Выбор диаметра электрода для РДС (ММА)
25.03.2013
Диаметр сварочных электродов
Диаметр сварочных электродов для работы с различными по химическому составу сталями прописан в различных нормативных документах. К примеру, согласно ГОСТ- 9466-75, определен номинальный диаметр электрода, который соответствует диаметру стержня. Следует отметить, что номинальный диаметр электрода для сварки не включает в себя толщину обмазки.
Толщина покрытия электродов для сваркиСогласно п. 1.5. ГОСТ-9466-75, для каждого диаметра и марки электрода существует своя индивидуальная толщина обмазки. Определяется зависимости от отношения D/d, где D — диаметр с покрытием, а d — диаметр стержня, при этом соотношение у электродов с тонким покрытием (буквенное обозначение М) должно быть менее или равно 1,2; для электродов со средним покрытием (буквенное обозначение С) должно быть менее или равно 1,45; для электродов с толстым покрытием (буквенное обозначение Д) должно быть менее или равно 1,80; а для электродов с особо толстым покрытием (буквенное обозначение Г) должно быть больше 1,80.
К примеру, сварочные электроды УОНИ-13/45, марка Э-42А УОНИИ-13/45-d4-УД Е 412(4)-Б 20. В соответствии с маркой номинальный диаметр электрода равен d. 4.0, показатель – Д означает, что покрытие толстое. Полный диаметр D электрода с покрытием равен 6 мм, отношение D/d или 6/4 равно 1,5, что соответствует параметру электродов с толстым покрытием так как попадает в диапазон от 1,45 до 1,8.
Примечательно, что иностранные производители придерживаются таких же правил, только диаметры импортных электродов не соответствуют российским стандартам. Так к примеру японские сварочные электроды LB-52U имеют номинальные диаметры d. 2.6, d. 3.2, d. 4.0, а диаметры вместе с покрытием D 3,9, D 4,8, D 6, отношение диаметров равны 1,5, что соответствует толстому покрытию. Также сварочные электроды ОК 53.70 фирмы The ESAB Group произведенные в Швеции соответствуют международным стандартам d. 2,6, d. 3,2, d. 4 мм, а принадлежащий ESAB российский Завод ЭСАБ-СВЭЛ выпускает продукцию с торговой маркой ОК с диаметрами российских стандартов.
Выбор диаметра электрода для сварки осуществляется в зависимости от толщины свариваемого металла, его марки и химического состава, формы кромок, положения сварки, разновидности соединения. К основным особенностям различных диаметров электродов относятся:
1. Ø 1,0 мм – предназначены для работы с металлом, толщина которого 1-1,5 мм, при силе тока 20-25А;
2. Ø 1,6 мм – в соответствии с ГОСТ9466-75 для низкоуглеродистой и легированной стали выпускаются двух размеров 200 или 250 мм, используемые для работы с металлами толщина которых от 1 до 2 мм с силой тока 25-50А;
3. Ø 2,0 мм – согласно ГОСТ9466-75 для низкоуглеродистой и легированной стали изготавливаются длинной 250 мм, допускается также длинна 300 мм, толщина свариваемых металлов от 1 до 2 мм, сила тока 50-70А;
4. Ø 2,5 мм
5. Ø 3,0 мм – наиболее широко применяемый диаметр электрода, в соответствии с ГОСТ9466-75 для низкоуглеродистой и легированной стали выпускаются трех размеров 300, 350 и 450 мм, предназначены для работы с металлами, толщина которых от 2 до 5 мм с силой тока 70-140А;
Ø 3,0 мм – наиболее широко применяемый диаметр электрода, в соответствии с ГОСТ9466-75 для низкоуглеродистой и легированной стали выпускаются трех размеров 300, 350 и 450 мм, предназначены для работы с металлами, толщина которых от 2 до 5 мм с силой тока 70-140А;
6. Ø 4,0 мм – широко используемый диаметр пригодный для работы как на профессиональном так и на бытовом оборудовании. Выпускается согласно ГОСТ9466-75 двух размеров 350 и 450 мм для любых видов стали, для металлов, толщина которых от 2 до 10 мм с силой тока 100-220А;
7. Ø
5,0 мм – электроды этого диаметра требуют достаточно мощного сварочного оборудования. В соответствии с ГОСТ9466-75, изготавливаются длинной – 450 мм для низкоуглеродистой и легированной, а для высоколегированной стали допускается также длинна – 350 мм. Предназначены для работы с металлами, толщина которых от 4 до 15 мм с силой тока 150-280А;8. Ø 6,0 мм – предназначены для работы на профессиональном оборудование. Согласно ГОСТ9466-75, выпускается длинной – 450 мм для низкоуглеродистой и легированной, а для высоколегированной стали допускается также длинна – 350 мм. Предназначены для работы с металлами, толщина которых от 4 до 15 мм с силой тока 230-370А;
Ø 6,0 мм – предназначены для работы на профессиональном оборудование. Согласно ГОСТ9466-75, выпускается длинной – 450 мм для низкоуглеродистой и легированной, а для высоколегированной стали допускается также длинна – 350 мм. Предназначены для работы с металлами, толщина которых от 4 до 15 мм с силой тока 230-370А;
9. Ø 8,0-12,0 мм – для работы на высокопроизводительном промышленном оборудовании. В соответствии с ГОСТ9466-75, выпускается длинной – 450 мм для низкоуглеродистой и легированной, а для высоколегированной стали допускается также длинна – 350 мм. Предназначены для работы с металлами, толщина которых свыше 8 мм с силой тока от 450А;
При этом необходимо отметить, что при определенном диаметре электрода диапазон силы тока для каждой марки электродов свои. К примеру, при диаметре электрода 3,0 мм для МР-3 сила тока 70-100А, а для УОНИ-13/55 сила тока 80-140А.
← Правила пользования сварочными аппаратами Выбор сварочного кабеля →
От чего зависит выбор диаметра электрода. Рекомендации по выбору подходящих электродов для сварки
Режимы ручной дуговой сварки покрытыми электродами
Под режимом сварки понимают совокупность контролируемых параметров, определяющих сварочные условия. Выбор режима пре-дусматривает определение значений параметров, при которых обес-печивается устойчивое горение дуги и получение швов заданных размеров, формы и свойств. Параметры режима подразделяют на основные и дополнительные. К основным параметрам ручной дуговой сварки покрытыми электродами относят диаметр электро-да, силу сварочного тока, род и полярность его, напряжение дуги. К дополнительным относят состав и толщину покрытий, положение шва в пространстве, число проходов.
Лазерная сварка — это процесс сварки плавлением, который не требует внешнего материала. Сварка осуществляется путем нагрева области, подлежащей сварке, и давления между этими точками обрабатываемой области. Преимущество состоит в том, что вся энергия лазера передается непосредственно и без потерь на свариваемый материал. По этой причине настоятельно рекомендуется использовать лазерную сварку для небольших участков и чувствительных участков.
Преимущество состоит в том, что вся энергия лазера передается непосредственно и без потерь на свариваемый материал. По этой причине настоятельно рекомендуется использовать лазерную сварку для небольших участков и чувствительных участков.
Особое преимущество имеет плазменная сварка, поскольку ее ударная зона уменьшена и, следовательно, является лучшим решением для работы с металлическими деталями малой толщины. Он похож на дуговую сварку и заключается в том, что энергия обеспечивается электрической дугой, которая образуется между электродом и сваренным металлом.
Диаметр электродов выбирают в зависимости от толщины ме-талла, катета шва, положения шва в пространстве. Примерное соотношение между толщиной металла S и диаметром электрода d при сварке шва в нижнем положении составляет:
S, мм … 1-2 3-5 4-10 12-24 30-60
d, мм … 2-3 3-4 4-5 5-6 6 и более
 При сварке многослойных швов для лучшего провара корня шва первый шов сваривают электродом диаметром 3-4 мм, а последующие — электродами большего диаметра.
При сварке многослойных швов для лучшего провара корня шва первый шов сваривают электродом диаметром 3-4 мм, а последующие — электродами большего диаметра.Сила сварочного тока обычно устанавливается в зависимости от выбранного диаметра электрода. При сварке швов в нижнем поло-жении шва для электродов диаметров 3-6 мм сила тока может быть определена по соотношению ТОК = (20 + 6d)d; для электродов диаметром менее 3 мм ТОК = 30d.
Из приведенной зависимости следует, что допустимая сила тока ограничена. При большой силе тока наблюдается перегрев стержня электрода. В результате ухудшаются защитные свойства покрытия, его осыпание со стержня, нарушается стабильность плавления электрода.
При сварке на вертикальной плоскости силу тока уменьшают на 10-15%, а в потолочном положении-на 15-20% против выбранного для нижнего положения шва.
Точечная сварка, также известная как резистивная сварка, представляет собой энергоэффективную систему, которая, к тому же, едва ли загрязняется.
Аксессуары для дуговой сварки
Как мы уже говорили, дуговая сварка является наиболее распространенным и используемым способом сварки. Если вы планируете выполнять такую сварочную работу, вы должны сначала принять во внимание инструменты, необходимые для ее выполнения. Кроме того, очень важно, чтобы вы соблюдали определенные правила техники безопасности, чтобы избежать несчастных случаев, которые могут возникнуть во время работы.
Род тока и полярность
устанавливаются в зависимости от вида свариваемого металла и его толщины. При сварке постоянным током обратной полярности на электроде выделяется больше теп-лоты. Исходя из этого обратная полярность применяется при сварке тонких деталей с целью предотвращения прожога и при сварке легированных сталей во избежание их перегрева.
Сварочным материалом для дуговой сварки является та, которая плавится и позволяет объединять куски, которые необходимо сваривать. Электрод является основным аксессуаром для такого типа сварки. Электроды представляют собой металлические стержни, которые используются в качестве полюса схемы в дуговой сварке, так как на ее конце создается электрическая дуга. Но вы также можете найти их в качестве флюса. Они имеют покрытие, которое имеет несколько функций; Он может быть электрическим, физическим и металлургическим.
Вам нужно будет выбрать необходимый электрод в зависимости от материала, который вы собираетесь сваривать. Регулируйте свое оборудование в соответствии с силой тока, необходимой для сварки. Полезно проконсультироваться с таблицей эквивалентности, чтобы выбрать диаметр электрода, в зависимости от выполняемой работы. Затем вы должны ввести голую часть электрода в держатель электрода и затянуть его и, наконец, отрегулировать интенсивность оборудования в соответствии с диаметром электрода.
Основные положения сварки. Ручную сварку можно производить во всех пространственных положениях шва, однако следует стре-миться к нижнему положению, как более удобному и обеспечи-вающему лучшие условия для достижения высокого качества сварного шва.
Технология выполнения ручной дуговой сварки
Технология выполнения ручной дуговой сварки предусматрива-ет способ возбуждения дуги, перемещения электрода в процессе сварки, порядок наложения швов в зависимости от особенностей сварных соединений.
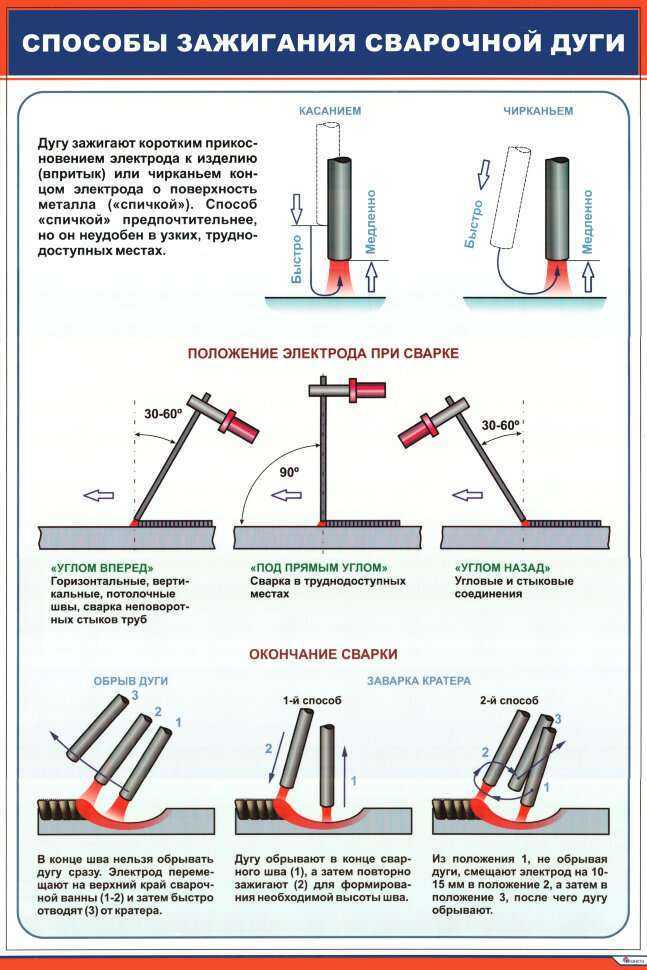
Возбуждение дуги осуществляется при кратковременном при-косновении конца электрода к изделию и отведении его на рассто-яние 3-5 мм. Технически этот процесс можно осуществлять двумя приемами: касанием электрода впритык и отводом его вверх; чирканием концом электрода, как спичкой, о поверхность изделия.
В процессе сварки необходимо поддерживать определенную длину дуги, которая зависит от марки и диаметра электрода. Ори-ентировочно нормальная длина дуги должна быть в пределах L д = 0,5d +1 ,
где:
Lд — длина дуги, мм;
d — диаметр электрода, мм.
Длина дуги оказывает существенное влияние на качество свар-ного шва и его геометрическую форму. Длинная дуга способствует более интенсивному окислению и азотированию расплавляемого металла, увеличивает разбрызгивание, а при сварке покрытыми элек-тродами основного типа приводит к пористости металла.
Защитный экран с зеленым стеклом необходим для выполнения любых сварочных работ. Вы должны иметь в виду, что излучение, генерируемое в электрической дуге, может привести к необратимому повреждению сетчатки, а также ожогам на коже. Кристаллы, включенные в экран, неактивны и имеют разные уровни удержания излучения.
Защитные перчатки необходимы, если вы выполняете любую задачу сварки. Они изготовлены из таких материалов, как мягкая кожа, выдерживают высокие температуры и усиленные швы, предотвращают несчастные случаи с другими опасными или острыми предметами. Защитные очки из зеленого стекла. Они выполняют функцию защиты глаз от возможных агрессий, таких как излучение и искры, которые могут повредить глаза при сварке.
При горении дуги в жидком металле образуется кратер, являю-щийся местом скопления неметаллических включений, что может привести к возникновению трещин. Поэтому в случае обрыва дуги (а также при смене электрода) повторное зажигание ее следует производить впереди кратера, а затем переместить электрод назад, переплавить застывший металл кратера и только после этого про-должить процесс сварки. Сварщик должен внимательно следить за расплавлением кромок деталей и торца электрода, проплавлением корня шва и не допускать затекания жидкого металла впереди дуги.
Поэтому в случае обрыва дуги (а также при смене электрода) повторное зажигание ее следует производить впереди кратера, а затем переместить электрод назад, переплавить застывший металл кратера и только после этого про-должить процесс сварки. Сварщик должен внимательно следить за расплавлением кромок деталей и торца электрода, проплавлением корня шва и не допускать затекания жидкого металла впереди дуги.
Сварочная рабочая одежда предназначена для выполнения задач, связанных с определенным риском. Материалом, который преобладает, является хлопок, особенно, чтобы сделать его максимально комфортным. Он также состоит из множества волокон, которые предотвращают термическую агрессию и, таким образом, не горит до краев, никаких воспаленных остатков не отсоединяют и не образуются отверстия.
Принадлежности помогают предотвратить возможные аварии, но также есть некоторые меры предосторожности, которые необходимо предпринять перед началом работы по сварке дугами. Чтобы подготовить сварку, стоит вспомнить некоторые исходные помещения, например, чтобы все объекты, подверженные ожогу, были удалены из рабочей зоны. Кроме того, удобно чистить свариваемые детали, соединять края этих кусков, размещать их на горизонтальной поверхности и закрепить их челюстью, чтобы они не двигались во время сварки.
Кроме того, удобно чистить свариваемые детали, соединять края этих кусков, размещать их на горизонтальной поверхности и закрепить их челюстью, чтобы они не двигались во время сварки.
Заканчивают сварку заваркой кратера. Для этого или держат неподвижно электрод до естественного обрыва дуги, или быстро укорачивают дугу вплоть до частых коротких замыканий, после чего ее резко обрывают.
Выполнение стыковых швов. Стыковые швы применяют для получения стыковых соединений. Стыковые соединения со скосом одной или двух кромок могут выполняться однослойными или многослойными швами. При сварке однослойным швом дугу воз-буждают на краю скоса кромки, а затем, переместив ее вниз, проваривают корень шва. На скосах кромок движение электрода замедляют, чтобы лучше проварить их. При переходе дуги с одной кромки на другую скорость движения электрода увеличивают во избежание прожога в месте зазора между кромками. При сварке многослойным швом после заполнения каждого последующего слоя предыдущий слой тщательно зачищают от шлака, так как в против-ном случае между отдельными слоями могут образоваться шлаковые включения. Последними проходами создается небольшая выпук-лость шва высотой 2-3 мм над поверхностью основного металла.
Последними проходами создается небольшая выпук-лость шва высотой 2-3 мм над поверхностью основного металла.
Риски, полученные в результате сварочных работ
Воздействие тепла и пламени, которое может привести к ожогам от огня, контактному теплу, смещению тепла, сияющему теплу и небольшим брызгам. Механические агрессии, связанные с любой работой, связанной с использованием инструментов.
Какие аспекты следует учитывать при выборе материалов для дуговой сварки
Тип тока, используемого оборудованием.
Как выбрать сварочное оборудование
Удельный вес оборудования и температуры. Ампер: Как вы знаете, ампер представляет собой единицу интенсивности электрического тока, мощность тока измеряется в амперах. 35% будет сила тока, которая дает в течение 3, 5 минут использования и 5 покоя. Если вы хотите выполнить задачу сварки, вам нужно будет рассмотреть различные возможности инструментов, чтобы сделать правильный выбор. Если вы планируете выполнять сварочное задание этого типа, вы должны сначала принять во внимание инструменты, необходимые для его выполнения.
Сварку соединений ответственных конструкций большой тол-щины (свыше 25 мм), когда появляются объемные напряжения и возрастает опасность образования трещин, выполняют с применением специальных приемов заполнения швов блоками или каска-дом. При сварке блоками (рис. 1.6) сначала в разделку кромок наплавляют первый слой небольшой длины 200-300 мм, затем второй слой, перекрывающий первый и имеющий примерно в два раза большую длину. Третий слой перекрывает второй и длиннее его на 200-300 мм. Так наплавляют слои до тех пор, пока на небольшом участке над первым слоем разделка не будет заполнена. Затем от этого участка сварку ведут в разные стороны короткими швами тем же способом. Таким образом, зона «сварки все время находится в горячем состоянии, что предупреждает появление трещин. При каскадном методе выполняется обратно ступенчатая сварка, при которой многослойный шов выполняют отдельными участками с полным заполнением каждого из них.
Какие аксессуары для дуговой сварки вы можете найти и каковы их характеристики?
Какие материалы необходимы для предотвращения возможных рисков
Вы должны выбрать необходимый электрод в зависимости от материала, который собираетесь сваривать. Затем вы должны ввести голую часть электрода в держатель электрода и затянуть его и, наконец, отрегулировать интенсивность устройства в соответствии с диаметром электрода. Характер рисков для сварщика зависит от процесса сварки, который он выполняет.
Затем вы должны ввести голую часть электрода в держатель электрода и затянуть его и, наконец, отрегулировать интенсивность устройства в соответствии с диаметром электрода. Характер рисков для сварщика зависит от процесса сварки, который он выполняет.
Что следует учитывать при выборе сварочных материалов для дуговой сварки?
Переменный ток: электрический ток, который течет с интервалом или в цикле, — это электричество, которое достигает домашних хозяйств и предприятий. Входным материалом является электрод, и регулирование мощности будет основываться на толщине электрода. Он менее опасен, чем переменный ток. Необходимым материалом является также электрод, и его характеристиками являются электронное регулирование тока, простота использования, его малый вес и возможность подключения к генераторам.
Рис.1
Выполнение угловых швов. Угловые швы применяют при сварке угловых, тавровых и нахлесточных соединений. Сварка угловым швом может производиться наклонным электродом и «в лодочку». При сварке наклонным электродом возможно неполное про-плавление корня шва или кромки горизонтальной детали. Во избе-жание непровара дугу возбуждают на горизонтальной полке в точке, отступив от границы шва на 3-4 мм. Затем дугу перемешают к вершине шва, где ее несколько задерживают для лучшего провара его корня, и поднимают вверх, проваривая вертикальную полку. Такой же процесс после некоторого перемещения электрода вперед повторяют и в обратном направлении. Угол наклона электрода в процессе сварки изменяется в зависимости от того, на какой полке в данный момент горит дуга. Начинать процесс сварки на верти-кальной полке нельзя, так как в этом случае расплавленный металл с электрода будет натекать на еще холодный основной металл горизонтальной полки, в результате чего образуется непровар. На вертикальной же полке возможно образование подрезов. При мно-гослойной сварке для лучшего провара корня шва первый слой выполняют узким или ниточным швом электродом диаметром 3-4 мм без колебательных движений.
При сварке наклонным электродом возможно неполное про-плавление корня шва или кромки горизонтальной детали. Во избе-жание непровара дугу возбуждают на горизонтальной полке в точке, отступив от границы шва на 3-4 мм. Затем дугу перемешают к вершине шва, где ее несколько задерживают для лучшего провара его корня, и поднимают вверх, проваривая вертикальную полку. Такой же процесс после некоторого перемещения электрода вперед повторяют и в обратном направлении. Угол наклона электрода в процессе сварки изменяется в зависимости от того, на какой полке в данный момент горит дуга. Начинать процесс сварки на верти-кальной полке нельзя, так как в этом случае расплавленный металл с электрода будет натекать на еще холодный основной металл горизонтальной полки, в результате чего образуется непровар. На вертикальной же полке возможно образование подрезов. При мно-гослойной сварке для лучшего провара корня шва первый слой выполняют узким или ниточным швом электродом диаметром 3-4 мм без колебательных движений.
Удельный вес оборудования и температуры: Ампер: Ампер — это единица интенсивности электрического тока, мощность тока измеряется в амперах. Температура окружающей среды: она влияет на характеристики оборудования, а испытания оборудования выполняются в соответствии с правилами при 40ºС.
Вы также можете ознакомиться с предыдущим курсом, который занимается или. Эффективность электродов — высокоэффективные электроды — высокопроницаемые электроды — выбор электродов. Электроды состоят из двух отдельных частей. Душа: это цилиндрическая металлическая часть, расположенная в центре электрода. Его основная роль заключается в проведении электрического тока, при этом нанесенный металл сварного шва с небольшим продвижением по сравнению с покрытием. Его материал зависит от свариваемого основного металла.
При сварке угловым швом «в лодочку» наплавленный металл располагается в желобке, образуемом двумя полками. Это обеспе-чивает правильное формирование шва и хороший провар его корня.
Выполнение швов в нижнем положении. Эти швы являются наиболее удобными для сварки, так как в этом положении капли электродного металла.под действием собственного веса легко пе-реходят в сварочную ванну и жидкий металл не вытекает из нее. Кроме того, наблюдение за сваркой при нижнем положении более удобно. В процессе сварки электрод наклоняют по направлению сварки на угол 10-20°.
Покрытие: это цилиндрическая наружная часть электродов и самая важная, предлагающая множество функций и участвующая в защите расплава от окисления окружающим воздухом, в общем, газообразная атмосфера, окружающая металл в слиянии. Он также содержит материалы, которые могут очищать базовый материал, а также элементы, которые могут способствовать образованию сплавов в расплаве. Поэтому выбор покрытия очень важен и зависит от характеристик, которые должен присутствовать сплав. Покрытие также может содержать порошкообразные наполнители для увеличения количества осажденного материала и, следовательно, скорости сварки, как это имеет место для так называемых высокоэффективных электродов.
Выполнение швов в вертикальном положении. В этом случае электродный металл и основной стремятся стечь вниз. Поэтому вертикальные швы выполняют очень короткой дугой, при которой расстояние между каплями на электроде и жидким металлом в сварочной ванне настолько мало, что между ними возникает вза-имное притяжение. Благодаря этому капли электродного металла сливаются со сварочной ванной при малейшем касании их между собой. Вертикальные швы выполняют как снизу вверх, так и сверху вниз. В первом случае дуга возбуждается в самой нижней точке вертикально расположенных пластин, и после образования ванны жидкого металла электрод, установленный сначала горизонтально (положение 1), отводится несколько вверх (положение 2). При этом застывший металл шва образует 1 подобие полочки, на которой удерживаются последующие капли металла. Для предотвращения вытекания жидкого металла из ванны необходимо совершать коле-бательные движения электродом поперек оси шва с отводом его вверх и поочередно в обе стороны. Это обеспечивает быстрое затвердевание жидкого металла.
Это обеспечивает быстрое затвердевание жидкого металла.
Покрытие, состоящее из смеси различных химических веществ, играет несколько ролей: электрический; металлургическая; механическая. Кроме того, после плавления покрытие образует более легкую жидкость, чем расплавленный металл, который плавает при образовании защитного слоя, изолирующего расплав от окружающего воздуха, при этом хороший внешний вид сварного шва.
При затвердевании жидкость, о которой идет речь, образует стекловидное и твердый осадок на поверхности шнура, который называется «шлак». Это необходимо удалить молотком после завершения сварки. В случае очень толстого электрода металлический сердечник плавится быстрее, чем покрытие, образуя, таким образом, кратер достаточно глубоко, что позволяет сварщику нажимать наконечник электрода на заготовку, когда выполнение сварного шва для улучшения внешнего вида шнура. Покрытие может быть тонким, средним, толстым или очень толстым.
Сварку сверху вниз применяют при малой толщине металла или при наложении первого слоя шва в процессе многослойной сварки. В этом случае подтекающий под дугу жидкий металл уменьшает возможность образования сквозных прожогов. В начале сварки дуга возбуждается в самой верхней точке пластин при горизон-тальном расположении электрода. После образования ванны жид-кого металла электрод наклоняют на 15-20° с таким расчетом, чтобы дуга была направлена на основной и наплавленный металл. Для улучшения условий формирования шва амплитуда колебатель-ных движений электрода должна быть небольшой, а дуга -очень короткой, чтобы капли расплавленного металла удерживались от стекания вниз.
В этом случае подтекающий под дугу жидкий металл уменьшает возможность образования сквозных прожогов. В начале сварки дуга возбуждается в самой верхней точке пластин при горизон-тальном расположении электрода. После образования ванны жид-кого металла электрод наклоняют на 15-20° с таким расчетом, чтобы дуга была направлена на основной и наплавленный металл. Для улучшения условий формирования шва амплитуда колебатель-ных движений электрода должна быть небольшой, а дуга -очень короткой, чтобы капли расплавленного металла удерживались от стекания вниз.
Их действие выгодно для шлака по механическим свойствам осадка путем удаления серы и фосфора. Недостаток: покрытие очень легко поглощает влагу, что приводит к образованию пузырьков и наличию водорода в осажденном металле, что приводит к ослаблению эффекта. Его высокое содержание водорода увеличивает тепло, выделяемое дугой, следовательно, высокое проникновение в расплавленной зоне. Интересное использование для нижнего прохода фаски и для быстрой сменной сварки.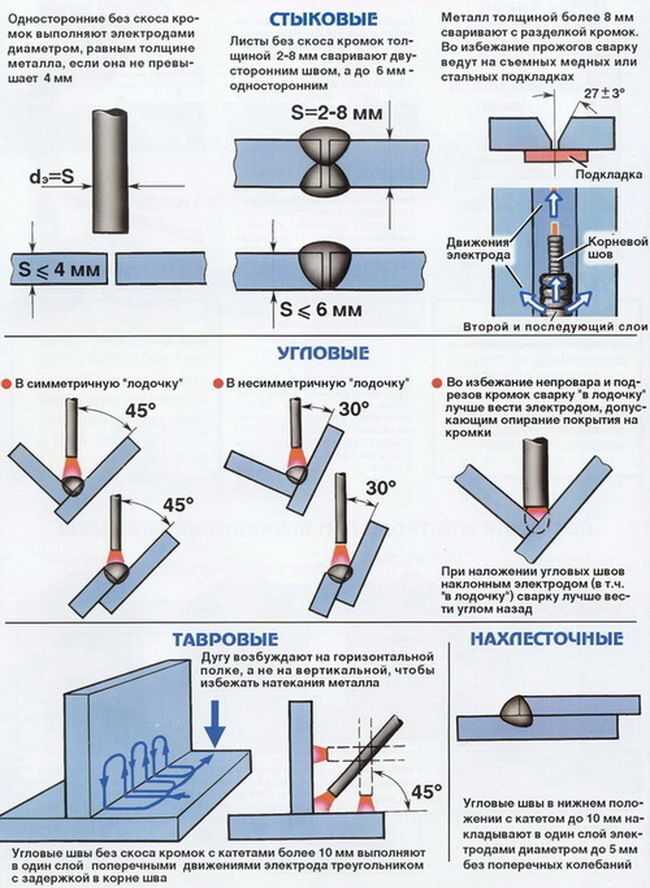 Сварочный ток, учитывая небольшую стабильность дуги, обычно имеет постоянный ток в обратной полярности. Эти электроды не следует использовать, если они слишком сухие или слишком влажные. Эти электроды имеют очень общее применение, они могут сваривать в любом положении, постоянном токе, прямой полярности или переменном токе. Полученные шнуры имеют красивое представление, скорость сварки хорошая и шлак легко снимается. Очень хорошие механические характеристики сборки при условии, что основные металлы имеют хорошее качество. Однако упругость немного ниже, чем у базовых электродов. Электроды, покрытие которых толще, имеют более жидкий шлак и, таким образом, создают красивый внешний вид. Шлак очень легко удалить. Эти электроды используются для плоской пайки постоянного и переменного тока с относительно высокой интенсивностью и, следовательно, имеют хорошую скорость плавления и хорошее проникновение. Они представляют опасность горячего взлома и в настоящее время очень мало используются для качественной работы.
Сварочный ток, учитывая небольшую стабильность дуги, обычно имеет постоянный ток в обратной полярности. Эти электроды не следует использовать, если они слишком сухие или слишком влажные. Эти электроды имеют очень общее применение, они могут сваривать в любом положении, постоянном токе, прямой полярности или переменном токе. Полученные шнуры имеют красивое представление, скорость сварки хорошая и шлак легко снимается. Очень хорошие механические характеристики сборки при условии, что основные металлы имеют хорошее качество. Однако упругость немного ниже, чем у базовых электродов. Электроды, покрытие которых толще, имеют более жидкий шлак и, таким образом, создают красивый внешний вид. Шлак очень легко удалить. Эти электроды используются для плоской пайки постоянного и переменного тока с относительно высокой интенсивностью и, следовательно, имеют хорошую скорость плавления и хорошее проникновение. Они представляют опасность горячего взлома и в настоящее время очень мало используются для качественной работы. Шлак компактен и расплав является текучим. Эти электроды могут использоваться в прямом или переменном токе с низким стартовым напряжением. Они почти не используются. Высокоэффективные электроды: на основе принципа увеличения объема металла, осажденного за единицу времени и энергии, они характеризуются наличием в покрытии очень большого процента железного порошка. Масса порошка может в некоторых случаях превышать массу души. Таким образом, имеется 120% электродов и эффективность до 275%. Если эффективность составляет ≤ 150%, возможна сварка по месту. Над сваркой только плоская. Будьте осторожны при выборе подстанции большого размера, учитывая высокое сварочное напряжение. Покрытие толстое с высоким содержанием летучих элементов. Что касается высокоэффективных электродов, то глубокий кратер является источником модификации показаний на сварочном аппарате. Может использоваться только на материалах хорошего качества. Для этих последних типов электродов покрытие может быть рутиловым, щелочным или кислотным.
Шлак компактен и расплав является текучим. Эти электроды могут использоваться в прямом или переменном токе с низким стартовым напряжением. Они почти не используются. Высокоэффективные электроды: на основе принципа увеличения объема металла, осажденного за единицу времени и энергии, они характеризуются наличием в покрытии очень большого процента железного порошка. Масса порошка может в некоторых случаях превышать массу души. Таким образом, имеется 120% электродов и эффективность до 275%. Если эффективность составляет ≤ 150%, возможна сварка по месту. Над сваркой только плоская. Будьте осторожны при выборе подстанции большого размера, учитывая высокое сварочное напряжение. Покрытие толстое с высоким содержанием летучих элементов. Что касается высокоэффективных электродов, то глубокий кратер является источником модификации показаний на сварочном аппарате. Может использоваться только на материалах хорошего качества. Для этих последних типов электродов покрытие может быть рутиловым, щелочным или кислотным. В таблице на рис. 4-27 представлены основные характеристики покрытых электродов. Выбор электрода.
В таблице на рис. 4-27 представлены основные характеристики покрытых электродов. Выбор электрода.
- Отличная стойкость к горячему и холодному растрескиванию.
- Его вязкий шлак позволяет сваривать в любом положении.
Цель состоит в том, чтобы изложить все технические и технологические характеристики, просто прочитав кодированную часть.
Выполнение швов в горизонтальном положении. Эти швы выпол-нять труднее, чем в вертикальном положении. Для предупреждения стекания жидкого металла скос кромок обычно делается на одной верхней детали. Дуга в этом случае возбуждается на нижней гори-зонтальной кромке (положение 1), а затем переносится на притуп-ление деталей и затем на верхнюю кромку (положение 2), поднимая вверх стекающую каплю металла. Колебательные движения элект-родом совершают по спирали. Выполнять горизонтальными сварными швами нахлесточные соединения легче, чем стыковые, так как горизонтальная кромка листа способствует удержанию рас-плавленного металла от отекания вниз. При выполнении гори-зонтальных швов с двумя скосами кромок устанавливают порядок их заполнения, который в процессе проваривания верхней кромки позволяет избежать потолочного положения расплавленно-го металла.
При выполнении гори-зонтальных швов с двумя скосами кромок устанавливают порядок их заполнения, который в процессе проваривания верхней кромки позволяет избежать потолочного положения расплавленно-го металла.
Выполнение швов в потолочном положении. Эти швы являются наиболее трудными. Объясняется это тем, что масса капли препят-ствует переносу металла с электрода в сварочную ванну, а расплав-ленный металл стремится вытечь из ванны вниз. Поэтому в процессе сварки нужно добиться, чтобы объем сварочной ванны был неболь-шим. Это достигается применением электродов малого диаметра (не более 3-4 мм) и сварочного тока пониженной силы. Основным условием получения качественного шва является поддержание са-мой короткой дуги путем периодических замыканий электрода с ванной жидкого металла. В момент замыкания капли металла под действием сил поверхностного натяжения втягивается в сварочную ванну. В момент удаления электрода дуга гаснет и металл шва затвердевает. Одновременно электроду сообщаются также и коле-бательные движения поперек шва. Наклон электрода к поверхности детали должен составлять 70-80° в направлении сварки.
Наклон электрода к поверхности детали должен составлять 70-80° в направлении сварки.
Выполнение швов различной длины. Все сварные швы в зависи-мости от их длины условно разбивают на три группы; короткие — до 250 мм, средней длины -от 250 до 1000 мм, длинные -от 1000 мм и более.
Рис.2
Короткие швы выполняют «на проход» в одном направлении, т. е. при движении электрода от начала шва к концу (рис. 2, а). При выполнении швов средней длины и длинных возможно короб-лению изделий. Чтобы избежать этого, швы средней длины выпол-няют «на проход» от середины сварного соединения к концам (рис. 2, б) и обратноступенчатым способом (рис. 2, в), сущность которого состоит в том, чтобы каждый из них мог быть выполнен целым числом электродов (двумя, тремя и т. д.). При этом переход от участка к участку совмещается со сменой электрода. Каждый участок заваривается в направлении, обратном общему направле-нию сварки, а последний всегда заваривается «на выход». Длинные швы выполняют от середины к концам обратноступенчатым спо-собом (рис. 2 г). В данном случае возможно организовать работу одновременно двух сварщиков.
Длинные швы выполняют от середины к концам обратноступенчатым спо-собом (рис. 2 г). В данном случае возможно организовать работу одновременно двух сварщиков.
В процессе выбора электродов для сварки нужно обращать внимание на ряд важнейших характеристик. Лишь правильно подобрав данные приспособления, можно рассчитывать на высокое качество и производительность сварочных работ. Поэтому к процессу выбора сварочных электродов рекомендуется подходить максимально ответственно.
От качества электрода зависит весь процесс сварки, поэтому при выборе электродов необходимо знать следующие условия: физическая сплошность металла швов, эксплуатационная прочность, технологичность электродов, характеристики электродов и другие.
Выбор подходящего диаметра электродов для сварки
Одной из основных характеристик электродов для сварки является их диаметр. При выборе подходящего значения нужно ориентироваться прежде всего на толщину свариваемых изделий, марку металла, его химический состав, выбранную разновидность соединения, форму кромок и прочие параметры. В процессе выбора можете ориентироваться на следующие данные:
В процессе выбора можете ориентироваться на следующие данные:
Схема электрода для сварки: 1 – стержень; 2 – участок перехода; 3 – покрытие; 4 – контактный торец без покрытия; L – длина электрода; D – диаметр покрытия; d – номинальный диаметр стержня; l – длина зачищенного от покрытия конца.
- Электроды для сварки диаметром 1 мм – используются для работы с изделиями толщиной до 1,5 мм. Сила тока не должна превышать 25 А.
- Изделия толщиной в 1,6 мм, в соответствии с нормативами, предназначены для сварки легированных и низкоуглеродистых сталей. Они могут иметь длину в 20 либо 25 см. С их помощью варятся металлы толщиной не более 2 мм. Допустимая сила тока – 25-50 А.
- Электроды для сварки толщиной 2 мм выпускаются длиной 25 см, также она может составлять 30 см. Применяются при работе с легированными и низкоуглеродистыми сталями. Максимально допустимая толщина металла составляет 2 мм, а сила тока – 70 А.
- Изделия диаметром 2,5 мм предназначены для варки легированных и низкоуглеродистых сталей.
 Могут иметь длину 25-30 см, допускается длина 25 см, можно варить элементы толщиной до 3 мм при силе тока в 70-100 А.
Могут иметь длину 25-30 см, допускается длина 25 см, можно варить элементы толщиной до 3 мм при силе тока в 70-100 А. - Наиболее широко используемыми являются электроды диаметром в 3 мм. Тоже применяются при работе с легированными и низкоуглеродистыми сталями. Существуют изделия длиной 30, 35 и 45 см. Можно варить металлы толщиной до 0,5 см при силе тока до 140 А.
- Изделия диаметром в 4 мм подойдут и для бытовых сварочных агрегатов, и для профессионального оборудования. Длина может составлять 35 и 45 см. Подходят для стали любого вида. Главное, чтобы толщина металла не превышала 1 см, а сила тока – 220 А.
- Пятимиллиметровые электроды могут работать только в комплекте с оборудованием довольно высокой мощности. Легированные и низкоуглеродистые стали варятся электродами длиной 45 см, а высоколегированные – 35 см. Толщина элементов может достигать 1,5 см, а сила тока – 280 А.
- Профессиональное оборудование обычно работает в комплекте с шестимиллиметровыми изделиями. При работе с легированными и низкоуглеродистыми сталями применяют сварочные электроды длиной 45 см, а при варке высоколегированных сталей – 35 см. Могут варить на токе до 370 А.
- Высокопроизводительное промышленное оборудование комплектуется сварочными электродами диаметром в 8-12 мм. Легированные и низкоуглеродистые стали варятся электродами длиной 45 см, а высоколегированные можно варить 35-сантиметровыми. Применяются при работе с металлами толще 8 мм. Сила тока может достигать 450 А.
 Могут иметь длину 25-30 см, допускается длина 25 см, можно варить элементы толщиной до 3 мм при силе тока в 70-100 А.
Могут иметь длину 25-30 см, допускается длина 25 см, можно варить элементы толщиной до 3 мм при силе тока в 70-100 А. При работе с легированными и низкоуглеродистыми сталями применяют сварочные электроды длиной 45 см, а при варке высоколегированных сталей – 35 см. Могут варить на токе до 370 А.
При работе с легированными и низкоуглеродистыми сталями применяют сварочные электроды длиной 45 см, а при варке высоколегированных сталей – 35 см. Могут варить на токе до 370 А.Важно отметить и тот факт, что диапазон силы тока зависит не только от диаметра электрода, но и от его марки. К примеру, трехмиллиметровый УОНИ 13/55 работает на токе в 70-100 А, а МР-3, имеющий такой же диаметр, на 80-140 А.
