правила и меры при проведении сварки

Главным требованием к технике безопасности является безопасность мастера, то есть избежание травм во время производственных процедур.
Техника безопасности при сварочных работах позволит сохранить здоровье мастера, занимающегося той или иной сварочной работой. Зачастую используют электроэнергию либо газ, из-за чего необходимо рассматривать тему с этих двух сторон.
Техника безопасности при сварке газом
Прежде чем проводить сварщикам сварочные работы, нужно знать, каких мер безопасности следует придерживаться в процессе. Вначале потребуется проверить на исправность и работоспособность само сварочное устройство.
Достаточно важно наличие герметичности и отсутствие пробоин, чтобы не проходил газ. Также требуется контролировать состояние шланга, баллона, узла горелки и их целостность. При наличии повреждения нужно устранить неполадку и качественно закрепить все детали.
Выставление её параметров зависит от правильно подсчитанных нормативов. За основу выступает воздухообмен в сварочном цеху. Зачастую это значение достигает 40 м3/ч, рассчитывая по одному кубическому метру площади в комнате.

Взрыво- и пожаробезопасность при сварочных работах.
Вытяжка в данной системе должна быть установлена таким способом, чтобы газовые отходы выводились через стол, рассеиваясь по всему рабочему помещению. Чаще всего вентиляция устанавливается на потолке по всей окружности помещения.
Далее, при производстве сварочных работ, нужно пользоваться специальными защитными средствами: наушниками, масками, очками, которые обеспечат должную защиту человеку.
В правилах ТБ указывается точный перечень всех необходимых предметов для защиты здоровья и тела.
Сюда относят перчатки, рабочую одежду, обувь и т.д., также важно обратить внимание на следующее:
- Запрещено осуществлять сварку возле предметов с легкой возгораемостью.
К таким предметам относят древесную стружку, солярку, бензин. - При наличии в одной комнате свыше 10-ти сварочных точек, газ от места к месту должен проходить через трубы, изготовленные из металла.
Он проходит из единого крупногабаритного баллона с газом, что располагается вне основного помещения. - При автоматической сварке необходимо регулировать нахождение масла, поскольку, если оно окажется в кислородном баллоне, либо редукторе, есть вероятность мощного взрыва.
- Пламя горелки должно всегда быть направлено в противоположную сторону от установленного устройства для сварки.
- Необходимо соблюдать базовые правила пожарной безопасности: запрещено использовать генератор с температурой в +5 и ниже, поскольку есть риск замерзания воды в оборудовании, что может привести к неисправности.
Техника безопасности при сварке электрической дугой
Техника безопасности в дуговой сварке – это свод рекомендаций, которых необходимо придерживаться для ограничения соприкосновения мастера с частями, через которые проходит ток сварочного агрегата – клемма, оголенного провода, металлической поверхности и т.д.

Техника безопасности для сварщика.
К правилам безопасности, при выполнении работ с использованием электродугового оборудования относится следующее:
- Негативное влияние оказывают на организм сварщика, в частности на зрение, ультрафиолетовые и инфракрасные лучи.
Во избежание возникновения неполадок в данной сфере, рекомендуется использовать во время эксплуатации оборудования защитную маску. - Одним из самых опасных мест считается соединение всех частей агрегата при помощи проводов.
По этой причине они надежно изолируются. Однако, при частой эксплуатации, они стираются или лопаются, поэтому прежде чем начать работу необходимо проверить их состояние. - При выполнении процедуры мастером на стационарном посту, помещение, где он находится, должно быть окрашено в светлый цвет, чтобы снизить уровень контрастности и яркости электродуги.
Цвет необходимо брать матовый, благодаря чему не отбрасываются блики от сварочной зоны. Это дает возможность электрогазовщику сделать работу быстро и без трудностей. - Как любое техническое устройства, сварка также может поломаться.
Зачастую причиной поломки является нарушение изоляции в области трансформатора, что провоцирует возникновение пробивки. Отсюда ток попадает на металлический корпус самого аппарата, из-за чего мастера может ударить током. Чтобы избежать данной ситуации, устройство необходимо заземлить. - Чтобы обезопасить мастера, проводящего сварочные работы, необходимо выполнить определенные действия.
К ним относятся: ограничение от контакта с металлической поверхностью эксплуатируемого агрегата, изолирование держака, использование коврика из резин либо специальной обуви из такого же материала, а также применение негорючего материала – листового железа, асбестовой панели и т.д. - Также необходимо обезопасить полностью устройство.
Потребуется установка автоматического выключателя перед подключением к электрической сети. За долю секунды он отреагирует на подачу высокочастотного тока при коротком замыкании. Иными словами, данная деталь автоматом выключит оборудование, прежде чем ток успеет дойти до сварщика.
Средства защиты глаз при сварке
Прежде чем начать процедуру проведения сварочных работ необходимо обезопасить себя от возможного вреда и последствий.
Проводятся специальные подготовительные действия в виде:
- проверки работоспособности сварочного агрегата;
- проверки функциональности и изолирование проводной системы;
- проверки нагрузку от электросети;
- использования соответствующих защитных средств.

Электробезопасность при ручной дуговой сварке.
Чаще всего повреждаются глаза, поэтому их безопасности уделяют наибольшее внимание. Повреждение иногда получают не только мастера, но даже их помощники.
Первой под удар попадает сетчатка глаза, что провоцирует возникновение и развитие частичного или полного нарушения зрения, вплоть до слепоты. Во многих странах, в том числе и на севере, запрещается проводить сварочные работы без наличия на себе определенных средств для защиты не только глаз, но и остальных частей тела.
Техника безопасности при проведении сварочных работ подразумевает под собой использование маски сварщика, защитный щиток и специальные очки.
Помощник сварщика, работа которого заключается в подготовке свариваемых деталей и фиксации их для создания шва, также должен обеспечить себе защиту глаз и лица в целом. Ему понадобятся только защитные очки.
Техника безопасности при сварке на высоте
По инструкции техники безопасности при сварочной работе на высоте, сварщик, кроме своей повседневной робы, должен надевать дополнительно каску. Запрещено проводить работу со сварочным инструментом в паре с кем-то.
Всегда должно быть свободное место рядом со сварочным участком, где свариваются элементы. Рядом не должно быть быстровоспламеняющихся веществ и людей, непричастных к работе.
При использовании конструкций на высоте необходимо убедиться в надежности её крепления. Обеспечьте страховку при случае, если мастер упадет. Зачастую применяют для этой процедуры небольшого размера переносные сварочные оборудования с надежным креплением и страховкой от повреждений при падении с высоты.Итог
Для более удобного проведения работ мастера должны выполнять следующие правила:
- Должно быть обязательное наличие специальных мест, стендов и помещений для сборки и сварочной работы с крупными объектами.
Также стоит обеспечить широкий проход по каждую сторону от изделия. - Сварка больших изделий на высоком расстоянии от земли организовывается в просторном месте, например в лесу.
