Аргоновая сварка для начинающих: технология, оборудование
Самым распространенным и надежным способом стыковки различных металлических деталей считается сварка. Но есть ряд металлов, которые очень плохо поддаются соединению обычным способом. Чтобы создать прочный неразъемный контакт таких металлов, как титан, алюминий, нержавеющая сталь и многих других используется сварка аргоном. Для начинающих технология вызывает некоторую сложность.
Особенности аргоновой сварки
Соединение металлических поверхностей происходит в зоне действия аргона. Применение инертного газа при сварке металлов является своеобразным защитным барьером от процесса окисления, который происходит в результате взаимодействия с кислородом, находящимся в окружающем воздухе. Проще сказать, что инертный газ прикрывает место сварки от проникновения кислорода в зону соединяемых деталей.
Вся технология сварки аргоном предусматривает выполнение работы ручным, полуавтоматическим и автоматическим способом. Именно от методов проведения сварки и вида применяемого электрода происходит квалификация режимов сварочного процесса.
Именно от методов проведения сварки и вида применяемого электрода происходит квалификация режимов сварочного процесса.
В качестве неплавящегося электрода используют вольфрамовую проволоку, которая гарантирует надежное соединение металлов.
Техника выполнения соединения
Знание основных правил проведения работы позволит намного облегчить сварку аргоном, а уроки для начинающих помогут добиться хорошего качества шва.
Некоторые практические советы опытных сварщиков:
- Качество соединения деталей существенно снижает длинная дуга. Чем она длиннее, тем шире будет шов и меньшей глубина плавления. Неплавящийся электрод нужно располагать в непосредственной близости от стыка изделий.
- Для создания глубокого и узкого шва нужно добиваться продольного перемещения горелки и электрода. Даже небольшие отклонения существенно ухудшают сварку. При сварке аргоном нужно соблюдать особое внимание и аккуратность.
- Чтобы азот с кислородом не проникал внутрь сварочной зоны, электрод и присадка должны находиться в этой зоне, но под слоем аргона.

- Подача проволоки — сложная операция, так как рывки приводят к разбрызгиванию металла. Ввод этого компонента осуществляется равномерно и плавно.
- Если шов получается выпуклой и округлой формы, то это свидетельствует о низком плавлении металла, что говорит о низком качестве сварки аргоном.
- Для создания небольшого шва и его ровной поверхности присадочную проволоку необходимо вести перед горелкой и под углом к плоскости металла. Это условие позволит надежно контролировать весь процесс сварки аргоном.
- Чтобы азот с кислородом не проникли в зону стыковки деталей, процесс сварки нельзя начитать и заканчивать резкими движениями. Начало работы нужно осуществлять через 15–20 секунд после подачи газа, а заканчивать — до момента отключения горелки.
- Завершать работу необходимо путем уменьшения силы тока реостатом, входящим в аппарат для сварки аргоном. Если просто отвести горелку в сторону, то можно открыть доступ кислорода с азотом в сварочную зону.
Основным требованием перед работой является качественная очистка и обезжиривание сопрягаемых поверхностей изделия.
Преимущества применения этого вида сварки
Учитывая, что сварка аргоном является эффективным методом соединения металлов, плохо поддающимся другим видам стыковки, то и преимущества его применения основаны именно на этом свойстве. К ним относятся:
- Небольшая температура нагрева соединяемой поверхности, что позволяет сохранять форму и размеры детали.
- Инертный газ плотнее и тяжелее воздуха, поэтому способен хорошо защитить место сварки.
- Довольно высокая мощность тепловой дуги способствует кратковременному характеру сварки аргоном.
- Возможность фокусировки сварочного шва позволяет проводить работы в труднодоступных местах.
- Сварка тонких деталей легко осуществима из-за не очень высокой температуры в зоне плавления металла.
Недостатки аргоновой сварки
Как и любое другое соединение, аргоновая сварка имеет и некоторые недостатки, которые необходимо учитывать при выполнении работы. Основные минусы такого соединения:
- Наличие сквозняка существенно снижает защиту места пайки, поэтому работы рекомендуется осуществлять в закрытых помещениях. Только при этом нужно позаботиться о хорошей общей вентиляции объекта.
- При необходимости получения высокоамперной дуги нужно обеспечить охлаждение соединяемых изделий.