Электроды для разных режимов тока
На современном рынке оборудования для сварки представлен довольно большой выбор разнообразных электродов. И подбирая подходящий тип, нужно обращать внимание на ряд определенных параметров. Среди них одним из наиболее важных является не только диаметр, но и режим тока, с которым будет осуществляться работа.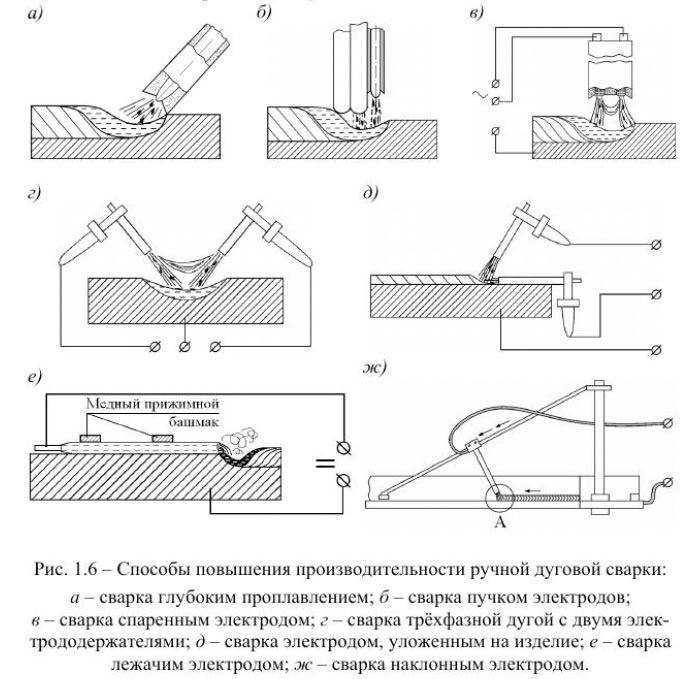 Он может быть постоянным и переменным.
Он может быть постоянным и переменным.
Среди электродов для работы на постоянном токе наиболее часто используются изделия марок МР-3, УОНИ 13/55, АНО-6, ОЗС-12, ОЗЧ-12, ЦЛ-11 и многие другие. Если сравнивать их с прочими аналогами, то изделия этих марок характеризуются высокими эксплуатационными свойствами и простотой применения. К числу их главных преимуществ можно отнести обеспечение устойчивой дуги и простоту повторного зажигания. Варка такими электродами позволяет получать аккуратные ровные швы.
Что касается электродов для работы на переменном токе, то их можно смело назвать пережитком прошлого. Ранее постоянный ток был не очень распространен из-за высокой стоимости таких работ. В целях экономии приходилось применять переменный ток и жертвовать качеством. К этому подталкивало то, что выпрямительные элементы, предназначенные для работы с большими сварочными токами, еще совсем недавно были очень громоздкими, имели низкий коэффициент полезного действия и дорого стоили.
Однако с появлением на рынке первых высокоэффективных полупроводниковых выпрямителей компактного размера ситуация изменилась кардинально. А уж после того как были созданы инверторы, ручную дуговую сварку мог позволить себе практически каждый. Однако переменный ток не исчез бесследно. Богатый опыт, накапливаемый в течение десятилетий использования и совершенствования подобных аппаратов, нашел свое применение и в инверторной сварке.
А уж после того как были созданы инверторы, ручную дуговую сварку мог позволить себе практически каждый. Однако переменный ток не исчез бесследно. Богатый опыт, накапливаемый в течение десятилетий использования и совершенствования подобных аппаратов, нашел свое применение и в инверторной сварке.
Среди наиболее популярных электродов, использующихся при работе на переменном токе, можно выделить МР, АНО и ОЗС. Отличаются они не только по химическому составу, но и по типу покрытия. К примеру, у АНО-6 и МР-3 ильменитовое и рутиловое покрытие.
Остальные же электроды для работы на переменном токе имеют рутиловое покрытие. С их помощью можно варить низколегированные, малоуглеродистые и углеродистые стали. Преимуществом таких сварочных электродов является их универсальность, что позволяет применять их для работы как на переменном, так и на постоянном токе.
Универсальные электроды
- Повышенную производительность сварочных работ.
- Достаточно высокую экономичность.
- Низкое разбрызгивание.
- Довольно хорошее отделение шлаковой корки.
- Возможность качественно варить даже загрязненный, поврежденный коррозией, окисленный и влажный металл.
- Минимальные требования к сварочному аппарату и оператору.

Помимо этого, такие изделия обеспечивают хорошую и стабильную дугу. Они одинаково хорошо подходят для заваривания длинных зазоров, сварки коротких швов и точечного прихвата.
Каждый тип электродов соответствует определенному виду работ.
Если вы планируете отдать свой выбор в пользу именно универсальных сварочных электродов, то вам прежде всего необходимо определиться с предстоящими задачами и уже на основании этого выбрать и приобрести электроды какой-то конкретной марки. Так, существуют следующие марки универсальных электродов:
- АНО-6 и АНО-4. Они разработаны для варки малоуглеродистой стали.
- Изделия марок ОЗС (4,6,12), МР (3 и 3С) и АНО-21 подходят для работы с углеродистой сталью.
- Если вам предстоит варить низколегированную сталь, то следует отдать выбор в пользу универсальных электродов марок ОЗС-6 и ОЗС-4.

Универсальные электроды немного стоят и позволяют получать сварные соединения весьма высокого качества. Это делает их очень популярными.
К примеру, такие изделия нашли свое применение не только в бытовых сварочных работах, но и в прокладке коммуникаций, строительстве и т.д.
Электроды для сварки разных материалов
При выборе сварочных электродов обязательно принимайте во внимание и то, какие именно материалы вы будете варить. К примеру, для стали наиболее популярными являются изделия марок МР, УОНИ и ОЗС. Они очень хорошо себя зарекомендовали. Такие электроды способствуют получению качественного результата и повышению продуктивности работы.
При работе с изделиями данных марок можно не волноваться о том, что появятся горячие трещины, вскипит ванна, будет разбрызгиваться материал, появится перегрев в месте сварки и т. п. У каждой из этих марок есть свои особенности, о которых нужно знать. Особенности следующие:
п. У каждой из этих марок есть свои особенности, о которых нужно знать. Особенности следующие:
- Для электродов марки УОНИ характерна хорошая отделимость шлака и малое разбрызгивание металла.
- Изделия марки МР характеризуются отличными сварочно-технологическими показателями. Они просты в работе, обеспечивают легкое повторное зажигание дуги и хорошее отделение шлака, металл разбрызгивается минимально, сварка ведется на низких токах, агрегат можно запитать от обыкновенной бытовой электрической сети, не требуют от сварщика высокой квалификации, недорого стоят, обеспечивают высокое качество даже при работе с бюджетным оборудованием.
- Электроды марок ОЗС можно использовать даже для варки окисленных металлов. Они создают хорошие по внешнему виду швы и самоотделяемую шлаковую корку.
Углеродистые стали обычно варятся при помощи изделий марки АНО. Они способствуют легкому повторному зажиганию дуги, избавляют от проблем с отделением шлаковой корки, по минимуму разбрызгивают металл.
Для варки нержавейки подходят электроды марки ОЗЛ. При их использовании образуется надежный шов из жаропрочного металла. Он способен нормально переносить температуры до 1000 градусов. Помимо этого, шов характеризуется высокой стойкостью к межкристаллитной коррозии. Если при эксплуатации не будет повышенных температур, то для варки можно использовать и изделия марки ЦЛ. Они тоже обеспечивают шов, устойчивый к межкристаллитной коррозии.
Чугун варится при помощи ОЗЧ-электродов. Они имеют медную основу, содержащую железный порошок. Благодаря такому составу создается очень прочный шов с сохранением пластичных свойств и вязкости.
Помимо упомянутых типов электродов, существует еще очень много различных узкоспециализированных разновидностей. Но для выполнения бытовых задач они вряд ли понадобятся, а опытный сварщик, выполняющий узкоспециализированные работы, и сам прекрасно знает, какие электроды ему нужны.
Ориентируясь на приведенную выше информацию и рекомендации, вы сможете без особых проблем подобрать максимально качественные электроды, подходящие для решения конкретно ваших задач. Отнеситесь к этому мероприятию как можно ответственнее. Удачного выбора!
Отнеситесь к этому мероприятию как можно ответственнее. Удачного выбора!
Диаметр электродов для сварки таблица
Диаметр электрода от толщины металла (листа или детали), сила тока сварки от диаметра электрода. Режимы – выбор режима ручной дуговой сварки. Траектории движения электрода. Схема, скорость сварки, влияние наклона электрода, силы сварочного тока , кромок, положение сварочной ванны.
- Режимы дуговой сварки представляют собой совокупность контролируемых параметров, определяющих условия сварочного процесса. Правильно выбранные и поддерживаемые на протяжении всего процесса сварки параметры являются залогом качественного сварного соединения. Условно параметры можно разделить на основные и дополнительные.
- Основные параметры режима дуговой сварки: диаметр электрода, величина, род и полярность тока, напряжение на дуге, скорость сварки, число проходов.
- Дополнительные параметры: величина вылета электрода, состав и толщина покрытия электрода, положение электрода, положение изделия при сварке, форма подготовленных кромок и качество их зачистки.
- Выбор диаметра электрода
- Диаметр электрода выбирают в зависимости от толщины свариваемого металла, положения, в котором выполняется сварка, катета шва, а также вида соединения и формы кромок, подготовленных под сварку. Для того чтобы правильно выбрать диаметр электрода, можно воспользоваться таблицей 1:

Таблица 1. Примерное соотношение диаметра электрода и толщины свариваемых деталей
| Толщина свариваемых деталей, мм | 1-2 | 3-5 | 4-10 | 12-24 | 30-60 |
| Диаметр электрода, мм | 2-3 | 3-4 | 4-5 | 5-6 | 6-8 |
- Однако такое соотношение является примерным, так как на этот фактор накладывает отпечаток размещение шва в пространстве и количество сварочных проходов. К примеру, при потолочном положении шва не рекомендуют применять электроды с диаметром более 4 м. Не пользуются электродами больших диаметров и при многопроходной сварке, так как это может привести к непровару корня шва.
- Сила тока выбирается в зависимости от диаметра шва длины его рабочей части, состава покрытия, положения сварки и т.д. Чем больше сила тока, тем интенсивнее расплавляется его рабочая часть и тем выше производительность сварки. Но это правило может приниматься с некоторыми оговорками. При чрезмерном токе для выбранного диаметра электрода происходит перегрев рабочей части, что чревато ухудшением качества шва, разбрызгиванием капель жидкого металла и даже может привести к сквозным прогораниям деталей. При недостаточной силе тока дуга будет неустойчива, часто будет обрываться, что может привести к непроварам, не говоря уже о качестве шва. Чем больше диаметр электрода, тем меньше допустимая плотность тока, так как ухудшаются условия охлаждения сварочного шва.
- Опытные сварщики силу тока определяют экспериментальным путем, ориентируясь на устойчивость горения дуги. Для тех, кто еще не имеет достаточного опыта, разработаны следующие расчетные формулы: Для наиболее распространенных диметров электрода (3 -6 мм):
 Не пользуются электродами больших диаметров и при многопроходной сварке, так как это может привести к непровару корня шва.
Не пользуются электродами больших диаметров и при многопроходной сварке, так как это может привести к непровару корня шва. Для тех, кто еще не имеет достаточного опыта, разработаны следующие расчетные формулы: Для наиболее распространенных диметров электрода (3 -6 мм):
Для тех, кто еще не имеет достаточного опыта, разработаны следующие расчетные формулы: Для наиболее распространенных диметров электрода (3 -6 мм):- Iсв = (20 + 6dэ )dэ
- где Iсв — сила тока в А, dэ – диаметр электрода в мм
Выбор режима дуговой сварки
- При выборе режимов сварки следует учитывать и наличие скоса свариваемых кромок. Все эти обстоятельства учтены и сведены в таблицах 2 и 3. Особенности горения сварочной дуги на постоянном и переменном токе различны. Дуга, представляющая собой газовый проводник, может отклоняться под воздействием магнитных полей, создаваемых в зоне сварки. Процесс отклонения сварочной дуги под действием магнитных полей называют магнитным дутьем, которое затрудняет сварку и стабилизацию горения дуги.
 Все эти обстоятельства учтены и сведены в таблицах 2 и 3. Особенности горения сварочной дуги на постоянном и переменном токе различны. Дуга, представляющая собой газовый проводник, может отклоняться под воздействием магнитных полей, создаваемых в зоне сварки. Процесс отклонения сварочной дуги под действием магнитных полей называют магнитным дутьем, которое затрудняет сварку и стабилизацию горения дуги.
Все эти обстоятельства учтены и сведены в таблицах 2 и 3. Особенности горения сварочной дуги на постоянном и переменном токе различны. Дуга, представляющая собой газовый проводник, может отклоняться под воздействием магнитных полей, создаваемых в зоне сварки. Процесс отклонения сварочной дуги под действием магнитных полей называют магнитным дутьем, которое затрудняет сварку и стабилизацию горения дуги.Таблица 2. Режим сварки стыковых соединений без скоса кромок
| Характер шва | Диаметр электрода, мм | Ток, А | Толшина металла, мм | Зазор, мм |
| Односторонний | 3 | 180 | 3 | 1,0 |
| Двухсторонний | 4 | 220 | 5 | 1,5 |
| Двухсторонний | 5 | 260 | 7-8 | 1,5-2,0 |
| Двухсторонний | б | 330 | 10 | 2,0 |
Примечание: максимальное значение тока должно уточняться по паспорту электродов.
Таблица 3. Режимы сварки стыковых соединений со скосом кромок
| Диаметр электрода, мм | Ток, А | Толщина металла, мм | Зазор, мм | Число слоев креме подваренного и декоративного | |
| Первого | Последующего | ||||
| 4 | 5 | 180-260 | 10 . | 1,5 | 2 |
| 4 | 5 | 180-260 | 12 | 2,0 | 3 |
| 4 | 5 | 180-260 | 14 | 2,5 | 4 |
| 4 | 5 | 180-260 | 16 | 3,0 | 5 |
| 5 | 6 | 220-320 | 18 | 3,5 | 6 |
Примечание: значение величины тока уточняется по паспортным данным электрода.
Особенно ярко выражено магнитное дутье при сварке на источнике постоянного тока. Магнитное дутье ухудшает стабилизацию горения дуги и затрудняет процесс сварки. Для уменьшения влияния магнитного дутья применяют меры защиты, к которым относят: сварку на короткой дуге, наклон электрода в сторону действия магнитного дутья, подвод сварочного тока к точке, максимально близкой к дуге и т.д. Если полностью избавиться от действия магнитного дутья не удается, то меняют источник питания на переменный, при котором влияние магнитного дутья заметно снижается. Малоуглеродистые и низколегированные стали обычно варят на переменном токе.
Опытные и знающие конечно помнят эти значения наизусть или подбирают их уже по интуиции, нам же, новичкам в области дуговой сварки, не помешает калькулятор для расчета диаметра электрода и силы тока сварки для указанной толщины металла.
В случае неправильного выбора диаметра электрода и силы тока сваривать не получится, при слишком низкой силе тока – электрод будет прилипать и дуга не будет зажигаться, а при слишком высокой силе тока – будет хорошо зажигаться дуга, но деталь может прогореть насквозь, а в случае использования слишком тонкого электрода – он будет сгорать слишком быстро.
Описание калькулятора
Данный калькулятор производит расчет два этапа:
- Сначала делается расчет по таблице знания силы тока и диаметра электрода в зависимости от толщины свариваемого металла.
- Затем производится расчет точного значения силы сварочного тока в зависимости от положения сварки: нижнее (К=1), вертикальное(К=0.9) или потолочное (К=0.8).
Расчет производится по формуле: I = K1 * K2 * D, где К1 – коэффициент в зависимости от положения сварки, K2 – коэффициент в зависимости от диаметра электрода, а D – рассчитанный в первом шаге диаметр электрода.
Таблица диаметра электрода и силы тока для сварки
Калькулятор сварочного тока и диаметра электрода
Надеюсь, мой калькулятор поможет начинающим освоить дуговую сварку.
Это статья из серии экспресс-уроков Свар-EXPRESS.
Темы урока: какой диаметр электрода нужен под конкретную толщину металла; какой сварочный ток выставлять для каждого случая; что такое полярность сварки.
| Инженер-сварщик Евгений Евсин |
Выбор сварочного электрода, для начинающего сварщика может стать проблемой. Например, какой диаметр электрода нужен под конкретную толщину металла, или какой сварочный ток выставить для получения прочного шва?
Постараемся ответить на эти вопросы.
Для начала разберёмся, что такое электрод и для чего нужна обмазка.
Электрод представляет собой металлический сердечник с особым покрытием, которое называется обмазкой. В процессе сварки сердечник плавится, а обмазка при сгорании создаёт газовую защиту шва от вредного воздействия кислорода. Так же в процессе сварки формируется защитный шлаковый слой сварочной ванны.
Выбирая электрод следует обратить внимание на состав сердечника, который должен быть схож со свариваемым металлом. Так существуют специальные электроды для углеродистых, легированных, высоколегированных сталей, электроды для работы с нержавейкой, жаростойкими сталями, для работы с алюминием или чугуном.
Существует огромное множество металлов и их сплавов, рассказывать о каждом мы не будем, а сосредоточимся на тех электродах, которые могут понадобиться в быту. В основном для домашних нужд используется конструкционная сталь небольшой толщины. Вот для неё мы и попробуем подобрать электроды. Но прежде несколько слов об обмазке электродов. Различают 4 типа покрытий: основной, рутиловый, кислый и целлюлозный. Каждый из них применяется для решения своих задач.
Основное и целлюлозное покрытия используются для сварки исключительно на постоянном токе. Данные электроды можно использовать при монтаже ответственных конструкций, где требуется максимальная прочность наплавленного металла.
Рутиловые электроды подойдут для работы на постоянном или переменном токе. Они отличаются лёгким поджигом и малым разбрызгиванием металла. Электроды могут работать с аппаратами обладающими низким значением напряжения холостого хода.
При использовании электродов с кислым покрытием – можно добиться лёгкого отделения шлака, однако пользоваться подобными электродами в замкнутом пространстве не рекомендуется – они достаточно вредны для здоровья сварщика.
Ещё один момент – электроды с рутиловым и кислым покрытием рекомендуется использовать при сварке аппаратами с напряжением холостого хода 50 (+/- 5) вольт.
Наиболее широко распространены электроды с основным и рутиловым покрытием. Для новичка знакомства с ними будет вполне достаточно.
Самыми распространёнными электродами с основным покрытием являются УОНИ 13/55. Данные электроды предназначены для углеродистых и низколегированных сталей. Как сказано в описании данных электродов, они рекомендуются для сварки ответственных конструкций, швы, сваренные с помощью УОНИ 13/55 отличаются пластичностью и стойкостью к ударным нагрузкам. Изделия, сваренные УОНИ 13/55 могут эксплуатироваться в условиях низких температур.
К недостаткам данных электродов стоит отнести требовательность к чистоте кромок заготовок. Если кромки заготовок перед сваркой не обработать и на них попадёт масло, вода, или ржавчина, велика вероятность появления сварочных пор.
УОНИ 13/55 – предназначены для сварки только постоянным током на обратной полярности – о которой мы расскажем чуть позже.
Самым распространённым представителем рутиловых электродов можно назвать электроды марки МР-3. Они предназначены для работы с углеродистыми и низколегированными сталями.
К сильным сторонам данных электродов стоит отнести возможность сварки как на постоянном, так и переменном токах, малое разбрызгивание металла, стабильность дуги во всех пространственных положениях.
Кроме двух самых распространённых марок электродов для работ с конструкционной сталью, новичкам можно рекомендовать электроды российского производства ОЗС-12 и АНО-4. А для сварки нержавейки электроды зарубежных производителей ОК 63.34, ОК 61.30 или отечественные электроды ЦЛ-11. Подобные электроды, так же могут понадобиться домашнему мастеру.
Большая часть инверторов для ручной дуговой сварки работает с постоянным током. На постоянном токе существует 2 варианта подключения полярности: прямая и обратная.
Прямая полярность – вариант подключения при котором к быстросъёму «+» инвертора подключается масса, держак подключается к «-». Обратная полярность – масса подключается к «-»; «+» к держателю электрода.
Обратная полярность – масса подключается к «-»; «+» к держателю электрода.
При сварке на плюсовом контакте выделяется больше тепла, а значит на обратной полярности лучше сваривать массивные детали, а на прямой тонкий металл (до 2 мм) или высоколегированную сталь, чтобы избежать их перегрева.
Диаметр электрода подбирают, ориентируясь на толщину металла заготовок. Для сварки металлов толщиной до 1.5 мм сварка электродами применяется крайне редко, для таких толщин лучше использовать полуавтоматы или аргонодуговую сварку.
Примерное соотношение толщины заготовок и диаметров электродов вы можете узнать из таблицы:
Следующий важный момент – какой ток необходимо выставить для электрода конкретного диаметра. Данную информацию можно узнать на упаковке электродов, или посмотрев следующую таблицу:
Так же начинающему сварщику, будет полезно знать, что сварочный ток можно подобрать из расчёта 20-30А на один миллиметр диаметра электрода. Т.е. для электрода диаметром 3мм, ток должен быть в приделах 80-110А, в зависимости от пространственного положения, толщины металла и количества проходов.
Точных и однозначных настроек тока не существует – каждый сварщик видит процесс по-своему, и в зависимости от собственных ощущений выставляет необходимые параметры тока.
Чем выше сварщик выставляет параметры тока, тем более жидкой и менее «управляемой» получается ванна. Задача сварщика – настроить аппарат таким образом, чтобы работа была комфортной, а сварочная ванна достаточной для провара и управления краями ванны.
Перейти в каталог:
Смотрите данную статью в видео-ролике:
Зависимость тока сварки от диаметра электрода
Как выбрать сварочный ток. Общая информация.
Возможно не все понимают, что до начала работы следует обратить внимание на несколько параметров. Выбрать сварочный ток совершенно не сложно
Существуют основные факторы:
Выбрать сварочный ток совершенно не сложно. Существуют основные факторы:
- Толщина свариваемых деталей
Да, этот пункт мы ставим на первое место, так как для новичков он должен быть основным. В соответствии с толщиной металла в первую очередь мы определяемся с диаметром электрода и только потом с силой тока.
В соответствии с толщиной металла в первую очередь мы определяемся с диаметром электрода и только потом с силой тока.
Диаметр электрода
Ну вот и самый ожидаемый пункт. Все верно! От диаметра электрода зависит наш выбор в плане силы тока.
Пространственное положение сварки
Все понимают, что выполнять сварочные работы невозможно только в нижнем положении. Существуют так же потолочные, вертикальные, горизонтальные. Если например, для нижнего положения все стандартно. То для потолочного и вертикального придется поработать с процентами. Вот например: если в нижнем положении, мы решили выставить 90 ампер, то для сварки того же металла, тем же электродом в вертикальном положении придется отнять около 15%, а для потолочного все 25%.
Необходимость многослойной сварки.
Новички, нет здесь не какой ошибки. Бывает такое, когда толстый металл необходимо проваривать в несколько проходов, это нормально. Вот именно по этому, к каждому слою могут предъявляться разные требования. Из этого следует различия в силе сварочного тока.
Из этого следует различия в силе сварочного тока.
Марка электрода
Этот пункт для более опытных сварщиков. Которые готовы работать с ответственными конструкциями. В этом случае могут использоваться разные электроды. А разные электроды, значит разный их состав и свойства, соответственно разная сила тока.
Род тока
Какой род тока существует? Еще со школы известно — переменный и постоянный. Это две большие разницы, тем более в отношении сварочных работ. И этот пункт берется в учет при выборе режима.
Полярность
Существует, ну на сколько мне известно=), два вида полярности — прямая и обратная. Дело в том, что электрическая дуга может возбуждаться от электрода к основному металлу или наоборот. Так что, седьмой пункт так же играет ключевую роль.
Вид сварочного соединения
Таких видов существует несколько. Вот основные из них: Тавровое, нахлесточное, стыковое. Даже это учитывается при выборе силы тока для сварки.
В двух словах о выборе тока для сварки
Ну что новички, по немногу вникаем в суть дела?*- ) Отлично! Но думаю стоит немного закрепить пройденное. Первым делом запомните, сила тока в сварке играет ключевую роль. А выбирается она в зависимости от некоторых условий. Основное условие — толщина металла, далее следует диаметр электрода, затем выбор сварочного тока(для новичков этого достаточно).
Первым делом запомните, сила тока в сварке играет ключевую роль. А выбирается она в зависимости от некоторых условий. Основное условие — толщина металла, далее следует диаметр электрода, затем выбор сварочного тока(для новичков этого достаточно).
На что влияет полярность сварки
Во время проведения соединения металлических заготовок инвертором или полуавтоматом на стержне появляется пятно с высокой температурой, зависящей от полярности. При получении расходником питания через положительную клемму пятно разогревается до 390°, пользование минусовой – 320 градусов. Сильный нагрев позволяет варить детали на большую глубину.
Полярность при сварке тонких деталей выбирают прямую. Она годится и для работы с чувствительными металлами: с высоким содержанием углерода, нержавеющими составами, легированными сталями. Они проявляют боязнь к перегревам, поэтому при их соединении используют низкие температуры, но расход стержней при этом методе увеличивается.
 youtube.com/embed/CcVbCMcyZ00?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/CcVbCMcyZ00?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Подготовка чугуна к сварке
Прежде чем варить чугун электродом, необходимо произвести подготовительные процедуры. Хрупкость сплава и трудности в удалении загрязнений с его поверхности требуют тщательной подготовки к сварочному процессу.
Трещины, имеющие на поверхности изделий, нужно разделать на всю длину с достаточным для качественной проварки углом разделки и засверлить по краям. Если трещины не засверлены, то их необходимо вырезать, а концы трещины можно закруглить.
Рабочую зону следует очистить от посторонних включений с помощью болгарки, металлической щетки или наждачной бумаги. Зачистку также можно произвести пескоструйным способом. Масло удаляется с помощью растворителей. Сильные загрязнения рекомендуется удалять пламенем горелки.
Выпуск электрода
Расстояние от сопла горелки до торца сварочной проволоки. С увеличением выпуска ухудшается газовая зашита зоны сварки. При малом выпуске усложняется техника сварки, особенно угловых и тавровых соединений.
Вылет и выпуск зависят от диаметра электродной проволоки:
Диаметр проволоки, мм | 0,5-0,8 | 1-1,4 | 1,6-2 | 2,5-3 |
Вылет электрода, мм | 7-10 | 8-15 | 15-25 | 18-30 |
Выпуск электрода, мм | 7-10 | 7-14 | 14-20 | 16-20 |
Расход газа, л/мин | 5-8 | 8-16 | 15-20 | 20-30 |
Оптимальная совокупность параметров режима делает процесс стабильным на трех стадиях:
1 — при зажигании дуги и установлении рабочего режима сварки;
2 — в широком диапазоне рабочих режимов;
3 — в период окончания сварки.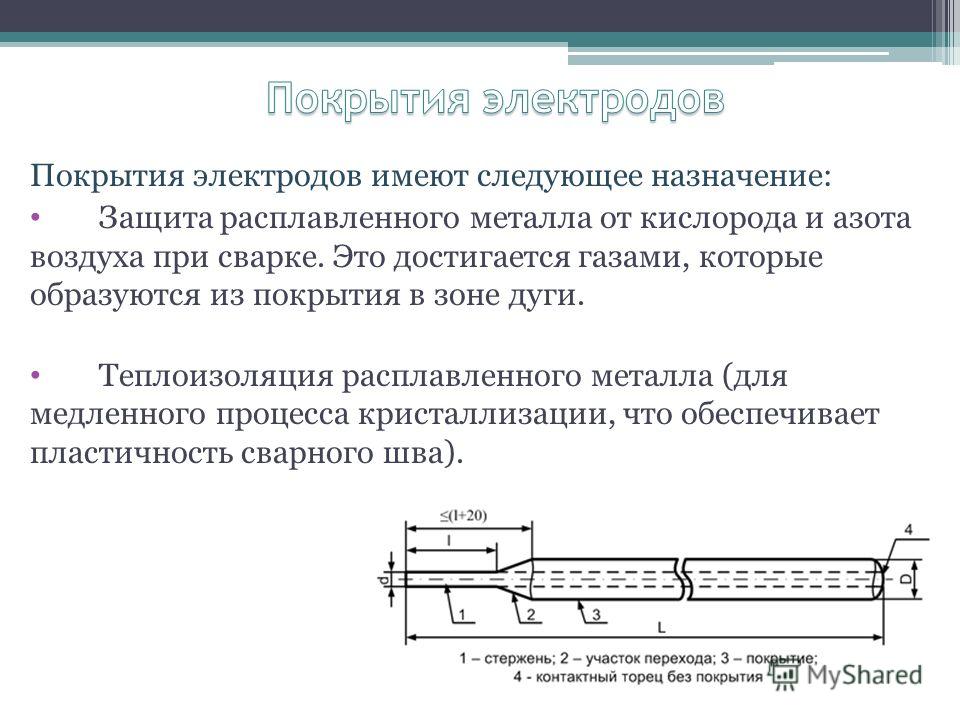
Процесс сварки считается стабильным, если электрические и тепловые характеристики его не изменяются во времени или изменяются по определенной программе. В связи с этим механизированную сварку в защитных газах ведут стационарной дугой, импульсно-дуговым способом, с синергетической системой управления.
Какой ток у электродов для сварки?
Многим людям кажется, что подобрать качественные электроды, хороший сварочный инвертор и больше ничего не нужно для успешного сваривания. Однако эти люди в чем-то правы, а в чем-то и нет. Для успешного сваривания также необходимо подобрать нужный ток. От чего он зависит? Он зависит от толщины металла, диаметра электрода и материала, из которого изготовлен электрод. Как узнать такие параметры? – это не является тайной, и Вы можете без проблем это прочитать далее в статье.
Для начала Вам нужно определить, какой сварочный ток использовать: постоянный или переменный. При сварке постоянным током прямой полярности глубина приваривания снижается на 40 – 50%, а при сваривании переменным током, провар уменьшается на 15 – 20%.
После того как Вы определитесь с полярностью тока, Вам нужно подобрать ток для используемого диаметра электрода. Для каждого диаметра электродов есть и свой ток. Вот все основные диаметры электродов и ток, который нужен для должного сваривания:
- 1,6 миллиметра – 35 – 60 Ампер;
- 2,0 миллиметра – 30 – 80 Ампер;
- 2,5 миллиметра – 50 – 110 Ампер;
- 3,0 миллиметра – 70 – 130 Ампер;
- 3,2 миллиметра – 80 – 140 Ампер;
- 4,0 миллиметра – 110 – 170 Ампер;
- 5,0 миллиметра – 150 – 220 Ампер;
Исключением являются случаи, когда необходимо нужно сваривать тонкий металл. При сваривании тонкого металла (до 3 миллиметров) нужно использовать электроды толщиной 2 -2,5 при этом используя ток 30 – 70 Ампер. Также для каждого диаметра электродов есть и своя толщина свариваемого металла:
- 2 – 3 миллиметра толщина металла: 1,6; 2,0 – толщина электрода;
- 3 – 5 миллиметра толщина металла: 2,0; 2,5; 3,0; 3,2; 4,0 – толщина электрода;
- 5 – 8 миллиметров толщина металла: 3,0; 3,2; 4,0; 5,0 – толщина электрода;
Теперь, Вы, зная ток, толщину электрода и толщину металла можете приступать к свариванию. Однако для хорошего и качественного сваривания Вам необходимо иметь надежный и недорогой сварочный инвертор. Безусловно, лидерами продаж являются сварочные инверторы «Темп», но среди них не нужно выбирать для себя самый дешевый. Лучше всего покупать инвертор «Темп ИСА 200» или «Темп ИСА 180». Чем они отличаются от других сварочных аппаратов? Они отличаются тем, что имеют все, что нужно для качественного сварочного аппарата: долговечность, приемлемая цена, тянет электроды диаметром от 1,6 до 5,0.
Однако для хорошего и качественного сваривания Вам необходимо иметь надежный и недорогой сварочный инвертор. Безусловно, лидерами продаж являются сварочные инверторы «Темп», но среди них не нужно выбирать для себя самый дешевый. Лучше всего покупать инвертор «Темп ИСА 200» или «Темп ИСА 180». Чем они отличаются от других сварочных аппаратов? Они отличаются тем, что имеют все, что нужно для качественного сварочного аппарата: долговечность, приемлемая цена, тянет электроды диаметром от 1,6 до 5,0.
Эти качества должны побудить Вас сделать правильный выбор. Теперь у нас остался один вопрос: где все это недорого купить? Сделать удачную покупку Вы можете у наших заводов-изготовителей, которые держат качество продукции на высоте уже долгое время. Наши заводы занимаются продажей только качественных сварочных материалов, поэтому для того чтобы начинать сварочные работы Вам нужно всего лишь сделать заказ всего, что Вам нужно и начинать сварочные работы.
Несмотря на кризис или другие неполадки, наши заводы стараются держать цены как можно ниже, чтобы любой желающий человек мог купить качественный сварочный материал по доступной цене. Помните: покупая только качественные товары у нас, Вы сможете без проблем провести все необходимые сварочные работы по низким ценам!
Помните: покупая только качественные товары у нас, Вы сможете без проблем провести все необходимые сварочные работы по низким ценам!
Электроды для низкоуглеродистой стали
elektrod-3g.ru
Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
Выбрать марку электродов для инвертора еще не все. Даже если вы определились, остаются, как минимум, три вопроса:
- какой диаметр электрода использовать при сварке;
- какой ток выставить;
- к какому выходу «+» или «-» подключить электрод.
Обо всем по порядку. Начнем с того, какой диаметр электрода необходим для сварки. В общем рекомендуют исходить из толщины свариваемых металлов: при небольших толщинах электрод берут с диаметром того же размера, что и металл. Если вы варите металл 3 мм толщины, то и электроды берете аналогичного размера. Если варите что-то более толстое, соответственно берете 4 мм. Но большими электродами новичкам работать будет сложно. Начинайте осваивать сварку с толщины металла 3-4 мм.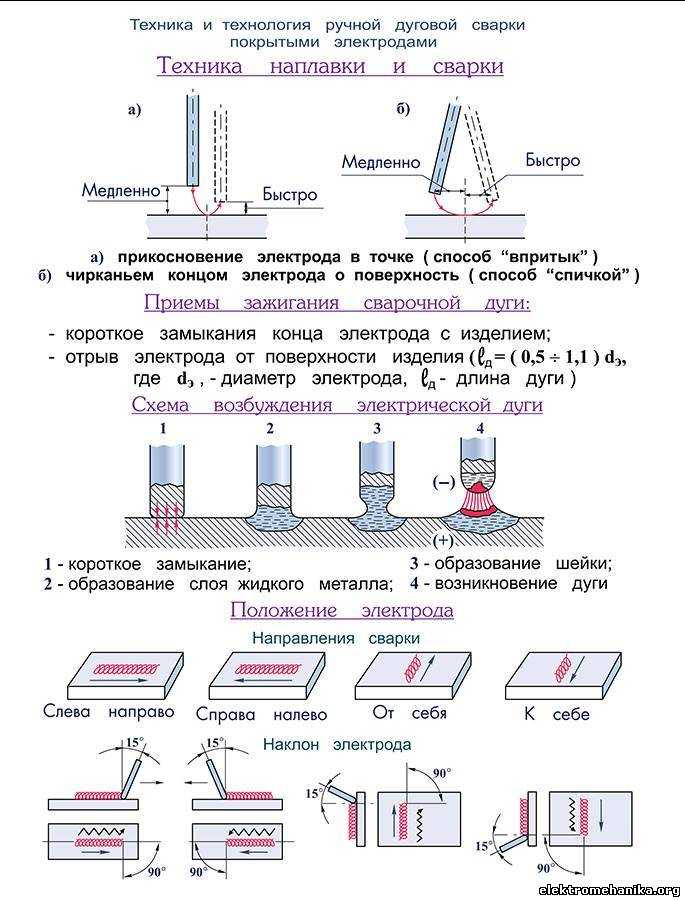 Для этого используйте электроды 3 мм, или как говорят «тройку».
Для этого используйте электроды 3 мм, или как говорят «тройку».
Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Относительно того, как какому выходу подключать электроды. В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод. При обратном подключении к положительному выходу подключают электрод, к отрицательному зажим, который цепляют на деталь. При прямой полярности на деталь сажают плюс, на электрод подают минус. Как это выглядит на сварочном инверторе, показано на фото.
Прямая и обратная полярность подключения на сварочном инверторе
Чем отличаются эти два типа подключения? Разное направление имеет поток электронов. Как известно, электроны движутся от «минуса» к «плюсу». Потому при сварке получается, что тот элемент, который подключен к «+» греется сильнее. Меняя режимы подключения можно управлять интенсивностью нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас электрод 3 мм, металл 2 мм. Если на деталь подать «+» может получиться прогар. Потому в этом случае лучше использовать обратную полярность, при которой будет больше греться электрод. Если вы той же тройкой хотите сварить 6 мм металл, лучше это делать на прямой полярности: так разогрев металла будет более глубоким и шов получится более прочным.
Например, у вас электрод 3 мм, металл 2 мм. Если на деталь подать «+» может получиться прогар. Потому в этом случае лучше использовать обратную полярность, при которой будет больше греться электрод. Если вы той же тройкой хотите сварить 6 мм металл, лучше это делать на прямой полярности: так разогрев металла будет более глубоким и шов получится более прочным.
Сила тока при сварке
В общем случае при установке электрода сила сварного тока для инвертора выставляется в зависимости от диаметра используемого электрода. Вообще, на каждой пачке есть рекомендации, но можно обойтись и без них: на каждый миллиметр диаметра берут 20-30 Ампер тока. Получается довольно широкий диапазон, но далее нужно еще учесть как будете класть шов: с отрывом или без. Для сварки без отрыва ставят более низкие токи, с отрывом — более высокие.
Каким током нужно варить при разных электродах (общие рекомендации, точно подбирайте опытным путем)
Например, для электрода диаметром 3 мм расчетный ток получается от 60 А до 90 А. Реально работают в диапазоне от 30 Ампер до 140 Ампер. При сварке без отрыва выставляют ток порядка 70-90 А, с отрывом — 90-120 А. Эти параметры могут «гулять» в обе стороны: зависит еще от скорости движения кончика электрода, от марки и «текучести» свариваемой стали, от положения шва (для вертикального и горизонтального шва ставят чуть меньше, для потолочного — еще меньше).
Реально работают в диапазоне от 30 Ампер до 140 Ампер. При сварке без отрыва выставляют ток порядка 70-90 А, с отрывом — 90-120 А. Эти параметры могут «гулять» в обе стороны: зависит еще от скорости движения кончика электрода, от марки и «текучести» свариваемой стали, от положения шва (для вертикального и горизонтального шва ставят чуть меньше, для потолочного — еще меньше).
В общем, даже рекомендованные производителем токи — это далеко не требование. Начинайте с них, а потом подбирайте так, чтобы вам было удобно работать и шов получался хороший. У вас должно получиться качественное соединение, а соотношение силы тока и скорости движения вы подберете экспериментальным путем. При этом ориентируйтесь на состояние сварной ванны. Она — ваш главный показатель качества.
Ошибки, которые могут возникнуть при сварке
Теперь вы знаете не только, как выбрать электроды для инверторной сварки, но и как их подключить, какого диаметра они вам нужны для этой работы, и как для каждого типа электрода и шва подобрать ток. Теперь поговорим немного о держателях для электродов.
Теперь поговорим немного о держателях для электродов.
Виды покрытий электродов
Начинающий сварщик должен знать, не только как правильно выбрать силу тока при сварке инвертором, но и уметь определять электроды в зависимости от типа покрытия. Этот критерий оказывает влияние на качество и вид соединения металлических изделий.
Выделяют 4 вида покрытий электродов:
- Основное, оно обозначается «Б». Это распространенный тип обмазки. В ее составе присутствуют карбонаты кальция и магния. Главное преимущество состоит в том, в покрытии наблюдается низкий уровень водорода. Благодаря данным свойствам при использовании электродов во время сварочных работ получается качественный, механически прочный и очень пластичный шов, который обладает отличной ударной вязкостью. К популярным электродам, имеющие основное покрытие, относятся такие марки — УОНИ 13/55, УОНИИ 13/55, УОНИ 13/45. Однако не стоит забывать про характерный недостаток — при их применении образуется большое количество шлака.
- Рутиловое, обозначается в виде буквы «Р». Это также одно из популярных покрытий. В основе имеется рутил (диоксид титана). А вот как правильно выставить сварочный ток для таких стержней, указывается в инструкции к ним. Обычно напряжение также выставляется в зависимости от диаметра. При использовании электродов с рутиловым покрытием обеспечивается легкий первичный розжиг, а также не возникает сложностей при последующих розжигах. Горение дуги стабильное на протяжении всего сварочного процесса. Минимальное разбрызгивание расплавленного металла, происходит легкое отделение корки из шлака.
- Кислое «А». В состав этого покрытия входит железо, кремний, марганец и другие компоненты. При помощи стержней с кислой обмазкой можно производить сваривание покрытий с окалиной и ржавчиной. Они противостоят образованию в швах металла воздушных каналов. Однако иногда в структуре металлов могут появляться горячие трещины.
- Целлюлозное «Ц». В состав покрытия входят такие компоненты, как целлюлоза, органические смолы, ферросплавы, другие вещества. Они отлично подходят для проведения сварочных работ в вертикальном положении. Это связано с тем, что они обеспечивают полноценное выделение защитных газов и снижают уровень шлаков. Но при их использовании отмечается сильное разбрызгивание жидкого металла. Также при сварке повышается показатель водорода, это может ухудшить качество соединения.

