Требования к сварочным постам \ Акты, образцы, формы, договоры \ КонсультантПлюс
- Главная
- Правовые ресурсы
- Подборки материалов
- Требования к сварочным постам
Подборка наиболее важных документов по запросу Требования к сварочным постам (нормативно–правовые акты, формы, статьи, консультации экспертов и многое другое).
- Иное:
- Доплата членам летного экипажа
- Соглашение о доплате
- Линии энергопередачи
- Приготовитель кормов
- Рыбохозяйственные заповедные зоны
- Ещё…
Зарегистрируйтесь и получите пробный доступ к системе КонсультантПлюс бесплатно на 2 дня
Открыть документ в вашей системе КонсультантПлюс:
Постановление Девятого кассационного суда общей юрисдикции от 25.06.2020 N 16-1778/2020
Категория спора: Привлечение к административной ответственности.
Требования: Об отмене постановления о привлечении к ответственности по ст. 6.4 КоАП РФ за нарушение санитарно-эпидемиологических требований к эксплуатации помещений, зданий, сооружений, транспорта.
6.4 КоАП РФ за нарушение санитарно-эпидемиологических требований к эксплуатации помещений, зданий, сооружений, транспорта.
Решение: Отказано.Исключая указание на нарушение ООО «Транснефть-Порт Козьмино» требований СанПиН 2.2.4.3359-16 «Санитарно-эпидемиологические требования к физическим факторам на рабочих местах» судья краевого суда указал, что как следует из протокола N от ДД.ММ.ГГГГ, измерения проводились в период с 10 часов 30 минут до 13 часов 30 минут, при этом показатели фоновой освещенности в протоколе не отражены. С учетом положений статьи 26.2 Кодекса Российской Федерации об административных правонарушениях протокол измерений физических факторов N от ДД.ММ.ГГГГ не может являться допустимым доказательством по делу. Иных доказательств подтверждающих несоответствие искусственной освещенности от системы общего освещения на рабочем месте сварочного поста N требованиям СанПиН 2.2.4.3359-16 в материалах дела не имеется.
Зарегистрируйтесь и получите пробный доступ к системе КонсультантПлюс бесплатно на 2 дня
Открыть документ в вашей системе КонсультантПлюс:
Решение Приморского краевого суда от 18. 02.2020 по делу N 21-135/2020
02.2020 по делу N 21-135/2020
Категория спора: Привлечение к административной ответственности.
Требования: Об отмене постановления о привлечении к ответственности по ст. 6.4 КоАП РФ за нарушение санитарно-эпидемиологических требований к эксплуатации помещений, зданий, сооружений, транспорта.
Решение: Отказано.Исходя из изложенного, а также с учетом положений статьей 26.2 КоАП РФ, протокол измерений физических факторов N N от ДД.ММ.ГГГГ не может являться допустимым доказательством по делу, а иных документов, подтверждающих несоответствие искусственной освещенности от системы общего освещения на рабочем месте сварочного поста N требованиям СанПиН 2.ДД.ММ.ГГГГ-16 в материалах дела не имеется.
Зарегистрируйтесь и получите пробный доступ к системе КонсультантПлюс бесплатно на 2 дня
Открыть документ в вашей системе КонсультантПлюс:
Тематический выпуск: Практическое руководство по пожарной безопасности в образовательных организациях
(«Управление образовательной организацией», 2020, N 7)Пожарная опасность газов, применяемых при выполнении работ. Особенности обращения с баллонами для сжатых и сжиженных газов. Свойства карбида кальция при его транспортировке, правила хранения и применения. Ацетиленовые генераторы, основные требования к аппаратам. Места расположения ацетиленовых аппаратов и баллонов с газами, защита их от открытого огня и других тепловых источников. Порядок испытания и проверки газоподводящих шлангов. Электросварочные аппараты, основные требования к аппаратам. Техническое обслуживание, планово-предупредительный ремонт. Подключение сварочных аппаратов, соединение кабелей. Электроды, применяемые при сварке, требования к «держателям».
Особенности обращения с баллонами для сжатых и сжиженных газов. Свойства карбида кальция при его транспортировке, правила хранения и применения. Ацетиленовые генераторы, основные требования к аппаратам. Места расположения ацетиленовых аппаратов и баллонов с газами, защита их от открытого огня и других тепловых источников. Порядок испытания и проверки газоподводящих шлангов. Электросварочные аппараты, основные требования к аппаратам. Техническое обслуживание, планово-предупредительный ремонт. Подключение сварочных аппаратов, соединение кабелей. Электроды, применяемые при сварке, требования к «держателям».
Зарегистрируйтесь и получите пробный доступ к системе КонсультантПлюс бесплатно на 2 дня
Открыть документ в вашей системе КонсультантПлюс:
Приказ Минэнерго РФ от 08.07.2002 N 204
«Об утверждении глав Правил устройства электроустановок»
(вместе с «Правилами устройства электроустановок.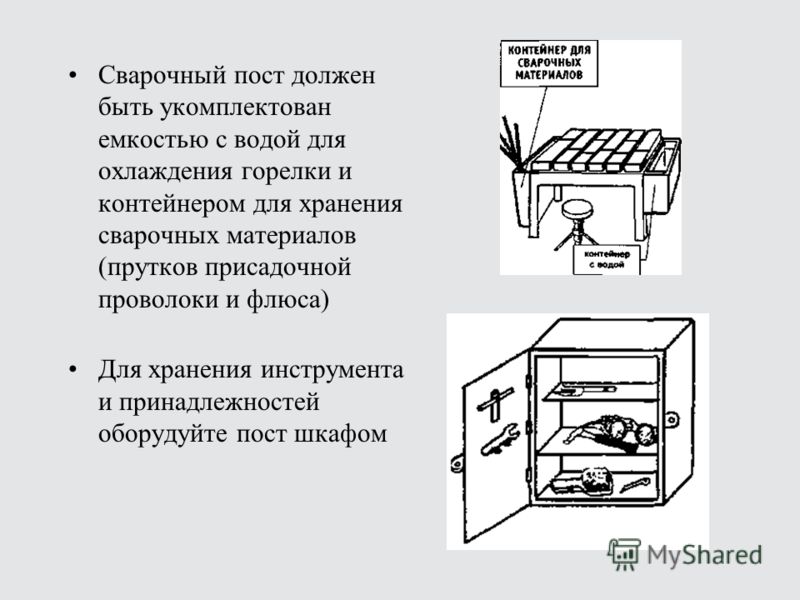 Издание седьмое. Раздел 1. Общие правила. Главы 1.1, 1.2, 1.7, 1.9. Раздел 7. Электрооборудование специальных установок. Главы 7.5, 7.6, 7.10″)Требования к помещениям для сварочных установок
Издание седьмое. Раздел 1. Общие правила. Главы 1.1, 1.2, 1.7, 1.9. Раздел 7. Электрооборудование специальных установок. Главы 7.5, 7.6, 7.10″)Требования к помещениям для сварочных установок
Зарегистрируйтесь и получите пробный доступ к системе КонсультантПлюс бесплатно на 2 дня
Открыть документ в вашей системе КонсультантПлюс:
«Правила устройства электроустановок (ПУЭ). Седьмое издание. Раздел 1. Общие Правила. Главы 1.1, 1.2, 1.7, 1.9. Раздел 7. Электрооборудование специальных установок. Главы 7.5, 7.6, 7.10»
(утв. Приказом Минэнерго РФ от 08.07.2002 N 204)Требования к помещениям для сварочных установок
все, что нужно знать об разновидностях
Сварщики-самоучки в большинстве случаев осуществляют сварные работы в домашних условиях в тех местах, которые более или менее приспособлены под такую работу.
