Торированный вольфрам — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Торированный вольфрам более стоек в жестких условиях работы и потому часто используется в течеискателях. [1]
Применение торированного вольфрама для сварки переменным током нецелесообразно. При питании дуги постоянным током обратной полярности вольфрам плавится при плотностях тока, значительно меньших, чем нормальные для переменного тока или постоянного прямой полярности. Поэтому сварка вольфрамовым электродом на постоянном токе обратной полярности не производится. [2]
Работа выхода торированного вольфрама равна 2 63 эл. Если в трубке, в которой заключена торированная нить, появляется газ, хотя бы в очень незначительных количествах, то при наложении положительного потенциала на анод газ ионизуется, положительные ионы приобретают ускорение по направлению к нити и, уда-рясь о нее, сбивают с ее поверхности атомы тория. Нить теряет свою активность. Для поддержания такого вакуума в готовом приборе в колбу прибора при его сборке вносятся химические вещества, усиленно поглощающие остаточные газы, выделяющиеся из металлических и стеклянных частей прибора во время его работы. Типичными их представителями являются металлический барий и некоторые его сплавы. Торированные вольфрамовые катоды находят применение в усилительных лампах малой мощности.
[3]
Нить теряет свою активность. Для поддержания такого вакуума в готовом приборе в колбу прибора при его сборке вносятся химические вещества, усиленно поглощающие остаточные газы, выделяющиеся из металлических и стеклянных частей прибора во время его работы. Типичными их представителями являются металлический барий и некоторые его сплавы. Торированные вольфрамовые катоды находят применение в усилительных лампах малой мощности.
[3]
Катод из торированного вольфрама, работа выхода которого ф я 2 6 эВ меньше, чем для вольфрамовых катодов, имеет рабочую температуру — 1900 К. Его эффективность по отношению к мощности нагревателя равна приблизительно 50 мА / Вт. Такой катод не может противостоять бомбардировке тяжелыми ионами. Он также относится к катодам прямого накала. [4]
Термоэлектронной эмиссии торированного вольфрама посвящено много работ. В справочнике по электронной технике [39] этот вопрос хорошо освещается с позиций промышленной практики.
| Комбинированный катод мощной генераторной лампы. [6] |
Катоды из торированного вольфрама, ранее применявшиеся в приемно-усилитель-ных лампах, к настоящему времени полностью вытеснены оксидными катодами. Исключение составляют лишь некоторые типы электрометрических ламп. Основной причиной этого является недолговечность ториевой атомной пленки на поверхности вольфрама в случае ионной бомбардировки при анодных напряжениях, превышающих несколько десятков вольт. [7]
Комбинированный катод мощной генераторной лампы. [8]
[8] |
Устойчивость работы торированного вольфрама значительно повышается при его карбидировании путем прокаливания в парах углеводородов. При этом, помимо большей стойкости атомных пленок тория на поверхности, облегчается также и восстановление тория из его окиси в толще вольфрамовой проволоки, что позволяет использовать весь запас окиси тория, повышая тем самым долговечность катода. В отличие от обычного торированного вольфрама, работающего при температурах 1800 — 1850 К, нормальной для карбидированного вольфрама является рабочая температура 2 000 К. [9]
При какой температуре торированный вольфрам будет давать такую же удельную эмиссию, какую дает чистый вольфрам при 7 2500 К. [10]
При какой температуре торированный вольфрам будет давать такую же удельную эмиссию, какую дает чистый вольфрам при Г 2500 К. [11]
Из-за естественной радиоактивности торированный вольфрам применяют редко. [12]
[12]
Температура катода из торированного вольфрама может быть в пределах 1650 — 1750 К, а оксидного катода — равной 650 — 750 К. Использование катодов с низкой рабочей температурой практически предотвращает возникновение фотоэлектронной эмиссии сетки. Влияние же внешнего освещения устраняется, если заключить электрометрическую лампу в светонепроницаемый экран. [13]
Применение катодов из торированного вольфрама в виде тонких нитей диаметром 15 мкм и тоньше, а также оксидных катодов на вольфрамовом керне позволяет конструировать лампы с малыми значениями тока накала. Сверхминиатюрные лампы с оксидным катодом на нихромовом керне диаметром 10 мкм имеют ток накала, равный 10 ма. В случае же вольфрамового керна того же диаметра ток накала составил бы 25 — 30 ма. [14]
В катодах из торированного вольфрама ( W — Тп), известных с 1916 г. ( Ленгмюр), запасы тория в виде его окиси вносятся в вольфрам при выплавке. Торированный вольфрам изготовляется в виде тонких проволок и применяется подобно чистому вольфраму для прямонакальных катодов.
[15]
Торированный вольфрам изготовляется в виде тонких проволок и применяется подобно чистому вольфраму для прямонакальных катодов.
[15]
Страницы: 1 2 3 4
Каталог -> Вольфрамовый и молибденовый прокат (прутки, проволока) -> ПРУТКИ ШЛИФОВАННЫЕ ИЗ ТОРИРОВАННОГО ВОЛЬФРАМА
12. ПРУТКИ ШЛИФОВАННЫЕ ИЗ ТОРИРОВАННОГО ВОЛЬФРАМА
ТУ 48-19-59-87
Прутки применяются в электронной промышленности.
12.1 Химический состав
Таблица 36
|
Марка вольфрама |
Массовая доля вольфрама, включая оксид тория, не менее, %
|
Массовая доля оксида тория, % |
Массовая доля примесей, %, не более |
|
|
99,95 |
1,5—2. |
0,05 |
|
ВТ-50 |
99,94 |
4,5—5.5 |
0,06 |
 0
0Примечание: в сумму примесей входят: молибден, железо, алюминий, кремний, кальций.
12.2. Размеры прутков
Таблица 37
|
Номинальный диаметр, мм |
Предельное отклонение, % |
Длина, мм, не менее |
|
4.0 |
— 3,5 |
100 |
5. 5 5
|
— 3,0 |
|
|
6.0 |
— 2,5 |
|
|
6.5 |
— 2,0 |
|
|
7. |
||
|
7.5 |
||
|
8.0 |
||
|
8.5 |
||
|
9.0 |
 0
0Поверхность прутков должна быть без раковин, трещин, расслоений, загрязнений, коррозии, заусениц. Допускаются поперечные риски от шлифовки, вмятины, не выводящие диаметр прутка за пределы допускаемых отклонений. Торцы прутков должны быть без окислений и расслоений, видимых невооруженным глазом.
Торцы прутков должны быть без окислений и расслоений, видимых невооруженным глазом.
Отклонение от прямолинейности не более 1 % длины прутка.
Вольфрамовый электрод WТ-20 Торированный вольфрам в Украине. Цены на Вольфрамовый электрод WТ-20 Торированный вольфрам на Prom.ua
Вольфрамовый электрод Timi WT 20 (красный) DC
На складе
Доставка по Украине
37 грн
Купить
PROFSVARKA
Электроды вольфрамовые GRADIENT WT20 Ø3,2х175 (упаковка 10шт.) [GET5032]
На складе в г. Одесса
Доставка по Украине
1 344 грн/упаковка
Купить
ЕЛЕКТРОНОМ
Электроды вольфрамовые GRADIENT WT20 Ø2,0х175 (упаковка 10шт.) [GET5020]
На складе в г. Одесса
Доставка по Украине
702 грн/упаковка
Купить
ЕЛЕКТРОНОМ
Электроды вольфрамовые GRADIENT WT20 Ø2,4х175 (упаковка 10шт.) [GET5024]
На складе в г. Одесса
Одесса
Доставка по Украине
864 грн/упаковка
Купить
ЕЛЕКТРОНОМ
Электроды вольфрамовые GRADIENT WT20 Ø1,6х175 (упаковка 10шт.) [GET5016]
На складе в г. Одесса
Доставка по Украине
450 грн/упаковка
Купить
ЕЛЕКТРОНОМ
Вольфрамовый электрод Ø1,6 мм бирюзовый (синий) WL-20 (оксид лантана)
На складе в г. Днепр
Доставка по Украине
44.80 грн
Купить
Спарк-Центр
Вольфрамовый электрод Ø2,0 мм бирюзовый (синий) WL-20 (оксид лантана)
На складе в г. Днепр
Доставка по Украине
63 грн
Купить
Спарк-Центр
Вольфрамовый электрод Ø2,4 мм бирюзовый (синий) WL-20 (оксид лантана)
На складе в г. Днепр
Доставка по Украине
88.20 грн
Купить
Спарк-Центр
Вольфрамовый электрод Ø3,0 мм бирюзовый (синий) WL-20 (оксид лантана)
На складе в г. Днепр
Днепр
Доставка по Украине
147 грн
Купить
Спарк-Центр
Вольфрамовый электрод Ø3,2 мм бирюзовый (синий) WL-20 (оксид лантана)
На складе в г. Днепр
Доставка по Украине
168 грн
Купить
Спарк-Центр
Электроды вольфрамовые GRADIENT WL20 Ø1,0х175 мм (упаковка 10шт.) [GET1010]
На складе в г. Одесса
Доставка по Украине
288 грн/упаковка
Купить
ЕЛЕКТРОНОМ
Вольфрамовые электроды Abicor Binzel WR 2 (лантанированные) 2.0 мм
Доставка из г. Львов
90 грн
Купить
ПП «Швидка Промислова Допомога»
Вольфрамовый электрод WT-20
На складе
Доставка по Украине
21 грн
Купить
Welding Dragon
Вольфрамовый электрод WT-20 D 1.6 мм (красный)
На складе в г. Харьков
Доставка по Украине
44 грн
Купить
Интернет магазин сварочных комплектующих и расходных материалов SvarShop
Вольфрамовый электрод WT-20 D 2. 0 мм (красный)
0 мм (красный)
На складе в г. Харьков
Доставка по Украине
68 грн
Купить
Интернет магазин сварочных комплектующих и расходных материалов SvarShop
Смотрите также
Вольфрамовый электрод WT-20 D 2.4 мм (красный)
На складе в г. Харьков
Доставка по Украине
92 грн
Купить
Интернет магазин сварочных комплектующих и расходных материалов SvarShop
Вольфрамовый электрод WT-20 D 3.2 мм (красный)
На складе в г. Харьков
Доставка по Украине
135 грн
Купить
Интернет магазин сварочных комплектующих и расходных материалов SvarShop
Вольфрамовый электрод WT-20 D 4.0 мм (красный)
На складе
Доставка по Украине
205 грн
Купить
Интернет магазин сварочных комплектующих и расходных материалов SvarShop
Электроды вольфрамовые WТ-20 (цвет красный) ф1,6 — 4,0 мм
На складе
Доставка по Украине
от 75 грн
Купить
ТОВ Экспловелд-Б
Вольфрамовые электроды WP зеленые Binzel (чистые) — WE — D 2,0 / 175 мм
Доставка по Украине
110 грн
Купить
ТОВ «Київзварювання»
Вольфрамовый электрод Timi WT 20 (красный) DC
На складе
Доставка по Украине
46 грн
Купить
ЛЮКС-ТОРГ
Вольфрамовые электроды WP Ф2,0 (Abicor Binzel) (не крашеные, чистый вольфрам)
На складе в г. Запорожье
Запорожье
Доставка по Украине
76 грн
Купить
«Аргон» Все для сварки
Вольфрамовые электроды WR2 Ф2,0 (упаковка 10шт.) Abicor Binzel (голубой)
На складе в г. Запорожье
Доставка по Украине
770 грн/упаковка
Купить
«Аргон» Все для сварки
Вольфрамовые электроды WT-20 Ф3,0 (упаковка 10шт.) Abicor Binzel (красный)
На складе в г. Запорожье
Доставка по Украине
1 674 грн/упаковка
Купить
«Аргон» Все для сварки
Вольфрамовые электроды WT-20 Ф3,0Х150мм (Abicor Binzel) (красный)
На складе в г. Запорожье
Доставка по Украине
161 грн
Купить
«Аргон» Все для сварки
Вольфрамовые электроды WT-20 Ф3,0Х175мм (Abicor Binzel) (красный)
На складе в г. Запорожье
Доставка по Украине
168 грн
Купить
«Аргон» Все для сварки
Вольфрамовый электрод WT20 d2. 4 (1шт)
4 (1шт)
Доставка по Украине
71 грн
Купить
BudeTut
Вольфрамові електроди WL20 — D 1,0 / 175мм, бірюзовий, з оксидом лантану, AC / DC
Доставка по Украине
27 грн
Купить
Компания A-Weld
Вольфрамовые электроды 4.8мм WT-20
Доставка по Украине
150 грн
Купить
Металл и Камень
Page not found — VDI-UA
Unfortunately the page you’re looking doesn’t exist (anymore) or there was an error in the link you followed or typed. This way to the home page.