 Они отлично подходят для проведения сварочных работ в вертикальном положении. Это связано с тем, что они обеспечивают полноценное выделение защитных газов и снижают уровень шлаков. Но при их использовании отмечается сильное разбрызгивание жидкого металла. Также при сварке повышается показатель водорода, это может ухудшить качество соединения.
Они отлично подходят для проведения сварочных работ в вертикальном положении. Это связано с тем, что они обеспечивают полноценное выделение защитных газов и снижают уровень шлаков. Но при их использовании отмечается сильное разбрызгивание жидкого металла. Также при сварке повышается показатель водорода, это может ухудшить качество соединения.Перед тем как проводить сварочные работы стоит рассмотреть главные параметры, от которых зависит прочность соединения. Чтобы в дальнейшем конструкция быстро не сломалась, сварщик обязательно должен выполнить точные расчеты тока и диаметра стержней. Опытные сварщики делают обычно это самостоятельно без специальных таблиц и формул, а вот новички часто ошибаются. В любом случае стоит учитывать, что для электрода 3 мм средняя сила тока должна быть в пределах 80-90 Ампер. Этот показатель можно будет уменьшить или повысить в процессе сваривания. Это же относится к расходникам большего диаметра.
Техника безопасности
Электросварка популярна. Небольшой по габаритам аппарат способен герметично соединить детали в любых пространственных положениях, сварка идет быстро и управляемо. При работе следует помнить о рисках для здоровья:
Небольшой по габаритам аппарат способен герметично соединить детали в любых пространственных положениях, сварка идет быстро и управляемо. При работе следует помнить о рисках для здоровья:
- Травма глаз. Сварочная дуга излучает световую энергию, которая может обжечь роговицу глаза, отпечататься на сетчатке. Ощущение песка под веками, сложно моргнуть, припухлости — эти симптомы проходят довольно долго. Защитить глаза поможет маска со специальным стеклом, перед зажжением дуги предупреждайте окружающих возгласом: «Глаза!»
- Поражение электрическим током. Электрическая дуга — пропуск электрического тока через зазор между электродом и металлом. Чем больше сила тока, тем ярче дуга. Но если этот ток пройдет через тело человека, он умрет. Чтобы избежать поражения электрическим током, нужно: Следить за целостностью оплетки кабелей, изоляцией держака.
- Использовать качественные изолированные держаки, не хватать голыми руками держак за оголенные части.
- При постоянной работе обувать спецобувь с прорезиненной подошвой.

Ожоги кожи. Ультрафиолет дуги и летящая во все стороны окалина травмируют кожу. Чтобы избежать проблем, используйте защитные перчатки — краги. Одеваться стоит только в хлопчатобумажную или специально пропитанную одежду — сварочную робу, джинсы. Для защиты рук применяются хлопчатобумажные рукавицы или сварочные краги. При сварке оголенных участков кожи быть не должно.
Отравление газами. Все работы должны проводиться в проветриваемом помещении, под вытяжкой или на свежем воздухе. Полезным будет применение фильтрующих полумасок или респираторов.
Особенности практического определения
Как было указано выше, сварщики с большим опытом способны определить показатели силы тока и диаметра стержнем самостоятельно без применения специальных таблиц, нормативных документов и таблиц. Чтобы выполнить расчеты им достаточно знать размеры заготовок и основные характеристики металлов.
Для облегчения может использоваться таблица сварочных токов для инвертора:
При помощи нее можно с легкостью установить подходящие настройки для сваривания металлических изделий с определенной толщиной.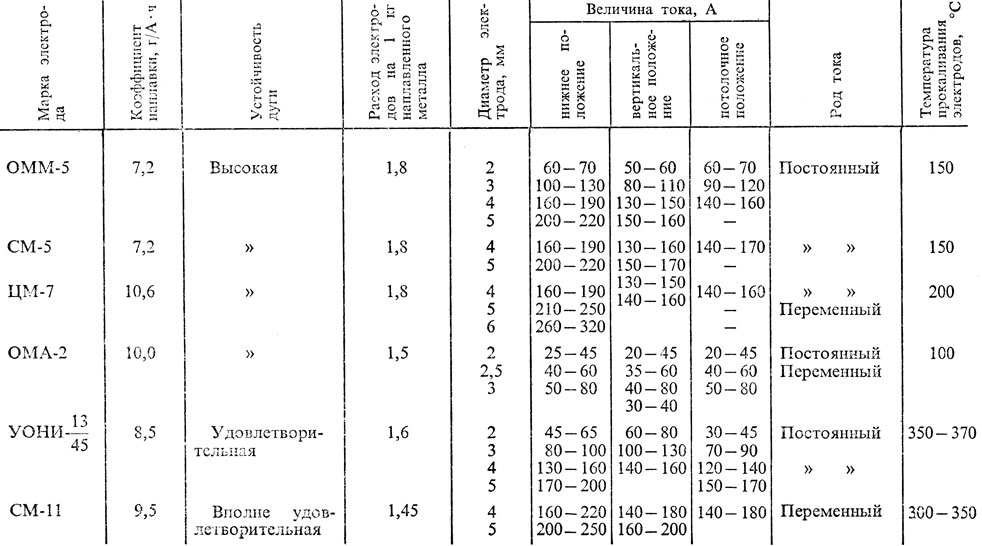 Дополнительно стоит учитывать указания, которые имеются в инструкции для расходников и сварочного оборудования. Но имеются формулы, по которым могут производиться расчеты тока.
Дополнительно стоит учитывать указания, которые имеются в инструкции для расходников и сварочного оборудования. Но имеются формулы, по которым могут производиться расчеты тока.
Если расходники имеют диаметр 4 мм и более 6 мм, то для них стоит использовать следующую формулу:I = (20 + 6d) d В ней под значением I понимается ток, который выражается в Амперах. Под d — показатель диаметра электродов, он выражается в миллиметрах.
Сила тока при сварке электродом 3 мм и меньше высчитывается с использованием немного другой формулы:I = 30 d
А вот для выполнения расчетов напряжения при применении стержней с диаметром 3-4 мм рекомендуется выполнять расчеты по формуле:I = 40 d
Стоит отметить! На деле расчетные значения всегда изменяются и исправляются. Часто делают корректирование в меньшую сторону, уменьшение производится на 10-15 %.
Какую использовать?
Одним из важных критериев, на котором основывается выбор полярности электросварки, является состав покрытия сварочного электрода. В зависимости от материала электрода подбирается режим электросварки. Например, черные угольные стержни, которые имеют свойство быстро нагреваться, выбирать для сварки методом обратной полярности нецелесообразно. Такие электроды быстро разрушатся, и процесс электросварки будет постоянно прерываться, кроме того, они не подходят для тонкого металла.
В зависимости от материала электрода подбирается режим электросварки. Например, черные угольные стержни, которые имеют свойство быстро нагреваться, выбирать для сварки методом обратной полярности нецелесообразно. Такие электроды быстро разрушатся, и процесс электросварки будет постоянно прерываться, кроме того, они не подходят для тонкого металла.
Правильная подборка электрода в этом случае зависит от состава материала заготовки. Если взять электрод без покрытия, то при электросварке в условиях прямой полярности он будет хорошо плавиться и гореть, а если работать с такой проволокой в условиях переменного электротока, электрод без покрытия гореть не будет. Прочность и внешний вид сварного шва зависит от полярности расположения полюсов. Чтобы получить максимально глубокую проварку металла, потребуется применить технологию использования постоянного тока с обратной направленностью. При таком расположении полюсов максимальный набор тепловой энергии будет в области анода.
Применение электросварки с обратной направленностью тока считается наиболее востребованным. Сварочный аппарат может осуществлять подачу сварочной проволоки с определенной скоростью, от этого будет зависеть выбор определенных вариантов технологий сварки. Электрический ток обратной полярности применяется для работы в среде защитных газов, а сварка с прямой направленностью используется при работе с флюсовой порошковой сварочной проволокой.
Сварочный аппарат может осуществлять подачу сварочной проволоки с определенной скоростью, от этого будет зависеть выбор определенных вариантов технологий сварки. Электрический ток обратной полярности применяется для работы в среде защитных газов, а сварка с прямой направленностью используется при работе с флюсовой порошковой сварочной проволокой.
Прямая и обратная направленность электротока выбирается исходя из ряда факторов, главными из которых являются состав расходных материалов, применяемое оборудование, вид металла заготовки и ее толщина
Вне зависимости от того, какая полярность подачи электротока будет выбрана, имеются определенные нюансы, которые важно учитывать
Известно, что используя постоянный электроток, можно получить сварочное соединение без наличия большого образования окалины из-за брызг. Остывший шов получается аккуратным и прочным. Такие характеристики шва объясняются тем, что при работе постоянным током не происходит частой смены полярностей, в отличие от работы переменным видом подачи электротока.
В случае, когда для сварочного процесса используются электроды плавящегося типа, то ввиду разницы нагрева между катодом и анодом возможны прожоги поверхностей заготовок. Чтобы избежать прожога заготовки в участке подсоединения ее к электрокабелю, используют прижимную струбцину.
Зависимость от толщины электрода
Нормативная литература по сварочному делу содержит много таблиц, позволяющих выбрать требуемый диаметр электрода и значение сварочного тока для сваривания заготовок определённой толщины. При увеличении тока сварки, увеличивается скорость плавления, как заготовки, так и материала электрода, это определяет прямую зависимость между сварочным током и диаметром электрода.
Например, если электродом, имеющим диаметр 2мм, рекомендуется сваривать металл толщиной 2 – 3 мм, выбирая при этом сварочный ток в диапазоне 40 – 80 ампер, то для электродов диаметром 5 – 6 мм указывается токовая величина 220 – 320 ампер при сварке металла 10 – 24 мм.
Этот параметр играет важную роль в формировании сварного шва. С увеличением диаметра электрода, плотность падает при неизменных токовых настройках аппарата.
С увеличением диаметра электрода, плотность падает при неизменных токовых настройках аппарата.
Это обусловлено тем, что электрод с диаметром большего размера создает более толстую дугу, имеющую большее значение площади. Показатель плотности зависит также от длины электрической дуги.
При увеличении разрядного промежутка между электродом и заготовкой, дуга вытягивается, становясь тоньше, уменьшая площадь поперечного сечения разряда. При этом уменьшается температура, создаваемая дугой, замедляется процесс переноса вещества электрическим разрядом.
При дальнейшем увеличении зазора, процесс начинает терять стабильность, поверхность сварочной ванны становится неровной, и в итоге дуговой разряд гаснет. Таким образом, в относительно небольших пределах, энергию сварочного процесса можно регулировать путем изменения длины дуги.
Что касается сварки полуавтоматом, роль электрода здесь играет специальная проволока для сварки, диаметр которой также выбирается по таблицам, в зависимости от характеристик свариваемого металла и его толщины.
Начинаем варить
Сначала устанавливаем правильную силу тока на инверторе. Помним, что в инверторных технологиях сварка переменным током – основной вид. Сила сварочного тока зависит от состава электрода и диаметра его наконечника, положения заготовок при сварке и типа шва в планируемом соединении.
Находим удобную и устойчивую позу, одеваем маску и начинаем работу с отведенным локтем руки. Предплечье лучше обмотать кабелем. Если этого не сделать, по ходу сварки может устать рука, а кабель начнет болтаться, что негативно скажется на качестве сварочного шва.
Направление движения электрода для начинающего сварщика.
Для дебютных работ лучше выбрать металлические заготовки не самого маленького размера – более 20-ти см, так будет удобнее. Как обычно делают новички: надевают маску, поджигают электрическую дугу и сразу же на одном вдохе пройти заготовку во всю длину шва.
Если ваша деталь короткая, и вы сварите ее на одном вдохе, у вас может сформироваться ненужная привычка варить шов на одном дыхании. Поэтому тренируйтесь на длинных деталях с правильным дыханием.
Поэтому тренируйтесь на длинных деталях с правильным дыханием.
Теперь о расположении предметов во время работы. Заготовки лучше разместить на рабочем столе – горизонтальной поверхности. Электрод в держателе должен находится под прямым углом к плоскости стола, затем угол наклона должен составлять примерно 30°.
Теперь нужно поджечь дугу, чтобы перемещаться вдоль планируемого сварочного шва.
Сварку можно производить углом назад, в этом случае наклон в 30° идет в направлении шва. Если углом вперед – электрод наклоняется в обратную сторону от шва. Электрод нужно вести примерно как карандаш – на высоте 2-х мм от поверхности заготовок.
Нужно помнить, что при горении электрод укорачивается, поэтому за расстоянием над поверхностью нужно следить постоянно.
Полярность прямая и обратная: в чем разница
Полярность в сварке на инверторном аппарате – вещь чрезвычайно важная, в которой нужно разбираться.
Если сварочный ток постоянный, то и движение электронов тоже постоянное. А при таком раскладе почти не бывает разбрызгивания капель и кусочков расплавленного металла, вследствие чего шов выходит аккуратным и высокого качества.
По своей сути полярность – это направление потока электронов, которое зависит от порядка подключения кабелей к двум разным разъемам аппарата. На инверторах есть возможность выбрать вид полярности. Сила тока при сварке также может регулироваться.
Обратная полярность
Виды полярности для сварки.
Это минусовой полюс на металлической заготовке, а плюсовой – на электроде. Ток, таким образом, передвигается от минуса к плюсу, то есть от металла к электроду. Электрод при таком способе довольно сильно нагревается. Способ хорош при сварке тонких металлов так как здесь снижается риск прожога.
Прямая полярность
Здесь наоборот: минусовой полюс находится на электроде, а плюс – на металле заготовки. Ток теперь течет от электрода к свариваемой детали, которая в этом случае греется больше электрода. Так работают с толстыми кромками металлов.
Так работают с толстыми кромками металлов.
Следует заметить, что полярность всегда указывается в инструкциях на пачках с электродами.
Один из главных «инверторных» вопросов от дебютантов – какая полярность самая оптимальная при сварке инвертором? Ответ зависит от многих критериев, но с точки зрения резки металла полярность должна быть прямой.
Дело в том, что при таком виде полярности расплавленный участок получается глубоким и узким – как раз тем, что нужно при резке.
При обратной полярности все наоборот: зона расплавления небольшой глубины и довольно широкая.
Отличие электродов УОНИ от МР
Часто новички задаются вопросом, что лучше – УОНИ 1355 или МР3. Спешим прояснить ситуацию.
Спешим прояснить ситуацию.
Обе марки предназначены для соединения углеродистых и низкоуглеродистых сталей, разница только в характеристиках тока, необходимого для сварки. Электроды МР3 используются для сваривания любым видом тока, причем полярность не имеет значения.
УОНИ же могут качественно варить только при постоянном токе, полярность должна быть обратной. Постоянка не может в этом случае заменяться переменкой, иначе электрод будет прилипать, а сварочная дуга не будет гореть равномерно. Учитывая этот нюанс, вы можете избежать разбрызгивания металла и дефектов сварного шва.
Техника безопасности при сварке
Нормативы устанавливают следующие правила:
- Сварщик надевает специальный костюм, рукавицы из искростойкого материала, закрытую обувь на резиновой подошве. Они защищают кожу от брызг расплавленного металла и жесткого ультрафиолетового излучения дуги. Лицо закрывают маской с темным стеклом. Глаза необходимо защищать не только от прямых лучей ультрафиолета, но и от боковых бликов (отражения от стен).
- Пост оборудуют вытяжкой. Если работы ведутся в полевых или монтажных условиях, организуют проветривание. При отсутствии такой возможности сварщик работает в респираторе. Наиболее токсичны электроды с кислым покрытием. Вместо них рекомендуется использовать рутилово-кислые.
- Если вблизи поста находятся люди, мастер непосредственно перед зажиганием дуги громко произносит слово «глаза». Так он предупреждает их о необходимости отвернуться или защитить органы зрения.
- При выполнении работ на высоте используют монтажный пояс и другие средства страховки.
- Соблюдают требования электробезопасности.

Последний пункт включает в себя следующие установки:
- Перед началом работ проверяют целостность изоляции кабелей и других токоведущих частей. При наличии разрывов, выкрошившихся участков и прочих дефектов пользоваться аппаратом запрещено.
- При необходимости ремонта, замены расходника, перемещения, а также на время простоя или обеденного перерыва оборудование обесточивают.
- Подсоединение к сети производят через автомат, защищающий от короткого замыкания.
- Сварку в условиях повышенной влажности (в бойлерной, градирне, подвале или на улице во время дождя) должен проводить мастер, обладающий соответствующими навыками.

Сварщик надевает рукавицы и специальный костюм.
Выводы
Заключительным этапом при настройке сварочного аппарата будет-сила сварочного тока. Никто не застрахован от ошибок. Иногда при налаживании помогает и сама интуиция, либо автоматические настройки.
Для того что б не совершать ошибок применяйте таблицы с настройками. Но лучше выучите их на память. Это будет легко. Опыт придёт со временем.
Вы самостоятельно будете регулировать инвертор опираясь на его погрешности. Вы получите хороший опыт работы с металлом.
Будем ждать Ваших комментариев. Рассказывайте свой опыт о настройках сварочного тока и его взаимосвязь с диаметрами электродов.
основная взаимосвязь, правила и особенности подбора
Общая характеристика
Сила тока при сварке с использованием электродов должна выбираться в соответствии со многими критериями. Важно помнить, что режим сварочного процесса должен состоять не только из силы тока и показателей диаметра стержней, но из других не менее важных параметров:
- марки электродов;
- положения при сварочных работах;
- рода сварочного тока;
- полярности тока;
- слоев будущих соединений.
Но обязательно нужно учитывать, какие характеристики будут в приоритете — качество соединения, его размер, другие качества. Исходя из этих качеств следует производить настройку режима сварки и силу тока. Но для новичков это может показаться тяжелым и трудным процессом, поэтому стоит рассмотреть все важные нюансы.
Запомните! Если вы не знаете, как подобрать сварочный ток, то нужно взять на заметку золотое правило — чтобы рассчитать оптимальную силу тока необходимо посмотреть на диаметр электрода, который будет применяться для сваривания. Он будет базой для проведения дальнейших настроек.
Выбор стержней считается также важным этапом. Их диаметр рекомендуется выбирать с учетом толщины металлического изделия. Чем больше будет толщина, тем больше должен быть диаметр расходников. Одновременно с этим рекомендуется учитывать рекомендуемое пространственное положение для электродов.
Но лучше проводить сварку в том положении, для которого предназначены стержни. Но не все сварщики могут приобретать разные электроды для формирования различных швов. Но есть решение, которое позволит существенно сэкономить.
К примеру, в наличии имеются расходники для сварки в нижнем пространственном положении, но сварщику требуется сделать вертикальное соединение. В этом случае амперы можно уменьшить на 10-15 %.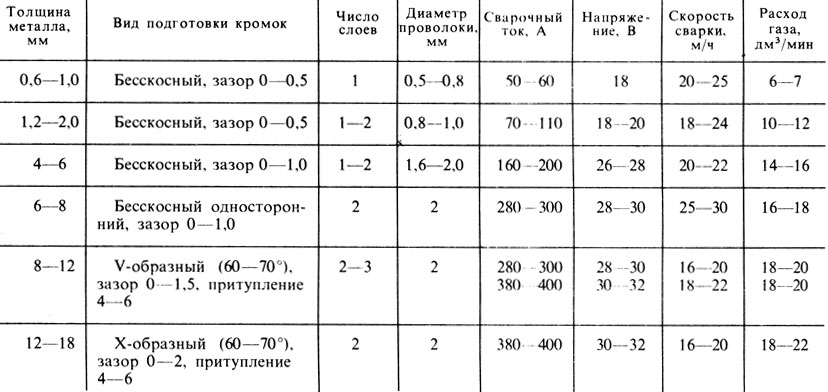 Данный метод подходит и для формирования швов потолочного типа, но в этом случае амперы укорачиваются уже на 25-30 %. Однако стоит помнить, что при сваривании потолочных соединений диаметр стержней не должен быть больше 4 мм.
Данный метод подходит и для формирования швов потолочного типа, но в этом случае амперы укорачиваются уже на 25-30 %. Однако стоит помнить, что при сваривании потолочных соединений диаметр стержней не должен быть больше 4 мм.
Выбор силы сварочного тока под электроды
Электродные расходники могут работать на постоянном и/или на переменном токе. Так, электроды с рутиловым покрытием используются в сварке как на постоянном, так и на переменном токах, то время как изделия с обмазкой основного типа (как, например, УОНИ 13/55 →) — только на постоянном токе обратной полярности.
Выбор силы сварочного тока напрямую влияет на качество сварки и получаемого результата. Если он подобран неправильно, заготовка при сварке может просто прожечься или, напротив, металл не оплавится на нужную глубину. Для правильного подбора существуют госты и рекомендуемые настройки, проверенные годами практики. Одно из ключевых правил — зависимость силы тока от диаметра электрода, важную роль также играют:
- толщина заготовки;
- пространственное положение сварки;
- длина дуги;
- количество слоев шва.
Для начинающих сварщиков будет полезно знать одно из основных негласных правил: на 1 мм диаметра электрода приходится в среднем 20-30 Ампер тока. Усредненно значения выглядят следующим образом:
Толщина заготовки
Читать также: Редуктор баллонный пропановый бпо 5 3
Совокупность факторов которые влияют на качество получаемого шва и обеспечивают стабильное протекание процесса сварки называют параметрами режима сварки.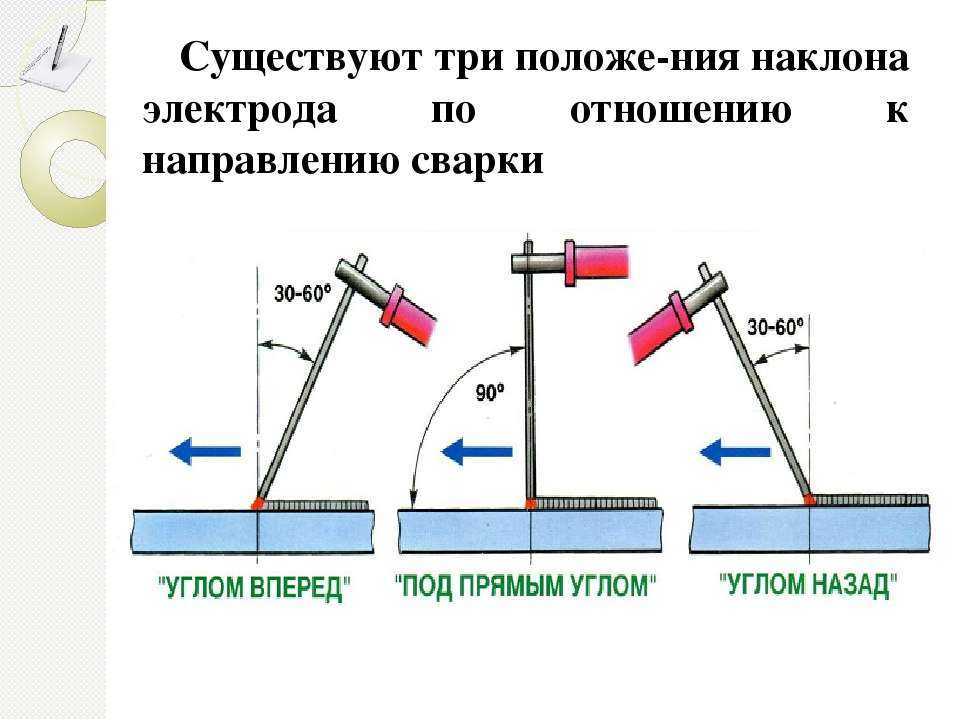
При выполнении сварки ручным дуговым способом выделяют следующие параметры режима сварки:
- диаметр электрода;
- сила сварочного тока;
- тип и марка электрода;
- напряжение на дуге;
- род тока и полярность;
- скорость сварки;
- расположение шва в пространстве;
- подогрев и термическая обработка;
- температура окружающей среды.
Последние три параметра относят к дополнительным, остальные являются основными для данного вида сварки.
Зависимость электрического тока от толщины электрода
Важно знать, как подобрать силу тока при сварке в соответствии с толщиной стержней. Это два взаимосвязанных свойства, которые оказывают основное влияние на прочностные характеристики шва и изделия в целом. Для каждой марки расходников предусмотрена наиболее подходящая величина тока.
Это два взаимосвязанных свойства, которые оказывают основное влияние на прочностные характеристики шва и изделия в целом. Для каждой марки расходников предусмотрена наиболее подходящая величина тока.
Какие диаметры электродов бывают
Какие бывают диаметры электродов для сварки.
Сварка — это совокупность многих процессов, которые позволяются производить сплавление металла без переплавки всех частей изделия. На сам процесс сварки влияет ток, полярность и род тока, напряжение дуги, скорость сварки и диаметр электрода. Длина электрода, свойства покрытия самого электрода, температура металла перед свариванием и подобные процессы влияют на процесс сварки лишь частично. Поэтому при произведении сваривания Вам не обязательно следить за состоянием этих факторов.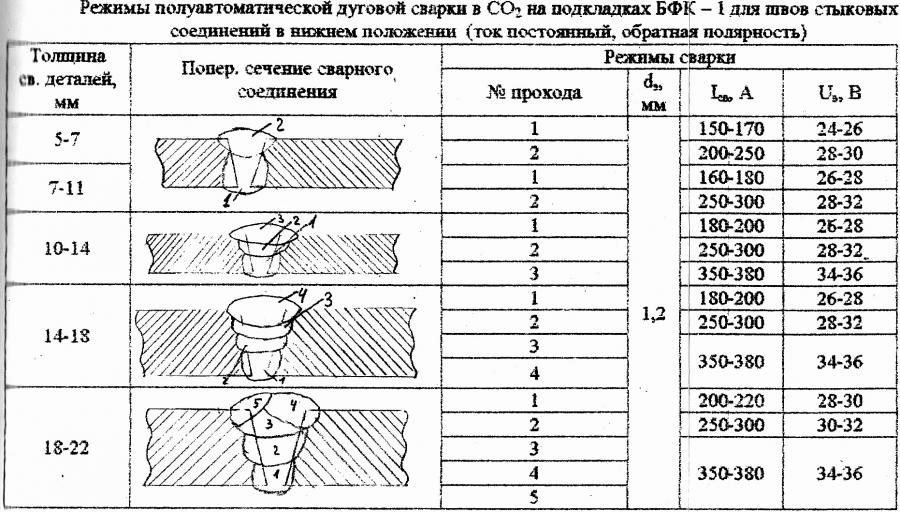
Однако одно из самых сильных влияний на сварочный процесс оказывает диаметр электрода. Чем больше диаметр электрода, тем больше Вам нужно добавлять ток. Также чем больше диаметр, тем большую толщину металла им можно сваривать. В основном при стандартных свариваниях самым популярным диаметром электродов является 2,5 миллиметра, однако такой диаметр рассчитан средние толщины металла, то есть около 3 — 4 миллиметров.
Помимо самых популярных толщин электродов существует еще много, однако самыми популярными и теми, которые можно купить практически в каждом магазине сварочных электродов и сварочного оборудования.
Это такие диаметры: 1,5; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0. Практически в каждом специализированном магазине Вы сможете это все купить. Однако если Вам нужны электроды большего диаметра, то Вы можете без проблем их заказать. Кроме этого Вам нужно еще и правильно подбирать диаметр электрода к толщине металла. Ваш выбор диаметра электрода должен зависеть не только от толщины свариваемого металла, а также еще и от свойств металла. Для того, чтобы правильно подобрать диаметр электродов воспользуйтесь форумами, блогами или специализированными сайтами.
Для того, чтобы правильно подобрать диаметр электродов воспользуйтесь форумами, блогами или специализированными сайтами.
Помимо основы — сварочных электродов, для сварочного процесса очень важно, чтобы был правильно подобран сварочный ток, то есть он должен соответствовать диаметру данных электродов. Если же Вы превысили или сильно понизили ток, в первом случае Вы, скорее всего, прожжете металл, а во втором — у Вас навряд ли выйдет вообще зажечь дугу, а если и выйдет, то не надолго.
Узнать правильную величину сварочного тока Вы можете либо на упаковке электродов, либо на специализированных сайтах для сварщиков. В этом случае Вам нужно помнить, что слушать советов других необязательно, ведь если, к примеру, Вы имеете дело с тонким металлом, небольшое превышение сварочного тока способно испортить Ваше изделие. Поэтому Вам нужно точно узнавать, какой требуемый ток для произведения сварочного процесса. Помните, что правильный подбор тока влияет на успех сварочного процесса.
Как видите, придерживаться правил, которые требуют электроды очень важно. Правильный подбор диаметра электрода по отношению к толщине металла и правильный подбор сварочного тока позволят Вам производить сваривание нужных Вам деталей без пользования услугами профессиональных сварщиков. Таким образом Вы сэкономите немало денег, сил и времени, тем самым ускоряя сварочный процесс в несколько раз.
Источник: elektrod-3g.ru
Диаметр электрода
Осуществление любых ответственных работ, в том числе ручной дуговой сварки, одним из обязательных условий имеет компетентный подход к подбору материалов. Неотъемлемой составляющей этой процедуры является соответствующее внимание ко всем параметрам сварочных электродов, одним из которых является их диаметр.
Диаметр сварочных электродовДиаметр сварочных электродов для работы с различными по химическому составу сталями прописан в различных нормативных документах. К примеру, согласно ГОСТ- 9466-75, определен номинальный диаметр электрода, который соответствует диаметру стержня. Следует отметить, что номинальный диаметр электрода для сварки не включает в себя толщину обмазки.
Следует отметить, что номинальный диаметр электрода для сварки не включает в себя толщину обмазки.
Согласно п. 1.5. ГОСТ-9466-75, для каждого диаметра и марки электрода существует своя индивидуальная толщина обмазки. Определяется зависимости от отношения D/d, где D — диаметр с покрытием, а d — диаметр стержня, при этом соотношение у электродов с тонким покрытием (буквенное обозначение М) должно быть менее или равно 1,2; для электродов со средним покрытием (буквенное обозначение С) должно быть менее или равно 1,45; для электродов с толстым покрытием (буквенное обозначение Д) должно быть менее или равно 1,80; а для электродов с особо толстым покрытием (буквенное обозначение Г) должно быть больше 1,80.
К примеру, сварочные электроды УОНИ-13/45, марка Э-42А УОНИИ-13/45-d4-УД Е 412(4)-Б 20. В соответствии с маркой номинальный диаметр электрода равен d4, показатель – Д означает, что покрытие толстое. Полный диаметр D электрода с покрытием равен 6 мм, отношение D/d или 6/4 равно 1,5, что соответствует параметру электродов с толстым покрытием так как попадает в диапазон от 1,45 до 1,8.
Полный диаметр D электрода с покрытием равен 6 мм, отношение D/d или 6/4 равно 1,5, что соответствует параметру электродов с толстым покрытием так как попадает в диапазон от 1,45 до 1,8.
Примечательно, что иностранные производители придерживаются таких же правил, только диаметры импортных электродов не соответствуют российским стандартам. Так к примеру японские сварочные электроды LB-52U имеют номинальные диаметры d . 2,6, d . 3,2, d . 4, а диаметры вместе с покрытием D 3,9, D 4,8, D 6, отношение диаметров равны 1,5, что соответствует толстому покрытию. Также сварочные электроды ОК 53.70 фирмы The ESAB Group произведенные в Швеции соответствуют международным стандартам d . 2,6, d . 3,2, d . 4 мм, а принадлежащий ESAB российский Завод ЭСАБ-СВЭЛ выпускает продукцию с торговой маркой ОК с диаметрами российских стандартов.
Выбор диаметра электродаВыбор диаметра электрода для сварки осуществляется в зависимости от толщины свариваемого металла, его марки и химического состава, формы кромок, положения сварки, разновидности соединения. К основным особенностям различных диаметров электродов относятся:
К основным особенностям различных диаметров электродов относятся:
1. Сварочные электроды 1 мм – предназначены для работы с металлом, толщина которого 1-1,5 мм, при силе тока 20-25А;
2. Электроды сварочные 1,6 мм – в соответствии с ГОСТ9466-75 для низкоуглеродистой и легированной стали выпускаются двух размеров 200 или 250 мм, используемые для работы с металлами толщина которых от 1 до 2 мм с силой тока 25-50А;
3. Электроды сварочные 2 мм – согласно ГОСТ9466-75 для низкоуглеродистой и легированной стали изготавливаются длинной 250 мм, допускается также длинна 300 мм, толщина свариваемых металлов от 1 до 2 мм, сила тока 50-70А;
4. Электроды сварочные 2,5 мм – по ГОСТ9466-75 для низкоуглеродистой и легированной стали выпускаются длинной 250-300мм, допускается также длинна 350 мм, толщина свариваемых металлов от 1 до 3 мм, сила тока 70-100А;
5.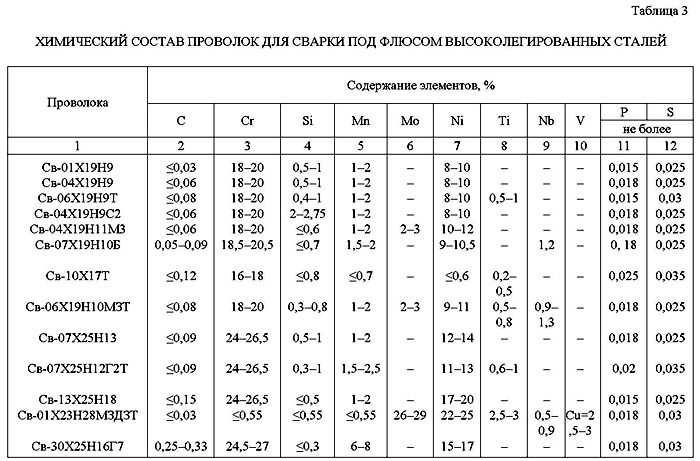 Электроды сварочные 3 мм – наиболее широко применяемый диаметр электрода, в соответствии с ГОСТ9466-75 для низкоуглеродистой и легированной стали выпускаются трех размеров 300, 350 и 450 мм, предназначены для работы с металлами, толщина которых от 2 до 5 мм с силой тока 70-140А;
Электроды сварочные 3 мм – наиболее широко применяемый диаметр электрода, в соответствии с ГОСТ9466-75 для низкоуглеродистой и легированной стали выпускаются трех размеров 300, 350 и 450 мм, предназначены для работы с металлами, толщина которых от 2 до 5 мм с силой тока 70-140А;
6. Электроды сварочные 4 мм – широко используемый диаметр пригодный для работы как на профессиональном так и на бытовом оборудовании. Выпускается согласно ГОСТ9466-75 двух размеров 350 и 450 мм для любых видов стали, для металлов, толщина которых от 2 до 10 мм с силой тока 100-220А;
7. Электроды сварочные 5 мм – электроды этого диаметра требуют достаточно мощного сварочного оборудования. В соответствии с ГОСТ9466-75, изготавливаются длинной – 450 мм для низкоуглеродистой и легированной, а для высоколегированной стали допускается также длинна – 350 мм. Предназначены для работы с металлами, толщина которых от 4 до 15 мм с силой тока 150-280А;
8. Электроды сварочные 6 мм – предназначены для работы на профессиональном оборудование. Согласно ГОСТ9466-75, выпускается длинной – 450 мм для низкоуглеродистой и легированной, а для высоколегированной стали допускается также длинна – 350 мм. Предназначены для работы с металлами, толщина которых от 4 до 15 мм с силой тока 230-370А;
Электроды сварочные 6 мм – предназначены для работы на профессиональном оборудование. Согласно ГОСТ9466-75, выпускается длинной – 450 мм для низкоуглеродистой и легированной, а для высоколегированной стали допускается также длинна – 350 мм. Предназначены для работы с металлами, толщина которых от 4 до 15 мм с силой тока 230-370А;
9. Электроды сварочные 8-12 мм – для работы на высокопроизводительном промышленном оборудовании. В соответствии с ГОСТ9466-75, выпускается длинной – 450 мм для низкоуглеродистой и легированной, а для высоколегированной стали допускается также длинна – 350 мм. Предназначены для работы с металлами, толщина которых свыше 8 мм с силой тока от 450А;
При этом необходимо отметить, что при определенном диаметре электрода диапазон силы тока для каждой марки электродов свои. К примеру, при диаметре электрода 3 мм для УОНИ 13/55 сила тока 70-100А, а для МР-3 сила тока 80-140А.
Источник: electrodgroup.ru
Разновидности электродов по диаметру — какие бывают и как выбрать
На рынке представлено огромное множество электродов. Все они отличаются по своим техническим характеристикам и предназначены для разных работ с разными материалами. Однако одни и те же модели могут отличаться между собой размерами и что самое главное, диаметром. Сегодня будем выяснять, какое влияние оказывает диаметр электрода на его рабочие свойства и как правильно его подобрать, что сварка была эффективной и простой.
Какие бывают диаметры электродов?
Разные производители предусматривают разные диаметры. Здесь играет роль также их назначение. Большой диаметр требуется не для всех металлов, и потому выпускать стержни больше определенного размера незачем. Чтобы познакомиться с разными диаметрами на практике, давайте посмотрим какие диаметры предлагают разные производители в своих моделях:
МР-3 — 2, 2,5, 3, 4, 5 мм;
Помимо диаметра, во внимание принимается также длина электродов. Это не столь важный параметр, но о нем все же полезно знать. Длина прутка имеет прямую зависимость от диаметра. Чем больше диаметр, тем больше длина. Причиной такого соотношения является расход электродов, и частая необходимость делать непрерывные соединения.
Это не столь важный параметр, но о нем все же полезно знать. Длина прутка имеет прямую зависимость от диаметра. Чем больше диаметр, тем больше длина. Причиной такого соотношения является расход электродов, и частая необходимость делать непрерывные соединения.
При больших токах электроды плавятся быстрее.
Сварщики предпочитают пользоваться электродами, имеющими наибольшую длину. В этом случае не придется прерываться во время работы. Это позволяет делать длинные швы беспрерывными. В результате вы получаете красивое, надежное и равномерное соединение. Длинные швы нужны не везде и короткие стержни отлично подходят для таких работ.
Почему тонкие электроды не делают длинными? Дело в том, что ими было бы неудобно пользоваться. Они бы часто гнулись и ломались, что повредило бы покрытие, необходимое для качественной работы.
Не все марки имеют широкий выбор размеров, поскольку имеют собственную специализацию.
Зависимость диаметра от толщины металла
Чтобы надежно соединить большие детали и массивные конструкции, требуется сделать на них большой шов. Для его получения понадобятся электроды с большим диаметром. На них также можно подать больший ток, чтобы расплавить металл, имеющий большую толщину и требующий более глубокой проплавки.
Для его получения понадобятся электроды с большим диаметром. На них также можно подать больший ток, чтобы расплавить металл, имеющий большую толщину и требующий более глубокой проплавки.
Таким образом зависимость между диаметром стержней и толщиной металла является прямо пропорциональной. Чем больше толщина металла, тем больший диаметр электрода требуется для его сварки.
Некоторые виды электродов выпускаются в диаметрах до 8 мм. Они могут потребоваться на промышленных производствах при сборке и ремонте толстых конструкций. При сварке тонкостенных изделий, применяются небольшие диаметры — от 1 мм, поскольку так удается добиться большей точности шва.
Если диаметр прутка будет больше толщины металла, он просто проплавит его. Для расплавки электрода потребуется мощность, которую не способны выдержать более тонкие изделия.
Зависимость силы тока от толщины материалов
Металл, имеющий большую толщину, требует большой температуры для расплавки и соответственно большой силы тока. Электрод с небольшим диаметром не может передать большого тока на металл. Вместо этого он просто вскипит и разбрызгается.
Электрод с небольшим диаметром не может передать большого тока на металл. Вместо этого он просто вскипит и разбрызгается.
Изделия, имеющие большую толщину, требуют больших сварочных токов. Это обусловлено не только температурой плавления, но также глубиной проплавки и шириной шва. Только электроды с большими диаметрами могут выдерживать высокие токи и качественно передавать их на свариваемые детали.
Помимо способности переносить и использовать большие токи, в работе с толстым материалом, особую роль играет также источник тока. Без хорошего трансформатора сварщику не удастся получить нужные значения тока и сделать надежное соединение. Аппарат должен иметь и большой запас прочности, поскольку на сварку массивных конструкций уходит очень много времени. Работать на максимальных мощностях в течение нескольких часов может далеко не вся сварочная техника.
Заключение
Выбор диаметра электродов производится с учетом предстоящих работ и свариваемых материалов. Правильно подобрав размеры электродов, можно сделать прочное и надежное соединение, которое прослужит долгие годы.
Электроды с большими диаметрами используются на особых производствах, где собираются и обслуживаются конструкции и изделия, работающие в условиях высоких температур, большого давления или в агрессивных средах. Для большинства бытовых работ отлично подходят стандартные диаметры стержней до 3 — 4 мм.
Источник: instrument-blog.ru
Диаметры электродов
| Толщина металла, мм | 3…5 | 4…10 | 12…24 | 30…40 |
| Диаметр электрода, мм | 3…4 | 4…5 | 5…6 | 6…8 |
Первый слой при сварке многослойных швов выполняется электродами диаметром не более 3…4 мм.