Профессиональные мастера знают, насколько важно обеспечить максимально комфортные и безопасные условия работы, поэтому организовывают специальные сварные посты. Ведь особенности рабочего места во многом определяют, насколько безопасным будет использование сварочного оборудования для мастера на практике.
Ведь особенности рабочего места во многом определяют, насколько безопасным будет использование сварочного оборудования для мастера на практике.
Общие и индивидуальные требования
Вне зависимости от типа аппаратуры при организации поста соблюдают санитарные нормы и правила безопасности:
- Для повышения качества сварочных работ обеспечивают хорошее освещение. Оно должно составлять не менее 80 лк, но не мешать мастеру. Светильники устанавливают так, чтобы на рабочий стол не падали тени.
- Поскольку при сварке образуются вредные для человека пары и газы, то при создании вентиляции учитывают санитарные нормы. Так, вытяжное оборудование должно охватывать радиус не менее 4 м, рекомендованная скорость воздухообмена – более 40 м³ в час. При организации поста в домашних условиях достаточно стандартной приточно-вытяжной вентиляции.
- Если в помещении работает несколько мастеров, то требуется установка централизованных вытяжных установок, к которым подключаются все посты.
 Заслонки помогают регулировать скорость воздухообмена. При работе в закрытых емкостях (резервуарах, цистернах) воздух подают с помощью маски.
Заслонки помогают регулировать скорость воздухообмена. При работе в закрытых емкостях (резервуарах, цистернах) воздух подают с помощью маски. - При установке однофазных сварочных агрегатов в цепь включают осциллятор. Для трехфазного аппарата необходимо присутствие магнитного контактора.
- Если на рабочем месте будет вестись резка металлов, то оборудуют отдельное место для хранения и применения режущего оборудования.
 Заслонки помогают регулировать скорость воздухообмена. При работе в закрытых емкостях (резервуарах, цистернах) воздух подают с помощью маски.
Заслонки помогают регулировать скорость воздухообмена. При работе в закрытых емкостях (резервуарах, цистернах) воздух подают с помощью маски.Для разных видов технологий предусматриваются индивидуальные требования:
- При организации поста для газовой сварки оборудуют отдельный отсек для хранения баллонов. В рабочей зоне не должно находиться источников тепла и открытого огня.
- При электрической технологии уделяют внимание заземлению оборудования. Возле сварочного аппарата кладут резиновый коврик. При обустройстве поста на улице строят навес.
- При использовании плазменной сварки предусматривают оборудование, оперативно удаляющее токсичные продукты горения металла из рабочей зоны. В помещении должны отсутствовать легковоспламеняющиеся жидкости и материалы.
 В помещении должны отсутствовать легковоспламеняющиеся жидкости и материалы.
В помещении должны отсутствовать легковоспламеняющиеся жидкости и материалы.Рекомендуем к прочтению Зачем нужен журнал сварочных работ
Порядок оформления разрешений, наряд-допуска на ведение огневых работ.
Выполнять пожароопасные работы рекомендовано в светлое время суток, т.е. днем (за исключением форс-мажоров и аварий) и при участии специалистов, имеющих специальную подготовку и соответствующие документы (аттестаты, справки, удостоверения), подтверждающие их квалификацию.
Предварительно руководителем подразделения или начальником бригады (цеха, отдела, участка) должен быть прописан точный план будущих работ, на взрывоопасных участках установлено оборудование, позволяющее обезопасить объект, отключены источники питания, остановлены аппараты и установки, представляющие угрозу жизни и здоровью во время рабочего процесса, а также поставлены знаки о границах опасных зон.
Все специалисты, связанные с проведением работ должны пройти соответствующий целевой инструктаж, обеспечены средствами огнезащиты, инструменты должны быть проверены, а рабочее место подготовлено.
Только после обеспечения всех этих мероприятий выписывается наряд-допуск на проведение пожароопасных огневых работ.
Правила оформления допуска
Согласно пункту 437 Правил противопожарного режима в РФ, на проведение огневых работ (огневой разогрев битума, газо- и электросварочные работы, газо- и электрорезательные работы, бензино- и керосинорезательные работы, паяльные работы, резка металла механизированным инструментом) на временных местах (кроме строительных площадок и частных домовладений) руководителем организации или лицом, ответственным за пожарную безопасность, оформляется наряд-допуск на выполнение огневых работ по форме, предусмотренной приложением № 4 (ниже именно оно). Заполняется допуск либо на обычном листе А4 формата, либо на фирменном бланке предприятия в двух экземплярах. Один из них передается руководителю работ, второй – сотруднику, который отвечает за пожарную безопасность на предприятии.
Наряд-допуск к огневым работам – разрешительный документ, который четко фиксирует объект, на котором будут проводиться работы, их наименование, сведения о специалистах, получающих к ним допуск, ответственных лицах, а также мерах пожарной безопасности, принятых на рабочем месте.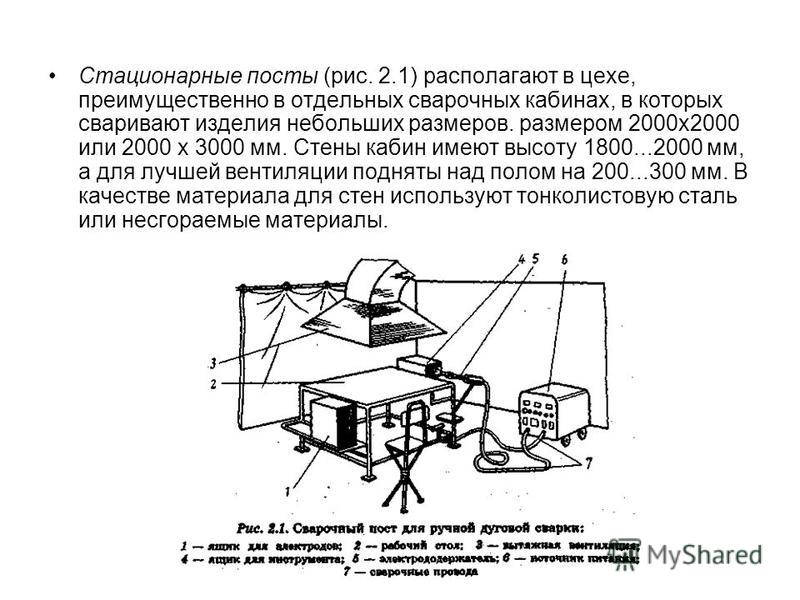
Инструкция по заполнению наряда-допуска к огневым работам
- В правой верхней части документа указывается полное наименование предприятия, сотрудники которого проводят огневые работы, а также структурное подразделение, к которому они относятся.
