что это такое, где используется, характеристики, плюсы и минусы
Время на чтение: 2 мин
1448
Начинающие сварщики имеют приблизительное представление о разнообразии сварочных аппаратов. Они считают, что инверторы небольшие, их легко самостоятельно перевозить с места на место.
Но сейчас выбор устройств большой. Кроме дуговой и полуавтоматической сварки есть еще точечная.
Чтобы практиковать такой вид сварки, надо знать, где она востребована, какой аппарат для этого нужен (с его плюсами и минусами) и можно ли его создать самостоятельно.
Содержание статьиПоказать
- Особенности технологии
- Разновидности сварочных аппаратов
- Плюсы и минусы точечной сварки
- Когда следует прибегать к точечной сварке
Особенности технологии
Точечная сварка – это процесс сваривания с применением высокочастотного тока, один из видов контактной сварки. Шов при такой работе состоит из нескольких сварочных точек. Точка получается, когда части свариваемого объекта зажимают между электродами.
Шов при такой работе состоит из нескольких сварочных точек. Точка получается, когда части свариваемого объекта зажимают между электродами.
Электроды закрепляют над и под металлом, в момент сжатия подают ток. От него плавится металл, электроды сдавливают его, в итоге получается точка. Такая работа возможна только с использованием особого оборудования. Иногда, в качестве вспомогательного элемента может применяться резиновая крошка.
Существуют небольшие аппараты для точечной сварки и большие агрегаты, используемые в промышленных масштабах. Сфера применения широкая, от машиностроения до бытовых нужд.
Разновидности сварочных аппаратов
Есть три подвида инверторов. Промышленные работают на производствах, где варят в больших объемах множество деталей часто из толстого металла. Такие аппараты большие, их не перемещают с места на место. Один из примеров – машина МТ 1928.
Профессиональные сварочные аппараты меньше промышленных, их можно брать с собой на выезд. Актуальны они для работы на стройке или в автосервисе.
Актуальны они для работы на стройке или в автосервисе.
Точечная сварка применяется в быту. Для этого покупают слабомощные модели или делают аппараты самостоятельно. Для мелкого ремонта такие самоделки вполне годятся.
Плюсы и минусы точечной сварки
Самое большое преимущество – скорость сварки. Самое простое устройство может создать больше сотни сварочных точек за минуту. Человек не сможет сварить с такой скоростью, как варит аппарат.
Работа проходит быстро и точно даже с толстым металлом (около двух сантиметров). За это эти аппараты часто используют при изготовлении и ремонте автомобилей.
Еще один плюс – дешевая сварка. Большие аппараты (промышленный и профессиональный) дорогие, но чтобы они работали, нужен только электрический ток и несколько электродов, которые служат долго.
Контактная сварка – несложный процесс, с ней справится и самоучка. Не надо учитывать расход инструмента, следить за ровностью шва, зажигать дугу.
По этой причине точечная сварка применяется на конвейере. С ее помощью можно не тратить много денег на производство и получать большой КПД от сварки.
С ее помощью можно не тратить много денег на производство и получать большой КПД от сварки.
В вопросе потребления электричества этот тип инвертора радует – такие аппараты экономичны за счет быстрой работы.
К преимуществам также относится простота исполнения и возможность применить ее ко всем сферам. Сварить точками можно любой металл, даже цветной, толщиной до 20 мм. Чтобы получить хороший результат, надо грамотно выставить настройки.
Есть у точечной сварки и минусы. Хотя это довольно производительный процесс, она не подходит для работы с очень толстыми деталями. Потолок – толщина 20 миллиметров. Если варить более толстые металлы, точка будет непрочная и быстро сломается.
Иногда устройства для точечной сварки бывают очень большими. Обычно это устройства на производстве. Но это относится только к стационарному оборудованию, аппараты для бытового пользования небольшие.
Шов, получаемый при такой сварке, неаккуратный. Такая работа не подойдет для художественной ковки.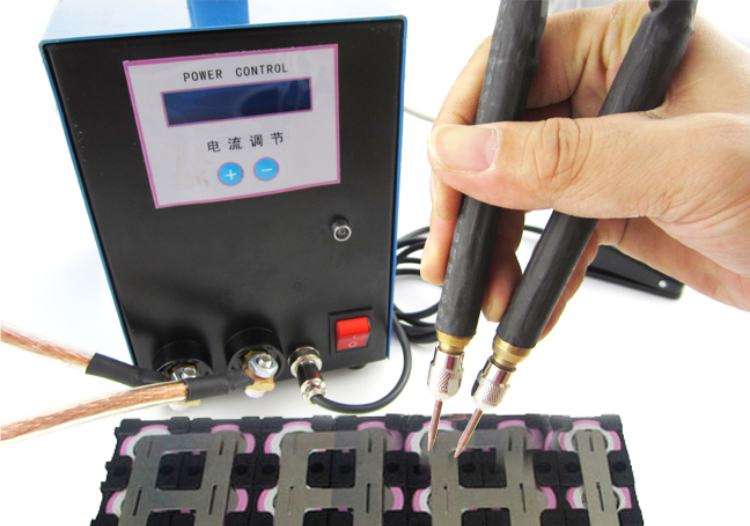 Так варят только детали, которые не будут стоять на виду, например, кузов машины изнутри. Незаменима точечная сварка при создании временных швов.
Так варят только детали, которые не будут стоять на виду, например, кузов машины изнутри. Незаменима точечная сварка при создании временных швов.
Главный недостаток – опасность для работающего. Большинство тех, кто видел процесс точечной сварки, думает, что это безопасно, чем варить дугой или с помощью газами.
Во время работы сварщик манипулирует током с высоким напряжением, а это крайне опасно для жизни. Новичок может отдавить себе пальцы устройством, лишиться зрения или заработать ожог.
Так что во время работы следует не забывать о безопасности и надевать спецовку.
Когда следует прибегать к точечной сварке
Это одна из самых популярных разновидностей. С ее помощью получаются прочные швы без использования обычных электродов и других материалов.
Для работы нужен только аппарат, выдающий ток с высокой частотой. Это расплавляет металл и формирует сварочные точки.
Аппарат для такой сварки можно сделать самостоятельно из старого аппарата (из него в принципе можно сделать множество видов сварочников).
Чтобы получить точечный аппарат, нужно купить контроллер. Так можно получить работающее устройство, которое выручит дома.
Как выбрать аппарат точечной сварки?
Аппарат точечной сварки (SPOT сварка) используется в промышленности для соединения металлических листовых заготовок и для приваривания болтов, шайб и заклепок.
Их применяют в самолетостроении, производстве вагонов, автомобилестроении и во многих других отраслях. Для того, чтобы правильно выбрать данное устройство необходимо учитывать специфику работ, которые планируется производить, а также характеристики самой техники.
При точечной сварке металлов детали привариваются друг к другу в одной либо нескольких точках – отсюда и название. Прочность соединения зависит от структуры и размеров точки, которые, в свою очередь, определяются свойствами электродов, сварочного тока, времени протекания тока через детали, усилия сжатия и самих поверхностей соединяемых деталей.
Прочность соединения зависит от структуры и размеров точки, которые, в свою очередь, определяются свойствами электродов, сварочного тока, времени протекания тока через детали, усилия сжатия и самих поверхностей соединяемых деталей.
Так как же выбрать и не ошибиться?
Аппарат точечной сварки воздействует на материал нагретым электродом. Между двумя медными электродами протекает ток и зажатые металлические листы, под тепловым воздействием, начинают плавиться. Там, где металлы соединяются, образуется сварная точка, которая зависит от силы протекания тока. Соответственно, чем больше сила тока тем, более толстые листы металла можно сварить.
Допустимая толщина свариваемого металла может быть от 0,5 до 8 мм, а при использовании больших промышленных моделей до 30 мм. Перед началом процесса детали необходимо очистить от грязи, пыли и любых других загрязнений, которые могут помещать качественной сварке. Затем необходимо выбрать режим работы.
Для того, чтобы понять качество готового шва на производствах берут несколько образцов соединений и разрушают их.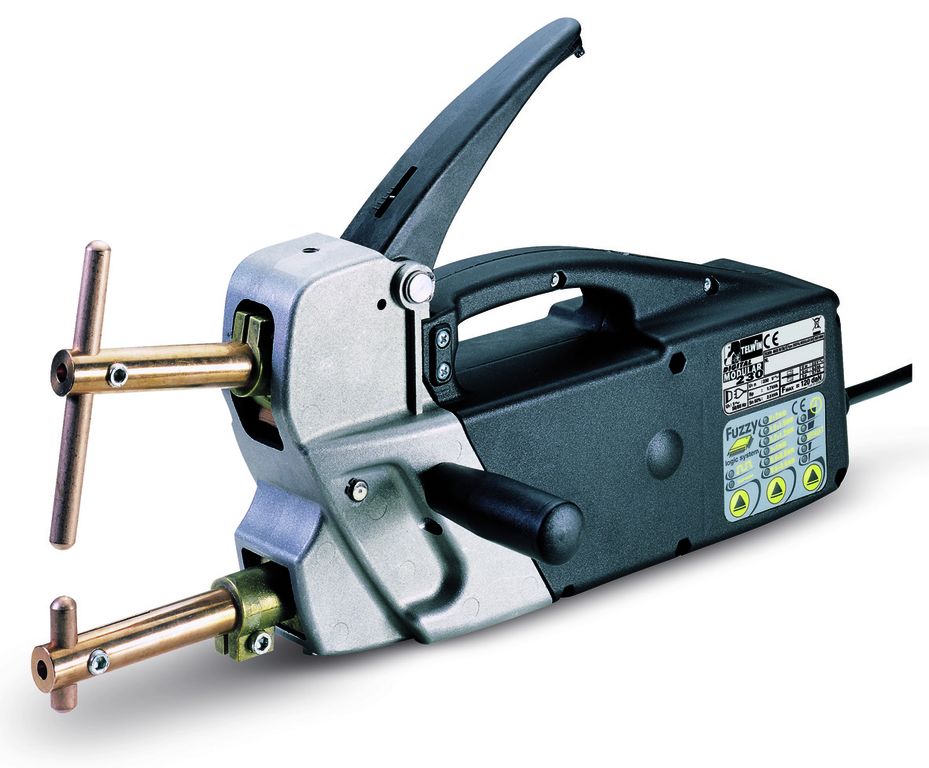 Если процесс был проведен качественно, то на одной детали будет кратер, а на другой ядро сварной точки.
Если процесс был проведен качественно, то на одной детали будет кратер, а на другой ядро сварной точки.
Если же этого нет, то сварка проведена не качественно и необходимо увеличить усилие сжатия или время сварки. Размер ядра у качественной сварной работы должен равняться тройной толщине более тонкой детали. Если же оно меньше, то деталь недостаточно проварилась.
При выборе аппарата точечной сварки необходимо учитывать его основные характеристики и материалы, с которыми Вы будете работать, поскольку именно от этого зависит то, какая модель Вам подойдет. Выделяют следующие разновидности:
- Жесткий – подаваемый ток имеет большую плотность, а цикл сварки длится 0,2 – 1,5 секунды. При данном режиме электрод должен быть толще на 4 мм, чем сами свариваемые детали;
- Мягкий – подаваемый ток имеет невысокую плотность, а цикл сварки имеет большую продолжительность (2-3 секунды). При таком режиме работы давление достаточно низко и электроды могут быть меньше или равны толщине самих деталей.


Перед покупкой сварочного аппарата не стоит забывать и о том с какими изделиями планируется работать. Так, например, существует 2 способа воздействия на металлические детали:
Двухсторонний – свариваются большие элементы, открытые соединения и узлы. Детали свариваются одновременно с двух сторон. Это осуществляется с помощью щипцов, которые плотно держат металл. Главным преимуществом данного метода является то, что шов получается качественным и крепким. Недостаток заключается в том, что длина щипцов ограничена, что создает определенные требования к размеру узлов, которые можно сварить таким методом.
Односторонний – детали находятся в закрытом узле и нет возможности сварки с двух сторон. Материалы в этом случае могут быть любых размеров. Чтобы улучшить качество и надежность шва используют медную прокладку. Она повышает параметры тока, и место сварки становится более прочным. Если же детали разной толщины, то ток следует подавать к более толстой детали. Главное преимущество — повышенная производительность, низкое энергопотребление и снижение деформации деталей.
Выбор аппарата точечной сварки во многом зависит от того, в какой специфике он будет работать. Точечная контактная сварка характеризуется высокой производительностью – 800 точек за минуту. При этом возможна работа с деталями толщиной до 2 мм. Все устройства делятся на 2 большие группы:
Стационарные – это мощные станки, способные выдавать ток более 10 000 А. Они могут обрабатывать листы толщиной от 2,5 до 5 мм. Чаще всего используются в промышленности. Они удобны, когда необходимо проварить детали большого размера;
Переносные – эти модели способные работать с материалами толщиной от 0,5 до 6 мм. Данное оборудование предназначено для осуществления работ с небольшими деталями в автомастерских или на стройке.
Рассматриваемые устройства довольно неприхотливы и работать с ними могут даже неподготовленные люди. Такое оборудование дает массу преимуществ, например:
- Возможность сварки деталей малой толщины из различного листового металла, даже легкоплавкого;
- Получение аккуратного и прочного шва после применения контактной сварки;
- Высокая производительность труда благодаря автоматизации процесса сварки;
- Хорошие прочностные характеристики сварочного соединения;
- Сокращение энергозатрат и расхода электродов;
- Низкие требования к квалификации персонала.

Помимо самого аппарата для точечной сварки необходимо выбрать и расходные материалы к нему. Основные мы перечислили ниже.
Электроды для аппаратов точечной сварки существенно отличаются от электродов, применяемых в дуговой сварке. Здесь нужны электроды, которые не просто подают ток, но и передают усилие для сжатия и отводят тепло, образовавшееся в процессе работы. Таким образом они должны:
- иметь определенную форму и размеры поверхности, контактирующей с деталями, чтобы исправно проводить ток и оказывать необходимое давление;
- быть устойчивыми к механическим и химическим воздействиям;
- максимально эффективно отводить тепло от места сварки.
Этим требованиям соответствуют электроды из сплава чистой меди с добавлением хрома 0,7 % и 0,4 % цинка. А для качественной сварки необходимо чтобы размер рабочей части электрода был в 2-3 раза толще самой тонкой свариваемой детали.
Другой немаловажной деталью являются консоли. Это специальные элементы, которые предназначены данные элементы для фиксации электродов и подачи электрического тока. Существует верхняя и нижняя консоли. Верхняя консоль представляет собой короткий стержень ли жесткую шину с отверстием для вставки электрода. Там она соединяется с трансформатором. Нижняя консоль подводит ток к электродам. В небольших моделях она воспринимает подаваемую нагрузку от усилия сжатия. Эти консоли изготавливаются в виде полой трубки обладающей высокой прочностью и электропроводностью.
Это специальные элементы, которые предназначены данные элементы для фиксации электродов и подачи электрического тока. Существует верхняя и нижняя консоли. Верхняя консоль представляет собой короткий стержень ли жесткую шину с отверстием для вставки электрода. Там она соединяется с трансформатором. Нижняя консоль подводит ток к электродам. В небольших моделях она воспринимает подаваемую нагрузку от усилия сжатия. Эти консоли изготавливаются в виде полой трубки обладающей высокой прочностью и электропроводностью.
На крупном производстве, где сварку необходимо осуществить в труднодоступном месте, невозможно обойтись без сварочных клещей. Данные приспособления соединяются со сварочным инвертором специальными проводами. Это позволяет сделать соединение, находясь на большой высоте, при этом не нужно переносить трансформатор.
Пистолет для сварки позволяет подключить его к одному концу обмотки сварочного трансформатора, а второй конец подсоединить к детали. Это оборудование полностью заменяет нижнюю консоль и позволяет не подводить электрод к обратной части соединения.
Для аппаратов точной сварки существуют специальные шайбы, гвозди и проволока, позволяющие ликвидировать вмятины на различных объектах. Особенно данное оборудование актуально для автомобилей, где нередки вмятины на кузове. Устройство позволяет приварить токопроводящие, шайбы, гвозди и проволоки к поврежденному месту, а затем вытянуть деформированный участок.
Для того, чтобы выбрать оптимальный аппарат точечной сварки необходимо знать в легкодоступных или труднодоступных местах Вы будете проводить сварочные работы, а также из какого материала изготовлены детали.
Ознакомиться с ассортиментом сварочного оборудования можно в каталоге нашего сайта. Наша компания уже не один год занимается поставками различной техники для сварки от зарубежных и отечественных производителей. А наши специалисты всегда помогут Вам определиться с выбором наиболее походящей модели!
Звоните нам по бесплатному телефону: 8 (800) 302-15-41, или пишите на эл.почту:
Этот адрес электронной почты защищен от спам-ботов.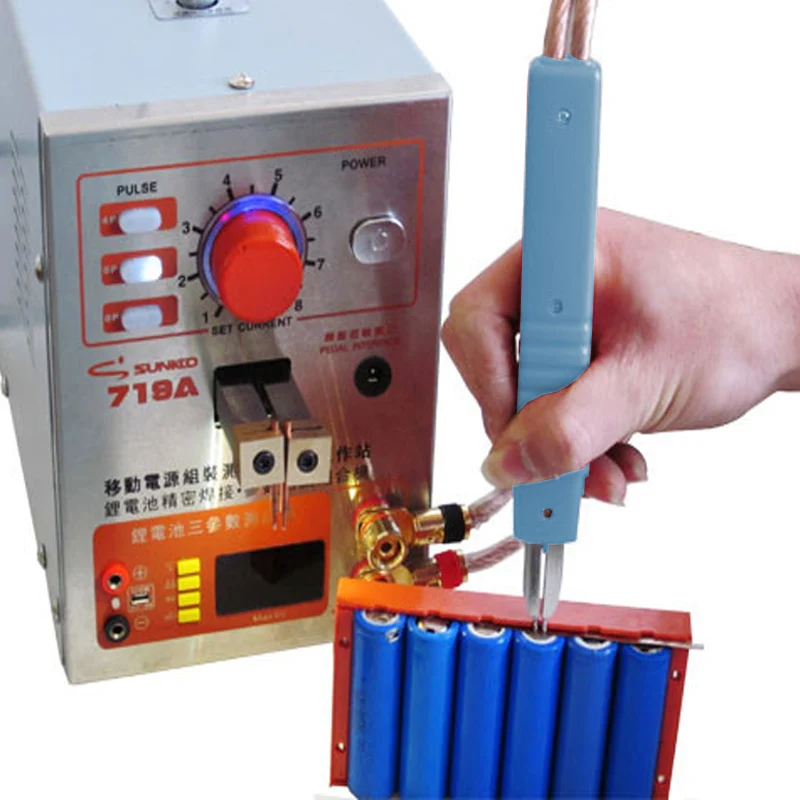 У вас должен быть включен JavaScript для просмотра.
.
У вас должен быть включен JavaScript для просмотра.
.
Самодельный точечный аппарат. Аппарат точечной сварки своими руками
Иметь собственный сварочный аппарат – мечта любого домашнего мастера. Причем это не обязательно должен быть громоздкий блок весом 20-30 кг. Вам ведь не каждый день приходится варить ворота для гаража?
Как правило, при выполнении домашних слесарных работ, наиболее востребованной является точечная сварка.
На рынке существуют готовые образцы сварочных аппаратов, но их стоимость слишком велика для домашнего бюджета. Для регулярной сварки мелких деталей, компактный точечный аппарат можно изготовить своими руками из старой микроволновки.
Разумеется, таким устройством нельзя сварить водопроводную трубу или уголок толщиной 4 мм. Но выполнить мелкий кузовной ремонт в автомобиле, или собрать металлическую конструкцию из листового металла – запросто.
Именно аппараты точечной сварки применяются на конвейерах автозаводов при сборке кузова автомобиля. Металлические каркасы бытовой техники (стиральные машины, холодильники и прочие), также свариваются с помощью подобных электроприборов.
Металлические каркасы бытовой техники (стиральные машины, холодильники и прочие), также свариваются с помощью подобных электроприборов.
Видео пример изготовление небольшого сварочного аппарата из старой микроволновки
Принцип работы точечного сварочного аппарата
Для нагрева металла до температуры плавления, необходима большая сила тока, сотни ампер. Величина напряжения не имеет значения, поэтому для экономии провода и безопасности работ обычно используется 2-3 вольта.
О принципах работы точечной сварки можно узнать из этого видео:
Экспериментировать с силой тока не имеет смысла. Все описываемые варианты прошли неоднократные испытания и можно не тратить время на расчеты. Мощность подбирается исходя из толщины свариваемого металла.
- листы до 1 мм – мощность 1 кВт;
- листы до 1,8 мм – мощность 2 кВт;
- листы до 3 мм – мощность 5 кВт.
Первичная обмотка сварочного аппарата рассчитывается согласно общей мощности устройства. Поскольку самостоятельное изготовление трансформатора дело хлопотное и затратное, можно воспользоваться готовой конструкцией.
Поскольку самостоятельное изготовление трансформатора дело хлопотное и затратное, можно воспользоваться готовой конструкцией.
Оптимальный вариант – силовой трансформатор от старой микроволновой печи. Электрическая схема работает по следующему принципу:
- Для работы магнетрона (излучающего элемента печи), требуется напряжение несколько тысяч вольт, при этом сила тока не имеет значения;
- Мощность на первичной и вторичной обмотках трансформатора одинакова, поэтому при увеличении количества витков на вторичной обмотке, напряжение повышается в такой же пропорции, ценой потерь в силе тока;
- Трансформаторы микроволновых печей рассчитаны на мощность до 3 кВт. Этой величины вполне достаточно для изготовления аппарата точечной сварки.
Требуемые запчасти можно приобрести на радиорынке, в сервисных центрах по ремонту бытовой техники, или просто купить неисправную микроволновку по объявлению за символическую цену.
Перегорают обычно вторичные обмотки (по причине более тонкого провода), так что шансы приобрести трансформатор с исправной первичкой довольно высоки.