- Главная
- Полуавтоматы
- Элсва ПДГ
- SSVA MIG
- Патон ПСИ
- Альтаир МИГ
- Jasic MIG
- Энергия Сварка
- Инверторы MMA
- Элсва ВД
- SSVA
- Патон ВДИ
- Энергия ГмбХ
- Альтаир
- DECA MMA
- GYSmi MMA
- Jasic
- Инверторы TIG
- TIG DC
- SSVA TIG
- Патон АДИ
- Jasic TIG
- Welding Dragon TIG
- Газосварка
- Мундштук режущий PNME 1/32
- Мундштук резка PNME 3/64
- Мундштук резки PNME 1/16
- Мундштук режущий PNME 5/64
- Режущий мундштук PNME 3/32
- Мундштук резка PNME 7/64
- Мундштук режущий PNME 1/8
- Плазменная резка
- Плазморез Промінь CUT 47 Профи
- Система охлаждения
- Кулер 9L
- Кулер 12L
- Патон
- ВДИ-mini-150
- ВДИ-160Е
- Фотогалерея ВДИ-160Е
- Фото изнутри ВДИ-160 Е
- ВДИ-200Е
- Фото ВДИ-200 Е
- Изнутри ВДИ-200 E
- Внутри ВДИ-200 E (2018г)
- ВДИ-250Е
- Фотографии
- Внутренности
- Изнутри ВДИ-250Е (2018)
- ВДИ-160P
- Фото
- Изнутри ВДИ-160P
- ВДИ-200P
- Фотогалерея
- Фото изнутри
- ВДИ-250P
- ВДИ-350Р
- ВДИ-500P
- ПСИ-160S DC
- ПСИ-200S DC
- ПСИ-250S DC
- ПСИ-270S DC (380V)
- ПСИ-200Р DC
- ПСИ-250P DC
- ПСИ-270P DC(380V) 15-2
- ПСИ-350P DC(380V)
- АДИ-160S (Аргон)
- АДИ-200S (Аргон)
- Фото АДИ-200S
- Изнутри АДИ 200S
- АДИ-200PAC (AC/DC)220V
- ПРИ-40S DC (Плазма)
- Фото плазмы изнутри
- СТШ-315СГД AC MMA/TIG
- СТШ-400СГД AC MMA/TIG
- ВД-310H DC MMA (выпрямитель)
- ВД-400СГД AC/DC MMA/TIG (выпрямитель)
- ВД-500 DC (выпрямитель)
- ПС-254-1 DC MIG/MAG
- ПС-350-1 DC MIG/MAG
- ПС-253.
 2 DC MIG/MAG
2 DC MIG/MAG - ПС-351.2 DC MIG/MAG
- Подающее БП-608
- ВС-650СР DC MIG/MAG/MMA
- ВДМ-6303П выпрямитель
- ВДМ-1202П выпрямитель
- ВДУ-1202П выпрямитель
- Днепровелдинг
- ВДИ-160
- ВДИ-180
- Фото изнутри ВДИ 180
- ВДИ-220
- Фото изнутри ВДИ 200
- ВДИ-280
- Фото изнутри ВДИ 250
- ВДИ-350
- ВДИ-400
- ВДИ-250А TIG Pulse
- Элсва (Запорожье)
- ВД-160И
- Фото изнутри Элсвы 160
- Фото ВД-160И
- ВД-161И
- Внутренности Элсва ВД-161И
- ВД-180И
- Фото ВД-180И
- Фото изнутри Элсвы 180
- ВД-200И
- Фото внутренностей Элсва ВД-200И
- ВД-200ИН (60 мес гарантия)
- ТУРВЕЛД ВД-220П
- ПДГ-180И
- Фото ПДГ
- ПДГ-180ИН (Норма)
- Фото ПДГ-180ИН
- Изнутри ПДГ-180 ИН
- ПДГ-180ИЕ
- Фотогалерея Элсва ПДГ-160ИЕ
- ПДГ-220И
- ПДГ-220ИН
- ПДГ-220ИЕ
- Фото ПДГ 220
- Изнутри ПДГ-220
- Атом (Запорожье)
- Атом I-160C
- Атом I-180M
- Фото Атома
- Атом I-180D
- Атом I-250D
- Атом I-180 MIG/MAG
- Техмик (Ровно)
- Techmics 165
- Techmics 185
- Фото аппарата
- Фото в разобранном
- Techmics 205
- ИИСТ (Херсон)
- Инвертор ИИСТ-140
- Фото внутренностей ИИСТ-140
- Инвертор ИИСТ-160
- Фото изнутри ИИСТ-160
- ИИСТ Колибри
- Инвертор ИИСТ-250
- Видео работы аппаратов
- SSVA (Харьков)
- SSVA-mini-140
- SSVA-mini «Самурай»
- Фото инвертора
- Изнутри фото
- Подключение SSVA-PU
- SSVA-mini-P «Самурай»
- Фото полуавтомата
- фотографии внутенностей
- SSVA-160-2
- Фото SSVA-160-2
- Фото изнутри SSVA-160-2
- SSVA-160 new
- Видео Краш
- SSVA-160-2 (TIG)
- Foto SSVA-160(TIG)
- Изнутри SSVA-160-2 (TIG)
- SSVA-270
- Фото SSVA-270
- Фото внутренностей SSVA-270
- SSVA-180-P
- Фото SSVA-180P
- FOTO SSVA-180P(2017)
- Фото изнутри SSVA-180P
- Foto внутри SSVA-180P(2017)
- Видео сварки
- SSVA-180P (TIG)
- Фото SSVA180P TIG
- Внутренности SSVA 180 TIG
- SSVA-270P
- SSVA-270P (380V 4 rolika)
- Фотогалерея
- Внутренности ССВА-270Р
- SSVA-500
- SSVA-PU
- SSVA-PU (4 ролика)
- SSVA-PU2
- Foto SSVA-PU2
- SSVA-PU3
- SSVA-PU-500
- SSVA+TIG
- Сертификаты и руководства
- GYSmi
- Фото изнутри Gysmi 131
- GYS 160 P
- GYSmi E163
- GYSmi 200P
- GYS E200 FV
- Фото изнутри Gysmi 161
- GYSmi165
- Фото изнутри Gysmi 165
- GYSmi 196FV
- GysMaster 206 FV
- Gys TIG 167 HF DC
- GYS TIG 168 DC HF
- GYSmiTIG 200 DC FV
- Gysmi 207 AC/DC
- Фото изнутри Gysmi 207
- Полуавтомат GYS PEARL
- Buddy ARC 180
- Фото инвертора
- Фотографии внутренностей
- DECA
- Starmicro 150
- Starmicro 180
- Starmicro 205
- Mastro 518 HD GEN
- MASTRO 32 GEN
- MASTRO 40 GEN
- MASTRO 50 GEN
- MOS 115 Evo
- MOS 138 Evo
- MOS 150 GEN
- MOS 168 Evo
- MOS 170 GEN
- MOS 210 GEN
- MOS 138E MMA&TIG набор
- TIG MASTROTIG 200 ET17/4M
- TIG DECATIG 200E AC/DC
- MIG STARTWIN 135E
- MIG STARWIN 165/1 EVO
- MIG STARWIN 180E
- I-PAC 1235
- I-PAC 1235K (с компрессором)
- PAC MASTROPAC 55 S45 /6m
- Jasic
- Super mini (Z237)
- ARC-160 (Z238)
- ARC-160
- Фото инвертора
- Фото изнутри
- ARC-180
- ARC-200 (Z209)
- ARC-200 (Z224)
- ARC-250 (R112)
- ARC-250 (Z230)-1Фаза
- ARC-250 (Z227)
- ARC-315 (R114)
- ARC-350 (Z299)
- ARC-400 (Z312)
- ARC 500 (R11)
- ARC-630 (Z321)
- TIG-160
- Фотографии JASIC TIG-160
- TIG-180P DC (W211)
- TIG-180 (W119)
- TIG-200P DC (W224)
- TIG-200P DC (W212)
- Фото TIG-200P
- Изнутри TIG 200P
- TIG-200P AC/DC (E101)
- TIG-200P AC/DC (E201)
- TIG-250P AC/DC
- TIG-315P AC/DC (E103)
- TIG-315P AC/DC (E106)
- TIG-500P AC/DC (E312)
- JASIC CT-416
- Фотогалерея
- Фото изнутри
- CUT-40
- CUT-60
- CUT-70
- CUT-80
- CUT-100
- CUT 160 (J47)
- MIG-160 (N219)
- MIG-200 (N220)
- MIG-250 (J246)
- MIG-250 (N208)
- MIG-250 (N290) 3F
- MIG-315 (N202)
- MIG-350 (J1601)
- MIG-350 (N293)
- MIG-350P (N316) Sinergik
- MIG-400 (N361)
- MIG-500 (N308)
- MZ-1000(M308) Трактор
- Welding Dragon
- TIG250P DC 380V
- TIG280P DC digital 380V
- TM200ACD Pulse HF
- AC/DC 200P (5A) 220V
- ProTIG 200AC/DC-220V
- ProTIG 250AC/DC-220V
- Изнутри ProTig 250 AC/DC
- ProTIG 315AC/DC-380V
- DigiTIG250P ACDC MIX 220V
- DigiTIG320P ACDC MIX 380V
- CUT-40 (Плазма 220В)
- iCUT-60 (Плазма 380В)
- iCUT-80 (Плазма 380В)
- iCUT-100 (Плазма 380В)
- JSCUT-200 (Плазма 380В)
- CT-416A (220В)
- Modern Welding
- MMA 140
- Фото
- Внутренности
- MMA 200
- Фотографии
- Изнутри
- Telwin
- Force 145
- Force 165
- Force 165 фотогалерея
- Force 165 изнутри
- Force 195
- Днипро-М
- САБ-250Н
- САБ-210
- САБ-255К
- САБ-258ДП
- САБ-250ДПК
- MMA 250B
- Энергия-сварка
- ВДС-160 Шмель
- ВДС-180 Шмель new
- ВДС-180 Шмель
- ВДС 180 фото
- Внутренности инвертора
- Изнутри new
- ВДС-205 Шмель
- Обновленный вариант
- Фото изнутри Шмель
- Сварка вымостки
- ВДС-205 TIG Шмель
- ПДГУ-180 инвертор
- Фото ПДГ-180
- Фото внутренностей ПДГ180
- ПДГУ-207 Патриот
- ПДГУ-350
- ПДГУ-500
- ПДГ-125
- ПДГ-160
- ПДГ-215
- ПДГ-216
- ПДГ-315
- Тесты и видеоматериалы
- Тест ПН Jasic Патон IMS1700
- Просадка сети до 100В
- Работа сварочного инвертора от удлиннителя
- ВДС-180 Шмель
- Hutong MMA-200I
- Патон ВДИ-160S
- Telwin force 165
- Modern welding MMA140
- Элсва ВД-160И
- Атом I-180M
- SSVA-mini Самурай
- Тест электродами на 200А
- ПАТОН ВДИ 200M DC TIG
- ВДС-205
- Элсва ВД-200И
- SSVA-160-2
- Тест электродами на 160А
- Тест Элсва ВД-160И
- Тест ИИСТ-160
- Тест GYSmi 165
- Тест ПАТОН ВДИ-160S
- Тест Jasic ARC-160
- Тест инверторов
- Тест ИИСТ, Шмель, SSVA и Патон
- Фото и видеоматериалы теста.
- Фото и видеоматериалы теста.