По принятому диаметру электрода и положению шва в пространстве, воспользовавшись формулой К.К. Хренова, можно подобрать величину сварочного тока, определяющую устойчивость горения дуги:
где Iсв – сила сварочного тока, А; диаметр электрода, мм.
Для повышения производительности процесса сварки целесообразно применять максимально допустимый для данного типа электродов сварочный ток.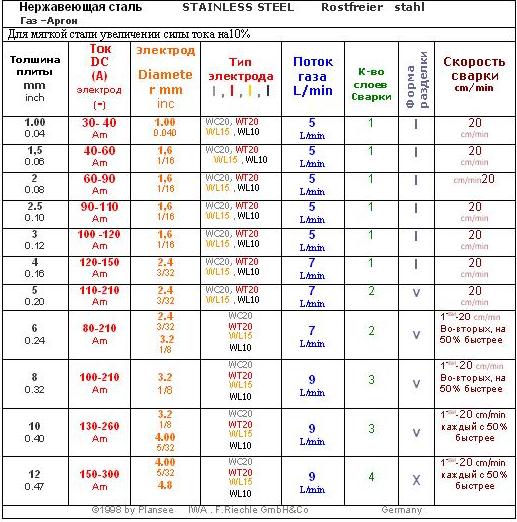
Выбирают такую скорость сварки, при которой можно получить шов требуемого поперечного сечения. Род и полярность тока зависят от свариваемого металла и применяемых электродов.
Металл небольшой толщины сваривают на постоянном токе обратной полярности (плюс на электроде). Этим уменьшается вероятность образования прожогов и перегрева металла. Низкоуглеродистые и низколегированные стали средней и большой толщины экономичнее сваривать на переменном токе.
Сварку швов в вертикальном и потолочном положении выполняют, как правило, электродами диаметром не более 4 мм. При этом сила тока должна быть на 10…20% ниже, чем для сварки в нижнем положении. Напряжение на дуге при ручной дуговой сварке изменяется в пределах 20…30 В и указывается в паспорте на электроды.
Технология дуговой сварки. Процесс сварки начинается с зажигания сварочной дуги, для чего сварщик легким прикосновением конца электрода к изделию создает короткое замыкание цепи. Зажигание осуществляется либо прямым отрывом на 2…3 мм электрода после короткого замыкания («впритык»), либо скользящим движением конца электрода с кратковременным касанием электрода («спичкой»), как это видно на рис.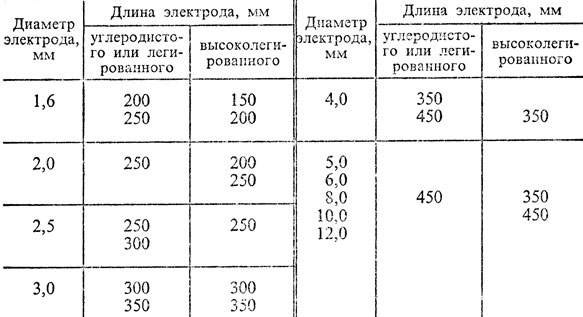 10.6.
10.6.
Рис. 10.6. Способы зажигания дуги:
Если сварщик замедлит отрыв электрода от изделия, может произойти «примерзание» электрода, т.е. приварка его конца к изделию, так как под действием большого тока конец электрода быстро расплавляется
Сварочная дуга вызывает интенсивный местный нагрев. Металл изделия в зоне горения дуги быстро достигает жидкого состояния, образуя ванну расплавленного металла. Металл на конце электрода также расплавляется и под действием сил поверхностного натяжения получает сфероидальную, каплевидную форму. В ванне жидкие металлы электрода (присадочный металл) и изделия (основной металл) смешиваются, образуя однородный сплав.
Чтобы обеспечить качественную сварку, сварщик должен беспрерывно поддерживать нужную длину дуги, не допускать ее обрывов и манипулировать электродом в определенном порядке. Постоянство длины дуги обеспечивается непрерывной подачей электрода к изделию по мере его расплавления.
Вследствие давления газов и потока электронов, исходящего из конца электрода в процессе сварки, на основном металле образуется углубление, называемое кратером.![]() Расстояние между концом электрода и дном кратера называют длиной дуги. Обычно нормальная длина дуги поддерживается в пределах 0,5…1,1d.
Расстояние между концом электрода и дном кратера называют длиной дуги. Обычно нормальная длина дуги поддерживается в пределах 0,5…1,1d.
Чрезмерное увеличение длины дуги ухудшает качество сварки из-за уменьшения устойчивости горения дуги и увеличения доступа воздуха к расплавленному металлу. Кроме этого повышается угар (испарение части расплавленного металла электрода и шлака в виде окислов) и разбрызгивание металла, ухудшается формирование шва.
Толщина слоя основного металла, перешедшего в расплавленное состояние, называется глубиной провара. При обычной ручной сварке глубина провара незначительна, достигает 1…2 мм.
Манипуляция электродом состоит из двух движений – движения вдоль шва и движения поперек шва. Ведение дуги производится таким образом, чтобы обеспечить проплавление свариваемых кромок и получить требуемое количество наплавленного металла при хорошем формировании шва (нормально сформированный шов в большинстве случаев должен иметь ширину, равную 3…5 диаметрам электрода). Это достигается поддерживанием постоянной длины дуги соответствующим перемещением конца электрода (рис. 10.7).
Это достигается поддерживанием постоянной длины дуги соответствующим перемещением конца электрода (рис. 10.7).
Рис. 10.7. Виды поперечного перемещения конца электрода:
1, 2, 3 – движения, обеспечивающие равномерный прогрев середины и
кромки стыка; 4, 5 – движения, обеспечивающие увеличенный прогрев
середины стыка; 6, 7 – движения, обеспечивающие усиленный прогрев
Большое значение в технике сварки имеют умелое прерывание дуги и повторное ее зажигание. Следует различать прерывание дуги в процессе сварки, которое произошло самопроизвольно или для смены электрода, и прерывание дуги по окончании сварки шва или его отдельного участка. В первом случае после обрыва дуги в шве образуется кратер, являющийся местом скопления неметаллических включений и причиной образования трещин. Для обеспечения хорошего провара металла в месте кратера повторное зажигание дуги производят на основном металле, а затем переносят дугу на шов и расплавляют металл в месте образования кратера. Во втором случае не допускают образование кратера при обрыве дуги, заплавляя его металлом. Заварку кратера производят, держа электрод неподвижно до самопроизвольного обрыва дуги или частыми короткими замыканиями электрода, что также обеспечивает заполнение кратера металлом.
Во втором случае не допускают образование кратера при обрыве дуги, заплавляя его металлом. Заварку кратера производят, держа электрод неподвижно до самопроизвольного обрыва дуги или частыми короткими замыканиями электрода, что также обеспечивает заполнение кратера металлом.
Протяженность сварных швов имеет большое значение для выбора порядка их выполнения. Короткие швы (длиной не более 250…300 мм) выполняют «на проход», т.е. движением дуги от одного конца шва к другому. Швы длиной 300…1000 мм выполняют от середины шва к концам. Швы большой протяженности обычно выполняют обратноступенчатым способом отдельными участками. Длина участка (ступени) принимается 100…350 мм, в этих пределах равна длине шва, который может быть выполнен целым числом электродов (одним, двумя, тремя и т.д.). При сварке тонкого металла участки делают короче, а при сварке более толстого – длиннее.
Оборудование и принадлежности для электродуговой сварки. Источником тока являются сварочные агрегаты, которые бывают постоянного и переменного тока.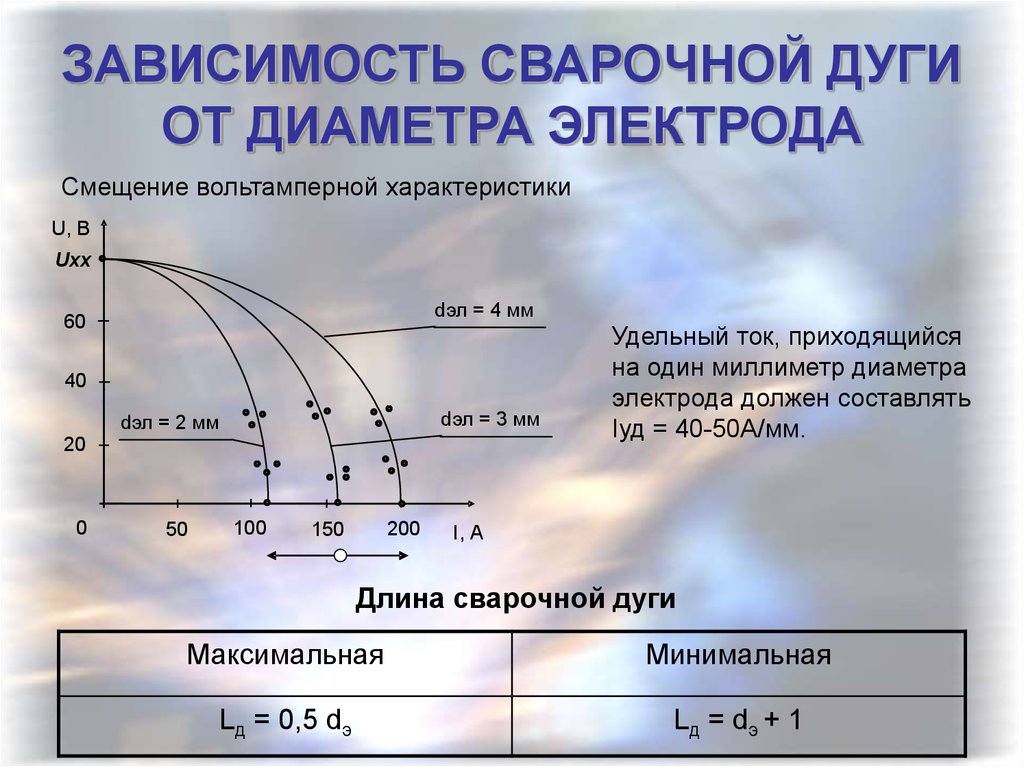
Агрегаты переменного тока состоят из сварочного трансформатора, дросселя (регулятора тока). Агрегаты постоянного тока состоят из сварочного генератора и электродвигателя, вращающего генератор.
К преимуществам агрегатов переменного тока относятся портативность, дешевизна и простота обслуживания агрегата, а также меньший расход электроэнергии.
При постоянном токе дуга горит более устойчиво, процесс сварки проще. Постоянный ток целесообразно применять при наложении вертикальных и потолочных швов, при сварке тонких (t 20 мм) листов, а также при сварке низколегированных сталей.
Принадлежностями для ручной сварки являются: электрододержатель (служит для закрепления электрода и подвода к нему сварочного тока), коробка с электродами, щиток или шлем с защитными стеклами, инструмент для очистки мест сварки и шва (специальный молоток, зубило, стальная щетка, шлифовальная машинка), специальное зубило для холодной проковки швов, набор шаблонов для промера швов, спецодежда, рукавицы, клеймо сварщика для клеймения швов по окончании сварки.
Сварщик должен защищать лицо щитком или шлемом, а руки и тело – брезентовой одеждой, так как лучи электрической дуги, попадая на незащищенную кожу, вызывают ожоги с последующим воспалением.
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: Как то на паре, один преподаватель сказал, когда лекция заканчивалась — это был конец пары: «Что-то тут концом пахнет». 8355 — | 7973 — или читать все.
188.64.173.93 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock!
и обновите страницу (F5)
очень нужно
Источник: studopedia.ru
Электроды разного диаметра: специфика применения
Качественное соединение свариваемого металла кроме особенностей подключения сварочного аппарата во многом зависит от спецификации электрода. Диаметр металлического стержня электрода также важен для правильного соединения материалов, как и знание специфики самих материалов.
Для электродуговой сварки толщина электрода выступает важной характеристикой требующей не только корректировки соответствующего показателя силы тока, но и возможности расплавить ввариваемые поверхности заготовок. Маркировка диаметра электродов всегда указывается на упаковке. Такое маркирование позволяет подобрать оптимальную силу тока и рассчитать толщину деталей для сваривания, то есть рассчитать мощность сварочного аппарата и выставить необходимые показатели для работы.
Для сваривания тонкотелых деталей, например, листового металла используются аппараты ручной дуговой сварки, в которых применяется технология сваривания металла в защитной среде инертных газов, это в основном ручная аргонодуговая сварка, или как ее называют по-другому сварка полуавтоматом. Такая особенность связана с тем, что самые тонкие по диаметру электроды 1,2-1,6 мм обычно в домашних мастерских не используются, потому, что требуют высокой квалификации сварщика.
Самыми популярным выступают размеры диаметром 3 или 3,2 мм. Это основной рабочий диапазон, используемый повсеместно. Стоит отметить, что и большинство сварочных аппаратов бытового назначения отлично справляются с большинством задач, именно используя такие электроды.
Это основной рабочий диапазон, используемый повсеместно. Стоит отметить, что и большинство сварочных аппаратов бытового назначения отлично справляются с большинством задач, именно используя такие электроды.
Электроды толще 6 мм в основном используются для восстановления поврежденных поверхностей или наплавки металла, это специальный вид продуктов, требующих значительный по силе ток, который большинство бытовых инверторов просто не в состоянии выдать из-за своих характеристик.
В целом толщина электродов может быть использована для сваривания деталей, в зависимости от их толщины:
- 1-2 мм металла соединяется электродами 1,5-2 мм;
- для металла 3-5 мм подходят 3-4 мм марки;
- конструкции из металла 6-12 мм свариваются 4-5 мм электродами;
- для металла 12-15 мм подходят 5 мм;
- 16-20 мм требуют диаметр в 6-8 мм;
- более мощные конструкции свариваются 8-10 мм стержнями.
Вторым важным показателем диаметра электрода выступает необходимость выдерживания сварочным аппаратом установленной величины сварочного тока:
- 1,5-2 мм требуют 30-45 А;
- 3-4 мм соответствует показатель тока в 65-200, а в зависимости от толщины свариваемого металла;
- 5-6 мм 200-250 А;
- 8 и выше от 250А.

Кроме того, что на упаковке указывается маркировка диаметра электрода и соответствие необходимой силе тока, в расшифровке указывается и целевое назначение для применения соединения специфического материала. Такая спецификация позволяет использовать необходимые по размеру электроды и в месте наложения шва не допускать излишнего нагрева металла, то есть не давать металлу изменять свои свойства.
Так, сегодня в большинстве случаев используется в качестве элементов конструкций металл, маркируемый как:
- стали углеродистые и низколегированные;
- конструкционные легированные стали и конструкции;
- теплоустойчивые легированные стали;
- высоколегированные стали со специальными свойствами;
Соответствующее обозначение в обязательном порядке указывается на упаковке, имеющей соответствующий буквенно-цифровой код:
- «У» – применение для соединения углеродистых и низколегированных сталей и конструкций;
- «Л» – предназначенные для легированных конструкционных сталей;
- «Т» – специальные легированные теплоустойчивые стали;
- «В» – высоколегированные стали;
- «Н» – материалы, используемые для наплавки слоев на поверхности металла.

Обозначение в соответствии с положением шва в пространственным
Для надежного соединения деталей большую роль играет такой фактор, как пространственное положение шва. Для разных видов работ производители разработали специальные по своим свойствам электроды, способные обеспечивать надежную дугу в положениях, для которых они предназначены.
Самым легким считается горизонтальное положение свариваемых деталей, в таком положении детали находятся внизу, а сварочный электрод вверху, это так называемое базовое положение, для сварки деталей в таком положении особых навыков не требуется, да и специальные свойства электродов здесь не нужны.
В буквенно-цифровом коде такое обозначение выступает под цифрой 1.
Для работ во всех положениях свариваемых деталей и поверхностей, кроме наложения шва сверху вниз маркировка соответствует цифре 2.
Для большинства поверхностей, нижнего, горизонтального и в вертикальной плоскости по направлению сварного шва «снизу вверх» соответствует номенклатура 3.
Для нижнего положения и нижнего в «лодочку» положения, так называемых потолочных работ используются электроды с маркировкой 4.
Универсальные по назначению электроды, в том числе и для специальных сварных швов маркируются цифрой 5.
Тем, кто только начинает приобщаться к сварочным работам рекомендуется использовать обычные сварочные электроды самого первого уровня. Это наиболее оптимальный вариант, при условии, что большинство деталей будет расположено в горизонтальном положении и сваривание, будет производиться сверху вниз. Образуемая при возникновении электрической дуги сварная ванны металла в таком положении никуда не утекает, остается на месте и позволяет сформировать надежный шов.
Использование свойств электродов в зависимости от качества удобства в работе
Одним из важных свойств процесса электросварки выступает стабильность электрической дуги, возникающей в момент прикосновения электрода и свариваемой детали. В этом процессе для формирования правильной свариваемой ванны металла играет качество и состав обмазки электрода или его покрытия.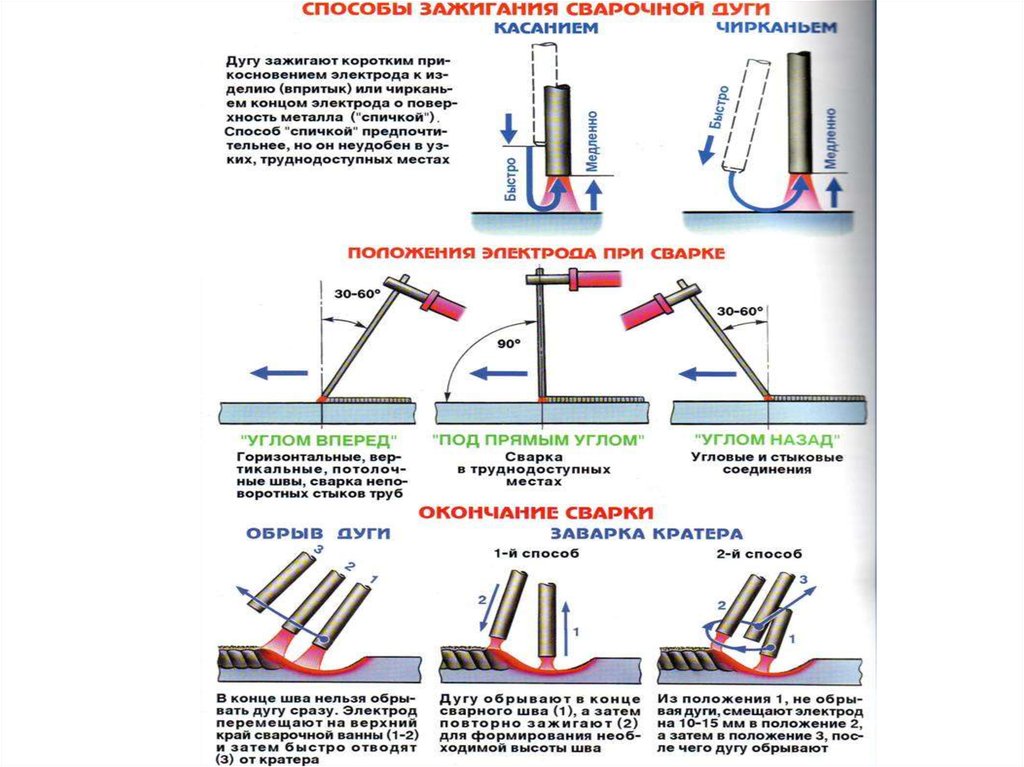 Сегодня в зависимости от технологии производства применяются четыре основные типа покрытия стержней, которые имеют различия:
Сегодня в зависимости от технологии производства применяются четыре основные типа покрытия стержней, которые имеют различия:
- по толщине слоя покрытия;
- качеству изготовления;
- составу основных компонентов.
Толщина слоя маркируется на упаковке обозначением кода буквенными кодировками:
- М – самое тонкое покрытие;
- С – покрытие средней толщины;
- Д – толстый слой покрытия;
- Г – специальный увеличенный толстый слой покрытия.
Качество изготовления, указывается цифровым обозначением в нижней части маркировки, высшее качество соответствует 1, среднее 2, низкое качество 3.
Для создания нормальных условий сваривания металла большую роль играет не только качество, но и состав покрытия, формирующий шлаковую поверхность и образующий пространство вокруг сварной ванны металла со специальной средой необходимой для плавления металла.
Производители сегодня создают покрытие из основных четырех видов покрытия стержня:
- «А» – покрытие кислотное;
- «Б» – основной вид покрытия;
- «Ц» – целлюлозное или органическое покрытие;
- «Р» – рутиловое.

Для каждого типа покрытия имеются специфические, свойственные только этим видам особенности работы и качественные показатели, как сварочных ванн, так и степени формирования капель металла и их разбрызгивания.
Маркированные буквой «А» – электроды с кислотным типом покрытия, во время работы характеризуются образованием особо жидкой сварочной ванной, это связано с тем, что металл стержня электрода переходит в нее уже в жидком состоянии.
Такое поведение характерно для нестабильной, неустойчивой дуги, во время формирования ванны металл разбрызгивается и появляется высокая вероятность резкого повышения температуры свариваемых заготовок. Кислотное покрытие требует осторожности и умения в работе, поскольку нередки случаи прожига поверхности, особенно тонкого листового металла. Создать прочный шов удается не всегда, при сваривании таким электродом, образуется насыщенный кислородом шов, что не добавляет в крепости соединению.
Основное покрытие, маркирующиеся литерой «Б» среди своих особенностей формирует короткую дугу, это особенность проявляется в формировании ванны с малой подвижностью. При расплавлении металла электрода формирует капли в основном среднего и крупного размера, такая размерность капли не дает растекаться металлу и шов ложиться более жесткий. При использовании сварочных аппаратов переменного тока следует быть особо внимательным, поскольку плавиковый шпат покрытия CaF2, дает дополнительную корку, что существенно усложняет процесс сварки.
При расплавлении металла электрода формирует капли в основном среднего и крупного размера, такая размерность капли не дает растекаться металлу и шов ложиться более жесткий. При использовании сварочных аппаратов переменного тока следует быть особо внимательным, поскольку плавиковый шпат покрытия CaF2, дает дополнительную корку, что существенно усложняет процесс сварки.
С другой стороны, это тот тип покрытия, который среди всех типов отличается наилучшими характеристиками вязкости и плотности. Сварочный шов с использованием электродов с основным покрытием практически не образуют трещин и разрывов, металл отлично заполняет пустоты и надежно соединяет заготовки. Электроды с основным покрытием для ручной дуговой сварки применяются не только для сваривания простых конструкций, они повсеместно используются для конструкций с высокой нагрузкой и такими, к которым предъявляются особые требования, например, емкости подавлением.
Вместе с тем, такой отличный результат требует к применению электродов с основным покрытием и дополнительной подготовки поверхностей:
- устройство фасок заготовок;
- разделка кромок;
- зачистка от ржавчины и обработка от органических примесей;
- надежное и плотное сочленение частей.

В качестве дополнительной подготовки рекомендуется прокалить поверхности для улучшения свойств сварного шва.
Органические вещества, применяемые в формировании покрытия электродов маркируются на упаковке литерой «Ц», это обозначение свидетельствует, что в числе основных веществ, участвующих в формировании покрытия имеется целлюлоза. Для таких материалов характерной особенностью выступает универсальность применения в плане пространственного наложения шва, они пригодны для любых типов швов. Однако, следует быть особо внимательными при проваривании вертикальных швов и швов с нижним расположением – целлюлозное покрытие дает большое разбрызгивание металла, что приводит в получению грубого, широкого шва. Получить красивый шов новичку с помощью электрода с органическим покрытием будет чрезвычайно сложно, да и опытные сварщики как показывает практика практически не применяют этот тип покрытия при формировании однопроходных лицевых швов. Большое содержание в целлюлозе газообразующих веществ и компонентов, выделяющих при горении огромное количество газа, с другой стороны, отлично формируют газозащитный слой ванны, и не дают угаснуть дуге.
Насыщенность газозащитного слоя вокруг сварочной ванны делает возможным формирование надежного сварного шва, поскольку крупные капли металла не растекаются, и хорошо остывает. Электроды с целлюлозным покрытием незаменимы для вертикальных швов, ответственных соединений в качестве первопроходного конструктивного шва, наложения швов сверху вниз.
Рутиловое покрытие сегодня наиболее оптимальный вариант для тех, кто только собирается начать использовать соединение деталей с помощью электродуговой сварки. Электроды, маркируемые на упаковке литерой «Р» характеризуются легким возбуждением дуги, стабильностью ее поддержания, отличной формой и аккуратностью шва. В дополнении ко всем перечисленным характеристиками следует добавить еще и отличное качество сварного шва, замечательно соединяющее поверхности.
Для рутиловых поверхностей характерным выступает и такая особенность, как возможность прохождения повторным швом поверх первого без удаления шлака. TiO2, входящий в качестве одного из основных компонентов покрытия обеспечивает такую возможность, что существенно экономит силы и возможности. Практически при использовании рутиловых электродов не происходит выделения токсических веществ и позволяет контролировать процесс сварки буквально в любом положении. Формируемый шов соединения имеет низкую пористость внутренней структуры и отличную отделимость шлака. Эти электроды отлично подходят для соединения прихваточных швов, угловых соединений и формирования лицевых швов.
Практически при использовании рутиловых электродов не происходит выделения токсических веществ и позволяет контролировать процесс сварки буквально в любом положении. Формируемый шов соединения имеет низкую пористость внутренней структуры и отличную отделимость шлака. Эти электроды отлично подходят для соединения прихваточных швов, угловых соединений и формирования лицевых швов.
Источник: svarkagid.com
Размер сварочного электрода по толщине металла — все, что вам нужно знать
Да, размер сварочного электрода по толщине металла имеет важное значение при выполнении процесса сварки. Сварка — это один из процессов, который используется для плавления металла, такого как сталь или алюминий. Этот процесс включает в себя использование высокой температуры и давления для соединения двух разных или одинаковых металлов вместе. Различные сварщики применяют другие методы соединения металлов, чтобы создать наилучшие и желаемые продукты. Большинство людей предпочитают использовать два распространенных метода сварки. Методы включают в себя; Сварка МИГ и ТИГ.
Методы включают в себя; Сварка МИГ и ТИГ.
Методы сварки зависят от толщины металла. Например, методы сварки включают в себя; сварка трением, лазерная сварка и др. Каждый метод имеет свои преимущества и недостатки. Например, в методе MIG используются только толстые металлы, а метод сварки TIG намного быстрее и дешевле, чем MIG. Поэтому важно учитывать толщину металлического стержня перед началом процесса сварки.
В статье ниже приведены размеры сварочного электрода для толщины металла, необходимой для процесса сварки. Кроме того, он показывает различные категории сварочных электродов, представленных на рынке сегодня. Наконец, он показывает часто задаваемые вопросы, касающиеся размера сварочного электрода для толщины металла.
Contents
- 0.1 The common welding rod size for metal thickness
- 1 Different common welding rod sizes
- 1.1 1. 7024 electrodes
- 1.2 2. 7018 electrodes
- 1.3 3. 6010 electrodes
- 1. 4 4 Электроды 6011
- 1.5 5. Электрод 7014
- 1.6 6. Электрод 6012
- 1.7 Часто задаваемые вопросы:
- 2 Заключение
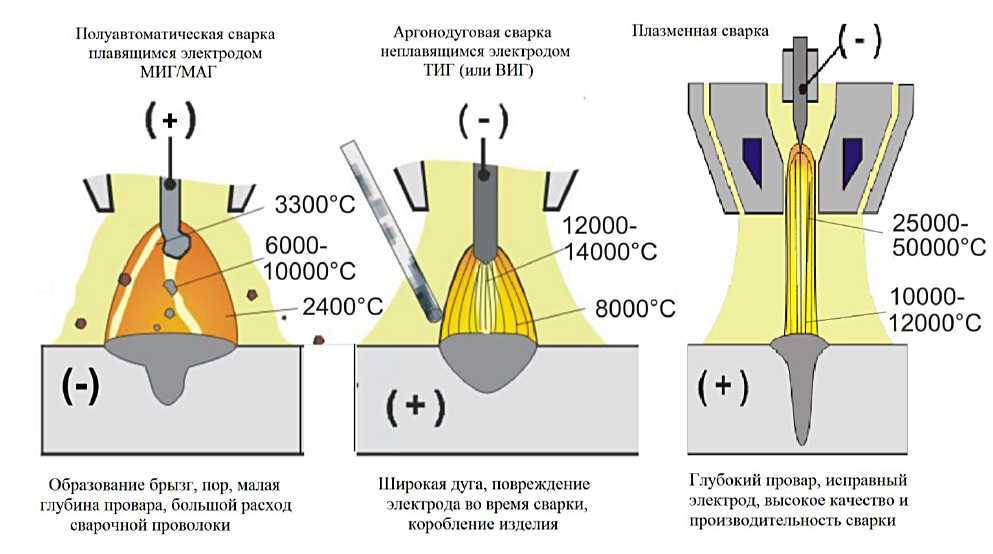 4 4 Электроды 6011
4 4 Электроды 6011Общий размер прутка для сварки0037
Сварочный пруток в основном используется для обозначения лучшего электрода, который сварщик может использовать для успешного соединения металлов. Электроды бывают расходуемые и нерасходуемые, и очень важно выбрать электрод, соответствующий вашему выбору. Электроды имеют разные номера.
Первые две цифры на электроде указывают прочность электрода. Например, электрод с цифрой 70 означает, что электрод имеет мощность примерно 70 000 фунтов на каждый квадратный дюйм. Также сварочный пруток имеет еще один номер, третий, который указывает, где можно применять электрод. Например, электроды с номером 1 показывают, что вы можете использовать электрод во всех положениях, 4 указывает на положение над головой и в горизонтальном положении. Напротив, номер 2 показывает, что вы можете использовать электрод только в горизонтальном или плоском направлении.
Последние цифры показывают изоляцию на электроде и количество энергии, которую вы можете использовать с электродом. Поэтому важно понимать все цифры, присутствующие в сварочном электроде, который вы используете в процессе сварки.
Различные распространенные размеры сварочных прутков
Существуют электроды различных размеров. Также электроды имеют разный диаметр и толщину. Поэтому важно учитывать уровень толщины сварочной проволоки перед ее покупкой или началом процесса сварки. Электроды бывают разных моделей, в том числе 7024, 6010, 6011, 7018 и др. Шорткод
| Дюймы электрода | Тип электрода | Толщина металла |
| 1/16 дюйма | ||
| 1/16 дюйма | ||
| 1/16 дюйма | ||
| 1/16 дюйма | ||
| 1/16 дюйма | ||
| 1/16 дюйма | ||
| 1/16 дюйма | ||
1. -60 -60 | ||
| Ranging from 3 to 16Ranging 3/32 inches | 35-145 | Ranging to ¼ |
| 1/8 inches | 75-190 | Ranging to 1/8 |
| 5/32 inches | 110-250 | It is above ¼ |
| 3/16 inches | 140-305 | Above 3/8 |
| 7/32 inches | 170- 365 | |
| ¼ inches | 210-430 | Above 3/8 |
| 5/16 inches | 275-525 | Above 1/2 |
If the welding rod is толще, ток, необходимый для процесса сварки, выше, а электрод обычно больше из-за его толщины. Толщина сварки зависит от типа электрода. Информация ниже описывает распространенные размеры электродов и их классификацию.
1. Электроды 7024
Электроды 7024 требуют высокого тока, что увеличивает скорость их осаждения. Рекомендуемое положение для их нанесения: либо на плоской поверхности, либо горизонтально, а их лужа обычно большая и очень горячая с флюсом, который необходим для регулирования сплошности металла. Что касается размеров, они лучше всего работают с металлом толщиной в четверть дюйма, и вы можете использовать их с металлами половинной толщины. Им требуется больший ток по сравнению с другими электродами разных моделей.
Что касается размеров, они лучше всего работают с металлом толщиной в четверть дюйма, и вы можете использовать их с металлами половинной толщины. Им требуется больший ток по сравнению с другими электродами разных моделей.
Для их использования не требуется печь для стержней, так как их можно положить на поверхность или горизонтально во время процесса сварки. Кроме того, они выгодны тем, что их легко чистить, поскольку они выделяют шлак, который можно легко удалить. Что касается цены, то они дешевые. Несмотря на множество преимуществ, у электродов есть и недостатки, а именно: им требуется много тепла и давления для плавления более толстых металлов, поэтому они очень опасны для сварщика.
2. 7018 электроды
С точки зрения простоты этот тип электрода является наиболее рекомендуемым. Электроды 7018 поставляются с более густым флюсом и содержат большое количество порошка. При использовании электродов они проникают с низкой скоростью, в результате чего получается гладкий продукт, который меньше разбрызгивается по сравнению с другими электродами. Вы можете использовать электрод во всех положениях, таких как горизонтальное, горизонтальное и вертикальное, без каких-либо проблем. Необходимая толщина металла составляет примерно четверть, а его прочность составляет около 70 000 фунтов.
Вы можете использовать электрод во всех положениях, таких как горизонтальное, горизонтальное и вертикальное, без каких-либо проблем. Необходимая толщина металла составляет примерно четверть, а его прочность составляет около 70 000 фунтов.
Что касается тока, электроду требуется сильный ток, переменный или постоянный; AC и DC+. Если вы хотите получить гладкий металл, перетащите стержень по поверхности и измените его положение, в том числе и боковое. Кроме того, изменение процесса позволяет сварщику плавить желаемый прочный металл.
Несмотря на множество преимуществ, низкое содержание водорода в них требует специального хранения для увеличения срока их службы. Плохое хранение металла может привести к процессу сварки, и они не выдерживают воды или любой влаги. Большинство людей предпочитают использовать их при строительстве больших мостов, атомных электростанций и напорных труб. Наиболее рекомендуемым электродом является сварочный пруток Forney 30681.
3. Электроды 6010
Для электродов требуется только постоянный ток, и их покрытие представляет собой целлюлозное покрытие. Когда дело доходит до проникновения, электрод 6010 имеет глубокое проникновение и может проходить через многие участки, в том числе пыльные, ржавые, окрашенные и масляные. Электрод легче чистить, так как он работает плавно, без каких-либо затруднений. Несмотря на множество плюсов, электрод не так прост в использовании, как другие электроды.
Когда дело доходит до проникновения, электрод 6010 имеет глубокое проникновение и может проходить через многие участки, в том числе пыльные, ржавые, окрашенные и масляные. Электрод легче чистить, так как он работает плавно, без каких-либо затруднений. Несмотря на множество плюсов, электрод не так прост в использовании, как другие электроды.
Кроме того, электрод можно использовать в сухих температурных условиях и выдерживать влажные места. При их использовании вы должны немного увлажнять и избегать попадания влаги на этот тип электрода. Если вы промокнете электрод, вы можете легко или полностью повредить его и увеличить стоимость покупки нового. Наиболее рекомендуемым электродом этого типа является электрод Forney 31610.
4. Электроды 6011
Тип электрода требует постоянного или переменного тока для эффективной работы. Как и другие электроды, такие как электроды 6010, вы можете использовать их в разных местах, в том числе в запыленных, ржавых, окрашенных и масляных областях.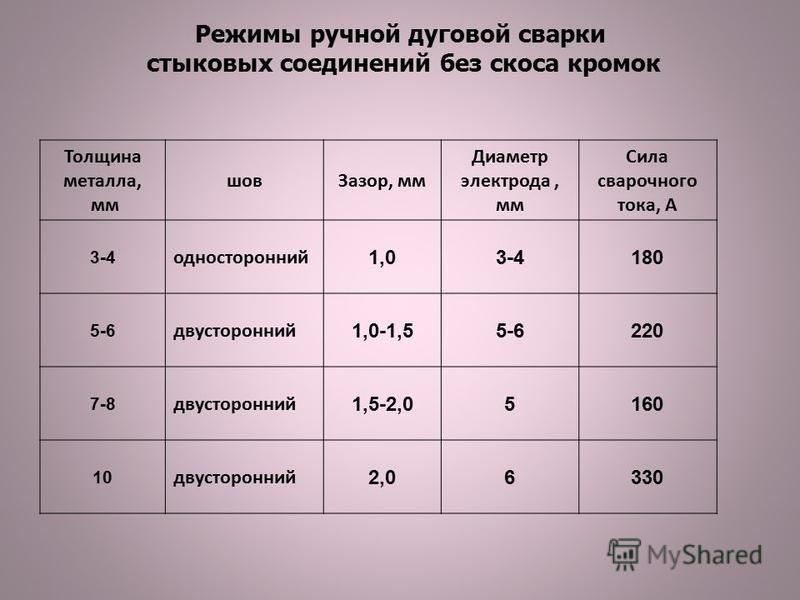 Несмотря на то, что он эффективен во многих областях, его трудно очистить, если сравнивать его с другими электродами, даже если он выделяет мало шлака. Поэтому при очистке важно следовать инструкциям производителя, чтобы получить наилучшие положительные результаты. Наиболее рекомендуемый электрод Forney 31205
Несмотря на то, что он эффективен во многих областях, его трудно очистить, если сравнивать его с другими электродами, даже если он выделяет мало шлака. Поэтому при очистке важно следовать инструкциям производителя, чтобы получить наилучшие положительные результаты. Наиболее рекомендуемый электрод Forney 31205
5.
Электрод 7014По сравнению с электродами 6012 оба имеют одинаковую проникающую способность. Вы можете использовать их на углеродистом металле и очень мягких сплавах металлов, таких как сталь. Когда дело доходит до тока, им требуется большой ток для плавления толстых металлов, а скорость тока увеличивает их осаждение. Кроме того, они могут выдерживать большую силу тока по сравнению с другими электродами, такими как 6012. Вы можете использовать электрод в таких местах, как сельскохозяйственная техника и автомобильные детали. Наиболее рекомендуемым электродом является синий демон 7014.
6.
Электрод 6012 Эти электроды 6012 подходят для всех направлений и требуют высокой скорости и высокого тока, особенно если вы используете их горизонтально.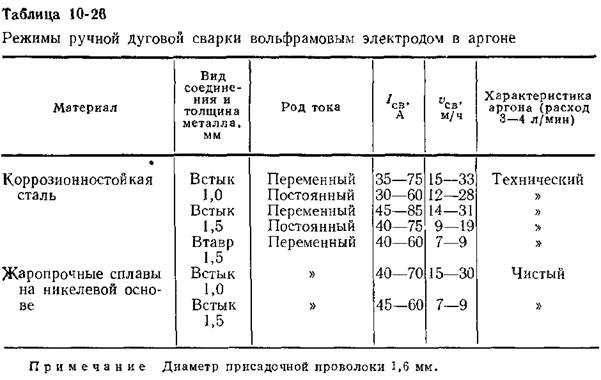 Их проплавление не такое глубокое, как у других электродов, таких как 6011 и 6010. Процесс очистки после сварки утомителен, так как шлак липкий, даже если он небольшой.
Их проплавление не такое глубокое, как у других электродов, таких как 6011 и 6010. Процесс очистки после сварки утомителен, так как шлак липкий, даже если он небольшой.
Часто задаваемые вопросы:
- Когда можно использовать электрод с высоким уровнем осаждения?
Иногда можно спешить и хотеть успеть на работу за меньшее время. В таких условиях необходимо уметь выбирать электрод с очень высоким напылением. Осаждение должно прилипать очень быстро, чтобы сократить время, затрачиваемое на соединение металлов. Электроды с высокой наплавкой наиболее рекомендуются из-за их отличной пригодности для второстепенных функций, когда нужно просто сваривать металлы
При необходимости выполнения важной сварки для определенной организации не рекомендуется использовать электрод с очень высокой наплавкой . Это не рекомендуется, потому что они не выдерживают таких применений, как производство котлов и сосудов под давлением, где единственным рекомендуемым условием для сварки является большое напряжение. Плавление железного порошка под избыточным давлением приводит к образованию дополнительной жидкости, которая разрушит весь процесс сварки.
Плавление железного порошка под избыточным давлением приводит к образованию дополнительной жидкости, которая разрушит весь процесс сварки.
Заключение
При покупке электрода необходимо учитывать некоторые факторы. Факторы включают в себя; предел прочности сварочного стержня, необходимый ток и положение, в котором будет использоваться сварочный металл. Также учитывайте полярность и толщину стержня. Поэтому выбирайте сварочный пруток с толщиной и размером, которые вам подходят.
Наконец, выполните несколько проектов, чтобы узнать лучший электрод. Кроме того, перед покупкой электрода обратитесь за помощью к продавцу и убедитесь, что он продает подлинный продукт. Кроме того, если вы покупаете в Интернете, наиболее рекомендуемыми веб-сайтами являются веб-сайты Amazon и eBay.
Выбор проволоки для электродов для сварки MIG, настройки таблиц и классификация
Руководство по выбору проволоки для электродов для сварки MIG
Это подробная страница о выборе проволоки для сварки MIG. Он охватывает большинство электродов, которые обычно используются в полевых условиях для:
Он охватывает большинство электродов, которые обычно используются в полевых условиях для:
- Углеродистая сталь
- Нержавеющая сталь
- Алюминий
Поиск программ для специалистов по сварке
Получите информацию о программах для специалистов по сварке, введя свой почтовый индекс и запросив информация о зачислении.