- Правила техники безопасности при проведении сварочных работ подразумевает, что все сварочные агрегаты, которые при неисправной работе могут быть под напряжением, обязаны быть заземлены в индивидуальном порядке с выводом до общего защитного заземления.
- В момент сварочных работ больших конструкций необходимо использовать щит-ширму, обеспечивающую защиту и ограждающий рабочее место от общего прохода.
- Наладчик-монтер обязан контролировать и следить за всеми установками для сварки.
Также только он имеет право чинить агрегаты электрической сварки при их поломке.
Правила безопасности при работе с электросваркой
 Правила безопасности при работе с электросваркой
Правила безопасности при работе с электросваркойСварка считается одним из самых современных и надёжных способов соединения металлических деталей. Однако работа с таким прибором требует очень аккуратного обращения. Пирометры, специальная защитная одежда, маска — всего лишь основные средства для безопасной работы с ней.
Главную опасность при ручной электрической сварке представляет электрический ток. Только строгое соблюдение правил работы позволит работать максимально безопасно и эффективно.
Подготовка оборудования
Сварка должна быть надёжно изолирована в защитном корпусе, от которого отводится заземление. Кабель и электрододержатель изолируются при помощи защитных покрытий. Обязательно разматывайте силовые провода, чтобы избежать их перегрева во время работы (токи «Фуко»).

Если сварочный аппарат попал даже под незначительный дождь, работать с ним категорически запрещено. То же относится к влажной обуви и одежде сварщика. Провода простой дуговой сварки не могут быть длиннее 15 метров. Для предотвращения механического повреждения также рекомендуется укладывать их в специальную резиновую трубку.
Защита глаз при сварке
Попадание света от сварки на сетчатку глаз вызывает сильные раздражения. Работать с агрегатом можно только при условии использования специальных защитных очков или маски с тёмными стёклами. Подбирать её следует по специальной таблице мощности тепловых, световых лучей.

Помимо световой, тепловой защиты, маска обеспечивает защиту от брызг раскалённого металла. Защитное стекло, покрытое каплями металла, следует регулярно менять, чтобы обеспечить нормальную видимость во время работы. Читайте о том, как выбрать маску сварщика на сайте mmasvarka.ru.
Одежда и обувь сварщика
Раскалённые частицы металла легко могут попасть на обувь и одежду, поэтому использовать разрешается только специальную защитную одежду и обувь.

В отличие от обычной одежды, окалина на ней не сможет пропалить отверстие, а будет просто тлеть.
Правила безопасности при работе со сваркой
Работа в резервуарах. В ограниченном пространстве металлоконструкций опасность поражения током, ожога и отравления испарениями возрастает многократно. Хороший бесконтактный термометр, диэлектрические галоши, изолирующий коврик и свободный приток свежего воздуха — базовые требования безопасности.
Силовая линия. Аппарат можно подключать только к линии, способной выдержать нагрузку электрической сварки. Место подключения должно иметь собственный рубильник и предохранители.

Выполнение базовых правил безопасности при сварке позволит даже в домашних условиях спокойно пользоваться электросваркой.
Поделиться в соцсетях
Техника безопасность при сварочных работах (общий)
Техника безопасность сварочных работ на (высоте,под водой,при сварке технологического трубопровода)
Техника безопасность сварочных работ на высоте
Сварочные работы на высоте следует выполнять с лесов, подмостей, навесных люлек или приставных лестниц, имеющих огражденные рабочие площадки с настилом из несгораемых материалов. При невозможности или нецелесообразности установки указанных средств подмащивания сварочные работы можно вести с ранее смонтированных конструкций, имеющих ограждения или обеспечивающих возможность закрепления предохранительных поясов. Электросварщики и газорезчики должны пользоваться предохранительными поясами при работе на высоте более 1,5 м (от земли или перекрытия).
При одновременной работе на различных высотных отметках монтируемого объекта должны быть предусмотрены ограждающие устройства (щиты, настилы) для защиты работающих на нижних отметках от брызг металла и случайного падения кусков проволоки, электродов или инструмента. Электросварщик должен пользоваться специальной сумкой для инструмента, пеналом для электродов и огнестойкой тарой для сбора огарков.
При сварке на высоте запрещается
Бросать огарки запрещается. Запрещается привлекать сварщиков к работам, не связанным с их специальностью. Электросварщики должны быть аттестованы на квалификационную группу по технике безопасности не ниже II.
Размещение сварочного оборудования
Размещение сварочного оборудования должно обеспечивать безопасный и свободный к нему доступ. В помещениях для электросварочных установок должны быть предусмотрены достаточные по ширине проходы (не менее 0,8 м), обеспечивающие удобство и безопасность при сварочных работах.
Сварочные установки, а также все вспомогательные приборы и аппараты к ним, устанавливаемые на открытом воздухе, должны быть в брызгопылезащитном исполнении. Над сварочными установками незащищенного исполнения, находящимися на открытом воздухе, должны быть сооружены навесы из несгораемых материалов, исключающие попадание осадков на рабочее место сварщика и сварочное оборудование. При отсутствии таких навесов электросварочные работы во время дождя или снегопада должны прекращаться.
Продолжение работ после дождя или снегопада разрешает лицо, ответственное за безопасность работ. Электросварочные установки, расположенные над землей или перекрытием на высоте более 1 м, должны быть оборудованы освещенными рабочими площадками с настилом, лестницами и перилами.
Присоединение источников питания
Присоединение источников питания трансформаторов к электросети должно выполняться согласно маркировке выводов на зажимах. При одновременном использовании нескольких источников они должны быть установлены не ближе 0,35 м один от другого. Расстояние между сварочным трансформатором и ацетиленовым генератором должно быть не менее 3 м.
Сварочные провода следует располагать от трубопроводов кислорода, ацетилена и других горючих тазов на расстоянии не менее 10 м. Схема присоединения нескольких трансформаторов или генераторов при работе на одну сварочную дугу должна исключать возможность получения между изделием и электродам напряжения холостого хода, превышающего напряжение холостого хода одного из источников сварочного тока.
Длина первичной цепи между источником тока и передвижной сварочной установкой не должна превышать 10 м. В передвижных электросварочных установках при подключении их к сети следует предусматривать блокирование рубильника, исключающее возможность присоединения и отсоединения провода от зажимов, когда они находятся под напряжением.
При ручной сварке толстопокрытыми электродами
При ручной сварке толстопокрытыми электродами, ванношлакоковой сварке должен быть предусмотрен отсос газов непосредственно вблизи дуги. Как правило, следует применять низкотоксичные рутиловые электроды. Во избежание повышенного выделения аэрозоля и газов, особенно при сварке с антикоррозионными покрытиями, запрещается превышать установленную силу сварочного тока.
