при термической обработке помогает именно долговременное поддержание газовой защиты аргона уже после завершения процесса. Индикатором для снятия защиты станет нормализация температуры шва.
 Так, серебристый цвет свидетельствует о высокой защите и, следовательно, укреплении структуры шва. Шов с соломенным оттенком менее прочен, но эту ситуацию еще не поздно исправить, скорректировав, например, подачу газа. О том, что в ходе обеспечения защиты были допущены серьезные ошибки, скажет коричневый оттенок.
Так, серебристый цвет свидетельствует о высокой защите и, следовательно, укреплении структуры шва. Шов с соломенным оттенком менее прочен, но эту ситуацию еще не поздно исправить, скорректировав, например, подачу газа. О том, что в ходе обеспечения защиты были допущены серьезные ошибки, скажет коричневый оттенок.
 Главная сложность в использовании наиболее распространенных способов сварки заключается в повышенной температуре нагрева данного металла. В частности, эффективная работа с ним возможна при режимах термического воздействия порядка 1500-1700 °C. На уровне 500 °C заготовки чаще всего сохраняют базовые прочностные качества. Технологические особенности сварки титана определяются и негативными факторами воздействия на структуру со стороны атмосферного воздуха. В обычном состоянии этот фактор не имеет значения, но в условиях температуры более 400 °C раскаленные зоны будут требовать дополнительной защиты. И это не говоря об основной изоляции непосредственно сварочной ванны. При повышении температуры возникают и сложности другого рода. Так, при достижении 900 °C происходит увеличение зерен и образование крупных пор, что в дальнейшем сказывается на прочностных качествах заготовки.
Главная сложность в использовании наиболее распространенных способов сварки заключается в повышенной температуре нагрева данного металла. В частности, эффективная работа с ним возможна при режимах термического воздействия порядка 1500-1700 °C. На уровне 500 °C заготовки чаще всего сохраняют базовые прочностные качества. Технологические особенности сварки титана определяются и негативными факторами воздействия на структуру со стороны атмосферного воздуха. В обычном состоянии этот фактор не имеет значения, но в условиях температуры более 400 °C раскаленные зоны будут требовать дополнительной защиты. И это не говоря об основной изоляции непосредственно сварочной ванны. При повышении температуры возникают и сложности другого рода. Так, при достижении 900 °C происходит увеличение зерен и образование крупных пор, что в дальнейшем сказывается на прочностных качествах заготовки.
 Что касается оптимальных сред, то наиболее эффективными считается гелий и аргон. Но важно учитывать, что в первом случае требуется включение в среду некислородного флюса. Также распространен метод электрошлаковой сварки. Его обычно используют в работах с толстыми заготовками, требующими к тому же высокой термической накалки. При грамотной организации неплохой результат обеспечивает и контактная сварка. Данный процесс требует, в частности, устройства сбалансированной защиты газом. Если применять в работе подкладки, то обеспечится высококачественная сварка титана. Технология плавления, например, подразумевает организацию специальной защиты оборотной части заготовки с помощью аргоновых газов. В свою очередь подкладка может обеспечить этой стороне дополнительное предохранение в условиях повышенной температурной нагрузки, об опасностях которой говорилось выше.
Что касается оптимальных сред, то наиболее эффективными считается гелий и аргон. Но важно учитывать, что в первом случае требуется включение в среду некислородного флюса. Также распространен метод электрошлаковой сварки. Его обычно используют в работах с толстыми заготовками, требующими к тому же высокой термической накалки. При грамотной организации неплохой результат обеспечивает и контактная сварка. Данный процесс требует, в частности, устройства сбалансированной защиты газом. Если применять в работе подкладки, то обеспечится высококачественная сварка титана. Технология плавления, например, подразумевает организацию специальной защиты оборотной части заготовки с помощью аргоновых газов. В свою очередь подкладка может обеспечить этой стороне дополнительное предохранение в условиях повышенной температурной нагрузки, об опасностях которой говорилось выше.
 В рамках этого этапа выполняется обработка кромок заготовочных элементов, создание защиты противоположных сторон (использование тех же подкладок), а также зачистка прутка присадки. Кроме этого, производится тщательная зачистка наружного слоя заготовки. Его частицы в ходе сварки могут проникнуть в структуру шва, из-за чего он станет хрупким и непригодным к работе в ответственных механических конструкциях. В случаях обработки толстых деталей от 5 см требуется разделка кромок, при которой угол раскроя должен составлять 60°. Если планируется сварка титана и его сплавов, которые до этого подвергались плазменной или газовой резке, то потребуется и зачистка поверхностей швов с ликвидацией слоя толщиной в 3-4 мм. Универсальной мерой уже финальной подготовки перед работой будет устранение внешних загрязнений, масляных пленок и окислов. Для этой процедуры используются мелкозернистые абразивы, напильник и обезжиривание с растворителями. Затем оставшиеся следы зачистки удаляются сухой ветошью.
В рамках этого этапа выполняется обработка кромок заготовочных элементов, создание защиты противоположных сторон (использование тех же подкладок), а также зачистка прутка присадки. Кроме этого, производится тщательная зачистка наружного слоя заготовки. Его частицы в ходе сварки могут проникнуть в структуру шва, из-за чего он станет хрупким и непригодным к работе в ответственных механических конструкциях. В случаях обработки толстых деталей от 5 см требуется разделка кромок, при которой угол раскроя должен составлять 60°. Если планируется сварка титана и его сплавов, которые до этого подвергались плазменной или газовой резке, то потребуется и зачистка поверхностей швов с ликвидацией слоя толщиной в 3-4 мм. Универсальной мерой уже финальной подготовки перед работой будет устранение внешних загрязнений, масляных пленок и окислов. Для этой процедуры используются мелкозернистые абразивы, напильник и обезжиривание с растворителями. Затем оставшиеся следы зачистки удаляются сухой ветошью.
 Защите подвергается зона вокруг шва, корень шва и ближние затронутые термическим воздействием зоны. Изоляция обеспечивается козырьками, насадками и термически стойкими пористыми материалами, в которые подается газ. Подкладки желательно применять из меди или стали. Если производится обработка трубы, то газ пускается прямо в дуло. Что касается оптимального режима, то для 2-миллиметрового электрода сила тока может составлять порядка 90 А. Это начальный уровень для работы с заготовками толщиной 4-5 мм. Конкретные величины могут изменяться и в зависимости от того, каким образом легировался титан. Сварка титана выполняется на короткой дуге без колебательных манипуляций. Электрод наклоняется противоположно направлению его движения – то есть вперед углом. Резко завершать операцию нельзя. В целях предотвращения образования окислов все защитные приспособления остаются на прежних местах даже после отключения электродов.
Защите подвергается зона вокруг шва, корень шва и ближние затронутые термическим воздействием зоны. Изоляция обеспечивается козырьками, насадками и термически стойкими пористыми материалами, в которые подается газ. Подкладки желательно применять из меди или стали. Если производится обработка трубы, то газ пускается прямо в дуло. Что касается оптимального режима, то для 2-миллиметрового электрода сила тока может составлять порядка 90 А. Это начальный уровень для работы с заготовками толщиной 4-5 мм. Конкретные величины могут изменяться и в зависимости от того, каким образом легировался титан. Сварка титана выполняется на короткой дуге без колебательных манипуляций. Электрод наклоняется противоположно направлению его движения – то есть вперед углом. Резко завершать операцию нельзя. В целях предотвращения образования окислов все защитные приспособления остаются на прежних местах даже после отключения электродов.
 Если применяется неплавящаяся разновидность электрода, то подключаемый ток должен иметь направленную полярность. При этом оптимальный размер выходных отверстий горелки составляет 14-15 мм. Техника выполнения в целом соответствует ручному методу, но важно учитывать, что в силу повышенной активности данного металла операции зажигания и гашения при работе с горелкой должны производиться в стороне от места шва. Автоматическая сварка титана аргоном после гашения должна обеспечивать подачу газа еще как минимум 1 мин.
Если применяется неплавящаяся разновидность электрода, то подключаемый ток должен иметь направленную полярность. При этом оптимальный размер выходных отверстий горелки составляет 14-15 мм. Техника выполнения в целом соответствует ручному методу, но важно учитывать, что в силу повышенной активности данного металла операции зажигания и гашения при работе с горелкой должны производиться в стороне от места шва. Автоматическая сварка титана аргоном после гашения должна обеспечивать подачу газа еще как минимум 1 мин.
 Далее ход операции зависит от того, каким электродом плавится титан. Сварка титана электродом пластинчатого типа с размерами 12х60 мм обеспечивает оптимальное качество шва, который по характеристикам соответствует основной структуре заготовки. В обработке прессованных деталей часто используют такие же электроды, но с диаметром 8 мм. Это решение может показаться оправданным ввиду нетребовательности структуры металла, но прочностные качества шва будут понижены – в среднем 85% от показателя нетронутой структуры.
Далее ход операции зависит от того, каким электродом плавится титан. Сварка титана электродом пластинчатого типа с размерами 12х60 мм обеспечивает оптимальное качество шва, который по характеристикам соответствует основной структуре заготовки. В обработке прессованных деталей часто используют такие же электроды, но с диаметром 8 мм. Это решение может показаться оправданным ввиду нетребовательности структуры металла, но прочностные качества шва будут понижены – в среднем 85% от показателя нетронутой структуры.
 Благодаря зачистке крупнозернистой наждачной бумагой вкупе с легкой фрезеровкой будет обеспечена стабильная и ровная сварка титана. Отзывы также указывают на достижения хороших результатов при контактной сварке в условиях сбалансированной осадки. Ее следует подбирать из следующего расчета: в среднем на 20% выше, чем при обработке углеродистой стали.
Благодаря зачистке крупнозернистой наждачной бумагой вкупе с легкой фрезеровкой будет обеспечена стабильная и ровная сварка титана. Отзывы также указывают на достижения хороших результатов при контактной сварке в условиях сбалансированной осадки. Ее следует подбирать из следующего расчета: в среднем на 20% выше, чем при обработке углеродистой стали.
 Титан, в конструкции которого есть образованные такой спайкой швы, менее надежен и может задействоваться только в конструкциях, не предполагающих высокие физические нагрузки.
Титан, в конструкции которого есть образованные такой спайкой швы, менее надежен и может задействоваться только в конструкциях, не предполагающих высокие физические нагрузки.


 05.2017 12:10:14
[~TIMESTAMP_X] => 31.05.2017 12:10:14
[ACTIVE_FROM] => 31.05.2017
[~ACTIVE_FROM] => 31.05.2017
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/60208/
[~DETAIL_PAGE_URL] => /news/115/60208/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => kak_i_chem_varit_titan_svarka_titana_tekhnologiya_i_osobennosti
[~CODE] => kak_i_chem_varit_titan_svarka_titana_tekhnologiya_i_osobennosti
[EXTERNAL_ID] => 60208
[~EXTERNAL_ID] => 60208
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 31.05.2017
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Как и чем варить титан? Сварка титана: технология и особенности
[SECTION_META_KEYWORDS] => как и чем варить титан? сварка титана: технология и особенности
[SECTION_META_DESCRIPTION] => Титановые детали и конструкции часто находят применение в узкоспециализированных областях, среди которых авиастроение и космическая отрасль.
05.2017 12:10:14
[~TIMESTAMP_X] => 31.05.2017 12:10:14
[ACTIVE_FROM] => 31.05.2017
[~ACTIVE_FROM] => 31.05.2017
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/60208/
[~DETAIL_PAGE_URL] => /news/115/60208/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => kak_i_chem_varit_titan_svarka_titana_tekhnologiya_i_osobennosti
[~CODE] => kak_i_chem_varit_titan_svarka_titana_tekhnologiya_i_osobennosti
[EXTERNAL_ID] => 60208
[~EXTERNAL_ID] => 60208
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 31.05.2017
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Как и чем варить титан? Сварка титана: технология и особенности
[SECTION_META_KEYWORDS] => как и чем варить титан? сварка титана: технология и особенности
[SECTION_META_DESCRIPTION] => Титановые детали и конструкции часто находят применение в узкоспециализированных областях, среди которых авиастроение и космическая отрасль./806e871b3b31d0a.ru.s.siteapi.org/img/c6a4008eb17aef38475ba779d59c70051a54c0e5.JPG) Столь высокое доверие к металлу обуславливается уникальным сочетанием характеристик. При небольшой удельной массе он обладает высокой прочностью, антикоррозийностью и защитными свойствами от химических воздействий.