- Оборудование относится к категории сложных приспособлений, поэтому сварка аргоном для начинающих является трудновыполнимым процессом. Произвести правильную настройку режимов может только опытный сварщик.
 Только при этом нужно позаботиться о хорошей общей вентиляции объекта.
Только при этом нужно позаботиться о хорошей общей вентиляции объекта.Режимы соединения аргоном
Чтобы сварка проходила качественно, нужно выбрать правильно оптимальный режим работы. Такое действие, как правило, удается только специалистам, имеющим большой практический опыт.
Условия правильного выбора режима сварки:
- Направление и полярность тока напрямую зависят от свойств соединяемых металлов.
- Сила тока определяется исходя из трех основных характеристик, а именно полярности, диаметра применяемого электрода, толщины и типа материала. Именно в выборе этого параметра и понадобится собственный опыт сварщика.
- Равномерность потока инертного газа влияет на расход аргона. Поток при сварке алюминия аргоном должен быть без пульсаций.
 Поток при сварке алюминия аргоном должен быть без пульсаций.
Поток при сварке алюминия аргоном должен быть без пульсаций.Состав оборудования
Прежде чем понять принцип работы устройства, необходимо ознакомиться с основными составными частями оборудования. Для качественной сварки понадобятся:
- Сварочный аппарат любого типа с холостым ходом 60–70 вольт.
- Силовой контактор, передающий напряжение на головку от сварочного аппарата.
- Осциллятор. Это устройство, которое стандартное напряжение преобразует в напряжение 2000–3000 В с частотой 150–500 кГц, что облегчает розжиг дуги.
- Керамическая горелка.
- Прибор, предназначенный для обдува аргоном.
- Емкость для инертного газа.
- Проволока для присадки и неплавящийся электрод.
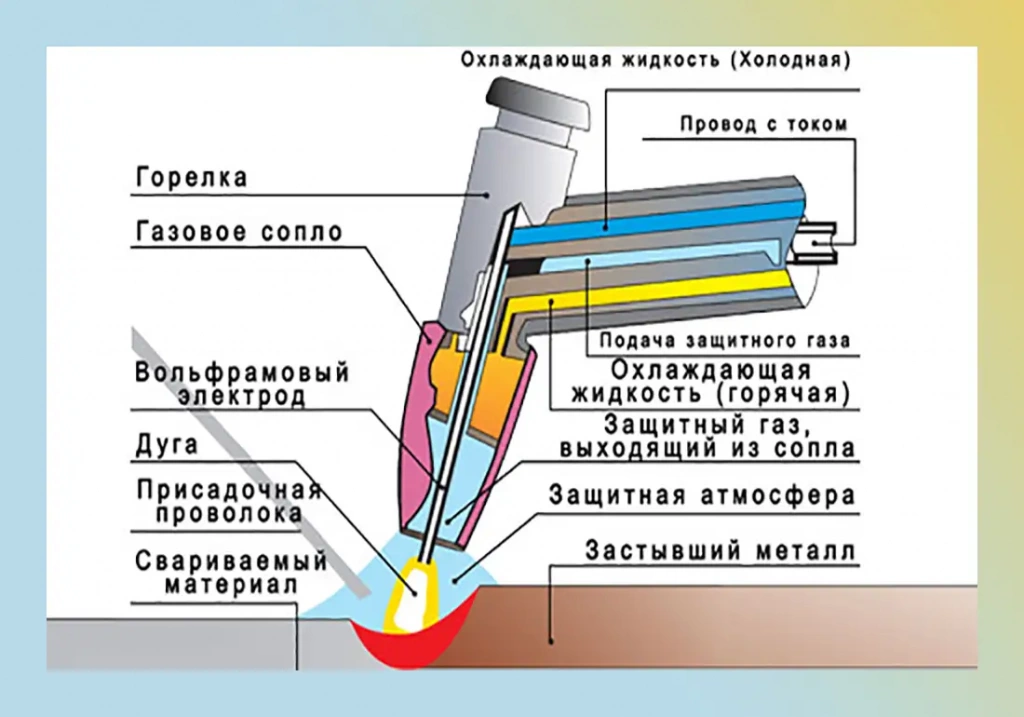
Принцип работы устройства
После предварительной очистки соединяемых поверхностей и настройки нужного сварочного режима берем в левую руку проволоку, а в правую горелку. Кнопкой подачи газа, которая расположена на рукоятке горелки, подаем газ в зону сварки.
