| Первичная | Дополнительная | Периодическая | Внеочередная | |
| Проходят сварщики, не имеющие ранее допуска к сварке и/или наплавке (далее по тексту сварке) соединений оборудования, конструкций и трубопроводов, подконтрольных Ростехнадзору. Для сварщиков, аттестованных по «Правилам аттестации сварщиков», утвержденным Госгортехнадзором России 16 марта 1993 года, первичной считается первая аттестация в соответствии с требованиями Правил, которую они проходят по завершении срока действия аттестационного удостоверения старого образца. | Проходят сварщики, прошедшие первичную аттестацию, перед их допуском к сварочным работам, не указанным в их аттестационных удостоверениях, а также после перерыва свыше 6 месяцев в выполнении сварочных работ, указанных в их аттестационных удостоверениях. | Проходят сварщики в целях продления указанного срока действия аттестационных удостоверений на выполне-ние соответствующих сва-рочных работ. | Проходят сварщики перед их допуском к выполнению сварки после их временного отстранения от работы за нарушение технологии сварки или повто-ряющееся неудовлетворительное качество выполненных ими производственных сварных соединений. | |
| Аттестацию сварщиков проводят путем проверки их практических навыков и теоретических знаний в соответствии с видом (способом) сварки (наплавки), по которому он аттестуется, и направлением его производственной деятельности. Процедура аттестации включает в себя сдачу практического, общего и специального экзаменов. Сварщики, имеющие специальное (высшее техническое или среднее техническое) образование по сварочному производству, освобождаются от сдачи общего экзамена. | Процедура аттестации включает в себя сдачу практического и специального экзаменов. Разрешается проводить только специальный экзамен, если целью аттестации сварщика является расширение направления его производственной деятельности без изменения характеристик, учитываемых при сварке контрольных сварных соединений. Разрешается проводить только практический экзамен, если целью аттестации сварщика является расширение области распространения аттестации без изменения вида (способа) сварки (наплавки) и направления его производственной деятельности. | Процедура аттестации включает в себя сдачу практического и специального экзаменов.
| Процедура аттестации включает в себя сдачу практического, общего и специального экзаменов.
| |
| Сварщику присваивается I уровень профессиональной подготовки. Выдается аттестационное удостоверение сроком на два года, которое может быть продлено два раза сроком на 12 месяцев. | Сварщику выдается вкладыш к аттестационному удостоверению, который действителен до окончания срока действия аттестационного удостоверения. | Сварщику выдается новое аттестационное удостоверение сроком на два года, которое может быть продлено два раза сроком на 12 месяцев. | Сварщику выдается новое аттестационное удостоверение сроком на два года, которое может быть продлено два раза сроком на 12 месяцев. | |
Виды аттестации специалистов сварочного производства
Аттестация специалистов сварочного производства проводится в целях установления достаточности их теоретической и практической подготовки, проверки их знаний и навыков и предоставления права специалистам сварочного производства выполнять работы на объектах, подконтрольных Ростехнадзору.
| Первичная | Дополнительная | Периодическая | Внеочередная | |
| Проходят специалисты сварочного производства перед их допуском к работам на право руководства и технического контроля над проведением сварочных работ, включая работы по технической подготовке производства сварочных работ, разработку производственно-технологической и нормативной документации. Первичной считается аттестация, проводимая впервые в соответствии с требованиями Правил. | Проходят специалисты сварочного производства, прошедшие первичную аттестацию, в случаях: — допуска к видам производственной деятельности, не указанным в их аттестационных удостоверениях; — при введении в действие новых нормативных документов Госгортехнадзора России; — при перерыве в работе по специальности свыше одного года. | Проходят специалисты сварочного производства в целях продления срока действия их аттестационных удостоверений на выполне-ние соответствующих видов производственной деятельности. | Проходят специалисты сварочного производства перед их допуском к работам после отстранения от выполнения видов работ, указанных в их аттестационных удостоверениях, по требованию работодателя или представителей Госгортехнадзора России в соответствии с действующим законодательством. | |
| Аттестация включает в себя проведение двух экзаменов: общего и специального, включающего практическое задание. Специалисты со специальным (высшим техническим или средним техническим) образованием по сварочному производству, работающие по специальности, освобождаются от сдачи общего экзамена. Проведение одновременной аттестации специалистов сварочного производства разрешается не более, чем по трем группам опасных технических устройств. При этом по каждой группе опасных технических устройств должен быть сдан отдельный экзамен. | ||||
| Специалисту сварочного производства присваивается II или III уровень профессиональной подготовки. Выдается аттестационное удостоверение сроком на три года, которое может быть продлено два раза сроком на 18 месяцев. | Специалисту сварочного производства выдается вкладыш к аттестационному удостоверению, который действителен до окончания срока действия аттестационного удостоверения. | Специалисту сварочного производства выдается новое аттестационное удостоверение сроком на три года, которое может быть продлено два раза сроком на 18 месяцев. | Специалисту сварочного производства выдается новое аттестационное удостоверение сроком на три года, которое может быть продлено два раза сроком на 18 месяцев. | |
это должен знать каждый сварщик
Перед тем как сдать экзамены НАКС, начинающему сварщику стоит узнать, какие же виды аттестации существуют. От разновидности аттестации зависит набор предъявляемых требований, время, на протяжении которого будет действовать удостоверение, а также сложность работ, к которым работник впоследствии будет иметь доступ.