Транспортировка и хранение газовых балонов
Газовые баллоны необходимо перемещать на специальных тележках или носилках, а поднимать на высоту ― с помощью грузоподъемных механизмов в специальных крытых контейнерах, гарантирующих устойчивое положение баллонов при транспортировке. При эксплуатации баллонов на высоте они должны находиться исключительно в контейнерах (будках), обеспечивающих надежное крепление и исключающих всякую возможность падения баллонов с высоты и попадания на них брызг расплавленного металла и падающих предметов.
При хранении и эксплуатации кислородных баллонов, редукторов и рукавов должны быть предусмотрены меры против их соприкасания со смазочными материалами, жирами, промасленной одеждой и ветошью. Совместная транспортировка кислородных баллонов и баллонов с горючими газами не допускается (за исключением транспортировки к рабочему месту двух баллонов на специальной тележке или в контейнере).
Длина рукавов не должна превышать 30 м. Применение рукавов большей длины при производстве монтажных работ допускается с разрешения руководителя работ.
Запрещается!!!
Запрещается использовать керосинорезы при выполнении газопламенных работ в замкнутых сосудах. Ремонт и испытание редукторов, горелок, рукавов и другой аппаратуры для газопламенной обработки могут производить лица, прошедшие специальное обучение и имеющие соответствующее удостоверение.
Безопасность труда при сварке под водой
Перед началом работы составляют проект производства работ и разрабатывают технологию сварки, а также проверяют исправность всего необходимого оборудования.
При наличии у места работы быстрого течения водолаза ограждают от него специальными щитами, установленными вверху по течению.
Перед спуском сварщика под воду специалист должен тщательно проверить все водолазное оборудование.
Сварка под водой допускается только при наличии дежурного ― проинструктированного рабочего, находящегося над водой и имеющею двустороннюю связь со сварщиком.
В непосредственной близости от дежурного должен быть телефон, автоматический выключатель напряжения источника питания сварочной дуги и рубильник для отключения сварочной установки от питающей сети.
Передний иллюминатор шлема водолаза-электросварщика должен на 2/3 закрываться снизу светофильтром, предохраняющим глаза сварщика от действия лучей электрической дуги.
Безопасность труда при сварке технологических трубопроводов
Участки монтажной площадки, на которых ведется сварка трубопроводов, должны быть ограждены ширмами, щитами из листовой стали или фанеры, обработанной огнестойким материалом, занавесями из асбестового полотна или брезента на высоту не менее навесами из асбестового полотна или брезента на высоту не менее 1,8 м, ограждения должны быть окрашены в серый, желтый или голубой цвет матового тона. Рабочие места сварщиков, расположенные выше уровня земли (пол) более чем на 1 м, необходимо ограждать.
При невозможности или нецелесообразности устройства ограждений рабочие должны быть снабжены предохранительными поясами. Места закрепления карабина предохранительного пояса должны быть заранее указаны мастером или производителем работ и ярко окрашены. При одновременной работе сварщиков на разных высотах по одной вертикали должны быть установлены козырьки, щиты и настилы, защищающие рабочих от брызг расплавленного металла и падающих предметов.
На монтажной площадке необходимо вывешивать плакаты, предупреждающие о возможности облучения глаз и ожогов кожного покрова.
Сварочные работы внутри трубопроводов
Сварочные работы внутри трубопроводов допускаются при условном их диаметре 1020 мм и более. Женщины не допускаются к сварке внутри трубопроводов. Все люки, штуцера и другие отверстия должны быть открыты. У каждого торца трубопровода должен постоянно дежурить наблюдающий, который располагается так, чтобы в течение сварочных работ видеть и слышать сварщика.
Рубильник (пускатель) сварочного оборудования должен находиться вблизи одного из наблюдающих. Наблюдающий, находящийся за спиной сварщика, должен держать конец сигнальной веревки, другой конец должен быть надежно прикреплен к предохранительному поясу или обвязан вокруг сварщика.
Амуниция сварщика для сварки внутри трубопровода
Электросварщик должен иметь щиток с принудительной подачей свежего воздуха. Можно работать со щитком без принудительной подачи воздуха при условии применения принудительной вентиляции внутри трубопровода. Скорость движения воздуха должна быть не менее 0,25 и не более 1,5 м/с. В зимнее время воздух следует подавать с температурой не менее 20°С. Целесообразно использовать переносные местные отсосы, снабженные приспособлениями для их быстрого и надежного крепления вблизи зоны сварки.
Освещение внутри трубопровода
Освещение внутри трубопровода должно осуществляться от понижающего трансформатора напряжением не более 12 В.
Рекомендации для сварщика
Сварщик должен быть обеспечен диэлектрическим резиновым коврикам, диэлектрическими галошами или ботами, резиновыми перчатками и резиновым шлемом. Сварщики должны носить каски с брезентовыми наплечниками для защиты шеи и плеч.
Рекомендуется использовать каску в сочетании со сварочным наголовным щитком. Каску-щиток следует комплектовать приспособлением, удерживающим щиток в верхнем положении.
При сварке трубопроводов в колодцах, траншеях, а также для защиты от соприкасания с холодным и влажным грунтом или металлом следует использовать подстилки, маты, наколенники и подлокотники из огнестойких материалов с эластичной прослойкой.
Техника безопасности при сварке
Основное требование техники безопасности – это оберегать человека от получения травм на производстве. А так как сварочные работы связаны с использованием различных видов энергии, то соответственно техника безопасности при сварке должна быть направлена именно на сохранение здоровья сварщика, который имеет дело с той или другой энергией. А энергий при сварке используются две: электроэнергия и газ. Поэтому стоит рассмотреть технику безопасности при сварочных работах по отдельности на каждый вид используемого топлива.

Техника безопасности при газовой сварке
Какие негативные факторы могут повлиять на здоровье сварщика, работающего газосваркой.
- Это сам газ, который является взрывоопасной средой.
- Отработанные после сварки или резки газы, в состав которых входят токсины, угарные составляющие и неядовитая пыль.
- При плазменных процессах выделяется не только высокочастотные звуковые волны, но и ультразвуковые колебания. В этих же процессах выделяется озон и окислы азота.
- Пламя резака – это источник видимых и невидимых инфракрасных лучей, которые негативно сказываются на роговице и хрусталике глаза. Сюда же можно добавить искры расплавленного металла, которые разлетаются во все стороны.
Итак, что требует техника безопасности при проведении сварочных работ газом. Если прямо по пунктам, то в первую очередь необходимо следить за исправностью оборудования. Оно должно быть герметичным и не пропускать газ. А значит, необходимо следить за целостностью шлангов, баллонов и узлов горелки. Все стыки между элементами должны быть надежно закреплены и проверятся пред каждым началом сварочных работ на предмет пропускания газа.
По второму пункту техника безопасности требует наличия хорошо работающей вентиляции. Ее параметры необходимо подсчитать по нормативам, в основе которого лежит воздухообмен сварочного цеха. Этот показатель равен 40 м³/ч из расчета на один кубический метр пространства помещения. Вытяжки вентиляционной системы устанавливаются таким образом, чтобы вывод газовых отходов газосварки происходил прямо с места проведения работ (над столом) и равномерно со всего пространства рабочего помещения (обычно устанавливаются под потолком по всему периметру цеха).
