Прямой и обратный ток при сварке. Что дает смена полярности при сварке электродами.
Сварку металлов постоянным током можно проводить двумя режимами: с прямой полярностью и обратной. Прямая полярность при сварке – это когда к электроду подключается минус, к металлической заготовке плюс. При сварке током обратной полярности все наоборот, то есть, к стержню подключается плюс, к изделию минус.
При сварке постоянным током на кончике электрода образуется термическое пятно, которое обладает высокой температурой. В зависимости от того, какой полюс подключен к электроду, будет зависеть и температура на его кончике, а соответственно будет зависеть режим сварочного процесса. К примеру, если подключен к расходнику плюс, то на его конце образуется анодное пятно, температура которого равна 3900С. Если минус, то получается катодное пятно с температурой 3200С. Разница существенная.
Что это дает.
- При сварке током прямой полярности основная температурная нагрузка ложится на металлическую заготовку.

- При сварке током обратной полярности концентрация температуры происходит на кончике электрода. То есть, основной металл при этом нагревается меньше. Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.
Необходимо добавить, что режим обратной полярности применяют также при стыковке высокоуглеродистых и легированных сталей, нержавейки. То есть, тех видов металлов, которые чувствительны к перегреву.
Внимание! Так как на анодном и катодном пятне температура разная, то от правильного подключения сварочного аппарата будет зависеть расход самого электрода. То есть, обратная полярность при сварке инвертором – это перерасход электродов.
В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного. То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
- Если сила тока будут большой, а значит, и температура нагрева также будет высокой, то металл разогреется до такого состояния, что электрическая дуга будут просто его отталкивать. Ни о каком соединении здесь уже говорить не придется.
- Если ток будут, наоборот, слишком мал, то металл не разогреется до необходимого состояния. И это тоже минус.
При прямой полярности внутри ванны будет создана среда, которой легко руководить электродом. Она растекается, поэтому одно движение стержня создает направленность сварного шва. При этом легко контролируется глубина сваривания.
Кстати, скорость движения электрода напрямую влияет на качество конечного результата. Чем скорость выше, тем меньше тепла поступает в зону сварки, тем меньше прогревается основной металл заготовок. Уменьшая скорость, увеличивается температура внутри сварочной ванны. То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
Что касается самих электродов, то выбор полярности обусловлен материалом, из которого он изготовлен, или видом обмазки. К примеру, использование обратной полярности при сварке постоянным током, в которой применяется угольный электрод, приводит к быстрому расходу сварных стержней. Потому что при высоких температурах угольный электрод начинает разрушаться. Поэтому этот вид используется только при режиме прямой полярности. Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
Глубина и ширина сварочного шва также зависит от используемого режима. Чем выше ток, тем происходит увеличение провара. То есть, увеличивается глубина сварного шва. Все дело в погонной энергии на дуге. По сути, это количество тепловой энергии, проходящей через единицу длины сварочного шва. Но увеличивать ток до бесконечности нельзя, даже в независимости от толщины свариваемых металлических заготовок. Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение.
Некоторые особенности сваривания при прямой полярности
Что такое прямая полярность определено. Указаны некоторые качества сварных швов при проведении процесса соединения в режиме прямой полярности. Но остались некоторые тонкие моменты.
- В сварочную ванну металл от электродов или присадочных материалов переносится большими каплями. Это, во-первых, большой разбрызг металла. Во-вторых, увеличение коэффициента проплавления.
- При таком режиме электрическая дуга нестабильна.
- С одной стороны снижение глубины провара, с противоположной снижение внедрения углерода в массу металла заготовки.
- Правильный нагрев металла.
- Меньший нагрев стержня электрода или присадочной проволоки, что позволяет сварщику использовать токи с более высоким значением.
- При некоторых сварочных материалах наблюдается увеличение коэффициента наплавки. К примеру, при использовании плавящихся электродов в инертных и некоторых активных газах. Или при применении присадочных материалов, которые наносятся под флюсами некоторых типов, например, марки ОСЦ-45.
- Кстати, прямая полярность влияет и на состав материала, оказавшегося в шве между двумя металлическими заготовками. Обычно в металле практически отсутствует углерод, но зато в большом количестве присутствует кремний и марганец.

Особенности сварки током обратной полярности
Сваривание тонких заготовок – процесс с повышенной трудностью, потому что постоянно присутствует опасность появления прожогов. Поэтому их соединяют режимом обратной полярности. Но есть и другие методы, чтобы снизить опасность.
- Снизить потенциал тока, чтобы уменьшить температуру на заготовке.
- Сварку лучше проводить прерывистым швом. К примеру, сделать небольшой участок в начале, затем переместиться в центр, после начать стыковку с противоположной стороны, далее начать варить промежуточные участки. В общем, схему можно менять. Таким способом можно избежать коробления металла, особенно если длина стыка больше 20 см. Чем больше сваренных отрезков, чем короче каждый участок, тем меньше процент коробления металла.
- Очень тонкие металлические заготовки сваривают с периодическим прерыванием электрической дуги. То есть, электрод выдергивается из зоны сварки, затем тут же быстро снова поджигается, и процесс продолжается.
- Если проводится сварка внахлест, то две заготовки должны быть герметично прижиматься друг к другу. Небольшой воздушный зазор приводит к прожогу верхней детали. Для создания плотного прилегания нужно использовать струбцины или любой груз.
- При стыковочном соединении заготовок лучше минимизировать зазор межу деталями, а идеально, чтобы зазора не было бы вообще.
- Для сварки очень тонких заготовок с неровными кромками под стык необходимо уложить материал, который бы хорошо забирал на себя тепло процесса. Обычно для этого используют медную пластину. Можно и стальную. В данном случае, чем больше толщина вспомогательного слоя, тем лучше.
- Можно провести отбортовку кромок свариваемых изделий. Угол отбортовки — 180°.
 Можно и стальную. В данном случае, чем больше толщина вспомогательного слоя, тем лучше.
Можно и стальную. В данном случае, чем больше толщина вспомогательного слоя, тем лучше.Направление движения электронов регулируется с помощью полярности путём переключения проводов на клемму «плюс» или «минус». То есть, при работе со сваркой постоянного тока возможны два варианта настройки:
- Прямая полярность. Минус подключён к электроду, плюс на клемме «земля». В этом случае ток движется от электрода к заготовке, и металл греется сильнее электрода.
- Обратная полярность. К электроду подсоединяется плюс, на клемму «земля» — минус. Движение тока от минуса к плюсу (от заготовки к электроду) создаёт более сильный нагрев электрода.
Прямая и обратная полярность подключения при сварке инвертором используется в зависимости от поставленных задач и качества материалов. При переменном токе тип подключения неважен, а при постоянном есть возможность менять полярность вручную.
Значение полярности для сварки
Постоянный ток создаёт термическое (анодное) пятно. Меняя полярность, можно его перемещать от электрода к заготовке. Основной нагрев создаётся на плюсовом гнезде, поэтому при прямой полярности сильнее нагревается заготовка, а при обратной – электрод. Таким образом формируются возможности инвертора в зависимости от характеристик металлов:
- Толщина металла. При прямой полярности основной нагрев достаётся заготовке, поэтому ширина шва провара получается достаточно глубокой. Соответственно для тонких металлов правильнее использовать обратное подключение, при котором металл нагревается слабее электрода.
- Тип металла. При сварке приходится работать с различными сплавами, обладающими определёнными свойствами. Например, алюминий относится к среднеплавким металлам, поэтому нужно обеспечить заготовке прямое подключение для нагрева. Нержавеющую сталь лучше не перегревать, выбрав обратную полярность. Настройки инвертора позволяют учитывать, какой сплав подвергается варке, поэтому предварительное изучение инструкции поможет эффективно справиться с задачей.
- Тип электрода. Сварочные электроды имеют покрытие – флюс. При разогреве он сгорает, выполняя свою основную задачу: вытесняя воздух, предотвращает образование пор. Тип флюса определяет особенности использования электродов при разных температурных режимах. К примеру, угольные электроды не подходят для подключения с обратной полярностью. Рекомендации производителя позволят сделать правильный выбор. То же самое относится и к типам проволоки. К слову, инверторные полуавтоматы также имеют характеристики, которые стоит учитывать.

Если заготовка и электрод имеют характеристики, требующие противоречивых настроек, придётся найти компромиссный вариант, регулируя силу тока и время обработки шва. С опытом приходят и знания, позволяющие решать любые задачи.
Виды сварки
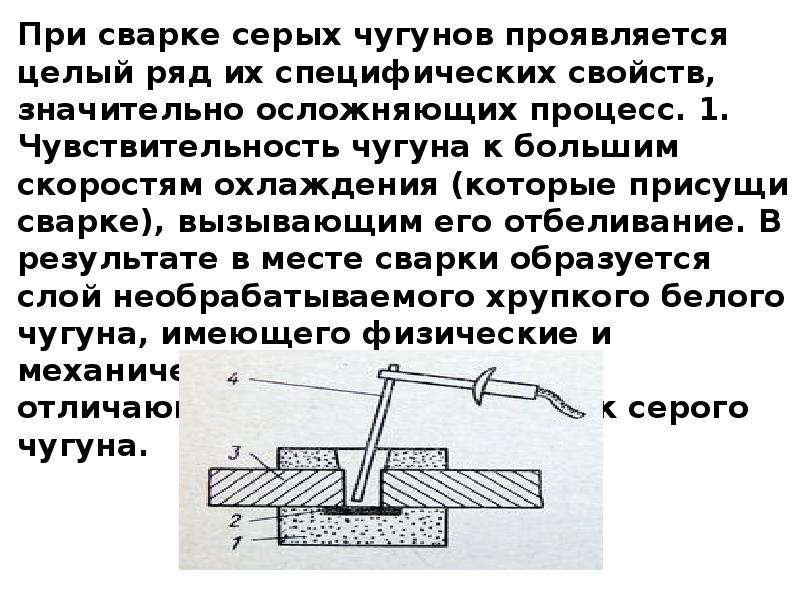
Ручная сварка дугой с помощью плавящегося электрода (ММА). Здесь его роль играет особая плавящаяся проволока, покрытая шлаком. Способ очень популярен, но специалисты считают его не самым лучшим вариантом для получения качественных швов, если изделие по составу является сложным сплавом.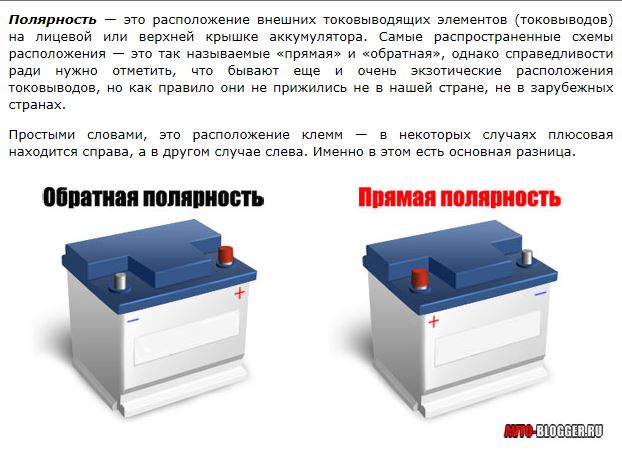 Во время плавления проволока соединяет нужные детали, а её покрытие очищает от грязи и защищает от кислорода сварочную ванну. Способ подходит для сварки чугуна, чёрных металлов.