Содержание статьи
Что такое НАКС
Национальное агентство контроля сварки – организация, функционирующая для проведения аттестаций специалистов сварочного производства. Сварщик категории НАКС имеет право работать с особо ответственными конструкциями. Такой труд оплачивается выше, но и требований к профессионализму аттестованным сварщикам гораздо больше.
Кроме проведения экзаменов, учреждение НАКС проводит обучение сварщиков, занимается выпуском методических пособий и усовершенствованием предписывающих документов, а также оказывает услуги консультации во время ответственных проектов.
Виды аттестации сварщиков выделяются на основе очередности прохождения процедуры сварщиком или организацией; уровней сдачи экзамена; основных групп технических устройств, для обслуживания которых требуются высококвалифицированные специалисты; применяемых технологий.
Кто должен проходить аттестацию
Аттестация НАКС может проводиться для:
- Рабочего персонала. Сотрудники могут повышать свою квалификацию добровольно, рассчитывая на лучшую должность или с прицелом на другое место работы. Кроме того, работники предприятия могут быть обязаны пройти аттестацию перед тем, как будут вовлечены в работу над крупным ответственным проектом. Чтобы после аттестации НАКС получить документы, подтверждающие квалификацию, сварщику необходимо успешно сдать практический, теоретический и специальный экзамены.
- Технологии. Обязательной аттестации подлежат технологии, которые используются при установке, ремонте, монтаже конструкций, применяющихся на опасных производственных объектах. Контрольные сварные соединения (как правило, свариваются изделия из различных металлов) подлежат экспертизе в лаборатории, после чего комиссия НАКС выносит свой вердикт.

- Оборудования и инструментов. При аттестации оборудования тщательно проверяется соответствие реальных технических характеристик приборов прописанным в паспортах, изучается степень износа техники и ее комплектность. Испытания также включают в себя анализ сварных швов, произведенных в присутствии комиссии.
- Сварочных материалов. Как и в случае с оборудованием, прописанные в техническом паспорте характеристики должны соответствовать реальным. Как правило, удостоверения НАКС для мелкосерийных партий расходных материалов имеют меньший срок действия, чем предназначенные для серийных партий.

Очередность прохождения
В зависимости от очередности выделяются следующие разновидности аттестации:
- Первичная. Ее проходят сварщики, ранее не сталкивавшиеся с необходимостью усовершенствовать профессиональные навыки.
- Повторная. Предназначена для сварщиков НАКС, срок действия удостоверений которых подходит к концу. В зависимости от уровня специалиста, корочки могут быть действительны на протяжении 2, 3 или 5 лет.
- Внеочередная. Необходима тогда, если работодатель имеет обоснованные претензии к качеству работ, осуществляемых аттестованным сварщиком.
- Дополнительная. Проводится в случае, когда сотрудник хочет расширить область аттестации, проведенной ранее. Прохождение дополнительной проверки актуально и для сварщиков, которые более 6 месяцев не работали по специальности.

Полномочия НАКС специалиста
После проведения аттестации НАКС информация о сфере полномочий указывается в аттестационном удостоверении специалиста. Аттестация проводится на четырех уровнях:
- Сварщик. В компетенцию сварщика НАКС входит произведение сварочных работ по металлам и сплавам любой толщины в любых пространственных положениях. Специалист должен обладать знаниями и опытом, необходимыми для проведения операций на опасных производственных объектах, и уметь сориентироваться в случае непредвиденной ситуации.
- Мастер-сварщик. Этот специалист имеет право раздавать устные и письменные указания, которые должны быть исполнены сварщиками НАКС.
- Технолог-сварщик. Осуществляет руководство отделением предприятия, производящим сварочные работы.
- Инженер-сварщик. Сотрудник, отвечающий за руководящие и нормативные документы, касающиеся проведения сварочных работ всех видов.

Группы ТО НАКС
Группы технических устройств опасных производственных объектов также указываются в удостоверении аттестованного сварщика. Классификация довольно обширна, поэтому отметим основные из таких групп:
- ПТО. Подъемно-транспортное оборудование. Сюда относятся краны, лебедки, лифты, канатные дороги, а также комплектующие к ним и т.д.
- КО. Котельное оборудование включает в себя трубопроводы, паровые котлы и иные сосуды, работающие при давлении пара более 0, 07 МПа и температуре свыше 115 градусов по Цельсию. Сюда же можно отнести конструкции, предназначенные для установки котельного оборудования.
- ГО. Газовое оборудование, а именно газопроводы внешнего и внутреннего газоснабжения, аппаратура для котлов и прочих газовых агрегатов, печи, водонагреватели и т.д.
- НГДО. Нефтегазодобывающее оборудование включает в себя трубопроводы для транспортировки нефти, газа, нефтепродуктов и конденсата (в том числе морские), резервуары для хранения нефтепродуктов, оборудование для добычи и переработки нефти, запорную арматуру и прочие комплектующие.
- ОХНВП. Оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств включает в себя системы, работающие в условиях вакуума и давления более 16 МПа, резервуары для пожароопасных веществ, емкости для утилизации взрывоопасных соединений, оборудование для заморозки, печи, технологические трубопроводы и т.д.
