ГОСТ 5264-80* «Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры»
ГОСТ 5264–80* «Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры»
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной дуговой сваркой.
Стандарт не распространяется на сварные соединения стальных трубопроводов ГОСТ 16037–80.
2. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
3. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2 — 54.
| Тип соединения | Форма подготовленных кромок | Характер сварного шва | Форма поперечного сечения | Толщина свариваемых деталей, мм | Условное обозначение соединения | |
| подготовленных кромок | сварного шва | |||||
| Стыковое | Односторонний | 1 — 4 | С1 | |||
| 1 — 12 | С28 | |||||
| С отбортовкой одной кромки | 1 — 4 | С3 | ||||
| Без скоса кромок | С2 | |||||
| Односторонний на съемной подкладке | 1 — 4 | С4 | ||||
| Односторонний на остающейся подкладке | С5 | |||||
| Односторонний замковый | 1 — 4 | С6 | ||||
| Двусторонний | 2 — 5 | С7 | ||||
| Без скоса кромок с последующей строжкой | 6 — 12 | С42 | ||||
| Со скосом одной кромки | Односторонний | 3 — 60 | С8 | |||
| Односторонний на съемной подкладке | С9 | |||||
| Односторонний на остающейся подкладке | С10 | |||||
| Односторонний замковый | С11 | |||||
| Двусторонний | С12 | |||||
| С криволинейным скосом одной кромки | 15 — 100 | С13 | ||||
| С ломаным скосом одной кромки | С14 | |||||
| С двумя симметричными скосами одной кромки | 8 — 100 | С15 | ||||
| С двумя симметричными криволинейными скосами одной кромки | 30 — 120 | С16 | ||||
| С двумя несимметричными скосами одной кромки | 12 — 100 | С43 | ||||
| Со скосом кромок | Односторонний | 3 — 60 | С17 | |||
| Односторонний на съемной подкладке | С18 | |||||
| Односторонний на остающейся подкладке | 6 — 100 | С19 | ||||
| Односторонний замковый | 3 — 60 | С20 | ||||
| Двусторонний | С21 | |||||
| Со скосом кромок с последующей строжкой | 8 — 40 | С45 | ||||
| С криволинейным скосом кромок | 15 — 100 | С23 | ||||
| С ломаным скосом кромок | С24 | |||||
| С двумя симметричными скосами кромок | 8 — 120 | С25 | ||||
| С двумя симметричными криволинейными скосами кромок | 30 — 175 | С26 | ||||
| С двумя симметричными ломаными скосами кромок | 30 — 175 | С27 | ||||
| С двумя несимметричными скосами кромок | Двусторонний | С39 | ||||
| С40 | ||||||
| Угловое | С отбортовкой одной кромки | Односторонний | 1 — 4 | У1 | ||
| 1 — 12 | У2 | |||||
| Без скоса кромок | 1 — 6 | У4 | ||||
| 1 — 30 | ||||||
| Двусторонний | 2 — 8 | У5 | ||||
| 2 — 30 | ||||||
| Со скосом одной кромки | Односторонний | 3 — 60 | У6 | |||
| Двусторонний | У7 | |||||
| С двумя симметричными скосами одной кромки | Двусторонний | 8 — 100 | У8 | |||
| Со скосом кромок | Односторонний | 3 — 60 | У9 | |||
| Двусторонний | У10 | |||||
| Тавровое | Без скоса кромок | Односторонний | 2 — 40 | Т1 | ||
| Двусторонний | Т3 | |||||
| Со скосом одной кромки | Односторонний | 3 — 60 | Т6 | |||
| Двусторонний | Т7 | |||||
| С криволинейным скосом одной кромки | 15 — 100 | Т2 | ||||
| С двумя симметричными скосами одной кромки | 8 — 100 | Т8 | ||||
| 12 — 100 | Т9 | |||||
| С двумя симметричными криволинейными скосами одной кромки | 30 — 120 | Т5 | ||||
| Нахлесточное | Без скоса кромок | Односторонний | 2 — 60 | h2 | ||
| Двусторонний | Н2 | |||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | b | R | i | е, не более | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | |||||
| С1 | От 1 до 2 | 0 | +0,5 | От s до 2s | От s до 3s | 2s + 3 | ||
| Св. 2 до 4 | +1,0 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | R | е, не более | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||||
| С28 | От 1 до 2 | От s до 2s | 3s + 2 | 0 | +1 | ||
Св.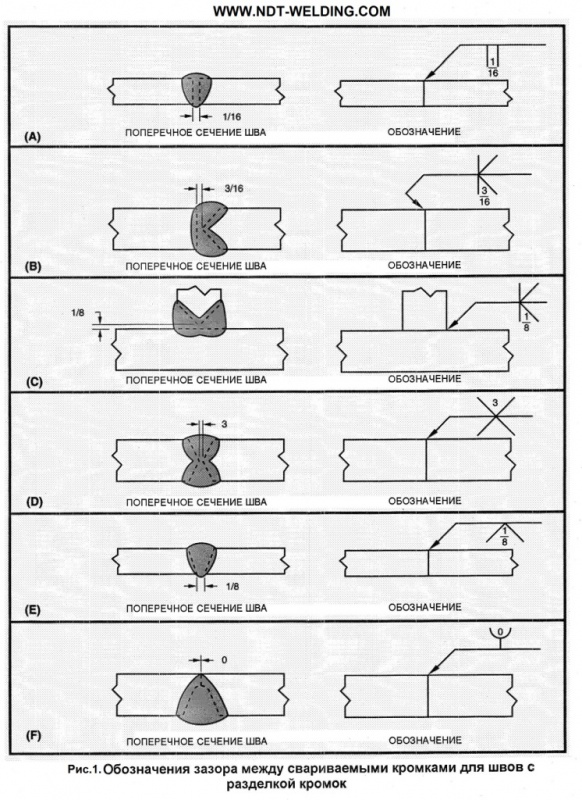 2 до 6 2 до 6 |
2s + 3 | ||||||
| Св. 6 до 9 | +2 | ||||||
| Св. 9 до 12 | 2s + 4 | +3 | |||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | b | R | i | е, не более | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||||
| С3 | От 1 до 2 | 0 | +0,5 | От s до 2s | От s до 3s | 2s + 3 | ||
Св. 2 до 4 2 до 4 |
+1,0 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | b | е, не более | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С2 | От 1,0 до 1,5 | 0 | +0,5 | 6 | 1,0 | ±0,5 | ||
| Св. 1,5 до 3,0 | 1 | ±1,0 | 7 | 1,5 | ±1,0 | |||
| Св. 3,0 до 4,0 | 2 | +1,0 -0,5 |
8 | 2,0 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | b | е, не более | е1, не более | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин.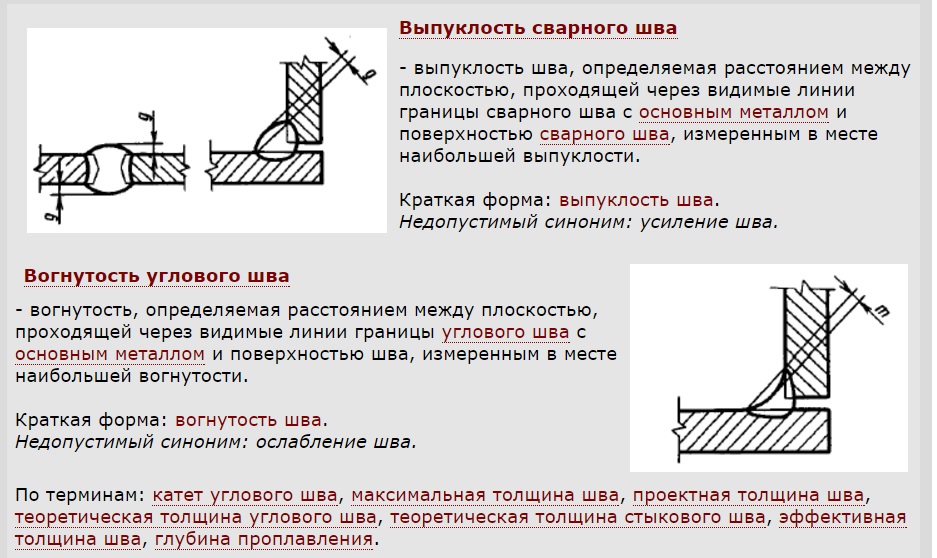 |
Пред. откл. | Номин. | Пред. откл. | ||||
| С4 | От 1,0 до 1,5 | 0 | +0,5 | 6 | 4 | 1,0 | ±0,5 | ||
| Св. 1,5 до 3,0 | 1 | ±1,0 | 7 | 6 | 1,5 | ±1,0 | |||
| Св. 3,0 до 4,0 | 2 | +1,0 -0,5 |
8 | 2,0 | |||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | b | е, не более | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | Номин. | Пред. откл. | |||
| С5 | От 1,0 до 1,5 | 0 | +0,5 | 6 | 1,0 | ±0,5 | ||
| Св. 1,5 до 3,0 | 1 | ±1 | 7 | 1,5 | ±1,0 | |||
| Св. 3,0 до 4,0 | 2 | +1,0 -0,5 |
8 | 2,0 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | b | е, не более | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | Номин. | Пред. откл. | |||
| С6 | От 1,0 до 1,5 | 0 | +0,5 | 6 | 1,0 | ±0,5 | ||
| Св. 1,5 до 3,0 | 1 | ±1,0 | 7 | 1,5 | ±1,0 | |||
| Св. 3,0 до 4,0 | 2 | +1,0 -0,5 |
8 | 2,0 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | b | е, не более | g ±1 |
||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | ||||
| С7 | 2 | 2 | ±1,0 | 8 | 1,5 | ||
| Св. 2 до 4 | 9 | ||||||
| Св. 4 до 5 | +1,5 -1,0 |
10 | 2,0 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | h ±1 |
f ±1 |
е, не более | е1, не более | |
| подготовленных кромок свариваемых деталей | сварного шва | ||||||
| С42 | От 6 до 8 | 4 | 7 | 10 | 12 | ||
Св. 8 до 10 8 до 10 |
6 | 9 | 12 | 14 | |||
| Св. 10 до 12 | 8 | 11 | 14 | 16 | |||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| С8 | От 3 до 5 | 8 | ±2 | 0,5 | +1,5 -0,5 |
||
| Св. 5 до 8 | 12 | ||||||
Св. 8 до 11 8 до 11 |
16 | ||||||
| Св. 11 до 14 | 20 | ||||||
| Св. 14 до 17 | 24 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 28 | ||||||
| Св. 20 до 24 | 32 | ||||||
| Св. 24 до 28 | 35 | ||||||
| Св. 28 до 32 | 38 | ||||||
| Св. 32 до 36 | 41 | ||||||
| Св. 36 до 40 | 44 | ||||||
| Св. 40 до 44 | 49 | ±4 | |||||
| Св. 44 до 48 | 53 | ||||||
| Св. 48 до 52 | 56 | ||||||
| Св. 52 до 56 | 60 | ||||||
| Св. 56 до 60 | 64 | ||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | b ±1 |
е | e1 ±2 |
g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | Номин. | Пред. откл. | ||||
| С9 | От 3 до 5 | 3 | 10 | +2 | 4 | 0,5 | +1,5 -0,5 |
||
| Св. 5 до 8 | 14 | ||||||||
| Св. 8 до 11 | 4 | 18 | |||||||
| Св. 11 до 14 | 22 | 6 | |||||||
| Св. 14 до 17 | 5 | 26 | ±3 | +2,0 -0,5 |
|||||
| Св. 17 до 20 | 30 | ||||||||
| Св. 20 до 24 | 34 | 8 | |||||||
| Св. 24 до 28 | 38 | ||||||||
Св. 28 до 32 28 до 32 |
41 | ||||||||
| Св. 32 до 36 | 44 | ||||||||
| Св. 36 до 40 | 49 | ||||||||
| Св. 40 до 44 | 53 | ±4 | |||||||
| Св. 44 до 48 | 56 | ||||||||
| Св. 48 до 52 | 60 | ||||||||
| Св. 52 до 56 | 64 | ||||||||
| Св. 56 до 60 | 68 | ||||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | b ±1 |
e | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. откл. |
|||
| С10 | От 3 до 5 | 3 | 10 | ±2 | 0,5 | +1,5 -0,5 |
||
| Св. 5 до 8 | 14 | |||||||
| Св. 8 до 11 | 4 | 18 | ||||||
| Св. 11 до 14 | 22 | |||||||
| Св. 14 до 17 | 5 | 26 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 30 | |||||||
| Св. 20 до 24 | 34 | |||||||
| Св. 24 до 28 | 38 | |||||||
| Св. 28 до 32 | 41 | |||||||
| Св. 32 до 36 | 44 | |||||||
| Св. 36 до 40 | 49 | |||||||
Св.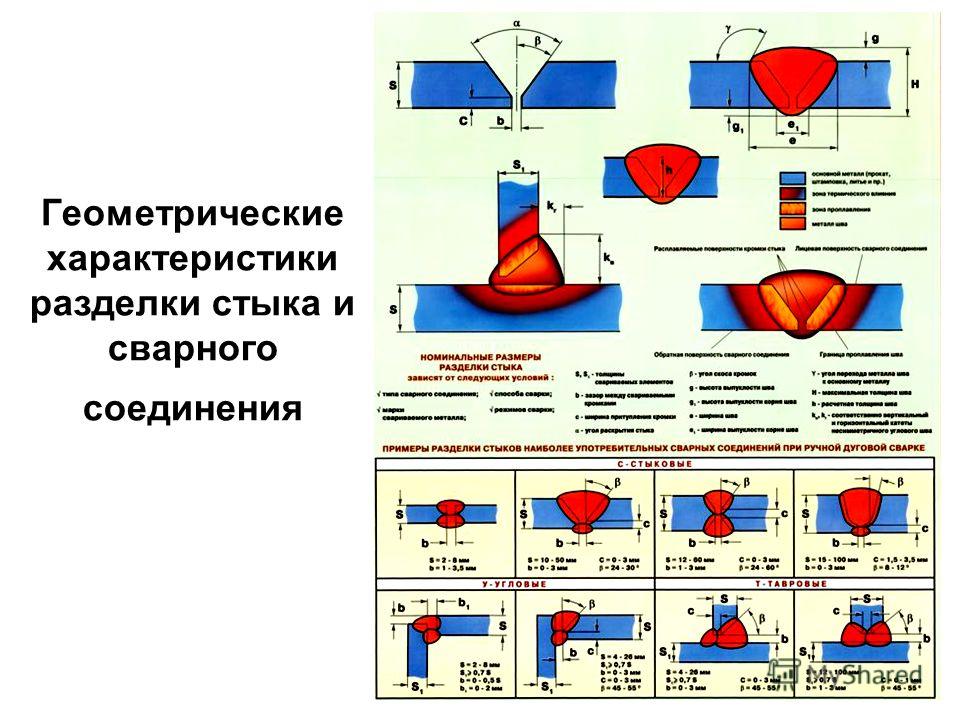 40 до 44 40 до 44 |
53 | ±4 | ||||||
| Св. 44 до 48 | 56 | |||||||
| Св. 48 до 52 | 60 | |||||||
| Св. 52 до 56 | 64 | |||||||
| Св. 56 до 60 | 68 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | b ±1 |
e | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С11 | От 3 до 5 | 3 | 10 | ±2 | 0,5 | +1,5 -0,5 |
||
Св. 5 до 8 5 до 8 |
14 | |||||||
| Св. 8 до 11 | 4 | 18 | ||||||
| Св. 11 до 14 | 22 | |||||||
| Св. 14 до 17 | 5 | 26 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 30 | |||||||
| Св. 20 до 24 | 34 | |||||||
| Св. 24 до 28 | 38 | |||||||
| Св. 28 до 32 | 41 | |||||||
| Св. 32 до 36 | 44 | |||||||
| Св. 36 до 40 | 49 | |||||||
| Св. 40 до 44 | 53 | ±4 | ||||||
| Св. 44 до 48 | 56 | |||||||
| Св. 48 до 52 | 60 | |||||||
| Св. 52 до 56 | 64 | |||||||
| Св. 56 до 60 | 68 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | e | e1 ±2 |
g = g1 | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | Номин. | Пред. откл. | |||
| С12 | От 3 до 5 | 8 | ±2 | 8 | 0,5 | +1,5 -0,5 |
||
| Св. 5 до 8 | 12 | |||||||
| Св. 8 до 11 | 16 | 10 | ||||||
| Св. 11 до 14 | 20 | |||||||
| Св. 14 до 17 | 24 | ±3 | +2,0 -0,5 |
|||||
| Св. 17 до 20 | 28 | |||||||
| Св. 20 до 24 | 32 | |||||||
| Св. 24 до 28 | 35 | |||||||
| Св. 28 до 32 | 38 | |||||||
| Св. 32 до 36 | 41 | 12 | ||||||
Св.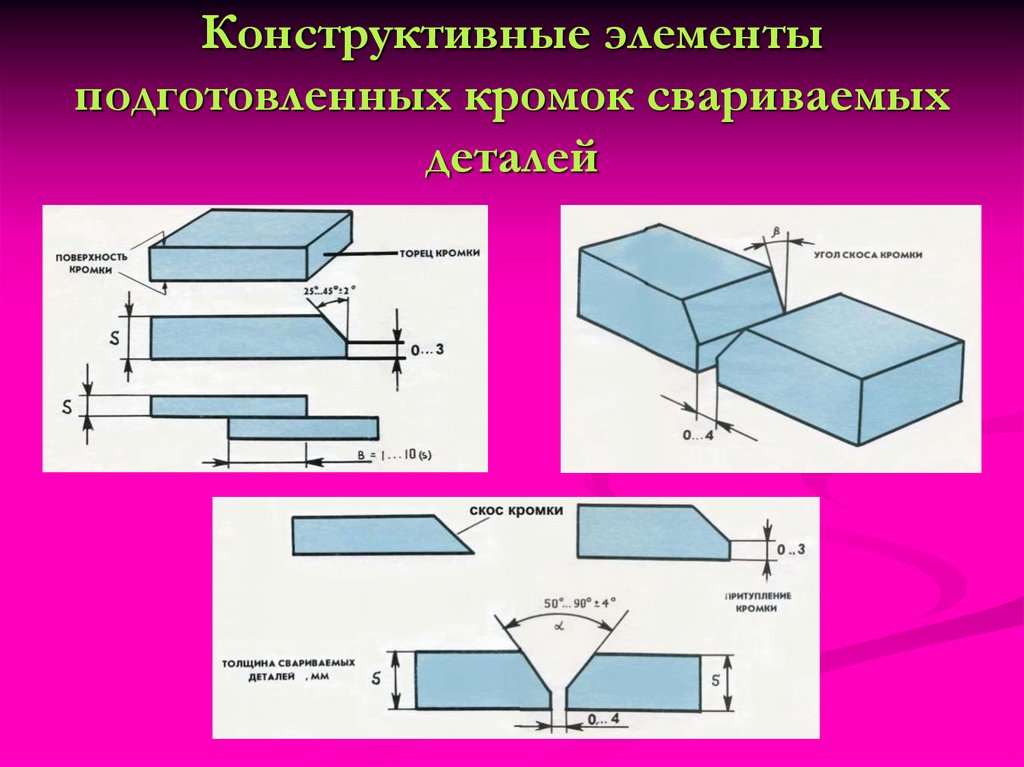 36 до 40 36 до 40 |
44 | |||||||
| Св. 40 до 44 | 49 | ±4 | ||||||
| Св. 44 до 48 | 53 | |||||||
| Св. 48 до 52 | 56 | |||||||
| Св. 52 до 56 | 60 | |||||||
| Св. 56 до 60 | 64 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | R ±1 |
е | e1 ±2 |
s =s1 | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| С13 | От 15 до 17 | 8 | 16 | ±3 | 10 | 0,5 | +2,0 -0,5 |
||
Св.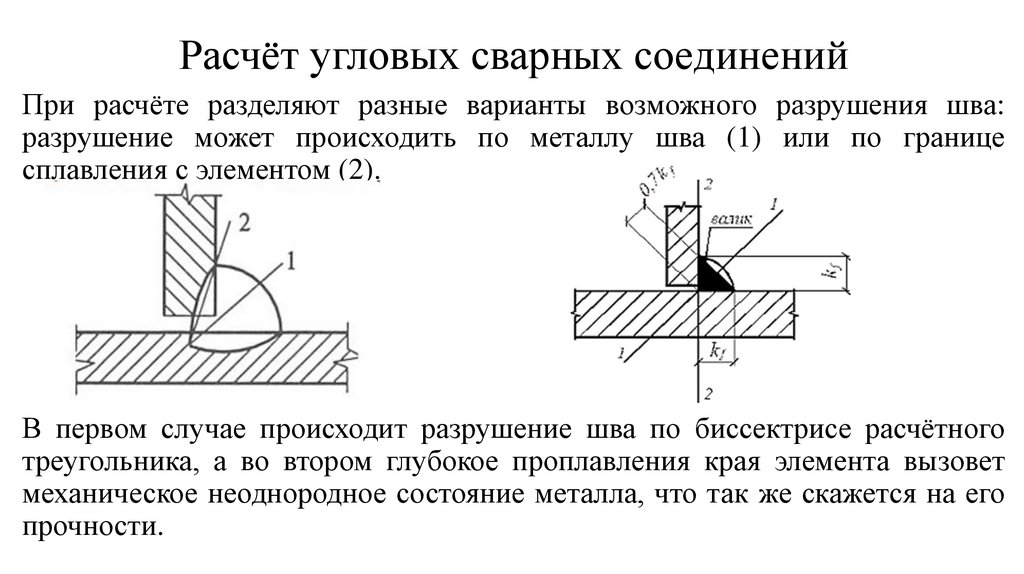 17 до 20 17 до 20 |
17 | ||||||||
| Св. 20 до 24 | 18 | ||||||||
| Св. 24 до 28 | 19 | ||||||||
| Св. 28 до 32 | 20 | ||||||||
| Св. 32 до 36 | 22 | 12 | |||||||
| Св. 36 до 40 | 24 | ||||||||
| Св. 40 до 44 | 26 | ±4 | |||||||
| Св. 44 до 48 | 28 | ||||||||
| Св. 48 до 52 | 30 | ||||||||
| Св. 52 до 56 | 32 | ||||||||
| Св. 56 до 60 | 34 | ||||||||
| Св. 60 до 64 | 10 | 36 | ±5 | 14 | +3,0 -0,5 |
||||
| Св. 64 до 70 | 38 | ||||||||
| Св. 70 до 76 | 40 | ||||||||
| Св. 76 до 82 | 42 | ||||||||
Св.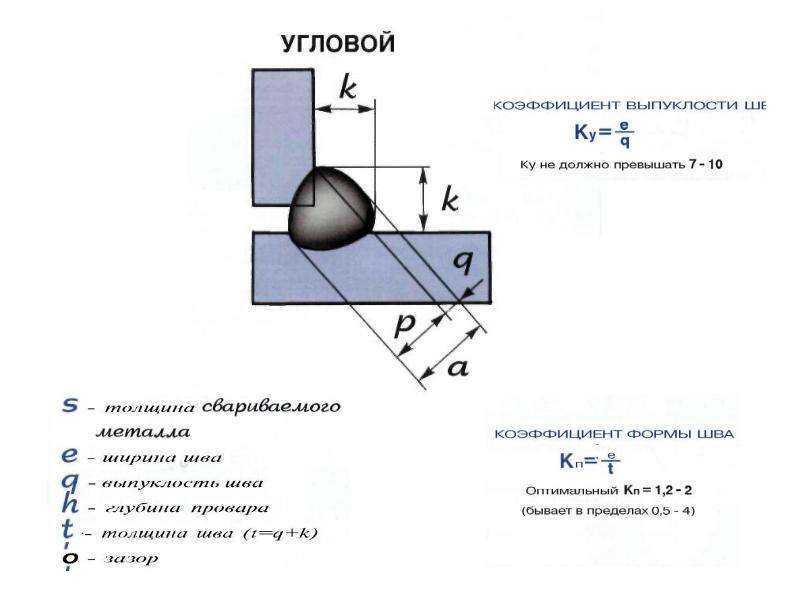 82 до 88 82 до 88 |
44 | ||||||||
| Св. 88 до 94 | 46 | ||||||||
| Св. 94 до 100 | 48 | ||||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | h ±1 |
е | е1 ±2 |
g = g1 | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| С14 | От 15 до 17 | 10 | 16 | ±3 | 10 | 0,5 | +2,0 -0,5 |
||
Св. 17 до 20 17 до 20 |
17 | ||||||||
| Св. 20 до 24 | 18 | ||||||||
| Св. 24 до 28 | 19 | ||||||||
| Св. 28 до 32 | 20 | ||||||||
| Св. 32 до 36 | 12 | 22 | 12 | ||||||
| Св. 36 до 40 | 24 | ||||||||
| Св. 40 до 44 | 26 | ±4 | |||||||
| Св. 44 до 48 | 28 | ||||||||
| Св. 48 до 52 | 30 | ||||||||
| Св. 52 до 56 | 32 | ||||||||
| Св. 56 до 60 | 34 | ||||||||
| Св. 60 до 64 | 36 | ±5 | 14 | +3,0 -0,5 |
|||||
| Св. 64 до 70 | 38 | ||||||||
| Св. 70 до 76 | 40 | ||||||||
| Св. 76 до 82 | 42 | ||||||||
Св. 82 до 88 82 до 88 |
44 | ||||||||
| Св. 88 до 94 | 46 | ||||||||
| Св. 94 до 100 | 48 | ||||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| С15 | От 8 до 11 | 10 | ±2 | 0,5 | +1,5 -0,5 |
||
| Св. 11 до 14 | 12 | ||||||
Св. 14 до 17 14 до 17 |
14 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 16 | ||||||
| Св. 20 до 24 | 18 | ||||||
| Св. 24 до 28 | 20 | ||||||
| Св. 28 до 32 | 22 | ||||||
| Св. 32 до 36 | 24 | ||||||
| Св. 36 до 40 | 26 | ||||||
| Св. 40 до 44 | 28 | ||||||
| Св. 44 до 48 | 30 | ||||||
| Св. 48 до 52 | 32 | ||||||
| Св. 52 до 56 | 34 | ||||||
| Св. 56 до 60 | 36 | ||||||
| Св. 60 до 64 | 39 | ±4 | +3,0 -0,5 |
||||
| Св. 64 до 70 | 42 | ||||||
| Св. 70 до 76 | 45 | ||||||
| Св. 76 до 82 | 48 | ||||||
Св. 82 до 88 82 до 88 |
51 | ||||||
| Св. 88 до 94 | 54 | ||||||
| Св. 94 до 100 | 58 | ||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | R ±1 |
е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С16 | От 30 до 32 | 8 | 16 | ±3 | 0,5 | +2,0 -0,5 |
||
Св. 32 до 36 32 до 36 |
17 | |||||||
| Св. 36 до 40 | 18 | |||||||
| Св. 40 до 44 | 19 | |||||||
| Св. 44 до 48 | 20 | |||||||
| Св. 48 до 52 | 21 | |||||||
| Св. 52 до 56 | 22 | |||||||
| Св. 56 до 60 | 23 | |||||||
| Св. 60 до 64 | 10 | 24 | ±4 | +3,0 -0,5 |
||||
| Св. 64 до 70 | 25 | |||||||
| Св. 70 до 76 | 26 | |||||||
| Св. 76 до 82 | 27 | |||||||
| Св. 82 до 88 | 28 | |||||||
| Св. 88 до 94 | 29 | |||||||
| Св. 94 до 100 | 30 | |||||||
| Св. 100 до 106 | 32 | |||||||
| Св. 106 до 112 | 34 | |||||||
| Св. 112 до 118 | 36 | |||||||
Св. 118 до 120 118 до 120 |
38 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | е | e1 | g = g1 | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| С43 | От 12 до 14 | 18 | ±2 | 15 | ±2 | 0,5 | + 1,5 -0,5 |
||
| Св. 14 до 17 | 19 | ±3 | 16 | +2,0 -0,5 |
|||||
Св. 17 до 20 17 до 20 |
20 | 17 | |||||||
| Св. 20 до 24 | 22 | 18 | |||||||
| Св. 24 до 28 | 24 | 19 | |||||||
| Св. 28 до 32 | 27 | 20 | |||||||
| Св. 32 до 36 | 30 | 21 | |||||||
| Св. 36 до 40 | 33 | 22 | |||||||
| Св. 40 до 44 | 36 | 23 | |||||||
| Св. 44 до 48 | 39 | 25 | |||||||
| Св. 48 до 52 | 42 | 27 | |||||||
| Св. 52 до 56 | 45 | 29 | |||||||
| Св. 56 до 60 | 48 | 31 | |||||||
| Св. 60 до 64 | 51 | ±4 | 33 | ±3 | +3,0 -0,5 |
||||
| Св. 64 до 70 | 54 | 35 | |||||||
Св. 70 до 76 70 до 76 |
57 | 37 | |||||||
| Св. 76 до 82 | 60 | 39 | |||||||
| Св. 82 до 88 | 63 | 41 | |||||||
| Св. 88 до 94 | 66 | 43 | |||||||
| Св. 94 до 100 | 69 | 45 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| С17 | От 3 до 5 | 8 | ±2 | 0,5 | +1,5 -0,5 |
||
Св. 5 до 8 5 до 8 |
12 | ||||||
| Св. 8 до 11 | 16 | ||||||
| Св. 11 до 14 | 19 | ||||||
| Св. 14 до 17 | 22 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 26 | ||||||
| Св. 20 до 24 | 30 | ||||||
| Св. 24 до 28 | 34 | ||||||
| Св. 28 до 32 | 38 | ||||||
| Св. 32 до 36 | 42 | ||||||
| Св. 36 до 40 | 47 | ||||||
| Св. 40 до 44 | 52 | ±4 | |||||
| Св. 44 до 48 | 54 | ||||||
| Св. 48 до 52 | 56 | ||||||
| Св. 52 до 56 | 60 | ||||||
| Св. 56 до 60 | 65 | ||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | b ±1 |
е | e1 ±1 |
g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | Номин. | Пред. откл. | ||||
| С18 | От 3 до 5 | 3 | 10 | ±2 | 4 | 0,5 | + 1,5 -0,5 |
||
| Св. 5 до 8 | 16 | ||||||||
| Св. 8 до 11 | 4 | 20 | |||||||
| Св. 11 до 14 | 24 | 6 | |||||||
| Св. 14 до 17 | 5 | 28 | ±3 | +2,0 -0,5 |
|||||
| Св. 17 до 20 | 32 | ||||||||
| Св. 20 до 24 | 36 | 8 | |||||||
| Св. 24 до 28 | 40 | ||||||||
Св. 28 до 32 28 до 32 |
44 | ||||||||
| Св. 32 до 36 | 48 | ||||||||
| Св. 36 до 40 | 50 | ||||||||
| Св. 40 до 44 | 54 | ±4 | |||||||
| Св. 44 до 48 | 56 | ||||||||
| Св. 48 до 52 | 60 | ||||||||
| Св. 52 до 56 | 63 | ||||||||
| Св. 56 до 60 | 68 | ||||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | b ±1 |
е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. откл. |
|||
| С19 | От 6 до 10 | 8 | 17 | ±2 | 0,5 | +1,5 -0,5 |
||
| Св. 10 до 14 | 19 | |||||||
| Св. 14 до 18 | 22 | ±3 | +2,0 -0,5 |
|||||
| Св. 18 до 22 | 24 | |||||||
| Св. 22 до 26 | 12 | 26 | ||||||
| Св. 26 до 30 | 28 | |||||||
| Св. 30 до 35 | 30 | |||||||
| Св. 35 до 40 | 32 | |||||||
| Св. 40 до 47 | 34 | ±4 | ||||||
| Св. 47 до 54 | 36 | |||||||
| Св. 54 до 60 | 38 | |||||||
Св.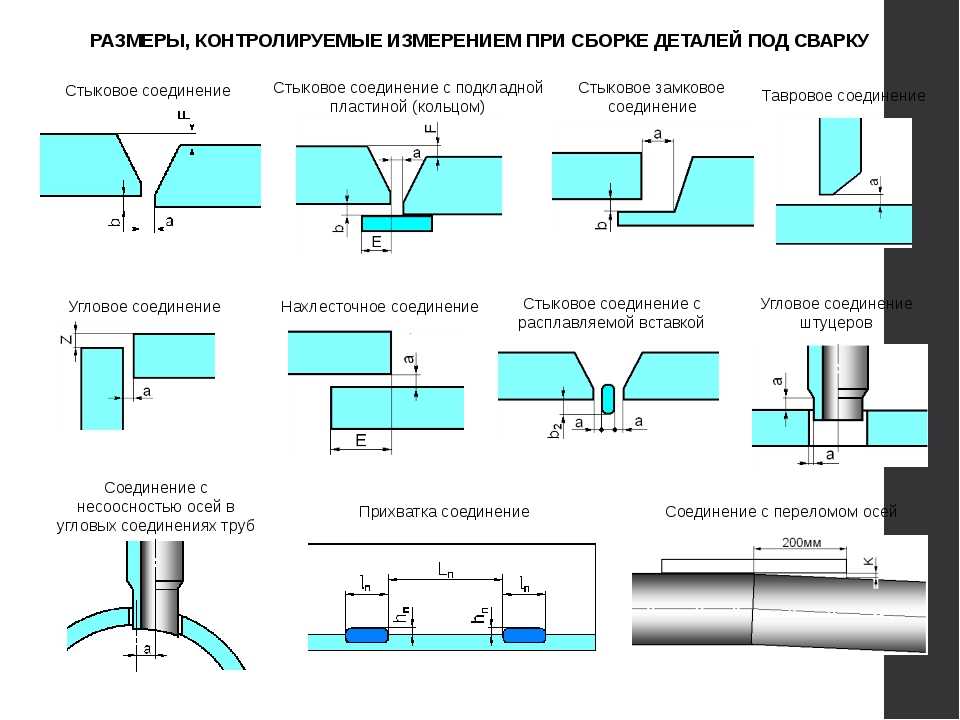 60 до 66 60 до 66 |
40 | ±5 | +3,0 -0,5 |
|||||
| Св. 66 до 72 | 44 | |||||||
| Св. 72 до 78 | 48 | |||||||
| Св. 78 до 85 | 52 | |||||||
| Св. 85 до 92 | 56 | |||||||
| Св. 92 до 100 | 60 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | b ±1 |
е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С20 | От 3 до 5 | 3 | 10 | ±2 | 0,5 | +1,5 -0,5 |
||
Св. 5 до 8 5 до 8 |
16 | |||||||
| Св. 8 до 11 | 4 | 20 | ||||||
| Св. 11 до 14 | 24 | |||||||
| Св. 14 до 17 | 5 | 28 | +3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 32 | |||||||
| Св. 20 до 24 | 36 | |||||||
| Св. 24 до 28 | 40 | |||||||
| Св. 28 до 32 | 44 | |||||||
| Св. 32 до 36 | 48 | |||||||
| Св. 36 до 40 | 50 | |||||||
| Св. 40 до 44 | 54 | ±4 | ||||||
| Св. 44 до 48 | 56 | |||||||
| Св. 48 до 52 | 60 | |||||||
| Св. 52 до 56 | 63 | |||||||
| Св. 56 до 60 | 68 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | е | e1 ±2 |
g = g1 | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | Номин. | Пред. откл. | |||
| С21 | От 3 до 5 | 8 | ±2 | 8 | 0,5 | +1,5 -0,5 |
||
| Св. 5 до 8 | 12 | |||||||
| Св. 8 до 11 | 16 | 10 | ||||||
| Св. 11 до 14 | 19 | |||||||
| Св. 14 до 17 | 22 | ±3 | +2,0 -0,5 |
|||||
| Св. 17 до 20 | 26 | |||||||
| Св. 20 до 24 | 30 | |||||||
| Св. 24 до 28 | 34 | |||||||
| Св. 28 до 32 | 38 | |||||||
| Св. 32 до 36 | 42 | 12 | ||||||
Св. 36 до 40 36 до 40 |
47 | |||||||
| Св. 40 до 44 | 52 | ±4 | ||||||
| Св. 44 до 48 | 54 | |||||||
| Св. 48 до 52 | 56 | |||||||
| Св. 52 до 56 | 60 | |||||||
| Св. 56 до 60 | 65 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | с +2 -1 |
h +2 -1 |
f +2 -1 |
е | e1 ±2 |
g =g1 | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | Номин. | Пред. откл. | ||||||
| С45 | От 8 до 11 | 4 | 6 | 12 | 14 | ±2 | 18 | 0,5 | +1,5 -0,5 |
||
| Св. 11 до 14 | 16 | ||||||||||
| Св. 14 до 17 | 20 | ±3 | +2,0 -0,5 |
||||||||