Во время плавления проволока соединяет нужные детали, а её покрытие очищает от грязи и защищает от кислорода сварочную ванну. Способ подходит для сварки чугуна, чёрных металлов.
Сварка полуавтоматическая. Электродом является проволока, автоматически попадающая в зону сварки. Аппарат находится в режиме ручного передвижения, поэтому данный способ не подходит для обработки большой рабочей зоны, его используют для сварки тонких листов, цветных металлов, высоколегированной стали. Применяется как постоянный, так и импульсный ток. При использовании порошковой проволоки газ не нужен, в остальных случаях сварка производится в среде активных или инертных защитных газов. Возможна сварка электродом без его плавки.
Сварка в среде защитных газов. Технологический процесс подразумевает использование газа аргона, который выжигает грязь и кислородные соединения. Электродом выступает неплавкий вольфрамовый либо графитовый стержень. Применение аргона очищает сварочную ванную от всех ненужных примесей и окислов. Образование шлака исключено, шов получается качественным и чистым, но сварка в среде защитных газов – довольно дорогая технология, требующая серьёзных навыков.
Образование шлака исключено, шов получается качественным и чистым, но сварка в среде защитных газов – довольно дорогая технология, требующая серьёзных навыков.
Разные типа сварки используются и в зависимости от условий работы сварки. Например, для ремонта кузовов автомобилей в сервисах используют дуговую сварку полуавтоматом с помощью среды защитного газа, что позволяет создавать качественную сварочную работу при её невысокой стоимости. Прямая и обратная полярность при сварке инвертором позволяет регулировать глубину плавления для любого типа сварочных работ.
Технология ручной сварки дугой
Дуговая сварка – самый распространённый тип сварки металла. Способ универсален, технологически прост и позволяет получать сварочные швы хорошего качества в непроизводственных условиях. Электроток сварочного источника образует дугу между изделием и электродом. На нём сгорает покрытие (флюс), выделяя газ, очищающий рабочую область от кислорода.
При постоянном или переменном токе для сварки используются плавящиеся электроды. Их во время процесса передвигают по оси координат, чтобы сохранить размер дуги. Оптимальной считается дуга не больше стержня электрода, обеспечивающая самое высокое качество шва. Если допускать длинную дугу, качество сварки ухудшится из-за отклонения дуги от заданного направления. Необходимо соблюдать определённую скорость перемещения электрода, чтобы шов не получился неровным или неплотным.
По форме и типам соединений сварочные швы разделяются на:
- тавровые;
- угловые;
- стыковые;
- нахлесточные;
- торцовые.
Разные углы наклона электрода позволяют создавать разные по типу швы. Самый удобный промежуток – между 45 и 90 градусами, при котором сварочная ванна полностью в зоне видимости. С опытом приходит и понимание, как именно нужно менять угол наклона.
Итог
Главная задача для новичка – научиться «вести» сварочный шов. Основной металл прогревается до состояния расплавления, формируя сварочную ванну.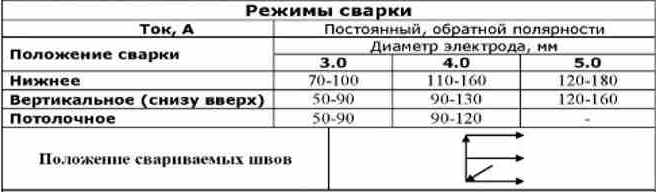 В зависимости от ситуации сварщик меняет установки тока, ориентируясь на состояние ванны. Начинать нужно с настроек, рекомендованных производителями, а дальше постепенная практика поможет понять и правильно использовать все возможности инвертора.
В зависимости от ситуации сварщик меняет установки тока, ориентируясь на состояние ванны. Начинать нужно с настроек, рекомендованных производителями, а дальше постепенная практика поможет понять и правильно использовать все возможности инвертора.
Появление инверторных сварочных аппаратов значительно расширило область их применения. Этот тип работ стал доступен каждому домашнему мастеру. Но не всегда владельцы моделей знают особенности использования. В частности — зачем нужна прямая и в каких случаях применяется обратная полярность при сварке инвертором.
Основы использования инверторного сварочного аппарата
Этот тип оборудования предназначен для выполнения электродуговой сварки, с помощью которой можно соединять или разрезать стальные заготовки. Для применения необходимо определиться с основными параметрами – выбрать сварочный ток и тип электродов. Затем можно приступать к работе.
Общий порядок использования инвертора
- Подготовка поверхности материала – очистка от ржавчины и обезжиривание. Это необходимо для формирования надежного шва.
- Выбрать режим сварочного тока и электроды. Они зависят от характеристик металла, параметров будущего сварочного шва.
- Клемму массы (плюс) нужно соединить с поверхностью металла. Важно, чтобы она не мешала выполнению основных операций.
- К электродному держателю подсоединяется «минус».
- Формирование дуги. Это можно делать чирканьем или постукиванием электродом об металл в районе шва.
- После формирования соединения с помощью молотка необходимо снять окалину.
 Это необходимо для формирования надежного шва.
Это необходимо для формирования надежного шва.Как правильно выбрать модель
Использование режимов прямой и обратной полярности доступно для всех видов инверторов. Однако помимо этой функции аппараты должны обладать дополнительными характеристиками. От этого зависит область их применения, скорость и комфорт выполнения работ. Поэтому к выбору модели необходимо подойти профессионально.
- Горячий старт. Происходит кратковременное повышение тока для быстрого формирования дуги.
- Антиприлипание. При высоких значениях тока велика вероятность его приваривания к металлу. Снижение этой величины позволит сформировать максимально ровный шов.
- Форсаж. Активируется автоматически, когда на конце электрода появляется расплавленный металл. Кратковременное увеличение рабочего тока предотвратит прилипание.
- Переменный ток. Он необходим для сварочных работ с алюминиевыми заготовками.
- Пониженное значение холостого хода. Относится к мерам безопасности при эксплуатации в местах с повышенной влажностью или небольших помещениях. С помощью специального блока происходит снижение напряжения до 15 В.
- Тип индикации. Оптимальный вариант – цифровое отображение текущих параметров.

Также важно выбрать ток сварки, который напрямую зависит от диаметра используемого электрода и толщины металла.
При работе с инверторными сварочными аппаратами чаще всего используют электроды марки АНО и МР. Они подходят для формирования шва на стальных поверхностях. или заготовок из сложных сплавов требует выбора специальных расходных материалов, могут использоваться присадки.
Они подходят для формирования шва на стальных поверхностях. или заготовок из сложных сплавов требует выбора специальных расходных материалов, могут использоваться присадки.
Когда применяется прямая и обратная полярность
Изменение полярности при работе обусловлено протекающими процессами. Помимо выбора основных параметров сварки можно поменять подключаемые клеммы местами. Ток идет от отрицательного элемента к положительному. В результате этого происходит нагрев первого.
- Прямая полярность – к электроду подключен «минус», к металлу «плюс». Происходит нагрев поверхности последнего. Подобный режим необходим для обработки глубоких швов при большой толщине заготовки.
- Обратная полярность – электрод подсоединен к «плюсу», металл к «минусу». Возникает обратный процесс – нагрев электрода при холодном металле. Это нужно для обработки тонкостенных заготовок, но приводит к быстрому выгоранию электрода.
Применение того или иного режима зависит от поставленных задач.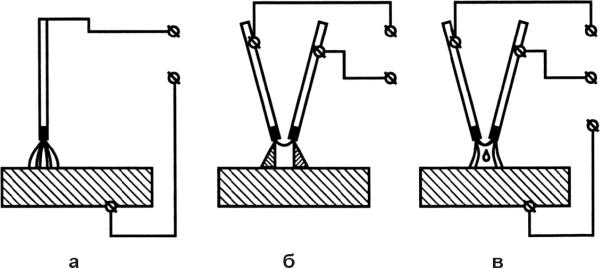 Простота смены клемм позволяет выполнять эти операции при обработке одной заготовки.
Простота смены клемм позволяет выполнять эти операции при обработке одной заготовки.
Графики, поясняющие процесс сварки постоянным током (б) и переменным (а)
Сварка с использованием сварочных аппаратов, которые работают на постоянном токе, сегодня нашла гораздо большее применение, нежели сварка аппаратами, которые работают на переменном токе. В первую очередь это связано с тем, что особенности сварки постоянным током позволяют существенно уменьшить количество присадочного металла электродов в сварочном шве. Во-вторых, при использовании сварки постоянным током удается добиться существенно уменьшения уровня окалины в сварном шве. Это значит, что соединение, которое получается в результате, обладает повышенной прочностью.
Электроды – одна из основных статей расходов при любых сварочных работах. Сварка постоянным током позволяет достичь существенного уменьшения показателей разбрызгивания электродов, а это значит – сокращение издержки материалов. В целом сварка переменным током позволяет повысить доходность процесса, при этом снизить затраты на изготовление деталей.
Немаловажное преимущество сварки постоянным током – это повышение производительности труда. Работа с постоянным током делает работу сварщика значительно проще, а значит – эффективнее и производительнее.
Сварка постоянным током может быть прямой и обратной полярности. Прямая полярность – это когда ток идет от минуса к плюсу и тепло концентрируется на изделии. Этот тип зачастую используют в механизированной сварке. Сварка постоянным током обратной полярности предполагает концентрацию тепла на торце электрода (то есть, минус – на изделии, а плюс – на электроде).
Стоит заметить, что потребности сварочного шва предполагают использование сварочного выпрямителя. Он может быть разного типа конструкции. Большинство этих выпрямителей используются в промышленности, поэтому они чаще всего работают на трехфазном токе частотой 50-60 Гц.
Сварка постоянным током обратной полярности позволяет увеличить глубину провара на 50%, по сравнению со сваркой постоянным током прямой полярности.
 Это объясняется тем, что на аноде и катоде выделяется различное количество теплоты. А вот во время сварки переменным током, глубина провара по сравнению с постоянным током обратной полярности ниже на 20%.
Это объясняется тем, что на аноде и катоде выделяется различное количество теплоты. А вот во время сварки переменным током, глубина провара по сравнению с постоянным током обратной полярности ниже на 20%.Диаметр электрода при сварке постоянным током зависит от положения сварки, толщины металла, вида соединения и формы кромок под сварку. Если речь идет о сварке встык, то диаметр электрода должен быть равным толщине свариваемого листа. При сварке листов большей толщины используют электроды диаметром от 4 до 6 мм.
Напряжение – величина, которая главным образом определяет ширину шва. А на такой параметр как глубина провара, напряжение не оказывает значительного влияния. Но и это не обязательно. Например, если при увеличении напряжения постепенно увеличивать скорость сварки, то ширина шва будет уменьшаться. В основном сила тока зависит от диаметра электрода, от его рабочей длины, покрытия и положения сварки. Чем выше ток, тем больше производительность, поскольку увеличивается количество наплавляемого металла.

