Страница не найдена
 Пожалуйста, убедитесь, что запрос введен корректно или переформулируйте его.
Пожалуйста, убедитесь, что запрос введен корректно или переформулируйте его. Пожалуйста, введите более двух символов
Все результаты поискаУстройство полуавтоматов сварочных
Сварку кузовов в среде углекислого газа производят с использованием полуавтоматов, характеристики некоторых из них приведены в таблице
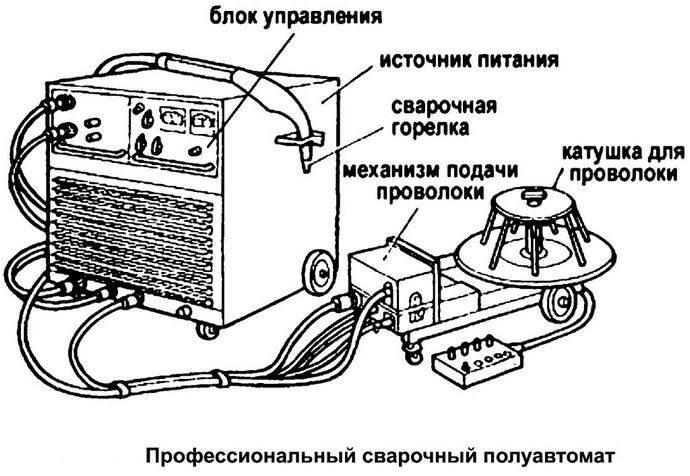
Рис. Схема полуавтомата для сварки в среде защитных газов:1 — баллон с углекислотой; 2 — механизм подачи проволоки; 3 — проволока; 4 — трубопровод подачи газа; 5 — горелка; б — заземление; 7 — трансформаторНа рис. представлена схема устройства для полуавтоматической сварки. Основными узлами полуавтомата являются: источник тока, обеспечивающий питание от сети переменного тока напряжением 220/380 В; устройство для подачи проволоки; сварочная горелка с комплектом трубопроводов, по которым подается газ, проходит проволока и электропровод; баллон с газом.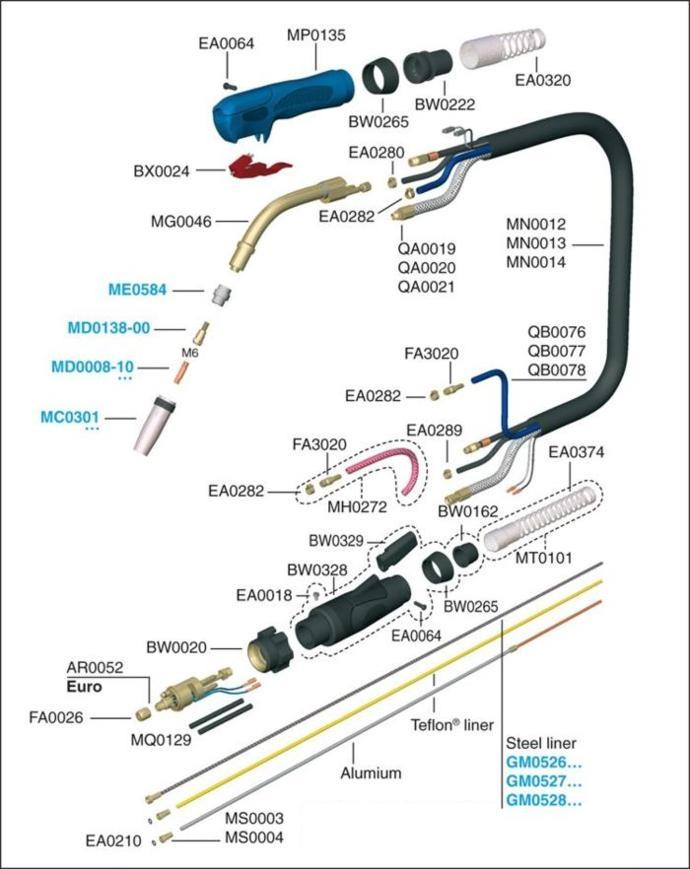
В настоящее время наибольшее распространение получили сварочные полуавтоматы «Кемпомат» — 163S фирмы KEMPPI (Финляндия).
Сварочные полуавтоматы позволяют осуществлять сварку в следующих режимах: непрерывная сварка, выполняемая при постоянной подаче сварочной проволоки; прерывистая сварка, предусматривающая прерывистую подачу проволоки в соответствии с заданной программой; точечная сварка, осуществляемая методом «электрозаклепок».
Таблица | Характеристики некоторых сварочных полуавтоматов для ремонта кузовов | ||||
Тип полуавтомата | Напряжение сети, В | Номинал ьный сварочный ток при ПВ-60 %, А | Диаметр электродной проволоки, мм | Скорость подачи проволоки, м/мин | Источник питания |
А-537Р | 380 | 150 | 0,8 — 1,2 | 1,8 — 5,5 | ВС-200 |
А-547 У | 380 | 300 | 0,8 — 1,2 | 1,8 — 7,5 | ВС-300 |
ПДГ-301 | 220/380 | 315 | 0,8 — 1,2 | 3 — 12 | ВДГ-301 |
ПДГ-303 | 220/380 | 315 | 0,8 — 1,2 | 3 — 12 | ВДГ-301 |
ПДГ-305 | 220 | 315 | 0,8 — 1,4 | 1,2 — 12 | ВДГ-302 |
А-825 М | 220/380 | 300 | 0,8 — 1,2 | 1,2 — 10,3 | ВС-300 |
А-1230 М | 380 | 315 | 0,8 — 1,2 | 2,4 — 12 | ВДГ-302 |
СВАП | 380 | 140 | 0,8 | 4 — 11 | |
«Кемпомат»-163S | 220/380 | 140 | 0,6 — 0,8 | 0—11 | — |
Выбор необходимого режима сварки в каждом конкретном случае определяет исполнитель. После выбора режима сварки сварочный полуавтомат настраивают на соответствующий режим. Для этого регуляторы управления устанавливают в положения согласно инструкции по эксплуатации.
После выбора режима сварки сварочный полуавтомат настраивают на соответствующий режим. Для этого регуляторы управления устанавливают в положения согласно инструкции по эксплуатации.
Общим положением для проведения сварочных работ на всех режимах является надежное соединение заземляющего кабеля с кузовом.
Место закрепления зажима выбирают на минимальном удалении от места сварки и зачищают до металла от краски, ржавчины или мастики.
Сварочные полуавтоматы позволяют выполнять шов во всех пространственных положениях, что является важным обстоятельством при ремонте кузова легкового автомобиля. Места кузова и кузовные детали, подлежащие сварке, очищают от масла, краски, ржавчины и т. п.
Подготовка кромок под сварку при соединении деталей внахлест должна обеспечить хороший электрический контакт между проволочным электродом и первым листом, между двумя наложенными друг на друга листами и между нижним листом и массой.
Величина нахлестки зависит от толщины металла свариваемых деталей и равна 15 толщинам верхнего листа.
На лицевых панелях для улучшения внешнего вида кузова в месте сварки после вырезки поврежденной зоны выполняют параллельную отбортовку кромки. Вырезанную новую деталь подгоняют в углубление, выполненное отбортовкой.
Если соединяют бывшие в употреблении элементы деталей, то необходимо очистить сопрягаемые поверхности от краски, противошумной мастики и других частиц по всей ширине отбортовки. Соединяемые детали соединяют друг с другом тисочными зажимами или струбцинами и выполняют сварку.
Полуавтомат можно сделать самому или переделать электросварочный агрегат.
Лучше всего для этой цели подходит сварочный агрегат трех или двух-фазный. Но для этого понадобиться трехфазная сеть.
Что для этого понадобиться:
Мощные диоды чтобы выпрямить ток.
электромотор для подачи проволоки (Для этой цели подойдет моторчик от стеклоочистителя любого автомобиля на ось которого вытачивают шкивчик для подачи проволоки).
Понижающий трансформатор для питания электродвигателя подачи сварочной проволоки.
Реостат или мощьный потенциометр для регулировки подачи сварочной проволоки в зависимости от величины сварочного тока.
Углекислотный редуктор для регулировки подачи углекислого газа ( можно заменить на кислородный редуктор).
Сварочный рукав (продаются готовые рукава для полуавтоматов вместе с наконечником итд).
Дроссель или автотрансформатор для усиления и выравнивания тока. Дроссель это практически трансформатор с одной обмоткой, нужно подбирать дроссель в котором намотана толстая проволока или лента из проволоки.
В некоторых полуавтоматах для первоначального зажигания дуги используют мощные конденсаторы.
Можно конечно сделать и однофазный полуавтомат, который сделать из готовой сварки, желательно чтобы сварка была постоянного тока. Просто однофазная сварка какая бы она не была дает перекос тока из-за этого происходит «моргание света» у соседей, от которых будут жалобы. И если вы покупаете однофазную сварку, то как бы вам не «втюхивали», что типа она не дает перекос тока, все это бред. Любая сварка, как и мощная эл. установка даст перекос.
Любая сварка, как и мощная эл. установка даст перекос.