| Св. 17 до 20 | 7 | 9 | 14 | 24 | 20 | ||||||
| Св. 20 до 24 | 27 | ||||||||||
| Св. 24 до 28 | 30 | ||||||||||
| Св. 28 до 32 | 10 | 12 | 16 | 34 | 22 | ||||||
Св.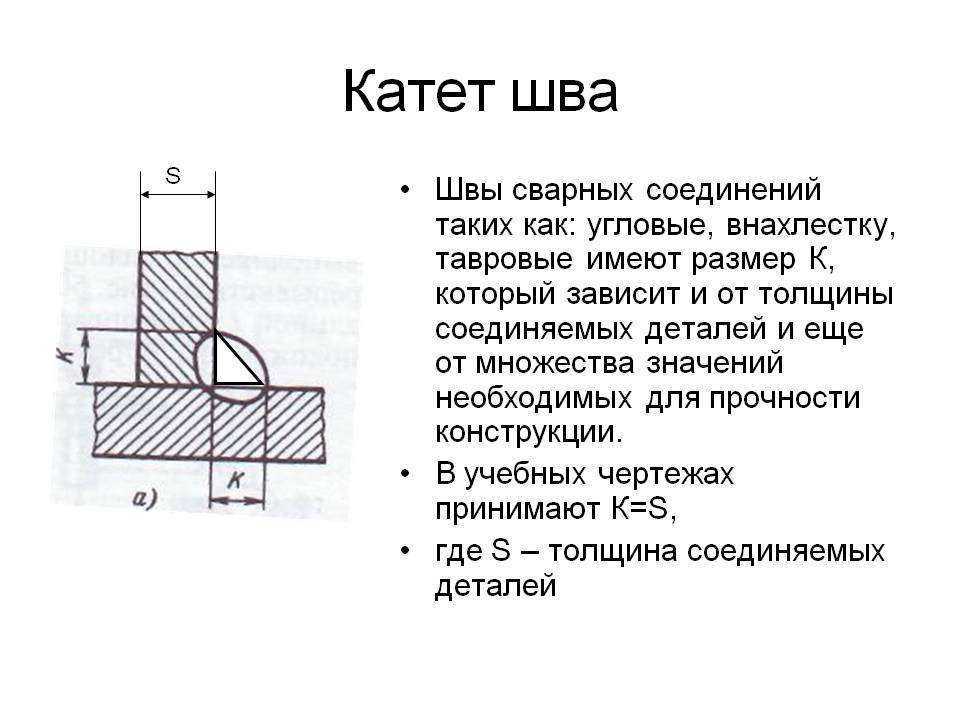 32 до 36 32 до 36 |
36 | ||||||||||
| Св. 36 до 40 | 38 | ||||||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | е | e1 ±2 |
g = g1 | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С23 | От 15 до 17 | 26 | ±3 | 10 | 0,5 | +2,0 -0,5 |
||
Св. 17 до 20 17 до 20 |
28 | |||||||
| Св. 20 до 24 | 30 | |||||||
| Св. 24 до 28 | 32 | |||||||
| Св. 28 до 32 | 33 | |||||||
| Св. 32 до 36 | 34 | 12 | ||||||
| Св. 36 до 40 | 35 | |||||||
| Св. 40 до 44 | 36 | ±4 | ||||||
| Св. 44 до 48 | 38 | |||||||
| Св. 48 до 52 | 40 | |||||||
| Св. 52 до 56 | 42 | |||||||
| Св. 56 до 60 | 44 | |||||||
| Св. 60 до 64 | 46 | ±5 | 14 | +3,0 -0,5 |
||||
| Св. 64 до 70 | 48 | |||||||
| Св. 70 до 76 | 50 | |||||||
| Св. 76 до 82 | 52 | |||||||
| Св. 82 до 88 | 54 | |||||||
Св. 88 до 94 88 до 94 |
56 | |||||||
| Св. 94 до 100 | 60 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | е | e1 ±2 |
g = g1 | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С24 | От 15 до 17 | 24 | ±3 | 10 | 0,5 | +2,0 -0,5 |
||
Св.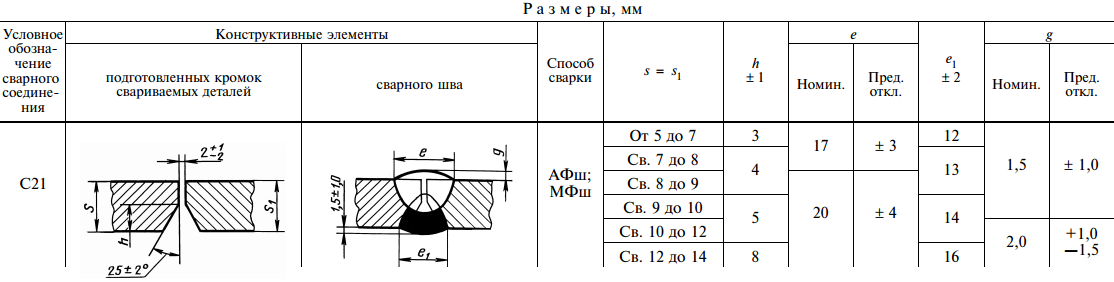 17 до 20 17 до 20 |
26 | |||||||
| Св. 20 до 24 | 28 | |||||||
| Св. 24 до 28 | 30 | |||||||
| Св. 28 до 32 | 32 | |||||||
| Св. 32 до 36 | 34 | 12 | ||||||
| Св. 36 до 40 | 36 | |||||||
| Св. 40 до 44 | 38 | ±4 | ||||||
| Св. 44 до 48 | 40 | |||||||
| Св. 48 до 52 | 42 | |||||||
| Св. 52 до 56 | 44 | |||||||
| Св. 56 до 60 | 46 | |||||||
| Св. 60 до 64 | 48 | ±5 | 14 | +3,0 -0,5 |
||||
| Св. 64 до 70 | 50 | |||||||
| Св. 70 до 76 | 52 | |||||||
| Св. 76 до 82 | 54 | |||||||
| Св. 82 до 88 | 56 | |||||||
| Св. 88 до 94 |
58 | |||||||
| Св. 94 до 100 | 60 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| С25 | От 8 до 11 | 10 | ±2 | 0,5 | +1,5 -0,5 |
||
| Св. 11 до 14 | 12 | ||||||
| Св. 14 до 17 | 14 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 |
16 | ||||||
| Св. 20 до 24 | 18 | ||||||
| Св. 24 до 28 | 20 | ||||||
| Св. 28 до 32 | 22 | ||||||
| Св. 32 до 36 | 24 | ||||||
| Св. 36 до 40 | 26 | ||||||
| Св. 40 до 44 | 28 | ||||||
| Св. 44 до 48 | 30 | ||||||
| Св. 48 до 52 | 32 | ||||||
| Св. 52 до 56 | 34 | ||||||
| Св. 56 до 60 | 36 | ||||||
| Св. 60 до 64 | 39 | ±4 | +3,0 -0,5 |
||||
| Св. 64 до 70 | 42 | ||||||
| Св. 70 до 76 | 45 | ||||||
| Св. 76 до 82 | 48 | ||||||
| Св. 82 до 88 | 51 | ||||||
| Св. 88 до 94 | 54 | ||||||
| Св. 94 до 100 |
57 | ||||||
| Св. 100 до 106 | 60 | ||||||
| Св. 106 до 112 | 63 | ||||||
| Св. 112 до 118 | 66 | ||||||
| Св. 118 до 120 | 68 | ||||||
| z | Конструктивные элементы | s = s1 | е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| С26 | От 30 до 34 | 23 | ±3 | 0,5 | +2,0 -0,5 |
||
| Св. 34 до 38 |
24 | ||||||
| Св. 38 до 42 | 25 | ||||||
| Св. 42 до 46 | 26 | ||||||
| Св. 46 до 50 | 27 | ||||||
| Св. 50 до 54 | 28 | ||||||
| Св. 54 до 60 | 29 | ||||||
| Св. 60 до 66 | 31 | ±4 | +3,0 -0,5 |
||||
| Св. 66 до 72 | 33 | ||||||
| Св. 72 до 78 | 34 | ||||||
| Св. 78 до 84 | 36 | ||||||
| Св. 84 до 90 | 38 | ||||||
| Св. 90 до 96 | 40 | ||||||
| Св. 96 до 100 | 42 | ||||||
| Св. 100 до 108 | 44 | ||||||
| Св. 108 до 116 | 46 | ||||||
| Св. 116 до 124 | 48 | ||||||
| Св. 124 до 132 | 50 | ±5 | |||||
| Св. 132 до 140 |
52 | ||||||
| Св. 140 до 148 | 54 | ||||||
| Св. 148 до 156 | 56 | ||||||
| Св. 156 до 164 | 60 | ||||||
| Св. 164 до 170 | 64 | ||||||
| Св. 170 до 175 | 68 | ||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | h ±1 |
е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С27 | От 30 до 34 | 8 | 17 | ±3 | 0,5 | +2,0 -0,5 |
||
| Св. 34 до 38 |
18 | |||||||
| Св. 38 до 42 | 20 | |||||||
| Св. 42 до 46 | 21 | |||||||
| Св. 46 до 50 | 22 | |||||||
| Св. 50 до 54 | 23 | |||||||
| Св. 54 до 60 | 25 | |||||||
| Св. 60 до 66 | 12 | 28 | ±4 | +3,0 -0,5 |
||||
| Св. 66 до 72 | 30 | |||||||
| Св. 72 до 78 | 32 | |||||||
| Св. 78 до 84 | 34 | |||||||
| Св. 84 до 90 | 36 | |||||||
| Св. 90 до 96 | 38 | |||||||
| Св. 96 до 100 | 40 | |||||||
| Св. 100 до 108 | 20 | 42 | ||||||
| Св. 108 до 116 | 44 | |||||||
| Св. 116 до 124 | 46 | |||||||
| Св. 124 до 132 |
50 | ±5 | ||||||
| Св. 132 до 140 | 54 | |||||||
| Св. 140 до 148 | 57 | |||||||
| Св. 148 до 156 | 60 | |||||||
| Св. 156 до 164 | 64 | |||||||
| Св. 164 до 170 | 68 | |||||||
| Св. 170 до 175 | 72 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | e | Е1 | g = g1 | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. |
Пред. откл. | ||
| С39 | От 12 до 14 | 16 | ±2 | 11 | ±2 | 0,5 | +1,5 -0,5 |
||
| Св. 14 до 17 | 18 | ±3 | 12 | +2,0 -0,5 |
|||||
| Св. 17 до 20 | 20 | 13 | |||||||
| Св. 20 до 24 | 22 | 14 | |||||||
| Св. 24 до 28 | 25 | 16 | |||||||
| Св. 28 до 32 | 28 | 18 | |||||||
| Св. 32 до 36 | 30 | 20 | |||||||
| Св. 36 до 40 | 32 | 22 | |||||||
| Св. 40 до 44 | 35 | 24 | |||||||
| Св. 44 до 48 |
38 | 25 | |||||||
| Св. 48 до 52 | 41 | 26 | |||||||
| Св. 52 до 56 | 44 | 77 | |||||||
| Св. 56 до 60 | 47 | 28 | |||||||
| Св. 60 до 64 | 49 | ±4 | 29 | ±3 | +3,0 -0,5 |
||||
| Св. 64 до 70 | 51 | 30 | |||||||
| Св. 70 до 76 | 53 | 31 | |||||||
| Св. 76 до 82 | 55 | 32 | |||||||
| Св. 82 до 88 | 57 | 33 | |||||||
| Св. 88 до 94 | 60 | 34 | |||||||
| Св. 94 до 100 | 63 | 35 | |||||||
| Св. 100 до 106 | 66 | 36 | |||||||
| Св. 106 до 112 | 69 | 38 | |||||||
| Св. 112 до 118 |
72 | 40 | |||||||
| Св. 118 до 120 | 75 | 42 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | е | E1 | g = g1 | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| С40 | От 12 до 14 | 20 | ±2 | 10 | ±2 | 0,5 | +1,5 -0,5 |
||
| Св. 14 до 17 |
22 | ±3 | 11 | +2,0 -0,5 |
|||||
| Св. 17 до 20 | 23 | 12 | |||||||
| Св. 20 до 24 | 24 | 13 | |||||||
| Св. 24 до 28 | 25 | 14 | |||||||
| Св. 28 до 32 | 26 | 15 | |||||||
| Св. 32 до 36 | 27 | 16 | |||||||
| Св. 36 до 40 | 28 | 18 | |||||||
| Св. 40 до 44 | 29 | 20 | |||||||
| Св. 44 до 48 | 30 | 21 | |||||||
| Св. 48 до 52 | 31 | 23 | |||||||
| Св. 52 до 56 | 32 | 25 | |||||||
| Св. 56 до 60 | 33 | 27 | |||||||
| Св. 60 до 64 | 34 | ±4 | 29 | ±3 | +3,0 -0,5 |
||||
| Св. 64 до 70 |
36 | 30 | |||||||
| Св. 70 до 76 | 38 | 31 | |||||||
| Св. 76 до 82 | 40 | 32 | |||||||
| Св. 82 до 88 | 42 | 34 | |||||||
| Св. 88 до 94 | 44 | 36 | |||||||
| Св. 94 до 100 | 47 | 38 | |||||||
| Св. 100 до 106 | 50 | 40 | |||||||
| Св. 106 до 112 | 52 | 42 | |||||||
| Св. 112 до 118 | 54 | 44 | |||||||
| Св. 118 до 120 | 56 | 46 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | b | R | i | е, не более | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | |||||
| У1 | От 1 до 2 | 0 | +0,5 | От s до 2s | От s до 3s | 2s + 3 | ||
| Св. 2 до 4 | + 1,0 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | R | е, не более | g | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||||
| У2 | От 1 до 2 | От s до 2s | 5 | 0 | +1 | ||
| Св. 2 до 6 |
7 | +2 | |||||
| Св. 6 до 9 | 13 | ||||||
| Св. 9 до 12 | 17 | ||||||
| Условное обозначение сварного соединения | Конструктивные | элементы | s | n | b | е, не более | |
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||||
| У4 | От 1,0 до 1,5 | От 0 до 0,5 | 0 | +0,5 | 6 | ||
| Св. 1,5 до 3,0 | +1,0 | 8 | |||||
| Св. 3,0 до 5,0 |
+2,0 | 10 | |||||
| Св. 5,0 до 6,0 | 12 | ||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | n | b | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||
| У4 | От 1,0 до 1,5 | Св. 0,5s до s | 0 | +0,5 | ||
| Св. 1,5 до 3,0 | +1,0 | |||||
| Св. 3,0 до 30,0 | +2,0 | |||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | n | b | е, не более | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | ||||
| У5 | От 2 до 3 | От 0 до 0,5s | 0 | +1 | 8 | ||
| Св. 3 до 5 | +2 | 10 | |||||
| Св. 5 до 6 | 12 | ||||||
| Св. 6 до 8 | 14 | ||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | n | b | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||
| У5 | От 2 до 3 | Св. 0,5s до s |
0 | +1 | ||
| Св. 3 до 30 | +2 | |||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| У6 | От 3 до 5 | 8 | ±2 | 0,5 | + 1,5 -0,5 |
||
| Св. 5 до 8 | 12 | ||||||
| Св. 8 до 11 | 16 | ||||||
| Св. 11 до 14 |
20 | ||||||
| Св. 14 до 17 | 24 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 28 | ||||||
| Св. 20 до 24 | 32 | ||||||
| Св. 24 до 28 | 35 | ||||||
| Св. 28 до 32 | 38 | ||||||
| Св. 32 до 36 | 41 | ||||||
| Св. 36 до 40 | 44 | ||||||
| Св. 40 до 44 | 49 | ±4 | |||||
| Св. 44 до 48 | 53 | ||||||
| Св. 48 до 52 | 56 | ||||||
| Св. 52 до 56 | 60 | ||||||
| Св. 56 до 60 | 64 | ||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | e | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | Номин. | Пред. откл. | ||
| У7 | От 3 до 5 | 8 | ±2 | 0,5 | + 1,5 -0,5 |
||
| Св. 5 до 8 | 12 | ||||||
| Св. 8 до 11 | 16 | ||||||
| Св. 11 до 14 | 20 | ||||||
| Св. 14 до 17 | 24 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 28 | ||||||
| Св. 20 до 24 | 32 | ||||||
| Св. 24 до 28 | 35 | ||||||
| Св. 28 до 32 | 38 | ||||||
| Св. 32 до 36 | 41 | ||||||
| Св. 36 до 40 | 44 | ||||||
| Св. 40 до 44 | 49 | ±4 | |||||
| Св. 44 до 48 |
53 | ||||||
| Св. 48 до 52 | 56 | ||||||
| Св. 52 до 56 | 60 | ||||||
| Св. 56 до 60 | 64 | ||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | е | e1 | g | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| У8 | От 8 до 11 | 10 | ±2 | 9 | ±2 | 0,5 | +1,5 -0,5 |
||
| Св. 11 до 14 |
12 | 11 | |||||||
| Св. 14 до 17 | 14 | ±3 | 12 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 16 | 14 | |||||||
| Св. 20 до 24 | 18 | 16 | |||||||
| Св. 24 до 28 | 20 | 18 | |||||||
| Св. 28 до 32 | 22 | 20 | |||||||
| Св. 32 до 36 | 24 | 22 | |||||||
| Св. 36 до 40 | 26 | 24 | |||||||
| Св. 40 до 44 | 28 | 26 | |||||||
| Св. 44 до 48 | 30 | 28 | |||||||
| Св. 48 до 52 | 32 | 30 | |||||||
| Св. 52 до 56 | 34 | 32 | |||||||
| Св. 56 до 60 | 36 | 34 | |||||||
| Св. 60 до 64 |
39 | ±4 | 37 | ±4 | +3,0 -0,5 |
||||
| Св. 64 до 70 | 42 | 40 | |||||||
| Св. 70 до 76 | 45 | 43 | |||||||
| Св. 76 до 82 | 48 | 46 | |||||||
| Св. 82 до 88 | 51 | 48 | |||||||
| Св. 88 до 94 | 54 | 52 | |||||||
| Св. 94 до 100 | 58 | 56 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | e | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | Номин. | Пред. откл. | ||
| У9 | От 3 до 5 | 8 | ±2 | 0,5 | +1,5 -0,5 |
||
| Св. 5 до 8 | 12 | ||||||
| Св. 8 до 11 | 16 | ||||||
| Св. 11 до 14 | 19 | ||||||
| Св. 14 до 17 | 22 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 26 | ||||||
| Св. 20 до 24 | 30 | ||||||
| Св. 24 до 28 | 34 | ||||||
| Св. 28 до 32 | 38 | ||||||
| Св. 32 до 36 | 42 | ||||||
| Св. 36 до 40 | 47 | ||||||
| Св. 40 до 44 | 52 | ±4 | |||||
| Св. 44 до 48 |
54 | ||||||
| Св. 48 до 52 | 56 | ||||||
| Св. 52 до 56 | 60 | ||||||
| Св. 56 до 60 | 65 | ||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | e | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| У10 | От 3 до 5 | 8 | ±2 | 0,5 | +1,5 -0,5 |
||
| Св. 5 до 8 | 12 | ||||||
| Св. 8 до 11 |
16 | ||||||
| Св. 11 до 14 | 19 | ||||||
| Св. 14 до 17 | 22 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 26 | ||||||
| Св. 20 до 24 | 30 | ||||||
| Св. 24 до 28 | 34 | ||||||
| Св. 28 до 32 | 38 | ||||||
| Св. 32 до 36 | 42 | ||||||
| Св. 36 до 40 | 47 | ||||||
| Св. 40 до 44 | 52 | ±4 | |||||
| Св. 44 до 48 | 54 | ||||||
| Св. 48 до 52 | 56 | ||||||
| Св. 52 до 56 | 60 | ||||||
| Св. 56 до 60 | 65 | ||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | b | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. |
||
| Т1 | От 2 до 3 | 0 | +1 | ||
| Св. 3 до 15 | +2 | ||||
| Св. 15 до 40 | +3 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | b | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||
| Т3 | От 2 до 3 | 0 | +1 | ||
| Св. 3 до 15 | +2 | ||||
| Св. 15 до 40 |
+3 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | e | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||
| Т6 | От 3 до 5 | 7 | ±2 | ||
| Св. 5 до 8 | 10 | ||||
| Св. 8 до 11 | 14 | ||||
| Св. 11 до 14 | 18 | ||||
| Св. 14 до 17 | 22 | ±3 | |||
| Св. 17 до 20 | 26 | ||||
| Св. 20 до 24 | 30 | ||||
| Св. 24 до 28 |
33 | ||||
| Св. 28 до 32 | 36 | ||||
| Св. 32 до 36 | 40 | ||||
| Св. 36 до 40 | 44 | ||||
| Св. 40 до 44 | 47 | ±4 | |||
| Св. 44 до 48 | 50 | ||||
| Св. 48 до 52 | 54 | ||||
| Св. 52 до 56 | 58 | ||||
| Св. 56 до 60 | 62 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | е | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||
| Т7 | От 3 до 5 | 7 | ±2 | ||
| Св. 5 до 8 |
10 | ||||
| Св. 8 до 11 | 14 | ||||
| Св. 11 до 14 | 18 | ||||
| Св. 14 до 17 | 22 | ±3 | |||
| Св. 17 до 20 | 26 | ||||
| Св. 20 до 24 | 30 | ||||
| Св. 24 до 28 | 33 | ||||
| Св. 28 до 32 | 36 | ||||
| Св. 32 до 36 | 40 | ||||
| Св. 36 до 40 | 44 | ||||
| Св. 40 до 44 | 47 | ±4 | |||
| Св. 44 до 48 | 50 | ||||
| Св. 48 до 52 | 54 | ||||
| Св. 52 до 56 | 58 | ||||
| Св. 56 до 60 | 62 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | R ±1 |
е | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | |||
| Т2 | От 15 до 17 | 8 | 14 | ±3 | ||
| Св. 17 до 20 | 15 | |||||
| Св. 20 до 24 | 16 | |||||
| Св. 24 до 28 | 17 | |||||
| Св. 28 до 32 | 18 | |||||
| Св. 32 до 36 | 20 | |||||
| Св. 36 до 40 | 22 | |||||
| Св. 40 до 44 | 24 | ±4 | ||||
| Св. 44 до 48 | 26 | |||||
| Св. 48 до 52 | 28 | |||||
| Св. 52 до 56 | 30 | |||||
| Св. 56 до 60 | 32 | |||||
| Св. 60 до 64 | 10 | 34 | ±5 | |||
| Св. 64 до 70 |
36 | |||||
| Св. 70 до 76 | 38 | |||||
| Св. 76 до 82 | 40 | |||||
| Св. 82 до 88 | 42 | |||||
| Св. 88 до 94 | 44 | |||||
| Св. 94 до 100 | 46 | |||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | e | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||
| Т8 | От 8 до 11 | 9 | ±2 | ||
| Св. 11 до 14 | 11 | ||||
| Св. 14 до 17 | 12 | ±3 | |||
| Св. 17 до 20 |
14 | ||||
| Св. 20 до 24 | 16 | ||||
| Св. 24 до 28 | 18 | ||||
| Св. 28 до 32 | 20 | ||||
| Св. 32 до 36 | 22 | ||||
| Св. 36 до 40 | 24 | ||||
| Св. 40 до 44 | 26 | ||||
| Св. 44 до 48 | 28 | ||||
| Св. 48 до 52 | 30 | ||||
| Св. 52 до 56 | 32 | ||||
| Св. 56 до 60 | 34 | ||||
| Св. 60 до 64 | 37 | ±4 | |||
| Св. 64 до 70 | 40 | ||||
| Св. 70 до 76 | 43 | ||||
| Св. 76 до 82 | 46 | ||||
| Св. 82 до 88 | 48 | ||||
| Св. 88 до 94 | 52 | ||||
| Св. 94 до 100 | 56 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | е | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | ||
| Т9 | От 12 до 14 | 8 | ±2 | ||
| Св. 14 до 17 | 10 | ±3 | |||
| Св. 17 до 20 | 12 | ||||
| Св. 20 до 24 | 14 | ||||
| Св. 24 до 28 | 16 | ||||
| Св. 28 до 32 | 17 | ||||
| Св. 32 до 36 | 18 | ||||
| Св. 36 до 40 | 19 | ||||
| Св. 40 до 44 | 20 | ||||
| Св. 44 до 48 | 21 | ||||
| Св. 48 до 52 | 22 | ||||
| Св. 52 до 56 | 24 | ||||
| Св. 56 до 60 | 26 | ||||
| Св. 60 до 64 | 28 | ±4 | |||
| Св. 64 до 70 | 30 | ||||
| Св. 70 до 76 |
32 | ||||
| Св. 76 до 82 | 34 | ||||
| Св. 82 до 88 | 36 | ||||
| Св. 88 до 94 | 38 | ||||
| Св. 94 до 100 | 40 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | R ±1 |
е | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||
| Т5 | От 30 до 32 | 8 | 14 | ±3 | ||
| Св. 32 до 36 | 15 | |||||
| Св. 36 до 40 |
16 | |||||
| Св. 40 до 44 | 17 | |||||
| Св. 44 до 48 | 18 | |||||
| Св. 48 до 52 | 19 | |||||
| Св. 52 до 56 | 20 | |||||
| Св. 56 до 60 | 21 | |||||
| Св. 60 до 64 | 10 | 22 | ±4 | |||
| Св. 64 до 70 | 23 | |||||
| Св. 70 до 76 | 24 | |||||
| Св. 76 до 82 | 25 | |||||
| Св. 82 до 88 | 26 | |||||
| Св. 88 до 94 | 27 | |||||
| Св. 94 до 100 | 28 | |||||
| Св. 100 до 106 | 30 | |||||
| Св. 106 до 112 | 32 | |||||
| Св. 112 до 118 | 34 | |||||
| Св. 118 до 120 | 36 | |||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | В | b | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | |||
| h2 | От 2 до 5 | 3 — 20 | 0 | +1,0 | ||
| Св. 5 до 10 | 8 — 40 | +1,5 | ||||
| Св. 10 до 29 | 12 — 100 | +2,0 | ||||
| Св. 29 до 60 | 30 — 240 | |||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | В | b | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||
| Н2 | От 2 до 5 | 3 — 20 | 0 | +1,0 | ||
| Св. 5 до 10 |
8 — 40 | +1,5 | ||||
| Св. 10 до 29 | 12 — 100 | +2,0 | ||||
| Св. 29 до 60 | 30 — 240 | |||||
4. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 55, должна проводиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
| Толщина тонкой детали | Разность толщин деталей |
| От 1 до 4 | 1 |
| Св. 4 до 20 | 2 |
| Св. 20 до 30 | 3 |
| Св. 30 | 4 |
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
При разности в толщине свариваемых деталей свыше значений, указанных в табл. 55, на детали, имеющей большую толщину s1, должен быть сделан скос с одной или двух сторон до толщины тонкой детали s, как указано на черт. 2, 3 и 4. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
5. Допускается смещение свариваемых кромок перед сваркой относительно друг друга, не более:
0,5 мм — для деталей толщиной до 4 мм;
1,0 мм — для деталей толщиной 4 — 10 мм;
0,1s, но не более 3 мм — для деталей толщиной 10 — 100 мм;
0,01s + 2 мм, но не более 4 мм — для деталей толщиной более 100 мм.