Сила тока до 1000 Ампер (при мощности 3 кВт и напряжении на вторичной обмотке 2 вольта) позволяет без труда плавить металл в месте контакта, тем самым обеспечивая надежную точечную сварку.
В быту используются аппараты дуговой сварки. Такие приспособления легко отыскать в свободной продаже, и они имеют относительно невысокую стоимость. Однако возникают ситуации, когда может понадобиться контактная сварка. Это устройство имеет достаточно высокую стоимость, а его покупка может быть нерентабельной. Чтобы сэкономить точечную сварку изготавливают своими руками.
Работает точечная сварка с помощью мощного кратковременного электрического импульса, подаваемого на электроды с инвертора. Детали нагреваются до температуры своего плавления, затем они соединяются между собой. На месте состыковки остается прочный сварной шов, возникший между двумя электродами. Особенность работы заключена в том, что место точечной сварки, ограничивается диаметром используемого электрода.
Перед объединением двух металлических частей, их плотно прижимают друг к другу. После контактной сварки, их требуется продержать под давлением.
Точечная сварка позволяет сваривать металл на небольших участках корпуса авто, при проведении кузовных работ, спаивать между собой провода и небольшие детали, ремонтировать электронику.
Как сделать точечную сварку своими руками из микроволновки
Мини-аппарат контактной сварки делают своими руками из некоторых запчастей микроволновки. Для самодельного агрегата потребуется извлечь следующие компоненты:
- Трансформатор.
- Выключатель.
- Сетевой шнур.
Извлечение трансформатора
Отделение трансформатора от микроволновки выполняется по следующему алгоритму:
- Разбирается СВЧ печь.
- Удаляются все крепления.
- Снимается трансформатор с посадочного места.
- Демонтируются детали микроволновки, необходимые для создания прибора для выполнения точечной сварки
Извлеченный трансформатор имеет мощность 700-800 Вт. Этого достаточно для обеспечения соединения металлических листов толщиной до 1 миллиметра. Для изготовления более мощного аппарата точечной сварки, проводят модернизацию этой детали.
Этого достаточно для обеспечения соединения металлических листов толщиной до 1 миллиметра. Для изготовления более мощного аппарата точечной сварки, проводят модернизацию этой детали.
На трансформаторе первичная и вторичная обмотки отличаются по толщине и количеству витков. Вторичную обмотку с детали убирают с помощью зубила и молотка. При этом все операции проводятся аккуратно, в противном случае можно повредить магнитопровод. В этом случае, трансформатор будет испорчен.
Вместо демонтированной обмотки используют провод, толщина которого не менее 1 см. Вокруг сердечника нужно намотать 2-3 оборота. Такая несложная модернизация позволяет увеличить напряжение тока на выходе до 1000 А.
Для точечного сварочного аппарата с повышенной мощностью используют два соединенных модернизированных трансформатора.
Модернизации трансформатора
При создании точечной сварки из микроволновки необходима модернизация сварочного трансформатора:
- При демонтаже вторичной обмотки, можно обнаружить ограничительные шунты. Их также снимают.
- Чем меньше будет создано витков новой вторичной обмотки, тем меньше будет сопротивление провода, и больше сила тока. Кабель не должен быть чрезмерно длинным.
- При намотке нового провода вторичной обмотки, могут возникнуть трудности из-за толстой изоляции. Следует позаботиться о замене стандартного прорезиненного изоляционного слоя на изоленту, имеющую тканевую основу. Такой провод должен обеспечивать выходное напряжение в 2В, а силу кратковременного тока в 800А.
- От правильного соединения двух трансформаторов, зависит работоспособность точечного аппарата. Элементы соединяют в цепь. Необходимо правильно соединить первичные и вторичные обмотки трансформаторов. Это можно сделать с помощью специальных маркировок. Если они отсутствуют, тогда предстоит сделать замеры при помощи вольтметра.
- Схема аппарата точечной сварки, используемого в домашних мастерских, подразумевает создание устройства мощностью не более 2000А. В противном случае, возникнет нагрузка на домашнюю сеть, что приведет к перебоям с электричеством. Также данная схема подразумевает проверку силы тока, и наличия коротких замыканий с помощью амперметра.
 Их также снимают.
Их также снимают. Также данная схема подразумевает проверку силы тока, и наличия коротких замыканий с помощью амперметра.
Также данная схема подразумевает проверку силы тока, и наличия коротких замыканий с помощью амперметра.После создания электрической части, монтируют заземление и выключатель точечного сварочного аппарата. Деталь берут с микроволновки. Далее изготавливают корпус, рычаги, держатели и электроды.
Создание электродов
Электроды для точечной сварки участвуют в подаче тока, выполняют прижимную функцию и отводят лишнее тепло. Для создания этих комплектующих, используют медь, этот материал устойчив к механическим и химическим воздействиям (основной металл имеет примеси в виде 0,7% хрома, и 0,4% цинка). Из различных роликов в интернете, можно получить подробную информацию о металлах, пригодных для создания электродов.
Клещи для свариваемых материалов, различаются в зависимости от типа обрабатываемого металла. Так, наконечники, выполненные из медных пластин, и имеющие плоскую рабочую поверхность, подойдут для соединения обычных сталей. Контактная сварка алюминия, меди, и высокоуглеродистых, легированных сталей, выполняется с помощью электродов со сферической рабочей поверхностью. Для осуществления соединения в труднодоступных местах, используют фигурные электроды.
Контактная сварка алюминия, меди, и высокоуглеродистых, легированных сталей, выполняется с помощью электродов со сферической рабочей поверхностью. Для осуществления соединения в труднодоступных местах, используют фигурные электроды.
Электроды должны иметь плотную фиксацию на держателе. Для этого посадочным частям придают форму конуса, а на некоторых – монтируют резьбу.
Диаметр электрода должен быть минимум в два раза больше толщины стыкуемых деталей.
Изготовление держателя
Оснащается рычагами управления. Их можно сделать из высокопрочного пластика или дерева. Для поднятия рычагов, используют обычную резинку, на концах деталей устанавливают крепления для электродов. Держатели не прикручивают к аппарату, а это связано с тем, что в некоторых случаях, для выполнения контактной сварки, нужно будет использовать каждый элемент по отдельности. Рычаги фиксируются с помощью отвертки или гвоздя.
Точечная сварка из аккумулятора
При создании, точечной сварки так же используют автомобильные аккумуляторные батареи. Такое приспособление применяют при спаивании батарей, и соединении мелких деталей при ремонте электроники. Конструкция контактного сварочного аппарата, состоит из источника питания, реле, специальной колодки и двух медных проводов. Рабочие концы проводов зачищают, они выступают в роли электродов.
Такое приспособление применяют при спаивании батарей, и соединении мелких деталей при ремонте электроники. Конструкция контактного сварочного аппарата, состоит из источника питания, реле, специальной колодки и двух медных проводов. Рабочие концы проводов зачищают, они выступают в роли электродов.
Ремонт электроники, проведение сложных кузовных работ, подразумевают использование точечной сварки. Сварочный шов получается прочным, а небольшая рабочая область позволяет проводить контактную сварку мелких деталей. Однако серийный аппарат контактной сварки стоит достаточно дорого. Рентабельно создать точечную сварку из микроволновки или . При соблюдении всех нюансов конструирования и техники безопасности, получится работоспособное устройство, способное скреплять листы металла толщиной до 5 миллиметров.
Иногда возникают ситуации, когда нужно сварить вместе тонкие листы металла, а обычный инвертор такую работу выполнить не сможет. В таком случае поможет контактный сварочный аппарат. На прилавках магазинов можно найти массу аппаратов для этих целей, это и микросварка, и мини-инвертор, и большой споттер. А может ли что-то подобное сделать обычный домашний мастер своими руками? Главное условие для этого — наличие трансформатора. Можно взять старый или приобрести новый — либо сделать точечную сварку своими руками.
На прилавках магазинов можно найти массу аппаратов для этих целей, это и микросварка, и мини-инвертор, и большой споттер. А может ли что-то подобное сделать обычный домашний мастер своими руками? Главное условие для этого — наличие трансформатора. Можно взять старый или приобрести новый — либо сделать точечную сварку своими руками.
Самодельная точечная сварка
Точечная сварка из микроволновки своими руками — это самое полезное для домашнего хозяйства, что можно сделать из трансформатора от микроволновки. Самодельная точечная сварка проста в изготовлении и собрать себе такой аппарат сможет практически любой человек.
Для сбора сварочника потребуется:
Применение трансформатора
Основная деталь любого сварочного аппарата — это трансформатор. Применение трансформатора от микроволновки для создания сварочного аппарата обусловлено его доступностью и недорогой ценой. В микроволновке довольно мощный трансформатор, он используется для питания магнетрона.
Трансформатора мощностью 1 кВт будет вполне достаточно для соединения металлических деталей толщиной около 1 мм. Если же нужно провести работу, требующую большей мощности, нужно брать трансформаторы работающие в паре.
Если же нужно провести работу, требующую большей мощности, нужно брать трансформаторы работающие в паре.
В микроволновках для питания магнетрона используется повышающий трансформатор. От него используются только магнитопровод и первичная обмотка. Там, где толстый провод и малое количество витков — это первичная обмотка. Обмотка, сделанная тонким проводом — это вторичная. Ее необходимо срезать ножовкой с обоих концов и выбить. Если же вторичная обмотка засела очень плотно, ее можно аккуратно высверлить дрелью, чтобы не сломать трансформатор. Поэтому все операции нужно выполнять предельно аккуратно и внимательно.
Для монтажа новой обмотки лучше использовать толстый медный провод. Подойдет как многожильный, так и одножильный провод.
Провод нужно брать с изоляцией, чтобы отделить витки друг от друга. Если изоляция отсутствует, необходимо намотать ее используя диэлектрический материал.
Чтобы получить на выходе нужное напряжения, нужно намотать пару-тройку витков новой обмотки. Для точечной сварки этого вполне достаточно.
Для точечной сварки этого вполне достаточно.
Также добиться повышения мощности можно, соединив два трансформатора последовательно. Количество витков должно быть одинаковое в каждом трансформаторе. Другими словами, при намотке вторичной обмотки нужно один провод пропустить через два трансформатора. Важно, чтобы направление витков совпадало. Такое решение может понадобиться в случае необходимости сварки более толстых листов металла.
Использование электродов
Следующим важным элементов сварки будут электроды . В идеале лучше использовать медные
стержни толщиной не меньше диаметра провода- либо толще. Для небольших бытовых приборов можно использовать жала мощных паяльников.
Оптимальным вариантом будет сразу оконечить электродами провод выходящий из трансформатора. Все соединения нужно обязательно пропаять, чтобы медные детали не окислялись. Из-за окисления меди в местах соединений вырастает сопротивление, что ведет к большой потере мощности, и впоследствии аппарат перестанет работать.
Органы управления
Самодельная точечная сварка включает два основных элемента управления:
- кнопка пуска;
- прижимной рычаг.
Основное правило для выбора рычага гласит — чем толще детали нам нужно сварить, тем большее прижимное усилие между ними нужно создавать. Поэтому рычаг нужно выбирать попрочнее, а сам аппарат устанавливать на массивное устойчивое основание.
Схема подключения кнопки очень проста — чтобы не было лишнего сопротивления от кнопки пуска и она не вышла быстро из строя, устанавливать ее следует в цепь первичной обмотки. Не стоит брать совсем мелкий переключатель, так как от нагрузки он может быстро сгореть.
В этом случае удобнее всего будет расположить выключатель на рукоятке прижимного рычага. При такой установке удобнее одной рукой нажимать на рычаг и запускать сварку.
Правила эксплуатации
После того, как самоделка готова, можно приступать к тестированию.
Процесс сварки делится на три этапа:
- совмещение свариваемых деталей;
- закрепление деталей между электродами аппарата;
- пуск тока, в результате воздействия которого происходит сварка деталей.