По третьей позиции. Здесь все просто, надо надеть наушники. По четвертой позиции – надевается маска сварщика или защитные очки. Конечно, правила безопасности оговаривают защиту всего тела человека, поэтому специальная рабочая одежда, обувь и защитные перчатки являются неотъемлемой частью экипировки газосварщика.
Это основные требования техники безопасности при проведении сварочных работ газом. Но представьте, что сами работы могут проводиться в разных условиях, где некоторые вышеизложенные позиции соблюсти сложно или невозможно. Поэтому в технике безопасности есть правила, которые учитывают нюансы проводимых сварочных работ.
- Если газосварка проводится внутри резервуара, а там вентиляция отсутствует полностью, то работы проводятся с короткими промежутками времени с длительными перерывами. При этом сварщика должен подстраховывать помощник, который располагается снаружи емкости. Внутри резервуара темно, освещение обеспечивается сетью с напряжением 12 вольт. Если работа требует быстрого ее выполнения, то в резервуар устанавливаются металлические или гибкие воздуховоды с отсасывающими вентиляторами на конце. Эти устройства и будут выполнять функции вентиляции.
Внимание! Если внутри резервуара кислорода меньше 19%, то работать внутри него запрещается.
- Нельзя проводить работы около материалов, которые быстро воспламеняются. К примеру, бензин, солярка, древесная стружка и так далее.
- Если в цеху размещено более 10 сварочных постов, то до каждого рабочего места газ доводится через металлический трубопровод. Он поступает от единого большого газового баллона, который обычно устанавливается за пределами цеха.
- Пожарная безопасность при проведении сварочных работ требует соблюдения определенного расстояния от места сварки до места расположения всего оборудования (баллоны, ацетиленовый генератор). Оно не должно быть меньше 10 м. Кстати, генератор нельзя использовать при температуре ниже +5С, потому что внутри него заливается вода, которая при минусовой температуре просто замерзнет. А значит, аппарат работать не будет.
- Очень важно не допустить попадания масла на кислородный баллон и редуктор. Масло и кислород – смесь взрывоопасная.
- Горелкой надо работать так, чтобы ее пламя было всегда направлено в обратную сторону от места установки сварочного оборудования.
Правила техники безопасности при плазменно- и воздушно-дуговой резке точно такие же.
Техника безопасности при электродуговой сварке
Основным источником опасности при производстве сварочных работ трансформаторами или инверторами является электрический ток. К примеру, человек без вреда своему здоровью может выдержать напряжение в 12 вольт. Любой вид электросварочного оборудования при холостом ходе имеет напряжения 45-80 вольт. Напряжение постоянного тока: 55-75 вольт, переменного 180 В и больше. То есть, соприкосновение со сварочным оборудованием обязательно повлечет неприятные последствия, как минимум удар тока оставит ожог на коже.
Поэтому техника безопасности при дуговой сварке – это комплекс правил, которые максимально ограничивают контакт электрогазосварщика с токонесущими частями сварочного оборудования (клеммами, оголенными проводами, металлическими вставками). Какие меры безопасности при проведении сварочных работ необходимо неукоснительно придерживаться.
- Первое касается обустройства самого оборудования. В питающую электрическую сеть, к которой подключается сварочный аппарат, обязательно устанавливается автоматический выключатель. Он за 0,5 секунд среагирует на появление в сети тока высокого значения, образующийся при коротком замыкании. То есть, автомат отключит сварочный агрегат до того, как ток ударит работающего электросварщика. Это самая действенная защита.
- Провода, соединяющие все части оборудования, являются местом опасности, поэтому они выпускаются с надежной изоляцией. Но со временем все истирается и лопается, поэтому перед началом работ нужно убедиться в целостности изоляции.
- Как и любой вид технологического оборудования, сварочные аппараты со временем выходят из строя. В основном нарушается изоляция в витках трансформаторов, что приводит к пробивке, то есть, проходящий по трансформатору ток может попадать на металлические части корпуса сварочного аппарата. Чтобы электрогазосварщика при соприкосновении с корпусом не ударило током, оборудование заземляют.
- К электробезопасности сварщика необходимо отнести ряд мероприятий, с помощью которых ограничивается его соприкосновение с металлическими поверхностями оборудования и инструментами. Держак должен быть надежно заизолирован. Под ноги укладывается резиновый коврик или на ноги надевается спецобувь с резиновой подошвой. Каждый сварочный пост ограничивается негорючими материалами (листовым железом, асбестовыми панелями и так далее).
- Если сварщик работает в стационарном сварочном посту, то помещение обязательно окрашивают светлыми тонами, чтобы ослабить контрастность яркости электрической дуги. При этом краска используется только матовая, именно она не отбрасывает бликов от зоны сварки, что не мешает работе электрогазосварщика.
- Ультрафиолетовое и инфракрасное излучение, исходящее от зоны сварки, это негативное воздействие на глаза. Поэтому работать сварщик должен только в защитной маске.
Электробезопасность при сварочных работах – это не только защита человека, это защитные мероприятия, которые связаны с противопожарными мерами. Здесь, как и в случае с газосваркой, варить металлы рядом с легковоспламеняющимися материалами строго запрещено. Безопасное расстояние – не меньше 10 м.
Выполняя условия техники безопасности при ручной дуговой сварке, необходимо понимать, что в основе всего лежит качественное техническое состояние оборудования. Поэтому следить за ним нужно обязательно. Нельзя допускать, чтобы токопроводящие элементы были оголены.
Деятельность сварщика ограничивается условиями, в которых производится сварка. Повышенная влажность, близость взрывоопасных материалов, ограниченность пространства и так далее должны стать причинами, при которых сварочный процесс не должен производиться. Вот почему техника безопасности при работе со сварочным аппаратом – это жесткие требования, которые сохранят здоровье, а в некоторых случаях, и жизнь сварщика.
Поделись с друзьями
0
0
0
0
Правила техники безопасности при выполнении ручной дуговой сварке
Во время работы со сваркой безопасность ставится на наиболее приоритетное место. Из-за нее можно даже отметить выполнение работ, если соблюдены не все правила. Ведь здесь кроется множество опасностей, которые могут нанести непоправимый вред здоровью человека, а также привести к потере оборудования и прочим неприятным вещам. К счастью, большинство причин, которые могут вызвать все эти негативные факторы, можно заранее предупредить. Для этого существует техника безопасности при ручной дуговой сварке, выполнение которой поможет сделать все максимально безопасно и при этом качественно для самого соединения металлических заготовок. Существует ряд основных требований, которые касаются подготовки места, непосредственного выполнения работ, а также уборки после всего этого.