Горелка для сварочного полуавтомата: устройство, принцип работу
Сварщик, производя сварочные работы сварочным инвертором или полуавтоматом, делает одинаковые движения. Но в отличие от держателя для электродов, полуавтоматы имеют горелку достаточно сложную по конструкции.
Горелка для сварочного полуавтомата подбирается под тип сварки MIG или MAG.
И от правильного выбора зависит производительность, безопасность и утомляемость работника, который производит сварочные работы в течение половины рабочего времени.
Газовая горелка для сварочного полуавтомата
Горелки для полуавтоматов можно отнести к расходным материалам, потому что срок их эксплуатирования не превышает полугода. Но и для такого срока необходима смена быстро выходящих из строя элементов.
Принцип работы
Идущая в комплекте газовая горелка для полуавтомата – это исполнительное устройство для получения сварочного шва в среде защитного газа.
Газовая горелка для полуавтомата
Принцип работы следующий:
- Горелка помещается к основному металлу на расстояние образования дуги.
- Перед началом розжига дуги за несколько секунд в сварочную зону подается защитный газ.
- Напряжение подается на токоподводящий наконечник, а соответственно и на электродную проволоку.
- В сварочной дуге электродная проволока плавится и каплями с потоком газа попадает в сварочную ванну.
- При перемещении горелки вдоль соединяемых элементов образуется сварной шов.
- Среда защитного газа обеспечивает получение качественного и чистого шва.
Во время проведения сварных работ элементы горелки подвергаются воздействию высоких температур. Особенно страдают газовое сопло, токоподводящий наконечник и электродный держатель, также именуемый диффузором и газорассекателем.
Устройство горелки для полуавтомата
- основа горелки;
- изоляционное кольцо;
- электродный держатель;
- токоподводящий наконечник;
- газовое сопло.


Выход из строя, например, токоподводящего наконечника, препятствует подаче сварочной проволоки для заполнения ванны.
Производителей сварочного оборудования много, но устройство горелки одинаково для всех. Отличаются они между собой материалами, размерами, критической температурой и мощностью, механизмами подачи защитной среды (газа, флюса).
Рассматривая конструкцию горелки, стоит отметить, что основными элементами являются:
- сопло;
- держатель;
- наконечник;
- втулка изоляционная;
- основа с рукояткой.
Конструкция горелки
Наконечники и сопла горелок изготавливаются из различных материалов, поэтому срок их службы различен. Широко используется медь, но и от ее качества зависит длительность работы. Для увеличения срока эксплуатации сопла изготавливают из вольфрама. Но при этом возрастает цена. Среднее время работы таких наконечников и сопел составляет 200 часов.
Из-за частой смены расходных материалов данные элементы изготавливаются быстросменными, чтобы сварщик в короткий срок мог их заменить своими руками.
Рукоятка изготавливается из термостойкого изоляционного материала, защищающего сварщика от воздействия электрического тока. На рукоятке располагается кнопка, включающая подачу защитного газа перед розжигом дуги.
Рукоятка соединяется со сварочным аппаратом посредством подающего рукава, в котором воедино собраны:
- питающий кабель;
- витой канал подачи проволоки;
- канал подачи защитных материалов;
- контур охлаждения;
- разъем соединения с аппаратом и механизмами подачи.
Стандартизованная длина рукава начинается от 2,5 м и достигает 7 м. Длина зависит от места и типа выполняемых работ. Чтобы добраться до сварного шва на высоте без подъема аппарата рукав должен быть максимальной длины.
Но стоит помнить, что излишки, сложенные на полу кольцами при прохождении по ним напряжения работают как индуктивные катушки и сильно нагреваются. Вследствие чего может возникнуть короткое замыкание.
Разновидности горелок для сварочного полуавтомата
Производители предлагают множество моделей горелок для полуавтоматов. Их характеристики можно описать следующим образом:
Их характеристики можно описать следующим образом:
- токовая нагрузка;
- длина рукава;
- тип охлаждения:
- тип управления:
- кнопочный;
- вентильный;
- универсальный;
- способу подключения:
Штекерное подключение к аппарату влечет за собой увеличение размера рукава, так как каждый источник подключается по отдельности. Соединение евроразъемом облегчает подключение, но оно используется на дорогом профессиональном и полупрофессиональном оборудовании, в котором все каналы собраны в один корпус.
Самодельная газовая горелка
Для сварочных полуавтоматов подбираются из следующих критериев:
- допустимая нагрузка по току;
- корпус должен быть изготовлен из пластика стойкого к механическим повреждениям;
- эргономичность корпуса;
- стойкость оболочки рукава к воздействию низкими температурами и абразивом;
- малый размер;
- минимальный вес.
Профессионалы предпочитают подбирать газовую горелку не по характеристикам сварочного полуавтомата, а по несколько сниженному значению сварочного тока.
Производители ведут расчет стойкости горелок по непрерывной работе в течение 10 минут, чего не делает ни один сварщик. Поэтому если на аппарате максимальным значением является 400А, то для горелки мощности в 300А будет вполне достаточно.
Расчет ведется по максимальной температуре, при которой возможно разрушение ручки или рукава. Поэтому в продаже можно встретить полуавтоматы, оснащенные горелками с 60% ПВ и даже ниже.
Источник: https://stankiexpert.ru/spravochnik/svarka/gorelka-dlya-poluavtomata-svarochnogo.html
Принцип работы любого сварочного полуавтомата
Полуавтоматический сварочный аппарат позволяет существенно повысить скорость сварки. Принцип работы сварочного полуавтомата предполагает наличие защитной среды, обеспечивающей формирование качественного и ровного шва.
Важность понимания процесса
Одного понимания принципа действия сварочного полуавтомата обычно недостаточно для полного овладения всеми приёмами работы с ним.
- Имея необходимую информацию и опыт работы, отдельные сварщики отказываются от покупки готового фирменного изделия и отдают предпочтение самодельным устройствам, используемым обычно в бытовых целях.
- Самым простым решением поставленной задачи считается подход, при котором за основу берётся уже готовый, но устаревший (бывший в употреблении) сварочный агрегат.
- Для сборки работоспособного полуавтомата на базе инверторного устройства дополнительно потребуется знание основ электроники, что заметно облегчит понимание того, как работает схема сварочного полуавтомата.
- Задача состоит в том, чтобы организовать подачу в зону сварки защитного газа и присадочной проволоки.
Составные детали и принцип действия
- В рамках автоматизации процесса обработки металлов в домашних условиях самодельный инверторный сварочный полуавтомат значительно облегчает работу и существенно повышает прочность шва.
- Дополнительно упростить решение этой задачи можно, если за основу будущего самодельного полуавтомата взять схему типового инверторного агрегата.
- Для самостоятельного изготовления сварочного полуавтомата потребуется несколько видоизменить преобразователь нагрузочного тока, дополнив его рядом современных электронных элементов.
- С принципиальной схемой инверторного устройства, обеспечивающего формирование рабочего тока для полуавтомата можно ознакомиться на картинке.

Электронный способ преобразования питающего напряжения заметно упрощает регулировку рабочих параметров сварочного тока. Электронный преобразователь влияет на дискретные компоненты схемы, в результате аппарат работает более стабильно.
Сами сварочные работы полуавтоматом организуются по принципу сплавления заготовок в парах аргона или углекислоты с одновременной подачей присадочной проволоки в рабочую зону. С учётом особенностей организации сварного процесса в состав оборудования входят следующие обязательные узлы:
- газовый баллон с углекислотой или аргоном в комплекте со шлангом для их доставки к сварочной ванне;
- ёмкость (барабан или кассета) с механизмом, обеспечивающим непрерывную подачу присадочной проволоки;
- держатель со встроенным каналом для её перемещения;
- источник питания, модуль управления и объединяющие их электрические цепи.

Каждый из этих узлов выполняет свою функцию, позволяющую сварочному полуавтомату полноценно работать. Благодаря чёткому функциональному разграничению отдельных блоков, собрать полуавтомат своими руками не составляет особого труда.
Подающий механизм
Известно несколько вариантов доставки проволоки в зону сварки. Каждый из них работает довольно просто. Первый, так называемый «толкающий» метод, заключается в том, что механизм подачи проволоки проталкивает ее к горелке через отверстие в основании полуавтомата.
Второй способ, называемый тянущим, обеспечивает подачу присадочного изделия по каналу, оборудованному в ручке (держателе) горелки. И, наконец, комбинированный вариант предполагает комплексное использование обоих методов.
При этом специальный блок подачи обеспечивает согласованное перемещение присадочного материала. Комбинированный метод чаще всего применяется при подающих каналах значительной длины.
Диаметр заправляемой в сварочный полуавтомат проволоки обычно колеблется в пределах от 0,6 до 2,0 мм. Сама она располагается на вращающихся бобинах, заметно облегчающих её подачу в зону сварки.
Сама она располагается на вращающихся бобинах, заметно облегчающих её подачу в зону сварки.
При использовании специальной порошковой проволоки с внутренней полостью для флюса необходимость в дополнительной защите отпадает, поскольку газовая оболочка образуется за счёт сгорания флюсового наполнителя.