6. В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения размера b до 4 мм. При этом соответственно сможет быть увеличена ширина шва е, e1.
(Измененная редакция, Изм. № 1).
7. При сварке в положениях, отличных от нижнего, допускается увеличение размера g и g1не более:
1,0 мм — для деталей толщиной до 60 мм;
2,0 мм — для деталей толщиной свыше 60 мм.
8. При выполнении двустороннего шва с полным проплавлением перед сваркой с обратной стороны корень шва должен быть расчищен до чистого металла. Для несимметричных соединений с двусторонним швом в случае строжки корня первого шва допускается увеличение размеров подварочного шва до размеров первого шва.
9. Размер и предельные отклонения катета углового шва K, K1 должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1, 2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении 3.
8, 9. (Измененная редакция, Изм. № 1).
10. (Исключен, Изм. № 1).
11. Минимальные значения катетов угловых швов приведены в приложении 1.
12. При применении электродов с более высоким временным сопротивлением разрыву, чем у основного металла, катет углового шва в расчетном соединении может быть уменьшен до значений, приведенных в приложении 2.
13. Допускается выпуклость и вогнутость углового шва до 30% его катета. При этом вогнутость не должна приводить к уменьшению значения катета Kп (черт. 5), установленного при проектировании.
Примечание. Катетом Kп является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет Kп принимается любой из равных катетов, при несимметричном шве — меньший.
(Измененная редакция, Изм. № 1).
14. Допускается применять установленные настоящим стандартом основные типы сварных соединений, конструктивные элементы и размеры сварных соединений при сварке в двуокиси углерода электродной проволокой диаметром 0,8 — 1,4 мм (УП).
15. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30% номинального значения.
16. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до ±5°.
При этом соответственно может быть изменена ширина шва е, е1.
15, 16. (Введены дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ 1
| Предел текучести свариваемой стали, МПа | Минимальный катет углового шва для толщины более толстого из свариваемых элементов | |||||||
| От 3 до 4 | Св. 4 до 5 | Св. 5 до 10 | Св. 10 до 16 | Св. 16 до 22 | Св. 22 до 32 | Св. 32 до 40 | Св. 40 до 80 | |
| До 400 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Св. 400 до 450 |
4 | 5 | 6 | 7 | 8 | 9 | 10 | 12 |
Примечание. Минимальное значение катета не должно превышать 1,2 толщины более тонкого элемента.
ПРИЛОЖЕНИЕ 2
| Катет углового шва для отношения временного сопротивления разрыву металла шва к временному сопротивлению разрыву основного металла | ||||
| 1,0 | 1,1 | 1,2 | 1,3 | 1,4 |
| 4 | 4 | 4 | 3 | 3 |
| 5 | 5 | 4 | 4 | 4 |
| 6 | 6 | 5 | 5 | 4 |
| 7 | 7 | 6 | 6 | 5 |
| 8 | 7 | 7 | 6 | 6 |
| 9 | 8 | 8 | 7 | 7 |
| 10 | 9 | 9 | 8 | 7 |
| 11 | 10 | 9 | 9 | 8 |
| 12 | 11 | 10 | 9 | 9 |
| 13 | 12 | 11 | 10 | 9 |
| 14 | 13 | 12 | 11 | 10 |
| 15 | 14 | 13 | 12 | 11 |
| 16 | 15 | 14 | 13 | 12 |
| 17 | 16 | 14 | 13 | 12 |
| 18 | 17 | 15 | 14 | 13 |
| 19 | 17 | 16 | 15 | 14 |
| 20 | 18 | 17 | 16 | 14 |
ПРИЛОЖЕНИЕ 3
| Номинальный размер катета углового шва | Предельное отклонение размера катета углового шва |
| От 3 до 5 | +1,0 |
| -0,5 | |
| Св. 5 до 8 |
+2,0 |
| -1,0 | |
| Св. 8 до 12 | +2,5 |
| -1,5 | |
| Св. 12 | +3,0 |
| -2,0 |
ПРИЛОЖЕНИЕ 3. (Введено дополнительно, Изм. № 1).
Данный документ представлен для ознакомления и не является точной копией нормативного документа (ГОСТ 5264-80* «Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры»).
Электрошлаковая сварка
Электрошлаковая сварка
Электрошлаковая сварка (ЭШС) масштабно применяется в промышленности для неразъёмного соединения деталей большой толщины из: сталей, чугунов, меди, алюминия, титана и их сплавов. ЭШС возможно сваривать за один проход детали практически любой толщины, что не требует удаления шлака и соответствующей настройки сварочной установки перед сваркой последующего прохода, как при других способах сварки. Для сварки можно использовать один или несколько проволочных электродов или электродов увеличенного сечения. При ЭШС достигается высокая производительность и экономичность процесса, которые тем выше, чем толще свариваемые элементы.
У ЭШС есть и недостатки, ЭШС экономически невыгодна при изготовлении конструкций из элементов толщиной более 40 мм. Способ позволяет сваривать только вертикальные швы. При сварке конструкций из некоторых металлов образование неблагоприятных структур в металле шва и околошовной зоны требует последующей термообработки, обеспечивающей необходимые свойства сварного соединения.
Технология сварки
Расплавленные электрической дугой флюсы образуют шлаки, которые являются проводниками электрического тока. Если конец электрода опустить в шлаковую ванну, то через шлак пойдет ток и будет выделяться теплота, нагревающая свариваемые кромки. На этом и основана электрошлаковая сварка (рис. 1). Электрод 1 и основной металл 2 связаны электрически через шлаковую ванну 7. Выделяющаяся в шлаковой ванне теплота перегревает ее выше температуры плавления металла.
Рис. 1. Типовая схема электрошлаковой сварки:
1 — электрод; 2 — основной металл; 3 — медные водоохлаждаемые формирующие устройства;
4 — сварочная ванна; 5 — металл; 6 — сварной шов; 7 – шлаковая ванна;
В — ширина шва; hм, hв — глубина металлической и шлаковой ванн;
В результате металл электрода и кромки основного металла оплавляются. Жидкий металл, имеющий более высокую плотность, чем шлак, стекает вниз и образует жидкую металлическую сварочную ванну 4. Шлаковая и металлическая ванны удерживаются от вытекания специальными медными водоохлаждаемыми формирующими устройствами 3. Кристаллизующийся в нижней части металлической ванны 5 металл образует сварной шов 6, поверхность которого покрыта тонкой шлаковой коркой, являющейся разделительным слоем между металлической ванной и поверхностью водоохлаждающего формирующего устройства. Это позволяет избежать контакта жидкого металла ванны с поверхностью формирующего устройства и металл шва не насыщается медью. Шлаковая ванна защищает расплавленный металл от прямого взаимодействия с воздухом, обеспечивая окислительно-восстановительные реакции и рафинирование металла шва от неметаллических и газовых включений. Расход флюса при этом обычно не превышает 5% массы наплавленного металла. Ввиду малого количества шлака наплавленный металл легируется за счет присадочного материала. Шов образуется непрерывно благодаря постоянной подаче электрода со скоростью Vэ, его расплавления и заполнения зазора между деталями жидким металлом, вытесняющим шлаковую ванну вверх со скоростью сварки Vсв. На образование шва влияют такие факторы, как тепловложение и связанный с ним термический цикл, определяемые параметрами режима сварки.
До 20% выделившейся теплоты расходуется на плавление электрода, до 60% — на плавление основного металла и до 5% — на плавление флюса. Утечка теплоты на излучение, отвод в формирующие устройства и в основной металл составляют до 10%. Если выделяемая теплота равна отдаваемой, то процесс будет протекать устойчиво. При избытке выделяемой теплоты шлаковая ванна перегревается, начинает кипеть и стабильность процесса нарушается. При недостатке теплоты ванна охлаждается, шлак теряет электропроводность и процесс сварки прекращается.
При установившемся тепловом балансе источник теплоты образует в свариваемой детали не изменяющееся, движущееся вместе с зоной сварки температурное поле, параметры которого зависят от мощности источника нагрева, скорости его перемещения и теплофизических свойств основного металла. Это поле создает при ЭШС довольно широкую зону термического влияния, ширина которой растет с увеличением мощности источника теплоты, а также с уменьшением скорости сварки.
Термический цикл ЭШС характеризуется медленным нагревом и охлаждением основного металла, что приводит к перегреву околошовной зоны и росту зерна металла шва, а это в конечном итоге определяет качество сварного соединения в целом.
При ЭШС нужно стремиться к уменьшению перегрева околошовной зоны и снижению роста зерна металла в ней. Этого можно добиться с помощью многослойной ЭШС, позволяющей снизить рост зерна металла в околошовной зоне за счет нагрева и охлаждения при наложении последующих слоев. Отрицательное влияние перегрева не проявляется при сварке конструкций из сталей, малочувствительных к термическому влиянию при ЭШС.
ЭШС можно выполнить тремя способами: проволочными электродами, пластинчатыми электродами и плавящимся мундштуком (рис. 2). Каждый из методов имеет свои особенности.
Первый способ — сварка проволочными электродами диаметром 3…5 мм, подаваемыми в сварочный зазор специальными мундштуками с медными токосъемными наконечниками. Одновременно в шлаковую ванну подается до трех электродных проволок, что позволяет применять трехфазные источники питания. Так как выделение теплоты в шлаковой ванне происходит в основном в области электрода, максимальная толщина свариваемых элементов при использовании одной электродной проволоки обычно составляет 60 мм, трех — до 200 мм. Если мундштукам в зазоре сообщается возвратно-поступательное движение со скоростью Vк, то толщина свариваемых кромок может быть в 2,5 раза больше.
Рис. 2. Схемы электрошлаковой сварки проволочными (а) и пластинчатыми (б) электродами и плавящимся мундштуком (в):
Vэ — скорость подачи электрода; Vк — скорость колебаний мундштука;
Vсв — скорость сварки
Второй способ — сварка пластинчатыми электродами большого сечения, подаваемыми в сварочный зазор. Электродами могут быть ленты толщиной 1…1,2 мм или пластины толщиной 10…12 мм и длиной, равной утроенной длине шва. Для сварки могут применяться одновременно не более трех электродов при использовании трехфазных источников тока. Одним пластинчатым электродом свариваются детали толщиной до 200 мм, а тремя — до 800 мм. Скорость подачи электродов составляет 1,2…3,5 м/ч.
Эти два способа успешно применяются при сварке деталей относительно небольшой толщины. При толщине свариваемых кромок более 800 мм сильно сказываются недостатки таких способов сварки. Наличие подвижных мундштуков или пластин в сварочном зазоре может привести к коротким замыканиям их на свариваемые кромки, что нарушает стабильность процесса. Быстрый износ токосъемных трубок мундштуков усложняет и удорожает обслуживание сварочной установки и отрицательно влияет на стабильность процесса. Небольшая длина пластинчатых электродов ограничивает длину сварных швов.
Третий способ — сварка плавящимся мундштуком при неподвижном положении его в сварочном зазоре. Нехватка присадочного материала, необходимого для формирования шва, восполняется за счет подачи электродных проволок диаметром 3 мм через каналы, изготовленные из тонкостенных трубок или из сварочной проволоки, плотно навитой спиралью. Одновременно через один мундштук могут подаваться до шести электродных проволок. Одним мундштуком свариваются детали толщиной до 500 мм, двумя мундштуками — детали толщиной до 1000 мм, тремя — до 1500 мм. При использовании ЭШС плавящимися мундштуками можно соединять детали сложной формы сечения при любой их толщине.
Подготовка деталей к сварке. Кромки под ЭШС разделываются, как правило, под прямым углом. При сварке конструкций из металлопроката подготовка торцовых поверхностей кромок выполняется термическими способами разделительной резки. При сварке конструкций из литья, легированных сталей — механической обработкой (токарной обработкой или фрезерованием). Иногда при ЭШС литых деталей кромки можно вообще не обрабатывать. Величина зазора под ЭШС, образующейся между двумя свариваемыми кромками, является одним из важнейших технологических параметров. Различают расчетные и сборочные зазоры. Расчетный зазор регламентируется чертежом сварной конструкции, а сборочный зазор устанавливается технологическим процессом с учетом деформации при сварке. За любой графической помощью в выполнении чертежей вы можете обращаться сюда.
Для компенсации деформации, связанной с угловым поворотом деталей при сварке, сборочный зазор делают клиновидным, расширяющимся кверху. Прямолинейные швы применяются в сочетании со сварными соединениями всех типов, причем качественное сварное соединение может быть получено при отклонении оси шва от вертикали не более чем на 15…20℃. Кольцевые швы выполняются обычно стыковыми. Техника ЭШС кольцевых швов более сложная, поэтому допуски на смещение кромок более жесткие. Наибольшая разность диаметров соединяемых деталей должна быть не более 1 мм, а смещение кромок 0,5…1 мм. При сварке кольцевых швов цилиндрических конструкций большого диаметра с малой толщиной стенки, изготовляемых из проката без механической обработки кромок, смещение последних допускается до 3 мм. Самая трудная сварка швов сложной формы выполняется по профилю проектного сечения. В ряде случаев сечение необходимо дополнять до прямоугольной формы пластинами из проката.
Параметры режима сварки и их влияние на размеры металлической ванны и шва. Основные параметры режима ЭШС — сила сварочного тока, напряжение на электродах и скорость сварки. Изменением этих параметров можно влиять на размеры металлической ванны и шва. Размеры шва определяются размерами формирующих устройств. Сварные соединения, выполняемые электрошлаковой сваркой (рис.3).
Рис. 3. Виды сварных соединений, выполняемых эшс
Сила сварочного тока является главным параметром, за счет которого можно изменять глубину ванны в заданных пределах. С увеличением силы тока глубина металлической ванны возрастает. На ширину ванны изменение силы тока влияет незначительно. Изменение напряжения на электроде заметно влияет на ширину металлической ванны. Зависимость имеет прямолинейный характер.
В действительности ширину ванны и выпуклость шва в заданных пределах изменяют регулированием напряжения на электродах, с увеличением которого несколько возрастает также и глубина металлической ванны.
К дополнительным параметрам режима ЭШС относятся величина зазора, скорость подачи электрода, число электродов и площадь их поперечного сечения, глубина шлаковой ванны, состав флюса. Их влияние на размеры металлической ванны и шва проявляются слабее. С увеличением скорости подачи электрода увеличивается и глубина металлической ванны. При недостаточной глубине металлической ванны возрастает вероятность образования дугового разряда внутри ванны либо на ее поверхности. Глубина шлаковой ванны поддерживается в пределах 30…90 мм.
При ЭШС должно соблюдаться равенство мощности, выделяемой в шлаковой ванне, и мощности, необходимой для образования металлической ванны и шва. Стабильность процесса возрастает при применении источников переменного тока с малым внутренним сопротивлением.
Используемые материалы
При ЭШС используется электродная проволока диаметром 3…5 мм (ГОСТ 2346-70) и флюсы (ГОСТ 9087-69), также применяются плавленые флюсы, причем при сварке протяженных стыков конструкций из углеродистых и низколегированных сталей электродными проволоками Св-08А, Св-08ГА, Св-08Г2С следует применять флюсы АН-8, АН-8М с лучшими технологическими свойствами, а при сварке конструкций из легированных сталей — флюс АН-22.
Флюсы для ЭШС обеспечивают быстрое и легкое начало процесса и поддерживают устойчивое его течение даже при небольшой глубине сварочной ванны, не отжимают ползуны от кромок свариваемой детали, обеспечивают хорошее качество поверхности шва и образуют легко отделяемый шлак. Все флюсы для ЭШС имеют высокую температуру кипения.
Оборудование для ЭШС
При эшс с помощью сварочных аппаратов выполняют следующие действия:
- подачу электродной проволоки или плавящегося электрода в зону сварки со скоростью их плавления;
- перемещение сварочного аппарата вверх вдоль шва со скоростью сварки по мере заполнения зазора электродным металлом;
- принудительное формирование наружных поверхностей сварных швов с помощью водоохлаждаемых кристаллизаторов-ползунов;
- осуществление возвратно-поступательного движения электродов между торцами свариваемых кромок;
- автоматическое регулирование уровня сварочной ванны.

В зависимости от способа крепления и передвижения аппараты могут быть рельсового, безрельсового и подвесного типов (рис. 4)
Рис. 4. Аппараты для электрошлаковой сварки:
рельсовые аппараты для сварки проволочным (а) или пластинчатым (б) электродами;
в — безрельсовый аппарат, г — подвесной аппарат для сварки плавящимся мундштуком
Аппараты рельсового типа перемещаются вдоль шва по вертикально установленному рельсу или направляющим, укрепленным на свариваемом изделии параллельно шву. Рельсы или специальные направляющие снабжаются зубчатой рейкой, по которой движется зубчатое колесо ходового механизма. Рельсовый путь может быть жестким или гибким. Максимальная длина сварных швов сравнительно небольшая и определяется длиной рельса и зубчатой рейки. В процессе сварки скорость перемещения аппарата регулируется автоматически в зависимости от уровня металлической ванны относительно медных ползунов. С этой целью в один из ползунов вмонтирован щуп для контроля уровня ванны, электрически связанный с устройством для автоматического регулирования скорости сварки.
Аппараты безрельсового типа применяют при сварке деталей сравнительно небольшой толщины. Аппараты безрельсового типа применяют при большой длине шва, когда затруднено крепление рельса на изделии с необходимой точностью. В этой группе различают аппараты двух видов: с механическим прижимом и магнитошагающие.
Аппараты с механическим прижимом перемещаются непосредственно по изделию и копируют поверхность при сварке. Движение аппарата осуществляется за счет сил трения между ходовым механизмом и кромками детали. Для этого используют две тележки, расположенные по обе стороны свариваемого стыка и связанные между собой тягами, которые пропущены через зазор собранных деталей и стянуты пружинами.
Магнитошагающие подвесные аппараты удерживаются и перемещаются по вертикальной плоскости с помощью нескольких электромагнитов, связанных между собой кривошипным или эксцентриковым валом. При вращении вала электромагниты поочередно отрываются от изделия и передвигаются по направлению сварки. Сварка может производиться одним или двумя электродами. Электродная проволока подается по гибкому шлангу с помощью отдельного механизма подачи.
Аппараты подвесного типа не имеют ходового механизма, что делает их достаточно простыми и портативными. В состав таких аппаратов входят механизм подачи электродов и устройство для подвода сварочного тока к мундштуку.
Надеюсь теперь вы разобрались с электронно-лучевой сваркой, как это устроено, достоинства и недостатки этого процесса. Рекомендую вам зайти на наш YouTube канал.
Поделиться статьёй:
Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 5264-80
УДК 621.791.75.052:006.354
Группа В05
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РУЧНАЯ ДУГОВАЯ СВАРКА.
СОЕДИНЕНИЯ СВАРНЫЕ
Основные типы, конструктивные элементы и размеры
Manual arc welding. Welding joints.
Main types, design elements and dimensions
МКС 25.160.40
ОКП 06 0200 0000
Постановлением Государственного комитета СССр по стандартам от 03.05.90 № 1079 дата введения установлена
01.07.81
Ограничение срока действия снято по протоколу №5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
ВЗАМЕН ГОСТ 5264-69
ИЗДАНИЕ (Октябрь 2003 г.) с Изменением № 1, утвержденным в январе 1989 г. (ИУС 4-89)
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной дуговой сваркой.
Стандарт не распространяется на сварные соединения стальных трубопроводовпо ГОСТ 16037-80.
2. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
3. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2 — 54.