- Проверка на ПН Шмеля, Патон и SSVA
- ПН на 160А
- Фото проведенного теста
- ПН на максимальн. токе
- Внутренности Патон ВДИ 200
- Вертикальный шов ВДС и SSVA
- Сварка тонкого металла
- Сварка тонкого металла 2
- Тест электродов
- Вэжен (Болгария)
- Искра (АНО-29)
- Патон (АНО-21)
- Standart (АНО-4)
- Askaynak (AS B-255)
- Askaynak (AS R-143)
- Вистек (АНО-4)
- Патон (АНО-4И)
- Тест электродов 2
- Аналог Монолит АНО-36
- Аналог УОНИ
- Аналог ЦЛ-11
- Статьи
- Как выбрать сварочный аппарат
- Как выбрать сварочный инвертор
- Что такое сварочный инвертор
- Что такое полуавтомат
- Сварка аргоном
- Ручная дуговая сварка
- Книги о инверторах
- История инвертора
- Плазморезы
- Выбор расходников плазменной резки
- Выбор вольфрамовых электродов
- Фотогалерея
- Фото Ижмаш ИС-2500
- Элсва ПДГ 220ИЕ и SSVA-180P
- Элсва ПДГ-220 и ВД-160
- Techmics и Элсва
- Элсва подарочный вариант
- Элсва и Jasic
- ИИСТ Элсва и Альтаир
- SSVA и Элсва
- Днепровелдинг и Элсва
- Jasic, Шмель, Днепровелдинг и Элсва
- Выставка INTERBUDEXPO 11
- Инструменты
- Патон Экспо 2011
- Пром Форум 2011
- Маска Хамелеон
- Косынка
- Подшлемник ткань
- Подшлемник спилка
- Кожаная, хамелеон
- МЗП-390
- МЗП-460
- Gradient W411
- МЗП-470П
- МЗП-485
- Gradient W821
- МЗП-733A
- МЗП-800BP
- Gradient W997
- WH 4001
- WH 7401
- WH 8000/8512
- Optech S777
- Artotic SUN7B
- DECA WM 23 LCD
- DECA WM 31 LCD
- DECA WM 35 LCD
- BINZEL ADF 600S
- ESAB Warrior Tech
- Хамелеон Патон
- Most 777
- Маска откидная
- Маска сварщика откидная
- Маска Sparta
- Расходные
- Электрододержатели, масса
- Штекер DKJ 10-25
- Гнездо панельное 10-25
- Штекер 35-50 Папа
- Панельное гнездо 35-50 Мама
- ABI-CM / BSB 10-25 (папа)
- ABI-CM / BSB 35-50 (папа)
- MK150-масса
- MK200-зажим
- MK300-зажим
- MK400-зажим
- DE2200
- DE2300
- DE2400
- DE2500
- ESAB Handy-200
- ESAB Confort-200
- Горелки MIG/MAG
- MB 15 AK (Black Wolf) MIG
- MB EVO PRO 15
- BW 26 KD (Black Wolf) MIG
- RF GRIP 25
- RF GRIP 36LC
- NBC-200A Spool gun
- Расходные MIG/MAG
- 08-M6-25mm
- 1,0-M6-25mm
- Ролик 30х22х10 (0,8-1,0) — V
- Ролик 30х22х10 (1,0-1,2) — V
- Ролик 35х25х8 (0,8-1,0) — V
- Ролик 35х25х8 (1,0-1,2) — V
- Ролик 30х10х10 (0,6-0,8) — SSVA
- Ролик 30х10х10 (0,8-1,0) — SSVA
- Ролик 30х10х10 (1,0-1,2) — SSVA
- KZ-2 евроразъем (мама)
- Спрей Binzel NF
- Горелки TIG
- WP-17 4,0м
- WP-17V 4,0м
- WP-17 V (N)(Black Wolf)
- ABITIG GRIP 17
- ABITIG GRIP 26 TIG
- WP-26 (Black Wolf) TIG
- Головки TIG
- WP-9
- WP-9P (прямая)
- WP-9F (гнущаяся)
- WP-9V (вентиль)
- WP-9FV (вентиль гибкая)
- WP-17
- WP-17F (гибкая)
- WP-17V (вентильная)
- WP-17FV (вентиль, гибкая)
- WP-18 (вода)
- WP-18F (вода, гибкая)
- WP-26
- WP-26V Вентиль
- WP-26F Гибкая
- Комплектующие TIG
- Цанга 1,0мм 50мм TIG
- Цанга 1,6мм 50мм ТИГ
- Цанга 2,0мм 50мм аргон
- Цанга 2,4мм 50мм TIG
- Цанга 3,0мм 50мм аргонная
- Цанга 3,2мм 50мм (ТИГ)
- Цанга 4,0мм 50мм (TIG)
- Корпус цанги 1,0мм
- Зажим цанги 1,6мм
- Корпус цанги 2,0мм
- Кнопка внешняя TIG
- Капа короткая ТИГ
- Капа длинная ТИГ
- Плазмотроны CUT
- Головка PT-31 (кнопка)
- Головка PT-31 (пистолет)
- Головка PT-31 (прямая)
- Плазмотрон PT-31
- Плазмотрон PT-31 FEIMATE
- Плазмотрон PT-31 RED
- Головка SG-55
- Плазмотрон AG-60 HF
- Ручка SG-55 (кнопка)
- Плазмотрон AG-60 (BEST)
- Головка P-80
- Головка P-80 кнопка
- Ручка плазмотрона P-80 кнопка
- Плазмотрон P-80 пистолет
- P-80 плазмотрон BEST
- Плазмотрон P-80 прямой
- ЧПУ P-80 металический
- Циркули CUT
- Циркуль PT-31
- Плазменный циркуль SG-55 (AG-60)
- Циркуль P-80
- Циркуль P-80 (магнит)
- P-80 ролик
- Циркуль A101/141
- Каретка Binzel (742. D051)
- Редукторы
- УР-6-6 mini GCE
- УР-6-6 GCE KRASS
- У30/АР40 аргон/СО2
- У30/АР40 КР СО2/Аргон
- БПО-5-3 GCE KRASS
- БПО-5-4 KRASS
- УР-6-6 (черный)
- УР-6 ДС (хром)
- Ar/CO2 HERCULES
- AFR-2000 Влагоотделитель
- AFC-2000 Осушитель
- Светофильтры
- Защитный пластик 90X110
- Стекло защитное для WH7401
- Стекло защитное для Optech S777
- PT-31 (CUT-40) расходные
- Электрод PT-31 (CUT40)
- Катод CUT40 CYS
- Электрод PT-31 CUT-40 короткий
- Электрод PT-31 (никель)
- Сопло CUT-40
- Сопла CUT-40 CYS
- Сопло PT-31 CUT 40 короткое
- Сопло PT-31 (никель)
- Завихритель CUT 40
- Колпачок PT-31
- SG-55 (AG-60) расходник
- Электрод SG-55
- Электроды SG-55 CYS
- Сопло SG-55
- Сопла SG-55 CYS
- Колпачок SG-55
- Колпачок AG-60 под пружину
- Пружина AG-60 дистанционная
- SG-51 (CUT-60)
- Электрод SG-51
- Сопла SG-51
- Диффузор SG-51
- Колпачок SG-51
- P-80 Panasonic
- Электрод P-80
- Сопло P-80 1,1mm
- Сопло P-80 1,3mm
- Сопло P-80 1,5mm
- Сопло P-80 1,7mm
- Сопло, электрод P-80 BEST
- P-80 катод BEST
- 1,1mm P-80 BEST
- 1,3mm P-80 BEST
- 1,5mm P-80 BEST
- 1,7mm P-80 BEST
- P-80 Prime ЧПУ
- Колпачок P-80
- Насадка P-80 (вода)
- A101/A141 Trafimet
- Электрод A101/A141
- Сопла A101/A141
- Пружина A101/A141
- Завихритель A101/A141
- Powermax 45
- Электрод 220669
- Завихритель 220670
- Сопло 220671
- Изолятор 220713
- Экран 220674
- Кожух 220719
- Колпак 220673
- Термопенал
- Термопенал TRB-5
- Перчатки сварщика
- Краги Nitras 20435
- Краги Vulkan (подкладка)
- Краги Triarma CSL-100 (подкладка)
- Электроды сварочные
- Для черной стали
- Монолит РЦ
- Монолит Professional (E50)
- Continent АНО-36 (E46)
- Standart РЦ (E46)
- Монолит МР-3 (E46)
- Арсенал АНО-21 (E46)
- Монолит УОНИ-13/55 (Е7018)
- AS B 255 (УОНИ)
- AS R 143 (АНО-36)
- Для цветных металлов
- AS Bronz
- Kobatek 213
- Kobatek 250
- Для нержавеющих сталей
- AS P 308L
- AS P 309L
- AS P 316L
- AS P 347
- Для жаропрочных сталей
- Наплавочные электроды
- Электроды TIG
- WL-20
- WT-20
- Контакты
 2 DC MIG/MAG
2 DC MIG/MAG
 D051)
D051)Использование торированных вольфрамовых электродов
Вольфрамовые электроды используются при дуговой сварке с использованием инертного газа вольфрама (TIG) или при плазменной сварке. В обоих процессах электрод, дуга и сварочная ванна защищены от атмосферного загрязнения инертным газом.
В обоих процессах электрод, дуга и сварочная ванна защищены от атмосферного загрязнения инертным газом.
Зміст матеріалу
- Опасности
- Безопасность условий труда
- Место хранения
- Подготовка / шлифование
- Сварка
- Альтернативы торированному вольфраму
Вольфрамовые электроды используется потому, что они могут выдерживать очень высокие температуры с минимальным плавлением или эрозией. Электроды изготавливаются методом порошковой металлургии и формуются по размеру после сплавливания.
Сварочные электроды TIG обычно содержат небольшие количества других оксидов металлов, которые могут иметь следующие преимущества:
- облегчить зажигание дуги
- повысить стабильность дуги
- улучшить токовую нагрузку стержня.
- снизить риск загрязнения сварных швов
- увеличить срок службы электрода
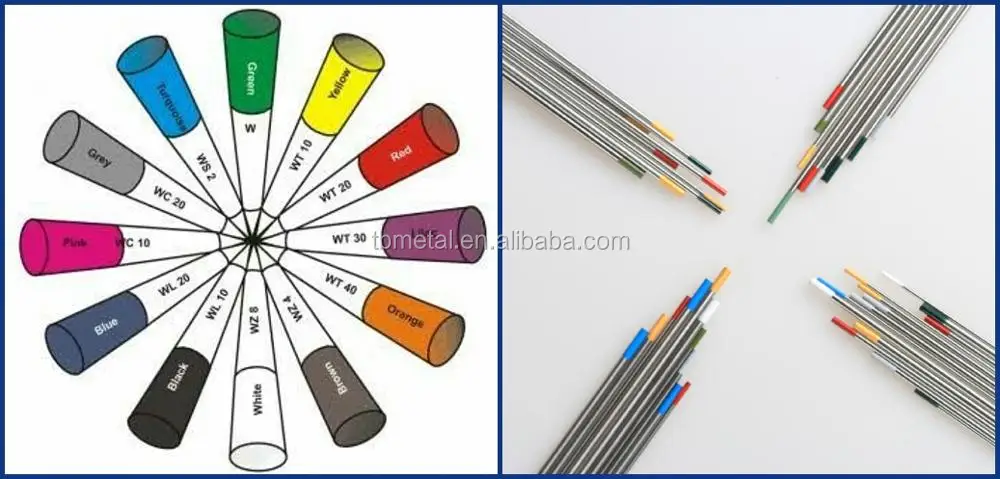
Используемые оксиды — это в основном оксиды циркония, тория, лантана, иттрия или церия. Добавки обычно составляют порядка 1% -4%. Все эти оксиды значительно улучшают зажигание дуги, особенно при сварке постоянным током (DC). Оксид тория (торий) использовался в течение многих лет и был признан эффективным с точки зрения длительного срока службы и термической эффективности. Оксид циркония (диоксид циркония) обычно используется для сварки TIG на переменном токе (AC), обычно для сварки алюминия.
Добавки обычно составляют порядка 1% -4%. Все эти оксиды значительно улучшают зажигание дуги, особенно при сварке постоянным током (DC). Оксид тория (торий) использовался в течение многих лет и был признан эффективным с точки зрения длительного срока службы и термической эффективности. Оксид циркония (диоксид циркония) обычно используется для сварки TIG на переменном токе (AC), обычно для сварки алюминия.
Опасности
Торий (Th) слабо радиоактивен с длительным периодом полураспада и испускает в основном альфа (α) частицы, но иногда испускается некоторое количество бета (β) и гамма (γ) излучения. Альфа-частицы не могут проникнуть через кожу или даже бумагу. Однако они вредны, если попадают внутрь пищеварительного тракта или в легкие, где действуют как канцероген.
Оксид тория, таким образом, является радиоактивным материалом с низким уровнем активности, который может вызывать как небольшую внешнюю радиационную опасность, так и внутреннюю опасность при проглатывании или вдыхании. Оценка внешней опасности для сварщика, держащего электрод в течение целого года, составляет очень небольшую часть максимально допустимой дозы облучения, и делается вывод о том, что внешняя радиационная опасность, вероятно, будет незначительной.
Оценка внешней опасности для сварщика, держащего электрод в течение целого года, составляет очень небольшую часть максимально допустимой дозы облучения, и делается вывод о том, что внешняя радиационная опасность, вероятно, будет незначительной.
При образовании дуги выброса радиоактивного материала практически не происходит. Однако для достижения максимальной стабильности дуги, кончик электрода перед использованием шлифуется до конической формы. Эта форма сохраняется во время использования путем регулярной переточки. В процессе измельчения могут образовываться частицы вольфрама с торием на поверхности. Именно эти частицы пыли создают основную опасность, поскольку их можно вдохнуть, а торий может выделять альфа-частицы с поверхности.
При рассмотрении измерений отбора проб воздуха, проведенных во время измельчения, был сделан вывод, что во время измельчения концентрации в воздухе могут приближаться или даже превышать концентрации, при которых необходимо будет рассмотреть возможность обозначения зоны как контролируемой зоны, как это определено в Правилах по ионизирующей радиации 1999 года.
Однако риск рака у сварщиков TIG из-за воздействия тория очень низок, поскольку время воздействия на людей неизменно невелико. По оценкам Датского института сварки, из 1200 сварщиков TIG, работающих полный рабочий день, заболеваемость раком составляет 0–3 балла в течение тридцати лет работы. Хотя эта цифра считается приемлемой, Датский институт сварки рекомендовал постепенно отказаться от торированного вольфрама в Дании, поскольку доступны нерадиоактивные альтернативы.
Безопасность условий труда
Место хранения
Рекомендуется хранить торированные электроды в стальных ящиках, четко обозначенных радиационным трилистником. Хранение в закрытых ящиках не представляет серьезной опасности при обращении и хранении. Сварщики могут безопасно обращаться с небольшими количествами (поставка на 1 день) электродов без каких-либо специальных мер предосторожности.
Подготовка / шлифование
Измельчение создает наибольшую опасность, так как открытая площадь вольфрама / тория значительно увеличивается, и в атмосферу выбрасываются мелкие частицы потенциально радиоактивной пыли.
Рекомендуется использовать специальный точильный камень с местным пылеудалением и носить простую фильтрующую маску, если количество используемых электродов не очень мало (менее 20 в год). Если на шлифовальном круге нет защитного экрана, следует надевать защитные очки. Вытяжка воздуха из точильного камня должна быть организована таким образом, чтобы частицы помещались в объемный одноразовый мешок.
Чтобы свести к минимуму выброс в атмосферу, необходимо использовать безопасный метод сбора и обращения с пылью из сборника (например, ее можно поместить в запечатанный бумажный / пластиковый пакет).
Площадь вокруг шлифовальных кругов следует ежедневно очищать пылесосом от частиц пыли. Если высокоэффективный пылесос недоступен, тогда материал следует увлажнить, чтобы минимизировать количество пыли.
Рабочих следует заставлять мыть руки перед использованием туалета и перед перерывами в работе, и по этой причине помещения для мытья рук должны находиться близко к рабочим зонам.