[SECTION_PAGE_TITLE] => Как и чем варить титан? Сварка титана: технология и особенности
[ELEMENT_META_TITLE] => Как и чем варить титан? Сварка титана: технология и особенности
[ELEMENT_META_KEYWORDS] => как и чем варить титан? сварка титана: технология и особенности
[ELEMENT_META_DESCRIPTION] => Титановые детали и конструкции часто находят применение в узкоспециализированных областях, среди которых авиастроение и космическая отрасль. Столь высокое доверие к металлу обуславливается уникальным сочетанием характеристик. При небольшой удельной массе он обладает высокой прочностью, антикоррозийностью и защитными свойствами от химических воздействий.
[ELEMENT_PAGE_TITLE] => Как и чем варить титан? Сварка титана: технология и особенности
[SECTION_PICTURE_FILE_ALT] => Как и чем варить титан? Сварка титана: технология и особенности
[SECTION_PICTURE_FILE_TITLE] => Как и чем варить титан? Сварка титана: технология и особенности
[SECTION_DETAIL_PICTURE_FILE_ALT] => Как и чем варить титан? Сварка титана: технология и особенности
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Как и чем варить титан? Сварка титана: технология и особенности
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Как и чем варить титан? Сварка титана: технология и особенности
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Как и чем варить титан? Сварка титана: технология и особенности
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Как и чем варить титан? Сварка титана: технология и особенности
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Как и чем варить титан? Сварка титана: технология и особенности
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.
Столь высокое доверие к металлу обуславливается уникальным сочетанием характеристик. При небольшой удельной массе он обладает высокой прочностью, антикоррозийностью и защитными свойствами от химических воздействий.
[SECTION_PAGE_TITLE] => Как и чем варить титан? Сварка титана: технология и особенности
[ELEMENT_META_TITLE] => Как и чем варить титан? Сварка титана: технология и особенности
[ELEMENT_META_KEYWORDS] => как и чем варить титан? сварка титана: технология и особенности
[ELEMENT_META_DESCRIPTION] => Титановые детали и конструкции часто находят применение в узкоспециализированных областях, среди которых авиастроение и космическая отрасль. Столь высокое доверие к металлу обуславливается уникальным сочетанием характеристик. При небольшой удельной массе он обладает высокой прочностью, антикоррозийностью и защитными свойствами от химических воздействий.
[ELEMENT_PAGE_TITLE] => Как и чем варить титан? Сварка титана: технология и особенности
[SECTION_PICTURE_FILE_ALT] => Как и чем варить титан? Сварка титана: технология и особенности
[SECTION_PICTURE_FILE_TITLE] => Как и чем варить титан? Сварка титана: технология и особенности
[SECTION_DETAIL_PICTURE_FILE_ALT] => Как и чем варить титан? Сварка титана: технология и особенности
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Как и чем варить титан? Сварка титана: технология и особенности
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Как и чем варить титан? Сварка титана: технология и особенности
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Как и чем варить титан? Сварка титана: технология и особенности
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Как и чем варить титан? Сварка титана: технология и особенности
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Как и чем варить титан? Сварка титана: технология и особенности
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15. 02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.
02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
31. 05.2017
05.2017
Титановые детали и конструкции часто находят применение в узкоспециализированных областях, среди которых авиастроение и космическая отрасль. Столь высокое доверие к металлу обуславливается уникальным сочетанием характеристик. При небольшой удельной массе он обладает высокой прочностью, антикоррозийностью и защитными свойствами от химических воздействий. И это далеко не все качества, которыми характеризуется титан. Сварка титана по этим же причинам становится сложной задачей не только для начинающего мастера, но и для профессионалов.
Особенности сварки материала
Физико-химические свойства титана ограничивают использование некоторых высокотехнологичных способов сварки, что заставляет мастеров модифицировать подходящие, но изначально менее производительные методы. Главная сложность в использовании наиболее распространенных способов сварки заключается в повышенной температуре нагрева данного металла. В частности, эффективная работа с ним возможна при режимах термического воздействия порядка 1500-1700 °C. На уровне 500 °C заготовки чаще всего сохраняют базовые прочностные качества. Технологические особенности сварки титана определяются и негативными факторами воздействия на структуру со стороны атмосферного воздуха. В обычном состоянии этот фактор не имеет значения, но в условиях температуры более 400 °C раскаленные зоны будут требовать дополнительной защиты. И это не говоря об основной изоляции непосредственно сварочной ванны. При повышении температуры возникают и сложности другого рода. Так, при достижении 900 °C происходит увеличение зерен и образование крупных пор, что в дальнейшем сказывается на прочностных качествах заготовки.
На уровне 500 °C заготовки чаще всего сохраняют базовые прочностные качества. Технологические особенности сварки титана определяются и негативными факторами воздействия на структуру со стороны атмосферного воздуха. В обычном состоянии этот фактор не имеет значения, но в условиях температуры более 400 °C раскаленные зоны будут требовать дополнительной защиты. И это не говоря об основной изоляции непосредственно сварочной ванны. При повышении температуры возникают и сложности другого рода. Так, при достижении 900 °C происходит увеличение зерен и образование крупных пор, что в дальнейшем сказывается на прочностных качествах заготовки.
Общие сведения о способах сварки
Базовыми методами сварочной обработки титана можно назвать дуговой ручной и автоматический способы. Что касается оптимальных сред, то наиболее эффективными считается гелий и аргон. Но важно учитывать, что в первом случае требуется включение в среду некислородного флюса. Также распространен метод электрошлаковой сварки.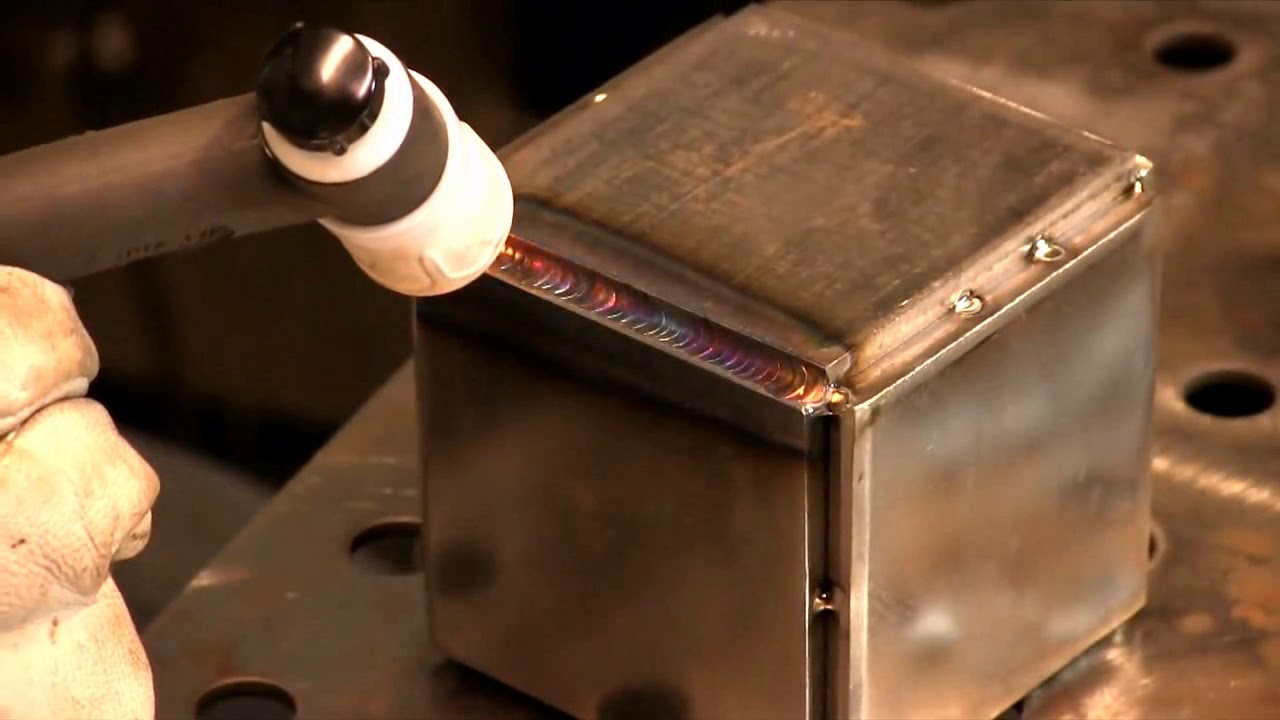 Его обычно используют в работах с толстыми заготовками, требующими к тому же высокой термической накалки. При грамотной организации неплохой результат обеспечивает и контактная сварка. Данный процесс требует, в частности, устройства сбалансированной защиты газом. Если применять в работе подкладки, то обеспечится высококачественная сварка титана. Технология плавления, например, подразумевает организацию специальной защиты оборотной части заготовки с помощью аргоновых газов. В свою очередь подкладка может обеспечить этой стороне дополнительное предохранение в условиях повышенной температурной нагрузки, об опасностях которой говорилось выше.
Его обычно используют в работах с толстыми заготовками, требующими к тому же высокой термической накалки. При грамотной организации неплохой результат обеспечивает и контактная сварка. Данный процесс требует, в частности, устройства сбалансированной защиты газом. Если применять в работе подкладки, то обеспечится высококачественная сварка титана. Технология плавления, например, подразумевает организацию специальной защиты оборотной части заготовки с помощью аргоновых газов. В свою очередь подкладка может обеспечить этой стороне дополнительное предохранение в условиях повышенной температурной нагрузки, об опасностях которой говорилось выше.
Подготовка металла к сварочной операции
Перед операцией титан необходимо соответствующим образом подготовить. В рамках этого этапа выполняется обработка кромок заготовочных элементов, создание защиты противоположных сторон (использование тех же подкладок), а также зачистка прутка присадки.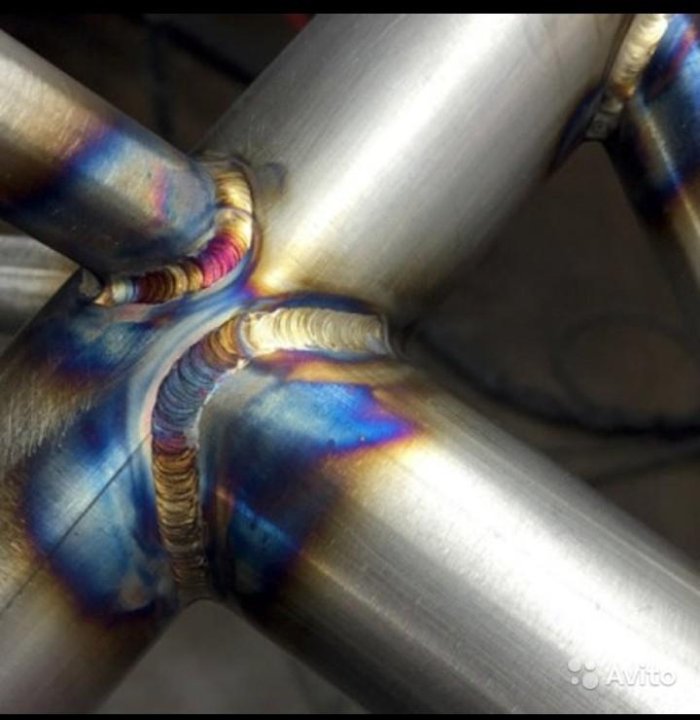 Кроме этого, производится тщательная зачистка наружного слоя заготовки. Его частицы в ходе сварки могут проникнуть в структуру шва, из-за чего он станет хрупким и непригодным к работе в ответственных механических конструкциях. В случаях обработки толстых деталей от 5 см требуется разделка кромок, при которой угол раскроя должен составлять 60°. Если планируется сварка титана и его сплавов, которые до этого подвергались плазменной или газовой резке, то потребуется и зачистка поверхностей швов с ликвидацией слоя толщиной в 3-4 мм. Универсальной мерой уже финальной подготовки перед работой будет устранение внешних загрязнений, масляных пленок и окислов. Для этой процедуры используются мелкозернистые абразивы, напильник и обезжиривание с растворителями. Затем оставшиеся следы зачистки удаляются сухой ветошью.
Кроме этого, производится тщательная зачистка наружного слоя заготовки. Его частицы в ходе сварки могут проникнуть в структуру шва, из-за чего он станет хрупким и непригодным к работе в ответственных механических конструкциях. В случаях обработки толстых деталей от 5 см требуется разделка кромок, при которой угол раскроя должен составлять 60°. Если планируется сварка титана и его сплавов, которые до этого подвергались плазменной или газовой резке, то потребуется и зачистка поверхностей швов с ликвидацией слоя толщиной в 3-4 мм. Универсальной мерой уже финальной подготовки перед работой будет устранение внешних загрязнений, масляных пленок и окислов. Для этой процедуры используются мелкозернистые абразивы, напильник и обезжиривание с растворителями. Затем оставшиеся следы зачистки удаляются сухой ветошью.