Ручная дуговая сварка
Стоит понимать, что техника безопасности при дуговой сварке написана несчастным опытом других людей, которые попадали в негативные ситуации по тем или иным причинам. По этой причине, выполнение правил важно в первую очередь для самого работника. Естественно, что за невыполнение требований предусмотрены штрафы. Это может быть как выговор или лишение премии, так и устранение от работы на некоторое время, в зависимости от серьезности нарушения.
Правила безопасности при ручной дуговой сварке являются обязательными для изучения, так как без их знания специалист не получит доступ к работе. Это касается практически всех ее разновидностей, так как в каждом случае имеются свои особенности. Контролировать выполнение должны все участники сварочного процесса, так как при пожаре или взрыве могут пострадать многие люди.
Правила и порядок 

Техника безопасности при выполнении ручной дуговой сварки предполагает выполнение следующего ряда правил:
- Сварочное оборудование, а также все, что с ним связано (сварочный трансформатор, заземление, провода, клеммы и прочие элементы и узлы) должны быть полностью исправны и не иметь каких-либо дефектов. В ином случае, их категорически запрещается использовать.
- Все элементы должны быть подключены и находиться на своих местах.
- Системы безопасности, такие как прерывание высокого напряжение во время холостого хода, защита от перегревания и прочее, должны быть проверены перед началом работ.
- Во время работы необходимо использовать индивидуальные средства защиты. Сюда входит рабочая одежда из огнеупорных материалов, рукавицы, сварочная маска и прочее.
- В закрытых помещениях необходимо использовать резиновый коврик под ногами во время сваривания.
- Возле специалиста во время сварки не должно находиться ни каких посторонних вещей, особенно, горючих материалов.
- Работник не должен контактировать с зажимами и клеммами электрической цепи и оборудование должно находиться на достаточном отдалении.
- На рабочем месте не должно быть посторонних людей.
Техника безопасности при ручной дуговой сварке для сварщика начинается с подготовки рабочего места. Нужно убрать все лишнее и расчистить пространство, особенно, если приходится много передвигаться при сваривании крупных деталей. Затем нужно проверить работоспособность оборудования, заземление и прочие элементы.

Рабочее место сварщика
Меры безопасности при ручной дуговой сварке во время самого процесса достаточно просты. Ведь здесь преимущественно стоит заботиться о личной безопасности, чтобы не было поражения током, попадания сварки в глаза и так далее. При правильной подготовке здесь не должно возникнуть проблем. Если во время работы были обнаружены неполадки, то процесс соединения стоит сразу прекратить.
По окончании сваривания нужно отключить все электрическое оборудование и убрать рабочее место. Категорически запрещается оставлять неубранными огарки от электродов. Как только расходный материал заканчивается, остаток следует переместить в специальную емкость.
Пожаробезопасность при проведении сварочных работ
Требования безопасности при ручной дуговой сварке труб и прочих предметов непосредственно связаны с опасностью возникновения пожара. Чтобы снизить эту опасность, нужно предпринять ряд мер по ее уменьшению. Одним из первых правил является размещение места, где проводятся работы. Это должен быть первый этаж, а пожаробезопасность должна относиться к категории «Г». Отделочные и строительные материалы должны обладать уровнем огнестойкости не менее 2 степени. Запрещается делать теплопроводимые полы. На них должна быть несгораемая поверхность, которую легко можно очистить от мусора и грязи.
Если в помещении имеются деревянные конструкции, то их обшивают листами из асбеста. Легковозгораемые поверхности можно защищать при помощи специальных щитков, которыми ограждается сварочное место. Вся проводка оборудования должна быть защищена резиново-тканевыми шлангами. Горючие жидкости нельзя хранить в том же помещении, где проводятся работы, так как траектория полета искры, как и его сила, оказывается непредсказуемой.
Каждое сварочное место должно иметь средства для тушения пожара. С учетом того, что работа ведется с электрическими приборами, то это должен быть песок, порошковый или углекислотный огнетушитель и прочие средства, которые не содержат влагу. Все работники должны уметь использовать противопожарное оборудование, а также знать правила пожарной безопасности.
Техника безопасности на сварочном участке
⇐ ПредыдущаяСтр 5 из 5
Требования безопасности перед началом работы
· Проверить исправность средств индивидуальной защиты и предохранительных приспособлений (щитки, темные стекла, очки и т.д.). Запрещается надевать промасленную и рваную спецодежду и обувь.
· Привести в порядок рабочее место, убрать лишние предметы, мешающие в работе, а также легковоспламеняющиеся материалы. Не устанавливать сварочные аппараты в загроможденных местах.
· Электросварщик путем проверки должен убедиться в полной исправности электросварочной аппаратуры, измерительных приборов, изоляции токоведущих проводов, плотности соединения всех контактов. Заземление сварочной установки (корпус аппарата, стол и т.д.) должно выполняться с помощью гибких медных проводов перед началом работы и не сниматься до ее окончания.
· Помнить, что рабочее место сварщика должно иметь хорошую освещенность не менее 150лк, на что перед началом работы необходимо обратить внимание.
· Знать, что при ведении сварочных работ необходимо обеспечить рабочее место средствами пожаротушения.
Требования безопасности во время работы
· Следить, чтобы руки, обувь и одежда были всегда сухими, так как работа электросварщика связана с применением электрического тока.
· Напряжение на зажимах генератора или трансформатора, применяемых для питания электросварочных постов, в момент зажигания дуги не должно превышать 110 В для машин постоянного тока и 70 В для машин переменного тока.
· Провода, подводящие ток к распределительному щиту и от него к местам сварки, должны быть надежно изолированы путем заключения их в резиновые шланги. Эти провода должны быть защищены от действия высокой температуры и механических повреждений. Запрещается пользоваться проводами с нарушенной изоляцией, имеющих оголенные соединения и т.д.
· Для защиты лица и головы следует пользоваться специальным щитком или шлемом-маской. Если щиток или шлем имеют щели или трещины в стеклах, работать в них запрещается.
· Швы от шлака очистить металлической щеткой и при этом надевать защитные очки.
· Резать и сваривать металл навесу не разрешается.
· Во избежании разбрызгивания расплавленного металла предварительно очистить место сварки.
· Не оставлять электродержатель под током без надобности.
· Рабочее место электросварщика необходимо ограждать ширмой, окрашенной в матовый цвет в целях защиты глаз рабочих, занятых поблизости на других работах. Стационарное место работы электросварщика должно быть оборудовано вытяжной вентиляцией.
· При необходимости сварочных работ вблизи электроустановок кабелей и других токоведущих частей электроустановок, последние должны быть ограждены от возможного прикасания.
· Запрещается одновременное производство сварочных работ и работ с пневмоинструментом на одной конструкции или на одном предмете.
· При производстве сварочных работ в сырую погоду (под навесом или в сырых помещениях) кроме резиновых диэлектрических галош необходимо применять деревянный настил и резиновый коврик.
