Требования по пожарной безопасности к сварочным постам: Инструкция по пожарной безопасности для сварочного поста — Портал газовиков
Содержание
Требования к помещениям для электросварочных установок и сварочных постов
7.6.33. Помещения и здания сборочно-сварочных цехов и участков с размещенными в них электросварочными установками и сварочными постами, а также вентиляционные устройства должны отвечать требованиям действующих нормативных документов.
7.6.34. Для электросварочных установок и сварочных постов, предназначенных для постоянных электросварочных работ в зданиях вне сварочно-сборочных цехов и участков, должны быть предусмотрены специальные вентилируемые помещения, выгороженные противопожарными перегородками 1-го типа, если они расположены смежно с помещениями категорий А, Б и В по взрывопожарной опасности, и 2-го типа в остальных случаях. Площадь и объем таких помещений и системы их вентиляции должны соответствовать требованиям действующих санитарных правил и СНиП с учетом габаритов сварочного оборудования и свариваемых изделий.
7.6.35. Сварочные посты допускается располагать во взрыво- и пожароопасных зонах только в период производства временных электросварочных работ, выполняемых с соблюдением требований, изложенных в типовой инструкции по организации безопасного ведения огневых работ на взрыво- и взрывопожароопасных объектах, утвержденной Госгортехнадзором России.
7.6.36. В помещениях для электросварочных установок должны быть предусмотрены проходы не менее 0,8 м, обеспечивающие удобство и безопасность производства сварочных работ и доставки изделий к месту сварки и обратно.
7.6.37. Площадь отдельного помещения для электросварочных установок должна быть не менее 10 м2, причем площадь, свободная от оборудования и материалов, должна составлять не менее 3 м2 на каждый сварочный пост.
7.6.38. Сварочные посты для систематического выполнения ручной дуговой сварки или сварки в среде защитных газов изделий малых и средних габаритов непосредственно в производственных цехах в непожароопасных и невзрывоопасных зонах должны быть размещены в специальных кабинах со стенками из несгораемого материала.
Глубина кабины должна быть не менее двойной длины, а ширина — не менее полуторной длины свариваемых изделий, однако площадь кабины должна быть не менее 2х1,5 м. При установке источника сварочного тока в кабине ее размеры должны быть соответственно увеличены. Высота стенок кабины должна быть не менее 2 м, зазор между стенками и полом — 50 мм, а при сварке в среде защитных газов — 300 мм. В случае движения над кабиной мостового крана, ее верх должен быть закрыт сеткой с ячейками не более 50х50 мм.
7.6.39. Выполнение работ на сварочных постах при несистематической ручной дуговой сварке, сварке под флюсом и электрошлаковой сварке допускается непосредственно в пожароопасных помещениях при условии ограждения места работы щитами или занавесами из негорючих материалов высотой не менее 1,8 м.
7.6.40. Электросварочные установки при систематической сварке на них изделий массой более 20 кг должны быть оборудованы соответствующими подъемно-транспортными устройствами для облегчения установки и транспортировки свариваемых изделий.
7.6.41. Естественное и искусственное освещение электросварочных установок сборочно-сварочных цехов, участков, мастерских, отдельных сварочных постов (сварочных кабин) и мест сварки должно удовлетворять требованиям СНиП 23-05-95 «Естественное и искусственное освещение. Нормы проектирования».
7.6.42. При ручной сварке толстообмазанными электродами, электрошлаковой сварке, сварке под флюсом и автоматической сварке открытой дугой должен быть предусмотрен отсос газов непосредственно из зоны сварки.
7.6.43. На сварочных постах при сварке открытой дугой и под флюсом внутри резервуаров, закрытых полостей и конструкций должно обеспечиваться вентилирование в соответствии с характером выполняемых работ. При невозможности необходимого вентилирования следует предусматривать принудительную подачу чистого воздуха под маску сварщика в количестве 6-8 м 3/ч.
7.6.44. Над переносными и передвижными электросварочными установками, находящимися на открытом воздухе, должны быть сооружены навесы из несгораемых материалов для защиты рабочего места сварщика и электросварочного оборудования от атмосферных осадков.
Навесы допускается не сооружать, если электрооборудование электросварочной установки имеет оболочки со степенью защиты, соответствующей условиям работы в наружных установках, и во время дождя и снегопада электросварочные работы будут прекращаться.
Пб при сварочных работах. Требования пожарной безопасности при выполнении сварочных работ. Меры пожарной безопасности при эксплуатации отопительных устройств
Утверждаю
Начальник ГУПО МВД СССР
Ф.ОБУХОВ
Согласовано
Госгортехнадзором СССР
ВЦСПС
ПРАВИЛА
ПОЖАРНОЙ БЕЗОПАСНОСТИ ПРИ ПРОВЕДЕНИИ СВАРОЧНЫХ
И ДРУГИХ ОГНЕВЫХ РАБОТ НА ОБЪЕКТАХ НАРОДНОГО ХОЗЯЙСТВА
1.1. Настоящие Правила предусматривают основные противопожарные требования, обязательные к выполнению при проведении сварочных и других огневых работ на всех объектах народного хозяйства, независимо от их ведомственной принадлежности.
1.2. Ответственность за обеспечение мер пожарной безопасности при проведении сварочных и других огневых работ возлагается на руководителей предприятий, цехов, лабораторий, мастерских, складов, участков, установок, учреждений и хозяйств, в помещениях или на территориях которых будут проводиться огневые работы.
1.3. Руководители и инженерно-технические работники предприятий, цехов, установок и других производственных участков обязаны выполнять сами и следить за строгим выполнением настоящих Правил. Утрачивают силу «Инструкция о мерах пожарной безопасности при проведении огневых работ на промышленных предприятиях и на других объектах народного хозяйства», утвержденная УПО МООП РСФСР 8 июля 1963 г., а также аналогичные инструкции и правила, изданные (утвержденные) органами пожарной охраны других союзных республик.
1.4. На основе настоящих Правил министерства и ведомства, а также руководители объектов могут издавать инструкции о мерах пожарной безопасности при проведении огневых работ применительно к отдельному производству с учетом его специфики.
1.5. Места проведения сварочных и других огневых работ (связанных с нагреванием деталей до температур, способных вызвать воспламенение материалов и конструкций) могут быть:
Постоянными, организуемыми в специально оборудованных для этих целей цехах, мастерских или на открытых площадках;
Временными, когда огневые работы проводятся непосредственно в строящихся или эксплуатирующихся зданиях, жилых домах и других сооружениях, на территориях предприятий в целях ремонта оборудования или монтажа строительных конструкций.
1.6. К проведению сварочных и других огневых работ допускаются лица, прошедшие в установленном порядке проверочные испытания в знании требований пожарной безопасности с выдачей специального талона по форме Приложения N 1.
1.7. Постоянные места проведения огневых работ на открытых площадках и в специальных мастерских, оборудованных в соответствии с настоящими Правилами и правилами по технике безопасности, определяются приказом руководителя предприятия (организации).
1.8. Места проведения временных сварочных и других огневых работ могут определяться только письменным разрешением лица, ответственного за пожарную безопасность объекта (руководитель учреждения, цеха, лаборатории, мастерской, склада и т.п.). Форма разрешения прилагается (Приложение N 2).
Примечания:
1. Проведение огневых работ без получения письменного разрешения может быть допущено на строительных площадках и в местах, не опасных в пожарном отношении, только специалистами высокой квалификации, хорошо знающими настоящие Правила и усвоившими программу пожарно-технического минимума. Список специалистов, допущенных к самостоятельному проведению огневых работ без получения письменного разрешения, объявляется руководителем объекта.
2. Места и порядок проведения огневых работ с территориальными органами пожарной охраны, как правило, не согласовываются.
3. Порядок оформления разрешений и осуществления контроля за соблюдением мер пожарной безопасности при проведении огневых работ на объектах, охраняемых пожарной охраной МВД, определяется Наставлением по организации профилактической работы на этих объектах.
1.9. Разрешение на проведение временных (разовых) огневых работ дается только на рабочую смену. При проведении одних и тех же работ, если таковые будут производиться в течение нескольких смен или дней, повторные разрешения от администрации предприятия (цеха) не требуются. В этих случаях на каждую следующую рабочую смену, после повторного осмотра места указанных работ, администрацией подтверждается ранее выданное разрешение, о чем делается соответствующая в нем запись. При авариях сварочные работы производятся под наблюдением начальника цеха (участка) без письменного разрешения.
В целях обеспечения своевременного контроля за проведением огневых работ разрешения на эти работы от администрации объекта или цеха должны поступать в пожарную охрану, а там, где ее нет, в добровольную пожарную дружину (ДПД) накануне дня их производства.
Приступать к огневым работам разрешается только после согласования их с пожарной охраной (ДПД) и выполнения мероприятий, предусмотренных в разрешении на проведение огневых работ.
1.10. На выходные и праздничные дни разрешение на проведение временных огневых работ оформляется особо. Администрацией должен быть организован контроль за проведением этих работ.
1.11. Порядок организации и проведения огневых работ на пожаро- и взрывоопасных предприятиях химической, нефтехимической, газовой, нефтеперерабатывающей и металлургической промышленности определяется особыми положениями и инструкциями, разрабатываемыми и утверждаемыми Госгортехнадзором и согласованными с органами Госпожнадзора.
При этом во всех случаях разрешение на право проведения огневых работ на таких объектах выдается только главным инженером или лицом, его заменяющим.
1.12. Место проведения огневых работ необходимо обеспечить средствами пожаротушения (огнетушитель или ящик с песком, лопата и ведро с водой). При наличии в непосредственной близости от места сварки кранов внутреннего противопожарного водопровода напорные рукава со стволами должны быть присоединены к кранам. Все рабочие, занятые на огневых работах, должны уметь пользоваться первичными средствами пожаротушения.
1.13. В случае проведения огневых работ в зданиях, сооружениях или других местах при наличии вблизи или под местом этих работ сгораемых конструкций последние должны быть надежно защищены от возгорания металлическими экранами или политы водой, а также должны быть приняты меры против разлета искр и попадания их на сгораемые конструкции, нижележащие площадки и этажи.
1.14. Проведение огневых работ на постоянных и временных местах без принятия мер, исключающих возможность возникновения пожара, категорически запрещается.
1.15. Приступать к проведению огневых работ можно только после выполнения всех требований пожарной безопасности (наличие средств пожаротушения, очистка рабочего места от сгораемых материалов, защита сгораемых конструкций и т.д.). После окончания огневых работ их исполнитель обязан тщательно осмотреть место проведения этих работ, полить водой сгораемые конструкции и устранить нарушения, могущие привести к возникновению пожара.
1.16. Ответственное лицо за проведение временных (разовых) огневых работ обязано проинструктировать непосредственных исполнителей этих работ (электросварщиков, газосварщиков, газорезчиков, бензорезчиков, паяльщиков и т.д.) о мерах пожарной безопасности, определить противопожарные мероприятия по подготовке места работ, оборудования и коммуникаций в соответствии с требованиями пожарной безопасности.
В период проведения этих работ ответственным лицом должен быть установлен контроль за соблюдением исполнителем огневых работ мер пожарной безопасности и техники безопасности.
1.17. Руководитель объекта или другое должностное лицо, ответственное за пожарную безопасность помещения (территории, установки и т.п.), должны обеспечить проверку места проведения временных огневых работ в течение 3 — 5 часов после их окончания.
1.18. В пожароопасных и взрывоопасных местах сварочные, газорезные, бензорезные и паяльные работы должны проводиться только после тщательной уборки взрывоопасной и пожароопасной продукции, очистки аппаратуры и помещения, полного удаления взрывоопасных пылей и веществ, легковоспламеняющихся и горючих жидкостей и их паров. Помещение необходимо непрерывно вентилировать и установить тщательный контроль за состоянием воздушной среды путем проведения экспресс-анализов с применением для этой цели газоанализаторов.
При рассмотрении вопроса проведения огневых работ в пожаровзрывоопасных помещениях руководитель предприятия должен стремиться к тому, чтобы в этих помещениях проводились только работы, которые нельзя провести в местах постоянной сварки или в помещениях, не опасных в пожарном отношении.
1.19. Перед сваркой емкостей (отсеки судов, цистерны, баки и т.д.), в которых находилось жидкое топливо, легковоспламеняющиеся и горючие жидкости, газы и т.д., должна быть произведена их очистка, промывка горячей водой с каустической содой, пропарка, просушка и вентилирование с последующим лабораторным анализом воздушной среды. Во всех случаях емкость должна быть отглушена от всех коммуникаций, о чем следует делать запись в журнале начальников смен или специальном журнале по установке и снятию заглушек на коммуникациях. Сварка должна производиться обязательно при открытых лазах, люках, пробках, а также при действующей переносной вентиляции.
1.20. Временные места проведения огневых работ и места установки сварочных агрегатов, баллонов с газами и бачков с горючей жидкостью должны быть очищены от горючих материалов в радиусе не менее 5 м.
1.21. При проведении сварочных, бензорезных, газорезных и паяльных работ запрещается:
а) приступать к работе при неисправной аппаратуре;
б) производить сварку, резку или пайку свежеокрашенных конструкций и изделий до полного высыхания краски;
в) пользоваться при огневых работах одеждой и рукавицами со следами масел и жиров, бензина, керосина и других горючих жидкостей;
г) хранить в сварочных кабинах одежду, горючую жидкость и другие легкосгораемые предметы или материалы;
д) допускать к работе учеников и рабочих, не сдавших испытаний по сварочным и газопламенным работам и без предварительной проверки их знаний правил пожарной безопасности;
е) допускать соприкосновение электрических проводов с баллонами со сжатыми, сжиженными и растворенными газами;
ж) производить сварку, резку, пайку или нагрев открытым огнем аппаратов и коммуникаций, заполненных горючими и токсичными веществами, а также находящихся под давлением негорючих жидкостей, газов, паров и воздуха или под электрическим напряжением.
1.22. Лица, занятые на огневых работах, в случае пожара или загорания обязаны немедленно вызвать пожарную часть (ДПД) и принять меры к ликвидации загорания или пожара имеющимися средствами пожаротушения.
1.23. Лицо, ответственное за проведение огневых работ, обязано проверить наличие на рабочем месте средств пожаротушения, а после окончания работы осмотреть рабочее место, нижележащие площадки и этажи и обеспечить принятие мер, исключающих возможность возникновения пожара.
1.24. Огневые работы должны немедленно прекращаться по первому требованию представителя Госпожнадзора, Госгортехнадзора, технической инспекции совета профсоюзов, профессиональной ведомственной пожарной охраны, начальника добровольной пожарной дружины, пожарно-сторожевой охраны.
II. Газосварочные работы
2.1. Эксплуатация стационарных ацетиленовых генераторов разрешается только после приемки их техническим инспектором совета профсоюза.
Разрешение на эксплуатацию переносных ацетиленовых генераторов выдается администрацией предприятий и организаций, в ведении которых находятся эти генераторы.
2.2. Переносные ацетиленовые генераторы для работы следует устанавливать на открытых площадках. Допускается временная их работа в хорошо проветриваемых помещениях.
Ацетиленовые генераторы необходимо ограждать и размещать не ближе 10 м от мест проведения сварочных работ, от открытого огня и сильно нагретых предметов, от мест забора воздуха компрессорами и вентиляторами.
При установке ацетиленового генератора вывешиваются аншлаги: «ВХОД ПОСТОРОННИМ ВОСПРЕЩЕН — ОГНЕОПАСНО», «НЕ КУРИТЬ», «НЕ ПРОХОДИТЬ С ОГНЕМ».
2.3. Сварщик (резчик, паяльщик) при газопламенной обработке металлов должен руководствоваться настоящими Правилами, Правилами техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработке металлов, Правилами безопасности в газовом хозяйстве, Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением, и рабочей инструкцией по эксплуатации аппаратуры.
2.4. Ремонт газовых коммуникаций с применением сварочной аппаратуры допустим только для действующих трубопроводов природного газа, расположенных вне зданий и территорий наружных установок, при соблюдении Правил безопасности в газовом хозяйстве и специальных инструкций, согласованных с местными органами Госгортехнадзора.
2.5. Контроль загазованности в районе аварий должен осуществляться с помощью газоанализаторов, а места утечки газа из трубопроводов определяться с помощью мыльной эмульсии. Применение для этих целей источников открытого огня, а также одновременное выполнение сварки, изоляции и подчистки траншей на месте деформации газовых коммуникаций запрещается.
2.6. По окончании работы карбид кальция в переносном генераторе должен быть полностью доработан. Известковый ил, удаляемый из генераторов, должен выгружаться в приспособленную для этой цели тару и сливаться в иловую яму или специальный бункер.
Открытые иловые ямы должны быть ограждены перилами, а закрытые — иметь несгораемые перекрытия и оборудованы вытяжной вентиляцией и люками для удаления ила.
Курение и применение источников открытого огня в радиусе менее 10 метров от мест хранения ила запрещается, о чем должны быть вывешены соответствующие объявления.
2.7. Закрепление газопроводящих шлангов на присоединительных ниппелях аппаратуры, горелок, резаков, редукторов должно быть надежным. Для этой цели должны применяться специальные хомутики.
Допускается вместо хомутиков закреплять шланги не менее чем в двух местах по длине ниппеля мягкой отожженной (вязальной) проволокой.
На ниппели водяных затворов шланги должны плотно надеваться, но не закрепляться.
2.8. Хранение и транспортировка баллонов с газами осуществляется только с навинченными на их горловины предохранительными колпаками. При транспортировке баллонов не допускать толчков и ударов.
К месту сварочных работ баллоны доставляются на специальных тележках, носилках, санках. Переноска баллонов на плечах и руках запрещается.
2.9. Баллоны с газом при их хранении, перевозке и эксплуатации должны быть защищены от действия солнечных лучей и других источников тепла.
Баллоны, устанавливаемые в помещениях, должны находиться от радиаторов отопления и других отопительных приборов и печей на расстоянии не менее 1 м, а от источников тепла с открытым огнем — не менее 5 м.
Расстояние от горелок (по горизонтали) до перепускных рамповых (групповых) установок должно быть не менее 10 м, а до отдельных баллонов с кислородом и горючими газами — не менее 5 метров.
Хранение в одном помещении кислородных баллонов и баллонов с горючими газами, а также карбида кальция, красок, масел и жиров запрещается.
2.10. В сварочной мастерской при наличии не более 10 сварочных постов допускается для каждого поста иметь по одному запасному баллону с кислородом и горючим газом. Запасные баллоны должны быть либо ограждены стальными щитами, либо храниться в специальных пристройках к мастерской. При наличии в мастерской более 10 сварочных постов должно быть устроено централизованное снабжение газами.
2.11. При обращении с порожними баллонами из-под кислорода и горючих газов должны соблюдаться такие же меры безопасности, как и с наполненными баллонами.
2.12. В местах хранения и вскрытия барабанов с карбидом кальция запрещается курение, пользование открытым огнем и применение инструмента, могущего образовывать при ударе искры. Раскупорка барабанов с карбидом кальция производится латунным зубилом и молотком. Запаянные барабаны открываются специальным ножом. Место реза на крышке предварительно смазывается толстым слоем солидола.
2.13. Вскрытые барабаны с карбидом кальция следует защищать непроницаемыми для воды крышками с отогнутыми краями, плотно охватывающими барабан. Высота борта крышки должна быть не менее 50 мм.
2.14. В помещениях ацетиленовых установок, где не имеется промежуточного склада карбида кальция, разрешается хранить одновременно не свыше 200 кг карбида кальция, причем из этого количества в открытом виде может быть не более одного барабана.
Карбид кальция должен храниться в сухих, хорошо проветриваемых помещениях.
Барабаны с карбидом кальция могут храниться на складах как в горизонтальном, так и в вертикальном положении.
В механизированных складах допускается хранение барабанов с карбидом кальция в три яруса при вертикальном хранении, а при отсутствии механизации — не более трех ярусов при горизонтальном хранении и не более двух ярусов при вертикальном хранении.
Ширина проходов между уложенными в штабеля барабанами с карбидом кальция должна быть не менее 1,5 м.
2.15. Запрещается размещать склады для хранения карбида кальция в подвальных помещениях и низких затапливаемых местах.
2.16. При проведении газосварочных и газорезательных работ запрещается:
а) отогревать замерзшие ацетиленовые генераторы, трубопроводы, вентили, редукторы и другие детали сварочных установок открытым огнем или раскаленными предметами, а также пользоваться инструментом, могущим образовывать искры при ударе;
б) допускать соприкосновение кислородных баллонов, редукторов и другого сварочного оборудования с различными маслами, а также промасленной одеждой и ветошью;
в) курить и пользоваться открытым огнем на расстоянии менее 10 м от баллонов с горючим газом и кислородом, ацетиленовых генераторов и иловых ям;
г) работать от одного водяного затвора двум сварщикам, загружать карбид кальция завышенной грануляции или проталкивать его в воронку аппарата с помощью железных прутков и проволоки, работать на карбидной пыли;
д) загружать карбид кальция в мокрые загрузочные корзины или при наличии воды в газосборнике, загружать корзины карбидом более половины их объема при работе генераторов «вода на карбид»;
е) производить продувку шланга для горючих газов кислородом и кислородного шланга горючими газами, а также взаимозаменять шланги при работе, пользоваться шлангами, длина которых превышает 30 м. При производстве монтажных работ допускается применение шлангов длиной до 40 м. Применение шлангов длиной свыше 40 м допускается в исключительных случаях с разрешения руководителя работ и инженера по технике безопасности;
ж) перекручивать, заламывать или зажимать газоподводящие шланги;
з) переносить генератор при наличии в газосборнике ацетилена;
и) форсированная работа ацетиленовых генераторов путем преднамеренного увеличения давления газа в них или увеличения единовременной загрузки карбида кальция.
2.17. Запрещается применять медные инструменты для вскрытия барабанов с карбидом кальция, а также медь в качестве припоя для пайки ацетиленовой аппаратуры и в других местах, где возможно соприкосновение с ацетиленом.
III. Электросварочные работы
3.1. Электросварочные работы в зданиях должны производиться в специально для этого отведенных вентилируемых помещениях.
3.2. Место для проведения сварочных работ в сгораемых помещениях должно быть ограждено сплошной перегородкой из несгораемого материала, причем высота перегородки должна быть не менее 2,5 м, а зазор между перегородкой и полом не более 5 см.
3.3. Полы в помещениях, где производятся сварочные работы, должны быть выполнены из несгораемых материалов. Допускается устройство деревянных торцовых полов на несгораемом основании в помещениях, в которых производится сварка без предварительного нагрева деталей.
3.4. Установки для электрической сварки должны удовлетворять требованиям соответствующих разделов Правил устройства электроустановок, Правил технической эксплуатации электроустановок потребителей и Правил техники безопасности при эксплуатации электроустановок потребителей с теми дополнениями, которые приведены в настоящих Правилах.
3.5. Электросварочные установки должны иметь техническую документацию, поясняющую назначение агрегатов, аппаратуры, приборов, и электрические схемы.
3.6. Установка для ручной сварки должна снабжаться рубильником или контактором (для подключения источника сварочного тока к распределительной цеховой сети), предохранителем (в первичной цепи) и указателем величины сварочного тока (амперметром или шкалой на регуляторе тока).
3.7. Однопостовые сварочные двигатели-генераторы и трансформаторы защищаются предохранителями только со стороны питающей сети. Установка предохранителей в цепи сварочного тока не требуется.
3.8. На временных местах сварки для проведения электросварочных работ, связанных с частыми перемещениями сварочных установок, должны применяться механически прочные шланговые кабели.
3.9. Применение шнуров всех марок для подключения источника сварочного тока к распределительной цеховой сети не допускается. В качестве питающих проводов, как исключение, могут быть использованы провода марки ПР, ПРГ, при условии усиления их изоляции и защиты от механических повреждений.
3.10. Для подвода тока к электроду должны применяться изолированные гибкие провода (например, марки ПРГД) в защитном шланге для средних условий работы. При использовании менее гибких проводов следует присоединять их к электрододержателю через надставку из гибкого шлангового провода или кабеля длиной не менее 3 метров.
3.11. Для предотвращения загораний электропроводов и сварочного оборудования должен быть осуществлен правильный выбор сечения проводов по величине рабочего напряжения и плавких вставок электропредохранителей на предельно допустимый номинальный ток.
3.12. Запрещается прокладывать голые или с плохой изоляцией провода, а также применять кустарные электропредохранители и провода, не обеспечивающие прохождения сварочного тока требуемой величины.
3.13. Соединения жил сварочных проводов нужно производить при помощи опрессования, сварки, пайки, специальных зажимов. Подключение электропроводов к электродержателю, свариваемому изделию и сварочному аппарату производится при помощи медных кабельных наконечников, скрепленных болтами с шайбами.
3.14. Провода, подключенные к сварочным аппаратам, распределительным щитам и другому оборудованию, а также к местам сварочных работ, должны быть надежно изолированы и в необходимых местах защищены от действия высокой температуры, механических повреждений и химических воздействий.
Кабели (электропроводка) электросварочных машин должны располагаться от трубопроводов кислорода на расстоянии не менее 0,5 м, а от трубопроводов ацетилена и других горючих газов — не менее 1 м. В отдельных случаях допускается сокращение указанных расстояний вдвое при условии заключения газопровода в защитную металлическую трубу.
3.15. В качестве обратного провода, соединяющего свариваемое изделие с источником сварочного тока, могут служить стальные шины любого профиля, сварочные плиты, стеллажи и сама свариваемая конструкция, при условии если их сечение обеспечивает безопасное, по условиям нагрева, протекание сварочного тока.
Соединение между собой отдельных элементов, используемых в качестве обратного провода, должно выполняться весьма тщательно (с помощью болтов, струбцин или зажимов).
3.16. Использование в качестве обратного провода внутренних железнодорожных путей, сети заземления или зануления, а также металлических конструкций зданий, коммуникаций и технологического оборудования запрещается. Сварка должна производиться с применением двух проводов.
3.17. При проведении электросварочных работ в пожароопасных помещениях и сооружениях обратный провод от свариваемого изделия до источника тока выполняется только изолированным проводом, причем по качеству изоляции он не должен уступать прямому проводу, присоединяемому к электрододержателю.
3.18. Электрододержатели для ручной сварки должны быть минимального веса и иметь конструкцию, обеспечивающую надежное зажатие и быструю смену электродов, а также исключающую возможность короткого замыкания его корпуса на свариваемую деталь при временных перерывах в работе или при случайном его падении на металлические предметы. Рукоятка электрододержателя должна быть сделана из несгораемого диэлектрического и теплоизолирующего материала.
3.19. Электроды, применяемые при сварке, должны соответствовать ГОСТу и быть заводского изготовления, а также должны соответствовать номинальной величине сварочного тока.
При смене электродов в процессе сварки их остатки (огарки) следует выбрасывать в специальный металлический ящик, устанавливаемый у места сварочных работ.
3.20. Электросварочная установка на все время работы должна быть заземлена. Помимо заземления основного электросварочного оборудования в сварочных установках надлежит непосредственно заземлять тот зажим вторичной обмотки сварочного трансформатора, к которому присоединяется проводник, идущий к изделию (обратный проводник).
3.21. Сварочные генераторы и трансформаторы, а также все вспомогательные приборы и аппараты к ним, устанавливаемые на открытом воздухе, должны быть в закрытом или защищенном исполнении с противосыростной изоляцией и устанавливаться под навесами из несгораемых материалов.
3.22. Чистка агрегата и пусковой аппаратуры производится ежедневно после окончания работы. Ремонт сварочного оборудования должен производиться в соответствии с установленными правилами производства планово-предупредительных ремонтов.
3.23. Температура нагрева отдельных частей сварочного агрегата (трансформаторов, подшипников, щеток, контактов вторичной цепи и др.) не должна превышать 75°.
3.24. Сопротивление изоляции токоведущих частей сварочной цепи должно быть не ниже 0,5 мегом. Изоляция должна проверяться не реже 1 раза в 3 месяца (при автоматической сварке под слоем флюса — 1 раз в месяц) и должна выдерживать напряжение 2 кВ в течение 5 мин.
3.25. Питание дуги в установках для атомно-водородной сварки должно производиться от отдельного трансформатора. Не допускается непосредственное питание дуги через регулятор тока любого типа от распределительной сети.
3.26. При атомно-водородной сварке в горелке должно быть предусмотрено устройство автоматического отключения напряжения и прекращения подачи водорода в случае разрыва цепи.
Запрещается оставлять горелки без присмотра при горении дуги.
3.27. Расстояние от машин точечной, шовной и рельефной сварки, а также от машин для стыковой сварки до места нахождения сгораемых материалов и конструкций должно быть не менее 4 м при сварке деталей сечением до 50 кв. мм, а от машин для стыковой сварки деталей сечением свыше 50 кв. мм — не менее 6 м.
IV. Огневые работы с применением жидкого горючего
а) Резка металла
4.1. При бензо-керосинорезных работах рабочее место организуется так же, как и при электросварочных работах. Особое внимание следует обращать на недопустимость разлива и правильность хранения легковоспламеняющихся и горючих жидкостей, соблюдение режима резки и ухода за бачком с горючим.
4.2. Хранение запаса горючего на месте проведения бензорезных работ допускается в количестве не более сменной потребности. Горючее следует хранить в исправной небьющейся плотно закрывающейся специальной таре на расстоянии не менее 10 м от места производства огневых работ.
4.3. Для бензо-керосинорезных работ следует применять горючее без посторонних примесей и воды. Заполнять бачок горючим более 3/4 его объема не допускается.
4.4. Бачок для горючего должен быть исправным и герметичным. На бачке необходимо иметь манометр, а также предохранительный клапан, не допускающий повышения давления в бачке более 5 атм. Бачки, не испытанные водой на давление 10 атм, имеющие течь горючей жидкости или неисправный насос, к эксплуатации не допускаются.
4.5. Перед началом бензорезных работ необходимо тщательно проверить исправность всей арматуры бензо-керосинореза, плотность соединений шлангов на ниппелях, исправность резьбы в накидных гайках и головках.
4.6. Разогревать испаритель резака посредством зажигания налитой на рабочем месте горючей жидкости запрещается.
4.7. Бачок с горючим должен находиться не ближе 5 м от баллонов с кислородом и от источника открытого огня и не ближе 3 м от рабочего места резчика. При этом бачок должен быть расположен так, чтобы на него не попадали пламя и искры при работе.
4.8. При проведении бензо-керосинорезных работ запрещается:
а) производить резку при давлении воздуха в бачке с горючим, превышающем рабочее давление кислорода в резаке;
б) перегревать испаритель резака до вишневого цвета, а также подвешивать резак во время работы вертикально, головкой вверх;
в) зажимать, перекручивать или заламывать шланги, подающие кислород и горючее к резаку;
г) использовать кислородные шланги для подвода бензина или керосина к резаку.
б) Паяльные работы
4.9. Рабочее место при проведении паяльных работ должно быть очищено от горючих материалов, а находящиеся на расстоянии менее 5 метров сгораемые конструкции должны быть надежно защищены от возгорания металлическими экранами или политы водой.
4.10. Паяльные лампы необходимо содержать в полной исправности и не реже одного раза в месяц проверять их на прочность и герметичность с занесением результатов и даты проверки в специальный журнал. Кроме того, не реже одного раза в год должны проводиться контрольные гидравлические испытания давлением.
4.11. Каждая лампа должна иметь паспорт с указанием результатов заводского гидравлического испытания и допускаемого рабочего давления. Лампы снабжаются пружинными предохранительными клапанами, отрегулированными на заданное давление, а лампы емкостью 3 литра и более — манометрами.
4.12. Заправлять паяльные лампы горючим и разжигать их следует в специально отведенных для этой цели местах. При заправке ламп не допускать разлива горючего и применения открытого огня.
4.13. Для предотвращения выброса пламени из паяльной лампы заправляемое в лампу горючее должно быть очищено от посторонних примесей и воды.
4.14. Во избежание взрыва паяльной лампы запрещается:
а) применять в качестве горючего для ламп, работающих на керосине, бензин или смесь бензина с керосином;
б) повышать давление в резервуаре лампы при накачке воздуха более допускаемого рабочего давления согласно паспорту;
в) заполнять лампу керосином более чем на 3/4 объема ее резервуара;
г) подогревать горелку жидкостью из лампы, накачиваемой насосом;
д) отвертывать воздушный винт и наливную пробку, когда лампа горит или еще не остыла;
е) разбирать и ремонтировать лампу, а также выливать из нее или заправлять ее горючим вблизи открытого огня, допускать при этом курение.
4.15. Применять паяльные лампы для отогревания замерзших водопроводных, канализационных труб и труб пароводяного отопления в зданиях, имеющих сгораемые конструкции или отделку, категорически запрещается.
V. Варка битумов и смол
5.1. Котлы для растопления битумов и смол необходимо устанавливать на специально отведенных площадках, удаленных от вновь строящихся зданий, сгораемых построек и строительных материалов не менее чем на 50 м. Запрещается устанавливать котлы в чердачных помещениях и на покрытиях (за исключением несгораемых покрытий).
5.2. Каждый котел должен быть снабжен плотной несгораемой крышкой для защиты от атмосферных осадков и для тушения воспламеняющейся в котле массы, а также устройством, предотвращающим попадание битума при его вскипании в топочную камеру.
5.3. Во избежание выливания мастики в топку и ее загорания котел необходимо устанавливать наклонно так, чтобы его край, расположенный над топкой, был на 5 — 6 см выше противоположного. Топочное отверстие котла должно быть оборудовано откидным козырьком из несгораемого материала.
5.4. После окончания работ топки котлов должны быть потушены и залиты водой.
5.5. Для целей пожаротушения места варки битума необходимо обеспечить ящиками с сухим песком емкостью 0,5 куб. м, лопатами и пенными огнетушителями.
5.6. При работе передвижных котлов на сжиженном газе газовые баллоны в количестве не более двух должны находиться в металлических вентилируемых шкафах, устанавливаемых на расстоянии не менее 20 м от работающих котлов.
Указанные шкафы следует держать постоянно закрытыми на замки.
Хранение запасных баллонов с газом должно осуществляться в помещениях, отвечающих требованиям пожарной безопасности.
Приложение N 1
ТАЛОН
По технике пожарной безопасности к квалификационному
Удостоверению N ______
(Действителен только при наличии квалификационного
с «__» час. до «__» _____________ 19__ г. _________________________________
(подпись предст. пожарной охраны)
Инструктаж о мерах пожарной безопасности и выполнении предложенных в
разрешении мероприятий получил
__________________________________
(подпись лица, проводящего работы)
Ассоциация содействует в оказании услуги в продаже лесоматериалов: по выгодным ценам на постоянной основе. Лесопродукция отличного качества.
Сварочные работы относятся к одним наиболее опасных процедур, выполняемых на промышленном или бытовом объекте, с точки зрения пожарной безопасности. В процессе их проведения постоянно присутствует вероятность возникновения возгорания, которое может произойти от раскаленной электрической дуги, пламени газового резака или разгоряченных частиц металла, образующихся в процессе сварки. Кроме того, что сварочные работы могут спровоцировать пожар, они отличаются еще и высоким уровнем травматизма, который может получить сварщик, выполняя свою работу. Учитывая перечисленные факторы, пожарная безопасность при сварочных работах является важным аспектом, который следует учитывать, перед тем как приступить к сварке.
Пожарная безопасность при проведении сварочных работ
Требуемый уровень пожарной безопасности при проведении сварочных работ может обеспечиваться за счет реализации определенных мероприятий, общая цель которых направлена на то, чтобы:
предупредить возникновение возгорания;
исключить распространение огня на большую площадь;
создать условия для быстрой ликвидации пожара, если он все-таки возникнул;
обеспечить защиту сварщиков от ожогов и травм при выполнении сварочных процедур.
Согласно своду правил, описывающих пожарную безопасность при выполнении сварки, на объекте, где они выполняются, должны быть созданы такие условия, которые минимизируют риск возгорания и позволяют максимально быстро ликвидировать огонь, если произошло возгорание. Комплекс требуемых мероприятий включает в себя следующие:
организационные;
технические;
эксплуатационные;
режимные.
Организационные мероприятия предусматривают проведение обучений сварщиков правилам пожарной безопасности на объекте, разработку правил действия рабочего персонала в случае возникновения возгорания, проведение инструктажей о подготовке рабочего места, чтобы избежать возгораний во время сварочных процедур и. пр. Благодаря эффективному проведению такого рода мероприятий пожарная безопасность сварщика и объекта может обеспечиваться на очень высоком уровне.
Технические мероприятия предусматривают соблюдение всех правил и норм по использованию сварочной техники, подготовке систем питания сварочных аппаратов, вентиляционных систем, защитного заземления и пр.
Эксплуатационными мероприятиями предусматривается правильное использование оборудования, корректный выбор рабочих режимов, периодические технические работы и обслуживание используемой техники.
Режимные меры по обеспечению пожаробезопасности предусматривают установку соответствующих правил на объектах, которые должны беспрекословно выполняться всем персоналом.
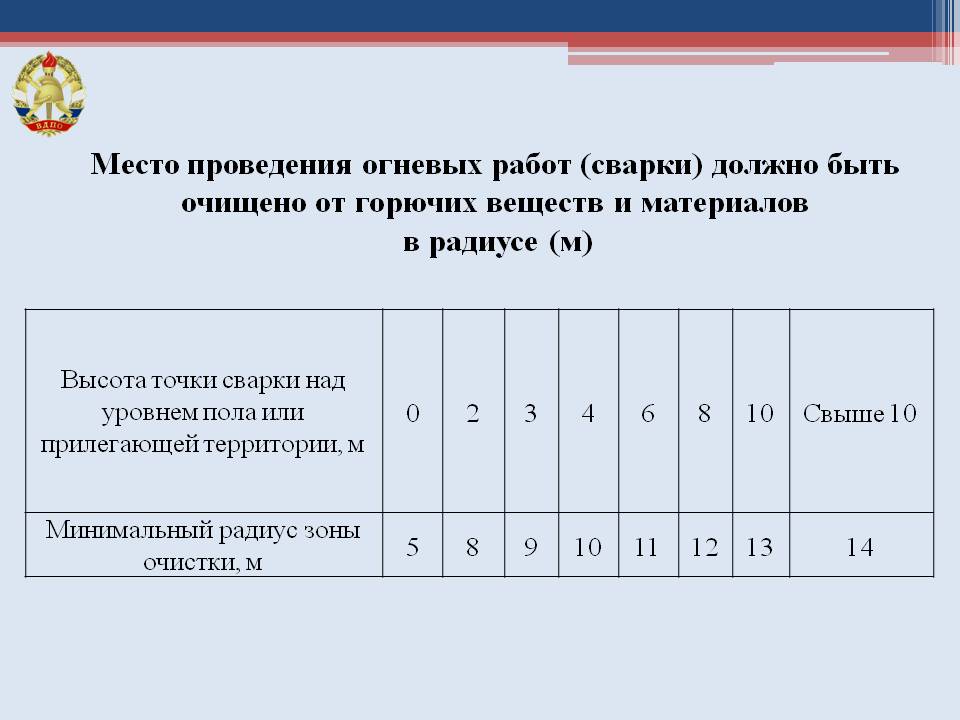
Высота точки сварки над уровнем пола
Правила пожарной безопасности при проведении сварочных работ предусматривают обязательную подготовку места, где будет производиться сварка. Нужно очистить определенный участок рабочей поверхности от воспламеняющихся веществ и материалов, которые могут загореться, когда на них попадает раскаленный металл. Ниже, в таблице приведен радиус площади рабочего места, которое очищается, в зависимости от того, на какой высоте располагается точка сварки.
Подготовка оборудования перед сваркой
Оборудование, с помощью которого и на котором будут производиться сварочные работы, должно быть определенным образом подготовлено.
Установки, которые будут использованы для электросварочных работ, должны быть оснащены контактором или рубильником, прибором для измерения рабочего тока, а также предохранителем в первичной цепи. Все электрические подключения должны осуществляться помощью болтовых соединений, используя медные кабельные наконечники.
Оборудование, которое предназначено для сварки с помощью газовых генераторов, может применяться на открытых площадках или в хорошо проветриваемых помещениях. Баллоны с используемым газом должны быть герметизированы, а давление внутри не должно превышать норму. Для максимальной безопасности их следует ограждать от места сварки и располагать не ближе 10 м к нему.
Защита от ожогов при проведении сварочных работ
Безопасность при проведении сварочных работ предусматривает обязательную защиту для сварщика, которая позволит избежать травматизма связанного с получением различных ожогов. Для защиты применяются:
очки, шлемы и щитки для защиты глаз и лица;
туфли с прорезиненной подошвой и резиновые сапоги для защиты ног;
каски для защиты головы;
защитная форма, исключающая ожоги частей тела;
респираторы и маски для защиты органов дыхания.
Взрывобезопасность сварщика
Пожарная безопасность сварщика предусматривает также его эффективную взрывозащиту. Взрывы при сварке возможны в следующих случаях:
если неправильно эксплуатируются, сохраняются или перевозятся баллоны с сжатым газом;
при обратном ударе пламени в ацетиленовом генераторе, если не сработал защитный водяной затвор;
если на штуцере кислородного баллона или редукторе появится масло;
в случае попадания на баллоны с газом прямых солнечных лучей или воздействия высоких температур;
если давление в баллоне будет выше допустимой нормы.
Чтобы избежать травматизма сварщика от взрыва перед началом работы следует убедиться в том, что исключается возникновение одной из перечисленных ситуаций.
Если же беда все-таки случилась, то уберечь от сильных травм помогут защитные средства, которые были перечислены выше.
Виды газов для сварки
Для осуществления сварочных работ могут применяться различные горючие газы. Среди основных следует отметить:
ацетилен;
водород;
метан;
пропан;
бутан;
нефтяной газ;
коксовый газ.
Кроме перечисленных газов, для сварки могут использоваться также и керосиновые или бензиновые пары.
В качестве защитных газов используются следующие:
аргон;
азот;
гелий;
углекислый газ.
Применение защитного газа позволяет исключить окисление места сварки, обеспечивая высокую надежность шва.
Инструкция по эксплуатации баллонов с газом
Если для сварки используется газовый агрегат, то одним из условий, гарантирующих безопасность при сварочных работах, является правильная эксплуатация газовых баллонов. Правила их использования предусматривают:
персонал, использующий и обслуживающий баллоны, должен быть проинструктирован и обучен поведению с такого рода взрывоопасными устройствами;
баллоны следует хранить в специальных помещениях или на открытом пространстве, исключив их нагревание и облучение солнечными лучами;
при расположении баллона в рабочем месте или для хранения он должен находиться более чем в 5-ти метрах от открытого пламени или более 1-го метра от отопительных радиаторов;
не допускается использовать баллоны с давлением выше нормы, а также при давлении ниже предельно допускаемого остаточного давления;
выпуск газа из баллона допускается совершать только через специальный редуктор, предусмотренный для данного вида газа.
Допустимые остаточные давления в ацетиленовых баллонах
Правила пожарной безопасности при проведении сварочных работ ограничивают не только максимальное давление в баллоне с горючим газом, а и значение остаточного давления. Запрещается отбирать газ-ацетилен из баллона полностью. Его можно расходовать до остаточного давления, величина которого, в зависимости от температуры внешней воздушной среды, составляет следующие значения.
Заключение
Правила пожарной безопасности при проведении сварочных работ являются важным аспектом, который гарантирует защиту сварщика от травматизма и ожогов, которые случаются, если не выполнять предписанные рекомендации. Свод правил по пожарной безопасности – это не просто один из многочисленных документов, а те требования, выполнив которые, человек останется невредим, а его работа будет отличаться высоким качеством. Кроме этого, выполнение правил пожарной безопасности при сварочных работах исключит возникновение пожара и повреждения имущества объекта, на котором проводятся сварочные работы.