Сварка
Небольшое испарение вольфрама происходит во время сварки, но это очень небольшое количество, и соответствующий уровень радиоактивности чрезвычайно низок. Никаких особых мер предосторожности не требуется.
Однако, как и при шлифовании торированных вольфрамовых электродов, ношение средств защиты рта, носа и глаз во время сварки еще больше снизит риск загрязнения.
Альтернативы торированному вольфраму
Оксиды лантана, церия, иттрия и циркония могут использоваться с вольфрамом. Хотя все они незначительно радиоактивны, риск даже ниже, чем с торием, поэтому никаких особых мер предосторожности не требуется. Общее мнение пользователей состоит в том, что церированный или лантановый вольфрам являются приемлемой альтернативой торированному вольфраму, особенно при постоянном токе, в то время как циркониевый вольфрам предпочтителен для сварки переменным током. Между различными альтернативами существуют очень незначительные различия в напряжениях дуги, необходимых для равных токов. Следует рассмотреть вопрос об обосновании использования торированных вольфрамовых электродов по сравнению с другими подходящими альтернативами.
Следует рассмотреть вопрос об обосновании использования торированных вольфрамовых электродов по сравнению с другими подходящими альтернативами.
Источник: PZ.ua
Вольфрам Е3 (фиолетовый) — ф 3,2 мм
Вольфрам E3 (Фиолетовый) — электроды с добавками оксидов редкоземельных элементов (смесь окислов). В сравнении с торированными электродами, данные электроды гораздо менее вредны для окружающей среды и не радиоактивны. Неторированные, нерадиоактивные электроды применимы во всем диапазоне мощностей постоянного тока (DC) и переменного тока сварки (АС) нелегированной и высоколегированных сталей, сплавов алюминия, титана, никеля, меди и магния. Благодаря своим отличным свойствам поджига, они идеально подходят для автоматизированных процессов. Благодаря низкой температуре электродов увеличивается токовая нагрузка и срок службы по сравнению с торированными электродами.
Советы по аргонодуговой сварке вольфрамовым электродом
На постоянном токе свариваются (сталь, нержавейка, титан, латунь, медь, чугун а также разнородные соединения). Для каждого материала нужна своя присадочная проволока и чем лучше вы подберете ту которая соответствует по химическому составу, тем крепче, красивее и надежней будет соединение. Горелка должна подключатся в «-», а зажим заземления в «+». При этом мы получаем прямую полярность, которая дает нам более стабильную направленную дугу и глубокое проплавление. При выборе вольфрамового электрода нужно обратить внимание на его диаметр т.к. он выбирается исходя из толщин свариваемых деталей.
Для каждого материала нужна своя присадочная проволока и чем лучше вы подберете ту которая соответствует по химическому составу, тем крепче, красивее и надежней будет соединение. Горелка должна подключатся в «-», а зажим заземления в «+». При этом мы получаем прямую полярность, которая дает нам более стабильную направленную дугу и глубокое проплавление. При выборе вольфрамового электрода нужно обратить внимание на его диаметр т.к. он выбирается исходя из толщин свариваемых деталей.
Для сварки на постоянном токе нужно помнить самое главное требование, вольфрамовый электрод должен быть заточен очень точно и остро. На крупных предприятиях для заточки вольфрамовых электродов используют специальные машинки и станки с алмазным кругом, но не имея такового можно использовать обычный лепестковый круг с мелким зерном или точильный станок. Заточка производится к острию электрода при этом не допускать его перегрева т.к. вольфрам становится более хрупким и начинает попросту крошиться. Так же нужно помнить о защитном газе, это должен быть аргон высокой частоты (объемная доля аргона должна быть не менее. 99,998 %).
99,998 %).
Если же газ плохой, то он сразу даст о себе знать, самый главный признак, это потемнение сварочного шва. На баллоне должен быть установлен регулятор, он может быть как с манометрами так и поплавкового типа. Все чаще большинство серьезных предприятий используют импортные редукторы с двумя ротаметрами и второй используют для поддува. Это в свою очередь дает защиту обратного валика шва (сварка листов и труб).
Сама сварка производится справа налево, в правой руке горелка, в левой руке присадочный материал (если он необходим). Если на аппарате присутствуют функции «спад тока» и «газ после сварки» то про них не нужно забывать, первая даст Вам плавный спад тока в конце сварки, а вторая продолжит защиту сварочного шва в процессе остывания. Горелка должна находиться под углом 700 до 850, присадка подается приблизительно под углом 200 плавно и поступательно. По окончанию сварки не нужно торопиться и отрывать горелку от места сварки т.к. это приведет к удлинению дуги и плохой защиты шва.
На переменном токе сваривается алюминий, вольфрам при подготовке не затачивают как иглу, а только слегка закругляют. При сварке алюминия важную часть нужно уделить подготовке как материала так и присадки. Во первых, поверхность должна быть зачищена и обезжирена. Во вторых снять фаски, если толщина не позволяет сделать полный провар. К присадке тоже уделяется должное внимание, необходимо грамотно подобрать хим. состав, это может быть чистый АL 99%, AlSi (силумин) или AlMg (дюраль). В остальном нужна только практика.
Как себя обезопасить
И в конце хотелось бы отметить что при данном виде сварке нужно должным образом относиться к средствам защиты. Выбирайте только те средства защиты в которых будет не только комфортно но и безопасно т.к. при TIG сварке очень сильное ультрафиолетовое излучение, а глаза нам даны только одни.
Рекомендуем Вам рассмотреть современное высокоэффективное средство защиты — маску «Хамелеон».
НСК сварка, https://nsksvarka.ru/, купить, новосибирск, Электроды, Редукторы, ручная дуговая сварка, Рукава на полуавтомат, аксессуары для сварки, Маски, плазменная резка, https://154svarka. ru/, Всё для сварки, http://www.welding54.ru/, керамика, керамическое сопло, сопло из керамики, тиг сопло, TIG сопло, 4043 присадка, сопло для тиг сварки, сопло для TIG сварки, Welding54, MIG, MIG/MAG аппараты, полуавтомат, MIG аппарат, TIG сварка, аргонные аппараты, аргонник, ресанта, аврора, aurora, расходники для полуавтомата, наконечники М6, наконечники для полуавтомата, плазмарез, присадка 4043 купить, купить CUT 40, Редукторы, запасные части для плазмареза, запчасти для CUT 60, Электроды, Резак, купить резаки Новосибирск, пропановый резак, купить ацетиленовый резак, пруток присадочный алюминиевый, регуляторы сварочные, mig аппараты, Электроды, аргонный аппарат, сварочные маски интернет магазин, маски, Интернет-магазин Дом Сварки, Резак, купить резаки Новосибирск, пропановый резак, купить ацетиленовый резак, Редуктор, регулятор, кислородный регулятор, ручная дуговая сварка, кислородный редуктор, купить редуктор Новосибирск, Редукторы, tig 200p ac dc, купить сварку Новосибирск, аргон, jasic, ресанта, аврора, aurora, присадка, присадочный пруток, проволока, проволока, дом сварки, сварочный аппарат, аппарат сварочный, импульсный сварочный аппарат, купить сварочные аппараты постоянного тока, продажа сварочных аппаратов, малогабаритный сварочный аппарат, сварочный аппарат цена, Рукава на полуавтомат, куплю сварочный аппарат, сварочный аппарат для дома, сварочные аппараты бытовые для дачи, сварочные аппараты Италия, какой сварочный аппарат выбрать, многофункциональные сварочные аппараты, типы сварочных аппаратов, портативный сварочный аппарат, где купить сварочный аппарат, расходные материалы к mma mig tig cut сварке, плазменная резка, лучший сварочный аппарат, сварог, сварочные полуавтоматы купить, присадка по алюминию, редуктор кислород, регулятор давления, присадочный пруток для сварки, сварочные маски интернет магазин, сварка алюминия, Маски, аксессуары для сварки, лайнер тефлоновый, торус, Аквамаркет, Мир-сварки, 220 вольт, АрМиг, armig, сварочное оборудование, мир сварки, Сварог, купить сварог новосибирск, все для сварки Новосибирск, присадка 4043, пруток er 4043, tig 315p, присадка для сварки, тиг прутки по нержавейке, пруток 4043, пруток присадочный 308, er-308, алюминиевый пруток er 4043, Маски, сопло для аргона, сопло для сварки аргоном, сопло для аргонодуговой сварки, сопло для аргонной сварки, недорогое сопло для аргона, качественная керамика, качественное керамическое сопло, надежное керамическое сопло, сопло под газовую линзу, Рукав MB 15, булден, купить булден новосибирск, булден недорого, качественный булден, гусак MB 36, гусак MB 24, сварочный наконечник, Колпачок, Хвостовик, пистолет WP 18, наконечник, токосъемный наконечник, держатель наконечника, полуавтомат, сварочный полуавтомат, ресанта, купить полуавтомат новосибирск, купить присадку, купить 4043, 154Сварка, НСКсварка, нск сварка, 54-сварка, купить сварку в новосибирске, купить сварочник в нск, купить полуавтомат новосибирск, купить сварку, сварка полуавтомат, сварка аргоном, сварка цена, супер сварка, аврора, ручная сварка, сварка алюминия, сварочный аппарат, сварка полуавтомат, полуавтомат цена, полуавтомат 200, полуавтомат 250, какой полуавтомат, сварка проволока, инверторный сварочный аппарат, купить сварочный, полуавтомат ресанта, полуавтомат сварог, сварки, сварку, сварки полуавтоматом, сопла, наконечник для полуавтомата, наконечник М6, наконечник 08, купить, Новосибирск, наконечник медный, медный наконечник, наконечник под, какие наконечники, вольфрам, вольфрам альфа, какой вольфрам, цена вольфрам, вольфрам купить, сварка, сварки, сварку, пруток присадочный 308, er-308, алюминиевый пруток er 4043, сопло для аргона, сопло для сварки аргоном, Расходники CUT, сопло для аргонодуговой сварки, сопло для аргонной сварки, недорогое сопло для аргона, ресанта, аврора, качественная керамика, качественное керамическое сопло, надежное керамическое сопло, сопло под газовую линзу, Проволока, присадка 347lsi, сварочное оборудование в новосибирске, seller электроды по нержавейке, присадка 308lsi для каких сталей, aisi 316 ti присадка для аргонной сварки, Рукав MB 15, булден, купить булден новосибирск, булден недорого, цанга, качественный булден, гусак MB 36, гусак MB 24, присадка 347lsi, сварочный наконечник, Колпачок, Хвостовик, пистолет WP 18, 54-сварка, Дом сварки
ru/, Всё для сварки, http://www.welding54.ru/, керамика, керамическое сопло, сопло из керамики, тиг сопло, TIG сопло, 4043 присадка, сопло для тиг сварки, сопло для TIG сварки, Welding54, MIG, MIG/MAG аппараты, полуавтомат, MIG аппарат, TIG сварка, аргонные аппараты, аргонник, ресанта, аврора, aurora, расходники для полуавтомата, наконечники М6, наконечники для полуавтомата, плазмарез, присадка 4043 купить, купить CUT 40, Редукторы, запасные части для плазмареза, запчасти для CUT 60, Электроды, Резак, купить резаки Новосибирск, пропановый резак, купить ацетиленовый резак, пруток присадочный алюминиевый, регуляторы сварочные, mig аппараты, Электроды, аргонный аппарат, сварочные маски интернет магазин, маски, Интернет-магазин Дом Сварки, Резак, купить резаки Новосибирск, пропановый резак, купить ацетиленовый резак, Редуктор, регулятор, кислородный регулятор, ручная дуговая сварка, кислородный редуктор, купить редуктор Новосибирск, Редукторы, tig 200p ac dc, купить сварку Новосибирск, аргон, jasic, ресанта, аврора, aurora, присадка, присадочный пруток, проволока, проволока, дом сварки, сварочный аппарат, аппарат сварочный, импульсный сварочный аппарат, купить сварочные аппараты постоянного тока, продажа сварочных аппаратов, малогабаритный сварочный аппарат, сварочный аппарат цена, Рукава на полуавтомат, куплю сварочный аппарат, сварочный аппарат для дома, сварочные аппараты бытовые для дачи, сварочные аппараты Италия, какой сварочный аппарат выбрать, многофункциональные сварочные аппараты, типы сварочных аппаратов, портативный сварочный аппарат, где купить сварочный аппарат, расходные материалы к mma mig tig cut сварке, плазменная резка, лучший сварочный аппарат, сварог, сварочные полуавтоматы купить, присадка по алюминию, редуктор кислород, регулятор давления, присадочный пруток для сварки, сварочные маски интернет магазин, сварка алюминия, Маски, аксессуары для сварки, лайнер тефлоновый, торус, Аквамаркет, Мир-сварки, 220 вольт, АрМиг, armig, сварочное оборудование, мир сварки, Сварог, купить сварог новосибирск, все для сварки Новосибирск, присадка 4043, пруток er 4043, tig 315p, присадка для сварки, тиг прутки по нержавейке, пруток 4043, пруток присадочный 308, er-308, алюминиевый пруток er 4043, Маски, сопло для аргона, сопло для сварки аргоном, сопло для аргонодуговой сварки, сопло для аргонной сварки, недорогое сопло для аргона, качественная керамика, качественное керамическое сопло, надежное керамическое сопло, сопло под газовую линзу, Рукав MB 15, булден, купить булден новосибирск, булден недорого, качественный булден, гусак MB 36, гусак MB 24, сварочный наконечник, Колпачок, Хвостовик, пистолет WP 18, наконечник, токосъемный наконечник, держатель наконечника, полуавтомат, сварочный полуавтомат, ресанта, купить полуавтомат новосибирск, купить присадку, купить 4043, 154Сварка, НСКсварка, нск сварка, 54-сварка, купить сварку в новосибирске, купить сварочник в нск, купить полуавтомат новосибирск, купить сварку, сварка полуавтомат, сварка аргоном, сварка цена, супер сварка, аврора, ручная сварка, сварка алюминия, сварочный аппарат, сварка полуавтомат, полуавтомат цена, полуавтомат 200, полуавтомат 250, какой полуавтомат, сварка проволока, инверторный сварочный аппарат, купить сварочный, полуавтомат ресанта, полуавтомат сварог, сварки, сварку, сварки полуавтоматом, сопла, наконечник для полуавтомата, наконечник М6, наконечник 08, купить, Новосибирск, наконечник медный, медный наконечник, наконечник под, какие наконечники, вольфрам, вольфрам альфа, какой вольфрам, цена вольфрам, вольфрам купить, сварка, сварки, сварку, пруток присадочный 308, er-308, алюминиевый пруток er 4043, сопло для аргона, сопло для сварки аргоном, Расходники CUT, сопло для аргонодуговой сварки, сопло для аргонной сварки, недорогое сопло для аргона, ресанта, аврора, качественная керамика, качественное керамическое сопло, надежное керамическое сопло, сопло под газовую линзу, Проволока, присадка 347lsi, сварочное оборудование в новосибирске, seller электроды по нержавейке, присадка 308lsi для каких сталей, aisi 316 ti присадка для аргонной сварки, Рукав MB 15, булден, купить булден новосибирск, булден недорого, цанга, качественный булден, гусак MB 36, гусак MB 24, присадка 347lsi, сварочный наконечник, Колпачок, Хвостовик, пистолет WP 18, 54-сварка, Дом сварки
Для чего используется торированный вольфрам?