Электрод нужно вставить в горелку, чтобы он выступал на примерно 5 мм. Подносим горелку на расстояние до 2 мм от поверхности сварки. Затем включаем агрегат и подаем напряжение на электрод до возникновения дуги. Аргон в это время поступает в сварочную зону.
Другой рукой сварщик направляет в зазор присадочную проволоку, которая расплавляется, образуя соединение металлов. Перемещаясь постепенно вдоль шва, полностью свариваем две детали.
Сложности сварки алюминия
Алюминий считается наиболее распространенным в промышленности материалом. Сварка его представляет большую сложность из-за оксидной пленки, у которой плавление выше, чем у металла. Прежде чем начинать сварку алюминия аргоном, необходимо внимательно изучить все нюансы соединительного процесса:
- Основной ошибкой начинающих сварщиков является некачественная предварительная зачистка металла. Не может быть и речи о хорошем соединении металла, если на поверхности присутствует грязь, пыль или жировая пленка.
- Малая температура плавления алюминия и его высокая теплопроводность требует от сварки инертным газом больших затрат энергии.
- Плавится алюминий при малой температуре, чтобы избежать повреждения материала, нужно выставить правильный режим на инверторе.
- Сварочный аппарат для алюминия должен иметь специальную функцию, которая перед началом сварки подает усиленный ток, чтобы проплавить пленку, а в конце — полностью заварить кратер.
Очистка поверхности металла
Главным условием качественной аргоновой сварки является хорошая предварительная очистка поверхности металла.
Очищение проводится двумя способами:
- Способ химической обработки способствует разрушению оксидного слоя на металле за счет воздействия специального раствора. Приготовить такой состав можно самостоятельно, для чего в одном литре воды нужно растворить натрия технического 50 грамм и натрия фтористого 45 грамм. Далее нужно помешать эту массу до получения раствора. Этим составом обрабатывается поверхность, после чего смывается проточной водой.
- Механический метод очистки подразумевает обработку детали железной щеткой или наждачной бумагой. При этом необходимо следить, чтобы на поверхности инструмента для очистки не было вкраплений другого металла, частички которого могут значительно ухудшить конечный результат работы.

Особенности сварки нержавейки
Нержавеющая сталь — это металл, который обладает высокой антикоррозийной стойкостью и большой прочностью, широко используется в любых погодных условиях. Особые свойства этого металла требуют специальных технологий обработки изделия. Именно сварка нержавейки аргоном позволяет добиться хорошего качества соединения таких изделий.
Главной проблемой при работе с нержавейкой является ее растрескивание. Кроме того, есть и другие особенности:
- Из-за низкой теплопроводности нержавейки во время процесса сварки температура в зоне плавления должна быть высокой, что создает большой риск прожечь металл. Во избежание такой неприятности требуется выбирать меньшую силу тока, чем у обычной стали.
- Нержавеющая сталь имеет повышенное линейное расширение, поэтому при сварке возникает большая литейная усадка, что может привести металл к растрескиванию. Чтобы избежать этого, нужно создавать больший зазор между частями изделия.
- Так как нержавейка имеет высокое электрическое сопротивление, то в процессе сварки электрод очень нагревается, что также отрицательно влияет на качество соединения.

При сварке дисков аргоном нужно учитывать, что неправильно выбранная температура сварочного режима может привести к потере антикоррозийных свойств нержавейки.
Соединение с помощью полуавтомата
Процесс сварки аргоном полуавтоматом существенно повышает производительность работы. Технология применения сварки в полуавтоматическом режиме позволяет получать надежные и внешне привлекательные сварочные швы.
Основным нюансом сварки полуавтоматом является необходимость использования в составе сварочной проволоки никеля. Если возникла необходимость сварки трубы аргоном, то при большой толщине детали в защитный состав добавляется и углекислый газ, который улучшает смешиваемость краев сварки.
Процесс сварки полуавтоматом может осуществляться по нескольким технологиям:
- импульсного режима;
- струйного переноса;
- короткой дуги.