Наиболее широко используемые размеры электродов для сварки MIG
Типичные электроды для сварки MIG представляют собой сплошную проволоку толщиной от 0,023 до 0,045. Некоторые из них намного толще для тяжелых промышленных применений. Наиболее распространенные размеры, используемые большинством сварщиков:
- .023
- .030
- .035
- .045
Для большинства производственных цехов наиболее распространенным является размер .035 с. Если вы сварщик в домашних условиях, используйте электроды небольшого диаметра, когда это возможно. Чем меньше электрод, тем меньше энергии вам нужно от вашей машины для работы. Просто помните, когда дело доходит до сварки MIG, один размер электрода позволяет сваривать широкий диапазон толщин металла, потому что именно настройка машины определяет толщину свариваемого металла.
Просто помните, когда дело доходит до сварки MIG, один размер электрода позволяет сваривать широкий диапазон толщин металла, потому что именно настройка машины определяет толщину свариваемого металла.
MIG Welding Electrode Guide Direction Direction
Выбор сварки сварки Mig. : C25 (25 % углекислого газа и 75 % аргона) или 100 % Co2 Сварочная нержавеющая стальМарки нержавеющей стали: 301, 302, 304, 305 и 308.
- Классификация электродов AWS: ER308L и ER308LSI
- ЭКС -газ: C2 или 2% углекислый газ и 98% Argon
Странслентная сталь. Легированная сталь
- Классификация электродов AWS: ER309L
- Защитный газ: C2 или 2 % двуокиси углерода и 98 % аргона
Марки нержавеющей стали: 304,305, 308, 310, 312, 314, 316, 317, 321, 347 и 348.
- Классификация электродов AWS: ER316L и ER316LSI
- Shiething Gas: C2 OR 2% DiOXIDEDIDE
- .

Сварка алюминия
Алюминиевые оценки: 2014, 3003, 3004, 4043, 5052, 6061, 6062 и 6063 Классификация электродов AWS: ER4043
Алюминиевые классы: 5050, 5052, 5056, 5083, 5086, 5154, 5356, 5454, 5456.
- 6, 5454, 5456.
- 3. Газ: 100% аргон
Выбор электрода из углеродистой стали
Сварка MIG углеродистой или мягкой стали обычно сваривается электродом ER70s-6″ с использованием либо 100% углекислого газа, либо газа C25, который содержит 25% углекислого газа. и 75% смеси аргона. Если вы свариваете углеродистую сталь более высокого качества, обычно изменяется минимальный предел прочности при растяжении. Например, если вы свариваете высокопрочную сталь, «ER70S-6» будет «ER9».0S-6″. Изменение прочности стали будет отличаться.
Сварка низкоуглеродистой стали, выполненная электродом ER70S-6 и газом C25.Углеродистая сталь ER70S-6 Электрод Обозначение этикетка
ER70S-6 представляет следующее:- ER – Электрод или присадочный стержень, используемый при сварке MIG с подачей проволоки или при сварке TIG 4,0
- минимум 4,0
- фунтов прочности на растяжение на квадратный дюйм сварного шва.
- S — Сплошная проволока.
- 6 – Количество раскислителя и очищающего средства на электроде. Это медное покрытие на электроде и тоже бывает разных видов.
Выбор и выбор электрода для сварки MIG нержавеющей стали
Сварка MIG нержавеющей стали имеет множество электродов, поскольку она используется в широком диапазоне проектов, требующих различных типов нержавеющей стали. оценки. Его также обычно приваривают к углеродистой стали на тех же работах. Например, скоба из нержавеющей стали, приваренная к зданию, в котором находятся трубы из нержавеющей стали.
Вот различные типы электродов из нержавеющей стали. Нержавеющая сталь обычно сваривается электродами следующих классов:- ER308L
- ER309L
- ER316L
ER308L и ER308LSI MIG Сварки. Это не тот блестящий материал, который большинство людей считают нержавеющей сталью. Обычно он используется в промышленных целях, и время от времени на нем появляются пятна ржавчины. На изображении слева нержавеющая сталь 304, сваренная проволокой серии ER308L. Обозначение провода следующее:
- ER – Электрод или присадочный стержень, используемый при сварке MIG с подачей проволоки или TIG.
- 308 – Марка электрода из нержавеющей стали.
- L – Низкоуглеродистый. Содержание углерода — это то, что вызывает пятна ржавчины на нержавеющей стали.
- Si – (опционально) Иногда добавляется «Si», что означает высокое содержание силикона. По сути, это помогает сварному шву лучше проникнуть в металл. Это как увеличить огонь и подержать стороны подольше.
Электроды для сварки MIG ER309L и ER309Si Назначение и применение (сварка разнородных металлов)
Серия 309 имеет универсальное обозначение, поскольку она используется для сварки нержавеющей стали с низкоуглеродистой или нержавеющей стали с углеродистыми или низколегированными сталями. Он сваривает нержавеющие стали марок от 304 до 310, когда это необходимо, или сваривает разнородные металлы вместе, где это необходимо. Недостатком использования этого электрода для сварки стали с нержавеющей сталью является шероховатость внешнего вида сварного шва. Он выполняет свою работу, но независимо от того, насколько сильно вы включаете машину, кажется, что она холодная. Независимо от того, что вы делаете, сварные швы кажутся грубыми по сравнению со сваркой нержавеющей стали с нержавеющей сталью.
Чаще всего используется тот же газ C2 или 2% углекислого газа и 98% аргон. Есть много других вариантов (некоторые лучше) для газа, но чаще всего используется C2. Вот обозначение электрода:- ER — Электрод или присадочный стержень, который используется либо при сварке MIG с подачей проволоки, либо при сварке TIG.
- 309 – Марка электрода из нержавеющей стали.
- L – Низкоуглеродистый.
- Si – (опционально) Иногда добавляется «Si», что означает высокое содержание силикона. По сути, это помогает сварному шву лучше проникнуть в металл. Это как увеличить огонь и подержать стороны подольше.
Электроды для сварки MIG ER3016L и ER316LSi Назначение и применение
Эти электроды из нержавеющей стали в основном используются для сварки высококачественных нержавеющих сталей, главным образом, в пищевой промышленности и в судостроении. Основными металлами сварных швов ER316 являются нержавеющие марки 304, 305, 308, 310, 312, 314, 316, 317, 321, 347 и 348.
Что касается газов, то наиболее широко используется С2 (2% двуокиси углерода и 98% аргона). Есть много других смесей на выбор, и все зависит от того, что может предложить поставщик сварки. Обозначение проводов для ER316L и ER316LSI следующее:- ER – Электрод или присадочный стержень, используемый при сварке MIG с подачей проволоки или TIG.
- 316 – Марка электрода из нержавеющей стали. Это пищевой и настоящий морской сорт. Но нигде не лучший сорт нержавейки.
- L – Низкоуглеродистый. Содержание углерода — это то, что вызывает пятна ржавчины на нержавеющей стали.
- Si – (опционально) Иногда добавляется «Si», что означает высокое содержание силикона. По сути, это помогает сварному шву лучше проникнуть в металл. Это как увеличить огонь и подержать стороны подольше.
Выбор алюминиевых электродов для сварки MIG и проволоки
Выбор алюминиевых электродов для сварки MIG довольно прост.
Существует два типичных варианта:- ER4043
- ER5350
Теперь есть и другие варианты, но редко когда требуются какие-либо другие электроды. Что касается выбора газа, это всегда 100% аргон. Если вы свариваете алюминий толще 1/2 дюйма, вы можете попробовать аргон-гелиевую смесь. В большинстве случаев 100% аргон — это то, что используют большинство верфей, электростанций и производственных цехов, независимо от толщины алюминия. Вот обозначения алюминиевых электродов:
ER4043 Электрод для сварки MIG Назначение и применение
ER4043 — это наиболее часто используемая присадочная проволока для сварки MIG. Сваривает алюминий марок 2014, 3003, 3004, 4043, 5052, 6061, 6062 и 6063. Может также использоваться для сварки литого алюминия марок 43, 214, 355 и 356. Используемый газ всегда 100% аргон и в редких случаях смесь гелия и аргона можно использовать на неблагородных металлах толще ½ дюйма. Электроды классифицируются и обозначаются следующим образом:
- ER – Электрод или присадочный стержень, который используется либо при сварке MIG с подачей проволоки, либо при сварке TIG.
- 4 – Серия алюминий. Этот электрод изготовлен из алюминия серии 4000.
- 043 – Этот номер указывает количество силикона, добавленного в электрод. В алюминиевые сплавы серии 4000 добавлен силикон.
ER5350 Сварочный электрод MIG Назначение и применение
ER4043 — наиболее часто используемая присадочная проволока MIG. Он сваривает алюминий марок 5050, 5052, 5056, 5083, 5086, 5154, 5356, 5454, 5456. В большинстве случаев используется 100% аргон, а в редких случаях смесь гелия и аргона может использоваться для сварки основных металлов толщиной более ½ дюйма. Обозначение электродов следующее:
- ER – Электрод или присадочный стержень, используемый при сварке MIG с подачей проволоки или TIG.
- 5 – Серия алюминий. Этот электрод изготовлен из алюминия серии 5000.
- 356 – Этот номер указывает количество магния, добавленного в электрод. В алюминиевые сплавы серии 5000 добавлен магний, чтобы сделать этот сплав.
Поиск программ для специалистов по сварке
Получите информацию о программах для специалистов по сварке, введя свой почтовый индекс и запросив регистрационную информацию.
Процедуры RSW Архив — Страница 3 из 3
Точечная сварка сопротивлением
- Руководство по параметрам
- Весы тепла, материалов и толщины
- Режим сварочного тока
Руководство по параметрам
Таким образом, в таблицах 1 и 2 приведены ссылки AWS C1.1 «Рекомендации по параметрам точечной сварки» на «Рекомендуемые методы контактной сварки». Эти общие рекомендации можно использовать для приблизительного определения того, какие параметры можно использовать для начала процесса контактной точечной сварки (RSW) детали определенной толщины. Из рекомендуемых параметров можно внести изменения в конкретную стопку, чтобы обеспечить приемлемую прочность и размер гранул для конкретного применения.
Кроме того, в Таблицу 3 включены более сложные рекомендации по параметрам RSW с использованием режима пульсационной сварки переменным током 60 Гц для сварки AHSS.0003Таблица 1. Параметры точечной сварки низкоуглеродистой стали 350-700 МПа (AHSS). А-14
- Использование параметров с покрытием рекомендуется при наличии покрытия на любой поверхности обшивки.
- Эти рекомендации основаны на имеющихся графиках сварки, представляющих собой рекомендации поставщиков и пользователей оборудования для контактной сварки.
- Для промежуточных толщин параметры могут быть интерполированы.
- Минимальная прочность на сдвиг приварного шва определяется следующим образом:
- ST = (-6,36E-7 × S2 + 6,58E-4 × S + 1,674) × S × 4 t1,5)/1000
- ST = Прочность на сдвиг при растяжении (кН)
- S = Прочность на растяжение BM (МПа)
- t = Толщина материала (мм)
- Толщина металла представляет фактическую толщину свариваемых листов. В случае сварки двух листов разной толщины используйте параметры сварки для более тонкого листа. Параметры сварки
- применимы при использовании электродных материалов, входящих в классы 1, 2 и 20 RWMA.
- Перечисленные формы электродов включают: A-заостренный, B-выпуклый, E-усеченный, F-закругленный. На рис. 2 показаны эти формы.
- Использование геометрии типа B может потребовать уменьшения тока и может привести к чрезмерному вдавливанию, если поверхность не зачищена до указанного диаметра.
- Использование геометрии типа F может потребовать увеличения тока.
- Параметры сварки основаны на однофазном оборудовании переменного тока 60 Гц.
- Диаметры самородков указаны как:
- Минимальный рекомендуемый диаметр сварного шва.
- Первоначальная цель установки диаметра наггетсов, который рекомендуется при настройке сварочной станции для производства наггетсов, которые постоянно превосходят удовлетворительный диаметр наггетсов для заданного количества производственных сварных швов.
Таблица 2: Параметры точечной сварки низкоуглеродистой стали >700 МПа (AHSS). А-14
- Использование параметров с покрытием рекомендуется при наличии покрытия на любой поверхности обшивки.
- Эти рекомендации основаны на имеющихся графиках сварки, представляющих собой рекомендации поставщиков и пользователей оборудования для контактной сварки.
- Для промежуточных толщин параметры могут быть интерполированы.
- Минимальная прочность на сдвиг приварного шва определяется следующим образом:
- ST = (-6,36E-7 × S2 + 6,58E-4 × S + 1,674) × S × 4 t1,5)/1000
- ST = Прочность на сдвиг при растяжении (кН)
- S = Прочность на растяжение BM (МПа)
- t = Толщина материала (мм)
- Толщина металла представляет фактическую толщину свариваемых листов. В случае сварки двух листов разной толщины используйте параметры сварки для более тонкого листа.
- Параметры сварки применимы при использовании электродных материалов, входящих в классы 1, 2 и 20 RWMA.
- Перечисленные формы электродов включают: A-заостренный, B-выпуклый, E-усеченный, F-закругленный. На рис. 2 показаны эти формы.
- Использование геометрии типа B может потребовать уменьшения тока и может привести к чрезмерному вдавливанию, если поверхность не зачищена до указанного диаметра.
- Использование геометрии типа F может потребовать увеличения тока.
- Параметры сварки основаны на однофазном оборудовании переменного тока 60 Гц.
- Диаметры самородков указаны как:
- Минимальный диаметр, при котором рекомендуется считать сварной шов удовлетворительным.
- Первоначальная цель установки диаметра наггетсов, который рекомендуется при настройке сварочной станции для производства наггетсов, которые постоянно превосходят удовлетворительный диаметр наггетсов для заданного количества производственных сварных швов.
Таблица 3: Параметры RSW из стали AHSS «чистый-чистый», «чистый-оцинкованный», «оцинкованный-оцинкованный» для пульсирующего переменного тока 60 Гц. А-14
Балансы тепла, материалов и толщины
Подвод тепла при контактной точечной сварке (RSW) определяется как:
Тепловложение = I 2 Rt
где: I — сварочный ток,
R — полное сопротивление,
t — время сваркиПогонная энергия должна изменяться в зависимости от калибра и марки стали. По сравнению со сталью с низкой прочностью определенного калибра, для стали AHSS того же калибра потребуется меньший ток. Точно так же тонкому материалу требуется меньший ток, чем толстому. Контроль подводимой теплоты по манометру и марке называется тепловым балансом в РУО.
Для постоянной толщины в Таблице 1 представлена классификация стали по уровню прочности. С увеличением количества групп для удовлетворительного RSW требуется более высокое усилие на электроде, более длительное время сварки и более низкий ток.
Комбинации материалов с разницей в одну группу можно сваривать практически без изменений параметров сварки. Различие между двумя или тремя группами может потребовать особого рассмотрения с точки зрения размера электродного наконечника, усилия или типа источника питания.Таблица 1: Классификация сталей для целей ТБО. A-11
Для конкретной марки стали изменение толщины может потребовать применения специальных графиков для контроля теплового баланса. Когда тип материала и калибр меняются одновременно, может потребоваться разработка специальных графиков сварки. Из-за более высокого удельного сопротивления AHSS рост самородков происходит преимущественно в AHSS. Срок службы электрода на стороне AHSS может сократиться из-за более высокой температуры на этой стороне. В целом срок службы электрода при сварке AHSS может быть таким же, как и у низкоуглеродистой стали, из-за более низкого рабочего тока из-за более высокого объемного удельного сопротивления в AHSS.
Это увеличение срока службы электрода может быть компенсировано в процессе производства из-за плохой подгонки деталей из-за более высокого пружинения из стали AHSS. Частая правка наконечника сохранит форму наконечника электрода и поможет добиться неизменно приемлемого качества сварных швов.Режим сварочного тока
AHSS можно сваривать с источниками питания переменного или постоянного тока (рис. 1). Среднечастотный постоянный ток (MFDC) имеет преимущество перед обычным переменным током благодаря как однонаправленному, так и непрерывному току. Эти характеристики помогают контролировать и направлять выделение тепла на границе раздела. Текущий режим не имеет существенной разницы в качестве сварки. Следует отметить, что как на переменном, так и на постоянном токе можно легко получить приемлемые сварные швы, где отношение толщины меньше 2:1. Тем не менее, при использовании постоянного тока можно получить некоторое преимущество, когда отношение толщины превышает 2:1, но для оптимизации преимуществ необходимо разработать методы сварки.
Также было замечено, что размеры гранул статистически несколько больше при использовании сварки постоянным током с теми же параметрами вторичного сварного шва, что и при сварке переменным током. Некоторые исследования показали, что сварка с MFDC обеспечивает улучшение теплового баланса и надежности процесса сварки при наличии разницы в толщине в AHSS (как показано на рис. 2). Сообщается, что источники питания постоянного тока обеспечивают лучшие коэффициенты мощности и более низкое энергопотребление, чем источники питания переменного тока. В частности, сообщалось, что переменный ток требует примерно на 10% больше энергии, чем постоянный, для сварки того же размера. Л-7 Рис. 1. Диапазон для стали DP 350/600 CR толщиной 1,4 мм при различных режимах тока с одним импульсом. Л-2
Рис. 2: Влияние текущего режима на стопку разной толщины. Л-2
При выборе сварки MFDC для ручных сварочных пистолетов ознакомьтесь с требованиями безопасности для вашего региона.
Первичное питание трансформаторов имеет более высокие частоты и напряжения, чем при сварке переменным током.Наверх
- Руководство по параметрам
- Весы тепла, материалов и толщины
- Режим сварочного тока
Точечная сварка сопротивлением
В целом, если используется любой тип AHSS [двухфазная (DP), трансформационно-индуцированная пластичность (TRIP), комплексная фаза (CP), феррит-бейнит (FB) или мартенситная (MS)] в первый раз пользователь должен взять режимы сварки, применяемые к низкоуглеродистой стали, а затем:
- Увеличьте усилие электрода на 20% или более в зависимости от предела текучести.
- При необходимости увеличьте время сварки.
Если этих изменений недостаточно, попробуйте следующие дополнительные изменения:
- Режим многоимпульсной сварки (несколько импульсов или последующий нагрев).
- Увеличьте диаметр наконечника и/или измените тип электрода.
- Увеличьте минимальный размер сварного шва.
При контактной сварке AHSS требует меньшего тока, чем обычная мягкая сталь или HSLA, потому что AHSS имеют более высокое удельное электрическое сопротивление. Таким образом, текущие уровни для AHSS не увеличиваются и, возможно, даже должны быть снижены в зависимости от химического состава материала. Однако для большинства марок стали AHSS может потребоваться более высокое усилие на электроде для эквивалентной толщины мягких сталей, поскольку усилие на электроде зависит от прочности материала. Если толстая низкоуглеродистая сталь или сталь HSLA (такой же толщины) заменяется AHSS эквивалентной толщины, при сборочной сварке могут потребоваться те же усилия.
AHSS часто имеют более узкие окна сварки (параметры сварки, которые обеспечивают приемлемые сварные швы) по сравнению с мягкими сталями, как показано на рисунке 1.
Рис.
1: Схема сварных лепестков для AHSS, HSLA и низкоуглеродистой стали со сдвигом в сторону более низких токов с повышенной прочностью. Диапазон тока (кА) для AHSS от 600 до 1400 МПа во время RSW показан на рисунках 2 и 3. Окно процесса для контактной точечной сварки AHSS в основном зависит от силы электрода и времени сварки, используемых в основном. Диапазон токов увеличивается в среднем на 500 А на каждые дополнительные 500 Н силы электрода (рис. 2). Диапазон тока также увеличивается в среднем на 250 А за каждые дополнительные 40 мс времени сварки (рис. 3). Дополнительное усилие электрода и время сварки приводят к расширению диапазона тока, что позволяет расширить окно процесса.
Рис. 2: RSW с AHSS, диапазон тока для изменения силы электрода (тип крышки B 16/6, диаметр наконечника 6 мм, одиночный импульс, время сварки 340 мс, время удержания 250 мс, отказы заглушки.). И-6
Рис. 3: RSW с AHSS, диапазон тока для различного времени сварки (тип крышки B 16/6, диаметр наконечника 6 мм, одиночный импульс, усилие электрода 3,5 кН, время удержания 250 мс, отказы заглушки.
). О-1 Более подробное исследование сварных швов T-5 из трех сталей с покрытием DP HDGA (45/45 г/м2) продемонстрировал одинаковое поведение при сварке для всех трех сталей. Стали толщиной 1,6 мм: ДП 340/590, ДП 420/780, ДП 550/980. Чтобы охарактеризовать поведение сталей при сварке, были проведены полезные диапазоны тока и статические испытания на растяжение сварного шва. Полезный диапазон тока представляет собой разницу между сварочным током, необходимым для получения минимального размера пуговицы (Imin), и током, вызывающим отрыв металла сварного шва (Imax). В этом исследовании в качестве минимального диаметра пуговицы использовалось значение 4√t, где «t» — номинальная толщина листа. Это обычно используется в автомобильной и металлургической промышленности. Диапазон сварочного тока составлял 2,2 кА для DP 340/59.0 и ДП 420/780 и 2,5 кА для стали ДП 550/980 (рис. 4). Эти диапазоны тока достаточно широки для успешной сварки сталей DP.
Исследование также не выявило дефектов сварки, а это означает, что эти три стали DP можно сваривать с помощью простых и удобных в использовании параметров сварки.Рис. 4. Диапазоны сварочного тока для сталей DP HDGA толщиной 1,6 мм с минимальным пределом прочности при растяжении 590, 780 и 980 МПа. Т-5
Средняя зарегистрированная твердость сварного шва составила 380 HV (твердость по Виккерсу) для DP 340/59.0 и 415 HV для двух других. Опять же, все три стали DP имели одинаковое распределение твердости сварного шва. Исследование также пришло к выводу, что режим разрушения сварного шва сам по себе не является хорошим показателем целостности и производительности сварного шва. Нагрузку до разрушения следует считать более важной при оценке целостности сварного шва.
Во втором исследовании T-6 сравнивались две стали HDGA толщиной 1,6 мм (45/45 г/м2): DP 420/700 и TRIP 420/700. Диапазон сварочного тока для 18 циклов времени сварки был аналогичным: 1,4 кА для DP 420/700 и 1,5 кА для TRIP 420/700.
Средняя твердость сварного шва для обеих сталей составила 400 HV. Исследование пришло к выводу, что приемлемые сварные швы без дефектов могут быть получены из обеих марок стали. Обе марки стали хорошо свариваются с легко адаптируемыми параметрами сварки. Различия в прочности сварного шва на растяжение между двумя сталями были небольшими и не считались статистически значимыми.Графики сварки (рис. 5) с профилями импульсного тока для AHSS могут иметь диапазоны сварочного тока, аналогичные для низкоуглеродистой стали. Несмотря на то, что при использовании AHSS нет повышенной тенденции к отрыву сварного шва, крайне желательно избегать отрыва сварного шва при использовании AHSS. Потеря материала наггетсов может повлиять на их размер и прочность.
Рисунок 5: Схема оптимизированных графиков сварки для AHSS. Б-1
Последующий отжиг (режим импульсной сварки) ТРИП-стали может изменить режим разрушения сварного шва и диапазон сварочного тока (рис.
6). Однако, поскольку исследования показали, что возникновение частичных или IF-разрывов не обязательно свидетельствует о низком качестве сварного шва, использование импульсного тока не требуется для улучшения качества сварного шва. Кроме того, неизвестно влияние пульсации тока на свойства растяжения и усталости, а также срок службы наконечника электрода. Поэтому пользователи должны самостоятельно оценивать пригодность таких измененных параметров.Рис. 6: Последующий отжиг может увеличить диапазон сварочного тока. Б-1
Дополнительная работа с использованием закалки и разделения (Q&P) 980 показала, что требуется меньший ток, чем для обычных сталей, поскольку она имеет более высокое удельное электрическое сопротивление. Из-за сверхвысокой прочности основного металла (BM) требуется более высокое усилие электрода, чем для обычных сталей с эквивалентной толщиной. Участок сварки Q&P 980 толщиной 1,6 мм показан на рис. 7, время импульсной сварки и усилие 5,8 кН.
Желтая зона на этом рисунке показывает режим разрушения полной кнопки (FBF) при испытании на отслаивание. Некоторые изображения режима разрушения этих точек сварки показаны на рис. 8 для диаметров от 6,0 до 7,7 мм.Рис. 7: Профиль импульсного тока и выступ сварного шва Q&P 980 1_6 мм. B-4
Рисунок 8: Характер разрушения точек сварки в желтой зоне. Б-4
Измерения твердости и поперечные сечения различных зон точечной сварки можно идентифицировать, как показано на рисунке 9. На первом этапе точечная сварка может быть разделена на три зоны: сварка, зона термического влияния (ЗТВ) и BM. Сварной шов покрывается ЗТВ, где температура плавления не достигается, но достаточно высока, чтобы изменить микроструктуру. В этой области преобладают неоднородные свойства из-за разных градиентов температуры и охлаждения. Принимая во внимание измерения твердости образца AHSS 3, можно наблюдать даже размягчение ЗТВ по сравнению с БМ.
Наконец, ЗТВ окружена БМ, которая не показывает каких-либо локальных изменений в структуре. Эти модификации микроструктуры в ЗТВ и сварном шве необходимы для несущей способности, поскольку прочность и пластичность резко изменяются по сравнению с BM. Обычно высокая твердость связана с высокой прочностью и меньшей пластичностью.Рис. 9: Распределение твердости по точечным сварным швам сталей различной прочности. П-7
Микрофотография места сварки и микротвердость 1,6-мм Q&P 980 показаны на рисунке 10, на котором не обнаружено дефектов сварки, таких как трещины, усадочные пустоты, поры, непровары, глубокие вмятины и т.п. Определение твердости обычно проводят, как показано на рис. 11 (диагональное пересечение сварного шва от BM верхнего образца до BM нижнего образца) с использованием подходящего прибора для определения твердости методом микровдавливания (по Виккерсу или Кнупу).
Рисунок 10: Микрофотография места сварки и микротвердость 1,6 мм DP 980.
B-4 Рис. 11: Типичный поперечный разрез сварного шва и закалка. А-13
Различные значения твердости, наблюдаемые в типичном сварном шве с поперечным сечением, отражают различные области микроструктуры. P-8 На рис. 12 показано распределение температуры типичного 2T-сварного шва горячештампованной борсодержащей стали. В застывшем очаге сварного шва мы видим самые высокие температуры, которые неуклонно снижаются по направлению к незатронутому основному металлу. Металл сварного шва, крупнозернистая зона термического влияния, мелкозернистая зона термического влияния и незатронутый основной металл состоят из мартенситной микроструктуры. Такую микроструктуру основной металл имеет благодаря процессу термической обработки (горячей штамповки). Металл сварного шва, крупнозернистая зона термического влияния и мелкозернистая зона термического влияния подвергаются воздействию температуры аустенизации при сварке и быстро охлаждаются, восстанавливая мартенситную микроструктуру.
Зона докритического термического влияния имеет уникальную микроструктуру мартенсита после отпуска. В этой области пиковая температура ниже Ac1, что приводит к распаду мартенситной микроструктуры основного металла на феррит и цементит. Микрофотографии различных участков сварного шва можно увидеть на рис. 13.Рисунок 12: Распределение температуры типичного 2T RSW из горячештампованной борсодержащей стали. П-8
Рис. 13. Различные микроструктуры, наблюдаемые в ЗТВ соединения 2T из горячештампованной борсодержащей стали. P-8
Экспериментальные и теоретические исследования нелинейной зависимости внутреннего сопротивления и толщины электрода высокоэффективного суперконденсатора
Abstract
на основе суперконденсатора и их соответствующие электрохимические характеристики были разработаны и подробно исследованы. Что касается электрохимической системы с двойным электродным слоем на основе углерода, электрохимические эксперименты в значительной степени подтверждают факт нелинейной зависимости и указывают на то, что кривая зависимости внутреннего сопротивления от толщины электрода может иметь минимальное значение при увеличении толщины от 10 до 140 мкм.
Для объяснения механизмов, лежащих в основе нелинейной зависимости, была предложена теоретическая модель, основанная на электрохимической системе пористый электрод/электролит. Как и ожидалось, результаты расчетов, проведенных в рамках предложенной модели, могут очень хорошо согласовываться с экспериментальными данными. Согласно расчету оптимальная толщина электрода составляет 53,1 мкм, что соответствует минимальному значению внутреннего сопротивления СЭ. Очевидно, что текущие результаты исследований могут в значительной степени подтвердить нелинейный вывод, а не линейную зависимость между внутренним сопротивлением и толщиной электрода, и могут пролить некоторый свет на изготовление и исследование суперконденсаторов с высокой удельной мощностью.Введение
Интенсивное развитие высокоэффективных электромобилей (особенно электромобилей) требует новых перезаряжаемых источников энергии, которые могут выдерживать до одного миллиона циклов зарядки/разрядки, а также иметь высокую удельную мощность и высокую удельную энергию 1 .
На сегодняшний день, несмотря на то, что для гибридной электроэнергетики было разработано несколько типов накопителей энергии, широко признано, что электрические двухслойные конденсаторы, также известные как суперконденсаторы (SC), являются идеальным выбором из-за длительного срока службы с практически неограниченные циклы зарядки/разрядки 2 . Типичное устройство SC обычно может состоять из двух углеродных электродов, пропитанных электролитом и разделенных сепаратором, структура которого аналогична конструкции обычного электролитического конденсатора. Однако, в отличие от электродов обычных электролитических конденсаторов, электрод SC состоит из металлического коллектора, покрытого слоем нанопористого углеродного материала с высокой удельной поверхностью 2 .Ключевым параметром, определяющим характеристики СК, является удельная плотность энергии, и по этой причине существует значительный интерес к повышению их значений за счет оптимизации структуры и конструкции электродов СК.
Удельная плотность энергии для коммерческих СЭ устройств может достигать до 6 Вт · ч/кг от продукции ключевых фирм 3 . Также хорошо известно, что удельная энергетическая ценность может быть в основном связана с изготовленными электродами SC. Согласно механизму накопления энергии, при зарядке СК энергия может быть накоплена электрическим зарядом в двойном слое, образующемся на границе угольный электрод/электролит 2 . Следовательно, удельная емкость (исходя из формулы плотности энергии E = 0,5 CV 2 , фактически плотность энергии связана с удельной емкостью только при фиксированном напряжении на определенном значении) для типичного углеродного СЭ с органическим электролитом может быть около 10 мкФ/см 2,3,4 . На удельную емкость могут влиять параметры проводимости, площадь поверхности и распределение пор по размерам углеродного материала, содержание связующего, толщина электрода и и др. . Среди этих параметров большая удельная поверхность (более 1000 м 2 /г) пористого углеродного материала, используемого в электродах СК, может способствовать достижению высокой удельной плотности энергии в конечном устройстве СК.Другим важным параметром, определяющим работоспособность СК, является внутреннее сопротивление (R в ). Величина R в определяет еще один важный параметр СК, который обычно называют удельной мощностью, а именно его удельную импульсную мощность P (Вт/кг), которую можно рассчитать по следующей формуле:
, где U (В) и M (кг) – рабочее напряжение и масса КА соответственно. Для продукции ведущих производителей значение P колеблется от 10 кВт/кг до 20 кВт/кг 3 . На основании уравнения (1), более высокие значения P могут быть достигнуты за счет уменьшения R в значении . Согласно сообщениям в литературе, R в зависит от следующих факторов: (i) контактное сопротивление между металлическим алюминиевым токосъемником и компонентом электрода, изготовленным из пористого углеродного материала; (ii) сопротивление в межэлектродной области; (iii) сопротивление электродного компонента, пропитанного электролитом.
В дальнейшем такие компоненты электродов будут называться компонентами электродов для накопления энергии.Общепризнано, что основной вклад в SC R в происходит от сопротивления компонента электрода накопления энергии. Согласно сообщениям, это может зависеть от многих факторов: (i) размера пор активированного углеродного материала, (ii) состава материала, используемого для производства компонента электрода для накопления энергии, (iii) состава электролита и (iv). ) толщина компонента электрода для накопления энергии. Чтобы уменьшить стоимость SC R в , было изучено несколько экономичных и простых методов решения этой проблемы с точки зрения отраслевых технологий 5,6,7,8 . Несмотря на десятилетия неустанных усилий, это все еще очень горячая область исследований, и все еще требуется значительный прогресс в разработке новых технологий для снижения R в . Среди этих упомянутых факторов сопротивление, обусловленное толщиной компонента электрода-аккумулятора энергии, может иметь основное влияние на характеристики СК для промышленных изделий.
С целью практического применения, высокая массовая загрузка активных материалов с толстым электродом для изготовления суперконденсаторов может обеспечить высокую плотность энергии. Однако увеличение толщины электрода обычно приводит к увеличению сопротивления, а также к снижению удельной емкости и плотности энергии из-за плотно упакованных структур, что приводит к ограниченной электрохимически активной площади поверхности. Более того, зависимость сопротивления от толщины электрода в литературных источниках не является четкой и даже противоречивой. Некоторые отчеты подтверждают, что эта зависимость является линейной 9,10,11 , а другие полагают, что функциональная зависимость внутреннего сопротивления СЭ от толщины электрода нелинейна 12,13 . Следовательно, необходимо провести экспериментальное и теоретическое исследование, чтобы обнаружить основной механизм повышения эффективности использования электроактивного материала при загрузке большой массы с оптимизированной толщиной электрода. Кроме того, применение электроискрового метода обработки металлического токоприемника путем внедрения в его поверхность углеродных частиц приводит к значительному снижению контактного сопротивления между токосъемником и элементом электрода-аккумулятора, что можно рассматривать как перспективный метод. для практического применения. Подробное изучение теории и характеристик модификации токосъемника можно будет найти в нашем групповом отчете в ближайшем будущем.В этом исследовании была подробно исследована зависимость сопротивления от толщины электрода и соответствующие им электрохимические характеристики. Нелинейные результаты для SC R в , зависящие от толщины электрода в типичном двухслойном SC на углеродной основе, могут эффективно устранить аргументы 9,10,11,12,13 . Что еще более важно, для объяснения факта нелинейной зависимости была предложена теоретическая модель, основанная на электрохимической системе «пористый углеродный материал/органический электролит».
Путем настройки только толщины электрода в широком диапазоне от 10 до 140 мкм в ходе экспериментов (остальные параметры системы остаются постоянными) установлено, что теоретические расчеты могут хорошо согласовываться с экспериментальными результатами.Методы
Сырье
Все реагенты, такие как 1-метил-2-пирролидинон (NMP), углерод супер-P и поливинилиденфторид (PVDF), использованные в этом исследовании, были аналитической чистоты и использовались без каких-либо дальнейшая очистка Используемые порошки активированного угля были приобретены у «SHIHEZI SETDTIANFU TECHNICAL» (Китай) и перед использованием пропущены через сито с диаметром пор 10 мкм.
Приготовление электродов
Электродная суспензия для приготовления аккумулирующих электродов использовала смешанный суспензионный раствор, содержащий NMP (растворитель), порошки активированного угля, Carbon Super P в качестве проводящей добавки, PVDF в качестве связующего, затем смешивание этих материалов с помощью ультразвуковой обработки.
Массовое соотношение между NMP, активированным углеродным материалом, проводящей добавкой и PVDF было зафиксировано на уровне 75:22,5:1,25:1,25. В дальнейшем электроды изготавливали путем напыления слоев суспензии с помощью установки «Doctor Blade» на модифицированную алюминиевую фольгу. Затем электроды высушивали в течение 72 ч в вакуумной печи (давление 1 кПа) при температуре 150 °C для удаления NMP из углеродсодержащих компонентов электрода.Структурные характеристики
Порошки активированного угля, использованные в этом исследовании, были охарактеризованы с помощью сканирующей электронной микроскопии с полевой эмиссией (FESEM, S-4800, Hitachi, Япония), рентгеновской дифракции (XRD, D8 ADVANCE, Bruker, German) и трансмиссионной электронный микроскоп (TEM, JEM-2100F, JEOL, Япония). Распределение пор по размерам для этого порошка определяли методом адсорбции-десорбции азота при температуре 77 К на анализаторе удельной поверхности и пористости (ASAP 2020HD88, Micromeritics, США).
Электрохимические измерения
Электрохимические характеристики электродов исследовали на типовых моделях приборов SC, содержащих в качестве электролита 1,3 М раствора Et 4 NBF 4 в ацетонитриле. Испытания циклическим вольтамперометром (ЦВА) проводили при приложенных напряжениях 0–2,5 В, испытания гальваностатическим зарядом-разрядом (GCD) выполняли при 100 мА, спектроскопией импеданса в диапазоне частот от 10 кГц до 0,01 Гц с использованием бипотенциостата. (760Е, Китай). Все электрохимические испытания проводились при комнатной температуре.
Результаты
Как показано на рис. 1а, согласно анализу распределения пор по размерам Барретта-Джойнера-Халенды (BJH), определенному из адсорбционных ветвей, использованные порошки активированного угля содержат микро-, мезо- и макропоры с Площадь поверхности по БЭТ ~1900 м 2 /г. Как видно из вставки на рис. 1а, эти поры представляют собой в основном микро- и мезопоры диаметром до 3 нм, которые вносят основной вклад в величину площади поверхности.
Рис. 1 На рис. 1б представлены морфология и микроструктура использованных порошков активированного угля. Порошки состоят из частиц неправильной формы размером до 10 мкм. Рисунок 1c представляет собой рентгенограмму использованного пористого углеродного порошка, указывающую на аморфную природу. На изображении HRTEM, показанном на рис. 1d, можно четко наблюдать мезопоры активированного угля с распределением пор по размерам около 2 нм. При использовании для изготовления электрода эти частицы могут быть объединены связующим веществом для формирования листа электрода, похожего на бумагу, с желаемой толщиной. Порошки активированного угля, полученные из биомассы, очень рыхло упакованы и содержат множество микро- и мезопор в одной частице. Очевидно, что микро- и мезопоры размером менее 3 нм могут составлять значительную часть объема пор в частице согласно нашим пари измерениям. В связи с тем, что микропоры меньшего размера (<2 нм) более труднодоступны во время циклов заряда-разряда СЭ, эти поры (>2 нм) могут служить транспортными каналами, которые проходят от металлического коллектора через аккумулирующий компонент электрода к поверхность электрода. Электроды изготавливались путем нанесения суспензии различной толщины от 14 мкм до 133 мкм с помощью установки «Doctor Blade» на алюминиевую фольгу (размер: 3 см*3 см), модифицированную электроискровым методом 8 (рис. 1д). Электрод вместе с алюминиевой фольгой (рис. 1е) сушили в течение 72 ч в вакуумной печи (давление 1 кПа) при температуре 150 °С для удаления НМП из углеродсодержащего компонента электрода. Затем полученные электроды помещали в перчаточный бокс в атмосфере аргона. Модели устройств SC могут быть собраны с двумя электродами с одинаковой толщиной покрытия, а два электрода разделены сепаратором производства Nippon Kodoshi Corporation (Япония). После совместной загрузки электродов и сепаратора в корпус из ламинированной алюминиевой фольги толщиной 130 мкм производства Showa Denko K.K. (Япония) корпус был заклеен по периметру специальным термоклеем Showa Denko. В процессе герметизации в слой термоклея вставлялась полипропиленовая соединительная труба. После герметизации 1,3 М Et 4 NBF 4 раствор в ацетонитриле (в качестве электролита) вводился в модели КА через патрубок. Наконец, модели устройства SC (рис. 1g) были изготовлены после удаления соединительной трубы.( a ) Распределение пор по размерам и ( b ) типичное СЭМ-изображение порошков активированного угля соответственно. На вставке ( a ) представлена кривая распределения пор по размерам с увеличением оси X в диапазоне 0–4 нм. ( c ) Рентгенограмма пористого угольного порошка и ( d ) мезопористого на поверхности активированного угольного порошка, соответственно. Фотоизображения ( e ) алюминиевой фольги, модифицированной электроискровым методом, ( f ) электродного листа с покрытием электродным шламом и ( g ) окончательной модели герметичного устройства SC соответственно.
Увеличить
Электрохимические характеристики моделей СЭ с толщиной электрода в диапазоне 10–140 мкм изучали с помощью ЦВА в диапазоне 0,0–2,5 В при скорости сканирования потенциала 5 мВ/с и НОД с 100 мА ток, спектроскопию импеданса проводили в диапазоне частот от 10 кГц до 0,01 Гц соответственно.
Рисунок 2 Все электрохимические измерения проводились при комнатной температуре. Как показано на рис. 2а, форма всех CV-профилей почти идеально прямоугольная, что свидетельствует о высокой емкостной характеристике с хорошим ионным откликом. Отсутствие явных пиков плотности тока и резкий рост на всех измеренных кривых CV, что указывает на отсутствие вклада псевдоемкостной емкости и нежелательных электрохимически активных примесей в этом диапазоне потенциалов. Форма идеальных прямоугольных ЦВА позволяет утверждать, что только адсорбция и десорбция катионов Et 4 N + и анионы BF 4 − встречаются на поверхности электрода в моделях СК в заданном диапазоне потенциалов. Параметры СК можно определить с помощью импедансной спектроскопии, представленной на рис. 2б. Значение R в модели СК, соответствующее положению экспериментальной точки на реальной оси Z’ кривой импеданса, можно определить на максимальной частоте 10 кГц. Таким образом, можно получить значения измерений R в с измененной толщиной электрода, представленные на рис. 2с.( a ) ВФХ, измеренные при скорости сканирования потенциала 5 мВ/с для моделей SC и ( b ) соответствующие им годографы импеданса для моделей SC с различной толщиной электродов в диапазоне 10 –140 мкм. ( c ) Экспериментальные данные и теоретическая кривая зависимости внутреннего сопротивления от толщины электродов. ( d ) Кривые GCD 100 мА для моделей SC
Изображение в натуральную величину
Обсуждение
Как видно из рис. 2в, зависимость внутреннего сопротивления от толщины электрода для исследуемой электрохимической системы носит нелинейный, а не линейный характер. Следовательно, возможный механизм электрохимических процессов, протекающих в СК, должен объяснять указанный выше факт нелинейной зависимости. Как указывалось выше, компонент электрода-накопителя энергии состоит из пористых структур активированного угля с большим количеством микро-, мезо- и макропор, причем эти поры имеют площадь поверхности ~1900 m 2 /г могут служить транспортными каналами для ионов электролита.