При долгой работе провода в трансформаторе перегреваются, изоляция на них плавится и может произойти короткое замыкание. Поэтому нужно придумать какое-нибудь охлаждение. Например, мини-вентилятор.
Нажимать на кнопку пуска можно только после плотного сжатия электродов. Если же контакт между свариваемыми поверхностями и электродами будет плохой, возникнет сильное искрение, которое приведет к быстрой порче электродов.
Необходимо точно выдерживать заданный промежуток времени на прохождение токового импульса через электроды. Определить это время можно наблюдая за сварной точкой.
В каждом конкретном случае оно будет разным . С приобретением опыта работы на аппарате качество сварки будет возрастать.
Точечная сварка своими руками может стать очень нужным аппаратом в домашней мастерской. Такое устройство позволяет соединять различные металлические элементы, ремонтировать разные конструкции в домашних условиях. А самое главное, собственноручное изготовление помогает избежать значительных затрат, связанных с приобретением готовых сварочных устройств.
Точечная сварка своими руками – это достаточно сложная конструкция и для ее создания нужны определенные навыки в электрике и слесарном деле, но при всей сложности можно смело приступать к работе, вооружившись знанием принципов монтажа. Домашние умельцы придумали разные схемы и технологии изготовления, которые осуществлены и прошли проверку в реальных условиях. Положительные отзывы о работоспособности аппаратов свидетельствуют о возможности сборки достаточно надежных конструкций.
Основная сущность процесса
Точечная сварка является разновидностью контактной сварки, т.е. представляет собой соединение металлов путем проникновения их расплавов друг в друга при точечном контакте под нагрузкой.
Принцип осуществления такого процесса основан на том, что соединяемые заготовки плотно совмещаются и с двух сторон прижимаются электродами, на которые подается кратковременный сварочный ток.
За счет собственного электрического сопротивления при прохождении тока большой силы происходит разогрев материалов до температуры их плавления, а расплавы двух заготовок взаимно перемешиваются под нагрузкой, что и обеспечивает прочное соединение.
Для уменьшения зоны разогрева (снижения потребной мощности сварочного импульса) обеспечивается минимальная площадь контакта – применяются электроды точечного типа.
Конструирование аппарата
Точечный сварочный аппарат включает в себя две главные части – источник сварочного импульса и контактный блок. Источник питания должен обеспечить подачу в автоматическом режиме импульса с силой тока порядка 150-250 А в течение 0,02-0,1 с при питании от обычной электросети напряжением 220 В. Желательным условием является возможность регулирования тока для сварки заготовок различной толщины и из разных металлов.
К контактному блоку предъявляются следующие требования: подведение сварочного сигнала с помощью точечного электрода, прижатие свариваемых заготовок, удержание заготовок до полного отвердения расплава после снятия импульса. В основном, используются такие конструктивные решения: зажатие заготовок между двумя точечными электродами; один электрод плоский, а другой точечный; споттер – роль нижнего электрода исполняет сама заготовка.
Необходимый инструмент
Для изготовления аппарата точечной сварки своими руками потребуется следующее оборудование и инструмент:
- сварочный аппарат;
- болгарка;
- электродрель;
- ножовка по металлу;
- фрезер;
- паяльник;
- напильник;
- зубило;
- молоток;
- плоскогубцы;
- отвертка;
- ножницы по металлу;
- штангенциркуль;
- линейка металлическая;
- ключи гаечные.
Изготовление источника питания
Самодельный аппарат точечной сварки, обычно, собирается на основе источника сварочного импульса, использующего принцип разряда конденсатора. Простая схема такого источника. Сварочный аппарат с таким питанием способен сваривать лист толщиной до 0,5 мм, может применяться для аккумуляторов с целью надежного соединения батарей типа Li-Ion.
Необходимая сила тока в виде кратковременного импульса создается на выходе вторичной обмотки трансформатора Тр3, при этом нужный сигнал обеспечивается разрядом конденсаторов С8-С9 на первичную обмотку. Тиристоры Т1 и Т2 обеспечивают управление конденсаторного разряда. Накопление заряда на обкладках конденсаторов осуществляется при включенной вспомогательной цепи трансформатора Ток. Для выпрямления электрического сигнала применены диоды D6-D7.
Тиристоры Т1 и Т2 обеспечивают управление конденсаторного разряда. Накопление заряда на обкладках конденсаторов осуществляется при включенной вспомогательной цепи трансформатора Ток. Для выпрямления электрического сигнала применены диоды D6-D7.
Принцип разряда конденсаторов осуществляется следующим образом. В период отключенной главной цепи происходит зарядка конденсаторов С8-С9 через обмотку Ток. При включении главной цепи (пуск сварочного аппарата) конденсаторы разряжаются на обмотку Тр3, при этом параметры разряда регулируются тиристорами Т1-Т2, а продолжительность сигнала обеспечивается системой Ru1-Ru2, R34 и С10. Цикл полностью повторяется при отключении аппарата. Рекомендуемые характеристики деталей приведены, а параметры трансформатора Ток следующие: тип 220/220 В, для обеих обмоток применяется провод ПЭВ-2 диаметром 0,5 мм, число витков – 90.
Для сварки заготовок толщиной до 3-4 мм следует увеличить мощность разряда. Приведена схема более мощного источника тока, который по принципу действия не отличается от предыдущего случая. Продолжительность импульса регулируется реле времени, а в цепь первичной обмотки выходного трансформатора включается бесконтактный пускатель МТТ4К, в связи с повышением мощности.
Продолжительность импульса регулируется реле времени, а в цепь первичной обмотки выходного трансформатора включается бесконтактный пускатель МТТ4К, в связи с повышением мощности.
Намотка силового трансформатора
Выходной трансформатор является основополагающей частью всей конструкции аппарата для сварки, обеспечивающий необходимую силу тока, подаваемую на электрод. Его желательно сделать собственноручно следующим образом. Сердечник подойдет от обыкновенного вышедшего из строя трансформатора – важно, чтобы он обладал стальной пластинчатой конструкцией и имел общее поперечное сечение одного элемента около 65 см².
На первую стойку наматывается первичная обмотка из провода марки ПЭВ или ПЭТВ диаметром 2,9 мм с числом витков – 20. Под обмотку и сверху нее накладывается трансформаторная (кабельная) бумага. Концы обмотки закрепляются на контактной колодке, размещаемой на верхней части сердечника.
На вторую стойку сердечника наматывается выходная (вторичная) обмотка в виде двух витков плоской шины. Такую шину можно собрать из 15-17 медных плоских проводов общим сечением 200 мм² и обматывается для изоляции фторлоновой пленкой или тканевой изоляционной лентой. Рекомендуется сверху и снизу обмотки проложить трансформаторную бумагу, а концы обмотки вывести на контактную колодку.
Такую шину можно собрать из 15-17 медных плоских проводов общим сечением 200 мм² и обматывается для изоляции фторлоновой пленкой или тканевой изоляционной лентой. Рекомендуется сверху и снизу обмотки проложить трансформаторную бумагу, а концы обмотки вывести на контактную колодку.
Если соблюдены все перечисленные условия, то должен получиться выходной трансформатор со следующими параметрами: мощность 3000 В А; первичное напряжение – 220В, вторичное напряжение – 15В, ток – до 220 А.
Сборка блока контактов
Для домашнего устройства точечной сварки, в т.ч. споттера, чаще всего используется конструкция блока для контакта пистолетной формы. Собирается пистолет для электрода в такой последовательности. Подбирается две пластины из гетинакса или текстолита толщиной 8-12 мм, из которых выпиливаются фигуры в виде пистолета длиной 23-25 см. Форма произвольная с учетом удобства эксплуатации. Целесообразно обеспечить такую геометрию: ширина ствола – 42-45 мм, ширина ручки 50-55 мм, длина ручки – 100-110 мм.
В передней части половинок (стволе) делаются симметричные продольные полукруглые проточки радиусом 5-7 мм для установки электрода. Длина проточенного канала составляет 55-60 мм. На расстоянии 30-35 мм от крайнего среза ствола на продольной проточке вытачивается прямоугольный паз для установки гайки, в которую, затем, будет вкручиваться электрод. В курковом участке делается выборка и просверливается отверстие для монтажа и крепления пускового кнопочного выключателя. Для совмещения двух половин пистолета просверливаются отверстия для винтов: в ручке – 4 штуки, в стволе и задней части – по 2 штуки. Чтобы обеспечить подвод кабеля, делаются проточки в ручке и между курком и электродным каналом.
Электрод выполняется из медного прутка диаметром 8-10 мм, а на его хвостовом торце нарезается резьба, соответствующая крепежной гайке. Передний торец стержня затачивается в виде конуса порядка 15-20 мм, причем вершина конуса закругляется. Общая длина электрода выбирается порядка 50-60 мм.
Собирается сварочный пистолет в следующем порядке. На хвостовую часть электрода накручивается гайка, а к его торцу припаивается подводящий провод, который соединен с пусковой кнопкой. В курковую часть укладывается кнопочный выключатель с выводом кнопки в отверстие. Кнопка соединяется с электродом, и подключается подводящий провод. Вся схема укладывается в соответствующие проточки и пазы; половинки пистолета совмещаются и закручиваются.
В бытовом применении точечная сварка используется реже, чем дуговая. Бывают случаи, когда без нее трудно обойтись, но если брать во внимание цену подобных устройств, то целесообразность ее приобретения ставится под сомнение. В данном случае можно найти другой выход, и разобрать пример, как сделать точечную сварку своими руками. Для радиолюбителя в домашних условиях сконструировать подобный прибор не сложно. Но прежде нужно разобраться в особенностях ее работы.
Как работает контактная сварка
Это термомеханический тип сварки. Перед началом работы, сварные детали устраивают в нужное положение. Далее каждая их часть фиксируется между аппаратными электродами, под их действием детали сжимаются.
Далее каждая их часть фиксируется между аппаратными электродами, под их действием детали сжимаются.
Ток, проходящий по электродам, раскаляет детали, и в этом месте образуется сплав. Он и есть соединяющий элемент двух деталей. Аппараты подобного типа на производстве имеют высокую производительность. Они за минуту способны сделать 600 сварных точек.
Но, чтобы поверхности раскалились, и начали плавиться, на них подают электрический ток огромной силы. Такой импульс приводит к практически мгновенному плавлению металлов. Его продолжительность зависит от вида сплавляемых металлов. Обычно временной диапазон составляет 0,01-0,1 секунды.
При этом расплавленные поверхности металлов образуют между собой сварочную каплю, которая должна застыть. Для этого сварные детали держаться сдавленными некоторое время. Расплавленная капля в этот момент образует своеобразную кристаллическую решетку.
Давление в этом процессе играет важную роль.
Поэтому перед работой предполагаемое место сварного шва обрабатывается специальным раствором. Так снимается элементы коррозии, и других оксидных пленок. В итоге получается шов высокого качества.
Конструкции самодельных устройств
Разберем устройство аппарата точечной сварки на примере. Подготовим радиоэлементы, и другие детали:
- Электрический преобразователь;
- Медный кабель, с диаметром сечения не менее 10мм;
- Электроды медного типа;
- Прерыватель;
- Несколько наконечников;
- Болты;
- Корпус.
Сборка аппарата
Это основные детали конструкции. Теперь рассмотрим схему для изготовления аппарата точечной сварки. В интернете их встречается не мало. И каждая имеет свой набор радиодеталей. Но главная схожесть всех схем – в простоте, и малой мощности.
В интернете их встречается не мало. И каждая имеет свой набор радиодеталей. Но главная схожесть всех схем – в простоте, и малой мощности.
Поэтому самодельные устройства пригодны только для мелких бытовых работ. Они смогут сварить тонкие листы железа, или жилы проводов. Для печатной платы понадобятся элементы:
- Переменный резистор – 100Ом;
- Конденсатор – 1000мКф, от 25В;
- Тиристор;
- Пара диодов – Д232А;
- Несколько диодов – Д226Б;
- Предохранитель – F (плавкого типа).
Следующий этап сборки аппарата для сварки своими руками, заключается в конструировании трансформатора TR1. В его основе применяется железо Ш40, необходимая толщина пластин составляет 70мм. Конструкция имеет две обмотки. На обмотку первичного типа применяется проводник ПЭВ2, с сечением 0,8мм. Далее наматывается 300 витков.
Вторичная обмотка делается многожильным медным кабелем, и сечением 4мм. Число витков не превышает 10.
Для второго трансформатора TR2 ручной работы не потребуется.
 Его можно заменить любым слабым преобразователем мощностью 5-10В. Его вторичная обмотка должна на выходе иметь не более 5-6В. На третьей обмотке должно выходить до 15В.
Его можно заменить любым слабым преобразователем мощностью 5-10В. Его вторичная обмотка должна на выходе иметь не более 5-6В. На третьей обмотке должно выходить до 15В.Проделав данную сборку, можно получить аппарат мощностью до 500А. Длительность импульса не превысит – 0,1сек, но только в том случае, если номиналы сопротивления и конденсатора, будут совпадать с теми, что на схеме. Мощность самодельной точечной сварки позволит сваривать металлические листы толщиной не более 0,2мм, а так же стальную проволоку диаметром 0,3мм.
Виды самодельных аппаратов точечной сварки различаются в основном по мощности. Некоторые модели способны выдать силу тока до 2000А, что позволяет сваривать стальные листы толщиной до 1,1мм, и стальные провода диаметром до 3мм.
Фото точечной сварки своими руками
Точечная сварка под микроскопом / Хабр
Хомяки приветствуют вас, друзья!
Сегодняшний пост будет посвящен аппарату для точечной контактной сварки аккумуляторов типа 18650 и прочих. В ходе соберем такое устройство, разберем основные принципы его работы и детально изучим сваренные места под микроскопом. Аккумуляторам сегодня придётся нелегко. Казалось бы сварочный аппарат, который в буквальном смысле состоит из одного трансформатора и контроллера, что тут может пойти не так?!
В ходе соберем такое устройство, разберем основные принципы его работы и детально изучим сваренные места под микроскопом. Аккумуляторам сегодня придётся нелегко. Казалось бы сварочный аппарат, который в буквальном смысле состоит из одного трансформатора и контроллера, что тут может пойти не так?!
Представьте себе, что одним прекрасным утром у вас сдох шуруповёрт. Крутить шурупы отверткой не царское дело, потому нужно решать проблему. Виновниками этого происшествия стали никелевые аккумуляторы, которые преждевременно отправились в Вальхаллу пить вино и сражаться на мечах. На смену им пришли компактные, высокотоковые литий-ионные аккумуляторы, которые по характеристикам в разы превосходят своих предшественников.
По технологии такие банки соединяются точечной контактной сваркой, которая приваривает токопроводящую ленту к телу аккумулятора. Использовать паяльник тут не рекомендуют из-за возможного перегрева внутренностей батареи, что может привести к преждевременному выходу ее из строя. Устанавливаем на сборку так называемую BMS плату с балансиром и собираем шуруповёрт. Теперь он работает как новенький.
Устанавливаем на сборку так называемую BMS плату с балансиром и собираем шуруповёрт. Теперь он работает как новенький.
На идею создания сварочного аппарата меня подтолкнул Витя. Человек который ремонтирует в буквальном смысле всё. Для перепаковки аккумуляторных батарей в различных устройствах он как раз применяет аппарат для точечной контактной сварки. Соединение тут получается настолько прочным, что лента в буквальном смысле отрывается с потрохами. Меня впечатлил данный аппарат, и нужно было разобраться что и как в нем работает.
На самом деле тут все оказалось довольно просто. Сердцем устройства выступает трансформатор от микроволновки с перемотанной вторичной обмоткой, и контроллер который обеспечивает подключение первичной обмотки МОТ-а к питающему напряжению сети на необходимое время для формирования сварочного импульса. Так же нам понадобиться блок питания для контроллера, пару медных кабельных наконечников, сетевой провод сечением в 1.5 кв. мм. и корпус, в котором разместиться все электроника. У меня давно валялся 700 Вт МОТ с отрезанной вторичной обмоткой, как раз появился повод куда-то его пристроить.
мм. и корпус, в котором разместиться все электроника. У меня давно валялся 700 Вт МОТ с отрезанной вторичной обмоткой, как раз появился повод куда-то его пристроить.
Извлекаем магнитные шунты и аккуратно зачищаем отверстия куда будет вставляться толстый провод. Особое внимание уделяем краям, они довольно острые и легко могут повредить изоляцию кабеля.
Что касательно самого кабеля, тот тут лучше не экономить и взять вот этого товарища. РКГМ сечением 25 кв. мм. Производство Россия «Рыбинсккабель». Это хитрый многожильный провод с изоляцией из кремний-органической резины повышенной твердости, в оплетке из стекловолокна пропитанного эмалью или теплостойким лаком. Он очень тонкий и гибкий. Изоляция провода абсолютно равнодушна к повышенным температурам, пламя зажигалки едва способно вызвать хоть какое-то тление. Длина термостойкого змея 2.2 метра.
Внутренние отверстия магнитопровода смажем вазелином. Ту же процедуру проводим с кабелем. Несмотря на то, что кабель достаточно тонкий по сравнению со своими более дешевыми собратьями, в трансформатор нужно попытаться вместить 4-5 витков. Но вот незадача. 700 Вт МОТ позволяет вместить в себя только 3 витка. Не беда! На помощь приходит система рычагов и отвёрток. В общем, включив смекалку и мотаем 4 витка в такой небольшой трансформатор.
Но вот незадача. 700 Вт МОТ позволяет вместить в себя только 3 витка. Не беда! На помощь приходит система рычагов и отвёрток. В общем, включив смекалку и мотаем 4 витка в такой небольшой трансформатор.
Кабельные наконечники. Хорошие, медные, на 25 квадратов. По технологии их нужно обжать специальным гидравлическим прессом. Пайка тут не рассматривается из-за возможного нагрева провода в процессе дальнейших экспериментов. Обжим провода тут проходит в 6- гранной матрице, которая равномерно обжимает медную гильзу со всех сторон, создавая качественное соединение. После опрессовки на наконечнике могут образоваться небольшие ушки, их необходимо удалить с помощью напильника. В результате у нас получатся красивые обжатые наконечники на концах провода.
Теперь их необходимо соединить к медным шинам на ручке для контактной сварки. Болт тут диаметром 8 мм и длинной 20 мм. Обязательно устанавливаем шайбу Гровера, она обеспечит надежный прижим, если соединительный узел ослабится в процессе работы.
Самую простую ручку для контактной сварки можно заказать на алиэкспресс. Но мне приглянулся более продвинутый вариант созданный одним народным умельцем. Зовут его Генадий Збукер. Он сам собирает сварочные аппараты, дополняет их ручками которые сам проектирует и печатает на 3D принтере. Называется такая конструкция держатель электродов точечной сварки «ZBU 5.1» с кнопкой и пружинами. 3D модели ранних версий, таких ручек можно найти на сайте Thingiverse, автор позаботился чтобы при желании каждый мог собственноручно сделать подобный держатель для электродов. Это заслуживает уважения! Так же у него на сайте можно заказать расходные материалы (не реклама, а рекомендация).
Что касаемо ручки для контактной сварки. Выполнена она довольно качественно. Печать корпуса тут осуществляется ABS пластиком. Особенность версии «5.1» в том, что на борту есть два вентилятора, которые способны охлаждать медные шины в процессе непрерывной работы. Питаются они от 5 вольт через разъем micro USB. Ток потребления не более 300 мА.
Ток потребления не более 300 мА.
Из практики скажу, что нагреть ручку за время всех экспериментов мне так и не удалось. Электроды тут подпружиненные и имеют кнопку «концевик», которая при определенном усилии прижима срабатывает и дает команду на сварку. Это сжатие обеспечивает хороший электрический контакт со сварными поверхностями, гарантирует повторяемость качества сварных точек, устраняет образование искр и прожогов аккумуляторов. Именно из-за нагрева и одновременному сжатию заготовок такой способ сварки называли «электрической ковкой». При желании конструкцию электродов на ручке можно изменить для двухсторонней сварки.
Электроды выполнены из жаропрочной хромовой бронзы БрХЦр. Поскольку электроды при сварке быстро изнашиваются, к ним предъявляются требования по стойкости сохранения формы при нагреве до 600 градусов и ударных усилиях сжатия до 5 кг на квадратный миллиметр. В процессе работы такие электроды особо не прилипают и не обгорают. Импульс тока сварки аккумуляторов должен быть очень коротким, иначе есть шанс прожечь дыру в корпусе, что приведет к выходу его из строя.
Задача по управлению длительности импульса лежит на довольно простом контроллере, который был взят с одного сайта. Устройство собрано на базе Arduino NANO, с применением жидкокристаллического дисплея для вывода полезной информации. Управление по меню осуществляется с помощью энкодера. Элементарно и просто подумал я, и начал собирать устройство из имеющихся в хозяйстве модулей.
Функционал контроллера довольно простой. Он выдает два последовательных импульса с паузой между ними. Первый импульс называется «присадочным», а второй «основным». Он приваривает металл друг к другу. Все переменные времени импульса регулируются с помощью энкодера, включая паузу между ними. Управление силовым трансформатором осуществляется c помощью довольно мощного симистора на 40 А. Он устанавливается по входу первичной обмотки. Маркировка BTA41-600.
Для удобства пользования контроллером, все его модули можно разместить на одной плате. Это позволит не путаться в куче проводов идущих от ардуины. Травим плату и смотрим как все функционирует. Лампочка мигает, значит схема собрана правильно. Вид самодельных плат на сегодняшний день постепенно уходит в закат, потому что их производство выгодней заказывать в Китае. Цена правда от размеров во многом зависит, но это уже другой вопрос.
Травим плату и смотрим как все функционирует. Лампочка мигает, значит схема собрана правильно. Вид самодельных плат на сегодняшний день постепенно уходит в закат, потому что их производство выгодней заказывать в Китае. Цена правда от размеров во многом зависит, но это уже другой вопрос.
Размещаем модули контроллера для контактной сварки согласно своим указанным местам. Вы уже наверное обратили внимание, что контакты на плате позолоченные. Интересно было посмотреть как они себя покажут в процессе пайки. Особенность позолоченных контактов заключается в том, что они не подвержены различным видам окисления на поверхности металла, что позволяет хранить платы довольно длительное время. Это актуально для больших производств. Также припой растекается по таким контактам как масло по сковороде.
После сборки устройства на плату ардуины нужно загрузить скетч. Делаем это через программу FL Prog буквально в несколько кликов. Программа за пару секунд заливается в мозг и на экране высвечивается все нужные настройки для дальнейшей сварки.
Теперь сделаем красивую панель управления. Для этого нужно разметить все необходимые окна и будущие отверстия на пластиковой панели. Окна аккуратно вырезаем бормашиной, а отверстия сверлим тем шуруповёртом, который мы отремонтировали в начале.
Размещаем внутри корпуса МОТ, импульсный блок питания на 12 вольт и запихиваем внутрь сетевой провод. Длина его полтора метра. Распределяем все необходим провода по своим разъемам, и в принципе все. С электроникой разобрались.
В результате всех манипуляций у нас получился довольно красивый контроллер для точечной сварки. Силовые провода выводятся через отверстия в верхней крышке корпуса. Тут же разместился разъем для подключения кнопки «концевика». Все эстетично и просто. Вроде как показалось мне. Все подписчики канала знают, что ничего просто так не бывает. Что-то, да должно пойти не так. И это один из тех случаев! Пора проверить аппарат в деле.
Для сварки возьмем старый аккумулятор и никелевую ленту толщиной 0. 15 мм. Установим время сварки 20 мс для каждого импульса. Это соответствует одному периоду переменного напряжения из сети. Если там 50 Гц, то это одна пятидесятая. В результате испытаний оказалось, что на самых коротких выдержках времени, ленту не то чтобы варит, а прожигает насквозь. Теперь это не аккумулятор, а сплошная вентиляция…
15 мм. Установим время сварки 20 мс для каждого импульса. Это соответствует одному периоду переменного напряжения из сети. Если там 50 Гц, то это одна пятидесятая. В результате испытаний оказалось, что на самых коротких выдержках времени, ленту не то чтобы варит, а прожигает насквозь. Теперь это не аккумулятор, а сплошная вентиляция…
На других банках сварка проходила несколько иначе, прожиг был меньше, но зато лента между электродами разогревалась до красна. Это было довольно любопытно. При том на одних аккумуляторах лента приваривалась так, что ее практически не оторвать, а на других при том же времени сварки эффекта не было вообще. Лента в прямом смысле отлипала от корпуса, оставляя только две вмятины на металле. Разобраться в проблеме помог цифровой осциллограф, который способен записать сигнал для его дальнейшего изучения.
Причиной прожига аккумуляторов стало время работы силового трансформатора, которое не соответствует установленным значениям. Проблема тут явно программная, так как скетч разработчика неоднократно загружался на другую ардуинку, но результата это не дало. Сейчас по нашим установленным параметрам сигнал на оптопаре должен быть 10 и 60 мс. А по факту это время в несколько раз затянуто, 80 и 125 мс. Естественно этого времени хватает чтобы перегреть никелевую пластину между электродами и в некоторых аккумуляторах прожечь дно.
Сейчас по нашим установленным параметрам сигнал на оптопаре должен быть 10 и 60 мс. А по факту это время в несколько раз затянуто, 80 и 125 мс. Естественно этого времени хватает чтобы перегреть никелевую пластину между электродами и в некоторых аккумуляторах прожечь дно.
Если среди вас есть программисты, у меня просьба, посмотрите код и исправьте там ошибку. Это хороший с точки зрения простоты и повторения проект, но он оказался с котом в мешке. Мы пытались разобраться в дебрях данного кода, но максимум на что хватило знаний так это на визуализацию картинки при загрузке программы. В общем далекий я в этих делах, да и ладно!
Нужно выходить из ситуации.
В Китае есть готовые контроллеры для точечной сварки, заказываю и жду. Это одна из самых продвинутых версий плат. Модель NY-DO2X. Кроме того что она дает двойной импульс с паузой, так еще тут есть возможность регулировать мощность. Симистор тут установлен BTA100 рассчитанный на ток в 100 ампер. Рабочее напряжение 1200 В.
Размечаем и выпиливаем отверстия под новую панель управления. На этом этапе не торопимся чтобы не отрезать чего-нибудь криво. На плате видим несколько разъемов. На первый слева подается переменное напряжение номиналом в 9 вольт. На второй подключается кнопка от держателя электродов или внешняя педаль. Второй вариант хороший, если у вас ручка без кнопки, или же вам просто нравится работать с педалями. Трансформатор для питания платы можно выковырять из какого-нибудь старого блока питания от домашнего телефона. Тока в 300 мА хватит с головой.
В общем пробуем варить ленту к аккумулятору. Нажимаем на ручку, идет импульс и что у нас тут. Проварка толком не произошла и лента прилипла к электродам. Такое чувство как будто у трансформатора на 700 Вт не хватает мощности для проварки ленты на коротких выдержках. Не вопрос, одеваюсь и еду на радиорынок за более мощными микроволновочным МОТ-ами.
Слева направо трансформаторы: 700 Вт, 800 Вт и 900 Вт. Чем больше магнитопровод, тем больше мощность. Тут видно на сколько 900 Вт вариант больше своего предшественника. Размеры: длина 106 мм, высота 89 мм, ширина 66 мм.
Тут видно на сколько 900 Вт вариант больше своего предшественника. Размеры: длина 106 мм, высота 89 мм, ширина 66 мм.
Более продвинутые сварочники можно делать на софМОТах от отечественных микроволновок, но во-первых для них нужен огромный корпус, во-вторых это вес, в-третьих рука на такой редкий артефакт не у каждого поднимется. Не будем злить бога, и пустим под нож трансформатор привезенный с радиорынка. Спиливать вторичную обмотку удобней всего ножовкой по металлу. Медь довольно мягкая, потому режется довольно быстро.
Выбиваем провод из сердечника железным стержнем.В общей сложности данная операция занимает 20 минут. Медные косы не выбрасываем, а сдаем на металл и покупаем пиво. Обязательно извлекаем магнитные шунты, которые установлены для мягкой работы магнетрона и зачищаем края отверстий в магнитопроводе как это было показано ранее. В такой большой трансформатор без труда помещается 4 витка. При желании можно вместить и 5-тый, но я не стал переводить вазелин) Последовательно с мощным симистором припаиваем первичную обмотку только что перемотанного МОТ-а. Не жалеем припоя и делаем все как для себя.
Не жалеем припоя и делаем все как для себя.
Схема соединения просто элементарна. Справится даже ребенок. Пора испытать этот «второй» сварочный аппарат собранный в течение одного фильма. В одном из следующих выпусков будет вообще тройное фиаско политое сверху толстым слоем шоколада, там я еще на 600 баксов влетел, взяв поюзать чужую инфракрасную камеру. В общем канал это дорогое удовольствие. Впитывайте чужой опыт и чужие ошибки. В отличие от меня, вам за них платить не нужно. Все бесплатно.
Краткое руководство по использованию китайского контроллера. Зажимаем и держим красную кнопку примерно 4 секунды. Устройство при этом зайдет в режим калибровки сетевого напряжения. Его нужно выставить согласно реальным показаниям мультиметра вставленного в розетку. Зачем нужна эта функция, непонятно, но установленные цифры будут меняться пропорционально напряжению в сети.
Что означают лампочки над цифрами? Первый светодиод говорит о наличии питания. Второй светодиод горит когда нажата кнопка на ручке. Третий загорается только в момент наличия импульса. В общем первые три красные светодиода чисто информационные. Четвертая зеленая лампочка — это счетчик наработки, суммирует каждое нажатие на педаль или «концевик» внутри сварочной кучки. Сбрасывается счетчик двойным нажатием на красную кнопку. Дальше оранжевый светодиод. Первый устанавливает длительность «первого импульса». Выбирается он в периодах. Установим один что будет ровняться 20 мс. Второй светодиод задает мощность импульса. Поставим скажем 35 процентов. Минимум 30 максимум 99.9%. Зеленый светодиод между оранжевыми определяет паузу между импульсами. Так же в периодах. Поставим 2. Последние два оранжевые светодиода так же определяют длительность и мощность, но уже «второго импульса». Поставим 2 периода и мощность выкрутим на 100 процентов. Собственно все, теперь можно потыкать в какую-нибудь ленту и посмотреть как происходит сварка, изучить точки, подобрать режимы на контроллере и прочее.
Второй светодиод горит когда нажата кнопка на ручке. Третий загорается только в момент наличия импульса. В общем первые три красные светодиода чисто информационные. Четвертая зеленая лампочка — это счетчик наработки, суммирует каждое нажатие на педаль или «концевик» внутри сварочной кучки. Сбрасывается счетчик двойным нажатием на красную кнопку. Дальше оранжевый светодиод. Первый устанавливает длительность «первого импульса». Выбирается он в периодах. Установим один что будет ровняться 20 мс. Второй светодиод задает мощность импульса. Поставим скажем 35 процентов. Минимум 30 максимум 99.9%. Зеленый светодиод между оранжевыми определяет паузу между импульсами. Так же в периодах. Поставим 2. Последние два оранжевые светодиода так же определяют длительность и мощность, но уже «второго импульса». Поставим 2 периода и мощность выкрутим на 100 процентов. Собственно все, теперь можно потыкать в какую-нибудь ленту и посмотреть как происходит сварка, изучить точки, подобрать режимы на контроллере и прочее.
Краткие характеристики получившегося аппарата для точечной сварки. Вес готового устройства вышел 5.7 кг. Переменное напряжение на вторичной обмотке МОТ-а составило 3.8 вольта. Максимальный ток зафиксированный при сварке показал 450 ампер. С этим связан один интересный эффект во время работы аппарата. Магнитное поле у проводов выходит настолько большим, что их разбрасывает друг от друга сантиметров на 20. Магнитопровод при этом довольно сильно притягивает любой рядом лежащий металл, потому тут не рекомендую использовать железный корпус для устройства, при сварке он будет издавать неприятные звуки.
Если накоротко закоротить вторичную обмотку, то даже 700 Вт МОТ способен нагрузить сеть до значений свыше 4 кВт. На сколько больше мне не известно, так как ваттметр уходит в защиту при достижении такой нагрузки. Ток вторичной обмотки при этом зашкаливает за 600 А, свыше предела измерения мультиметра. На входе первичной обмотки максимальный ток зафиксирован 21 ампер, при этом напряжение в сети проседает с 230 до 217 вольт.
При непрерывной работе сердечник у МОТ-а будет нагреваться, за 4 минуты его температура достигнет примерно 52 градуса. И это на холостом ходу без нагрузки. На практике при повышении температуры трансформатор начинает сильней варить, это может привести к прожигу аккумулятора. В этом случае справедливо обдувать трансформатор с помощью вентиляторов.
Переходим исключительно к сварке. Для начала посмотрим как должен выглядеть сигнал на осциллографе. Настройки: первый импульс один период 30 процентов, 2 периода отдыхаем, второй импульс два периода, мощность на всю катушку. Делаем сварную точку и записываем сигнал. Видим каким обрезанным выглядит период мощностью в 30 процентов. После него идет металл два периода отдыха, а затем идет мощный импульс с длительностью два периода и мощностью в сто процентов.
Контроллер благодаря отслеживанию перехода фазы через ноль, открывает симистор на 100 процентах практически в нуле роста амплитуды напряжения. При этом видно что напряжение и ток идут с небольшой задержкой относительно друг друга. При 50 процентах контролер открывает симистор только на половине полупериодов сетевого напряжения. Этот метод аналогичен с Широтно-импульсной модуляцией. Такой режим используется в регуляторах освещенности – диммерах. Яркость свечения лампы накаливания будет напрямую зависеть от площади обрезанной синусоидой. В нашем случае это нужно для всяких деликатных сварок.
При 50 процентах контролер открывает симистор только на половине полупериодов сетевого напряжения. Этот метод аналогичен с Широтно-импульсной модуляцией. Такой режим используется в регуляторах освещенности – диммерах. Яркость свечения лампы накаливания будет напрямую зависеть от площади обрезанной синусоидой. В нашем случае это нужно для всяких деликатных сварок.
Теперь наша задача довольно проста. Нужно приварить ленту для точечной сварки к аккумулятору. Но тут возникает пару вопросов. Какую ленту будем варить и к какому аккумулятору? Помните момент когда у нас сварочник с 700 Вт трансформатором отказывался приваривать никелевую ленту? Идентичная ситуация происходит с новым 900 Вт МОТ-ом.
В начале долго не мог понять в чем причина, но тут оказалось два важных момента. Высокотоковый аккумулятор, в отличии от обычного, имеет несколько толще стенки корпуса. Возможно и металл корпуса отличается. Никелевая лента у нас тоже довольно хитрая. В сумме всех этих факторов даже мощная сварка не способна дать желаемый результат.
Решение проблемы — сменить никелевую ленту на стальную. Она сверху тоже вроде как никелированная, но дальше будем ее называть просто стальной. Сварка на тех же установках что и раньше, приварила стальную ленту просто на ура. Отодрать ее кусачками без разрушений не выходит. Собранный аппарат полностью удовлетворил поставленные задачи.
Теперь разберем основные требования при точечной сварке. Длительность и мощность импульсов нужно подбирать таким образом, чтобы свариваемые места имели как можно меньше перегрев. Он проявляется в цветах побежалости вокруг точек сварки. Это не очень хорошо, так как в этих местах частично выгорает металл, что может привести к ослаблению прочностных характеристик соединения. Идеальная сварка выглядит так. Тут нет перегрева, точки белые, лента отрывается от тела аккумулятора с кусками. Именно такого результат мы должны добиться.
Подводные камни. Их очень много, в первую очередь тут нужно понимать физику протекания тока в металле. Металл в месте соприкосновения с электродами представляет току наибольшее сопротивление и потому место будет сильно нагреваться. Наша задача разогреть металл до такой степени, чтобы создалось так называемое сварочное ядро. Нагрев в этом процессе должен происходить не под самими электродами, а между листами металла. Сварные ядра при этом необходимо делать как можно быстрей, очень мощным и коротким импульсом. Если греть место сварки медленно, тепло будет разбегаться по аккумулятору кто куда, без достижения нужного результата.
Металл в месте соприкосновения с электродами представляет току наибольшее сопротивление и потому место будет сильно нагреваться. Наша задача разогреть металл до такой степени, чтобы создалось так называемое сварочное ядро. Нагрев в этом процессе должен происходить не под самими электродами, а между листами металла. Сварные ядра при этом необходимо делать как можно быстрей, очень мощным и коротким импульсом. Если греть место сварки медленно, тепло будет разбегаться по аккумулятору кто куда, без достижения нужного результата.
Электроды, это вообще отдельный мир. Представьте вы долго варили сборку из аккумуляторов 18650 и в один момент решили их заточить. Концы вышли острые, красивые. Но при первых же сварных точках у нас выйдет пропаленный аккумулятор, так как электроды с большой вероятностью погрузятся в корпус банки. Некоторые такие аккумуляторы стоят целое состояние, и повредить один из них это недопустимо.
Что же происходит на самом деле? Дело в том, чем острей электрод, тем меньше его площадь контакта с металлом, в результате при одном и том же токе место у нас будет разогреваться быстрей. Сварное ядро образуется настолько быстро, что это приводит к расплавлению всего металла под электродом.
Сварное ядро образуется настолько быстро, что это приводит к расплавлению всего металла под электродом.
Еще один очень важный момент, электроды при сварке нужно держать строго перпендикулярно аккумулятору. Они не должны входить под углом. На контакте может образоваться небольшой скос, который рано или поздно приведет к прогару из-за неравномерного протеканию тока через электроды. На этом же примере становится понятно зачем необходим первый присадочный импульс на малой мощности.
На что влияет расстояние между электродами? В теории чем дальше они разнесены друг от друга, тем лучше. Меньше потерь будет на верхней шунтирующей заготовке. Но как показала практика тут можно играть с настройками, и какое бы расстояние не было, можно добиться хорошего качества сварных точек. Тут большую роль играет с какой шириной ленты вы работаете.
В общем настройки длительности и мощности импульсов решают все. У меня получалось приваривать 0.2 мм. ленту с такими прочностными характеристиками, что она отрывалась вместе с фрагментами корпуса аккумулятора. Все батареи в фильме были разряжены если что.
Все батареи в фильме были разряжены если что.
Рекомендации при выборе настроек сварки. В этом деле много факторов влияющих на конечный результат. К примеру: вы подобрали режим, который хорошо работает с одной и той же лентой и аккумуляторами. Но, если что-то одно поменяете, настройки тоже возможно придется менять. А теперь представьте что у вас кучка разношерстных аккумуляторов, как будете варить? Мощность и время сварки нужно настраивать от меньшего к большему. Поставили точку, лента оторвалась, ничего страшного, поднимаем мощность и смотрим. Теперь лента отрывается с потрохами. То что нужно. Ну что, вы все поняли?
Думаю стоит еще раз перечислить все факторы, которые могут на влиять на конечный результат точечной сварки.
Электропроводка в квартире. Специально для фильма был сделан удлинитель с сечением провода в 2.5 квадрата. Даже смотря на это, слабенький 700 Вт МОТ умудрялся просаживать сеть под нагрузкой.
Основные сварочные характеристики зависят от мощности трансформатора, от сечения силового провода, его длинны, количества витков, качества соединительных узлов с контактной ручной.
Важную роль играет материала электродов, расстояние между ними, заточка и сила прижима. Много определяет материал ленты для контактной сварки, его толщина, ширина и форма. Тип аккумулятора и толщина его стенок. Даже температуру МОТа стоит брать во внимание.
Исходя из всего вышеперечисленного, в каждом индивидуальном случае подбираются настройки для первого и второго импульса на контроллере для получения наилучших сварных ядер с наименьшими цветами побежалости.
Собранный аппарат для контактной сварки получился довольно компактным и универсальным. Он собирался только ради того, чтобы сварить аккумуляторы для шуруповёрта и паяльника с Китая, которому нужно питание 24 вольта. Часто при ремонтах не хватает портативного инструмента. Конструктор в виде ячеек под аккумуляторы 18650 мы печатали на 3D принтере, они упрощают задачу при формирования сборок с разными напряжениями и ёмкостями, позволяя складывать элементы в любой последовательности. Сборки соединяются между собой специальными пазами. Теперь самостоятельно перепаковать свой старый самокат не составит никакого труда.
Теперь самостоятельно перепаковать свой старый самокат не составит никакого труда.
Для справки. Съемка этого выпуска заняла чуть больше 2-х месяцев. Когда брался за изучение данной темы, даже подумать не мог что тут окажется так много нюансов. По стоимости бюджет фильма перевалил за предполагаемые границы, так как покупать запчастей пришлось практически на 2 сварочных аппарата. В общей сложности было израсходовано 3 метра никелевой ленты и испорчено 2 хороших аккумулятора. Пущено в расход два десятка плохих.
Ну все, видео озвучил, теперь можно идти бухать и готовится к следующему выпуску.
Как сказал Мастер Йода:
Тебя послушать — так сложно все. Слышишь, что сказал я?
― Ты должен чувствовать силу, она между тобой, мной и камнем, везде…
― Да… нооо нет
Полное видео проекта на YouTube
Архив с полезностями
Наш Instagram
их виды и основные элементы
Сварка играет важную роль в технических процессах. Один из её видов, точечная сварка — соединение деталей вместе в одной или нескольких точках. Аппарат точечной сварки позволяет значительно снизить конечную стоимость и сократит время на изготовление, особенно если сделан своими руками.
Один из её видов, точечная сварка — соединение деталей вместе в одной или нескольких точках. Аппарат точечной сварки позволяет значительно снизить конечную стоимость и сократит время на изготовление, особенно если сделан своими руками.
Прочность сварки
На прочность сварки влияет размер и материал участка. А на него воздействует:
- Размер электродов.
- Площадь контакта.
- Состояние поверхности.
- Время воздействия и величина тока.
- Размер поверхности с которой контактировал электрод.
Точная сварка имеет свою нишу для применения — соединения деталей между собой от 0,002 мкм до 20 мм. При процессе, величина тока измеряется сотнями ампер, а сопротивление поверхности и электродов минимально.
Преимущества точечной сварки:
- Сварочный шов высокой прочности.
- Автоматизация работы.
- Экономичность.
Процесс используется как в домашних условиях, так и в промышленности. С его помощью производится сварка таких материалов:
- Листовой металл.
- Изделий из цветных сплавов и стали.
- Гнутых и сортовых профилей.