Известно несколько разновидностей электродного присадочного материала, используемого при эксплуатации сварочных полуавтоматов (стальная, «омеднённая» и алюминиевая проволоки).
Каждое из наименований применяется в различных условиях сплавления заготовок, при которых обычно протекает сварочный процесс.
Газовая горелка в комплекте с наконечниками
- Одной из важнейших составляющих конструкции полуавтоматов является держатель с каналом, обеспечивающим непосредственное поступление газа и присадочной проволоки к месту формирования сварочной ванны.
- Рукоятка этой детали должна изготавливаться из качественного изоляционного материала и оборудоваться специальной пусковой кнопкой с защитным козырьком.
- Основными составляющими горелки являются особым образом устроенное сопло для подачи газа и наконечник для подключения токовых проводов.
- Во избежание эффекта налипания расплавленных капель поверхность сопла либо полируется, либо покрывается защитным материалом.

При рабочих токах, превышающих значение 325 Ампер горелка (точнее, сопло) нуждается в дополнительном охлаждении, исключающем её перегрев. Поскольку гарантийный срок службы сопла обычно не превышает 6-ти месяцев – рекомендуется менять его по истечении этого времени (раз в полгода).
Для изготовления наконечников применяются хорошо проводящие электрический ток материалы (бронза и сплавы меди с графитом или вольфрамом). Их предельные эксплуатационные сроки, в конечном счёте, определяются качеством составляющих компонентов.
Непосредственное подсоединение держателя к сварочному полуавтомату осуществляется неразъемными соединителями или с помощью разъёмов типа «Euro Mig-Mag». Именно такими разъемами подсоединяются горелки к известным моделям фирменных полуавтоматов «ПШ-112», «А-1197» и ряда других агрегатов.
Источник питания
Функцию источника рабочего тока в варочном полуавтомате может выполнять классический трансформатор, выпрямительный преобразователь или электронно-импульсный инвертор. Электросхему будущего агрегата следует продумать до мелочей и выбрать её в соответствии с поставленными практическими задачами.
От типа и конструкции самого преобразователя во многом будут зависеть как технические, так и эксплуатационные параметры будущего устройства (его габариты, вес и выходная мощность).
Большинство пользователей предпочитает вариант переделанного под автомат бывшего в употреблении инверторного агрегата, имеющего малые габариты и вес, работа которого обеспечивает высокое качество сварки.
В состав такого сварочного полуавтомата должны входить импульсный преобразователь тока, дополненный всеми рассмотренными ранее механизмами плюс блок управления нагрузочными параметрами. Также не следует забывать о комплекте соединительных проводов и держателе рабочих электродов.
Порядок подключения к сети и запуск в работу
Для качественной сварки металлических заготовок самодельным полуавтоматом необходимо соблюдать заданный технологией порядок рабочих операций. При этом важно грамотно выбирать подходящую для данного вида сварных работ полярность тока. Так, при использовании флюсовой проволоки необходимо прямое включение, а при обработке изделий в аргоновой среде – обратное.
Прямая полярность означает подсоединение «плюса» питающего напряжения непосредственно к земляному зажиму, в то время как «минус» от инвертора подключается к держателю с горелкой. Обратное подключение осуществляется в строго противоположном порядке (менять полярность допускается перекидыванием контактов на самом инверторе).
После фиксации на рабочем месте проволочной катушки можно переходить к подсоединению элементов подачи защитного газа. С этой целью сначала на газовом баллоне закрепляется редуктор, после чего его штуцер соединяется со сварочным аппаратом посредством специального отводящего шланга.
Перед началом сварных работ обязательно нужно произвести следующие регулировки:
- настройка механизмов натяжения проволоки и её прижатия;
- регулировка потока защитного газа, осуществляемая посредством специального редуктора;
- установка величины сварочного тока, проводимая в процессе сварки.
Работать на сварочном инверторе в режиме полуавтомата допускается только при наличии защитного щитка с застеклённым окошком. Такая предусмотрительность позволяет контролировать весь рабочий процесс и защитить глаза и лицо от опасного излучения. Для работы также потребуются перчатки и костюм из плотной хлопчатобумажной ткани, обеспечивающей защиту кожи тела и рук.
Источник: https://svaring.com/welding/apparaty/kak-rabotaet-svarochnyj-poluavtomat
Полуавтомат сварочный — устройство, виды, настройка
Полуавтомат сварочный — это оборудование, относящееся к усовершенствованному виду электрической сварки, значительно ускоряющему рабочий процесс. Стоимость аппаратов, которая ниже аргоновых устройств, позволяет применять их на многих заводах и мелких мастерских. Каков принцип работы сварочного полуавтомата? Из чего состоит оборудование? Как его настраивать и что им можно варить?
Стоимость аппаратов, которая ниже аргоновых устройств, позволяет применять их на многих заводах и мелких мастерских. Каков принцип работы сварочного полуавтомата? Из чего состоит оборудование? Как его настраивать и что им можно варить?
Сварочный полуавтомат — принцип работы
Что такое сварочный полуавтомат? Исходя из названия, данное оборудование автоматизирует некоторые элементы в процессе сваривания. Суть метода состоит в электродуговой сварке, выполняемой вручную специалистом, но подача металла электрода осуществляется автоматическим способом.
Рабочий ток выдается инверторным аппаратом, преобразующим переменное напряжение из обычной сети в постоянное. При этом значение V понижается, а А увеличивается. От оборудования исходит два контакта (+ и -), один из которых подсоединяется к свариваемому металлу. Подключенный на массу всегда должен быть «минус».
«Плюс» — это весь кабель-рукав горелки. Через нее подается проволока, на которую переносится напряжение специальным контактором.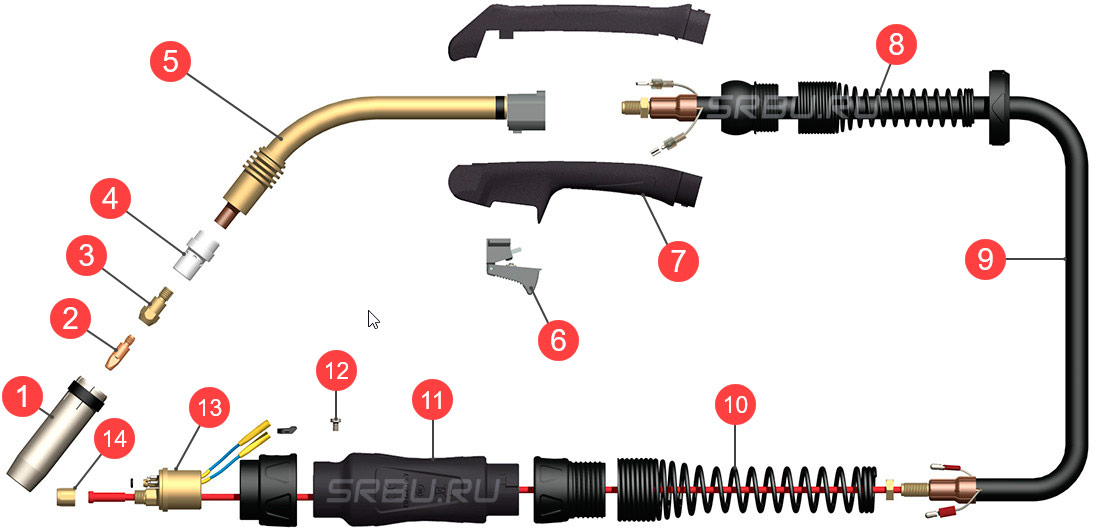 Соприкасаясь концом с изделием возбуждается дуга. Проволока плавится, как и, обычный электрод, создавая сварочную ванну. Одновременно оплавляются кромки металла и, смешиваясь с присадочным, образуется шов.
Соприкасаясь концом с изделием возбуждается дуга. Проволока плавится, как и, обычный электрод, создавая сварочную ванну. Одновременно оплавляются кромки металла и, смешиваясь с присадочным, образуется шов.
Регулируя диаметр проволоки, возможно сваривать металл разной толщины. В сопле имеются отверстия для подачи защитного газа, который вместо обмазки электрода, создает воздушное облако, препятствующее взаимодействию жидкого металла и внешней среды.
Мундштук на конце горелки направляет поток газа в нужную сторону, не давая ему рассеиваться хаотично.
Инверторный полуавтомат имеет в составе специальный механический блок с электронной регулировкой, отвечающий за подачу проволоки. Это значительно облегчает работу, и позволяет создавать беспрерывные швы любой длины.
Полуавтоматическая сварка широко используется на огромных заводах, небольших производствах и автомастерских. Благодаря возможности замены материала присадочной проволоки, этот метод позволяет сваривать:
- «черные» металлы;
- алюминий;
- нержавеющую сталь.

Сварка полуавтомат способна соединять изделия под высокую коррозионную нагрузку. Это используется в химической промышленности для создания емкостей под жидкости с агрессивной средой.
Сварка полуавтоматом задействована в изготовлении дверей, козырьков, беседок и гаражей. Она активно применяется для сварки труб на территории предприятий.