Ручная дуговая сварка
В процессе задействуется вольфрамовый электрод с подключением источника постоянного тока. Защите подвергается зона вокруг шва, корень шва и ближние затронутые термическим воздействием зоны. Изоляция обеспечивается козырьками, насадками и термически стойкими пористыми материалами, в которые подается газ. Подкладки желательно применять из меди или стали. Если производится обработка трубы, то газ пускается прямо в дуло. Что касается оптимального режима, то для 2-миллиметрового электрода сила тока может составлять порядка 90 А. Это начальный уровень для работы с заготовками толщиной 4-5 мм. Конкретные величины могут изменяться и в зависимости от того, каким образом легировался титан. Сварка титана выполняется на короткой дуге без колебательных манипуляций. Электрод наклоняется противоположно направлению его движения – то есть вперед углом. Резко завершать операцию нельзя. В целях предотвращения образования окислов все защитные приспособления остаются на прежних местах даже после отключения электродов.
Изоляция обеспечивается козырьками, насадками и термически стойкими пористыми материалами, в которые подается газ. Подкладки желательно применять из меди или стали. Если производится обработка трубы, то газ пускается прямо в дуло. Что касается оптимального режима, то для 2-миллиметрового электрода сила тока может составлять порядка 90 А. Это начальный уровень для работы с заготовками толщиной 4-5 мм. Конкретные величины могут изменяться и в зависимости от того, каким образом легировался титан. Сварка титана выполняется на короткой дуге без колебательных манипуляций. Электрод наклоняется противоположно направлению его движения – то есть вперед углом. Резко завершать операцию нельзя. В целях предотвращения образования окислов все защитные приспособления остаются на прежних местах даже после отключения электродов.
Автоматическая сварка
В работе также используется вольфрамовый электрод. Если применяется неплавящаяся разновидность электрода, то подключаемый ток должен иметь направленную полярность. При этом оптимальный размер выходных отверстий горелки составляет 14-15 мм. Техника выполнения в целом соответствует ручному методу, но важно учитывать, что в силу повышенной активности данного металла операции зажигания и гашения при работе с горелкой должны производиться в стороне от места шва. Автоматическая сварка титана аргоном после гашения должна обеспечивать подачу газа еще как минимум 1 мин.
При этом оптимальный размер выходных отверстий горелки составляет 14-15 мм. Техника выполнения в целом соответствует ручному методу, но важно учитывать, что в силу повышенной активности данного металла операции зажигания и гашения при работе с горелкой должны производиться в стороне от места шва. Автоматическая сварка титана аргоном после гашения должна обеспечивать подачу газа еще как минимум 1 мин.
Электрошлаковая сварка
Менее популярный метод, но он может быть эффективнее в работе с отдельными сплавами. Например, при сварке легированного 5-процентного титана с добавками алюминия и олова. В качестве силового источника применяется трехфазовый трансформатор, что свидетельствует о высоких нагрузках в процессе работы. Достаточно отметить силу тока при сварке толстых поковок – в среднем 1500-1600 А. Далее ход операции зависит от того, каким электродом плавится титан. Сварка титана электродом пластинчатого типа с размерами 12х60 мм обеспечивает оптимальное качество шва, который по характеристикам соответствует основной структуре заготовки.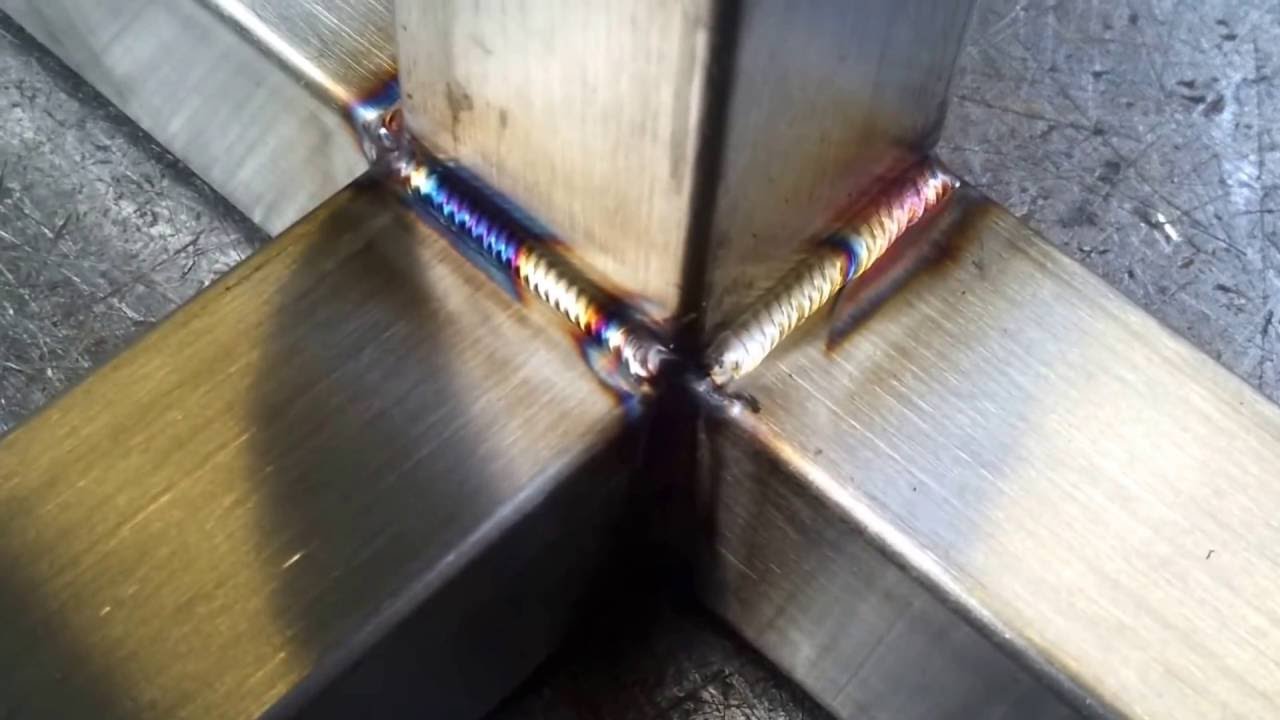 В обработке прессованных деталей часто используют такие же электроды, но с диаметром 8 мм. Это решение может показаться оправданным ввиду нетребовательности структуры металла, но прочностные качества шва будут понижены – в среднем 85% от показателя нетронутой структуры.
В обработке прессованных деталей часто используют такие же электроды, но с диаметром 8 мм. Это решение может показаться оправданным ввиду нетребовательности структуры металла, но прочностные качества шва будут понижены – в среднем 85% от показателя нетронутой структуры.
Контактная сварка
В этом случае многое зависит от скорости работы. Практика показывает, что для крупных заготовок, к примеру, предпочтительным будет режим 2 мм/сек. Увеличение данного показателя приведет к снижению прочности заготовки и положительная функция защитного газа будет минимизирована. Неплохой по качеству результат можно получить, если заранее выполнить более глубокую механическую обработку поверхности заготовки. Благодаря зачистке крупнозернистой наждачной бумагой вкупе с легкой фрезеровкой будет обеспечена стабильная и ровная сварка титана. Отзывы также указывают на достижения хороших результатов при контактной сварке в условиях сбалансированной осадки. Ее следует подбирать из следующего расчета: в среднем на 20% выше, чем при обработке углеродистой стали.
Особенности холодной сварки
Отсутствие термического воздействия, при котором наблюдаются, по сути, разрушительные процессы в структуре титана, делают этот способ почти идеальным, но и тут есть свои нюансы. Холодная сварка производится под высоким давлением, которое деформирует кристаллы структуры, в результате смещая их и образуя общий сплав. Непосредственно сварка производится внахлест с помощью специальных зажимных механизмов. Силовое механическое воздействия также отличает этот способ, что требует более высоких финансовых затрат. Есть и другой недостаток, которым характеризуется холодная сварка. Титан, в конструкции которого есть образованные такой спайкой швы, менее надежен и может задействоваться только в конструкциях, не предполагающих высокие физические нагрузки.
Возможные дефекты при сварке
Одним из самых серьезных дефектов является образование пор. Это газовые примеси в структуре металла, в формировании которых участвовал водород. Исключить этот изъян можно двумя условиями – выполнением качественной всесторонней зачистки перед сваркой и обеспечением эффективной защиты нагретого металла в процессе обработки. Еще одной проблемой может стать появление окислов, которые переходят от места создания шва к цельной структуре. Кстати, от этого недостатка полностью страхует холодная сварка титана. Отзывы самих пользователей свидетельствуют, что предотвратить этот дефект при термической обработке помогает именно долговременное поддержание газовой защиты аргона уже после завершения процесса. Индикатором для снятия защиты станет нормализация температуры шва.
Исключить этот изъян можно двумя условиями – выполнением качественной всесторонней зачистки перед сваркой и обеспечением эффективной защиты нагретого металла в процессе обработки. Еще одной проблемой может стать появление окислов, которые переходят от места создания шва к цельной структуре. Кстати, от этого недостатка полностью страхует холодная сварка титана. Отзывы самих пользователей свидетельствуют, что предотвратить этот дефект при термической обработке помогает именно долговременное поддержание газовой защиты аргона уже после завершения процесса. Индикатором для снятия защиты станет нормализация температуры шва.
Заключение
Если сравнивать сварку титана с аналогичными операциями над другими металлами, то будет выявлен целый ряд отличий. Прежде всего, они касаются организационного процесса. От исполнителя требуется надлежащим образом подготовить металл, а также позаботиться о приспособлениях, которые защитят основной бесшовный титан. Сварка титана при соблюдении правил термической обработки и выборе оптимального режима для функции электрода с большей вероятностью обеспечит достойный результат по прочности. Собственно, о том, насколько высоко качество образуемого шва, можно судить по его оттенку уже в ходе сварки. Так, серебристый цвет свидетельствует о высокой защите и, следовательно, укреплении структуры шва. Шов с соломенным оттенком менее прочен, но эту ситуацию еще не поздно исправить, скорректировав, например, подачу газа. О том, что в ходе обеспечения защиты были допущены серьезные ошибки, скажет коричневый оттенок.
Сварка титана при соблюдении правил термической обработки и выборе оптимального режима для функции электрода с большей вероятностью обеспечит достойный результат по прочности. Собственно, о том, насколько высоко качество образуемого шва, можно судить по его оттенку уже в ходе сварки. Так, серебристый цвет свидетельствует о высокой защите и, следовательно, укреплении структуры шва. Шов с соломенным оттенком менее прочен, но эту ситуацию еще не поздно исправить, скорректировав, например, подачу газа. О том, что в ходе обеспечения защиты были допущены серьезные ошибки, скажет коричневый оттенок.
Источник: syl.ru
Просмотров: 1893
Сварка титана. Влияние структуры на сварку
Темно-синий вольфрамовый электрод для сварки титана
Сварка титанаНачинающим сварщикам, которые никогда не сталкивались с рассматриваемой темой, может показаться, что сварка такого необычного материала как титан, сопряжена с трудностями, которые вряд ли можно преодолеть в обычных не заводских условиях. Это ошибочная точка зрения, так как этот металл или сплав можно варить без применения особых техпроцессов и оборудования.
Это ошибочная точка зрения, так как этот металл или сплав можно варить без применения особых техпроцессов и оборудования.
Какое оборудование для этого нужно?
Да, бывает, что применяется плазменная сварка или электронно –лучевая (что особенно удачно, ведь она проводится в среде вакуума) и даже трением! Но все эти перечисленные способы не являются основными и несмотря на свою эффективность на практике используются не часто. В основном, применяют всем знакомый аргон и полуавтоматы. Так что выбирая оборудование для работы с титаном обратите внимание на инверторы ТIG и MIG .
Важно знать
Успешность сварочного процесса будет зависеть от выбора полярности сварочного аппарата:
• Если это TIG необходимо установить режим прямой полярности на токе DC (постоянный)
• Для MIG настраивается обратная полярность и ток DC.
Сварочная горелка должны быть оборудована клавишей дистанционного управления, что позволяет вести процесс непрерывно, контролируя величину тока и параметры охлаждения шва защитным газом. В качестве дополнительного приспособления применяют педаль ножного типа, позволяющую управлять как параметрами процесса, так и таймером предварительного/ завершающего продува газа.