По правилам пожарной безопасности (ППБ) в период организации огневых работ проводятся соответствующие . Правила определяют, что ответственность за проведение мероприятий, контроль соблюдения норм пожарной безопасности несет глава предприятия либо физическое лицо, выполняющее обязанности руководства данного предприятия, в котором будут проведены огневые работы.
Ответственность всей организации противопожарных мероприятий, выполнение предварительной подготовки помещений в полной мере ложится на руководство учреждения. Руководитель обязуется предпринять все меры для того, чтобы предотвратить все возможные нарушения, влекущие за собой возникновение пожаро- и взрывоопасных ситуаций.
Разновидности огневых работ
Противопожарные правила определяют такие виды огневых работ:
газосварочные;
электросварочные;
паяльные;
нарезка металлических изделий.
Из перечисленных видов к самым огнеопасным принято относить сварку и резку металлических изделий. Пожарную опасность несут брызги расплавленного металла, образующиеся во время выполнения сварки или резки.
Пар и газы при соединении с кислородом, содержащимся в воздухе, могут образовывать смеси, приводящие при определенной концентрации к взрыву.
Искры и брызги металла вызывают обугливание пакли, толи, марли и картона в виде следа. Хотя время существования искры составляет около трех-пяти секунд, за это время в обтирочной ветоши начинается процесс тления, который может перейти в возгорание. Искры от сварки могут воспламенить промасленную ветошь на расстоянии до 10 м, а пакля — до 16 м.
Требования пожарной безопасности при проведении огневых работ включают в себя 3 этапа:
подготовительный;
соблюдение пожарной безопасности в процессе этапа огневых работ;
контроль на завершающем этапе.
Общие требования
Огневые работы проводятся в дневное рабочее время (исключением может являться только аварийная ситуация, требующая экстренного вмешательства). Обслуживающий персонал обязан в промежуток времени три часа после завершения всех огневых работ производить осмотр рабочих мест на предмет появления признаков возгорания, тления, образования источника задымления. При необходимости, нужно принимать все необходимые меры по их устранению.
В ситуации, когда необходимо провести внеплановые огневые работы — в нерабочий период времени, в выходные либо праздничные дни, то данные действия разрешено предпринимать только после заблаговременного издания и оглашения приказа на предприятии.
Персонал, допускаемый до проведения огневых работ, обязан иметь удостоверение, подтверждающее его квалификацию.
Каждый работник, приступающий к работе, обязан пройти инструктаж и получить необходимый допуск, перейти к выполнению внеплановых работ. Допуск должен сопровождаться подписью руководителя предприятия, несущего всю ответственность за проведение операции.
Территория проведения огневых работ может быть постоянная и временная. Сектором регулярного проведения работ может быть участок, цех, включающий в себя до 10-ти рабочих мест. Техника безопасности требует хранить баллоны с кислородом в помещении, отдельном от рабочей мастерской. Место каждого работника оснащается только 1 запасным баллоном.
Комиссия подразделения, где размещаются места проведения плановых огневых работ, обязана составить акт соответствия рабочего места всем требованиям и мерам пожарной безопасности. К нему прилагается план помещений с привязкой рабочих мест к оборудованию. Данный акт утверждается подписью несущего ответственность руководящего лица, после чего утверждается приказом по предприятию.
Этап подготовительных работ
Согласно настоящим правилам по безопасности, прежде чем начать проводить огнеопасные работы любого рода, нужно осуществить предварительную подготовку всей территории помещения, технологического оборудования и прочих коммуникаций предприятия.
Руководство, несущее ответственность за технику безопасности и весь рабочий процесс, обязуется ограничить потенциально опасную зону и отметить ее познавательными знаками.
Все механизмы, на которых планируется произвести работы, обязательно должны быть отсоединены от функционирующих коммуникаций заглушками, или проведены компенсирующие мероприятия.
Время, на протяжении которого были установлены заглушки, должно быть зафиксировано в журнале. Пусковая аппаратура приводится в неактивное состояние, принимаются меры, гарантирующие невозможность ее непредвиденного запуска.
Меры пожарной безопасности при проведении огневых работ требуют оснащения рабочего места обязательным набором средств для пожаротушения (ведро конической формы, полкубометра песка, огнетушитель, полотно из асбеста размерами 2х1,5 м.).
Сварочное оборудование требует очистки от веществ, что могут спровоцировать возникновение пожаро- и взрывоопасной ситуации. Метод вентиляции, промывки и пропарки определяется в зависимости от типа используемого оборудования.
Помещение должно быть оснащено природной или принудительной вентиляцией, прежде чем начать работы. Все люки и отверстия, ведущие в другие помещения или на соседние этажи, должны быть плотно закрыты перегородками. Если стены изготовлены или покрыты легковоспламеняющимися материалами, то они должны быть ограждены защитными панелями. Они предотвращают попадание на поверхность стен искр в процессе работы.
Рабочее место должно быть освобождено от горючих и потенциально опасных веществ, а также обеспечена очистка по территории в радиусе 5-15 метров. Двери, ведущие в близлежащие отделения, плотно закрываются, а окна должны быть открыты.
Этапы, по которым должны проводиться огневые работы
Руководящее лицо, несущее ответственность за ведение огневых работ, обязуется собственнолично провести проверку соответствия правилам техники безопасности рабочего места, действительности удостоверений и наряда-допуска у персонала. В случае соответствия проводится инструктаж, обязательно подтвержденный подписью в журнале, и дает разрешение на начало проведения работ.
В процессе проведения работ запрещается использование неисправного оборудование. Работник, форма которого имеет на себе следы любого рода горючих жидкостей, не может быть допущен к выполнению работ.
В момент завершения работы все механизмы и электрооборудование необходимо отключить от электросети, в газовых баллонах выпускают остатки газов или/и жидкости, в паяльных лампах давление сводят к нулю.
Соблюдение правил технической безопасности при резке металла
Работнику запрещено подвешивать резак головкой вверх во время перерывов в работе, менять назначение шлангов. Газовое давление в баке с горючим не должно быть выше, чем давление кислорода в резаке. Работающий резчик отвечает за недопущение разлива жидкостей и возможности их воспламенения.
Правила безопасности требуют размещения горючих веществ на расстоянии десяти метров от места труда рабочего мастера.
Правила проведения паяльных работ
Во время пайки, рабочее место мастера должно находиться полностью очищенным от любого рода материалов, которые могут стать причиной возникновения пожароопасной ситуации.
Все горючие материалы должны находиться на расстоянии не менее 5 метров от места работы, и быть надежно защищены экранами и щитами, исполненными из специальных невоспламеняющихся материалов.
Паяльные лампы, предназначенные для функционирования на керосиновом топливе, запрещено наполнять иными горючими веществами. В процессе заправки лампы запрещено использование открытого огня. Количество горючего, залитое в паяльную лампу, должно составлять не больше, чем три четверти от ее объема.
Каждый месяц обязательно должна проводиться плановая проверка герметичности паяльных ламп. Как минимум один раз в течение года проводятся гидроиспытания, результаты которых фиксируются в журнале испытаний.
Проведение сварочных работ
Пожарная безопасность при проведении сварочных работ предусматривает выполнение ряда требований.
При электросварочных работах разрешено использование только стандартных электродов. Прежде чем начать работы, их просушивают при заявленном в техпаспорте температурном режиме. Остатки помещаются в металлоконтейнер, которым должно быть оборудовано каждое рабочее место.
Категорически запрещается использовать электрические провода, у которых повреждена изоляция. От питающих электропроводов, идущих к сварочной установке, должно соблюдаться расстояние не менее полуметра от трубопроводов с кислородом, и больше метра от трубопроводов с другими газами.
Для электросварочного оборудования выполняется обязательное заземление. Провода, используемые в электросварочных аппаратах для подключения, должны соединяться с использованием специальных зажимов, сварки, пайки.
Правила хранения и использования карбида кальция
Карбид кальций хранят в отдельном и хорошо вентилируемом помещении. При хранении категорически запрещено использование огня, в том числе курение. Правила пожарной безопасности при проведении сварочных работ запрещают использовать открытый огонь.
Объем наполненности баллона карбидом кальция не должен превышать половины. При этом использование пыльной фракции карбида кальция и его повышенной грануляции категорически запрещено.
При работах с карбидом кальция категорически запрещается использовать медный инструмент и медь как припой для ремонта ацетиленовой аппаратуры.
Ацетиленовые генераторы в момент осуществления газосварочных работ нужно оградить от сектора сварки. Их расстояние при этом должно быть не менее десяти метров. Обязательно размещение предупреждения о запрете курения в области размещения ацетиленового генератора при проведении сварочных работ.
По завершению всех работ остатки из баллонов должны сливаться в бак для ила либо траншею, огражденную перилами и предупреждающими знаками.
Разогрев битума и безопасность
Варка битума проводится в специальных котлах, устанавливаемых так, чтобы край, располагающейся над топкой, был выше противоположного. Котлы оснащаются специальной крышкой. Сухой котел заполняется на три четверти от полного объема.
6. Меры пожарной безопасности при производстве сварочных и других огневых работ
6.1. Сварочные и другие огневые работы, связанные с применением открытого пламени, можно проводить лишь с письменного разрешения лиц, ответственных за пожарную безопасность на данном строительстве, указанных в п. 1.3 и 1.4 настоящих Правил и в строгом соответствии с Правилами пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства, главой СНиП «Техника безопасности в строительстве», ГОСТ 12.0.003-75 «ССБТ. Работы электросварочные. Общие требования безопасности» и настоящими Правилами.
6.2. В случае проведения огневых работ администрация строительства должна разрабатывать мероприятия по обеспечению пожарной безопасности строящегося объекта, ставить в известность местную пожарную охрану, добровольную пожарную дружину, назначить и инструктировать лиц, непосредственно отвечающих за соблюдение правил пожарной безопасности на месте производства работ.
Ответственное лицо обязано установить контроль за выполнением мероприятий пожарной безопасности исполнителями (электросварщиками, газосварщиками и др.) в период проведения огнеопасных работ.
6.3. Порядок организации и проведения огневых работ на пожаро- и взрывоопасных предприятиях определяется особыми положениями и инструкциями, разрабатываемыми и утверждаемыми госгортехнадзором и согласованными с органами госпожнадзора.. Пои этом во всех случаях разрешение на право проведения огневых работ на таких объектах выдается только главным инженером строительства (строительного управления и строительно-монтажного управления) или лицами, его заменяющими.
При реконструкции и капитальном ремонте гостиниц и других общественных зданий электросварочные работы, работы по ремонту газовых коммуникаций и приборов, а также электрооборудования следует производить только после того, как из этих зданий (смежных помещений) проживающие там люди будут выселены.
6.4. К огневым работам допускаются лица, прошедшие противопожарный техминимум и имеющие специальные квалификационные удостоверения и специальный талон на право допуска к огневым работам.
6.5. Постоянные сварочные работы следует проводить в сварочной мастерской, огороженной несгораемыми конструкциями и имеющей изолированные помещения для ацетиленовых генераторов, кислородных баллонов и сварочных постов. Помещение для ацетиленовых генераторов должно иметь вентиляцию и легкосбрасываемые конструкции.
Устанавливать генераторы в подвальных помещениях не разрешается.
6.6. При выполнении временных огневых работ на открытой площадке для защиты сгораемых конструкций от действий тепла и искр электрической дуги рабочие места необходимо защищать переносными несгораемыми ограждениями (защитными экранами).
Места огневых работ и установки сварочных агрегатов и трансформаторов должны быть очищены от сгораемых материалов в радиусе не менее 5 м.
6.7. Сварщик, резчик или паяльщик может приступить к огневым работам только при наличии письменного разрешения ответственного за пожарную безопасность лица и после выполнения всех требований пожарной безопасности (наличие средств пожаротушения, очистка рабочего места от сгораемых материалов, защита сгораемых конструкций металлическими экранами и листами, поливка их водой, принятие мер против разлета искр и попадания их на сгораемые конструкции, нижележащие площадки и этажи). При работе на высоте внизу должен находиться наблюдающий за разлетом сварочных искр и брызг:
Сварщики, работающие на высоте, должны иметь металлическую коробку для сбора электродных огарков.
При силе ветра более 6 баллов электрогазосварочные работы на высоте запрещаются.
6.8. Электрогазосварочные работы в строящихся холодильниках можно вести только в камерах и отсеках, освобожденных от сгораемых материалов, с нанесенными покровными слоями (штукатурки, бетонных или армобетонных стяжек и др.) и наличием противопожарных поясов.
6.9. При строительно-монтажных работах на градирнях огневые работы необходимо выполнять до заполнения и обшивки их сгораемыми материалами. Во время проведения ремонтных огневых работ на градирнях с обшивкой из сгораемых материалов необходимо систематически производить водяное орошение.
6.10. Совмещать сварочные работы с работами, связанными с применением легковоспламеняющихся и горючих жидкостей, не разрешается. Огневые работы следует заканчивать до начала устройства сгораемых полов, укладки сгораемой термоизоляции, отделочных и других работ, связанных с применением сгораемых материалов.
6.11. В наиболее пожаро- и взрывоопасных местах, а также при большом объеме сварочных работ необходимо выставлять пожарные посты из обслуживающего персонала, добровольной пожарной дружины или личного состава пожарной охраны.
6.12. Перед началом электрогазосварочных работ необходимо проверить исправность сварочных трансформаторов, изоляции проводов, шлангов, генераторов, а также плотность контактных соединений.
6.13. Место огневых работ необходимо обеспечивать средствами пожаротушения (огнетушителями или ящиком с песком, лопатой и ведром с водой). При наличии внутреннего противопожарного водопровода к месту проведения огневых работ от пожарных кранов должны быть проложены пожарные рукава со стволами. Все рабочие, занятые на огневых работах, должны уметь пользоваться первичными средствами пожаротушения, а в случае пожара обязаны немедленно вызвать пожарную часть и принять меры к ликвидации загорания имеющимися средствами.
6.14. После окончания сварочных и других огневых работ ответственный за проведение этих работ обязан тщательно проверить рабочее место, а также нижележащие площадки и этажи с целью обнаружения скрытых очагов загораний, полить водой сгораемые конструкции, устранить нарушения, могущие привести к возникновению пожара, а при необходимости выставить посты.
6.15. При газосварочных работах переносные ацетиленовые генераторы необходимо устанавливать на открытых площадках. Допускается временная их работа в хорошо проветриваемых помещениях.
Запрещается разводить открытый огонь, курить и зажигать спички в пределах 10 м от кислородных и ацетиленовых баллонов, газогенераторов и иловых ям.
6.16. Замерзшие ацетиленовые генераторы разрешается отогревать только горячей водой или паром.
6.17. При хранении баллонов с газами следует руководствоваться правилами устройства и безопасной эксплуатации сосудов, работающих под давлением.
Баллоны с газами (не более 50) нужно хранить в самостоятельных складских помещениях (зданиях) или под навесами, выполненными из несгораемых конструкций и защищенными от прямого попадания солнечных лучей.
Баллоны с горючим газом, устанавливаемые в помещениях, должны находиться на расстоянии не менее 1,5 м от приборов отопления. Хранить в одном помещении баллоны с кислородом и горючими газами, а также с карбидом кальция, красками и маслами запрещается.
В сварочной мастерской должно быть не более пяти кислородных и пяти ацетиленовых запасных баллонов.
На рабочем месте разрешается иметь не более двух баллонов: один — рабочий, другой — запасной.
6.18. Карбид кальция следует хранить в металлических закрытых барабанах в отдельно стоящих неотапливаемых сухих зданиях, имеющих естественную вентиляцию. Укладывать барабаны разрешается не более чем на два яруса с прокладкой между ними досок. При этом здания складов вместимостью до 5000 кг могут быть любой степени огнестойкости.
Если вместимость склада 5000 кг и более, здание должно быть I или II степени огнестойкости и разделено несгораемыми стенами на отсеки вместимостью не более 5000 кг каждый.
Во избежание попадания влаги пол в складах карбида кальция должен быть приподнят над уровнем земли не менее чем на 0,2 м. Запрещается размещать склады для хранения карбида кальция в подвальных помещениях и низких затапливаемых местах.
6.19. При производстве электрогазосварочных работ запрещается:
работать при неисправной аппаратуре;
сваривать, резать или паять свежеокрашенные конструкции, не дождавшись полного высыхания на них краски;
допускать соприкосновение сварочного электрокабеля с баллонами со сжатыми газами;
сваривать, резать, паять или нагревать открытым огнем сосуды, находящиеся под давлением; цистерны, баки, резервуары из-под легковоспламеняющихся и горючих жидкостей и масел без предварительной тщательной промывки их и последующей пропарки или заполнения инертным газом;
одновременно работать электросварщикам и газосварщикам (газорезчикам) внутри закрытых емкостей и помещений.
6.20. Негашеную известь необходимо хранить в закрытых отдельно стоящих складских помещениях. Пол этих помещений должен быть приподнят над уровнем земли не менее чем на 0,2 м. При хранении негашеной извести следует предусматривать мероприятия, предотвращающие попадание влаги и воды.
Ямы для гашения извести разрешается располагать на расстоянии не менее 5 м от склада хранения ее и не менее 15 м от других зданий, сооружений и складов.
7. Монтаж и эксплуатация временных электросетей и электрооборудования
7.1. Временные электрические сети и электрооборудование во всех зданиях, расположенных на строительных площадках, должны соответствовать Правилам устройства электроустановок и главе СНиП «Техника безопасности в строительстве», а также Инструкции по монтажу электрооборудования пожароопасных установок напряжением до 1000 В, СНиП «Электротехнические устройства. Правила организации и производства работ. Приемка в эксплуатацию» и настоящим Правилам.
7.2. Временную проводку на строительной площадке следует выполнять изолированным проводом и подвешивать на тросе и надежных опорах на высоте не менее 2,5 м над рабочим местом, 3 м над проходами и 6 м — над проездами.
На высоте менее 2,5 м от земли, пола или настила электрические провода должны иметь защиту от механических повреждений.
Электролампы общего освещения напряжением 110 и 220 В следует подвешивать на кронштейнах на высоте не менее 2,5 м от пола.
Расстояние от светильника до сгораемых и трудносгораемых материалов должно быть не менее 0,5 м.
В случае необходимости подвески светильников на высоте менее 2,5 м над полом следует применять напряжение не выше 36 В.
7.3. Неизолированные токоведущие части электрических устройств (шины, контакты рубильников и предохранителей, зажимы электрических машин и аппаратов и т. п.) должны быть защищены надежными ограждениями или находиться в специальных электротехнических помещениях.
В качестве переносных ламп должны применяться специально предназначенные для этой цели светильники заводского изготовления. Ручной переносной светильник должен иметь стеклянный колпак и защитную металлическую сетку, устройство для подвески и шланговый провод с вилкой.
Для переносных светильников в условиях строительства напряжение должно быть не выше 36 В, а в особо опасных местах (особо сырые участки, колодцы, металлические резервуары, котлы и т. п.) — не выше 12 В.
Запрещается применять стационарные светильники в качестве ручных переносных ламп.
7.4. В складских помещениях общий электрорубильник должен располагаться вне помещений склада на несгораемой стене, а для сгораемых зданий складов — на отдельно стоящей опоре, заключенной в шкаф или нишу с приспособлением для опломбирования.
7.5. В местах соединений и ответвлений жилы проводов и кабелей должны иметь изоляцию, равноценную изоляции этих проводов и кабелей.
Соединять, ответвлять и оконцовывать жилы проводов и кабелей следует при помощи опрессовки, сварки, пайки и специальных зажимов (винтовых, болтовых, клиновых и т. п.) в соответствии с действующими инструкциями.
7.6. При эксплуатации электросетей и электрооборудования запрещается:
использовать провода с поврежденной изоляцией и с другими неисправностями в электросетях, могущими вызвать искрение;
оставлять под напряжением неизолированные концы электрических проводов и кабелей;
применять некаблированные плавкие вставки и различные предохранители кустарного изготовления;
допускать соприкосновения электрических проводов с металлическими конструкциями;
оставлять без присмотра включенные в электросеть электроприборы и электрооборудование;
применять для отопления и сушки самодельные электронагревательные приборы.
7.7. В случае применения на строительной площадке осветительных прожекторов их следует устанавливать на отдельных опорах. Запрещается устанавливать их на сгораемых кровлях строений и зданий.
7.8. Управление электрическими сетями на строительной площадке должно предусматривать возможность отключения всех находящихся под напряжением проводов в пределах отдельных объектов и на участках в нерабочее время.
7.9. Ответственность за исправность электроустановок и электропроводов и правильность подключения электрооборудования должна быть возложена на инженера-электрика приказом начальника строительства (начальника управления, управляющего трестом и т. д.).
8. Меры пожарной безопасности при сушке помещений газовыми горелками инфракрасного излучения и воздухонагревателями, работающими на газе и жидком топливе
А. Меры пожарной безопасности при сушке помещений газовыми горелками инфракрасного излучения
8.1. Для монтажа передвижных и стационарных установок допускаются газовые горелки инфракрасного излучения только заводского изготовления, имеющие паспорт завода-изготовителя и оборудованные автоблокировкой, прекращающей подачу газа при погасании горелки.
8.2. К монтажу и эксплуатации передвижных и стационарных установок с газовыми горелками инфракрасного излучения допускается персонал, прошедший техминимум по газовому делу по специальной программе, согласованной с госгортехнадзором, имеющий квалификационные удостоверения с правом допуска к газовым работам.
8.3. Весь персонал, работающий в помещениях, где применяются передвижные или стационарные установки с газовыми горелками инфракрасного излучения, независимо от профессии и ведомственной подчиненности должен получить инструктаж об основных правилах эксплуатации этих установок.
8.4. Передвижные установки с газовыми горелками инфракрасного излучения устанавливают на полу на специальной устойчивой подставке. При работе сжиженным газом передвижной установки с баллоном, расположенным отдельно, баллон должен находиться на расстоянии не менее 1,5 м от установки и других отопительных приборов, а от электросчетчиков, выключателей и розеток- не менее 1 м.
8.5. Длина шлангов при монтаже установок на сжиженном газе должна быть возможно меньшей, обеспечивающей удобство работ. Расстояние от наиболее удаленного места до узла присоединения не должно превышать 30 м. При большей удаленности установки от газовой сети необходимо прокладывать временный газопровод из стальных труб, а подсоединение к нему горелок осуществлять гибкими шлангами.
Гибкие шланги должны быть соединены с редуктором, трубопроводами с помощью хомутов с болтами и гайками, обеспечивающими герметичность соединения. Прокладывать гибкие шланги следует на высоте не менее 2 м, не допуская их перегибов и защемлений.
8.6. Расстояние от газового излучателя передвижной или стационарной установки до сгораемых конструкций должно быть не менее 1 м, до трудносгораемых — 0,7 м, до несгораемых — 0,4 м.
8.7. Число рабочих, обслуживающих передвижные и стационарные установки с газовыми горелками инфракрасного излучения на объекте, определяется с учетом местных условий и должно быть достаточным для обеспечения систематического надзора за всеми действующими установками (например, для передвижных установок — один рабочий на секцию жилого дома или на этаж при наличии монтажных проемов между секциями; для стационарных установок — один рабочий на одну установку).
8.8. Дежурный рабочий, занимающийся непосредственно эксплуатацией передвижных установок, должен следить за их исправным состоянием и регистрировать в журнале поэтажное размещение установок.
8.9. В каждом строительном и строительно-монтажном управлении, где применяются газовые излучатели, должен быть ответственный из числа ИТР за эксплуатацию газового оборудования, назначенный приказом начальника строительства.
8.10. В помещении, где производят сушку, а также вблизи работающей установки разрешается иметь лишь подключенный к ней баллон со сжиженным газом. Неработающие или использованные баллоны следует убирать с рабочего места в специальные складские помещения на строительной площадке. Хранить баллоны с газом и порожние баллоны в пределах зданий не разрешается.
8.11. Место установки баллонов с газом должно быть ограждено и иметь ящик с песком объемом не менее 0,5 м 3 , лопату и два огнетушителя.
Расстояние от баллонов до зданий и сооружений, а также другие требования должны соответствовать главе СНиП «Газоснабжение. Внутренние и наружные устройства».
8.13. В местах, где работают передвижные и стационарные установки с газовыми горелками инфракрасного излучения, запрещается производить сварочные, малярные, столярные или слесарные работы, размещать баллоны с кислородом, ацетиленом, хранить легковоспламеняющиеся и горючие жидкости, сгораемые материалы.
8.14. Число газовых излучателей, одновременно работающих в помещениях, следует принимать исходя из технологических надобностей из расчета теплопроизводительности 1260 кДж/ч на 1 м 3 объема помещений. При увеличении числа излучателей по сравнению с приведенными нормами необходимо принимать меры к повышению воздухообмена помещения (устраивать принудительную вентиляцию).
Для эффективной сушки и создания безопасных условий труда во время работы передвижных установок с газовыми горелками инфракрасного излучения в помещении должен быть организован воздухообмен (проветривание через форточки). В помещениях без естественного проветривания установка горелок запрещается.
8.15. При утечке газа из баллонов или трубопроводов необходимо немедленно потушить все огни, удалить людей из помещений, принять меры к проветриванию и сообщить о случившемся в аварийную службу горгаза.
8.16. При эксплуатации горелок инфракрасного излучения запрещается:
оставлять работающую установку без присмотра;
включать горелку с поврежденной керамикой;
пользоваться установкой, если в помещениях появился запах газа;
пользоваться установками на газе одновременно с нагревательными установками на твердом топливе;
пользоваться огнем вблизи баллонов.
8.17. При работе на открытых площадках (для обогрева, рабочих мест и сушки увлажненных участков) следует применять только ветроустойчивые горелки (например, ГИИ-1 и др.).
Б. Меры пожарной безопасности при эксплуатации воздухонагревателей (теплогенераторов), работающих на газе и жидком топливе
8.18. Для сушки помещений строящихся зданий должны применяться только воздухонагреватели заводского изготовления, имеющие инструкции о правилах их эксплуатации.
8.19. К обслуживанию воздухонагревателей допускаются лица, обученные обращению с ними, изучившие инструктаж по их эксплуатации, прошедшие противопожарный инструктаж и имеющие квалификационное удостоверение на право работы на них,
8.20. Воздухонагревательные установки должны размещаться не ближе 5 м от строящегося здания.
8.21. Топливная емкость для воздухонагревателя должна быть объемом не более 200 л и находиться на расстоянии не менее 10 м от воздухонагревателя и не менее 15 м от строящегося здания. Топливо к воздухонагревателю следует подавать по металлическому трубопроводу.
8.22. При работе воздухонагревателя на газе подача газа к нему допускается по трубопроводу с давлением не более 5 Па.
8.23. Нагретый воздух надлежит подавать в здание по металлическому воздуховоду через дверные или оконные проемы. При прохождении воздуховода около сгораемых конструкций дверных и оконных проемов должна устраиваться противопожарная разделка в соответствии с п. 9. 5 настоящих Правил.
8.24. При эксплуатации воздухонагревательной установки запрещается:
а) оставлять без присмотра работающий воздухонагреватель;
б) работать на установке, имеющей нарушенную герметичность топливопроводов и арматуры, вызывающую подтекание топлива, неплотность соединения форсунки с воздухонагревателем и другие неисправности;
в) работать при неотрегулированной форсунке;
г) применять резиновые шланги и муфты для соединения топливопроводов;
д) отогревать топливопроводы открытым пламенем;
е) устраивать сгораемые ограждения около установки и емкости с топливом;
ж) заливать топливо в действующий теплогенератор или калорифер.
9. Меры пожарной безопасности при эксплуатации отопительных устройств
9.1. Во всех временных сооружениях, где возможна установка центрального отопления, допускается устройство печного отопления, отвечающего требованиям главы СНиП «Каменные конструкции. Правила производства и приемки работ» и СНиП
«Отопление, вентиляция и кондиционирование воздуха».
9.2. Кладку печей должны производить печники, имеющие удостоверение, выданное ведомственной квалификационной комиссией на право производства печных работ.
9.3. При устройстве временных металлических печей должны быть соблюдены следующие требования пожарной безопасности:
а) высота ножек у металлических печей без футеровки должна быть не менее 0,2 м. Сгораемые полы под печами должны быть изолированы одним рядом кирпичей, уложенных плашмя на глиняном растворе, или асбестовым картоном толщиной 12 мм с обшивкой сверху кровельной сталью.
Металлические печи следует устанавливать на расстоянии не менее 1 м от деревянных конструкций здания, не защищенных от возгорания, и не менее 0,7 м от конструкций, защищенных от возгорания:
б) при установке металлических печей без ножек, а также временных кирпичных печей на деревянном полу, основание под печью должно быть из четырех рядов кирпичей, уложенных плашмя на глиняном растворе, причем один или два ряда кладки разрешается делать с шанцами (пустотами).
Перед топочным отверстием печи должен быть прибит предтопочный лист из кровельной стали размером 0,7х0,5 м или сделана кирпичная выстилка такого же размера в один ряд на глиняном растворе.
9.4. Металлические трубы, прокладываемые под сгораемым потолком или параллельно сгораемым стенам и перегородкам, должны отстоять от них не менее чем на 0,7 м, если нет изоляции на трубе, и не менее чем на 0,25 м при наличии на трубе изоляции и недопустимости повышения температуры на поверхности трубы выше 90 °С.
9.5. Прокладывать металлические дымовые трубы через сгораемые перекрытия не разрешается.
Дымовые трубы зданий со сгораемыми кровлями должны снабжаться искроуловителями (металлическими сетками с отверстиями не более 5 мм). При выведении металлической дымовой трубы через окно (при отсутствии лесов) в нее должен быть вставлен заменяющий разделку лист из кровельного железа размером не менее трех диаметров дымовой трубы. Конец трубы следует выводить за стену здания не менее чем на 0,7 м и заканчивать направленным вверх патрубком высотой не менее 0,5 м. Патрубок, выведенный из окна верхнего этажа, должен подниматься выше карниза на 1 м. На патрубке должен быть установлен колпачок для предохранения от разлета искр и попадания атмосферных осадков.
9.6. Складирование топлива непосредственно перед топочными отверстиями печей запрещается.
9.7. Топить печь следует под постоянным надзором специально выделенных истопников. Для сушки строящихся помещений на каждые четыре печи сушильных агрегатов должен быть один истопник. Истопники должны быть проинструктированы о правилах безопасности.
9.8. Запрещается разжигать печи керосином, бензином или другими пожароопасными жидкостями; применять для топки печей дрова, длина которых превышает размеры топливника; топить печи с открытыми дверцами; топить углем, коксом или газом печи, не приспособленные для этой цели. Не разрешается сушить на печах и около них обувь и одежду. Для этой цели должны быть специально оборудованные сушилки.
9.9. Очищать дымоходы и печи от сажи необходимо перед началом и в течение всего отопительного сезона не реже 1 раза в два месяца для отопительных печей, 1 раза в месяц для кухонных плит кипятильников (независимо от отопительного сезона) и 2 раза в месяц для специальных печей долговременной топки (в столовых, сушилках и др. ).
Исправность всех печей и дымоходов следует тщательно проверять перед началом отопительного сезона и не менее 1 раза в середине сезона.
10. Водоснабжение и средства пожаротушения
10.1. Прокладку постоянной наружной водопроводной сети и установку пожарных гидрантов, а также строительство пожарных водоемов и других водоисточников следует производить с таким расчетом, чтобы к началу основных строительных работ ими можно было пользоваться для тушения пожаров.
10.2. Когда строительство постоянных источников водоснабжения к началу основных строительных работ закончить невозможно и вблизи него отсутствуют естественные водоисточники, необходимо прокладывать временные пожарные водопроводы или устраивать временные пожарные водоемы.
10.3. Объем временных пожарных водоемов и их число, а также расположение на строительстве должен определить начальник строительства, исходя из размеров строящегося объекта, имеющегося пожарного подразделения и оборудования и вооруженности близко расположенных пожарных частей, которые могут прибыть на помощь при пожаре.
Минимальный объем водоема должен составлять 100 м 3 . Водоемы следует размещать из условия обслуживания ими зданий, находящихся в радиусе: при наличии автонасосов — 200 м: при наличии мотопомп — 100-150 м (в зависимости от типа мотопомпы).
Расстояние от водоемов до зданий III, IV, V степеней огнестойкости и до открытых складов сгораемых материалов должно быть не менее 30 м, а до зданий I и II степеней огнестойкости — не менее 10 м. Радиус обслуживания пожарных гидрантов 150 м.
10.4. Искусственные водоемы, расположенные на территории строительства, должны быть утеплены и иметь подъезды с площадкой размером 12х12 м для маневрирования пожарных автомобилей. Уровень воды в водоемах должен обеспечивать возможность ее забора пожарными насосами.
Если вблизи строительства расположены естественные водоисточники (реки, пруды, озера), то к ним должны быть устроены подъезды и пирсы для пожарных автомобилей. В зимнее время на них необходимо устраивать «незамерзающие»
проруби.
10.5. Внутренний противопожарный водопровод и автоматические системы пожаротушения, предусмотренные проектом, необходимо монтировать одновременно с возведением объекта. Противопожарный водопровод должен вводиться в действие к началу отделочных работ, а автоматические системы пожаротушения — к моменту пусконаладочных работ.
10.6. Строящиеся здания, временные сооружения, а также подсобные помещения должны быть обеспечены первичными средствами пожаротушения.
Использовать средства пожаротушения не по прямому назначению запрещается.
10.7. В зимнее время при температуре ниже 1 °С во избежание замерзания раствора огнетушителей, находящихся на открытом воздухе или в неотапливаемых помещениях, необходимо помещать их группами в ближайшие утепленные будки или другие помещения, находящиеся на расстоянии друг от друга не более 50 м. О местонахождении средств пожаротушения должны быть вывешены надписи или соответствующие указатели.
10.8. Для размещения личного состава пожарной охраны или добровольной пожарной дружины и пожарного оборудования до начала строительства основных сооружений и строительной базы должно быть построено или выделено соответствующее утепленное помещение.
Пожарные депо, предусмотренные проектом, должны возводиться в первую очередь строительства. Заселение их различными службами заказчиков и подрядчиков запрещается.
11. Пожарная связь и сигнализация
11.1. Каждая новостройка должна иметь телефонную связь для вызова пожарных частей. Доступ к телефонным аппаратам на территории строительства должен быть обеспечен в любое время суток. Около каждого телефона необходимо вывесить табличку с номерами телефонов пожарной охраны. На видных местах территории строительства и в помещениях должны быть вывешены таблички с указанием места ближайшего телефона.
11.2. На территории строительства необходимо иметь звуковые сигналы (колокола, сирены и т. п.) для подачи тревоги, около которых должны быть вывешены надписи «Пожарный сигнал».
12. Действия в случае пожара и организация тушения пожара
12.1. Каждый работающий на строительной площадке в случае возникновения пожара обязан:
а) немедленно сообщить о загорании или пожаре в пожарную охрану и дать сигнал тревоги для местной пожарной охраны и добровольной пожарной дружины;
б) принять все меры к эвакуации людей и спасению материальных ценностей;
в) приступить к тушению пожара своими силами с помощью имеющихся на строящемся объекте средств;
г) организовать встречу вызванных пожарных подразделений, информировать прибывших пожарных о месте пожара и наличии в строящемся здании людей и пожароопасных веществ и материалов.
12.2. Порядок привлечения инженерно-технического состава, технических средств и рабочей силы на строящемся объекте для тушения пожара должен быть заранее согласован с начальником строительства и отработан практически.
Приложение 11
Утвержден заместителем министра топливной промышленности РСФСР
Тематические материалы:
Обновлено: 19.10.2019
103583
Если заметили ошибку, выделите фрагмент текста и нажмите Ctrl+Enter
Пожарно-технический минимум для газоэлектросварщиков → Постоянные и временные посты. Порядок оформления разрешения и наряд-допуск – ЧОУ ДПО «Промбезопасность»
При проведении огневых работ отводятся определенные места:
постоянные посты организуются в специально оборудованных для этих целей мастерских или открытых площадках;
временные посты непосредственно в помещении при ремонте оборудования или на строительно-монтажной площадке.
Постоянные (стационарные) места для проведения огневых работ оборудуются в соответствии с требования пожарной безопасности объекта, с противопожарным режимом предприятия, специфическими особенностями применяемых материалов и веществ и определяются приказом или распоряжением руководителя объекта. Временные места проведения огневых работ определяются только письменным разрешением лица, ответственного за пожарную безопасность данного объекта (форма 5 приложение 3).
Электросварочные работы можно проводить на стационарных установках в специально отведенных помещениях и на территории объекта при помощи передвижной электросварочной установки.
Помещения, где проводятся электросварочные работы на стационарных аппаратах, должны быть оборудованы вытяжной вентиляцией для удаления образований на рабочем месте сварщика, а также общеобменной вентиляцией для очистки воздушной среды в помещении.
Стационарные места для электросварочных работ оборудуются специальными кабинами из несгораемых материалов, при этом высота перегородок должна быть не менее 2,5 м, а расстояние от пола до нижнего торца перегородки – не менее 5 см.
Не разрешается размещать постоянные места для проведения огневых работ в пожароопасных и взрывопожароопасных помещениях.
При работе в одном месте нескольких электросварщиков их рабочие места необходимо ограждать светонепроницаемыми щитами из несгораемого материала.
При организации постоянных мест проведения огневых работ более чем на 10 постах (сварочные, резательные мастерские) должно быть предусмотрено централизованное электро- и газоснабжение.
В сварочной мастерской при наличии не более 10 сварочных постов допускается для каждого поста иметь по одному запасному баллону с кислородом и горючим газом. Запасные баллоны должны быть ограждены щитами из негорючих материалов или храниться в специальных пристройках к мастерской.
Проведение огневых работ на элементах зданий, выполненных из легких металлических конструкций с горючими и трудногорючими утеплителями, не разрешается.
Как стационарные, так и передвижные электросварочные установки и аппаратура должны удовлетворять требованиям правил устройства электроустановок, правилам технической эксплуатации электроустановок потребителей и правил безопасности труда при эксплуатации электроустановок потребителей. Все электросварочные установки должны иметь техническую документацию, поясняющую назначение агрегатов, аппаратуры, приборов, а также электрических схем к ним.
На передвижных электросварочных аппаратах должны применяться механически прочные токоподводящие шланговые кабели. Использование шланговых кабелей с поврежденными изоляционными покрытиями запрещается. Запрещается применение шнуров всех видов и марок для подключения источников сварочного тока к распределительной цеховой электрической сети.
Полы в помещениях, где организованы постоянные места проведения сварочных работ, должны быть выполнены из негорючих материалов. Допускается устройство деревянных торцевых полов на негорючем основании в помещениях, в которых производится сварка без предварительного нагрева деталей.
Над переносными и передвижными электросварочными установками, используемыми на открытом воздухе, должны быть сооружены навесы из негорючих материалов для защиты от атмосферных осадков.
На проведение всех видов огневых работ на временных местах (кроме строительных площадок и частных домовладении) руководитель объекта обязан оформить наряд-допуск.
Разрешение на проведение огневых работ выдается только на одну смену. Если же работы будут проводиться в течение нескольких смен, то выданное разрешение подтверждается, о чем делается в нем соответствующая запись. В аварийных случаях допускается проведение сварочных работ без заранее оформленного разрешения, но под личным наблюдением начальника боевого расчета добровольной пожарной дружины, отдела, службы и т.п.
Разрешение на проведение огневых работ в выходные и праздничные дни оформляется особо и администрация объекта должна установить действенный контроль за обеспечением пожарной безопасности при проведении этих работ.
Вопрос-ответ: сварочные работы | Промышленная и экологическая безопасность, охрана труда
Какие особенности есть в законодательстве по охране труда касательно сварочных работ, сварщиков?