Благодаря возможности отрегулировать напряжение на низкий уровень, сварочный аппарат задействуют в машиностроении и ремонте корпусов автомобилей.
Преимущества полуавтоматического вида сварки
Повсеместное применение эти устройства получили ввиду ряда выгодных особенностей оборудования и метода сварки. Вот основные:
- сваривание как толстых, так и тонких листов стали;
- отсутствие необходимости в зачистке кромок до блеска;
- доступная цена аппаратов и расходных материалов;
- легкая настройка полуавтомата на разные режимы;
- быстрое обучение для начинающих;
- широкий спектр свариваемых металлов;
- малое количество брызг и незначительная последующая обработка шва;
- высокая скорость;
- способность заплавлять широкие зазоры;
- хорошая видимость ванны без шлаковых масс;
- герметичные швы под жидкости и газы.

Устройство полуавтомата
Существует много фото, где хорошо видно ключевые элементы, входящие в сварочный полуавтомат инверторного типа. Их можно разделить на несколько важных узлов, каждый из которых выполняет свою роль. Вот их описание и предназначение.
Инверторный аппарат
Представляет из себя корпус с несколькими блоками внутри, работающий от сети в 220/380 V. В рабочем процессе участвуют:
- Вал для крепления сварочной проволоки. Он снабжен фиксатором, исключающим непроизвольное соскакивание катушки в процессе вращения.
- Реле и клапана, запускающие подачу защитного газа.
- Электронная схема, распределяющая напряжение.
- Преобразовывающий блок.
- Прижимной механизм для подачи проволоки.
- Измерительные приборы.
- Переключатели, которыми выполняется регулировка.
Подобные аппараты могут быть небольшого размера, одеваемые на плече, или более крупные модели, перемещаемые на платформе с роликами.
Горелки и каналы
На фото можно увидеть составляющие ключевого элемента для создания шва — горелки. Она состоит из:
- рукоятки;
- кнопки запуска;
- контактного наконечника, из которого выходит проволока;
- газового сопла;
- мундштука.
Для обеспечения работы горелки используется кабель-канал, в котором помещены раздельно: сварочный кабель, шланг с защитным газом, направляющий канал для предотвращения заворачивания проволоки.
Принципиальная истина относительно этого канала состоит в том, что чем он длиннее, тем более маневренный сварщик. Но параллельно с этим возрастает риск заедания в подаче присадочного материала.
Электрическая цепь замыкается благодаря присоединению второго кабеля на изделие.
Газовое оборудование
Неотъемлемой составляющей устройства, как видно на многих фото, является газовый баллон. Он устанавливается отдельно или возится вместе с аппаратом на тележке. К баллону крепится редуктор и измерительные манометры, для показания количества газа и давления в рабочем рукаве. Шланг от редуктора фиксируется на специальный штуцер в сварочном устройстве.
Шланг от редуктора фиксируется на специальный штуцер в сварочном устройстве.
Характеристики сварочного полуавтомата
Этот тип оборудования классифицируется по нескольким параметрам, от которых исходят его характеристики. Вот основные элементы:
- Материал присадки. Может быть обычной (углеродистая сталь), либо нержавеющая проволока. В специализированной промышленности используется алюминиевая. В химическом производстве применяется трубчатая проволока с порошком внутри, который образует дополнительный защитный слой. После застывания порошок отбивается как обычный шлак.
- Диаметр присадки. Применяются различные величины, в зависимости от толщины изделия. Рабочие значения от 0,8 мм до 1,6 мм.
- Механизм подачи. Существует толкающий вид, тянущий и смешанный, соединяющий в себе оба способа.
- Защитный газ. Для сварки углеродистой стали используется углекислота. Если требуются мощные соединения, то подключают смесь, вмещающую аргон и углекислоту. Аналогично применяется гелий. В особых условиях засыпают в отдельную воронку флюс, высыпающийся в сварочную ванну.
- Питание от сети в 220 или 380V.
- Временная занятость оборудования — полный рабочий день или два три часа.
- Размеры установки. Компактные аппараты можно переносить с собой по цеху. В этом случае должна быть подходящая длина газового шланга. Более крупные устройства катают на тележке вместе с баллоном, что позволяет варить полуавтоматом в любом месте, где есть розетка с соответствующим напряжением. Стационарные аппараты стоят на крупных предприятиях и ими сваривают большие изделия на крутящейся основе.
 Аналогично применяется гелий. В особых условиях засыпают в отдельную воронку флюс, высыпающийся в сварочную ванну.
Аналогично применяется гелий. В особых условиях засыпают в отдельную воронку флюс, высыпающийся в сварочную ванну.Благодаря комбинированию этих элементов можно правильно подобрать оборудование и настроить его работу для конкретного вида материала. Для более тонкой регулировки задействуют дополнительные функции.
Для того, чтобы варить полуавтоматом, нужно правильно запитать его током и грамотно настроить. Как подключить полуавтомат на производстве или в гараже? Если в розетке нет заземления, следует позаботиться о создании этого элемента самостоятельно. Забитый в землю кол и проложенную шину прикрепляют к корпусу аппарата через клемму и болт. После этого можно безопасно приступать к работе.
Забитый в землю кол и проложенную шину прикрепляют к корпусу аппарата через клемму и болт. После этого можно безопасно приступать к работе.
Как настроить сварочный полуавтомат в зависимости от толщины изделия и вида проволоки? Для этого существуют несколько ключевых элементов, которые раскрывает таблица ниже:
| 1 — 1,5 | 0,8 | 20 | 70-80 | 150 |
| 2 | 1 | 20 | 150-170 | 150 — 180 |
| 3 | 1,2 | 21 | 180-230 | 180 — 240 |
| 4 — 5 | 1,2 | 25 | 200-300 | 350 — 450 |
| 8 | 1,6 | 30 | 300 | 550 — 650 |
Кроме этого важно подобрать ролики, соответствующие диаметру проволоки. Слишком широкая канавка приведет к задержке присадки, а мелкая к заклиниванию роликов.
Как правильно выполнена настройка поможет определить «поведение» присадки: если она расплавляется не доходя до ванны, следует уменьшить силу тока. Если проволока «прокалывает» сварочную ванну, необходимо увеличить Амперы, и понизить скорость подачи. Расход газа должен быть в пределах 6-11 литров в минуту.
Но показания манометра не всегда точны, поэтому ориентироваться следует на негромкое шипение и отсутствие пор в шве после окончания работы.
Особенности шва в пространственном положении
Полуавтоматом накладывают швы по принципу обычной дуговой сваркой. Разница заключается только в том, как работает сварщик с вертикальными стыками. Для того, чтобы выполнить вертикальный шов полуавтоматом, необходимо вести сварку сверху вниз. На видео в интернете видна важность поперечно колебательных движений по сторонам.
Если держать горелку долго на одном месте, расплавленный металл начнет стекать вниз. При наличии широкого зазора, сперва, делается «мостик» между частями изделия в верхней точке.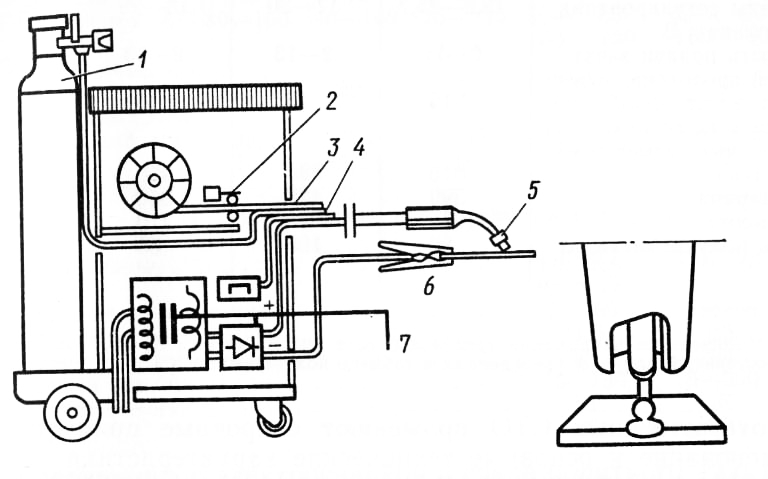 После чего производится заполнение соединения металлом. Для герметичности, при окончании сварки следует вывести ванну за пределы стыка на цельный материал.
После чего производится заполнение соединения металлом. Для герметичности, при окончании сварки следует вывести ванну за пределы стыка на цельный материал.
Начинающие сварщики быстро учится выполнять качественные швы на таких аппаратах, поскольку в них нет шлака, и лучше видно сварочную ванну. Зная устройство и принципы настройки полуавтомата, можно выполнять различные работы в производственных и домашних условиях.
- Поделись с друзьями
- 1
- 0
- 0
- 0
Источник: https://svarkalegko.com/oborudovanie/poluatomat.html
Устройство сварочного полуавтомата, принцип работы
Как только человечество научилось получать металлы, назрела необходимость создания оборудования для производства изделий из данного материала. В различных отраслях промышленности сварка полуавтоматом используется для скрепления металлических конструкций.
Полуавтомат сварочный подходит для варения черных и цветных металлов различной толщины. Специальное оборудование для сварки позволяет ускорить производственный процесс и повысить качество швов.