· Закрытые металлические емкости должны быть освещены светильниками, расположенными снаружи, или ручными переносными лампами напряжением не более 12 В. Трансформатор для подключения переносных ламп устанавливается вне свариваемого объекта, вторичная обмотка его должна быть заземлена.
· Запрещается одновременная работа внутри закрытых конструкций электросварщиков и газосварщиков.
Требования безопасности по окончании работы
· Электросварщик обязан:
ü Отключить от электрической сети сварочный агрегат.
ü Осмотреть свое рабочее место, убрать материал и детали на специально отведенное место и сложить их устойчиво.
ü Собрать провода и защитные приспособления, уложить их в отведенное место.Убедиться, что после работы не осталось тлеющих предметов – ветоши, изоляционного материала и т.д.
ü Сообщить мастеру о всех неисправностях на рабочем месте.
ü Убрать спецодежду, инструмент и привести в порядок рабочее место.
1881г – Николай Банардос создал электрическо-дуговую сварку.
1888г – Славянов предложил использовать металический стержень.
Сварка— процесс получения неразъёмного соединения, путем расплавления основного и присадочного материала и установления межатомных связей между деталями, при их нагревании и пластическом деформировании.
Смертельная сила тока 0,1 А при напряжении 220В, или 380В

Щиток сварщика состоит из пластиковой маски, светофильтра, сменной защитной пластины светофильтра.
Опасные Факторы:
1) ультрафиолет
2) инфракрасное излучение
3) опасные газы
4) пыль
5) брызги жидкого металла
В состав электродов входят:
1) Шлакообразующие элементы
2) Газообразующие
3) Стабилизирующие
4) Легирующие
5) Связующие
Источник тока:
1) ВДМ1001( Выпрямитель дуговой многопостовой, МахI =1000A )
От него отходят 3 балластных реостата (Мах I = 300А)
2) MasterTig MLS2500 (инверторного типа)
 Полярность
Полярность
Прямая полярность – на электроде «-» , на изделии «+».
Обратная— наоборот.
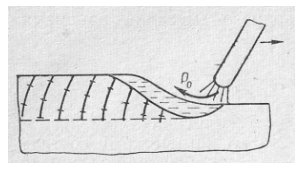
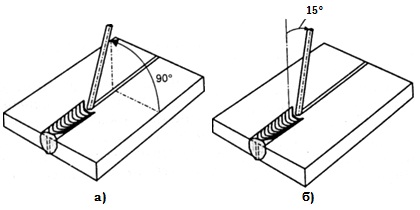
При сварке на электроде образуется катодное пятно, а на изделии анодное. Температура при прямой полярности такова: на кончике электрода 2600°С , на металле 3000°С , между ними 6000°С. При обратной полярности наоборот. Расстояние между электродом и изделием 2-3 мм. Угол наклона электрода –70-80°от изделия.
Электрическая сварочная дуга – стационарный мощный электрический заряд при значительной плотности тока от 0,5 до 100А на мм.кв. в сильно ионизированной газовой среде между 2-мя электродами, один из которых свариваемое изделие.
Основные марки электродов:
МР-З (монтажные с рутиловым покрытием)
УОНИ 13-45 (универсальная обмазка научно-исследовательского института)
В вертикальном положении нужно уменьшить силу тока на 10-15%,
А в потолочном на 15-20% от нижнего положения.
Виды сварки
Классификация
Современные способы сварки металлов можно разделить на две большие группы: сварка плавлением, или сварка в жидкой фазе, и сварка давлением, или сварка в твёрдой фазе. При сварке плавлением расплавленный металл соединяемых частей самопроизвольно, без приложения внешних сил соединяется в одно целое в результате расплавления и смачивания в зоне сварки и взаимного растворения материала. При сварке давлением для соединения частей без расплавления необходимо значительное давление. Граница между этими группами не всегда достаточно чёткая, например возможна сварка с частичным оплавлением деталей и последующим сдавливанием их (контактная электросварка). В предлагаемой классификации в каждую группу входит несколько способов. К сварке плавлением относятся: дуговая, плазменная, электрошлаковая, газовая, лучевая и др. К сварке давлением — горновая, холодная, ультразвуковая, трением, взрывом и др. В основу классификации может быть положен и какой-либо др. признак. Например, по роду энергии могут быть выделены следующие виды сварки электрическая (дуговая, контактная, электрошлаковая, плазменная, индукционная и т. д.), механическая (трением, холодная, ультразвуковая и т. п.), химическая (газовая, термитная), лучевая (фотонная, электронная, лазерная).
Сварка плавлением
Простейший способ сварки — ручная дуговая сварки — основан на использовании электрической дуги. К одному полюсу источника тока гибким проводом присоединяется держатель, к другому — свариваемое изделие. В держатель вставляется угольный или металлический электрод. При коротком прикосновении электрода к изделию зажигается дуга, которая плавит основной металл и стержень электрода (при металлическом электроде), образуя сварочную ванну, дающую при затвердевании сварной шов. Температура сварочной дуги 6000-10000 С (при стальном электроде). Для питания дуги используют ток силой 100-350 а, напряжением 25-40 в от специальных источников.
При дуговой сварке кислород и азот атмосферного воздуха активно взаимодействуют с расплавленным металлом, образуют окислы и нитриды, снижающие прочность и пластичность сварного соединения. Существуют внутренние и внешние способы защиты места сварки введение различных веществ в материал электрода и электродного покрытия (внутренняя защита), введение в зону сварки инертных газов и окиси углерода, покрытие места сварки сварочными флюсами (внешняя защита). При отсутствии внешних средств защиты сварочная дуга называется открытой, при наличии их — защищенной или погруженной. Наибольшее практическое значение имеет электросварка открытой дугой покрытым плавящимся электродом. Высокое качество сварного соединения позволяет использовать этот способ при изготовлении ответственных изделий. Одной из важнейших проблем сварочной техники является механизация и автоматизация дуговой сварки. При изготовлении изделий сложной формы часто более рациональной оказывается полуавтоматическая дуговая сварки, при которой механизирована подача электродной проволоки в держатель сварочного полуавтомата. Защиту дуги осуществляют также сварочным флюсом. Идея этого способа, получившего название сварки под флюсом, принадлежит Н. Г. Славянову (конец 19 в.), применившему в качестве флюса дроблёное стекло. Промышленный способ разработан и внедрён в производство под руководством академика Е. О. Патона (40-е гг. 20 в.). сварка под флюсом получила значительное промышленное применение, т. к. позволяет автоматизировать процесс, является достаточно производительной, пригодна для осуществления различного рода сварных соединений, обеспечивает хорошее качество шва. В процессе С. дуга находится под слоем флюса, который защищает глаза работающих от излучений, но затрудняет наблюдение за формированием шва.