Качественное сварное соединение, при работе с аппаратами постоянного тока, во многом зависит от их настроек. Даже самый простой инвертор имеет не только настройки силы тока, но и полярности. Чаще всего, по умолчанию установлена прямая полярность при сварке и вы можете годами работать со своим инвертором, не зная всех его возможностей. Если у вас возникла необходимость сварить высоколегированную сталь или не получается добиться качественного шва, то знание всех тонкостей настроек вам просто необходимы. О том, какая бывает полярность и как она влияет на сварочные работы мы и поговорим.
Сварка постоянным током подразумевает наличие гнезда, для подключения к «+» и «–» сварочного аппарата. В зависимости от того, куда подключена масса, а куда электрод и различают полярность.
- Прямая полярность – схема подключения, при которой к плюсовому гнезду присоединяется масса, а к минусу – электрод. При этом род и полярность тока обуславливает существование анодного и катодного пятен. При таком подключении анодное(более горячее) образуется на стороне заготовки.
- Обратная полярность – масса присоединена к минусу, а электрод к плюсу. На обратной полярности при сварке постоянным током анодное пятно с более высокой температурой, образуется на противоположной стороне, то есть — электроде.
 При таком подключении анодное(более горячее) образуется на стороне заготовки.
При таком подключении анодное(более горячее) образуется на стороне заготовки.Обратите внимание! Сварка переменным током подразумевает самостоятельное изменение полярности до сотни раз в секунду, поэтому в таких случаях соблюдать схему подключения не имеет смысла.
Чем обусловлен выбор полярности
Изменяя тип подключения, можно сконцентрировать нагрев или на свариваемой детали или на электроде (перемещая анодное пятно). За нагрев отвечает плюсовое гнездо, поэтому при прямом подключении, когда плюс присоединен к металлу наблюдается больший нагрев сварного соединения, а при обратной полярности больше греется электрод.
Благодаря этой особенности мы можем выбирать схему подключения исходя из:
- Толщины металла. Если мы свариваем толстые детали или средней толщины, то подойдет прямое подключение, при котором тепло, сконцентрированное на изделии поможет получить более глубокий шов и качественный провар. Также этот вид подключения подходит для отрезания металлов различной толщины. Тонкие металлы лучше всего сваривать при обратной полярности, концентрируя большую часть тепла на электроде. Таким образом деталь не будет поддаваться перегреву, а сам электрод будет плавиться быстрей.
- Типа металла. Возможность изменять локализацию теплового пятна помогает подобрать наиболее эффективные схемы работы для различных металлов. К примеру, если мы варим нержавеющие стали или чугун, то необходимо обратное подключение, помогающее избежать перегрева сплава и формирования тугоплавких соединений. Для алюминия необходимо прямое подключение иначе пробиться через окислы будет очень сложно. Перед началом работ внимательно изучите рекомендации по настройки аппарата к конкретному сплаву.
- Типа электрода или проволоки. Как и металлы, электроды имеют свои особенности температурных режимов, в большей степени связанных с типом флюса. К примеру, для работы с угольными электродами нельзя использовать обратную полярность иначе флюс перегреется и электрод придет в негодность. Чтобы подобрать настройку, подходящую для вашего электрода смотрите на тип проволоки и флюса или воспользуйтесь рекомендациями производителя. Говоря о проволоках для полуавтоматов, то они тоже имеют рекомендации, относительно подключения минуса и плюса аппарата.
 Если мы свариваем толстые детали или средней толщины, то подойдет прямое подключение, при котором тепло, сконцентрированное на изделии поможет получить более глубокий шов и качественный провар. Также этот вид подключения подходит для отрезания металлов различной толщины. Тонкие металлы лучше всего сваривать при обратной полярности, концентрируя большую часть тепла на электроде. Таким образом деталь не будет поддаваться перегреву, а сам электрод будет плавиться быстрей.
Если мы свариваем толстые детали или средней толщины, то подойдет прямое подключение, при котором тепло, сконцентрированное на изделии поможет получить более глубокий шов и качественный провар. Также этот вид подключения подходит для отрезания металлов различной толщины. Тонкие металлы лучше всего сваривать при обратной полярности, концентрируя большую часть тепла на электроде. Таким образом деталь не будет поддаваться перегреву, а сам электрод будет плавиться быстрей. Как и металлы, электроды имеют свои особенности температурных режимов, в большей степени связанных с типом флюса. К примеру, для работы с угольными электродами нельзя использовать обратную полярность иначе флюс перегреется и электрод придет в негодность. Чтобы подобрать настройку, подходящую для вашего электрода смотрите на тип проволоки и флюса или воспользуйтесь рекомендациями производителя. Говоря о проволоках для полуавтоматов, то они тоже имеют рекомендации, относительно подключения минуса и плюса аппарата.
Как и металлы, электроды имеют свои особенности температурных режимов, в большей степени связанных с типом флюса. К примеру, для работы с угольными электродами нельзя использовать обратную полярность иначе флюс перегреется и электрод придет в негодность. Чтобы подобрать настройку, подходящую для вашего электрода смотрите на тип проволоки и флюса или воспользуйтесь рекомендациями производителя. Говоря о проволоках для полуавтоматов, то они тоже имеют рекомендации, относительно подключения минуса и плюса аппарата.
Теперь вы знаете, что может повлиять на настройки подключения. Бывают случаи, когда металл требует одних, а электрод совсем других настроек. В таких случаях следует искать компромиссы, подстраивая силу тока и рабочие циклы.
Запомните! Тип подключения не зависит от пространственного положения.
Особенности сварки током прямой полярности
Прямая полярность при работе с постоянным током имеет ряд особенностей. Некоторые из них, мы уже перечислили, на остальные стоит обратить особое внимание:
- сварной шов получается глубоким, но достаточно узким.
- подходит для большинства сталей, толщиной от 3-х мм.
- цветные металлы с применением вольфрамового стержня варятся только прямой полярностью.
- характеризуется стабильной дугой и как следствие — более качественным швом.
- запрещено использовать электроды для сварочных аппаратов переменного тока.
- лучше подходит для резки металла.
Особенности сварки током обратной полярности
Как и прямая, обратная полярность при сварке инвертором имеет ряд особенностей, зная которые вы сможете избежать ряда ошибок, свойственных новичкам. Стоит выделить такие особенности:
- при сварке постоянным током на обратной полярности шов получается менее глубоким, но более широким
- отлично подходит для сваривания тонких металлов и средней толщины. При работе с толстыми заготовками качество шва резко снижается.
- запрещено работать обратной полярностью с электродами, чувствительными к перегреву.
- при низких токах наблюдается значительное снижение качества сварного шва из-за скачущей дуги.
- помимо обратного подключения, для работы с высоколегированными сталями следует строго придерживаться рекомендаций о рабочем цикле и остывании заготовки.
Заключение
Сварочные аппараты постоянного тока, такие как инверторы или полуавтоматы – достаточно просты, чтобы использовать в быту. Именно поэтому спрос и предложение этих устройств на рынке постоянно растет. Этому способствует их доступность, дешевизна и постоянным током варить проще, чем переменным. Однако чтобы получить качественное, красивое и долговечное сварное соединение нужно знать ряд технологических особенностей, в том числе предназначение и виды полярности. Благодаря знаниям из этой статьи и источнику постоянного тока своими руками вы сможете выполнить любые сварочные работы. Главное — тщательный подход к работе и соблюдение всех защитных мер.
Постоянный ток — обратная полярность
Постоянный ток — обратная полярность
Cтраница 3
Сварка выполняется постоянным током обратной полярности на умеренных режимах. При использовании проволоки диаметром 3 мм режим сварки следующий: сварочный ток 280 — 320 а; напряжение дуги 28 — 32 в; скорость сварки 11 — 20 м / час. При сварке стали толщиной более 6 мм ( особенно при сварке жестких соединений) рекомендуется предварительный подогрев изделий при температуре 250 — 300 С. Можно сваривать эту сталь и без предварительного подогрева, но в этом случае после сварки необходим немедленный отжиг изделий при температуре 750 — 800 С, охлаждение с печью до 300 С, а затем на воздухе. Сварные изделия из стали ЗОХГСНА подвергают следующей термической обработке: нагреву в соляной ванне до 900 10 С; выдержке при этой температуре в течение 10 — 20 мин. [31]
Наплавку производят постоянным током обратной полярности. [33]
Сварка производится постоянным током обратной полярности. [34]
Сварку производят постоянным током обратной полярности: сварку угловых швов за один проход выполняют катетом 1 5 — 7 мм. [35]
Сварку производят постоянным током обратной полярности. [36]
Сварка производится постоянным током обратной полярности. [38]
Сварку выполняют постоянным током обратной полярности при общем подогреве изделий до 300 — 400 С. Стыковые соединения при толщине металла до 4 мм сваривают без разделки кромок. [39]
При сварке постоянным током обратной полярности очищающее действие тока имеет место на протяжении всего процесса горения дуги, а при сварке переменным током — в основном в те полупериоды, когда изделие является катодом. Способ удаления пленки действием тока используется при сварке в защитных газах. Наиболее вероятный механизм действия электрического тока состоит в том, что движущиеся с большой скоростью положительные ионы, попадая на поверхность металла, разрушают окисную пленку и в результате так называемого катодного распыления удаляют ее. При электроннолучевой сварке окисная пленка удаляется частично действием пучка электронов и вырывающегося из основания пятна нагрева потока жидкости, газов и паров металла. [40]
Сварка ведется постоянным током обратной полярности. [41]
Сварка производится постоянным током обратной полярности. [42]
Сварка ведется постоянным током обратной полярности. [44]
Сварка выполняется преимущественно постоянным током обратной полярности. [45]
Страницы: 1 2 3 4
| АНВ-20 | Сварка конструкций из стали марки 03Х20Н16АГ6 и ей подобных, применяемых в криогенном машиностроении. | Сварка во всех пространственных положениях шва постоянным током обратной полярности. |
|---|---|---|
| АНЖР-1 | Сварка разнородных сталей (высоколегированных жаропрочных с низколегированными и легированными теплоустойчивыми), а также для сварки закаливаемых сталей без последующей термообработки и без предварительного подогрева при изготовлении и ремонте ответственных конструкций, работающих при температуре 550-600С. | Сварка во всех пространственных положениях на постоянном токе обратной полярности. |
| АНЖР-2 | Сварка разнородных сталей (высоколегированных жаропрочных с низколегированными и легированными теплоустойчивыми), а также для сварки закаливаемых сталей без последующей термообработки и без предварительного подогрева при изготовлении и ремонте ответственных конструкций, работающих при температуре 450-550С. | Сварка во всех пространственных положениях на постоянном токе обратной полярности. |
| В-56У | Сварка изделий из монель-металла и аппаратуры из двухслойных сталей (сталь Ст3сп + монель-металл) со стороны коррозионно-стойкого слоя, а также наплавка коррозионно-стойкого слоя на низкоуглеродистые стали. Возможна сварка монель-металла с низкоуглеродистыми сталями. | Сварка в нижнем и полувертикальном положениях шва постоянным током обратной полярности. |
| ВИ-ИМ-1 | Сварка конструкций из жаростойких сталей и сплавов типа ХН67МВТЮЛ, ХН64МТЮР,ХН78Т, ХН77ТЮР и ХН56ВМТЮ, а также разнородных сталей и сплавов. | Сварка в нижнем и вертикальном положениях шва постоянным током обратной полярности. |
| ГС-1 | Сварка ответственных тонколистовых конструкций из жаростойких сталей марок 20Х20Н14С2, 20Х25Н20С2, 45Х25Н20С2 и им подобных, работающих в науглероживающих средах при температуре до 1000С а также для сварки корневого шва и верхнего слоя, обращенного в сторону рабочей среды, в конструкциях из толстого деформированного и литого металла тех же марок. | Сварка во всех пространственных положениях шва постоянным током обратной полярности. |
| ИМЕТ-10 | Сварка конструкций из жаропрочных и жаростойких сталей и сплавов на никелевой основе марок 37Х12Н8Г8МФБ, ХН67ВМТЮ, ХН75МБТЮ, ХН78Т, ХН77ТЮ и им подобных, а также сварка разнородных жаропрочных сталей и сплавов. | Сварка в нижнем и вертикальном положениях шва постоянным током обратной полярности. |
| КТИ-5 | Сварка ответственных узлов паровых и газовых турбин из аустенитных литых и кованых жаропрочных сталей марок 15Х14Н14М2ВФБГ, 08Х16Н13М2В, 20Х23Н13 и им подобных, работающих при температуре 550 — 600С а также для ремонта дефектов литья из указанных марок сталей. | Сварка во всех пространственных положениях на постоянном токе обратной полярности. |
| КТИ-7А | Сварка реакционных труб из жаростойких сталей марок 45Х25Н20С2, 45Х20Н35С 25Х20Н35, работающих при температу ре до 900 С в печах конверсии метана. | Сварка во всех пространственных положениях на постоянном токе обратной полярности. |
| НЖ-13 | Сварка ответственного оборудования из коррозионно-стойких хромоникеле-молибденовых сталей марок 10Х17Н13М2Т, 10Х17Н13МЗТ, 08Х21Н6М2Т и им подобных, работающего при температуре до 350С когда к металлу шва предъявляют требования стойкости к межкристаллитной коррозии. Применяются при изготовлении емкостного, теплообменного, реакторного оборудования, оборудования для пищевой, текстильной промышленности и т.п. | Сварка во всех пространственных положениях на постоянном токе обратной полярности. |
Дуговая сварка
Дуговая сварка в среде инертного газа с неплавящимся вольфрамовым электродом (TIG или GTAW – газовая дуговая сварка вольфрамовым электродом) – это процесс, в котором тепло, необходимое для сварки, подается электрической дугой, которая поддерживается между неплавящимся электродом и обрабатываемой деталью.Электрод, используемый как проводник тока, состоит из вольфрама или вольфрамовых сплавов. Зона сварки, расплавленный металл и неплавящийся электрод устойчивы к атмосферным влияниям благодаря инертному газу, который подается горелкой. Сварка ТИГ осуществляется с добавлением сварочного материала (сварочной проволоки) или плавкой основного материала с помощью теплового эффекта, производимого электрической дугой.