- В левую верхнюю часть вносятся данные о руководителе предприятия, а также дате оформлениянаряда-допуска. Здесь же, после окончательного заполнения документа директор должен будет поставить свою подпись.
- Ниже по центру строки пишется название документа.
- Затем отдельными пунктами вписывается, кому выдан наряд-допуск (т.е. ответственное за проведение работ лицо), на какие именно работы, а также сведения об объекте(здесь надо указать наименование объекта и его фактический адрес).
- В четвертый пункт вносится информация об исполнителях: тут нужно указать их профессию, квалификацию, дату последнего пройденного инструктажа. Напротив своей фамилии каждый участник работ должен обязательно расписаться.

Следующие пункты наряда-допуска касаются непосредственно проводимых огневых работ.
- Сначала нужно указать время их начала и окончания(часы, минуты), затем принятые меры пожарной безопасности (подробно).
- Далее следует отметить, что огневые работы, а также принятые меры по обеспечению пожарной безопасности согласованы с ответственными службамиобъекта – здесь надо указать конкретного человека, его должность, фамилию, инициалы, дату согласования.
- Наконец, в последнем пункте этой части наряда-допуска аналогичным образом отмечаем сотрудника, ответственного за подготовку рабочего местак выполнению поставленных трудовых задач.
- По правилам наряд-допуск должен оформляться на все виды работ по отдельности на одну дневную смену.
- Если работы не завершены в установленный допуском срок, то в пункте 9 нужно внести запись о том, до какого времени они продлеваются(но не более чем на одну рабочую смену). В следующий пункт следует внести пометку о согласовании продления допуска к огневым работам.
- Если в состав бригады исполнителей вносятся изменения (одни работники заменяются на других или же кто-то просто исключается или добавляется), это нужно отметить в специальной таблице.
- После того, как все работы будут завершены, фиксируется факт окончания работ, дата и время, а также ставится подпись ответственного лица. После окончательного оформления наряд-допуск передается на утверждение и подпись руководителю предприятия.

Классификация постов по видам сварки
Выделяют следующие виды рабочих мест:
- Газосварочные посты. Помещение для работы с таким оборудованием организуют с учетом технологии: расплавление металла осуществляется под воздействием тепловой энергии, выделяющейся при горении газа. Рабочее пространство снабжают максимально эффективной вытяжной системой. Пост отделывают огнеупорными материалами.
- Электросварочные. Пространство, отведенное для работы сварщика, организуют с учетом высокого риска поражения током.
Безопасность рабочего места
Независимо от типа используемого оборудования необходимо соблюдать правила, препятствующие возникновению пожароопасных и травмоопасных ситуаций. Основными условиями при организации рабочих зон являются такие моменты:
- Каждый пост ограждают защитными ширмами из огнеупорных материалов. Нельзя оборудовать экран закрытой верхней частью.
- Обшивка стен не должна касаться пола. Рекомендуется оставлять расстояние в 30 см.
- При газовой сварке дополнительно устанавливают светозащитный экран высотой более 2 м.
- Стены обшивают несгораемыми материалами.
- Размещать на одном посту несколько сварочных столов нельзя. При возникновении такой необходимости монтируют дополнительный светозащитный экран.
ЛИТЕРАТУРА
- ППР. Правила противопожарного режима в Российской Федерации. Постановление Правительства РФ от 25 апреля 2012 г. № 390;
- Государственный комитет Российской Федерации по строительству и жилищно — коммунальному комплексу постановление от 23 июля 2001 г. № 80 О принятии строительных норм и правил Российской Федерации «Безопасность труда в строительстве. часть 1. общие требования»;
- Министерство труда и социальной защиты Российской Федерации Приказ от 28 ноября 2013 г. № 701н Об утверждении профессионального стандарта «СВАРЩИК»;
- СП 12-135-2003. Безопасность труда в строительстве. Отраслевые типовые инструкции по охране труда» (утв. Постановлением Госстроя РФ от 08.01.2003 № 2) из информационного банка «Строительство»;
- МДС 12-49.2009. Макеты инструкций по охране труда для работников строительства. Методическое пособие» из информационного банка «Строительство».
Схема и основной инструментарий
Порядок, согласно которому размещают оборудование и приспособления, продиктован типом сварочного места.
Для мобильного поста
При создании передвижных рабочих мест не предъявляются особые требования к площади и вентиляции. Однако следует соблюдать основные правила безопасности:
- Тележку для размещения аппаратов и инструментов снабжают колесами, обеспечивающими легкость перевозки. Для работы используют сварочный агрегат с набором кабелей.
- Мобильный пост оснащают стойками, на которые устанавливают навес в случае непогоды.
- Инструменты размещают в специальных ящиках.
- Для защиты окружающих от светового воздействия применяют переносные щиты.
- При прокладке длинных коммуникационных линий рабочие места оборудуют в вагончиках с автономными генераторами.
Для стационарного
При оборудовании сварочного поста в цехе требуется приобретение всех необходимых в работе приспособлений. Список может дополняться, однако при соединении металлических деталей не обойтись без:
- сварочного агрегата;
- ящика для хранения электродов и других вспомогательных инструментов;
- постоянного источника тока;
- удобного места посадки;
- рубильника для подачи и отключения напряжения;
- вытяжной камеры;
- корзин, полок и ящиков для хранения мелкого инструментария;
- электродержателя.
При правильном размещении все эти приспособления не занимают много пространства.
Как оборудовать пост электросварщика
Независимо от функциональности (неподвижный или передвижной) место работы электросварщика должно соответствовать таким требованиям.
- Обязательное заземление оборудования.
- Достаточная освещенность (лучше всего, когда сочетается естественный и искусственный свет).
- Бетонные или кирпичные полы.
- Столешница из стали и чугуна, к которой подведен кабель массы.
- Наличие ящиков или карманов, где можно уложить электроды.
- Для возможности работать сидя — сидение из диэлектрического материала.
- Резиновый коврик, на котором можно стоять.
Также для работы на улице обустраивают накрытие для защиты места от осадков.
Стационарный пост
Стационарные посты должны соответствовать следующим требованиям.
- Неподвижное рабочее место обычно изготавливают в виде закрытой кабины без кровли. Площадь такого поста не должна быть меньше 3-х м². Высота стен 2 метра. Вход в кабину прикрывается ширмой из брезента.