Рисунок 3 При зарядке СЭ ионы электролита по этим транспортным каналам могут проникать в элемент энергоаккумулирующего электрода и адсорбироваться на поверхности пор частиц углеродного материала. В процессе разрядки СК десорбированные ионы могут диффундировать от адсорбированных участков поверхности энергоаккумулирующего компонента электрода. Диффузионное путешествие десорбированных ионов можно разделить на следующие этапы (показаны на рис. 3): (1) Во-первых, ионы могут диффундировать через поры углеродного материала в транспортные каналы. Заряд, индуцированный ионами на поверхности углеродного материала, может двигаться параллельно диффузии положительных ионов. (2) На втором этапе ионы могут двигаться по транспортным каналам к поверхности электрода, и в то же время индуцированный заряд может двигаться параллельно движению положительных ионов. 3. На заключительном этапе ионы попадают в объем электролита, а наведенный заряд проходит через аккумулирующую электродную часть к металлическому коллектору и далее поступает во внешнюю электрическую цепь.Схематическая диаграмма диффузии десорбированных ионов.
Увеличить
Для построения модели, описывающей описанный выше механизм разрядки СК, принято допущение, что поры активированного углеродного материала, а также транспортные каналы равномерно распределены по всему объему энергоаккумулирующей электродной составляющей. Общая толщина энергоаккумулирующей части электрода по образцу составляет х . Параметры модели могут быть определены из экспериментальных данных, и все параметры могут быть рассчитаны с использованием идеального однослойного электродного листа с на 1 см 2 видимой поверхности. Удельное сопротивление транспортных каналов и аккумулирующей электродной составляющей можно определить по участку экспериментальной кривой R в (h). Зависимость внутреннего сопротивления от ч описывается уравнением прямой:
где ρ i (Ом · см 2 /мкм) – удельное сопротивление транспортных каналов,
6 ρ e (Ом · см 2 /мкм) — удельное сопротивление компонента электрода-накопителя энергии соответственно. Здесь r 0 (Ом · см 2 ) — полное сопротивление сепаратора (пропитанного электролитом) и переходного слоя между аккумулирующей электродной составляющей и металлическим токосъемником. Последнее определяется из следующего уравнения:где R in ( ч ) (Ом · см 2 ) – внутреннее сопротивление модели КА, соответствующей толщине ч. ρ n (Ом · мкм · см 2 ) — удельное сопротивление нанопористого углеродного материала компонента электрода-аккумулятора энергии. Therefore, ρ n as the ionic resistance of carbon material placed in a rectangular trapezoid with base area S = 1 cm 2 and height h t = 1 μm (the base трапеции параллельно металлическому коллектору) можно рассчитать по следующей формуле:
где N количество пор углеродного материала в объеме трапеции, а R one (Ом) — ионное сопротивление отдельной поры углеродного материала соответственно.
Согласно большинству отчетов и нашим результатам БЭТ, в процессе зарядки СЭ устройства органическим электролитом большая часть электрического заряда может накапливаться только в мезопорах диаметром в диапазоне 2–3 нм. Следовательно, только эти поры могут удерживать заряды и высвобождать их обратно в процессе разрядки КА. На самом деле, когда заряды перемещаются от транспортного канала к порам, размер которых сравним с размером иона, эти поры теряют свою сольватную оболочку 14,15 и приводят к сильному уменьшению коэффициента диффузии на несколько порядков 16 . Следовательно, удельное сопротивление, создаваемое этими порами малого диаметра, может на несколько порядков превышать сопротивление транспортного канала, а суммарное сопротивление всех микропор может быть обратно пропорционально числу участвующих в процессе разрядки.На основании вышеизложенного для дальнейшего определения ρ n , следует сделать еще одно модельное допущение.
Предполагается, что ионная составляющая R в ( h ) в определенном диапазоне значений h может определяться таковой углеродного материала. Thus, the ionic component of R in ( h ) with two different values h 1 and h 2 ( h 1 < h 2 ) можно рассчитать в указанном выше диапазоне с помощью уравнений (6) и (7), приведенных ниже. В соответствии с эквивалентной схемой компонента электрода-аккумулятора ионная составляющая внутреннего сопротивления r ion ( h ) (Ом · см 2 ) может быть получена из уравнения. (5):Справедливость нашего предположения можно проверить по экспериментальным результатам, представленным на рис. 2в. В нашем случае, когда ч 1 = 14,7 мкм и ч 2 = 23,5 мкм и можно получить соответственно.
Следовательно, , ρ n можно рассчитать из следующего выражения:Из нашей модели можно оценить зависимость значений внутреннего сопротивления от толщины элемента накопления энергии h * . Минимум можно найти в точке пересечения нисходящей ветви (обозначается как ) и восходящей ветви (обозначается как ). Значение ч * можно рассчитать как
Экв. (9) определяет толщину элемента электрода накопителя энергии, соответствующую минимуму внутреннего сопротивления СЭ. В рамках рассматриваемой модели уравнение, описывающее зависимость внутреннего сопротивления СЭ от толщины электрода, имеет следующий вид:
где θ ( x ) – ступенчатая функция Хевисайда, значение которой равно 0, если x < 0, 0,5, если x = 0 и 1 иначе 17 . Параметры ρ e + ρ i , r 0 and ρ n that characterize the considered electrochemical system can be calculated based on the experimental data with Eqs (2), (3) и (8).
Чтобы определить параметры R 0 и ρ E + ρ I , .0885 R в ( h ). В комплексе опытов, используя значения внутреннего сопротивления СЭ, соответствующие значениям толщины электродов 133 мкм, 118,2 мкм, 88,2 мкм и 61,2 мкм соответственно, ρ e + ρ i = 0,0043 Ом · см 2 /мкм.Параметр ρ N можно определить, используя эти точки, лежащие вдоль эксперимента R в ( H ), для которой продукт R of R it . Из таблицы 1 эти требования могут быть выполнены при толщине электродов h 1 = 14,7 мкм (), h 2 = 23,5 мкм () и 31,3 мкм, () соответственно. Для моделей СК с такими электродами изделия r ion h хорошо согласуются с экспериментальными результатами в пределах ошибки эксперимента, что свидетельствует о справедливости предложенной теоретической модели.
Таблица 1 Параметры модели, результаты теоретических расчетов и экспериментальные данные, полученные для исследуемых моделей КА соответственно. Среднее значение ρ n , рассчитанное по экспериментальным данным для указанных выше точек, составляет 12,13 Ом · мкм · см 2 . Используя приведенные выше значения ρ e + и ρ n , оптимизированная толщина электрода составляет ч * = 53,1 мкм, что соответствует наименьшему значению R в .Полноразмерная таблица
Выводы
На основании экспериментальных исследований, а также сопоставления полученных данных с расчетными параметрами приготовленной электрохимической системы СК можно сделать следующие выводы:
- 1
Установлен нелинейный характер зависимости внутреннего сопротивления СЭ от толщины электрода на основе активированного угля.
- 2
Предложена теоретическая модель, объясняющая нелинейную зависимость внутреннего сопротивления и толщины электрода.
Очевидно, расчеты хорошо согласуются с экспериментальными результатами в пределах погрешности эксперимента. - 3
При оптимизированной толщине электрода 53,1 мкм внутреннее сопротивление СЭ с минимальным значением равно 12,13 Ом · мкм · см 2 . Усовершенствованный подход может быть перспективным для прогнозирования параметров композиционных материалов для СЭ с высокой удельной мощностью.
Дополнительная информация
Как цитировать эту статью : Liu, X. et al . Экспериментальные и теоретические исследования нелинейной зависимости внутреннего сопротивления и толщины электрода высокоэффективного суперконденсатора. науч. Респ. 7 , 45934; doi: 10.1038/srep45934 (2017).
Примечание издателя: Springer Nature остается нейтральной в отношении юрисдикционных претензий в опубликованных картах и институциональной принадлежности.
Ссылки
Шарма П.
и Бхатти Т. С. Обзор электрохимических двухслойных конденсаторов. ENERG CONVERS MAN Энерг. Конверс. Мужчина . 51 , 2901–2912 (2010).КАС Статья Google ученый
Конуэй, Британская Колумбия, Электрохимические суперконденсаторы: научные основы и технологические приложения . Kluwer Academic/Plenum Publishers (1999).
Берк А. Ультраконденсаторные технологии и применение в гибридных и электрических транспортных средствах. Междунар. Дж. Энерг. Рез. 34 , 133–151 (2010).
КАС ОБЪЯВЛЕНИЯ Статья Google ученый
Локетт В., Седев Р., Ралстон Дж., Хорн М. и Родопулос Т. Дифференциальная емкость двойного электрического слоя в ионных жидкостях на основе имидазолия: влияние потенциала, размера катиона и температура. J. Phys. хим. C 112 , 7486–7495 (2008).
КАС Статья Google ученый
Манабу, И., Шигек, О., Кенич, М., Кук, О. и Масанор, Т. Поляризованный электрод для электрического двухслойного конденсатора и электрический двухслойный конденсатор, изготовленный с использованием того же и процесса для изготовления электродного листа для электрического двухслойного конденсатора и аппарата для ламинирования: патент США № 6831826 (2004 г.).
Малетин Ю., Стрижакова Н., Козачков С., Миронова А., Подмогильный С. Суперконденсатор и способ изготовления такого суперконденсатора: патент США № 6697249 (2004 г.).
Cui, J. et al. Prolifera-Green-Tide как устойчивый источник углеродистых аэрогелей с иерархическими порами для достижения множественного накопления энергии. Доп. Функц. Матер. 26 , 8487–8495 (2016).
КАС Статья Google ученый
Малетин Е.
Способ изготовления электродов с низким контактным сопротивлением для аккумуляторов и двухслойных конденсаторов:. Заявка на патент США № 11/986013 (2007 г.).Кётц, Р. и Карлен, М. Принципы и применение электрохимических конденсаторов. Электрохим. Acta 45 , 2483–2498 (2000).
Артикул Google ученый
Юн, С., Джанг, Дж. Х., Ка, Б. Х. и О, С. М. Комплексный емкостной анализ на скоростную способность электродов конденсатора с двойным электрическим слоем (EDLC) различной толщины. Электрохим. Acta 50 , 2255–2262 (2005).
КАС Статья Google ученый
Basirico, L. & Lanzara, G. Движение к мощным, высокочастотным и низкоомным суперконденсаторам CNT путем настройки длины CNT, осевой деформации и контактного сопротивления. Нанотехнологии 23 , 30 (2012).
Артикул Google ученый
Ласт, Э., Джейнс, А., Парн, Т. и Нигу, П. Влияние толщины нанопористого углеродного электрода на электрохимические характеристики нанопористого углерода | тетрафторбората тетраэтиламмония в растворе ацетонитрила. J. Твердотельный электр . 8 , 224–237 (2004).
КАС Статья Google ученый
Малетин Ю. и др. Согласование нанопористых углеродных электродов и органических электролитов в конденсаторах с двойным слоем. заявл. физ. А-Матер . 82 , 653–657 (2006).
КАС ОБЪЯВЛЕНИЯ Статья Google ученый
Эверетт, Д. Х. Руководство по символам и терминологии для физико-химических величин и единиц, приложение II: Определения, терминология и символы в коллоидной и поверхностной химии.
Чистый Appl. Химия . 31 , 577–638 (1972).Артикул Google ученый
Чмиола, Дж., Ларджот, К., Таберна, П.-Л., Саймон, П. и Гогоци, Ю. Десольватация ионов в субнанометровых порах и ее влияние на емкость и теорию двойного слоя. Анжю. Хим.-Межд. Изменить . 47 , 3392–3395 (2008).
КАС Статья Google ученый
Зулета, М., Бурсел, М., Бьорнбом, П. и Лундблад, А. Определение эффективного коэффициента диффузии нанопористого углерода с помощью метода одночастичных микроэлектродов. Дж. Электроанал. электр. Химия . 549 , 101–108 (2003).
КАС Статья Google ученый
Абрамовиц, М. и Стегун, И. А. Справочник по математическим функциям: с формулами, графиками и математическими таблицами. Courier Corporation , 55 (1964).
Скачать ссылки
Благодарности
Эта работа была поддержана Фондом естественных наук Китая (№ 21571080 и 10604020), Фондом естественных наук провинции Цзилинь, Китай. Номер гранта: 20170101193JC.
Информация об авторе
Авторы и организации
Ключевая лаборатория физики и технологии усовершенствованных аккумуляторов, Министерство образования, Физический колледж, Цзилиньский университет, Чанчунь, 130012, Китай
Xilong Liu, Xiaohang Dai, Guodong Wei, Юньлун Си, Владимир Изотов, Николай Клюй, Дмитрий Гавриков, Юань Цзи, Цин Го и Вэй Хань
Институт углеродных материалов, Университет Шаньси Датун, Датун, 037009, China
Mingjun Pang
V. Lashkaryov Institute of Semiconductor Physics, National Academy of Sciences of Ukraine, 41 Nauki Pr., Kyiv, 03028, Ukraine
Nickolai Klyui & Dmytro Havrykov
Authors
- Xilong Liu
Посмотреть публикации автора
Вы также можете искать этого автора в PubMed Google Scholar
- Xiaohang Dai
Посмотреть публикации автора
Вы также можете искать этого автора в PubMed Google Scholar
- Guodong Wei
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Yunlong Xi
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Mingjun Pang
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Академия
- Владимир Изотов
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Николай Клюй
Посмотреть публикации автора
Вы также можете искать этого автора в PubMed Google Scholar
- Дмитрий Гавриков
Посмотреть публикации автора
Вы также можете искать этого автора в PubMed Google Scholar
- Юань Цзи
Посмотреть публикации автора
Вы также можете искать этого автора в PubMed Google Scholar
- Qing Guo
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Wei Han
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
Вклады
К.
Го и В. Хан задумали и руководили экспериментами. X. L. Liu и X. Dai выполнили эксперименты. Рукопись написана в соавторстве с Г. Вей, В. Изотовым, Н. Клюем и Д. Гавриковым. Ю. Си и М. Панг участвовали в анализе структуры и электрохимических свойств образцов. Все авторы обсудили результаты и помогли с подготовкой окончательной рукописи.Авторы переписки
Переписка с Владимир Изотов, Цин Го или Вэй Хань.
Декларации этики
Конкурирующие интересы
Авторы не заявляют о конкурирующих финансовых интересах.
Права и разрешения
Эта работа находится под лицензией Creative Commons Attribution 4.0 International License. Изображения или другие сторонние материалы в этой статье включены в лицензию Creative Commons на статью, если иное не указано в кредитной строке; если материал не включен в лицензию Creative Commons, пользователям необходимо будет получить разрешение от держателя лицензии на воспроизведение материала.
Чтобы просмотреть копию этой лицензии, посетите http://creativecommons.org/licenses/by/4.0/Перепечатка и разрешения
Об этой статье
Дополнительная литература
Технологии хранения энергии на основе электрохимических двухслойных конденсаторов: обзор
- Ю. А. Малетин
- Стрижакова Н.Г.
- Чернухин С.И.
Теоретическая и экспериментальная химия (2021)
Комментарии
Отправляя комментарий, вы соглашаетесь соблюдать наши Условия и Правила сообщества.
Если вы обнаружите что-то оскорбительное или не соответствующее нашим условиям или правилам, отметьте это как неприемлемое.Толщина стеклянных электродов
%PDF-1.4 % 79 0 объект > эндообъект 74 0 объект >поток application/pdf
- Толщина стеклянных электродов
- Журнал исследований Национального бюро стандартов является публикацией правительства США. Документы находятся в общественном достоянии и не защищены авторским правом в США. Тем не менее, обратите особое внимание на отдельные работы, чтобы убедиться, что не указаны ограничения авторского права. Для отдельных произведений может потребоваться получение других разрешений от первоначального правообладателя.
- Даймонд, Дж. Дж.; Хаббард, Д.
Подключаемый модуль Adobe Acrobat 9.0 Paper Capture2011-01-13T17:54:10-05:00Adobe Acrobat 9.02012-02-27T07:32:49-05:002012-02-27T07:32:49-05:00uuid:3ff104ef-79c0 -4957-bc0c-5a96b3e52d17uuid:5f728035-7fd6-42f5-823e-222fb47e11c1uuid:3ff104ef-79c0-4957-bc0c-5a96b3e52d17default1- converteduuid:e77dbd56-95a1-4fac-a98f-66eb435720c4converted to PDF/A-1bpdfaPilot2012-02-27T07:32 :44-05:00
False1B- http://ns.
adobe.com/pdf/1.3/pdfAdobe PDF Схема- internalA объект имени, указывающий, был ли документ изменен для включения информации о треппингеTrappedText
- http://ns.adobe.com/xap/1.0/mm/xmpMMXMP Media Management
- внутренний идентификатор на основе UUID для конкретного воплощения документаInstanceIDURI
- internalОбщий идентификатор для всех версий и представлений документа.OriginalDocumentIDURI
- http://www.aiim.org/pdfa/ns/id/pdfaidPDF/A ID Schema
- internalPart of PDF/A standardpartInteger
- внутреннее изменение стандарта PDF/AamdText
- внутренний уровень соответствия стандарту PDF/A, соответствие тексту конечный поток эндообъект 57 0 объект > эндообъект 75 0 объект [>] эндообъект 73 0 объект > эндообъект 70 0 объект > эндообъект 71 0 объект > эндообъект 72 0 объект > эндообъект 80 0 объект >/ProcSet[/PDF/Text/ImageB]/XObject>>>/Повернуть 0/Тип/Страница>> эндообъект 1 0 объект >/ProcSet[/PDF/Text/ImageB]/XObject>>>/Повернуть 0/Тип/Страница>> эндообъект 8 0 объект >/ProcSet[/PDF/Text/ImageB]/XObject>>>/Повернуть 0/Тип/Страница>> эндообъект 15 0 объект >/ProcSet[/PDF/Text/ImageB]/XObject>>>/Повернуть 0/Тип/Страница>> эндообъект 22 0 объект >/ProcSet[/PDF/Text/ImageB]/XObject>>>/Повернуть 0/Тип/Страница>> эндообъект 290 объект >/ProcSet[/PDF/Text/ImageB]/XObject>>>/Повернуть 0/Тип/Страница>> эндообъект 30 0 объект [31 0 Ч 32 0 Ч 33 0 Ч] эндообъект 34 0 объект >поток

 Вот различные типы электродов из нержавеющей стали. Нержавеющая сталь обычно сваривается электродами следующих классов:
Вот различные типы электродов из нержавеющей стали. Нержавеющая сталь обычно сваривается электродами следующих классов: По сути, это помогает сварному шву лучше проникнуть в металл. Это как увеличить огонь и подержать стороны подольше.
По сути, это помогает сварному шву лучше проникнуть в металл. Это как увеличить огонь и подержать стороны подольше. Чаще всего используется тот же газ C2 или 2% углекислого газа и 98% аргон. Есть много других вариантов (некоторые лучше) для газа, но чаще всего используется C2. Вот обозначение электрода:
Чаще всего используется тот же газ C2 или 2% углекислого газа и 98% аргон. Есть много других вариантов (некоторые лучше) для газа, но чаще всего используется C2. Вот обозначение электрода: Что касается газов, то наиболее широко используется С2 (2% двуокиси углерода и 98% аргона). Есть много других смесей на выбор, и все зависит от того, что может предложить поставщик сварки. Обозначение проводов для ER316L и ER316LSI следующее:
Что касается газов, то наиболее широко используется С2 (2% двуокиси углерода и 98% аргона). Есть много других смесей на выбор, и все зависит от того, что может предложить поставщик сварки. Обозначение проводов для ER316L и ER316LSI следующее: Существует два типичных варианта:
Существует два типичных варианта:
 В алюминиевые сплавы серии 5000 добавлен магний, чтобы сделать этот сплав.
В алюминиевые сплавы серии 5000 добавлен магний, чтобы сделать этот сплав.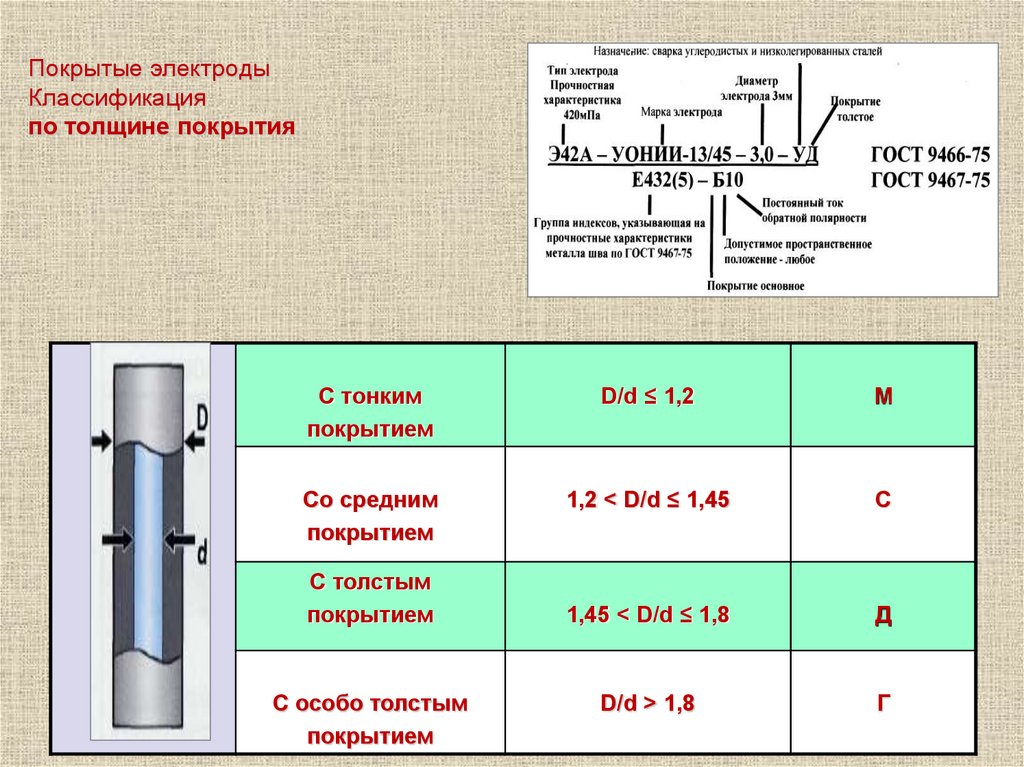 Кроме того, в Таблицу 3 включены более сложные рекомендации по параметрам RSW с использованием режима пульсационной сварки переменным током 60 Гц для сварки AHSS.0003
Кроме того, в Таблицу 3 включены более сложные рекомендации по параметрам RSW с использованием режима пульсационной сварки переменным током 60 Гц для сварки AHSS.0003 В случае сварки двух листов разной толщины используйте параметры сварки для более тонкого листа.
В случае сварки двух листов разной толщины используйте параметры сварки для более тонкого листа.


 Комбинации материалов с разницей в одну группу можно сваривать практически без изменений параметров сварки. Различие между двумя или тремя группами может потребовать особого рассмотрения с точки зрения размера электродного наконечника, усилия или типа источника питания.
Комбинации материалов с разницей в одну группу можно сваривать практически без изменений параметров сварки. Различие между двумя или тремя группами может потребовать особого рассмотрения с точки зрения размера электродного наконечника, усилия или типа источника питания.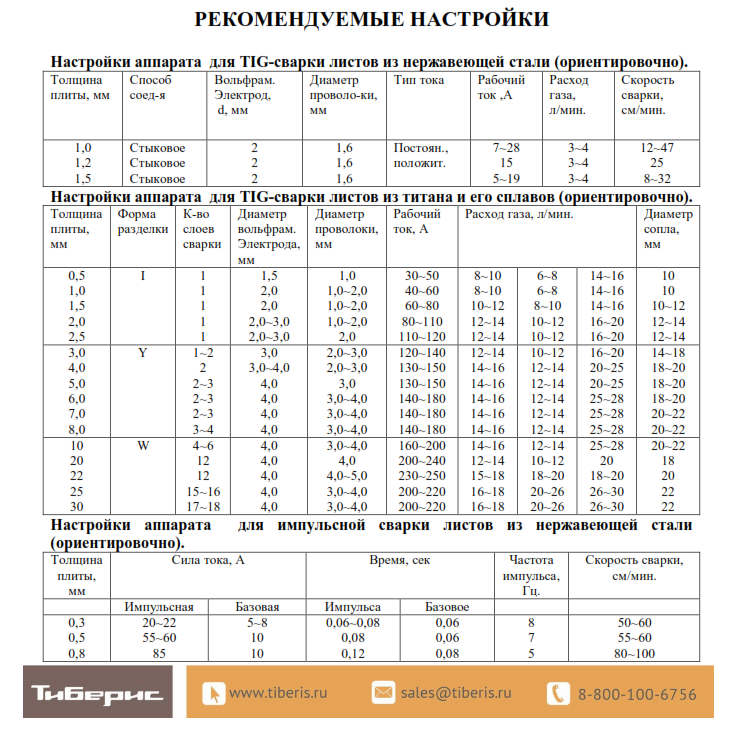 Это увеличение срока службы электрода может быть компенсировано в процессе производства из-за плохой подгонки деталей из-за более высокого пружинения из стали AHSS. Частая правка наконечника сохранит форму наконечника электрода и поможет добиться неизменно приемлемого качества сварных швов.
Это увеличение срока службы электрода может быть компенсировано в процессе производства из-за плохой подгонки деталей из-за более высокого пружинения из стали AHSS. Частая правка наконечника сохранит форму наконечника электрода и поможет добиться неизменно приемлемого качества сварных швов.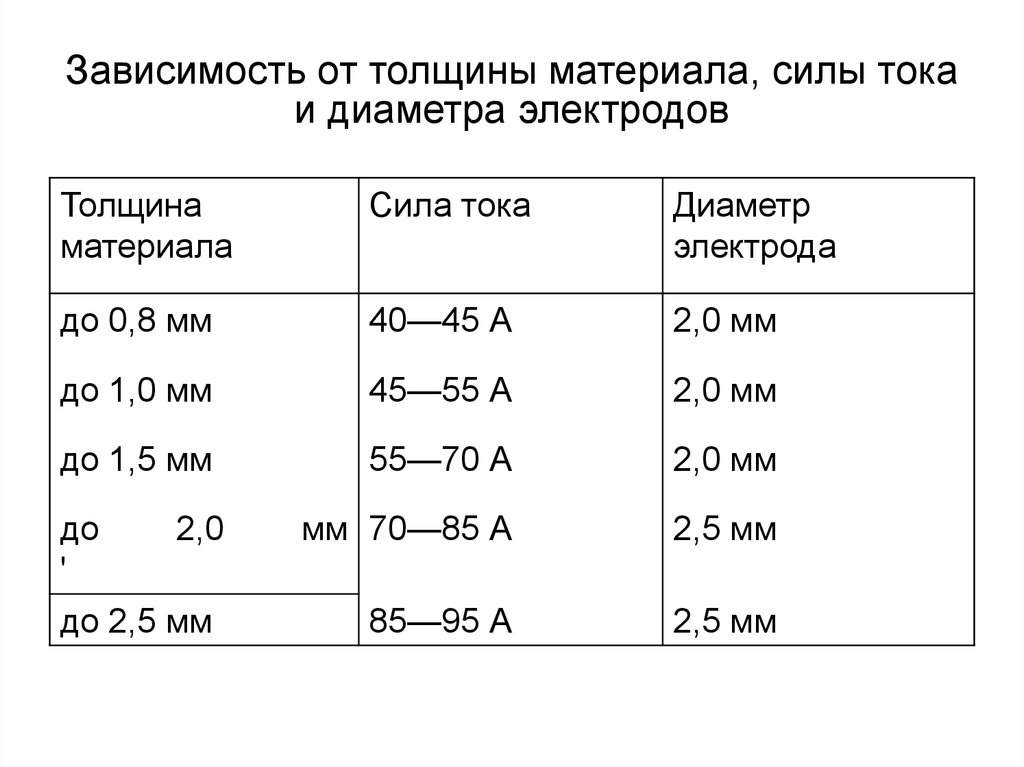 Также было замечено, что размеры гранул статистически несколько больше при использовании сварки постоянным током с теми же параметрами вторичного сварного шва, что и при сварке переменным током. Некоторые исследования показали, что сварка с MFDC обеспечивает улучшение теплового баланса и надежности процесса сварки при наличии разницы в толщине в AHSS (как показано на рис. 2). Сообщается, что источники питания постоянного тока обеспечивают лучшие коэффициенты мощности и более низкое энергопотребление, чем источники питания переменного тока. В частности, сообщалось, что переменный ток требует примерно на 10% больше энергии, чем постоянный, для сварки того же размера. Л-7
Также было замечено, что размеры гранул статистически несколько больше при использовании сварки постоянным током с теми же параметрами вторичного сварного шва, что и при сварке переменным током. Некоторые исследования показали, что сварка с MFDC обеспечивает улучшение теплового баланса и надежности процесса сварки при наличии разницы в толщине в AHSS (как показано на рис. 2). Сообщается, что источники питания постоянного тока обеспечивают лучшие коэффициенты мощности и более низкое энергопотребление, чем источники питания переменного тока. В частности, сообщалось, что переменный ток требует примерно на 10% больше энергии, чем постоянный, для сварки того же размера. Л-7  Первичное питание трансформаторов имеет более высокие частоты и напряжения, чем при сварке переменным током.
Первичное питание трансформаторов имеет более высокие частоты и напряжения, чем при сварке переменным током.
 1: Схема сварных лепестков для AHSS, HSLA и низкоуглеродистой стали со сдвигом в сторону более низких токов с повышенной прочностью.
1: Схема сварных лепестков для AHSS, HSLA и низкоуглеродистой стали со сдвигом в сторону более низких токов с повышенной прочностью.  ). О-1
). О-1  Исследование также не выявило дефектов сварки, а это означает, что эти три стали DP можно сваривать с помощью простых и удобных в использовании параметров сварки.
Исследование также не выявило дефектов сварки, а это означает, что эти три стали DP можно сваривать с помощью простых и удобных в использовании параметров сварки.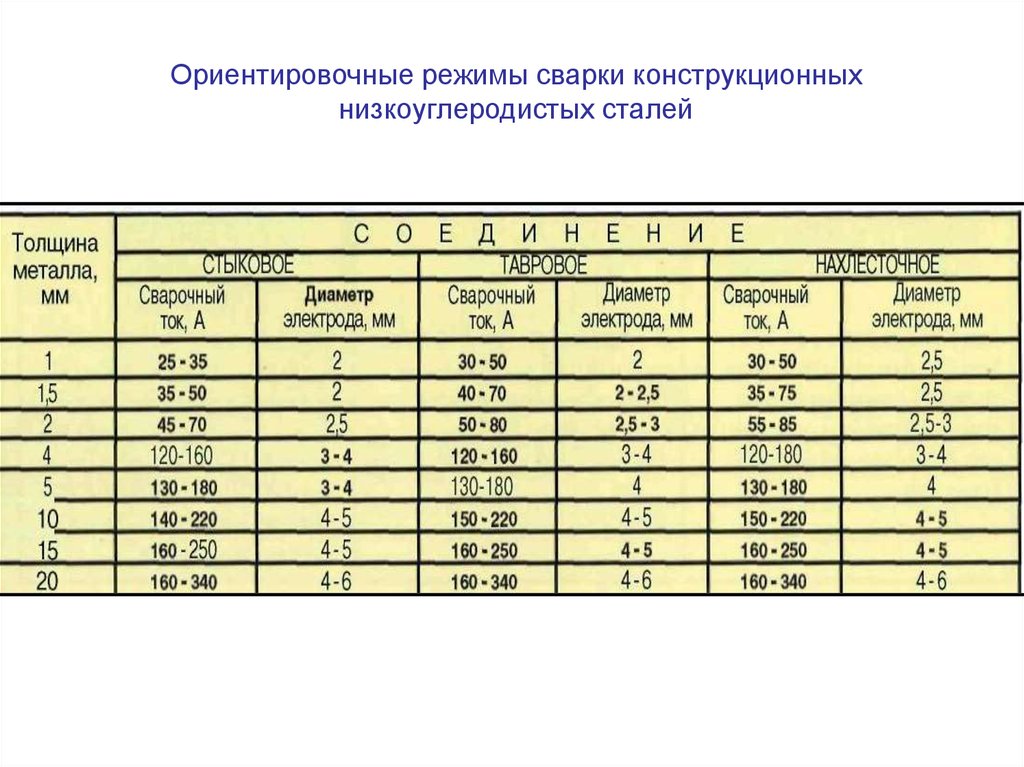 Средняя твердость сварного шва для обеих сталей составила 400 HV. Исследование пришло к выводу, что приемлемые сварные швы без дефектов могут быть получены из обеих марок стали. Обе марки стали хорошо свариваются с легко адаптируемыми параметрами сварки. Различия в прочности сварного шва на растяжение между двумя сталями были небольшими и не считались статистически значимыми.
Средняя твердость сварного шва для обеих сталей составила 400 HV. Исследование пришло к выводу, что приемлемые сварные швы без дефектов могут быть получены из обеих марок стали. Обе марки стали хорошо свариваются с легко адаптируемыми параметрами сварки. Различия в прочности сварного шва на растяжение между двумя сталями были небольшими и не считались статистически значимыми. 6). Однако, поскольку исследования показали, что возникновение частичных или IF-разрывов не обязательно свидетельствует о низком качестве сварного шва, использование импульсного тока не требуется для улучшения качества сварного шва. Кроме того, неизвестно влияние пульсации тока на свойства растяжения и усталости, а также срок службы наконечника электрода. Поэтому пользователи должны самостоятельно оценивать пригодность таких измененных параметров.
6). Однако, поскольку исследования показали, что возникновение частичных или IF-разрывов не обязательно свидетельствует о низком качестве сварного шва, использование импульсного тока не требуется для улучшения качества сварного шва. Кроме того, неизвестно влияние пульсации тока на свойства растяжения и усталости, а также срок службы наконечника электрода. Поэтому пользователи должны самостоятельно оценивать пригодность таких измененных параметров.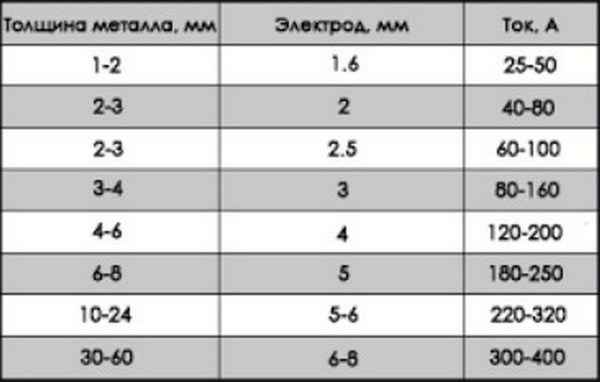 Желтая зона на этом рисунке показывает режим разрушения полной кнопки (FBF) при испытании на отслаивание. Некоторые изображения режима разрушения этих точек сварки показаны на рис. 8 для диаметров от 6,0 до 7,7 мм.
Желтая зона на этом рисунке показывает режим разрушения полной кнопки (FBF) при испытании на отслаивание. Некоторые изображения режима разрушения этих точек сварки показаны на рис. 8 для диаметров от 6,0 до 7,7 мм.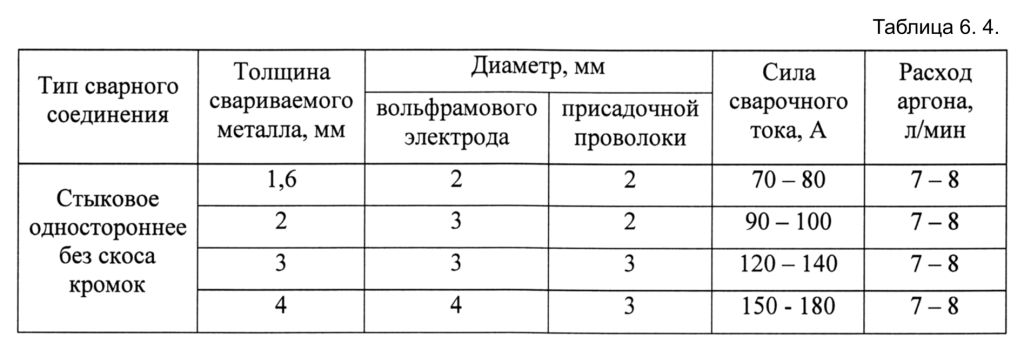 Наконец, ЗТВ окружена БМ, которая не показывает каких-либо локальных изменений в структуре. Эти модификации микроструктуры в ЗТВ и сварном шве необходимы для несущей способности, поскольку прочность и пластичность резко изменяются по сравнению с BM. Обычно высокая твердость связана с высокой прочностью и меньшей пластичностью.
Наконец, ЗТВ окружена БМ, которая не показывает каких-либо локальных изменений в структуре. Эти модификации микроструктуры в ЗТВ и сварном шве необходимы для несущей способности, поскольку прочность и пластичность резко изменяются по сравнению с BM. Обычно высокая твердость связана с высокой прочностью и меньшей пластичностью. B-4
B-4  Зона докритического термического влияния имеет уникальную микроструктуру мартенсита после отпуска. В этой области пиковая температура ниже Ac1, что приводит к распаду мартенситной микроструктуры основного металла на феррит и цементит. Микрофотографии различных участков сварного шва можно увидеть на рис. 13.
Зона докритического термического влияния имеет уникальную микроструктуру мартенсита после отпуска. В этой области пиковая температура ниже Ac1, что приводит к распаду мартенситной микроструктуры основного металла на феррит и цементит. Микрофотографии различных участков сварного шва можно увидеть на рис. 13.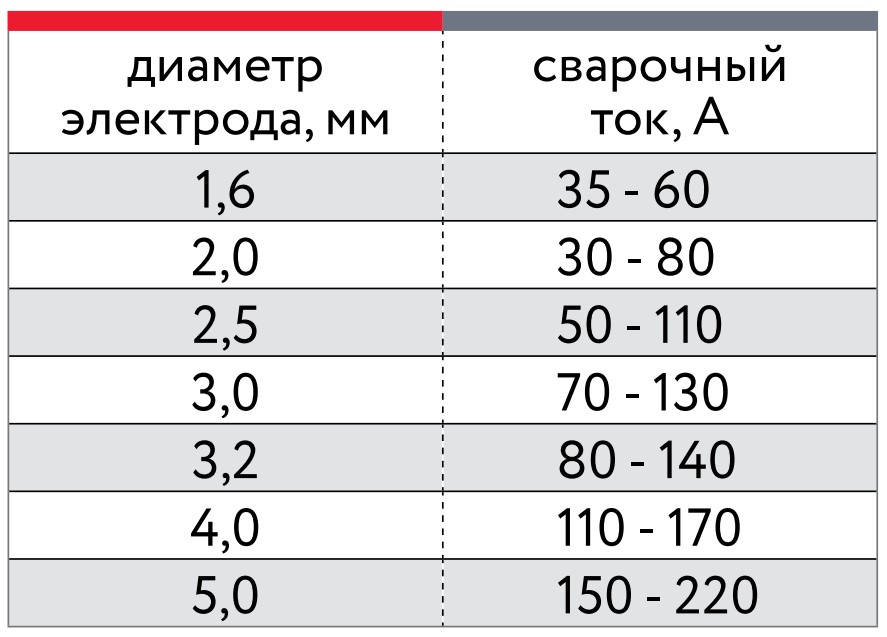 Для объяснения механизмов, лежащих в основе нелинейной зависимости, была предложена теоретическая модель, основанная на электрохимической системе пористый электрод/электролит. Как и ожидалось, результаты расчетов, проведенных в рамках предложенной модели, могут очень хорошо согласовываться с экспериментальными данными. Согласно расчету оптимальная толщина электрода составляет 53,1 мкм, что соответствует минимальному значению внутреннего сопротивления СЭ. Очевидно, что текущие результаты исследований могут в значительной степени подтвердить нелинейный вывод, а не линейную зависимость между внутренним сопротивлением и толщиной электрода, и могут пролить некоторый свет на изготовление и исследование суперконденсаторов с высокой удельной мощностью.