Источник питания
Назначение источника питания – питание электрической дуги, которая создается между основным материалом и вольфрамовым электродом, благодаря подаче тока, достаточного для поджига дуги. Внутри источника питания обычно присутствует устройство, регулирующее сварочный ток, механическое (магнитный шунт) или электронное (тиристор или инверторная система). Различают два типа источников питания:
Источник питания переменного тока
Выходной ток/напряжение из источника питания принимает форму квадратной волны, которая изменяет полярность через регулярные интервалы времени с частотой от 20 до 200 Герц или более, в зависимости от типа источника питания. Это достигается с помощью одного или двух устройств, назначение которых – преобразование тока/напряжения синусоидальной волны из распределительной сети в подходящий переменный сварочный ток/напряжение.
Источники питания постоянного тока
Выходной ток источника питания имеет форму непрерывной волны, которая достигается с помощью устройств, способных преобразовывать ток/напряжение из переменного в постоянный. Если сварочная цепь состоит из источника питания постоянного тока, то она может быть далее классифицирована в соответствии с методом подключения полюсов источника питания к свариваемому материалу или с видом сварочного тока.
Постоянный ток с соединением прямой полярности
В случае с соединением с прямой полярностью, горелка и ее кабель подсоединяются к»»отрицательному полюсу, а свариваемый материал к положительному полюсу источника питания; в этом случае электроны текут от электрода к детали, вызывая плавку.
Это наиболее часто используемый тип тока при сварке TIG. Он обеспечивает хорошую свариваемость почти всех видов металлов, поддающихся сварке, и сплавов, за исключением алюминия. Постоянный ток с прямой полярностью создает узкую глубокую сварочную ванну, а также обеспечивает лучшее проникновение, чем в случае с обратной полярностью.
Постоянный ток с соединением обратной полярности
В этом случае горелка с кабелем подсоединяется к положительному полюсу, а деталь – к отрицательному полюсу источника питания. Этот тип питания используется редко, поскольку он производит мелкую сварочную ванну и плохое проникновение. Обратная полярность сама по себе вызывает чрезмерный перегрев электрода, и чтобы предотвратить электрод от возгорания, нужно использовать слабые токи. В этом причина ограниченного использования этого типа соединения.
Импульсные источники
Существует еще одна группа источников питания, известных как источники питания постоянного тока вне зависимости от типа соединения и называемых модулированными или импульсными источниками постоянного тока. Модулированный источник тока – это источник питания постоянного тока, оснащенный специальными устройствами для изменения силы сварочного тока. Модулированный или импульсный ток достигается путем наложения на постоянный основной ток следующей компоненты, обычно квадратной волны, для получения эффекта периодической пульсации дуги. При такой системе получается сварочный шов, состоящий из непрерывного наложения точечных сварок, которые последовательно образуют единый шов. Этот метод типичен для сварки тонких материалов, когда необходимо контролировать количество тепла для предотвращения перфорации детали без уменьшения проницаемости сварки.
Горелка со связкой проводов
Горелка для ТИГ-сварки – это инструмент, который включает в себя вольфрамовый электрод и подсоединяется к пучку проводов, которые в свою очередь подсоединены к источнику питания. Ее назначение – подавать электроэнергию и создавать газовую защиту. В зависимости от типа использования, горелки могут охлаждаться естественным образом через газовую защиту, если требуется использование слабых токов, или с помощью системы водного охлаждения, когда используется сильный ток (200-500А) и частая сварка.
Сварочная проволока
Толщина материала, тип соединения и желаемые характеристики сварки влияют на определяют необходимость применения металлического сварочного материала и его добавления в сварочную ванну. Добавление металлического сварочного материала при ручной сварке достигается введением проволоки в зону дуги со стороны сварочной ванны. Используемый металл часто такой же, как и основной, и часто включает ограниченное количество раскислителя или других компонентов для улучшения свойств области плавки.
Газовый баллон с редуктором
Газовый баллон с редуктором состоит из: баллона с защитным газом/амии, манометра, показывающего количество газа в баллоне, регулятора газа, электромагнитного клапана (если горелка оснащена кнопкой и контролируется ею, открывая и закрывая поток газа в соответствии с потребностями сварщика).
Зажим с заземляющим кабелем
Зажим с заземляющим кабелем используется для создания электрического соединения между источником питания и основным материалом. Сечение и длина кабеля зависят от максимального тока (в амперах) сварочного источника питания.
Система водного охлаждения
Система водного охлаждения – это устройство, используемое для охлаждения горелки, чтобы предотвратить чрезмерный перегрев, в случае применения сильных сварочных токов. Посредством насоса этот аппарат непрерывно подает воду, которая циркулирует в пределах горелки и контролирует перегрев с помощью системы охлаждения.
Основное назначение газовой защиты – вытеснение воздуха из области сварочной ванны, электрода и конца сварочной проволоки (если она используется) для предотвращения риска загрязнения вредными веществами в окружающем воздухе. Физические и химические свойства газовой защиты могут по-разному влиять на сварку, в зависимости от типа металла. Газы используемые для защиты при сварке TIG – это аргон, гелий, аргонно-гелиевые или аргонно-водородные смеси. Очень важно, чтобы газы были как можно более чистыми, поскольку даже незначительный процент примесей может оказать влияние на качество сварки и сделать его неприемлемым. Во время сварки с использованием аргонной газовой защиты дуга довольно стабильная, но сварочная ванна более холодная, поэтому этот газ больше подходит для сварки тонких материалов. Аргон – широко применяется, поскольку он намного дешевле гелия; это основной фактор выбора газовой защиты.
Дуга с гелиевой защитой производит больше тепла, чем с аргонной; таким образом его использование рекомендовано при сварке материалов с высокой теплопроводностью, позволяя в этом случае повысить качество и скорость сварки. Поскольку гелий легче воздуха, его расход для обеспечения достаточной защиты сварочной ванны выше, чем аргона.
Смеси аргона и гелия используются для обеспечения газовой защиты с промежуточными характеристиками.
Неплавящиеся электроды
На рынке представлены различные виды неплавящихся электродов
Из чистого вольфрама
Они используются со слабыми токами и переменным током, поскольку в этом случае дуга более стабильна. По цене эти электроды самые экономичные.
Торий-вольфрамовые электроды
Они выдерживают сильные токи. Дуга легко поджигается и остается довольно стабильной. Эти электроды рекомендуются для сварки стали постоянным током с прямой полярностью.
Цирконий-вольфрамовые электроды
Они используюстя для ручной сварки алюминия, магния и его сплавов со средне-низкой силой тока.
Цериевые электроды
Они отличаются высоким выделением электронов и дают хорошее проникновение с удовлетворительной износостойкостью.
Системы поджига дуги
HF высокочастотный поджиг
Подготовительный разряд поставляется высокочастотным генератором, который налагает высоковольтный импульс на сварочное напряжение; мощность этого устройства минимальная, но в то же время достаточная для поджига электрической дуги на расстоянии. Высоковольтный поджиг требует использования особой сварочной горелки, оснащенной кнопкой контроля поджига.
Поджиг пилотной дугой
В этом случае дуга поджигается между вольфрамовым электродом и вспомогательным электродом, который может представлять из себя кольцо, прикрепленное к соплу горелки. Пилотная дуга поджигается высокочастотной искрой, которая входит в цепь поджига пилотной дуги. После поджига вспомогательное зажигание отключается, поскольку основная дуга зажигается самопроизвольно простым разрядом вольфрамового электрода, который становится раскаленным в ионизированой газовой атмосфере. Такой тип поджига в основном используется в автоматизированных устройствах.