- Внизу кабины должен быть зазор между стенами и полом (250-300 миллиметров).
- Рабочий стол изготавливается из стали или чугуна. Площадь столешницы не менее одного квадратного метра.
- Сам стол может регулироваться по высоте, чтобы сварщик мог работать стоя или сидя. Для стоячей работы столешница устанавливается на расстоянии 90 см от пола. Для сидячих работ — 50-60 см.
- Окружающие стены такой кабинки должны быть из негорючего материала. Окрашивают их краской в светло-серые тона. Сами белила должны поглощать ультрафиолетовое излучение.
- Обязательно устанавливается хорошая вытяжка для удаления дыма и других продуктов горения. Также нужна и приточная вентиляция. При этом по требованиям безопасности вентилирование должно обеспечивать обмен воздуха объемом не менее 40 куб. метров в час.
- Освещение должно быть не менее 60-80 люменов по яркости. Очень хорошо, когда такой пост может сочетать уличный свет с ламповым искусственным.
Стационарные посты в обязательном порядке имеют заземление всего оборудования!
Кроме этого, обязательно устанавливается стационарное сварочное оборудование. Обязательно наличие рубильника, позволяющего обесточить все аппараты в экстренном случае.
Также оборудуются дополнительные ящики и крепления для расходников и инструментов.
Передвижной пост
Такие посты очень удобны при сварке на больших пространствах и работе с большими по параметрам конструкциями.
- Все оборудование для электросварки располагается на передвижной тележке.
- Длина кабелей должна обеспечивать удобства перемещения при работе.
- При сварке на улице не стоит устраивать дополнительную вентиляцию. Продукты горения, выделяемые в процессе сварки, сами быстро разносятся.
- Переносной сварочный пост для работы вне помещений должен иметь щиты для быстрой сборки навеса в случае выпадения осадков.
- Для защиты окружающих от воздействия вспышек электрической дуги такие посты дополнительно должны комплектоваться разборными щитами, которые можно легко перемещать по территории.
- Чтобы сварщику было удобно работать, передвижные посты дополнительно имеют специальные тумбы и крепления для размещения электродов и инструментов.
Особенности газосварочных постов
В рабочей зоне обязательно должны присутствовать:
- устройство подачи ацетилена;
- кислородные баллоны с редуктором;
- рукава подачи газа;
- сварочные горелки.
Рекомендуем к прочтению Что делать, если от сварки болят глаза
При обустройстве стационарного поста для газосварки учитывают следующие рекомендации:
- Поверхность сварочного стола должна быть металлической.
- Газовые баллоны размещают как можно дальше от верстака. На предприятиях газ централизованно подают по трубопроводу.
- Пост размещают на расстоянии не менее 10 м от источников открытого огня.
- При работе в закрытых емкостях устанавливают дополнительные средства подачи воздуха.
Основная комплектация
Для полноценного оснащения сварочного поста необходимо укомплектовать его электрическим оборудованием, дополнительной оснасткой и вспомогательными средствами:
- источник тока для образования сварочной дуги, которым является сварочный трансформатор или инвертор;
- токоподводящие кабеля в надежной оплетке, выдерживающей большую силу тока и постоянное механическое воздействие.
- проводники должны иметь соответствующее крепление на конце для подключения к клеммам, держатели электродов и «массу»;
- газовые горелки для работы с газосварочным оборудованием;
- приспособления и другие инструменты для выполнения сварочных работ: зажимы, струбцины, держатели;
- сварочный стол;
- средства защиты: термоустойчивый костюм, специальные рукавицы, маска сварщика, головной убор с отворотом.
Отличительная особенность передвижного сварочного поста заключается в том, что у него отсутствуют какие-либо границы. Это объясняется тем, что специалисту необходимо постоянно перемещаться для выполнения своих обязанностей в пределах определенного ареала: строительной площадки, сварочного цеха, производственного участка и т.п.
Стоит обратить внимание на то, что данная классификация относится исключительно к организации процедур, но никак не регламентирует характер выполняемых при этом манипуляций.
Качественная вентиляция
При обустройстве вытяжки соблюдают следующие правила:
- Устанавливают местную и общую вентиляционные системы. Первая подключается к каждому рабочему столу, если при сварке выделяются токсичные вещества. Установка общей вытяжки обязательна во всех случаях.
- Вентиляционное оборудование снабжают фильтром, удаляющим из воздуха сварочные аэрозоли. Оборудование выводит вредные вещества за пределы цеха.
- При сварке в газовой среде воздух подают рассредоточенно. При применении других технологий используют направленную вентиляцию.
Основные требования при обустройстве сварочных постов
Переносной пост сварщика.
Вне зависимости от вида применяемого оборудования основные требования пожарной безопасности к организации рабочего места сварщика практически всегда одинаковы и преследуют единую цель – обеспечить мастера комфортными и безопасными условиями для проведения сварочных операций:
- оградите рабочее место сварщика экранами из несгораемых материалов, но не оборудуйте его закрытым верхом;
- сварка аппаратом в среде защитных газов должна осуществляется только, если обшивка кабины не доходит до пола на 30 см, а высота светозащитного экрана превышает 2 м;
- обшивку кабины и светозащитного экрана выполните из несгораемых материалов;
- площадь кабины не должна быть менее 4,5 м, иначе не хватит места для размещения сварного оборудования, сборочной единицы, приспособлений и систем хранения деталей;
- машину для плазменной резки обособьте сплошным ограждением из несгораемых материалов с высотой не менее 2,2 м. ;
- размещать в одной кабине 2-х и более сварочных столов не стоит, но если это необходимо, их нужно разделить светозащитным экраном во избежание пожара.
Отдельно отметим особую роль вентиляционной системы при обустройстве рабочего места сварщика. Этот момент должен строго контролироваться со стороны мастера, так как напрямую влияет на уровень безопасности сварочного поста.
Специалисты советуют следующее:
- Стоит организовать вытяжную вентиляцию местного и общеобменного типа. Местные отсосы предусматриваются к каждому агрегату и рабочему пространству, если имеет место выделение в воздух паров вредных веществ.
- Вытяжки оборудуются фильтрами, очищающими воздух от сварочных аэрозолей и выбрасывающими его в цех или атмосферу.
- Подача приточного воздуха осуществляется рассредоточено при сварке в защитном газе или сосредоточено в верхнюю зону при выполнении сварки иными методами.
- Отделку стен предпочтительно выбрать матовой, дабы их поверхности не отражали сварочные блики при функционировании сварочного агрегата. С той же целью полы следует сделать бетонными.
На заметку! Мастер не должен приступать к выполнению сварных работ, если не оденет защитную сварочную маску на лицо, одежду на тело, перчатки на руки. Такая защита позволит ему избежать ожогов, которые может спровоцировать искра от сварного аппарата.