В быту с помощью точечной сварки ремонтируют инструмент, домашнюю утварь, кухонное оборудование. Процесс заключается в совмещении деталей в определённом положении. Они фиксируются между собой и электродами с помощью электрического тока происходит разогрев поверхностей до сваривания. Главное — точно закрепить деталь в нужном положении и удерживать её в процессе сварки. Тепловой импульс, плавит металл в зоне контакта, соединяя две поверхности в одно целое.
Разновидности аппаратов точечной сварки
Самый простой аппарат точечной сварки управляется вручную, каждый раз выставляться сварочный ток и продолжительность работы. Требует опыта работы с конкретным аппаратом. Довольно простая конструкция, легко изготовить своими руками.
Аппараты бывают трех разновидностей:
- Автоматические системы позволяют выполнять качественную сварку даже неспециалистам. Что снижает количество бракованных изделий и трудозатраты.
- Механические приводы — самый популярный вариант аппарата точечной сварки, широко применяется во многих отраслях, изготовить своими руками не составит большого труда.
- Гидравлические и пневматические прижимные устройства используются в стационарных машинах на промышленных объектах.
 Что снижает количество бракованных изделий и трудозатраты.
Что снижает количество бракованных изделий и трудозатраты.Переносные устройства по своим характеристикам не уступают стационарным. Сварочный аппарат, сделанный в виде ручных клещей, способен соединить металл толщиной 5 мм. А с помощью ручного привода фиксации достигается усилие в 150 кг. Простота использования, высокое качество сварного шва, низкая цена, выделяет этот тип аппаратов среди конкурентов.
Инвентарные устройства имеют небольшие размеры, многофункциональность, легко подключаются к бытовой сети. И даже высокая цена не снижает их популярности.
Аппарат для точечной сварки своими руками
Простейшим для изготовления в домашних условиях является аппарат точечной сварки, в котором сила тока не регулируется. А управление процессом осуществляется с помощью изменения длительности электрического импульса, для этого используют выключатель или реле времени.
А управление процессом осуществляется с помощью изменения длительности электрического импульса, для этого используют выключатель или реле времени.
Сварочный аппарат действует на принципах закона Ленца — Джуоля: электрический ток, проходя по проводнику, выделяет тепло, которое напрямую равно квадрату тока, времени и сопротивлению проводника. Это означает что при силе тока в 1000 А, на тонких проводах и плохо сделанных соединениях, потери будут в 10000 раз больше, чем при 10 А.
Трансформатор
Основной элемент любого оборудования для точечной сварки — силовой, с повышенным эффектом трансформации (для получения нормального сварочного тока). Его можно взять в мощной микроволновке (от 1 кВт и выше), он питает магнетрон. Удобен своей доступностью и хорошими характеристиками. Показателей трансформатора хватит для точечной сварки стальных листов в 1 мм. Для получения большей мощности используют 2 и более детали.
Для работы магнетрона в микроволновой печи нужно повышенное напряжение в 4000 В. Поэтому используется повышенный трансформатор. На первичной обмотке у него меньше витков чем на вторичной, но толщина провода больше.
Поэтому используется повышенный трансформатор. На первичной обмотке у него меньше витков чем на вторичной, но толщина провода больше.
Показатели таких трансформаторов составляют до 2000 В (в микроволновке оно удваивается перед подачей на магнетрон), не стоит их подключать в сеть и измерять выходные характеристики. Из этой детали нам понадобится первичная обмотка (в которой толще провод и меньше витков) и магнитопровод.
Провода срезаются стамеской или ножовкой (если он сварен, а не склеен), или выковыривается и высверливается (при очень плотной набивки обмотки, когда выбивание всё разрушит). При удалении проводов вторичной обмотки старайтесь действовать аккуратно, чтобы не повредить первичную обмотку. В трансформаторе также бывают шунты, которые ограничивают ток, их тоже нужно срезать.
После аккуратного извлечения нужных элементов, вторичная обмотка трансформатора обновляется. Для достижения показателей тока в 1000 А нужно использовать медный кабель с толщиной сечения в 100 мм² и более. Это может быть пучок или многожильный провод. Если внешняя изоляция мешает получить нужное количество витков, то её удаляют и заменяют на тканевую изоленту. Провода должны быть как можно меньшей длины, чтобы не было ненужного сопротивления.
Это может быть пучок или многожильный провод. Если внешняя изоляция мешает получить нужное количество витков, то её удаляют и заменяют на тканевую изоленту. Провода должны быть как можно меньшей длины, чтобы не было ненужного сопротивления.
Делается не больше 3 витков. У вас получиться 2 В, этого достаточно для домашних нужд. Но если вам нужен больший ток, то сделайте больше витков, так вы повысите показатели мощности. Также можно использовать несколько трансформаторов. Это хороший вариант когда у вас на руках 2 одинаковых, но их характеристик по отдельности не хватит для сварки металла нужной толщины.
Например, если у вас есть 2 трансформатора мощностью 0,5 кВт, с входным напряжением 220 В, при номинальном токе 250 А и выходным напряжением 2В. Соединив выводы вторичных и первичных обмоток, получим прибор, в котором номинальное напряжении в 2 В, выходной ток — 500 А (ток сварки также удвоится).
При создании устройства, во вторичных цепях устройства должны использоваться электроды. То есть при задействовании трансформаторов по 0,5 кВт, их связывают вместе проводами с диаметром 1 см, а концы к электроду. Если допустить ошибку при подключении выводов вторичной и первичной обмотки, это приведёт к короткому замыканию.
То есть при задействовании трансформаторов по 0,5 кВт, их связывают вместе проводами с диаметром 1 см, а концы к электроду. Если допустить ошибку при подключении выводов вторичной и первичной обмотки, это приведёт к короткому замыканию.
Когда используете два мощных трансформатора и вам нужно увеличить напряжение, но размер окна магнетрона не позволяет добавить необходимое количество витков провода, для этого вторичные обмотки соединяются последовательно. Необходимо согласовывать направление витков, иначе можно получит противофазу, что приведёт к выходному напряжению равному нулю (чтобы правильно понять этот момент проведите эксперимент с тонкими поводами).
Одноимённые выводы имеют обозначения на трансформаторах, но если на вашем устройстве оно отсутствует, то можно провести проверку. На первичные обмотки трансформаторов подаётся напряжение, а к вторичным обмоткам подключён вольтметр. Результата может быть два: прибор показывает напряжение или нет.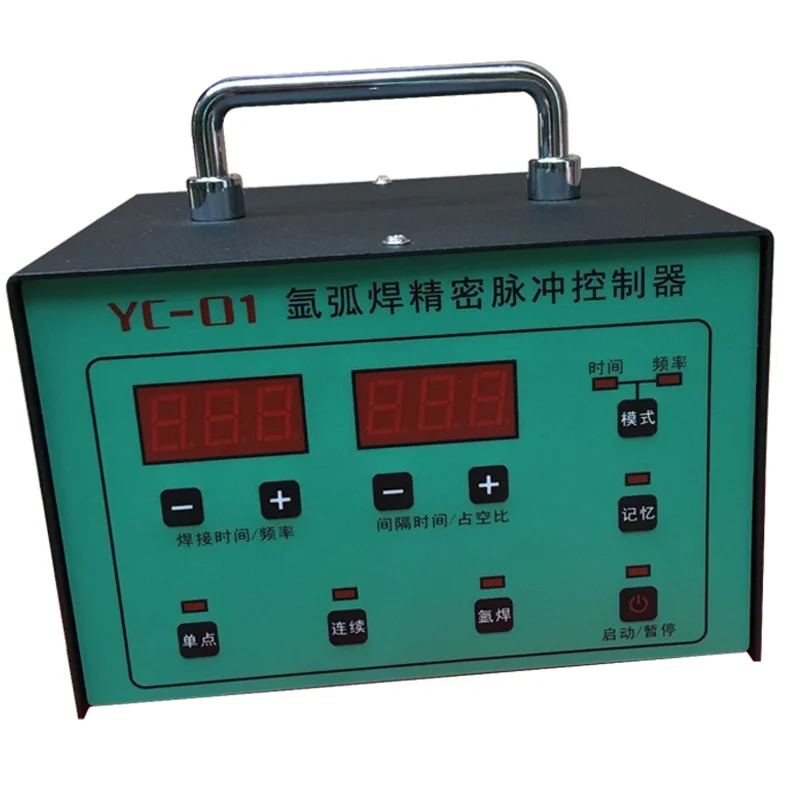
Первый случай свидетельствует о том, что цепи первичной и вторичной обмотки соединены вместе разноимёнными выводами (напряжение на первичной обмотке равно половине входного, которое преобразуется во вторичной обмотке, где оно суммируется и даёт двойное значение). Нулевое значение вольтметра показывает, значение напряжения на вторичных обмотках противоположны, это значит что одна из пар обмоток соединена одноимённым выводом.
Чтобы увеличить показатели у своего аппарата точечной сварки, нужно соединить несколько трансформаторов, но они не должны превышать показатели сети, иначе при его использовании общее напряжение будет падать. Ограничитесь 1000–2000 А, для бытовых условий такой силы тока достаточно.
Электроды
Медные стержни используют в качестве электродов. Чем больше толщина тем лучше, но его диаметр не должен быть меньше показателей провода. Если у вас аппарат небольшой мощности, то подойдут жала от паяльника.
Электроды требуют периодической подкачки, так как со временем они теряют форму и приходят в негодность. Чем меньше длина провода, идущего от электрода к трансформатору, тем лучше. Количество соединений должно быть минимальным, на них также теряется мощность. В идеале, на концы цепляются медные наконечники, к которым подключаются электроды. В месте контакта меди происходит окисление, чтобы этого избежать их спаивают вместе. Такое соединение проще чистить.
При использовании обжима, площадь крепления получается гораздо меньше, что увеличивает потери.
Управление
Аппарат управляется переключателем или рычагом. Электроды должны быть закреплены с такой силой, чтобы обеспечить нормальную сварку. Чем толще лист металла, тем больше показатель. На промышленных аппаратах она доходит до 100 кг. Делайте рычаг управления длинными и крепким, а сам аппарат помассивнее, с возможностью стационарного крепления. Дополнительное усилие при точечной сварке можно добавить винтовым зажимом.
Выключатель подключается к цепи первичной обмотки, иначе он будет добавлять сопротивления, а его контакты при работе расплавятся.
Если вы используете рычажный механизм прижима, то кнопку выключения монтируйте на нём. Очень удобно одной рукой давить на рычаг и управлять работой. Вторая рука контролирует сварку деталей.
Эксплуатация
Включать и выключать аппарат нужно когда электроды сжаты, иначе электроды будут искрить и подгорать. Принудительная вентиляция значительно облегчит эксплуатацию, иначе вам придётся следить за температурой трансформатора, электродов, токопроводов и делать частые перерывы. А пока вы опытным путём найдёте температурные режимы элементов, что-то может безвозвратно сгореть.
Чтобы качественно осуществлять точечную сварку нужен опыт сведения двух поверхностей материала, сварки токовым импульсом, определения процесса готовности по цвету и внешнему виду.
При осуществлении точечной сварки своими руками соблюдайте технику безопасности, при возникновении искр и расплавленного металла, немедленно прекращайте работу. Эксплуатация неисправного аппарата представляет большую опасность.
Эксплуатация неисправного аппарата представляет большую опасность.
- Автор: Александр Романович Чернышов
- Распечатать
Оцените статью:
(15 голосов, среднее: 2.9 из 5)
Поделитесь с друзьями!
Точечная сварка — 110 фото воздействия металлов и их характеристики
Точечная сварка применяется для приваривания мелких деталей, например, это могут быть болты, зажимы, заклепки или для соединения нескольких деталей между собой. В основном аппарат для точечной сварки применяется в строении самолетов, поездов, машин и в других направлениях промышленности.
Название такого вида сварки получилось от того, что элементы соединяются между собой не полностью, а только в определенных точках. Эффективность соединения в этих местах в основном зависит от их размера. Прочность самих точек зависит от качества электродов и материала.
Краткое содержимое статьи:
Принцип работы аппарата
Способов точечной сварки существует несколько, но принцип их всех заключается в одном. Сварка происходит в результате воздействия электродов на материал. Между электродами проходит ток, и детали под горячим воздействием плавятся.
Сварка происходит в результате воздействия электродов на материал. Между электродами проходит ток, и детали под горячим воздействием плавятся.
Сварочная точка получается там, где металлы соприкасаются, зависит она от силы тока. Чем сильней сила тока, тем прочнее будет сварка и тем толще элементы можно соединить.
Материал для сварки можно использовать с толщиной от 0,05 до 0,8 см.
Перед началом работы со сваркой, детали нужно обязательно очистить от всех загрязнений и выбрать подходящий режим, от этого зависит качество в конечном результате работы.
Для проверки качества шва на производстве, разрушают несколько экземпляров. При качественной работе, на одном элементе останется кратер, а на другом ядро сварки. Чтобы легче это понять, посмотрите фото точечной сварки для наглядности.
Если этого не произошло, сварка выполнена не правильно, нужно увеличить время или силу сжатия. Ядро при хорошей работе должно быть в три раза толще более тонкой детали.
Если размер меньше, то элементы проварены не до конца.
Режимы точечной сварки
В продаже имеется много моделей аппаратов для точечной сварки, у каждой есть свои плюсы и минусы. Также каждая модель аппарата предназначена для определенных материалов, в инструкции точечной сварки каждой модели это указано. Но все модели можно разделить на две большие группы.
Подача жесткого тока с большой плотностью, примерное время сварки 0.3-1.6 секунды. Электрод должен быть толще на 0.4 см, чем сам свариваемый элемент.
Подача мягкого тока с небольшой плотностью, примерное время сварки 3-4 секунды. Электроды могут быть такого же размера, как толщина свариваемого элемента.
Режимы воздействия
Выделяют 2 вида воздействия на металлические элементы:
Двухсторонний. Сваркой соединяются сразу с 2 сторон большие детали, открытые соединения. Делается это с применением щипчиков, которые крепко держат деталь. Шов в результате образуется крепким, но при таком воздействии есть ограничение по размеру щипцов.
Шов в результате образуется крепким, но при таком воздействии есть ограничение по размеру щипцов.
Односторонний. При таком воздействии нет шанса сварки с обеих сторон. Детали могут быть любого размера, ограничений нет.
Для наибольшего качества и прочности при односторонней сварке используют медную пластинку. Но даже при этом, качество шва будет ниже, чем при первом виде точечной сварки.
Чем хороши аппараты точечной сварки
Точечную сварку своими руками может сделать любой человек, для этого не нужно иметь особых знаний, достаточно прочитать инструкцию по эксплуатации и технику безопасности.
Также к преимуществам можно отнести:
- Сварка может проводиться с любыми металлами, даже которые быстро плавятся.
- Шов получается красивый, аккуратный, прочный, качественный в результате.
- Процесс автоматизирован, поэтому высокая производительность.
- Минимальные затраты на электроды и другие нужные аксессуары.

Аксессуары
Приобрести аппарат для сварки мало, чтобы с ним работать, необходимо купить дополнительные элементы (иногда они идут в наборе).
- Электроды и консоли, не совсем такие, как у обычной сварки.
- Клещи и пистолет для сварки, нужны при работе с мелкими элементами или в узких местах, куда трудно добраться.
- Редактирование вмятин.
Для приобретения аппарата точечной сварки нужно знать, где будет проводиться работа и с какими металлами. Этого достаточно, чтобы купить нужную модель сварочного аппарата.
Если вы не уверены в своих силах, то не нужно самому приступать к сварке, лучше обратиться к специалисту.
Фото точечной сварки
Также рекомендуем посетить:
- Костюм сварщика
- Типы сварочных аппаратов
- Как залудить паяльник
- Сварочный стол
- Сварочный аппарат своими руками
- Сварочный полуавтомат
- Сварочные провода
- Сварочные электроды
- Плазмотрон
- Как паять
- Сварочный аппарат для дома
- Споттер
- Как запаять радиатор
- Сварочная проволока
- Сварочный трансформатор
- Сварочная горелка
- Сварка полипропиленовых труб
- Газовая сварка
- Сварочный аппарат
- Плазменный сварочный аппарат
- Сварочные работы
- Дуговая сварка
- Как варить алюминий
- Сварочная маска
- Электрододержатель
- Какой сварочный аппарат выбрать
- Холодная сварка
- Сварочный инвертор
- Как сварить металл
- Сварочное оборудование
Аппарат для контактной сварки и принадлежности
ПРЕДОСТАВЛЯЕМ ВАМ ОБОРУДОВАНИЕ ДЛЯ ТОЧЕЧНОЙ СВАРКИ, АРЕНДУ, ЭЛЕКТРОДЫ И ПОДДЕРЖКУ ДЛЯ ВАШЕГО ПРОЕКТА ПО ТОЧЕЧНОЙ СВАРКЕ.