Ответ: Полный перечень требований охраны труда при выполнении сварочных работ отражен в Приказе Минтруда России от 23 декабря 2014 года № 1101н «Об утверждении Правил по охране труда при выполнении электросварочных и газосварочных работ». Работодателем должно быть обеспечено в обязательном порядке обучение работников по охране труда и проверка знаний требований охраны труда, а также контроль над соблюдением работниками требований инструкций по охране труда. К выполнению электросварочных и газосварочных работ допускаются работники в возрасте не моложе 18 лет, прошедшие обязательный предварительный медицинский осмотр, инструктажи по охране труда, обучение безопасным методам и приемам выполнения работ, стажировку на рабочем месте и проверку знаний в установленном порядке. Периодическая проверка знаний проводится не реже одного раза в 12 месяцев. Работники должны иметь группу по электробезопасности в соответствии с Правилами по охране труда при эксплуатации электроустановок. К выполнению работ с применением электрошлаковой сварки допускаются сварщики и помощники сварщиков, прошедшие дополнительное обучение по технологии выполнения электрошлаковой сварки. К самостоятельному выполнению электрошлаковой сварки помощник сварщика не допускается. Работники обеспечиваются средствами индивидуальной защиты в соответствии с типовыми нормами и Межотраслевыми правилами обеспечения работников специальной одеждой, специальной обувью и другими средствами индивидуальной защиты. При эксплуатации электросварочного оборудования металлические части, не находящиеся под напряжением, а также свариваемые изделия и конструкции на все время сварки заземляются, а у сварочного трансформатора заземляющий болт корпуса соединяется с зажимом вторичной обмотки, к которому подключается обратный провод. Заземляющий болт располагается в доступном месте и снабжается надписью «Земля» (при условном обозначении «Земля»). Все работы по установке, подключению к электрической сети, отключению, ремонту и наблюдению за состоянием электросварочных аппаратов и агрегатов в процессе эксплуатации выполняются электротехническим персоналом, имеющим группу по электробезопасности в соответствии с Правилами по охране труда при эксплуатации электроустановок. При выполнении газосварочных работ шкафы ацетиленовых и кислородных постов должны быть открыты, подходы ко всем постам свободны. Работодатель должен обеспечить периодическое восстановление отличительной окраски шкафов. Исправность оборудования для производства электросварочных и газосварочных работ не реже одного раза в шесть месяцев проверяется работниками, назначенными работодателем ответственными за содержание в исправном состоянии соответствующего вида оборудования. Электросварочные и газосварочные работы повышенной опасности выполняются в соответствии с письменным распоряжением — нарядом-допуском на производство работ повышенной опасности (далее наряд-допуск), оформляемым уполномоченными работодателем должностными лицами, ответственными за организацию и безопасное производство работ. Должностное лицо, выдавшее наряд-допуск, осуществляет контроль над выполнением предусмотренных в нем мероприятий по обеспечению безопасного производства работ. В холодный период года при выполнении электросварочных и газосварочных работ в помещении (цехе) заготовки и детали, подлежащие сварке, подаются в помещение (цех) заранее, чтобы к началу сварки их температура была не ниже температуры воздуха в помещении (цехе). При выполнении электросварочных и газосварочных работ на открытом воздухе над сварочными установками и сварочными постами сооружаются навесы из негорючих материалов для защиты от прямых солнечных лучей и осадков. При отсутствии навесов электросварочные и газосварочные работы во время осадков прекращаются. Перед началом выполнения электросварочных и газосварочных работ следует убедиться, что поверхность свариваемых заготовок, деталей и сварочной проволоки сухая и очищена от смазки, окалины, ржавчины и других загрязнений. Поверхности свариваемых и наплавляемых заготовок и деталей, покрытых антикоррозийными грунтами, содержащими вредные вещества, предварительно зачищаются от грунта на ширину не менее 100 мм от места сварки. Не допускается проведение электросварочных и газосварочных работ с приставных лестниц и стремянок, а также одновременное производство электросварочных и газосварочных работ внутри емкостей. Запрещается размещать легковоспламеняющиеся и огнеопасные материалы на расстоянии менее 5 м от места производства электросварочных и газосварочных работ. При выполнении электросварочных и газосварочных работ на высоте работники используют специальные сумки для инструмента и сбора огарков электродов.
На что нужно обратить внимание в статье:
1. Электросварочные и газосварочные работы повышенной опасности выполняются в соответствии с письменным распоряжением — нарядом-допуском на производство работ повышенной опасности, оформляемым уполномоченными работодателем должностными лицами, ответственными за организацию и безопасное производство работ.
Требования к помещению для электросварочных установок и сварочных постов
7.6.33. Помещения и здания сборочно-сварочных цехов и участков с размещенными в них электросварочными установками и сварочными постами, а также вентиляционные устройства должны отвечать требованиям нормативных документов.
7.6.34. Для электросварочных установок и сварочных постов, предназначенных для постоянныхварочных работ в зданиях вне сварочно-сборочных цехов и участков, должны быть предусмотрены специальные вентилируемые помещения, выгороженные противопожарными перегородками 1-го типа, если они расположены совместно с помещениями категорий А, Б и В по по взрывопожарной опасности, и 2-го типа в остальных случаях. Площадь и объем таких и системы их вентиляции должны соответствовать требованиям действующих санитарных правил и СНиП с учетом габаритов сварочного оборудования и свариваемых изделий.
7.6.35. Сварочные посты предназначены для использования во взрыво- и взрывопожароопасных объектах, утвержденных Госгортехнадзором России, выполняемых с соблюдением требований, изложенных в типовых инструкциях по организации безопасного выполнения работ на взрыво- и взрывопожароопасных объектах.
7.6.36. В помещениях для электросварочных установок должны быть предусмотрены проходы не менее 0,8 м, обеспечивающие удобство и безопасность производства сварочных работ и доставки изделий к месту сварки и обратно.
7.6.37. Площадь отдельного помещения для электросварочных установок должна быть не менее 10 м 2 , причем площадь отдельного от оборудования и материалов, составляющих не менее 3 м 2 на каждый сварочный пост.
7.6.38. Сварочные посты для систематического выполнения ручной дуговой сварки или среды в среде защитных газов изделий малых и средних габаритов непосредственно в производственных цехах в непожароопасных и невзрывоопасных условиях должны быть размещены в специальных кабинах со стенками из несгораемого материала.
Глубина кабины должна быть не менее двойной длины, а ширина — не менее полуторной свариваемых изделий, однако площадь кабины должна быть не менее 2х1,5 м. При установке источника сварочного тока в кабине ее размеры должны быть соответственно увеличены.Высота стенок кабины должна быть не менее 2 м, зазор между стенками и полом — 50 мм, а при сварке в среде защитных газов — 300 мм. В случае движения над кабиной мостового крана, ее верх должен быть закрыт сеткой с ячейками не более 50х50 мм.
7.6.39. Выполнение работ на сварочных постах при несистематической ручной дуговой сварке, сварке под флюсом и электрошлаковой сварке непосредственно в пожароопасных помещениях при условии ограждения места работы щитами или занавесами из негорючих материалов высотой не менее 1,8 м.
7.6.40. Электросварочные установки при систематической установке изделий массой более 20 кг должны быть установлены подъемно-транспортными устройствами для облегчения установки и транспортировки свариваемых изделий.
7.6.41. Естественное и искусственное освещение электросварочных установок сборно-сварочных цехов, участков, мастерских, отдельных сварочных постов (сварочных кабин) и мест сварки должно удовлетворять требованиям СНиП 23-05-95 «Естественное и искусственное освещение.Нормы проектирования «.
7.6.42. При ручной сварке толстообмазанными электродами, электрошлаковой сваркой, сварке под флюсом и автоматической сварке открытой дугой должен быть предусмотрен отсос газов непосредственно из зоны сварки.
7.6.43. На сварочных постах при сварке открытых дугой и под флюсом внутри резервуаров, закрытых полостей и конструкций должно обеспечиваться вентиляция в соответствии с характером выполняемых работ. При невозможности необходимого вентилирования следует использовать принудительную подачу чистого воздуха под маску сварщика в количестве 6-8 м 3 / ч.
7.6.44. Над переносными и передвижными электросварочными установками, находящимися на открытом воздухе, могут быть сооружены навесы из несгораемых материалов для защиты места сварщика и электросварочного оборудования от атмосферных осадков.
Навесы защиты не сооружать, если электрооборудование электросварочной установки оболочки со степенью, условия работы в наружных установках, и во время дождя и снегопада электросварочные работы будут прекращаться.
11. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПРИ ЭЛЕКТРИЧЕСКОЙ СВАРКЕ «ПОЛОЖЕНИЕ. РАБОТЫ С ПОВЫШЕННОЙ ОПАСНОСТЬЮ. ОРГАНИЗАЦИЯ ПРОВЕДЕНИЯ. ПОТ РО 14000-005-98» (утв. Минэкономики РФ 19.02.98)
действует
Редакция от 19.02.1998 Подробная информация
Наименование документа
«ПОЛОЖЕНИЕ. РАБОТЫ С ПОВЫШЕННОЙ ОПАСНОСТЬЮ. ОРГАНИЗАЦИЯ ПРОВЕДЕНИЯ. ПОТ РО 14000-005-98» (утв. Минэкономики РФ 19.02.98)
Вид документа
перечень, порядок, правила
Принявший орган
минэкономики рф
Номер документа
ПОТ РО 14000-005-98
Дата принятия
01.01.1970
Дата редакции
19.02.1998
Дата регистрации в Минюсте
01. 01.1970
Статус
Действует
Публикация
ТОО «Инженерный Центр обеспечения безопасности промышленности» «, М., 1998
Навигатор
Примечания
11. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПРИ ЭЛЕКТРИЧЕСКОЙ СВАРКЕ
11.1. Общие требования
11.1.1. При работе сварщик подвергается опасности поражения электрическим током, высокими температурами и выбросами расплавленного рентгеновского металла и искр из сварочной ванны, радиационного воздействия и мягкого излучения при специальных сварках, сильных электромагнитных полей, значительных концентраций сварочных аэрозолей и газов, шума, вибрации, опасность ушибов и порезов рук о кромки свариваемых деталей, которые могут стать травм и профессиональные заболевания.Применяемое сварочное оборудование должно быть оснащено предохранительными и ограждающими устройствами.
11.1.2. При ручной дуговой сварке ультрафиолетовые лучи могут вызвать профессиональное заболевание глаз (электроофтальмию), инфракрасная радиация может привести к помутнению хрусталика глаза, длительное воздействие сварочного аэрозоля, содержащего окислы марганца, хрома, ванадия, цинка, свинца, фтористые соединения и др. пневмокониозу.
Особенно неблагоприятное состояние производственной среды для сварщика сварка в замкнутых объемах.Сварка подогретых изделий может вызвать напряжение терморегуляции у сварщика.
11.1.3. Сварка в вынужденной позе, сидя, на корточках, лежа на боку или спине сопровождается повышенным статическим напряжением мышц рук и тела, стесненные иненные условия создают повышенное напряжение внимания и зрения сварщика.
11.1.4. При сварке порошковой проволокой загрязнения производственной атмосферы сварочными аэрозолями с окислением марганца, железа, фтористых соединений, шестивалентных соединений, хрома большой токсично как при сварке электродами с рутиловым покрытием.
11.1.5. При сварке в среде защитных газов (углекислый газ, аргон, гелий, азот) наиболее благоприятной с гигиенической точки зрения является сварка неплавящимися электродами в среде аргона и при применении торпров и лантанированных электродов. При автоматической сварке плавящимся электродами в среде углекислого газа выделения пыли, окислителя марганца, хрома, никеля, азота превышают выделение при автоматической сварке под слоем флюса, ультрафиолетовое излучение при сварке неплавящимися электродами — в 2 раза, а плавящимся электродом — в 5-30 раз больше, чем при электродуговой сварке покрытым электродом.
11.1.6. При полуавтоматической сварке содержание сварочных аэрозолей в зоне дыхания сварщика значительно выше, чем при автоматической.
11.1.7. При сварке алюминия и сплавов на его основе в среде аргона плавящимся электродом наблюдается повышенное образование озона за счет большой ультрафиолетовой радиации.
На машинех автоматической сварки сварочная головка со стороны оператора должна быть укрыта щитком с защитным стеклом.
11.1.8. При сварке под слоем флюса (как автоматическая, так и полуавтоматическая) каждый сварочный аппарат должен иметь заземляющим проводом, непосредственно с заземляющей магистралью, все части автоматов и полуавтоматов с блокировкой, отключающей первичное напряжение при их открытии.При этом виде сварки выделение пыли во много раз меньше, чем при ручной дуговой сварке, при этом при сварке внутренних швов в полузамкнутых пространствах — в 2 — 2,5 раза выше, чем при сварке наружных швов.
11.1.9. Концентрация аэрозоля, окислов марганца и других токсичных веществ в зоне дыхания сварщика — автоматчика зависит от состава и степени измельчения флюса, конфигурации свариваемого изделия, направления потоков в производственном пространстве.
Основными вредными веществами в составе сварочного аэрозоля при автоматической сварке являются фтористые соединения и их выделение резко возрастает с помощью конструкции фтористого кальция во флюсе.
11.1.10. Концентрации аэрозоля, окислов марганца и фтористых соединений в зоне дыхания сварщика — полуавтоматчика выше, чем в зоне дыхания сварщика — автоматчика при обслуживании автоматических сварочных установок.
11.1.11. Стационарные автоматические установки для сварки под слоем флюса должны быть пылегазоотсасывающими и флюсоуборочными устройствами.
11.1.12. При электрошлаковой сварке производственными факторами, оказывающими вредное воздействие на оператора — сварщика, являются: повышенная интенсивность лучистой энергии, аэрозоль и фтористые соединения, опасность ожогового выплескивания из ванны металлом и опасные производственные факторы, связанные с подготовкой к сварке крупных и тяжелых конструкций с применением грузоподъемных. механизмы.
11. 1.13. При лазерной сварке наивысший уровень опасности подвержены глаза и кожные покровы сварщика, поставляемого высокого энергией и оказываемого теплового, электрического, фотохимического, ультразвукового воздействия.
11.1.14. Поезжающее действие лазера зависит от потока его энергии, длительности воздействия, характера отражающих поверхностей (зеркальные и светлые поверхности).
11.1.15. Обязательно применение защитных очков против общего яркого освещения.Пучок излучения при сварке должен быть направлен на неотражающие и невоспламеняющиеся поверхности, траектория излучения должна быть недоступна для сварщика. Для сварщика обязателен офтальмологический контроль.
11.1.16. Масляные баки выпрямителей должны иметь клапаны для сброса газов. Смотровое окно для наблюдения за процессом сварки должно быть оборудовано свинцовыми стеклами для защиты от рентгеновского излучения и закрыто светофильтром. Блоки электронно — лучевых установок должны быть в закрытом исполнении или иметь сплошные прочные ограждения.
11.1.17. При сварке токами высокой частоты изделий из синтетических веществ вредными факторами являются высокочастотные электромагнитные поля интенсивности, выделение летучих веществ (выделение летучих веществ, формегида, паров ацетона и растворителей).
11.1.18. Необходимо сплошное экранирование источников энергии (электродов, конденсаторов, фидерных линий) с хорошими электрическими контактами в соединениях для обеспечения безопасного выполнения сварки, температурного режима в производственном помещении, санитарно-гигиенических параметров воздушной среды.
11.1.19. При плазменной обработке металлов происходит интенсивное и значительное выделение окислов азота и озона, аэрозоля, состав которого зависит от напыляемых материалов обрабатываемого металла, высокочастотных звуковых и ультразвуковых колебаний, повышенной ультрафиолетовой, видимой, инфракрасной и ионизирующей радиации, что требует проведения комплекса защитных мероприятий: укрытия установок, применения шумозаглушающих насадок на горелке, использования средств индивидуальной защиты лица, органов зрения и слуха.
11.1.20. Установки для плазменного напыления должны быть установленным со светофильтром. Управление процессом напыления должно быть дистанционным. При прекращении подачи воды для охлаждения должно автоматически отключаться электропитание.
11.1.21. При контактной — стыковой, точечной, шовной сварке (наиболее неблагоприятная стыковая сварка оплавлением) образуются искры и брызги расплавленного металла, пыль, газы, генерируется низко- и высокочастотный шум, наблюдается ионизация воздуха.
Рекомендуется экранирование, устройство местной вытяжной вентиляции и др.
11.1.22. При диффузионной сварке в вакууме частотный генератор должен быть экранирован и оснащен блокировочным высокопроизводительным отключением генератора при открытии дверцы.
11.1.23. При сварке трением должно быть обеспечено надежное закрепление свариваемых деталей. Машины для сварки трением должны быть предусмотрены предохранительным щитком мест искрообразования, блокировкой, исключающей возможность попадания руки в зажимное устройство при установке деталей, блокировкой, снимающим напряжение при открытии дверцы, или зажимающей, исключающей доступ к токоведущим частям установки. Вращающиеся части установки должны быть ограждены защитными кожухами. Пневмогидросистемы этих машин должны быть герметичны и манометрами, установленными в удобных для обозрения местах.
11.1.24. При сварке ультразвуком пульт управления и контрольные приборы должны размещаться в удобном для оператора месте. Акустический узел установки должен быть закрыт кожухом, смотровые окна в камере должны быть снабжены экранами — светофильтрами.
11.1.25. Сварщики, не сдавшие испытания по сварочным работам и не прошедшие проверку знаний по охране труда, пожарной безопасности, к выполнению сварочных работ не допускаются.
11.1.26. Электросварщики должны подвергаться предварительному и периодическому медицинскому осмотрам (один раз в год при работе в закрытых пространствах и один раз в два года при работе на открытых площадках и участках цеха).
11.1.27. Электросварщики с пневмокониозом первой стадии не допускаются к сварочным работам внутри емкостей.
11.1.28. Электросварщики с интоксикацией марганца, хрома, свинца и др. должны быть переведены на другие работы, связанные с воздействием пыли и токсичных веществ.
11.1.29. Кварочным работам в закрытых электросетях и плазменным способам обработки металлов женщины не допускаются.
11.2. Опасность поражения электрическим током при сварке
11.2.1. Большая опасность эта опасность воспринимается человеком как источник опасности.
11.2.2. При протекании электрического тока через тело человека возникает опасность поражения его отдельных органов или организма в целом.
11.2.3. Основными видами воздействия электрическим током являются: ожоги электрической дугой, удар при прикосновении к токоведущим частям, разрыв тканей и др.
11.2.4. Наиболее опасным является электрический удар, сопровождающийся повреждавшим судорогами, потерей сознания, сильным ослаблением или прекращением деятельности органов дыхания и кровообращения.
11.2.5. Тяжесть электрической травмы зависит от величины сопротивления тела человека электрическому току, от электрического тока (табл. 3) и продолжительности контакта, от величины контакта поверхности и плотности контакта, от влаги, чистоты кожи и наличия царапин. Эта опасность части возрастает, если, например, руки работника покрыты машинным маслом или мелкими металлическими средствами от стружки.
Таблица 3
ПОРАЖАЮЩЕЕ ДЕЙСТВИЕ ТОКА НА РАЗЛИЧНЫЕ ОРГАНЫ ЧЕЛОВЕКА
Сила тока, мА
Поражающее действие тока
переменный ток с частотой 50 — 60 Гц постоянный 3
Сильное дрожание рук
Не ощущается
5-10
Судороги рук
Зуд, ощущение ситуации
12-15
Сильные боли в руках, руки трудно оторвать от электропроводов.Состояние терпимо 5 — 10 с
Усиление ощущения сообщения
20 — 25
Руки парализуются, оторвать их от электропроводов невозможно. Сильные боли. Дыхание затрудняется. Состояние терпимо не более 5 с
Усиление системы. Незначительное сокращение мышц рук
50-80
Паралич дыхания
Сильный нагрев. Сокращение мышц рук. Судороги. Затруднение дыхания
90 — 110
Паралич дыхания.Примечания. Примечания. 1. Сила тока, проходящего через пострадавшего, зависит от площади контакта: чем больше его площадь, тем меньше сопротивление прохождению тока оказывает кожный покров.
2. С помощью сопротивления рогового слоя уменьшающегося тела пострадавшего.
3. Степень поражения электрическим током зависит от того, каким образом произошло включение пострадавшего в электрическую сеть. На большую опасность представляет двухполюсное прикосновение.
4. При кратковременном контакте степень поражения электрическим током зависит от фазы работы сердца пострадавшего: особая опасность представляет совпадение прохождения тока с периодом между сокращениями и расширениями преддий и желудочков сердца, для детей около 0,1 с.
5.Допустимое безопасное напряжение для нормальных условий работы, при исправной сухой спецодежде и ниже обуви принимается: для сухих помещений — 36 В и, для сырых помещений — 12 В и ниже.
11.2.6. Токоведущая сеть сварочных установок (к сварочным постам, трансформаторам и особенно к передвижным сварочным установкам) не должна иметь изношенных, оголенных или голых проводов, могущих стать причиной поражения током не только сварщиков, но и посторонних лиц.
11.2.7. Прокладка проводов к трансформатору по полу, по земле или другим способом, при котором изоляция провода не защищена, а сам провод доступен для прикосновения, запрещается.
11.2.8. Не допускается прокладка к свариваемой детали в качестве заземления провода без изоляции. Запрещается подача напряжения к свариваемому изделию через систему соединенных металлических листов, рельсов и т.п.
11.2.9. Применять провода длиной более 30 м не рекомендуется. Соединение проводов должно производиться болтовым креплением при помощи медных кабельных наконечников.
11.2.10. Сварочные агрегаты, машины и трансформаторы должны быть защитными кожухами и защитой токоведущих частей первичной цепи.Вторичная обмотка трансформатора должна быть заземлена.
11.2.11. При работе в особо опасных условиях (внутри металлических цистерн, котлов, в колодцах, тоннелях, в понтонах, отсеках судов, на металлоконструкциях) электросварочные установки имеют блокировку, автоматически включающую сварочную цепь при соприкосновении электрода со свариваемым изделием и автоматически отключающую сварочную цепь при холостом ходе.
11.2.12. Схема блокировки не требуется при ручной сварке с трансформаторами, у которых напряжение холостого хода превышает 70 В, при автоматической сварке — 80 В.
11.2.13. Стены сварочных кабин, переносные ширмы, стены сварочные цехов должны окрашиваться в светлые матовые тона цинковыми белилами, желтого крона или титановыми белилами.
11.2.14. Для защиты окружающих лиц место сварки должно ограждаться переносными щитами, ширмами, экранами из несгораемого материала. Допускается применение ширм из брезентовой ткани.
11.2.15. На участке производства сварочных работ должны вывешиваться таблички с предупреждающей надписью и не находиться посторонние лица.
11.2.16. При сварке могут иметь место случаи засорения или ранения глаз, ожоги тела, ушибы, ранения.
Опасность ожогов возрастает при сварке ржавой, загрязненной, замасленной или окрашенной поверхностью при использовании загрязненного флюса. Ожоги могут быть при прогреве деталей перед сваркой, при случайных касаниях к разогретому электроду или проволоке, при удалении электродного огарка и др.
Порезы рук острыми кромками деталей, ушибы ног падающими деталями, опасность засорения глаз окалиной или части горячего шлака могут быть во время зачистки и подготовки деталей к сварке.
11.2.17. Сварщик должен быть защищен от воздействия лучей сварочной дуги, аэрозоля и газов, отоснов электрическим током, выплесков расплавленного металла, брызг, искр, от ожогов рук, тела при соприкении с расплавленным металлом в зоне сварного шва и др. как средства коллективной, так и индивидуальной защиты.
11.2.17.1. Спецодежда. Защитный костюм быть прочным, огнестойким, легким, воздухопроницаемым, неэлектропроводным с малой усадкой. Костюмы из брезентовой парусины с огнестойкой пропиткой с накладками из кожевенного сплика и тентового материала удовлетворяют этим требованиям.
11.2.17.2. Рукавицы из брезента не пригодны как по срокам носки, так и по качеству. Рукавицы должны быть прочными и достаточно эластичными, не должны прожигаться при попадании искр, не повышать своих свойств при температуре до -25 ° C. Рукавицы из кожевенного сплика удовлетворяют данным требованиям. Рукавицы могут быть однопалыми с короткими или обычными крагами, обычными или утепленными. Рукавицы должны быть изготовлены из материалов с огнестойким покрытием.
11.2.17.3.Спецобувь обеспечивает защиту ног сварщика от ожогов и травм. Ботинки с носками, облицованными металлическими пластинками, и с боковой застежкой исключают попадание искр и капель расплавленного металла и защитных ног от механических травм.
11.2.17.4. При опасности выброса электрического тока электрическими током должны обеспечиваться диэлектрическими перчатками, галошами, резиновыми ковриками.
При плазменной обработке, потолочной сварке, работе в холодных условиях сварщики должны обеспечиваться нарукавниками, наколенниками, подлокотниками, передниками из огнестойких, влагонепроницаемых или теплозащитных материалов.
При сварке сварочных нагретых деталей должны обеспечиваться теплоизолирующей спецодеждой.
11.2.17.5. Для органов защиты органов защиты дыхательных газов и аэрозоля противопылевые респираторы ШБ-1, «Лепесток», «Астра-2»; при повышении качества газов и аэрозоляной инкассаторской системы принудительной подачи воздуха под маску электросварщика.
11.2.17.6. Соответствующим условиям сварочной дуги (табл. 4), оборудованным светофильтром, конкретным условиям излучения сварочной дуги (табл. 4) должен соответствовать специальный щиток глаз со смотровым окном, размер которого не должен уменьшать угол зрения сварщика, оборудованным светофильтром.
Таблица 4
ЗАЩИТНЫЕ СВЕТОФИЛЬТРЫ
N п / п
Назначение
Марка светофильтра
Визуальный коэффициент пропускной способности площадок,%
1
Для вспомогательных материалов рабочих при электросварке
В-1
22,1
2
Для вспомогательных рабочих при электросварке в цехах
В-2
10,4
3
Для газосварщиков и вспомогательных рабочих при электросварке на открытых площадках
Г-1, В-3
3,2
4
Для газосварщиков (газовая сварка и резка средней мощности)
Г-2
0,984
5
Для газосварщиков (мощная газовая сварка и резка)
Г-3
0,303
9004 3
6
Для электросварщиков при сварочном токе от 30 до 75 А
Э-1
0,0088
7
То же, при токе от 75 до 200 А
Э-2
0 , 0027
8
То же, при токе от 200 до 400 А
Э-3
0,00087
9
То же, при токе выше 400 А
Э-4
0,00027
11. 2.17.7. Для защиты глаз крановщиков в сборочно — сварочных цехах рекомендуется применять очки с боковинами, бесцветными стеклами и с откидными цветными светофильтрами или очки со стеклами типа «Хамелеон».
11.2.17.8. Для защиты головы электросварщики должны обеспечиваться защитными касками из токонепроводящих материалов.
11.2.17.9. Для защиты органов слуха от шума Должность вкладыши типа «Беруши» или наушники.
11.2.17.10. Средства индивидуальной защиты следует периодически проверять нормативно — технические параметры.
11.3. Требования безопасности при эксплуатации баллонов сжатыми и сжиженными газами
11.3.1. При получении баллонов на складе их необходимо осмотреть и убедиться в том, что:
на корпусе баллона нет вмятин, повреждений;
срок годности баллона, на клейме, не истек;
защитный колпак на вентиляции имеется;
вентиль исправен и газ в баллоне имеется (для чего вставить скобу от вентиля и плавным поворотом специального ключа приоткрыть вентиль. Убедившись в том, что в баллоне газ имеется, закрыть вентиль, надеть колпак. Применение молотка и других предметов для открытия вентиля не допуск).
11.3.2. Для транспортировки баллонов необходимо применять специальные тележки. Переноска баллонов на плечах даже на короткое расстояние запрещается, т.к. при случайном падении баллона возможна травма, а при ударе его о твердый предмет возможен взрыв.
11.3.3. Отогревание замерзшего баллона (редуктора) с углекислым газом необходимо ввести путем размещения баллона в помещении с температурой 20–25 ° C до полного отогревания.Может быть допущено отогревание редуктора водой с температурой не более 25 ° C.
Отогревание баллона (редуктора) пламенем горелки, струей пара запрещается, т.к. при резком нагреве может произойти взрыв.
11.3.4. Размещение баллонов следует не печатать ближе 5 метров от нагревательных приборов, т.к. давление сжиженной углекислоты в баллоне при изменении температуры окружающего воздуха от 0 до 20 ° C повышается от 35 до 50 атм.
11.3.5. Баллоны на рабочем месте должны храниться в вертикальном положении в специальных стойках или шкафах или в горизонтальном положении.Во всех случаях баллоны должны быть закреплены.
11.3.6. При сварке на открытых площадках в зимнее время баллоны с углекислым газом во избежание замерзания должны размещаться в утепленных помещениях.
Для предотвращения замерзания углекислого газа в редукторе перед ним должен быть установлен подогреватель напряжением не выше 36 В системе не более 70 Вт с исключением контакта спиралей системы с баллоном и его системой.
11.3.7. При централизованном питании сварочных постов углекислым газом контейнеры — накопители должны быть огорожены по ширине прохода между контейнером и металлическим ограждением не менее 1 м.Вблизи контейнера не должно быть системы источников.
При использовании в качестве сосудов — накопителей транспортных автоцистерн площадка должна быть оборудована грузоподъемными средствами для погрузки и разгрузки автоцистерн.
11.3.8. При установке на открытом воздухе контейнер со сжиженным углекислым газом должен быть укрыт навесом, защищающим его от прямых солнечных лучей и атмосферных осадков.
11.3.9. Рабочее давление в контейнере должно поддерживаться автоматически в пределах 8–12 атм.
11.3.10. На площадке подачи должно находиться не более 20 баллонов и не должно находиться посторонних предметов и особенно горючих веществ.
11.3.11. Питание подогревателя снабжения сварочных постов углекислым газом от контейнеров или рамповой системы должно осуществляться горячей водой или паром.
11.3.12. При эксплуатации контейнеров со сжиженным аргоном освобождение контейнеров должно производиться с помощью испарителя.Открытие и закрытие вентилей должно производиться плавно, без толчков и ударов. Подтяжку болтов и сальников на вентиляции и трубопроводах нельзя производить под давлением. Во избежание обморожения необходимо исключить попадания жидкого аргона на кожный покров.
11. 3.13. За эксплуатацией контейнеров и рамп должен быть установлен постоянный контроль. Предохранительные клапаны должны быть отрегулированы, опломбированы и содержаться в чистоте. Все оборудование, работающее под давлением, должно быть зарегистрировано в органах госгортехнадзора.
11.3.14. К обслуживанию сосудов и рамп допускаются работники, сдавшие экзамены контейнеровоз и безопасные сосуды, работающие под давлением.
11.3.15. Хранение в одном помещении баллонов с кислородом и баллонов с горючими газами запрещается.
11.3.16. Перед присоединением редуктора к кислородному баллону запорный вентиль баллона должен быть продут путем его открытия на 1/4 оборота на 1 — 2 с. При этой операции работник должен находиться сбоку от штуцера вентиляторов.
11.3.17. Остаточное давление газа в баллоне должно быть 1-2 атм (для проверки на наполнительной станции находящегося в баллоне газа). Расходование газа из баллона полностью не разрешено.
11.4. Требования к организации рабочего места сварщика
11. 4.1. В зависимости от габаритов свариваемых изделий и характера производства рабочее место сварщика может быть организовано в специальной сварочной кабине без потолка, на площадях сборочно — сварочного или другого цеха, их открытых площадях или непосредственно на сборочном объекте.
11.4.2. Размеры сварочной кабины должны быть в плане 2 x 2 м, высотой 1,8 — 2 м с просветом между полом и меньшим обрезом стенки кабины 150 — 200 мм для обеспечения вентиляции.
Каркас кабины стали из металлических труб или уголка, стены — из листовой, дверной проем — брезентовая занавеска на кольцах.
Окраску стен кабины рекомендуется цинковыми, титановыми белилами, желтым кроном, обеспечивающими хорошее поглощение ультрафиолетовыми лучей.
11.4.3. При выполнении сварочных работ на открытых участках цеха место сварщика должно ограждаться со всех сторон щитами или ширмами.
Яркие цвета в виде «зебры» и надписями крупными буквами «Осторожно, идет сварка!».
Окраска сварочных цехов внутренних сторон ограждений мест сварки в темные цвета не рекомендуется, т. к. при этом плохая общая освещенность мест сварки.
11.4.4. Многопостовые агрегаты и сварочные установки должны располагаться в отдельном помещении или должны быть ограждены.
11.4.5. Сварочные преобразователи из-за их шума при работе должны быть вынесены за пределы производственного помещения.
11.4.6. Проходы между многопостовыми сварочными агрегатами, установками автоматической сварки должны быть не менее 1,5 м, между однопостовыми сварочными трансформаторами или сварочными генераторами, с каждой стороны стеллажа или стола для ручной сварки — не менее 1 м, между стационарным сварочным агрегатом и стеной, колонной — не менее 0,5 м, между сварочным автоматом и стеной, колонной — не менее 1 м, между машинами стыковой сварки, роликовой (шовной) сварки с расположением рабочих мест напротив друга — не менее 2 м, между машинами стыковой сварки — не менее 3 м, при их расположении друг к другу ширина проходов не менее 1 м, при их расположении друг к другу ширина не менее 1,5 м.
11.4.7. Электрододержатели должны быть легкими, удобными, не утомлять руку и не стеснять движений сварщика, выдерживать не менее 8 тыс. зажимов электродов и обеспечения электрода не более чем за смену 4 с.
Электрододержатели для тока 500 А и выше должны быть снабжены щитком защиты руки от тепла сварочной дуги и брызг металла.
Электрододержатели могут снабжаться выключением сварочного тока во время смены электрода.
Рукоятка электрододержателя должна быть выполнена из теплостойкого, плохо проводящего теплоизоляционного материала, и температура ее поверхности при работе не должна превышать 32 — 33 ° C.
11.4.8. Для отсоса газов и пыли от сварочной дуги над сварщиком в сварочной кабине должен быть установлен односторонний щелевой отсос в виде полузонта, или применены фильтры конструкций для очистки сварочных газов.
11.4.9. При сварке крупногабаритных изделий удаление вредных выделений при сварке должно производиться отсосом через панель равномерного всасывания, через стационарно установленные или передвижные фильтры для очистки сварочных дымовых газов типа установок производства фирм «Совплим», «Эласт» и других фирм.
11.4.10. При применении сварочных роботов для целей защиты их шарниров, электроники от пагубного действия пыли, приводящего к повышенному износу и ошибочным включением в электронной системе, вытяжка вредных веществ должна быть организована непосредственно на месте их возникновения вытяжных установок для сварочных роботизированных производств.
11.4.11. При выполнении электросварочных работ в монтажной зоне или на площадях в цехе необходимо:
обращать внимание на сигналы, подаваемые с грузоподъемных кранов и движущегося транспорта;
не стоять и не проходить поднятым грузом, а также между станками, колоннами, ограждением и стенами зданий, близко расположенными к передвигаемому грузу;
при передвижении по цеху пользоваться только установленными проходами;
содержит рабочее место в чистоте и порядке;
не допускаются загромождения рабочего места, проходов и проездов посторонними предметами;
не иметь на рабочем месте ничего лишнего, мешающего в работе;
детали и заготовки держать в устойчивом положении на подкладках и стеллажах;
не прикасаться к находящимся в движении частям механизмов;
не прикасаться к токоведущим частям, электрическим приводам (даже изолированным), кабельным, шинам и пр. ;
не наступать на лежащие на полу детали, изделия, провода, обрезки металлов, доски и пр .;
следить, чтобы руки, обувь и одежда были всегда сухими.
11.4.12. Перед началом работы в монтажной зоне мастер обязан подробно ознакомить электросварщика с характером предстоящей работы, а также с приемами безопасного выполнения данного задания.
11.4.13. Перед началом работы в действующих электроустановках, с мостовых кранов, на высоте, в условиях других систем (газ, температура, сырость и т.п.) мастер оформить обязанность наряд — разрешить и провести производственный инструктаж на рабочем месте, в котором требуется разъяснить:
место установки электросварочного аппарата или агрегата;
способ заземления;
характер работы по выполнению электродуговой сварки и безопасные приемы ее исполнения;
ограждение мест сварки;
обязанность и место нахождения нахождения рабочего;
номер телефона и место нахождения дежурного электромонтера.
11.4.14. Перед началом электросварочных работ необходимо проверить исправность электрододержателя, надежность его изоляции рукоятки, исправность предохранительной маски с защитным стеклом и светофильтром, а также состояние изоляции проводов, плотность соединения сварочного провода и наличие заземления сварочного аппарата или агрегата.
11.4.15. Металлические части электросварочных установок, вывод вторичной обмотки сварочного трансформатора, а также свариваемые конструкции и изделия для включения сварочной электроустановки в сеть должны быть надежно заземлены.Наименьшее сечение неизолированных проводов для заземления следующее:
медных — 4 кв. мм;
алюминиевых — 6 кв. мм;
диаметр стальной проволоки — 5 мм.
11.4.16. Сварочные аппараты и агрегаты, установленные на открытой, защищенной от атмосферных осадков навесами и оградой от механических площадок площадках. Исправность электросварочных аппаратов и агрегатов необходимо проверить через каждые 6 мес. , Обращено особое внимание на состояние изоляции обмоток и проводов, а результаты проверки записывать в соответствующую документацию.
11.4.17. Сварка должна производиться с применением двух проводов. В качестве обратного провода (заземления) можно использовать:
стальные шины любого профиля с минимальным сечением 40 x 4 мм;
сварочную плиту и свариваемую конструкцию;
металлоконструкции зданий и сооружений.
11.4.18. Запрещается использовать в качестве второго провода или элементов заземления трубы сантехнических сетей (водопровода, газопровода и др.) И технологического оборудования.
Перемещать электросварочный аппарат или агрегат на другое место без отключения от сети строго запрещается. Во избежание ошибочного включения сварочного трансформатора в сеть необходимо на вывод его иметь яркую маркировку высшего и низшего напряжений.
11.4.19. Место установки сварочного трансформатора или агрегата в помещении или на улице должно быть ограждено и находиться в стороне от проходов и проездов, но близко к месту производства электросварочных работ. Максимальная длина сварочного провода (первого) не должна превышать 50 м.
11.4.20. Выводы электросварочной установки должны быть прикрыты откидными козырьками.
11,5. Требования пожарной безопасности
11.5.1. Все виды сварки пожароопасны не только разлетающихся раскаленных металлических частиц, но и по причине неисправности сварочного оборудования.
11.5.2. На наибольшую пожарную опасность представляет электросварка открытой дугой, сварка в среде углекислого газа плавящимся электродом.Особенно пожароопасна сварка в среде углекислого газа при малой плотности тока, сильнымрызгиванием металла из сварочной разбочной ванны, что свойственно также контактной, электрошлаковой и другим видам сварки.
11.5.3. В случаях, когда сопротивление обратного сопротивления оказывается выше сопротивления других обходных путей, может вызвать воспламенение горючих материалов.
11.5.4. Возгорание может происходить при электросварочных работах в плохо защищенных от пожара помещениях, вблизи легковоспламеняющихся материалов и веществ. При сварке емкостей из-под жидкого топлива (бензобаки, цистерны, бочки, канистры и т.п.) без надлежащей их перед сваркой промывки, пропаривания, проветривания, продувки и при нарушении требований безопасности при сварке таких емкостей может произойти взрыв.
11.5.5. Передача сварочных работ должна быть принята меры безопасности пожарной безопасности: легковоспламеняющиеся материалы должны быть удалены из опасной зоны, легковоспламеняющиеся конструкции зданий, сооружений, объектов сварки защищены от возгорания.
11.5.6. К проведению сварочных работ работники в спецодежде и рукавицах со следами масел, жиров, бензина, керосина и др. горючих жидкостей допускаться не должны.
11.5.7. Запрещается сварка свежеокрашенных конструкций до полного высыхания краски, аппаратов и коммуникаций, находящихся под напряжением, заполненными горючими, токсичными материалами, негорючими жидкостями, газами, парами, находящимися под давлением.
11.5.8. Перед производством сварочных работ сварщик обязан проверить исправность сварочной аппаратуры, подготовленного рабочего места в противопожарном отношении: наличие средств пожаротушения, внутренних пожарных кранов, песка, огнетушителей и др. , отсутствие в опасной зоне легковоспламеняющихся материалов и др.
11.5.9. В пожаро- и взрывоопасных местах разрешается проводить лишь после уборки взрыво- и пожароопасных материалов, очистки аппаратуры и помещения, полного удаления взрывоопасных пылей и веществ, легковоспламеняющихся и горючих жидкостей и их паров. Помещение непрерывно вентилироваться и осуществлять контроль за состоянием воздушной среды.
11.5.10. Сварочные работы вне сварочного цеха могут проводиться только по согласованию с пожарной охраной с определением и выполнением мер пожарной безопасности.
11.5.11. По завершению сварочных работ сварщик обязан тщательно осмотреть рабочее место на предмет возгораний.
11.6. Требования к сварочным материалам
11.6.1. Применяемые при сварке материалы (электроды, флюсы, проволока и др.) Должны содержать и выделять при сварке минимальное количество вредных веществ.
11.6.2. Для ручной сварки предпочтение должно отдаваться электродам с рутиловым покрытием, в 1,5 — 2 раза меньше аэрозоля и в 4 раза меньше высокотоксичных окислов марганца по сравнению с электродами с руднокислым покрытием.
11.6.3. При сварке алюминиевых сплавов рекомендуется аргонодуговая сварка неплавящимся вольфрамовым электродом.
11.6.4. Не рекомендуется во избежание повышенного образования вредных веществ, повышать режимы сварки, особенно при сварке цветных металлов, сплавов, легированных сталей, изделий с антикоррозионным покрытием.
11.6.5. Флюс должен быть сухим, не загрязненным посторонними веществами, должен иметь определенный гранулометрический состав.
Для уменьшения образования фтористого водорода целесообразно применение флюса с меньшим содержанием плавикового шпата.
11.6.6. Системы пневмотранспорта флюса должны иметь герметичные соединения трубопроводов и фильтры для очистки воздуха, выбрасываемого в атмосферу.
11.6.7. Уборка флюса должна производиться с помощью флюсоотсосов. Загрузка флюса в бункер и зачистка шва должны быть механизированы.
11.6.8. Сварка и наплавка с применением хромоникелевых сварочных материалов, плазменная обработка металлов производиться в основных производственных помещениях или на неравных участках.
11.6.9. В одном производственном помещении со сварочным производством размещение гальванических, малярных и других более опасных и вредных производств.
Расположение в одном пролете сварочных и несварочных участков может быть допущено только в исключительных случаях.
11.7. Требования к состоянию воздушной среды
11.7.1. Состояние воздушной среды в открытой сборочно — сварочных производствах (температура, относительная влажность, скорость движения воздушной струи, содержание вредных веществ в воздухе рабочей зоны) должно обеспечиваться системами вентиляции, устройствами местных отсосов, применением стационарных или передвижных фильтров.
11.7.2. Обеспечение приемлемого состояния воздушной среды при сварке внутри емкостей, замкнутых пространств, сопровождаемых быстрым образованием концентраций газов и аэрозоля в зоне дыхания сварщика и неблагоприятными метеорологическими условиями, требует применения санитарно-технических и организационных мероприятий, т. к. в этих условиях резко повышается интенсивность теплового облучения и для его нейтрали требуется применение воздушного душирования места производства, обеспечение благоприятного воздействия воздуха от 0,7 до 2 м / с для создания необходимого теплоотвода, отвода образующихся при сварке вредных веществ из зоны дыхания сварщика и исключения , при этом, опасность простудного заболевания сварщика.
11.7.3. Производство сварочных работ внутри замкнутых пространств без вентиляции не допуск.
11.7.4. Перед сваркой емкость должна быть очищена, промыта, провентилирована.
Для обезжиривания недопустимо применение трихлорэтилена и дихлорэтана, т.к. при взаимодействии их с озоном образует фосген — токсическое вещество удушающего действия.
11.7.5. При сварке внутри помещений (баков, цистерн, котлов, резервуаров, колонн и т.д.) наряду с общеобменной необходимой местная вентиляция и индивидуальные средства защиты органов дыхания.
11.7.6. Вентиляция емкостей в большинстве случаев требует применения вентиляторов высокого давления и гибких шлангов и может осуществляться:
как создание организованного воздухообмена в емкостях подачей чистого наружного воздуха в емкость и вытяжки из нее, так и с удалением загрязненного воздуха непосредственно вблизи электросварочной дуги или вентиляции только зоны дыхания сварщика путем, например, подачей чистого воздуха под маску или под щиток сварщика.