- СК. К строительным конструкциям относят трубопроводы и конструкции из металла, арматуру и металлические остовы железобетонных изделий.
Виды сварки
Аттестация проводится с учетом способов сварки, которые должны применяться для конкретного оборудования. Аттестат работника, имеющего доступ к опасным производственным объектам, обязательно содержит указание — какой вид сварки специалист должен осуществлять. Приведем расшифровку самых распространенных аббревиатур.

- РАД – аргонодуговая сварка, проводимая вручную вольфрамовым электродом.
- ААД – аргонодуговая сварка, проводимая в автоматическом режиме тугоплавким электродом.
- ААДП – аргонодуговая сварка при помощи плавящегося электрода, которую нужно проводить в автоматическом режиме.
- АПГ – аргонодуговая сварка при помощи плавящегося электрода, которую осуществляют в среде активных газов.
- АПИ – сварка порошковой проволокой, которая происходит в среде инертных газов. Необходимо выбрать автоматический режим.
- АПС – сварка самозащитной проволокой порошкового типа, которая происходит также автоматически.
- АФ – автоматическая сварка, при которой применяется флюс.
- Г – газовая сварка.
- РД – ручная сварка электрической дугой, которая проводится с помощью покрытых электродов.
- КТС – контактно-точечная сварка.
- МАДП – механизированная сварка в среде аргона, которую осуществляют при помощи плавящегося электрода.
- МП – механизированная сварка , которая происходит в среде активных газов с использованием плавящегося электрода.
- МПС – механизированная сварка при помощи самозащитной порошковой проволоки.
- ЭШ – электрошлаковая сварка.
Виды и уровни аттестации сварщиков

Профессия сварщика распространенная и востребованная, спрос на нее есть всегда и в очень многих отраслях, например, строительство, установка газового оборудования, ремонт машин и другое. Для того, чтобы быть успешным, иметь возможность хорошо зарабатывать, нужно иметь удостоверение НАКС, постоянно его продлевать и повышать свой уровень.
Что такое НАКС?
Аббревиатура НАКС расшифровывается как — Национальное агентство контроля сварки. Это агентство совершает контроль работников, без выданного ими свидетельства сварщик не может работать, а владелец не может оформить на работу. Аттестация сварщиков НАКС нужна обеим сторонам рабочего процесса, ведь позволяет определить уровень возможностей и, соответственно, размеры зарплаты. Исходя из того, что профессия сварщика опасная из-за работы с высокими температурами, сложным инструментом, объектами — НАКС регулярно проверяет уровень практичных и теоретичных знаний сварщиков.

Виды аттестаций сварщиков НАСК
Аттестация сварщиков НАКС в Москве совершается соответственно с трудовым кодексом, в котором предусматривается периодичность обновления удостоверения:
- Первичная аттестация проводится при приеме на работу либо при расширении спектра деятельности, для людей которые раньше не работали сварщиками. По форме – инструктаж.
- Для работников, которые постоянно находятся в этой сфере, предусмотрена периодичная аттестация, подтверждающая их уровень и продлевающая удостоверение.
- Пройти проверку внепланово нужно, когда был перерыв в работе, если есть отметки о нарушении правил безопасности, либо когда один из этапов аттестации не был пройден.
- Если намечается повышение по службе нужно пройти курсы повышения квалификации – дополнительная аттестация.
Квалификационные уровни сварщиков
Аттестация НАКС для сварщиков стоимость зависит от вида получения удостоверения. Организация выделила четыре разновидности:
- Самый простой уровень – сварщик, предусматривается для работников, которые работают непосредственно со сварочным оборудованием.
- Мастер-сварщик – иными словами прораб (бригадир), он отдает указание работникам.
- Сварщик-технолог – он следит за соблюдением норм, технологий сварочного процесса.
- Инженер-сварщик – наивысшая ступень, человек, имеющий такой уровень, утверждает документацию, разрабатывает проекты.
С увеличением опыта работы, возможно продвижение по карьере и присвоение уровней по их возрастанию.
Виды аттестации НАКС
Группы технических устройств
НАКС ПТО — Подъемно-транспортное оборудование:
1. Грузоподъемные краны.
2. Краны –трубоукладчики.
3. Краны- манипуляторы.
4. Лифты.
5. Тали.
6. Лебедки.
7. Устройства грузозахватные.
8. Подъемники (вышки).
9. Эскалаторы.
10. Дороги канатные, их агрегаты, механизмы и детали.
11. Цепи для подъемно-транспортного оборудования.
12. Строительные подъемники.
13. Конвейеры пассажирские.
НАКС КО — Котельное оборудование:
1. Паровые котлы с давлением пара более 0,07 МПа и водогрейные котлы с температурой воды выше 115°С.
2. Трубопроводы пара и горячей воды с рабочим давлением пара более 0,07 МПа и температурой воды свыше 115°С.
3. Сосуды, работающие под давлением свыше 0,07МПа.
4. Арматура и предохранительные устройства
5. Металлические конструкции для котельного оборудования.
НАКС ГО — Газовое оборудование:
1. Трубопроводы систем внутреннего газоснабжения.
2. Наружные газопроводы низкого, среднего и высокого давления стальные и из неметаллических материалов.
3. Газовое оборудование котлов, технологических линий и агрегатов.
4. Газогорелочные устройства.
5. Емкостные и проточные водонагреватели.