В качестве дополнительного приспособления применяют педаль ножного типа, позволяющую управлять как параметрами процесса, так и таймером предварительного/ завершающего продува газа.
Как вы уже догадались, правильная защита сварочной ванны является важной составляющей успешного проведения процесса. Расплавленный металл должен быть надежно огражден от взаимодействия с кислородом, а газ должен непрерывно подаваться в зону шва пока ее температура не достигнет 400 градусов.
Используемые газы: Ar (аргон) и Нe (гелий).
Влияние структуры титана на сварку
Металл титан – часто встречающийся в земной поверхности. Там его больше, чем других далеко нередкоземельных элементов, таких как Сu, Pb и Zn. Он обладает малой плотностью всего 4,5 Г/см3, но при этом достаточной прочен: временное сопротивление разрыву для чистого Тi составляет 260 ..330 МПа, а при его легировании эта величина может достигать до 1200… 1300 Мпа. Плавится при подогреве до Т=1650 град. Цельсия, крайне устойчив к механизмам электрохимического разрушения. В кислороде возможно самовоспламенение. Реагирует с водородом и азотом. Проявляет активность при нагреве выше 400 градусов, поэтому сварка без защитной среды невозможна. У титана низкая теплопередача, более чем в 2 раза ниже у черной стали. Из-за этого для сварки выставляют меньшие токи, не смотря на его тугоплавкость.
Цельсия, крайне устойчив к механизмам электрохимического разрушения. В кислороде возможно самовоспламенение. Реагирует с водородом и азотом. Проявляет активность при нагреве выше 400 градусов, поэтому сварка без защитной среды невозможна. У титана низкая теплопередача, более чем в 2 раза ниже у черной стали. Из-за этого для сварки выставляют меньшие токи, не смотря на его тугоплавкость.
Как и сталь обладает аллотропией , т.е возможностью менять свою кристаллическое строение при нагреве, соответственно способен упрочняться термически. Метаморфозы с фазами происходят при 880 оС, до этой температуры существует α- модификация, свыше β.
Добавление элементов Al, O2 и N приводит в устойчивое положение α- фазу. Легирующие добавки Сr, Mn, V стабилизируют β-фазу.
Из выше изложенного логично вытекает, что существует три типа сплава титана альфа, α+ β и бета.
К альфа-сплавам относятся ВТ1 и ВТ5-1 – они не увеличивают твердость в результате термообработки, им характерна высокая вязкость, хорошо поддаются сварке
К бета-титановым сплавам относятся ВТ-15, ВТ16, ТС6, упрочняются термически, но трудносвариваемы, может наблюдаться увеличение зерен и трещинообразование
К α+ β структуре принадлежат такие марки как ВТ3-ВТ8, ОТ4. Они хорошо варятся и термообрабатываются.
Они хорошо варятся и термообрабатываются.
При нормальных условиях 18 -20 градусов поверхностные слои титана вступают в связь с кислородом воздуха, образуя твердый раствор, то есть состав из двух фаз, находящихся в единой кристаллической решетке. Перенасыщение кислородом поверхности не дает возможности окисляться слоям, находящимся ниже. При возрастании температуры до плавления Ti вступает в реакцию с О2 с возникновением окислов ТiO2. Они окрашены в золотисто-желтые тона или фиолетовые. По данным цветам побежалости можно оценивать несколько эффективной была аргонная защита при сварке.
При температуре свыше пятисот градусов титан так же взаимодействует с азотом с развитием нитридов. Поверхностный слой упрочняется, но пластичность падает. Это свойство применяется в ионном азотировании.
Наводораживание Тi в процессе сварки может вызвать высокую пористость и привести к образованию дефектов во времени.
К образованию трещин во время кристаллизации сварочной ванны он не склонен, зато шву и зоне возле шва присуще увеличение размеров зерна – это негативно сказывается на свойствах металла.
кабину Су-34 сваривают по новой технологии
На Новосибирском авиационном заводе им. В.П. Чкалова налажено изготовление титановых кабин для бомбардировщика Су-34 при помощи электронно-лучевой сварки. Новая технология позволила усовершенствовать один из самых сложных производственных процессов – сварку титана.
Новый российский бомбардировщик Су-34 заслуженно считается одной из самых безопасных для пилотов машин в мировой авиации. Для их защиты в боевых условиях используется титановая броня толщиной в дюйм и более.
В то же время конструкции из титана едва ли не самые трудоемкие в изготовлении. Именно поэтому обработка этого металла во всех высокотехнологичных отраслях – космосе, авиа- и судостроении – считается самой сложной операцией.
Еще несколько лет назад основные операции по сварке деталей выполнялись специалистами сварочного производства – слесарями и сварщиками – вручную. Детали соединяли при помощи аргонно-дуговой сварки. Процесс занимал длительное время. Сварка листов толщиной до трех миллиметров производилась без специальной предварительной обработки соединяемых частей, а вот при большей толщине приходилось выполнять разделку кромок под сварку.
Сварка листов толщиной до трех миллиметров производилась без специальной предварительной обработки соединяемых частей, а вот при большей толщине приходилось выполнять разделку кромок под сварку.
Установка кабины на сварочную оснастку.
Параллельно с запуском нового самолета в Новосибирске разработали и внедрили первую автоматизированную установку для электронно-лучевой сварки. Из огромной камеры объемом 80 м 3 специальные насосы откачивают воздух и создают высокий вакуум порядка 10-5 мм рт. ст., необходимый для работы электронной пушки. Сварка ведется управляемым электронным лучом.
Однако для серийного производства самолетов такая установка не годилась. Чтобы сваривать швы, расположенные в разных пространственных плоскостях, кабину приходилось каждый раз выдвигать из камеры и переустанавливать в новое положение. После этого процесс создания вакуума в камере вновь повторялся. Это отнимало слишком много времени. Поэтому изготовление первых кабин занимало порядка четырех месяцев.
Вакуумная печь.
Специалисты компании «Сухой» и партнеры за два года создали инновационный комплекс оборудования, который кардинально изменил технологический процесс сварочного производства.
Новая установка позволяет сваривать детали толщиной от 2 до 200 мм за один проход луча. Причем сварка может производиться не по двум осям, как раньше (горизонтально и вертикально), а по шести координатам. Сваривать можно как стыковые, так и угловые соединения. Манипулятор по заданной программе обеспечивает перемещение электронной пушки по любой траектории, в любую точку камеры.
«Если проводить какую-нибудь наглядную аналогию, то представьте паука, который передвигается по потолку, — вот такой принцип конструкции использован в нашей установке», — поясняет ведущий инженер-технолог Леонид Егорнов.
Сварка кольцевых швов бака.
С точки зрения технологии, корпус кабины представляет собой сварную конструкцию из 19 деталей, которые свариваются электронно-лучевой установкой.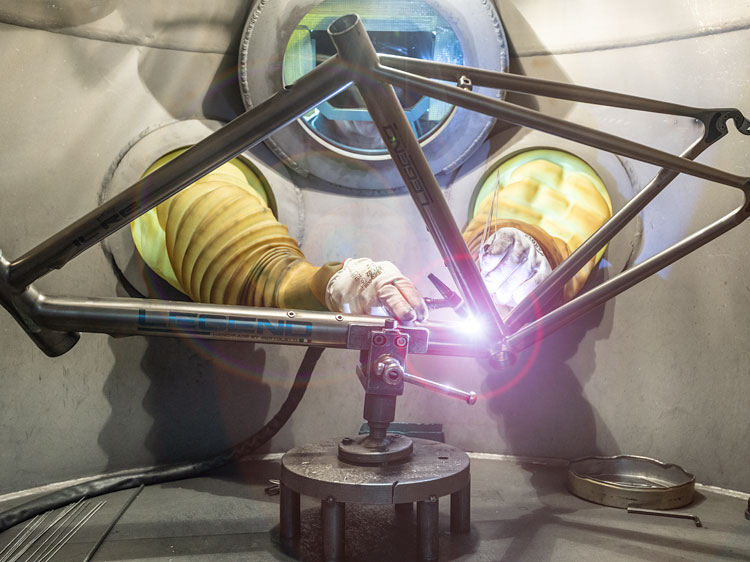 Суммарная длина швов — 21 метр, скорость сварки — 720 миллиметров в минуту. Теперь для изготовления титановой кабины Су-34 требуется лишь четыре операционные установки изделия в вакуумную камеру, тогда как раньше было необходимо произвести 26 установок в камеру.
Суммарная длина швов — 21 метр, скорость сварки — 720 миллиметров в минуту. Теперь для изготовления титановой кабины Су-34 требуется лишь четыре операционные установки изделия в вакуумную камеру, тогда как раньше было необходимо произвести 26 установок в камеру.
В соседнем помещении расположена новая вакуумная печь для отжига, в которую помещают уже сваренную конструкцию. «Отжиг позволяет снять внутренние напряжения, полученные в процессе сварки, что необходимо для предотвращения разрушения сварных соединений», — поясняет Леонид Егорнов.
Параллельно с созданием установки (проектирование, изготовление и монтаж на НАЗ им. В.П.Чкалова) несколько молодых перспективных специалистов были направлены на учебу. Так, сварщик Александр Дырин к моменту запуска новой электронно-лучевой установки окончил кафедру «сварочное производство» Томского политехнического университета. До этого Александр занимался аргоно-дуговой сваркой, изготавливал титановые конструкции по традиционной технологии. Сейчас его основной рабочий инструмент напоминает скорее джойстик из компьютерной игры. С его помощью происходит перемещение электронно-лучевой пушки в вакуумной камере. А на операторском пульте Александр отслеживает десятки параметров работы установки.
Сейчас его основной рабочий инструмент напоминает скорее джойстик из компьютерной игры. С его помощью происходит перемещение электронно-лучевой пушки в вакуумной камере. А на операторском пульте Александр отслеживает десятки параметров работы установки.
Инженер установки Геннадий Вершинин и сварщик Павел Сусликов прошли дополнительное обучение в г. Ижевске в НИТИ «Прогресс». Начальником участка назначен грамотный специалист Алексей Пугаченко. Средний возраст команды – 30 лет.
В конструкции Су-34 применили топливные баки тоже из титана. Их сваривают на этой же установке. Конструкция баков позволяет использовать их и в качестве силовых элементов всего самолета. Технология изготовления топливных баков строится по принципу сварки готовых деталей с минимальными припусками и последующей минимальной мехобработки.
Практически все сварочное оборудование создавал отечественный поставщик — НИТИ «Прогресс» из Ижевска. В разработке новой технологии также участвовали Национальный институт авиационных технологий, специалисты ОКБ «Сухого» и НАЗ им. В.П. Чкалова.
В.П. Чкалова.
Подобные установки для электроно-лучевой сварки планируется использовать при создании новых самолетов и отдельных агрегатов на других предприятиях ОАК.
Титан среди металлов
Титан – это легкий прочный металл серебристо-белого цвета. Он имеет высокую вязкость, при механической обработке склонен к налипанию на режущий инструмент. Поэтому требуется нанесение специальных покрытий на инструмент, различных смазок. При обычной температуре покрывается защитной пленкой оксида, благодаря этому коррозионностоек в большинстве сред.
По удельной прочности титан не имеет соперников среди промышленных металлов. Даже такой металл, как алюминий, уступил ряд позиций титану, который всего в полтора раза тяжелее алюминия, но зато в шесть раз прочнее. И что особенно важно, титан сохраняет свою прочность при высоких температурах (до +500 °С, а при добавке легирующих элементов – до +650 °С), в то время как прочность большинства алюминиевых сплавов резко падает уже при +300 °С. Титан – очень твердый металл: он в 12 раз тверже алюминия, в 4 раза – железа и меди.
Титан – очень твердый металл: он в 12 раз тверже алюминия, в 4 раза – железа и меди.
Металл получил свое название в честь титанов, персонажей древнегреческой мифологии, детей Геи. Название элементу дал немецкий химик Мартин Клапрот. Он был одним из первооткрывателей этого химического элемента, обнаружив его в 1795 году в минерале рутиле, состоящем из оксида титана с примесью железа, олова, ниобия и тантала. В то время часто использовались французские названия химических элементов, отражающие их химические свойства. Клапрот предложил называть новый металл «титан». Он отметил, что невозможно определить его свойства только по его оксиду. Поэтому Клапорт выбрал для него имя из мифологии, подчеркивая «мифологичность» и непонятность элемента на тот момент времени. Ранее немец так же из мифологии выбрал название для другого открытого им элемента – урана.