Поджиг LIFT (плавный поджиг дуги с подъемом)
Достигается с помощью устройства, которое подает слабый ток (чтобы не повредить конец вольфрамового электрода), когда электрод входит в контакт со свариваемым материалом. Когда электрод отрывается от детали, создается искра, которая заставляет дугу поджигаться; затем источник питания увеличивает сварочный ток до достижения установленных значений. Поскольку высокие частоты не используются, поджиг с подъемом не создает электромагнитных помех; однако, контакт, устанавливаемый между кончиком электрода и основным материалом, загрязняет сварочную ванну.
Поджиг царапаньем / чирканьем / касанием
Этот поджиг осуществляется путем проведения по свариваемой детали вольфрамовым электродом, что заставляет дугу поджигаться. Контакт между электродом и свариваемой деталью приводит к появлению включений вольфрама в начале шва, что снижает качество сварки.
Материалы, свариваемые TIG
Эта процедура в основном используется для сварки нержавеющей стали, алюминия и его сплавов, никеля, меди, титана и их сплавов.
Нержавеющая сталь сваривается постоянным током с электродом отрицательной полярности. Можно сваривать материалы толщиной до 2.5мм без добавления сварочного материала; более толстые требуют скашивания краев и использования сварочной проволоки, материал которой должен подходить для качества свариваемой нержавеющей стали. Перед продолжением сварки рекомендуется произвести очистку щеткой из нержавеющей стали.
Алюминий и его сплавы следует сваривать переменным током и, для получения шва хорошего качества, использовать источник питания высокой частоты. В случае сильного окисления, его можно удалить щеткой или травлением (химическая процедура для удаления окисления). В этом случае также возможно сваривать материалы до 2.5мм без добавления сварочного материала; для сварки более толстых, края нужно скосить и использовать сварочную проволоку.
Сварка в атмосфере аргона с использованием вольфрамового электрода также применяется в случае с мягкими сталями и стальными сплавами, медью и ее сплавами, титаном и благородными металлами. Для всех этих металлов и сплавов используется постоянный ток с прямой полярностью.
Анатолий Овчаренко
Модуль обратной полярности двигателя 5/6/9/12 В постоянного тока, регулируемое реле задержки времени, сила тока привода 2 А|Реле|
Постоянный ток, 5/6/9/12V мотор защита от обратной полярности модуль освежитель воздуха с таймером Регулируемый реле за запозданиевремени 2A приводной ток
Описание:
Рабочее напряжение: 5-12 В постоянного тока (5 В 6 в 9 в 12 В)
Рабочий ток: 5 В, 4 мА вперед, назад: 36 мА;
12V, вперед, 6mA огней, огней заднего хода: 44mA
Напряжение нагрузки: 1-48 В постоянного тока или 85-265 В переменного тока
Ток нагрузки: 2А
Время вперед: 5000 секунд, 0,1 секунд шаг
Время обратного хода: 5000 секунд, 0,1 секунд шаг
Размер: 54*22*15 мм/2,12*0,87 * 0.59in
Вес: прибл. 15 г
Как использовать:
VIN подключен к положительному источнику питания, GND подключен к отрицательному источнику питания;
П + подключен к положительному источнику питания двигателя, п-подключен к отрицательному источнику питания двигателя;
M + & M-подключен к обоим концам двигателя
После питания мигает 3 раза, выключается, M + выход положительный, M-Выход Отрицательный, двигатель вперед; После задержки времени T1, ВКЛ, M + Выход Отрицательный, M-выход положительный, разворот двигателя; После задержки времени T2, off, M + выход положительный, M-Выход Отрицательный, двигатель вперед; И так далее.
T1: двигателя вперед время задержки, по умолчанию 0,1-5000 секунд регулируемый (шаг 0,1 секунд)
T2: реверса двигателя, время задержки, по умолчанию 0,1-5000 секунд регулируемый (шаг 0,1 секунд)
По параметрам «Time multiple choose» задержка imum составляет до 40000 секунд
Как настроить:
После включения питания 3 мигания введите «режим работы»
На разворот, ВЫКЛ вперед
Нажмите и удерживайте клавишу в течение 2 секунд, вкл., введите «режим настройки»
Выключено, это вперед «режим настройки»
В режиме настройки вперед, непрерывно нажимайте клавишу дважды, выключайте, введите «Режим таймера ожидания»
В режиме ожидания таймер, ТРИГГЕРНАЯ клавиша для запуска времени (введите «режим синхронизации»)
Мигание означает, что это время («режим синхронизации»)
Кнопка запуска снова, чтобы остановить часы (выход «режим синхронизации»)
Время мигания-время вперед (T1)
Нажмите и удерживайте клавишу в течение 2 секунд, вкл., введите обратный «режим настройки»
В обратном режиме «режим настройки», непрерывно нажимайте клавишу дважды, выключайте, введите «режим ожидания таймера»
В режиме ожидания режим таймера, кнопка запуска времени (введите «режим синхронизации»)
Мигание означает, что это время («режим синхронизации»)
Кнопка запуска снова, чтобы остановить часы (выход «режим синхронизации»)
Время мигания-это обратное время (T2)
До сих пор настроено время вперед (T1) и обратное время (T2)
Повторная мощность в «рабочем режиме»
1) Мы принимаем Alipay, West Union, TT. Все основные кредитные карты принимаются через безопасный платежный процессор ESCROW.
2) оплата должна быть произведена в течение 3 дней с момента заказа.
3) Если вы не можете проверить немедленно после окончания аукциона, рекомендуем подождать несколько минут и повторить. Платежи должны быть завершены в течение 3-х дней.
О доставке
1. Доставка по всему миру. (За исключением некоторых стран и армейской почтовой службы/почтовых отделений флота)
2. Заказы обрабатываются своевременно после подтверждения оплаты.
3. Мы отправляем только по подтвержденным адресам заказа. Ваш адрес заказа должен совпадать с вашим адресом доставки.
4. Представленные изображения не являются фактическим товаром и предназначены только для справки.
5. Время доставки определяется перевозчиком и не включает выходные и праздничные дни. Сроки доставки могут меняться, особенно во время курортного сезона.
6. Если вы не получили товар вовремя, просим связаться с нами. Мы отследим отправку и свяжемся с вами как можно скорее. Наша цель – удовлетворение людей которые уже успели купить товар!
7. Из-за наличия на складе и разницы во времени, мы выберем доставку Вашего товара с нашего первого доступного склада для быстрой доставки.
8. Мы, продавец, не несем ответственности за импортные пошлины, покупатель несет за это ответственность. Любой спор, вызванный этим, является необоснованным.
9. Покупатель BR, пожалуйста, предоставьте cpf или cnpj, будет лучше для вас, чтобы получить его быстрее. Спасибо
Возврат и возврат
1. У вас есть 7 дней, чтобы связаться с нами и 30 дней, чтобы вернуть его с даты получения. Если данный товар находится в вашем распоряжении более 7 дней, он считается пользованным товаром и МЫ НЕ ПРОИЗВОДИМ ВОЗВРАТ ИЛИ ЗАМЕНУ. Исключений нет! Стоимость доставки оплачивается как продавцом, так и покупателем пополам.
2. Все возвращенные товары должны быть в оригинальной упаковке, и вы должны предоставить нам номер отслеживания доставки, конкретную причину возврата и ваш po #.
3. Мы вернем вам полную сумму выигрышной заявки при получении товара в его первоначальном состоянии и упаковке со всеми компонентами и аксессуарами, после того как покупатель и продавец отменят сделку с aliexpress. Или вы можете выбрать замену.
4. Мы будем нести все расходы по доставке, если продукт (ы) является (являются) не как рекламируется.
О отзывы
Мы поддерживаем высокие стандарты качества и стремимся к 100% удовлетворенности людей которые уже успели купить товар! Отзывы покупателей очень важны. Мы просим вас, ПРЕЖДЕ чем оставлять нам нейтральный или отрицательный отзыв, связаться с нами, чтобы мы могли разрешить проблему к общему удовольствию.
Невозможно решить проблемы, если мы о них не знаем!
Полярность переменного / постоянного тока
Знаете ли вы, что означает переменный ток (переменный ток) и постоянный ток на вашем сварочном аппарате и электродах? Ну, в основном эти термины описывают полярность электрического тока, который создается сварщиком и проходит через электрод. Выбор электрода с правильной полярностью реально влияет на прочность и качество сварного шва — так что читайте дальше и убедитесь, что вы знаете разницу! Для дополнительной уверенности попробуйте два теста в конце статьи, которые помогут вам определить полярность.В магазине используются термины «прямая» и «обратная» полярность. Они также могут быть выражены как «электрод-отрицательная» и «электрод-положительная» полярность. Последние термины более описательны и будут использоваться в этой статье.
Полярность возникает из-за того, что электрическая цепь имеет отрицательный и положительный полюсы. Постоянный ток (DC) течет в одном направлении, что обеспечивает постоянную полярность. Переменный ток (AC) течет половину времени в одном направлении и половину времени в другом, меняя свою полярность 120 раз в секунду с током 60 Гц.
Сварщик должен знать значение полярности и понимать, какое влияние она оказывает на процесс сварки. За некоторыми исключениями, положительный электрод (обратная полярность) приводит к более глубокому проникновению. Отрицательный электрод (прямая полярность) приводит к более быстрому плавлению электрода и, следовательно, к более высокой скорости осаждения. Воздействие различных химикатов на покрытие может изменить это состояние. Пруток из низкоуглеродистой стали с высоким содержанием целлюлозы, такой как Fleetweld 5P или Fleetweld 5P +, рекомендуется использовать при положительной полярности для обычной сварки.Некоторые типы экранированных электродов работают с любой полярностью, хотя некоторые работают только с одной полярностью.
Использование сварочного аппарата трансформаторного типа переменного тока потребовало разработки электрода, который работал бы с любой полярностью из-за постоянного изменения полярности в цепи переменного тока. Хотя сам по себе переменный ток не имеет полярности, когда электроды переменного тока используются на постоянном токе, они обычно лучше всего работают с одной определенной полярностью. Покрытие электрода указывает, какая полярность лучше всего, и все производители указывают на контейнере электрода, какая полярность рекомендуется.
Для обеспечения надлежащего проплавления, равномерного внешнего вида валика и хороших результатов сварки при сварке любым металлическим электродом необходимо соблюдать правильную полярность. Неправильная полярность приведет к плохому проплавлению, неправильной форме валика, чрезмерному разбрызгиванию, затруднениям в управлении дугой, перегреву и быстрому горению электрода.
На большинстве машин имеется четкая маркировка клемм или способов их установки на любую полярность. На некоторых машинах есть переключатель для изменения полярности, тогда как на других необходимо изменить клеммы кабеля.Если есть какие-либо вопросы относительно того, используется ли правильная полярность или какая полярность установлена на машине постоянного тока, есть два легко выполняемых эксперимента, которые вам ответят. Первый — использовать угольный электрод постоянного тока, который будет правильно работать только при отрицательной полярности. Во-вторых, использовать электрод Fleetweld 5P, который работает намного лучше при положительной полярности, чем при отрицательной.
Проверка полярности:
A. Определите полярность с помощью угольного электрода
1.Очистите основной металл и установите плоскую поверхность
2. Сформируйте концы двух угольных электродов на шлифовальном круге так, чтобы они были идентичны с постепенным сужением, отходящим на 2 или 3 дюйма от наконечника дуги.