Таблица 1
Тип соединения | Форма подготовлен ных кромок | Характер сварного шва | Форма поперечного сечения | Толщина свариваемых деталей, мм | Условное обозначение соединения | |
подготовленных кромок | сварного шва | |||||
Стыко вое | С отбортовкой кромок | Односторонний | 1-4 | С1 | ||
1-12 | С28 | |||||
С отбортовкой одной кромки | 1-4 | С3 | ||||
С2 | ||||||
Односторонний на съемной подкладке | 1-4 | С4 | ||||
Без скоса кромок | Односторонний на остающейся подкладке | С5 | ||||
Односторонний замковый | 1-4 | С6 | ||||
Двухсторонний | 2-5 | С7 | ||||
Без скоса кромок с | 6-12 | С42 | ||||
последующей строжкой | ||||||
Односторонний | С8 | |||||
Стыко вое | Односторонний на съемной подкладке | С9 | ||||
Со скосом одной кромки | Односторонний на остающейся подкладке | 3-60 | C10 | |||
Односторонний замковый | C11 | |||||
C12 | ||||||
С криволиней ным скосом одной кромки | 15-100 | C13 | ||||
С ломаным скосом одной кромки | Двухсторонний | C14 | ||||
С двумя симметричными скосами одной кромки | 8-100 | C15 | ||||
С двумя симметричными криволиней ными скосами одной кромки | 30-120 | C16 | ||||
С двумя симметричны ми скосами одной кромки | 12-100 | C43 | ||||
Со скосом кромок | Односторонний | 3-60 | С17 | |||
Односторонний на съемной подкладке | С18 | |||||
Стыко вое | Со скосом кромок | Односторонний на остающейся подкладке | 6-100 | С19 | ||
Односторонний замковый | 3-60 | С20 | ||||
С21 | ||||||
Со скосом кромок | 8-40 | С45 | ||||
с последующей строжкой | ||||||
С криволиней ным скосом кромок | Двусторонний | 15-100 | С23 | |||
С ломаным скосом кромок | С24 | |||||
С двумя симметричны ми скосами кромок | 8-120 | С25 | ||||
Стыко вое | С двумя симметричны ми криволиней ными скосами кромок | 30-175 | С26 | |||
С двумя симметричными ломаными скосами кромок | Двусторонний | 30-75 | С27 | |||
С двумя несимметрич ными скосами кромок | 12-120 | С39 | ||||
С40 | ||||||
Угловое | С отбортовкой одной кромки | 1-4 | У1 | |||
Односторонний | 1-12 | У2 | ||||
Без скоса кромок | 1-6 | У4 | ||||
1-30 | ||||||
Угловое | Двусторонний | 2-8 | У5 | |||
2-30 | ||||||
Со скосом одной кромки | Односторонний | 3-60 | У6 | |||
Двусторонний | У7 | |||||
Угловое | С двумя симметричными скосами одной кромки | Двусторонний | 8-100 | У8 | ||
Со скосом кромок | Односторонний | 3-60 | У9 | |||
Двусторонний | У10 | |||||
Без скоса кромок | Односторонний | 2-40 | Т1 | |||
Двусторонний | Т3 | |||||
Тавровое | Со скосом одной кромки | Односторонний | 3-60 | Т6 | ||
Т7 | ||||||
С криволиней ным скосом одной кромки | 15-100 | Т2 | ||||
С двумя симметричны ми скосами одной кромки | Двусторонний | 8-100 | Т8 | |||
12-100 | Т9 | |||||
С двумя симметричны ми криволинейными скосами одной кромки | 30-120 | Т5 | ||||
Нахлес точное | Без скоса кромок | Односторонний | 2-60 | Н1 | ||
Двусторонний | Н2 | |||||
Таблица 2
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s | b | R | i | e, не более | ||
подготавливаемых кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||||
С1 | От 1 до 2 | 0 | +0,5 | От s до 2s | От s до 3s | 2s + 3 | ||
Св. 2 до 4 | +1,0 | |||||||
__________
* Размер для справок
Таблица 3
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s | R | e, не более | g | ||
подготавливаемых кромок свариваемых деталей | сварного шва | Номин | Пред. | ||||
С28 | От 1 до 2 | От s до 2s | 3s +2 | +1 | |||
Св. 2 до 6 | 2s + 3 | 0 | |||||
Св. 6 до 9 | +2 | ||||||
Св. 9 до 12 | 2s + 4 | +3 | |||||
Таблица 4
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s | b | R | i | e, не более | ||
подготавливаемых кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||||
С3 | От 1 до 2 | 0 | +0,5 | От s до 2s | От s до 3s | 2s + 3 | ||
Св. 2 до 4 | +1,0 | |||||||
__________
* размер для справок
Таблица 5
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s=s1 | b | e,не более | g | |||
подготавливаемых кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
С2 | От 1,0 до 1,5 | 0 | +0,5 | 6 | 1,0 | ±0,5 | ||
Св. 1,5 до 3,0 | 1 | ±1,0 | 7 | 1,5 | ±1,0 | |||
Св. 3,0 до 4,0 | 2 | +1,0 -0,5 | 8 | 2,0 | ||||
Таблица 6
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s=s1 | b | e, не более | e1,не более | g | |||
подготавливаемых кромок свариваемых деталей | сварного шва | Номин. | Пред откл. | Номин. | Пред откл. | ||||
С4 | От 1,0 до 1,5 | 0 | +0,5 | 6 | 4 | 1,0 | ±0,5 | ||
Св. 1,5 до 3,0 | 1 | ±1,0 | 7 | 6 | 1,5 | ±1,0 | |||
Св. 3,0 до 4,0 | 2 | +1,0 -0,5 | 8 | 2,0 | |||||
Таблица 7
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s=s1 | b | e, не более | g | |||
подготавливаемых кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
С5 | От 1,0 до 1,5 | 0 | +0,5 | 6 | 1,0 | ±0,5 | ||
Св. 1,5 до 3,0 | 1 | ±1,0 | 7 | 1,5 | ±1,0 | |||
Св.3,0 до 4,0 | 2 | +1,0 -0,5 | 8 | 2,0 | ||||
Таблица 8
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s=s1 | b | e, не более | g | |||
подготавливаемых кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
С6 | От 1,0 до 1,5 | 0 | +0,5 | 6 | 1,0 | ±0,5 | ||
Св. 1,5 до 3,0 | 1 | ±1,0 | 7 | 1,5 | ±1,0 | |||
Св. 3,0 до 4,0 | 2 | +1,0 -0,5 | 8 | 2,0 | ||||
Таблица 9
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s=s1 | b | e, не более | g | ||
подготавливаемых кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | |||
С7 | 2 | ±1,0 | 8 | 1,5 | |||
Св. 2 до 4 | 2 | 9 | |||||
Св. 4 до 5 | +1,5 -1,6 | 10 | 2,0 | ||||
Таблица 10
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s=s1 | h±1 | f±1 | e, не более | e1,не более | |
подготавливаемых кромок свариваемых деталей | сварного шва | ||||||
С42 | От 6 до 8 | 4 | 7 | 10 | 12 | ||
Св. | 6 | 9 | 12 | 14 | |||
Св. 10 до 12 | 8 | 11 | 14 | 16 | |||
Таблица 11
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s=s1 | e | g | |||
подготавливаемых кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
С8 | От 3 до 5 | 8 | ±2 | 0,5 | +1,5 -0,5 | ||
Св. 5 до 8 | 12 | ||||||
Св. 8 до 11 | 16 | ||||||
Св. 1 до 14 | 20 | ||||||
Св. 14 до 17 | 24 | ±3 | +2,0 -0,5 | ||||
Св. | 28 | ||||||
Св. 20 до 24 | 32 | ||||||
Св. 24 до 28 | 35 | ||||||
Св. 28 до 32 | 38 | ||||||
Св. 32 до 36 | 41 | ||||||
Св. 36 до 40 | 44 | ||||||
Св. 40 до 44 | 49 | ±4 | |||||
Св. 44 до 48 | 53 | ||||||
Св. 48 до 52 | 56 | ||||||
Св. 52 до 56 | 60 | ||||||
Св. 56 до 60 | 64 | ||||||
Таблица 12
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s=s1 | b±1 | e | e1±2 | g | |||
подготавливаемых кромок свариваемых деталей | сварного шва | Номин. | Пред откл. | Номин | Пред откл. | ||||
С9 | От 3 до 5 | 3 | 10 | ±2 | 4 | 0,5 | +1,5 ±0,5 | ||
Св. 5 до 8 | 14 | ||||||||
Св. 8 до 11 | 4 | 18 | |||||||
Св. 11 до 14 | 22 | 6 | |||||||
Св. | 5 | 26 | ±3 | +2,0 -0,5 | |||||
Св. 17 до 20 | 30 | ||||||||
Св. 20 до 24 | 34 | 8 | |||||||
Св. 24 до 28 | 38 | ||||||||
Св. 28 до 32 | 41 | ||||||||
Св. 32 до 36 | 44 | ||||||||
Св. 36 до 40 | 49 | ||||||||
Св. 40 до 44 | 53 | ±4 | |||||||
Св. | 56 | ||||||||
Св. 48 до 52 | 60 | ||||||||
Св. 52 до 56 | 64 | ||||||||
Св. 56 до 60 | 68 | ||||||||
Таблица 13
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | е | g | ||||
подготовленных кромок свариваемых деталей | сварного шва | b±1 | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
С10 | От 3 до 5 | 3 | 10 | 0,5 | ||||
Св. 5 до 8 | 14 | ±2 | ±1,5 | |||||
Св. 8до11 | 18 | -0,5 | ||||||
Св. 11 до14 | 4 | 22 | ||||||
Св. | 5 | 26 | ±3 | +2,0 -0,5 | ||||
Св. 17 до 20 | 30 | |||||||
Св. 20 до 24 | 34 | |||||||
Св. 24 до 28 | 38 | |||||||
Св. 28 до 32 | 41 | |||||||
Св. 32 до 36 | 44 | |||||||
Св. 36 до 40 | 49 | |||||||
Св. 40 до 44 | 53 | |||||||
Св. 44 до 48 | 56 | |||||||
Св. | 60 | ±4 | ||||||
Св. 52 до 56 | 64 | |||||||
Св. 56 до 60 | 68 | |||||||
Таблица 14
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s | b±1 | e | g | |||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. | Номин. | Пред. откл. | |||
С11 | От 3 до 5 | 3 | 10 | 0,5 | ||||
Св. 5 до 8 | 14 | +1,5 | ||||||
Св. 8 до 11 | 18 | ±2 | -0,5 | |||||
Св. 11 до 14 | 4 | 22 | ||||||
Св. 14 до 17 | 26 | |||||||
Св. | 30 | |||||||
Св. 20 до 24 | 34 | ±3 | ||||||
Св. 24 до 28 | 38 | |||||||
Св. 28 до 32 | 41 | |||||||
Св. 32 до 36 | 44 | |||||||
Св. 36 до 40 | 5 | 49 | +2,0 | |||||
Св. 40 до 44 | 53 | -0,5 | ||||||
Св. 44 до 48 | 56 | |||||||
Св. 48 до 52 | 60 | ±4 | ||||||
Св. | 64 | |||||||
Св. 56 до 60 | 68 | |||||||
Таблица 15
Размеры, мм
Условное обозначение сварногосоединения | Конструктивные элементы | s = s1 | e | g = g1 | ||||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | e1±2 | Номин. | Пред. откл. | ||
С12 | От 3 до 5 | 8 | 8 | |||||
Св. 5 до 8 | 12 | ±2 | +1,5 | |||||
Св. 8 до 11 | 16 | -0,5 | ||||||
Св. 11 до 14 | 20 | |||||||
Св. 14 до 17 | 24 | |||||||
Св. 17 до 20 | 28 | 10 | ||||||
Св. | 32 | |||||||
Св. 24 до 28 | 35 | ±3 | 0,5 | |||||
Св. 28 до 32 | 38 | |||||||
Св. 32 до 36 | 41 | +2,0 | ||||||
Св. 36 до 40 | 44 | -0,5 | ||||||
Св. 40 до 44 | 49 | |||||||
Св. 44 до 48 | 53 | 12 | ||||||
Св. | 56 | ±4 | ||||||
Св. 52 до 56 | 60 | |||||||
Св. 56 до 60 | 64 | |||||||
Таблица 16
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | R±1 | e | e1±2 | s = s1 | |||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред.откл. | Номин. | Пред.откл. | ||||
С13 | От 15 до 17 | 16 | |||||||
Св. 17 до 20 | 17 | ||||||||
Св. 20 до 24 | 18 | 10 | |||||||
Св. 24 до 28 | 19 | ±3 | |||||||
Св. 28 до 32 | 20 | ||||||||
Св. | 22 | +2,0 | |||||||
Св. 36 до 40 | 8 | 24 | -0,5 | ||||||
Св. 40 до 44 | 26 | ||||||||
Св. 44 до 48 | 28 | 12 | 0,5 | ||||||
Св. 48 до 52 | 30 | ±4 | |||||||
Св. 52 до 56 | 32 | ||||||||
Св. | 34 | ||||||||
Св. 60 до 64 | 36 | ||||||||
Св. 64 до 70 | 38 | ||||||||
Св. 70 до 76 | 40 | ±5 | 14 | +3,0 | |||||
Св. 76 до 82 | 10 | 42 | -0,5 | ||||||
Св. 82 до 88 | 44 | ||||||||
Св. | 46 | ||||||||
Св. 94 до100 | 48 | ||||||||
Таблица 17
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | h1±1 | e | e1±2 | g =g1 | |||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Предв. откл. | ||||
С14 | От 15 до 17 | 16 | |||||||
Св. 17 до 20 | 17 | ||||||||
Св. 20 до 24 | 10 | 18 | 10 | ||||||
Св. 24 до28 | 19 | ±3 | |||||||
Св. 28 до32 | 20 | ||||||||
Св. | 22 | +2,0 | |||||||
Св. 36 до 40 | 24 | -0,5 | |||||||
Св. 40 до 44 | 26 | ||||||||
Св. 44 до 48 | 28 | 12 | 0,5 | ||||||
Св. 48 до 52 | 30 | ±4 | |||||||
Св. 52 до 56 | 12 | 32 | |||||||
Св. 56 до 60 | 34 | ||||||||
Св. | 36 | ||||||||
Св. 64 до70 | 38 | ||||||||
Св. 70 до 76 | 40 | ±5 | |||||||
Св. 76 до 82 | 42 | 14 | +3,0 | ||||||
Св. 82 до 88 | 44 | -0,5 | |||||||
Св. 88 до94 | 46 | ||||||||
Св. 94 до100 | 48 | ||||||||
Таблица 18
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | e | g | |||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
С15 | От 8 до 11 | 10 | ±2 | +1,5 -0,5 | |||
Св. 11 до 14 | 12 | ||||||
Св. 14 до 17 | 14 | ||||||
Св. 17 до 20 | 16 | ||||||
Св. 20 до 24 | 18 | ||||||
Св. 24 до 28 | 20 | ||||||
Св. | 22 | ||||||
Св. 32 до 36 | 24 | ±3 | +2,0 | ||||
Св. 36 до 40 | 26 | -0,5 | |||||
Св. 40 до 44 | 28 | 0,5 | |||||
Св. 44 до 48 | 30 | ||||||
Св. 48 до 52 | 32 | ||||||
Св. 52 до 56 | 34 | ||||||
Св. 56 до 60 | 36 | ||||||
Св. 60 до 64 | 39 | ||||||
Св. | 42 | ||||||
Св. 70 до 76 | 45 | -3,0 | |||||
Св. 76 до 82 | 48 | ±4 | -0,5 | ||||
Св. 82 до 88 | 51 | ||||||
Св. 88 до 94 | 54 | ||||||
Св. 94 до100 | 58 | ||||||
Таблица 19
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | R±1 | e | g | |||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
C16 | От 30 до 32 | 8 | 16 | ±3 | ||||
Св. 32 до 36 | 17 | |||||||
Св. 36 до 40 | 18 | +2,0 | ||||||
Св. 40 до 44 | 19 | -0,5 | ||||||
Св. 44 до 48 | 20 | |||||||
Св. | 21 | |||||||
Св. 52 до 56 | 22 | |||||||
Св. 56 до 60 | 23 | |||||||
Св. 60 до 64 | 10 | 24 | ±4 | 0,5 | ||||
Св. 64 до 70 | 25 | |||||||
Св. 70 до 76 | 26 | |||||||
Св. 76 до 82 | 27 | |||||||
Св. 82 до 88 | 28 | +3,0 | ||||||
Св. | 29 | -0,5 | ||||||
Св. 94 до 100 | 30 | |||||||
Св. 100 до 106 | 32 | |||||||
Св. 106 до 112 | 34 | |||||||
Св. 112 до 118 | 36 | |||||||
Св. 118 до 120 | 38 | |||||||
Таблица 20
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | e | e1 | g =g1 | ||||
подготовленных кромок свариваемых деталей | сварного шва | Номин | Пред. | Номин | Пред. откл. | Номин | Пред. откл. | ||
С43 | От 12 до 14 | 18 | ±2 | 15 | +1,5 -0,5 | ||||
Св. 14 до 17 | 19 | ±3 | 16 | ||||||
Св. 17 до 20 | 20 | 17 | |||||||
Св. 20 до24 | 22 | 18 | |||||||
Св. | 24 | 19 | ±2 | ||||||
Св. 28 до 32 | 27 | 20 | +2,0 | ||||||
Св. 32 до 36 | 30 | 21 | -0,5 | ||||||
Св. 36 до 40 | 33 | 22 | |||||||
Св. 40 до 44 | 36 | 23 | |||||||
Св. 44 до 48 | 39 | 25 | 0,5 | ||||||
Св. | 42 | 27 | |||||||
Св. 52 до 56 | 45 | 29 | |||||||
Св. 56 до 60 | 48 | 31 | |||||||
Св. 60 до 64 | 51 | 33 | |||||||
Св. 64 до 70 | 54 | 35 | |||||||
Св. 70 до 76 | 57 | 37 | |||||||
Св. 76 до 82 | 60 | ±4 | 39 | ±3 | +3,0 | ||||
Св. | 63 | 41 | -0,5 | ||||||
Св. 88 до 94 | 66 | 43 | |||||||
Св. 94 до 100 | 69 | 45 | |||||||
Таблица 21
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | e | g | |||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
С17 | От 3 до 5 | 8 | +1,5 | ||||
Св. 5 до 8 | 12 | -0,5 | |||||
Св. 8 до 11 | 16 | ±2 | |||||
Св. 11 до 14 | 19 | ||||||
Св. 14 до 17 | 22 | ||||||
Св. 17 до 20 | 26 | ||||||
Св. | 30 | ±3 | |||||
Св. 24 до 28 | 34 | ||||||
Св. 28 до 32 | 38 | ||||||
Св. 32 до 36 | 42 | +2,0 | |||||
Св. 36 до 40 | 47 | -0,5 | |||||
Св. 49 до 44 | 52 | 0,5 | |||||
Св. 44 до 48 | 54 | ||||||
Св. 48 до 52 | 56 | ±4 | |||||
Св. | 60 | ||||||
Св. 56 до 60 | 65 | ||||||
Таблица 22
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | b±1 | e | e1±1 | g | |||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
С18 | От 3 до 5 | 3 | 10 | 4 | |||||
Св. 5 до 8 | 16 | ±2 | +1,5 | ||||||
Св. 8 до 11 | 4 | 20 | -0,5 | ||||||
Св. 11 до 14 | 24 | ||||||||
Св. | 28 | 6 | |||||||
Св. 17 до 20 | 32 | ||||||||
Св. 20 до 24 | 36 | ||||||||
Св. 24 до 28 | 40 | ±3 | |||||||
Св. 28 до32 | 44 | 0,5 | |||||||
Св. 32 до36 | 48 | +2,0 | |||||||
Св. 36 до 40 | 5 | 50 | -0,5 | ||||||
Св. | 54 | ||||||||
Св. 44 до 48 | 56 | ||||||||
Св. 48 до 52 | 60 | ±4 | |||||||
Св. 52 до 56 | 63 | ||||||||
Св. 56 до 60 | 68 | ||||||||
Таблица 23
Размеры, мм
Условное обозначение сварного элемента | Конструктивные элементы | s = s1 | b±1 | e | g | |||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
C19 | От 6 до 10 | 8 | 17 | ±2 | +1,5 | |||
Св. 10 до 14 | 19 | -0,5 | ||||||
Св. 14 до 18 | 22 | |||||||
Св. 18 до 22 | 24 | |||||||
Св. 22 до 26 | 26 | |||||||
Св. | 28 | ±3 | ||||||
Св. 30 до 35 | 30 | +2,0 | ||||||
Св. 35 до 40 | 32 | -0,5 | ||||||
Св. 40 до 47 | 34 | 0,5 | ||||||
Св. 47 до 54 | 36 | ±4 | ||||||
Св. 54 до 60 | 38 | |||||||
Св. 60 до 66 | 12 | 40 | ||||||
Св. | 44 | +3,0 | ||||||
Св. 72 до 78 | 48 | ±5 | -0,5 | |||||
Св. 78 до 85 | 52 | |||||||
Св. 85 до 92 | 56 | |||||||
Св. 92 до 100 | 60 | |||||||
Таблица 24
Размеры, мм
Условное обозначение сварного элемента | Конструктивные элементы | s | b±1 | e | g | |||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
C20 | От 3 до 5 | 3 | 10 | +1,5 | ||||
Св.5 до 8 | 16 | ±2 | -0,5 | |||||
Св. 8 до 11 | 20 | |||||||
Св. 11 до 14 | 4 | 24 | ||||||
Св. | 28 | |||||||
Св. 17 до 20 | 32 | 0,5 | ||||||
Св. 20 до 24 | 36 | ±3 | ||||||
Св. 24 до 28 | 40 | |||||||
Св. 28 до 32 | 44 | +2,0 | ||||||
Св. 32 до 36 | 5 | 48 | -0,5 | |||||
Св. | 50 | |||||||
Св. 40 до 44 | 54 | |||||||
Св. 44 до 48 | 56 | |||||||
Св. 48 до 52 | 60 | ±4 | ||||||
Св. 52 до 56 | 63 | |||||||
Св. 56 до 60 | 68 | |||||||
Таблица 25
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | e | e1±2 | g = g1 | |||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
С21 | От 3 до 5 | 8 | 8 | |||||
Св. 5 до 8 | 12 | ±2 | +1,5 | |||||
Св. 8 до 11 | 16 | -0,5 | ||||||
Св. 11 до 14 | 19 | |||||||
Св. 14 до 17 | 22 | |||||||
Св. | 26 | 10 | ||||||
Св. 20 до 24 | 30 | |||||||
Св. 24 до 28 | 34 | ±3 | 0,5 | |||||
Св. 28 до 32 | 38 | |||||||
Св. 32 до 36 | 42 | +2,0 | ||||||
Св. 36 до 40 | 47 | -0,5 | ||||||
Св. | 52 | |||||||
Св. 44 до 48 | 54 | 12 | ||||||
Св. 48 до 52 | 56 | ±4 | ||||||
Св. 52 до 56 | 60 | |||||||
Таблица 26
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | c +2 -1 | h +2-1 | f +2-1 | e | e1 ±2 | g = g1 | |||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл | ||||||
C 45 | От 8 до 11 | 14 | ±2 | +1,5 -0,5 | |||||||
Св. 11 до 14 | 4 | 6 | 12 | 16 | 18 | ||||||
Св. 14 до 17 | 20 | ||||||||||
Св. | 24 | ||||||||||
Св. 20 до 24 | 7 | 9 | 14 | 27 | 20 | 0,5 | |||||
Св. 24 до 28 | 30 | ±3 | +2,0 | ||||||||
Св. 28 до 32 | 34 | -0,5 | |||||||||
Св. 32 до 36 | 10 | 12 | 16 | 36 | 22 | ||||||
Св. | 38 | ||||||||||
Таблица 27
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | e | e1±2 | g = g1 | |||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. | |||
С23 | От 15 до 17 | 26 | ||||||
Св. 17 до 20 | 28 | |||||||
Св. 20 до 24 | 30 | 10 | ||||||
Св. 24 до 28 | 32 | ±3 | ||||||
Св. 28 до 32 | 33 | +2,0 | ||||||
Св. 32 до 36 | 34 | -0,5 | ||||||
Св. | 35 | |||||||
Св. 40 до 44 | 36 | 0,5 | ||||||
Св. 44 до 48 | 38 | 12 | ||||||
Св. 48 до 52 | 40 | ±4 | ||||||
Св. 52 до 56 | 42 | |||||||
Св. 56 до 60 | 44 | |||||||
Св. 60 до 64 | 46 | |||||||
Св. | 48 | |||||||
Св. 70 до 76 | 50 | |||||||
Св. 76 до 82 | 52 | ±5 | 14 | +3,0 | ||||
Св. 82 до 88 | 54 | -0,5 | ||||||
Св. 88 до 94 | 56 | |||||||
Св. 94 до 100 | 60 | |||||||
Таблица 28
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | e | e1±2 | g = g1 | |||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
С24 | От 15 до 17 | 24 | ||||||
Св. 17 до 20 | 26 | |||||||
Св. 20 до 24 | 28 | 10 | ||||||
Св. 24 до 28 | 30 | ±3 | ||||||
Св. 28 до 32 | 32 | +2,0 | ||||||
Св. | 34 | -0,5 | ||||||
Св. 36 до 40 | 36 | |||||||
Св. 40 до 44 | 38 | 0,5 | ||||||
Св. 44 до 48 | 40 | 12 | ||||||
Св. 48 до 52 | 42 | ±4 | ||||||
Св. 52 до 56 | 44 | |||||||
Св. 56 до 60 | 46 | |||||||
Св. | 48 | |||||||
Св. 64 до 70 | 50 | |||||||
Св. 70 до 76 | 52 | |||||||
Св. 76 до 82 | 54 | ±5 | 14 | +3,0 | ||||
Св. 82 до 88 | 56 | -0,5 | ||||||
Св. 88 до 94 | 58 | |||||||
Св. 94 до 100 | 60 | |||||||
Таблица 29
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | e | g | |||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
С25 | Св. 8 до 11 | 10 | ±2 | +1,5 | |||
Св. 11 до 14 | 12 | -0,5 | |||||
Св. 14 до 17 | 14 | ||||||
Св. 17 до 20 | 16 | ||||||
Св. 20 до 24 | 18 | ||||||
Св. | 20 | ||||||
Св. 28 до 32 | 22 | ||||||
Св. 32 до 36 | 24 | +2,0 | |||||
Св. 36 до 40 | 26 | ±3 | -0,5 | ||||
Св. 40 до 44 | 28 | ||||||
Св. 44 до 48 | 30 | ||||||
Св. 48 до 52 | 32 | ||||||
Св. | 34 | 0,5 | |||||
Св. 56 до 60 | 36 | ||||||
Св. 60 до 64 | 39 | ||||||
Св. 64 до 70 | 42 | ||||||
Св. 70 до 76 | 45 | ||||||
Св. 76 до 82 | 48 | ||||||
Св. 82 до 88 | 51 | ||||||
Св. 88 до 94 | 54 | ±4 | +3,0 | ||||
Св. | 57 | -0,5 | |||||
Св. 100 до 106 | 60 | ||||||
Св. 106 до 112 | 63 | ||||||
Св. 112 до 118 | 66 | ||||||
Св. 118 до 120 | 68 | ||||||
Таблица 30
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | e | g | |||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
С26 | От 30 до 34 | 23 | |||||
Св. 34 до 38 | 24 | ||||||
Св. 38 до 42 | 25 | ±3 | +2,0 | ||||
Св. 42 до 46 | 26 | -0,5 | |||||
Св. 46 до 50 | 27 | ||||||
Св. | 28 | ||||||
Св. 54 до 60 | 29 | ||||||
Св. 60 до 66 | 31 | ||||||
Св. 66 до 72 | 33 | ||||||
Св. 72 до 78 | 34 | ||||||
Св. 78 до 84 | 36 | ||||||
Св. 84 до 90 | 38 | ±4 | 0,5 | ||||
Св. 90 до 96 | 40 | ||||||
Св. | 42 | ||||||
Св. 100 до 108 | 44 | +3,0 | |||||
Св. 108 до 116 | 46 | -0,5 | |||||
Св. 116 до 124 | 48 | ||||||
Св. 124 до 132 | 50 | ||||||
Св. 132 до 140 | 52 | ||||||
Св. 140 до 148 | 54 | ||||||
Св. | 56 | ±5 | |||||
Св. 156 до 164 | 60 | ||||||
Св. 164 до 170 | 64 | ||||||
Св. 170 до 175 | 68 | ||||||
Таблица 31
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s =s1 | h ±1 | e | g | |||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
C27 | От 30 до 34 | 17 | ||||||
Св. 34 до 38 | 18 | |||||||
Св. 38 до 42 | 8 | 20 | ±3 | +2,0 | ||||
Св. 42 до 46 | 21 | -0,5 | ||||||
Св. 46 до 50 | 22 | |||||||
Св. | 23 | |||||||
Св. 54 до 60 | 25 | |||||||
Св. 60 до 66 | 28 | |||||||
Св. 66 до 72 | 30 | |||||||
Св. 72 до 78 | 32 | |||||||
Св. 78 до 84 | 12 | 34 | 0,5 | |||||
Св. 84 до 90 | 36 | ±4 | ||||||
Св. | 38 | |||||||
Св. 96 до 100 | 40 | |||||||
Св. 100 до 108 | 42 | |||||||
Св. 108 до 116 | 44 | +3,0 | ||||||
Св. 116 до 124 | 46 | -0,5 | ||||||
Св. 124 до 132 | 50 | +5 | ||||||
Св. 132 до 140 | 20 | 54 | ||||||
Св. | 57 | |||||||
Св. 148 до 156 | 60 | ±5 | ||||||
Св. 156 до 164 | 64 | |||||||
Св. 164 до 170 | 68 | |||||||
Св. 170 до 175 | 72 | |||||||
Таблица 32
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s =s1 | e | e1 | g=g1 | ||||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
C39 | От 12 до 14 | 16 | ±2 | 11 | +1,5 -0,5 | ||||
Св. 14 до 17 | 18 | 12 | |||||||
Св. 17 до 20 | 20 | 13 | |||||||
Св. 20 до 24 | 22 | 14 | |||||||
Св. | 25 | 16 | |||||||
Св. 28 до 32 | 28 | 18 | ±2 | ||||||
Св. 32 до 36 | 30 | 20 | +2,0 | ||||||
Св. 36 до 40 | 32 | ±3 | 22 | -0,5 | |||||
Св. 40 до 44 | 35 | 24 | |||||||
Св. | 38 | 25 | |||||||
Св. 48 до 52 | 41 | 26 | 0,5 | ||||||
Св. 52 до 56 | 44 | 27 | |||||||
Св. 56 до 60 | 47 | 28 | |||||||
Св. 60 до 64 | 49 | 29 | |||||||
Св. 64 до 70 | 51 | 30 | |||||||
Св. | 53 | 31 | |||||||
Св. 76 до 82 | 55 | 32 | |||||||
Св. 82 до 88 | 57 | 33 | +3,0 | ||||||
Св. 88 до 94 | 60 | ±4 | 34 | ±3 | -0,5 | ||||
Св. 94 до 100 | 63 | 35 | |||||||
Св. | 66 | 36 | |||||||
Св. 106 до 112 | 69 | 38 | |||||||
Св. 112 до 118 | 72 | 40 | |||||||
Св. 118 до 120 | 75 | 42 | |||||||
Таблица 33
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s =s1 | e | e1 | g=g1 | ||||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
C40 | От 12 до 14 | 20 | ±2 | 10 | +1,5 -0,5 | ||||
Св. 14 до 17 | 22 | 11 | |||||||
Св. 17 до 20 | 23 | 12 | |||||||
Св. 20 до 24 | 24 | 13 | |||||||
Св. | 25 | 14 | |||||||
Св. 28 до 32 | 26 | 15 | ±2 | ||||||
Св. 32 до 36 | 27 | 16 | +2,0 | ||||||
Св. 36 до 40 | 28 | ±3 | 18 | -0,5 | |||||
Св. 40 до 44 | 29 | 20 | |||||||
Св. | 30 | 21 | |||||||
Св. 48 до 52 | 31 | 23 | 0,5 | ||||||
Св. 52 до 56 | 32 | 25 | +2 | +2 | |||||
Св. 56 до 60 | 33 | 27 | -0,5 | ||||||
Св. 60 до 64 | 34 | 29 | |||||||
Св. | 36 | 30 | |||||||
Св. 70 до 76 | 38 | 31 | |||||||
Св. 76 до 82 | 40 | 32 | 0,5 | ||||||
Св. 82 до 88 | 42 | 34 | +3,0 | ||||||
Св. 88 до 94 | 44 | ±4 | 36 | ±3 | -0,5 | ||||
Св. | 47 | 38 | |||||||
Св. 100 до 106 | 50 | 40 | |||||||
Св. 106 до 112 | 52 | 42 | |||||||
Св. 112 до 118 | 54 | 44 | |||||||
Св. 118 до 120 | 56 | 46 | |||||||
Таблица 34
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s | b | R | i | e, не более | ||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||||
У 1 | От 1 до 2 | 0 | +0,5 | От s до 2s | От s до 3s | 2s +3 | ||
Св. 2 до 4 | +1,0 | |||||||
__________
*Размер для справок
Таблица 35
Размеры, мм
Условное обозначение свариваемого соединения | Конструктивные элементы | s | R | e, не более | g | ||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||||
У2 | От 1 до 2 | 5 | +1 | ||||
Св. 2 до 6 | От s | 7 | 0 | ||||
Св. 6 до 9 | до 2 s | 13 | +2 | ||||
Св. 9 до 12 | 17 | ||||||
Таблица 36
Размеры, мм
Условное обозначение свариваемого соединения | Конструктивные элементы | s | n | b | |||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл | е, не более | |||
У4 | От 0,1 до 1,5 | От 0 до 0,5 s | 0 | +0,5 | 6 | ||
Св.1,5 до 3,0 | +1,0 | 8 | |||||
Св.3,0 до 5,0 | 10 | ||||||
Св.5,0 до 6,0 | +2,0 | 12 | |||||
Таблица 37
Размеры, мм
Условное обозначение свариваемого соединения | Конструктивные элементы | s | n | b | ||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||
У4 | От 0,1 до 1,5 | +0,5 | ||||
Св. 1,5 до 3,0 | Св. 0,5 | 0 | +1,0 | |||
Св. 3,0 до 30,0 | до s | +2,0 | ||||
Таблица 38
Размеры, мм
Условное обозначение свариваемого соединения | Конструктивные элементы | s | n | b | |||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл | е, не более | |||
У5 | От 2 до 3 | +1 | 8 | ||||
Св. 3 до 5 | От 0 | 0 | 10 | ||||
Св. 5 до 6 | до 0,5 s | 12 | |||||
Св. 6 до 8 | +2 | 14 | |||||
Таблица 39
Размеры, мм
Условное обозначение свариваемого соединения | Конструктивные элементы | s | n | b | ||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл | |||
У5 | От 2 до 3 | Св. 0,5 | +1 | |||
Св. 3 до 30 | до s | 0 | +2 | |||
Таблица 40
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s | e | g | |||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