Если данные требования к параметрам сварочных постов и вентиляционной системе рабочего пространства мастера выполняются, сварщик может приступать к работе.
Конечно, в жизни могут произойти разные ситуации, но описанные меры предосторожности при проведении сборки металлоконструкций с помощью сварных аппаратов значительным образом снижают риски травматизации мастера и возникновения пожара от искры сварки.
Организация постов для разных видов сварки
Т. к. мастера применяют несколько технологий, рабочие зоны оборудуют по-разному. Неизменными остаются основной набор инструментов, правила безопасности, заземление оборудования. К индивидуальным моментам относятся:
- Обустройство места установки газовых баллонов и компрессора при аргонодуговой сварке с неплавящимися электродами.
- Применение дополнительных аппаратов для подачи расходного материала, режущих приспособлений при механизированных сварочных процессах.
- Использование средств заземления и зануления оборудования при электрической сварке.
- Установка отдельного экрана для плазменной установки. Высота ширмы в этом случае должна составлять не менее 220 см.
Требования к безопасности
Сварка имеет ряд факторов способных причинить вред здоровью человека:
- Высокую температуру, сопровождающую процесс.
- Электрический ток большой мощности.
- Сильное излучение как в видимом спектре, так инфракрасном и ультрафиолетовом.
- Продукты сгорания веществ, в том числе загрязнений.
Взрывоопасные емкости под давлением. Чтобы не допустить травмы, вредного воздействия на здоровье человека обустройство производят согласно требованиям ГОСТ 12.3.003-86 «Работы электросварочные. Требования безопасности», а также другими нормативными актами.
К примеру, свободное место сварочной кабины, должно быть не менее 3 м2. Проходы между шинами подключения эл. тока, а также механизмов с движущимися частями составлять не меньше 1,5 метров.
Ограждение места сварочных работ, выполняется глухим, чтобы защитить окружающих от сияния дуги. При этом, между полом и низом стены оставляют зазор для притока воздуха.
Проход к месту сварки устраивают таким образом, чтобы вход и выход был свободным, даже в случаях сильного задымления или затемнения.
Обязательное требование — комплектация постов средствами защиты, как специальными, так и общего назначения.
К первым относятся сварочные щитки, шлемы и маски, спилковые огнестойкие перчатки, комбинезоны. Ко вторым защитные очки и щитки, рабочая обувь, головные уборы.
Кроме того, в случаях, предусмотренных правилами пожарной безопасности, посты оборудуются средствами пожаротушения: огнетушители, песок.
Создание собственного поста
Рабочее пространство можно организовать своими руками. При создании мобильного сварочного поста требуются дополнительные компоненты для переноса инструментов и расходных материалов.
Стационарный рабочий кабинет не нуждается в подобных приспособлениях.
Сбор инструментов и материалов
При организации рабочего пространства сварщика потребуются:
- Устройства подачи тока. К ним относят трансформаторы или генераторы, часто работающие от сети 380 В.
- Баллоны с инертным или активным газом. На стационарных постах устанавливают емкости большого объема.
- Комплект фиксирующих инструментов. К ним относятся тиски и струбцины.
- Средства предварительной обработки металлических деталей – устройства холодного проката и вальцовки, трубогибы.
- Инверторы, сварочные полуавтоматы для мобильного поста.
- Электроды, присадочная проволока. Рекомендуется приобрести разные виды материалов.
Рекомендуем к прочтению Как починить бензобак с помощью сварки
Как собрать
В процессе создания сварочной кабины своими руками соблюдают следующие правила:
- Рекомендованная длина рабочей зоны – 2 м, ширина – 2,5 м. Высота потолка должна составлять не менее 2 м. Нельзя делать верхнюю часть кабинета закрытой.
- Для сборки стен используют листовую сталь или фанеру, обработанную негорючим составом.
- Для предварительной подготовки и сварки металлических деталей организуют удобный сварочный стол. Его можно делать стационарным или складным. Для сборки используют профильные трубы, толстые стальные листы. Столы должны снабжаться металлическими держателями, фиксирующими идущий от источника питания токопроводящий кабель, заземляющий провод.
- В боковой части стола размещают контейнеры для складирования электродов, сварочной проволоки. Устанавливают выдвижные ящики, в которых будут храниться мелкие инструменты, техническая документация.
- Устанавливают одно- или многопостовые источники питания дуги. Первый вариант предпочтителен при самостоятельной организации рабочего пространства. Во втором случае потребуется использование токоподводящих шин.
- Монтируют рубильник для управления сварным током.
Устройство по этапам
Сварочный кабинет можно обустроить в гараже, на производственной площадке, станции технического осмотра. При этом используют следующую схему выполнения работ:
- Выбирают место. Рекомендуется располагать пост вдали от легковоспламеняющихся жидкостей, материалов и газов.
- Собирают кабину. От пола до нижнего края стен оставляют зазоры в 5 см для проветривания. При работе с инертными газами это расстояние увеличивают до 30 см. Устанавливают вентиляционные сетки. На входе вешают брезентовую или пластиковую негорючую ширму.
- Монтируют стол со столешницей. Предусматривают возможность регулирования высоты стоек и площади столешницы.
- Устанавливают осветительные приборы.
- Окрашивают стенки кабины светло-серой краской, поглощающей ультрафиолетовые лучи. Выбирают красящие составы на основе титана или цинка.
- Монтируют вытяжную установку принудительного типа. Подключают оборудование к централизованной системе воздухообмена.
- Заливают пол бетоном. Можно использовать для формирования напольного покрытия кирпич.
- Монтируют рубильник для аварийного отключения сварочных аппаратов.
На последнем этапе подключают оборудование к источникам питания.
Что представляет собой сварочный пост и какие его разновидности?
Сварочным постом называют своеобразный кабинет сварщика со всем комплексом необходимого в его работе оборудования, инвентаря и расходных материалов для обеспечения бесперебойного выполнения сварных работ. То есть, это такое рабочее пространство сварщика, работать в котором максимально комфортно и безопасно.
Если все работы по обустройству сварочных постов выполнять с учетом требований охраны труда, это позволит обеспечить мастеру максимальный уровень безопасности при сварке. При этом и уровень пожаростойкости пространства будет максимальным. Но чтобы этого добиться, важно понимать специфику разных видов сварных постов.
Стационарный сварочный пост.
Исходя из вида оборудования, применяемого в работе, сварочные посты бывают:
- Газосварочными. Рабочий кабинет для проведения газосварочных работ оборудуется с учетом того факта, что расплавление металла в процессе организации соединения кромок изделий в данном случае основано на применении тепловой энергии от горения газа в горелке. Поэтому пространство должно оснащаться максимально качественной вентиляционной системой, а отделку поверхностей нужно выполнять негорючими материалами.
- Электросварочными. Рабочее пространство электросварщика при работе с электрической сваркой не менее травмоопасно, но в данном случае важно удалить больше внимания обеспечению высокого уровня защиты человека от поражения электрическим током.