11.7.7. При организованном воздухообмене в емкости емкость чистый воздух в холодное время может быть подогрет до нужной температуры.
Подаваемая струя чистого воздуха должна иметь направление от сварщика к дуге с тем, чтобы вредные выделения не попадали в зону дыхания сварщика.
Удаляемый из емкости воздух должен отводиться в вытяжной воздуховод общеобменной вентиляции.
11,8. Доврачебная помощь при поражении электрическим током
11.8.1. Исход электрического тока зависит от того, как быстро освободили пострадавшего от действия электрического тока, и от того, оказали ли ему своевременно и правильно первую доврачебную помощь.
11.8.2. При рассмотрении пострадавшего от действия электрического тока необходимо применять резиновые перчатки, использовать сухие доски, резиновые коврики.
Освобождение пострадавшего на высоте от действия электрического тока необходимо выполнить, кроме того, с применением мер, предотвращающее падение напряжения при снятии.
11.8.3. Освобождение напряжения пострадавшего от действия электрического тока производиться отключением в сети, снятия токоведущего провода с повреждавшего, перерезания (перерубания) токоведущего провода и другими способами.
11.8.4. Если пострадавший после освобождения от действия электрического тока находится в сознании, необходимо расстегнуть или снять стесняющую одежду, обеспечить полный покой и доступ свежего воздуха до медицинского персонала.
11.8.5. После того, как пострадавший не дышит или дышит судорожно, после освобождения его от стесняющей одежды необходимо сделать искусственное дыхание одним из известных методов.
Способ «изо рта в рот» — производят 10 — 12 вдуваний в рот (или в нос) пострадавшему в 1 мин. В гигиенических целях воздух должен вдуваться через смоченную марлю или специальную трубку.
Одновременно с вдуванием должен производиться наружный массаж сердца ритмичными сжатиями передней стенки грудной клетки крест — накрест сложными ладонями.
11.8.6. Обязательным требованием для работ с повышенной опасностью поражения электрическим током является наличие в каждой смене, на каждом участке или объекте практического приемам освобождения от действия тока и методам выполнения первой доврачебной помощи.
Пожарно-технический минимум для газоэлектросварщиков → Постоянные и временные посты. Порядок оформления разрешения и наряд-допуск — ЧОУ ДПО «Промбезопасность»
При проведении огневых работ отводятся места:
постоянные посты организуются в специально оборудованных для этих целей мастерских или открытых площадках;
временные посты непосредственно в помещении при ремонте оборудования или на строительно-монтажной площадке.
Постоянные (стационарные) места для проведения огневых работ оборудуются в соответствии с требованиями пожарной безопасности объекта, с противопожарным режимом предприятия, специфическими особенностями применяемых материалов и указаний и распоряжением руководителя объекта. Временные места проведения огневых работ только письменным разрешением лица, ответственного за пожарную безопасность данного объекта (форма 5, приложение 3).
Электросварочные работы можно проводить на стационарных установках в специально отведенных помещениях и на территории объекта при помощи передвижной электросварочной установки.
Помещения, где применяются электросварочные работы на стационарных аппаратах, должны быть вытяжной вентиляцией для удаления образований на рабочем месте сварщика, а также общеобменной вентиляцией для очистки воздушной среды в помещении.
Стационарные места для электросварочных работ оборудуются специальными кабинами из несгораемых материалов, при этой высоте перегородок должен быть не менее 2,5 м, расстояние от пола до нижнего торца перегородки — не менее 5 см.
Не разрешается размещать постоянные места для проведения огневых работ в пожароопасных и взрывопожароопасных помещениях.
При работе в одном месте нескольких электросварщиков их рабочие места необходимо ограждать светонепроницаемыми щитами из несгораемого материала.
При постоянных местах проведения огневых работ более чем на 10 постах (сварочные, резательные мастерские) должно быть предусмотрено централизованное электро- и газоснабжение.
В сварочной мастерской при наличии не более 10 сварочных постов для каждого поста иметь по одному запасному баллону с кислородом и горючим газом.Запасные баллоны должны быть ограждены щитами из негорючих материалов или храниться в специальных пристройках к мастерской.
Проведение огневых работ на зданиях, выполненных из легких металлических конструкций с горючими и трудногорючими утеплителями, не разрешается.
Как стационарные, так и передвижные электросварочные установки и аппараты должны удовлетворять требованиям правил устройства электроустановок, правилам технической эксплуатации электроустановок потребителей и правил безопасности труда при эксплуатации электроустановок потребителей.Все электросварочные установки должны иметь техническую документацию, поясняющее назначение агрегатов, аппаратуры, приборы, а также электрические схемы к ним.
На передвижных электросварочных аппаратах механически прочные токоподводящие шланговые кабели. Использование шланговых кабелей с поврежденными изоляционными покрытиями запрещается. Запрещается применение шнуров всех видов и марок для подключения источников сварочного тока к распределительной цеховой электрической сети.
Полы в помещениях, где организованы постоянные места проведения сварочных работ, должны быть выполнены из негорючих материалов. Допускается устройство деревянных торцевых полов на негорючем основании в помещениях, в которых производится сварка без предварительного уведомления.
Над переносными и передвижными электросварочными установками, используемыми на открытом воздухе, должны быть сооружены навесы из негорючих материалов для защиты от атмосферных осадков.
На проведение всех видов огневых работ на временных местах (кроме строительных площадок и частных домовладении) руководитель объекта обязан оформить наряд-допуск.
Разрешение на проведение огневых работ выдается только на одну смену. Если же работы будут проводиться в течение нескольких, то выданное разрешение подтверждено, о чем делается в соответствующая запись. Наблюдение за наблюдением за наблюдением за наблюдением за наблюдением.
Разрешение на проведение огневых работ в выходные и праздничные дни оформление особо и администрация объекта установить действенный контроль за проведением этих работ.
Оборудование сварочных постов: особенности передвижного и стационарного рабочего места
Сварщики-самоучки в большинстве случаев используют сварные работы в домашних условиях в тех местах, которые более или менее приспособлены под такую работу.
Профессиональные мастера, насколько важно максимально комфортные и безопасные условия работы, поэтому обеспечивают специальные сварные посты. Ведь особенности рабочего места во многом определяет использование безопасного использования сварочного оборудования для мастера на практике.
Что представляет собой сварочный пост и какие его разновидности?
Сварочным постом называют своеобразный кабинет сварщика со всем комплексом необходимого в его работе оборудования, инвентаря и расходных материалов для бесперебойного выполнения сварных работ. То есть, это такое рабочее пространство сварщика, работать в максимально комфортно и безопасно.
Если все работы по обустройству сварочных постов выполнять с учетом требований охраны труда, это позволит обеспечить мастеру максимальный уровень безопасности при сварке.При этом и уровень пожаростойкости пространства будет максимальным. Чтобы этого добиться, понимать специфику разных видов сварных постов.
Стационарный сварочный пост.
Исходя из вида оборудования, применяемого в работе, сварочные посты бывают:
Газосварочные. Рабочий кабинет для проведения газосварочных работ оборудуется с учетом факта, что расплавление металла в процессе организации кромок изделий в данном случае основано на применении тепловой энергии от горения газа в горелке.Поэтому пространство должно быть максимально качественной вентиляционной системой, а также должно работать негорючими материалами.
Электросварочные. Рабочее пространство электросварщика при работе с электрической сваркой не менее травмоопасно, но в данном случае важно удалить больше внимания высокого уровня защиты человека от электрического током.
Стационарный пост для ручной сварки.
Исходя из возможностей, сварочные посты бывают:
Стационарными. Выглядят как кабина с открытым верхом, которая приподнята над уровнем напольного покрытия, помещаются в помещениях и могут располагаться двигающейся столешницей.
Передвижными. Представляют собой мобильные конструкции, которые можно переместить в замену для работы. Передвижные посты для сварщиков актуальны для выполнения сварки крупногабаритных конструкций в просторных цехах или непосредственно под открытым небом на строительной площадке.
В условиях стационарного сварочного поста удобно выполнять сварку деталей малого и среднего размера, а для крупных узлов и конструкций из металла оно не пригодно.Кабину изготавливают из металлопроката с цинкосодержащим покрытием, стойким к высоким температурам и инфракрасному излучению.
Особенность передвижного рабочего места отсутствие необходимости в проведении специальных мероприятий и особых рабочих условий. Передвижной сварочный пост защищается от осадков с помощью навеса, а от ветра — при помощи ширм.
Актуальные при сварных работах инструменты помещают в специальные тумбы, пространство обеспечивается локальными источниками света.
Делаем сварочный пост своими руками
Рабочее пространство сварщика с комплексным необходимым в работе оборудования, инвентаря, расходных материалов и самого сварного аппарата называется сварочным постом. Его можно организовать самостоятельно, если внимательно изучить нормы и требования безопасности к подобным кабинетам.
При организации мобильного сварочного поста потребуются дополнительные приспособления, так как весь комплекс присутствующих в нем предметов, оборудования и инструментов должен быть подвижным.
Стационарный вид рабочего места сварщика в передвижении не нуждается, поэтому при его организации нет необходимости в опорах на колесиках и т.п.
Вне зависимости от вида сварочного поста, в работе потребуются негорючие материалы для устранения риска возникновения пожара: и для постоянного использования, и для временного использования сварки необходимо обеспечить безопасными условиями труда.
Актуальные инструменты и материалы
При обустройстве рабочего места для выполнения сварочных работ важно подобрать полный комплекс актуальных в работе инструментов и оборудования.
Планировка сварочной кабины.
Список может меняться на усмотрение сварщика, но существуют позиции, обойтись без крайне сложно:
сварочный аппарат;
приспособление для складирования присадочных материалов, иного рода вспомогательных приспособлений;
постоянный источник питания электрического тока;
комфортабельное место посадки;
рубильник для включения и выключения подачи напряжения;
системы хранения для мелкого инвентаря: переносные корзины, выдвижные ящики, полки и т.п .;
электродержатель.
Вышеперечисленные элементы при рациональном планировании пространства рабочего места займут относительно немного места.
Оборудование сварочного поста своими силами нужно проводить с учетом всех требований по безопасности. Оптимальная длина рабочего пространства — 2 м, ширина — 2,5 м, высота — 2 м. Ни в коем случае не стоит создавать закрытую верхнюю часть сварного поста.
Для организации стен стоит применить тонкую сталь или фанеру, пропитанную огнеупорный раствор.
Для выполнения сборочных и сварочных операций металлических деталей внутри рабочего кабинета мастера важно установить комфортабельный стол. Оптимальные параметры сварочного стола таковы: высота на уровне 50-60 см при работе и порядка 90 см при работе стоя, а площадь порядка 100 см2.
К столу следует приварить болты из стали, которые крепят токоподводящий провод от источника сварного тока, а также провод заземления рабочего стола.
Сбоку организованы гнезда, приспособления для хранения электродов и присадочных материалов.В выдвижных ящиках можно хранить мелкий ручной инструмент или технологическую документацию.
Основным видом оборудования рабочих кабинетов сварщиков считается одно- или многопостовые источники питания дуги.
За работу в условиях кабинам посредством применения токоподводящих проводов или шин. Также в кабине нужно монтировать рубильник для включения и отключения сварного тока.
Поэтапное обустройство сварочного поста
Общий вид типового сварочного поста.
Сварочные посты можно организовать в условиях просторного гаража, СТО, строительной площадки и т.п.
В любом случае все операции по их обустройству можно поделить на следующие этапы:
выбор места под организацию рабочего пространства мастера, его очищение от посторонних предметов, уборка;
обустройство стеночек рабочей зоны с применением стали или фанеры, пропитанной огнеустойчивым составом;
обустройство стола со столешницей и системами хранения из негорючего материала;
обеспечение доступа к источнику электричества для работы электрооборудования;
организация надежной вентиляционной системы;
визуальный осмотр результата работ перед выполнением сварки.
Основные требования при обустройстве сварочных постов
Переносной пост сварщика.
Вне зависимости от вида применяемого оборудования основные требования пожарной безопасности к рабочим организациям сварщика практически всегда одинаковы и преследуют единую цель — обеспечить мастера комфортными и безопасными условиями для проведения сварочных операций:
оградите рабочее место сварщика экранами из несгораемых материалов, но не оборудуйте его закрытым верхом;
сварка аппаратом в среде защитных газов должна выполняться только, если обшивка кабины не доходит до пола на 30 см, а высота светозащитного экрана превышает 2 м;
обшивку кабины и светозащитного экрана выполнить из несгораемых материалов;
площадь кабины не должна быть менее 4,5 м, иначе не хватит места для размещения сварного оборудования, сборочной единицы, приспособлений и систем хранения деталей;
машину для плазменной резки обособьте сплошным ограждением из несгораемых материалов с высотой не менее 2,2 м. ;
разместить в одной кабине 2-х и более сварочных столов не стоит, но если это необходимо, их нужно разделить светозащитным ограждением во избежание пожара.
Отдельно отметим особую роль вентиляционной системы при обустройстве рабочего места сварщика. Этот момент должен строго контролироваться со стороны мастера, так как напрямую влияет на уровень безопасности сварочного поста.
Специалисты советуют следующее:
Стоит организовать вытяжную вентиляцию местного и общеобменного типа. Местные отсосы применяются к каждому агрегату и рабочему пространству, если имеет место выделение в воздух паров вредных веществ.
Вытяжки оборудуются фильтрами, очищающими воздух от сварочных аэрозолей и выбрасывающими его в цех или атмосферу.
Подача приточного воздуха осуществляется при сварке в защитном газе или сосредоточено в верхней зоне при выполнении сварки иными методами.
Отделку стен лучше выбрать матовой, дабы их поверхности не отражали сварочные блики при функционировании сварочного агрегата. С той же целью полы следует сделать бетонными.
Если данные требования к параметрам сварочных постов и вентиляционной системы рабочего пространства определяются, сварщик может приступать к работе.
Конечно, в жизни могут произойти разные ситуации, но описанные меры предосторожности при проведении сборки металлоконструкций с помощью сварных аппаратов значительным образом снижают риски травматизации мастера и возникновения пожара от искры сварки.
Заключение
Пост для выполнения сварочных работ необходимо обустраивать таким образом, чтобы мастеру обеспечилась высокая пожаробезопасность.
По этой причине стоит использовать исключительно негорючие материалы при организации стен, напольного покрытия, систем хранения инвентаря, не забыть про заземление и наладить хорошее вентиляцию воздуха рабочего пространства.
Всем студентам-сварщикам рано или поздно придется узнать, что такое сварочный рабочий пост. Ведь именно за постом будет проходить вся ваша работа.
У сварочного поста нет четкого определения, но мы постараемся кратко сформулировать его.
Итак, сварочным постом принято называть небольшую зону (она может быть как в цеху, так и на улице), оснащенную всем сварочным оборудованием и комплектующими для него.
За основу оборудования сварочного поста состоит из сварочного аппарата, электродов, баллонов с газом (если необходимо), кабелей, горелок, зажимов, инструментов для обработки металла и вообще всем, что может пригодиться вам в работе.Иногда на посту даже есть средства индивидуальной защиты, например, масками или перчатками. Но это лишь базовая информация. В этой статье мы подробно расскажем все о постах для электросварщика.
Разновидности
Существует два типа сварочных постов: стационарные и передвижные.
Стационарные посты располагаются в цеху и предназначены для работы с деталями небольшого размера, поскольку рабочая поверхность сварочных столов зачастую ограничена.
Передвижные посты могут быть как внутри цеха, так и на улице.Это могут быть небольшие каркасы на колесах, встроенное оборудование или же специальная тележка.
Давайте подробнее рассмотрим каждый тип поста.
Стационарный пост
Ниже приведена схема сварочного поста стационарного типа. В большинстве случаев стационарный пост предоставляется в отдельной кабине без крыши. Площадь такой кабины должна быть не менее 3 м2.
Стационарный сварочный пост должен быть изготовлен из негорючих материалов, поэтому ширмы делают из полимеров, а каркасы — из металла.Высота самой кабина должна быть не менее 2 метров. Внутренние стенки кабины покрываются огнеупорным горящим составом, не поддерживающим его.
В каждом стационарном посту есть не только оборудование, но и сварочный стол. Его размеры обуславливаются характером работ. Если сварка производится в сидячем положении, то высота должна быть около 60-70 см. Если в стоячем — от 85 и выше. Размер рабочей поверхности должен быть не менее 100х100 см.
Отдельное требование — это хорошая вентиляция для сварочного поста.Местная вентиляция при сварке может быть как естественной, так и принудительной. Принудительная вентиляция предпочтительнее всего. Также необходим местный отсос от сварочного поста, чтобы оперативно забирать металлическую стружку, пыль от шлифовки и пр.
Передвижной пост
Сварочный пост для ручной дуговой сварки может быть и передвижным или переносным. За основу передвижной сварочный пост можно организовать с меньшими усилиями, поскольку для него требуется соблюдение многих правил.Не нужно организовывать вентиляцию, соблюдать размер рабочей зоны и т.д.
Вот что стоит сделать, так это навес над передвижным постом, чтобы сварщик мог работать в непогоду или под солнцем. Также передвижной пост должен иметь удобные колеса, чтобы с их помощью даже тяжелое оборудование было перевезти без особого труда.
У передвижного поста должны быть отсеки и ниши для хранения комплектующих. Если это передвижной пост газовой сварки, то должно быть предусмотрено место под газовый баллон.Вентиляция сварочного поста может быть естественной, поскольку работы в большинстве случаев проходят на улице.
Как выбрать газовый баллон для сварки
Требования к посту
Общие требования
Требования к сварочным постам обусловлены техникой безопасности и удобством проведения работ. Важно, чтобы посты были заземлены. Рекомендуется размещать их на бетонном или кирпичном основании. У поста должны быть удобные ниши для хранения не только инструментов, но и документации.
О вентиляции мы уже говорили, она обязательна. Сварочные столы должны быть изготовлены из стали или чугуна. Сварщик должен работать, стоя на резиновом коврике.
Применение сварочного поста для ручной дуговой сварки, где мастер будет работать, предполагает использование специального кресла, не проводящего ток. Само кресло должно быть эргономично, чтобы сварщик не уставал даже после нескольких часов непрерывной работы.
Организация сварочного поста не обходится без правильного освещения.Оно должно быть достаточно ярким, чтобы обеспечить хороший видимость даже самых мелких деталей. При этом световой поток не должен раздражать сетчатку глаз. Лампы нужно располагать прямо над постом.
Любой пост оснащается выключателем подачи тока. Эта функция должна быть везде, даже если это многопостовая сварка. Сварочные столы должны иметь толщину не менее 2 сантиметров.
Индивидуальные требования
Организация рабочего места сварщика ручной дуговой сварки и организация рабочего места сварщика полуавтоматической сварки конечно отличаются.Есть индивидуальные требования к постам в зависимости от технологии сварки.
Если обязана сварка на переменном токе, то должен быть оборудован осциллятором. «Положить», что пост должен сообщить для режиссера металла, то нужно заранее рассмотреть место для режущего инструмента.
При применении трехфазного напряжения тока нужно предусмотреть расположение контактора. Что касается всех работ, в ходе которых используется газ, то должно быть оборудовано место хранения и настройку баллона.
Вместо заключения
Подбирая оборудование для поста необходимо учесть все требования и нюансы. Недостаточно просто поставить сварочный аппарат и положить пару электродов. Нужно полноценное обеспечение всех норм и правил.
И одно из важнейших — это качественная вентиляция сварочного поста. Благодаря вентиляции можно соблюсти многие требования пожарной безопасности к постам и сохранить здоровье сварщика.
Что такое электро- или газосварочный пост? Если просто, то это рабочее место сварщика, которое полностью оборудовано необходимыми приборами, аппаратами, инструментами и расходными материалами.
Здесь же должна быть вытяжка для удаления всевозможных газов, которые сопровождают сварочный процесс, это требования безопасности. Обязательно наличие верстака, стула и других атрибутов мастерской.
Виды сварочных постов
В класси настройки сварочных постов входит два вида: стационарный и передвижной (переносной).Последний можно перевозить на разные объекты. Особенность деятельности в стационарном посту — это заготовка приносится к сварщику. В передвижном варианте сварщик приезжает к заготовке.
Стационарный сварочный пост
Размеры сварочного поста размера выполняемых сварщиком работ. Но высота кабины обычно не меньше 2 м. Пол, потолок и стены изготавливаются из негорючих материалов. Это требования безопасности.
Освещение рабочего места не должно быть меньше 80 Люкс.Идеально, если будет комбинация искусственного освещения с дневным.
Подключение всех видов электрического оборудования к заземления здания цеха обязательно. Пост для ручной дуговой сварки стационарного типа должен оборудоваться хорошо работающей вентиляцией.
Основное к ней требование — это воздухообмен в рекламе 40 м³ / ч.
Поверхность рабочего верстака — это чугунная плита толщиною 20-25 мм. При этом ее поверхность должна находиться на высоте 50-70 см над уровнем пола.Внутри каждой рабочей кабины должен устанавливаться рубильник и магнитный пускать, обеспечивающие включение и отключение сварочного трансформатора.
Внимание! Сварочное оборудование может устанавливаться как внутри помещения, так и снаружи. При этом максимальном расстоянии от него до сварного аппарата не должно превышать 15 м.
Передвижной сварочный пост
По сути, это рабочее место электро- или газосварщика на открытом воздухе. Поэтому к данному месту не такие жесткие требования безопасности.Здесь нет системы вентиляции, из поверхностей лишь потолок, который является крышей навеса, закрывающее пространство от природных осадков.
В основном используется дневное освещение, но каждый верстак снабжен локальной осветительной системой, которая работает независимо от других объектов. Как и на стационарном посту, на переносном также организуется система заземления.
Некоторые переносные сварочные кабины закрываются со всеми сторонними защитными панелями. Но есть к его обустройству одно требование — между панелями должен всегда находиться зазор в пределах 50 см.
Это и будет своеобразная система вентиляции сварочного поста.
Что касается оборудования сварочного поста для ручной дуговой сварки или газосварки (имеется в виду передвижного типа), кроме верстака и стула устанавливаются тумбы, в которых хранится инструмент и расходный материал для проведения работ.
Существуют передвижные сварочные посты, организуются автомобильные шасси. Это по-настоящему передвижной объект. В его конструкции обычно размещают до трех сварных агрегатов.Такую машину подгоняют к объекту, и работают на нем сразу три сварщика.
Обшивают большую машинную конструкцию тонким листовым железом, тем самым соблюдая требования безопасности. Внутри устанавливают один длинный верстак, здесь же располагаются, печь для прокалки электродов, ящики для складирования кабелей и шлангов. В общем, это мобильная установка, с помощью которой можно выполнять большой объем работ.
Такие сварочные посты для газовой сварки или электросварки могут располагаться на автомобильном шасси, а на полозьях.В верхней части его каркаса на углам делаются проушины. Или грузят на машину и перевозят на другие объекты.
Так как существует несколько видов сварки, соответственно и рабочее место оснащать по-разному. Неизменным безопасным безопасным заземлением, требованиями к вспомогательному оборудованию для удобства работы сварщика.
Сварка неплавящимися электродами в защитных газах требует организации места для баллонов с газом или компрессора.
Механизированная сварка или резка металлов — это дополнительный агрегат для подачи расходника или режущего инструмента.
Использование трехфазного напряжения — это установка контактора необходимой величины.
Рабочее место электросварщика, работающего на переменном токе, дополнительно оснащается осциллятором. Его назначение — стабилизация электрической дуги.
Оснащение места работы газо- или электросварщика — дело серьезное и ответственное.Здесь действует и важное правило — обеспечить максимальную безопасность ведения сварочных работ. Поэтому таким системам, как вентиляция, заземление и освещение, уделяется повышенное внимание.
Грамотное обеспечение сварочного поста для ручной сварки — это не только уменьшение риска заболеваний работника, а значит, и сохранение его здоровья, что очень важно. Это повышение качества работы, плюс сокращение сроков выполнения заказа.
У каждого профессионального сварщика есть рабочее место — сварочный пост, который должен быть организован в зависимости от вида соединительных работ, а также размеров изготавливаемых деталей, конструкций .
Оборудование сварочного поста также может отличаться в зависимости от вида соединительных работ и других важных элементов.
Сварочный пост может быть стационарным, а также передвижным, поэтому постараемся рассмотреть оба варианта обустройства места сварщика.
Стационарный пост, его оборудование и требования к нему
Комплектация сварочного поста должна осуществляться ответственно. При оснащении сварочного поста берутся во внимание все нормы и требования, выдвигаемые к данному рабочему месту профессионального сварщика.
Основные элементы:
Комплект оборудования для производства сварки;
Стол для электродов, а также приспособлений;
Источник тока для сварки;
Стул для сварщиков;
Рубильник;
Вытяжная камера;
Ящик для специального инструмента;
Электродержатель.
Требования к цвету стен кабины обязывают окрашивать их в светло-серые тона, способные качественно и эффективно поглощать ультрафиолетовые излучения во время соединительных работ. Пол кабины выполняется в обязательном порядке из огнестойкого материала, как гласят требования. Освещение также не должно оставаться без внимания, поэтому нормативные требования уровня освещенности обязывают создавать свет не менее 80 лк. Особые требования выдвигаются к вентиляционной системе сварочного поста.
Таким образом, для комфортной работы сварщика понадобится мощная вентиляция. Отметим, что вентиляция не требуется для того, чтобы вредные для организма человека газы, выделяемые во время соединительных работ, отводились за пределы помещения.
Вентиляция должна в обязательном порядке удовлетворить нормативным документам, обеспечивающим воздухообмен не менее 40 кубических метров в час.
Если вентиляция поста или всего цеха выполнена не соответствующими нормам ГОСТа образом, вредные летучие отходы на длительное время накапливаются, поражаются при этом внутренние органы, органы дыхательной системы рабочего, чего допускать невозможно.
Современное оборудование достаточно часто оснащается специальными заслонками, регулирующими интенсивность процесса удаления электрических металлов.
Вентиляция имеет и другие инновации — установка гибкой конструкции рукава, за счет которого обеспечивается установка вентиляционной системы в зонах производства соединений.
Подобная вентиляция имеет некоторые преимущества в том, что работа в помещениях с такой системой удаления воздуха может производиться на протяжении длительного времени.
Для качественного удаления пыли и газов от рабочего места:
Обустраивать на стационарном рабочем месте местную систему вентиляции;
Во время работы в тесных местах, внутри резервуаров обустраивать переносную вытяжку;
Обустраивать подвод воздуха через специальное отверстие во внутренней стенке двустенного щитка в особо тяжелых условиях;
Если имеются ядовитые примеси в выделяемых газах, необходимо использовать респиратор с химическим фильтром.
Стол профессионального сварщика предназначается для проведения на нем соединительных работ. Таким образом, крышка стола изготавливается из чугунной стали, толщина которой составляет 20-25 миллиметров. Каждый сварочный пост располагает установленным на нем магнитным пускателем, а также рубильником, предназначенным для включения и последующего выключения рабочего тока.
к меню ↑
Оборудование передвижного поста и требования к нему
Для удобного размещения электродов, необходимых инструментов, специального оборудования и других для соединительных работ приспособлений пост оборудуется специальными тумбами.На соединительных работ наблюдается выделение сварочного аэрозоля, несущего вред для здоровья рабочего. Интернет-доступ предоставляется на открытый доступ. В связи с быстрым рассеиванием отрицательных веществ, выделяется в процессе производства швов и соединений, вентиляция не устанавливается.
Требования выдвигаются и к освещению рабочего места. Система освещения зачастую над столешницей стола, либо около нее.Освещение должно минимизировать нагрузку светового потока на органы зрения сварщика. Требования обязывают оснащать все типы постов в обязательном порядке заземляются. Зазор стенок составляет около полуметра для качественного вентилирования.
к меню ↑
Рабочее место для газосварочных процессов
Сварочный пост для выполнения газовой сварки: входящие в себя все необходимые рабочие предметы, сопутствующие элементы для безопасного производства швов. Также стоит знать, что стол должен изготавливаться из металла.
Стационарные и передвижные сварочные посты: виды и размеры
Сварка необходимая, привычная часть производственных процессов. Ее использовать на промышленных предприятиях, строительных площадках, домашних мастерских.
Как любой технический процесс, она должна быть безопасно. Как для самого сварщика, так для окружающих. При работе необходимо соблюдать требования охраны окружающей среды.
Кроме того, рабочее место обеспечивает максимально возможный комфорт сварщик, комплектуется необходимыми приспособлениями и инструментами для производительной работы.
Такую площадку, обеспеченную минимально необходим набором оборудования, принято называть сварочный пост.
Что это такое — общие положения. Требования к помещениям стационарных постов
В первую очередь, комплектация сварочного прибора, предварительная настройка его оборудования, позволяет избежать долгого подготовительного периода .Приступить к выполнению работ спустя 3-5 минут после получения задания.
Однако, кроме уменьшения времени подготовки он решает и другие не менее важные задачи.
Обеспечение необходимых санитарных условий, например, удаление вредных газообразных производных.
Эргономичное расположение необходимых расходников: электроды, сварочная проволока, присадки, баллоны с газом.
Размещение вспомогательной оснастки: струбцины, тиски, устройства для подготовки деталей к сварке, молоток, пассатижи, другие принадлежности.При этом использовании сохранность, и удобство использования.
Защита окружающей среды от вредных производных сварочного процесса.
Обеспечение безопасности людей близко к месту работ.
Внешний вид и комплектация системы бывает различной по сложности . От небольшого переносного комплекта, такого как пост газосварочный пгу 5п, до отдельного цеха с установленным стационарно оборудованием.
Марка мобильного агрегата расшифровывается как «пост газосварочный универсальный», а цифра говорит, что кислород пропан расфасованы в баллоны по 5 литров.Последняя буква означает вид рабочего газа: «П» — пропан.
Помещение, используемое для размещения оборудования должно соответствовать:
нормам пожарной безопасности категории В1-В4, при наличии газа под давлением — Б
нормам по электробезопасности не ниже второго класса.
Безопасность для передвижных, а также носимых устройств обеспечивается с учетом условий непосредственного производства работ.
Виды
Основаная классификация разделяет все области сварки на два основных типа:
Стационарные.
Передвижные.
Рассмотрим варианты их организации.
Стационарный
Самые крупные из подобного типа занимают помещение, даже цеха . Оборудование для этого вида как правило громоздко, обрабатываемые изделия, наоборот, имеют относительно небольшие размеры. Обычно здесь обрабатывают серийные заготовки.
Увеличить масштаб для размещения для таких технологий сварки как диффузионная, лазерная, сварка под слоем флюса, трением, прессованием, ковкой.Помимо сварки здесь производят раскрой с помощью газовой, лазерной или плазменной резки, другие подобные работы.
Для обеспечения вентиляции цеха сварки и резки металла необходима система приточных и вытяжных коробов, а также мощных фильтров.
Кабина
Небольшие сварочные точки обслуживающие цеха предприятий размещают в отдельных кабинах. Задача этих помещений:
обеспечить защиту окружающих от яркого света сварочной дуги;
обеспечить локализацию сварочной зоны;
сделать работу электросварщика или газосварщика организованной, по возможности комфортной.
Стены кабинета изготовления из листового металла, листов ОСП или фанеры, обработанных противопожарной пропиткой . Как вариант, рабочие места просто ограждают брезентовыми ширмами или шторами.
Рабочий стол
Своего рода переход от стационарных к передвижным типам . Оборудуется струбцинами для точного позиционирования свариваемых деталей, ящиками, тумбочками для расходников и оснастки. При необходимости — местной вытяжкой.
Изготавливают его из листового металла. При этом в столешницы иногда встраивают специальные решетки для вытяжки продуктов горения непосредственно из зоны сварки.
Рабочий стол подойдет для небольшого мастерской, в том числе домашней . Разместить его можно как в помещении, так под навесом. При необходимости несложно перенести в другое мест.
Передвижной
Может устанавливаться в автомобиле, прицепе . Устройства на основе полуавтоматического аппарата размещают на ручной тележке вместе с баллоном углекислоты, сменными держателями, запасом сварочной проволоки, прутков. Тут же размещают минимальный набор инструментов.
Если же использовать портативный инвертор, пост поместится в чемодане 0,5х0,5 метра габаритами.
Оборудование разных видов сварки
Организация рабочих точек обусловлена характеристиками используемого оборудования . В первую очередь это масса и требования к подключению.
Сам сварочный пост и оборудование сварочного поста, основы которого составляют сложные станки, приборы которого используются для их обслуживания, при необходимости — ремонта.Кроме того, в наличии должен быть некоторый запас расходных: порошковый флюс, газ, различные присадки.
Более точно параметры комплектации диктуют технологические карты, индивидуальные регламенты, включающие чертеж с планировкой, функциональные и другие схемы.
К комплектации распространенных устройств универсальных допусков. Их выделяют в две группы, на основе:
электросварочного, дугового;
газового оборудования.
Стационарные посты первого типа комплектуют мощными устройствами постоянного либо переменного тока, нередко работающими от 380В . Это трансформаторы переменного тока, с выпрямителями либо без них, электрические машины (генераторы), стабилизации дуги.
Если работа ведется с использованием инертного либо активного газа, обязательной комплектацией будут баллоны с аргоном, водородом, гелием и т.п.
Комплектация газовой сварки включает баллоны с рабочим газом (ацетилен или пропан), а также кислородом.
При этом, в отличие от мобильного, стационарный газосварочный пост не имеет ограничений по весу , поэтому сюда газ подается в баллонах емкостью в десятки литров.
Столы и прочая оснастка так же не ограничена по весу. Расширенный комплект может состоять не только из тисков и струбцин. Он включает фиксаторы конструкции, трубогибы, устройства для холодной прокатки, вальцовки и пр.
Мобильные наборы используют малогабаритное оборудование: инверторы, сварочные полуавтоматы, газосварка с небольшими баллонами.
Обустройство вентиляции
Качество и сложность вентиляции мест работы оборудования так же зависит от его параметров.
Для передвижных постов она отсутствует как таковая, либо используется та, что есть.
Для стационарных типов местная вентиляция необходима . Особенно если речь идет о сварке под флюсом, устройствами, использующими активные виды газа.
Как правило, площадки кабинетного типа снабжают вытяжной вентиляцией, засасывающей образующиеся продукты сгорания непосредственно из зоны сварки.Поступление воздуха в помещении идет через зазоры под ограждениями и поверх них.
При этом, качественно приток зависит от организации вентиляции всего помещения, где действует сварка.
Требования к безопасности
Сварка имеет ряд факторов способных причинить вред здоровью человека:
Высокую температуру, сопровождающую процесс.
Электрический ток большой мощности.
Сильное излучение как в видимом спектре, так инфракрасном и ультрафиолет.
Продукты сгорания веществ, в том числе загрязнений.
Взрывоопасные емкости под давлением. Чтобы не допустить травмы, вредного воздействия на здоровье человека обустройство производят согласно требованиям ГОСТ 12.3.003-86 «Работы электросварочные. Требования безопасности », а также другими нормативными актами.
К примеру, свободное место сварочной кабины, должно быть не менее 3 м2. Проходы между шинами подключения эл. тока, а также механизмов с движущимися частями составлять не меньше 1,5 метров.
Ограждение места сварочных работ, выполняется глухим, защита окружающих от сияния дуги. При этом, между полом и низом стены оставляют зазор для притока воздуха.
Проход к месту работы таким образом, чтобы вход и выход был свободным.
Обязательное требование — комплектация постов средств защиты, как специальными, так и общего назначения.
К первым сварочные щитки, шлемы и маски, спилковые огнестойкие перчатки, комбинезоны. Ко вторым защитные очки и щитки, рабочая обувь, головные уборы.
Кроме того, в предусмотренных правилах пожарной безопасности посты оборудуются средствами пожаротушения: огнетушители, песок.
Заключение
Обустройство мест сварки в виде сварочных постов делает возможным не только улучшить производительность за счет лучшей организации пространства. Одновременно повышается качество работы, снижается риск травматизма
Источник: https: // svarka.гуру / оборудование / расходники-и-комплектующие / стационарные-и-передвижные-posty.html
Сварочный пост: как организовать, виды, правила сборки и запуска, особенности
Обучение сварочному делу включает в себя разбор того, что такое сварочный пост. Этот термин не имеет четкой формулировки. По сути, это — основа рабочего процесса сварки.
Это — место, где будет проходить сварочная работа. Однако сварочный пост — не просто точка в рекламе, где сварщик варит металл.
По сути, этот термин для определения небольшой рабочей зоны, необходимого для сваривания металлов. Это сварочная аппаратура и прочие необходимые для безопасной деятельности элементы.
Чаще всего в состав сварочного поста сходит аппарат для сварки, комплектующие к нему (электроды, кабели, горелки, баллоны с газами при необходимости), а также прочие инструменты, которые могут пригодиться во время работы.
Иногда он оснащен даже запасными защитными личными элементами, вроде масок, очков, перчаток.
Но все это — поверхностные данные. Эта статья даст более подробную информацию о том, что такое сварочный пост, какими они бывают и что в них входит.
Виды
Общая классификация разделяет их на два вида: стационарный и передвижной. Разница между этим типами в расположении. А точнее, в мобильности.
Стационарные версии всегда расположены на одном месте, в цеху предприятия. Рабочая поверхность стационарного типа часто ограничена небольшими размерами, поэтому их применяют для обработки мелкогабаритных деталей.
Передвижной вариант может располагаться в цеху либо другом месте. Он подходит для работ, которые нельзя провести в цеху, либо которые находятся вдали от производства.
Сам передвижной пост представляет собой оснащенный колесиками каркас или тележку, которые вмонтировано или вставлено сварочное оборудование.
Однако оба типа постов стоит рассмотреть детальнее.
Стационарный тип
В основе имеет минимальную площадь 2х3 метра.Эта зона огораживается специальными защитными ширмами и экраном, что получается кабина без крыши. Высота этой конструкции должна быть не меньше двух метров.
Стены кабины должны быть созданы из безопасных, негорючих и неплавких материалов. Каркас коробки создается из металлов высокого плавления, стены — из безопасных полимерных соединений.
Дополнительно внутренняя сторона кабины покрывается огнеупорными веществами.
Помимо сварочной аппаратуры, стационарный пост сварочным столом.Размер этого элемента зависит от характера производимой работы. Есть два типа столов, которые различаются по положению сварщика во время работы.
Это могут быть столы для сварки в сидячем положении, либо для сварки стоя. Первый тип столов имеет высоту не выше 70 см, и не ниже 60 см. Второй имеет нижний рубеж в 85 сантиметров.
Вне зависимости от типа стола, его рабочая поверхность должна быть как минимум сто на сто сантиметров.
Также стоит проверить наличие и мощность вентиляции на сварочном посту.Вентиляция может быть естественной. Однако при сварочных условиях эффективно организовывать, поскольку естественная может не справиться с необходимостью.
Помимо качественной вентиляции кабины, она должна быть оснащена местным отсосом, способным быстро удалять с рабочего места стружку, пыль и подобные мелкие отходы производства.
Передвижной тип
Второй тип сварочных постов отличается мобильностью и немного другими требованиями к постановке.Организовать передвижную версию сварочного рабочего места несколько проще, нежели стационарную.
Использование системы вентиляции и кондиционирования воздуха через Интернет.
Однако, в работе с передвижным постом есть свои нюансы.
В первую очередь место, где будет проводиться сварка, должно быть оснащено навесом. Это необходимо для защиты сварщика от воздушных осадков или солнечных лучей.
Сам пост, будь то каркас или тележка, должен иметь рабочие, надежные колеса. Это позволит перемещать оборудование с большим весом.
Его конструкция должна быть оснащена нишами и отсеками, в которых будут храниться дополнительные элементы и необходимая документация. Модели для газовых обработок металлов должны быть оснащены отсеками для баллонов.
Правила сборки и работы
В работе с любой моделью сварочного поста есть верх, которые разделены на общие и индивидуальные правила.
Общие
В основе требований к сварочным постам лежат правила техники безопасности и личное удобство работника.
В первую очередь, любой тип должен иметь заземление. Для соблюдения этого правила они размещены на основании созданного из бетона либо кирпича. Пол должен быть оснащен резиновым ковриком.
Стационарные варианты быть надежным вентилированием. Комплектующие столы должны быть стальными либо чугунными и быть не тоньше 2 см.
В случае, если работа будет проводиться в сидячем положении, должно быть предоставлено специальное кресло. Оно должно иметь эргономичную форму и защиту от воздействия электричества.
Также рабочее место должно быть правильно освещено. Если естественный свет отсутствует, либо его недостаточно, над кабиной располагаются лампы. Их свет не должен быть слишком ярким.
Каждый пост оснащенный электрическим выключателем.
Индивидуальные
Индивидуальные правила организации постов зависят от типа применяемой сварки: РДС или полуавтомат.
Сваривание металлов с помощью переменного тока требует наличия осциллятора. Работа по резке металлов требует наличия места для расположения необходимых инструментов.
При работе с трехфазным напряжением Должность контактор. Обработка деталей с помощью газов требует наличия места для расположения газовых баллонов.