Свойства вольфрама изменяются при его сплавлении с торием. Например, торированный вольфрамовый электрод имеет большую токонесущую способность, чем чистый вольфрам. Это позволяет ему переносить больше тепла и снижает вероятность включения вольфрама. Это также облегчает запуск сварочной дуги и делает ее геометрию более стабильной. Торированный вольфрам был и остается основой дуговой сварки вольфрамовым электродом в среде инертного газа (TIG) из-за предсказуемости, которую он привносит в процесс сварки TIG и сварные швы. Однако его главный недостаток в том, что он слаборадиоактивен.
Например, торированный вольфрамовый электрод имеет большую токонесущую способность, чем чистый вольфрам. Это позволяет ему переносить больше тепла и снижает вероятность включения вольфрама. Это также облегчает запуск сварочной дуги и делает ее геометрию более стабильной. Торированный вольфрам был и остается основой дуговой сварки вольфрамовым электродом в среде инертного газа (TIG) из-за предсказуемости, которую он привносит в процесс сварки TIG и сварные швы. Однако его главный недостаток в том, что он слаборадиоактивен.
Большая часть излучения тория выделяется в виде альфа-частиц. Это низкоэнергетический тип излучения, который можно заблокировать чем-то тонким, например, листом бумаги. Одежда и кожа образуют достаточный барьер для безопасного использования тория. Однако вольфрамовые электроды перед использованием затачивают, и когда измельченные частицы тория проглатываются или вдыхаются, они становятся канцерогенами. По этой причине во многих сварочных проектах выбирают вольфрамовые электроды, в которых используется другой легирующий оксид. Поскольку это правда, вам может быть интересно, для чего используется торированный вольфрам. В этом посте мы обсудим, когда и почему торированный вольфрам все еще используется в сварочных проектах.
Поскольку это правда, вам может быть интересно, для чего используется торированный вольфрам. В этом посте мы обсудим, когда и почему торированный вольфрам все еще используется в сварочных проектах.
Во многих процессах сварки TIG торированный вольфрам был заменен вольфрамом, легированным другим оксидом металла, таким как церий, лантан или цирконий. Имея широкий выбор типов нерадиоактивных вольфрамовых электродов, естественно задаться вопросом, почему до сих пор используются торированные вольфрамовые электроды. Частично причина в том, что торированный вольфрам имеет долгую историю хороших результатов практически во всех областях сварки TIG. Его нелегко заменить.
Сварка с очень высокими техническими характеристиками в аэрокосмической и ядерной промышленности была разработана, отработана и сертифицирована с использованием торированных вольфрамовых электродов. Разработать новые спецификации процедуры сварки непросто. Торированный вольфрам также имеет положительную репутацию среди сварщиков и считается лучшим в сохранении острого угла заточки вольфрама при расширенной сварке без разбрызгивания или расщепления, в отличие от других вольфрамовых электродов.
Торированный вольфрам также имеет положительную репутацию среди сварщиков и считается лучшим в сохранении острого угла заточки вольфрама при расширенной сварке без разбрызгивания или расщепления, в отличие от других вольфрамовых электродов.
Торированные вольфрамовые электроды остаются единственными подходящими электродами для сварки с высокими техническими характеристиками. Даже в сварочных процессах, где другие электроды сертифицированы и доступны, сами сварщики часто предпочитают торированный вольфрам, предпочитая его другим типам вольфрамовых электродов GTAW, даже если эти типы сертифицированы. К счастью, есть способы безопасной работы с торированным вольфрамом.
Как безопасно использовать торированные вольфрамовые электроды Поскольку радиоактивные альфа-частицы тория представляют опасность для человека только в том случае, если они вдыхаются, проглатываются или проникают через кожный барьер, риск торированного вольфрама минимален. в основном связаны с шлифованием вольфрама. Этот риск можно в некоторой степени снизить, приняв меры безопасности во время шлифования.
в основном связаны с шлифованием вольфрама. Этот риск можно в некоторой степени снизить, приняв меры безопасности во время шлифования.
Общие меры предосторожности при измельчении торированного вольфрама могут включать:
- Вентиляция: Американское общество сварщиков (AWS) рекомендует местную вытяжную вентиляцию рядом с источником шлифования для улавливания пыли. Он также рекомендует дополнить это другими мерами, если это будет сочтено необходимым.
- Респираторное оборудование: AWS также предлагает использовать средства защиты органов дыхания, но не дает конкретных сведений о форме, в которой должно использоваться респираторное оборудование. В значительной степени руководство должно решить, что больше подходит: маски или респираторы.
- Очистка и утилизация: Институт сварки (TWI), британская торговая организация, рекомендует, чтобы вся пыль, собираемая вытяжной вентиляцией или выметаемая из зоны заточки, а также все использованные наконечники помещались в герметичный контейнер, маркировались и доставлялись в территория полигона.

Приведенные выше меры предосторожности представляют собой довольно простые меры, основанные на здравом смысле, которые обычно уже используются при проведении сварочных работ даже в присутствии нерадиоактивных материалов. Реальная проблема, однако, заключается в том, что измельчение и утилизация торированного вольфрама представляет собой потенциальный источник ответственности.
Даже если вентиляция и очистка строго соблюдаются и тщательно выполняются, нет никакой возможности быть полностью уверенным в том, что с участка удалена вся пыль от шлифования торированного вольфрама. Решение для большинства сварщиков, использующих торированные вольфрамовые электроды, состоит в том, чтобы избежать его шлифовки, заказав вольфрамовые электроды, предварительно отшлифованные производителем в контролируемой среде.
Преимущество предварительно отшлифованных торированных вольфрамовых электродов Очевидным преимуществом предварительно заточенного ториевого вольфрамового электрода является то, что он полностью исключает любой риск контакта с радиоактивной пылью. Также легче утилизировать отработанные торированные вольфрамовые электроды, поскольку их можно просто вернуть производителю.
Также легче утилизировать отработанные торированные вольфрамовые электроды, поскольку их можно просто вернуть производителю.
Менее очевидным преимуществом предварительно измельченного торированного вольфрама является то, что производитель может выполнить более точную и полированную шлифовку вольфрама, чем это возможно в цехе или на производстве. Это уменьшает количество заусенцев на вольфрамовом наконечнике, возникающих в процессе обработки, и, как следствие, значительно снижает вероятность образования вольфрамовых включений в сварном шве. В процессах сварки с высокими техническими характеристиками, где до сих пор используется торированный вольфрам, эта очень точная обработка является значительным преимуществом.
Итак, для каких процессов используется торированный вольфрам? Одним из примеров является орбитальная сварка. Орбитальная сварка TIG часто используется в аэрокосмической и атомной энергетике, где дефекты недопустимы. В этих проектах параметры орбитальной сварки были разработаны для удовлетворения строгих требований требовательных приложений в течение нескольких десятилетий, а затраты времени и денег на квалификационные сварки, выполненные с другим типом вольфрамового электрода, просто непомерно высоки. Предварительно заточенный торированный вольфрамовый электрод соответствует существующим параметрам сварки без необходимости повторной аттестации сварных швов, предотвращает риск радиационного облучения, устраняет ответственность за утилизацию и обеспечивает более высокое качество сварного шва в этих областях с высокими техническими характеристиками.
Предварительно заточенный торированный вольфрамовый электрод соответствует существующим параметрам сварки без необходимости повторной аттестации сварных швов, предотвращает риск радиационного облучения, устраняет ответственность за утилизацию и обеспечивает более высокое качество сварного шва в этих областях с высокими техническими характеристиками.
Arc Machines, Inc. рекомендует и предлагает предварительно заточенные вольфрамовые электроды Wolfram для всех своих орбитальных сварочных аппаратов. Для получения дополнительной информации о высококачественном торированном вольфраме обращайтесь по телефону по адресу [email protected] . По вопросам обслуживания обращайтесь по телефону [email protected] . Свяжитесь с нами по телефону , чтобы узнать больше о специальных решениях для орбитальной сварки.
Pro-Fusion: радиоактивность торированного вольфрама
Узнайте больше о Sharpshooter, самом безопасном решении для заточки торированных вольфрамовых электродов.
Фон
В течение некоторого времени производители вольфрама добавляли оксид к чистому вольфраму для улучшения характеристик зажигания дуги.
и долговечность сварочных электродов. В то время как вольфрам с содержанием 2% тория был наиболее часто используемым вольфрамовым материалом для
В течение многих лет этот тип электродов подвергается все более тщательному изучению из-за опасений по поводу окружающей среды и безопасности.
пользователей этого материала. Опасения возникают из-за того, что элемент торий радиоактивен. Исходя из этого, многие организации
оценили альтернативные типы вольфрама, чтобы увидеть, какие изменения в характеристиках они увидят при переходе на нерадиоактивные
вольфрам.
Проблема радиоактивности
Торий, используемый в 2-процентном торированном вольфраме, является радиоактивным элементом и поэтому может быть опасен для здоровья тех, кто подвергается воздействию к нему и к окружающей среде. Это альфа-излучатель, однако, когда он находится внутри стержня вольфрамового электрода, он заключен в вольфрамовая матрица, поэтому внешнее излучение мало. Основной риск для сварщика возникает при проглатывании материала. Это происходит, прежде всего, при вдыхании пыли, возникающей при шлифовке наконечников для сварки, но также и при в меньшей степени при вдыхании каких-либо паров, выделяющихся при сварке.
Американское общество сварщиков в своем документе A5.12 «Технические требования к электродам из вольфрама и вольфрамовых сплавов для дуговой сварки и резки» заявляет по этому вопросу следующее: «Торий радиоактивен и может представлять опасность при внешнем и внутреннем облучении. Если
альтернативы технически осуществимы, их следует использовать». Они подтверждают, что главная задача при использовании этого материала
заключается в проглатывании пыли, образующейся при шлифовке точек на электродах. Они продолжают говорить:
Если
альтернативы технически осуществимы, их следует использовать». Они подтверждают, что главная задача при использовании этого материала
заключается в проглатывании пыли, образующейся при шлифовке точек на электродах. Они продолжают говорить:
…при шлифовке наконечников электродов образуется радиоактивная пыль с риском внутреннего облучения. Следовательно, необходимо использовать местную вытяжную вентиляцию для контроля запыленности у источника, дополняемую при необходимости респираторной защитное снаряжение.
Европа также признала опасность 2% тория вольфрама. TWI (Институт сварки), который является британским эквивалентом
AWS сообщает, что «Управление по охране труда и технике безопасности Великобритании (HSE) выпустило информационный документ для обеспечения
хранение и использование торированных вольфрамовых электродов. В нем указано, что местная вытяжная вентиляция должна быть обеспечена во время
операции шлифования, а пыль от шлифовального оборудования и отработанные наконечники утилизируются в герметичном контейнере.
на полигон для захоронения отходов». Далее, «HSE рекомендовал заводским инспекторам, что там, где торированные вольфрамовые электроды
не являются необходимыми для обеспечения качества сварного шва, пользователей следует поощрять к поиску альтернатив».
В нем указано, что местная вытяжная вентиляция должна быть обеспечена во время
операции шлифования, а пыль от шлифовального оборудования и отработанные наконечники утилизируются в герметичном контейнере.
на полигон для захоронения отходов». Далее, «HSE рекомендовал заводским инспекторам, что там, где торированные вольфрамовые электроды
не являются необходимыми для обеспечения качества сварного шва, пользователей следует поощрять к поиску альтернатив».