Advanced Integrated Technologies ( AIT ) является поставщиком оборудования для контактной сварки и технической поддержки для устройств для контактной точечной сварки и аксессуаров марки Nippon Avionics ( Avio ), а также для устройств для точечной сварки марки Sunstone. Мы можем оценить образцы вашей продукции, предоставить бесплатные пробные сварные швы и точно указать, какое оборудование лучше всего подходит для вашего применения. Затем мы можем предоставить необходимое вам оборудование по экономичной цене и помочь с любыми техническими проблемами, с которыми вы столкнетесь при настройке сварочного процесса. Отправьте контактную форму или позвоните нам сегодня, чтобы запросить помощь в вашем следующем проекте.
Высокоточные аппараты для контактной сварки и электроды
Более низкие цены на оборудование и электроды по сравнению с другими производителями
Более короткое время изготовления электродов
Индивидуальные решения для сварки и беспрецедентная поддержка клиентов
Точечная сварка с обратным зазором
Точечная сварка с параллельным зазором
| Иллюстрация противоположной сварочной головки | Иллюстрация параллельной/последовательной сварной головки |
Power Supplies
Opposed Heads
Parallel Heads
Monolithic Heads
Hand Piece Welders
Weld Head Drive Units
Electrode Holders
Stages
Accessories
Welding Monitors
Digital Force Gauges
Прочие единицы
Аппараты точечной сварки инверторного типа
В сварочном аппарате инверторного типа входной переменный ток выпрямляется в выходной постоянный ток. Благодаря высокой частоте и хорошей тепловой эффективности этот тип сварочного аппарата подходит для точной сварки электронных компонентов. Инверторный сварочный аппарат предлагает три режима управления: постоянное напряжение, постоянный ток или постоянная мощность. Функция обратной связи по напряжению позволяет сварщику приспосабливаться к изменениям состояния сварки в режиме реального времени, обеспечивая стабильное и качественное сварное соединение. Благодаря высокоскоростной повторяющейся сварке этот сварочный аппарат хорошо подходит для автоматизированных систем.
Благодаря высокой частоте и хорошей тепловой эффективности этот тип сварочного аппарата подходит для точной сварки электронных компонентов. Инверторный сварочный аппарат предлагает три режима управления: постоянное напряжение, постоянный ток или постоянная мощность. Функция обратной связи по напряжению позволяет сварщику приспосабливаться к изменениям состояния сварки в режиме реального времени, обеспечивая стабильное и качественное сварное соединение. Благодаря высокоскоростной повторяющейся сварке этот сварочный аппарат хорошо подходит для автоматизированных систем.
Линейные сварочные аппараты постоянного тока
В линейных сварочных аппаратах постоянного тока электрический ток напрямую контролируется транзистором. Это обеспечивает высокую скорость управления и контролируемую форму волны. Этот сварочный аппарат с высокоскоростным линейным контроллером подходит для сварки очень маленьких компонентов или очень тонкой проволоки. Сварочный аппарат на транзисторах предлагает три режима управления: постоянное напряжение, постоянный ток или постоянная мощность. Режимы управления делают возможным очень надежные и стабильные сварные швы.
Режимы управления делают возможным очень надежные и стабильные сварные швы.
Аккумуляторные точечные сварочные аппараты
Аккумуляторный точечный сварочный аппарат гибридного типа обладает высокоскоростными свойствами источника постоянного тока и функцией переключения полярности источника переменного тока. Полярность сильного тока переключается с высокой скоростью силовым транзистором. Этот тип сварочного аппарата очень хорош для сварки выводов аккумуляторных батарей, когда необходимо последовательно сваривать различные типы металлов.
Аппараты для сварки с конденсаторным разрядом (CD)
В аппарате для сварки с конденсаторным разрядом электрическая энергия накапливается в конденсаторе и одновременно разряжается. Поскольку одновременно может быть разряжен большой ток, этот тип подходит для сварки материалов с высокой проводимостью, таких как алюминий и медь. Кроме того, из-за короткой продолжительности сварки тепловое воздействие на окружающий материал сводится к минимуму, что делает его пригодным для сварки небольших чувствительных компонентов.
Однофазные сварочные аппараты переменного тока
В однофазных сварочных аппаратах переменного тока ток регулируется тиристором и работает при относительно низком пиковом токе. Этот тип сварочного тока менее подвержен влиянию грязи или загрязнения на сварном шве. Поскольку время сварки можно регулировать в более широком диапазоне, этот тип сварочного аппарата подходит для толстых листов и медной проволоки.
| Характеристики | Оппозитный тип |
| NA-121 | |
| Диапазон давления (Н) | 0,7 — 5 |
| Размер (мм) | 74x48x285 |
| Вес (кг) | 0,6 |
| Способ привода | двигатель, воздух, ручной |
| Характеристики | Противоположный тип |
| NA-122 | |
| Диапазон давления (Н) | 6 — 65 |
| Размер (мм) | 82x50x301 |
| Вес (кг) | 0,8 |
| Способ привода | двигатель, воздух, ручной |
| Характеристики | Противоположный тип |
| NA-123 | |
| Диапазон давления (Н) | 20 — 150 |
| Размер (мм) | 82x50x301 |
| Вес (кг) | 0,8 |
| Способ привода | двигатель, воздух, ручной |
| Характеристики | Противоположный тип |
| NA-124 | |
| Диапазон давления (Н) | 40 — 300 |
| Размер (мм) | 98x56x326 |
| Вес (кг) | 1,5 |
| Способ привода | воздух |
| Характеристики | Противоположный тип |
| NA-125 | |
| Диапазон давления (Н) | 100 — 600 |
| Размер (мм) | 212x204x75 |
| Вес (кг) | 21,5 |
| Способ привода | EH-F-02 Показан |
NA-131 Тип с параллельным зазором Характеристики NA-131 Диапазон давления (Н) 0,7 — 5 Размер (мм) 76x51x299 Вес (кг) 0,7 Способ привода мотор,пневмо, ручной
NA-132
| Тип с параллельным зазором | ||
| Характеристики | NA-132 | |
| Диапазон давления (Н) | 5 — 65 | |
| Размер (мм) | 76x51x299 | |
| Вес (кг) | 0,7 | |
| Способ привода | мотор,пневмо, ручной | |
NA-142
| Серия Тип | |||
| Характеристики | НА-141 | NA-142 | |
| Диапазон давления (Н) | 0,5 — 5 | 5 — 65 | |
| Размер (мм) | 136x50x268 | 153x50x268 | |
| Вес (кг) | 1,3 | 1,6 | |
| Способ привода | мотор,пневмо, ручной | мотор,пневмо, ручной | |
NA-143
| Серия Тип | |||
| Характеристики | NA-143 | ||
| Диапазон давления (Н) | 40 — 150 | ||
| Размер (мм) | 175x62x302 | ||
| Вес (кг) | 2,7 | ||
| Способ привода | мотор,пневмо, ручной | ||
NA-60A
NA-60A представляет собой сварочную головку общего назначения с широким применением для многих видов электрических деталей, требующих точности и надежности контактов реле, таких как часы , компоненты камеры и другие различные механические детали.
Тип общего назначения
| Характеристики | НА-60А |
| Диапазон давления (Н) | 9,8-132,3 |
| Размер (мм) | 72x175x285 |
| Вес (кг) | 2,8 |
| Способ вождения | футов, воздух |
| Диаметр электрода (мм) | 6,4/3,2 |
| Размер глубины кармана | 98 мм |
| Ход электрода | Макс. 12 мм |
NA-72
NA-72 подходит для сварки различных механических деталей или толстых многожильных электродов, которым требуется более прочная проволока.
Тип высокого давления
| Характеристики | НА-72 |
| Диапазон давления (Н) | 98-588 |
| Размер (мм) | 107x240x615 |
| Вес (кг) | 19 |
| Способ вождения | воздух |
| Диаметр электрода (мм) | 10 |
| Размер глубины кармана | 160 мм |
| Ход электрода | Макс. 30 мм 30 мм |
НА-43
НА-43 используется для автоматизированных машин из-за использования плавающей системы, которая редко вызывает дислокацию, а также стандартного пневматического привода.
Горизонтальный напорный тип
| Характеристики | NA-43 |
| Диапазон давления (Н) | 88.2-294 |
| Размер (мм) | 248x240x319 |
| Вес (кг) | 11 |
| Способ вождения | воздух |
| Диаметр электрода (мм) | 6,4 |
| Размер глубины кармана | — |
| Ход электрода | Макс. 12 мм |
Серия сварочных аппаратов с ручным управлением предназначена для сварки сложных объектов, которые не могут быть сварены сварочной головкой фиксированного типа, например, в зоне заклинивания. Нет раскачивания электродов из стороны в сторону. Работают с низким энергопотреблением из-за их компактного и легкого размера.
Нет раскачивания электродов из стороны в сторону. Работают с низким энергопотреблением из-за их компактного и легкого размера.
NA-54A
| Особенности | НА-54А |
| Диапазон давления (Н) | 7,8-44,1 |
| Ход электрода | Макс. 10 мм |
| Глубина кармана | 50 мм |
| Способ вождения | Руководство |
| Применимый электрод | Серия EL-125 |
| Размеры (мм) | 30 x 195 x 47 |
| Сварочный кабель | 1500мм |
НА-54ЛА
| Особенности | НА-54ЛА |
| Диапазон давления (Н) | 7,8-44,1 |
| Ход электрода | — |
| Глубина кармана | — |
| Способ вождения | Руководство |
| Применимый электрод | ЭЛ-54Л |
| Размеры (мм) | 30x195x47 |
| Сварочный кабель | 1500мм |
НА-57А
| Особенности | НА-57А |
| Диапазон давления (Н) | 9,8-49 |
| Ход электрода | — |
| Глубина кармана | — |
| Способ вождения | Руководство |
| Применимый электрод | Специально для NA-57A |
| Размеры (мм) | 36 Φ x Г207 мм |
| Сварочный кабель | 1500мм |
NA-58A
| Особенности | NA-58A |
| Диапазон давления (Н) | Руководство |
| Ход электрода | Макс. 1 мм 1 мм |
| Глубина кармана | 75 мм |
| Способ вождения | Руководство |
| Применимый электрод | Специально для NA-58A |
| Размеры (мм) | 24 x 16 x 157 |
| Сварочный кабель | 1100мм |
- Оборудован функцией мягкой посадки и обучения.
- 5 рабочих скоростей.
- Рабочее положение можно установить по 4 точкам.
- Время сварки подтверждается светодиодом
NA-201
CNT-310
NA-201+CNT-310
| Features | NA-201+CNT-310 |
| Размеры NA-201 (мм) | 50×82,5×320 |
| Размеры CNT-310 (мм) | 80x211x188 |
| Вес | NA-201: 2 кг; CNT-310: 2 кг |
| Способ привода | Импульсный двигатель |
| Ход | Макс. 50 мм, 10 мкм м Шаг 50 мм, 10 мкм м Шаг |
| Источник питания | DC 24V±10% 2A, Дополнительно: адаптер переменного тока AC100-240V |
Air Drive
NA-221,222
9
| Особенности | NA-221 | NA-222 |
| Размеры (мм) | 78x63x280 | 86x85x289 |
| Вес | 1,3 кг | 2,2 кг |
| Способ привода | Воздух | Воздух |
| Ход | Макс. 50 мм | Макс. 50 мм |
| Регулятор скорости | с регулятором скорости — ( Φ трубка 4 мм) | с регулятором скорости — ( Φ трубка 6 мм) |
| Давление воздуха | 0,05-0,6 МПа | 0,4-0,6 МПа |
Ручной привод
NA-231
| Характеристики | NA-231 |
| Размеры (мм) | Деталь привода: 51x79x192; Ножная педаль: 124x268x125 |
| Вес | Деталь привода: 1 кг; Ножная педаль: 2,2 кг |
| Способ привода | Ручная педаль |
| Ход | Макс. 10 мм 10 мм |
| Регулятор высоты | Диапазон 40 мм |
Прямой тип
Тип смены
0005
| Принадлежность для верхнего электрода | ||||
| Головка | Диаметр зажима электрода | Тип | Держатель/рупор | Зажим |
| NA-121 | 0,0625 дюйма / 1,6 мм | Прямая | С121-16ТХД | — |
| Смена | S121-16РУГ | S121-CLMP | ||
| .125″ / 3,2 мм | Прямой | С121-32ТХД | — | |
| Смена | S121-32РУГ | S121-CLMP | ||
| NA-122 | 0,125 дюйма / 3,2 мм | Прямой | S122-32THD | — |
| Смена | S122-32РУГ | S122-CLMP | ||
| 0,250 дюйма / 6,4 мм | Прямой | S122-64THD | — | |
| Смена | S122-64РУГ | S122-CLMP | ||
| NA-124 | 0,250 дюйма / 6,4 мм | Прямой | S124-64THD | — |
| 8 мм | Прямой | S124-80THD | — | |
| Дополнительный нижний электрод | ||||
| Головка | ;диаметр зажима электрода | Тип | Держатель/рупор | Основание держателя/зажим |
| NA-121 | 0,0625 дюйма / 1,6 мм | Прямой | S12X-16BHD | 12X-B-F |
| Смена | S12X-16BHORN | 12X-BS | ||
| 0,125 дюйма / 3,2 мм | Прямой | S12X-32BHD | 12X-B-F | |
| Смена | S12X-32BHORN | 12X-BS | ||
| NA-122 | 0,125 дюйма / 3,2 мм | Прямой | С12С-32БХД | 12X-B-F |
| Смена | S12X-32BHORN | 12X-BS | ||
. 250″ / 6,4 мм 250″ / 6,4 мм | Прямой | С12С-64БХД | 12X-B-F | |
| Смена | S12X-64BHORN | 12X-BS | ||
| NA-124 | 0,250 дюйма / 6,4 мм | Прямой | S12X-64BHD | 124-Б-Ф |
| 8 мм | Прямой | S12X-80BHD | 124-Б-Ф | |
| Дополнительный нижний держатель |
| Нижний держатель и основание нижнего держателя |
| S12X-16BHD и 12X-B-F |
Стадия нижней части электрода
143-BS
Стадия
11x-BS
Стадия уровня
11x-BS-F
XYZ Stage
11x-FS-F
XYZ
11x-FS-FS-F
XYZ -ММ
Базовый
NA-301, 302
Поддон
S-MP
Набор микроскопов
Микроскоп, монтажная подставка, светодиод и подставка
S302-MP, S-SMS, S-SMS-MS, S-SMS-LED
Сварочный кабель
Кабель
Двухпозиционный поворотный индексатор
ИНД-2-Р1
Высокая надежность для QC
Force Monitor
QC-100
| Особенности | QC-100 | |
| Диапазон измерений | 0-1000Н | |
| Точность | ±3%(полной шкалы) | |
| Время выборки | 0,5 мс (2000 раз/сек) | |
| Сжатие, время удержания | 0–0,9 с | |
| Интерфейс | RS-232C, ввод/вывод, аналоговый выход | |
| Источник питания | 24 В пост. тока ± 10 % 2 А тока ± 10 % 2 А | |
| Размер (мм) | 170x210x150 | |
| Вес | 3 кг | |
Монитор смещения
QC-200
| Характеристики | QC-200 | |
| Диапазон измерений | 0–7,5 мм Разрешение: 1 мкм мкм | |
| Точность | ±1%(полной шкалы) | |
| Время выборки | 0,5 мс (2000 раз/сек) | |
| Сжатие, время удержания | 0–0,9 с | |
| Интерфейс | RS-232C, ввод/вывод, аналоговый выход | |
| Источник питания | 24 В пост. тока ± 10 % 2 А | |
| Размер (мм) | 170x210x150 | |
| Вес | 3,4 кг | |
| Особенности | Сомони-1Р | Сомони-20Р | Сомони-100Р | |
| Диапазон измерения (Н) | 0-10 | 0-196 | 0-980 | |
| Критическая нагрузка (Н) | 20 | 294 | 1470 | |
| Точность | ±3%(полной шкалы) | |||
Monitoring of Welding Current
Welding Monitor QC-440
Welding Wave Form
Toroidal-Coil
Setting Example
| Features | Технические характеристики |
| Тип | КК-440 |
| Форма волны | Одиночный тип переменного тока, конденсаторный тип, инверторный тип, транзисторный тип |
| Текущий | 0,50-45,0КА |
| Время | 0,5–99,5 цикла (шаг 0,5 цикла) 1–199 мс (режим конденсатора, шаг 1 мс) |
| Рабочий объем | Диапазон измерений -99,99–99,99 мм или -9,999–9,999 мм |
| Точность | Ток±2% (полная шкала) Время±0% |
| Судебные решения | Ток: больше, меньше (3 цифры) Время: больше, меньше (Цикл: 2 цифры мс: 3 цифры) Смещение: больше, меньше (4 цифры) *С функцией выходного сигнала GOOD или NG |
| Элементы дисплея | Канал, текущее значение (A/B), аналоговый вход |
| Номер состояния мониторинга | 2*99 каналов |
| Емкость хранилища данных | 2000 выстрелов |
| Счетчик | 0-99999 |
| Интерфейс | RS-485-жалоба |
| Принтер | Функция интервальной печати/функция печати памяти |
| Тороидальная катушка | Чувствительность: x1 (опция), x10 (опция) |
| Потребляемая мощность | 80ВА |
| Источник питания | AC100-240В±10% 50/60Гц |
| Размеры (мм) | 141x303x344 |
| Вес | 4,5 кг |
Компактный, легкий и удобный тип
- Компактный и легкий
- 3-ходовой блок питания
- Оснащен функцией удержания дисплея
- Функция простой установки нуля
- Оснащен функцией оценки (Hi&Low)
Серия FG-400 и TJ
| Характеристики | ФГ-400 |
| Дисплей | 4 цифры (0000-9999) N: ньютон |
| Установка нуля | Автоматическое регулирование переключением |
| Функция удержания | Выборка/пик |
| Интерфейс | RS-232C |
| Источник питания | (AC100V-240V)1 Φ Использование батареи типа AA, Ni-H батареи или специального адаптера переменного тока (AC100V-240V) |
| Размер (мм) | 77x140x27 |
| Вес | 300 г |
| Характеристики | ТДЖ-1А | TJ-20R или TJ-20A | TJ-100R или TJ-100A | TJ-500R или TJ-500A |
| Диапазон измерения (Н) | 0-10 | 0-196 | 0-980 | 0-4900 |
| Критическая нагрузка (Н) | 20 | 294 | 1470 | 7350 |
| Точность | ±2% (полная шкала) | |||
Форма наконечника датчика
| Датчик давления | ||||
| Характеристики | Сомони-1Р | сомони-20р | Сомони-100Р | |
| Диапазон измерения (Н) | 0-10 | 0-196 | 0-980 | |
| Критическая нагрузка (Н) | 20 | 294 | 1470 | |
| Точность | ±3% (полная шкала) | |||
PWB Repair Machine
Compacting Unit
Can Seal Welder
Top 10 spot welding machine ideas and inspiration
Исследуйте
Откройте для себя 10 лучших идей и вдохновения Pinterest для машины для точечной сварки. Вдохновляйтесь и пробуйте новое.
Вдохновляйтесь и пробуйте новое.
Сохранено с youtube.com
Самодельный аппарат для точечной сварки
Как сделать аппарат для точечной сваркиСделайте легко дома с помощью трансформатора переменного тока 220–12 В 3AСпасибо за просмотр видеоНравится и делитесь видео СсылкаПодписаться Канал…
Diy 0 Welding Gear
5
Сварка металлов
Проекты Arduino Diy
Проекты электронных схем
Мини-проекты по электронике
Основы электроники
Видео «Сделай сам»
Spot Welding Machine
More information…
goldrake saved to know how
Saved from Uploaded by user
Automatic spot welding machine
Spot Welding Machine
Yard Drainage
Spot Welder
Welding Art
Промышленность
Металлообработка
Производство
Процесс
Инструменты
Подробнее…0005
Сохранено с youtube.com
Как сделать машину для точечной сварки с использованием батареи 12 В
Купить компоненты по более низким ценам на LCSC. COM https://bit.ly/2VEJ5ZtКак сделать машину для точечной сварки с использованием батареи 12 ВПохожие видео1 .
COM https://bit.ly/2VEJ5ZtКак сделать машину для точечной сварки с использованием батареи 12 ВПохожие видео1 .
Электронные схемы
Электрические проекты
Электропроводка
Трубы из ПВХ
Сварочные проекты
Электроника своими руками
Проекты в области электроники
Проект домашней автоматизации
Машина для точечной сварки
Дополнительная информация…
Norma Cox сохранено в разделе Литье, плавка, кузнечное дело и сварка
Сохранено с сайта mistrymaketool.com
Mistry MakeTool
Разновидность контактной сварки, процесс точечной сварки является одним из старейших методов сварки, при котором два или более металлических листа свариваются вместе без
Медная сварка
Сварка
Медный материал
Стальной материал
Круглый пилочный трасса
ПРОТИВАЯ СВОЙСТВА
AUTO CORDE RESTION
Metal Bending
Подробнее . ..
..
MANUEL BATISTA Save To Bibleteca. de electricidad y electronica
Сохранено с youtube.com
Как сделать аппарат для точечной сварки || Аппарат для точечной сварки своими руками
Сварка меди
Сварочный кабель
Процесс сварки
Инструменты сварки
Домашние инструменты
DIY Инструменты
Небольшой сварочный аппарат
СВЕДЕНИЯ
SPOT WELDER
Дополнительная информация …
Bud4886. Сохранено из mistrymaketool.com
Как сделать аппарат для точечной сварки | Mistry MakeTool
Разновидность контактной сварки, процесс точечной сварки является одним из старейших методов сварки, при котором два или более металлических листа свариваются вместе без
медная сварка
Сварка
DIY Сварка
Медный материал
Стальной материал
Сточечная сварка
Spot Welder
Auto Combey Repair
Подробнее . ..
..
Memcom
MEMSO
. Стоковая векторная графика «Tackasto varenje- Punkt
. Сохранено с Shutterstock.com.
. Сварочный аппарат сопротивлением. Шаттерсток
Найти схему точечной сварки сварочным аппаратом сопротивления: стоковые изображения в HD и миллионы других стоковых фотографий, иллюстраций и векторных изображений без лицензионных платежей в коллекции Shutterstock. Ежедневно добавляются тысячи новых высококачественных изображений.
Основы электротехники
Инженерные инструменты
Электрические проекты
Мини-проекты по электронике
Основы электроники
Аппарат для точечной сварки
Arduino Cnc
DIY -усилитель
Индукционный нагрев
Дополнительная информация …
Paweł Kempkap
Paweł Kempka сохранил для Elektronika
Saved From Trancretultables.com
СОЗДАТЕЛЬСТВО ПРОТИВА Создание аппарата для точечной сварки из трансформатора для микроволновой печи.
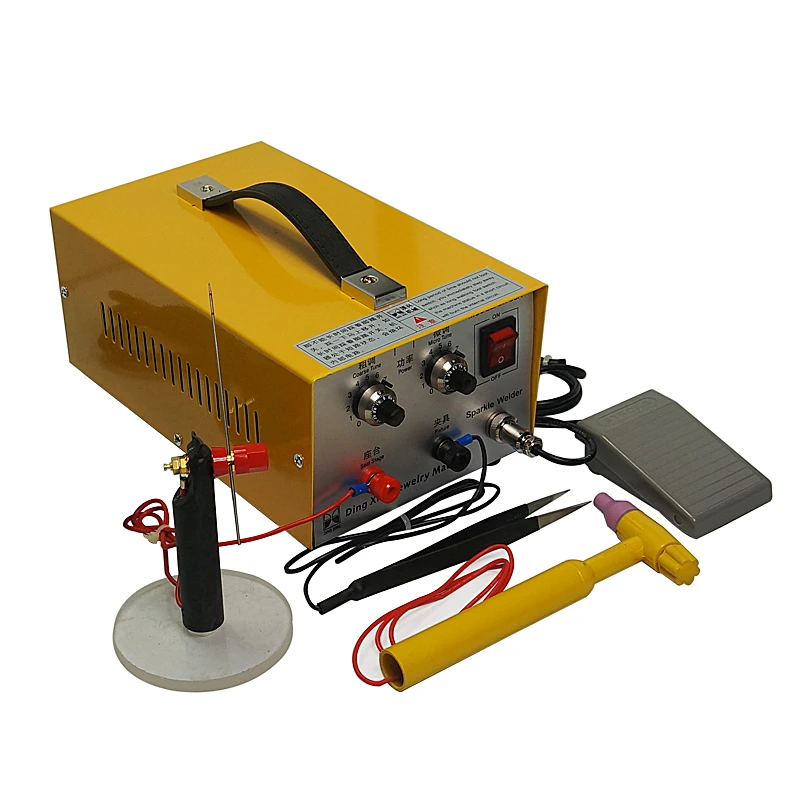 В этом проекте я делаю аппарат для точечной сварки своими руками, который будет использоваться для сборки аккумуляторных батарей с литий-ионными элементами 18650. У меня также есть профессиональный аппарат для точечной сварки, модель Sunkko 737G, который стоит около 100 долларов, но я могу с радостью сказать, что мой аппарат для точечной сварки своими руками…
В этом проекте я делаю аппарат для точечной сварки своими руками, который будет использоваться для сборки аккумуляторных батарей с литий-ионными элементами 18650. У меня также есть профессиональный аппарат для точечной сварки, модель Sunkko 737G, который стоит около 100 долларов, но я могу с радостью сказать, что мой аппарат для точечной сварки своими руками…Классы сварки
СВОДА. сохранено в The Masters Workshop
Сохранено с m.youtube.com
Изготовление аппарата для точечной сварки с использованием трансформатора для микроволновой печи
#creativethink #spot_welding сварка #transformerthis Видео изготовление аппарата для точечной сварки с использованием трансформатора для микроволновой печи. этот трансформатор удалить вторичную обмотку
Spot Welding Machine
Металлические рабочие инструменты
Микроволновая печь
Prepper
Трансформеры
Идеи сварки
Metalworking
Projects
YouTube
Подробнее . ..
..
Ted Millard.
Сохранено с сайта superdamc.com
Аппарат для сварки электронных шкафов
Автоматический сварочный аппарат для изготовления корпусов электронных шкафов
DIY Сварка
Сварка Таблица
Металлические рабочие инструменты
Металлические инструменты
Сточечная сварочная машина
Металлические бункеры
Инструменты изготовления металлов
Decor
Metal Lathe
Pepicek KuceruP
Pepicek Kuceru сохранен в NÁŘADÍ
Глоссарий по точечной сварке — Электроды RW
Делиться:#
А
Аккумулятор
Резервуар для хранения воздуха, установленный на машине контактной сварки, который обеспечивает постоянное давление воздуха независимо от колебаний в системе подачи воздуха.
Аппарат точечной сварки ACME
Известное имя в области машин для точечной сварки.
Самые известные и популярные аппараты контактной сварки производства США.Воздух над маслом
Система, которая преобразует стандартное заводское давление в высокое сварочное усилие в компактном сварочном пистолете.
Ампер
В контактной сварке электрическая единица измерения, отображающая требуемую интенсивность сварки.
Отжиг
В сварке сопротивлением для медленного охлаждения основных металлов на границе раздела сварных швов с использованием более низкого последующего вторичного нагрева, чтобы устранить растрескивание и хрупкость в сварном соединении или вблизи него.
 Самые известные и популярные аппараты контактной сварки производства США.
Самые известные и популярные аппараты контактной сварки производства США.Б
Резервный электрод
Обычно используется для «косметических» или «безмаркевых» сварных швов. Большой плоский электрод, который вступает в контакт с внешним основным металлом во время процесса сварки, чтобы обеспечить обратный путь для сварочного тока. Конечным результатом является почти невидимая точечная сварка
Сварка встык
Соединение двух проводов, конец в конец, для создания непрерывного гидравлического соединения
С
Пистолет C
Сварочный пистолет с фиксированным вспомогательным устройством в форме буквы «С».
Сила сварки передается непосредственно от подвижного электрода к неподвижному электродуКолпачковый электрод
Электрод, используемый в производственной среде сварки. Требуется хвостовик
Каскад
При сварке сопротивлением для запуска более одного сварочного трансформатора в одной последовательности сварки с использованием нескольких SCR
Сварной шов по окружности
Сварное соединение по окружности двух или более перекрывающихся основных металлов
Медь класса I
Медь-Цирконий
Медь класса II
Медь-хром, наиболее часто используемый в качестве основного материала электрода для сварки низкоуглеродистой или высокоуглеродистой стали
Медь класса III
Медь-хром-бирилий, используемый в качестве основного материала электрода, где присутствуют высокие силы сварки
Замкнутый контур обратной связи
Обычно используется при контактной сварке постоянным током на средних частотах.
. Метод управления технологическим процессом, при котором вторичный выход контролируется и управляется в режиме реального времени в течение всей последовательности сварки для получения оптимальных характеристик сварного соединенияУгол проводимости
Функция управления контактной сваркой на переменном токе. Точный момент времени при определенной амплитуде входящего синусоидального сигнала с частотой 50 или 60 Гц, при котором SCR начинает проводить ток для создания требуемой интенсивности сварочного тока
Постоянный ток
Тип обратной связи с замкнутым контуром, при котором вторичный сварочный ток остается постоянным независимо от изменений сопротивления материала, индуктивных потерь (деталь входит в глубину горловины) или колебаний сетевого напряжения
Расходный материал
Обычно электрод. Компонент «одноразового использования» аппарата для контактной сварки
Косметическая сварка
Точечная сварка, при которой в процессе соединения возникает очень небольшая маркировка или деформация
Головка токосъемника
Сварочная головка сопротивления высочайшего качества, обеспечивающая наиболее постоянный метод передачи сварочного тока от неподвижного к вращающемуся элементу
 Сила сварки передается непосредственно от подвижного электрода к неподвижному электроду
Сила сварки передается непосредственно от подвижного электрода к неподвижному электроду Метод управления технологическим процессом, при котором вторичный выход контролируется и управляется в режиме реального времени в течение всей последовательности сварки для получения оптимальных характеристик сварного соединения
Метод управления технологическим процессом, при котором вторичный выход контролируется и управляется в режиме реального времени в течение всей последовательности сварки для получения оптимальных характеристик сварного соединенияД
Мембранный сварочный цилиндр
Воздушный цилиндр, используемый в критической точечной сварке сопротивлением и сварке с выступом.
. По сравнению со стандартными пневмоцилиндрами с поршневыми чашками, мембранные цилиндры обеспечивают очень быстрое отслеживание благодаря отсутствию трения, создаваемого сопротивлением чашки на отверстии цилиндраДифференциальное давление
Давление в верхней части цилиндра (если имеется) минус давление в нижней части цилиндра. В сварке сопротивлением это также будет известно как Net Force или Welding Force 9.0005
Прямой привод
В сварке сопротивлением — способ привода головки для шовной сварки, при котором двигатель, соединенный с редуктором, механически соединен непосредственно с головкой для шовной сварки. Без какой-либо формы устройства обратной связи, поскольку диаметр колеса изменяется из-за износа, скорость сварки изменяется
Прямая сварка
Сварочный ток передается от сварочного трансформатора через вторичную обмотку 1, через электрод 1, через деталь, через электрод 2, через вторичную обмотку 2 и обратно к сварочному трансформатору 9.
0005Рабочий объем
При контактной сварке измерение роста (расширения) сварного шва в точечном сварном шве или смятия выступа(ов) в выступающем сварном шве
Вниз по склону
В управлении контактной сваркой постепенное «снижение» сварочного тока сразу после времени сварки или времени нагрева
Рабочий цикл
При контактной сварке зависимость времени включения сварочного трансформатора или IGBT от времени отключения относительно производственной среды
 По сравнению со стандартными пневмоцилиндрами с поршневыми чашками, мембранные цилиндры обеспечивают очень быстрое отслеживание благодаря отсутствию трения, создаваемого сопротивлением чашки на отверстии цилиндра
По сравнению со стандартными пневмоцилиндрами с поршневыми чашками, мембранные цилиндры обеспечивают очень быстрое отслеживание благодаря отсутствию трения, создаваемого сопротивлением чашки на отверстии цилиндра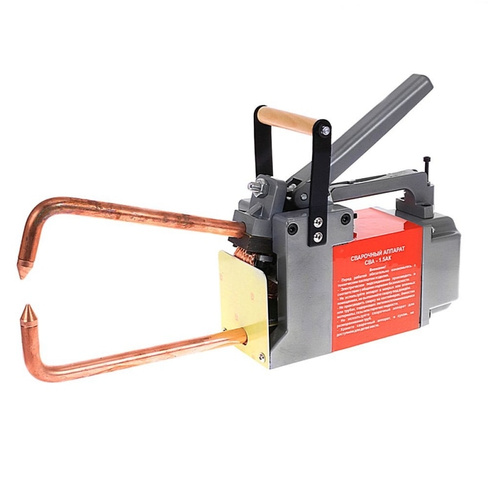 0005
0005Е
Электрод
При контактной сварке «выбрасываемый» компонент, обычно изготавливаемый из медного сплава RWMA, который соприкасается с изделием под действием сварочного усилия.
Изгнание
Также известен как «Прошивка». Во время последовательности сварки расплавленный металл выбрасывается из-за отсутствия сварочного давления, чрезмерного сварочного тока или загрязнения поверхности сварки электрода(ов)
Ф
Быстрое продолжение
В контактной сварке термин, описывающий способность подвижного электрода реагировать на расширение сварного шва или смятие выступа(ов) во время последовательности сварки
Управление потоком
Устройство, встроенное в пневматическую систему аппарата контактной сварки, используемое для управления скоростью хода воздушного цилиндра для уменьшения удара
Датчик силы
Прибор, используемый для измерения фактического усилия сварки на электродах
Кузнечная сила
В системе с перепадом давления общая сила или сила кузнечного пресса, действующие на электроды, когда давление в нижней части цилиндра «сбрасывается» в определенный момент во время последовательности сварки.
. Это более высокое усилие обеспечивает целостность сварного соединения
 Это более высокое усилие обеспечивает целостность сварного соединения
Это более высокое усилие обеспечивает целостность сварного соединенияЗ
Н
Полуцикл
При контактной сварке: неисправность электронной схемы управления сваркой (обычно тиристора), приводящая к насыщению сердечника сварочного трансформатора переменного тока, что наиболее заметно по отчетливому хрюканью и отсутствию сварочного тока во время последовательности сварки
Тепловой распад
В сварочном аппарате с низкочастотным преобразователем, таком как SCIAKY, тепловое затухание представляет собой временную функцию управления сваркой, позволяющую рассеивать накопленную в сварочном трансформаторе энергию между импульсами. Отсутствие теплового распада может привести к пропуску зажигания в одном из тиристоров, что приведет к «глухому удару» сварочного трансформатора или, в крайнем случае, к выходу из строя прерывателя 9.0005
Время нагрева
При сварке сопротивлением время нагрева обозначает количество времени, в течение которого сварочный трансформатор находится в состоянии короткого замыкания или проводит ток через основные материалы.
База времени программируется в системе управления сваркой в циклах (1/50 или 1/60 секунды) или миллисекундах. 1 цикл равен 16 миллисекундам при частоте 60 Гц и 20 миллисекундам при частоте 50 ГцВремя удержания
Управляется системой управления сваркой, продолжительность времени после времени нагрева, в течение которого сварочные электроды удерживаются при приложенном сварочном усилии до отпускания. Программируется в циклах. (1 цикл = 1/60 секунды или 16 миллисекунд)
 База времени программируется в системе управления сваркой в циклах (1/50 или 1/60 секунды) или миллисекундах. 1 цикл равен 16 миллисекундам при частоте 60 Гц и 20 миллисекундам при частоте 50 Гц
База времени программируется в системе управления сваркой в циклах (1/50 или 1/60 секунды) или миллисекундах. 1 цикл равен 16 миллисекундам при частоте 60 Гц и 20 миллисекундам при частоте 50 Гця
БТИЗ
Сокращение для биполярного транзистора с изолированным затвором. В среднечастотном инверторном управлении сваркой — устройство, используемое для преобразования выпрямленного первичного напряжения постоянного тока в первичное напряжение переменного тока средней частоты (1 кГц), которое приводит в действие сварочный трансформатор во время последовательности сварки.
Непрямая сварка
Аналогичен прямой сварке, за исключением того, что электрод 1 соприкасается с деталью в месте, отличном от фактического интерфейса сварки.
Этот метод обычно используется как следствие геометрии детали.Инвертор
Также известен как M.F.D.C. (Постоянный ток средней частоты), новейшая технология сварки сопротивлением, где вторичный сварочный ток представляет собой высококонцентрированный чистый постоянный ток, который точно контролируется в режиме реального времени в течение всей последовательности сварки. Инверторная технология более эффективна, чем стандартные системы переменного тока, благодаря высокому коэффициенту мощности, который может значительно снизить эксплуатационные расходы в результате снижения первичного потребления. Сегодня Inverter Technology лидирует в продвижении полного контроля процесса в индустрии контактной сварки.
 Этот метод обычно используется как следствие геометрии детали.
Этот метод обычно используется как следствие геометрии детали.Дж
К
Кабель без ключа
Также известен как двухжильный сварочный кабель. Медные токопроводящие тросы, изолированные друг от друга, расположены с чередованием полярности для достижения превосходного баланса электрических сил, который фактически снижает пульсирующую вибрацию или «УДАР».
Привод с накаткой
В сварочном аппарате — способ управления одним или обоими сварочными колесами. Двумя преимуществами накатного привода являются: постоянная скорость колеса независимо от изменения диаметра колеса и непрерывная правка сварного круга с помощью накатного привода.
кВА
Сокращение от киловольт-ампер. В сварке сопротивлением KVA обозначает номинал или размер машины для сварки сопротивлением. На самом деле, KVA — это киловольт-амперная мощность сварочного трансформатора.