6. Аппараты и печи.
7. Арматура из металлических материалов и предохранительные устройства.
НАКС НГДО — Нефтегазодобывающее оборудование:
1.Промысловые и магистральные нефтепродуктопроводы, трубопроводы нефтеперекачивающих станций (НПС), обеспечивающие транспорт нефти и нефтепродуктов при сооружении, реконструкции и капитальном ремонте.
2.Промысловые и магистральные нефтепродуктопроводы, трубопроводы нефтеперекачивающих станций (НПС), обеспечивающие транспорт нефти и нефтепродуктов при текущем ремонте в процессе эксплуатации.
3.Промысловые и магистральные газопроводы и конденсатопроводы; трубопроводы для транспортировки товарной продукции, импульсного, топливного и пускового газа в пределах: установок комплексной подготовки газа (УКПГ), компрессорных станций (КС), дожимных компрессорных станций (ДКС), станций подземного хранения газа (СПХГ), газораспределительных станций (ГРС), узлов замера расхода газа (УЗРГ) и пунктов редуцирования газа (ПРГ).
4.Трубопроводы в пределах УКПГ, КС; НПС; СПХГ; ДКС; ГРС; УЗРГ; ПРГ и др., за исключением трубопроводов, обеспечивающих транспорт газа, нефти и нефтепродуктов.
5.Резервуары для хранения нефти и нефтепродуктов, газгольдеры газовых хранилищ при сооружении и ремонте.
6.Морские трубопроводы, объекты на шельфе (трубопроводы на платформах, а также сварные основания морских платформ) при сооружении, реконструкции и ремонте.
7.Уникальные объекты нефтяной и газовой промышленности при сооружении и ремонте (рабочие параметры объектов, не предусмотрены действующей нормативной документацией)
8.Запорная арматура при изготовлении и ремонте в заводских условиях.
9.Детали трубопроводов при изготовлении и ремонте в заводских условиях.
10.Насосы, компрессоры и др. оборудование при изготовлении и ремонте в заводских условиях.
11.Нефтегазопроводные трубы при изготовлении и ремонте в заводских условиях.
12.Оборудование нефтегазопромысловое, буровое и нефтеперерабатывающее.
13.Трубопроводы автоматизированных газонаполнительных компрессорных станций (АГНКС).
НАКС ОХНВП — Оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств:
1. Оборудование химических, нефтехимических, нефтеперерабатывающих производств, работающее под давлением до 16 МПа.
2. Оборудование химических, нефтехимических, нефтеперерабатывающих производств, работающее под давлением более 16 МПа.
3. Оборудование химических, нефтехимических, нефтеперерабатывающих производств, работающее под вакуумом.
4. Резервуары для хранения взрывопожароопасных и токсичных веществ.
5. Изотермические хранилища.
6. Криогенное оборудование.
7. Оборудование аммиачных холодильных установок.
8. Печи.
9. Компрессорное и насосное оборудование.
10. Центрифуги, сепараторы.
11. Цистерны, контейнеры (бочки), баллоны для взрывопожароопасных и токсичных веществ.
12. Котлы-утилизаторы.
13. Энерготехнологические котлы.
14. Котлы ВОТ.
15. Трубопроводная арматура и предохранительные устройства.
16. Технологические трубопроводы и детали трубопроводов.
ГДО — Горнодобывающее оборудование:
1. Технические устройства для горнодобывающих и горно-обогатительных производств и подземных объектов.
НАКС МО — Металлургическое оборудование:
1. Доменное, коксовое, сталеплавильное оборудование.
2. Технологическое оборудование и трубопроводы для черной и цветной металлургии.
3. Технические устройства для производства черных и цветных металлов и сплавов на их основе.
4. Машины для литья стали и цветных металлов.
5. Агрегаты трубопрокатные.
6. Станы обжимные, заготовочные, сортопрокатные и листопрокатные.
НАКС ОТОГ — Оборудование для транспортировки опасных грузов:
1. Контейнеры специализированные и тара, используемые для транспортировки опасных грузов и строительных материалов.
2. Цистерны.
3. Экипажная часть.
НАКС СК — Строительные конструкции:
1. Металлические строительные конструкции.
2. Арматура, арматурные и закладные изделия железобетонных конструкций.
3. Металлические трубопроводы.
4. Конструкции и трубопроводы из полимерных материалов.
НАКС КСМ — Конструкции стальных мостов:
1. Металлические конструкции пролётных строений, опор и пилонов стальных мостов при изготовлении в заводских условиях.
2. Металлические конструкции пролётных строений, опор и пилонов стальных мостов при сборке, сварке и ремонте в монтажных условиях.
Способы сварки (наплавки)
РД — Ручная дуговая сварка покрытыми электродами.
РДВ — Ванная дуговая сварка покрытыми электродами.
РАД — Ручная аргонодуговая сварка неплавящимся электродом.
МАДП — Механизированная аргонодуговая сварка плавящимся электродом.
МП — Механизированная сварка плавящимся электродом в среде активных газов и смесях.
ААД — Автоматическая аргонодуговая сварка непл авящимся электродом.
АПГ — Автоматическая сварка плавящимся электродом в среде активных газов и смесях.
ААДП — Автоматическая аргонодуговая сварка плавящимся электродом .
АФ — Автоматическая сварка под флюсом.