В очень подробном исследовании, проведенном DVS (Немецким обществом сварщиков), они измерили количество радиоактивного альфа- частицы и спектры энергии гамма-излучения в окружающем воздухе при шлифовке вольфрамовых электродов. Некоторые рекомендации этого исследования включены:
- Рекомендуется по возможности работать без использования сварочных электродов, содержащих торий.
- Если это невозможно, следует принять меры предосторожности для защиты работников от загрязнения или вдыхания шлифовальной пыли.
- Рабочая зона должна регулярно очищаться, чтобы избежать загрязнения, вызванного осаждением пыли.

Еще одно исследование было проведено в Германии Департаментом земли Бавария по вопросам развития и окружающей среды. Они
пришел к выводу, что на предприятиях, где отсутствует система пылеудаления при измельчении торированного вольфрама, воздействие вредных
частиц в четыре раза больше, чем при экстракции. Однако, несмотря на то, что сбор пыли обеспечивает значительное улучшение,
уровни могут быть все еще слишком высокими. Кроме того, они упомянули, что торированные вольфрамовые электроды, хранящиеся в ящиках на полке, не годятся. не представляют потенциальной опасности. На данный момент предложение передано в Комиссию Европейского Сообщества.
резко ужесточить правовые нормы в отношении использования и утилизации ториевых электродов.
не представляют потенциальной опасности. На данный момент предложение передано в Комиссию Европейского Сообщества.
резко ужесточить правовые нормы в отношении использования и утилизации ториевых электродов.
В штате Калифорния производители вольфрама теперь включают упаковку вольфрамовых электродов с 2% содержанием тория, которая включает предупреждение, подобное тому, которое использует Osram Sylvania, а именно: «ВНИМАНИЕ! Этот продукт содержит или производит химическое вещество, известное Штат Калифорния, чтобы вызвать рак. (Калифорнийский кодекс здоровья и безопасности 25249.5 и последующие)»
Наконец, один из крупнейших производителей вольфрама в США, Teledyne Tungsten Products, перечисляет следующие предостережения/предупреждения в их листы MSDS:
«Торий — природный низкоуровневый радиоактивный элемент.
 Торий в первую очередь является источником альфа-излучения. Дочери в распаде
цепи испускают альфа-, бета- и гамма-излучение. Радиоактивные элементы регулируются Комиссией по ядерному регулированию.
NRC публикует нормативные акты в отношении радиоактивных материалов».
Торий в первую очередь является источником альфа-излучения. Дочери в распаде
цепи испускают альфа-, бета- и гамма-излучение. Радиоактивные элементы регулируются Комиссией по ядерному регулированию.
NRC публикует нормативные акты в отношении радиоактивных материалов».«Последствия чрезмерного воздействия: … Хроническое вдыхание пыли может вызвать повреждение легких у людей».
«Оценка канцерогенности: НТП-1 (Тория). Примечание: НТП-1: Вещества или группы веществ, о которых известно, что они канцерогенны. «Известные канцерогены» определяются в отчете NTP (Национальной токсикологической программы) как те вещества, для которых существует достаточно доказательства канцерогенности из исследований на людях, чтобы указать на причинно-следственную связь между агентом и раком человека».

«Токсикологическая информация: … Сильное воздействие пыли или проглатывание большого количества растворимых соединений вызывает изменения массы тела, поведения, клеток крови, активности холинэстеразы и спермы у экспериментальных животных».
Нерадиоактивные вольфрамовые материалы
Из-за проблемы, обсуждавшейся в предыдущем разделе, были предложены два важных альтернативных нерадиоактивных вольфрамовых материала.
развитый. Первый, представленный в 1980-х годах, чаще всего доступен в виде 2% цериевого вольфрама. Этот материал обычно
используется для сварки постоянным током с меньшей силой тока. Фактически, она занимает очень большую долю рынка орбитальной сварки. процесс.
процесс.
Совсем недавно вольфрам с содержанием лантана 1½% стал тем, что может стать будущим стандартом для вольфрамовых электродов. 1½%
по весу (в отличие от 2%) было выбрано тремя крупнейшими производителями в качестве оптимального количества содержания, исходя из
на научных исследованиях, которые показали, что это количество содержания наиболее точно отражает характеристики проводимости 2% тория
вольфрам. Таким образом, сварщики обычно могут легко заменить свой радиоактивный 2% торированный материал этим вольфрамом, а не
необходимо внести какие-либо изменения в программу сварки. Кроме того, поскольку материал оксида лантана менее плотный, чем оксид тория,
палочка из 1½% (по весу) лантанированного вольфрама фактически содержит на 15% больше оксидов по объему, чем палочка из 2% (по весу)
торированный вольфрам. Это способствует зажиганию и стабильности дуги, а также долговечности, поскольку дополнительный объем оксидов
Держите наконечник прохладнее.
Это способствует зажиганию и стабильности дуги, а также долговечности, поскольку дополнительный объем оксидов
Держите наконечник прохладнее.
Наконец, вольфрам с содержанием лантана 1½% подходит для сварки как на переменном, так и на постоянном токе. Таким образом, объекты, которые хранят оба 2% торированный вольфрам для сварки постоянным током и другой тип вольфрама (обычно чистый или циркониевый вольфрам) для сварки переменным током. в наличии только один вольфрамовый тип.
Тематические исследования
Чтобы оценить возможность перехода на 1½% лантансодержащего вольфрама для сварки постоянным током, был проведен ряд исследований. были выполнены. Ниже приводится краткое изложение некоторых из них:
Исследование №1
В 1998 Выставка Американского общества сварщиков в Детройте, штат Мичиган, один из крупных производителей вольфрама представил независимую
исследование, проведенное на 1½% лантансодержащем вольфраме. Таким образом, 2% тория, 2% церия и 1½% лантана двух производителей.
вольфрама сравнивали, наблюдая эрозию наконечника после 300 разрядов дуги постоянного тока как при 70 ампер, так и при 150 ампер. Как в нижнем, так и в
при более высокой силе тока вольфрам с содержанием лантана 1½% показал наименьшую степень эрозии острия и наиболее стабильное поведение дуги.
Таким образом, 2% тория, 2% церия и 1½% лантана двух производителей.
вольфрама сравнивали, наблюдая эрозию наконечника после 300 разрядов дуги постоянного тока как при 70 ампер, так и при 150 ампер. Как в нижнем, так и в
при более высокой силе тока вольфрам с содержанием лантана 1½% показал наименьшую степень эрозии острия и наиболее стабильное поведение дуги.
Исследование №2
Военно-воздушные силы провели исследование вольфрама с содержанием лантана 1½% и вольфрама с содержанием тория 2% для оценки характеристик зажигания дуги.
текущие возможности и проникновение. Они использовали электроды диаметром 5/32 дюйма для сварки алюминия 6061-T6 и нержавеющей стали 304.
с машиной Miller 350 Synchrowave GTAW. Используя как высокочастотный, так и сенсорный пуск, лантансодержащие электроды выполняли
лучше или равно торированным электродам. Кроме того, геометрия острия была более стабильной при сильном токе на лантанате.
электроды. Не было обнаружено существенной разницы в стабильности дуги, проваре или форме наплавленного валика. Наконец, они пришли к выводу
что не было необходимости повторно сертифицировать существующие процедуры сварки или операторов при использовании лантансодержащих электродов.
Кроме того, геометрия острия была более стабильной при сильном токе на лантанате.
электроды. Не было обнаружено существенной разницы в стабильности дуги, проваре или форме наплавленного валика. Наконец, они пришли к выводу
что не было необходимости повторно сертифицировать существующие процедуры сварки или операторов при использовании лантансодержащих электродов.
Исследование №3
Независимые исследования были проведены в Institut de Soudure в Париже, Institut fuer Schweisstechnische Fertigungsverfahren
TH-Aachen и в Schweisstechnische Zentralanstalt в Вене. Они обнаружили, что в каждом случае срок службы
лантаносодержащие электроды были длиннее, чем ториевые электроды. Кроме того, скорость расхода электрода была выше для торированных
электродов, чем для лантаната. Никаких различий в характеристиках зажигания дуги установить не удалось.
Никаких различий в характеристиках зажигания дуги установить не удалось.
Pro-Fusion от Elderfield & Hall
Pro-Fusion специализируется на оптимизации часто упускаемой из виду переменной вольфрамового электрода в процессе сварки. Мы предлагаем превосходное качество 1½% лантанированного вольфрама различных диаметров. Кроме того, мы предлагаем шлифовальный станок для вольфрамовых электродов Sharpshooter для постоянной подготовки геометрии кончика электрода и электроды для сварки с предварительной шлифовкой, которые обеспечивают гарантированную точность электрода, поскольку они производятся в соответствии с экстремальными допусками.
Заключение
Обычно используемый тип вольфрама с содержанием 2% тория представляет собой потенциальную опасность для здоровья. Нерадиоактивный вольфрам с содержанием лантана 1½% представляет собой
альтернатива этому материалу, который обеспечивает легкий переход и часто дает лучшие характеристики. Поэтому Pro-Fusion
дает следующие рекомендации:
Нерадиоактивный вольфрам с содержанием лантана 1½% представляет собой
альтернатива этому материалу, который обеспечивает легкий переход и часто дает лучшие характеристики. Поэтому Pro-Fusion
дает следующие рекомендации:
- Исследование материалов, альтернативных торированному вольфраму. В качестве альтернативы рассмотрите возможность использования высококачественного вольфрама с содержанием 1½% лантана.
- Рассмотрите возможность использования электродов с предварительным заземлением. Это гарантирует качество электрода, геометрические размеры наконечника и чистоту поверхности. для оптимальных результатов сварки. Кроме того, он устраняет опасения по поводу наличия радиоактивной торированной шлифовальной пыли на вашем предприятии.
Посетите i-Tungsten. com, чтобы приобрести вольфрамовые электроды Sharpshooter.
com, чтобы приобрести вольфрамовые электроды Sharpshooter.
Поглощение тория при использовании торированных вольфрамовых электродов для сварки ВИГ
. 1999 г., октябрь; 77 (4): 462-9.
1999 г., октябрь; 77 (4): 462-9.
doi: 10.1097/00004032-199910000-00015.
Т Людвиг 1 , Д. Швасс, Г. Зейтц, Х. Зикманн
принадлежность
- 1 Institut für Strahlenschutz der Berufsgenossenschaften der Feinmechanik und Elektrotechnik und der Chemischen Industrie, Кельн, Германия. Людвиг@bgfue.de
- PMID: 10492354
- DOI: 10.1097/00004032-199910000-00015
Т Людвиг и др.
Здоровье физ.
1999 окт.
. 1999 г., октябрь; 77 (4): 462-9.
дои: 10.1097/00004032-199910000-00015.
Авторы
Т Людвиг 1 , Д. Швасс, Г. Зейтц, Х. Зикманн
принадлежность
- 1 Institut für Strahlenschutz der Berufsgenossenschaften der Feinmechanik und Elektrotechnik und der Chemischen Industrie, Кельн, Германия. Людвиг@bgfue.de
- PMID: 10492354
- DOI: 10.1097/00004032-199910000-00015
Абстрактный
Торированные электроды используются при сварке TIG. Сварщики TIG, а также лица, занимающиеся шлифовкой ториевых электродов, и лица, находящиеся вблизи соответствующих мест сварки и шлифовки, могут подвергаться риску поступления тория. Радиологически значимыми изотопами являются 232Th, 230Th и 228Th. Исследования, описанные в литературе, не дают последовательной картины реальных опасностей, а изменения в европейских и немецких законах о радиологической защите сделали необходимым определение рисков. Для этого были проведены полевые испытания в реальных условиях работы в 26 различных сварочных цехах. Активность в воздухе, возникающая при сварке и шлифовке электродов, измерялась с помощью персональных пробоотборников воздуха. Использовались также стационарные пробоотборники. Образцы фильтров оценивали с помощью прямой альфа-спектрометрии с пропорциональным счетом и с помощью гамма-спектрометрии после нейтронной активации. Результаты ясно показали, что значительное всасывание может происходить как при сварке переменным током, так и при шлифовке электродов, если не используются системы всасывания.
Сварщики TIG, а также лица, занимающиеся шлифовкой ториевых электродов, и лица, находящиеся вблизи соответствующих мест сварки и шлифовки, могут подвергаться риску поступления тория. Радиологически значимыми изотопами являются 232Th, 230Th и 228Th. Исследования, описанные в литературе, не дают последовательной картины реальных опасностей, а изменения в европейских и немецких законах о радиологической защите сделали необходимым определение рисков. Для этого были проведены полевые испытания в реальных условиях работы в 26 различных сварочных цехах. Активность в воздухе, возникающая при сварке и шлифовке электродов, измерялась с помощью персональных пробоотборников воздуха. Использовались также стационарные пробоотборники. Образцы фильтров оценивали с помощью прямой альфа-спектрометрии с пропорциональным счетом и с помощью гамма-спектрометрии после нейтронной активации. Результаты ясно показали, что значительное всасывание может происходить как при сварке переменным током, так и при шлифовке электродов, если не используются системы всасывания. Диапазон поступления 232Th к сварщикам оценивался от 0,1 Бк y(-1) до 144 Бк y(-1) при сварке и от 0,02 Бк y(-1) до 30,2 Бк y(-1) при шлифовке. В 6 из 26 случаев недавний годовой лимит на потребление, полученный из самых последних публикаций МКРЗ, был превышен — в худшем случае он был превышен в 10 раз — если предположить, что исследуемые лица не были облученными работниками ( радиационное облучение не подвергается рутинному контролю). Когда применялись значительно более строгие немецкие лимиты, суммы, на которые лимиты были превышены, были еще больше. Поскольку многие квалифицированные сварщики имеют очень долгую карьеру, риски могут быть значительными. В документе также обсуждаются параметры, влияющие на экспозицию, и представлен каталог рекомендуемых мер по снижению дозировки.