На заметку! Какой бы вид оборудования для выполнения сварных работ ни применялся мастером, сварочный пост непременно должен быть оборудован качественной вытяжкой и приточной вентиляционной системой.
Стационарный пост для ручной сварки.
Исходя из возможностей, сварочные посты бывают:
- Стационарными. Выглядят как кабина с открытым верхом, которая приподнята над уровнем напольного покрытия, располагаются в помещении и могут оснащаться двигающейся столешницей.
- Передвижными. Представляют собой мобильные конструкции, которые без особенных трудностей можно переместить в иное место для работы. Передвижные посты для сварщиков актуальны для выполнения сварки крупногабаритных конструкций в просторных цехах или непосредственно под открытым небом на строительной площадке.
В условиях стационарного сварочного поста удобно выполнять сварку деталей малого и среднего размера, а для крупных узлов и конструкций из металла оно не пригодно. Кабину изготавливают из металлопроката с цинкосодержащим покрытием, стойкого к высоким температурам и инфракрасному излучению.
Особенностью передвижного рабочего места является отсутствие необходимости в проведении специальных мероприятий и создании особых рабочих условий. Передвижной сварочный пост защищается от осадков с помощью навеса, а от ветра – при помощи ширм.
Актуальные при сварных работах инструменты помещают в специальные тумбы, а освещение пространства обеспечивается локальными источниками света.
Важно! При организации мобильного сварочного поста важно обеспечить заземление абсолютно всему оборудованию.
Сварочная вентиляция и охрана здоровья
Все операции по сварке и термической резке, проводимые в замкнутых пространствах, должны иметь достаточную вентиляцию для предотвращения скопления токсичных материалов, горючих газов или возможной нехватки кислорода.
Для обнаружения вредных атмосфер следует использовать контрольно-измерительные приборы. Там, где невозможно обеспечить достаточную вентиляцию, должны использоваться респираторы с подачей воздуха или шланговые маски, одобренные для этой цели.
В таких ситуациях необходимо использовать наблюдателей снаружи замкнутого пространства для обеспечения безопасности работающих внутри.
Требования в этом разделе описывают стандарты, установленные для дуговой и газовой сварки и резки.
Следует проконсультироваться с сертифицированным специалистом по промышленной гигиене, чтобы понять правильный подход к вашей конкретной ситуации.
Вытяжная вентиляция с использованием вытяжки сварочного дыма, которая крепится к стенеОбзор
Эти требования определяют степень загрязнения, которому могут подвергаться сварщики:
- Размеры зоны, в которой происходит процесс сварки (с особым вниманием до высоты потолка).
- Количество сварщиков в помещении.
- Возможное образование опасных паров, газов или пыли в зависимости от используемых металлов.
- Расположение зоны дыхания сварщика относительно восходящего шлейфа дыма.
В особых случаях существуют другие факторы, при которых должны быть предусмотрены респираторные защитные устройства (вентиляция) для выполнения эквивалентных требований этого раздела.
- Атмосферные условия.
- Произведенное тепло.
- Наличие летучих растворителей.
Во всех случаях необходимые меры по охране здоровья, стандарты вентиляции и стандартные рабочие процедуры для новых, а также старых сварочных работ должны быть согласованы и очищены инспектором по технике безопасности и промышленным гигиенистом, отвечающим за аспекты безопасности и здоровья при выполнении работ. область.
Зоны экранов
Если сварка должна выполняться в помещении, полностью экранированном со всех сторон, экраны должны быть расположены таким образом, чтобы не существовало серьезного препятствия для сварочных вентиляционных дымов.
Желательно, чтобы экраны были установлены так, чтобы они находились на высоте около 2,0 футов (0,6 м) над полом, за исключением случаев, когда работа выполняется на таком низком уровне, что экран должен быть выдвинут ближе к полу, чтобы защитить рабочих от блики сварки.
Концентрация токсичных веществ
Местные вытяжные или общие вентиляционные системы должны быть предусмотрены и устроены таким образом, чтобы содержание токсичных свободных веществ, газа или пыли было ниже допустимых концентраций, установленных стандартом 7. 37 Американского национального института стандартов; последние значения пороговых значений (TLV) Американской конференции государственных специалистов по промышленной гигиене; или пределы воздействия, установленные публичным законом 91-596, Закон о безопасности и гигиене труда от 1970 г.
Соответствие требованиям определяется отбором проб атмосферы. Собранные пробы должны отражать воздействие на вовлеченных лиц. При ношении каски пробы должны браться под каской.
Средства защиты органов дыхания
Индивидуальные средства защиты органов дыхания будут хорошо сохранены. Должны использоваться только средства защиты органов дыхания, одобренные Горнодобывающим управлением США, Национальным институтом безопасности и гигиены труда или другим утвержденным правительством испытательным агентством. Руководство по выбору, уходу и техническому обслуживанию средств защиты органов дыхания приведено в «Методах защиты органов дыхания», Стандарте 788.2 Американского национального института стандартов и TB MED 223. Средства защиты органов дыхания нельзя передавать от одного человека к другому без дезинфекции.
Предупредительные этикетки
В флюсовых покрытиях, покрытиях и присадочных материалах используется ряд потенциально опасных материалов.
Эти материалы при использовании в операциях сварки и резки становятся опасными для сварщика, поскольку они попадают в атмосферу.
К ним относятся, помимо прочего, следующие материалы: соединения фтора, цинк, свинец, бериллий, кадмий и ртуть.
Поставщики сварочных материалов должны определить опасность, если таковая имеется, связанная с использованием их материалов при сварке, резке и т. д.
Все присадочные металлы и плавкие гранулированные материалы должны иметь как минимум следующую пометку на бирках, коробках или других контейнерах:
ОСТОРОЖНО
При сварке могут образовываться пары и газы, опасные для здоровья.
Избегайте вдыхания этих паров и газов .
Используйте адекватную вентиляцию. См. Стандарт Z49.1-1973 Американского национального института стандартов «Безопасность при сварке и резке», опубликованный Американским обществом сварщиков.
Присадочные металлы для пайки (сварки), содержащие кадмий в значительных количествах, должны иметь следующую пометку на бирках, коробках или других емкостях:
ПРЕДУПРЕЖДЕНИЕ
СОДЕРЖИТ КАДМИЙ – ПРИ НАГРЕВАНИИ МОГУТ ОБРАЗОВАТЬСЯ ЯДОВИТЫЕ ПАРЫ
Не вдыхать пары.
Используйте только при наличии надлежащей вентиляции, такой как дымоуловители, вытяжные вентиляторы или респираторы с подачей воздуха.
См. стандарт Американского национального института стандартов Z49.1-1973. Если после использования появляется боль в груди, кашель или лихорадка, немедленно обратитесь к врачу.