МФ — Механизированная сварка под флюсом.
МФВ — Ванная механизированная сварка под флюсом.
МПС — Механизированная сварка самозащитой порошковой проволокой.
МПГ — Механизированная сварка порошковой проволокой в среде активных газов. МПСВ — Ванная механизированная сварка самозащитой порошковой проволокой. МСОД — Механизированная сварка открытой дугой легированной проволокой.
П — Плазменная сварка.
ЭШ — Электрошлаковая сварка.
ЭЛ — Электронно-лучевая сварка.
Г — Газовая сварка.
РДН — Ручная дуговая наплавка покрытыми электродами.
РАДИ — Ручная аргонодуговая наплавка.
ААДН — Автоматическая аргонодуговая наплавка.
АФЛН — Автоматическая наплавка ленточным электродом под флюсом.
АФПН — Автоматическая наплавка проволочным электродом под флюсом.
КТС — Контактно-точечная сварка.
КСС — Контактная стыковая сварка сопротивлением.
КСО — Контактная стыковая сварка оплавлением.
ВЧС — Высокочастотная сварка.
ПАК — Пайка.
НИ — Сварка нагретым инструментом.
ЗН — Сварка с закладными нагревателями.
НГ — Сварка нагретым газом.
Э — Экструзионная сварка.
Группы основных материалов
(М01) — Углеродистые и низколегированные конструкционные стали перлитного класса с минимальным пределом текучести не более 360 Мпа (до К54).
(МОЗ) — Низколегированные конструкционные стали перлитного класса с минимальным пределом текучести свыше 360 МПа до 500МПа (К55 — К60)
(МОЗ) — Низколегированные конструкционные стали перлитного класса с минимальным пределом текучести свыше 500 МПа (свыше К60)
(М02) — Низколегированные теплоустойчивые хромомолибденовые и хромомолибденованадиевые стали перлитного класса
(М05) — Легированные стали мартенситного класса с содержанием хрома от 4 — до 10%
(М04) — Высоколегированные стали мартенситного и мартенситно-ферритного классов с содержанием хрома от 10 до 18%
(М04) — Высоколегированные (высокохромистые) стали ферритного класса с содержанием хрома от 12 до 30%
(М11) — Высоколегированные стали аустенитно-ферритного класса
(М11) — Высоколегированные стали аустенитного класса
(М61) — Сплавы на железо-никелевой основе
(М51) — Никель и сплавы на никелевой основе
(М21-М23) — Алюминий и алюминиевые сплавы
(М31-М34) — Медь и сплавы на медной основе
(М41) — Сплавы титана
(М06) — Чугуны
(М07) — Арматурные стали железобетонных конструкций
(М61) — Полиэтилен (РЕ)
(Мб2) — Сшитый полиэтилен (РЕ-Х)
(М63) — Поливинилхлорид (PVC)
(М64) — Полипропилен (РР)
Виды сварочных материалов
Эп — Электроды плавящиеся для дуговой сварки.
Эн — Электроды неплавящиеся для дуговой сварки.
Пс — Проволока сварочная сплошного сечения.
Пп — Проволока порошковая и ленты порошковые.
Гз — Газы защитные.
Гг — Газы горючие.
Ф — Флюсы сварочные.
Виды аттестации
Виды аттестации
Группы технических устройств
НАКС* ПТО — Подъемно-транспортное оборудование:
1. Грузоподъемные краны.
2. Краны –трубоукладчики.
3. Краны- манипуляторы.
4. Лифты.
5. Тали.
6. Лебедки.
7. Устройства грузозахватные.
8. Подъемники (вышки).
9. Эскалаторы.
10. Дороги канатные, их агрегаты, механизмы и детали.
11. Цепи для подъемно-транспортного оборудования.
12. Строительные подъемники.
13. Конвейеры пассажирские.
НАКС КО — Котельное оборудование:
1. Паровые котлы с давлением пара более 0,07 МПа и водогрейные котлы с температурой воды выше 115°С.
2. Трубопроводы пара и горячей воды с рабочим давлением пара более 0,07 МПа и температурой воды свыше 115°С.
3. Сосуды, работающие под давлением свыше 0,07МПа.
4. Арматура и предохранительные устройства
5. Металлические конструкции для котельного оборудования.
НАКС ГО — Газовое оборудование:
1. Трубопроводы систем внутреннего газоснабжения.
2. Наружные газопроводы низкого, среднего и высокого давления стальные и из неметаллических материалов.
3. Газовое оборудование котлов, технологических линий и агрегатов.
4. Газогорелочные устройства.
5. Емкостные и проточные водонагреватели.
6. Аппараты и печи.
7. Арматура из металлических материалов и предохранительные устройства.
НАКС НГДО (расшифровка — нефтегазодобывающее оборудование):
1.Промысловые и магистральные нефтепродуктопроводы, трубопроводы нефтеперекачивающих станций (НПС), обеспечивающие транспорт нефти и нефтепродуктов при сооружении, реконструкции и капитальном ремонте.
2.Промысловые и магистральные нефтепродуктопроводы, трубопроводы нефтеперекачивающих станций (НПС), обеспечивающие транспорт нефти и нефтепродуктов при текущем ремонте в процессе эксплуатации.