Диапазон поступления 232Th к сварщикам оценивался от 0,1 Бк y(-1) до 144 Бк y(-1) при сварке и от 0,02 Бк y(-1) до 30,2 Бк y(-1) при шлифовке. В 6 из 26 случаев недавний годовой лимит на потребление, полученный из самых последних публикаций МКРЗ, был превышен — в худшем случае он был превышен в 10 раз — если предположить, что исследуемые лица не были облученными работниками ( радиационное облучение не подвергается рутинному контролю). Когда применялись значительно более строгие немецкие лимиты, суммы, на которые лимиты были превышены, были еще больше. Поскольку многие квалифицированные сварщики имеют очень долгую карьеру, риски могут быть значительными. В документе также обсуждаются параметры, влияющие на экспозицию, и представлен каталог рекомендуемых мер по снижению дозировки.
Похожие статьи
Воздействие тория-232 при дуговой сварке вольфрамовым электродом в среде инертного газа и заточке электродов.
Сайто Х., Хисанага Н., Окада Ю., Хираи С., Арито Х. Сайто Х. и др. Инд здоровье. 2003 г., июль; 41 (3): 273-8. doi: 10.2486/indhealth.41.273. Инд здоровье. 2003. PMID: 12916759
Воздействие тория при сварке вольфрамовым электродом в среде инертного газа торированными вольфрамовыми электродами.
Гефверт Т., Пейджелс Дж., Холм Э. Гафверт Т. и др. Радиационная дозиметрия. 2003;103(4):349-57. doi: 10.1093/oxfordjournals.rpd.a006152. Радиационная дозиметрия. 2003. PMID: 12797558
Измерения концентраций тория в воздухе при шлифовально-сварочных работах с использованием торированных вольфрамовых электродов.
Крим Э.М., Брэдли Т.Д. Крим Э.М. и др. Здоровье физ. 1995 мая; 68(5):719-22.
doi: 10.1097/00004032-199505000-00014.
Здоровье физ. 1995.
PMID: 7730071Обзор состояния науки: представляет ли воздействие марганца во время сварки неврологический риск?
Santamaria AB, Cushing CA, Antonini JM, Finley BL, Mowat FS. Сантамария АБ и др. J Toxicol Environ Health B Crit Rev. 2007, ноябрь-декабрь; 10(6):417-65. дои: 10.1080/152873975004. J Toxicol Environ Health B Crit Rev. 2007. PMID: 17710609Обзор.
Обзор потребления с пищей Th.
Джонсон-младший, Ламот Э.С. Джонсон Дж. Р. и соавт. Здоровье физ. 1989 г., февраль; 56 (2): 165-8. doi: 10.1097/00004032-1980-00003. Здоровье физ. 1989. PMID: 2645247 Обзор.

 doi: 10.1097/00004032-199505000-00014.
Здоровье физ. 1995.
PMID: 7730071
doi: 10.1097/00004032-199505000-00014.
Здоровье физ. 1995.
PMID: 7730071Посмотреть все похожие статьи
термины MeSH
вещества
Торированный вольфрам радиоактивный риск для сварщиков
Справочная информация
Несмотря на то, что 2-процентный торированный вольфрам был наиболее часто используемым вольфрамовым материалом в течение многих лет, этот тип электродов подвергается все более тщательному изучению из-за опасений по поводу окружающей среды и защиты окружающей среды. безопасность пользователей этого материала. Опасения возникают из-за того, что элемент торий радиоактивен.
безопасность пользователей этого материала. Опасения возникают из-за того, что элемент торий радиоактивен.
Исходя из этого, многие организации оценили альтернативные типы вольфрама, чтобы увидеть, какие изменения в характеристиках они увидят при переходе на нерадиоактивный вольфрам.
Проблема радиоактивности
Торий, используемый в 2-процентном торированном вольфраме, является радиоактивным элементом и поэтому может быть опасен для здоровья тех, кто подвергается его воздействию, и для окружающей среды.
Это альфа-излучатель, однако, когда он находится внутри стержня вольфрамового электрода, он заключен в вольфрамовую матрицу, поэтому снаружи излучается мало излучения.
Основной риск для сварщика возникает при проглатывании материала. Это происходит в первую очередь при вдыхании пыли, возникающей при шлифовке наконечников для сварки, но также в меньшей степени при вдыхании любых паров, выделяющихся при сварке.
Американское общество сварщиков в своей спецификации A5. 12 «Технические условия на электроды из вольфрама и вольфрамовых сплавов для дуговой сварки и резки» заявляет следующее по этому вопросу: «Торий радиоактивен и может представлять опасность при внешнем и внутреннем облучении. Если есть альтернативы технически осуществимы, их следует использовать».
12 «Технические условия на электроды из вольфрама и вольфрамовых сплавов для дуговой сварки и резки» заявляет следующее по этому вопросу: «Торий радиоактивен и может представлять опасность при внешнем и внутреннем облучении. Если есть альтернативы технически осуществимы, их следует использовать».
Они подтверждают, что основной проблемой при использовании этого материала является проглатывание пыли, образующейся при заточке электродов.
Далее они говорят: «…во время заточки наконечников электродов происходит образование радиоактивной пыли с риском внутреннего облучения. Следовательно, необходимо использовать местную вытяжную вентиляцию для контроля запыленности у источника, дополняется при необходимости средствами защиты органов дыхания».
Европа также признала опасность 2-процентного тория вольфрама. TWI (Институт сварки), который является британским аналогом AWS, сообщает, что «Управление по охране труда и технике безопасности Великобритании (HSE) выпустило информационный документ, предусматривающий хранение и использование торированных вольфрамовых электродов». 0004
0004
«В нем указано, что во время шлифования должна быть обеспечена местная вытяжная вентиляция, а пыль от шлифовального оборудования и отработанные наконечники утилизируются в герметичном контейнере на свалке.»
Далее: «HSE рекомендовал заводским инспекторам, что там, где торированные вольфрамовые электроды не являются необходимыми для обеспечения качества сварного шва, следует поощрять пользователей к поиску альтернатив».
В очень подробном исследовании, проведенном DVS (Немецким обществом сварщиков), они измерили количество радиоактивных альфа-частиц и спектры энергии гамма-излучения в окружающем воздухе во время шлифовки вольфрамовых электродов.
Некоторые из рекомендаций этого исследования включали: (i) рекомендуется работать, если это возможно, без использования сварочных электродов, содержащих торий; (ii) если это невозможно, следует принять меры предосторожности для защиты работников от загрязнения или вдыхания шлифовальной пыли; и (iii) рабочая зона должна регулярно очищаться, чтобы избежать загрязнения, вызванного осаждением пыли.
Еще одно исследование было проведено в Германии Департаментом земли Бавария по вопросам развития и окружающей среды.
Они пришли к выводу, что на предприятиях, где нет системы пылеудаления при измельчении торированного вольфрама, воздействие вредных частиц в четыре раза больше, чем при вытяжке. Однако, несмотря на то, что сбор пыли обеспечивает значительное улучшение, уровни все еще могут быть слишком высокими.
Кроме того, они отметили, что торированные вольфрамовые электроды, хранящиеся в коробках на полке, не представляют потенциальной опасности.
В настоящее время в Комиссию Европейского Сообщества внесено предложение резко ужесточить правовые нормы в отношении использования и утилизации ториевых электродов.
В штате Калифорния производители вольфрама теперь включают упаковку 2-процентных торированных вольфрамовых электродов с предупреждением, подобным тому, которое использует Osram Sylvania, а именно: «ВНИМАНИЕ! Этот продукт содержит или производит химическое вещество, известное в штате Калифорния, чтобы вызвать рак (California Health and Safety Code 25249. 5 et seq.)».0004
5 et seq.)».0004
«Торий является природным низкоуровневым радиоактивным элементом. Торий в первую очередь является излучателем альфа-частиц. Дочерние элементы в цепочке распада излучают альфа-, бета- и гамма-излучение. Радиоактивные элементы регулируются Комиссией по ядерному регулированию. радиоактивные вещества».
«Последствия чрезмерного воздействия: … Хроническое вдыхание пыли может вызвать повреждение легких у людей».
«Оценка канцерогенности: NTP-1 (Thoria). Примечание: NTP-1: Вещества или группы веществ, о которых известно, что они канцерогенны. «Известные канцерогены» определяются в отчете NTP (Национальной токсикологической программы) как вещества, что имеется достаточно доказательств канцерогенности в исследованиях на людях, чтобы указать на причинно-следственную связь между агентом и раком человека».
«Токсикологическая информация: … Сильное воздействие пыли или проглатывание большого количества растворимых соединений вызывает изменения массы тела, поведения, клеток крови, активности холинэстеразы и спермы у экспериментальных животных».
Нерадиоактивные вольфрамовые материалы
Из-за проблемы, описанной в предыдущем разделе, были разработаны два важных альтернативных нерадиоактивных вольфрамовых материала. Первый из них, представленный в 1980-х, чаще всего доступен в виде 2-процентного цериевого вольфрама. Этот материал обычно используется для сварки постоянным током с меньшей силой тока. На самом деле, она занимает очень большую долю рынка по продажам процесса орбитальной сварки.
Совсем недавно 1½-процентный лантансодержащий вольфрам стал тем, что может стать будущим стандартом для вольфрамовых электродов.
Содержание 1½ процента по весу (в отличие от 2 процентов) было выбрано тремя крупнейшими производителями в качестве оптимального количества содержания на основе научных исследований, которые показали, что это количество содержания наиболее точно отражает характеристики электропроводности 2 процентов. Торированный вольфрам.
Таким образом, сварщики обычно могут легко заменить свой радиоактивный 2-процентный ториевый материал этим вольфрамом и не должны вносить какие-либо изменения в программу сварки.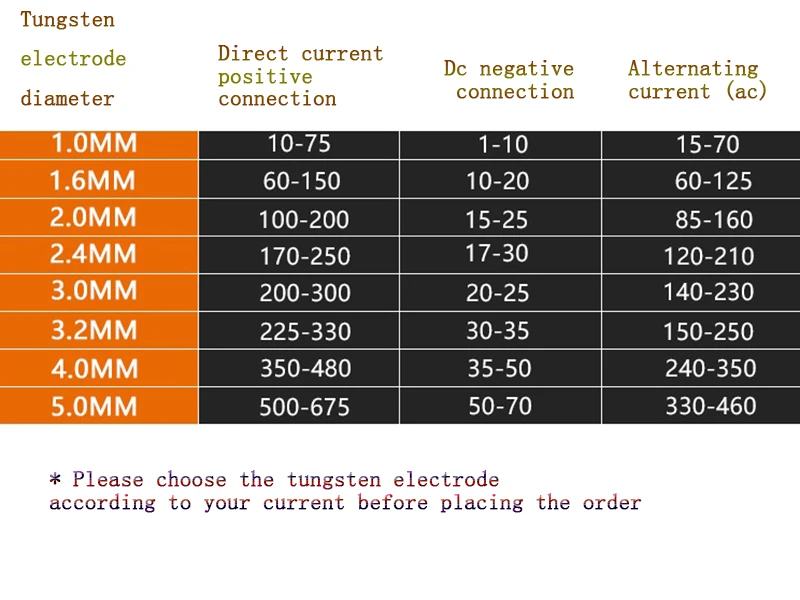
Кроме того, поскольку материал оксида лантана менее плотный, чем оксид тория, палочка из 1½-процентного (по весу) лантанированного вольфрама фактически содержит на 15 процентов больше оксидов по объему, чем палочка из 2-процентного (по весу) торированного вольфрам. Это способствует зажиганию и стабильности дуги, а также долговечности, поскольку дополнительный объем оксидов охлаждает наконечник.
Наконец, вольфрам с содержанием лантана 1½ процента подходит для сварки как на переменном, так и на постоянном токе. Таким образом, предприятия, которые хранят как 2-процентный торированный вольфрам для сварки постоянным током, так и другой тип вольфрама (обычно чистый или циркониевый вольфрам) для сварки переменным током, могут иметь только один тип вольфрама.
Тематические исследования
Чтобы оценить возможность перехода на 1½-процентный лантансодержащий вольфрам для сварки постоянным током, был проведен ряд исследований. Ниже приводится краткое изложение некоторых из них:
Исследование 1
В 1998 году на выставке Американского общества сварщиков в Детройте, штат Мичиган, один крупный производитель вольфрама представил независимое исследование, проведенное на 1½-процентном лантансодержащем вольфраме. Таким образом, 2-процентный ториевый, 2-процентный цериевый и два производителя с 1½-процентным лантановым вольфрамом сравнивались путем наблюдения за эрозией наконечника после 300 разрядов дуги постоянного тока при токе 70 и 150 ампер. Как при более низкой, так и при более высокой силе тока вольфрам, содержащий 1½ процента лантана, показал наименьшую степень эрозии острия и наиболее стабильное поведение дуги.
Таким образом, 2-процентный ториевый, 2-процентный цериевый и два производителя с 1½-процентным лантановым вольфрамом сравнивались путем наблюдения за эрозией наконечника после 300 разрядов дуги постоянного тока при токе 70 и 150 ампер. Как при более низкой, так и при более высокой силе тока вольфрам, содержащий 1½ процента лантана, показал наименьшую степень эрозии острия и наиболее стабильное поведение дуги.