При механизированных способах сварки применяют газовую защиту — сварка в защитных газах, или газоэлектрическая сварка. Идея этого способа принадлежит Н. Н. Бенардосу (конец 19 в.). Сварка осуществляется сварочной горелкой или в камерах, заполненных газом. Газы непрерывно подаются в дугу и обеспечивают высокое качество соединения. Используют инертные и активные газы. Наилучшие результаты даёт применение гелия и аргона. Гелий из-за высокой стоимости его получения используют только при выполнении специальных ответственных работ. Более широко распространена автоматическая и полуавтоматическая сварка в аргоне или в смеси его с другими газами неплавящимся вольфрамовым и плавящимся стальным электродами. Этот способ применим для соединения деталей обычно небольших толщин из алюминия, магния и их сплавов, всевозможных сталей, жаропрочных сплавов, титана и его сплавов, никелевых и медных сплавов, ниобия, циркония, тантала и др. Самый дешёвый способ, обеспечивающий высокое качество, — сварка в углекислом газе, промышленное применение которой разработано в 50-е гг. 20 в. в Центральном научно-исследовательском институте технологии и машиностроения (ЦНИИТМАШ) под руководством К. В. Любавского. Для сварки в углекислом газе используют электродную проволоку. Способ пригоден для соединения изделий из стали толщиной 1-30 мм.
К электрическим способам сварки плавлением относится электрошлаковая сварка, при которой процесс начинается, как при дуговой сварке плавящимся электродом — зажиганием дуги, а продолжается без дугового разряда. При этом значительное количество шлака закрывает сварочную ванну. Источником нагрева металла служит тепло, выделяющееся при прохождении электрического тока через шлак. Способ разработан в институте электросварки им. Е. О. Патона и получил промышленное применение (в конце 50-х гг.). Возможна электрошлаковая сварка металлов толщиной до 200 мм (одним электродом), до 2000 мм (одновременно работающими несколькими электродами). Она целесообразна и экономически выгодна при толщине основного металла более 30 мм. Электрошлаковым способом можно выполнять ремонтные работы, производить наплавку, когда требуется значительная толщина наплавляемого слоя. Способ нашёл применение в производстве паровых котлов, станин прессов, прокатных станов, строительных металлоконструкций и т. п.
Осуществление дуговой электросварки возможно также в воде (пресной и морской). Первый практически пригодный способ сварки под водой был создан в СССР в Московском электромеханическом институте инженеров ж.-д. транспорта в 1932 под руководством К. К. Хренова. Дуга в воде горит устойчиво, охлаждающее действие воды компенсируется небольшим повышением напряжения дуги, которая плавит металл в воде так же легко, как и на воздухе. Сварка производится вручную штучным плавящимся стальным электродом с толстым (до 30% толщины электрода) водонепроницаемым покрытием. Качество сварки несколько ниже, чем на воздухе, металл шва недостаточно пластичен. В 70-е гг. в СССР в институте электросварки им. Е. О. Патона осуществлена сварка под водой полуавтоматом, в котором в качестве электрода использована т. н. порошковая проволока (тонкая стальная трубка, набитая смесью порошков), непрерывно подаваемая в дугу. Порошок является флюсом. Подводная сварка ведётся на глубине до 100 м, получила распространение в судоремонтных и аварийно-спасательных работах.
Один из перспективных способов сварки — плазменная сварка — производится плазменной горелкой. Сущность этого способа сварки состоит в том, что дуга горит между вольфрамовым электродом и изделием и продувается потоком газа, в результате чего образуется плазма, используемая для высокотемпературного нагрева металла. Перспективная разновидность плазменной сварки — сварка сжатой дугой (газы столба дуги, проходя через калиброванный канал сопла горелки, вытягиваются в тонкую струю). При сжатии дуги меняются её свойства: значительно повышается напряжение дуги, резко возрастает температура (до 20000-30000 С). Плазменная сварка получила промышленное применение для соединения тугоплавких металлов, причём автоматы и полуавтоматы для дуговой сварки легко могут быть приспособлены для плазменной при соответствующей замене горелки. Плазменную сварку используют как для соединения металлов больших толщин (многослойная сварка с защитой аргоном), так и для соединения пластин и проволоки толщиной от десятков мкм до 1 мм (микросварка, сварка. игольчатой дугой). Плазменной струей можно осуществлять также др. виды плазменной обработки, в том числе плазменную резку металлов.
Газовая сварка
Газовая сварка относится к способам сварка плавлением с использованием энергии газового пламени, применяется для соединения различных металлов обычно небольшой толщины — до 10 мм. Газовое пламя с такой температурой получается при сжигании различных горючих в кислороде (водородно-кислородная, бензино-кислородная, ацетилено-кислородная сварка и др.).
Промышленное применение получила ацетилено-кислородная газовая сварка. Существенное отличие газовой сварки от дуговой сварки — более плавный и медленный нагрев металла, Это обстоятельство определяет применение газовой сварки для соединения металлов малых толщин, требующих подогрева в процессе сварки (например, чугун и некоторые специальные стали), замедленного охлаждения (например, инструментальные стали) и т. д. Благодаря универсальности, сравнительной простоте и портативности оборудования газовая сварка целесообразна при выполнении ремонтных работ. Промышленное применение имеет также газопрессовая сварка стальных труб и рельсов, заключающаяся в равномерном нагреве ацетилено-кислородным пламенем металла в месте стыка до пластического состояния и последующей осадке с прессованием или проковкой.
Перспективными являются появившиеся в 60-е гг. способы лучевой сварки , также осуществляемые без применения давления. Электроннолучевая (электронная) сварка производится сфокусированным потоком электронов. Изделие помещается в камеру, в которой поддерживается вакуум (10-2-10-4 н/м2), необходимый для свободного движения электронов и сохранения концентрированного пучка электронов. От мощного источника электронов (электронной пушки) на изделие направляется управляемый электронный луч, фокусируемый магнитным и электростатическими полями. Концентрация энергии в сфокусированном пятне до 109 вт/см2. Перемещая луч по линии сварки , можно сваривать швы любой конфигурации при высокой скорости. Вакуум способствует меньшему окислению металла шва. Электронный луч плавит и доводит до кипения практически все металлы и используется не только для сварки , но и для резки, сверления отверстий и т. п. Скорость сварки этим способом в 1,5- 2 раза превышает скорость дуговой при аналогичных операциях. Недостаток этого способа — большие затраты на создание вакуума и необходимость высокого напряжения для обеспечения достаточно мощного излучения. Этих недостатков лишён др. способ лучевой сварки — фотонная (световая) сварка. В отличие от электронного луча, световой луч может проходить значительные расстояния в воздухе, не теряя заметно энергии (т. е. отпадает необходимость в вакууме), может почти без ослабления просвечивать прозрачные материалы (стекло, кварц и т. п.), т. е. обеспечивается стерильность зоны сварки при пропускании луча через прозрачную оболочку. Луч фокусируется зеркалом и концентрируется оптической системой (например, кварцевой линзой). При потребляемой мощности 50 квт в луче удаётся сконцентрировать около 15 квт.