Заключение
Собирая сварочный пост нужно соблюсти все правила. Чтобы безопасно провести работу, мало взять аппарат для сварки, пару электродов к нему, и деталь.
Нужно позаботиться о безопасности и удобстве. Как сварщика, так и других работников.
Вентиляция сварочной зоны — важный момент безопасной работы. Качественное усиление защиты работников и снижает вероятность возникновения аварийных ситуаций.
Специально оборудованное рабочее место для сварки называют сварочным постом. Сварочные посты могут быть стационарными и передвижными.
Стационарные сварочные посты (рис. 2.1) размещают в цехах для изготовления сварных конструкций. К посту собранную под сварку конструкцию, при выполнении швов сварщик передвигается, а пусковая аппаратура остается неподвижными. Передвижения сварщика обусловлены дли-
Рис. 2.1 . Стационарный сварочный пост для ручной дуговой сварки:
1 — источник сварочного тока; 2 — стол для электродов; 3 — ящик для инструмента; 4 — рубильник; 5,6- вытяжная камера; 7 — электрододержатель; 8 — стул сварщика; 9 — сварочные провода ной сварочного кабеля — не более 30-40 м; при большей длине падает напряжение в сварочной цепи, что затрудняет процесс сварки.
При сварке небольших конструкций сварочный пост оборудуют в кабине размерами в плане примерно 2 х 2 м и высотой не менее 2 м. Стенки кабины могут быть изготовлены из негорючих и неэлектропроводящих материалов, например из асбестовых листов.
При использовании фанеры и брезента их пропитывают огнестойким составом, раствор алюмокалиевых квасцов. Стены окрашены в светло-серый цвет красками, хорошо поглощающими ультрафиолетовые лучи (цинковые или титановые белила, желтые кроны и др.)).
Освещенность кабины должна быть не менее 80 лк.
Кабину оборудуют местную вентиляцию с воздухообменом 40 м3 / ч на каждого рабочего. Вход в кабину закрывают брезентовыми шторами с огнестойкой пропиткой. Между стенками и полом должен быть зазор не менее 50 мм для вентиляции. Пол должен быть выложен огнестойким методом (кирпичом, бетоном). Для включения источника сварочного тока в кабине имеется рубильник или магнитный пускатель.
Сварочный аппарат и пусковая аппаратура расположены обычно в кабине, однако могут быть вынесены и за ее пределы.В этом случае сварочные аппараты устанавливают на расстоянии не более 15 м от кабины или места сварки в промежутках между колоннами цеха.
Питание сварочным током может быть централизованным. В цехе устраивают машинный зал, оснащенный мощными сварочными аппаратами, которые проводят медные шины вдоль колонн для подачи тока к 15-30 постам. Посты оборудуют распределительной пусковой аппаратурой, подсоединяемой к шине, и балластным реостатом для регулирования сварочного тока.
В кабине устанавливают металлический сварочный стол высотой 0,5-0,6 м для работы или высотой 0,9- 1,1 м для работы стоя.
Вместо стола можно использовать манипулятор, кантователь или другое механическое оборудование, облегчающее поворотное изделие при сварке швов. При работе применяют стул с подвижным сиденьем.
Кабину, как правило, обустраивают вентиляцией и консольным краном для подачи изделий.
Передвижные сварочные посты (рис.2.2) применяют при сварке крупногабаритных изделий (металлоконструкций, сосудов, трубопроводов), при строительстве зданий и сооружений на строительной площадке, а также при ремонтных работах.
Такие посты размещают в передвижных машинных залах, изготовленных из стального каркаса, обшитого листовым железом.
В зале устанавливают обычно 1-3 сварочного аппарата, пусковую аппаратуру, шкаф для инструмента и сварочного кабеля, печь для прокалки электродов.
Передвижные машинные залы в верхних углах устанавливают проушины для закрепления стропами и перемещением по высоте краном или погрузчиками на машинах и вагонах, а внизу — полозья для перемещения на короткое расстояние волоком.
Допускается размещение передвижных постов непосредственно на строительной площадке, но обязательно под навесом.
Рабочее место сварщика в условиях монтажа должно быть защищено от дождя, снега и ветра, а также ограждено переносными щитами или ширмами. Находящуюся на площадках сварочную аппаратуру также необходимо защищать от дождя и снега.
Посты, устанавливаются на высоте более 2 м, должны быть предусмотрены ограждения и лестницами. Для защиты от излучения дуги используют складные щиты.
Все участки, где производятся сварочные работы в стационарных или монтажных условиях, хорошо освещаться дневным или искусственным светом.
Сварочные работы | Правила безопасной эксплуатации электроустановок потребителей | Правила
Страница 14 из 18
Книга 3, Раздел 6, Статья 7, Параграф 3 Требования к электросварочным работам и оборудованию
6.7.47. Электросварочные работы должны работать в соответствии с требованиями «Правил техники безопасности и производственной санитарии при электросварочных работах», утвержденных Минхиммашем СССР 08.07.85, и Правил пожарной безопасности в Украине, электросварочное оборудование должно соответствовать требованиям ГОСТ 12.2.007.8 и ПУЭ. 6.7.48. Квалификационным работам допускаются работники, не моложе 18 лет, прошедшие медицинский осмотр, специальную подготовку и проверку теоретических знаний и практических навыков, инструкций по охране труда и имеющее квалификационное удостоверение с записью о допуске на выполнение этих работ, специальное обучение (пожарно-технический минимум) ) и ежегодную проверку знаний с получением в соответствии с требованиями «Правил пожарной безопасности в Украине». порядок организации и проведения инструктажей, обучения и проверки знаний по пожарному минимуму установлен Типовым положением о специальном обучении, инструктаже и проверке знаний по вопросам пожарной безопасности на предприятиях и в учреждениях и организациях Украины, утвержденным приказом МВД Украины от 17.11.94 N628, зарегистрированным в Минюсте Украины 22.12.94 за № 307/517. II группа по электробезопасности. электросварщики, которым дано право самостоятельного подключения сварочного оборудования к электросети, должны иметь III группу электробезопасности. 6.7.49. Подготовка электросварщиков должна проводиться в коммерческих комбинатах, на курсах по сварке, на предприятиях или в профессиональных учебных комбинатах. Аттестация сварщиков должна проводиться в соответствии с «Правилами аттестации сварщиков», утвержденными приказом Госнадзортохрантруда Украины 19.04.96 № 61, указанными в Минюсте Украины 31.05.96 за № 262/1287. 6.7.50. Для электросварочных установок и сварочных постов, предназначенных для постоянных работ в зданиих вне сборно-сварочных цехов и участков, должны быть предусмотрены специальные вентилируемые помещения со стенами из несгораемых материалов. В помещении для электросварочных установок должны быть обеспечены достаточные по ширине проходы, обеспечены удобство и безопасность выполнения сварочных работ и доставка изделий к месту сваривания и назад, но не менее 0,8 м.площадь отдельного помещения для электросварочных установок должна быть не менее 10 м 2 , причем площадь отдельного оборудования и материалов, должна быть не менее 3 м 2 для каждого сварочного поста. стены кабины должны быть высотой 2 м, зазор между стенкой и полом 50 мм, этот зазор должен быть огражден сеткой из несгораемого материала размером ячеек не более 1,0 мм х 1,0 мм, а при сваривании в среде защитных газов 300 мм. 6.7.51. Проходы между однопостовыми источниками сварочного тока, преобразовательными установками сварки (резки, наплавки) плавлением должны быть шириной не менее 0,8 м, между многопостовыми не менее 1,5 м, расстояние от одного и многопостовых источников сварочного тока до стены должно быть не менее 0,5 м. проходы между группами сварочных трансформаторов должны иметь ширину не менее 1 м. Расстояние между сварочными трансформаторами, стоящими в одной группе, должно быть не менее 0,1 м, между сварочным трансформатором и ацетиленовым генератором не менее 3 м. Запрещается установка сварочного трансформатора над регулятором тока. Регулятор сварочного тока может располагаться рядом со сварочным трансформатором или над ним. 6.7.52. Присоединение сварочных установок к электрической сети производится только через коммутационные аппараты. 6.7.53. Запрещается непосредственное питание сварочной дуги от силовой, осветительной и контактной сетей. 6.7.54. Схема присоединения источников сварочного тока при работе на одну сварочную дугу должна исключать возможность возникновения между изделиями и электродом напряжения, превышающего наибольшее напряжение холостого хода одного из источников сварочного тока. 6.7.55. Напряжение холостого хода источников тока для дуговой сварки при нормальном напряжении не должно превышать: 80 Эффективные значения для переменного тока ручной дуговой и полуавтоматической сварки; 140 В эффективные значения для систем переменного тока автоматическая сварка; 100 В среднего значения для источников постоянного тока. 6.7.56. Однои многопостовые сварочные установки должны быть защищены предохранителями или автоматическими выключателями со стороны питающей сети. Установки для ручной сварки должны быть Установки указателем значения сварочного тока (амперметром или шкалой на регуляторе тока). Многопостовые сварочные агрегаты, кроме защиты со стороны питающей сети, должны иметь автоматический выключатель или контактор (для подключения источника тока к разделительной цеховой сети) в общем проводе сварочной и предохранителя на каждом проводе к сварочному посту. 6.7.57. Для предотвращения загорания электропроводов и сварочного оборудования должны быть правильно выбраны кабели по значениям тока, изоляция кабелей по рабочему напряжению и плавкие вставки предохранителей по предельно допустимому току. 6.7.58. Присоединение к сети питания и отключение от нее сварочных установок должны электротехнические работники предприятий, эксплуатирующие эту электросеть. 6.7.59. Передвижные источники сварочного тока на время их перемещения должны быть отключены от сети. 6.7.60. Электросварочная установка на все время работы должна быть заземлена медным проводом сечением не менее 6 мм 2 или стальным прутом (полосой) сечением не менее 12 мм 2 . Заземление осуществляется через специальный болт, который должен быть на корпусе установки. Помимо заземления основного электросварочного оборудования в сварочных установках, необходимо заземлить зажим вторичной обмотки сварочного трансформатора, к которому присоединяется проводник, идущий к изделию (обратный провод). Запрещается использование нулевого рабочего или фазного провода двухжильного питающего кабеля для заземления сварочного трансформатора. Заземление электросварочных установок должно работать до их подключения к сети и сохраняться до отключения от сети. 6.7.61. Для питания однофазного сварочного трансформатора должен быть трехжильный гибкий шланговый кабель, третья жила которого должна быть подключена к заземляющему болту корпуса сварочного трансформатора и до заземляющей шины пункта питания. Для питания трехфазного трансформатора должен четырехжильный кабель, четвертая жила которого используется для заземления. Заземляющая жила питания должна быть соединена с нулевым защитным проводом питающей линии в установках с глухозаземленной нейтралью либо с заземлителем в установках с изолированной нейтралью. 6.7.62. Зажим (полюс) сварочного трансформатора должен быть присоединен к свариваемой детали с помощью заземляющего провода заземляющим болтом на корпусе сварочного трансформатора согласно рисунку 6.1.
6.7.63. Сварочные кабели следует соединять путем опрессования, сварки или пайки. подключение кабеля к сварочному оборудованию должно осуществляться опрессованными или припаянными наконечниками. 6.7.64. Длина первичной цепи между переключателем питания и передвижной сварочной установкой должна быть не более 10 м. В качестве обратного провода, соединяющего свариваемое устройство с помощью сварочного тока, могут служить стальные, алюминиевые или медные шины любого профиля, сварочные плиты, стеллажи и сама свариваемая конструкция (металлоконструкции и обезвоженные трубопроводы в пределах котлов и турбин, на ведутся сварочные работы) ) при условии, что их сечение обеспечивает безопасное (по условия просмотра) протекание сварочного тока.соединение отдельных элементов, применяемых в качестве обратного провода, растения с помощью болтов, струбцин или зажимов. Запрещается использовать в обратном проводе внутренние железнодорожные рельсы, заземления или зануления, а также провода и шины первичной коммутации распределительных устройств, металлические конструкции зданий, коммуникаций и технологическое оборудование. сварка должна производиться с применением двух проводов. Использование заземляющих проводников распределительных устройств в качестве обратного провода для сварочных установок может привести к ответвлению тока на металлических оболочках близлежащих контрольных кабелей, их повреждению и ложной работе релейной защиты. Ложная работа релейной защиты может быть обусловлена также созданием разности потенциалов между заземленными точками цепей релейной защиты при работе сварочных установок. 6.7.65. При применении передвижных источников сварочного тока и выполнения работ в пожароопасных помещениях обратный провод также должен быть изолирован, как и прямой. 6.7.66. Запрещается подавать напряжение к свариваемому изделию через систему соединенных металлических стержней, рельсов или других предметов. Если свариваемый предмет не имеет электрического контакта с заземленным заземлением, подлежит сам предмет. 6.7.67. Перед началом осмотров электросварочных работ внешний осмотром проверьте исправность изоляции сварочных проводов и электрододержателей, а также надежность соединений всех контактов. 6.7.68. Провода, подключаемые к сварочным аппаратам, распределительным щитам и другому оборудованию, должны быть надежно изолированы и в необходимых местах от высокой температуры, механических повреждений и химических воздействий.при повреждении изоляции проводов они должны быть заменены или заключены в резиновый шланг. Допускается изолировать поврежденные участки проводов методом вулканизации с использованием сырой резины. 6.7.69. Расстояние от сварочных проводов до горячих трубопроводов и баллонов с кислородом должно быть не менее 0,5 м, до баллонов и трубопроводов с горючими газами не менее 1 м. 6.7.70. Запрещается пользование электрододержателями, у которых нарушена изоляция рукоятки.Рукоятки электрододержателей должны быть изготовлены из несгораемого диэлектрического и теплоизоляционного материала. Запрещается применение самодельных электрододержателей. Электрододержатели должны соответствовать требованиям ГОСТ 14651. .
6.7.71. Токопроводящие части электрододержателя должны быть изолированы, кроме того, должна быть обеспечена защита от случайного соприкосновения с ними сварщика или свариваемого изделия. Разница температур наружной поверхности рукоятки на участке, охватываемом рукой сварщика, и окружающего воздуха при нормальном режиме работы щеткодержателя должна быть не более 40 град.С. 6.7.72. Допускается применять для сварки постоянным током электрододержатели с электрической изоляцией только рукоятки. Эта ее конструкция должна исключить возможность образования токопроводящих мостиков между внешней поверхностью рукоятки и деталями электрододержателя, находящимися под напряжением, и непосредственным контактом с токоведущими деталями при обхвате рукоятки. На электрододержателе должна быть предупреждающая надпись: «ПРИМЕНЯТЬ ТОЛЬКО ДЛЯ пОСТОЯННОГО ТОКА». 6.7,73. Ремонт сварочных установок должен производиться только после снятия напряжения. 6.7.74. Осмотр и чистка сварочной установки и ее пусковой аппаратуры должны производиться не реже 1 раза в месяц. 6.7.75. Сопротивление изоляции обмоток сварочных трансформаторов и преобразователей тока должно измериться после всех видов ремонта, но не реже 1 раза в 12 мес. сопротивление обмоток трансформатора относительно корпуса и между обмотками должно быть не менее 0,5 МОм. Сопротивление изоляции токоведущих частей сварочной цепи (кабели, электрододержатели) должно быть не менее 0,5 МОм.при вводе в эксплуатацию и после капитального ремонта изоляция сварочных трансформаторов должна быть испытана повышенным напряжением 50 Гц в течение 1 мин; испытание должно соответствовать значениям, указанным в таблице 6.7.1.
Испытательное напряжение, В, при напряжении питающей сети
трансформатора, В
до 380
выше 380
Между первичной обмоткой и корпусом
1800
2250
Между вторичной обмоткой и корпусом
1800
1800
Между первичной и вторичной обмотками
3600
4050
6.7,76. Результаты измерения изоляции и испытания изоляции сварочных трансформаторов и преобразователей тока, проводившее измерение или испытание, должно заносить в «Журнал учета, проверки и испытаний электроинструмента». 6.7.77. На корпусе сварочного трансформатора или преобразователя должны быть указаны инвентарный номер, дата следующего измерения изоляции и принадлежность цеху (участку и т.п.) 6.7.78. При работе с подручным или в составе бригады сварщик перед зажиганием дуги обязан восстанавливать окружающих. 6.7.79. При ручной сварке внутри емкости и сварке крупногабаритные изделия следует использовать портативные местные отсасывающие устройства, снабженные приспособлениями для быстрого и надежного крепления вблизи зоны сварки. 6.7.80. При выполнении сварочных работ внутри барабанов и других резервуаров и подземных сооружений должно быть установлено не менее 3 лиц, из которых два (наблюдающие) должны находиться вне резервуара (сооружения), возле люка (лаза) и страховать сварщика при помощи спасательной веревки, закрепленной за его предохранительный пояс.при выполнении работ внутри газоопасных подземных сооружений и резервуаров применения спасательных поясов и канатов обязательно. У спасательных поясов должны быть наплечные ремни со стороны спины с кольцом на их пересечение для крепления спасательного каната. пояс должен подгоняться таким образом, чтобы кольцо располагалось не ниже лопаток. Запрещается применение поясов без наплечных ремней. Другой конец спасательной веревки должен быть на протяжении всего времени выполнения работ наблюдающего снаружи.наблюдающие не имеют права отлучаться от люка резервуара или подземного сооружения, пока в резервуаре находится сварщик. при необходимости спуститься к пострадавшему один из наблюдающих должен надетьговый противогаз и спасательный пояс и передать конец от спасательного каната оставшемуся наверху другому наблюдающему. Допускать к месту работы посторонних лиц запрещается. 6.7.81. Работа в замкнутых или ограниченных пространствах должна работать в соответствии с требованиями пункта 6.7.80 настоящих правил. Один из наблюдающих должен иметь II группу по электробезопасности. сварка в замкнутых и труднодоступных пространствах должна производиться при выполнении следующих условий: наличие люков для прокладки коммуникаций и эвакуации работающих; непрерывная работа системы вытяжной вентиляции и устройств (воздухоприемников и др.), удаляющих вредные вещества, содержащиеся в воздухе, до предельно допустимых и поддерживающих содержание кислорода в замкнутых и труднодоступных пространствах не менее 20% по объему; наличие в сварочном оборудовании устройств прекращения подачи защитного газа при отключении или исчезновении напряжения в сварочной цепи; наличие ограничителя напряжения холостого хода при ручной дуговой сварке переменным током. Ограниченный, выполненный в виде приставки, должен быть заземлен проводом. (Замкнутыми пространствами (помещениями) являются ограниченными пространствами, имеющими люки (лазы) размерами препятствующих свободному и быстрому проходу через них выполняющими и затрудняющими естественным воздухообменом; труднодоступными пространствами (помещениями) следует считать такие, как малые размеры затруднено выполнение работ, а естественный воздухообмен недостаточен). 6.7.82. Запрещается производство электросварочных работ во время дождя и снегопада при отсутствии навесов над электросварочным оборудованием и рабочим местом электросварщика. над переносными и передвижными электросварочными установками, которые используются на открытом воздухе, должны быть сооружены навесы из негорючих материалов. 6.7.83. Приварочные работы в производственных помещениях рабочие места сварщиков должны быть отделены от других рабочих мест и проходов несгораемыми экранами (ширмами, щитами) высотой не менее 1,8 м.при сварке на открытом воздухе такие ограждения следует ставить в пределах одной работы нескольких сварщиков вблизи друг от друга и на участках интенсивного движения людей. 6.7.84. Электросварщики, работающие на высоте, специальные сумки для электродов и металлические негорючие ящики для сбора огарков. В постоянных местах проведения электросварочных работ должны быть металлические ящики для сбора огарков. Раскидывать огарки запрещается. 6.7,85. При электросварочных работах во влажных местах сварщик должен находиться на настиле из сухих досок или на диэлектрическом коврике. 6.7.86. При любых отлучках с места работы сварщик обязан отключать сварочный аппарат. 6.7.87. При работе сварщиком и его электросварными средствами пользоваться индивидуальными средствами: защитной каской из токонепроводящих материалов. Каска должна удобно сочетаться со щитком, служащим для защиты лица и глаз. Защитные щитки соответствуют требованиям ГОСТ 12.4.035; защитными очками с бесцветным стеклом для предохранения глаз от осколков и горячего шлака при зачистках сварных швов молотком или зубилом; рукавицами, рукавицами с крагами или перчатками из негорючих материалов с низкой электропроводностью. Работники должны быть проинструктированы о вредном влиянии на зрение и кожу ультрафиолетовых и инфракрасных лучей, выделяющихся при электросварке. Лица, выполняющие электросварку или присутствующие при ней, обращении к врачам. 6.7.88. При работе в условиях повышенной опасности электрические током (сварка в резервуарах и др.), Электросварщики, кроме диэлектрических перчаток, галошами или ковриками и при прикосновении с холодными металломоленниками и надпниками.
{
что это такое, оборудование, вытяжка, газосварочный пгу 5п, стационарный, передвижной, переносной, к какой категории относится помещение?
Главная >> Способы сварки >> Ручная дуговая сварка >> Пост для ручной дуговой сварки Постом ручной дуговой сварки называют рабочим местом сварщика, оснащённым всем оборудованием для выполнения работ по сварке металлов.В состав оборудования сварочного поста источника электрического тока, сварочные провода, электродов, защитный щиток, сборочное приспособление и различный вспомогательный инструмент. Посты сварки подразделяются на стационарные и передвижные.
Что это такое — общие положения. Требования к помещениям стационарных постов
В первую очередь, комплектация сварочного прибора, предварительная настройка его оборудования, позволяет избежать долгого подготовительного периода .Приступить к выполнению работ спустя 3-5 минут после получения задания.
Однако, кроме уменьшения времени подготовки он решает и другие, не менее важные задачи.
Обеспечение необходимых санитарных условий, например, удаление вредных газообразных производных.
Эргономичное расположение необходимых расходников: электроды, сварочная проволока, присадки, баллоны с газом.
Размещение вспомогательной оснастки: струбцины, тиски, устройства для подготовки деталей к сварке, молоток, пассатижи, другие принадлежности.При этом использовании сохранность, и удобство использования.
Защита окружающей среды от вредных производных сварочного процесса.
Обеспечение безопасности людей близко к месту работ.
Внешний вид и комплектация системы бывает различной по сложности . От небольшого переносного комплекта, такого как пост газосварочный пгу 5п, до отдельного цеха с установленным стационарно оборудованием.
Марка мобильного агрегата расшифровывается как «пост газосварочный универсальный», а цифра говорит, что кислород пропан расфасованы в баллоны по 5 литров.Последняя буква означает вид рабочего газа: «П» — пропан.
Помещение, используемое для размещения оборудования должно соответствовать:
нормам пожарной безопасности категории В1-В4, а при наличии газа под давлением — Б
нормам по электробезопасности не ниже второго класса.
Безопасность для передвижных, а также носимых устройств обеспечивается с учетом условий места непосредственного производства работ.
При повышенной опасности места производства сварочных работ разрешение на их начало оформляется наряд-допуском.
Приемка сварочной точки
Руководитель компании, где будет осуществляться организация места для проведения сварных работ, создает специальную комиссию для приемки. Проверяется выполнение требований данного процесса и соблюдение норм безопасности производства.
По итогам деятельности комиссии оформляются соответствующие акты, по которому будет принято окончательное решение. Если имеются отклонения от нормативов, устранение и приведение в порядок помещения под сварочные работы.
Виды
Основаная классификация разделяет все соединения на два основных типа:
Стационарные.
Передвижные.
Рассмотрим варианты их организации.
Стационарный
Самые крупные из подобного типа занимают отдельные помещения, даже цеха . Оборудование для этого вида как правило громоздко, обрабатываемые изделия, наоборот, имеют относительно небольшие размеры. Обычно здесь обрабатывают серийные заготовки.
«Моторное соединение» для размещения для таких технологий сварки как диффузионная, лазерная, сварка под слоем флюса, трением, прессованием, ковкой. Помимо сварки здесь производят раскрой с помощью газовой, лазерной или плазменной резки, другие подобные работы.
Для обеспечения вентиляции цеха сварки и резки металла необходима система приточных и вытяжных коробов, а также мощных фильтров.
Кабина
Небольшие сварочные точки обслуживающие ремонтные цеха предприятий размещают в отдельных кабинах.Задача этих помещений:
обеспечить защиту окружающих от яркого света сварочной дуги,
обеспечить локализацию сварочной зоны,
сделать работу электросварщика или газосварщика организованной, без возможности комфортной.
Стены таких кабин изготавливают из листового металла, листов ОСП или фанеры, обработанных противопожарной пропиткой . Как вариант, рабочие места просто ограждают брезентовыми ширмами или шторами.
Рабочий стол
Своего рода переход от стационарных к передвижным типам .Оборудуется струбцинами для точного позиционирования свариваемых деталей, ящиками, тумбочками для расходников и оснастки. При необходимости местной вытяжкой.
Изготавливают его из листового металла. При этом в столешницы иногда встраивают специальные решетки для вытяжки продуктов горения непосредственно из зоны сварки.
Рабочий стол подойдет для небольшой мастерской, в том числе домашней . Разместить его можно как в помещении, так под навесом. При необходимости несложно перенести в другое мест.
Передвижной
Может устанавливаться в автомобиле, прицепе . Устройства на основе полуавтоматического аппарата размещают на ручной тележке вместе с баллоном углекислоты, сменными держателями, запасом сварочной проволоки, прутков. Тут же размещают минимальный набор инструментов.
Если же использовать портативный инвертор, пост поместится в чемодане 0,5х0,5 метра габаритами.
Рабочее место сварщика: чем быть оснащено?
Время чтения: 9 минут
Сварка — одно из важнейших изобретений человечества.Благодаря сварочному делу мы имеем возможность получать по настоящему прочные соединения и применять их в различных сферах: от строительства домов до ракетостроения.
Однако, как и любой другой технологический процесс, сварка может быть опасна. Прежде всего, для самого сварщика, выполняющего работу. Мастера ежедневно работают с огнеопасными материалами и веществами, а также находятся в среде, загрязненной токсичными парами. Именно поэтому так важно применение техники безопасности и правильная организация рабочего места сварщика.
В этой статье мы расскажем, как выполнить оборудование рабочего места сварщика, электросварки, какими бывают рабочие места, как правильно организовать вентиляцию и выбрать защитную экипировку вместе с инструментами. Ведь от них тоже зависит комфорт и безопасность сварщика при выполнении работ.
Оборудование разных видов сварки
Организация рабочих точек обусловлена характеристиками используемого оборудования . В первую очередь это масса и требования к подключению.
Сам сварочный пост и оборудование сварочного поста, состав которого составляют сложные станки, инструменты для работы с ними, при необходимости — ремонта. Кроме того, в наличии должен быть некоторый запас расходных: порошковый флюс, газ, различные присадки.
Более точно параметры комплектации диктуют технологические карты, индивидуальные регламенты, включающие чертеж с планировкой, функциональные и другие схемы.
К комплектации распространенных устройств универсальных устройств допускает большую свободу.Их выделяют в две группы, на основе:
электросварочного, дугового,
газового оборудования.
Стационарные посты первого типа комплектуют мощными устройствами постоянного либо переменного тока, нередко работающими от сети 380В . Это трансформаторы переменного тока, с выпрямителями либо без них, электрические машины (генераторы), стабилизации дуги.
Если работа ведется с использованием инертного любого газа, обязательной комплектацией будут баллоны с аргоном, водородом, гелием и т.п.
Комплектация газовой сварки включает баллоны с рабочим газом (ацетилен или пропан), а также кислородом.
При этом, в отличие от мобильного, стационарного газосварочный пост не имеет ограничений по весу , поэтому газ сюда подается в баллонах емкостью в десятки литров.
Столы и прочая оснастка так же не ограничена по весу. Расширенный комплект может состоять не только из тисков и струбцин. Он включает фиксаторы конструкции, трубогибы, устройства для холодной прокатки, вальцовки и пр.
Мобильные наборы используют малогабаритное оборудование: инверторы, сварочные полуавтоматы, газосварка с небольшими баллонами.
Перемещаемые на автомобилях и прицепах сварочные комплексы на основе генераторов с приводом от двигателя, работающего на бензине, газе или ДТ. Такие посты полностью автономны, поэтому их нередко можно видишь в устранении последствий стихийных бедствий.
Как оборудуются места под огневые работы
Участок, на котором должна производиться сварка:
Отгорожен специальными перегородками из несгораемого материала,
Имеет сварочный агрегат,
Имеет электросварочный трансформатор,
Имеет вводный щиток электрического питания,
Обладает инструмента для размещения газовых баллонов,
Оснащен стеллажом для сварщика.
Все требования к сварочным постам регламентированы, поэтому нужно изучить каждый пункт и строго его выполнить. Когда организуются такие посты, нужно подвести электричество и газовые коммуникации.
Противопожарная стена должна отгораживать сварочный пост от остального производственного помещения, чтобы не настала угроза для работников цеха.
Наличие пожарного щита со всеми необходимыми средствами для тушения возгораний различной степени также является обязательным условием.
Вентиляционная система также должна быть оборудована в полном объеме, чтобы ее функционирование осуществлялось без сбоев. Большое внимание на сварочных постах уделяется напольному покрытию, потому что оно должно быть негорючим.
Без соблюдения данного фактора существует опасность получить возгорание пола от случайной искры или отлетевшей окалины.
Обустройство вентиляции
Качество и сложность вентиляции мест работы оборудования так же зависят от его параметров.
Для передвижных постов она отсутствует как таковая, либо используется та, что есть.
Для стационарных типов, местная вентиляция необходима . Особенно если речь идет о сварке под флюсом, устройствами, использующими активные виды газа.
Как правило, площадки кабинетного типа снабжают вытяжной вентиляцией, засасывающей образующиеся продукты сгорания непосредственно из зоны сварки. Поступление воздуха в помещении идет через зазоры под ограждениями и поверх них.
При этом, качественно приток зависит от организации вентиляции всего помещения, где сварка.
Категории зданий и сооружений, а также наружных установок
Наиболее часто используемого определения уровня пожароопасности помещений, используются аналогичные классификации, применяемые для зданий и сооружений, а также наружных установок. Это необходимо для того, чтобы предпринимаемые меры противопожарные меры соответствовали потенциальной угрозе.
Категории производств по пожарной безопасности зданий и объектов в следующей таблице.
Все остальные здания и сооружения
Аналогичным образом осуществляется расчет стандартных наружных помещений по пожарной безопасности, чаще называемыми установками. Он также подразделяет все объекты на пять групп: от категории «АН» — повышенной пожаровзрывоопасности до категории «ДН» — пониженной пожароопасности. Классифицирующие признаки, используемые при этом, идентичны тем, которые применяются при группировке помещений.
Требования к безопасности
Сварка имеет ряд факторов, способствующих вреду здоровью человека:
Высокую температуру, сопровождающую процесс.
Электрический ток большой мощности.
Сильное излучение как в видимом спектре, так инфракрасном и ультрафиолетовом.
Продукты сгорания веществ, в том числе загрязнения.
Взрывоопасные емкости под давлением. Чтобы не допустить травмы, вредного воздействия на здоровье человека обустройство производят согласно требованиям ГОСТ 12.3.003-86 «Работы электросварочные. Требования безопасности », а также другими нормативными актами.
К примеру, свободное место сварочной кабины, должно быть не менее 3 м2. Проходы между шинами подключения эл. тока, а также механизмов с движущимися частями составлять не меньше 1,5 метров.
Ограждение места сварочных работ, выполняется глухим, защита окружающих от сияния дуги. При этом, между полом и низом стены оставляют зазор для притока воздуха.
Проход к месту встречи устраивает таким образом, чтобы вход и выход был свободным, даже в случаях сильного задымления или затемнения.
Обязательное требование — комплектация постов средств защиты, как специальными, так и общего назначения.
Первые боевые сварочные щитки, шлемы и маски, спилковые огнестойкие перчатки, комбинезоны. Ко вторым защитные очки и щитки, рабочая обувь, головные уборы.
Кроме того, в предусмотренных правилах пожарной безопасности посты оборудуются средствами пожаротушения: огнетушители, песок.
Билеты по ПТМ
1. Ответственность за пожарную безопасность предприятия, организации в целом несет …… 2.Для обеспечения медленного окисления пирофорных отложений в емкостях и аппаратах, снижение уровня воды производиться постепенно со скоростью…. м / час
3. Пожарный извещатель — это техническое средство предназначенное для… ..
Формирования сигнала о пожаре
4. Планы расстановки транспортных средств описанием очередности и порядка их эвакуации в случае пожара используются при хранении транспорта в количестве
5. Совместное хранение ЛВЖ и ГЖ в таре в одном помещении разрешается при их общем количестве не более….м³
6. К какой категории относится помещение, где хранятся и обращаются ГГ и ЛВЖ с температурой вспышки не более 28º С
7. Состояние объекта защиты, характеризуемое предотвращением возникновения и развития пожара, а также воздействия на людей и факторы факторов риска пожара называется…
8. Огнетушители следует располагать на видных местах вблизи от выходов на высоте не более….
9. К какому виду относится огнетушитель ОУ-5.
10.Подвальные и цокольные этажи производственных помещений должны оборудоваться автоматическими установками пожаротушения в случае, если их площадь составляет ……
Независимо от площади
1. Время подачи огнетащего вещества огнетушителя ОП-5 (з)….
3. Автоцистерны находящиеся подливом и сливом ЛВЖ и ГЖ должны быть заземлены гибким медным проводом сечением не….
4. Допустимый пожарный риск — это риск… ..
— уровень допустимого экономического обоснования
5. Проверка работоспособности пожарных гидрантов с пуском воды произведена не реже
Одного раза в полугодие.
6. К какой категории относится помещение, где хранятся или обращаются ЛВЖ, ГЖ с температурой вспышки более 28º С.
7. Нефтепроводы, находящиеся на поверхности, следует засыпать землей слоем не менее….
8. При тушении электроустановок, находящемся под напряжением, не допускается подводить раструб огнетушителя ближе… .м. до электроустановки и пламени
10. Электросварочные и газосварочные аппараты при ремонте резервуаров следует располагать от соседних эксплуатирующихся резервуаров не ближе….
1. Эвакуационный выход это -…
Выход, ведущий на путь эвакуации, непосредственно наружу или в безопасную зону.
2. Определить понятие индивидуального пожарного риска.
Риск гибели человека в результате воздействия факторов пожара.
3. В какое время производятся огневые работы на взрывоопасных и взрывопожароопасных объектах (за исключением аварийных)
В дневное время.
4. Место проведения огневых работ на высоте 6 метров должно быть очищено от горючих материалов и материалов в радиусе…
5. Какая зона помещения, в которой взрывоопасная газовая смесь присутствует постоянно или в течение одного часа
6.Какое расстояние должно быть от хранящихся на складе товаров до светильников.
7. К какой категории относится помещение сварочного поста.
8. Какова ширина прохода между штабелями и выступающими частями стен здания в закрытых складах.
9. Какое расстояние между пожарными ручными извещателями внутри помещения.
10. Укажите вес заряда углекислоты в огнетушителе ОУ — 5.
1.На каком расстоянии разрешается проводить огневые работы от открытых нефтеловушек.
На расстоянии 50 метров
2. Эвакуационный путь это-…
Путь движения людей наружу или в безопасную зону.
3. К какому виду относится огнетушитель ОУ-8.
4. Зона защиты помещения в нормальном режиме работы оборудования взрывоопасные смеси горючих газов или паров ЛВЖ с воздухом не образуются, возможны в результате аварии и повреждения технологического оборудования.
5. Какова периодичность анализа газовоздушной среды внутри помещений при проведении огневых работ во взрывопожарноопасных помещениях.
6. К какому классу пожаров пожаров горючих жидкостей или плавящихся твёрдых веществ.
7. В каких случаях использование первичных средств пожаротушения для хозяйственных нужд.
8. Какое количество тепловых извещателей устанавливается в одном помещении.
9. Допустимая длина газоподводящих шлангов при производстве монтажных работ до места проведения огневых работ.
10. Помещения для стоянки автомобилей оснащаться буксирными тросами и штангами из расчёта один трос (штанга) на количество единиц техники.
1. Какая максимальная высота помещения, где устанавливаются тепловые извещатели.
Не более 9 метров.
2. На каком расстоянии должны проводиться огневые работы, не связанные с монтажом или ремонтом оборудования от отдельно стоящих резервуаров.
3. Что называется противопожарным разрывом.
Расстояние между зданиями, строениями и сооружениями для предотвращения распространения пожара.
4. Аварийный выход это -…
Дверь, люк или иной выход ведущий на путь эвакуации, непосредственно наружу или в безопасную зону.
5. В какой зоне безопасности находятся горючие газы или пары ЛВЖ, образующиеся в воздухе взрывоопасные смеси.
6. К какому классу пожаров пожаров горение металлов и их сплавов.
7. Когда предоставляется в ПЧ на рассмотрение наряд — допуск на огневые работы.
8. При каком количестве автомобильной техники в гараже разрабатывается план эвакуации при пожаре.
9. К какому-то связанному огнетушитель марки ОП-5
10.При какой температуре огнетушители необходимо переносить в отапливаемое помещение.
1. Очаг пожара это -…
Место первоначального возникновения пожара.
2. На какое расстояние разрешают противопожарные расстояния между зданиями и сооружениями I и II степени огнестойкости при условии, что стена более высокого здания, расположенная на другом, является противопожарной первого типа.
3. К какому беспокойству огнетушители марки ОП-10 «Момент».
Вопрос-ответ: сварочные работы | Промышленная и экологическая безопасность, охрана труда
Какие особенности есть в законодательстве по охране труда касательно сварочных работ, сварщиков?
Ответ: Полный перечень требований охраны труда при выполнении сварочных работ отражен в Приказе Минтруда России от 23 декабря 2014 года № 1101н «Об утверждении Правил по охране труда при выполнении электросварочных и газосварочных работ». Работодателем должно быть обеспечено в обязательном порядке обучение работников по охране труда и проверка инструкций требований охраны труда, а также контроль над соблюдением работниками требований по охране труда. К выполнению электросварочных и газосварочных работ допускаются работники в возрасте не моложе 18 лет, прошедшие обязательный предварительный медицинский осмотр, инструктажи по охране труда, обучение безопасным методам и приемам выполнения работ, стажировку на рабочем месте и проверку знаний в установленном порядке.Периодическая проверка знаний проводится не реже одного раза в 12 месяцев. Работники должны группу по электробезопасности в соответствии с Правилами по охране труда при эксплуатации электроустановок. К выполнению работ с применением электрошлаковой допускаются сварщики и помощники сварщиков, прошедшие дополнительное обучение по технологии электрошлаковой сварки. К самостоятельному выполнению электрошлаковой сварки помощник сварщика не разрешает. Работники обеспечиваются средствами индивидуальной защиты в соответствии с типовыми нормами и правилами специальных средств защиты. При эксплуатации электросварочного оборудования металлические части, не находящиеся под напряжением, а также свариваемые изделия и конструкции на все время сварки заземляются, а у сварочного трансформатора заземляющий болт корпуса соединяется с зажимом вторичной обмотки, к которому подключается обратный провод. Заземляющий болт предоставляется в доступном месте и снабжается надписью «Земля» (при условном обозначении «Земля»). Все работы по установке, подключению к электрической сети, отключению, ремонту и наблюдению за состоянием электросварочных аппаратов и агрегатов в процессе эксплуатации выполняются электротехническим персоналом, имеющим группу по электробезопасности в соответствии с Правилами по охране труда при эксплуатации электроустановок. При выполнении газосварочных работ шкафы ацетиленовых и кислородных постов должны быть открыты, подходы ко всем постам свободны. Работодатель должен обеспечить периодическое восстановление отличительной окраски шкафов. Исправность оборудования для производства электросварочных и газосварочных работ не реже одного раза в шесть месяцев проверяется работниками, назначенными работодателями ответственными за содержание в исправном состоянии соответствующего вида оборудования. Электросварочные и газосварочные работы повышенной опасности осуществляются в соответствии с письменным распоряжением — нарядом допуском на производство работ повышенной опасности (далее наряд-допуск), оформляемым уполномоченным работодателем уполномоченными лицами, ответственными за организацию и безопасное производство работ.Должностное лицо, выдавшее наряд-допуск, осуществляет контроль выполнением предусмотренных в нем мероприятий по обеспечению безопасного производства работ. В холодный период года при выполнении электросварочных и газосварочных работ в помещении (цехе) заготовки и детали, вызывающие сварку, подаются в помещение (цех) заранее, чтобы к началу сварки их температура была не ниже температуры воздуха в помещении (цехе). При выполнении электросварочных и газосварочных работ на открытом воздухе над сварочными установками и сварочными постами сооружаются навесы из негорючих материалов для защиты от прямых солнечных лучей и осадков.При отсутствии навесов электросварочные и газосварочные работы во время прекращения осадков. Перед началом выполнения электросварочных и газосварочных работ следует убедиться, что поверхность свариваемых заготовок, деталей и сварочной проволоки, сухая и очищенная от смазки, окалины, ржавчины и других загрязнений. Поверхности свариваемых и наплавляемых заготовок и деталей, покрытых антикоррозийными грунтами, содержащими вредные вещества, зачищаются от грунта шириной не менее 100 мм от места. Не допускайте проведения электросварочных и газосварочных работ с приставных лестниц и стремянок, а также одновременное производство электросварочных и газосварочных работ внутри емкостей. Запрещается размещать легковоспламеняющиеся и огнеопасные материалы на расстоянии менее 5 м от места производства электросварочных и газосварочных работ. При выполнении электросварочных и газосварочных работ на высоте работники используют специальные инструменты для сбора огарков электродов.
На что нужно обратить внимание в статье:
1. Электросварочные и газосварочные работы повышенной опасности выполняются в соответствии с письменным распоряжением — нарядом-допуском на производство работ повышенной опасности, оформляемым уполномоченным работодателем уполномоченными лицами, ответственными за организацию и безопасное производство работ.