Специальное оборудование для сварки позволяет ускорить производственный процесс и повысить качество швов.
Для проведения сварочных работ нужно обладать достаточными знаниями, иметь арсенал оборудования и соблюдать технику безопасности.
Интересная информация. Полуавтомат сварка применяется на многих СТО. С его помощью производится кузовной ремонт авто.
Что представляет собой полуавтоматЧеловек, желающий освоить технику сварки, должен в первую очередь понять, что такое сварочный полуавтомат и изучить его устройство. Говоря простыми словами, он представляет собой электромеханический прибор, в котором в качестве плавящегося электрода выступает сварочная проволока, подающаяся в зону сварки.
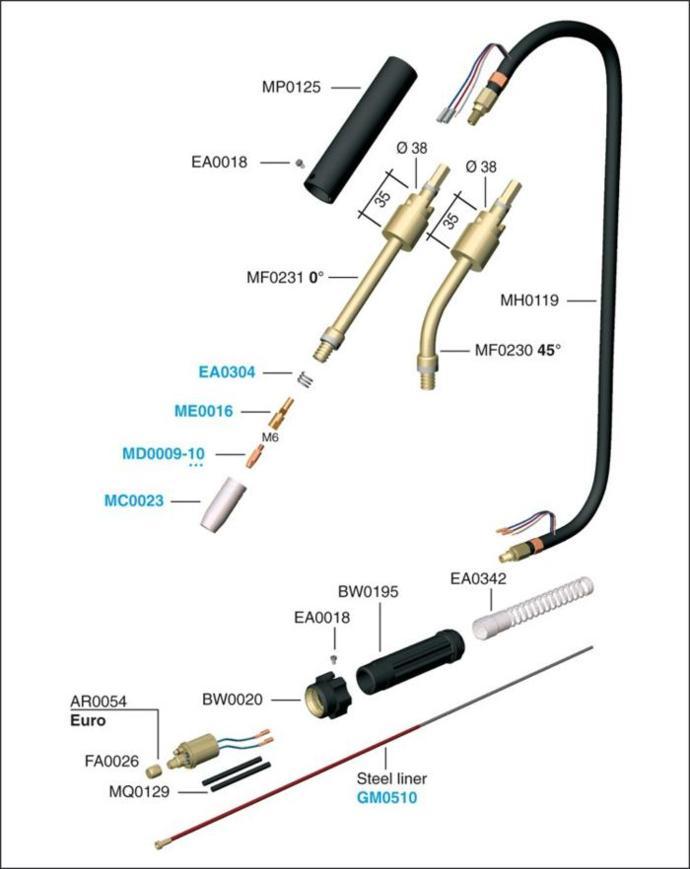
Комплект работающего агрегата состоит из нескольких узлов:
- основной блок, состоящий из трансформатор для подачи питания и механизма, подающего проволоку;
- шланг или сварочный рукав для полуавтомата
- горелка полуавтоматической сварки, внутрь которой помещается проволока
- токопроводящий наконечник для полуавтомата – его обычно называют соплом для полуавтоматов
- система подачи инертного газа
Комплект полуавтоматического оборудования
На крупных предприятиях задействуют производительные стационарные модели.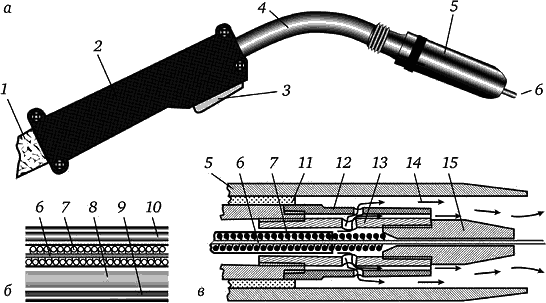 Они подходят для серийного производства по ГОСТу, встречаются на фабриках или заводах.
Они подходят для серийного производства по ГОСТу, встречаются на фабриках или заводах.
Также, используются мобильные модификации, которые можно перемещать по шасси. Они способны работать безотказно в суровых полевых условиях.
Для личных нужд и небольших ремонтных работ используют переносные устройства, отличающиеся скромными габаритами и небольшой массой.
Как работает полуавтоматПонять принцип работы сварочного полуавтомата несложно. В процессе обработки на свариваемый участок подается непрерывно электродная проволока. Поэтому мастеру не нужно постоянно ставить новые электроды. В процессе сварки происходит нагрев и деформация обрабатываемых поверхностей. Между находящимся под напряжением электродом и металлом, в смеси газов и паров образуется электрический разряд. Качество шва улучшается за счет инертного газа, предотвращающего образование окислов. Не всегда используются газовые баллоны. Иногда применяется техника варения без аргона. Выбор той или иной методики зависит от возможностей рабочего оборудования.
Важно. Полуавтоматическим метод сварки называется потому, что проволока подается автоматически, а контроль подачи и, собственно, процесс сваривания осуществляется сварщиком вручную.
Так же как и в ручной дуговой сварке, полуавтоматический аппарат имеет два полюса: положительный и отрицательный. Выбор полярности подключения зависит от свариваемого металла. Один зажим крепится к детали, другой подается к скользящему контакту сварочной горелки.
Важно. В роли сварочного контакта выступает наконечник, к которому подается питание от основного блока
Силу тока подбирают в соответствии с характеристиками обрабатываемого материала. Обычно профессионалы пользуются специальными таблицами для расчета или следуют рекомендациям производителя агрегата. Скорость подачи задается при помощи коробки передач или шестерни.
Рекомендуем! Как правильно научиться варить инверторной сваркой
Газовые полуавтоматы работают с инертным или углекислым газом. Загружается сварочная проволока для полуавтомата с содержанием магния и кремния, которая расплавляется и попадает на свариваемый участок. Одновременно подается газ, защищающий металлическую деталь и электрод от негативного воздействия кислорода.
Одновременно подается газ, защищающий металлическую деталь и электрод от негативного воздействия кислорода.
В случае с аппаратурой для флюсовой проволоки, газ не нужен. Флюс – это особый порошкообразный состав, находящийся в сердцевине проволоки. По своему составу он близок к обмазке электродов. В процессе сварки полуавтомат флюс сгорает и образуется газ, который нейтрализует вредное воздействие воздуха. Использоваться могут различные виды проволоки.
Закрепить полученные знания поможет просмотр данного видео
Режимы полуавтоматической сварки – теория и практикаПолуавтоматическая сварка предполагает возможность самостоятельно выставить настройки. Человек может менять 4 основных параметра – скорость плавления, высоту шва и подачи проволоки, направление движения электрода.
Также, мастера должны уметь регулировать сварочные горелки для полуавтомата. Подбирается режим с учетом толщины металлического листа и ГОСТа. За счет использования газа зона теплового воздействия уменьшается.
Поэтому возможно наложение нескольких швов без деформации металла.
Сварщик должен помнить все рабочие параметры наизусть. Выделяют следующие режимы сварки полуавтоматом:
- цикличный – используют короткую дугу
- импульсный
- точечный
- постоянное круговое перемещение металлического листа
- струйное перемещение заготовки
Полезная информация. Если толщина детали более 5 миллиметров, придется производить обработку в несколько шагов.
Для работы в соответствии с требованиями ГОСТ необходим инертный газ – аргон или гелий. Иногда применяются смеси этих двух газов.
В противном случае не только снижается качество сварного шва, но и возрастает вероятность получения травм и ожогов работником. Сварка низколегированных сталей осуществляется в среде углекислого газа.
Поэтому важно правильно определить необходимый объем баллона и постоянно контролировать поступление газа.
Рекомендуем! Чем и как сваривают алюминий
Механизм подачи
Для протяжки проволоки предназначен специальный подающий механизм для полуавтомата.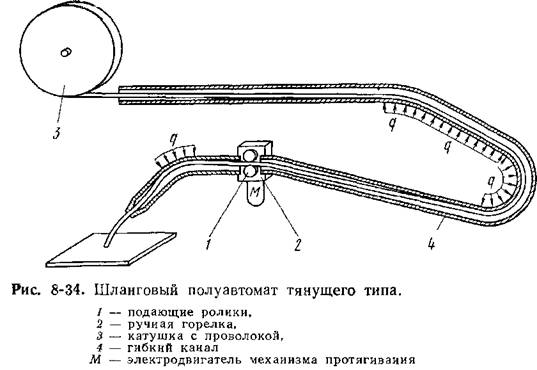 Он снижает расход сварочной проволоки. Современные модели оснащаются электронным управлением, поэтому пользоваться ими несложно.
Он снижает расход сварочной проволоки. Современные модели оснащаются электронным управлением, поэтому пользоваться ими несложно.
В некоторых имеется возможность записывать более пяти программ сварочных режимов. Дорогостоящие модели обычно имеют несколько дополнительных регуляторов. Через канал горелки проволоку протягивают ролики для сварочных полуавтоматов.
При этом, расходник подается с заданной сварщиком скоростью. На выбор представлено 3 модификации подающих механизмов:
- Толкающий – используется довольно часто, но имеет ограничения по длине шланга. Неудобен, если нужно сварить детали, расположенные на удалении от источника тока.