3. Зажмите один электрод в электрод Держатель рядом с конусом
4. Установите силу тока от 135 до 150
5. Отрегулируйте полярность
6. Зажгите дугу (используйте экран) и удерживайте в течение короткого времени. Измените длину дуги с короткой на длинную, чтобы можно было наблюдать за действием дуги.
7. Наблюдайте за действием дуги.Если полярность отрицательная (прямая), дуга будет стабильной, простой в обслуживании, однородной и конической формы. Если полярность положительная
(обратная), дугу будет трудно поддерживать, и на поверхности основного металла
останется черный углеродный отложение. 8. Измените полярность. Зажечь дугу другим электродом и удерживать такое же время. Наблюдайте за действием дуги, как и до
9. Осмотрите концы двух электродов и сравните их. Тот, который используется на отрицательной полярности, будет равномерно гореть, сохраняя свою форму.Электрод положительной полярности быстро выгорит тупой
B. Определите полярность с помощью металлического электрода (E6010)
1. Очистите основной металл и расположите его ровно
2. Установите силу тока от 130 до 145 для 5/32 «электрода
3. Отрегулируйте любую полярность
4. Зажигайте дугу. Удерживая нормальную длину дуги и стандартный угол электрода, проведите валик
5. Прислушайтесь к звуку дуги: при правильной полярности, нормальной длине дуги и силе тока, будет издаваться регулярный «треск».Неправильная полярность при нормальной длине
и настройке силы тока приведет к неравномерному «потрескиванию» и «тресканию» нестабильной дуги.
6. См. Выше характеристики дуги и валика при использовании металлического электрода с правильной и неправильной полярностью
7. Отрегулируйте до другая полярность и запустить другую бусину
8. Очистить бусинки и осмотреть. При неправильной полярности, отрицательный электрод, вы получите многие из плохих характеристик валика, показанных в Уроке 1.6.
9. Повторите несколько раз, пока не сможете быстро распознать правильную полярность
с прямой и обратной полярностью постоянным током: Maine Welding Company
Сварка постоянным током прямой и обратной полярности
Чтобы понять сварку с прямой и обратной полярностью постоянного тока , важно понимать *** схему электродуговой сварки ***, которая аналогична любой электрической схеме.В простейших электрических цепях есть три фактора: ток или поток электричества; давление или сила, необходимая для протекания тока; и сопротивление, или сила, необходимая для регулирования потока тока.
Ток — это скорость потока, которая измеряется количеством электричества, протекающего по проводу за одну секунду. Термин ампер обозначает количество тока в секунду, протекающего в цепи. Буква I используется для обозначения силы тока в амперах. Давление — это сила, заставляющая течь ток.Мера электрического давления — вольт. Напряжение между двумя точками в электрической цепи называется разностью потенциалов. Эта сила или потенциал называется электродвижущей силой или ЭДС. Разница потенциалов или напряжений вызывает протекание тока в электрической цепи. Буква E используется для обозначения напряжения или ЭДС.Сопротивление — это ограничение прохождения тока в электрической цепи. Каждый компонент в цепи, включая проводник, имеет некоторое сопротивление току.Ток легче протекает через одни проводники, чем через другие; то есть сопротивление одних проводников меньше других. Сопротивление зависит от материала, площади поперечного сечения и температуры проводника. Единицей измерения электрического сопротивления является ом. Обозначается буквой R.
Сварочные электрические цепиПростая электрическая схема показана на рисунке 10-12. В эту схему входят два измерителя для электрических измерений: вольтметр и амперметр.На нем также изображен символ батареи. Более длинная линия символа представляет собой положительную клемму. За пределами устройства, которое устанавливает ЭДС, такого как генератор или аккумулятор, ток течет от отрицательного (-) к положительному (+). Стрелка показывает направление тока. Амперметр представляет собой измеритель низкого сопротивления, показанный круглым кругом и стрелкой рядом с буквой I. Давление или напряжение на батарее можно измерить с помощью вольтметра. Вольтметр представляет собой измеритель высокого сопротивления, показанный круглым кружком и стрелкой рядом с буквой E.Сопротивление в цепи показано зигзагообразным символом. Сопротивление резистора можно измерить омметром. Никогда не используйте омметр для измерения сопротивления в цепи при протекании тока.
Цепь для дуговой сварки . Можно внести несколько изменений в схему, показанную на рисунке 10-12 выше, для представления схемы дуговой сварки. Замените батарею сварочным генератором, поскольку они оба являются источником ЭДС (или напряжения), и замените резистор сварочной дугой, которая также является сопротивлением току.Схема дуговой сварки показана на рисунке 10-13. Ток будет течь от отрицательной клеммы через сопротивление дуги к положительной клемме.
Сварка постоянным током с обратной и прямой полярностьюНа заре дуговой сварки , когда сварка проводилась неизолированными металлическими электродами на стали, было нормальным подключать положительную сторону генератора к изделию, а отрицательную сторону — к электроду. Это обеспечивало от 65 до 75 процентов тепла рабочей стороне контура для увеличения проникновения.При сварке отрицательным электродом полярность сварочного тока называлась прямой. Когда условия, такие как сварка чугуна или цветных металлов, делали целесообразным свести к минимуму нагрев основного металла, работа делалась отрицательной, а электрод положительным, а полярность сварочного тока считалась обратной. Чтобы изменить полярность сварочного тока, необходимо было снять кабели с клемм аппарата и заменить их в обратном положении. Первые электроды с покрытием для сварки стали давали наилучшие результаты с положительной или обратной полярностью электрода; однако по-прежнему использовались неизолированные электроды.При использовании как неизолированных, так и закрытых электродов приходилось часто менять полярность. Сварочные аппараты были оснащены переключателями, меняющими полярность выводов, и сдвоенными счетчиками. Сварщик мог быстро менять полярность сварочного тока. При маркировке сварочных аппаратов и переключателей полярности использовались эти старые термины, которые обозначали полярность как прямую, когда электрод был отрицательным, и как обратную, когда электрод был положительным. Таким образом, отрицательный электрод (DCEN) совпадает с прямой полярностью (dcsp), а положительный электрод (DCEP) совпадает с обратной полярностью (dcrp).
Амперметр, используемый в сварочной цепи, представляет собой милливольтметр, откалиброванный в амперах, подключенный через сильноточный шунт в сварочной цепи. Шунт представляет собой калиброванный провод с очень низким сопротивлением. Вольтметр, показанный на рисунке 10-12, будет измерять выходную мощность сварочного аппарата и напряжение на дуге, которые, по сути, одинаковы. Прежде чем возникнет дуга или если дуга разорвется, вольтметр будет считывать напряжение на машине, при этом в цепи не течет ток. Это называется напряжением холостого хода и выше, чем напряжение дуги или напряжение на машине, когда течет ток.
Еще одна единица в электрической цепи — единица мощности. Скорость производства или использования энергии называется мощностью и измеряется в ваттах. Мощность в цепи — это произведение силы тока в амперах на давление в вольтах. Мощность измеряется ваттметром, который представляет собой комбинацию амперметра и вольтметра.
Помимо мощности необходимо знать объем работ. Электрическая работа или энергия — это произведение мощности, умноженное на время, и выражается в ватт-секундах, джоулях или киловатт-часах.
Быстрый ответ: обратная полярность DCEP?
В чем разница между DCEP и DCEN?
Положительный электрод постоянного тока (DCEP) — это то, что мы привыкли называть обратной полярностью.
Отрицательный электрод постоянного тока (DCEN) — это то, что мы привыкли называть прямой полярностью.
Какая полярность используется при сварке MIG?
с обратной полярностью Для сварки MIG требуется электрод постоянного тока с положительной или обратной полярностью. Полярные соединения обычно находятся внутри машины.
Какую полярность вы используете для 6010?
6011 работает от положительного электрода переменного и постоянного тока (DCEP), а 6010 работает только от DCEP.
Какая полярность электродов?
Полярность относится к электрическим условиям, определяющим направление тока относительно электрода. … Для достижения высокого MRR детали инструментальный электрод используется в качестве катода, а деталь — в качестве анода.
Это 7018 DCEP или DCEN?
7018 Ток DCEP может упростить управление дугой и получить более привлекательный сварной шов, поскольку направление тока постоянное.Вы можете запустить его в DCEN, но, опять же, он не предназначен для проникновения, и на самом деле 7018 в DCEN действительно предназначен для тонкого листового металла.
Электрод положительный или отрицательный?
«Прямая» и «обратная» полярность являются общими терминами для полярности «электрод-отрицательный» и «электрод-положительный». Сварочные токи с положительной (обратной) полярностью электрода приводят к более глубокому проплавлению, в то время как отрицательная (прямая) полярность дает преимущество более быстрого плавления и более высокой скорости осаждения.
Является ли магнитопровод DCEP или DCEN?
GMAW использует постоянный ток, положительный электрод (DCEP), тогда как FCAW использует постоянный ток, отрицательный электрод (DCEN) или положительный электрод постоянного тока (DCEP).
Что такое прямая полярность?
Прямая полярность — это состояние, при котором микроинструмент подключен к катоду (-), тогда как обратная полярность — это состояние, при котором электрод инструмента подключен к аноду (+), а заготовка — к катоду (-). Источник: Microfabrication and Precision Engineering, 2017.
Что означает обратная полярность?
Если полярность вашей розетки обратная, это означает, что нейтральный провод подключен к тому месту, где должен быть горячий провод.… Из розетки всегда течет электричество с обратной полярностью, даже если прибор должен быть выключен.
Каковы характеристики DCEP?
Подавляющее большинство приложений для газовой дуговой сварки (GMAW) используют DCEP. Это условие обеспечивает стабильную дугу, плавный перенос металла, относительно низкое разбрызгивание, хорошие характеристики сварного шва и глубокое проплавление для широкого диапазона сварочных токов.
Какой полярности DCEP?
Обратная полярность DCEP означает положительную полярность электрода постоянного тока или обратную полярность постоянного тока.В этом процессе вы подключаете основной металл к отрицательной клемме источника питания, а электрод — к положительной клемме.
Какая полярность у 7018?
Таблица полярности электродовELECTRODEDC * POSITION7014EP, ENALL7018EPALL7018ACEPALLNi-ClEPALL5 другие строки
Какая полярность используется для SMAW?
Постоянный ток В большинстве случаев предпочтительной полярностью сварки является постоянный ток. Независимо от того, имеет ли это полярность DC + (положительный или «обратный» электрод) или полярность DC- (отрицательный или «прямой» электрод), постоянный ток обеспечивает более плавную сварку, чем переменный ток.
Какая полярность используется для 6013?
В результате 6013 представляет собой универсальный электрод, который обеспечивает мягкую, устойчивую дугу, которая легко восстанавливается, легкий контроль шлака при сварке вертикально вниз, низкий уровень разбрызгивания и красивый внешний вид валика. Электроды 6013 можно использовать в любом положении с переменным или постоянным током (прямая или обратная полярность).
Какая полярность лучше всего подходит для 7018?
7018 будет работать на обеих полярностях, но лучше работает на DCEP.