 Высота стенок кабины должна быть не менее 2 м, зазор между стенками и полом — 50 мм, а при сварке в среде защитных газов — 300 мм. В случае движения над кабиной мостового крана, ее верх должен быть закрыт сеткой с ячейками не более 50х50 мм.
Высота стенок кабины должна быть не менее 2 м, зазор между стенками и полом — 50 мм, а при сварке в среде защитных газов — 300 мм. В случае движения над кабиной мостового крана, ее верх должен быть закрыт сеткой с ячейками не более 50х50 мм.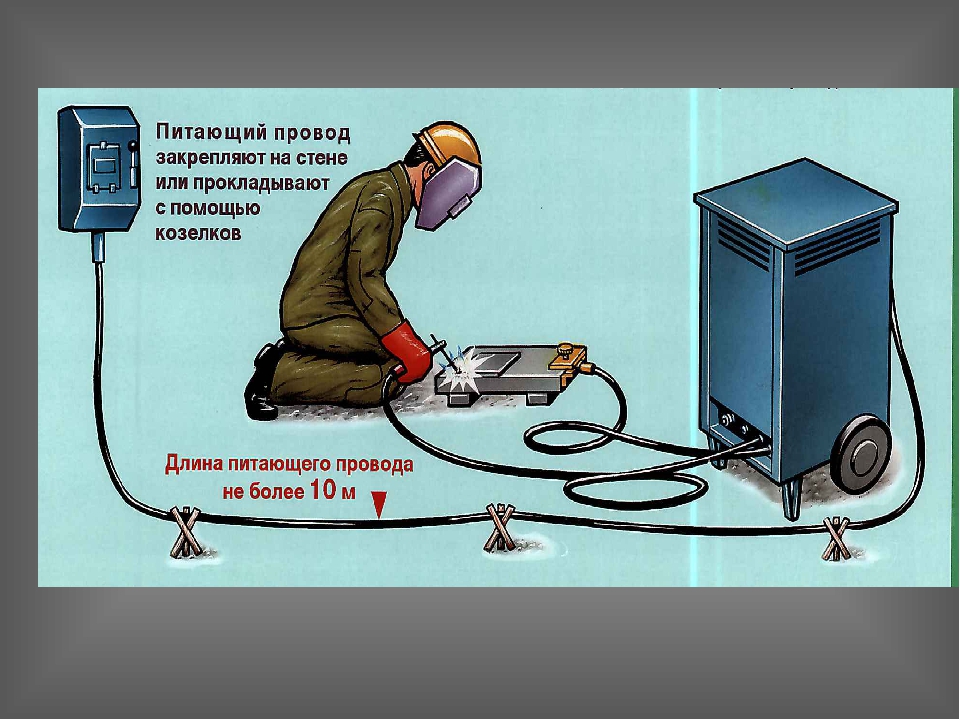 Нормы проектирования».
Нормы проектирования».