Для объяснения механизмов, лежащих в основе нелинейной зависимости, была предложена теоретическая модель, основанная на электрохимической системе пористый электрод/электролит. Как и ожидалось, результаты расчетов, проведенных в рамках предложенной модели, могут очень хорошо согласовываться с экспериментальными данными. Согласно расчету оптимальная толщина электрода составляет 53,1 мкм, что соответствует минимальному значению внутреннего сопротивления СЭ. Очевидно, что текущие результаты исследований могут в значительной степени подтвердить нелинейный вывод, а не линейную зависимость между внутренним сопротивлением и толщиной электрода, и могут пролить некоторый свет на изготовление и исследование суперконденсаторов с высокой удельной мощностью. На сегодняшний день, несмотря на то, что для гибридной электроэнергетики было разработано несколько типов накопителей энергии, широко признано, что электрические двухслойные конденсаторы, также известные как суперконденсаторы (SC), являются идеальным выбором из-за длительного срока службы с практически неограниченные циклы зарядки/разрядки 2 . Типичное устройство SC обычно может состоять из двух углеродных электродов, пропитанных электролитом и разделенных сепаратором, структура которого аналогична конструкции обычного электролитического конденсатора. Однако, в отличие от электродов обычных электролитических конденсаторов, электрод SC состоит из металлического коллектора, покрытого слоем нанопористого углеродного материала с высокой удельной поверхностью 2 .
На сегодняшний день, несмотря на то, что для гибридной электроэнергетики было разработано несколько типов накопителей энергии, широко признано, что электрические двухслойные конденсаторы, также известные как суперконденсаторы (SC), являются идеальным выбором из-за длительного срока службы с практически неограниченные циклы зарядки/разрядки 2 . Типичное устройство SC обычно может состоять из двух углеродных электродов, пропитанных электролитом и разделенных сепаратором, структура которого аналогична конструкции обычного электролитического конденсатора. Однако, в отличие от электродов обычных электролитических конденсаторов, электрод SC состоит из металлического коллектора, покрытого слоем нанопористого углеродного материала с высокой удельной поверхностью 2 . Удельная плотность энергии для коммерческих СЭ устройств может достигать до 6 Вт · ч/кг от продукции ключевых фирм 3 . Также хорошо известно, что удельная энергетическая ценность может быть в основном связана с изготовленными электродами SC. Согласно механизму накопления энергии, при зарядке СК энергия может быть накоплена электрическим зарядом в двойном слое, образующемся на границе угольный электрод/электролит 2 . Следовательно, удельная емкость (исходя из формулы плотности энергии E = 0,5 CV 2 , фактически плотность энергии связана с удельной емкостью только при фиксированном напряжении на определенном значении) для типичного углеродного СЭ с органическим электролитом может быть около 10 мкФ/см 2,3,4 . На удельную емкость могут влиять параметры проводимости, площадь поверхности и распределение пор по размерам углеродного материала, содержание связующего, толщина электрода и и др. . Среди этих параметров большая удельная поверхность (более 1000 м 2 /г) пористого углеродного материала, используемого в электродах СК, может способствовать достижению высокой удельной плотности энергии в конечном устройстве СК.
Удельная плотность энергии для коммерческих СЭ устройств может достигать до 6 Вт · ч/кг от продукции ключевых фирм 3 . Также хорошо известно, что удельная энергетическая ценность может быть в основном связана с изготовленными электродами SC. Согласно механизму накопления энергии, при зарядке СК энергия может быть накоплена электрическим зарядом в двойном слое, образующемся на границе угольный электрод/электролит 2 . Следовательно, удельная емкость (исходя из формулы плотности энергии E = 0,5 CV 2 , фактически плотность энергии связана с удельной емкостью только при фиксированном напряжении на определенном значении) для типичного углеродного СЭ с органическим электролитом может быть около 10 мкФ/см 2,3,4 . На удельную емкость могут влиять параметры проводимости, площадь поверхности и распределение пор по размерам углеродного материала, содержание связующего, толщина электрода и и др. . Среди этих параметров большая удельная поверхность (более 1000 м 2 /г) пористого углеродного материала, используемого в электродах СК, может способствовать достижению высокой удельной плотности энергии в конечном устройстве СК.
 В дальнейшем такие компоненты электродов будут называться компонентами электродов для накопления энергии.
В дальнейшем такие компоненты электродов будут называться компонентами электродов для накопления энергии. С целью практического применения, высокая массовая загрузка активных материалов с толстым электродом для изготовления суперконденсаторов может обеспечить высокую плотность энергии. Однако увеличение толщины электрода обычно приводит к увеличению сопротивления, а также к снижению удельной емкости и плотности энергии из-за плотно упакованных структур, что приводит к ограниченной электрохимически активной площади поверхности. Более того, зависимость сопротивления от толщины электрода в литературных источниках не является четкой и даже противоречивой. Некоторые отчеты подтверждают, что эта зависимость является линейной 9,10,11 , а другие полагают, что функциональная зависимость внутреннего сопротивления СЭ от толщины электрода нелинейна 12,13 . Следовательно, необходимо провести экспериментальное и теоретическое исследование, чтобы обнаружить основной механизм повышения эффективности использования электроактивного материала при загрузке большой массы с оптимизированной толщиной электрода.
С целью практического применения, высокая массовая загрузка активных материалов с толстым электродом для изготовления суперконденсаторов может обеспечить высокую плотность энергии. Однако увеличение толщины электрода обычно приводит к увеличению сопротивления, а также к снижению удельной емкости и плотности энергии из-за плотно упакованных структур, что приводит к ограниченной электрохимически активной площади поверхности. Более того, зависимость сопротивления от толщины электрода в литературных источниках не является четкой и даже противоречивой. Некоторые отчеты подтверждают, что эта зависимость является линейной 9,10,11 , а другие полагают, что функциональная зависимость внутреннего сопротивления СЭ от толщины электрода нелинейна 12,13 . Следовательно, необходимо провести экспериментальное и теоретическое исследование, чтобы обнаружить основной механизм повышения эффективности использования электроактивного материала при загрузке большой массы с оптимизированной толщиной электрода.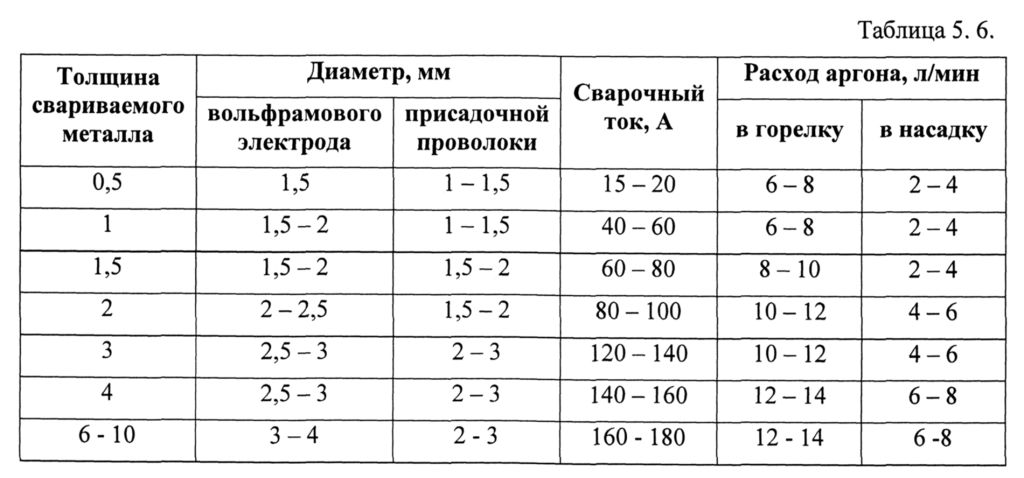 Кроме того, применение электроискрового метода обработки металлического токоприемника путем внедрения в его поверхность углеродных частиц приводит к значительному снижению контактного сопротивления между токосъемником и элементом электрода-аккумулятора, что можно рассматривать как перспективный метод. для практического применения. Подробное изучение теории и характеристик модификации токосъемника можно будет найти в нашем групповом отчете в ближайшем будущем.
Кроме того, применение электроискрового метода обработки металлического токоприемника путем внедрения в его поверхность углеродных частиц приводит к значительному снижению контактного сопротивления между токосъемником и элементом электрода-аккумулятора, что можно рассматривать как перспективный метод. для практического применения. Подробное изучение теории и характеристик модификации токосъемника можно будет найти в нашем групповом отчете в ближайшем будущем. Путем настройки только толщины электрода в широком диапазоне от 10 до 140 мкм в ходе экспериментов (остальные параметры системы остаются постоянными) установлено, что теоретические расчеты могут хорошо согласовываться с экспериментальными результатами.
Путем настройки только толщины электрода в широком диапазоне от 10 до 140 мкм в ходе экспериментов (остальные параметры системы остаются постоянными) установлено, что теоретические расчеты могут хорошо согласовываться с экспериментальными результатами. Массовое соотношение между NMP, активированным углеродным материалом, проводящей добавкой и PVDF было зафиксировано на уровне 75:22,5:1,25:1,25. В дальнейшем электроды изготавливали путем напыления слоев суспензии с помощью установки «Doctor Blade» на модифицированную алюминиевую фольгу. Затем электроды высушивали в течение 72 ч в вакуумной печи (давление 1 кПа) при температуре 150 °C для удаления NMP из углеродсодержащих компонентов электрода.
Массовое соотношение между NMP, активированным углеродным материалом, проводящей добавкой и PVDF было зафиксировано на уровне 75:22,5:1,25:1,25. В дальнейшем электроды изготавливали путем напыления слоев суспензии с помощью установки «Doctor Blade» на модифицированную алюминиевую фольгу. Затем электроды высушивали в течение 72 ч в вакуумной печи (давление 1 кПа) при температуре 150 °C для удаления NMP из углеродсодержащих компонентов электрода.
 На рис. 1б представлены морфология и микроструктура использованных порошков активированного угля. Порошки состоят из частиц неправильной формы размером до 10 мкм. Рисунок 1c представляет собой рентгенограмму использованного пористого углеродного порошка, указывающую на аморфную природу. На изображении HRTEM, показанном на рис. 1d, можно четко наблюдать мезопоры активированного угля с распределением пор по размерам около 2 нм. При использовании для изготовления электрода эти частицы могут быть объединены связующим веществом для формирования листа электрода, похожего на бумагу, с желаемой толщиной. Порошки активированного угля, полученные из биомассы, очень рыхло упакованы и содержат множество микро- и мезопор в одной частице. Очевидно, что микро- и мезопоры размером менее 3 нм могут составлять значительную часть объема пор в частице согласно нашим пари измерениям. В связи с тем, что микропоры меньшего размера (<2 нм) более труднодоступны во время циклов заряда-разряда СЭ, эти поры (>2 нм) могут служить транспортными каналами, которые проходят от металлического коллектора через аккумулирующий компонент электрода к поверхность электрода.
На рис. 1б представлены морфология и микроструктура использованных порошков активированного угля. Порошки состоят из частиц неправильной формы размером до 10 мкм. Рисунок 1c представляет собой рентгенограмму использованного пористого углеродного порошка, указывающую на аморфную природу. На изображении HRTEM, показанном на рис. 1d, можно четко наблюдать мезопоры активированного угля с распределением пор по размерам около 2 нм. При использовании для изготовления электрода эти частицы могут быть объединены связующим веществом для формирования листа электрода, похожего на бумагу, с желаемой толщиной. Порошки активированного угля, полученные из биомассы, очень рыхло упакованы и содержат множество микро- и мезопор в одной частице. Очевидно, что микро- и мезопоры размером менее 3 нм могут составлять значительную часть объема пор в частице согласно нашим пари измерениям. В связи с тем, что микропоры меньшего размера (<2 нм) более труднодоступны во время циклов заряда-разряда СЭ, эти поры (>2 нм) могут служить транспортными каналами, которые проходят от металлического коллектора через аккумулирующий компонент электрода к поверхность электрода. Электроды изготавливались путем нанесения суспензии различной толщины от 14 мкм до 133 мкм с помощью установки «Doctor Blade» на алюминиевую фольгу (размер: 3 см*3 см), модифицированную электроискровым методом 8 (рис. 1д). Электрод вместе с алюминиевой фольгой (рис. 1е) сушили в течение 72 ч в вакуумной печи (давление 1 кПа) при температуре 150 °С для удаления НМП из углеродсодержащего компонента электрода. Затем полученные электроды помещали в перчаточный бокс в атмосфере аргона. Модели устройств SC могут быть собраны с двумя электродами с одинаковой толщиной покрытия, а два электрода разделены сепаратором производства Nippon Kodoshi Corporation (Япония). После совместной загрузки электродов и сепаратора в корпус из ламинированной алюминиевой фольги толщиной 130 мкм производства Showa Denko K.K. (Япония) корпус был заклеен по периметру специальным термоклеем Showa Denko. В процессе герметизации в слой термоклея вставлялась полипропиленовая соединительная труба. После герметизации 1,3 М Et 4 NBF 4 раствор в ацетонитриле (в качестве электролита) вводился в модели КА через патрубок.
Электроды изготавливались путем нанесения суспензии различной толщины от 14 мкм до 133 мкм с помощью установки «Doctor Blade» на алюминиевую фольгу (размер: 3 см*3 см), модифицированную электроискровым методом 8 (рис. 1д). Электрод вместе с алюминиевой фольгой (рис. 1е) сушили в течение 72 ч в вакуумной печи (давление 1 кПа) при температуре 150 °С для удаления НМП из углеродсодержащего компонента электрода. Затем полученные электроды помещали в перчаточный бокс в атмосфере аргона. Модели устройств SC могут быть собраны с двумя электродами с одинаковой толщиной покрытия, а два электрода разделены сепаратором производства Nippon Kodoshi Corporation (Япония). После совместной загрузки электродов и сепаратора в корпус из ламинированной алюминиевой фольги толщиной 130 мкм производства Showa Denko K.K. (Япония) корпус был заклеен по периметру специальным термоклеем Showa Denko. В процессе герметизации в слой термоклея вставлялась полипропиленовая соединительная труба. После герметизации 1,3 М Et 4 NBF 4 раствор в ацетонитриле (в качестве электролита) вводился в модели КА через патрубок. Наконец, модели устройства SC (рис. 1g) были изготовлены после удаления соединительной трубы.
Наконец, модели устройства SC (рис. 1g) были изготовлены после удаления соединительной трубы. Все электрохимические измерения проводились при комнатной температуре. Как показано на рис. 2а, форма всех CV-профилей почти идеально прямоугольная, что свидетельствует о высокой емкостной характеристике с хорошим ионным откликом. Отсутствие явных пиков плотности тока и резкий рост на всех измеренных кривых CV, что указывает на отсутствие вклада псевдоемкостной емкости и нежелательных электрохимически активных примесей в этом диапазоне потенциалов. Форма идеальных прямоугольных ЦВА позволяет утверждать, что только адсорбция и десорбция катионов Et 4 N + и анионы BF 4 − встречаются на поверхности электрода в моделях СК в заданном диапазоне потенциалов. Параметры СК можно определить с помощью импедансной спектроскопии, представленной на рис. 2б. Значение R в модели СК, соответствующее положению экспериментальной точки на реальной оси Z’ кривой импеданса, можно определить на максимальной частоте 10 кГц. Таким образом, можно получить значения измерений R в с измененной толщиной электрода, представленные на рис.
Все электрохимические измерения проводились при комнатной температуре. Как показано на рис. 2а, форма всех CV-профилей почти идеально прямоугольная, что свидетельствует о высокой емкостной характеристике с хорошим ионным откликом. Отсутствие явных пиков плотности тока и резкий рост на всех измеренных кривых CV, что указывает на отсутствие вклада псевдоемкостной емкости и нежелательных электрохимически активных примесей в этом диапазоне потенциалов. Форма идеальных прямоугольных ЦВА позволяет утверждать, что только адсорбция и десорбция катионов Et 4 N + и анионы BF 4 − встречаются на поверхности электрода в моделях СК в заданном диапазоне потенциалов. Параметры СК можно определить с помощью импедансной спектроскопии, представленной на рис. 2б. Значение R в модели СК, соответствующее положению экспериментальной точки на реальной оси Z’ кривой импеданса, можно определить на максимальной частоте 10 кГц. Таким образом, можно получить значения измерений R в с измененной толщиной электрода, представленные на рис.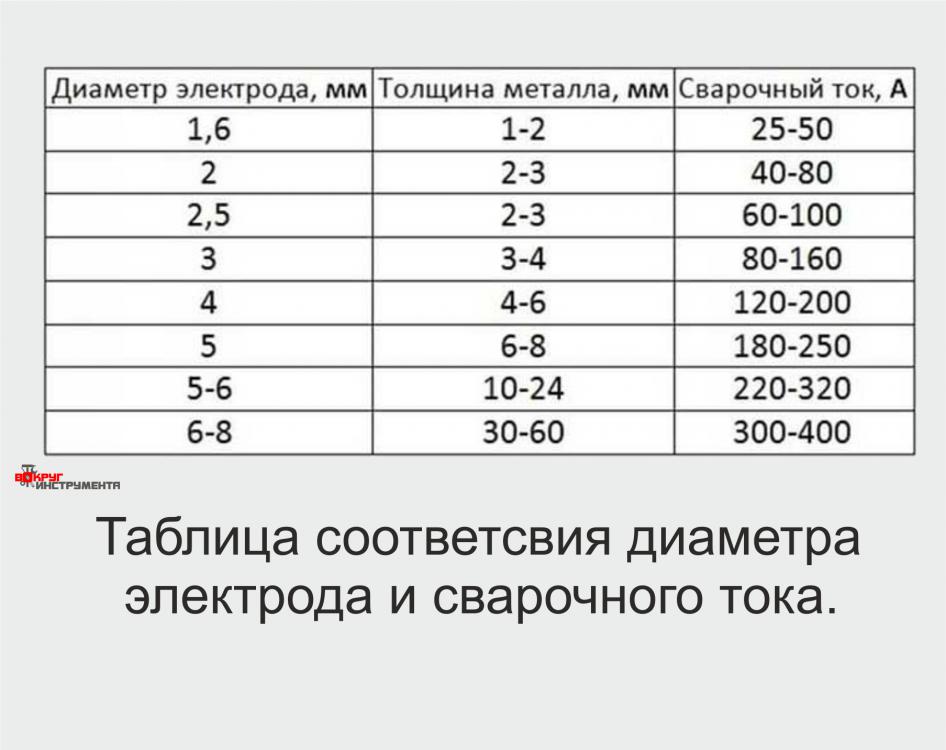 2с.
2с. При зарядке СЭ ионы электролита по этим транспортным каналам могут проникать в элемент энергоаккумулирующего электрода и адсорбироваться на поверхности пор частиц углеродного материала. В процессе разрядки СК десорбированные ионы могут диффундировать от адсорбированных участков поверхности энергоаккумулирующего компонента электрода. Диффузионное путешествие десорбированных ионов можно разделить на следующие этапы (показаны на рис. 3): (1) Во-первых, ионы могут диффундировать через поры углеродного материала в транспортные каналы. Заряд, индуцированный ионами на поверхности углеродного материала, может двигаться параллельно диффузии положительных ионов. (2) На втором этапе ионы могут двигаться по транспортным каналам к поверхности электрода, и в то же время индуцированный заряд может двигаться параллельно движению положительных ионов. 3. На заключительном этапе ионы попадают в объем электролита, а наведенный заряд проходит через аккумулирующую электродную часть к металлическому коллектору и далее поступает во внешнюю электрическую цепь.
При зарядке СЭ ионы электролита по этим транспортным каналам могут проникать в элемент энергоаккумулирующего электрода и адсорбироваться на поверхности пор частиц углеродного материала. В процессе разрядки СК десорбированные ионы могут диффундировать от адсорбированных участков поверхности энергоаккумулирующего компонента электрода. Диффузионное путешествие десорбированных ионов можно разделить на следующие этапы (показаны на рис. 3): (1) Во-первых, ионы могут диффундировать через поры углеродного материала в транспортные каналы. Заряд, индуцированный ионами на поверхности углеродного материала, может двигаться параллельно диффузии положительных ионов. (2) На втором этапе ионы могут двигаться по транспортным каналам к поверхности электрода, и в то же время индуцированный заряд может двигаться параллельно движению положительных ионов. 3. На заключительном этапе ионы попадают в объем электролита, а наведенный заряд проходит через аккумулирующую электродную часть к металлическому коллектору и далее поступает во внешнюю электрическую цепь.
 Здесь r 0 (Ом · см 2 ) — полное сопротивление сепаратора (пропитанного электролитом) и переходного слоя между аккумулирующей электродной составляющей и металлическим токосъемником. Последнее определяется из следующего уравнения:
Здесь r 0 (Ом · см 2 ) — полное сопротивление сепаратора (пропитанного электролитом) и переходного слоя между аккумулирующей электродной составляющей и металлическим токосъемником. Последнее определяется из следующего уравнения: Согласно большинству отчетов и нашим результатам БЭТ, в процессе зарядки СЭ устройства органическим электролитом большая часть электрического заряда может накапливаться только в мезопорах диаметром в диапазоне 2–3 нм. Следовательно, только эти поры могут удерживать заряды и высвобождать их обратно в процессе разрядки КА. На самом деле, когда заряды перемещаются от транспортного канала к порам, размер которых сравним с размером иона, эти поры теряют свою сольватную оболочку 14,15 и приводят к сильному уменьшению коэффициента диффузии на несколько порядков 16 . Следовательно, удельное сопротивление, создаваемое этими порами малого диаметра, может на несколько порядков превышать сопротивление транспортного канала, а суммарное сопротивление всех микропор может быть обратно пропорционально числу участвующих в процессе разрядки.
Согласно большинству отчетов и нашим результатам БЭТ, в процессе зарядки СЭ устройства органическим электролитом большая часть электрического заряда может накапливаться только в мезопорах диаметром в диапазоне 2–3 нм. Следовательно, только эти поры могут удерживать заряды и высвобождать их обратно в процессе разрядки КА. На самом деле, когда заряды перемещаются от транспортного канала к порам, размер которых сравним с размером иона, эти поры теряют свою сольватную оболочку 14,15 и приводят к сильному уменьшению коэффициента диффузии на несколько порядков 16 . Следовательно, удельное сопротивление, создаваемое этими порами малого диаметра, может на несколько порядков превышать сопротивление транспортного канала, а суммарное сопротивление всех микропор может быть обратно пропорционально числу участвующих в процессе разрядки. Предполагается, что ионная составляющая R в ( h ) в определенном диапазоне значений h может определяться таковой углеродного материала. Thus, the ionic component of R in ( h ) with two different values h 1 and h 2 ( h 1 < h 2 ) можно рассчитать в указанном выше диапазоне с помощью уравнений (6) и (7), приведенных ниже. В соответствии с эквивалентной схемой компонента электрода-аккумулятора ионная составляющая внутреннего сопротивления r ion ( h ) (Ом · см 2 ) может быть получена из уравнения. (5):
Предполагается, что ионная составляющая R в ( h ) в определенном диапазоне значений h может определяться таковой углеродного материала. Thus, the ionic component of R in ( h ) with two different values h 1 and h 2 ( h 1 < h 2 ) можно рассчитать в указанном выше диапазоне с помощью уравнений (6) и (7), приведенных ниже. В соответствии с эквивалентной схемой компонента электрода-аккумулятора ионная составляющая внутреннего сопротивления r ion ( h ) (Ом · см 2 ) может быть получена из уравнения. (5): Следовательно, , ρ n можно рассчитать из следующего выражения:
Следовательно, , ρ n можно рассчитать из следующего выражения: Чтобы определить параметры R 0 и ρ E + ρ I , .0885 R в ( h ). В комплексе опытов, используя значения внутреннего сопротивления СЭ, соответствующие значениям толщины электродов 133 мкм, 118,2 мкм, 88,2 мкм и 61,2 мкм соответственно, ρ e + ρ i = 0,0043 Ом · см 2 /мкм.
Чтобы определить параметры R 0 и ρ E + ρ I , .0885 R в ( h ). В комплексе опытов, используя значения внутреннего сопротивления СЭ, соответствующие значениям толщины электродов 133 мкм, 118,2 мкм, 88,2 мкм и 61,2 мкм соответственно, ρ e + ρ i = 0,0043 Ом · см 2 /мкм.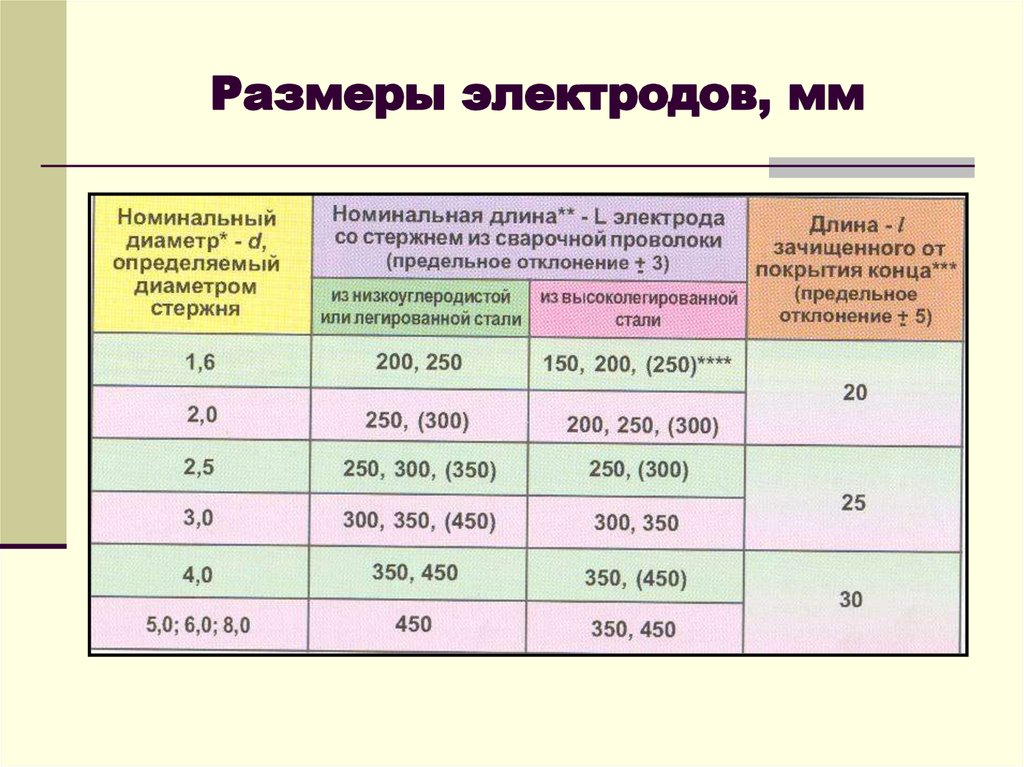 Среднее значение ρ n , рассчитанное по экспериментальным данным для указанных выше точек, составляет 12,13 Ом · мкм · см 2 . Используя приведенные выше значения ρ e + и ρ n , оптимизированная толщина электрода составляет ч * = 53,1 мкм, что соответствует наименьшему значению R в .
Среднее значение ρ n , рассчитанное по экспериментальным данным для указанных выше точек, составляет 12,13 Ом · мкм · см 2 . Используя приведенные выше значения ρ e + и ρ n , оптимизированная толщина электрода составляет ч * = 53,1 мкм, что соответствует наименьшему значению R в . Очевидно, расчеты хорошо согласуются с экспериментальными результатами в пределах погрешности эксперимента.
Очевидно, расчеты хорошо согласуются с экспериментальными результатами в пределах погрешности эксперимента. и Бхатти Т. С. Обзор электрохимических двухслойных конденсаторов. ENERG CONVERS MAN Энерг. Конверс. Мужчина . 51 , 2901–2912 (2010).
и Бхатти Т. С. Обзор электрохимических двухслойных конденсаторов. ENERG CONVERS MAN Энерг. Конверс. Мужчина . 51 , 2901–2912 (2010).
 Способ изготовления электродов с низким контактным сопротивлением для аккумуляторов и двухслойных конденсаторов:. Заявка на патент США № 11/986013 (2007 г.).
Способ изготовления электродов с низким контактным сопротивлением для аккумуляторов и двухслойных конденсаторов:. Заявка на патент США № 11/986013 (2007 г.).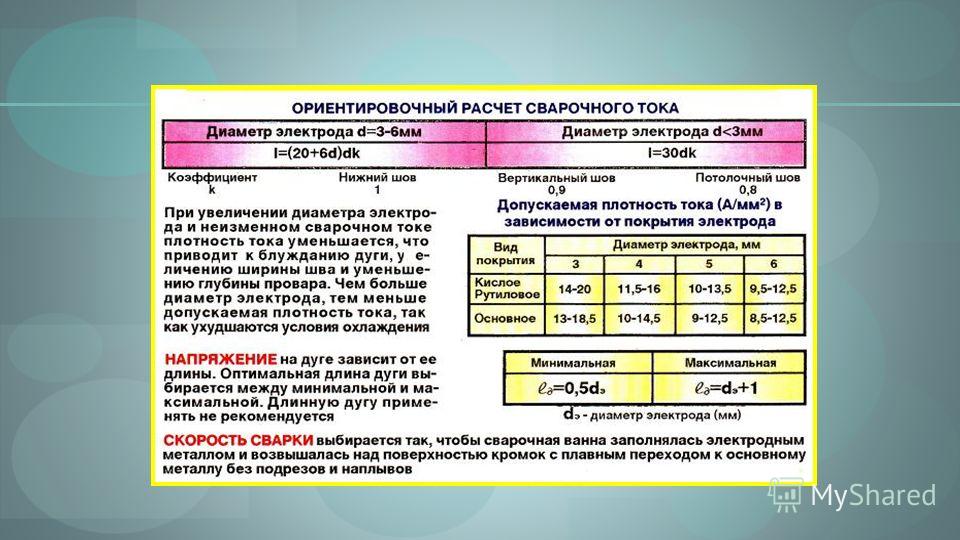
Влияние толщины электрода и электролита на характеристики полностью твердотельных аккумуляторов, проанализированное с помощью уравнения песка период времени (Ким и др.
, 2015). Литий-ионная (Li)-ионная система является преобладающим решением для питания многих приложений, от небольших электронных устройств до электромобилей (Kurzweil and Garche, 2017). Поскольку потребность потребителей в выработке энергии постоянно растет, необходимо разрабатывать и оптимизировать новые аккумуляторные системы в зависимости от требований применения. В этом контексте металлический литий идеально подходит в качестве отрицательного электрода благодаря его высокой удельной емкости и низкому рабочему напряжению (Xu et al., 2014). Однако в сочетании с обычным жидким электролитом электроосаждение лития на металлическом литии происходит неравномерно, что приводит к низкой кулоновской эффективности и росту дендритов (Tarascon and Armand, 2001; Wu et al., 2019).). Замена жидкого электролита твердым полимерным электролитом (ТПЭ) позволяет создать безопасные батареи с высокой плотностью энергии (Арманд, 1994; Агравал и Пандей, 2008). С точки зрения конструкции, практичный блок литий-металлических батарей должен быть оптимизирован за счет состава положительного электрода и общей сборки материала, в частности, для снижения стоимости элементарного элемента (Gallagher et al. , 2014). Цель состоит в том, чтобы создать долговечную батарею с высокими характеристиками для получения увеличенной удельной энергии (Eftekhari, 2017; Schnell et al., 2018; Zeng et al., 2019).). Что касается ТФЭ, достаточная ионная проводимость порядка 1 мСм·см -1 достигается при 80°C для электролита на основе ПЭО (Devaux et al., 2012). ПЭО обладает достаточно высокими механическими свойствами и гибкостью, чтобы его можно было перерабатывать методами горячего прессования, экструзии или литья под давлением с образованием тонких пленок толщиной от 10 до 100 мкм (Baudry et al., 1997; Porcarelli et al., 2016; Schnell). и др., 2018; Ян и др., 2019). Цель состоит в том, чтобы свести к минимуму толщину ТФЭ, чтобы уменьшить омические потери и увеличить плотность тока, ограниченную диффузией, во время работы батареи. Кроме того, ПЭО обладает и другими преимуществами, такими как хорошая адгезия, электрохимическая и химическая стабильность по отношению к металлическому литию (Armand, 19). 83). Действительно, ПЭО обычно используется в качестве основного блока ТФЭ, который также будет содержать другие полимеры или добавки для улучшения желаемых свойств — числа переноса, механической прочности, электрохимического окна и т. д. (Bouchet et al., 2013; Zhang et al., 2017). ). LiFePO 4 является эталонным кандидатом в качестве положительных активных материалов благодаря его двухфазной окислительно-восстановительной реакции примерно при 3,43 В по сравнению с Li + /Li°, что обеспечивает безопасность (Padhi et al., 1997). Наконец, для данного состава электрода плотность энергии напрямую связана с загрузкой активного материала (Du et al., 2017). Таким образом, для данного активного материала увеличение толщины электрода является самым простым способом достижения более высокой удельной энергии.
Состав электрода имеет важное значение из-за загрузки активного материала и пористости электрода для достижения наилучших характеристик мощности при оптимальной толщине электрода (Newman, 1995; Yu et al. , 2006, 2013). Чжэн и др. сообщили о положительных электродах, изготовленных из LiNi 1/3 Co 1/3 Mn 1/3 O 2 (NCM) или LiFePO 4 , и показали, что диффузия ионов Li внутри электролита в электроде была ограничение процесса разрядки (Zheng et al., 2012). Интересно, что они показали, что конкретные C — скорость, при которой емкость начинает падать, является репрезентативной для общей производительности батареи. Емкость электрода и, следовательно, загрузка активного материала подчиняется отрицательному степенному закону со скоростью C . Поэтому, как и ожидалось, низконагруженные электроды обеспечивают более высокую производительность, чем их высоконагруженные аналоги. Аналогичный вывод в основном был сделан Gallagher et al. которые объединили экспериментальный и симуляционный подходы, а Heubner et al. на толстых электродах NCM (Gallagher et al., 2016; Heubner et al., 2019). Следовательно, процессы ионной диффузии, имеющие значение в аккумуляторной системе, должны быть полностью охарактеризованы, поскольку они определяют отклонение напряжения батареи до полного восстановления емкости, поскольку концентрация ионов лития достигает нулевой концентрации на катоде. Все остальные электрохимические процессы (миграция ионов и электронов, перенос заряда и т. д.) в основном связаны с «омическими» перепадами, которые просто увеличивают поляризацию батареи при увеличении скорости.
Как правило, связь между пропускной способностью и C -скорость одинакова для каждой аккумуляторной технологии. При низкой скорости C емкость максимальна и постоянна. При C -скорости выше порогового значения емкость быстро падает (Gallagher et al., 2016). Такое поведение ограничивает возможности высокой скорости с точки зрения быстрой зарядки и быстрой разрядки (Doyle and Newman, 1997; Kang and Ceder, 2009). В литературе был разработан ряд эмпирических и полуэмпирических уравнений, основанных на феноменологической растянутой экспоненциальной функции затухания, чтобы соответствовать сигмоидальной форме емкости.0885 C /кривая скорости (Gallagher et al., 2016; Wong et al., 2017; Heubner et al., 2018b; Tian et al., 2019). Физический смысл этих уравнений состоит в том, чтобы рассмотреть процесс релаксации, зависящий от времени, описывающий здесь одно явление, ограничивающее скорость диффузии. Таким образом, эти уравнения используют в качестве основных параметров (i) постоянную времени и (ii) значение эмпирического показателя степени для растяжения экспоненциальной функции. Значение показателя степени неясно, так как в некоторых исследованиях этому параметру присваивается постоянное значение, равное 2, или его можно оставить свободным для лучшего соответствия. Неопределенность в отношении этого эмпирического параметра аналогична неопределенности с показателем Пейкерта (Doerffel and Sharkh, 2006).
Таким образом, известно, что ионная диффузия в электролите и в активных материалах является основным физическим ограничением, влияющим на емкость аккумулятора (Jiang and Peng, 2016). Таким образом, объединяя экспериментальный анализ и анализ моделирования, многие исследования направлены на повышение мощности и энергии от одиночной ячейки до уровня стека (Yu et al., 2006; Safari and Delacourt, 2011; Singh et al., 2015). Наиболее распространенной теоретической моделью является модель, разработанная Ньюманом и его коллегами на основе теории концентрированных растворов (Doyle et al. , 19).93; Фуллер и др., 1994; Ньюман, 1995; Сринивасан и Ньюман, 2004 г.). Полное описание данной аккумуляторной системы требуется для соответствия данным о циклировании, для которых требуется множество параметров. Некоторые из этих параметров, такие как число переноса, коэффициенты ионной диффузии, термодинамические факторы или извилистость, трудно получить должным образом, поскольку их определение довольно сложно и неоднозначно, что может привести к большому приближению. Кроме того, каждый набор параметров необходимо определять заново каждый раз, когда производится химическая модификация (добавки, связующие вещества, состав электродов, активные материалы…), что может занимать много времени.
На практике быстрое определение разрядной емкости в зависимости от скорости C представляет интерес для серии экранов батарей, в которых настраиваются многие параметры, такие как пористость, состав и загрузка активным материалом электродов или даже природа токосъемников. Еще в 1994 году был предложен протокол, состоящий из последовательных разрядов, начиная с самой высокой скорости C и заканчивая самой низкой без промежуточного этапа зарядки (Doyle et al. , 19).94). Совсем недавно Heubner et al. представили методологию, основанную на хроноамперометрическом измерении (Heubner et al., 2018a). Начиная с заряженных литий-ионных аккумуляторов, вместо подачи постоянного тока в качестве шага разрядки выполняется шаг постоянного напряжения при более низком напряжении отсечки аккумулятора. Зарегистрированный переходный ток затем преобразуется путем интегрирования текущего времени в относительную емкость. Этот метод, медленная зарядка плюс хроноамперометрия, занимает около дюжины часов, но имеет некоторые ограничения для полного определения емкости батареи, когда активные материалы проходят различные фазовые переходы при заряде (соответственно, при разряде). Как отмечают авторы, типичным примером такого материала является LiFePO 9.0891 4 с двухфазным механизмом.
Здесь, во-первых, для сокращения времени, требуемого для проверки мощности батареи в зависимости от всех параметров, была использована процедура циклирования, аналогичная описанной Doyle et al. используется (Doyle et al., 1994). Благодаря этой быстрой циклической процедуре соотношение между разрядной емкостью и плотностью тока определяется с хорошей точностью, по крайней мере, в 8 раз быстрее, чем обычное чередование циклов гальваностатического заряда-разряда. Затем мы предлагаем две взаимодополняющие методологии для быстрой оценки эффективного коэффициента диффузии рассматриваемого процесса ограничения скорости, что позволяет, сравнивая его с коэффициентом диффузии в частицы электролита или активного материала, определить, какой компонент можно оптимизировать. Эти методики основаны на ограничении тока и времени песка (Песок, 19 лет).01; Бард и Фолкнер, 2001). Для этого использовались модельные полностью твердотельные аккумуляторы из металлического лития, электролит на основе ПЭО, выполняющий роль ТФЭ, и положительный электрод на основе ЛФП. При сохранении отрицательного электрода в избытке взаимосвязь между толщиной положительного электрода и ТФЭ хорошо понимается, и предоставляются общие правила для точного определения оптимального баланса толщин между ТФЭ и положительным электродом. Цель состоит в том, чтобы обеспечить простую физическую интерпретацию практических кривых характеристик мощности на основе уравнения Санда, что позволяет определить эффективные ограничивающие процессы диффузии в реальной системе.
Experimental
Металлическая литиевая фольга была предоставлена компанией Blue Solutions. Li хранили в перчаточном боксе, заполненном аргоном (Campus, Jacomex) со значениями ниже ppm H 2 O и O 2 . Твердый полимерный электролит (SPE) представляет собой статистический сополимер, содержащий ПЭО для обеспечения движения ионов и поли(пропиленоксид) для придания гибкости полученной мембране, легированный солью бис-трифторметансульфонимида лития (LiTFSI). Концентрация соли лития была добавлена для достижения молярного отношения этиленоксида к соли лития, равного 25. Соль лития и металлическая фольга лития хранятся в перчаточном боксе, заполненном аргоном (Campus, Jacomex) со значением ниже ppm H 2 0 и О 2 . Полимер и LiTFSI растворяли в диметилформамиде (ДМФА) при перемешивании при 350 об/мин и 80°С в течение 3 ч во флаконе. Когда раствор стал прозрачным, его перелили в чашку Петри из тефлона и дали высохнуть при температуре окружающей среды ( T ) в течение 8 часов. Затем для удаления растворителя чашку Петри помещали в печь при 60°С не менее чем на 3 сут. Полученную мембрану для ТФЭ отделяли от тефлоновой подложки и помещали в перчаточный бокс из аргона не менее чем на неделю перед дальнейшими манипуляциями. Находясь в перчаточном боксе, SPE разрезали на широкие куски и несколько из них поместили в горячий пресс. Затем ТФЭ прессовали в течение нескольких минут при температуре 80°С и давлении 200 бар, регулируя количество ТФЭ. После прессования и охлаждения из прессованных кусков ТФЭ штамповали диски ТФЭ. Это приводит к диску ТФЭ толщиной ( и ) размером 18, 36, 54, 108 и 216 мкм. Низкопористые (<5%) положительные электроды с использованием LiFeO 4 в качестве активных материалов были специально изготовлены компанией Blue Solutions методом экструзии. Толщина положительного электрода ( x ) составляла 20, 33, 48 и 60 мкм поверх алюминиевого токосъемника. Емкости электродов пропорциональны их толщине.