Л
Ламинированный шунт
Изготовлен из медных пластин, гибкое соединение вторичной обмотки аппарата контактной сварки для размещения подвижного электрода.
Распределение нагрузки
В сварке сопротивлением — способность однофазного управления сваркой управлять более чем одним сварочным трансформатором в более чем одной фазе в одной последовательности сварки.
Продольный сварной шов
Сварное соединение по длине перекрывающихся основных металлов.
LVC
Короткое замыкание на компенсацию сетевого напряжения. Способность управления сваркой компенсировать аномальные колебания мощности питания, которые могут возникнуть во время последовательности сварки.

М
Сварка по военным стандартам
Стандарт сварки сопротивлением, разработанный и опубликованный Вооруженными силами США и для них в качестве основы для обеспечения качества сварных соединений с критическим сопротивлением. Большинство производителей аэрокосмической отрасли придерживаются стандартов и рекомендаций Mil-Spec по контактной сварке
.Мониторинг
При сварке сопротивлением для наблюдения за фактическими результатами определенных данных, таких как: вторичный сварочный ток, вторичное сварочное напряжение на электродах, вторичное сопротивление, сила сварки и смещение во время всей последовательности сварки.
Сбор грибов
Происходит, когда сварочные электроды теряют форму в результате действия сварочного усилия и сварочного тока. Это неизбежно, и его можно поддерживать, правильно одевая электроды.

Н
НЭК
Сокращение от Национального электротехнического кодекса. Стандарт безопасной установки электропроводки и оборудования.
Носовой тип
В контактной сварке описание RWMA геометрии сварочного электрода.
Расширение самородка
Рост сварного соединения, который можно измерить во время последовательности сварки.
О
Время отключения
При контактной сварке время выключения обозначает время, в течение которого электроды открываются после последовательности сварки и остаются открытыми до автоматического повторения последовательности сварки. Программируется в циклах. (1 цикл = 1/60 секунды или 16 миллисекунд).
OSHA
Сокращение от Управления по безопасности и гигиене труда. OSHA, финансируемая из федерального бюджета правительством США, устанавливает и регулирует стандарты для рабочей среды, чтобы защитить всех рабочих от производственных травм или смерти, вызванных неисправным оборудованием или халатностью работников.

П
Пройти через
В контактной сварке тип машины для многоточечной сварки, которая позволяет детали во время сварки «проходить» или «индексировать» через машину для производственных целей.
Пед сварщик
См. Пресс-сварщик.
Процент тепла
При сварке сопротивлением — программируемый параметр в управлении сваркой, который используется для увеличения или уменьшения вторичного сварочного тока.
Поворот фаз
Синхронизация трехфазного источника питания с аппаратом контактной сварки. Правильное чередование фаз очень важно для аппаратов контактной сварки с преобразователем частоты.
Обычная медь
Также известен как сплав 110. В контактной сварке сплав 110 Медь является основным материалом, используемым для создания вторичного сварочного контура.
Платформа
На пресс-сварочном аппарате основание с Т-образными пазами на верхней и нижней вторичной обмотке, используемое для крепления инструментов для конкретных применений деталей.
ПЛК
Сокращение от Программируемый логический контроллер. Полностью программируемый ЦП, который используется для управления функциями машины в промышленной и автоматизированной среде.
Коэффициент мощности
Коэффициент мощности системы электроснабжения переменного тока определяется как отношение активной мощности к полной мощности и представляет собой число от 0 до 1 включительно. Значение коэффициента мощности заключается в том, что коммунальные предприятия поставляют потребителям вольт-ампер, но выставляют счета за ватты.
Коэффициент мощности ниже 1,0 требует, чтобы коммунальное предприятие генерировало больше, чем минимальное количество вольт-ампер, необходимое для обеспечения реальной мощности (ватт). Это увеличивает затраты на генерацию и передачу. Хорошим коэффициентом мощности считается более 0,85 или 85%. Коммунальные службы могут взимать дополнительную плату с клиентов, у которых коэффициент мощности ниже определенного предела.Пресс-сварщик
Тип аппарата для контактной сварки, в котором сварочный цилиндр напрямую соединен с подвижным электродом, что обеспечивает плавный и управляемый метод создания силы сварки.
Управление технологическим процессом
В контактной сварке для уточнения графика сварки и постоянной проверки результатов с помощью подходящего прибора для мониторинга сварки.
Выступ
Штампованный выступ в металле.
Выступающий сварной шов
При сварке сопротивлением для закрепления или прожигания выступа с использованием подходящего сварочного тока и силы.
. Этот процесс обычно используется в тех случаях, когда геометрия детали не позволяет использовать обычную точечную сваркуИспытание на растяжение
Испытание на разрушение, используемое для проверки прочности сварного соединения. Тест обычно выполняется с помощью Pull Tester, который измеряет и отображает результаты.
Двухтактный
Обычно используется на машине для многоточечной контактной сварки. Конфигурация сварочного трансформатора, которая позволяет детали во время сварки беспрепятственно проходить через машину плавным и продуктивным образом.

 Коэффициент мощности ниже 1,0 требует, чтобы коммунальное предприятие генерировало больше, чем минимальное количество вольт-ампер, необходимое для обеспечения реальной мощности (ватт). Это увеличивает затраты на генерацию и передачу. Хорошим коэффициентом мощности считается более 0,85 или 85%. Коммунальные службы могут взимать дополнительную плату с клиентов, у которых коэффициент мощности ниже определенного предела.
Коэффициент мощности ниже 1,0 требует, чтобы коммунальное предприятие генерировало больше, чем минимальное количество вольт-ампер, необходимое для обеспечения реальной мощности (ватт). Это увеличивает затраты на генерацию и передачу. Хорошим коэффициентом мощности считается более 0,85 или 85%. Коммунальные службы могут взимать дополнительную плату с клиентов, у которых коэффициент мощности ниже определенного предела. Этот процесс обычно используется в тех случаях, когда геометрия детали не позволяет использовать обычную точечную сварку
Этот процесс обычно используется в тех случаях, когда геометрия детали не позволяет использовать обычную точечную сваркуQ
Время закалки
При сварке сопротивлением время закалки — это промежуток времени между временем нагрева и временем отпуска, также известный как последующий нагрев. База времени программируется в системе управления сваркой в циклах (1/50 или 1/60 секунды) или миллисекундах. 1 цикл равен 16 миллисекундам при частоте 60 Гц и 20 миллисекундам при частоте 50 Гц.

Р
Р.О.Т.Ф.
Короткая для черновой обработки Негабаритная для чистовой обработки. Термин, используемый при заказе кованых медных заготовок для сварных колес. Обработанный наружный диаметр а толщина колеса указана как R.O.T.F. размеры при заказе.
Баран
Механическое звено, которое направляет и передает сварочное усилие от сварочного цилиндра к верхнему электроду или инструменту.
Повторить
В управлении контактной сваркой, чтобы постоянно следовать графику сварки, когда переключатель запуска удерживается замкнутым, когда переключатель повторения находится в положении «включено». См. Время отключения.
Сварка сопротивлением
См. Точечная сварка.
Втягивание
Опция, доступная для большинства машин для контактной сварки. Втягивание представляет собой расширенное отверстие для электрода, предназначенное для размещения деталей, геометрия которых слишком велика, чтобы войти в стандартное отверстие для электрода, которое обычно составляет примерно 1/4–3/8 дюйма.
Время нарастания
В инверторном управлении сваркой время нарастания означает время в миллисекундах, необходимое для изменения вторичного сварочного тока от нуля до запрограммированного значения.
Аппарат для точечной сварки коромысла
Тип аппарата для контактной сварки, в котором сварочный цилиндр опосредованно соединен с подвижным электродом через точку опоры.
Роликовый ползун
Малоинерционное прецизионное механическое звено, которое направляет и передает сварочное усилие от сварочного цилиндра к верхнему электроду или инструменту.
РВМА
Сокращение от Альянс производителей контактной сварки. Разрабатывает стандарты оборудования для защиты и выгоды покупателей и пользователей оборудования и принадлежностей для контактной сварки. Производственный альянс по сварке сопротивлением поддерживает самые высокие стандарты этики в отрасли сварки сопротивлением.

С
Пистолет-ножницы
Портативный сварочный пистолет для сварки сопротивлением, основанный на тех же механических принципах, что и аппарат для точечной сварки с коромыслом.
СКР
Сокращение для выпрямителя с кремниевым управлением. Четырехслойное твердотельное устройство, контролирующее ток. В аппарате для контактной сварки переменным током SCR используется для включения сварочного трансформатора во время нагрева.
Сварной шов
Единая непрерывная цепь сварки сопротивлением. Сварочные электроды обычно имеют форму медных колес, которые индексируют основные металлы с точной скоростью для выполнения очень стабильного сварного соединения.
Вторичная цепь
При сварке сопротивлением — полное электрическое соединение и конструкция, прикрепленная к вторичной обмотке сварочного трансформатора.
Система быстрой регулировки пистолета SEEDORFF
На машине для многоточечной сварки сопротивлением, гениальная система крепления сварочной горелки, которая обеспечивает бесконечную, легкую и быструю регулировку сварочной горелки.
- Серия
Сварной шов
Сварочный ток передается от сварочного трансформатора через вторичную обмотку 1, через электрод 1, через деталь, через последовательную резервную шину, через деталь, через электрод 2, через вторичную обмотку 2 и обратно к сварочному трансформатору.
Этот метод производит два одновременных точечных сварных шва. Хвостовик
В контактной сварке компонент, используемый для удерживания колпачкового электрода.
Шунт
См. Ламинированный шунт.
Головка подшипника скольжения
В контактной сварке тип головки для шовной сварки, обычно состоящий из медного вала класса III, который вращается в медных подшипниках скольжения класса II. Проводящая смазка используется для минимизации трения и обеспечения плавного вращения вала.
СПЦ
Сокращение для статистического контроля процессов. метод достижения контроля качества в производственных процессах. Он использует контрольные карты, чтобы определить, находится ли наблюдаемый процесс под контролем.
Точечная сварка
Точечная сварка или контактная сварка — это процесс соединения металлов, не требующий присадочной среды. Этот процесс основан исключительно на принципе ЗАКОНА ОМА, где V (напряжение) = I (ток) x R (сопротивление).
Большинство неблагородных металлов имеют очень низкое сопротивление (микроомы). Низковольтные вторичные выходы (до 30 В переменного тока в трансформаторе для точечной сварки) в сочетании с низким сопротивлением в основном материале могут генерировать очень высокий ток (килоампер) через границу раздела двух или более металлов, подлежащих сварке. присоединился. Этот высокий «сварочный ток» почти мгновенно превращает металл в жидкость на границе раздела, где электроды контактируют под давлением с основными материалами. Когда сварочный ток отключен, вода, циркулирующая через электроды, все еще находясь под давлением, закрепляет сварной шов. И это основа сварки сопротивлением, также известной как точечная сварка.Время сжатия
Время, отведенное подвижному электроду для контакта с изделием и развития требуемой силы сварки. Программируется в циклах. (1 цикл = 1/60 секунды или 16 миллисекунд)
Шаговый двигатель
Программируемая функция управления сваркой, которая автоматически увеличивает или уменьшает сварочный ток в запрограммированном количестве шагов в зависимости от скорости износа электрода.
Поверхностное сопротивление
Электрическое сопротивление на поверхности основного металла перед контактной сваркой.
Поворотный электрод
Резервный электрод, используемый на аппарате точечной сварки с коромыслом для изготовления косметических сварных швов.

-great-wolf-gw-60l-(5).jpg) Этот метод производит два одновременных точечных сварных шва.
Этот метод производит два одновременных точечных сварных шва. Большинство неблагородных металлов имеют очень низкое сопротивление (микроомы). Низковольтные вторичные выходы (до 30 В переменного тока в трансформаторе для точечной сварки) в сочетании с низким сопротивлением в основном материале могут генерировать очень высокий ток (килоампер) через границу раздела двух или более металлов, подлежащих сварке. присоединился. Этот высокий «сварочный ток» почти мгновенно превращает металл в жидкость на границе раздела, где электроды контактируют под давлением с основными материалами. Когда сварочный ток отключен, вода, циркулирующая через электроды, все еще находясь под давлением, закрепляет сварной шов. И это основа сварки сопротивлением, также известной как точечная сварка.
Большинство неблагородных металлов имеют очень низкое сопротивление (микроомы). Низковольтные вторичные выходы (до 30 В переменного тока в трансформаторе для точечной сварки) в сочетании с низким сопротивлением в основном материале могут генерировать очень высокий ток (килоампер) через границу раздела двух или более металлов, подлежащих сварке. присоединился. Этот высокий «сварочный ток» почти мгновенно превращает металл в жидкость на границе раздела, где электроды контактируют под давлением с основными материалами. Когда сварочный ток отключен, вода, циркулирующая через электроды, все еще находясь под давлением, закрепляет сварной шов. И это основа сварки сопротивлением, также известной как точечная сварка.
Т
Переключатель ответвлений
Грубая механическая регулировка температуры сварочного трансформатора.
Закалка
Также известен как Post Heat. При контактной сварке высокоуглеродистой стали или термически обработанных сплавов цветных металлов — функция управления сваркой, при которой для отжига сварного соединения применяется вторая меньшая плавка.
Время отпуска
Программируемое время, в течение которого применяется отпускной нагрев во время последовательности сварки.
Глубина горла
В машине для контактной сварки глубина шва соответствует физическим размерам работы на сварном соединении и определяется как: беспрепятственный доступ от электродов к машине
Наконечник
См.
ЭлектродУстройство для обработки наконечников
Инструмент, предназначенный для очистки и наплавки электродов контактной сварки.
Транс-пистолет
Сварочная горелка со встроенным сварочным трансформатором. Также известен как Robot Weld Gun или Roboterpunktschweißung Gewehr.
Передаточное отношение
В трансформаторе для контактной сварки соотношение первичных и вторичных обмоток. Обычно Второстепенное значение равно 1 (т.е. 50:1, 50 ходов основного к 1 ходу вторичного).
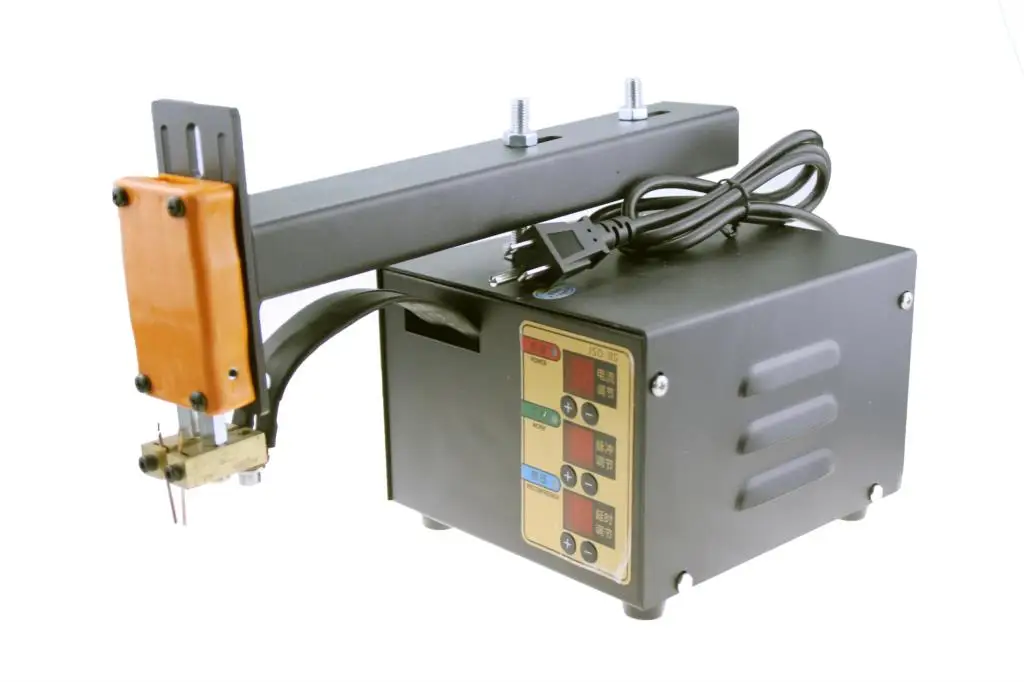 Электрод
ЭлектродУ
Расстроен
Термин, используемый при стыковой сварке, когда квадратный конец одной проволоки вдавливается под давлением в квадратный конец другой проволоки во время последовательности сварки. Конечным результатом является сварное соединение с небольшой выпуклостью по окружности провода в месте соединения.
Вверх по склону
При сварке сопротивлением — программируемый параметр в управлении сваркой, который используется для постепенного увеличения сварочного тока до «прожигания» покрытия из оцинкованного, гальванизированного или алюминированного листового металла.

Вт
Охладитель воды
В сварке сопротивлением, программируемая автономная система рециркуляции воды, которая обеспечивает точное водяное охлаждение с регулируемой температурой для аппарата для контактной сварки и электродов/сварочных колес.
Поверхность сварного шва
Физическая область электрода или сварочного круга, соприкасающаяся с изделием. Поверхность сварного шва напрямую влияет на размер и характеристики наггета сварного шва.
Сила сварки
Требуемая физическая сила на электродах, инструментах или колесах для шовной сварки во время последовательности сварки для получения квалифицированного сварного соединения сопротивлением.
Датчик силы сварки
Прибор, используемый для измерения силы сварки на электродах или шовных сварочных кругах.
Сварной зазор
В машине контактной сварки сварочный зазор соответствует физическим размерам работы на сварном соединении и определяется как: свободная область между верхней и нижней вторичной обмоткой.
Сварной самородок
Созданное материальное соединение двух или более отдельных основных металлов, произведенное машиной для контактной сварки.
Время сварки
Запускается автоматически по истечении времени сжатия. Время, отведенное источнику электричества для «короткого замыкания» или «проведения» через стопку свариваемых металлов под действием приложенной силы. Программируется в циклах. (1 цикл = 1/60 секунды или 16 миллисекунд).
Сварочное колесо
Круглый электрод, используемый в сварочном аппарате для сварки швов сопротивлением для получения однородных линейных сварных швов.
Сварочный кабель
Гибкий проводник с высокой силой тока, используемый для передачи сварочного тока от сварочного трансформатора к сварочной горелке. Сварочные кабели изготовлены из медного каната Hi-Con и могут охлаждаться водой для уменьшения физического размера кабеля.
Контроль сварки
В контактной сварке электронное устройство на базе микропроцессора, отвечающее за управление точной временной последовательностью контактной сварки и величиной сварочного тока
Сварочный ток
В сварке сопротивлением, единица измерения (ампер) интенсивности тепла во время последовательности сварки, необходимой для успешного выполнения сварки.
Сварочный трансформатор
Основной компонент аппарата контактной сварки, генерирующий требуемый сварочный ток за счет «короткого замыкания» через интерфейс детали. Размер или мощность сварочного трансформатора зависит от физической мощности в киловольт-амперах (кВА) и эффективности устройства.