Прямая ли полярность DCEP?
DCEP также исторически был известен как обратная полярность постоянного тока (DCRP) или просто «обратная полярность», тогда как DCEN также была известна как прямая полярность постоянного тока (DCSP) или просто «прямая».При сварке TIG разделение тепла между анодом и катодом является значительным.
Что такое DCEP в сварке?
Направление протекания тока через сварочную цепь, когда вывод электрода подсоединен к положительной клемме источника питания, а изделие — к отрицательной клемме.
Что такое обратная полярность постоянного тока?
Обратная полярность постоянного тока — возникает, когда электрод делают положительным, а опорные пластины — отрицательным.Таким образом, электроны текут от базовых пластин к электроду. Полярность переменного тока — если источник питания выдает переменный ток, то два вышеуказанных случая будут происходить один за другим в каждом цикле.
Что означает переменный ток при сварке?
переменного тока Что такое сварка на переменном токе? Переменный ток — это электрический ток, который меняет направление много раз в секунду. Ток с частотой 60 Гц будет менять полярность 120 раз в секунду. При сварке на переменном токе, поскольку магнитное поле и ток быстро меняют направление, нет чистого отклонения дуги.
Выполняется сварка электродом DCEP или DCEN?
DCEP обеспечивает более стабильную дугу при сварке штучной сваркой, но для швов, требующих проплавления света, используйте DCEN, если электрод предназначен для работы с любой полярностью.
Не меняйте полярность: подключение трансформаторов тока
Итак, вы приобрели один или несколько трансформаторов тока FLEX-CORE®, подключили их к источнику питания и счетчику, но выходная мощность не соответствует вашим ожиданиям.Если вы читали нашу последнюю статью «Предотвращение изменения полярности в трансформаторах тока», возможно, вы осознали ошибку, проводка перепутана. Ниже мы опишем, как определить и правильно подключить трансформатор тока FLEX-CORE®.
Наша модель трансформаторов тока с разъемным сердечником FCL имеет стрелку, которая указывает направление тока «→ Эта сторона для нагрузки», и при данной ориентации клемма X1 (черный провод) является положительной стороной. В качестве бонуса трансформаторы тока FCL имеют выгравированную маркировку h2, которая обращена к линии (источнику).
В то время как трансформаторы тока серии FCL имеют черный выводной провод, обозначенный как X1 или положительный, другие трансформаторы тока с подводящими проводами, такие как серии 2RL, 5ARL, 7RL с твердым сердечником, и трансформаторы тока серии 615 и 616 с разъемным сердечником имеют белый выводной провод как X1.
Трансформаторы тока имеют вычитающую полярность с маркировками h2 и X1 на той же стороне трансформаторов тока, как правило, h2 на левой стороне и X1 на правой стороне, если смотреть на трансформатор тока.
Если смотреть на маркировку h2 / P1 трансформаторов тока JAK-0C и JAK-0S, маркировка полярности X1 находится слева от клемм вторичной обмотки, которые можно найти сверху.
Шина среднего напряжения трансформаторов тока, таких как CTWh4-60-T50, JKM-3C и JKM-5C, имеют разное расположение маркировки h2-h3 и X1-X2.
На рисунках выше показано типичное расположение маркировки полярности h2-h3 и X1-X2 для трансформаторов тока.Другие трансформаторы тока, такие как вспомогательные трансформаторы и трансформаторы суммирующего тока, следуют тем же правилам маркировки полярности, но их размещение может быть другим.
Хотя правильная полярность подключения трансформаторов тока важна для точных показаний измерительного устройства, очень важно установить правильную полярность для приложений релейной защиты, потому что неправильные подключения вызывают неправильную работу реле защиты в условиях неисправности, и это может иметь катастрофические последствия для оборудования и безопасности персонала.
Если у вас по-прежнему возникают проблемы с неточными показаниями счетчика, позвоните нам по телефону (614) 889-6152, и наша опытная группа поддержки поможет вам диагностировать проблему.
% PDF-1.4 % 90 0 объект > эндобдж xref 90 106 0000000016 00000 н. 0000002469 00000 н. 0000002673 00000 н. 0000003102 00000 п. 0000003982 00000 н. 0000004076 00000 н. 0000004104 00000 п. 0000004207 00000 н. 0000004236 00000 п. 0000004258 00000 н. 0000006136 00000 н. 0000006159 00000 н. 0000008261 00000 п. 0000008284 00000 н. 0000010274 00000 п. 0000010297 00000 п. 0000012363 00000 п. 0000012386 00000 п. 0000014421 00000 п. 0000014444 00000 п. 0000014551 00000 п. 0000016529 00000 п. 0000016552 00000 п. 0000018554 00000 п. 0000018577 00000 п. 0000018604 00000 п. 0000018631 00000 п. 0000018658 00000 п. 0000020865 00000 п. 0000020886 00000 п. 0000021169 00000 п. 0000021191 00000 п. 0000021847 00000 п. 0000021870 00000 п. 0000023628 00000 п. 0000023651 00000 п. 0000025722 00000 п. 0000025745 00000 п. 0000029463 00000 п. 0000029486 00000 п. 0000035527 00000 п. 0000035550 00000 п. 0000042624 00000 п. 0000042647 00000 п. 0000047097 00000 п. 0000047120 00000 н. 0000053318 00000 п. 0000053341 00000 п. 0000060165 00000 п. 0000060188 00000 п. 0000066507 00000 п. 0000066530 00000 п. 0000073093 00000 п. 0000073116 00000 п. 0000077011 00000 п. 0000077034 00000 п. 0000082801 00000 п. 0000082824 00000 п. 0000089487 00000 п. 0000089510 00000 п. 0000096731 00000 п. 0000096754 00000 п. 0000101656 00000 н. 0000101679 00000 п. 0000108399 00000 н. 0000108422 00000 н. 0000115626 00000 н. 0000115649 00000 н. 0000121274 00000 н. 0000121297 00000 н. 0000126432 00000 н. 0000126455 00000 н. 0000133097 00000 н. 0000133120 00000 н. 0000140096 00000 н. 0000140119 00000 п. 0000145883 00000 н. 0000145906 00000 н. 0000151458 00000 н. 0000151481 00000 н. 0000157091 00000 н. 0000157114 00000 н. 0000163236 00000 н. 0000163259 00000 н. 0000169034 00000 н. 0000169057 00000 н. 0000172192 00000 н. 0000172215 00000 н. 0000177674 00000 н. 0000177697 00000 н. 0000179958 00000 н. 0000179979 00000 н. 0000180321 00000 н. 0000180342 00000 п. 0000180631 00000 н. 0000180757 00000 н. 0000180784 00000 п. 0000180811 00000 н. 0000180838 00000 п. 0000180964 00000 н. 0000181093 00000 н. 0000181120 00000 н. 0000181246 00000 н. 0000181273 00000 н. 0000002735 00000 н. 0000003080 00000 н. трейлер ] >> startxref 0 %% EOF 91 0 объект > / PageMode / UseThumbs / OpenAction 92 0 R >> эндобдж 92 0 объект > эндобдж 194 0 объект > поток Hb«b`ZXA @ lV 00P
Что происходит с аккумулятором при подключении с обратной полярностью?
Зарядка и разрядка аккумулятора при неправильном и неправильном подключении
Мы знаем, что вторичная батарея (также известная как аккумулятор) — это устройство, которое преобразует химическую энергию в электрическую и накапливает ее для дальнейшего использования.Химические реакции во вторичных элементах обратимы при правильной полярности подключения батареи вместо обратной полярности.
Другими словами, химические компоненты в батарее можно поменять местами (к исходной и прежней форме), изменив направление тока в батарее. Протекание тока в режиме разряда (питание от батареи к подключенным устройствам) противоположно в случае зарядки (внешний источник обеспечивает энергию) аккумуляторной батареи.
В батареях есть внутренние пластины (свинцово-кислотные, щелочные и т. Д.), Известные как катод (положительный «+») и анод (отрицательный «-»).Например, положительная пластина изготовлена из пероксида свинца (PbO 2 ), а отрицательная пластина — из губчатого свинца (Pb). Легкая серная кислота (H 2 SO 4 ) используется в качестве электролитического раствора в батарее для правильной химической реакции.
Комбинированная химическая реакция в аккумуляторе может быть записана следующим образом во время зарядки и разрядки (или разряда и заряженного элемента) свинцово-кислотного аккумулятора:
Положительная пластина Отрицательная пластина Разряд электролита Положительная пластина Отрицательная пластина Вода
PbO 2 + Pb + 2H 2 SO 4 ⇋ PbSO 4 + PbSO 4 + 2H 2 O
Примечание:
- PbO 2 + Pb + 2H SO 2 4 9025 Заряженный элемент
- PbSO 4 + PbSO 4 + 2H 2 O = Элемент разряжен
- Полное уравнение (слева направо) = разряд i.е. действие разряда
- Полное уравнение (справа налево) = заряд, т. е. действие зарядки
При использовании аккумулятора как для зарядки, так и для разрядки необходимо подключить положительную клемму источника к положительной клемме аккумулятора, а отрицательный источник — к отрицательная клемма аккумуляторной батареи. ОК, понятно, но что будет, если неправильно вставить батарейки? Хорошо, давайте узнаем полярность и обратную полярность в батареях.
Что такое полярность и обратная полярность в батарее? Полярность батареиПолярность означает наличие противоположных физических свойств в разных точках.В случае батареи один полюс или пластина, имеющая больше электронов, называется анодом или отрицательной (-) клеммой. Другой, имеющий меньшее количество электронов, известен как катод или положительный (+) вывод.
Если мы соединим эти обе клеммы через проводник, имеющий сопротивление, ток начнет течь из-за разности потенциалов в обеих точках. Другими словами, электроны (электронный ток начнет течь от клеммы -Ve к клемме + Ve. Электрический (обычный) ток течет в противоположном направлении i.е. от положительного электрода к отрицательному.
Обратная полярность батареиОбратная полярность батареи — это случай, когда источник (для зарядки) или кабели нагрузки подключены неправильно, т. Е. Источник или нагрузка Отрицательный к положительному полюсу батареи, а источник или нагрузка Положительный к отрицательному полюсу аккумулятора . Из-за неправильного подключения в цепи может протекать ток, что может привести к серьезным травмам и повреждению оборудования.
Достаточно основного, теперь переходим к пункту i.е. что произойдет с аккумулятором, если его неправильно зарядить? или что происходит при зарядке аккумулятора при обратной полярности зарядным устройством?
Есть три следующих сценария:
- Подключение аккумулятора к зарядному устройству с обратной полярностью
- Подключение аккумулятора к нагрузке с обратной полярностью
- Подключение аккумулятора к другому аккумулятору с обратной полярностью
Давайте обсудим один за другим в деталях.