- Тянущего действия – возможно подключение длинного шланга.
- Комбинированный – объединяет преимущества предыдущих двух разновидностей.
После выставления режимов полуавтоматической сварки можно переходить к пробному запуску. На небольшой заготовке производится варка. Если качество шва устраивает, можно приступать к работе. Когда результат не удовлетворяет, прибор повторно настраивают. Очень важно произвести правильную настройку, чтобы дуга не рвалась, а шов был ровным.
Когда результат не удовлетворяет, прибор повторно настраивают. Очень важно произвести правильную настройку, чтобы дуга не рвалась, а шов был ровным.
О тонкостях настройки механизма смотрите в видео:
Основы сварки полуавтоматомИспользуя полуавтомат, удобно сваривать даже заржавевший или оцинкованный металл. Поверхность при обработке не будет повреждаться. Главное – знать, какую проволоку выбрать для полуавтомата в соответствии с ГОСТом, чтобы шов был крепким. использовать и медную, и алюминиевую проволоку.
Выбрав подходящие расходные материалы, такие как горелка для полуавтомата с необходимой мощностью, можно переходить непосредственно к процессу сварки. Сначала производится настройка оборудования и выполнение защитных мер. Работать нужно в маске и специальной одежде.
Тип шва выбирают, отталкиваясь от ГОСТов.
- Порядок проведения подготовительных операций:
- Очистить и обезжирить свариваемые детали. Для этого потребуются растворители.
- Убедиться в исправности газового оборудования.
- Сделать шов на пробу, чтобы определить точность настроек.
- Подобрать силу тока и напряжение.

Автомобильные запчасти часто имеют хрупкие элементы, которые нужно время от времени подваривать. Сотрудники СТО обычно используют аппараты с углекислым газом. В процессе обработки детали сохраняют безупречный внешний вид, не покрывается трещинами краска.
Поэтому можно сэкономить на дальнейшей грунтовке и окраске. Есть возможность обработать даже небольшой труднодоступный участок. Образуется минимум отходов, шов получается прочный и при этом, достаточно тонкий. Проволока сварочная быстро расплавляется, но сварщику не нужно тратить время на установку электродов.
Поэтому скорость работы увеличивается в разы.
Рекомендуем! Сварка стыков арматуры ванным способом
Технологию сварки полуавтоматом инверторным с углекислым газом сможет освоить даже начинающий. С его помощью можно обрабатывать в том числе, нержавеющую сталь. Даже если движения будут не очень аккуратными, шов получится ровный. Детали, разнящиеся по толщине, надежно соединятся.
С его помощью можно обрабатывать в том числе, нержавеющую сталь. Даже если движения будут не очень аккуратными, шов получится ровный. Детали, разнящиеся по толщине, надежно соединятся.
Профессионалы обычно применяют сварку тиг аргоном, когда углекислый газ не подходит. Ответственный момент – выбор давления. Оно должно быть достаточно высоким, чтобы сварная ванна не растекалась. Но если задать слишком сильно увеличить давление, начнет закачиваться воздух.
Сварка без газа – альтернативный вариантИспользуя инертный газ можно предотвратить образование окислов и сделать шов высокого качества. Но работать с газовыми баллонами многие любители не решаются. Тем более, стоимость аргона достаточно высока, и аппарат в хозяйстве использоваться будет не так уж часто.
На дачном участке или в гараже удобнее производить сварку без газа с подачей прямого тока. Для этого нужно приобрести порошковую или флюсовую проволоку. Газ образуется в процессе сгорания проволоки, как при использовании стандартного электрода.
Образующиеся пары защищают обрабатываемую область.
Как сварить стальное изделие полуавтоматом без газаСначала необходимо приобрести катушку стальной проволоки с флюсом. После включается подача подача проволоки для полуавтомата. Для этого поворачивается переключатель на корпусе аппарата. Затем производится закладка флюса внутрь воронки.
Необходимо следить за положением держателя, чтобы флюс попадал только в рабочую зону. Затем следует аккуратно открыть защитную заслонку, чтобы выпустить флюс. Теперь можно запустить прибор, нажав на кнопку «Пуск» и начинать водить электродом.
Как только образуется электрическая дуга, мастер приступает к варению.
На полуавтомат возлагаются большие надежды. Не нужно затрачивать много времени и сил, как в случае с ручными приборами. Научиться варить может любой желающий.
Но для начала придется посвятить время изучению устройства полуавтомата и техник варения. Прежде чем браться за ответственные операции, стоит попрактиковаться.
 Без тренировки стать сварщиком просто невозможно.
Без тренировки стать сварщиком просто невозможно.Также, следует учитывать повышенный риск травматизма. Поэтому следует в первую очередь соблюдать технику безопасности.
Источник: https://svarkagid.ru/tehnologii/kak-rabotaet-poluavtomaticheskaya-svarka-ustrojstvo-printsip-raboty-tehnologiya.html
Горелка для полуавтомата: виды, как выбрать, лучшие модели
Сварка MIG/MAG отличается повышенной производительностью и беспрерывными соединениями.
Качество шва зависит от характеристик аппарата и навыков сварщика, но горелка сварочного полуавтомата тоже влияет на удобство выполнения процесса, поэтому должна быть правильно подобрана.
Обсудим устройство и разновидности горелок для сварочных полуавтоматов, а также сделаем обзор наиболее удачных моделей.
Подборка товаров осуществлена на основе отзывов, мнений и оценок пользователей, размещенных на различных ресурсах в сети интернет. Вся информация взята из открытых источников.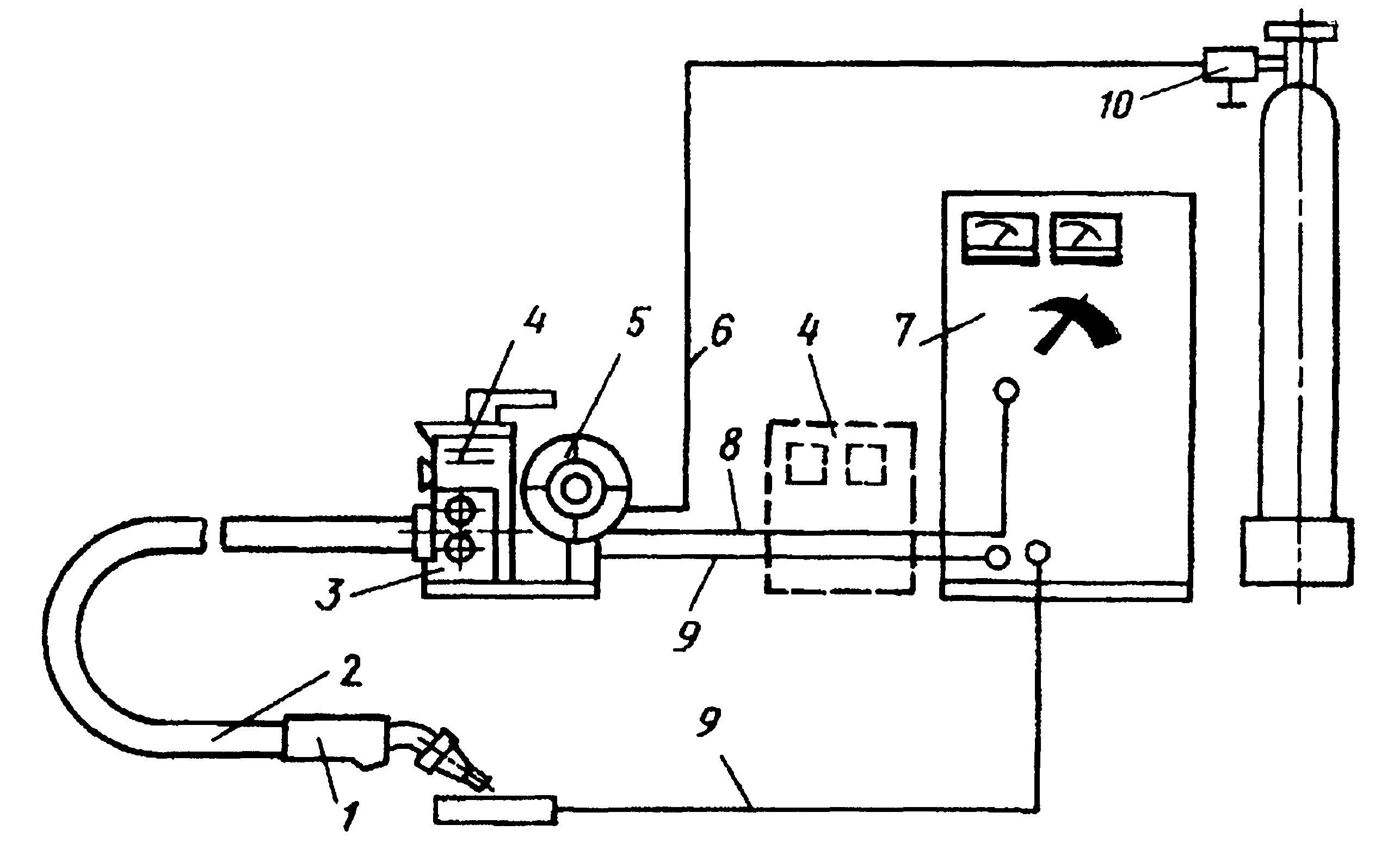 Мы не сотрудничаем с производителями и торговыми марками и не призываем к покупке тех или иных изделий. Статья носит информационный характер.