У6 | От 3 до 5 | 8 | |||||
Св.5 до 8 | 12 | ±2 | +1,5 | ||||
Св.8 до 11 | 16 | -0,5 | |||||
Св.11 до 14 | 20 | ||||||
Св.14 до 17 | 24 | ||||||
Св. | 28 | ||||||
Св.20 до 24 | 32 | 0,5 | |||||
Св.24 до 28 | 35 | +2,0 | |||||
Св.28 до 32 | 38 | ±3 | -0,5 | ||||
Св.32 до 36 | 41 | ||||||
Св.36 до 40 | 44 | ||||||
Св.40 до 44 | 49 | ||||||
Св. | 53 | ||||||
Св.48 до 52 | 56 | ±4 | |||||
Св.52 до 56 | 60 | ||||||
Св.56 до 60 | 64 | ||||||
Таблица 41
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s | e | g | |||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
У7 | От 3 до 5 | 8 | |||||
Св. 5 до 8 | 12 | ±2 | +1,5 | ||||
Св. 8 до 11 | 16 | -0,5 | |||||
Св. 11 до 14 | 20 | ||||||
Св. 14 до 17 | 24 | ||||||
Св. | 28 | ||||||
Св. 20 до 24 | 32 | 0,5 | |||||
Св. 24 до 28 | 35 | +2,0 | |||||
Св. 28 до 32 | 38 | ±3 | -0,5 | ||||
Св. 32 до 36 | 41 | ||||||
Св. 36 до 40 | 44 | ||||||
Св. 40 до 44 | 49 | ||||||
Св. | 53 | ||||||
Св. 48 до 52 | 56 | ±4 | |||||
Св. 52 до 56 | 60 | ||||||
Св. 56 до 60 | 64 | ||||||
Таблица 42
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s | e | e1 | g | ||||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
У8 | От 8 до 11 | 10 | ±2 | 9 | ±2 | +1,5 | |||
Св. 11 до 14 | 12 | 11 | -0,5 | ||||||
Св. 14 до 17 | 14 | 12 | |||||||
Св. | 16 | 14 | |||||||
Св. 20 до 24 | 18 | 16 | |||||||
Св. 24 до 28 | 20 | 18 | |||||||
Св. 28 до 32 | 22 | 20 | +2,0 | ||||||
Св. 32 до 36 | 24 | ±3 | 22 | ±3 | -0,5 | ||||
Св. | 26 | 24 | |||||||
Св. 40 до 44 | 28 | 26 | |||||||
Св. 44 до 48 | 30 | 28 | 0,5 | ||||||
Св. 48 до 52 | 32 | 30 | |||||||
Св. 52 до 56 | 34 | 32 | |||||||
Св. 56 до 60 | 36 | 34 | |||||||
Св. | 39 | 37 | |||||||
Св. 64 до 70 | 42 | 40 | |||||||
Св. 70 до 76 | 45 | 43 | |||||||
Св. 76 до 82 | 46 | +3,0 | |||||||
Св. 82 до 88 | ±4 | 48 | ±4 | -0,5 | |||||
Св. 88 до 94 | 54 | 52 | |||||||
Св. | 58 | 56 | |||||||
Таблица 43
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s | e | g | |||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
У9 | От 3 до 5 | 8 | |||||
Св. | 12 | ±2 | +1,5 | ||||
Св. 8 до 11 | 16 | -0,5 | |||||
Св. 11 до 14 | 19 | ||||||
Св. 14 до 17 | 22 | ||||||
Св. 17 до 20 | 26 | ||||||
Св. 20 до 24 | 30 | 0,5 | |||||
Св. 24 до 28 | 34 | +2,0 | |||||
Св. | 38 | ±3 | -0,5 | ||||
Св. 32 до 36 | 42 | ||||||
Св. 36 до 40 | 47 | ||||||
Св. 40 до 44 | 52 | ||||||
Св. 44 до 48 | 54 | ||||||
Св. 48 до 52 | 56 | ±4 | |||||
Св. 52 до 56 | 60 | ||||||
Св. | 65 | ||||||
Таблица 44
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s | e | g | |||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
У10 | От 3 до 5 | 8 | |||||
Св. | 12 | ±2 | +1,5 | ||||
Св. 8 до 11 | 16 | -0,5 | |||||
Св. 11 до 14 | 19 | ||||||
Св. 14 до 17 | 22 | ||||||
Св. 17 до 20 | 26 | ||||||
Св. 20 до 24 | 30 | 0,5 | |||||
Св. 24 до 28 | 34 | +2,0 | |||||
Св. | 38 | ±3 | -0,5 | ||||
Св. 32 до 36 | 42 | ||||||
Св. 36 до 40 | 47 | ||||||
Св. 40 до 44 | 52 | ||||||
Св. 44 до 48 | 54 | ||||||
Св. 48 до 52 | 56 | ±4 | |||||
Св. 52 до 56 | 60 | ||||||
Св. | 64 | ||||||
Таблица 45
Размеры, мм
Условное обозначение свариваемого соединения | Конструктивные элементы | s | b | ||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл | ||
Т1 | От 2 до 3 | +1 | |||
Св. | 0 | +2 | |||
Св. 15 до 40 | +3 | ||||
Таблица 46
Размеры, мм
Условное обозначение свариваемого соединения | Конструктивные элементы | s | b | ||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл | ||
Т3 | От 2 до 3 | +1 | |||
Св. | 0 | +2 | |||
Св. 15 до 40 | +3 | ||||
Таблица 47
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s | e | ||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||
Т6 | От 3 до 5 | 7 | |||
Св. | 10 | ±2 | |||
Св. 8 до 11 | 14 | ||||
Св. 11 до 14 | 18 | ||||
Св. 14 до 17 | 22 | ||||
Св. 17 до 20 | 26 | ||||
Св. 20 до 24 | 30 | ||||
Св. 24 до 28 | 33 | ||||
Св. 28 до 32 | 36 | ±3 | |||
Св. 32 до 36 | 40 | ||||
Св. | 44 | ||||
Св. 40 до 44 | 47 | ||||
Св. 44 до 48 | 50 | ||||
Св. 48 до 52 | 54 | ±4 | |||
Св. 52 до 56 | 58 | ||||
Св. 56 до 60 | 62 | ||||
Таблица 48
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s | e | ||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||
Т7 | От 3 до 5 | 7 | |||
Св. 5 до 8 | 10 | ±2 | |||
Св. 8 до 11 | 14 | ||||
Св. 11 до 14 | 18 | ||||
Св. 14 до 17 | 22 | ||||
Св. 17 до 20 | 26 | ||||
Св. 20 до 24 | 30 | ||||
Св. | 33 | ||||
Св. 28 до 32 | 36 | ±3 | |||
Св. 32 до 36 | 40 | ||||
Св. 36 до 40 | 44 | ||||
Св. 40 до 44 | 47 | ||||
Св. 44 до 48 | 50 | ||||
Св. 48 до 52 | 54 | ±4 | |||
Св. 52 до 56 | 58 | ||||
Св. 56 до 60 | 62 | ||||
Таблица 49
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s | R ±1 | e | ||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||
Т2 | От 15 до 17 | 14 | ||||
Св. 17 до 20 | 15 | |||||
Св. 20 до 24 | 16 | |||||
Св. 24 до 28 | 17 | ±3 | ||||
Св. 28 до 32 | 18 | |||||
Св. 32 до 36 | 8 | 20 | ||||
Св. | 22 | |||||
Св. 40 до 44 | 24 | |||||
Св. 44 до 48 | 25 | |||||
Св. 48 до 52 | 28 | ±4 | ||||
Св. 52 до 56 | 30 | |||||
Св. 56 до 60 | 32 | |||||
Св. 60 до 64 | 34 | |||||
Св. 64 до 70 | 36 | |||||
Св. | 38 | |||||
Св. 76 до 82 | 10 | 40 | ±5 | |||
Св. 82 до 88 | 42 | |||||
Св. 88 до 94 | 44 | |||||
Св. 94 до 100 | 46 | |||||
Таблица 50
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s | е | ||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||
Т8 | От 8 до 11 | 9 | ±2 | ||
Св. 11 до 14 | 11 | ||||
Св. 14 до 17 | 12 | ||||
Св. 17 до 20 | 14 | ||||
Св. 20 до 24 | 16 | ||||
Св. 24 до 28 | 18 | ||||
Св. 28 до 32 | 20 | ||||
Св. | 22 | ||||
Св. 36 до 40 | 24 | ||||
Св. 40 до 44 | 26 | ||||
Св. 44 до 48 | 28 | ||||
Св. 48 до 52 | 30 | ±3 | |||
Св. 52 до 56 | 32 | ||||
Св. 56 до 60 | 34 | ||||
Св. 60 до 64 | 37 | ||||
Св. 64 до 70 | 40 | ||||
Св. | 43 | ||||
Св. 76 до 82 | 46 | ±4 | |||
Св. 82 до 88 | 48 | ||||
Св. 88 до 94 | 52 | ||||
Св. 94 до 100 | 56 | ||||
Таблица 51
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s | е | ||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||
Т9 | От 12 до 14 | 8 | ±2 | ||
Св. 14 до 17 | 10 | ||||
Св. 17 до 20 | 12 | ||||
Св. 20 до 24 | 14 | ||||
Св. 24 до 28 | 16 | ||||
Св. 28 до 32 | 17 | ||||
Св. 32 до 36 | 18 | ||||
Св. | 19 | ±3 | |||
Св. 40 до 44 | 20 | ||||
Св. 44 до 48 | 21 | ||||
Св. 48 до 52 | 22 | ||||
Св. 52 до 56 | 24 | ||||
Св. 56 до 60 | 26 | ||||
Св. 60 до 64 | 28 | ||||
Св. 64 до 70 | 30 | ||||
Св. 70 до 76 | 32 | ||||
Св. | 34 | ±4 | |||
Св. 82 до 88 | 36 | ||||
Св. 88 до 94 | 38 | ||||
Св. 94 до 100 | 40 | ||||
Таблица 52
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s | R±1 | e | ||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||
Т5 | От 30 до 32 | 14 | ||||
Св. 32 до 36 | 15 | |||||
Св. 36 до 40 | 8 | 16 | ±3 | |||
Св. 40 до 44 | 17 | |||||
Св. 44 до 48 | 18 | |||||
Св. 48 до 52 | 19 | |||||
Св. | 20 | |||||
Св. 56 до 60 | 21 | |||||
Св. 60 до 64 | 22 | |||||
Св. 64 до 70 | 23 | |||||
Св. 70 до 76 | 24 | |||||
Св. 76 до 82 | 10 | 25 | ±4 | |||
Св. 82 до 88 | 26 | |||||
Св. 88 до 94 | 27 | |||||
Св. | 28 | |||||
Св. 100 до 106 | 30 | |||||
Св. 106 до 112 | 32 | |||||
Св. 112 до 118 | 34 | |||||
Св. 118 до 120 | 36 | |||||
Таблица 53
Размеры, мм
Условное обозначение свариваемого соединения | Конструктивные элементы | s | B | b | ||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл | |||
Н1 | От 2 до 5 | 3-20 | +1,0 | |||
Св. 5 до 10 | 8-40 | 0 | +1,5 | |||
Св. 10 до 29 | 12-100 | +2,0 | ||||
Св. 29 до 60 | 30-240 | |||||
Таблица 54
Размеры, мм
Условное обозначение свариваемого соединения | Конструктивные элементы | s | B | b | ||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл | |||
Н2 | От 2 до 5 | 3-20 | 0 | +1,0 | ||
Св. 5 до 10 | 8-40 | +1,5 | ||||
Св. 10 до 29 | 12-100 | +2,0 | ||||
Св. 29 до 60 | 30-240 | |||||
4. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 55, должна проводиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Таблица 55
мм
Толщина тонкой детали | Разность толщин деталей |
От 1 до 4 | 1 |
Св. 4 до 20 | 2 |
Св. 20 до 30 | 3 |
Св. 30 | 4 |
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
Черт. 1
При разности в толщине свариваемых деталей свыше значений, указанных в табл. 55, на детали, имеющей большую толщину s1, должен быть сделан скос с одной или двух сторон до толщины тонкой детали s, как указано на черт. 2, 3 и 4. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
Черт. 2
Черт. 3 Черт. 4
5. Допускается смещение свариваемых кромок перед сваркой относительно друг друга, не более:
0,5 мм — для деталей толщиной до 4 мм;
1,0 мм — для деталей толщиной 4-10 мм;
0,1 s, но не более 3 мм — для деталей толщиной 10-100 мм;
0,01 s + 2мм, но не более 4 мм — для деталей толщиной более 100 мм.
6. В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения b до 4 мм. При этом соответственно может быть увеличена ширина шва е, е1.
(Измененная редакция, Изм. № 1).
7. При сварке в положениях, отличных от нижнего, допускается увеличение размера g и g1 не более:
1,0 мм — для деталей толщиной до 60 мм;
2,0 мм — для деталей толщиной свыше 60 мм.
8. При выполнении двустороннего шва с полным проплавлением перед сваркой с обратной стороны корень шва должен быть расчищен до чистого металла.
Для несимметричных соединений с двусторонним швом в случае строжки корня первого шва допускается увеличение размеров подварочного шва до размеров первого шва.
9. Размер и предельные отклонения катета углового шва К, К1 должны быть установлены при проектировании. При этом размер катета должен быть не более 3мм для деталей толщиной до 3 мм включительно и 1, 2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении3.
8, 9. (Измененная редакция, Изм. № 1).
10. (Исключен, Изм. № 1).
11. Минимальные значения катетов угловых швов приведены в приложении 1.
12. При применении электродов с более высоким временным сопротивлением разрыву, чем у основного металла, катет углового шва в расчетном соединении может быть уменьшен до значений, приведенных в приложении2.
13. Допускается выпуклость и вогнутость углового шва до 30% его катета. При этом вогнутость не должна приводить к уменьшению значения катета Кn (черт. 5), установленного при проектировании.
Черт. 5
Примечание. Катетом Кn является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катетКn принимается любой из равных катетов, при несимметричном шве — меньший.
(Измененная редакция, Изм. № 1).
14. Допускается применять установленные настоящим стандартом основные типы сварных соединений, конструктивные элементы и размеры сварных соединений при сварке в двуокиси углерода электродной проволокой диаметром 0,8-1,4 мм (УП).
15. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30% номинального значения.
16. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до ± 5°.
При этом соответственно может быть изменена ширина шва е, е1.
15, 16. (Введены дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
мм
Предел текучести свариваемой стали, МПа | Минимальный катет углового шва для толщины более толстого из свариваемых элементов | |||||||
От 3 до 4 | Св. 4 до 5 | Св. 5 до 10 | Св. 10 до 16 | Св. 16 до 22 | Св. 22 до 32 | Св. 32 до 40 | Св. 40 до 80 | |
До 400 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
Св. | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 12 |
Примечание. Минимальное значение катета не должно превышать 1,2 толщины более тонкого элемента.
ПРИЛОЖЕНИЕ 2
Рекомендуемое
мм
Катет углового шва для отношения временного сопротивления разрыву металла шва к временному сопротивлению разрыву основного металла | ||||
1,0 | 1,1 | 1,2 | 1,3 | 1,4 |
4 | 4 | 4 | 3 | 3 |
5 | 5 | 4 | 4 | 4 |
6 | 6 | 5 | 5 | 4 |
7 | 7 | 6 | 6 | 5 |
8 | 7 | 7 | 6 | 6 |
9 | 8 | 8 | 7 | 7 |
10 | 9 | 9 | 8 | 7 |
11 | 10 | 9 | 9 | 8 |
12 | 11 | 10 | 9 | 9 |
13 | 12 | 11 | 10 | 9 |
14 | 13 | 12 | 11 | 10 |
15 | 14 | 13 | 12 | 11 |
16 | 15 | 14 | 13 | 12 |
17 | 16 | 14 | 13 | 12 |
18 | 17 | 15 | 14 | 13 |
19 | 17 | 16 | 15 | 14 |
20 | 18 | 17 | 16 | 14 |
ПРИЛОЖЕНИЕ 3
Рекомендуемое
мм
Номинальный размер катета углового шва | Предельные отклонения размера катета углового шва |
От 3 до 5 | +1,0 -0,5 |
Св. | +2,0 -1,0 |
Св. 8 до 12 | +2,5 -1,5 |
Св. 12 | +3,0 -2,0 |
ПРИЛОЖЕНИЕ 3. (Введено дополнительно, Изм. № 1).
|
⇐ ПредыдущаяСтр 3 из 27Следующая ⇒ Стыковой шов. Элементами геометрической формы стыкового шва (рисунок 14) являются: ширина шва — е, выпуклость шва — q , глубина провара — h, толщина шва — с, зазор — b, толщина свариваемого металла — S.
Рисунок 14 — Геометрические параметры стыкового шва Ширина сварного шва — расстояние между видимыми линиями сплавления на лицевой стороне сварного шва при сварке плавлением. Выпуклость сварного шва определяется расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом, и поверхностью сварного шва, измеренным в месте наибольшей выпуклости. Глубина проплавления (провара) представляет собой наибольшую глубину расплавления основного металла в сечении шва. Это глубина проплавления свариваемых элементов соединения. Толщина шва включает выпуклость сварного шва q и глубину проплавления (с = q + h). Зазор — расстояние между торцами свариваемых элементов. Устанавливается в зависимости от толщины свариваемого металла и составляет 0-5 мм (большой размер для толстого металла). Характеристикой формы шва является коэффициент формы сварного шва Ψш — коэффициент, выражаемый отношением ширины стыкового или углового шва к его толщине. Для стыкового шва оптимальное значение Ψш — от 1,2 до 2 (может изменяться в пределах 0,8-4). Другой характеристикой формы шва является коэффициент выпуклости сварного шва, который определяют отношением ширины шва к выпуклости шва: Ψш. Коэффициент Ψш не должен превышать 7-10. Ширина сварного шва и глубина провара зависят от способа и режимов сварки, толщины свариваемых элементов и других факторов. Угловой шов. Элементами геометрической формы углового шва (рисунок 15) являются: катет шва — k, выпуклость шва — q , расчетная высота шва — р, толщина шва — а.
Рисунок 15 — Геометрические параметры углового шва Катет углового шва — кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части. Выпуклость сварного шва определяется расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом, и поверхностью сварного шва, измеренным в месте наибольшей выпуклости. Расчетная высота углового шва — длина перпендикуляра, опущенного из точки максимального проплавления в месте сопряжения спариваемых частей на гипотенузу наибольшего вписанного во внешнюю часть углового шва прямоугольного треугольника. Толщина углового шва — наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла. Если шов выполнен вогнутым, то измеряют вогнутость углового шва. Она определяется расстоянием между плоскостью, проходящей через видимые линии границы углового шва с основным металлом, и поверхностью шва, измеренным в месте наибольшей вогнутости. В зависимости от параметров сварки и формы подготовки свариваемых кромок деталей доли участия основного и наплавленного металлов в формировании шва могут существенно изменяться (рисунок 16). Коэффициент доли основного металла в металле шва определяют по формуле K = Fо/(Fо + Fэ), где Fо — площадь сечения шва, сформированная за счет расплавления основного металла; Fэ — площадь сечения шва, сформированная за счет наплавленного электродного металла. При изменении доли участия основного и присадочного металлов в формировании шва его состав может изменяться, следовательно, изменяются и его механические, коррозионные и другие свойства.
Рисунок 16 — Площади сечения расплавленного основного металла (Fo) и наплавленного (Fэ) электродного металла Основные типы и конструктивные элементы швов сварных соединений для ручной дуговой сварки регламентирует ГОСТ 5264-80. Обозначения сварных швов Условные изображения швов сварных соединений. Основные типы, конструктивные элементы, размеры и условные обозначения сварных соединений и швов на чертежах, а также форма и размеры подготовки свариваемых кромок из различных конструкционных материалов, применяемых при дуговой сварке, регламентируются стандартами. На чертежах сварных изделий применяют условные изображения и обозначения швов, приведенные в ГОСТ 2.312-72. Шов сварного соединения, независимо от способа сварки, условно изображают: видимый – сплошной основной линией (рисунок 17 а, в), невидимый — штриховой (рисунок 17 г). Видимую одиночную сварную точку, независимо от способа сварки, условно обозначают знаком «+» (рисунок 17 б). От изображения шва или одиночной точки проводят линию-выноску с односторонней стрелкой, указывающей место расположения шва (см. рисунок 17). Линию-выноску предпочтительно выполнять от изображения видимого шва. На изображение сечения многопроходного шва допускается наносить контуры отдельных проходов, при этом их необходимо обозначать прописными буквами русского алфавита (рисунок 18 а). Нестандартные швы (рисунок 18 б) изображают с указанием конструктивных элементов, необходимых для выполнения шва по данному чертежу. На чертежах поперечных сечений границы шва наносят сплошными основными линиями, а конструктивные элементы кромок в границах шва — сплошными тонкими линиями.
Рисунок 17 — Изображение сварных швов а) б) Рисунок 18 — Изображение сечения многопроходного шва (а) и нестандартных швов (б) ⇐ Предыдущая12345678910Следующая ⇒ Читайте также: |
Автоматическая сварка металлоконструкций под флюсом
Страницы: 1234
Автоматическая сварка под флюсом — прогрессивный способ электродуговой сварки, обеспечивающий высокую производительность работ при стабильном качестве сварных соединений. При автоматической сварке автомат обеспечивает зажигание дуги и поддержание постоянной ее длины, перемещение дуги вдоль свариваемых кромок, подачу электрода в зону горения дуги по мере его расплавления.
При сварке под флюсом сварочная дуга расплавляет окружающий ее флюс и горит в газовом пузыре, возникающем в толще флюса. Металл шва образуется в результате кристаллизации расплавленного металла электрода и кромок основного металла. Расплавленный флюс, затвердевая, образует на поверхности сварного шва и прилегающей зоне шлаковую корку (см. рис. 7, а).
Рис. 7. Схемы механизированной сварки строительных металлоконструкций а — сварка под флюсом; б — сварка плавящимся электродом в среде защитного газа; в — электрошлаковая сварка: 1 — шлаковая корка; 2 — жидкий шлак; 3 — плавильное пространство; 4 — токоподвод; 5 — подающие ролики; 6 — сварочная проволока; 7 — направление сварки; 8 — жидкий металл; 9 — нерасплавленный флюс; 10 — свариваемый металл; 11 — флюсовая подушка; 12 — подача и отбор охлаждающей воды; 13 — медные водоохлаждаемые ползуны
Перед зажиганием дуги свариваемый стык засыпается флюсом. Толщина слоя флюса выбирается в зависимости от величины сварочного тока и вылета электрода и обычно составляет 40—80 мм. Ширина слоя флюса зависит от выбранной толщины слоя и ширины шва и может составлять от 40 до 100 мм.
По числу электродов автоматическая сварка делится на одно- и многоэлектродную.
По количеству горящих дуг автоматическая сварка может быть однодуговой и многодуговой.
Многоэлектродная сварка отличается от многодуговой тем, что при последней источник питания подключается отдельно на каждый электрод, а при многоэлектродной все электроды подключаются к одному источнику питания (рис. 26).
Рис. 26. Схема многоэлектродной сварки
а — двухэлектродная сварка; б — двухдуговая сварка; в — схема возможного расположения электродов при сварке стыковых швов; г — схема возможного расположения электродов при сварке угловых швов; д — схема образования сварного шва при двухэлектродной сварке в среде защитного газа; е — схема образования сварного шва при двухдуговой сварке под флюсом; 1 — основной металл; 2 — сварной шов; 3 — шлаковая корка; 4 — нерасплавленный флюс; 5 — токоподводящий мундштук; в — подающие ролики; 7 — электродная проволока
Основным методом автоматической сварки считается сварка одним электродом на постоянном или переменном токе.
При автоматической сварке используется электродная проволока или металлическая лента, которая подается в зону горения дуги специальным устройством с определенной регулируемой скоростью.
Автоматическая сварка под флюсом имеет следующие особенности:
высокое качество сварного соединения обеспечивается надежной защитой металла шва и околошовной зоны от воздействия составляющих воздуха, однородностью химического состава наплавленного металла, постоянством размеров и формы шва;
высокая производительность процесса, достигаемая за счет использования больших токов. Плотность тока на электроде здесь в несколько раз больше, чем при ручной дуговой сварке, что ведет к повышению скорости сварки и дает возможность сваривать металл большой толщины без разделки кромок. Повышению производительности способствует также отсутствие брызг на основном металле и лучшее использование тепла дуги;
снижение расхода электродного металла за счет уменьшения доли присадочного металла в металле шва, потерь на угар и разбрызгивание;
улучшение условий труда, так как меньше выделяется вредных газов в процессе сварки. Сварщик работает без маски или щитка.
Экономическая эффективность автоматической сварки под флюсом зависит от толщины свариваемых элементов, серийности производства и длины швов на конструкции. В массовом и крупносерийном производстве автоматическая сварка под флюсом технически и экономически целесообразна при длине непрерывного шва более 150 мм, когда она выполняется на специализированных постах.
При сварке универсальными автоматами длина непрерывного прямолинейного шва должна быть не менее 500 мм. В мелкосерийном производстве при сварке на специальных установках или приспособлениях рациональная длина шва составляет 300 мм при толщине металла до 10 мм или 150 мм при большей толщине свариваемого металла.
Автоматической сваркой под флюсом выполняют все типы швов сварных соединений — стыковые, угловые, тавровые и нахлесточные.
Основные типы и конструктивные элементы швов сварных соединений регламентированы ГОСТ 8713—79 и ГОСТ 11533—75.
ГОСТ 5264-80.
ОСТ 5264-80. Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы (42635)Таблица 52
Размеры, мм
|
Конструктивные элементы |
e |
|||||
|
Условное обозначение |
подготовленных кромок свариваемых деталей |
сварного шва |
s |
R ??1 |
Номин. |
Пред. откл. |
|
сварного элемента |
||||||
|
Т5 |
От 30 до 32 |
14 |
||||
|
Св. |
15 |
|||||
|
Св.36 до 40 |
8 |
16 |
??3 |
|||
|
Св.40 до 44 |
17 |
|||||
|
Св.44 до 48 |
18 |
|||||
|
Св.48 до 52 |
19 |
|||||
|
Св. |
20 |
|||||
|
Св.56 до 60 |
21 |
|||||
|
Св.60 до 64 |
22 |
|||||
|
Св.64 до 70 |
23 |
|||||
|
Св.70 до 76 |
24 |
|||||
|
Св.76 до 82 |
10 |
25 |
??4 |
|||
|
Св. |
26 |
|||||
|
Св.88 до 94 |
27 |
|||||
|
Св.94 до 100 |
28 |
|||||
|
Св.100 до 106 |
30 |
|||||
|
Св.106 до 112 |
32 |
|||||
|
Св.112 до 118 |
34 |
|||||
|
Св. |
36 |
Таблица 53
Размеры, мм
|
Конструктивные элементы |
b |
|||||
|
Условное обозначение |
подготовленных кромок свариваемых деталей |
сварного шва |
s |
В |
Номин. |
Пред. откл |
|
свариваемого соединения |
||||||
|
Н1 |
От 2 до 5 |
3-20 |
+1,0 |
|||
|
Св. |
8-40 |
0 |
+1,5 |
|||
|
Св.10 до 29 |
12-100 |
|||||
|
Св.29 до 60 |
30-240 |
+2,0 |
Таблица 54
Размеры, мм
|
Конструктивные элементы |
b |
|||||
|
Условное обозначение |
подготовленных кромок свариваемых деталей |
сварного шва |
s |
В |
Номин. |
Пред. откл |
|
свариваемого соединения |
||||||
|
Н2 |
От 2 до 5 |
3-20 |
+1,0 |
|||
|
Св.5 до 10 |
8-40 |
0 |
+1,5 |
|||
|
Св.10 до 29 |
12-100 |
|||||
|
Св.29 до 60 |
30-240 |
+2,0 |
4. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 55, должна проводиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Таблица 55
мм
|
Толщина тонкой детали |
Разность толщин деталей |
|
От 1 до 4 |
1 |
|
Св. 4 до 20 |
2 |
|
Св. 20 до 30 |
3 |
|
Св. 30 |
4 |
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
Черт. 1
При разности в толщине свариваемых деталей свыше значений, указанных в табл. 55, на детали, имеющей большую толщину s1, должен быть сделан скос с одной или двух сторон до толщины тонкой детали s, как указано на черт. 2, 3 и 4. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
Черт. 2
Черт. 3
Черт. 4
5. Допускается смещение свариваемых кромок перед сваркой относительно друг друга, не более:
0,5 мм — для деталей толщиной до 4 мм;
1,0 мм — для деталей толщиной 4 -10 мм;
0,1 s, но не более 3 мм — для деталей толщиной 10-100мм;
0,01 s + 2 мм, но не более 4 мм — для деталей толщиной более 100мм.