 Список специалистов, допущенных к самостоятельному проведению огневых работ без получения письменного разрешения, объявляется руководителем объекта.
Список специалистов, допущенных к самостоятельному проведению огневых работ без получения письменного разрешения, объявляется руководителем объекта. При авариях сварочные работы производятся под наблюдением начальника цеха (участка) без письменного разрешения.
При авариях сварочные работы производятся под наблюдением начальника цеха (участка) без письменного разрешения.



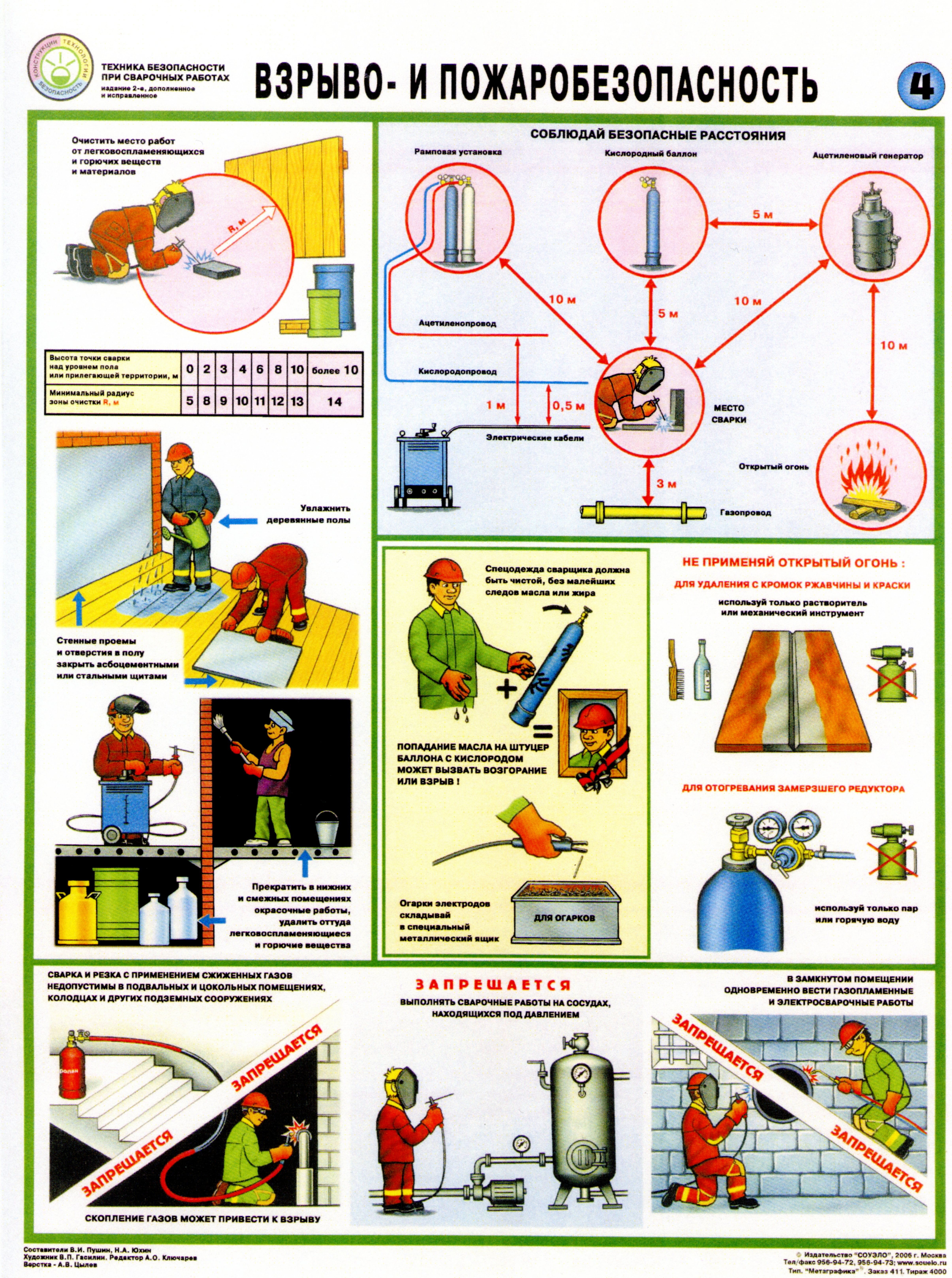


 Для этой цели должны применяться специальные хомутики.
Для этой цели должны применяться специальные хомутики.
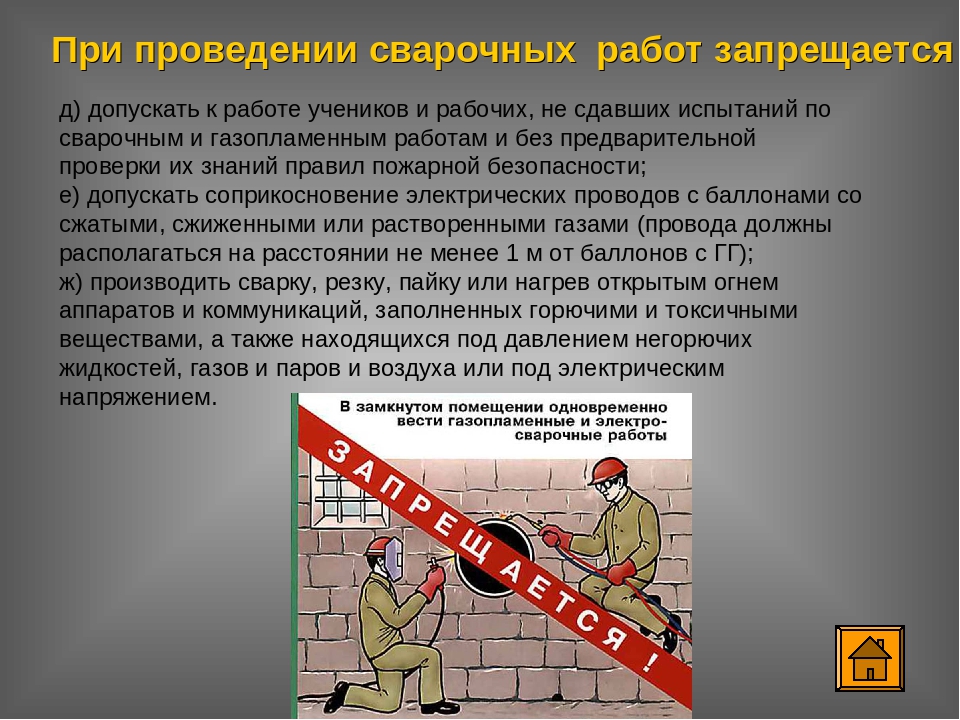 Место реза на крышке предварительно смазывается толстым слоем солидола.
Место реза на крышке предварительно смазывается толстым слоем солидола.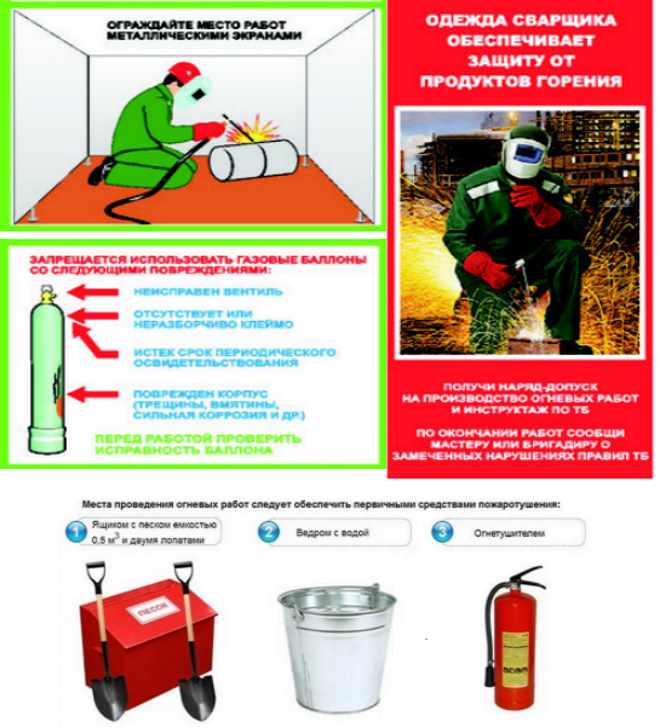
 При производстве монтажных работ допускается применение шлангов длиной до 40 м. Применение шлангов длиной свыше 40 м допускается в исключительных случаях с разрешения руководителя работ и инженера по технике безопасности;
При производстве монтажных работ допускается применение шлангов длиной до 40 м. Применение шлангов длиной свыше 40 м допускается в исключительных случаях с разрешения руководителя работ и инженера по технике безопасности;


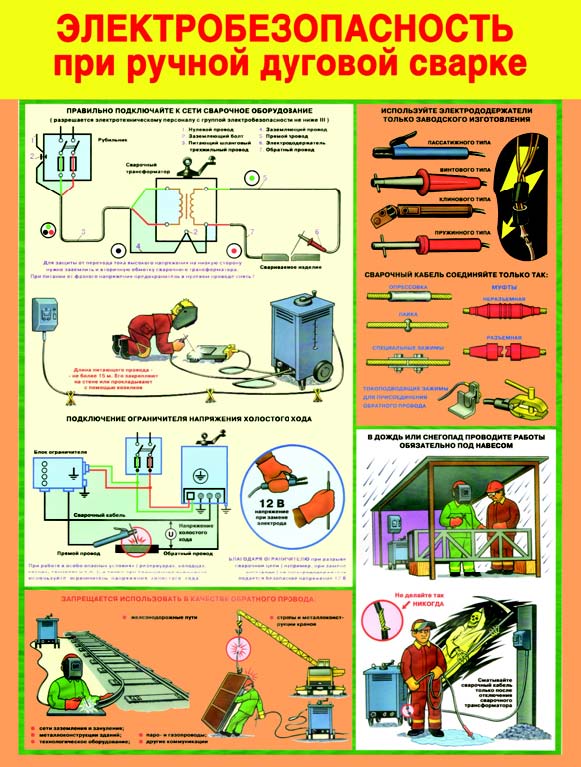
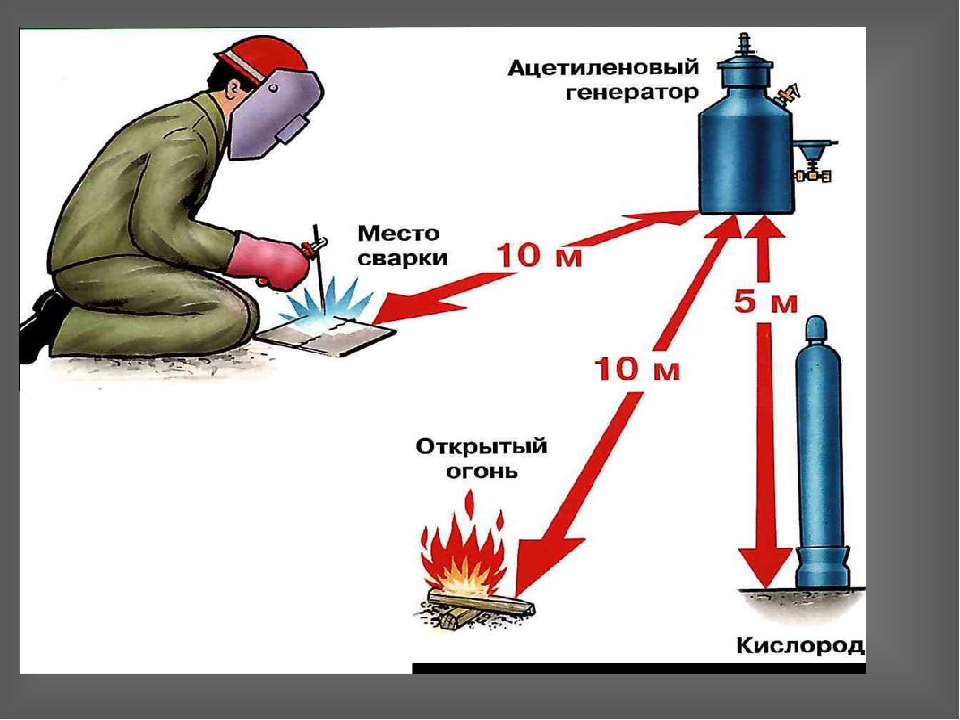 Сварка должна производиться с применением двух проводов.
Сварка должна производиться с применением двух проводов.

 мм — не менее 6 м.
мм — не менее 6 м. Бачки, не испытанные водой на давление 10 атм, имеющие течь горючей жидкости или неисправный насос, к эксплуатации не допускаются.
Бачки, не испытанные водой на давление 10 атм, имеющие течь горючей жидкости или неисправный насос, к эксплуатации не допускаются.


 м, лопатами и пенными огнетушителями.
м, лопатами и пенными огнетушителями.
 цех ___________
цех ___________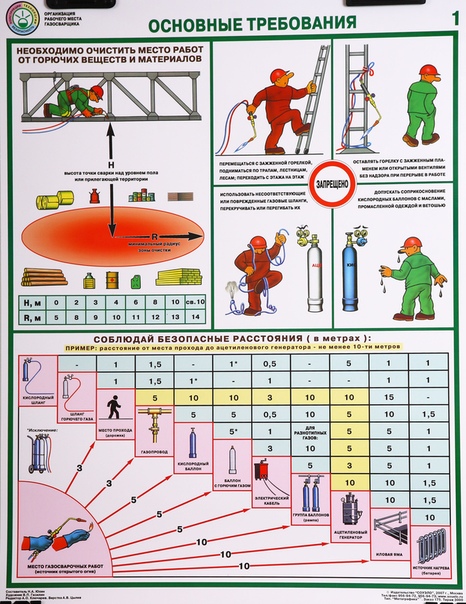 «__» _____________________ 19__ г.
«__» _____________________ 19__ г.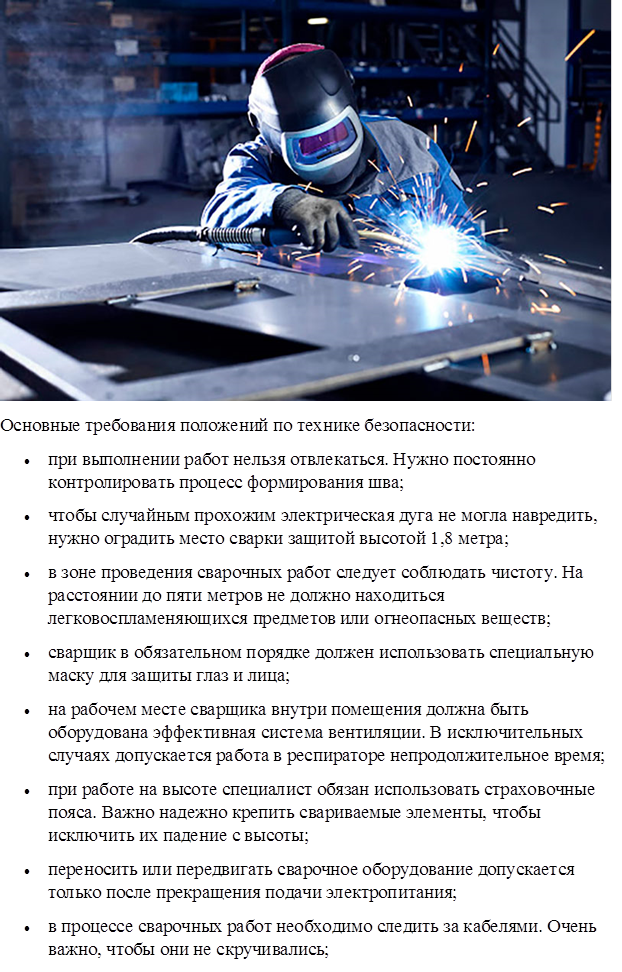 Лесопродукция отличного качества.
Лесопродукция отличного качества.




 Среди основных следует отметить:
Среди основных следует отметить:

 Пожарную опасность несут брызги расплавленного металла, образующиеся во время выполнения сварки или резки.
Пожарную опасность несут брызги расплавленного металла, образующиеся во время выполнения сварки или резки. Обслуживающий персонал обязан в промежуток времени три часа после завершения всех огневых работ производить осмотр рабочих мест на предмет появления признаков возгорания, тления, образования источника задымления. При необходимости, нужно принимать все необходимые меры по их устранению.
Обслуживающий персонал обязан в промежуток времени три часа после завершения всех огневых работ производить осмотр рабочих мест на предмет появления признаков возгорания, тления, образования источника задымления. При необходимости, нужно принимать все необходимые меры по их устранению. Сектором регулярного проведения работ может быть участок, цех, включающий в себя до 10-ти рабочих мест. Техника безопасности требует хранить баллоны с кислородом в помещении, отдельном от рабочей мастерской. Место каждого работника оснащается только 1 запасным баллоном.
Сектором регулярного проведения работ может быть участок, цех, включающий в себя до 10-ти рабочих мест. Техника безопасности требует хранить баллоны с кислородом в помещении, отдельном от рабочей мастерской. Место каждого работника оснащается только 1 запасным баллоном.
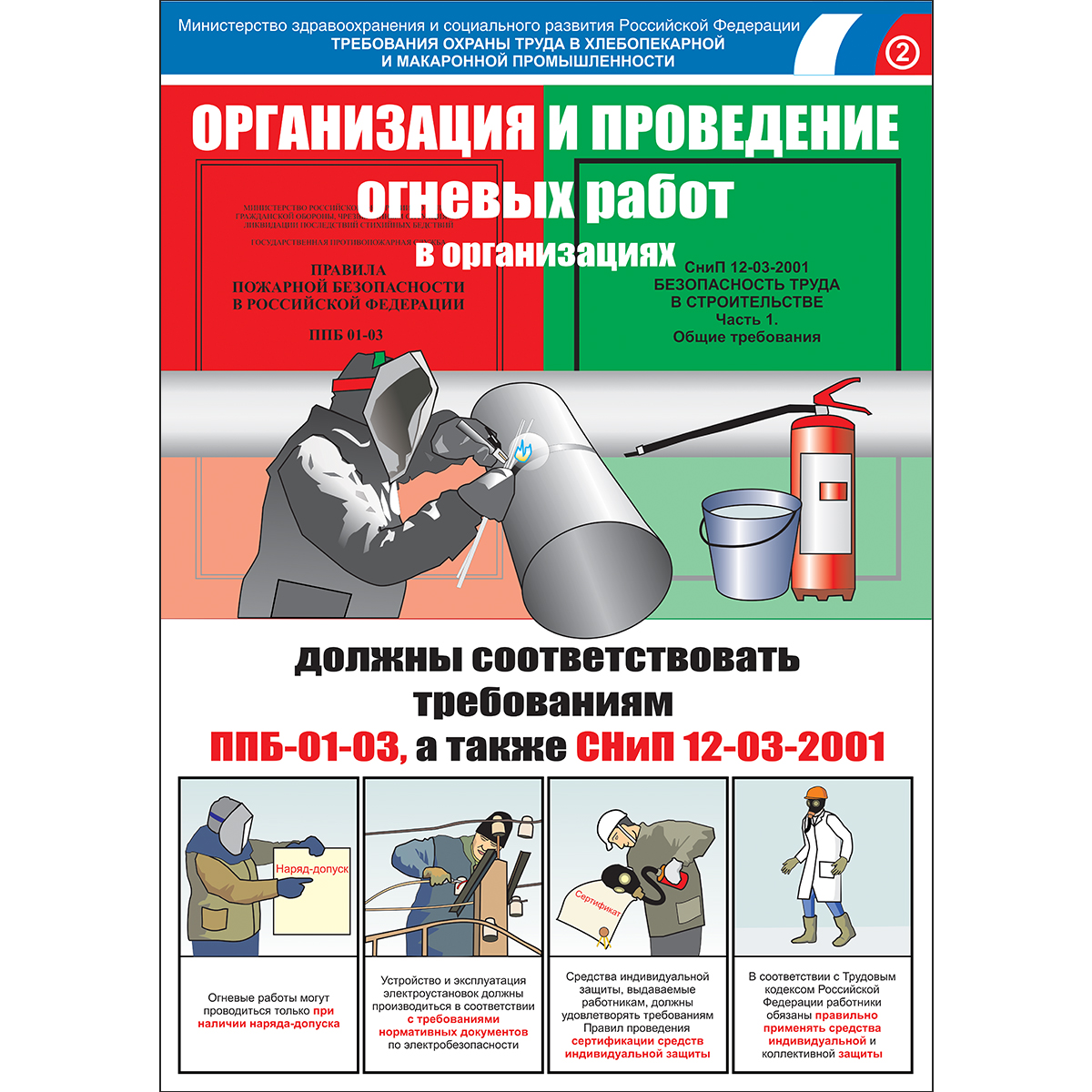 Все люки и отверстия, ведущие в другие помещения или на соседние этажи, должны быть плотно закрыты перегородками. Если стены изготовлены или покрыты легковоспламеняющимися материалами, то они должны быть ограждены защитными панелями. Они предотвращают попадание на поверхность стен искр в процессе работы.
Все люки и отверстия, ведущие в другие помещения или на соседние этажи, должны быть плотно закрыты перегородками. Если стены изготовлены или покрыты легковоспламеняющимися материалами, то они должны быть ограждены защитными панелями. Они предотвращают попадание на поверхность стен искр в процессе работы. Работник, форма которого имеет на себе следы любого рода горючих жидкостей, не может быть допущен к выполнению работ.
Работник, форма которого имеет на себе следы любого рода горючих жидкостей, не может быть допущен к выполнению работ.
 Остатки помещаются в металлоконтейнер, которым должно быть оборудовано каждое рабочее место.
Остатки помещаются в металлоконтейнер, которым должно быть оборудовано каждое рабочее место. При этом использование пыльной фракции карбида кальция и его повышенной грануляции категорически запрещено.
При этом использование пыльной фракции карбида кальция и его повышенной грануляции категорически запрещено.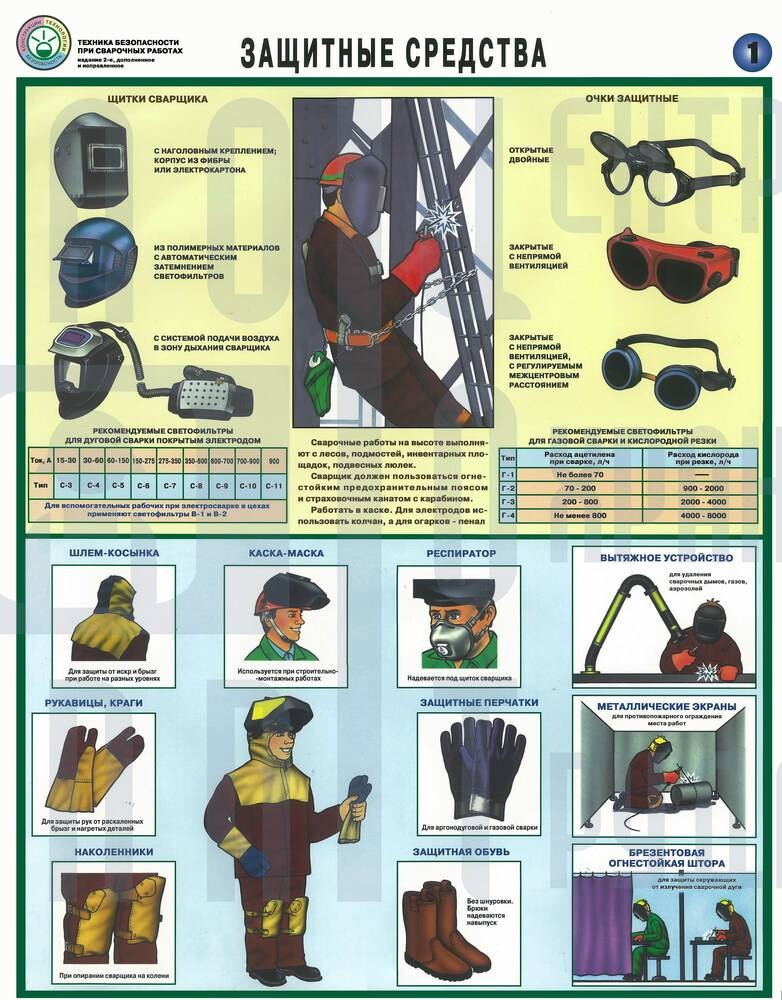


 При работе на высоте внизу должен находиться наблюдающий за разлетом сварочных искр и брызг:
При работе на высоте внизу должен находиться наблюдающий за разлетом сварочных искр и брызг:







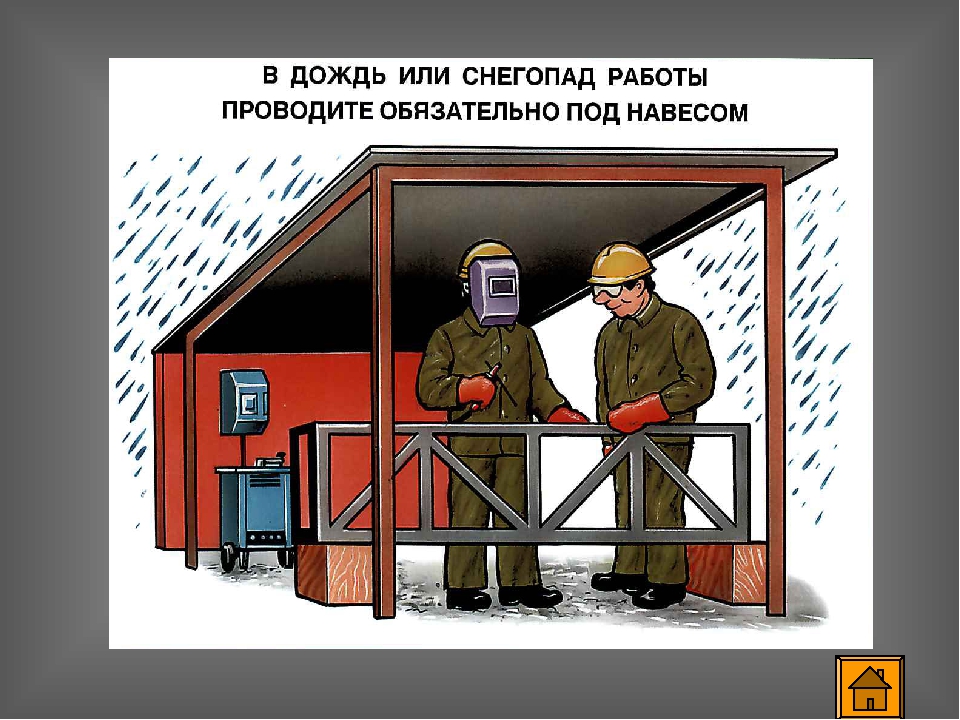 Расстояние от наиболее удаленного места до узла присоединения не должно превышать 30 м. При большей удаленности установки от газовой сети необходимо прокладывать временный газопровод из стальных труб, а подсоединение к нему горелок осуществлять гибкими шлангами.
Расстояние от наиболее удаленного места до узла присоединения не должно превышать 30 м. При большей удаленности установки от газовой сети необходимо прокладывать временный газопровод из стальных труб, а подсоединение к нему горелок осуществлять гибкими шлангами.
 Внутренние и наружные устройства».
Внутренние и наружные устройства».

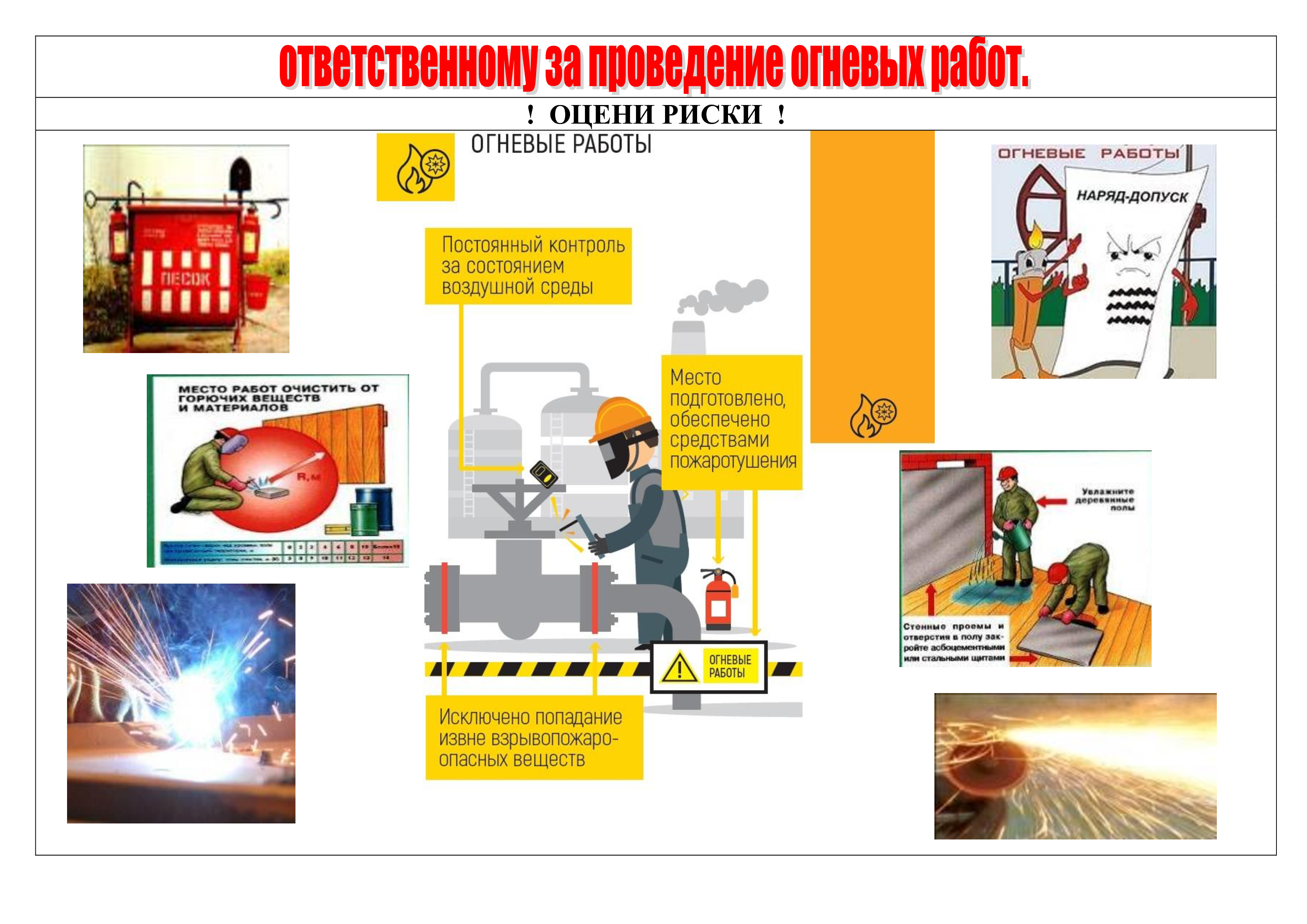 5 настоящих Правил.
5 настоящих Правил.