Титан в виде сплавов является важнейшим конструкционным материалом в авиа- и ракетостроении. Добавление к титану других металлов или присадочных материалов, позволяет создавать сплавы с заданной макро-, микро-, кристалло-, суб-, наноструктурой, благодаря чему сам сплав и конструкции из него приобретают определенный уровень механических и эксплуатационных характеристик.
Авиастроение — наиболее титаноемкая отрасль промышленности, где титановый лист используется для изготовления винтов двигателей, корпусов, крыльев, двигателей, обшивки, трубопроводов, крепежа и многого другого. В планере (планер — несущая конструкция летательного средства) современного гражданского самолета применяется 15 — 20% титановых деталей. Например, Ил-76 и Ил-76Т имеют 15% титановых деталей от общей массы планера, а при производстве Boeing нового типа 787 Dreamliner титановые прутки ВТ16 из России используются в 30% сборочных узлов посадочных устройств самолета. Это объясняется тем, что в современных сверхзвуковых самолетах требуются материалы, которые способны гарантировать надежную работу узлов под воздействием мощных силовых и температурных полей, излучений, высоких давлений. Кроме того, с увеличением в конструкциях самолетов доли композиционных материалов, требуется материал, который не корродирует при взаимодействии с ними. Титановые сплавы ВТ23, ВТ23М идеально отвечают всем этим требованиям, обеспечивают авиалайнерам снижение веса и стоимости конструкции на 20-30%, в сравнении с другими материалами, а так же повышает их эксплуатационную надежность на 25-35%.
|
Титан – сам по себе материал довольно прочный, в большинстве случаев, его довольно сложно деформировать. Перед началом проведения работ, необходимо выяснить технические и химические характеристики материала, который должен подвергнуться сварочным работам. К примеру, титан обладает высокой химической активностью. В чем же она выражается? Все предельно просто, при нагреве материала до четырехсот градусов по Цельсию, азот и кислород, которые находятся в воздухе, вступают в реакцию с титаном, тем самым ухудшая пластичность титановой конструкции. Как следствие этому, в материале образуются трещины, он становится хрупким и неустойчивым к различным факторам деформации и механических повреждений.
Именно по этой причине, сварочные работы лучше всего проводить, подготовив защитную среду, состоящую из инертных газов. Наилучшим сочетанием будет пара аргона и гелия. Еще один совет сварщикам – удаляйте поверхностный слой, он весь пропитан кислородом, так или иначе, поскольку специфика титана такова, что данный материал взаимодействует в той или иной степени с кислородом, даже без повышенной температуры. Такая реакция проходит и при обычной комнатной температуре, так что, перед началом работ – слой необходимо удалить. Следующий элемент, который так же может помешать процессу – водород. Он воздействует на титан таким образом, что на нем образуются поры и трещины, которые в свою очередь, будут способствовать разрушению металла после проведения работ. Чтобы этого всего избежать, сварочную проволоку необходимо подвергнуть процессу вакуумного отжига. Оценить уровень защиты шва можно по его цвету. В процессе сварки, во время нагрева, титан начинает активнее поглощать кислород, и цвет оксидной пленки может изменяться в секторе цвета от золотистого до фиолетового.
Рекомендуем прочесть: Оксидная пленка алюминия понятно объяснит что такое Оксидная пленка. Вот в принципе и все основные рекомендации для сварщика, перед началом проведения работ. Очень важно помнить так же о защите личной, в обязательном порядке одевайте маску и перчатки, они предотвратят попадание искр на Ваше тело, в том числе и глаза. Не стоит пренебрегать личной безопасностью, это может плохо закончится. Так же, крайне не рекомендуется браться за сварочный аппарат непрофессионалу, поскольку, вы рискуете нанести себе травмы в попытке осуществить желаемую работу, лучше обратиться за помощью к более опытному человеку.
|


Сварка титана с алюминием
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Большой выбор.
Доставка по всей России!
Основные трудности получения непосредственного сварного соединения этого сочетания металлов связаны с образованием химических соединений TiAl при 1460 °С (содержание Аl 36,03 %) и TiAl3 при 1340 °С (содержание А1 60—64%) в результате перитектической реакции. Предельная растворимость Ti в Аl мала и составляет 0,26—0,28 % при 665 °С. При 20 °С эта величина снижается до 0,07%. Алюминий в титане образует ограниченные области α- и β-растворов. Технически чистый Аl и Ti обладают высокой пластичностью. Эти материалы сильно отличаются по температуре плавления и другим тепло-физическим величинам. Сплавы титана имеют значительно более высокую прочность и твердость.
В связи с отмеченными особенностями получить соединение при расплавлении обеих заготовок с получением металла шва, представляющего твердый раствор, практически невозможно. Шов всегда будет содержать интерметаллиды, сильно охрупчивающие соединение.
Из методов сварки в твердой фазе получила применение холодная сварка технически чистых алюминия и титана. Техника холодной сварки принципиально не отличается от сварки других сочетаний металлов. Полученные соединения равнопрочны основному металлу.
Техника холодной сварки принципиально не отличается от сварки других сочетаний металлов. Полученные соединения равнопрочны основному металлу.
Диффузионной сваркой удается сваривать достаточно большую номенклатуру сочетаний титановых и алюминиевых сплавов при высоком качестве соединения. Сварка ведется при температуре 560—720 °С и продолжительности нагрева порядка 10 мин. Термическая обработка таких соединений при 500 °С в течение 10 ч и при 600 °С в течение 1 ч не приводит к снижению механических свойств и вакуумной плотности. Интенсивный рост интерметаллида (Al3Ti) начинается после 2-ч выдержки при 600 °С. Толщина прослойки интерметаллида при диффузионной сварке достигает 12 мкм, что существенно не отражается на механических свойствах. Разрушение образцов, полученных диффузионной сваркой, при испытаниях идет по алюминиевой заготовке.
Сварка методами плавления возможна в случае, когда будет обеспечено расплавление только Аl при минимальном перегреве и при ограничении времени контакта расплава с поверхностью титановой заготовки, т. е. в режиме сварки-пайки, При этом время контакта с расплавом должно быть меньше времени ретардации образования интерметаллидов. При температуре 700—800 °С и выдержке 15 с интерметаллиды еще не образуются. Повышение температуры до 900 °С и выше приводит к появлению в зоне контакта соединения TiAl3. Таким образом, техника сварки должна быть такой, чтобы в зоне контакта температура не превышала 850 °С. Такие условия можно получить, расплавляя только алюминий.
е. в режиме сварки-пайки, При этом время контакта с расплавом должно быть меньше времени ретардации образования интерметаллидов. При температуре 700—800 °С и выдержке 15 с интерметаллиды еще не образуются. Повышение температуры до 900 °С и выше приводит к появлению в зоне контакта соединения TiAl3. Таким образом, техника сварки должна быть такой, чтобы в зоне контакта температура не превышала 850 °С. Такие условия можно получить, расплавляя только алюминий.
Tecate выпустит Titanium в феврале
WHITE PLAINS, N.Y. – Компания Tecate объявила о выпуске в феврале пива крепостью 7,5% в одной порции 24 унции. может быть создан специально для продажи на лицензированных удаленных счетах, в частности, в магазинах шаговой доступности, чтобы извлечь выгоду из роста продаж пива с высоким содержанием алкоголя в этом канале. Tecate Titanium обладает ярким, но освежающим вкусом. Его отчетливый аромат и вкус являются результатом навязчивого и неутомимого процесса пивоварения, что приводит к более высокому содержанию алкоголя и освежающей питкости. Это новое пиво входит в рыночный сегмент, где общая стоимость продуктов крепостью 6,5 % и выше растет на 10,1 %, а цена на отдельные банки — на 11,6 %.
Это новое пиво входит в рыночный сегмент, где общая стоимость продуктов крепостью 6,5 % и выше растет на 10,1 %, а цена на отдельные банки — на 11,6 %.
«Титан дает возможность еще больше расширить быстрорастущую мексиканскую категорию благодаря уникальному варианту с высоким содержанием алкоголя», — говорит Белен Памукофф, бренд-директор Tecate. «Наша основная цель, латиноамериканские покупатели C-Store, в настоящее время недостаточно обслуживаются существующими вариантами с высоким содержанием алкоголя, поскольку вероятность совершения покупки у них на 13% ниже, чем у среднего покупателя, и они тратят на этот сегмент на 30% меньше.Мы предлагаем превосходную жидкость по конкурентоспособной цене в сегменте, с которым наши покупатели знакомы», — продолжил Памукофф. «Мы видим пробел на рынке, где большинство вариантов с высоким содержанием алкоголя не являются пивом, пивом низкого качества или крафтовым пивом с хмелем. Титан — смелый, но очень освежающий».
Tecate Titanium стремится извлечь выгоду из продолжающегося роста мексиканского импорта и значительных возможностей для продажи пива с высоким содержанием алкоголя в банках в магазинах повседневного спроса. Восемьдесят процентов объемов напитков с высоким содержанием алкоголя находятся в банках, а 64 процента банок — в банках емкостью 24 унции.размер.
Восемьдесят процентов объемов напитков с высоким содержанием алкоголя находятся в банках, а 64 процента банок — в банках емкостью 24 унции.размер.
Программа запуска будет включать наружную рекламу, радио, цифровые и социальные сети на ведущих рынках Tecate, а также высокоэффективные материалы для мерчандайзинга и выборку потребительских образцов (если это разрешено законом) — все для стимулирования проб и повышения осведомленности. Tecate Titanium — это смелая новая новинка, которая предлагает операторам C-Store возможность роста, а покупателям латиноамериканских C-Store — новый смелый выбор мексиканского импорта с высоким содержанием алкоголя.
О компании HEINEKEN США
HEINEKEN USA Inc., ведущий национальный импортер элитного пива, является дочерней компанией HEINEKEN International NV, самой интернациональной пивоваренной компании в мире.Ключевыми брендами, импортируемыми в США, являются Heineken – самый интернациональный пивной бренд в мире, Dos Equis, Tecate и Strongbow Hard Apple Ciders. HEINEKEN USA также импортирует Amstel Light, Red Stripe, Tiger Beer, Newcastle Brown Ale, Birra Moretti, Bohemia и многое другое. Чтобы быть в курсе новостей и обновлений, следите за нами в Твиттере @HeinekenUSACorp или посетите HEINEKENUSA.com.
HEINEKEN USA также импортирует Amstel Light, Red Stripe, Tiger Beer, Newcastle Brown Ale, Birra Moretti, Bohemia и многое другое. Чтобы быть в курсе новостей и обновлений, следите за нами в Твиттере @HeinekenUSACorp или посетите HEINEKENUSA.com.
Коммерческое пивоваренное оборудование Gold Titanium Brew House по цене 1000000 рупий за штуку | Пивоварня Prodeb Brewery Technology Belgium Private Limited, Chennai
Prodeb Brewery — крупнейший и самый передовой производитель оборудования для микропивоварен в Индии, использующий новейшие бельгийские технологии.Он является частью канадской группы Crystalline, которая уже более 50 лет поставляет оборудование и решения для пивоваренной промышленности.Компания Prodeb уже десять лет предоставляет готовые системные решения для мини-пивоварен по всему миру. Это первый индийский производитель оборудования для микропивоварен с использованием европейских технологий.
Компания Prodeb, обладающая передовыми ноу-хау и современными технологиями, поставляет системы крафтового пивоварения по всему миру с индивидуальными решениями для индивидуальных потребностей пивоваров, оптимизируя эффективность и опыт пивоварения. Компания Prodeb самостоятельно производит всю линейку оборудования для микропивоварен, включая солодовую мельницу, ферментеры для варочного цеха и резервуары для светлого пива.
Компания Prodeb самостоятельно производит всю линейку оборудования для микропивоварен, включая солодовую мельницу, ферментеры для варочного цеха и резервуары для светлого пива.
Помимо вышеперечисленного, все аксессуары (например, резервуар для ледяной воды, резервуар для гликоля, резервуар для горячего раствора, система CIP и холодильные установки также производятся на заводе площадью 50 000 квадратных метров в Ченнаи, Индия. Prodeb предлагает широкий спектр услуг, который включает в себя детальное проектирование (план пивоварни, 3D-моделирование, 3D-чертежи трубопроводов и электрических приборов). Prodeb также производит и устанавливает оборудование для очистки технологической воды, оборудование для пивоварения, чтобы поддерживать процесс пивоварения с чистейшей водой с низким Tds, а также а также обогащенную воду для производства классических сортов пива.Нашу систему очистки воды можно настроить так, чтобы имитировать любой параметр воды по всему миру.
Prodeb предлагает компактные системы очистки сточных вод для очистки сточных вод мини-пивоварен. Очищенная вода может быть использована для различных целей.