6. В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения b до 4 мм. При этом соответственно может быть увеличена ширина шва е, е1.
(Измененная редакция, Изм. №1).
7. При сварке в положениях, отличных от нижнего, допускается увеличение размера g и g1 не более:
1,0 мм — для деталей толщиной до 60 мм;
2,0 мм — для деталей толщиной свыше 60 мм.
8. При выполнении двустороннего шва с полным проплавлением перед сваркой с обратной стороны корень шва должен быть расчищен до чистого металла.
Для несимметричных соединений с двусторонним швом в случае строжки корня первого шва допускается увеличение размеров подварочного шва до размеров первого шва.
9. Размер и предельные отклонения катета углового шва К, К1 должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении3.
8,9. (Измененная редакция, Изм. №1).
10. (Исключен, Изм. № 1).
11. Минимальные значения катетов угловых швов приведены в приложении1.
12. При применении электродов с более высоким временным сопротивлением разрыву, чем у основного металла, катет углового шва в расчетном соединении может быть уменьшен до значений, приведенных в приложении2.
13. Допускается выпуклость и вогнутость углового шва до 30% его катета. При этом вогнутость не должна приводить к уменьшению значения катета Кn (черт. 5), установленного при проектировании.
Черт. 5
Примечание. Катетом Кn является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет Кn принимается любой из равных катетов, при несимметричном шве — меньший.
(Измененная редакция, Изм. №1).
14. Допускается применять установленные настоящим стандартом основные типы сварных соединений, конструктивные элементы и размеры сварных соединений при сварке в двуокиси углерода электродной проволокой диаметром 0,8-1,4 мм (УП).
15. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30% номинального значения.
16. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до ?? 5??.
При этом соответственно может быть изменена ширина шва е, е1.
15, 16. (Введены дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
мм
|
Предел текучести |
Минимальный катет углового шва для толщины более толстого из свариваемых элементов |
|||||||
|
свариваемой стали, МПа |
От 3 до 4 |
Св.4 до 5 |
Св.5 до 10 |
Св.10 до 16 |
Св.16 до 22 |
Св.22 до 32 |
Св.32 до 40 |
Св.40 до 80 |
|
До 400 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
Св. |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
12 |
Примечание. Минимальное значение катета не должно превышать 1,2 толщины более тонкого элемента.
ПРИЛОЖЕНИЕ 2
Рекомендуемое
мм
|
Катет углового шва для отношения временного сопротивления разрыву металла шва к временному сопротивлению разрыву основного металла |
||||
|
1,0 |
1,1 |
1,2 |
1,3 |
1,4 |
|
4 |
4 |
4 |
3 |
3 |
|
5 |
5 |
4 |
4 |
4 |
|
6 |
6 |
5 |
5 |
4 |
|
7 |
7 |
6 |
6 |
5 |
|
8 |
7 |
7 |
6 |
6 |
|
9 |
8 |
8 |
7 |
7 |
|
10 |
9 |
9 |
8 |
7 |
|
11 |
10 |
9 |
9 |
8 |
|
12 |
11 |
10 |
9 |
9 |
|
13 |
12 |
11 |
10 |
9 |
|
14 |
13 |
12 |
11 |
10 |
|
15 |
14 |
13 |
12 |
11 |
|
16 |
15 |
14 |
13 |
12 |
|
17 |
16 |
14 |
13 |
12 |
|
18 |
17 |
15 |
14 |
13 |
|
19 |
17 |
16 |
15 |
14 |
|
20 |
18 |
17 |
16 |
14 |
ПРИЛОЖЕНИЕ 3
Рекомендуемое
мм
|
Номинальный размер катета углового шва |
Предельные отклонения размера катета углового шва от номинального значения |
|
От 3 до 5 включ. |
+1,0 |
|
-0,5 |
|
|
Св. 5 до 8 включ. |
+2,0 |
|
-1,0 |
|
|
Св.8 до 12 включ. |
+2,5 |
|
-1,5 |
|
|
Св. 12 |
+3,0 |
|
-2,0 |
(Введено дополнительно, Изм. №1).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 24.07.80 № 3827
2. Срок проверки 1990 г. Периодичность проверки 5 лет
3. Взамен ГОСТ 5264-69
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 16037-80 |
1 |
Скачать бесплатно
Угловой сварной шов внахлестку
Эта статья представляет собой избранную главу из книги «Конечно-элементное проектирование стальных соединений на основе компонентов» проф. Уолд и др. Глава посвящена проверке сварных швов.
Описание
Целью этой главы является проверка основанного на компонентах метода конечных элементов (CBFEM) углового сварного шва в соединении внахлестку методом компонентов (CM). Две пластины соединены в трех конфигурациях, а именно поперечным швом, продольным швом и комбинацией поперечных и продольных швов. Длина и толщина шва сварного шва являются изменяющимися параметрами в исследовании. Исследование охватывает длинные сварные швы, сопротивление которых снижается из-за концентрации напряжений. Сустав нагружается нормальной силой.
Аналитическая модель
Угловой сварной шов является единственным компонентом, изучаемым в исследовании. Сварные швы спроектированы так, чтобы быть самым слабым компонентом в соединении. Сварной шов выполнен в соответствии с EN 1993-1-8:2005. Расчетное сопротивление углового сварного шва определяется методом направления, описанным в разделе 4.5.3.2 стандарта EN 1993-1-8:2005. Существующие методы расчета прочности угловых швов основаны на упрощающем предположении, что напряжения равномерно распределены в поперечном сечении углового шва. Предполагается равномерное распределение напряжения в поперечном сечении сварного шва, что приводит к нормальным напряжениям и касательным напряжениям, показанным на рис. 4.1.1, следующим образом:
- σ ⊥ – нормальное напряжение, перпендикулярное сечению горловины;
- σ ∥ — нормальное напряжение, параллельное оси шва в его поперечном сечении;
- τ ⊥ – касательное напряжение (в плоскости горловины) перпендикулярно оси шва;
- τ ∥ – напряжение сдвига (в плоскости горловины), параллельное оси сварного шва. 92 )} \le \frac{f_u}{\beta_w \gamma_{M2}} \]
\[ \sigma_{\perp} \le \frac{0,9 f_u}{\gamma_{M2}} \]
Для соединений внахлестку длиннее 150 a понижающий коэффициент β Lw1 определяется по формуле:
\( \beta_{Lw,1} = 1,2 — \frac{0,2 L_j}{150 a} \) но \(\beta_{Lw,1} \le 1.
0 \)Обзор рассмотренных примеров и свойств материалов приведен в табл. 4.1.1. Конфигурации сварного шва T предназначены для поперечного шва, P для параллельного шва и TP для комбинации обоих; см. геометрию на рис. 4.1.2. Была исследована чувствительность двух параметров: длины сварного шва и эффективной толщины шва.
Таб. 4.1.1 Обзор примеров
Рис. 4.1.2 Геометрия соединения с размерами: a) Поперечный шов b) Параллельный шов c) Комбинация поперечного и параллельного шва
Численная модель
Компонент сварки в CBFEM описан в главе 3.4. В данном исследовании для сварных швов используется нелинейный упругопластический материал. Предельная пластическая деформация достигается в более длинной части шва, происходит перераспределение пиков напряжений.
Проверка сопротивления
Расчетное сопротивление сварке, рассчитанное методом CBFEM, сравнивается с результатами CM.
Результаты представлены в табл. 4.1.2. Исследование проводится для двух параметров, длины шва и эффективной толщины шва, в трех конфигурациях шва: для поперечного шва, параллельных швов и комбинации поперечных и параллельных швов.Таб. 4.1.2 Сравнение CBFEM и CM
Сравниваются результаты CBFEM и CM, и представлено исследование чувствительности. Влияние длины шва и фактической толщины шва на расчетное сопротивление поперечного шва, параллельных швов и комбинации обоих швов показано на рис. 4.1.3, 4.1.4 и 4.1.5 соответственно. Исследование чувствительности показывает хорошее совпадение для всех конфигураций сварки.
Рис. 4.1.3 Параметрическое исследование поперечного шва а) Длина шва б) Эффективная толщина шва
Рис. 4.1.4 Параметрическое исследование параллельного шва a) Длина шва b) Эффективная толщина шва
Рис. 4.1.5 Параметрическое исследование комбинации поперечного и параллельного шва: а) длина шва а, б) эффективная толщина шва а, в) длина шва б, г) эффективная толщина шва б
Чтобы проиллюстрировать точность модели CBFEM, результаты исследования чувствительности представлены на диаграмме, сравнивающей расчетное сопротивление CBFEM и CM; см.
рис. 4.1.6. Результаты показывают, что разница между двумя методами расчета во всех случаях составляет менее 10 %.Рис. 4.1.6 Верификация CBFEM по CM
Контрольный пример
Входы
Пластина 1
- Толщина t 7 = 2 2 0018
- Ширина b 2 = 300 мм
- Смещение e z = −20 мм
- Сталь S235
Пластина 2
- Толщина t 1 = 20 мм
- Ширина b 1 = 200 мм
- Сталь S235
- Тип модели Н-Вы-Вз
Сварка, параллельные угловые швы см. рис. 4.1.7.
- Толщина горловины a b = 3 мм
- Длина сварного шва L b = 150 мм
Мощность
- Расчетное сопротивление растяжению F Rd = 183 кН
Рис.
4.1.7 Контрольный пример сварного соединения внахлестку с параллельными угловыми швами Влияние параметров процесса и толщины листа на плоскостные собственные деформации в тавровом угловом шве
Прочитать полную версию этого документа содержание, пожалуйста, выберите один из вариантов ниже:
Лян Тянь (Школа гражданского строительства, Тяньцзиньский университет Чэнцзянь, Тяньцзинь, Китай)
Ю Луо (Школа морской архитектуры, океанографии и гражданского строительства, Шанхайский университет Цзяо Тонг, Шанхай, Китай)
Инженерные расчеты
ISSN : 0264-4401
Дата публикации статьи: 7 октября 2020 г.
Дата публикации выпуска: 30 июня 2021 г.
Загрузки
Аннотация
Цель
Целью данной статьи является количественное исследование влияния параметров процесса (включая сварочный ток, напряжение и скорость) и толщины листа на плоскостные собственные деформации в типичном угловом сварном соединении; при этом пластические деформации, остающиеся в зоне сварки, также анализируются при различных влияющих факторах.
Дизайн/методология/подход
Для достижения цели данного исследования разработана термоупруго-пластическая модель конечных элементов (TEP FE) для анализа тепломеханического поведения таврового сварного соединения в процессе сварки. Экспериментальные измерения подтвердили правильность установленной модели ТЭП КЭ. С использованием эффективной модели проводится серия численных экспериментов для получения собственных деформаций в условиях различных влияющих факторов, а затем обсуждаются результаты расчетов на основе полученных соответствующих данных.
Выводы
Посредством анализа численного моделирования установлено, что продольные и поперечные собственные деформации уменьшаются с увеличением скорости сварки и толщины листа, тогда как при увеличении номинального подводимого тепла собственные деформации значительно возрастают. Продольная усадка имеет квазилинейное и нелинейное распределение в середине и конце шва соответственно. Пластические деформации в поперечном сечении таврового соединения также сильно различаются из-за параметров процесса и толщины листа, но максимальное значение всегда возникает вблизи расположения носка сварки, а значит, в этой точке существует относительно большой риск усталости. растрескивание. Собственные деформации тесно связаны с пластическими деформациями, остающимися в зоне сварки, и на них также влияют многие влияющие факторы, такие как параметры процесса и толщина листа.
Ограничения/выводы исследования
В этом исследовании для анализа собственных деформаций в тавровом сварном соединении рассматривается относительно небольшое количество влияющих факторов, таких как сварочный ток, напряжение, скорость и толщина листа.
Кроме того, все эти влияющие факторы находятся в пределах определенного диапазона параметров, что показывает, что может быть обеспечена лишь ограниченная применимость. Кроме того, в этом исследовании рассматриваются только внутренние деформации в плоскости, без учета двух других неплоских компонентов собственных деформаций.Оригинальность/ценность
Это исследование может помочь расширить понимание взаимосвязи между собственными деформациями и влияющими на них факторами для конкретной формы сварного соединения, а также может предоставить основные данные для пополнения базы данных по собственным деформациям, тем самым способствуя дальнейшему исследования сварочных деформаций жестко-панельных конструкций в судостроении или стальных мостов.
Ключевые слова
- Метод конечных элементов
- Параметры процесса
- Влияющие факторы
- Собственные деформации
- Тавровый угловой шов
- Сварочный эксперимент
Благодарности
Авторы хотели бы поблагодарить Национальный фонд естественных наук Китая за поддержку в рамках гранта №.
51708346.Цитата
Тиан, Л. и Луо, Ю. (2021), «Влияние параметров процесса и толщины листа на плоские собственные деформации в тавровом угловом шве», Engineering Computations , Vol. 38 № 5, стр. 2078-2104. https://doi.org/10.1108/EC-08-2019-0354
Издатель
:Изумруд Паблишинг Лимитед
Copyright © 2020, Изумруд Паблишинг Лимитед
Статьи по теме
LRFD Пример конструкции стальной балки надстройки — LRFD — Конструкции — Мосты и сооружения
LRFD Пример конструкции стальной балки надстройки
Разное Пример конструкции стальной балки Шаг проектирования 5
Содержание
Этап проектирования 5.1 — Проектирование соединителей на сдвиг
Этап проектирования 5.2 — Проектирование несущих элементов жесткости
Этап проектирования 5.3 — Проектирование сварных соединений
Этап проектирования 5. 4 — Проектирование поперечин 21(Следует отметить, что этап проектирования 5.4 представляет собой описательное описание, а не проектные расчеты.)
Этап 5 проектирования состоит из различных проектных расчетов, связанных со стальной балкой, но не обязательно необходимых для проектирования самих листов стальной балки. Такие различные расчеты стальных конструкций включают следующее:
- Соединители на сдвиг
- Ребра жесткости подшипников
- Сварные соединения
- Мембраны и поперечины
- Боковая распорка
- Изгиб балки
Для этого примера конструкции будут представлены расчеты для поперечных соединителей, несущего элемента жесткости, сварного соединения и поперечной рамы. Другие элементы также должны быть спроектированы, но их расчеты не включены в этот пример проекта.
Для использования в этом примере проекта определены следующие единицы измерения:
Вводную информацию об этом примере проекта см.
в Шаге 1 проекта. Представлена дополнительная информация о проектных предположениях, методологии и критериях для всего моста, включая конструктивные особенности, включенные в этот этап проектирования.Этап проектирования 5.1. Расчет поперечных соединителей
Поскольку стальная балка спроектирована как составная секция, на стыке между бетонной плитой перекрытия и стальной секцией необходимо предусмотреть поперечные соединители, чтобы противостоять сдвигу на границе раздела. Для неразрезных композитных мостов по всей длине моста обычно предусмотрены срезные соединители. В области отрицательного изгиба, поскольку продольная арматура считается частью составного сечения, должны быть предусмотрены соединители на сдвиг.
Шпильки или швеллеры могут использоваться в качестве соединителей на сдвиг. В этом примере конструкции по всей длине моста используются стержневые соединители. Соединители, работающие на сдвиг, должны обеспечивать тщательное уплотнение бетона, чтобы гарантировать, что все их поверхности соприкасаются с бетоном.
Кроме того, соединители, работающие на сдвиг, должны выдерживать как горизонтальное, так и вертикальное смещение между бетоном и сталью.S6.10.7.4.1
На следующем рисунке показаны пропорции соединителя стойки, а также расположение головки стойки в бетонном перекрытии.
S6.10.7.4.1a
Рис. 5-1 Соединители на срез
Заделка соединителя на срез Область изгиба А Б С Положительный 2,875 дюйма 3,125 дюйма 5,375 дюйма Промежуточный 2,25 дюйма 3,75 дюйма 4,75 дюйма Отрицательный 1,00″ 5,00″ 3,50 дюйма Таблица 5-1 Заделка соединителя на сдвиг
Компоновка соединителя на сдвиг
Обычно используют несколько соединителей на срез на поперечный ряд вдоль верхней полки балки. Количество срезных соединителей на поперечный ряд будет зависеть от ширины верхней полки. См. S6.10.7.4.1c для требований к поперечному расстоянию.Длина срезаемого соединителя
Длину соединителя на срезе шпильки обычно устанавливают таким образом, чтобы его головка располагалась ближе к середине палубной плиты. См. S6.10.7.4.1d для требований к закладке противорезного соединителя.Отношение высоты к диаметру соединителя-шпильки должно быть не менее 4,0. Для этого примера конструкции соотношение вычисляется на основе размеров, представленных на Рисунке 5-1, следующим образом:
S6.10.7.4.1a
OK
Шаг соединителей, работающих на сдвиг, должен быть определен для удовлетворения предельного состояния усталости, как указано в S6.
10.7.4.2 и S6.10.7.4.3 , в зависимости от обстоятельств. Результирующее количество соединителей на сдвиг не должно быть меньше количества, необходимого для удовлетворения предельных состояний прочности, как указано в S6.10.7.4.4 .Шаг, p, соединителей, работающих на сдвиг, должен удовлетворять следующему уравнению:
S6.10.7.4.1b
Параметры I и Q основаны на краткосрочном составном сечении и определяются с использованием настила в пределах эффективной ширины полки.
В области положительного изгиба:
(см. рис. 5-1)
(см. Таблицу 3-4)
S6.10.3.1.1b
В области положительного изгиба максимальный диапазон сдвига при усталостной постоянной нагрузке приходится на упор. Факторное значение рассчитывается следующим образом:
(см. прогон компьютера для анализа динамической нагрузки)
S6.
10.7.4.2 (см. этап проектирования 3.14 в месте максимального положительного изгиба)
S6.6.1.2.5
в
Следовательно,
В области отрицательного изгиба:
(см. рис. 5-1)
В области отрицательного изгиба параметры I и Q могут быть определены с использованием арматуры в пределах эффективной ширины полки для отрицательного момента, если только бетонная плита не считается полностью эффективной для отрицательного момента при расчете продольного диапазона напряжения, как это разрешено в S6.6.1.2.1 . Для этого примера конструкции предполагается, что I и Q вычисляются с учетом полной эффективности бетонной плиты.
SC6.10.7.4.1b
(см. Таблицу 3-5)
(см. Таблицу 3-1 и компьютерный анализ динамической нагрузки)
S6.
10.7.4.2 (см. предыдущий расчет)
Таким образом, на основе приведенных выше расчетов шага для удовлетворения предельного состояния усталости используйте следующий шаг по всей длине фермы:
Шаг соединителя
Шаг соединительного элемента не обязательно должен быть одинаковым по всей длине балки. Во многих конструкциях балок используется переменный шаг, и это может быть экономически выгодно.
Тем не менее, для этого примера конструкции требуемый шаг на усталость существенно не меняется по длине моста. Следовательно, будет использоваться постоянный шаг соединителя сдвига 10 дюймов.
Кроме того, соединители, работающие на сдвиг, должны удовлетворять следующим требованиям по шагу:
S6.10.7.4.1b
OK
OK
Для поперечного промежутка срезные соединители должны располагаться поперек верхней полки стальной секции и могут располагаться через равные или переменные промежутки.
Резьбовые соединители шпилек не должны располагаться ближе, чем на 4,0 диаметра шпильки от центра к центру поперек продольной оси опорного элемента.
S6.10.7.4.1c
(см. рис. 5-1) OK
Кроме того, расстояние в свету между краем верхней полки и краем ближайшего противорезного соединителя должно быть не менее 1,0 дюйма.
(см. рис. 5-1)
ОК
S6.10.7.4.1d
Глубина бетонного покрытия в чистоте над верхними частями соединителей не должна быть менее 2,0 дюймов, а соединители должны проникать в настил не менее чем на 2,0 дюйма. На основании информации о проникновении сдвигового соединителя, представленной в Таблице 5-1, оба этих требования выполняются.
Для состояния предела прочности коэффициент сопротивления сдвигу Q r рассчитывается следующим образом:
С6.10.7.4.4а
S6.
5.4.2 Номинальное сопротивление сдвигу одного соединителя-шпильки, встроенного в бетонную плиту, рассчитывается следующим образом:
(см. этап проектирования 3.1)
S5.4.2.1
(см. этап проектирования 3.3)
S5.4.2.4
S6.4.4
К
К
Следовательно,
Таким образом,
Количество соединителей, работающих на сдвиг, предусмотренных между секцией с максимальным положительным моментом и каждой соседней точкой с моментом 0,0 или между каждой соседней точкой с моментом 0,0 и осевой линией внутренней опоры, должно быть не менее следующего:
S6.10.7.4.4a
Суммарная горизонтальная поперечная сила V h между точкой максимального положительного момента и каждой соседней точкой момента 0,0 равна меньшему из следующих значений:
S6.
10.7.4.4b или
где (см. этап проектирования 3.1)
S5.4.2.1
(см. этап проектирования 3.3)
(см. этап проектирования 3.1)
(см. этап проектирования 3.1)
Стабильный 6.4.1-1
(см. этап проектирования 3.18)
(см. этап проектирования 3.18)
(см. этап проектирования 3.1)
Стабильный 6.4.1-1
(см. этап проектирования 3.18)
(см. этап проектирования 3.18)
(см. этап проектирования 3.1)
Стабильный 6.4.1-1
(см. этап проектирования 3.18)
(см. этап проектирования 3.18)
Следовательно,
Таким образом, количество поперечных соединителей, предусмотренных между секцией с максимальным положительным моментом и каждой соседней точкой с моментом 0,0, должно быть не менее следующего:
Расстояние между концом балки и местом максимального положительного момента примерно равно:
(см.
Таблицу 3-7)Аналогично расстояние между участком максимального положительного момента и точкой противоизгиба статической нагрузки примерно равно:
(см. Таблицу 3-7)
Используя шаг 10 дюймов, рассчитанный ранее для предела усталости, и минимальную длину, рассчитанную выше, количество предусмотренных соединителей на сдвиг будет следующим:
OK
Для неразрезных составных пролетных сечений общая горизонтальная поперечная сила, V h , между каждой соседней точкой момента 0,0 и осевой линией внутренней опоры равна следующему:
S6.10.7.4.4 б
, где (см. этап проектирования 3.3)
(см. этап проектирования 3.1)
Таким образом, количество соединителей сдвига, предусмотренных между каждой соседней точкой момента 0,0 и осевой линией внутренней опоры, должно быть не менее следующего:
S6.
10.7.4.4a Расстояние между точкой противоизгиба статической нагрузки и осевой линией внутренней опоры приблизительно равно:
(см. Таблицу 3-7)
Используя шаг 10 дюймов, рассчитанный ранее для предельного состояния усталости, количество предусмотренных соединителей на сдвиг будет следующим:
ОК
Таким образом, использование шага 10 дюймов для каждого ряда с тремя соединителями на срез в каждом ряду по всей длине балки удовлетворяет обоим требованиям по предельному состоянию усталости S6.10.7.4.1 и S6.10.7. 4.2 и требования к состоянию предельной прочности S6.10.7.4.4 .
Поэтому используйте расстояние между срезными шпильками, как показано на следующем рисунке.
Рис. 5-2 Расстояние между противорезными соединителями
Этап проектирования 5.
2. Расчет ребер жесткости подшипниковРебра жесткости подшипников необходимы для того, чтобы противостоять реакциям подшипников и другим сосредоточенным нагрузкам либо в конечном состоянии, либо во время строительства.
Для пластинчатых балок необходимо размещать несущие ребра жесткости на стенках во всех местах опоры и во всех местах, воспринимающих сосредоточенные нагрузки.
Таким образом, для этого примера конструкции опорные ребра жесткости необходимы как на опорах, так и на опоре. Следующая конструкция ребер жесткости, несущих упор, иллюстрирует процедуру расчета ребер жесткости.
Несущие ребра жесткости в этом примере конструкции состоят из одной пластины, приваренной к каждой стороне стенки. Соединения со стенкой будут рассчитаны на передачу полной опорной нагрузки из-за факторизованных нагрузок и представлены на этапе проектирования 5.3.
S6.10.8.2.1
Ребра жесткости простираются на всю глубину стенки и, насколько это возможно, до внешних краев полок.
Каждый элемент жесткости должен быть либо фрезерован для прилегания к фланцу, через который он получает реакцию, либо прикреплен к фланцу с помощью сварного шва с полным проплавлением.
На следующем рисунке показано расположение несущих элементов жесткости на опорах.
Рис. 5-3 Ребра жесткости подшипников на опорах
Пластины жесткости подшипника
Несущие ребра жесткости обычно состоят из одной пластины, соединенной с каждой стороной стенки. Как правило, это хорошее исходное предположение для конструкции ребра жесткости подшипника. Затем, если эта конфигурация не обеспечивает достаточного сопротивления, можно использовать две пластины с каждой стороны полотна.Ширина выступа, b t , каждого несущего элемента жесткости должна удовлетворять следующему уравнению.
Это положение предназначено для предотвращения местного коробления несущих пластин жесткости.S6.10.8.2.2
(см. рис. 5-3)
S6.4.1
Стабильный 6.4.1-1
(см. рис. 5-3) OK
Несущая способность должна быть достаточной, чтобы выдерживать факторную реакцию, действующую на ребра жесткости подшипника. Коэффициент несущей способности B r рассчитывается следующим образом:
S6.10.8.2.3
S6.5.4.2
Часть элемента жесткости необходимо обрезать, чтобы очистить сварной шов между стенкой и полкой. Таким образом, площадь прямой опоры меньше общей площади ребра жесткости. Площадь опоры, А пн , принимается площадь выступающих элементов ребра жесткости за пределы угловых швов стенки к полке, но не за кромку полки.
Это показано на следующем рисунке:Рисунок 5-4 Ширина подшипника
Факторная реакция опоры на опору рассчитывается следующим образом с использованием коэффициентов нагрузки, представленных в 9.0014 STable 3.4.1-1 и STable 3.4.1-2 и с использованием реакций, полученных в ходе компьютерного анализа:
Таким образом, опорный элемент жесткости на опоре удовлетворяет требованиям по несущей способности.
Окончательная проверка элементов жесткости подшипников связана с осевым сопротивлением элементов жесткости подшипников. Коэффициент осевого сопротивления определяется в соответствии с S6.9.2.1 . Радиус вращения рассчитывается по средней толщине полотна, а эффективная длина принимается равной 0,75D, где D — толщина полотна.
S6.10.8.
2.4 S6.10.8.2.4a
Для ребер жесткости, состоящих из двух пластин, приваренных к стенке, действующая секция колонны состоит из двух элементов жесткости и расположенной по центру полосы стенки выступающие не более чем на 9т w с каждой стороны ребер жесткости. Это показано на следующем рисунке:
S6.10.8.2.4b
Рисунок 5-5 Ребро жесткости подшипника Эффективная секция
S6.9.2.1
S6.5.4.2
S6.9.4.1
С6.10.8.2.4а
S6.10.8.2.4b
S6.10.8.2.4b
S6.
9.4.1 Следовательно,
Следовательно,
S6.9.4.1
S6.9.2.1
Таким образом, элемент жесткости опоры на упоре удовлетворяет требованиям осевой несущей способности.
Несущий элемент жесткости на опоре удовлетворяет всем требованиям к несущему элементу жесткости. Поэтому используйте элемент жесткости подшипника, как показано на рисунках 5-3 и 5-4.
Этап проектирования 5.3. Проектирование сварных соединений
Сварные соединения требуются в нескольких местах на стальной надстройке. Основной металл, металл сварного шва и детали конструкции сварки должны соответствовать требованиям стандарта ANSI/AASHTO/AWS для сварки мостов D1.5 .
Для этого примера конструкции будут представлены две конструкции угловых сварных соединений с использованием металла сварного шва E70:
- Сварное соединение между опорными ребрами жесткости и стенкой.
- Сварное соединение между стенкой и полками.