Для создания светового луча может служить не только искусственный источник света, но и естественный — Солнце. Этот способ сварки , называется гелиосваркой, применяется в условиях значительной солнечной радиации, Для сварки используется также излучение оптических квантовых генераторов — лазеров, Лазерная сварка занимает видное место в лазерной технологии.
Сварка давлением
Способы сварки в твёрдой фазе дают сварное соединение, прочность которого иногда превышает прочность основного металла. Кроме того, в большинстве случаев при сварке давлением не происходит значительных изменений в химическом составе металла, т. к. металл либо не нагревается, либо нагревается незначительно. Это делает способы сварки давлением незаменимыми в ряде отраслей промышленности (электротехнической, электронной, космической и др.).
Холодная сварка выполняется без применения нагрева, одним только приложением давления, создающим значительную пластическую деформацию (до состояния текучести), которая должна быть не ниже определённого значения, характерного для данного металла. Перед сваркой требуется тщательная обработка и очистка соединяемых поверхностей (осуществляется обычно механическим путём, например вращающимися проволочными щётками). Этот способ сварки достаточно универсален, пригоден для соединения многих металлических изделий (проводов, стержней, полос, тонкостенных труб и оболочек) и неметаллических материалов, обладающих достаточной пластичностью (смолы, пластмассы, стекло и т. п.). Перспективно применение холодной сварки в космосе.
Для сварки можно использовать механическую энергию трения. Сварка трением осуществляется на машине, внешне напоминающей токарный станок. Детали зажимаются в патронах и сдвигаются до соприкосновения торцами. Одна из деталей приводится во вращение от электродвигателя. В результате трения разогреваются и оплавляются поверхностные слои на торцах, вращение прекращается и производится осадка деталей, сварка высокопроизводительна, экономична, применяется, например, для присоединения режущей части металлорежущего инструмента к державке.
Ультразвуковая сварка основана на использовании механических колебаний частотой 20 кгц. Колебания создаются магнитострикционным преобразователем, превращающим электромагнитные колебания в механические. На сердечник, изготовленный из магнитострикционного материала, намотана обмотка. При питании обмотки токами ВЧ из электрической сети в сердечнике возникают продольные механические колебания. Металлический наконечник, соединённый с сердечником, служит сварочным инструментом. Если наконечник с некоторым усилием прижать к свариваемым деталям, то через несколько секунд они оказываются сваренными в месте давления инструмента. В результате колебаний сердечника поверхности очищаются и немного разогреваются, что способствует образованию прочного сварного соединения. Этот способ сварки металлов малых толщин (от нескольких мкм до1,5 мм) и некоторых пластмасс нашёл применение в электротехнической, электронной, радиотехнической промышленности. В начале 70-х гг. этот вид сварки использован в медицине (работы коллектива сотрудников Московского высшего технического училища им. Н. Э. Баумана под руководством Г. А. Николаева в содружестве с медиками) для соединения, наплавки, резки живых тканей. При сварке и наплавке костных тканей, например отломков берцовых костей, рёбер и пр., конгломерат из жидкого мономера циакрина и твёрдых добавок (костной стружки и разных наполнителей и упрочнителей) наносится на поврежденное место и уплотняется ультразвуковым инструментом, в результате чего ускоряется полимеризация. Эффективно применение ультразвуковой резки в хирургии. Сварочный инструмент ультразвукового аппарата заменяется пилой, скальпелем или ножом. Значительно сокращаются время операции, потеря крови и болевые ощущения.
Одним из способов электрической сварки является контактная сварка, или сварка сопротивлением (в этом случае электрический ток пропускают через место сварки , оказывающее омическое сопротивление прохождению тока). Разогретые и обычно оплавленные детали сдавливаются или осаживаются, т. о. контактная сварка по методу осадки относится к способам сварки давлением (см. Контактная электросварка). Этот способ отличается высокой степенью механизации и автоматизации и получает всё большее распространение в массовом и серийном производстве (например, соединение деталей автомобилей, самолётов, электронной и радиотехнической аппаратуры), а также применяется для стыковки труб больших диаметров, рельсов и т. п.
Сварные соединения
Сварными называют неразъемные соединения, выполненные при помощи сварки. Они могут быть стыковыми, угловыми, нахлесточными, тавровыми и торцевыми (рис.17).
Рис.17 Соединения сварные: А-стыковые; Б-угловые; В-нахлесточные; Г-тавровые
Стыковым называют соединение двух деталей их торцами, расположенными в одной плоскости или на одной поверхности. Толщина свариваемых поверхностей может быть одинаковой или отличаться одна от другой. На практике стыковое соединение чаще всего применяют при сварке трубопроводов и различных резервуаров.
Угловое — сварное соединение двух элементов, расположенных под углом относительно друг друга и сваренных в месте примыкания их краев. Такие сварные соединения нашли широкое применение в строительной практике.
Нахлесточное — сварное соединение предусматривает наложение одного элемента на другой в одной плоскости с частичным перекрытием друг друга. Такие соединения чаще всего встречаются в строительно-монтажных работах, при сооружении ферм, резервуаров и т.д.
Тавровым называют соединение, в котором к плоскости одного элемента приложен торец другого соединения под определенным углом.
Сварочные швы
Участок сварного соединения, сформированный как результат кристаллизации расплавленного металла, называется сварочным швом. В отличие от соединений сварные швы бывают стыковыми и угловыми (рис. 18).
Рис. 18 Основные положения сварных швов в пространстве: А-стыковые; Б-угловые; 1-нижнее; 2-горизонтальное; 3-вертикальное; 4-потолочное
Стыковой — это сварной шов стыкового соединения. Угловой — это сварной шов углового, нахлесточного и таврового соединений.
Сварочные швы различают по количеству слоев наложения, ориентации их в пространстве, по длине и т.д. Так, если шов полностью охватывает соединение, то его называют сплошным. Если в пределах одного соединения шов разрывается, то его называют прерывистым. Разновидностью прерывистого шва является прихваточный шов, который применяют для фиксации элементов относительно друг друга перед сваркой. Если сварочные швы накладывают один на другой, то такие швы называют многослойными.
По форме наружной поверхности сварочные швы могут быть плоскими, вогнутыми или выпуклыми.Форма сварочного шва оказывает влияние на его физико-механические свойства и на расход электродного металла, связанный с его формированием. Наиболее экономичны плоские и вогнутые швы, которые, к тому же, лучше работают при динамических нагрузках, так как отсутствует резкий переход от основного металла к сварному шву. Чрезмерный наплыв выпуклых, швов приводит к перерасходу электродного металла, а резкий переход от основного металла к сварному шву при концентрированных напряжениях может вызвать разрушения соединения. Поэтому при изготовлени ответственных конструкций выпуклость на швах снимают механическим способом (фрезы, абразивные круги и т.д.).
Различают сварочные швы по их положению в пространстве. Это нижние, горизонтальные, вертикальные и потолочные швы.