Очищенная вода может быть использована для различных целей.
Принимая во внимание разнообразные требования наших клиентов, мы производим и поставляем широкий ассортимент коммерческого пивоваренного оборудования. Они произведены нашими высококвалифицированными профессионалами, использующими последнюю технологию и материал высшего качества.
Предлагаемые изделия высоко ценятся среди наших клиентов благодаря своей жесткой конструкции и точным размерам.Кроме того, мы гарантируем своевременную доставку нашей продукции.
Особенности :
Высокая прочность на растяжениеДолговечностьКоррозионностойкий
Определение фенольных соединений в остаточных пивных дрожжах с использованием матричной твердофазной дисперсионной экстракции с использованием наночастиц диоксида титана
Для извлечения фенольных соединений из остаточных пивоваренных дрожжей была разработана простая и эффективная недорогая матричная твердофазная дисперсия (MSPD) на основе наночастиц (NP) TiO 2 2 и диатомовой земли. Экспериментальные условия для извлечения MSPD были оптимизированы с помощью экспериментального подхода. Был использован скрининговый факторный план плюс повторы в центральной точке с последующим анализом отклика поверхности. Одновременная идентификация и количественная оценка одиннадцати основных природных полифенолов: кофейной, хлорогеновой, п-кумаровой, 3,4-дигидроксибензойной, транс-феруловой и галловой кислот, кемпферола, мирицетина, нарингина, кверцетина и рутина стала возможной при комбинировании МСПД и капиллярной жидкости. хроматографию соединяют с системой обнаружения с диодной матрицей (cLC-DAD), а жидкостную хроматографию соединяют с тройным квадрупольным анализатором (ЖХ-МС/МС).Кроме того, остаточные экстракты пивных дрожжей оценивали с точки зрения активности DPPH (1,1-дифенил-2-пикрилгидразил) по улавливанию свободных радикалов. Взаимодействие полифенол-наночастицы изучали с помощью спектроскопии в УФ-видимой области и электронной просвечивающей микроскопии (ПЭМ), указывая на стабильное взаимодействие, которое способствует выделению фенолов.
Экспериментальные условия для извлечения MSPD были оптимизированы с помощью экспериментального подхода. Был использован скрининговый факторный план плюс повторы в центральной точке с последующим анализом отклика поверхности. Одновременная идентификация и количественная оценка одиннадцати основных природных полифенолов: кофейной, хлорогеновой, п-кумаровой, 3,4-дигидроксибензойной, транс-феруловой и галловой кислот, кемпферола, мирицетина, нарингина, кверцетина и рутина стала возможной при комбинировании МСПД и капиллярной жидкости. хроматографию соединяют с системой обнаружения с диодной матрицей (cLC-DAD), а жидкостную хроматографию соединяют с тройным квадрупольным анализатором (ЖХ-МС/МС).Кроме того, остаточные экстракты пивных дрожжей оценивали с точки зрения активности DPPH (1,1-дифенил-2-пикрилгидразил) по улавливанию свободных радикалов. Взаимодействие полифенол-наночастицы изучали с помощью спектроскопии в УФ-видимой области и электронной просвечивающей микроскопии (ПЭМ), указывая на стабильное взаимодействие, которое способствует выделению фенолов. Количества экстрагированных полифенолов находились в диапазоне 3,2-1500 мкг/г -1 , а оцененная высокая антиоксидантная активность свидетельствует о том, что разработанный MSPD является успешным, простым, эффективным и быстрым методом экстракции и извлечения биоактивных фенольных соединений, который способствует повторное использование и повторная оценка агропищевых побочных продуктов пивоваренных дрожжей.
Количества экстрагированных полифенолов находились в диапазоне 3,2-1500 мкг/г -1 , а оцененная высокая антиоксидантная активность свидетельствует о том, что разработанный MSPD является успешным, простым, эффективным и быстрым методом экстракции и извлечения биоактивных фенольных соединений, который способствует повторное использование и повторная оценка агропищевых побочных продуктов пивоваренных дрожжей.
Ключевые слова: ЖХ–МС/МС; Матрица твердофазная дисперсия; полифенолы; Остаточные пивные дрожжи; наночастицы диоксида титана; cLC-DAD.
Brew-ti-ful: голос крафтового пива
Движение крафтового пива зародилось в Бостоне. От Boston Beer Company до Harpoon есть десятки, если не сотни, пивоварен по всему штату. Возможно, вы заметили в проходах вашего местного продуктового магазина, насколько восхитительной стала упаковка крафтового пива. В AIGA Boston мы ЛЮБИМ крафтовое пиво. Мы хотели знать, на что похож этот процесс, начиная с жидкого дизайна Mystic Brewery и заканчивая экспериментами, проводимыми в Nightshift, что делает упаковку пива хорошей? Нет двух одинаковых пивоварен, и мы должны изучить, что заставляет работать несколько пивоварен Массачусетса.
В AIGA Boston мы ЛЮБИМ крафтовое пиво. Мы хотели знать, на что похож этот процесс, начиная с жидкого дизайна Mystic Brewery и заканчивая экспериментами, проводимыми в Nightshift, что делает упаковку пива хорошей? Нет двух одинаковых пивоварен, и мы должны изучить, что заставляет работать несколько пивоварен Массачусетса.
Несколько недель назад мне удалось поговорить с Райаном Хэббишоу из Loyal Union. Вы можете знать его по магазину, которым он управляет со своим партнером Кимберли, Loyal Supply Co. в Сомервилле. Райан является вдохновителем оригинального брендинга и дизайна интерьера пивоваренной компании Aeronaut в Сомервилле, штат Массачусетс, а также он разработал недавно переименованную пивоварню Mystic Brewery в Челси, штат Массачусетс.
До основания Loyal Ryan работал в IDEO и Arnold Worldwide. Он способен перенести свой опыт из рекламы и разработки продуктов в дизайн пива.
Aeronaut and Beer as Community Aeronaut был одним из первых клиентов LOYAL, где Райан создал логотип и интерьер пивоварни. Логотип использует счетчик «O» в Aeronaut, чтобы напоминать кантаб. Его использование отрицательного пространства также иллюстрирует дирижабль, плывущий по полю.
Логотип использует счетчик «O» в Aeronaut, чтобы напоминать кантаб. Его использование отрицательного пространства также иллюстрирует дирижабль, плывущий по полю.
Aeronaut стала пивоварней с сильным чувством общности. Настолько, что их дизайн банок развился из иллюстраций, сделанных посетителями пивоварни. Когда вы посетите Aeronaut, вы увидите сотни подставок на стене, сделанных посетителями пивоварни, которые можно увидеть здесь. Каждое превращение банки во что-то другое: космические шлемы, монстры, подводные сцены, что угодно. «Забавно думать о пиве не только как об упаковке, но и как о целом опыте, который дают пивоварни», — сказал Райан.Это похоже на поход в музыкальный магазин или на концерт. Принести домой упаковку из 4 штук, футболку или фирменный стакан — это все равно, что забрать домой мерч с концерта, который вы посетили.
Разговор продолжился, и мы перешли к последнему проекту Райана: Mystic Brewing Company. Loyal Union было поручено изменить дизайн своего бренда, включая новую упаковку пива. Процесс начался с простой цели: «Кто покупает пиво?»
Процесс начался с простой цели: «Кто покупает пиво?»
Райан объяснил, что разработка успешной упаковки означает понимание рынка.Он указал на рисунок, который он создал, чтобы объяснить Мистику идею — цель с тремя кольцами. самое внешнее кольцо — это адресуемый рынок, включающий всех потенциальных людей, которые могут купить продукт. Второе кольцо указывает на меньший, более сфокусированный выбор, а 3-е — это яблочко, представляющее идеального клиента. Пиво имеет большой адресный рынок, но каждое пиво в зависимости от стиля, вкуса и этикетки может определить различную клиентскую базу. Вот что делает дизайн пива таким увлекательным.
Дизайн для разных любителей пива «Все дизайнерские проекты в LOYAL начинаются с отраслевых исследований.«Я разговаривал с людьми на пивоварне, а также с людьми, которые покупают пиво, с розничными продавцами и дистрибьюторами», — говорит Райан. И это показывает. На стене в его мастерской — свидетельство продуманного процесса с диаграммами и примерами того, как дизайн пива влияет на покупателей.
Райан объясняет, что пивовары очень сосредоточены на продукте, а не на маркетинге. «Это индустрия, ориентированная на жидкости», — отмечает он, имея в виду, что большая часть энергии пивоваров уходит на создание пива, вкус которого соответствует сорту пива.И он выполняет упражнение, которое он сделал с Мистиком.
Есть три разных направления, в которых вы можете двигаться с упаковкой пива. Во-первых, это шаблонное решение. Проще всего масштабировать, когда вы выбираете цвет и название пива, и пивоварня готова к работе. Следующий уровень — это более иллюстрированное решение, где есть своего рода шаблон, но каждое пиво получает уникальный дизайн, который по-прежнему соответствует системе в целом, а третий уровень — это искусное пиво, где каждая банка так же уникальна, как и банка. пиво есть.
Целое и сумма его частей Направление, в котором Mystic Brewery движется с ребрендингом, находится между иллюстрированным решением и искусным решением. «Мы хотим убедиться, что все наши сорта пива концептуально связаны», то есть название соответствует графике, соответствует стилю, соответствует рынку», — объяснил Райан.
«Мы хотим убедиться, что все наши сорта пива концептуально связаны», то есть название соответствует графике, соответствует стилю, соответствует рынку», — объяснил Райан.
Каждое пиво имеет уникальный стиль, который отсылает к вкусам пива, но с типографской системой, которая объединяет их как часть целостного бренда.Райан создал систему сопоставления цветов с профилем вкуса, чтобы визуально определить, какие ноты генерируются хмелем. «Это часть удовольствия от всего этого. Как вы используете инструменты, которые у вас есть, чтобы сообщать о разных вещах в рамках ограничений?»
В дополнение к дизайну упаковки, Райан также создал новый логотип Mystics. Он объединил стиль кельтского узла старого логотипа с молекулярным мотивом, чтобы связать старые корни пива в траппистском стиле с современным преимуществом.
Время — мать итерации
Обновление бренда Mystics и новые этикетки для банок были выпущены всего несколько недель назад, и их определенно стоит проверить. Райан резюмировал свой опыт работы с Мистик. Всего за несколько месяцев Mystic Brewery обрела новый вид, который меняется каждый день. Первые несколько дизайнов банок установили визуальную систему, чтобы будущие пивные изобретения могли обрести собственный впечатляющий голос. Вот следующий набор пива, который выйдет в середине ноября 2017 года
Райан резюмировал свой опыт работы с Мистик. Всего за несколько месяцев Mystic Brewery обрела новый вид, который меняется каждый день. Первые несколько дизайнов банок установили визуальную систему, чтобы будущие пивные изобретения могли обрести собственный впечатляющий голос. Вот следующий набор пива, который выйдет в середине ноября 2017 года
Обязательно посетите Aeronaut и Mystic Brewery, чтобы увидеть все их замечательные работы, и подпишитесь на студию Loyals Design в Instagram.
Вы также можете посетить Райана и Ким в LOYAL Supply Co и онлайн на их веб-сайте и во всех социальных сетях: Facebook, Instagram, Twitter.
Стоит ли покупать суперавтоматическую эспрессо-машину Gaggia Titanium?
Gaggia Titanium Super Automatic Espresso — одна из лучших эспрессо-машин для дома, и она впечатляет. Благодаря элегантному, современному внешнему виду и множеству ключевых функций мы испытали эту домашнюю эспрессо-машину, чтобы убедиться, что суперавтоматическая эспрессо-машина Gaggia Titanium соответствует стандартам, которым мы любим наш кофе!
Суперавтоматическая эспрессо-кофемашина Gaggia Titanium.
 Обзор
Обзор
| Цена
| 650–700 долларов США
|
Цвет |
Серебро |
| Вес | 26 фунтов |
| Размеры изделия | 29 х 37.5 х 42,5 см
|
| Количество ступеней помола | 18 |
| Емкость для зерен
емкость | 8,5 унций |
| Объем резервуара для воды | 60 унций
|
| Емкость контейнера для отходов | 13
порции |
| Давление насоса | 15
бар |
Суперавтоматическая эспрессо-машина Gaggia Titanium позволяет пользователям готовить напитки на основе эспрессо с качеством бариста, включая капучино и латте, не выходя из собственного дома (или офиса), и наслаждаться их восхитительным вкусом.