Исследование 2
Военно-воздушные силы провели исследование 1½-процентного лантансодержащего вольфрама по сравнению с 2-процентным торированным вольфрамом для оценки характеристик зажигания дуги, допустимого тока и проникновения.
Они использовали электроды диаметром 5/32 дюйма для сварки алюминия 6061-T6 и нержавеющей стали 304 на машине GTAW Miller 350 Synchrowave.
Кроме того, геометрия наконечника была более стабильной при сильном токе на электродах с лантановым покрытием. Не было обнаружено существенной разницы в стабильности дуги, проваре или форме наплавленного валика.
Наконец, они пришли к выводу, что нет необходимости повторно сертифицировать существующие процедуры сварки или операторов при использовании лантансодержащих электродов.
Исследование 3
Независимые исследования проводились в Institut de Soudure в Париже, Institut fuer Schweisstechnische Fertigungsverfahren в TH-Aachen и в Schweisstechnische Zentralanstalt в Вене.
Они обнаружили, что в каждом случае срок службы электродов с лантановым покрытием был больше, чем электродов с торием. Кроме того, скорость расхода электрода была выше для ториевых электродов, чем для лантансодержащих. Никаких различий в характеристиках зажигания дуги установить не удалось.
Заключение
Обычно используемый 2-процентный торированный вольфрам представляет собой потенциальную опасность для здоровья. Альтернативой этому материалу является нерадиоактивный 1½-процентный лантансодержащий вольфрам, который обеспечивает легкий переход и часто дает лучшие характеристики.
Welding Automation и ее дистрибьюторы имеют запасы 2%-ного латинированного вольфрама , который, как показали австралийские испытания, проведенные Австралийской (бывшей подводной лодкой, теперь) судостроительной корпорацией, наиболее точно соответствует характеристикам 2%-ного фторированного вольфрама.
2% торированный красный вольфрам, WT20 | Электрод для сварки TIG
перейти к содержанию{{ tier_title }}
«,»reward_you_get_popup»:»Вы получаете»,»reward_they_get_popup»:»Они получают»,»reward_free_shipping_popup»:»Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку»,»reward_you_get_free_popup «:»Бесплатная доставка»,»popup_item_tier_benefits_title»:»Преимущества»,»popup_item_tier_benefits_next_tier»:»Следующий уровень»,»popup_item_tier_benefits_list_of_tiers»:»Список уровней»,»reward_tier_achieved_on»:»Достигнуто {{ month }} {{ day } }, {{ year }}»,»reward_tier_multiply»:»Множитель»,»reward_tier_multiply_points»:»{{multiply_points }}x»,»earn_tier_more_points»:»Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}»,»reward_as_discount»:»{{ сумма }} скидка»,»reward_as_points»:»{{ сумма }} {{ points_name }}»,»reward_as_gift_card»:»{{ сумма }} подарочная карта»,»flexible_discount «:»Скидка»,»flexible_discount_price»:»Цена со скидкой»,» available_discount_title»:»В данный момент у вас нет доступных наград»,»reward_your_tier»:»Ваш уровень:»,»reward_next_tier»:»Нет уровень xt:»,»reward_page_confirm»:»Подтвердить обмен»,»reward_redeem_cancel»:»Отменить»,»reward_redeem_confirm»:»Подтвердить»,»reward_page_earn_points»:»Заработать баллы»,»reward_not_enough_points»:»Недостаточно баллов»,» select_rewards»:»Выберите награду»,»reward_birthday»:»День рождения»,»reward_enter_birthday»:»Введите день рождения»,»reward_please_enter_birthday»:»Пожалуйста, укажите день рождения»,»reward_enter_valid_birthday»:»Введите правильную дату дня рождения»,» warning_title_for_reward»:»К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. «,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть
«,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть {{ points_name }}»,»reward_notifications_discount_check»:»Используйте скидку на странице оформления заказа»,»reward_notifications_add_discount_to_your_cart»:»У вас есть доступная скидка. Добавьте скидку в корзину!»,»reward_discount_unavailable»:»Скидка недоступна»,»reward_program_emails»:»Письма по бонусной программе»,»reward_title_earn_for_place_order»:»Купите этот товар и заработайте {{ points_count }} {{ points_name }}»,» награда_title_earn_for_place_order_on_cart_or_checkout»:»Вы зарабатываете {{points_count}} {{points_name}} за эту покупку»,»reward_save_btn»:»Сохранить»,»reward_delay_points_pending_status_rule»:»В ожидании»,»referral_page_inviting_text»:»Пригласив друга»,» referral_page_your_benefit»:»Ваша выгода»,»referral_page_your_friends_benefit»:»Привилегия вашего друга»,»referral_page_get»:»Получите»,»referral_page_no_reward_text»:»похвалите, пригласив своих друзей!»,»referral_link»:»Реферальная ссылка»,»copy_link «:»Копировать ссылку»,»referral_page_share_title»:»Поделиться в социальных сетях»,»referral_page_active_discounts»:»Активные скидки»,»claim_referral»:»Claim»,»referral_notification_label»:»Пожалуйста, введите адрес электронной почты, чтобы получить подарок», «email_sent_successfully»:»Ваше письмо успешно отправлено полностью!»,»referral_page_share_link_not_log_in»:»Войдите, чтобы начать делиться ссылкой»,»reward_activities_order_refund»:»Возврат заказа»,»reward_activities_order_updated»:»{{rule_title}} (Заказ обновлен)»,»activity_refund_earn_point»:»-{ { points_count }} {{ points_name }}»,»activity_refund_earn_points»:»-{{ points_count }} {{ points_name }}»,»activity_order_tier_lowered»:»Уровень понижен ({{ tier_title }})»,»order_refunded_activity_spend»:» +{{ points_count }} {{ points_name }}»,»reward_activity_discount_refund»:»Возврат скидки»,»reward_activity_gift_card_refund»:»Возврат подарочной карты»,»refund_tier_activity_discount_refund»:»Возврат скидки ({{ Discount_code }})»,»referrer_guest_notify_message «:»Зарегистрируйтесь, чтобы получить скидку»,»reward_sender_block_list_in_referral_program»:»К сожалению, эта реферальная ссылка больше не активна»,»referral_title_history»:»История»,»referral_not_allowed_to_use_referral_program»:»Вам не разрешено использовать реферальную программу», «referral_no_activity»:»Нет активности»,»referral_history_c ustomer_name»:»Имя»,»referral_history_customer_email»:»Электронная почта»,»referral_history_status»:»Статус»,»referral_history_date»:»Дата»,»order_redeem_discount_name»:»Скидка на заказ ({{ name_order }})», «discount_expire_in_day»:»Скидка действует через {{ days_count }} день»,»discount_expire_in_days»:»Скидка действует через {{ days_count }} дней»,»activity_discount_expired_code»:»Скидка истекает {{ code }}»,»activity_discount_expired»: «Срок действия скидки истек»,»current_balance»:»Текущий баланс»,»birthday_gift_multiply_message»:»Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!»,»your_discount_code»:»Ваш код скидки:», «verify_account_message»:»Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.
 «,»verify_account_email_is_send_massage»:»Письмо с подтверждением отправлено,
«,»verify_account_email_is_send_massage»:»Письмо с подтверждением отправлено, , пожалуйста, проверьте свой почтовый ящик.»,»verify_account_button»:»Подтвердите аккаунт»,»spending_card»:»Правила расходов»,»minimum_purchase»:»Требуется минимальная покупка {{ Discount_amount }}»,»tier_info»:»Информация об уровне» ,»completed_rule»:»Выполненное правило»,»earning_rule»:»Правило заработка»,»reward_popup»:»Всплывающее окно вознаграждения»,»birthday_field»:»Поле дня рождения»,»shop_it»:»КУПИТЬ»,»назад»: «Назад»,»click_for_sound_on»:»Нажмите, чтобы включить звук»,»click_for_sound_off»:»Нажмите, чтобы отключить звук»,»view_on_instagram»:»Посмотреть в Instagram»,»view_on_tiktok»:»Посмотреть в Tiktok»,»instagram_gallery»: «Галерея Инстаграм»}
Techweld Tungsten Non-Thoriated Нерадиотоксичный Неканцерогенный
Techweld MultiStrike Tungsten Электроды представляют собой высококачественные, полностью отслеживаемые, долговечные и самые надежные вольфрамовые электроды на рынке, позволяющие сваривать стали и сплавы на постоянном токе а также алюминий с технологиями переменного тока, дающими более узкие сварные швы с меньшим тепловложением.
Techweld MultiStrike Tungsten Электроды производят в 10 раз большее количество дуговых разрядов по сравнению с обычными ториевыми вольфрамовыми электродами при тех же условиях и обеспечивают стабильную работу в диапазоне токов от 0 до 300 А.
Techweld MultiStrike Tungsten Электроды были разработаны с учетом здоровья и безопасности конечного пользователя.
Неканцерогенный, нерадиотоксичный
Techweld MultiStrike Tungsten Электроды могут использоваться для сварки сталей и сплавов на постоянном токе, а также алюминия на переменном токе и обеспечивают стабильную работу в диапазоне токов от 0 до 300 А.
Тщательно сбалансированная смесь нерадиотоксичных присадок, используемая в Techweld MultiStrike Tungsten Электроды обеспечивают до 10 кратного увеличения количества разрядов дуги по сравнению с обычными вольфрамовыми электродами с 2 %-м содержанием тория при идентичных условиях.
Эти MultiStrike Tungsten Электроды:
- Неторированные
- Нерадиотоксичный
- Неканцерогенный
Кроме того, MultiStrike Tungsten Электроды снижают рабочую температуру, обеспечивая более узкие сварные швы с меньшим тепловложением. Количество ударов дуги увеличивается до того, как потребуется повторная заточка.
Techweld MultiStrike Tungsten Электроды — это полностью отслеживаемые вольфрамовые электроды, идентифицируемые по номеру партии и указанные на нашей специальной упаковке.
Гарантированное качество и удобство
Techweld MultiStrike Tungsten Электроды состоят из уникальной смеси легирующих присадок, что позволяет им работать при высоких, низких и средних токах при сварке TIG (GTAW) сталей, материалов на основе никеля и кобальта. , а также титановые и алюминиевые сплавы.
Эта уникальная смесь присадок значительно увеличивает срок службы электрода за счет значительного увеличения количества разрядов дуги до необходимости повторной заточки, обеспечивая до 10 раз более высокую производительность MultiStrike Tungstens по сравнению с ториевыми вольфрамовыми электродами.
На фотографиях справа вы видите обычный вольфрамовый электрод с 2%-м содержанием тория после 10 разрядов дуги, а справа вы видите вольфрамовый электрод Techweld MultiStrike после 200 разрядов дуги.
Нет радиотоксичного содержимого
Те, кто не уверен в истинном воздействии электродов из торированного вольфрама с красными наконечниками, могут посмотреть на эти измерения, сделанные радиационным монитором. Разница в показаниях хорошо видна. Торированные вольфрамовые электроды с красными наконечниками имеют более чем в 60 раз большую мощность излучения, чем нормальный уровень, существующий в окружающей среде.
Попросите отдел охраны труда и техники безопасности измерить мощность излучения от 10 упаковок торированных вольфрамов вместе. У них должен быть монитор, который покажет вам аналогичный результат.
Ваша безопасность — наш приоритет. Признавая риск для здоровья, связанный с радиотоксичными красными тороидированными вольфрамовыми электродами, вольфрамовые электроды MultiStrike, которые не содержат потенциально опасного тория.
Торированный вольфрам с красным наконечником содержит торий, встречающийся в природе радиоактивный элемент, введенный в вольфрамовые сварочные стержни в процессе спекания для улучшения их рабочих свойств. Торий является высокорадиотоксичным материалом, и основная опасность связана с вдыханием частиц пыли, образующихся при шлифовке наконечников.
Испытания радиоактивного измерителя, которые показывают уровни излучения 60 единиц или более для торированного вольфрама, также показывают, что вольфрамовые электроды MultiStrike производят почти нулевой уровень радиотоксичности из-за смеси нерадиоактивных редкоземельных элементов.
Независимо от того, являетесь ли вы работодателем, который заботится о здоровье и безопасности своих сотрудников и других лиц, или если вы сварщик, обеспокоенный канцерогенным действием обычных ториевых вольфрамовых электродов, вы можете рассмотреть более безопасную альтернативу Techweld MultiStrike Tungstens (MST).
Без тория, безопасный, «зеленый» вольфрам
Вольфрам MultiStrike содержат смесь редкоземельных присадок для замены тория.
Легирующие примеси не радиоактивны, и они смешиваются в точных пропорциях с использованием процедур статистического пропорционального контроля, полностью компьютеризированных для обеспечения того, чтобы вольфрам каждый раз производился в соответствии с одними и теми же высокими стандартами.
Точные ингредиенты MultiStrike являются частью интеллектуальной собственности компании Huntingdon Fusion Techniques HFT®, которая провела обширные исследования и разработки, чтобы вывести на рынок качественный продукт, полностью отслеживаемый, надежный и воспроизводимый.
Уникальная упаковка гарантирует качество продукции, надежность, воспроизводимость, постоянство и отслеживаемость.
MultiStrike® Вольфрамовые сплавы соответствуют нормам и правилам EN 26848 и ANSI/AWS A5 12m-98.