Внутри глобуса из литиевой фольги был выбит литиевый диск диаметром 14 мм. Затем также вырезали слой ТФЭ в форме диска диаметром 16 мм. Два материала многократно ламинировали при 80°C и 3 барах с использованием самодельной машины для ламинирования до тех пор, пока ТФЭ полностью не сцеплялся с литием. Толщина электролита была проверена после процесса ламинирования, и никаких отклонений не наблюдалось. Диск положительного электрода диаметром 12 мм также был вырублен из электродной фольги. Было сделано несколько проходов через ламинатор, чтобы обеспечить адгезию между тремя слоями материала, составляющими литий-металлополимерную батарею. Сборки батарей различались по толщине положительного электрода и ТФЭ. Итак, по всему тексту литий-металлополимерные (LMP) аккумуляторы обозначаются как LMP( x — y ) с x и y , соответствующими толщине электрода и ТФЭ соответственно. Для каждой системы LMP ( x — y ) собирали от 4 до 6 повторов.
После сборки батарея была помещена в ячейку типа «таблетка» из нержавеющей стали CR2032 с использованием прокладок из нержавеющей стали и волнистой пружины. Ячейка для монет была запечатана с помощью обжимной машины внутри перчаточного ящика. В среднем на батарею с активной поверхностью 9 приходится 1,2 бара.0885 S соответствует геометрической поверхности положительного электрода. Затем аккумуляторные элементы были извлечены из перчаточного ящика и помещены в держатель для монет. Ячейки-таблетки помещали в печь (Memmert), поддерживаемую при 80°C, и подключали к мультипотенциостату VMP3 (Bio-Logic SAS) с возможностью импеданса.
Циклическая процедура состоит из серии гальваностатических циклов зарядки-разрядки при напряжении от 2,5 до 3,7 В по сравнению с Li + /Li°. По всему тексту потенциал батареи E относится к паре Li + /Li°. Первоначально аккумуляторы подвергают 8 циклам кондиционирования при малой плотности тока ( Дж 0 ) одинаковых по заряду и разряду так, чтобы выдаваемая удельная емкость соответствовала эффективной емкости LiFePO 4 , 160 мАч. г − 1 . После этой начальной процедуры выполняется обычный гальваностатический цикл для получения характеристик мощности батареи. Он состоит из серии последовательных стадий заряда и разряда путем постоянной зарядки при плотности тока J 0 и увеличением плотности тока разряда J n . Между каждым циклом зарядки/разрядки используется 30-минутный период отдыха для релаксации градиентов концентрации. Принимая во внимание периоды отдыха, эта обычная велосипедная процедура требует более чем недельного периода времени. На каждом шаге вычислялась площадная зарядная емкость ( Q n ) путем интегрирования плотности тока Дж n по времени ( t ) во время гальваностатических стадий в соответствии с:
Qn=∫Jn(t) · dt (1)
Для процедуры быстрой мощности после циклов кондиционирования при Дж 0 , описанных ранее, батареи полностью заряжены также при Дж 0 , затем мы накапливаем несколько разрядов, разделенных периодом покоя 30 мин для релаксации градиентов концентрации. Мы начинаем с самой высокой плотности тока, затем следует 30-минутная релаксация, затем выполняется разряд при несколько более низкой плотности тока и так далее, пока не наступит последний этап разряда при J 0 (наименьшая плотность тока). Это делается без зарядки аккумулятора между каждым этапом разрядки. Для ясности, циклическое поведение, эволюция E в зависимости от доли δ Li, внедренного в фазу Li δ FePO 4 , с 0 < δ < 1, для репрезентативного LMP (48-18) батарея представлена на дополнительном рисунке 1. Эта процедура быстрого питания занимает около 1 дня, чтобы полностью завершиться от этапа зарядки до этапа окончательной разрядки, что как минимум в восемь раз короче, чем обычная процедура циклирования. Основное допущение этой циклической процедуры состоит в том, что при запуске полностью заряженной батареи разрядная емкость при заданной плотности тока Дж n представляет собой сумму разрядных емкостей, полученных при более высоких плотностях тока, Дж > Дж n плюс полученная при применении Дж n . Другими словами, Q n ( J n ) вычисляется на основе следующего уравнения: N время, необходимое для разрядки аккумулятора при постоянной плотности тока Дж Н .
Для обеих циклических процедур емкости, рассчитанные для каждой репликации батареи, лежат в пределах типичного отклонения ниже 1%, что показывает очень хорошую воспроизводимость наших элементов. Это обязательное условие для дальнейшего анализа данных.
Наконец, для независимого измерения транспортных свойств нашего электролита была проведена спектроскопия электрохимического импеданса на литиевой симметричной ячейке, содержащей ТФЭ (Bouchet et al., 2003). Этот метод позволяет определить различные сопротивления ячеек, такие как электронное ( R c ), электролитное ( R el ), интерфейсное ( R int ) и диффузионное ( R d ) сопротивления. Литиевые симметричные элементы были собраны с помощью процесса ламинирования, аналогичного описанному для батарей LMP, и запечатаны в плоские батарейки CR2032. После помещения клеток в печь при 80°С проводили импедансную спектроскопию с использованием возбуждающего сигнала 40 мВ в диапазоне частот от 10 МГц до 0,1 Гц. Типичный график Найквиста, показывающий противоположность мнимой части импеданса [-Im( Z )] как функция действительной части [Re( Z )] представлена на дополнительном рисунке 2. Электрическая эквивалентная схема, показанная на вставке к дополнительному рисунку 2, включает сопротивления ячейки ( R c , R el , R int ), индуктивность кабеля ( L c ) на высокой частоте, элемент постоянной фазы для интерфейса (
R d и R el связаны с катионным числом переноса ( t + ), а τ r связаны с коэффициентом амбиполярной диффузии ( 9(3) τr= 2,54·(y2)2Damb (4)Кроме того, D амб связано с коэффициентом диффузии Li + (DLi+) соотношением.
DLi+= Damb2.(1-t+) (5)
Результаты и обсуждение
Циклическое поведение типичной батареи LMP(48-18) показано на рисунке 1, который представляет E в зависимости от доли δ лития, внедренного в фазу Li δ FePO 4 , с 0 < δ < 1, зарегистрированной при обычном циклировании. Для ясности на рисунке 1 представлен только репрезентативный заряд, выполненный при Дж 0 = 0,1 мА·см -2 , и указана некоторая плотность разрядного тока. Заряд батареи представляет собой типичное длинное плато около 3,44 В, соответствующее окислению материалов LFP (Padhi et al. , 1997), за которым следует потенциостатический шаг при 3,7 В для достижения полной емкости электрода. Во время разряда наблюдается более низкое потенциальное плато около 3,40 В, соответствующее снижению LFP. Это плато менее выражено для ступеней разряда, выполненных на J n выше 0,3 мА.см -2 за счет увеличения батареи градиента концентрации. Более того, эти наблюдения за обычным циклическим поведением типичной батареи LMP(48-18) остаются в силе для всех других рассматриваемых батарей LMP( x — y ) и связанных с ними повторов.
Рисунок 1 . Типичные профили циклирования, потенциал E в зависимости от доли δ лития, внедренного в Li δ FePO 4 обычного теста мощности для батареи LMP(48-18). Пунктирная синяя кривая — ступень заряда.
Для обычного цикла (см. рисунок 1) и быстрого теста мощности (см. дополнительный рисунок 1) разрядные емкости были извлечены с использованием уравнений (1) и (2) соответственно. Затем каждое значение Q n было нормализовано по пропускной способности Дж 0 , обозначенной как Q 0 . Таким образом, на рис. 2 представлена нормированная разрядная емкость, отношение Q n / Q 0 , в зависимости от плотности тока разряда, J n , для двух процедур циклирования батарей LMP(48-18). Значения, представленные на рисунке 2, соответствуют средним значениям с их стандартными отклонениями от разных повторов батареи. Для обеих процедур и для низких значений J n ниже 0,3 мА·см −2 , Q n остается близким к Q 0 на 3%. Для обеих процедур и для высоких значений J n , превышающих 0,3 мА·см −2 , отношение Q n / Q 0 J 9088 быстро падает линейно с увеличением n до значений ниже 0,2, когда Дж n > 1 мА·см −2 . Аналогично литий-ионным батареям (Gallagher et al., 2014), зависимость между разрядной емкостью и плотностью тока полностью твердотельных литиевых батарей представляет собой переходный режим при критическом значении плотности тока. Кроме того, точка данных, зарегистрированная на самом высоком уровне J N Значение, при 2,8 мА.С.С. -2 , отклоняется от линейной тенденции Q N / Q 0 с Q 0 с Q 0 с Q 0 с Q 0 с Q 0 / Q 0 /.
Действительно, различия в Q n / Q 0 значения лежат в пределах погрешностей, как правило, когда J d > 0,3 мА·см −2 . Кроме того, соответствие между двумя процедурами также наблюдается для каждой изученной батареи LMP ( x — y ). Таким образом, быстрый тест мощности является надежным инструментом для отображения производительности батареи в режиме экономии времени с высокой точностью по сравнению с обычной процедурой циклирования. В литературе можно найти и другие интересные процедуры циклирования, но они менее точны в отношении активных материалов с положительным фазовым переходом, таких как LFP (Heubner et al., 2018a). Рисунок 2 . Средняя нормализованная емкость, отношение Q n / Q 0 , батареи LMP(48-18) в зависимости от плотности тока разряда, Дж n , для двух процедур циклирования. Символы соответствуют (♢) обычному циклическому тесту и (⃝) быстрому тесту мощности.
Чтобы понять влияние толщины электродов на мощность батареи, на рисунке 3A представлена средняя нормализованная разрядная емкость в зависимости от J n для батарей LMP ( x -18) со значениями x 20, 33, 48 и 60 мкм, при этом толщина ТФЭ поддерживается на уровне 18 мкм. Для каждой батареи LMP ( x — y ), показанной на рисунке 3A, эволюция Q n / Q 0 с J 2d 908 уже подробно описана на рисунке 902. Основное отличие каждой батареи заключается в расположении переходного режима между режимами плотности тока, где Q n остается близким к Q 0 , а режим, где Q n / Q 0 уменьшается с 909 99 d J J На основании рисунка 3А самый тонкий положительный электрод, более поздний Q n будет сильно отличаться от Q 0 . Аналогичный вывод можно сделать и для всех остальных LMP ( x — y ) батарей, в которых y постоянно, а x соответствует 20, 33, 48 или 60 мкм. Для полноты картины на дополнительном рисунке 3 показано отношение Q n / Q 0 как функция J n для LMP ( x — 59085 -36) и LMP. ) батареи. В этом случае влияние толщины положительного электрода на мощность аналогично тому, о котором сообщалось для литий-ионных аккумуляторов, содержащих жидкий электролит (Cornut et al., 2015; Heubner et al., 2018b). В качестве дополнительного случая на рисунке 3B показана средняя нормализованная разрядная емкость в зависимости от J n для батарей LMP(33- y ) со значениями y 18, 36 и 54 мкм, в то время как толщина положительного электрода постоянна и составляет 33 мкм. При заданной толщине положительного электрода переходный режим реализуется при меньшей плотности тока при увеличении толщины ТФЭ. Это наблюдение остается в силе для всех других батарей LMP ( x — y ), в которых x является постоянным, а y составляет 18, 36, 54, 108 и 216 мкм. Для полноты на дополнительном рисунке 4 показано соотношение Q n / Q 0 в зависимости от J n для LMP(20- y ), LMP(48- 8y 908) ). Из рисунков 3A, B видно, что мощность полностью твердотельных литиевых батарей зависит как от толщины положительного электрода, так и от толщины ТФЭ. Интересно, что в большинстве исследований стандартных литий-ионных аккумуляторов менялась только толщина электрода, что сглаживало влияние толщины электролита. Точное понимание того, как эти два параметра влияют на производительность батареи, в первую очередь представляет интерес для создания оптимизированной сборки батареи.
Рисунок 3 . Средняя нормированная емкость, отношение Q n / Q 0 , в зависимости от плотности тока разряда Дж n . (A) Батареи LMP ( x -18) с толщиной положительного электрода x (оранжевый) 20, (синий) 33, (зеленый) 48 и (розовый) 60 мкм; и батареи (B) LMP(33- y ) с толщиной ТФЭ y (⃝) 18, (□) 36 и (△) 54 мкм.
От каждого Q n / Q 0 против . J n графиков, определим плотность тока, соответствующую переходному режиму, как плотность тока, при которой Q n / Q 0 = 1 базовой линии (низкий J
1 2 n режим) пересекает линейную интерполяцию Q n / Q 0 против J n (высокий J 9режим 0891 и ). Это падение емкости связано с ограничением диффузии ионов лития, поэтому плотность тока, соответствующая этой точке данных, называется током ограничения диффузии, обозначаемым Дж lim . Для ясности графическое определение J lim показано на дополнительном рисунке 5 для батарей LMP (20-18). Чтобы лучше понять J lim , мы предлагаем методологию, основанную на уравнении Санда для метода управляемого тока (Sand, 19).01; Россо и др., 2006). По определению, для плотности тока выше Дж lim время Санда (τ с ) соответствует времени перехода, при котором поток ионных частиц недостаточно велик, чтобы удовлетворить приложенный ток. Уравнение Санда (Brissot et al., 1999) теоретически задается следующим образом: электрон ( n = 1 для LFP), F постоянная Фарадея (9.648 10 4 C.mol −1 ), C Li концентрация Li в ТФЭ (Devaux et al., 2012), находящихся в электролите и положительном электроде (882 моль.м −3 для обоих), t + катионное число переноса и D амб коэффициент амбиполярной диффузии. Использование этого уравнения является приблизительным, поскольку условие границ плоского электрода не полностью соблюдается на стороне катода.Для Дж n ≥ Дж lim , τ с можно оценить как эквивалентное времени разряда. Другими словами, τ с при определенной плотности тока определяется как:
τs(Jn)= QnJn, когда Jn≥Jlim (7)
D амб и амб и t01 соли
01 в ПЭО можно измерить или рассчитать с помощью многих методов, таких как электрохимические методологии, основанные на поляризации (Ши и Винсент, 1993; Geiculescu et al.
, 2006) или релаксации (Mullin et al., 2011), импедансной спектроскопии (Bouchet et al., 2003), ЯМР импульсного поля (Hayamizu et al., 1999) или молекулярно-динамического моделирования (Diddens et al. ., 2010) и многие другие. Изучая литературные данные и ориентируясь на электролит на основе высокомолекулярного ПЭО, при 80°C D амб находится в диапазоне 5 10 −8 см 2 .s −1 и t + около 0,15. Кроме того, была проведена импедансная спектроскопия Li-симметричных ячеек, содержащих ТФЭ толщиной 18, 36 и 54 мкм. Электрическая эквивалентная схема (см. вставку к дополнительному рисунку 2) использовалась для подбора всех спектров импеданса, чтобы извлечь t + и D амб значения. DLi+, рассчитанное по уравнению (5), и t + не зависят от толщины ТПС со средним значением, согласующимся с литературным анализом, равным 3,4 ± 0,7 10 −8 см 2 . s −1 и 0,15 ± 0,02 соответственно.
График зависимости τ s от Jn-2 показывает линейное поведение для точек данных, для которых условие J n ≥ J lim удовлетворяется, что подтверждает поведение Санда. В качестве примера на дополнительном рисунке 6 показано τ s по сравнению с Jn-2 для батареи LMP (48-18), включая линию линейной регрессии. Наклон линии регрессии тогда прямо пропорционален D амб и, таким образом, DLi+. Учитывая, что t + составляет 0,15, как определено с помощью спектроскопии импеданса, DLi+ было рассчитано для каждой батареи LMP ( x — y ). DLi+ не зависит от положительного электрода и толщины ТФЭ со средним значением 3,1 ± 0,6·10 −8 см 2 .с −1 . Таким образом, коэффициент диффузии Li + , определяемый уравнением Санда применительно к данным циклирования батареи, довольно похож на коэффициент диффузии Li + в пределах SPE. Таким образом, ограничивающим мощность явлением в этих полностью твердотельных батареях является диффузия катионов Li + в электролите от литиевого отрицательного электрода к алюминиевому токосъемнику положительного электрода, а не диффузия Li + в активном веществе LFP (Doyle and Newman, 1995). Таким образом, использование уравнения песка является эффективным инструментом для быстрого определения эффективного ограничивающего процесса диффузии в батареях, когда Дж > Дж lim , т. е. при скоростях, при которых восстанавливается только часть полной емкости.
Чтобы пойти дальше и сравнить все батареи LMP ( x — y ) вместе, J lim было извлечено из каждого Q n / Q 0 против J n участка. На рис. 4 представлена средняя нормализованная емкость как функция отношения Дж lim / Дж n для НМП(20-18), ПМП(33-36), ПМП(48-216) и Аккумуляторы ЛМП(60-54). Все экспериментальные кривые нормализованной емкости батарей LMP ( x — y ) накладываются на простую кривую, которая демонстрирует, что рассматриваемое ограничивающее явление одинаково независимо от толщины электрода и электролита и связано с диффузией в полимерный электролит. В литературе обычно получают простую кривую, когда нормированную емкость представляют как функцию C -скорость или ее инверсия. Затем простая кривая аппроксимируется экспоненциальной функцией затухания, растянутой на эмпирическое значение, обычно равное 2, и корректируется с использованием параметра времени релаксации (Heubner et al., 2018b; Tian et al., 2019). В нашем случае полуэмпирическая функция не используется, так как единственный параметр соответствует физическому параметру J lim , определяемому графически. Следующим шагом является предоставление простой модели, чтобы получить больше информации о разделе J lim из-за диффузии в электролит и/или в электролит, проникающий в положительный электрод.
Рисунок 4 . Средняя нормализованная емкость, отношение Q n / Q 0 , как функция J lim / J n для ) батареи LMP(33–36), (∇) LMP(48–36) и (△) LMP(60–54).
На рисунке 5 показано среднее значение J lim различных батарей LMP ( x — и ) в зависимости от толщины положительного электрода x . Для заданной толщины положительного электрода J lim увеличивается с уменьшением толщины ТФЭ. Значения J lim находятся в пределах значений, полученных для положительного электрода толщиной 20 мкм, между 0,06 и 0,48 мА·см -2 , когда y равно 216 и 18 мкм соответственно. Когда y = 18 мкм, J lim уменьшается линейно с x . Для более высокого значения y наклон распада J lim с x менее выражен, поскольку y увеличивается до значения плато для самых высоких зарегистрированных толщин SPE 216 мкм. Таким образом, наилучшие энергетические характеристики ожидаются от батареи, содержащей тонкий положительный электрод и тонкий слой ТФЭ. Однако, глядя на соотношение между значениями x и y , можно собрать аккумулятор с более высокой удельной энергией без значительного ухудшения характеристик мощности. Действительно, J lim – индикатор начала снижения емкости аккумулятора от номинального значения, т. е. Q 0 . На рисунке 5 батарея LMP(60-18) показывает значение J lim выше, чем у LMP(20-36). Это означает, что J lim является слабой функцией толщины положительного электрода и сильной функцией толщины ТФЭ. Как следствие, для батарей LMP ( x — y ) удельная объемная плотность энергии на один элемент может быть увеличена просто за счет выбора наилучшего компромисса между толщиной положительного электрода и ТФЭ.
Рисунок 5 . Средний предельный ток Дж lim в зависимости от толщины положительного электрода x . Пунктирные линии — ориентиры для глаз в зависимости от толщины ТФЭ, и . Символы соответствуют толщине ТФЭ y (⃝) 18, (□) 36, (△) 54, (♢) 108 и (∇) 216 мкм. Цвета символов соответствуют толщине положительного электрода x : (оранжевый) 20, (синий) 33, (зеленый) 48 и (розовый) 60 мкм.
Слабую зависимость Дж lim относительно х можно понять, если учесть, что эффективная поверхность, обеспечивающая диффузионный поток Li + на границе композитный электрод/электролит, меньше, чем геометрическая поверхность электрода из-за присутствия активного материала и углеродных частиц в композитном электроде. Так, плотность тока, соответствующая потоку Li + в ТФЭ, расположенном внутри электрода, выше, чем в электролите. Кроме того, Ли + длина диффузии зависит от извилистости электрода. Эти эффекты можно описать, введя параметр α с 0 < α ≤ 1, в котором полный путь диффузии Li + соответствует α. х + и . Можно ожидать, что диффузионный путь в композитном электроде должен быть длиннее толщины электрода из-за его извилистости. Однако здесь мы измеряем эффективное значение, и оказывается, что диффузия в электролите, находящемся в электроде, кажется выше, чем в исходном электролите, вероятно, из-за содержания влаги. Это приводит к значению α ниже единицы. На рис. 6, J lim построен как функция α. х + и . При корректировке α до значения 0,35 все данные J lim сворачиваются в основную кривую, которая аппроксимируется с использованием обратной функции, показанной пунктирной кривой на рисунке 6, которая приводит к следующему уравнению:
Jlim =K(α·x+y) (8)
с K = 13,2 мА·см −1 на основе подгонки методом наименьших квадратов ( R 2 > 0,99).
Рисунок 6 . Предельная плотность тока Дж lim в зависимости от α. х + и . Пунктирная кривая соответствует подгонке, полученной с помощью обратной функции. Символы соответствуют толщине ТФЭ y (⃝) 18, (□) 36, (△) 54, (♢) 108 и (∇) 216 мкм. Цвета символов соответствуют толщине положительного электрода x : (оранжевый) 20, (синий) 33, (зеленый) 48 и (розовый) 60 мкм.
Чтобы дать физическое значение параметра K в уравнении (8), LMP ( x — y ) может быть смоделирован с помощью одномерного подхода, который широко использовался группой Doyle et al. (1993). Таким образом, можно просто применить закон Фика в 1-D, в котором диффузионный ток пропорционален градиенту концентрации Li + , толщине процесса диффузии и коэффициенту диффузии ограничивающих явлений. На основании результатов, полученных на рис. 6, J lim является обратной функцией суммы α. x + y и соответствует, таким образом, значению тока, при котором градиент концентрации Li в аккумуляторе падает до нулевого значения на алюминиевом токосъемнике/положительном электроде. J lim затем можно выразить как функцию эффективного коэффициента диффузии Li + (DLieff) по формуле: Объединение уравнения (9) с (8) позволяет напрямую вычислить соответствующее значение DLieff, равное 1,6 · 10 −8 см 2 .s −1 по параметру K . Тогда эффективный коэффициент диффузии находится в том же диапазоне, что и коэффициент диффузии Li + , определенный по методике времени по песку. Вследствие этого эффективный коэффициент диффузии DLieff соответствует эффективному коэффициенту диффузии Li + DLi+ в ТФЭ от положительного электрода к слою электролита. Методика J lim менее точна, чем методика песочного времени, но ее гораздо быстрее реализовать, чтобы быстро определить ограничивающие явления диффузии в батареях. Кроме того, параметр α представляет интерес, поскольку он зависит от состава и извилистости электрода, а также от ионного транспорта внутри ТФЭ, используемого в положительном электроде. Изменчивость этих параметров в зависимости от состава электрода является инструментом для оптимизации состава и текстуры электрода, но выходит за рамки нашего исследования.
Заключение
Сигнатура мощности батареи быстро определяется с помощью экспресс-теста мощности. Этот метод заключается в наложении последовательного гальваностатического разряда от высокой до низкой плотности тока. Результаты, полученные с помощью этого метода, идентичны результатам, полученным при обычном гальваностатическом циклировании, т. Е. Последовательности шагов заряда-разряда. При плотности тока выше предельной плотности тока ( J lim ) применение уравнения Санда для метода регулируемого тока оказалось эффективным для определения коэффициента диффузии лимитирующего процесса. При этом в литий-полимерных батареях Li + диффузия в твердом полимерном электролите, действующем в качестве сепаратора батареи и связующего вещества положительного электрода, ограничивает рабочие характеристики батареи. Помимо быстрого определения J lim дается физический смысл этого параметра. J lim напрямую связан с эффективным коэффициентом диффузии Li + по всей батарее, который аналогичен коэффициенту, описываемому уравнением Санда. Следовательно, быстрый тест мощности является эффективным методом для сравнения серий аккумуляторов, которые различаются по своей сборке, и для определения основного ограничивающего фактора и, таким образом, для оптимизации сборки аккумулятора. Конструкция батареи должна учитывать совокупный эффект как от толщины слоя ТФЭ, так и от толщины положительного электрода. Например, в наших батареях LMP для электролита толщиной 54 мкм можно использовать положительный электрод толщиной до 48 мкм без ухудшения характеристик батареи. Для полноты картины следует также учитывать другие факторы, помимо характеристик мощности, особенно в случае аккумуляторов на основе литий-металла с влиянием гетерогенного электроосаждения лития на этапе заряда. Чтобы пойти дальше, эту методологию следует применять к литий-металлическим полимерным батареям, имеющим различные составы положительного электрода, а также к другим аккумуляторным технологиям.
Заявление о доступности данных
Все наборы данных, созданные для этого исследования, включены в статью/дополнительный материал.
Вклад авторов
RB, DD, MD и ML разработали исследование проекта. МД и МЛ производили композитные электроды. DD, PD и HL проводили эксперименты. RB, DD и HL проанализировали данные. РБ и ДД написали рукопись. Все авторы прокомментировали рукопись.
Финансирование
Работа выполнена в рамках французского фонда FUI20 (Fond Unique Interministériel) совместно с проектом ALEPH.
Конфликт интересов
MD и ML работают в компании Blue Solutions.
Остальные авторы заявляют, что исследование проводилось в отсутствие каких-либо коммерческих или финансовых отношений, которые могли бы быть истолкованы как потенциальный конфликт интересов.
Благодарности
Мы благодарим BPI (Banque Publique d’Investissement) и компанию Blue Solutions за их финансовую поддержку.
Дополнительный материал
Дополнительный материал к этой статье можно найти в Интернете по адресу: https://www.frontiersin.org/article/10.3389/fenrg.2019.00168/full#supplementary-material
Ссылки
Agrawal, R.C., and Pandey, G.P. (2008). Твердые полимерные электролиты: проектирование материалов и применение полностью твердотельных аккумуляторов: обзор. J. Phys. Д заявл. физ. 41:223001. doi: 10.1088/0022-3727/41/22/223001
CrossRef Full Text | Google Scholar
Арманд, М. (1983). Полимерные твердые электролиты — обзор. Ионика твердого тела 9–10, 745–754. дои: 10.1016/0167-2738(83)-8
CrossRef Полный текст | Google Scholar
Арманд, М. (1994). История полимерных электролитов. Ионика твердого тела 69, 309–319. doi: 10.1016/0167-2738(94)-7
CrossRef Full Text | Google Scholar
Бард А. Дж. и Фолкнер Л.Р. (2001). Основы и приложения электрохимических методов, 2-е изд. . Нью-Йорк, штат Нью-Йорк: John Wiley Sons, Inc.
Google Scholar
Бодри П., Ласко С., Маджастр Х. и Блох Д. (1997). Разработка литий-полимерных аккумуляторов для электромобилей. Дж. Пауэр Сауэр. 68, 432–435. doi: 10.1016/S0378-7753(97)02646-3
Полный текст CrossRef | Google Scholar
Буше Р., Ласко С. и Россо М. (2003). EIS-исследование анода Li/PEO-LiTFSI литий-полимерной батареи. Дж. Электрохим. соц. 150, А1385–А1389. doi: 10.1149/1.1609997
Полный текст CrossRef | Google Scholar
Буше Р., Мария С., Мезиан Р., Абулаич А., Лиенафа Л., Бонне Ж.-П. и др. (2013). Одноионные триблок-сополимеры БАБ как высокоэффективные электролиты для литий-металлических аккумуляторов. Нац. Матер. 12, 452–457. doi: 10.1038/nmat3602
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Бриссо, К., Россо, М., Шазавиль, Ж. -Н., и Ласко, С. (1999). Механизмы роста дендритов в литий-полимерных ячейках. Дж. Пауэр Сауэр. 81–82, 925–929. doi: 10.1016/S0378-7753(98)00242-0
Полный текст CrossRef | Google Scholar
Корнут Р., Лепаж Д. и Шугаард С. Б. (2015). Интерпретация кривых разрядки литиевых аккумуляторов для облегчения определения источника ограничений производительности. Электрохим. Acta 162, 271–274. doi: 10.1016/j.electacta.2014.11.035
CrossRef Полный текст | Google Scholar
Дево Д., Буше Р., Гле Д. и Денойель Р. (2012). Механизм транспорта ионов в комплексах ПЭО/LiTFSI: влияние температуры, молекулярной массы и концевых групп. Ионика твердого тела 227, 119–127. doi: 10.1016/j.ssi.2012.09.020
Полный текст CrossRef | Google Scholar
Дидденс Д., Хойер А. и Бородин О. (2010). Понимание транспорта лития в рамках модели на основе Рауза для полимерного электролита PEO/LiTFSI. Макромолекулы 43, 2028–2036. doi: 10.1021/ma
3hCrossRef Full Text | Google Scholar
Дерффель Д. и Шарк С.А. (2006). Критический обзор использования уравнения Пейкерта для определения остаточной емкости свинцово-кислотных и литий-ионных аккумуляторов. Дж. Пауэр Сауэр. 155, 395–400. doi: 10.1016/j.jpowsour.2005.04.030
CrossRef Полный текст | Google Scholar
Дойл М., Фуллер Т. и Ньюман Дж. (1993). Моделирование гальваностатического заряда и разряда литиевой/полимерной/вставной ячейки. Дж. Электрохим. соц. 6, 1526–1533. doi: 10.1149/1.2221597
Полный текст CrossRef | Google Scholar
Дойл М. и Ньюман Дж. (1995). Использование математического моделирования при проектировании литий-полимерных аккумуляторных систем. Электрохим. Acta 40, 2191–2196. doi: 10.1016/0013-4686(95)00162-8
Полный текст CrossRef | Google Scholar
Дойл М. и Ньюман Дж. (1997). Анализ данных о емкости литиевых аккумуляторов с использованием упрощенных моделей процесса разряда. J. Appl. Электрохим. 27, 846–856. doi: 10.1023/A:1018481030499
Полный текст CrossRef | Google Scholar
Дойл М. , Ньюман Дж. и Реймерс Дж. (1994). Быстрый метод измерения емкости в зависимости от скорости разряда для двойного литий-ионного вставного элемента, подвергающегося циклированию. Дж. Источники питания 52, 211–216. doi: 10.1016/0378-7753(94)02012-4
Полный текст CrossRef | Google Scholar
Ду З., Вуд Д. Л., Дэниел К., Калнаус С. и Ли Дж. (2017). Понимание ограничивающих факторов производительности толстых электродов применительно к литий-ионным батареям с высокой плотностью энергии. J. Appl. Электрохим. 47, 405–415. doi: 10.1007/s10800-017-1047-4
CrossRef Full Text | Google Scholar
Эфтехари, А. (2017). Литий-ионные аккумуляторы с высокими скоростными характеристиками. ACS Сустейн. хим. англ. 5, 2799–2816. doi: 10.1021/acssuschemeng.7b00046
Полный текст CrossRef | Google Scholar
Фуллер Т. Ф., Дойл М. и Ньюман Дж. (1994). Моделирование и оптимизация двойной литий-ионной вставной ячейки. Дж. Электрохим. соц. 141, 1–10. doi: 10.1149/1.2054684
Полный текст CrossRef | Google Scholar
Галлахер К.Г., Гебель С., Греслер Т., Матиас М., Олерих В., Эроглу Д. и др. (2014). Количественная оценка перспектив литий-воздушных аккумуляторов для электромобилей. Энергетика Окружающая среда. науч. 7, 1555–1563. doi: 10.1039/c3ee43870h
CrossRef Full Text | Google Scholar
Галлахер К.Г., Траск С.Е., Бауэр К., Вёрле Т., Люкс С.Ф., Чех М. и др. (2016). Оптимизация площадей за счет понимания ограничений литий-ионных электродов. Дж. Электрохим. соц. 163, А138–А149. doi: 10.1149/2.0321602jes
CrossRef Full Text | Google Scholar
Geiculescu, O.E., Rajagopal, R., Creager, S.E., DesMarteau, D.D., Zhang, X.W., and Fedkiw, P. (2006). Транспортные свойства твердых полимерных электролитов, приготовленных из олигомерных фторсульфонимидных солей лития, растворенных в высокомолекулярном полиэтиленоксиде. J. Phys. хим. Б 110, 23130–23135. doi: 10.1021/jp062648p
PubMed Abstract | Полный текст перекрестной ссылки | Академия Google
Hayamizu, K. , Aihara, Y., Arai, S., and Martinez, C.G. (1999). Импульсно-градиентное спиновое эхо 1H, 7Li и 19F ЯМР-диффузия и измерения ионной проводимости 14 органических электролитов, содержащих LiN (SO 2 CF 3 ) 2 . J. Phys. хим. В 103, 519–524. doi: 10.1021/jp9825664
Полный текст CrossRef | Google Scholar
Хойбнер К., Ламмель К., Николь А., Либманн Т., Шнайдер М. и Михаэлис А. (2018a). Сравнение хроноамперометрического отклика и производительности пористых вставных электродов: к тесту на ускоренную скорость. Дж. Пауэр Сауэр. 397, 11–15. doi: 10.1016/j.jpowsour.2018.06.087
CrossRef Полный текст | Google Scholar
Хойбнер К., Николь А., Сиба Дж., Рейбер С., Юнкер Н., Вольтер М. и др. (2019). Понимание влияния толщины и пористости на электрохимические характеристики катодов на основе LiNi 0,6 Co 0,2 Mn 0,2 O 2 для литий-ионных аккумуляторов высокой энергии. Дж. Пауэр Сауэр. 419, 119–126. дои: 10.1016/j.jpowsour.2019.02.060
Полнотекстовая перекрестная ссылка | Google Scholar
Heubner, C., Seeba, J., Liebmann, T., Nickol, A., Börner, S., Fritsch, M., et al. (2018б). Полуэмпирическая концепция основной кривой, описывающая скорость литиевых вставных электродов. Дж. Источники питания 380, 83–91. doi: 10.1016/j.jpowsour.2018.01.077
CrossRef Полный текст | Google Scholar
Цзян Ф. и Пэн П. (2016). Выяснение ограничений производительности литий-ионных аккумуляторов из-за видов и переноса заряда с помощью пяти характеристических параметров. Науч. Респ. 6:32639. doi: 10.1038/srep32639
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Канг Б. и Седер Г. (2009). Аккумуляторные материалы для сверхбыстрой зарядки и разрядки. Природа 458, 190–193. doi: 10.1038/nature07853
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Ким Дж. Г., Сон Б., Мукерджи С., Шупперт Н., Бейтс А., Квон О. и др. (2015). Обзор твердотельных аккумуляторов на литиевой и нелитиевой основе. Дж. Пауэр Сауэр. 282, 299–322. doi: 10.1016/j.jpowsour.2015.02.054
CrossRef Полный текст | Google Scholar
Курцвейл П. и Гарш Дж. (2017). «Обзор аккумуляторов для автомобилей будущего», в «Свинцово-кислотные аккумуляторы для автомобилей будущего» , редакторы Дж. Гарш, Э. Карден, П. Т. Мозли и Д. А. Дж. Рэнд (Амстердам: Elsevier BV), 27–96. doi: 10.1016/B978-0-444-63700-0.00002-7
Полный текст CrossRef | Google Scholar
Муллин С.А., Стоун Г.М., Пандей А. и Балсара Н.П. (2011). Коэффициенты диффузии солей в блок-сополимерных электролитах. Дж. Электрохим. соц. 158, А619–А627. doi: 10.1149/1.3563802
Полный текст CrossRef | Google Scholar
Ньюман, Дж. (1995). Оптимизация пористости и толщины аккумуляторного электрода с помощью модели зоны реакции. Дж. Электрохим. соц. 142, 97–101. дои: 10.1149/1.2043956.
Полнотекстовая перекрестная ссылка | Google Scholar
Падхи А.К., Нанджундасвами К.С. и Гуденаф Дж.Б. (1997). Фосфооливины как материалы положительного электрода для перезаряжаемых литиевых аккумуляторов. Дж. Электрохим. соц. 144, 1188–1194. doi: 10.1149/1.1837571
Полный текст CrossRef | Google Scholar
Поркарелли Л., Гербальди К., Белла Ф. и Наир Дж. Р. (2016). Сверхмягкий полностью полимерный электролит на основе оксида этилена для безопасных твердотельных литиевых батарей. науч. Респ. 6:19892. дои: 10.1038/srep19892.
Реферат PubMed | Полный текст перекрестной ссылки | Google Scholar
Росс Макдональд, Дж. (1992). Отклик импеданса/адмиттанса бинарного электролита. Электрохим. Acta 37, 1007–1014. doi: 10.1016/0013-4686(92)85216-8
CrossRef Full Text | Google Scholar
Россо, М., Бриссо, К., Тейссо, А., Долле, М., Саннье, Л., Тараскон, Ж.-М., и др. (2006). Эффект короткого замыкания дендритов и плавких предохранителей на элементах Li/Polymer/Li. Электрохим. Acta 51, 5334–5340. doi: 10.1016/j.electacta.2006.02.004
CrossRef Полный текст | Google Scholar
Сафари, М., и Делакур, К. (2011). Математическое моделирование литий-железо-фосфатного электрода: гальваностатический заряд/разряд и зависимость пути. Дж. Электрохим. соц. 158, А63–А73. doi: 10.1149/1.3515902
Полный текст CrossRef | Google Scholar
Sand, HJS (1901). О концентрации на электродах в растворе с особым упором на выделение водорода при электролизе смеси медного купороса и серной кислоты. Фил. Маг. 1, 45–79. doi: 10.1080/14786440109462590
CrossRef Full Text | Google Scholar
Schnell, J., Günther, T., Knoche, T., Vieider, C., Köhler, L., Just, A., et al. (2018). Полностью твердотельные литий-ионные и литий-металлические батареи — путь к крупносерийному производству. Дж. Пауэр Сауэр. 382, 160–175. doi: 10.1016/j.jpowsour.2018.02.062
CrossRef Полный текст | Google Scholar
Ши, Дж. , и Винсент, Калифорния (1993). Влияние молекулярной массы на подвижность катионов в полимерных электролитах. Ионика твердого тела 60, 11–17. doi: 10.1016/0167-2738(93)-8
CrossRef Full Text | Google Scholar
Сингх, М., Кайзер, Дж., и Хан, Х. (2015). Толстые электроды для литий-ионных аккумуляторов высокой энергии. Дж. Электрохим. соц. 162, А1196–А1201. doi: 10.1149/2.0401507jes
CrossRef Full Text | Google Scholar
Соренсен, П. Р., и Якобсен, Т. (1982). Проводимость, перенос заряда и транспортное число — исследование полимерного электролита LiSCN-poly(этиленоксид). Электрохим. Acta 27, 1671–1675. doi: 10.1016/0013-4686(82)80162-X
Полный текст CrossRef | Google Scholar
Шринивасан В. и Ньюман Дж. (2004). Модель разряда для литий-железо-фосфатного электрода. Дж. Электрохим. соц. 151, А1517–А1529. doi: 10.1149/1.1785012
Полный текст CrossRef | Google Scholar
Тараскон, Ж.-М., и Арманд, М. (2001). Проблемы и проблемы, стоящие перед перезаряжаемыми литиевыми батареями. Природа 414, 359–367. doi: 10.1038/35104644
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Тиан Р., Парк С.-Х., Кинг П.Дж., Каннингем Г., Коэльо Дж., Николози В. и др. (2019). Количественная оценка факторов, ограничивающих производительность аккумуляторных электродов. Нац. коммун. 10:1933. doi: 10.1038/s41467-019-09792-9
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Вонг Л.Л., Чен Х. и Адамс С. (2017). Разработка катодных материалов, проводящих быстрые ионы, для сетевых натрий-ионных аккумуляторов. Физ. хим. хим. физ. 19, 7506–7523. д. doi: 10.1039/C7CP00037E
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Ву, X., Сонг, К., Чжан, X., Ху, Н., Ли, Л., Ли, В., и др. (2019). вопросы безопасности литий-ионных аккумуляторов: материалы и конструкция элементов. Фронт. Энергия рез. 7:65. doi: 10.3389/fenrg.2019.00065
Полный текст CrossRef | Google Scholar
Сюй В., Ван Дж., Дин Ф., Чен X., Насыбулин Э., Чжан Ю. и др. (2014). Литий-металлические аноды для аккумуляторных батарей. Энергетика Окружающая среда. науч. 7, 513–537. doi: 10.1039/C3EE40795K
Полный текст CrossRef | Google Scholar
Ян Дж., Ван Х., Чжан Г., Ма А., Чен В., Шао Л. и др. (2019). Высокоэффективный твердый композитный полимерный электролит для всех твердотельных литиевых аккумуляторов благодаря легкому регулированию микроструктуры. Фронт. хим. 7:388. doi: 10.3389/fchem.2019.00388
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Yu, D.Y.W., Donoue, K., Inoue, T., Fujimoto, M., and Fujitani, S. (2006). Влияние параметров электродов на катоды LiFePO 4 . Дж. Электрохим. соц. 153, А835–А839. дои: 10.1149/1.2179199
Полнотекстовая перекрестная ссылка | Google Scholar
Ю С., Ким С.