3.Промысловые и магистральные газопроводы и конденсатопроводы; трубопроводы для транспортировки товарной продукции, импульсного, топливного и пускового газа в пределах: установок комплексной подготовки газа (УКПГ), компрессорных станций (КС), дожимных компрессорных станций (ДКС), станций подземного хранения газа (СПХГ), газораспределительных станций (ГРС), узлов замера расхода газа (УЗРГ) и пунктов редуцирования газа (ПРГ).
4.Трубопроводы в пределах УКПГ, КС; НПС; СПХГ; ДКС; ГРС; УЗРГ; ПРГ и др., за исключением трубопроводов, обеспечивающих транспорт газа, нефти и нефтепродуктов.
5.Резервуары для хранения нефти и нефтепродуктов, газгольдеры газовых хранилищ при сооружении и ремонте.
6.Морские трубопроводы, объекты на шельфе (трубопроводы на платформах, а также сварные основания морских платформ) при сооружении, реконструкции и ремонте.
7.Уникальные объекты нефтяной и газовой промышленности при сооружении и ремонте (рабочие параметры объектов, не предусмотрены действующей нормативной документацией)
8.Запорная арматура при изготовлении и ремонте в заводских условиях.
9.Детали трубопроводов при изготовлении и ремонте в заводских условиях.
10.Насосы, компрессоры и др. оборудование при изготовлении и ремонте в заводских условиях.
11.Нефтегазопроводные трубы при изготовлении и ремонте в заводских условиях.
12.Оборудование нефтегазопромысловое, буровое и нефтеперерабатывающее.
13.Трубопроводы автоматизированных газонаполнительных компрессорных станций (АГНКС).
НАКС ОХНВП (расшифровка — оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств):
1. Оборудование химических, нефтехимических, нефтеперерабатывающих производств, работающее под давлением до 16 МПа.
2. Оборудование химических, нефтехимических, нефтеперерабатывающих производств, работающее под давлением более 16 МПа.
3. Оборудование химических, нефтехимических, нефтеперерабатывающих производств, работающее под вакуумом.
4. Резервуары для хранения взрывопожароопасных и токсичных веществ.
5. Изотермические хранилища.
6. Криогенное оборудование.
7. Оборудование аммиачных холодильных установок.
8. Печи.
9. Компрессорное и насосное оборудование.
10. Центрифуги, сепараторы.
11. Цистерны, контейнеры (бочки), баллоны для взрывопожароопасных и токсичных веществ.
12. Котлы-утилизаторы.
13. Энерготехнологические котлы.
14. Котлы ВОТ.
15. Трубопроводная арматура и предохранительные устройства.
16. Технологические трубопроводы и детали трубопроводов.
ГДО — Горнодобывающее оборудование:
1. Технические устройства для горнодобывающих и горно-обогатительных производств и подземных объектов.
НАКС МО — Металлургическое оборудование:
1. Доменное, коксовое, сталеплавильное оборудование.
2. Технологическое оборудование и трубопроводы для черной и цветной металлургии.
3. Технические устройства для производства черных и цветных металлов и сплавов на их основе.
4. Машины для литья стали и цветных металлов.
5. Агрегаты трубопрокатные.
6. Станы обжимные, заготовочные, сортопрокатные и листопрокатные.
НАКС ОТОГ — Оборудование для транспортировки опасных грузов:
1. Контейнеры специализированные и тара, используемые для транспортировки опасных грузов и строительных материалов.
2. Цистерны.
3. Экипажная часть.
НАКС СК (расшифровка — строительные конструкции):
1. Металлические строительные конструкции.
2. Арматура, арматурные и закладные изделия железобетонных конструкций.
3. Металлические трубопроводы.
4. Конструкции и трубопроводы из полимерных материалов.
НАКС КСМ — Конструкции стальных мостов:
1. Металлические конструкции пролётных строений, опор и пилонов стальных мостов при изготовлении в заводских условиях.
2. Металлические конструкции пролётных строений, опор и пилонов стальных мостов при сборке, сварке и ремонте в монтажных условиях.
Способы сварки (наплавки)
РД — Ручная дуговая сварка покрытыми электродами.
РДВ — Ванная дуговая сварка покрытыми электродами.
РАД — Ручная аргонодуговая сварка неплавящимся электродом.
МАДП — Механизированная аргонодуговая сварка плавящимся электродом.
МП — Механизированная сварка плавящимся электродом в среде активных газов и смесях.
ААД — Автоматическая аргонодуговая сварка непл авящимся электродом.
АПГ — Автоматическая сварка плавящимся электродом в среде активных газов и смесях.
ААДП — Автоматическая аргонодуговая сварка плавящимся электродом .
АФ — Автоматическая сварка под флюсом.
МФ — Механизированная сварка под флюсом.
МФВ — Ванная механизированная сварка под флюсом.
МПС — Механизированная сварка самозащитой порошковой проволокой.
МПГ — Механизированная сварка порошковой проволокой в среде активных газов. МПСВ — Ванная механизированная сварка самозащитой порошковой проволокой. МСОД — Механизированная сварка открытой дугой легированной проволокой.
П — Плазменная сварка.
ЭШ — Электрошлаковая сварка.
ЭЛ — Электронно-лучевая сварка.
Г — Газовая сварка.
РДН — Ручная дуговая наплавка покрытыми электродами.
РАДИ — Ручная аргонодуговая наплавка.