Местная вытяжная вентиляция
Сварочная вентиляционная камера обеспечивает безопасный барьер для удержания тепла, искр и дымаМеханическая местная вытяжная вентиляция для сварки может быть обеспечена одним из следующих способов:
- Вытяжки . Свободно перемещаемые кожухи или воздуховоды предназначены для размещения сварщиком как можно ближе к месту сварки. Они обеспечат скорость воздушного потока, достаточную для поддержания скорости в направлении вытяжки 100 погонных футов в минуту в зоне сварки.
- Стационарный корпус . Неподвижный кожух с верхней частью и двумя или более сторонами, окружающими места сварки или резки, будет иметь скорость воздушного потока, достаточную для поддержания скорости на расстоянии от сварщика не менее 100 погонных футов в минуту. Для вентиляционных столов с нисходящей тягой требуется 150 кубических футов в минуту на квадратный фут площади поверхности. Эта скорость вытяжного воздуха должна быть равномерной по всей поверхности решетки. Устройство для вытяжки дыма небольшого объема с высокой плотностью, прикрепленное к сварочному пистолету, собирает дым как как можно ближе к месту возникновения или к дуге. Этот метод отвода дыма стал довольно популярным для полуавтоматических процессов, особенно для процесса дуговой сварки с флюсовой проволокой.
Системы дымоудаления, встроенные в полуавтоматические ружья, представляют собой наиболее экономичную вытяжную систему, поскольку они выбрасывают гораздо меньше воздуха, они устраняют необходимость в массивных узлах подпитки воздуха для подачи нагретого или охлажденного воздуха вместо отработанного воздуха.
Местная вентиляция должна иметь скорость воздушного потока, достаточную для поддержания скорости на расстоянии от сварщика не менее 100 футов (30 м) в минуту.
Скорость воздуха измеряется с помощью велометра или расходомера воздуха. Эти две системы могут быть чрезвычайно сложными в использовании при сварке любых деталей, кроме небольших.
Рабочие столы для сварки с нисходящим потоком популярны в Европе, но в ограниченной степени используются в Северной Америке.
Во всех случаях, когда используется местная вентиляция, вытяжной воздух необходимо фильтровать.
Сварочная вентиляция для замкнутого пространства. При работе в замкнутом пространстве требуется сварочное вентиляционное устройство, подобное изображенному на рисунке, для удаления любого шлейфаЗамена воздуха
Вентиляция является обязательным условием для работы в закрытых помещениях.
Все операции по сварке и резке в замкнутых пространствах должны надлежащим образом вентилироваться для предотвращения накопления токсичных материалов или возможной нехватки кислорода.
Это относится не только к сварщику, но и к помощникам и другому персоналу, находящемуся в непосредственной близости.
Респираторы для авиалайнеров
В условиях, когда невозможно обеспечить достаточную вентиляцию в замкнутом пространстве, респираторы для авиалайнеров или защитные маски, одобренные Горнодобывающим управлением США, Национальным институтом безопасности и гигиены труда или другим одобренным правительством испытательным агентством , будет использоваться для этой цели.
Воздух должен соответствовать стандартам, установленным Государственным законом 91-596, Законом о безопасности и гигиене труда от 1970 г. использоваться.
Дыхательное оборудование должно быть одобрено Горнодобывающим управлением США или Национальным институтом безопасности и гигиены труда или другим утвержденным правительством испытательным агентством.
Внешний помощник
Если сварочные работы проводятся в замкнутых пространствах, а сварщики и помощники снабжены масками для шлангов, масками для шлангов с воздуходувками или автономными дыхательными аппаратами, рабочий должен находиться за пределами таких замкнутых пространств для обеспечения безопасности работающие внутри.
Кислород для вентиляции
Кислород никогда не должен использоваться для вентиляции.
Местная сварочная вытяжная вентиляция. Сварочная вентиляция для удаления дыма. Надлежащая вентиляция помогает уменьшить воздействие токсичных паров, выделяемых такими металлами, как марганец, железо и свинецВентиляция для соединений фтора
В закрытых помещениях сварка или резка с использованием флюсов, покрытий или других материалов, в которых есть соединения фтора, должна производиться в соответствии с пунктом 2-4 з, вентиляция в закрытых помещениях.
Соединение фтора – это соединение, которое содержит фтор в виде элемента в химической комбинации, а не в виде свободного газа.
ПДК.
Необходимость в местной вытяжной вентиляции или воздушных респираторах для сварки или резки вне закрытых помещений будет зависеть от индивидуальных обстоятельств.
Однако опыт показал, что такая защита желательна для стационарной производственной сварки и для любой производственной сварки нержавеющих сталей.
Если пробы воздуха, взятые в месте сварки, показывают, что концентрация выделяющихся фторидов ниже максимально допустимой, такая защита не требуется.
Цинк
- Цинк Сварка Вентиляция в закрытых помещениях В замкнутых пространствах сварка или резка цинкосодержащих присадочных металлов или металлов, покрытых цинкосодержащими материалами, должна производиться в соответствии с правилами вентиляции в замкнутых пространствах.
- Сварка или резка цинкосодержащих металлов или присадочных металлов, покрытых цинкосодержащими материалами, внутри помещений должна выполняться в соответствии с местными правилами вытяжной вентиляции.
Свинец
- Замкнутые помещения , сварка металлов на основе свинца (ошибочно называемая выжиганием свинца) должна выполняться в соответствии с инструкциями по вентиляции в замкнутых пространствах.
- В помещении сварка металлов на основе свинца должна выполняться в соответствии с инструкциями по местной вытяжной вентиляции.
- Местная вентиляция В закрытых помещениях или в помещении сварка или резка металлов, содержащих свинец, или металлов, покрытых свинецсодержащими материалами, включая краску, должна производиться с использованием местной вытяжной вентиляции или воздушных респираторов.
На открытом воздухе такие операции должны выполняться с использованием средств защиты органов дыхания, одобренных Горнодобывающим управлением США, Национальным институтом безопасности и гигиены труда или другим утвержденным правительством испытательным агентством.
Во всех случаях рабочие, находящиеся в непосредственной близости от операций резки или сварки, должны быть при необходимости защищены местной вытяжной вентиляцией или воздушными респираторами.
Бериллий
Сварка или резка материалов, содержащих бериллий или присадочных металлов, в помещении, на открытом воздухе или в замкнутых пространствах должна выполняться с использованием местной вытяжной вентиляции и воздушных респираторов.
Это должно быть выполнено без исключения, если только атмосферные испытания в самых неблагоприятных условиях не установили, что воздействие на рабочих находится в пределах допустимых концентраций последних пороговых предельных значений (TLV) Американской конференции правительственных промышленных гигиенистов или установленных пределов воздействия по публичному праву 91-596, Закон о безопасности и гигиене труда от 1970 г.
Во всех случаях рабочие, находящиеся в непосредственной близости от сварочных или режущих работ, должны быть при необходимости защищены местной вытяжной вентиляцией или воздушными респираторами.