Подключение аккумулятора к зарядному устройству с обратной полярностьюЕсли случайно, случайно или намеренно зарядное устройство аккумулятора (или солнечная панель, инвертор и т. Д.) Подключилось неправильно i.е. отрицательный и положительный заряд зарядного устройства, подключенные к положительной и отрицательной клеммам батареи соответственно, может произойти следующее:
- Ток, протекающий в батарею через зарядное устройство, может сжечь электронные компоненты внутри зарядного устройства (если не предусмотрена обратная защита производителем). Короче говоря, это может частично или полностью повредить схему зарядного устройства. Если номинальная мощность зарядного устройства меньше емкости аккумулятора, это приведет к перегрузке цепи и может отключить автоматический выключатель, чтобы прервать работу схемы.Если мощность зарядного устройства превышает емкость аккумулятора, это может привести к перегреву аккумулятора и возгоранию с выбросом.
- Это может привести к разрядке аккумулятора искрой или необратимому повреждению аккумулятора. Другими словами, при подключении батареи с обратной полярностью источник постоянного тока будет утаскивать электроны с отрицательной клеммы батареи и подталкивать их к положительной клемме. Это постепенно разряжает батарею, как и в случае с конденсатором.
- Тепло, выделяемое батареей при обратной полярности, может вызвать образование газообразного водорода (воспламеняемого), который может взорвать корпус батареи.Треснувший корпус аккумулятора может стать источником кислоты, которая может расплавить чувствительные устройства и вызвать серьезные травмы.
По этим причинам надевайте резиновые перчатки и очки для надлежащей защиты при работе с аккумуляторами.
Кроме того, есть исключительный случай, когда аккумулятор может быть подключен неправильно.
Батарея может быть подключена не к тем клеммам, когда она полностью разряжена. Поскольку полностью разряженный аккумулятор, имеющий разность потенциалов 0 вольт, действует как пустой сосуд (разряженный аккумулятор).В этом случае положительный вывод аккумуляторной батареи может быть подключен к отрицательному выводу источника, а отрицательный вывод аккумулятора может быть подключен к положительному выводу источника.
Это не всегда так и не работает со всеми батареями из-за различных паст / материалов и техники, используемых в батареях. В старых батареях он может работать годами, но некоторые из протестированных экспериментов показали меньшую эффективность и емкость, быструю разрядку и малый срок службы батареи. Аккумулятор, заряженный с обратной полярностью, должен иметь взаимозаменяемую маркировку i.е. батарея (+) должна быть помечена как (-) и наоборот. Чтобы изменить действие, как и раньше, полностью разрядите аккумулятор (заряженный в обратном направлении) и подключите его к правым клеммам (то есть отрицательным к отрицательным и положительным к положительным клеммам зарядного устройства и аккумулятора соответственно).
Опять же, надевайте резиновые перчатки и очки и используйте другие меры безопасности для надлежащей защиты при игре с батареями.
Подключение аккумулятора к нагрузке с обратной полярностьюТот же случай i.е. батарея подключена неправильно, но вместо зарядного устройства загружайте бытовую технику. Это может привести к следующим явлениям:
- Некоторая нагрузка может работать некорректно (например, светодиоды или диоды), которая работает только в одном направлении, или ей требуется правильное подключение источника постоянного тока для полноценной работы в качестве анода (-) к аноду ( -) и катод (+) к клеммам катода (+)).
- В транспортных средствах и автомобилях автомобильный аккумулятор с обратной полярностью может повредить электронный блок управления двигателем (блок управления двигателем (электронная плата управления) в автомобилях с автоматической коробкой передач) и генератор переменного тока, замена которых на новые требует незначительных затрат.
- Это также может привести к повреждению других компонентов и систем проводки автомобиля. Если повезет, то хотя бы предохранители и реле могут вообще перегореть из-за образования обратного тока.
- Часы постоянного тока и аналоговые двигатели в качестве нагрузки, подключенной к батарее, могут начать вращаться в обратном направлении.
В настоящее время современные производители транспортных средств устанавливают в систему защиту от обратной полярности, поскольку ею легко управлять, а не бесполезными и многочисленными обращениями в службу поддержки и техническим обслуживанием.Но нормально ли и приятно ли это попробовать? Нисколько.
Кроме того, на положительном проводе для однонаправленного источника питания может быть установлен предохранитель или обычный диод (произойдет падение напряжения на диоде до 0,7 В), который действует как защита от обратного тока.
Подключение аккумулятора к другому аккумулятору с обратной полярностьюЕсли аккумулятор в первом автомобиле неправильно подключен к аккумулятору, установленному в другом автомобиле, для зарядки второго аккумулятора через первый, он может взорваться и сгореть или навсегда повредить аккумулятор (и).Обычные батареи, такие как свинцово-кислотные, могут нагреваться и оплавлять внутренние и внешние части батареи. Воспламеняющийся газ в виде водорода может треснуть корпус батареи при разведке.
В случае неправильного подключения батарей вместо правильного последовательного соединения обе батареи будут противостоять друг другу, поэтому результат будет одинаково заряжен на обеих, т.е. они быстро сгладят друг друга.
Он также может расплавить соединительный кабель и изоляцию, соединенные между двумя батареями, поскольку он не рассчитан и не рассчитан на большой электрический ток из-за неправильного подключения.
Меры предосторожности:
- При работе с батареями и связанным с ними опасным оборудованием надевайте защитные стеклянные и резиновые перчатки и используйте другие меры безопасности.
- Используйте правильные цветовые коды проводки в соответствии с вашими региональными кодами для подключения батарей.
- Автор не несет ответственности за какие-либо убытки, травмы или повреждения в результате отображения или использования этой информации, или если вы попробуете какую-либо схему в неправильном формате. Поэтому, пожалуйста! Будьте осторожны, потому что все дело в электричестве, а электричество слишком опасно.
Теперь ваша очередь, пожалуйста, поделитесь своими впечатлениями и опытом в реальном времени с подключением батарей с обратной полярностью в любом аспекте. Мы действительно хотим знать, как вас учили по этой теме.
Похожие сообщения:
Режимы отказа светодиодов — Forge Europa
Светодиодное освещениеневероятно прочное и надежное. Однако производительность светодиодов может снизиться и даже выйти из строя, если светодиодный модуль используется неправильно: перегружен или среда приложения слишком горячая, а устройство не предназначено для использования по назначению.Вот обзор основных причин электрического перенапряжения.
Горячее подключение светодиодов Что это значит?
«Горячее соединение» означает подключение схемы, содержащей один или несколько оголенных светодиодов, к драйверу светодиодов или источнику питания светодиодов, который уже включен или находится под напряжением.
Какой ущерб это может нанести?
«Горячее» соединение может привести к короткому, но потенциально опасному импульсу электрической энергии, отводимой от находящегося под напряжением драйвера светодиодов или источника питания светодиодов на светодиоды.Это, в свою очередь, может привести либо к немедленному повреждению светодиодов в виде обрыва цепи или короткого замыкания, либо к скрытому повреждению, которое приводит к аналогичному отказу светодиода после потенциально длительного периода времени (возможно, до многих месяцев).
Этот вид повреждения светодиодов часто классифицируется как электрическое перенапряжение (EOS).
На какие контрольные признаки следует обращать внимание при возврате устройства?
Светодиоды высокой мощности, вышедшие из строя из-за Hot Connect EOS, часто не показывают невооруженным глазом / видимых признаков повреждения, но часто являются короткими замыканиями.Следовательно, они не излучают света или излучают очень мало света, и если они соединены в последовательную цепочку, оставшиеся / неповрежденные светодиоды продолжают гореть.
Что это значит?
Светодиоды должны получать питание от источника постоянного тока, который ограничивает протекающий через них ток. Это контрастирует с лампами накаливания, которые будут работать от переменного или постоянного тока и которые обычно не требуют отдельного ограничения тока, или люминесцентными лампами, которые работают только от переменного тока, но которые требуют ограничения тока (т.е. балласт или ПРА).
Какой ущерб это может нанести?
Если светодиоды подключены непосредственно к электросети 230 В переменного тока в Великобритании без какого-либо ограничивающего ток драйвера светодиодов или источника питания светодиодов, они, скорее всего, немедленно и катастрофически выйдут из строя, разомкнувшись, что может привести к взрывному разрыву в процессе.
Если светодиоды получают питание через драйвер светодиодов или источник питания светодиодов, который подает неправильный ток и / или неправильное напряжение, возможны несколько исходов.Если ток и / или напряжение слишком низкие, светодиоды будут тусклыми или вообще не загорятся. Если ток и / или напряжение слишком высоки, светодиоды могут либо преждевременно стареть (в случае незначительного перегрузки), либо катастрофически выходить из строя (в случае большого перегрузки), при этом возможны все промежуточные сценарии.
На какие контрольные признаки следует обращать внимание при возврате устройства?
Светодиоды, которые катастрофически вышли из строя из-за прямого подключения к сети, обычно имеют серьезные физические повреждения, включая поломки и следы ожогов.Однако повреждение, вызванное неправильным приводным током и / или напряжением, может проявляться по-разному, от тускло горящих, но нормально выглядящих светодиодов до серьезных физических повреждений.
Что мы имеем в виду?
Светодиоды никогда не излучают одинаковое количество света одного цвета! Количество света уменьшается экспоненциально, а цвет белых светодиодов имеет тенденцию становиться более синим — как в зависимости от времени, так и температуры.Чем жарче среда, тем короче срок службы светодиода.
Какой ущерб это может нанести?
Светодиоды, установленные в слишком жаркой среде, будут излучать меньше света, чем предполагалось, и деградируют быстрее, чем предполагалось, как с точки зрения снижения светоотдачи, так и с точки зрения изменения цвета. В крайних случаях может произойти физический ущерб.
На какие контрольные признаки следует обращать внимание при возврате устройства?
Незначительный перегрев светодиода, приводящий к преждевременному ухудшению светоотдачи / цвету, может не иметь никаких физических признаков, кроме снижения яркости и изменения цвета.Однако сильный перегрев может привести к видимому обесцвечиванию и физическому тепловому повреждению светодиода и окружающих компонентов.
Что мы имеем в виду?
Светодиоды электрически поляризованы и будут работать правильно только тогда, когда их положительный вывод (также известный как анод) подключен к положительному полюсу питания, а их отрицательный вывод (также известный как катод) подключен к отрицательному полюсу питания.Соблюдайте полярность подключения светодиодов!
Какой ущерб это может нанести?
Если светодиоды обратно подключены к источнику достаточно низкого напряжения, возможно, что они просто не будут проводить ток, не будут излучать свет и не будут повреждены. В таких случаях исправление полярности приведет к правильной работе светодиода без каких-либо негативных последствий. Однако, если напряжение питания достаточно высокое, может возникнуть немедленное и катастрофическое повреждение, приводящее к отсутствию излучения света и, как правило, к сбою в обрыве.
На какие контрольные признаки следует обращать внимание при возврате устройства?
Подключение неправильной полярности, вызвавшее отказ светодиода, обычно приводит к отсутствию излучения света и обрыву светодиода. Это может привести к появлению подписей — от отсутствия видимых невооруженным глазом / видимых признаков повреждения до физического повреждения, включая признаки ожога / перегрева.
Мы всегда учитываем эффективное управление температурой, оптическую и электрическую конструкцию, и можем обсудить варианты добавления схем защиты для защиты от неправильного использования или «горячего подключения».