Для сварного соединения между опорными ребрами жесткости и стенкой угловой сварной шов должен выдерживать факторную реакцию, рассчитанную на этапе проектирования 5.2.
S6.13.3
Предположим, что толщина углового шва составляет 1/4 дюйма.
Толщина углового шва
В большинстве случаев минимальная толщина сварного шва, указанная в таблице 5-2, обеспечивает сварное соединение, удовлетворяющее всем проектным требованиям. Таким образом, минимальная толщина сварного шва обычно является хорошей отправной точкой при проектировании углового шва.Сопротивление углового шва сдвигу является произведением эффективной площади и коэффициента сопротивления металла шва.
Коэффициент сопротивления металла шва рассчитывается следующим образом:S6.13.3.2.4b
S6.5.4.2
SC6.13.3.2.1
S6.13.3.2.4b
Эффективная площадь равна эффективной длине сварного шва, умноженной на эффективную ширину шва. Эффективное сечение – это кратчайшее расстояние от корня шва до поверхности сварного шва.
S6.13.3.3
Сопротивление углового сварного шва рассчитывается следующим образом:
OK
Для материала толщиной 0,25 дюйма и более максимальный размер углового сварного шва на 0,0625 дюйма меньше толщины материала, если в контрактных документах не указано, что сварной шов должен быть выполнен для получения полной толщины шва .
S6.13.3.4
Для углового сварного шва, соединяющего несущие элементы жесткости со стенкой, толщина несущего элемента жесткости составляет 11/16 дюйма, а толщина стенки составляет 1/2 дюйма. Таким образом, требование максимального размера углового шва удовлетворяется.
Минимальный размер угловых швов указан в таблице 5-2. Кроме того, размер сварного шва не обязательно должен превышать толщину более тонкой соединяемой части.
S6.13.3.4
Минимальный размер угловых швов Толщина основного металла
Более толстая часть (T)
(дюймы)Минимальный размер углового шва
(дюймы)T ≤ 3/4 1/4 Т > 3/4 5/16 STable 6.
13.3.4-1 Таблица 5-2 Минимальный размер угловых сварных швов дюйма толщиной. Таким образом, согласно Таблице 5-2, минимальный размер углового шва составляет 1/4 дюйма, и это требование выполняется.
Минимальная эффективная длина углового шва в четыре раза больше его размера и ни в коем случае не менее 1,5 дюймов. Следовательно, это требование также выполняется.
Поскольку все требования к конструкции сварных швов соблюдены, используйте угловой шов 1/4 дюйма для соединения ребер жесткости подшипника со стенкой.
S6.13.3.5
Для сварного соединения между стенкой и полками угловой шов должен выдерживать коэффициент горизонтального сдвига на единицу длины на основе следующего уравнения:
S6.13.3
Это значение наибольшее у опоры, где факторизованный сдвиг имеет наибольшее значение.
Следующие расчеты относятся к сварному соединению между стенкой и верхней полкой.
Аналогично выполнено сварное соединение между стенкой и нижней полкой.Сдвиг рассчитывается на основе свойств отдельных сечений и коэффициентов нагрузки для каждой нагрузки, как представлено в шагах проектирования 3.3 и 3.6:
Для несоставного сечения факторный горизонтальный сдвиг рассчитывается следующим образом:
Для составного сечения коэффициент горизонтального сдвига рассчитывается следующим образом:
На основе вышеприведенных вычислений суммарный факторный горизонтальный сдвиг рассчитывается следующим образом:
Предположим, что толщина углового шва составляет 5/16 дюйма.
Сопротивление углового шва сдвигу является произведением эффективной площади и коэффициента сопротивления металла шва. Коэффициент сопротивления металла сварного шва ранее был рассчитан следующим образом:
S6.13.3.2.4b
Эффективная площадь равна эффективной длине сварного шва, умноженной на эффективную ширину шва. Эффективное сечение – это кратчайшее расстояние от корня шва до поверхности сварного шва. В этом случае эффективная площадь рассчитывается на единицу длины, исходя из использования одного сварного шва на каждой стороне стенки.
S6.13.3.3
Сопротивление углового сварного шва рассчитывается следующим образом:
S6.13.3.2.4b
OK
Для материала толщиной 0,25 дюйма и более максимальный размер углового сварного шва на 0,0625 дюйма меньше толщины материала, если в контрактных документах не указано, что сварной шов должен быть выполнен для получения полной толщины шва .
S6.13.3.4
Для углового сварного шва, соединяющего стенку с полками, толщина стенки составляет 0,5 дюйма, минимальная толщина полки — 0,625 дюйма, а максимальная толщина полки — 2,75 дюйма. Таким образом, требование максимального размера углового шва удовлетворяется.
Минимальный размер угловых швов указан в таблице 5-2. Кроме того, размер сварного шва не обязательно должен превышать толщину более тонкой соединяемой части.
S6.13.3.4
В этом случае более толстой соединяемой частью является фланец, который имеет минимальную толщину 0,625 дюйма и максимальную толщину 2,75 дюйма. Таким образом, согласно Таблице 5-2, минимальный размер углового шва составляет 5/16 дюйма, и это требование выполняется.
Минимальная эффективная длина углового шва в четыре раза больше его размера и ни в коем случае не менее 1,5 дюйма. Следовательно, это требование также выполняется.
Поскольку все требования к конструкции сварных швов соблюдены, используйте угловой шов 5/16 дюйма для соединения стенки и верхней полки.
Аналогично выполнено сварное соединение между стенкой и нижней полкой.S6.13.3.5
Усталость, вызванная нагрузкой, должна учитываться в основном металле сварного соединения. Усталостные характеристики пластинчатых балок могут включать:
- Сварные швы, соединяющие шпильки с балкой.
- Сварные швы, соединяющие полки и стенку.
- Сварные швы, соединяющие поперечные промежуточные ребра жесткости с балкой.
Конкретные соображения по усталости зависят от уникальных характеристик конструкции балки. Конкретные детали усталости и категории деталей поясняются и иллюстрируются в STable 6.6.1.2.3-1 и в S Рисунок 6.6.1.2.3-1 .
S6.6.1.2.5
В шаге проектирования 3.14 для области положительного момента проверка на усталость иллюстрируется угловым сварным соединением поперечных промежуточных ребер жесткости с балкой. Эту процедуру необходимо учитывать для основного металла в местах сварных соединений.
Дополнительные требования к сварным соединениям представлены в S6.13.3 и в ANSI/AASHTO/AWS Сварка мостов, код D1.5 .
Этап проектирования 5.4. Проектирование поперечин
Диафрагмы и поперечины могут быть размещены в следующих местах вдоль моста:
- В конце конструкции
- Поперек внутренних опор
- Периодически вдоль пролета
S6.7.4.1
Мембрана или поперечная рама
Общее эмпирическое правило, основанное на предыдущих изданиях спецификаций AASHTO, состоит в том, чтобы использовать максимальное расстояние между диафрагмой или поперечной рамой, равное 25 футам. На основании C6.7.4.1 произвольное требование о максимальном расстоянии 25 футов было заменено требованием рационального анализа, который часто приводит к устранению деталей крепления, подверженных усталости.
В этом примере конструкции используются поперечные рамы на расстоянии 20 футов. Расстояние в 20 футов в этом примере конструкции способствует уменьшению требуемой толщины полки в секции балки у опоры.
Потребность в диафрагмах или поперечных рамах должна быть исследована для:
- Все этапы предполагаемых строительных процедур
- Окончательное состояние
Разница между мембранами
и поперечины
Различие между диафрагмами и поперечинами заключается в том, что диафрагмы состоят из поперечной изгибаемой составляющей, а поперечины состоят из поперечного ферменного каркаса.
И диафрагмы, и поперечины соединяют соседние продольные изгибаемые компоненты.
При изучении потребности в диафрагмах или траверсах и при их проектировании необходимо учитывать следующее:
- Передача боковых ветровых нагрузок с нижней части фермы на настил и с настила на подшипники
- Устойчивость нижней полки ко всем нагрузкам при сжатии
- Устойчивость верхней полки при сжатии до отверждения настила
- Распределение вертикальных постоянных и временных нагрузок, приложенных к конструкции
Диафрагмы или траверсы могут быть указаны как:
- Временные — если они требуются только во время строительства
- Постоянные — если они требуются во время строительства и в окончательном состоянии моста
Как минимум, Спецификации требуют, чтобы диафрагмы и траверсы были рассчитаны на следующее:
- Толщина t 7 = 2 2 0018
- Применимые требования к гибкости в S6. 8.4 или S6.9.3
Кроме того, соединительные пластины должны удовлетворять требованиям С6.6.1.3.1 .
Типы поперечной рамы Поперечные рамыК-типа показаны на Рисунке 5-6, в то время как поперечины Х-типа имеют Х-образную конфигурацию уголков или несущих тройников, а не К-образную конфигурацию уголков или несущих тройников. Общее эмпирическое правило заключается в использовании поперечных шпангоутов типа K, когда соотношение сторон (т. е. отношение расстояния между балками к их глубине) превышает примерно 1,5 к 1, и использование поперечных шпангоутов типа X когда соотношение сторон меньше 1,5 к 1, |
В этом примере конструкции будут использоваться поперечные рамы.
Расстояние между балками: (см. рис. 3-2)
Глубина балки: (см. рис. 3-15)
(максимальное значение)
Соотношение сторон:
Поэтому используйте поперечины типа K.
Геометрия типичной траверсы типа К для промежуточной траверсы показана на рис. 5-6.
Как показано на рис. 5-6, пересечение центральных осей двух диагоналей совпадает с центральной осью нижней стойки. Кроме того, пересечение центральной оси каждой диагонали и центральной оси верхней стойки совпадает с вертикальными осевыми линиями балок. 9Рис. 5-6 Поперечная рама типа K
S1.3
(для предельного состояния прочности III)
Стабильный 3.4.1-1
(см. этап проектирования 3.17)
(максимальное значение)
Горизонтальная сила ветра, приложенная к точке раскоса, может быть вычислена, как указано в C4.6.2.7.1 , следующим образом:
С4.6.2.7.1
При расчете поперечных элементов необходимо провести следующие проверки с использованием ранее рассчитанной ветровой нагрузки:
- Гибкость
- Осевое сжатие
- Изгиб вокруг большой оси
- Изгиб вокруг малой оси
- Изгиб и осевое сжатие
| << предыдущий | Содержимое | следующий >> |
Расчет угловых сварных швов Согласно EN 1993-1-8
Угловой сварной шов является наиболее распространенным типом сварного шва в стальных конструкциях зданий. Согласно EN 1993-1-8, 4.3.2.1 (1) [1], угловые сварные швы могут использоваться для соединения конструкционных деталей, где поверхности сплавления образуют угол от 60° до 120°.
Эффективная толщина сварного шва а углового шва должна приниматься как высота наибольшего треугольника (с равными или неравными сторонами), который может быть вписан в грани сплавления и поверхность сварного шва, измеренная перпендикулярно внешней стороне этого треугольника ; см. изображение 01.
Толщина углового сварного шва a для различного проникновения.
Расчетное сопротивление угловых сварных швов
Согласно 1993-1-8 [1], расчетное сопротивление угловых сварных швов обычно определяется с использованием направленного или упрощенного метода. Направленный метод описан ниже.
Предполагается равномерное распределение напряжения по сечению сварного шва, что приводит к нормальным напряжениям и касательным напряжениям, показанным на Рисунке 02, следующим образом:
- σ ⊥ нормальное напряжение, перпендикулярное оси сварного шва
- σ | | нормальное напряжение параллельно оси шва
- τ ⊥ напряжение сдвига (в плоскости поверхности углового шва) перпендикулярно оси шва
- τ || Напряжение сдвига (в плоскости поверхности углового шва) параллельно оси шва
Напряжения сварки в эффективном поперечном сечении углового шва
Нормальное напряжение σ || параллельно оси не учитывают при проверке расчетного сопротивления углового шва.
Расчетное сопротивление углового сварного шва будет достаточным при выполнении следующих условий:
Формула 1
σ⊥2 +3 · (τ⊥2 + τ||2) ≤ fuβw · γM2σ⊥ ≤ 0,9 · fuγM2
, где
f u — номинальное предельное напряжение при растяжении более слабой части соединения,
β w — соответствующий корреляционный коэффициент (см. EN 1993-1-8, таблица 4.1)
γ M2 — частичный коэффициент запаса прочности сварных швов .
Пример
Схема углового сварного шва балки показана на изображении 03 из [2].
Материал: S235, f u = 36,0 кН/см², β w = 0,8
Внутренние усилия: V z = 350 кН
Луч
Центр тяжести
Формула 2
zs = σ (ai · zsi) σai = 91,48 · 43,72 40,00 · 44,00 48,00 · 23,00 45,00 · 1,50224,48 = 30,88 см
Moment of Inertia
. С учетом центра Sendroid, момента inertia
С.Формула 3
Iy = ∑ (iyi+ai · zsi2)-∑ai · zsi2σai == 850,88 20,00 · 2.00³12 1,20 · 40,00³12 15,00 · 3.00³12 91,48 · 43,722 40,00 · 44,00² 48,00 · 23,002 43,72 44,002 44,00²Статические моменты , и ➂:
S y,1 = A 1 ∙ (z S,1 — z S ) = 91,48 ∙ (43,72-30,88) = 1,175 см³ S
y,1 + A 2 ∙ (z S,2 — z S )= 1175 + 40,00 ∙ (44,00 — 30,88) = 1700 см³
S Y, 3 = A 3 ∙ (Z S — Z S, 3 ) = 45,00 ∙ (30,88-1,50) = 1,322 CM³
Дизайн Welds
.
Формула 4
τ||,Vz,i = -Vz · Sy,iIy · Σaw,i ≤ fu3 · βw · γM2 = 36,03 · 0,8 · 1,25 = 20,78 кН/см²τ||,Vz,1 = -350·· 1,17571,095 · 2 · 0,4 = -7,23 кН/см² < 20,78 кН/см²τ||,Vz,2 = -350 · 1 70071 095 · 2 · 0,5 = -8,37 кН/см² < 20,78 кН/см²τ||,Vz, 3 = -350 · 1 32271 095 · 2 · 0,4 = -8,13 кН/см² < 20,78 кН/см²
SHAPE-THIN
В SHAPE-THIN напряжение сдвига (в плоскости поверхности углового шва) параллельно оси шва τ || можно рассчитать для угловых сварных швов и рассчитать сопротивление. При моделировании сварной шов должен соединяться с кромками двух элементов. Один из этих элементов также может быть фиктивным.
В столбце H «Непрерывный элемент» таблицы 1.6 «Сварные швы» можно определить непрерывные элементы. Для этих элементов напряжения сварки не рассчитываются. Если в столбце H не указан ни один элемент, напряжения сварки определяются для всех элементов, к которым присоединяется сварка. Эти элементы можно взять из столбца B «Элемент №».
На изображении 04 показано определение сварного шва для примера, описанного в этой статье.
Таблица 1.6 Сварные швы
Таблица 5.1 Сварные швы отображает результирующие напряжения τ || для сварных швов, указанных в таблице 1.6. Сварные швы. На изображении 05 показаны напряжения сварки для примера, описанного в этой статье.
Таблица 5.1 Напряжения сварки
Литература
| [1] | Еврокод 3: Проектирование стальных конструкций. Часть 1-8: Проектирование соединений; EN 1993‑1‑8:2005 + AC:2009 |
| [2] | Петерсен, К. (1982). Штальбау, 4-е изд.). Висбаден: Springer Vieweg, 2013 |
| [1] | Европейские рекомендации по проектированию простых соединений в стальных конструкциях. ECCS — Европейская конвенция по конструкционным стальным конструкциям, Мем Мартинс, издание = 1. 2009 г. |
Сплавление в сравнении с проплавлением
Я слышал, что некоторые люди говорят, что при любой сварке необходимо глубокое или максимальное проникновение в основание, чтобы сварной шов был прочным. Если у вас мелкое проплавление, сварной шов слабее. Максимально возможное проникновение сварного шва всегда лучше. Являются ли эти утверждения точными?
Нет, неверно утверждать во всех случаях , что увеличение глубины проплавления напрямую коррелирует с увеличением прочности сварного шва (где «прочность» относится к пределу текучести сварного шва и пределу прочности при растяжении, которые измеряются в фунтов на квадратный дюйм (psi), килограммов на квадратный дюйм (ksi) или мегапаскалей (МПа). Прочность сварного шва определяется достижением полного сплавления и другими факторами, в зависимости от типа сварного шва. Этот вопрос заслуживает обсуждения различий между сварным швом «плавление» и «проплавление» шва. Чтобы статья была достаточно короткой, обсуждение будет ограничено дуговой сваркой, двумя распространенными типами сварных соединений (тавровым и стыковым) и двумя распространенными типами сварных швов (угловой и разделочной). См. примеры в Рисунок 1 .
Рис. 1: Общие типы соединений и сварных швов
Дуговая сварка — это соединение двух или более отдельных кусков металла в один непрерывный или однородный участок. Вы достигаете слияния, что означает смешивание или объединение. Другими словами, целью дуговой сварки является достижение сплавления между изначально отдельными кусками металла. Американское общество сварщиков (AWS) определяет сплавление как «плавление присадочного металла и основного металла (подложки) или только основного металла, которое приводит к слиянию» (Стандартные термины и определения сварки ANSI / AWS A3. 0). Слияние происходит, когда у вас есть атомная связь металлов. Молекулы каждого отдельного куска металла и присадочного металла связываются вместе, когда у вас есть 1) атомная чистота и 2) атомная близость (см. Рисунок 2 ). Это происходит при дуговой сварке, так что атомы каждого куска металла соединяются вместе с общими электронами, чтобы стать одним твердым или однородным куском металла. Рисунок 2: Атомное соединение поверхность расплавилась во время сварки». Поперечное сечение сварного шва (особенно после травления) покажет вам профиль проплавления, включая глубину и ширину проплавления (см. примеры в (рис. 3 и 4 , которые также называют и выделяют различные части углового шва и сварного шва с разделкой кромок). Для достижения надлежащей прочности сварного шва любая сварка требует полного сплавления между кусками металла и присадочным металлом, но не для всех соединений требуется большая глубина проплавления или глубокое проплавление. До тех пор, пока вы добились полного сплавления присадочного металла и базовых пластин (и, при необходимости, стальной опорной планки), вы успешно соединили металл в одну однородную деталь. Неважно, глубокое у вас проникновение или поверхностное. Теоретически (но не реально) у вас может быть даже полный синтез на глубине всего в несколько молекул, и при этом все части будут спаяны вместе.
В качестве примера см. Т-образный и угловой сварной шов на рис. 3 . Требуемая прочность сварного шва достигается за счет полного проплавления и создания надлежащего размера углового шва (измеряемого либо по длине катета, либо по теоретической длине шва) для данного сварного соединения. Соответствующий размер сварного шва, необходимый для достижения достаточной прочности сварного шва, определяется инженером-проектировщиком на этапе проектирования. Как это определяется, выходит за рамки данной статьи. Однако, как производитель, если вы сделаете сварной шов надлежащего размера в соответствии с проектной спецификацией и добьетесь полного сплавления присадочного металла и базовых пластин, включая корневую часть, вы получите сварной шов достаточной прочности. Прочность сварного шва не определяется уровнем проникновения в основные пластины.
Рисунок 3: Части углового сварного шва
В качестве другого примера, обратитесь к стыковому соединению и сварному шву с полным проплавлением (CJP) с одной V-образной канавкой в Рисунок 4 . Надлежащая прочность сварного шва CJP с разделкой кромок достигается за счет полного сплавления сварного шва и использования присадочного металла с соответствующей прочностью (т. е. того, прочность которого, по крайней мере, соответствует прочности основного металла). Опять же, прочность сварного шва не определяется уровнем проникновения в основные пластины.
Также обратите внимание, что при сварке с разделкой кромок CJP размер сварного шва также не определяет прочность сварного шва, как в случае углового шва. Скорее, размер сварного шва — это просто результирующий объем металла шва, необходимый для заполнения соединения надлежащих размеров (т. Е. Степеней угла скоса или включенного угла и ширины корневого отверстия). Надлежащие размеры соединения — это такие, которые обеспечивают достаточный доступ электрода в соединение, чтобы можно было использовать хорошие методы сварки для достижения полного сплавления с опорными пластинами (и стальной опорной пластиной). Кроме того, необходимы надлежащие размеры шва, чтобы корневой шов имел правильное соотношение глубины и ширины (обсуждается далее в этой статье).
Рисунок 4: Части сварного шва с разделкой кромок
В этой статье подчеркивается необходимость достижения полного сплавления. Это связано с тем, что проблема может возникнуть, если у вас недостаточное сращение в любой части сустава. Это может быть разрыв со сращением боковой стенки, правильно называемым проникновением в сустав , или слиянием в корне, правильно называемым корневым проникновением . Неполное сплавление может стать зоной дефекта сварного шва, что может повлиять на прочность сварного шва и в конечном итоге привести к его разрушению. На рис. 5 показаны примеры допустимых и недопустимых профилей сварки.
Рис. 5: Профили углового сварного шва
Хотя это не обязательно связано с прочностью сварного шва, существуют ситуации, в которых более глубокое проплавление может быть полезным. Вот три примера:
Преимущество: Как указывалось ранее, необходимо добиться полного сплавления в корне сварного соединения. Если электрод не направлен должным образом на корень, длина дуги или контактное расстояние от наконечника до рабочего места (CTWD) не удерживаются на постоянном расстоянии и/или не используются надлежащие процедуры или настройки, тогда возникают проблемы с непроваром в корне происходят с большей вероятностью. Эти факторы контролируются навыками сварщика, при этом у менее опытных сварщиков чаще возникают проблемы с отсутствием сварки. Когда у вас есть процедура сварки, которая обеспечивает более глубокое проплавление (и, как следствие, более широкий профиль проплавления), вы увеличиваете шансы на достижение полного сплавления в корне даже сварщиками с ограниченными навыками. Более глубокий и широкий профиль проникновения охватывает большую площадь. Таким образом, у вас больше шансов попасть в корень (т. е. добиться слияния), даже если дуга не сфокусирована прямо на нем.
Преимущество: на рис. 6 показаны примеры сварных швов с разделкой кромок CJP в стыковом соединении с размером притупления (т. е. прямоугольная кромка или нескошенная часть кромок пластины в стыковом соединении). Эти стыки будут сварены с первой стороны (в один или несколько проходов, в зависимости от толщины листа). Затем, как правило, сварное изделие переворачивается и сваривается со второй стороны (опять же, за один или несколько проходов). Чтобы добиться полного проникновения в шов, пластины должны быть скошены, как в двойном V-образном соединении, показанном на верхнем рисунке. Или, если это прямоугольное кромочное соединение (показано на нижнем рисунке), то после того, как первая сторона сварена, вторая сторона соединения должна быть сначала выдолблена до прочного металла сварного шва. Затем приваривается вторая сторона. Если бы использовались процедуры сварки, обеспечивающие более глубокое проплавление, то глубина скосов шва не должна была бы быть такой же глубокой, что удлиняло бы корневую поверхность. Или, в случае квадратных кромок, не так много базовой пластины на второй стороне нужно будет удалить путем обратной выдалбливания, прежде чем будет получен прочный металл сварного шва. В любом случае объем металла шва, необходимый для заполнения шва, будет уменьшен. Это уменьшает как количество присадочного металла, необходимого для заполнения шва, так и время сварки. Меньшее количество сварочных работ также уменьшит потенциальные проблемы с короблением листа. 9Рисунок 6: Соединения, требующие провара Если вы достигаете сплавления за пределами корня, то фактическая или эффективная длина горловины увеличивается (см. Рисунок 3 для идентификации теоретического и фактического горловины). Как правило, при нормальном проплавлении корня не учитывается дополнительная прочность сварного шва. Однако, если может быть достигнут значительный и стабильный корневой провар, что значительно увеличивает эффективную глубину шва, тогда размер углового участка может быть уменьшен без ущерба для прочности сварного шва (см. пример на , рис. 7 ). Более глубокое проплавление не дает более прочного углового шва. Скорее, это позволяет выполнить угловой шов меньшего размера с тем же уровнем прочности, что и более крупный угловой шов, выполненный с меньшим проплавлением. Меньшие угловые сварные швы уменьшают количество необходимого металла шва и могут даже позволить увеличить скорость перемещения. Это преимущество потенциально может быть реализовано с использованием процесса дуговой сварки под флюсом (SAW), известного своими возможностями глубокого проникновения. Другие процессы дуговой сварки также могут обеспечить глубокое проплавление. Тем не менее, производственный цех должен быть способен обеспечить более глубокий уровень проникновения на постоянной основе, поэтому эта концепция не всегда может быть применима. В статье «Инновации в сварке» с веб-сайта Фонда Джеймса Ф. Линкольна эта тема обсуждается более подробно.
Рис. 7. Увеличенный эффективный раструб при значительно более глубоком проплавлении сварного шва
Существуют также ситуации, когда более глубокое проплавление может быть вредным. Вот три примера:
Ограничение: Глубокое проникновение может быть проблематичным, когда возникает проблема прожога. При сварке тонкого материала, такого как листовой металл калиброванной толщины, слишком большое проплавление может привести к тому, что сварной шов прогорит на всем протяжении соединения и выпадет из нижней части. В других случаях тонкий корневой шов делается в открытом корневом шве (например, трубном шве). Если второй проход имеет слишком большое проникновение, может возникнуть проблема с прожиганием корневого прохода.
Ограничение: Если проникновение слишком глубокое, может возникнуть растрескивание по центральной линии (форма горячего растрескивания). См. Рисунок 8 для примера центральной трещины в угловом сварном шве. Необходимо соблюдать баланс между глубиной проникновения и шириной корневого прохода. Отношение глубины к ширине (отношение Ш/Д) не должно превышать 1 к 1,2. Это сохраняет форму сварного шва достаточно однородной. Таким образом, по мере затвердевания металла шва усадочные напряжения практически равномерны во всех направлениях. Однако, если глубина шва значительно больше его ширины, то усадочные напряжения неодинаковы, и в результате сварной шов растрескается в центре валика.
Рис. 8. Сварной шов с глубоким проваром и трещиной по центральной линии из-за недостаточного отношения W/D По мере увеличения провара увеличивается и объем основной пластины, которая расплавляется и соединяется с присадочным металлом в образовавшейся сварочной ванне. Это, возможно, может добавить дополнительные элементы в сварочную ванну, что сделает сварной шов более чувствительным к растрескиванию. Примеры могут включать сварку стали, не требующей механической обработки, с более высоким содержанием серы, фосфора и/или свинца. Эти более мягкие элементы имеют более низкие температуры плавления (и затвердевания), чем сталь. Таким образом, в жидкой сварочной ванне они имеют тенденцию мигрировать к центру сварного шва, где они затвердевают последними. Эта высокая концентрация более мягких элементов в центре наплавленного валика часто приводит к растрескиванию по центральной линии из-за усадочных напряжений сварного шва при затвердевании.
Кроме того, в случае нанесения твердосплавного покрытия или наплавки более глубокое проникновение может разбавить химический состав наплавленного металла и потенциально снизить его результирующие свойства износостойкости. Наплавочные швы — это просто сварные швы «валик на пластине». На рис. 9 показана наплавка с минимальным проникновением и, следовательно, минимальной примесью между металлом сварного шва и базовой пластиной. На рис. 10 показан валик на сварном шве пластины с более глубоким проплавлением и, следовательно, большим количеством примесей между металлом сварного шва и основной пластиной.
Рис. 9: Сварка с мелким проплавлением
Рис. Что такое открытый доступ? Открытый доступ — это инициатива, направленная на то, чтобы сделать научные исследования бесплатными для всех. Наши авторы и редакторы Мы представляем собой сообщество из более чем 103 000 авторов и редакторов из 3 291 учреждения в 160 странах мира, включая лауреатов Нобелевской премии и самых цитируемых исследователей мира. Публикация на IntechOpen позволяет авторам получать цитирование и находить новых соавторов, а это означает, что больше людей увидят вашу работу не только из вашей собственной области исследования, но и из других смежных областей. Оповещения о содержимом Краткое введение в этот раздел, описывающий открытый доступ, особенно с точки зрения IntechOpen Как это работаетУправление предпочтениями Контакты Хотите связаться? Свяжитесь с нашим головным офисом в Лондоне или командой по работе со СМИ здесь: Карьера Наша команда постоянно растет, поэтому мы всегда ищем умных людей, которые хотят помочь нам изменить мир научных публикаций. Глава в открытом доступе, рецензируемая экспертамиОпубликовано: 22 июля 2020 г. DOI: 10.5772/intechopen. из отредактированного тома Отредактировано Caterina Casavola, Claudia Barile, Vincenzo Moramarco и Giovanni Pappalettera Книга Порт -порой Оценка остаточного напряжения контурным методом для толстых стыковых сварных соединений
На сегодняшний день наше сообщество сделало более 100 миллионов загрузок. Он основан на принципах сотрудничества, беспрепятственного открытия и, самое главное, научного прогресса. Будучи аспирантами, нам было трудно получить доступ к нужным нам исследованиям, поэтому мы решили создать новое издательство с открытым доступом, которое уравняет правила игры для ученых со всего мира. Как? Упрощая доступ к исследованиям и ставя академические потребности исследователей выше деловых интересов издателей.
.