Кадмий
- Общие. Сварка или резка в помещении или в ограниченном пространстве основных металлов, содержащих кадмий или покрытых кадмием, должна выполняться с использованием местной вытяжной вентиляции или респираторов. На открытом воздухе такие операции должны выполняться с использованием средств защиты органов дыхания, таких как противодымные респираторы, одобренных для этих целей Горным управлением США, Национальным институтом безопасности и гигиены труда или другим испытательным агентством, утвержденным правительством.
- Замкнутое пространство. Сварку (пайку) кадмийсодержащих присадочных металлов следует производить с использованием вентиляции, предусмотренной в абзаце выше о местной вытяжной вентиляции, и вентиляции в закрытых помещениях, если работы должны выполняться в замкнутом пространстве.
ПРИМЕЧАНИЕ. Доступны стержни, не содержащие кадмия, и их можно использовать в большинстве случаев с удовлетворительными результатами.
Ртуть
Сварку или резку в помещении или в ограниченном пространстве металлов, покрытых ртутьсодержащими материалами, в том числе краской, следует производить с использованием местной вытяжной сварочной вентиляции или воздушных респираторов. На открытом воздухе такие операции будут выполняться с использованием средств защиты органов дыхания, одобренных Национальным институтом безопасности и гигиены труда, Горнодобывающим управлением США или другим утвержденным правительством испытательным агентством.
сколько энергии нужно?
als PDF ansehen
Крупногабаритные вытяжные установки и системы вентиляции цеха, а также неправильное планирование воздушного потока могут нанести вред: помимо эффективной безопасности труда, компании также заботятся об экономической эффективности. Поэтому правильный расчет и планирование вентиляционной системы имеют решающее значение. Существуют способы расчета правильного размера. Однако не менее важен опыт работы с вытяжкой сварочного дыма.
В сварочных компаниях бывают случаи, когда улавливание сварочного дыма у источника может оказаться невозможным на практике. Например, когда сварщики регулярно меняют сварочные посты, сварочные посты находятся далеко друг от друга или когда свариваются большие детали. Вот где в дело вступает вентиляция мастерской, которая может закрыть подобные пробелы в безопасности. Он также используется для обеспечения чистой рабочей среды для всех сотрудников мастерской, а также для поддержания чистоты здания и оборудования. Однако система вентиляции цеха является лишь вспомогательной и не может заменить улавливание сварочного дыма у источника. Это связано с тем, что Постановление Германии об опасных веществах требует максимально полного улавливания сварочного дыма и удаления любых опасных веществ.
Для экономных сварочных компаний инвестиции в систему вентиляции цеха не приводят к немедленному увеличению производительности на бумаге. По этой причине они будут стремиться использовать технические затраты для достижения максимальной эффективности и эффекта. Это требует точного расчета имеющихся помещений перед установкой системы вентиляции цеха.
Практические правила расчета размеров вентиляции цеха Для расчета важны площадь (длина на ширину) и высота цеха, а также количество сварочных постов. В целом высота ок. шесть метров, так как сварочный дым выше этого не поднимается, а проветривать нужно именно нижнюю часть цеха – ведь мало кто работает на такой высоте. На практике кратность воздухообмена равна пяти. Это определяет, как часто объем воздуха в помещении заменяется свежим воздухом каждый час. Скорость воздухообмена должна быть достаточной для удаления вредных веществ из воздуха в помещении или замены его свежим, отфильтрованным воздухом.
На вентиляцию цеха также могут влиять такие разрушающие факторы, как поперечные потоки. Это часто происходит в промышленных цехах из-за открытых дверей или ворот, а также охлаждающих или нагревательных вентиляторов. Поперечные потоки не только нарушают рассеивание вредных веществ в воздухе, но и снижают эффективность работы вытяжных установок. Это может привести к турбулентности воздуха в рабочей зоне.
Идеальная работа будет выглядеть примерно так: воздух вдувается с левой стороны, поток воздуха остается параллельным (как лазерный луч), улавливает поднимающиеся сварочные дымы и выходит через трубу справа.
Однако в действительности поток воздуха подхватывает окружающий воздух и рассеивается под углом ок. 30 градусов и течет к вытяжной трубе. В результате объем воздушного потока составляет уже не 100 процентов, а 200 процентов и более. Однако вытяжная труба имеет пропускную способность только на 100 процентов, поэтому остальной воздух скапливается перед стеной и выходит вверх или вниз.
Когда воздух выходит вверх, это не проблема, там никто не работает. Но когда воздух выходит вниз, он уносит с собой сварочные дымы обратно вниз, подвергая сотрудников риску их вдыхания. Такой тип вентиляции может негативно повлиять на качество воздуха в зоне дыхания.
Решение: Общая вытесняющая вентиляция Негативные последствия можно компенсировать вытесняющей вентиляцией. Этот процесс предполагает подачу более половины воздуха в нижнюю часть помещения, где он вытесняет сварочный дым из помещения, где находятся работники, и заменяет его отфильтрованным воздухом. Выталкивающая трубка используется только для медленного продвижения сварочного дыма к вытяжной трубе. В результате концентрация сварочного дыма там выше. Однако нельзя сказать, что угар действительно «уловили». Это происходит только тогда, когда пары удаляются у источника с помощью вакуумного поля.
Общий пример: в мастерской 25 на 40 метров с высотой потолков шесть метров имеется пять сварочных постов. Вентиляционная система технического цеха должна быть рассчитана на объемный расход не менее 30 000 м³/ч — это коэффициент воздухообмена, равный пяти. Это означает, что общий объем воздуха в помещении подается или заменяется пять раз в час. Системы с высокой скоростью воздухообмена часто очень дороги, поскольку требуют большого количества энергии для замены воздуха с такой частой скоростью. Кроме того, трубы часто бывают слишком толстыми, и в мастерской может появиться такой сквозняк, что это отрицательно скажется на работе.
Однако в описанном выше примере вентиляция цеха должна рассматриваться только как дополнительная мера. Сам по себе он обеспечивает недостаточную защиту сварщиков и превышает пределы воздействия на рабочем месте. Например, если мастерская была оборудована центральным вытяжным устройством, объемный расход ок. Для добычи в источнике потребуется 6000 м³/ч. В первую очередь это связано с тем, что сварочный дым удаляется только на небольшом расстоянии от вытяжного колпака. Для точечной экстракции на каждой из рабочих станций требуется прибл. Объемный расход от 700 до 1100 м³/ч. В результате для нашего примера потребовалась бы только пятая часть мощности, что дало бы заметную экономию энергии и затрат.
На практике сложно точно рассчитать необходимый коэффициент воздухообмена. При этом важную роль играют такие факторы, как сварочный ток, рабочий цикл и пространственное распределение в цехе. Однако часто эти спецификации отсутствуют или доступны только в качестве оценок. Обычно известно только количество сотрудников и сварочных постов, а также используемые процессы.