Он оснащен профессиональной встроенной кофемолкой с коническими жерновами, предлагающей различные настройки помола, и автоматической палочкой для вспенивания молока «Turbo-Frother» премиум-класса, обеспечивающей приготовление молока на пару до нужной консистенции и текстуры.
Titanium Super Automatic имеет множество других регулируемых функций, которые позволяют пользователю готовить напитки с различными параметрами и спецификациями. В целом, это машина для серьезных любителей кофе, которые хотят сделать значительные инвестиции в свои возможности приготовления эспрессо дома.Обратите внимание, что эта конкретная модель не подходит для коммерческого использования.
ОсобенностиПолностью автоматическая кофемашина Gaggia Titanium оснащена следующими встроенными функциями:
- Коническая кофемолка с 18 ступенями помола
- Электронный ЖК-экран
- Предварительно программируемые кнопки громкости напитка (для приготовления маленьких, средних и больших напитков)
- Паровая трубка и диспенсер для горячей воды
- Регулируемый дозатор
- Двойной бойлер (состоящий из варочного котла и дополнительного парового котла)
- Подогреватель чашек (до шести чашек кофе)
- Вариант порошкового кофе
- Возможности энергосбережения за счет автоматической настройки режима ожидания
- Съемный резервуар для воды
Насадка Titanium Super Automatic совместима с насадкой Cappuccinatore (продается отдельно).
Суперавтоматическая эспрессо-машина Gaggia Titanium с внушительной ценой (первоначально она стоила около 1000 долларов США) и широким набором функций — это серьезный бизнес.
Но для тех, кто хочет устроить местную кофейню на своей кухне (или в офисе), Titanium Super Automatic предлагает полный пакет простоты использования, универсальности и качества. С помощью нескольких простых настроек даже начинающий пивовар сможет приготовить свой идеальный напиток макиато или эспрессо.
На первый взгляд, Titanium Super Automatic — гладкая серебристая машина. Корпус заключен в корпус из нержавеющей стали и оснащен электронным дисплеем, который каждый раз обещает направить пользователя к идеальному напитку.
Однако при ближайшем рассмотрении Titanium Super Automatic кажется хлипким, что удивительно, учитывая его цену. Это вызывает некоторые опасения относительно того, насколько хорошо он выдержит регулярное умеренно интенсивное использование.
Машина компактна, красиво смотрится на кухонном столе и поставляется с полезным (многоязычным) руководством по эксплуатации.
Но хватит об эстетике, а как же кофе?
На этом уровне очень мало вещей, о которых ребята из Gaggia не подумали. От помола зерен до 18 различных степеней помола и до места, где можно подогреть чашку кофе, заваривание с помощью Titanium Super Automatic, по большей части, доставляет удовольствие. Он быстрый, отзывчивый, а когда вы закончите играть, его легко чистить и обслуживать.
Слово, которое приходит на ум при упоминании Titanium Super Automatic, — «контроль».
Одной из самых впечатляющих особенностей является система двойного заваривания. Благодаря включению варочного котла и дополнительного парового котла значительно сокращается промежуток времени между приготовлением эспрессо и нагревом молока.
Titanium также может похвастаться суперавтоматической кофемашиной, которая увлажняет и кондиционирует молотый кофе и обеспечивает полное выщелачивание ароматических масел перед активацией насоса высокого давления для максимального извлечения вкуса (при давлении от восьми до десяти атмосфер).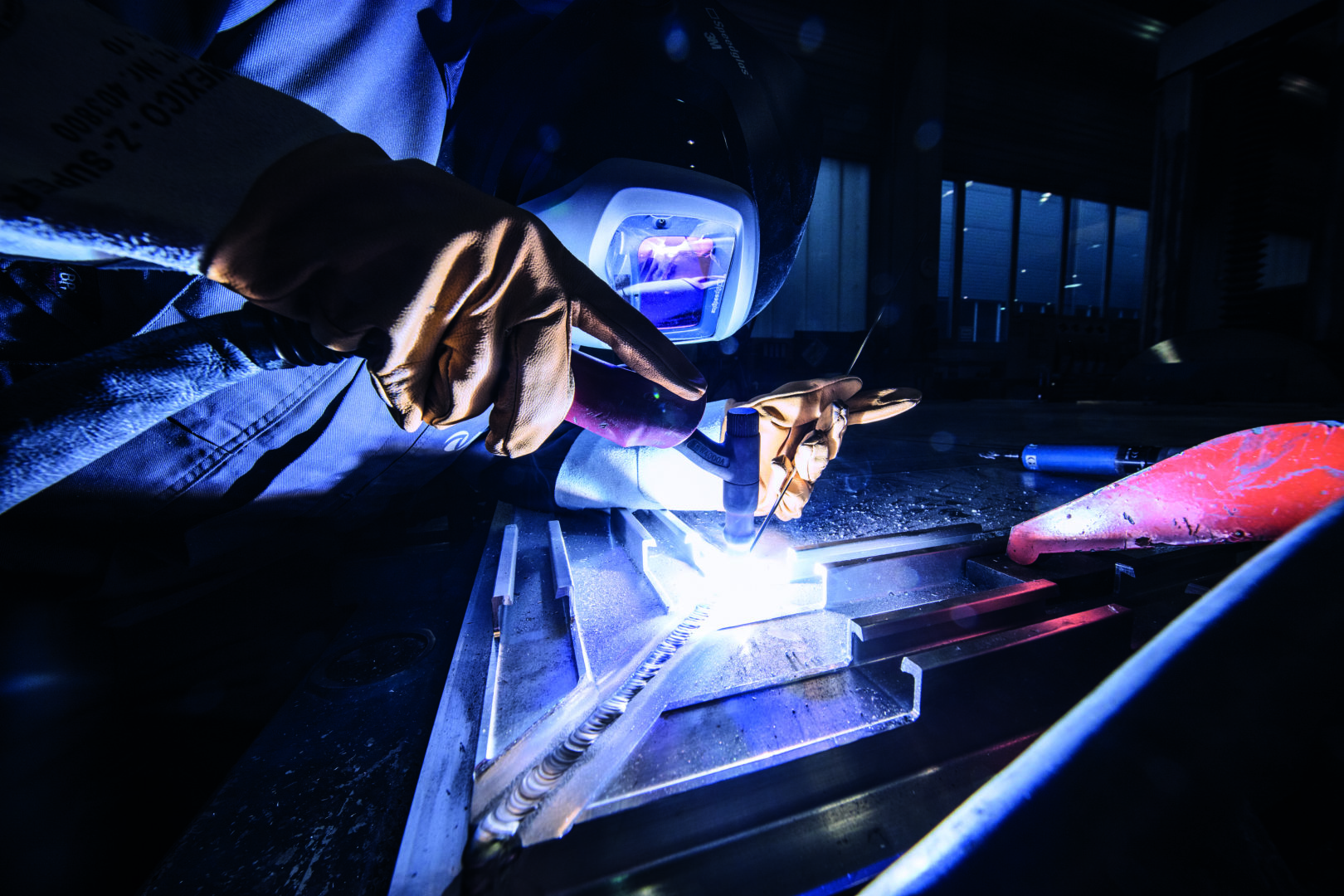 .
.
Помимо основных настроек, Titanium Super Automatic включает в себя такие дополнительные функции, как функция контроля дозы, которая позволяет вам выбирать между шестью и девятью граммами кофе на порцию. Вы также можете поэкспериментировать с пятью различными настройками температуры и байпасным дозатором для молотого кофе.
Также стоит упомянуть превосходную палочку для взбивания молочной пены из нержавеющей стали, которая способна производить прекрасную сливочную молочную пену. (К сожалению, он не позволяет автоматически создавать причудливые латте-арты — вам придется научиться делать это самостоятельно!)
Пока все хорошо.
Однако, поскольку это дорогостоящее оборудование, я думаю, что покупатели имеют полное право быть разборчивыми, поэтому стоит отметить несколько вещей, которые действительно вызывают разочарование.
Номер один — синий экран цвета «люби или ненавидь». Когда он себя ведет, это потрясающе, шаг за шагом облегчая вам процесс пивоварения. Однако есть раздражающее сообщение «проветрите», которое появляется, когда насос всасывает воздух. На самом деле не круто выкрикивать ругательства на свою дорогую эспрессо-машину до того, как вы выпили свою первую дозу кофеина за день!
Однако есть раздражающее сообщение «проветрите», которое появляется, когда насос всасывает воздух. На самом деле не круто выкрикивать ругательства на свою дорогую эспрессо-машину до того, как вы выпили свою первую дозу кофеина за день!
Кроме того, когда дело доходит до измельчения и дозирования, Titanium Super Automatic нельзя назвать бесшумным.Это может не быть проблемой для большинства, включая меня, но если вы планируете варить эспрессо в тихом офисе или в доме, где спят дети, вам следует помнить об этом факторе.
В целом, это эспрессо-машина высокого класса, которая обещает многое и выполняет большинство из этих обещаний. К сожалению, сохраняющиеся сомнения относительно его долговечности не позволяют этому обзору стать восторженным обзором типа «беги и купи один сегодня».
Каков вердикт? Суперавтоматическая эспрессо-кофемашина Gaggia Titanium, несомненно, обладает большим набором функций и способностью готовить превосходный кофе.
Когда вы тратите столько денег на ежедневное приготовление кофе, вы хотите чувствовать, что деньги были потрачены не зря, и, конечно же, основываясь только на качестве кофе и универсальности, Titanium Super Automatic оправдывает свою цену.
Действительно, есть причина, по которой она остается одной из самых продаваемых эспрессо-машин в категории «суперавтоматические».
Хотя это не превратит вас в опытного бариста за одну ночь, после небольшой практики с молочной палочкой вы, безусловно, сможете приготовить более чем респектабельный латте, кортадо, капучино или маккиато и т. д.Не говоря уже о прекрасном эспрессо, лонг-блэке или кафе-крема. (Или даже горячий шоколад и чай, если вам так хочется.)
Однако, несмотря на то, что Titanium Super Automatic отвечает всем требованиям в отношении функций и качества, стоит отметить, что существует довольно много негативных отзывов третьих лиц. К сожалению, они касаются долговечности и функциональности машины. Например, есть сообщения о неисправностях экрана дисплея и различных других поломках (часто с дорогостоящим ремонтом и затратами на доставку, связанными с исправлением ситуации).
Я, конечно, не утверждаю, что с этими проблемами сталкивалось большинство покупателей. Конечно, в мире есть много счастливых владельцев Titanium Super Automatic, и у меня нет личного опыта в решении возникающих проблем.
Однако, если вы готовы расстаться с более чем 600 долларов США за новую (или заменить) домашнюю эспрессо-кофемашину, вы имеете полное право быть на 100% удовлетворенным своей покупкой и быть уверенным, что она обеспечит долгие годы бесперебойной работы.
Часто задаваемые вопросы о эспрессо-машине Gaggia Titanium
Сколько времени требуется Gaggia Titanium для приготовления кофе?Прежде всего, кофемашину следует оставить включенной примерно на 6 минут, чтобы как следует нагреть ее, затем поместить в нее зерна арабики для эспрессо и подождать примерно 2 минуты, прежде чем пить свежий кофе.
Как почистить кофемашину Gaggia Titanium? Очевидно, что вам необходимо мыть детали после каждой чашки кофе, чтобы избежать накопления остатков кофе из-за масел в зернах. №
№
Используйте порошкообразный очиститель для кофемашин и жидкое моющее средство для вспенивателя молока и протрите все детали щеткой, чтобы избежать их разрыва и провести глубокую очистку.
Как часто нужно очищать мой Gaggia Classic от накипи?При регулярном обслуживании и обратной промывке водой после каждого использования вы точно поддержите машину в отличном состоянии, а через несколько недель или месяц вам придется очищать ее от накипи лимонной кислотой.
Последний отвар Плюсы: В Titanium Super Automatic, несомненно, много чего упаковано. Он обладает широким набором функций, позволяющих приготовить напитки, которые удовлетворят даже самого взыскательного любителя кофе. Машина проста в использовании, даже для новичка в приготовлении эспрессо, и относительно проста в обслуживании. Если вы регулярно пьете эспрессо, покупка Titanium Super Automatic может сэкономить вам $$$ в долгосрочной перспективе.
Минусы: Для машины такой цены и функциональности я ожидал более прочную конструкцию.Измельчитель и дозатор слишком шумные, что не является проблемой лично, но может быть фактором для некоторых пользователей. Кроме того, жирные зерна имеют тенденцию засорять рабочие органы, поэтому лучше избегать темной обжарки. Периодическое раздражающее сообщение «проветрите» на экране электронного дисплея может свести вас с ума. Кроме того, есть тревожные отзывы третьих лиц…
В предложении? Нет никаких сомнений в том, что суперавтоматическая эспрессо-кофемашина Gaggia Titanium предлагает комплексное решение для приготовления эспрессо в домашних условиях, предоставляя напитки качества бариста и различные варианты для индивидуального подбора напитка каждый раз — но убедитесь, что вы делаете свою домашнюю работу, прежде чем инвестировать , так как не каждый покупатель имел 100% положительный опыт использования этой конкретной машины.