Мы не сотрудничаем с производителями и торговыми марками и не призываем к покупке тех или иных изделий. Статья носит информационный характер.
Устройство газовой горелки в сборе с рукавом
Чтобы разобраться в выборе комплектующих, рассмотрим устройство горелки для полуавтомата, которое поможет понять, на какие элементы приходится больше всего нагрузка при эксплуатации.
1. Сопло коническое.2. Токовый наконечник.3. Держатель наконечника.4. Распределитель газа.5. Мундштук.
6. Кнопка.7. Рукоятка.8. Соединительная пружина.9. Коаксиальный кабель.10. Соединительная пружина.
11. Коробка для охлаждения воздуха.12. Винт.13. Центральный коллектор.14. Гайка.
Разновидности газовых горелок
Горелки для полуавтомата отличаются прежде всего по разрешенной максимальной силе тока.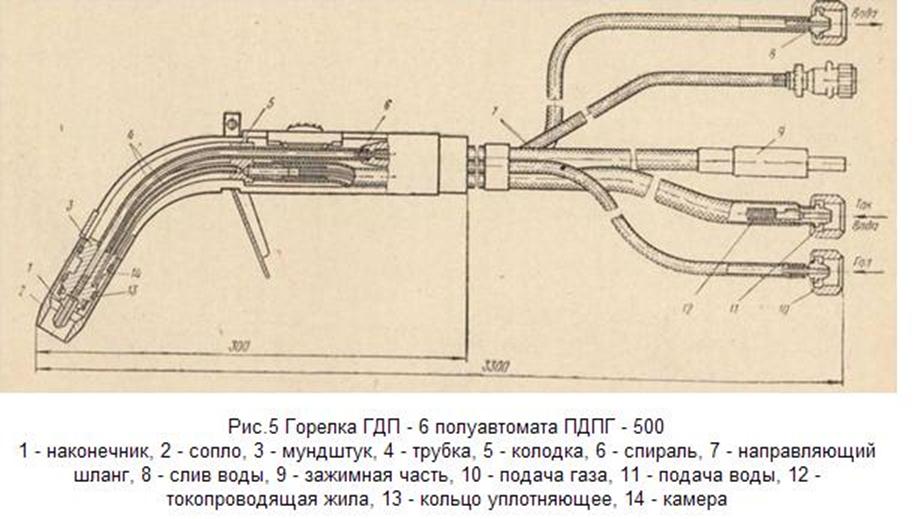 От этого зависит какую толщину металла получится ими сваривать (в сочетании с мощностью полуавтомата). Есть бытовые горелки и полупрофессиональные с показателем 150-180 А. Далее идут аксессуары на 200-250 А. На серьезных производствах применяют горелки, выдерживающие сварку на токе 300-400 А.
От этого зависит какую толщину металла получится ими сваривать (в сочетании с мощностью полуавтомата). Есть бытовые горелки и полупрофессиональные с показателем 150-180 А. Далее идут аксессуары на 200-250 А. На серьезных производствах применяют горелки, выдерживающие сварку на токе 300-400 А.
Еще бывают горелки для работы за сварочным столом (сварочный рукав для полуавтомата короткий — 2-3 м), и горелки для сборки объемных конструкций в цеху (длина шланг-пакета 4-5 м).
Последнее различие составляет вид охлаждения, который бывает воздушным и жидкостным. В первом случае тепло уходит в воздух, а изнутри дополнительно выполняется продувка газом. Во втором случае в горелке предусмотрен канал подачи и обратки для циркуляции жидкости, которая осуществляется от помпы.
Тип охлаждения влияет на продолжительность работы и стоимость товара.
Как подобрать газовую горелку и сварочный рукав для полуавтомата
При выборе модели, учитывайте следующие шесть факторов.
Предел максимального сварочного тока
Этот параметр должен соответствовать характеристикам аппарата. Если у Вас полуавтомат выдает 300 А, то и показатель горелки должен быть не меньше. В случае, когда сварка всегда ведется на малых токах (100-120 А), можно купить горелку, рассчитанную на такую величину, но это ограничит возможности аппарата.
Если у Вас полуавтомат выдает 300 А, то и показатель горелки должен быть не меньше. В случае, когда сварка всегда ведется на малых токах (100-120 А), можно купить горелку, рассчитанную на такую величину, но это ограничит возможности аппарата.
Длина рукава
Длинна рукава бывает от 2 до 8 м. Чем шланг-пакет больше, тем маневреннее сварщик. Но в таком случае требуется надежный четырехроликовый механизм подачи.
Еще важно следить, чтобы канал не закручивался, иначе проволока начнет «буксовать». Для работы в гараже или во дворе частного дома хватит 2-3м. В цеху желательно иметь запас в 4-5 м.
Метод охлаждения
Если Вы собираете каркасы теплиц, беседки, двери, ворота, то много времени уходит на подготовку деталей, зачистку, обрезку. Длина швов в таких конструкциях не превышает 10 см.
Здесь достаточно горелки с воздушным типом охлаждения, которая будет успевать остывать, пока ведутся другие работы.
При непрерывной сварке с длинными швами, нужно водяное охлаждение, иначе будет страдать производительность.
Разъем для подключения горелки
Бывают невстраиваемые горелки, которые невозможно отсоединить от аппарата. В случае раздельного исполнения используется чаще всего разъем EURO, который маркируют еще KZ-2. Если у Вас полуавтомат с таким входом, то Вам подойдет любая горелка с Евро-штекером.
На некоторых моделях встречается разъем PDG-309. Тогда необходимо искать именно такое обозначение для замены оснастки.
Тип и размер канала для проволоки
Тип канала бывает стальной и тефлоновый. Первый используется для цельной и полой проволоки при сварке нержавейки и черного металла. Второй подходит для заправки алюминиевой проволоки и сварки алюминия и его сплавов. Диаметр канала подбирается исходя из сечения проволоки и бывает 0.6-1.6 мм.
Эргономика
Чем естественней горелка ложится в руку, тем меньше сварщик будет уставать при продолжительной работе. Для этого на рукоятке должны быть вырезы, кнопка пуска должна располагаться снизу и точно под указательным пальцем, расширение спереди предназначено для предотвращения выскальзывания. Резиновые вставки содействуют прочному обхвату.
Резиновые вставки содействуют прочному обхвату.
Правила эксплуатации и обслуживания
Чтобы грелкой было удобно варить, ее канал не должен перекручиваться или собираться в петли. Это затрудняет прохождение проволоки. Токосъемный мундштук выбирается по диаметру подающейся с катушки присадки. Со временем его внутреннее отверстие разрабатывается и проволока начинает «гулять», из-за чего труднее контролировать формирование шва. В таком случае мундштук меняется на новый.
Сопло горелки направляет защитный газ точно в зону сварки. Постепенно оно обрастает внутри окалинами, которые нужно чистить.
Брызги металла прилипают и снаружи, поэтому рекомендовано наносить жирные спреи, уменьшающие адгезию (создают пленку на поверхности гусака и сопла).
Кабель канал склонен к накоплению мусора и технической смазки от проволоки, поэтому раз в год его требуется прочищать, для чего выпускают специальные приспособления.
Лучшие горелки для сварочных полуавтоматов
Если у Вас полуавтомат не с цельным присоединением кабель-канала к корпусу, то такую горелку можно заменить на более удобную. Для покупки ищите товар с обозначением штекера EURO. Он универсален и подходит к любым аппаратам с таким же разъемом. Покупать оборудование такого же бренда, что и Ваш полуавтомат, не обязательно.
Для покупки ищите товар с обозначением штекера EURO. Он универсален и подходит к любым аппаратам с таким же разъемом. Покупать оборудование такого же бренда, что и Ваш полуавтомат, не обязательно.
Горелки на 150-180 А
Если сварочный полуавтомат используется для соединения металла толщиной 0.8-7.0 мм, то достаточно горелки, рассчитанной на силу тока 150-180 ампер.
MIG-150 BRIMA
Горелка для полуавтомата от немецкого производителя. Снабжена эргономичной ручкой с несколькими вырезами, которые хорошо ложатся в ладонь сварщика. Кабель-канал может принимать проволоку от 0.6 до 1.0 мм.
Длина рукава составляет 3 м, чего достаточно для стационарного сварочного поста в мастерской. Если варить на токе 150 А, то продолжительность включения составит 60%. Евро разъем оснащен выступающей рельефностью, которая облегчает подсоединение к сварочному аппарату.
Аксессуар охлаждается воздухом снаружи и газом изнутри.
Горелка примечательна удлиненным соплом, которое подходит для сварки на прямой и обратной полярности (меньше греется). Еще угол наклона гусака минимальный, что позволяет заводить ее в трубы и вести сварку в труднодоступных местах.