Х
З
Балансир в невесомости
В ручном сварочном пистолете сопротивления регулируемая система подвески, которая позволяет сварочному пистолету плавать на желаемом рабочем уровне для облегчения манипуляций.
Циркониевый электрод
Электрод, используемый для сварки оцинкованных, гальванизированных или покрытых алюминием листовых металлов. Циркониевый электрод обеспечивает антипригарную поверхность свариваемой поверхности, что снижает загрязнение наконечника, вызванное выгоранием покрытия во время последовательности сварки.
Что такое точечная сварка? (с картинками)
Сварка относится к процессу, который используется для соединения двух металлических предметов. Точечная сварка — это форма сварки, для которой требуется уникальный сварочный аппарат. Эта машина разработана с зажимами, которые соединяют два куска металла вместе с электродами. Электроды используются для приложения давления и электричества к металлическим предметам. Это приводит к образованию точечной сварки с металлическим самородком между объектами.
Точечная сварка — это форма сварки, для которой требуется уникальный сварочный аппарат. Эта машина разработана с зажимами, которые соединяют два куска металла вместе с электродами. Электроды используются для приложения давления и электричества к металлическим предметам. Это приводит к образованию точечной сварки с металлическим самородком между объектами.
Элиу Томсон изобрел точечную сварку в 1877 году. Мистер Томсон определил, что два листа металла можно сплавить вместе, приложив давление и электричество к отдельной точке. Когда напряжение подается на металлический материал, образуется самородок расплавленного металла, который используется в качестве эпоксидного элемента, надежно связывающего два объекта. Этот вид сварки чаще всего используется крупными роботизированными устройствами при создании деталей кузова автомобиля.
Этот вид сварки чаще всего используется крупными роботизированными устройствами при создании деталей кузова автомобиля.
В настоящее время существует множество типов аппаратов для точечной сварки. К ним относятся как большие напольные сварочные аппараты, так и небольшие портативные сварочные аппараты. Каждый тип сварочного аппарата включает в себя источник электропитания и специальные электродные стержни. Размер сварного шва зависит от толщины электродных стержней, величины давления и времени их воздействия на объект.
Большинство сварочных работ сопровождается сильным нагревом и ярким светом. Этот свет может вызвать временную и долгосрочную слепоту. Рекомендуется надевать сварочную защитную каску, включающую линзы со значительным затемнением. Это похоже на очень темные солнцезащитные очки.
Этот свет может вызвать временную и долгосрочную слепоту. Рекомендуется надевать сварочную защитную каску, включающую линзы со значительным затемнением. Это похоже на очень темные солнцезащитные очки.
Сварка – опасная профессия, для которой также требуются другие специальные защитные средства. Сюда входят перчатки, огнеупорная одежда, а также вышеупомянутые очки. Когда объекты сплавляются друг с другом, горячий металл может попасть в лицо или одежду сварщика. Без защитного оборудования это может привести к серьезным травмам.
Сварка — это искусство, требующее базовых знаний физики и металлических композитов.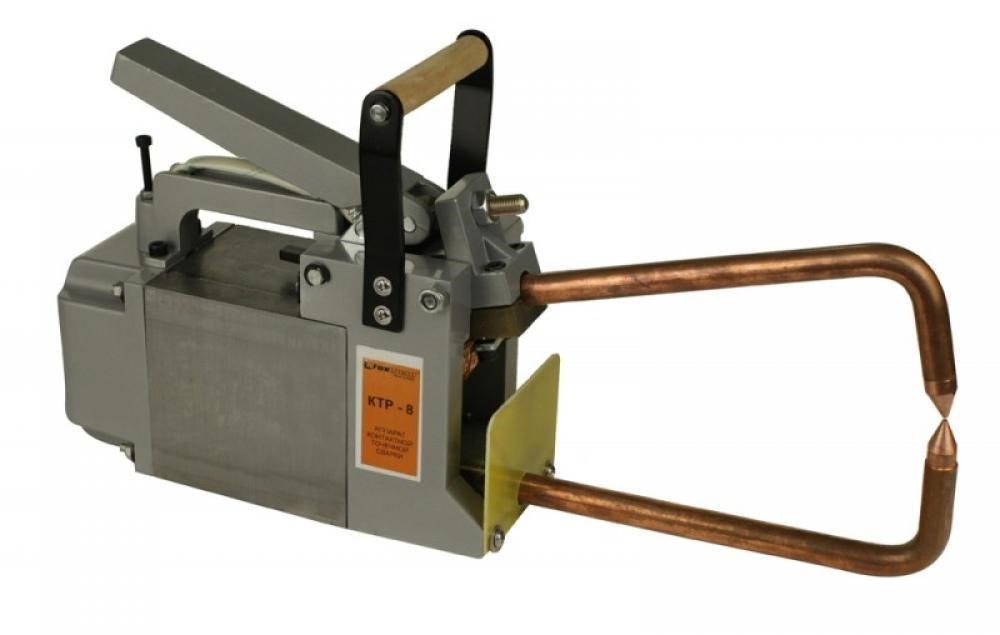 Для каждого типа металла требуется определенный объем зоны сварки. Эта точечная сварка зависит как от размера, так и от типа свариваемого материала. Некоторые примеры материала включают сталь, алюминий и медь. Каждый из них требует определенного давления и времени для точечной сварки.
Для каждого типа металла требуется определенный объем зоны сварки. Эта точечная сварка зависит как от размера, так и от типа свариваемого материала. Некоторые примеры материала включают сталь, алюминий и медь. Каждый из них требует определенного давления и времени для точечной сварки.
Точечная сварка MIG — это форма сварки, при которой требуется проплавление одного из металлических объектов до начала плавления. Этот тип сварки известен как сварка штепсельной вилкой, потому что область проплавления закупоривается расплавленным металлическим материалом. Сварка MIG стала доступна только в последние несколько десятилетий и предлагает сопоставимый вариант сварки.
Консультанты по точечной сварке | Сварщик арматуры петель, Сварщик торцевых каналов, Сварщик запорных коробок, Сварщик стальных дверей, Сварщик стальных дверей с несколькими пистолетами, Даллас, Техас, Юго-Запад
В 1960 году компания LORS Machinery продала свой первый сварочный аппарат промышленным предприятиям по производству полых металлических дверей. С тех пор компания LORS стала лидером в области сварки сопротивлением для производства полых металлических дверей, обслуживая магазины с количеством дверей от 25 до более чем 2000 дверей в день. Сегодня RWC — это ваша поддержка в области сварки сопротивлением, продолжающая с того места, на котором остановилась компания LORS. У нас есть более 1000 сварщиков по всему миру в США, Канаде, Мексике, Корее и на Ближнем Востоке, чтобы сократить расходы на сварку и повысить производительность. Мы также предлагаем множество дополнительных автоматизированных систем.
Мы также предлагаем множество дополнительных автоматизированных систем.
Сварочные аппараты для дверей
Сварочный аппарат для торцевых каналов ECPW1209x4 (аналог модели 858)
| Сварочный аппарат для торцевых каналов с тремя (3) трансформаторами и девятью (9) сварочными горелками поршневого типа, номинальной мощностью 120 кВА. Машина оснащена микропроцессорным управлением с каскадным обжигом и автоматическим выбором ширины. Также доступны другие конфигурации от центра 3-6 дюймов до ширины 48 дюймов. |
Аппарат для точечной сварки торцевого канала ECSW1206x4 (аналог модели 734)
Сварочный аппарат для торцевых каналов, оснащенный одним трансформатором мощностью 70 кВА и шестью (6) сварочными горелками возвратно-поступательного типа с межцентровым расстоянием 4 дюйма, достигающим внутренней части торцевого канала. |
 Этот сварочный аппарат подходит для сварки торцевых каналов как на узких, так и на широких дверях. Длительный срок службы Сварочные головки из сплава CCNB сводят к минимуму маркировку на внешней поверхности. Также доступны другие конфигурации от межосевого расстояния 3–6 дюймов до ширины двери 48 дюймов.
Этот сварочный аппарат подходит для сварки торцевых каналов как на узких, так и на широких дверях. Длительный срок службы Сварочные головки из сплава CCNB сводят к минимуму маркировку на внешней поверхности. Также доступны другие конфигурации от межосевого расстояния 3–6 дюймов до ширины двери 48 дюймов.Аппарат для сварки арматуры шарнира DHRW1202A (аналог модели 145)
Горизонтальный сварочный аппарат с двумя горелками мощностью 120 кВА. Предназначен для рельефной приварки усилений петель к дверям. Горизонтальная конструкция позволяет производить сварку с дверью в горизонтальном положении, что устраняет необходимость ставить дверь на край и упрощает работу. |
 Двойные сварочные пистолеты могут работать по отдельности в режиме последовательности пистолетов или вместе, чтобы обеспечить сварку обоих выступов в одном месте усиления шарнира. Предусмотрены пневматические прижимные пластины для сохранения плоскостности двери во время сварки.
Двойные сварочные пистолеты могут работать по отдельности в режиме последовательности пистолетов или вместе, чтобы обеспечить сварку обоих выступов в одном месте усиления шарнира. Предусмотрены пневматические прижимные пластины для сохранения плоскостности двери во время сварки.Сварочные аппараты для ребер жесткости дверей
У нас есть версии, отвечающие вашим потребностям.
Многоголовочные точечные сварочные аппараты, от ручных сварочных аппаратов до наших полностью автоматизированных решений. В зависимости от ваших потребностей, мы можем перемещать дверь через сварочный аппарат вдоль, а для крупных цехов – по ширине с использованием до 32 сварочных головок. Все наши сварочные аппараты доступны с автоматическими задними упорами для легкого позиционирования или полными опциями ЧПУ для максимальной гибкости. Этот вариант позволит сваривать ребра жесткости, а также оконные рамы и другие усиливающие пластины. Сварите один, пока загружается второй стол. Наш сварочный аппарат с ЧПУ доступен в версиях AC или MFDC для уменьшения маркировки на нержавеющей стали.
Сварите один, пока загружается второй стол. Наш сварочный аппарат с ЧПУ доступен в версиях AC или MFDC для уменьшения маркировки на нержавеющей стали.
Сварочный аппарат для дверных петель и замков DHPW1AO060A (Аналогичен модели 658 и по функциям аналогичен модели 856)
Горизонтальный аппарат для точечной или рельефной сварки с одной горелкой, номинальная мощность 60 кВА. Предназначен для выступающей или точечной сварки усиления петли и коробки замка к дверям. Горизонтальная конструкция позволяет производить сварку с дверью в горизонтальном положении, устраняя необходимость ставить дверь на край. В отличие от сварочного аппарата DHRW08502AX, этот сварочный аппарат открытого типа обеспечивает легкий доступ к двери, петле или ящику с замком. Также предусмотрена пневматическая прижимная планка. |

Аппарат для сварки дверных петель DHPW2AO110R (аналог модели 145/607)
Горизонтальный сварочный аппарат с двумя горелками мощностью 120 кВА. Предназначен для приваривания выступающих частей к дверям как для усиления петель, так и для запорных коробок. Горизонтальная конструкция позволяет производить сварку с дверью в горизонтальном положении, что устраняет необходимость ставить дверь на край и упрощает работу. Двойные сварочные пистолеты могут работать по отдельности в режиме последовательности пистолетов или вместе, чтобы обеспечить сварку обоих выступов в одном месте усиления шарнира. Предусмотрены пневматические прижимные пластины для сохранения плоскостности двери во время сварки. |
 Регулятор сварки можно установить высоко, как показано, или ниже конвейера.
Регулятор сварки можно установить высоко, как показано, или ниже конвейера.Машина для сварки швов GMAW DESW120M
Сварочный аппарат третьего поколения для сварки продольных швов на кромках дверей. Может быть настроен для замкового соединения или соединения внахлест. Сварочный аппарат настраивается пользователем для непрерывной сварки или шовной сварки. Датчики автоматически останавливают сварку в проемах с заданным пользователем запуском и остановкой. Роликовые столы обеспечивают легкое позиционирование двери, а пневматические прижимы с водяным охлаждением фиксируют дверь во время сварки и отводят тепло сварки от двери. Мы сварим двери из CRS, оцинкованной и нержавеющей стали. |