ААДН — Автоматическая аргонодуговая наплавка.
АФЛН — Автоматическая наплавка ленточным электродом под флюсом.
АФПН — Автоматическая наплавка проволочным электродом под флюсом.
КТС — Контактно-точечная сварка.
КСС — Контактная стыковая сварка сопротивлением.
КСО — Контактная стыковая сварка оплавлением.
ВЧС — Высокочастотная сварка.
ПАК — Пайка.
НИ — Сварка нагретым инструментом.
ЗН — Сварка с закладными нагревателями.
НГ — Сварка нагретым газом.
Э — Экструзионная сварка.
Группы основных материалов
(М01) — Углеродистые и низколегированные конструкционные стали перлитного класса с минимальным пределом текучести не более 360 Мпа (до К54).
(МОЗ) — Низколегированные конструкционные стали перлитного класса с минимальным пределом текучести свыше 360 МПа до 500МПа (К55 — К60)
(МОЗ) — Низколегированные конструкционные стали перлитного класса с минимальным пределом текучести свыше 500 МПа (свыше К60)
(М02) — Низколегированные теплоустойчивые хромомолибденовые и хромомолибденованадиевые стали перлитного класса
(М05) — Легированные стали мартенситного класса с содержанием хрома от 4 — до 10%
(М04) — Высоколегированные стали мартенситного и мартенситно-ферритного классов с содержанием хрома от 10 до 18%
(М04) — Высоколегированные (высокохромистые) стали ферритного класса с содержанием хрома от 12 до 30%
(М11) — Высоколегированные стали аустенитно-ферритного класса
(М11) — Высоколегированные стали аустенитного класса
(М61) — Сплавы на железо-никелевой основе
(М51) — Никель и сплавы на никелевой основе
(М21-М23) — Алюминий и алюминиевые сплавы
(М31-М34) — Медь и сплавы на медной основе
(М41) — Сплавы титана
(М06) — Чугуны
(М07) — Арматурные стали железобетонных конструкций
(М61) — Полиэтилен (РЕ)
(Мб2) — Сшитый полиэтилен (РЕ-Х)
(М63) — Поливинилхлорид (PVC)
(М64) — Полипропилен (РР)
Виды сварочных материалов
Эп — Электроды плавящиеся для дуговой сварки.
Эн — Электроды неплавящиеся для дуговой сварки.
Пс — Проволока сварочная сплошного сечения.
Пп — Проволока порошковая и ленты порошковые.
Гз — Газы защитные.
Гг — Газы горючие.
Ф — Флюсы сварочные.
Тесты для сварщиков с ответами
Экзаменационные тесты для сварщиков с ответами
Правильный вариант ответа отмечен знаком +
1. Чем определяются свойства сварного соединения?
+ Свойствами металла шва, линии сплавления с основным металлом и зоны термического влияния
— Техническими характеристиками использованных электродов
— Свойствами металла линии сплавления и зоны термического влияния
2. С какой целью выполняют разрезку кромок?
— Для экономии металла
— Для более удобного проведения сварочных работ
+ Для обеспечения провара на всю глубину
3. Исправление сквозных дефектов сварных соединений трубопроводной арматуры проводят путем разрезки кромок. Укажите допустимые углы раскрытия кромок.
+ 65-75 градусов
— 15-20 градусов
— 30-45 градусов
4. Расшифруйте смысл маркировки электродов: буква «Э» и следующее за ней цифровое значение.
— Тип электрода и допустимое количество часов использования
+ Тип электрода и гарантируемый предел прочности наплавленного металла в расчете на кгс/мм2
— Марку электрода и серийный номер, присвоенный заводом-производителем
5. Какой должна быть характеристика источников питания для ручной дуговой сварки или наплавки покрытыми электродами?
— Переменной
+ Крутопадающей или жесткой (в комбинации с балластными реостатами)
— Восходяще-контролируемой
6. В каком порядке проводится аттестация сварщиков?
— По решению аттестационной комиссии
— Сначала теоретическая часть экзамена, а затем практическая
+ Сначала практическая часть экзамена, затем теоретическая
7. Укажите верную маркировку, которая бы указывала на толщину покрытия в обозначении электрода.
+ Тонкое покрытие — М, среднее покрытие — С, толстое покрытие — Д, особо толстое покрытие — Г
— Без покрытия — ТО, среднее покрытие — СР, толстое покрытие — ТЛ, особо толстое покрытие — ОТЛ
— Без покрытия — БП, тонкое покрытие — Т, среднее покрытие — С, толстое покрытие — ТТ, особо толстое покрытие – ТТТ
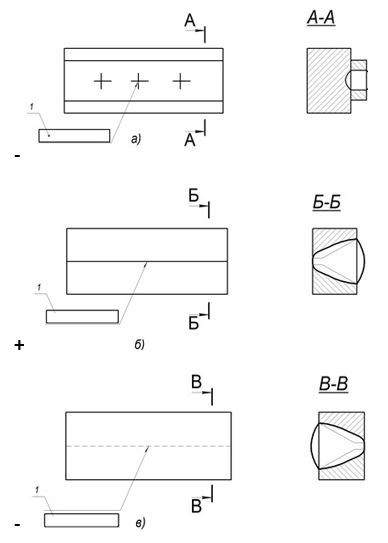
8. На каком из чертежей изображен видимый сварной шов?