Гордон сильно пристрастился к кофе. Он также любит писать. Брак, заключенный на небесах? да. После многих лет, когда случайные пьющие кофе до смерти надоедали историями о происхождении кофейных зерен, он начал публично писать здесь, на 2Caffeinated.
Он также любит писать. Брак, заключенный на небесах? да. После многих лет, когда случайные пьющие кофе до смерти надоедали историями о происхождении кофейных зерен, он начал публично писать здесь, на 2Caffeinated.
Бывший гвардеец королевы запускает компанию по производству напитков на открытом воздухе во время карантина
Управляемая ветеранами компания, которая продает качественные тактические фляги и расходные материалы в стиле милитари, процветает во время карантина из-за пандемии коронавируса.
Jak Brew Co. была основана бывшим гренадерским гвардейцем и диспетчером объединенных терминальных атак (JTAC) Джулианом Перрейрой.
Он начал свой бизнес на ранних стадиях пандемии, из-за чего потерял возможность трудоустройства, поэтому решил действовать в одиночку.
Упущенная возможность получить работу действительно дала Джулиану толчок, который ему был нужен, чтобы воплотить свою бизнес-идею в жизнь.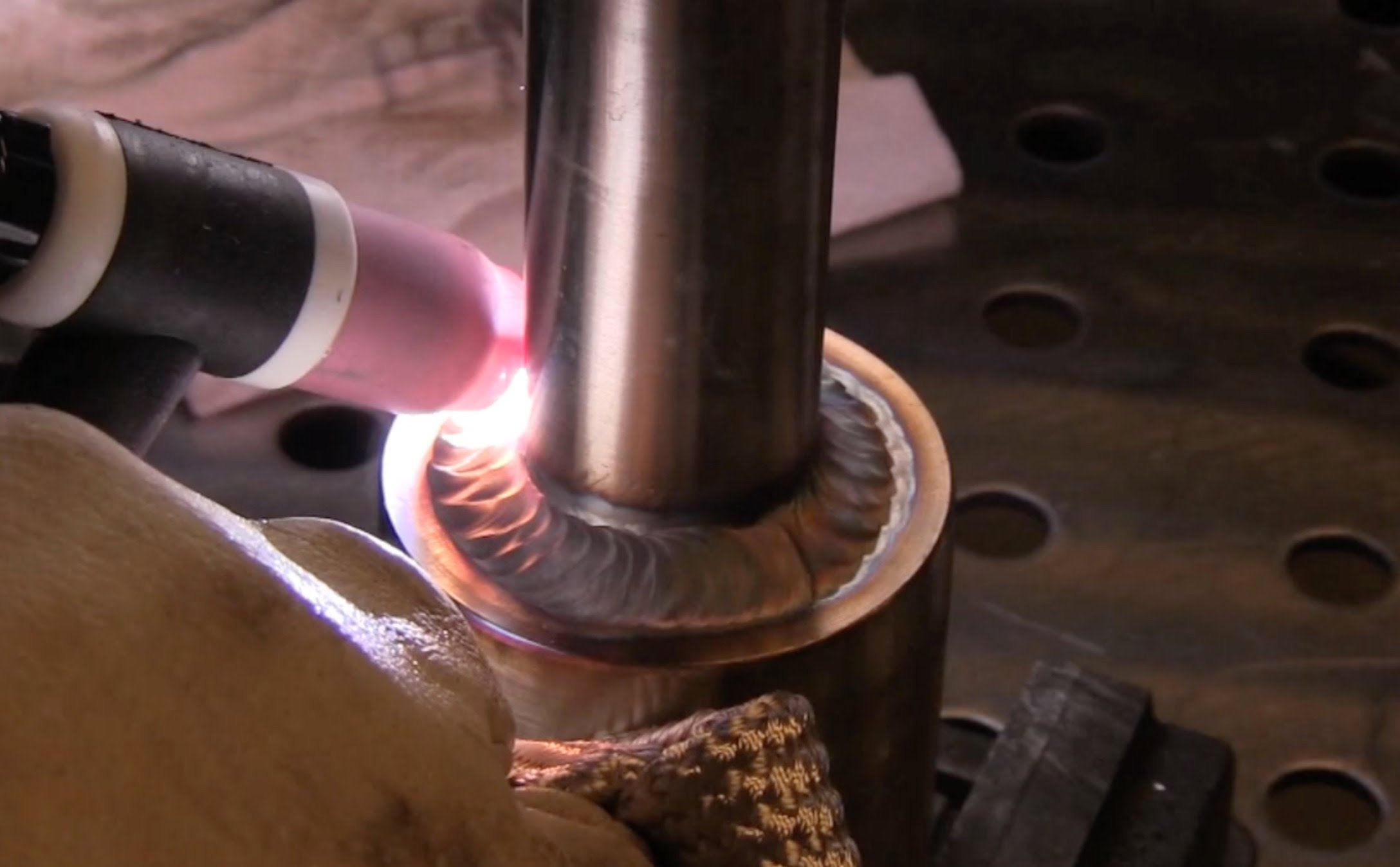
Проведя 14 лет в британской армии, 32-летний Джулиан сказал, что заметил пробел на рынке, добавив:
как следует.
«Мне либо приходилось красить фляжку аэрозольной краской, чтобы сделать ее пригодной для тактических ситуаций, либо когда я открывал фляжку в 2 часа ночи, чтобы сделать глоток хорошего горячего напитка, было холодно.»
Миссия компании JAK Brew Co. проста: предоставить лучшую посуду для питья, которую можно использовать в офисе, дома или в окопе во время военных операций. тактическая изолированная фляга JAK, способная поддерживать температуру вашего напитка до восьми часов, портативный пресс для свежего кофе, титановая лопатка с длинной ручкой, которая достает до дна вашего рациона и помогает вам не испачкать пальцы, фирменная эмаль кружки и даже титановую фляжку для виски.
Компания полагает, что нет ситуации, которую нельзя было бы улучшить или решить, посидев с другом или членом семьи, поболтав и выпив горячего чая.
Но почему военнослужащие и любители активного отдыха покупают это снаряжение для активного отдыха?
Джулиан, основатель JAK Brew Co., сказал:
«Когда дело доходит до товаров для активного отдыха, я знаю, чего хотят и в чем нуждаются военные, чтобы сделать жизнь на открытом воздухе немного более комфортной».
Бывший инструктор по боевым действиям в джунглях и эксперт по выживанию добавил:
«Никогда не следует недооценивать силу горячего напитка — оно увеличивает силу и отлично поднимает боевой дух.
«Сейчас больше, чем когда-либо, я просто надеюсь, что наш бренд и продукты смогут объединить людей и заставить их говорить. Является ли это случаем наполнения фляги JAK горячим напитком, чтобы отправиться в поход и поговорить с приятелем. Или налейте себе JAK Brew и пообщайтесь по видеосвязи с друзьями и семьей. Просто говори.»
«Каждый продукт JAK Brew Co. разработан и изготовлен с расчетом на долгий срок службы, и все наше оборудование идеально подходит для каждого человека.
«Что еще более важно, наши продукты предназначены для тех, кто серьезно относится к занятиям на свежем воздухе, но при этом ожидает отличного напитка на ходу, избавляя вас от необходимости носить лишнее снаряжение или вес на спине.”
Продукты легкие и прочные, и им можно доверять, чтобы они работали всегда и везде, где бы они вам ни понадобились.
Эмалированная кружка компании удобна и будет выглядеть как союзник в зале заседаний, так и на поле боя. Это настоящее дело, когда речь идет об эмалированной посуде, так как ее можно использовать над открытым огнем, у костра, на газовой плите или в духовке.
Девиз JAK Brew Co — «Идти туда, куда вы пойдете», и компания стремится обеспечить это, производя легкое и прочное снаряжение, способное выдержать натиск военной жизни или занятий на открытом воздухе.
В ближайшем будущем компания выпустит больше продуктов, а ее более долгосрочная цель — в конечном итоге открыть центр доверия для ветеранов и их иждивенцев, где можно выпить пива и получить бесплатную независимую консультацию по переходу на гражданскую улицу.
Таким образом, для тех, кто хочет насладиться идеальным напитком в пути, JAK Brew Co. может быть лучшим решением.
Для получения дополнительной информации о JAK Brew Co. посетите сайт www.jakbrew.co.uk или посетите @JakBrewCo в Instagram, Twitter и Facebook
Tí CafeDaily Coffee News by Roast Magazine
Кафе Trung с кофе, сваренным из фина, и взбитыми подслащенными яйцами в Tí Cafe в Денвере.Все изображения предоставлены Tí Cafe.
В то время как новые магазины предлагают восхитительно современные варианты вьетнамского кофе в кофейных центрах, таких как Нью-Йорк, Сиэтл и Портленд, вьетнамская робуста, возможно, никогда не была так наряжена в Соединенных Штатах, как в Денвере в новом кафе Tí.
В новом кафе напитки на богатой основе традиционного вьетнамского фина подаются с индивидуальными фирменными бирками, как одежда в высококлассном бутике.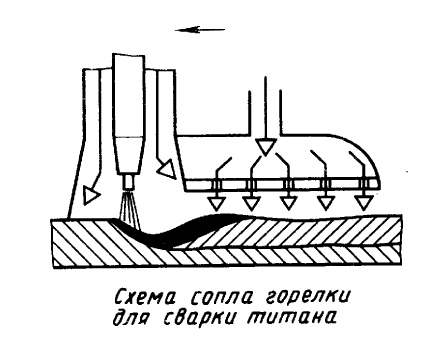
Человек, подающий этот напиток, скорее всего, одна из трех сестер — Сашалин, Шасити или Шоминик Нгуен, — которые этим летом открыли семейный бизнес, создав в Денвере первую современную вьетнамскую кофейню.
«Изначально мы хотели заняться модой и запустить собственную линию одежды, но наши пути в конце концов привели нас в пищевую промышленность, где мы увидели прекрасную возможность прославить вьетнамскую культуру и их процветающую кофейную сцену — то, что мы считаем недооцененным, несмотря на то, что Вьетнам вторым по величине производителем кофе в мире», — сообщили сестры DCN по электронной почте.
Похожие материалы
Небольшой магазин к югу от 1-й авеню на улице Н.Бродвей представляет собой небольшую художественную галерею с вращающимися художественными инсталляциями.
В этой текучей среде ручная заварка фина служит отправной точкой для Cafe Sua Da (кофе со сгущенным молоком). Один напиток Cafe Sua Da увенчан кусочками флана, а в Cafe Trung в магазине подают взбитые яйца со сливками, которые подаются поверх пива. Немолочное кокосовое молоко можно использовать в качестве заменителя сгущенного молока, в то время как в магазине также используют настой из фина в качестве основы для эспрессо для таких напитков, как американо, латте и холодный кофе.
Ассортимент напитков, не содержащих кофе, включает вкусы, традиционные для культуры вьетнамских кафе, в том числе Soda Chanh со свежевыжатым лаймом и газированной содовой, газированную газировку с личи, увенчанную венчиком из личи и шариками личи из белого шоколада, а также напиток из маракуйи.
Пивовары Фин в Tí Cafe.
Зерна для всех сортов пива поступают из Вьетнама через партнера по обжарке из США.
В дальнейшем сестры Нгуен заявили, что не планируют следовать каким-либо традиционным моделям розничной торговли, поскольку они позволяют бизнесу и бренду органично расти из модели N. Бродвейское пространство.
Бродвейское пространство.
«Мы хотим нарушить норму, и по этой причине наш бренд позиционирует себя как художественную выставку: чтобы продемонстрировать и поделиться своим видением с миром», — сказали они DCN. «Мы хотим, чтобы каждый аспект был интерактивным, что позволяло обсуждать, продвигать сообщество и создавать удобное пространство, подчеркивающее нетрадиционное и необычное. Взяв за основу традиционную вьетнамскую культуру, мы стремимся сделать нашу культуру более заметной с помощью искусства, потому что искусство — это культура, культура — это искусство, а мы находимся где-то посередине.
Кафе Tí теперь открыто по адресу 30 N. Broadway в Денвере. Расскажите нам о своей новой кофейне или обжарочном цехе здесь.
.