Техника безопасности
При проведении сварки в среде аргона нужно соблюдать правила безопасной работы. В основном они мало чем отличаются от правил, которые нужно соблюдать при проведении обычной сварки, но есть и некоторые нюансы:
- Важно контролировать газовые баллоны на герметичность, так как газ в них находится под давлением.
- Не допускать утечку аргона, ведь этот газ тяжелее воздуха и не имеет запаха. Поэтому его постепенное накопление может привести к удушью.
- Работу производить в защитной маске, специальной обуви и одежде.
- Строго соблюдать правила электрической безопасности. Оборудование агрегата должно быть надежно заземлено.
- Особое внимание следует уделить борьбе с вероятностью возникновения пожара. Все воспламеняющиеся предметы должны быть удалены из сварочной зоны.
- Нужно запретить нахождение посторонних людей в зоне проведения сварочных работ.

Помните, что аргоновая сварка позволяет получить качественное соединение металлов, которое невозможно сделать другими способами. Начинающему сварщику придется приложить много усилий и терпения, чтобы освоить все способы аргоновой сварки.
Ночной курс сварки TIG — RocAFC
Распроданный
- Описание
- Детали
- Часто задаваемые вопросы
GTAW, широко известная как сварка TIG, может быть сложным, но универсальным процессом для соединения самых разных металлов! Наш 30-часовой ночной курс сварки TIG включает комплексное обучение два раза в неделю с 18:00 до 21:00, всего 10 занятий (всего 5 недель). Занятия сочетают в себе лекции и практические занятия. На нашем объекте есть индивидуальные сварочные посты, рассчитанные на 16 студентов! Этот класс предназначен для начинающих (не требуется опыта), а также для тех, кто нуждается в повышении квалификации в процессе сварки TIG. По завершении студенты будут знакомы с безопасностью, оборудованием, настройкой оборудования и правильными методами сварки. Этот курс посвящен сварке стали, однако есть одно занятие, которое знакомит с алюминием, а другое — с нержавеющей сталью. Более подробную информацию см. в темах, рассмотренных ниже.
По завершении студенты будут знакомы с безопасностью, оборудованием, настройкой оборудования и правильными методами сварки. Этот курс посвящен сварке стали, однако есть одно занятие, которое знакомит с алюминием, а другое — с нержавеющей сталью. Более подробную информацию см. в темах, рассмотренных ниже.
Рассматриваемые темы включают:
- Безопасность сварщиков
- Процесс GTAW
- Типы оборудования для GTAW
- Сборка системы GTAW
- Сварка стали в плоском, горизонтальном и вертикальном положении
- Надлежащие методы сварки «тройниковых», «нахлесточных», «угловых», «стыковых» и «кромочных» соединений
- Дефекты сварки; причины и лечение
- Алюминий: свойства и проблемы при сварке
- Алюминий: понимание выхода переменного тока, баланса и регуляторов частоты Нержавеющая сталь
- : свойства и проблемы сварки
- Типы и области применения вольфрама, правильные методы заточки
- Защитные газы: типы и применение
- GMAW (MIG) Сварка, плазменная резка и демонстрации (обзор за одну ночь)
- Специальные темы
Предстоящая сессия: (всего 10 занятий, каждое занятие с 18:00 до 21:00)
- В настоящее время недоступен, скоро следующий сеанс
Подробнее:
- 30-часовой курс. Класс собирается два раза в неделю в течение пяти недель в общей сложности
- Каждый класс с 18:00 до 21:00
- Требуемый опыт: нет
- Все материалы и оборудование для обеспечения безопасности включены
- Торговые автоматы доступны
 Класс собирается два раза в неделю в течение пяти недель в общей сложности
Класс собирается два раза в неделю в течение пяти недель в общей сложностиОборудование для обеспечения безопасности включено:
- 90 90 Студенты получат куртку, перчатки, защитные очки, респираторы и беруши. Общая стоимость $100
- Во время курса студенты будут использовать шлемы с автоматическим затемнением, принадлежащие студии.
Размер перчаток и размер куртки:
- Сообщите нам ваш стандартный размер перчаток и куртки. Мы используем эту информацию для предварительной загрузки нашей тележки перед началом занятия. Не волнуйтесь, если вам нужно изменить размер! Мы решим это в первый день занятий.