9. При выполнении ручной дуговой сварки непровары возникают из-за:
+ Высокой скорости выполнения работ, недостаточной силы сварочного тока
— Малой скорости выполнения работ, чрезмерно большой силы сварочного тока
— Неправильного подбора электродов, чрезмерно большой силы сварочного тока
тест 10. Дайте определение понятию «электрошлаковая сварка».
— Сварка электротоком, при которой побочным продуктов плавления металла является слой флюса, подлежащий вторичному использованию при электродуговой сварке
+ Сварка плавлением, при которой для нагрева используют тепло, выделяемое при прохождении электротока через массы расплавленного шлака
— Сварка плавлением, при которой используются ленточные электроды и слой шлака в качестве охлаждающей среды
11. Ультразвуковой метод контроля позволяет выявить следующие дефекты сварного шва:
— Качество оплавления металла
+ Непровары, трещины, поры, включения металлической и неметаллической природы, несплавления
— Внутренние напряжения металла
12. Максимальная длина гибкого кабеля, используемого для подключения передвижной электросварочной установки к коммутационному аппарату, составляет:
— 25 м
— 20 м
+ 15 м
13. Конструктивными характеристиками разделки кромок являются:
+ Притупление, угол скоса кромки
— Температура плавления металла, глубина проварки
— Угловатость, угол скоса кромки
14. Остаточные сварочные деформации – это:
— Деформации, которые связаны с дефектами электродов
+ Деформации, которые остаются после завершения сварки и полного остывания изделия
— Деформации, образовавшиеся после воздействия краткосрочной механической нагрузки на сварное соединение
15. Какой дефект сварного шва изображен на рисунке?

— Несплавление
+ Непровар
— Неправильная разделка кромок
16. Прожоги образуются по причине:
+ Несоответствия силы сварочного тока и толщины свариваемых элементов
— Неправильно подобранных электродов
— Неправильно подобранного размера сварочной ванны
17. Укажите оптимальный метод предупреждения образования горячих трещин при сварке.
— V-образная разделка кромок
+ Выбор правильной формы разделки кромок, снижение погонной энергии
— Проведение термической обработки металла до сварки
18. Контроль качества сварных соединений проверяют по:
+ Свойствам металла шва, линии сплавления с основным металлом и зоне термического влияния
— Внешнему виду катета сварного шва
— Цвету сварного шва
19. Внешний вид излома сварного соединения позволяет определить:
— Прочность, устойчивость против коррозии, деформационную стойкость
+ Строение и структуру металла, что является ценной информацией для оценки его пластических свойств
— Наличие вредных примесей в металле
тест-20. Перечислите типы сварных соединений.
+ Стыковые, тавровые, угловые, внахлест
— Плоские, угловые, стыковые, объемные
— С нахлестом, без нахлеста
21. Опишите принцип заземления сварочного оборудования.
— К оборудованию приваривается медный провод. Обязательно наличие надписи «Земля»
— Оборудование имеет специальный зажим, расположенный в доступном месте. Наличие надписи «Земля» опционально
+ Оборудование имеет болт с окружающей его контактной площадкой. Обязательно наличие надписи «Земля»
22. Влияние подогрева изделия в процессе сварки на величину остаточных деформаций выражается в:
— Увеличении этих деформаций
+ Уменьшении этих деформаций
— Влияние отсутствует
23. Магнитное дутье дуги – это:
— Увеличение линейных размеров дуги из-за воздействия магнитного поля сплавляемого металла
+ Отклонение дуги от оси электрода, возникающее из-за влияния магнитных полей или ферромагнитных масс при сварке
— Увеличение проплавления изделия, возникшее из-за влияния магнитного поля дуги
24. Когда возможно исправление дефектов в сварных изделиях, подлежащих последующему отпуску (термообработке)?
+ До отпуска
— После отпуска
— По мере обнаружения дефектов
25. Сварные проволоки Св-08, Св-08а, Св-10ГА относят к … классу сталей.
— Легированному
— Высоколегированному
+ Низкоуглеродистому
26. Методы контроля степени воздействия на материал сварного соединения бывают:
+ Разрушающими и неразрушающими
— Радиографическими и ультразвуковыми
— Статическими и динамическими
27. Укажите цель проведения сопутствующего и предварительного подогрева.
— Повышение содержания углерода в металле
+ Выравнивание неравномерности нагрева при сварке, снижение скорости охлаждения и уменьшение вероятности возникновения холодных трещин
— Повышение скорости охлаждения металла в зоне сварки
28. Наплыв в металле шва – это:
— Неровность металла, влияющая на эксплуатационные и эстетические характеристики сварного изделия
+ Дефект в виде металла, который наплыл на поверхность свариваемого металла или ранее выполненного валика и не сплавившийся с ним
— Отклонение линейных размеров шва от эталонных (назначенных в чертежах)
29. Цифры возле букв на чертеже сварного шва обозначают:
+ Порядковый номер шва в соответствии с ГОСТ
— Предпочтительную толщину электрода для проведения работ
— Длину катета шва
тест_30. Требования, которые предъявляются к качеству исправленного участка шва:
— Определяются приемочной группой индивидуально
+ Аналогичны тем, которые предъявляются к качеству основного шва
— Зафиксированы в нормативных документах и зависят от вида шва