 Патрубок, выведенный из окна верхнего этажа, должен подниматься выше карниза на 1 м. На патрубке должен быть установлен колпачок для предохранения от разлета искр и попадания атмосферных осадков.
Патрубок, выведенный из окна верхнего этажа, должен подниматься выше карниза на 1 м. На патрубке должен быть установлен колпачок для предохранения от разлета искр и попадания атмосферных осадков.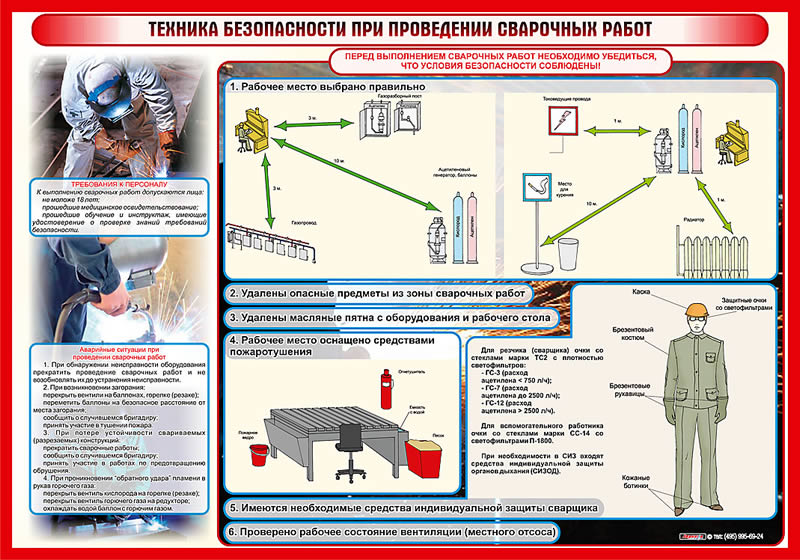 ).
).




 Все электросварочные установки должны иметь техническую документацию, поясняющую назначение агрегатов, аппаратуры, приборов, а также электрических схем к ним.
Все электросварочные установки должны иметь техническую документацию, поясняющую назначение агрегатов, аппаратуры, приборов, а также электрических схем к ним.


 Работодатель должен обеспечить периодическое восстановление отличительной окраски шкафов.
Работодатель должен обеспечить периодическое восстановление отличительной окраски шкафов.
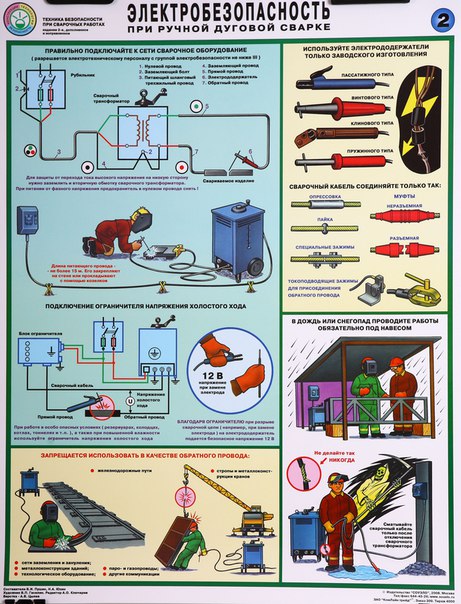
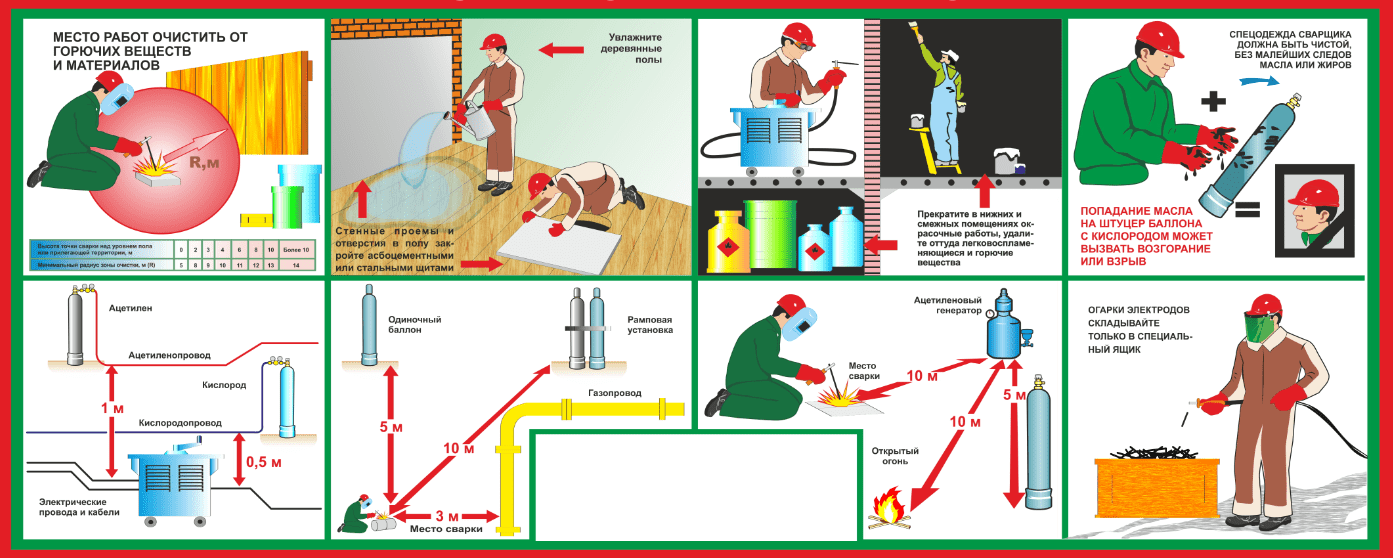 Площадь и объем таких и системы их вентиляции должны соответствовать требованиям действующих санитарных правил и СНиП с учетом габаритов сварочного оборудования и свариваемых изделий.
Площадь и объем таких и системы их вентиляции должны соответствовать требованиям действующих санитарных правил и СНиП с учетом габаритов сварочного оборудования и свариваемых изделий.


 01.1970
01.1970 пневмокониозу.
пневмокониозу.

 1.13. При лазерной сварке наивысший уровень опасности подвержены глаза и кожные покровы сварщика, поставляемого высокого энергией и оказываемого теплового, электрического, фотохимического, ультразвукового воздействия.
1.13. При лазерной сварке наивысший уровень опасности подвержены глаза и кожные покровы сварщика, поставляемого высокого энергией и оказываемого теплового, электрического, фотохимического, ультразвукового воздействия.

 Вращающиеся части установки должны быть ограждены защитными кожухами. Пневмогидросистемы этих машин должны быть герметичны и манометрами, установленными в удобных для обозрения местах.
Вращающиеся части установки должны быть ограждены защитными кожухами. Пневмогидросистемы этих машин должны быть герметичны и манометрами, установленными в удобных для обозрения местах. должны быть переведены на другие работы, связанные с воздействием пыли и токсичных веществ.
должны быть переведены на другие работы, связанные с воздействием пыли и токсичных веществ. 3) и продолжительности контакта, от величины контакта поверхности и плотности контакта, от влаги, чистоты кожи и наличия царапин. Эта опасность части возрастает, если, например, руки работника покрыты машинным маслом или мелкими металлическими средствами от стружки.
3) и продолжительности контакта, от величины контакта поверхности и плотности контакта, от влаги, чистоты кожи и наличия царапин. Эта опасность части возрастает, если, например, руки работника покрыты машинным маслом или мелкими металлическими средствами от стружки. Сильные боли. Дыхание затрудняется. Состояние терпимо не более 5 с
Сильные боли. Дыхание затрудняется. Состояние терпимо не более 5 с

 Допускается применение ширм из брезентовой ткани.
Допускается применение ширм из брезентовой ткани. как средства коллективной, так и индивидуальной защиты.
как средства коллективной, так и индивидуальной защиты.

 2.17.7. Для защиты глаз крановщиков в сборочно — сварочных цехах рекомендуется применять очки с боковинами, бесцветными стеклами и с откидными цветными светофильтрами или очки со стеклами типа «Хамелеон».
2.17.7. Для защиты глаз крановщиков в сборочно — сварочных цехах рекомендуется применять очки с боковинами, бесцветными стеклами и с откидными цветными светофильтрами или очки со стеклами типа «Хамелеон». Убедившись в том, что в баллоне газ имеется, закрыть вентиль, надеть колпак. Применение молотка и других предметов для открытия вентиля не допуск).
Убедившись в том, что в баллоне газ имеется, закрыть вентиль, надеть колпак. Применение молотка и других предметов для открытия вентиля не допуск).

 3.13. За эксплуатацией контейнеров и рамп должен быть установлен постоянный контроль. Предохранительные клапаны должны быть отрегулированы, опломбированы и содержаться в чистоте. Все оборудование, работающее под давлением, должно быть зарегистрировано в органах госгортехнадзора.
3.13. За эксплуатацией контейнеров и рамп должен быть установлен постоянный контроль. Предохранительные клапаны должны быть отрегулированы, опломбированы и содержаться в чистоте. Все оборудование, работающее под давлением, должно быть зарегистрировано в органах госгортехнадзора.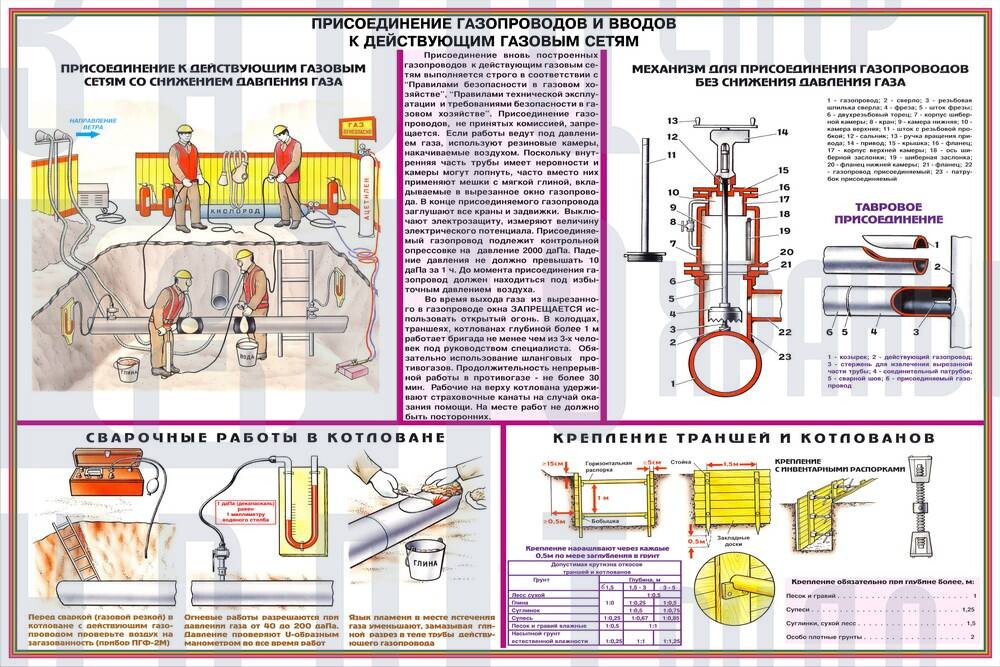 4.1. В зависимости от габаритов свариваемых изделий и характера производства рабочее место сварщика может быть организовано в специальной сварочной кабине без потолка, на площадях сборочно — сварочного или другого цеха, их открытых площадях или непосредственно на сборочном объекте.
4.1. В зависимости от габаритов свариваемых изделий и характера производства рабочее место сварщика может быть организовано в специальной сварочной кабине без потолка, на площадях сборочно — сварочного или другого цеха, их открытых площадях или непосредственно на сборочном объекте. к. при этом плохая общая освещенность мест сварки.
к. при этом плохая общая освещенность мест сварки.

 ;
;
 , Обращено особое внимание на состояние изоляции обмоток и проводов, а результаты проверки записывать в соответствующую документацию.
, Обращено особое внимание на состояние изоляции обмоток и проводов, а результаты проверки записывать в соответствующую документацию. Максимальная длина сварочного провода (первого) не должна превышать 50 м.
Максимальная длина сварочного провода (первого) не должна превышать 50 м. При сварке емкостей из-под жидкого топлива (бензобаки, цистерны, бочки, канистры и т.п.) без надлежащей их перед сваркой промывки, пропаривания, проветривания, продувки и при нарушении требований безопасности при сварке таких емкостей может произойти взрыв.
При сварке емкостей из-под жидкого топлива (бензобаки, цистерны, бочки, канистры и т.п.) без надлежащей их перед сваркой промывки, пропаривания, проветривания, продувки и при нарушении требований безопасности при сварке таких емкостей может произойти взрыв. , отсутствие в опасной зоне легковоспламеняющихся материалов и др.
, отсутствие в опасной зоне легковоспламеняющихся материалов и др.

 к. в этих условиях резко повышается интенсивность теплового облучения и для его нейтрали требуется применение воздушного душирования места производства, обеспечение благоприятного воздействия воздуха от 0,7 до 2 м / с для создания необходимого теплоотвода, отвода образующихся при сварке вредных веществ из зоны дыхания сварщика и исключения , при этом, опасность простудного заболевания сварщика.
к. в этих условиях резко повышается интенсивность теплового облучения и для его нейтрали требуется применение воздушного душирования места производства, обеспечение благоприятного воздействия воздуха от 0,7 до 2 м / с для создания необходимого теплоотвода, отвода образующихся при сварке вредных веществ из зоны дыхания сварщика и исключения , при этом, опасность простудного заболевания сварщика.


 Временные места проведения огневых работ только письменным разрешением лица, ответственного за пожарную безопасность данного объекта (форма 5, приложение 3).
Временные места проведения огневых работ только письменным разрешением лица, ответственного за пожарную безопасность данного объекта (форма 5, приложение 3).
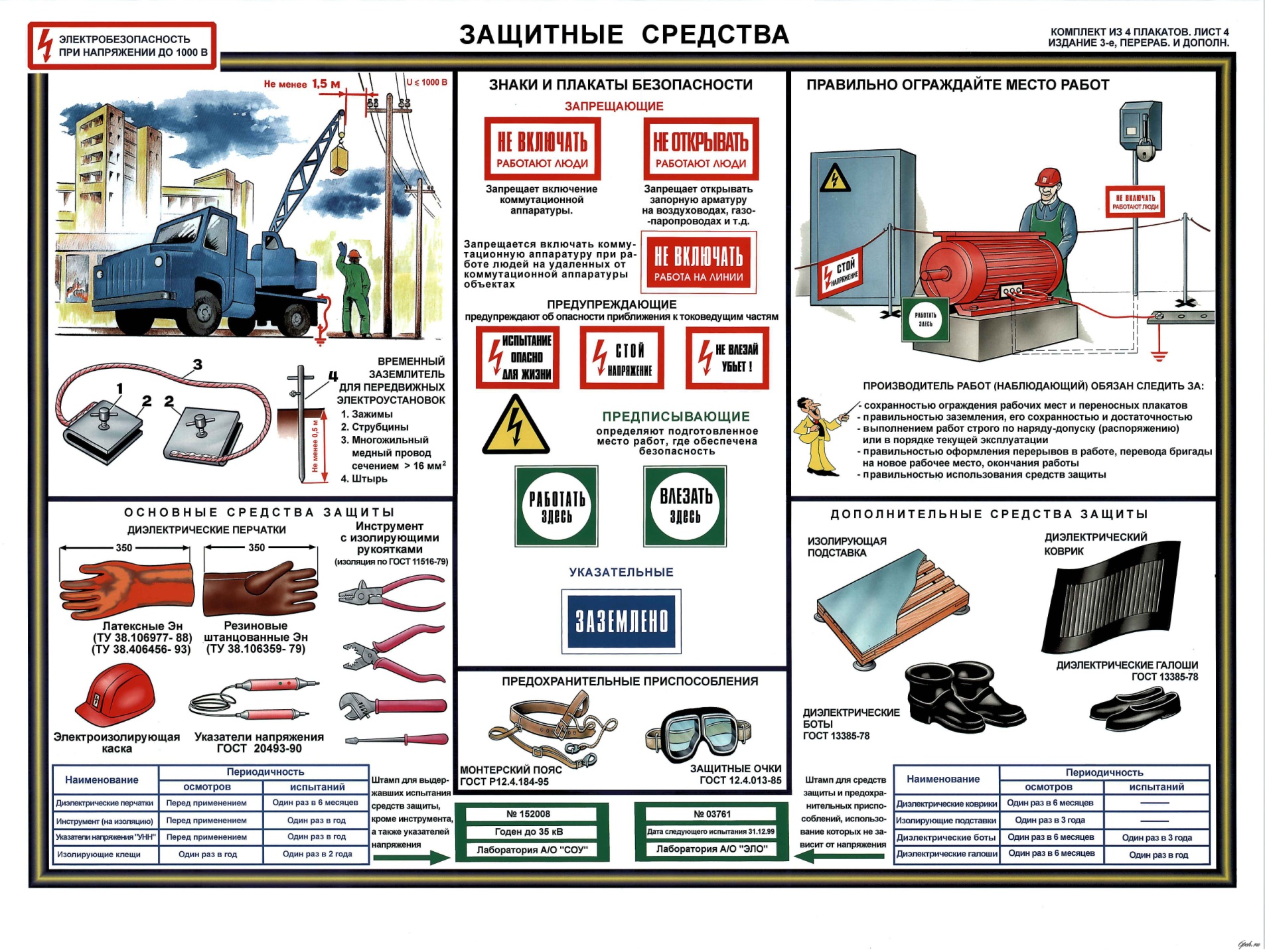
 Если же работы будут проводиться в течение нескольких, то выданное разрешение подтверждено, о чем делается в соответствующая запись. Наблюдение за наблюдением за наблюдением за наблюдением за наблюдением.
Если же работы будут проводиться в течение нескольких, то выданное разрешение подтверждено, о чем делается в соответствующая запись. Наблюдение за наблюдением за наблюдением за наблюдением за наблюдением. То есть, это такое рабочее пространство сварщика, работать в максимально комфортно и безопасно.
То есть, это такое рабочее пространство сварщика, работать в максимально комфортно и безопасно.
 Передвижной сварочный пост защищается от осадков с помощью навеса, а от ветра — при помощи ширм.
Передвижной сварочный пост защищается от осадков с помощью навеса, а от ветра — при помощи ширм.


 ;
;
 youtube.com/watch?v=H5vayq5T6VM
youtube.com/watch?v=H5vayq5T6VM
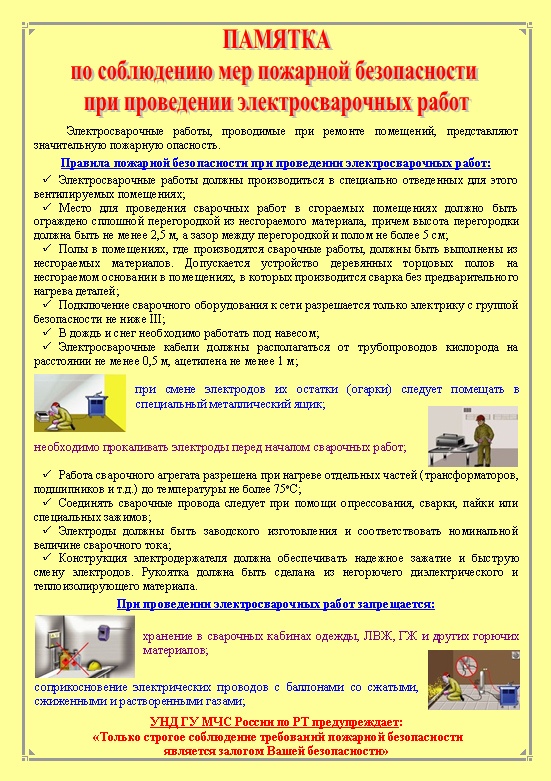 Его размеры обуславливаются характером работ. Если сварка производится в сидячем положении, то высота должна быть около 60-70 см. Если в стоячем — от 85 и выше. Размер рабочей поверхности должен быть не менее 100х100 см.
Его размеры обуславливаются характером работ. Если сварка производится в сидячем положении, то высота должна быть около 60-70 см. Если в стоячем — от 85 и выше. Размер рабочей поверхности должен быть не менее 100х100 см. Также передвижной пост должен иметь удобные колеса, чтобы с их помощью даже тяжелое оборудование было перевезти без особого труда.
Также передвижной пост должен иметь удобные колеса, чтобы с их помощью даже тяжелое оборудование было перевезти без особого труда.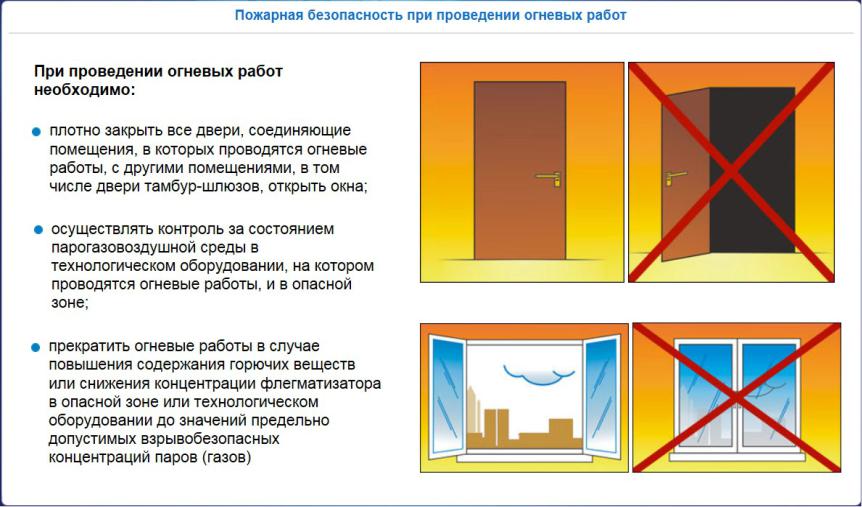
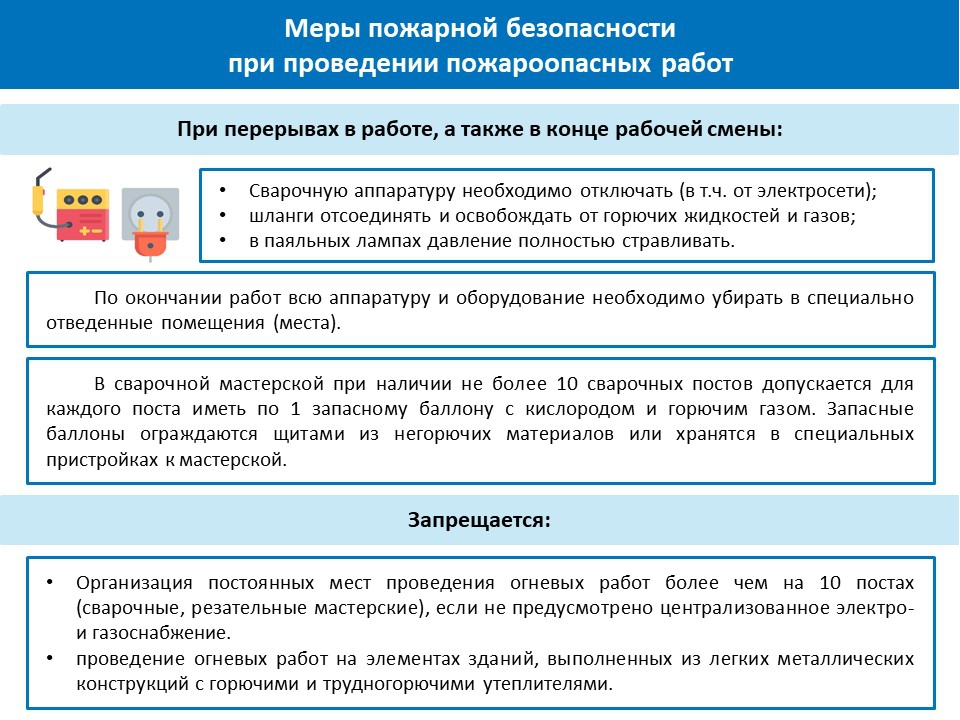

 Пост для ручной дуговой сварки стационарного типа должен оборудоваться хорошо работающей вентиляцией.
Пост для ручной дуговой сварки стационарного типа должен оборудоваться хорошо работающей вентиляцией.



 Пол кабины выполняется в обязательном порядке из огнестойкого материала, как гласят требования. Освещение также не должно оставаться без внимания, поэтому нормативные требования уровня освещенности обязывают создавать свет не менее 80 лк. Особые требования выдвигаются к вентиляционной системе сварочного поста.
Пол кабины выполняется в обязательном порядке из огнестойкого материала, как гласят требования. Освещение также не должно оставаться без внимания, поэтому нормативные требования уровня освещенности обязывают создавать свет не менее 80 лк. Особые требования выдвигаются к вентиляционной системе сварочного поста.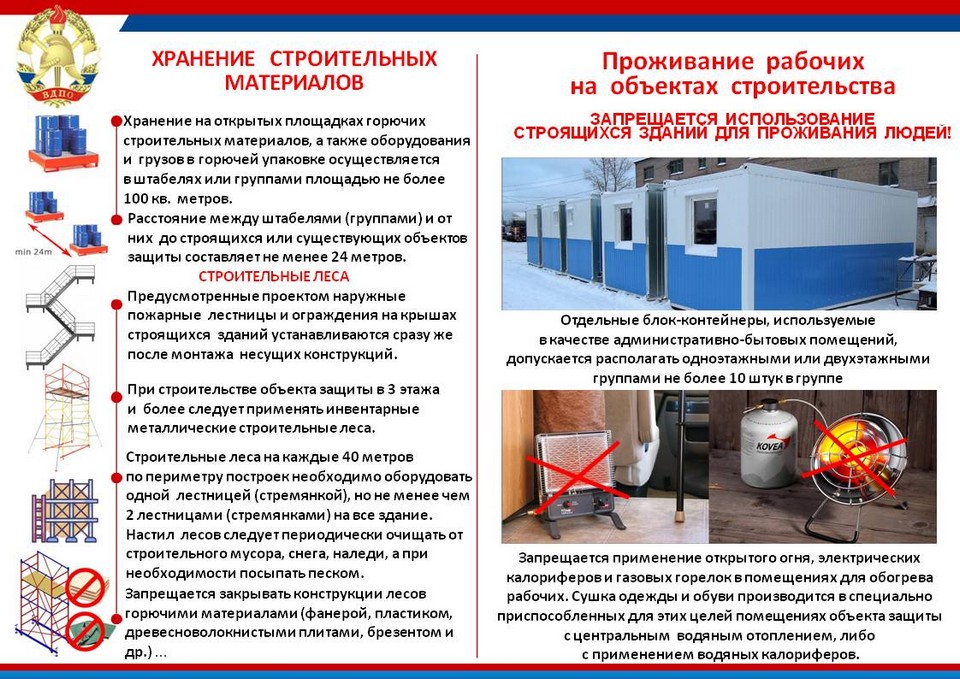
 Каждый сварочный пост располагает установленным на нем магнитным пускателем, а также рубильником, предназначенным для включения и последующего выключения рабочего тока.
Каждый сварочный пост располагает установленным на нем магнитным пускателем, а также рубильником, предназначенным для включения и последующего выключения рабочего тока. Зазор стенок составляет около полуметра для качественного вентилирования.
Зазор стенок составляет около полуметра для качественного вентилирования.


 Тут же размещают минимальный набор инструментов.
Тут же размещают минимальный набор инструментов.


 Ко вторым защитные очки и щитки, рабочая обувь, головные уборы.
Ко вторым защитные очки и щитки, рабочая обувь, головные уборы. Это сварочная аппаратура и прочие необходимые для безопасной деятельности элементы.
Это сварочная аппаратура и прочие необходимые для безопасной деятельности элементы. Он подходит для работ, которые нельзя провести в цеху, либо которые находятся вдали от производства.
Он подходит для работ, которые нельзя провести в цеху, либо которые находятся вдали от производства.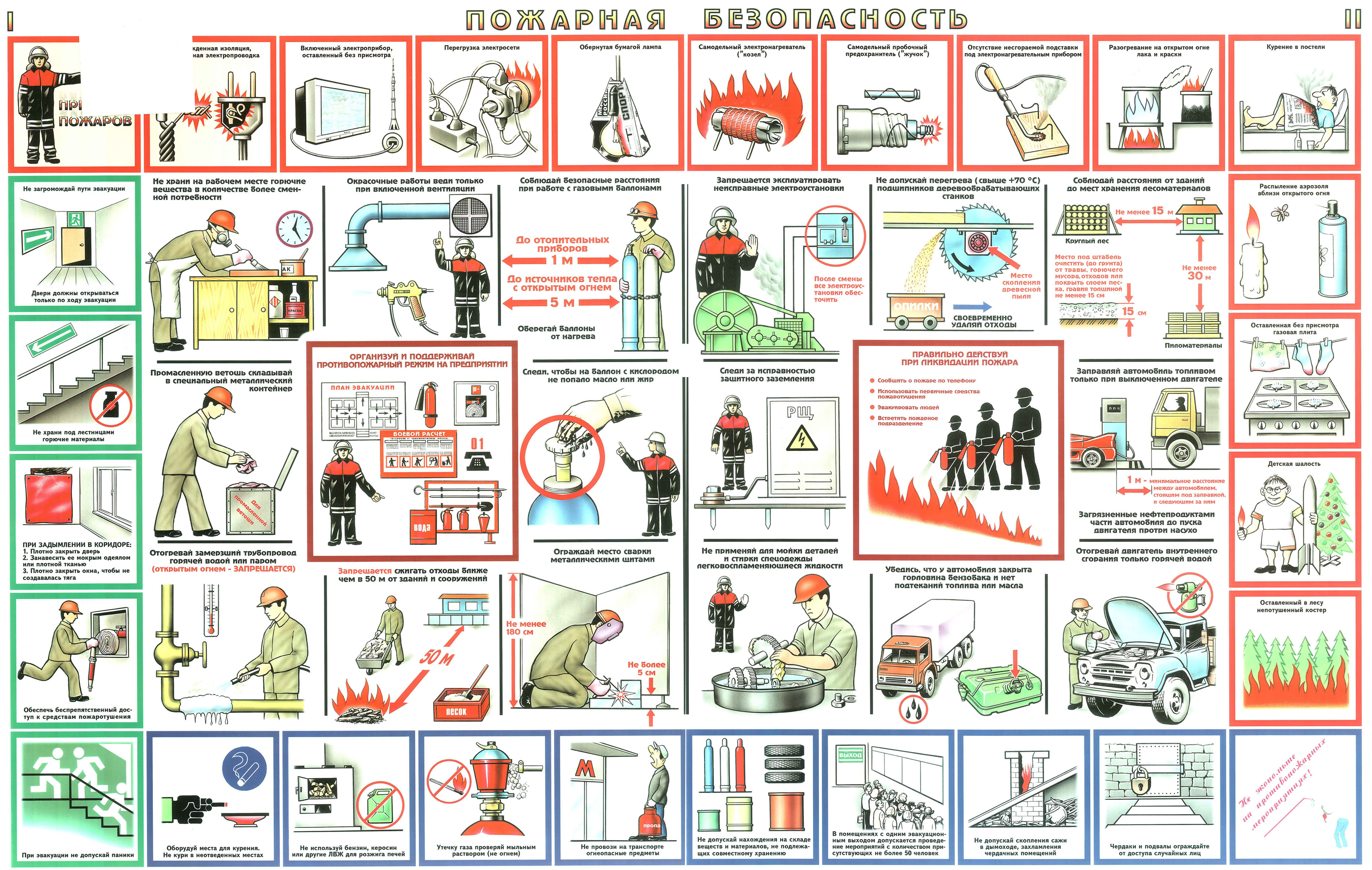 Есть два типа столов, которые различаются по положению сварщика во время работы.
Есть два типа столов, которые различаются по положению сварщика во время работы.

 Работа по резке металлов требует наличия места для расположения необходимых инструментов.
Работа по резке металлов требует наличия места для расположения необходимых инструментов. 2.1) размещают в цехах для изготовления сварных конструкций. К посту собранную под сварку конструкцию, при выполнении швов сварщик передвигается, а пусковая аппаратура остается неподвижными. Передвижения сварщика обусловлены дли-
2.1) размещают в цехах для изготовления сварных конструкций. К посту собранную под сварку конструкцию, при выполнении швов сварщик передвигается, а пусковая аппаратура остается неподвижными. Передвижения сварщика обусловлены дли- Стены окрашены в светло-серый цвет красками, хорошо поглощающими ультрафиолетовые лучи (цинковые или титановые белила, желтые кроны и др.)).
Стены окрашены в светло-серый цвет красками, хорошо поглощающими ультрафиолетовые лучи (цинковые или титановые белила, желтые кроны и др.)). Посты оборудуют распределительной пусковой аппаратурой, подсоединяемой к шине, и балластным реостатом для регулирования сварочного тока.
Посты оборудуют распределительной пусковой аппаратурой, подсоединяемой к шине, и балластным реостатом для регулирования сварочного тока.

 порядок организации и проведения инструктажей, обучения и проверки знаний по пожарному минимуму установлен Типовым положением о специальном обучении, инструктаже и проверке знаний по вопросам пожарной безопасности на предприятиях и в учреждениях и организациях
порядок организации и проведения инструктажей, обучения и проверки знаний по пожарному минимуму установлен Типовым положением о специальном обучении, инструктаже и проверке знаний по вопросам пожарной безопасности на предприятиях и в учреждениях и организациях 
 проходы между группами сварочных трансформаторов должны иметь ширину не менее 1 м. Расстояние между сварочными трансформаторами, стоящими в одной группе, должно быть не менее 0,1 м, между сварочным трансформатором и ацетиленовым генератором не менее 3 м.
проходы между группами сварочных трансформаторов должны иметь ширину не менее 1 м. Расстояние между сварочными трансформаторами, стоящими в одной группе, должно быть не менее 0,1 м, между сварочным трансформатором и ацетиленовым генератором не менее 3 м.