Другие примечания и советы:
- Рекомендуем взять с собой бутылку с водой! Питьевые фонтанчики доступны для повторного заполнения.
- Никогда не помешает взять с собой блокнот и ручку, чтобы делать записи во время лекции.
- Остались вопросы? Отправьте электронное письмо нашему директору по сварке на [email protected]

ПОЖАЛУЙСТА, ПРОЧИТАЙТЕ: Здоровье студента / Политика возмещения / Возраст / Дресс-код
ПРИМЕЧАНИЕ: Наши программы разработаны так, чтобы быть как можно более инклюзивными. Однако, если у вас есть какие-либо проблемы со зрением, слухом, ловкостью рук или психическим здоровьем, пожалуйста, свяжитесь с Arc + Flame Center по телефону 585-349-7110, прежде чем записываться на этот курс. Мы хотим обеспечить наилучшие впечатления от занятий для всех наших студентов.
Ознакомьтесь с нашей политикой возврата средств. Если у вас есть какие-либо вопросы, свяжитесь с нашей административной командой по телефону 585-349-7110 или по электронной почте: [email protected].
Учащимся должно быть НЕ МЕНЕЕ 16 лет, чтобы посещать занятия, если не указано иное (например, занятия Fusing Tike, Teen и Creative Kids) ИЛИ с разрешения директора департамента.
Обязательно наденьте кроссовки или ботинки с закрытым носком, джинсы и хлопковую футболку. НЕ носите шлепанцы, обувь с открытым носком, шорты, юбки или легковоспламеняющуюся одежду.
Практическая сварка ВИГ
199 долларов США
-ИЛИ-
— Оплата с помощью Visa, Mastercard или PayPal
— Без удостоверения личности, договоров или документов
— Без комиссий, процентов или штрафов
— Мгновенный доступ к курсу
Кроме того, все сделанные платежи имеют право на наш 60-дневный гарантия возврата денег.
Просто выберите предпочитаемую частоту и сумму платежей при оформлении заказа, а затем получите немедленный доступ к своему курсу. » data-html=»true» data-placement=»bottom» data-trigger=»click»>Подробнее
Хотите научиться производству автоспорта? Вам нужно научиться сварке TIG.

Сварка ВИГ является одним из ключевых методов сварки в производстве автоспорта. Готовое изделие прослужит долгие годы и будет прекрасно выглядеть. Имея подходящую машину TIG и соответствующие знания, вы сможете сваривать все популярные материалы, с которыми вы столкнетесь в индустрии автоспорта.
Традиционно энтузиастам было сложно освоить навыки сварки TIG. Обычный путь обычно включает в себя производственное ученичество или формальное обучение. Хотя в этих методах нет ничего плохого, иногда вписать трехлетнее обучение в ваш и без того плотный график просто невозможно.
Здесь на помощь приходит курс «Практическая сварка TIG». Он научит вас тому, что вам нужно знать о сварке TIG, а также тому, как усовершенствовать процесс сварки TIG для получения отличных результатов. Вы можете освоить навыки, которым обучают на этом курсе, в своем собственном темпе, а это означает, что никогда не поздно приступить к следующему проекту (хотя соседи могут не согласиться).
Производство высококачественных сварных швов начинается задолго до того, как вы возьмете в руки горелку TIG.
В этом курсе вы узнаете все, от настройки, подготовки и требований к СИЗ, вплоть до расхода газа, методов продувки и контроля нагрева, которые вам необходимо знать перед началом сварки. Вы также изучите некоторые методы разрушающего контроля ваших сварных швов, чтобы быть уверенными в том, что вы получаете правильное проплавление, обеспечивая прочный и надежный сварной шов.
Изучите 6-этапный процесс сварки TIG.
После того, как вы овладеете теорией и практическими навыками, изучаемыми в ходе курса, вы изучите простой 6-этапный процесс, который вы сможете применять к своим задачам сварки TIG, независимо от того, какой материал вы свариваете. Это позволяет легко гарантировать получение правильных результатов каждый раз.
Этот 6-этапный процесс сварки ETS Fab также продемонстрирован в нашей библиотеке рабочих примеров, где вы можете посмотреть, как он применяется на реальном производственном задании.