Аппарат для сварки рам
Аппарат для сварки арматуры шарнира FRW1x1202AH (аналог модели 771)
Сварочный аппарат с двумя горелками, номинальная мощность 120 кВА. Предназначены для приварки усиления петель к косякам, по одной петле за последовательность. Конструкция с двумя пистолетами обеспечивает правильное усилие сварки на обоих концах усиления шарнира и устраняет проблемы с распределением усилия сварки, характерные для аппаратов для рельефной сварки с одним пистолетом. Сварочный аппарат оснащен пневматическим зажимом косяка и фиксатором штифта с временной задержкой для опускания штифта для перемещения косяка в последующее положение для сварки. |
 Включает в себя инициирование двойного ладонного переключателя, предотвращающего привязку, и полупроводниковый контроль сварки с пропускной способностью до 32 графиков сварки.
Включает в себя инициирование двойного ладонного переключателя, предотвращающего привязку, и полупроводниковый контроль сварки с пропускной способностью до 32 графиков сварки.Аппарат для сварки арматуры шарнира FRW1A1202AH (аналог модели 771)
Одноголовочный пресс-сварщик, адаптированный к проверенному креплению, используемому в модели 771, но на более дешевой платформе с микропроцессорным управлением сваркой с 32 графиками. Верхние сварочные электроды установлены на держателе с балансировкой нагрузки, чтобы каждый раз обеспечивать качество сварки класса А. |
Сварочный аппарат прижимной пластины FAW0852PP (аналогично модели 790
Сварочный аппарат с двумя станциями, номинальная мощность 85 кВА. |
 Станция 1 (1) предназначена для приваривания прижимной пластины к сварному шву с одинарным выступом косяка. Станция 2 (2) предназначена для приварки косынок к концу косяка с помощью двух выравнивающих пистолетов. На обеих станциях установлены новые высокопроизводительные электроды из медного сплава CCNB, которые легко заменяются без утечек. Включает в себя инициирование двойного ладонного переключателя, предотвращающего привязку, и полупроводниковый контроль сварки с пропускной способностью до 64 графиков сварки. Показано управление с дополнительным магнитным автоматическим выключателем.
Станция 1 (1) предназначена для приваривания прижимной пластины к сварному шву с одинарным выступом косяка. Станция 2 (2) предназначена для приварки косынок к концу косяка с помощью двух выравнивающих пистолетов. На обеих станциях установлены новые высокопроизводительные электроды из медного сплава CCNB, которые легко заменяются без утечек. Включает в себя инициирование двойного ладонного переключателя, предотвращающего привязку, и полупроводниковый контроль сварки с пропускной способностью до 64 графиков сварки. Показано управление с дополнительным магнитным автоматическим выключателем.Аппарат для сварки шпилек и анкеров к полу FAW0852AFA (аналог модели 869)
Сварочный аппарат с двумя пистолетами, мощность 85 кВА. |
 Этот сварочный аппарат предназначен для приваривания шпилек и напольных анкеров к дверным коробкам. Оснащен двумя сварочными горелками плунжерного типа с регулируемым ходом отвода и сменными сварочными матрицами. Нижние сварочные матрицы установлены на левой и правой выдвижных платформах. Включите набор передних и задних направляющих колес для позиционирования косяка. Оснащен двойным ладонным переключателем, предотвращающим привязку, и полупроводниковым управлением сваркой с поддержкой до 64 графиков сварки. Показано управление с дополнительным магнитным автоматическим выключателем.
Этот сварочный аппарат предназначен для приваривания шпилек и напольных анкеров к дверным коробкам. Оснащен двумя сварочными горелками плунжерного типа с регулируемым ходом отвода и сменными сварочными матрицами. Нижние сварочные матрицы установлены на левой и правой выдвижных платформах. Включите набор передних и задних направляющих колес для позиционирования косяка. Оснащен двойным ладонным переключателем, предотвращающим привязку, и полупроводниковым управлением сваркой с поддержкой до 64 графиков сварки. Показано управление с дополнительным магнитным автоматическим выключателем.Устройство для сварки анкерных и отвесных кронштейнов (аналогично модели 871)
Сварочный аппарат с одной горелкой мощностью 85 кВА. |
 Этот сварочный аппарат предназначен для сварки анкерных и отвесных кронштейнов. Включает в себя набор подъемных цилиндров с пневматическим приводом, локатор деталей и направляющие для быстрой смены креплений. Включает инициирование двойного ладонного переключателя, предотвращающего привязку, и полупроводниковое управление сваркой с возможностью планирования до 300 сварок. Показано управление с дополнительным магнитным автоматическим выключателем.
Этот сварочный аппарат предназначен для сварки анкерных и отвесных кронштейнов. Включает в себя набор подъемных цилиндров с пневматическим приводом, локатор деталей и направляющие для быстрой смены креплений. Включает инициирование двойного ладонного переключателя, предотвращающего привязку, и полупроводниковое управление сваркой с возможностью планирования до 300 сварок. Показано управление с дополнительным магнитным автоматическим выключателем.Другие конструкции
Сварщик оконных рам | Малый точечный сварочный аппарат | |
Сварочные аппараты для усиления шарниров и замков большого объема |
Все сварочные аппараты оснащены удобными средствами управления сваркой с беспрецедентной гарантией.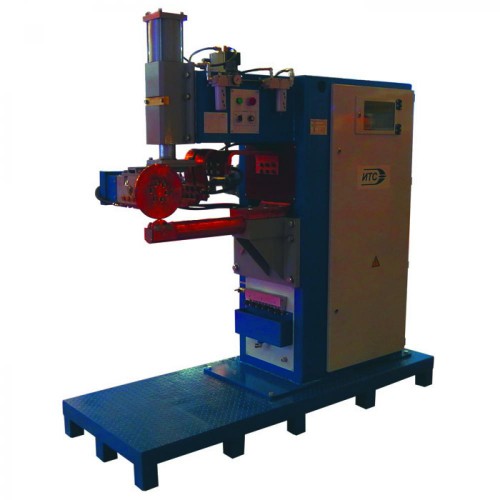 Другие средства контроля сварки доступны для еще большего контроля процесса и сохраняют нашу лучшую в своем классе гарантию.
Другие средства контроля сварки доступны для еще большего контроля процесса и сохраняют нашу лучшую в своем классе гарантию.
▷ Аппараты для точечной сварки б/у на продажу (163 машины) » Machineseeker
163 результатов для
Отменить
Металлообрабатывающее оборудование Сварочные аппараты и режущее оборудование Машины для точечной сварки
Аппарат для точечной сваркиВЭБ Ауэ ТП 8 (8 кВА)
Мёрсдорф
37 км
готовый к работе (б/у)
Аппарат для точечной сварки производства ВЭБ Ауэ тип ТП 8
Марка № 771306
Технические данные:
Мощность при ПВ 25% 8 кВА
P макс. 3/30 кПа
горловина 180 мм
Расстояние между электрододержателями 140 мм
Cic2keowq
АВ 50 % ЭД
электр. позволь. при номинальной мощности 1800 шт./ч
Напряжение 380 В, 50 Гц
Внешние размеры Д x Ш x В/высота в транспортном положении 550 x 350 x 900/ 500 мм
Вес ок. 40 кг
с
— ножное управление
б/у, в хорошем рабочем состоянии
3/30 кПа
горловина 180 мм
Расстояние между электрододержателями 140 мм
Cic2keowq
АВ 50 % ЭД
электр. позволь. при номинальной мощности 1800 шт./ч
Напряжение 380 В, 50 Гц
Внешние размеры Д x Ш x В/высота в транспортном положении 550 x 350 x 900/ 500 мм
Вес ок. 40 кг
с
— ножное управление
б/у, в хорошем рабочем состоянии
ДАЛЭКС SL16/S
Лейпциг, Германия
(расположение дилера)
88 км
текущая мощность: 0 кВА
горловина: 280 мм
контактное давление: 17-278 даН
номинальная мощность: при 50% ED: 16 кВА
номинальная мощность: Pмакс. ок. 50 кВА
напряжение холостого хода: 1,8-3,6 В
Требуемое давление воздуха: 6-10 бар
Плавап
общая потребляемая мощность: 37 кВА
вес машины ок.: ок. 200 кг
размеры машины ок.: L:0,85xB:0,7xH:1,2 м
вторичный ток короткого замыкания: 17 кВ
1 ножная педаль
я бы.
ок. 50 кВА
напряжение холостого хода: 1,8-3,6 В
Требуемое давление воздуха: 6-10 бар
Плавап
общая потребляемая мощность: 37 кВА
вес машины ок.: ок. 200 кг
размеры машины ок.: L:0,85xB:0,7xH:1,2 м
вторичный ток короткого замыкания: 17 кВ
1 ножная педаль
я бы.
САНВЕН ПРОМЫШЛЕННЫЙ Модульный 400
Крефельд, Германия
(расположение дилера)
325 км
2020
новый
токовая мощность макс. 13 кВт
горловина 120 мм
мощность контактного давления макс. 120 кп
напряжение 400 В
напряжение холостого хода 2,5 В
выходное напряжение 6300 А
Br83zjpuur
мощность сварки 2 x 2 мм Blech
защита плавким предохранителем -тепловой 25 А
общая потребляемая мощность 13 кВт
вес машины ок. 12 кг
размеры машины ок. 0,5 х 0,1 х 0,2. м
Аппарат ручной точечной сварки с 2 комплектами точек сварки, 9 шт.0005
Шлаттер GP33/300/250
13 кВт
горловина 120 мм
мощность контактного давления макс. 120 кп
напряжение 400 В
напряжение холостого хода 2,5 В
выходное напряжение 6300 А
Br83zjpuur
мощность сварки 2 x 2 мм Blech
защита плавким предохранителем -тепловой 25 А
общая потребляемая мощность 13 кВт
вес машины ок. 12 кг
размеры машины ок. 0,5 х 0,1 х 0,2. м
Аппарат ручной точечной сварки с 2 комплектами точек сварки, 9 шт.0005
Шлаттер GP33/300/250
Шлаттер ГП33/ 300/ 250
2 300 €
ОНО плюс НДС
Звоните
Штайнбах-Халленберг
62 км
1978
готов к работе (б/у)
Производитель: Schlatter Cewy30lye Тип: ГП33/300/250 Год выпуска: 1978 Состояние: б/у/функциональное Аксессуары: Медные насадки, описание, электрические схемы
Аппарат для точечной сваркиДалекс А11.
 1
1650 €
Фиксированная цена плюс НДС
Звоните
Вифельштеде, Германия
(расположение дилера)
332 км
Устройство для точечной сварки, машина для точечной сварки, система для точечной сварки, пистолет для точечной сварки
-Производитель: Dalex, машина точечной сварки тип A11. 1
Bjrrkc9iwm
-Напряжение: 380 В.
-Транспортные габариты: 230/270/h305 мм
-Вес: 20 кг
1
Bjrrkc9iwm
-Напряжение: 380 В.
-Транспортные габариты: 230/270/h305 мм
-Вес: 20 кг
Узнайте больше о подержанных машинах
Аппарат для точечной сваркиДАЛЭКС ПМС 10-4
Гебхардшайн
245 км
отличное (бывшее в употреблении)
машина для точечной сварки с водяным охлаждением и параллельными направляющими
сделать DALEX тип ПМС 10-4
со специальным силовым цилиндром электрода Минимальное усилие электрода 20 даН
максимум 39усилие на электроде 0 даН
горловина 750 мм
Номинальная мощность при 50 % ПВ. 50 кВА
сек. ток короткого замыкания: 20,5 кА
сек. напряжение холостого хода: 2,5 — 5,0 В
Усилие на электроде: 20-390 даН
с поддержкой предплечья
с дополнительным шкафом управления согласно VDE 0100
Главный переключатель
4-ступенчатый переключатель
Программное управление Synchron-100 MPS 8043/1
Bwzzfr7м
Пример фото
Машина …
50 кВА
сек. ток короткого замыкания: 20,5 кА
сек. напряжение холостого хода: 2,5 — 5,0 В
Усилие на электроде: 20-390 даН
с поддержкой предплечья
с дополнительным шкафом управления согласно VDE 0100
Главный переключатель
4-ступенчатый переключатель
Программное управление Synchron-100 MPS 8043/1
Bwzzfr7м
Пример фото
Машина …
КУКА К 15/ П (15 кВА)
1450 €
Фиксированная цена плюс НДС
Звоните
Мёрсдорф
37 км
1972
не проверенный (бывший в употреблении)
машина для точечной сварки KUKA тип K 15/ P
работает нет. 177, год постройки 1972
Технические данные:
Номинальная мощность при 50% ПВ 15 кВА
Подключенная нагрузка 32 кВА
Усилие на электроде от 50 до 200 кПа
Нфа09
Номинальное первичное напряжение и частота 380 В, 50 Гц
Горловина 320 мм
Напряжение холостого хода 1,7–3,0 В в 6 ступенях
Рабочий ток при 50% ПВ 5 кА
Вторичный ток короткого замыкания 18 кА
с
— Управление Rö 533 ТА
— Ножной переключатель
б/у, непроверенный — СПЕЦИАЛЬНАЯ ЦЕНА
177, год постройки 1972
Технические данные:
Номинальная мощность при 50% ПВ 15 кВА
Подключенная нагрузка 32 кВА
Усилие на электроде от 50 до 200 кПа
Нфа09
Номинальное первичное напряжение и частота 380 В, 50 Гц
Горловина 320 мм
Напряжение холостого хода 1,7–3,0 В в 6 ступенях
Рабочий ток при 50% ПВ 5 кА
Вторичный ток короткого замыкания 18 кА
с
— Управление Rö 533 ТА
— Ножной переключатель
б/у, непроверенный — СПЕЦИАЛЬНАЯ ЦЕНА
ЭСАБ ПН 12/1-16
1800 €
ОНО плюс НДС
Звоните
Вердау
83 км
1998
б/у
Мы предлагаем подержанный, готовый к использованию аппарат для точечной сварки от ESAB. — Тип МО 12/1 — 16
— год постройки 1998
— номинальная мощность при 50% ПВ 16 кВА
— Макс. усилие на электроде 240 Н при 6 бар
— вес ок. 120 кг
— вкл. блок охлаждения 230 В
Вы ищете новые или бывшие в употреблении машины разных производителей?
Ehpi07jqy
На нашем складе в Вердау, недалеко от Цвикау, мы храним различные машины и запасные части нескольких известных производителей.
Мы покупаем комплектные заводы / машинные парки!
СЕРВИС ДЛЯ…
— Тип МО 12/1 — 16
— год постройки 1998
— номинальная мощность при 50% ПВ 16 кВА
— Макс. усилие на электроде 240 Н при 6 бар
— вес ок. 120 кг
— вкл. блок охлаждения 230 В
Вы ищете новые или бывшие в употреблении машины разных производителей?
Ehpi07jqy
На нашем складе в Вердау, недалеко от Цвикау, мы храним различные машины и запасные части нескольких известных производителей.
Мы покупаем комплектные заводы / машинные парки!
СЕРВИС ДЛЯ…
АРО 2104А постоянного тока
Висбаден, Германия
(расположение дилера)
241 км
1990
б/у
номинальная мощность: 100 кВА горловина: 500 мм воздушный зазор свечи зажигания: 330 — 500 мм электрическое подключение: 400 В кВт необходимое пространство: 700 х 1420 х 2000 мм Эфу8т9у вес: 750 кг
Аппарат для точечной сваркиМЕССЕР ГРИСХЕЙМ БОЕ 10
950 €
ОНО плюс НДС
Звоните
Дортмунд-Вамбель
270 км
хорошее (б/у)
Макс. мощность сварки 20 кВА
Мощность короткого замыкания 25 кВА
Номинальная мощность при ПВ 50 % 10 кВА
Горловина 500 мм
Максимум. Вторичный ток короткого замыкания 10 кА
Подключенная нагрузка 15 кВА
Размеры Ш x Г x В 400 x 1100 x 1150 мм
Вес 200 кг
Аксессуары/Особенности:
— Водяное охлаждение через внешнее подключение
— Регулируемое текущее время 0 — 10
— Регулируемое усилие электрода путем регулировки пружины
— Механический ножной переключатель
Примечание / справочное значение:
С макс. вторичный ток короткого замыкания 10 кА, макс. толщина листа…
мощность сварки 20 кВА
Мощность короткого замыкания 25 кВА
Номинальная мощность при ПВ 50 % 10 кВА
Горловина 500 мм
Максимум. Вторичный ток короткого замыкания 10 кА
Подключенная нагрузка 15 кВА
Размеры Ш x Г x В 400 x 1100 x 1150 мм
Вес 200 кг
Аксессуары/Особенности:
— Водяное охлаждение через внешнее подключение
— Регулируемое текущее время 0 — 10
— Регулируемое усилие электрода путем регулировки пружины
— Механический ножной переключатель
Примечание / справочное значение:
С макс. вторичный ток короткого замыкания 10 кА, макс. толщина листа…
ДАЛЭКС СФ16-1
Барсбюттель/Гамбург, Германия
(расположение дилера)
297 км
текущая мощность: 16 кВА
горловина: 180-500 мм
Cqemu0b3
мощность электрода: 278 даН
расстояние между рогами: 140-300 мм
вес машины ок. :200 кг
:200 кг
Далекс РА 11-2 3111-8
950 €
Фиксированная цена плюс НДС
Звоните
Вифельштеде, Германия
(расположение дилера)
332 км
Устройство для точечной сварки, машина для точечной сварки, система для точечной сварки, пистолет для точечной сварки -производитель: Далекс, машина точечной сварки типа РА 11-2 -пистолет для точечной сварки: Тип 3111-8 -номинальная мощность: 2,4 кВА -эксплуатация: вручную -транспортные габариты 430/460/h580 мм -вес: 31 кг Бьнтпзсбиг
Аппарат для точечной сваркиESFA Авт.
 /Сб.
ТП 8
/Сб.
ТП 8Мёрсдорф
37 км
хорошее (б/у)
Аппарат для точечной сварки Фабр. ESFA Aue/SA тип TP 8
Фабрика № 69410
Bcnjnlm3ss
Технические данные:
Производительность при ПВ 25% 8 кВА
Глубина горловины 180 мм
Расстояние электрододержателя 140 мм
50% ЭД
электр. Максимум. при номинальной мощности 1800 шт/ч
Напряжение 380 В, 50 Гц
Размеры 650 х 450 х 1150 мм
с
-Ножной переключатель
б/у, в хорошем состоянии
Максимум. при номинальной мощности 1800 шт/ч
Напряжение 380 В, 50 Гц
Размеры 650 х 450 х 1150 мм
с
-Ножной переключатель
б/у, в хорошем состоянии
ТЕКНА 4625 Н
Ахаус
321 км
2006
б/у
номинальная мощность 35,0 кВА 50% ПВ
мощность сварки 67,0 кВА макс. допустимое контактное давление 300 даН
горловина 400 мм
0 400 В
сжатый воздух 6,5 бар
Иклннк7
вес 210 кг
диапазон Д-Ш-В 1200 x 600 x 1600 мм
Меблировка:
— Аппарат точечной сварки из учебного цеха
— Сварочный контроль ТЭ 90 Марк 2
— Охлаждающее устройство
Сварочный автомат TE 90 представляет собой микропроцессорный блок управления для однофазной сварки.
аппараты контактной сварки. Задача контроллера сварки
Для управления элементами машин, особенно SCR, которые прод…
допустимое контактное давление 300 даН
горловина 400 мм
0 400 В
сжатый воздух 6,5 бар
Иклннк7
вес 210 кг
диапазон Д-Ш-В 1200 x 600 x 1600 мм
Меблировка:
— Аппарат точечной сварки из учебного цеха
— Сварочный контроль ТЭ 90 Марк 2
— Охлаждающее устройство
Сварочный автомат TE 90 представляет собой микропроцессорный блок управления для однофазной сварки.
аппараты контактной сварки. Задача контроллера сварки
Для управления элементами машин, особенно SCR, которые прод…
1
Аппарат для точечной сваркиМЮЛЛЕР ОПЛАДЕН ОМП 127 П
Висбаден, Германия
(расположение дилера)
241 км
номинальная мощность: 12,5 кВА
Бафнеало
горловина: 350 — 500 мм
воздушный зазор свечи зажигания: 120 мм
свариваемая сталь: 8 мм
электрическое подключение: 380 В кВт
необходимое пространство: 400 х 1000 х 1150 мм
вес: ок. 190 кг
190 кг
1
Аппарат для точечной сваркиДАЛЭКС PL40 МФ
5000 €
ОНО плюс НДС
Звоните
Хеннигсдорф
227 км
хорошее (б/у)
Аппарат для точечной сварки DALEX PL40 с технологией MF
Гликкид
Технические данные
Первичное подключение 3x 400 В 50 Гц
Вторичное напряжение 9,1 В постоянного тока
Максимум. Сварочный ток 18 кА
Горловина руки 400 мм
Усилие на электроде от 65 до 390 даН
Инвертор Harms & Wende GENIUS MFI 408 L MAN w
Ввод параметров через ПК
Сварочный трансформатор Harms & Wende HWT2414-9,1-140 кВА
Номинальный ток б. ПВ 20 % 18 кА
Сварочный ток 18 кА
Горловина руки 400 мм
Усилие на электроде от 65 до 390 даН
Инвертор Harms & Wende GENIUS MFI 408 L MAN w
Ввод параметров через ПК
Сварочный трансформатор Harms & Wende HWT2414-9,1-140 кВА
Номинальный ток б. ПВ 20 % 18 кА
ВЭБ 18 кВА (1844 г.)
1300 €
Фиксированная цена плюс НДС
Звоните
Татабанья
643 км
хорошее (б/у)
Производитель: ВЭБ Cellkc2sfj Мощность: 18 кВА
аппарат для проекционной сваркиАро N601
Вифельстеде
333 км
Аппарат для точечной сварки, аппарат для точечной сварки, аппарат для точечной сварки, клещи для точечной сварки, аппарат для точечной сварки, аппарат для рельефной сварки, аппарат для рельефной сварки Lq8mwlk9 -Производитель: Аро, аппарат для рельефной сварки, аппарат для точечной сварки, с водяным охлаждением, тип N601 -Сварочная мощность: 65 кВА -Сварочный контроль: Аро 25-002-2 -Транспортные габариты: 1000/510/h2720 мм -Вес: 538 кг
Аппарат для точечной сваркиВЭБ Ауэ ТП 8/Би ЭД 25% 8 кВА
Штауфенберг
124 км
готовый к работе (б/у)
Аппарат для точечной сварки производства ВЭБ Ауэ тип ТП 8
Марка № 771303
Технические данные:
Мощность при ПВ 25% 8 кВА
P макс. 3/30 кПа
горловина 180 мм
Расстояние между электрододержателями 140 мм
АВ 50 % ЭД
электр. позволь. при номинальной мощности 1800 шт./ч
Напряжение 380 В, 50 Гц
Внешние размеры Д x Ш x В/высота в транспортном положении 550 x 350 x 900/ 500 мм
вес ок. 40 кг
б/у, в хорошем состоянии
Ор7вв
3/30 кПа
горловина 180 мм
Расстояние между электрододержателями 140 мм
АВ 50 % ЭД
электр. позволь. при номинальной мощности 1800 шт./ч
Напряжение 380 В, 50 Гц
Внешние размеры Д x Ш x В/высота в транспортном положении 550 x 350 x 900/ 500 мм
вес ок. 40 кг
б/у, в хорошем состоянии
Ор7вв
В течение Швайсзанге X100
3 850 €
ОНО плюс НДС
Звоните
Зассенбург
176 км
2018
как новый (бывший дисплей)
Сварочный пистолет Düring X100 из испытательной лаборатории Audi. Плоскогубцы не использовались, поэтому как новые.
Bceffqzq
Обозначение типа: X100 RX SM 10 18 27
Обозначение привода: SEW CMP63L/BK/PK/Rh2X/SB1X
Обозначение трансформатора: Bosch PSG 6130.00 RSTK
Номинальная мощность: 100 кВА
Вес щипцов: 115 кг Имеются отчеты об испытаниях и измерениях от Düring. Чертежи также доступны.
Плоскогубцы не использовались, поэтому как новые.
Bceffqzq
Обозначение типа: X100 RX SM 10 18 27
Обозначение привода: SEW CMP63L/BK/PK/Rh2X/SB1X
Обозначение трансформатора: Bosch PSG 6130.00 RSTK
Номинальная мощность: 100 кВА
Вес щипцов: 115 кг Имеются отчеты об испытаниях и измерениях от Düring. Чертежи также доступны.
ДЖОЙСТЕН И КЕТТЕНБАУМ 20 PLR
Висбаден, Германия
(расположение дилера)
241 км
1975
б/у
номинальная мощность: 20 кВА
горловина: 250 — 600 мм
I3l7hpk
воздушный зазор свечи зажигания: 270 мм
мощность сварки сталь: ок. 2,5 + 2,5, макс. 3,5 — 1,5 мм
электрическое подключение: 380 В кВт
необходимое пространство: 470 х 1170 х 1300 мм
вес: 210 кг
2,5 + 2,5, макс. 3,5 — 1,5 мм
электрическое подключение: 380 В кВт
необходимое пространство: 470 х 1170 х 1300 мм
вес: 210 кг
Пей Пойнт № 12
3 250 €
FCA ONO плюс НДС
Звоните
Кауфунген
122 км
2003
б/у
1 бывший в употреблении пистолет для точечной сварки
Производитель Пей Пойнт
тип: PN 12
Год выпуска: 2003
Технические данные:
Напряжение сети: 380 В
Мощность при максимальной нагрузке 12 кВт
Максимальное давление, бар: 6бар
Тип охлаждения: вода
вес: 50 кг
Напряжение короткого замыкания: 12800 А
Диаметр плеча: тридцать
диаметр держателя электрода: 19 мм
диаметр конуса электрода: 12 мм
досягаемость плеча: 200-800 мм
Максимум. усилие на электродах (6 бар): 220 даН
привод: пневматический
тип точечной сварки: ручной пистолет
Толщина сварки стальных листов, мм…
усилие на электродах (6 бар): 220 даН
привод: пневматический
тип точечной сварки: ручной пистолет
Толщина сварки стальных листов, мм…
ВЭБ 13 кВА (1843 г.)
Татабанья
643 км
готов к эксплуатации (б/у)
Производитель: ВЭБ Мощность: 13 кВА Горло: 420 мм Глиннд
Машина для точечной сваркиНИМАК ПМП 6-1/100/7054
Айслинген/Фильс
279км
1992
б/у
текущая мощность:100 кВА
горловина: 280 мм
мощность при 50%: 100 кВА
давление: 1,1 т
ход: 100 мм
размер стола: 180 х 170 мм
управление: МПС-29-К-С-Р
общая потребляемая мощность: 279 кВт
Y7mihrzol
вес машины ок. :1,3 т
размеры машины ок.:1,4 х 1,15 х 2,1 м
аппарат точечной сварки с микропроцессорным управлением Nimak MPS-32-K, с водяным охлаждением, оптико-электронной защитной шторкой, аварийным отключением
:1,3 т
размеры машины ок.:1,4 х 1,15 х 2,1 м
аппарат точечной сварки с микропроцессорным управлением Nimak MPS-32-K, с водяным охлаждением, оптико-электронной защитной шторкой, аварийным отключением
ДАЛЭКС СФ 8-2 (8 кВА)
Штауфенберг
124 км
отличное (б/у)
Аппарат для точечной сварки DALEX тип SF 8-2
Машина № ZZB/N 06977
Технические данные:
Номинальная мощность при ПВ 50 % 8,0 кВА
номинальное первичное напряжение 400 В
Максимум. мощность сварки 28,7 кВА
Максимум. ток короткого замыкания 8,8 кА
сила удержания электрода 1,7 — 2,35 ДАН
вес ок. 77,5 кг
с
— ножная педаль
— горловина электрода
— охлаждающее устройство
б/у, в очень хорошем состоянии
Bpojgw9g
ПОФ Хеннигсдорф НК 10-800 МФ
28 500 €
ОНО плюс НДС
Звоните
Дрезден
168 км
2000
готовый к эксплуатации (бывший в употреблении)
Машина для роликовой шовной сварки в среднечастотном исполнении 1000 Гц
Версия с поперечным швом
Контроллер HWS 2101 Harms&Wende Гамбург
Инвертор Harms&Wende
Номинальная мощность 75кВА/50%ПВ
Подключение к сети 400В
Сварочный ток ок. 24кА
Защита предохранителем 100А
линия питания/фаза 70 кв.мм
усилие на электроде 1000 даН при 6 бар
горловина 800мм
ход 100 мм
потребность в охлаждающей воде 800 л/ч
2-ступенчатый ножной переключатель согласно UVV
Cbnq3yhas2
масса 1300кг
— машина полностью протестирована
— протестированы все пневматические и водяные контуры
— документация пр…
КОРИЧНЕВЫЙ БОВЕРИ Р 2 а
Висбаден
241 км
готов к работе (б/у)
Номинальная мощность: 12кВА
Горло: регулируемое прибл. 350 — 520 мм
Расстояние от руки электрода: 300 мм
Клун
Сварка производительности стали: 2 + 2 мм
электр. Подключение: 380 В кВт
Требуемое пространство: 1200 x 420 x 1450 мм
1
Аппарат для точечной сваркиДАЛЭКС СЛ 16-1
Гебхардшайн
245 км
отличное (бывшее в употреблении)
сварка с качающимся рычагом с воздушным охлаждением и водяным охлаждением
машина для точечной сварки
сделать DALEX тип SL 16-1
номинальная мощность при 50 % ПВ: 16 кВА
сек. ток короткого замыкания: 17 кА
сек. напряжение холостого хода: 3,6 В
Усилие на электроде: 278 даН
Расстояние между рычагами: 140 или 300 мм
Quqcr
выдвижение руки: 180-500 мм регулируемое
с распределительным шкафом согласно VDE 0100
Главный переключатель
Управление синхронной сваркой 1033
Пример фото
ВЭБ 18 кВА (1842 г.)
1 100 €
Фиксированная цена плюс НДС
Звоните
Татабанья
643 км
готов к эксплуатации (б/у)
Горловина: 500 мм Мощность: 18 кВА Свойо
Аппарат точечной сварки 40 кВАШлаттер 1MX121T25/P1
4 750 €
Фиксированная цена плюс НДС
Звоните
Вифельштеде, Германия
(расположение дилера)
332 км
1976
б/у
Точечная сварка, точечная сварка, точечная сварка, точечная сварка -Стационарный -Управление ручным переключателем F3xuhub -Длина руки сварочного аппарата: 350 мм — Тип сварочного пистолета: -Контроль -Габариты машины: 1500/1000/h2670 мм -Вес машины: 774 кг -Размеры шкафа управления: 1550/420/х2960 мм -Вес шкафа управления: 330 кг
1
Пистолет для точечной сваркиДАЛЭКС 3216 (при 50% ПВ -12 кВА)
Штауфенберг
124 км
1991
хорошее (бывшее в употреблении)
Пистолет для точечной сварки DALEX тип 3216 Марка № 9196 Год выпуска 1991 Технические данные: Мощность при 50% ПВ 12 кВА мощность 7,5 кА горловина 500 мм с — управление ТРБ 11/1, #120804185 cdlokdep9m б/у, в хорошем состоянии
Аппарат точечной сварки 3-х фазный прямоугольный.АРО
18 900 €
ОНО плюс НДС
Звоните
Дрезден
168 км
восстановленный (бывший в употреблении)
Аппарат для точечной сварки ARO
в трехфазном исполнении постоянного тока (!!!)
— Подключение к сети 400В/50Гн
— номинальная мощность 170 кВА / 50% ED
B28j2cucy
— ток короткого замыкания 65кА
— Сварочный ток ок. 52 кА
— Защита предохранителем 200А
— питающая линия/фаза 75кв.мм на L030м
— усилие на электроде около 1250 даН при 6,3 бар
— Цилиндр с предварительным ходом 80мм
— общий ход 100мм
— Предварительный ход контролируется клавишным переключателем
— горло ок. 900мм
— механическая регулировка высоты предплечья
— вес 2100кг
— главный переключатель
— полностью проверено,
— пне…
ПЭИ ПРОГ 2515
Бенсхайм
239 км
1990
хорошее (б/у)
№ 1244:
1 подержанный портальный сварочный аппарат с ЧПУ
Тфзо92
Сделать PEI, мод. ПРОГ-2515, новая 1990 с Siemens Control
Рабочий диапазон: 2500 х 1500 мм,
Поворотный стол, зажим детали 2 во время сварки детали 1
Сварочная мощность 2+2 / 3+3 мм,
Скорость подачи: X+Y 800 мм/сек, Z: 400 мм/сек, A 120°/сек.
EX D-64625 Бенсхайм
1
3-ФАЗНАЯ МАШИНА ДЛЯ ТОЧЕЧНОЙ СВАРКИ ПОСТОЯННЫМ ТОКОМДАЛЭКС ПМС 11-4 Г 3
Гебхардшайн
245 км
отличное (б/у)
Машина для точечной сварки 3-х фазным постоянным током
Изготовить DALEX Тип PMS 11-4 G 3
с двухходовым цилиндром и ходом подачи
доход 0-65+25 мм
рабочий ход макс. 90 мм
горловина 350 мм
номинальная мощность при ПВ 50 %: 96 кВА
сек. ток короткого замыкания: 31,5 кА
сек. напряжение холостого хода: 4,72 В
Предохранитель: 50 А
Сечение кабеля: 6 мкм
усилие на электроде: 100-600 даН
с дополнительным шкафом управления согласно VDE 0100
Главный переключатель
Управление синхронной сваркой 8033
Пример фото
В настоящее время машина находится в стадии реф…
Исправление сварки 30
2800 €
Фиксированная цена плюс НДС
Звоните
Роста
718 км
2022
новый
Профессиональный ультразвуковой сварочный аппарат производства Италии, никогда не использовался, продается в оригинальной упаковке; все оборудование для обслуживания включено; два сонодотри также включены в продажу. Эдплхв2
Пистолет поворачивается на 90°.
Доступно для любого теста.
Оплачиваемый.
ДАЛЭКС СФ 16/71 (16 кВА)
Штауфенберг
124 км
хорошее (б/у)
Аппарат для точечной сварки DALEX тип SF 16/71
Машина № 2829926-5
технические данные:
Номинальная мощность 16 кВА
Подключенная нагрузка 37 кВА
сек. Ток короткого замыкания 22,4 кВА
Удерживающая сила электрода 17 — 273 daU
Напряжение холостого хода 1,8 — 3,6 В
Количество шагов сварки 8
горловина 350 мм
Вес 200 кг
Нпвпт
с
— электроды с водяным охлаждением
— ножная педаль
б/у, в хорошем состоянии
АСЕТ Ауэ ООН 63 / N600
15 900 €
ОНО плюс НДС
Звоните
Дрезден
168 км
восстановленный (бывший в употреблении)
Машина для сварки роликовых швов с управлением MPS 200 от Harms & Wende Hamburg
Комбинированная рулонно-шовная машина для сварки поперечных и продольных швов, а также точечной сварки. — Тип UN63/N600
— Вариант с продольным и поперечным швом
— Сварочный рулон сверху прибл. 200мм
— Нижняя часть сварочного ролика прибл. 200мм
— Подключение к сети 50Гц 400В
— номинальная мощность 70кВА
— сварочный ток ок. 12кА
— усилие на электроде 380 даН
— горло ок. 700мм
— с главным выключателем и аварийным выключателем
— вес а…
1
Чиллер с рециркуляцией водыЭТШЕЙД (ДАЛЕКС) ИК-В3
Гебхардшайн
245 км
отличное (б/у)
Охладитель воды с новым компрессором
мощность охлаждения 3. 280 Вт
B9l9cbwu
с соединительным кабелем и вилкой CEE 16 A
АРО Н 303 (15 кВА)
124 км
1982
хорошее (б/у)
Аппарат для точечной сварки Фабр. АРО тип N 303
Маш.№ YR231122 постройки 19 г.82
Технические данные:
Мощность сварки при ПВ 50 % 15 кВА
Электрододержатель 70-150 кг
ббвап8вп9в
выдвижной электрододержатель 220-540 мм
Установка времени сварки 0,05-1,5 сек.
Мощность сварки листового металла 0,5-2,0 мм
Производительность сварочных прутков 4,0-10 мм
с
-Ножной переключатель
б/у, в очень хорошем состоянии,
из университета операции
ДАЛЭКС СФ 16/71 (16 кВА)
Штауфенберг, Германия
(расположение дилера)
124 км
Машина для точечной сварки с ножным приводом DALEX тип SF 16/71
машина. № 4714325/1
Технические данные:
Номинальная мощность при ПВ 50 % 16 кВА
Подключенная нагрузка 37 кВА
сек. Ток короткого замыкания 17 кА
Вылет 350 мм
8 ступеней Напряжение холостого хода 1,8–3,6 В
Переключатель текущего времени 3 — 100
Вес ок. 192 кг
с
— держатели электродов по желанию
Qz9mnb8f
— конструкция с водяным охлаждением
— мобильное основание
б/у, в хорошем состоянии
ДАЛЭКС 3326-4 (22 кВА)
Штауфенберг, Германия
(расположение дилера)
124 км
1991
б/у
Машина для точечной сварки Марка DALEX Type 3326-4
Марка № 91 М 64709 Год постройки 1991
Технические данные:
Номинальная мощность при ПВ 50 % 22 кВА
сек. Ток короткого замыкания 14 кА
Усилие на электроде 280 даН
Расстояние между рычагами 140 мм
Мощность сварки 3+3 / 4+4 мм
горловина 600 мм
с
— система контроля
Vdcdwrxo
— компенсация веса
ДАЛЭКС 3426,2 (35 кВА)
Штауфенберг
124 км
хорошее (б/у)
Клещи для точечной сварки Фабр. ДАЛЭКС Тип 3426.2
Фабр. #3К66
Технические данные:
Мощность подключения 35 кВА
Номинальная мощность при 50% EA 25 кВА
Рабочая мощность 14 кА при ПВ 50 %
Ток короткого замыкания 16,5 кА
Максимум. Электроградный плот 5-540 кп
Расстояние между рычагами 170 мм
Inhqr8h
Параметры сварки 5 + 5 мм
с
-Контроль
-Балансир
б/у
ДАЛЭКС 3426,2 (35 кВА)
Штауфенберг
124 км
хорошее (б/у)
Клещи для точечной сварки Фабр. ДАЛЭКС Тип 3426.2
Фабр. #3К66
Технические данные:
Мощность подключения 35 кВА
Номинальная мощность при 50% EA 25 кВА
Рабочая мощность 14 кА при ПВ 50 %
Ток короткого замыкания 16,5 кА
Максимум. Электроградный плот 5-540 кп
Расстояние между рычагами 170 мм
Параметры сварки 5 + 5 мм
с
Betm3fwgcm
-Контроль
-Балансир
б/у
ДАЛЭКС Ф 82-1/ЗГ (10 кВА)
124 км
1972
хорошее (б/у)
Пневматическая настольная точечная сварочная машина Фабр. Как LEX тип F 82-1/ZG
Маш.# 66
постройки 1972 г. Технические данные: Номинальная мощность 50% ПВ 10 кВА КВА непрерывный 7,0 Высокая мощность короткого замыкания 42,2 кВА Максимальная мощность сварки 33,7 кВА мощность кВА 25,3 Количество уровней управления 10 Бесступенчатый ход 40 мм Усилие на электроде 5 — 90 кгс РАДИУС 190 мм Расстояние между рычагами мин/макс 118 мм Производительность листовая сталь 2,5 + 2,5 мм Производительность латунь 1,5 + 1,5 мм Алюминий Performance 1,2 + 1,2 мм Нда02 Сте…
Аппарат для точечной сварки центральной опорыДАЛЭКС СФ 25/71 (25 кВА)
Штауфенберг, Германия
(расположение дилера)
124 км
Машина для точечной сварки с ножным приводом DALEX тип SF 25/71
Машина. № 7798556-4
Технические данные:
Номинальная мощность 25 кВА
Подключенная нагрузка 80,5 кВА
Номинальное первичное напряжение 380 В
Рабочий ток при ПВ 50 % 4,4 кА
Вторичный ток короткого замыкания 22,4 кА
Напряжение холостого хода 1,8–5,2 В в 8 ступенях
0li7dfh
Горловина 715 мм
Усилие на электроде 17 — 278 даН
для листов до 3 + 3 мм
Ограничение времени сварки для текущего времени 3 — 100
необходимое пространство 450 x 1150 x 1250 мм
с:
— Управление с помощью ножного рычага
— Сварочный ток…
ДАЛЭКС 3218 (28 кВА) с Rückkühlung
124 км
хорошее (бывшее в употреблении)
Пистолет для точечной сварки с водяным охлаждением Фабр. Как LEX тип 3218
Маш.№ 31113.2
Технические данные:
Мощность 28 кВА
Кc9о.б.
Номинальная мощность 16 кВА при ПВ 50 %
Рабочий ток 10,8 кВА при ПВ 50 %
Глубина горловины 350 мм
Ток короткого замыкания 13,5 кА
Электричество 380 В / 50 Гц
с
-Управление как lex RB 11-1, #03 HA 172/87
-Водяное рециркуляционное охлаждающее устройство d Reyes
б/у, в очень хорошем состоянии
1
Клещи для точечной сваркиАРО стр. 295 г.в.
Штауфенберг, Германия
(расположение дилера)
124 км
Пистолет для точечной сварки ARO тип P 295 AW
T2fyu7xd
машина. # 00224/79 с блоком управления
МЕГАТРОНИК ТБН 20/400 (20 кВА)
2 650 €
ОНО плюс НДС
Звоните
Штауфенберг, Германия
(расположение дилера)
124 км
1988
б/у
Аппарат для точечной сварки MEGATRONIC тип TBN 20/400 марка № 210/88, год постройки 1988 Технические данные: Gsy8wg Усилие на электроде 120 — 300 даН Мощность сварки 20 кВА Первичное напряжение 19 кВА горловина 400 мм 1,4 — 3,5 В в 4 ступени Напряжение холостого хода 5,7 кА Управляющее напряжение 9 кА Внешние размеры Д х Ш х В 950 х 350 х 1600 мм с: — Тип управления ROe 533 b K б/у, в хорошем состоянии
Пистолет для точечной сваркиДАЛЭКС 3326-3 (22 кВА)
Кассель
135 км
1971
хорошее (б/у)
Пистолет для точечной сварки Фабр. Как LEX тип 3326-3
Маш. № 1Л 3002/1 год ноябрь 1971 г.
Технические данные:
Глубина горловины 400 мм
Мощность при 50% ПВ 22 кВА
Ток короткого замыкания SEC 14 кОм
Глубина горловины 500 мм
Bc8jhq83tk
Мощность кВА 34,8
Рабочая мощность кВА при ПВ 50 % 5,4
Усилие на электроде 280 даН
Вес 37 кг
с
— Блок управления типа J 5 WS 4
б/у, в хорошем состоянии
АРО PSM 150 (Нет. 15 кВА)
Кассель
136 км
Машина для точечной сварки Фабр.