558 Глава Загрузка
Просмотреть полные показатели
СКАЧАТЬ БЕСПЛАТНОРекламное объявление
Abstract
Толстый лист из стали с высокой прочностью на растяжение все чаще используется для изготовления морских сооружений, а остаточное напряжение сварки имеет важное значение для оценки механических характеристик и усталостной вязкости. Поэтому задачей исследования становится оценка распределения и величины сварочных остаточных напряжений при стыковой сварке толстолистового проката. Благодаря своим преимуществам контурный метод (КМ) может быть использован для оценки продольных остаточных напряжений путем измерения усадки сечения после разрезки стыкового сварного соединения перпендикулярно линии сварки. Между тем, код обратного метода конечных элементов (IFEM) запрограммирован на языке C++ для анализа измеренных данных для восстановления остаточного напряжения при сварке. А на основе параллельных вычислений высокопроизводительного сервера, учитывающих влияние переплава сварного шва и обратной строжки во время процесса многопроходной сварки, остаточное напряжение при сварке прогнозируется с использованием эффективного термоупругого пластического метода конечных элементов (TEP FEM). Результаты показывают, что продольное остаточное напряжение превратилось из растягивающего напряжения в зоне сварки в сжимающее напряжение в основном металле, а максимальное растягивающее напряжение составляет 269МПа. Расчетные продольные остаточные напряжения и сварочные смещения с помощью ТЭП МКЭ отождествляются с результатами экспериментов. Кроме того, подрезка оказывает незначительное влияние на остаточное напряжение, но увеличивает сварочное смещение стыкового сварного соединения. Предлагаемый ТЭП МКЭ позволяет точно прогнозировать остаточное напряжение при сварке в сварном соединении, а также является эффективным методом контроля сварочного смещения.
Ключевые слова
- высокопрочная сталь
- Остаточное напряжение
- CM
- IFEM
1.
Введение С быстрым развитием легких конструкций в судостроении толстый стальной лист с высокой прочностью на растяжение все чаще используется для изготовления морских и морских конструкций [1]. Технология сварки с высокой эффективностью является незаменимым процессом, используемым для изготовления кораблей и морских сооружений. Однако неизбежно, что остаточное напряжение сварного соединения и/или конструкции было вызвано сваркой. Сварочные остаточные напряжения можно определить как самоуравновешивающиеся напряжения в свариваемой детали при отсутствии внешней нагрузки [2, 3]. Всем нам известно, что они могут взаимодействовать с приложенными напряжениями и влиять на эксплуатационные характеристики и структурную целостность сварных деталей. Надежные знания об остаточном напряжении при сварке необходимы для исследования первопричины механизма деградации, проведения оценки структурной целостности критически важных для безопасности компонентов, оптимизации проектирования производственных маршрутов и проверки прогнозов остаточного напряжения [4, 5].
К настоящему времени было разработано несколько качественных и количественных методов измерения остаточного напряжения, которые определяются с использованием конкретных упругих постоянных материала на основе измеренной деформации, а не измеренного напряжения. Все они делятся на две категории: деструктивные методы и неразрушающие методы [6]. Для разрушающих методов, таких как метод разрезания, метод сверления отверстий и КМ, остаточное напряжение измеряется по его релаксации вследствие нарушения состояния равновесия остаточных напряжений в механическом компоненте. В то время как для неразрушающих методов, таких как метод дифракции рентгеновских лучей и метод нейтронной дифракции, остаточное напряжение определяется на основе соотношения между кристаллографическими параметрами остаточного напряжения материала. Среди вышеперечисленных методов, в соответствии с принципом суперпозиции Бюкнера, CM может предоставить двухмерную карту поперечного сечения остаточного напряжения, нормального к интересующей плоскости, которая сочетает в себе технологию релаксации напряжения и метод конечных элементов [7]. Стандартная процедура КМ реализуется следующими этапами [8]: (1) вырезание образца на плоскости интереса, (2) измерение контура плоскости или поверхности сечения, (3) обработка данных результатов измерения и ( 4) обратный расчет остаточного напряжения с использованием анализа методом конечных элементов. СМ нашел много литературы: Се [9] проведена оценка остаточных напряжений в толстостенном сварном соединении сплава Ti-6Al-4V электронно-лучевой сваркой методом конечных элементов и контурным методом. Муруган и Нараянан [10] использовали как метод конечных элементов, так и контурный метод, чтобы выявить распределение остаточного напряжения, вызванного сваркой в тройнике, и обнаружили, что экспериментальные результаты хорошо согласуются с прогнозируемым напряжением. Более того, Турски и Эдвардс [11] эффективно измерили остаточное напряжение в нержавеющей стали 316L, используя контурный метод. Брага и др. В работе [12] изучен профиль остаточных сварочных напряжений стыковых соединений конструкционной стали S355 контурным методом и методом нейтронной дифракции. Kainuma [13] исследовал остаточное напряжение сварки в ортотропных стальных перекрытиях, которое оказало значительное влияние на зарождение и распространение трещин, с использованием метода резки и метода магнитострикции. Ву [14] с помощью КМ получил двумерные карты продольных остаточных напряжений по толщине ферритной стали толщиной 70 мм. После этого Ву [15] определил остаточное напряжение в ферритной стали толщиной 80 мм, комбинируя нейтронографию и СМ. В дополнение к стыковому сварному соединению Лю [16] измерил внутреннее остаточное напряжение при инерционной сварке трением жаропрочного сплава на основе никеля.
Судя по отзывам выше, CM получил много достижений. Однако точность новой заложенной конфигурации контура резки для сварного соединения толстолистового металла не оценивалась. В данной работе исследованы остаточные сварочные напряжения стыкового сварного соединения пластин толщиной 30 мм с использованием ТЭП МКЭ и КМ. Более того, обсуждалось влияние обратной зарезки на распределение остаточных напряжений в стыковом сварном соединении.
Объявление
2. Прогнозирование остаточных сварочных напряжений методом ТЭП МКЭ
В этом исследовании остаточное напряжение при сварке в стыковом сварном соединении при дуговой сварке в среде защитного металла (SMAW) было предсказано с помощью TEP FEM, несвязанной процедуры термической/механической формулировки, которая в основном состоит из двух разделов: (a) термический процесс анализа и (b) процесс анализа напряжения. Поскольку первое оказывает решающее влияние на второе, а второе оказывает лишь небольшое влияние на первое, тепломеханическое поведение во время сварки анализируется с использованием несвязанной термомеханической формулировки [17]. Во время термического анализа 3D-модель КЭ сварного соединения сначала создается с использованием модели твердотельного элемента в соответствии с размерами сварного соединения. Модель источника тепла считается важным аспектом, и двухэллипсоидальная объемная модель используется для моделирования переходной температуры сварки [18]. Тепловой поток определяется сварочным током, сварочным напряжением и скоростью сварки. Помимо рассмотрения движущегося источника тепла, при тепловом анализе также следует учитывать потери тепла за счет конвекции и излучения. И используются зависящие от температуры тепловые свойства, такие как теплопроводность, удельная теплоемкость и плотность.
Механический анализ проводится с использованием в качестве входной нагрузки истории температуры сварки с помощью термического анализа. Здесь используется та же модель КЭ, что и в термическом анализе. Для механического анализа в основном рассматриваются механические свойства, зависящие от температуры, такие как коэффициент Пуассона, предел текучести, модуль Юнга и коэффициент линейного расширения. Кроме того, общая деформация представляла собой сумму упругой деформации, термической деформации, пластической деформации, деформации ползучести и деформации, вызванной фазовым превращением в процессе сварки, как показано в уравнении. (1). Термическую деформацию учитывают с помощью коэффициента теплового расширения, а твердофазное превращение оказывает незначительное влияние на остаточное напряжение и деформацию в мягкой стали [19]. ], поэтому фазовым изменением в настоящем исследовании пренебрегали. Кроме того, поскольку период с высокой температурой в течение всего термического цикла был очень коротким (всего несколько секунд), ползучесть также не учитывалась. Кроме того, в этом исследовании пренебрегают деформационным упрочнением, поскольку его влияние на остаточное напряжение при сварке для низкоуглеродистой стали незначительно. Полное приращение деформации в материальной точке может быть выражено как сумма упругих, пластических и термических деформаций, как было показано уравнением. (2):
εобщий=εупругий+εтермический+εфазный+εпластический+εползучесть E1
εобщий=εупругий+εтермический+εпластический E2
Чтобы обеспечить полное проплавление сварного шва, обычно используется процесс строжки угольной дугой для удаления корневого металла. В принципе, основной металл расплавлялся угольной дугой и сдувался газом под высоким давлением, увеличивая первоначальную площадь сварного шва и изменяя внешний вид сварного шва поперечного сечения. В этой статье предполагается, что сварочная дуга играет ту же роль, что и угольная дуга. Поэтому для исследования влияния обратной зарезки на остаточные напряжения в стыковом сварном соединении корневой валик основного шва снова нагревали при нагреве обратного шва.
Объявление
3. Экспериментальная процедура
В этом разделе была представлена экспериментальная процедура: первым шагом было получение стыкового сварного соединения, а затем измерялось сварное смещение вне плоскости; следующим шагом было измерение остаточного напряжения при сварке с помощью СМ. Наконец, был получен профиль сварного шва поперечного сечения.
3.1 Сварочные работы
В данном исследовании стыковое сварное соединение было получено методом SMAW. В частности, в качестве основного металла использовалась низкоуглеродистая сталь Q235 толщиной 30 мм, а присадочным металлом был сварочный пруток J507 диаметром 4 мм. Разделка под сварку была симметричной с углом 60°. Подробные размеры и разделка под сварку представлены на рис. 1.
Рис. 1.
Разделка под сварку и размеры.
3.2 Принцип измерения CM
На основе принципа суперпозиции Бюкнера CM применяется для оценки остаточных напряжений, существующих в металлических деталях или конструкциях. Идеальная теоретическая реализация CM, используемая для сварки, показана на рисунке 2. Шаг A на рисунке 2 представляет собой ненарушенное сварное соединение и остаточное напряжение, которое необходимо определить. На этапе B деталь была разрезана на две части в плоскости x = 0, и плоскость разреза деформировалась из-за приповерхностного остаточного напряжения, полностью снятого в результате разреза; следовательно, напряжение в плоскости x = 0 было равно нулю. Этап C является аналитическим этапом, на котором деформированная поверхность среза возвращается к своей первоначальной форме; определяется результирующее изменение напряжения. Наложение напряженного состояния в B на изменение напряжения в C дает исходное остаточное напряжение во всей детали. А для произвольной плоскости в сварном шве его остаточное напряжение можно определить по следующему общему выражению:
Рисунок 2.
Принципиальная схема СМ.
σxyzA=σxyzB+σxyzC E3
3.3 Процедура измерения CM
3.3.1 Резка сварного образца
Резка сварного образца является первым и наиболее важным этапом процедуры CM, поскольку последующие этапы измерения поверхности, обработки данных и расчета напряжения зависят от качества резки. контура поверхности. Он предполагает, что процесс резания упруго ослабляет остаточное напряжение и не создает напряжения в материале. В настоящее время процесс резки реализуется с использованием проволочной электроэрозионной обработки (ЭЭО), так как она позволяет получить идеально прямой разрез и не удаляет дополнительный материал с поверхностей разреза. Настройка «Обрезка» используется для того, чтобы минимизировать влияние процесса резки на смещение контура при релаксации остаточного напряжения. «Скользящий» режим резки WEDM предпочтительнее для резки по контуру из-за более низкой шероховатости, которую дает этот параметр. После установки параметров резки сварной образец во время резки погружается в деионизированную воду с регулируемой температурой. В этом исследовании используется Sodick AQ400LS с диаметром проволоки 0,25 мм и скоростью резания 0,3 мм/мин.
Кроме того, чтобы свести к минимуму количество отклонений при резке от исходной плоскости, сварные образцы должны быть ограничены от перемещения, поскольку во время резки снимаются напряжения. В обычной конфигурации резки (рис. 3а) нельзя пренебрегать влиянием ошибок резки и артефактов резки. В исследовании Хоссейнзаде ошибки в измерениях контура, вызванные пластичностью, можно смягчить, контролируя величину SIF во время резки. Этого можно добиться, выбрав подходящую стратегию сокращения и ограничения. А КИН уменьшается за счет «встроенного разреза» [20, 21]. Поэтому, чтобы в некоторой степени смягчить последствия за счет сдерживания открытия поверхностей разреза «режимом I» во время резки, в этом исследовании используется встроенный разрез (рис. 3b).
Рис. 3.
Схематический чертеж конфигурации контурного разреза для сварных образцов: (a) конфигурация обычного контурного разреза; (б) встроенный разрез.
3.3.2 Измерение контура поверхности
После резки сварного образца смещение вне плоскости может быть реализовано посредством контактного измерения и бесконтактного измерения. Оптические машины, такие как триангуляционные лазерные зонды, конфокальные микроскопы и др. полезны для измерения поверхности. Однако обработка больших наборов данных, создаваемых этими системами, может быть проблематичной, обычно требуя некоторого процесса сокращения данных. По сравнению с бесконтактным измерением с помощью оптической машины, координатно-измерительная машина (КИМ) с однородными измеренными данными широко используется для измерения контура, поскольку может быть получена регулярная измеренная точка. В этом исследовании Hexagon micro plus оснащен сенсорным датчиком диаметром 5 мм, как показано на рисунке 4. Каждая поверхность разреза была отобрана с расстоянием между точками измерения 1 × 1 мм.
Рис. 4.
Координатно-измерительная машина с шестигранной головкой.
3.3.3 Обработка данных
Процедура обработки измеренных данных заключается в выравнивании данных, сглаживании данных, усреднении двух наборов данных и подгонке двух наборов данных. Выравнивание данных заключается в обеспечении необработанных данных на регулярной жесткой основе и в одном и том же месте. Из рис. 5 видно, что при измерении контура поверхности может выполняться несколько последовательностей измерений. Когда отмечены начальная точка и направление измерения, данные на поверхности B будут такими же, как и на поверхности A, благодаря транспонированию данных в Excel или Matlab. Поскольку наличие шума и выбросов неизбежно в измеренных необработанных данных, что приводит к значительным ошибкам в расчетных напряжениях, шум и выбросы необходимо сгладить перед применением в качестве условия узлового смещения в линейно-упругом анализе методом конечных элементов. Усреднение двух наборов данных может устранить влияние напряжения сдвига и другие ошибки. Подгонка двух наборов данных может быть проведена с помощью сплайна, Фурье или полинома. В этом исследовании метод «sgolay» использовался для удаления шума и выбросов, а также для подбора измеренных данных через Matlab: обработанные данные были отображены на рисунке 6.9.0003
Рис. 5.
Рис. 6.
Обработанные данные контура: (а) исходные данные после усреднения; б) после обработки.
3.3.4 Расчет напряжения
На последнем этапе CM остаточное напряжение по нормали к интересующей плоскости может быть получено с помощью линейного упругого анализа методом конечных элементов. На этом этапе отрицательные обработанные данные применяются в качестве условия узлового смещения конечно-элементной модели, которая часто создается в соответствии с половиной всего сварного образца с использованием кода ABAQUS или ANSYS. На рис. 7 показана конечно-элементная модель полусварного соединения, а красные стрелки обозначают граничное условие, препятствующее движению твердого тела. На поверхность среза нанесена инверсия измеренного контура (деформация на этом рисунке увеличена в 185 раз). В настоящей модели КЭ используется мелкий размер элемента (1 мм), обращенный к поверхности разреза, в дополнение к мелкой плотности сетки вокруг плоскости разреза.
Рис. 7.
Конечно-элементная модель для линейного упругого анализа.
Объявление
4. IFEM
В соответствии с концепцией CM остаточное напряжение, существующее в сварных образцах, может быть рассчитано путем измерения смещения вне плоскости по нормали к интересующей плоскости. При линейно-упругом анализе конечных элементов делается несколько допущений: (1) небольшие смещения или деформации сварных компонентов или конструкций, (2) линейное упругое поведение во время удаления материала и (3) неизменные граничные условия в процессе нагружения. Поэтому его можно определить как метод обратных конечных элементов (IFEM). В общем, приведенный ниже набор линейных уравнений описывает сварные компоненты или конструкции в линейном упругом конечном элементе:
Ку=Ф E4
K=E1−2υ1+υ∂21−υ∂x2+∂2∂y2+∂2∂z21−2υ2∂22∂x∂y∂22∂x∂z∂22∂x∂y∂21−υ∂y2+ где Е – модуль Юнга, 210 ГПа, υ – коэффициент Пуассона, 0,3, К — матрица жесткости сварного компонента или конструкции, ты – матрица узловых перемещений, а Ф – матрица внешней узловой силы.
Реклама
5. Результаты и обсуждение
Результаты экспериментов и моделирования обсуждались в разделе. На основе надежного моделирования температуры сварки был проанализирован продольный остаточный стресс с помощью ТЭП МКЭ и КМ. После этого получали поперечные сварочные остаточные напряжения с помощью ТЭП МКЭ. Сравнительный анализ сварочного смещения был проведен для дальнейшего подтверждения эффективности и точности предложенного ТЭП МКЭ.
5.
1 Распределение максимальной температуры сваркиНа рис. 8 представлены две МКЭ-модели стыкового сварного соединения, которые содержат 13 702 узла, 12 300 элементов и 22 072 узла, 20 400 элементов соответственно, а механические граничные условия показаны на рис. 8 стрелками. На рисунке хорошо видно, что вблизи сварного шва имеется большое количество узлов, а сетка к краю пластины постепенно уменьшается. Способ расположения сетки полезен для повышения эффективности вычислений и обеспечения точности вычислений при расчете нелинейного теплообмена при переходной температуре сварки.
Рис. 8.
Имитационная модель и последовательность сварки стыкового сварного соединения: (а) без учета обратной зарезки; (b) с учетом обратной выдалбливания.
5.1.1 Корневой шов
В принципе, пластическая деформация является источником образования остаточных сварочных напряжений, которые в основном определяются максимальной температурой сварки и условиями ограничения. При этом условие защемления не рассматривается, а для описания особенностей температурного поля сварки стыкового сварного соединения используется распределение максимальной температуры сварки. При термическом анализе стыкового сварного соединения начальную температуру принимают равной 20°С. Для имитации тепловложения движущейся сварочной дуги при сварке используется объемный источник тепла с равномерным распределением плотности. Для этого источника тепла энергия сварочной дуги зависит от сварочного тока, напряжения, скорости и эффективности дуги. Когда процесс сварки представляет собой SMAW, тепловой КПД дуги составляет 0,6, а длина сварочной дуги составляет 30 мм. А объем источника тепла обозначает рассматриваемый объем сварочной ванны и может быть получен путем расчета объемной доли элементов в зоне сварки в данный момент. Нелинейный изотропный тепловой поток Фурье также использовался для теплопроводности. Рассмотрены зависящие от температуры тепловые свойства, такие как теплопроводность, удельная теплоемкость и плотность. Рисунок 9представляет собой зону сплавления в среднем сечении стыкового сварного соединения с учетом или без учета подрезки. Зона моделируемого плавления немного больше площади Х-образной канавки, а максимальная температура составляет примерно 2300°С. По сравнению с макроструктурой стыкового сварного шва зона сплавления с учетом подрезки согласуется лучше, чем без учета подрезки. Таким образом, можно сделать вывод, что область сплавления, предсказанная МКЭ с учетом обратной выдалбливания, является разумной.
Рис. 9.
Зона сплавления стыкового сварного соединения: а — без учета подрезки; (b) с учетом обратной выдалбливания.
5.2 Распределение остаточных сварочных напряжений
На рис. 10a–c показано двумерное отображение продольных остаточных напряжений сварки в среднем поперечном сечении, рассчитанное с помощью численного моделирования и IFEM соответственно. Подробно на рисунке 10a представлены продольные остаточные напряжения без учета обратной выдалбливания, на рисунке 10b показаны продольные остаточные напряжения с учетом обратной выдалбливания, а на рисунке 10c показаны продольные остаточные напряжения с помощью IFEM. Из рисунка видно, что как продольные остаточные напряжения с учетом, так и без учета обратной выдалбливания совпали с измеренным контуром. Но пиковое значение продольного остаточного напряжения с учетом выдалбливания выше, чем без учета выдалбливания, что практически равно максимальному измеренному значению. Кроме того, процесс обратной строжки может уменьшить площадь растягивающего напряжения основного сварного шва. Кроме того, на рис. 10в видны некоторые неровности на краях поверхностей разреза; эти неровности могут возникать из-за входа и выхода проволоки во время резки образца.
Рис. 10.
На рис. 11а–в количественно сравниваются продольные распределения остаточных напряжений сварки в среднем поперечном сечении по линиям L1, L2 и L3, рассчитанные методом ТЭП КЭ, и соответствующие измерения соответственно. Из рисунка 11а,б видно, что рассчитанные распределения продольных остаточных напряжений вдоль L1 и L2 хорошо согласуются с измеренным распределением напряжений. Из рис. 11в видно, что распределение продольных напряжений по толщине в центральном шве было явно меньше, чем в накидных швах, которое можно увеличить в процессе обратной строжки. Следовательно, можно обнаружить, что пиковые продольные напряжения были в сварных швах, а продольные напряжения в центральном сварном шве могут быть увеличены в процессе обратной строжки.
Рис. 11.
На рис. 12а,б представлены особенности поперечных остаточных напряжений в стыковом сварном соединении с учетом и без учета обратной строжки соответственно. Из рисунка видно, что растягивающее напряжение практически постоянно, а сжимающее напряжение с учетом обратной выдалбливания больше, чем без учета обратной выдалбливания. А карты среднего сечения показывают, что сигнал поперечных остаточных напряжений местного корневого шва и его распределение явно изменяются. Наконец, места максимального остаточного напряжения и пространственное распределение по толщине указывают на важность возникновения трещин и целостность сварных компонентов.
Рис. 12.
Распределение остаточных напряжений сварки в поперечном направлении: (а) без учета обратной выдалбливания; (b) с учетом обратной выдалбливания.
5.3 Сварочное смещение
На рис. 13 показан контур смещения сварки в направлении z с помощью ТЭП МКЭ и измерения КИМ. Максимальное смещение сварки в направлении z с помощью ТЭП МКЭ составило 0,9363 мм без учета обратной строжки и 1,5874 мм с учетом обратной строжки соответственно. Максимальное смещение в направлении z по измерению КИМ составило 0,80750. Количественный анализ был проведен путем извлечения смещения посередине длины, как показано на рис. 14. Приняв центр сварного шва за базовую точку деформации, можно увидеть, что расчет смещения при сварке в направлении z с учетом обратной строжки имел лучшее согласие с измерением. Проанализировано, что деформация после основной сварки была смягчена процессом обратной строжки. Таким образом, можно сделать вывод, что распределение и величина остаточных напряжений, полученные с помощью эффективной КТЭ ТЕР с учетом процесса обратной строжки, были точными и эффективными.
Рис. 13.
Рис. 14.
Сравнение сварочного смещения по оси Z.
Объявление
6. Выводы
В данной работе остаточное напряжение, вызванное сваркой, в стыковом сварном соединении толстолистового металла оценивается с помощью численного моделирования и CM. Для проверки рассчитанных остаточных напряжений проводится измерение КМ. Результаты измерения КМ сравниваются с остаточными напряжениями, рассчитанными ТЭП КЭ. На основании результатов моделирования и измерений можно сделать следующие выводы:
Расчетные продольные остаточные напряжения по ширине шва и остаточные напряжения по толщине хорошо согласуются с результатами измерений КМ.
Принимая во внимание обратную строжку, расчетное сварочное смещение с помощью ТЭП МКЭ идентифицируется с результатом измерения.
Сравнительный анализ измерений и расчетов показал, что обратная строжка оказывает незначительное влияние на распределение и величину остаточных напряжений при сварке, но, очевидно, может увеличить сварочное смещение.
Реклама
Благодарности
Авторы выражают благодарность Национальному фонду естественных наук Китая (грант № 51609091), Приоритетной академической программе высших учебных заведений Цзянсу, Университетскому фонду естественных наук провинции Цзянсу (14KJA570001) и Высокотехнологичные судовые научные исследования Министерства промышленности и информационных технологий Китайской Народной Республики в 2017 г.
Ссылки
- 1. Ван Дж. К., штаб-квартира Чжао, Цзоу Дж. С., Чжоу Х. , Ву Цз. Ф., Ду С. Д. Прогнозирование деформации при сварке с помощью упругого конечно-элементного анализа и практика смягчения последствий при изготовлении компонента консольной балки самоподъемной буровой установки. Океаническая инженерия. 2017;130:25-39
- 2. Уизерс П.Дж., Бхадешия, Гонконг. Остаточный стресс. Часть 1 — Методы измерения. Материаловедение и технологии. 2001;17:355-365
- 3. Уизерс П.Дж., Бхадешия, Гонконг. Остаточный стресс. Часть 2—Природа и происхождение. Материаловедение и технологии. 2001б;17:366-375
- 4. Хоссейнзаде Ф., Коваль Дж., Бушар П.Дж. К руководящим принципам передовой практики для контурного метода измерения остаточного напряжения. Инженерный журнал. 2014;8:453-468
- 5. Sun YL, Roy MJ, Vasileiou AN, Smith MC, Francis JA, Hosseinzadeh F. Оценка ошибок, связанных с пластичностью, вызванной резанием, при измерении остаточных напряжений с использованием контурного метода. Экспериментальная механика. 2017;57:719-734
- 6. Уизерс П.Дж., Турски М., Эдвардс Л., Бушар П.Дж., Баттл Д.Дж. Последние достижения в области измерения остаточных напряжений. Международный журнал сосудов под давлением и трубопроводов. 2008;85:118-127
- 7. Прайм МБ. Картирование остаточных напряжений поперечного сечения путем измерения контура поверхности после разреза. Журнал инженерных материалов и технологий. 2001;123:162-168
- 8. Prime MB, DeWald AT. Контурный метод. В: Шайер Г.С., редактор. Практические методы измерения остаточных напряжений. Хобокен, Нью-Джерси, США: John Wiley & Sons, Ltd; 2013. стр. 109-138
- 9. Се П., Чжао ХИ, Ву Б, Гонг С.Л. Использование метода конечных элементов и контура для оценки остаточных напряжений в толстом сплаве Ti-6Al-4V, сваренном электронно-лучевой сваркой. Acta Metallurgica Sinica (английские буквы). 2015;28(7):922-930
- 10. Муруган Н., Нараянан Р. Конечно-элементное моделирование остаточных напряжений и их измерение контурным методом. Материалы и дизайн. 2009;30(6):2067-2071
- 11. Турски М., Эдвардс Л. Измерение остаточного напряжения в образце валика на пластине из нержавеющей стали 316l с использованием контурного метода. Международный журнал сосудов под давлением и трубопроводов. 2009;86(1):126-151
- 12. Braga DFO, Coules HE, Pirling T, Richter-Trummer V, Colegrove P, de Castro PMST. Оценка остаточных напряжений сварных листов конструкционной стали с послесварочной прокаткой и без нее контурным методом и нейтронографией. Журнал технологии обработки материалов. 2013;213(12):2323-2328
- 13. Kainuma S, Jeong Y-S, Yang M, Inokuchi S. Сварка остаточных напряжений в корнях между плитой настила и U-образным ребром в ортотропных стальных настилах. Измерение. 2016;92:475-482
- 14. Woo W, An GB, Kingston EJ, DeWald AT, Smith DJ, Hill MR. Распределение остаточных напряжений по толщине в двух толстых сварных швах с экстремальной тепловложением: нейтронографический метод, контурный метод и исследование глубокого сверления. Акта Материалия. 2013;61:3564-3574
- 15. Woo W, An GB, Em VT, De Wald AT, Hill MR. Распределения остаточных напряжений по толщине в сварном шве толщиной 80 мм нейтронографическим и контурным методом. Журнал материаловедения. 2015;50:784-793
- 16. Лю С., Чжу Х.Ю., Донг С.Л. Измерение внутренних остаточных напряжений при инерционной сварке трением жаропрочного сплава на основе никеля. Наука и техника сварки и соединения. 2014;19(5):408-415
- 17. Радаж Д. Тепловые эффекты сварки: температурное поле, остаточные напряжения и деформации. Берлин/Гейдельберг: Springer Verlag Publishing; 1992
- 18. Голдак Дж.А., Ахлаги М. Вычислительная механика сварки. Оттава: Спрингер; 2005. pp. 71-115
- 19. Yang YP, Dong P. Искажение деформации и методы смягчения для тонкостенных структур. Журнал материаловедения и производительности. 2012;21(2):153-160
- 20. Hosseinzadeh F, Traore Y, Bouchard PJ, Muránsky O. Уменьшение пластичности, вызванной резанием, в контурном методе. Часть 1: Экспериментальная. Международный журнал твердых тел и конструкций. 2016;94–95:247-253
- 21. Муранский О., Хоссейнзаде Ф., Хамелин С.Дж., Траоре Ю., Бендейч П.Дж. Исследование оптимальных конфигураций резания для контурного метода измерения остаточных напряжений сварного шва. Международный журнал сосудов под давлением и трубопроводов. 2018;164:55-67
Разделы
Информация о авторе
- 1. Введение
- 2. Предоставление сварки остаточного стресса с помощью TEP FEM
- 3.