Еще угол наклона гусака минимальный, что позволяет заводить ее в трубы и вести сварку в труднодоступных местах.
Это горелка от итальянского производителя. Она подходит для сварки полуавтоматом как в среде защитного, так и активного газа. Реализовано воздушное охлаждение. Максимальный ток допустим 180 А. При этом ПВ будет 40%. Аксессуар совместим с проволокой 0.6-1.0 мм в диаметре. Но весит горелка с кабель-каналом 2.4 кг, поэтому на высоте придется придерживать ее второй рукой, чтобы не оттягивала.
Модель примечательна длиной рукава 5 м. Это выгодно при работе с крупными конструкциями — Вам потребуется реже передвигать сам аппарат. Повышенная мобильность сварщика позволяет быстро переходить от одного изделия к другому и даже трудиться попеременно на двух сварочных столах.
В данной горелке есть широкая резиновая накладка сверху, предотвращающая выскальзывание из рук. Место расположения курка отделено, чтобы другие пальцы не съезжали туда. Шланг-пакет тоньше, чем у других производителей и легче. Длина канала составляет 3 м, а максимальный ток допустим до 180 А.
Длина канала составляет 3 м, а максимальный ток допустим до 180 А.
Судя по отзывам сварщиков, эта модель довольно комфортна для удержания и работы по 6-8 часов каждый день. Еще она наиболее доступна по цене. Если у Вас сварочный полуавтомат от именитого бренда, у которого нужно заменить горелку, то здесь получится сэкономить, не потеряв в качестве.
Это горелка премиального качества от немецкого бренда. Она имеет длину рукава 3 м и пропускает в себе проволоку с диаметром 0.6, 0.8 и 1.0 мм. Варить ей можно с максимальным током не выше 180 А, иначе перегреется и расплавится. На сопле предусмотрены два рельефных кольца для удобного снятия наконечника.
Горелка дорогая, но очень удобная. Ее ценят сварщики за эргономинчость. Если Вам требуется варить каждый день по 6 часов, то с ней меньше устанет рука. Кнопка нажимается очень легко одним пальцем. Резиновая накладка сверху не дает скользить в руках.
В конце рейтинга мы поместили горелку от австрийского бренда. У нее оптимальный рабочий ток 150 А, при котором продолжительность включения разрешена 60%.
Если нужно, то кратковременно можно провести сварку на 180 А, но с более длительными перерывами на остывание. Длина рукава 4 м повышает мобильность сварщика. Весит горелка с каналом 2 кг.
Она отличается от большинства других моделей расположением резиновой вставки снизу, что не дает скользить пальцам.
Такой товар подойдет там, где часто приходится менять положение и варить вертикальные, потолочные и угловые швы. Чтобы кабель-канал не загибался, предусмотрены длинные пружинные вставки на входе в горелку и перед Евро-разъемом.
Когда требуется сваривать детали с толщиной 10-20 мм, то необходимо повышать силу тока на полуавтомате. Соответственно и горелка нужна с большим показателем тока. Вот рейтинг лучших моделей этого уровня.
MS 24 Сварог ICT2698
Горелка МИГ для сварки в среде углекислоты и смеси аргона. С газом MIX допустим ток 220 А, с углекислотой можно 250 А. В обоих случаях ПВ составляет 60%. Шланговый пакет, судя по отзывам, довольно гибкий.
Его длина — 3 м. Горелка рассчитана на воздушное охлаждение. Можно заправлять проволоку от 0.8 до 1.2 мм. Общий вес товара 2.7 кг. Наконечник массивный и прочный.
Но длинный токовод мешает контролировать сварочную ванну.
Эта модель интересна наличием антискользящих накладок сверху и снизу на рукоятке. Такое исполнение особенно актуально для работы на высоких конструкциях (чтобы не выронить) или в жарких условиях (на улице летом). Еще горелка примечательна гусаком, покрытым медью, что снижает количество прилипающих брызг от сварки.
Далее горелка от немецкого бренда. Согласно отзывам товар нравится покупателям доступной ценой. У рукоятки нет резиновых накладок, зато есть выступы под пальцы.
Анатомическая форма снимает напряжение с руки. Длина кабеля здесь 3 м. Диаметр проволоки разрешен 0.8, 1.0 и 1.2 мм. Максимальная сила тока не более 250 А.
С таким показателем можно варить непрерывно по 6 минут, а затем давать ей остывать 4 минуты.
Обратите внимание на мощную пружину у основания разъема и ручки. Она не допускает залома канала при сильном изгибе. Проволока будет подаваться непрерывно. Провода, ведущие к кнопкам (шлейф), останутся целыми, несмотря на частые перегибы рукава.
Она не допускает залома канала при сильном изгибе. Проволока будет подаваться непрерывно. Провода, ведущие к кнопкам (шлейф), останутся целыми, несмотря на частые перегибы рукава.
Надежная горелка для полуавтомата с проверенным качеством. Позволяет работать с проволокой до 1.2 мм в диаметре. Имеет хорошую теплоотдачу и поддерживает сварку полуавтоматом с силой тока 230 А. Сверху на ручке накладка антискольжения. Гусак напылен хромом для снижения прилипания брызг. Евро-разъемом с высокими гранями легко вставлять в гнездо на полуавтомате.
Модель примечательна длиной кабель-канала 5 м. Благодаря этому сварщик может обходить вокруг крупного изделия, не перевозя за собой аппарат с баллоном. С таким рукавом практично вести сварку металлоконструкций нас стройке.
Завершает рейтинг мощных горелок для полуавтомата товар от немецкого производителя. Горелка чрезвычайно удобна за счет анатомической формы и двух резиновых вставок.
Угол гусака оптимален для минимального изгиба запястья. Серия рассчитана на максимальную силу тока 230 А. Можно установить тонкую проволоку 0.8 мм для сварки кузовов, и толстую 1.
Серия рассчитана на максимальную силу тока 230 А. Можно установить тонкую проволоку 0.8 мм для сварки кузовов, и толстую 1.
2 мм для соединения заготовок с сечением до 20 мм.
У горелки очень чувствительная кнопка пуска. Это помогает, когда полуавтомат используется для сборки ответственных конструкций, где требуются многочисленные прихватки. Нажатие по 1000 раз в день на курок не утомляет. Гибкий стыковочный элемент у основания обеспечивает подвижность горелки при изгибе для сварки в разных пространственных положениях.
Источник: https://srbu.ru/instrumenty-i-oborudovanie/1700-gorelka-dlya-poluavtomata-rejting.html
Горелка для сварочного полуавтомата: устройство, принцип работу
Как классифицируются горелки?
Разновидностей горелок для сварки довольно-таки много. Несмотря на то что принцип их работы примерно одинаковый, они могут обладать рядом особенностей:
- Инжекторные и безынжекторные конструкции – они отличаются друг от друга по технологии подачи кислорода к участку горения;
- Газовые или жидкостные. В первых для получения пламени требуемой температуры используется специальный горючий газ, а вторые работают на парах бензина или керосина;
- Специализированные или универсальные, причем последние могут применяться для любых работ, связанных с резкой или сваркой металла;
- Однопламенные и многопламенные дифференцируются в зависимости от потоков подаваемого пламени;
- Машинные и ручные;
- Газосварочные горелки могут классифицироваться по мощности: малая, средняя, высокая.
 В первых для получения пламени требуемой температуры используется специальный горючий газ, а вторые работают на парах бензина или керосина;
В первых для получения пламени требуемой температуры используется специальный горючий газ, а вторые работают на парах бензина или керосина; youtube.com/embed/vATrv1MqmUU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/vATrv1MqmUU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Как выбрать
Недостаточно выбрать один лишь полуавтомат, чтобы получить достойное качество швов. Важно также правильно подбирать комплектующие. Современные производители предлагают десятки разнообразных горелок, поэтому новичку порой трудно выбрать среди большого ассортимента. Мы решили облегчить вам задачу и рассказать об основных критериях, на которые нужно обращать внимание при выборе горелки.
Обратите внимание на токовую нагрузку (подбирается исходя из характеристик полуавтомата), длину рукава (чем длиннее, тем дальше вы сможете уйти от сварочного аппарата при работе), тип охлаждения (может быть воздушным и водяным; воздушного достаточно для домашней сварки) и тип подключения. О последнем расскажем подробнее.
Принцип работы безынжекторной работы
Если сварочная горелка работает на высоком давлении и имеет инжектор, то ее конструкция будет значительно проще по сравнению с конструкцией, где давление значительно ниже. Технология ее работы следующая:
Технология ее работы следующая:
- Кислород поступает в нее через специальные шейки, выполненные из резины, проходя через вентиль, а затем направляется в смеситель;
- В смесителе весь поток разделяется на множество небольших струй и направляется в сопло смесителя. По такой же технологии он направляется в специальный вентиль;
- Полученная смесь в сварочных горелках MIG-MAG проходит по газовому потоку значительного сечения, где завершается циркуляция, на выходе она получается наиболее однородной;
- На трубке наконечника расположен мундштук, который производится из долговечной не окисляющейся меди. Смесь на выходе будет сразу полностью сгорать, причем температура получается довольно высокой, которая будет значительно выше по сравнению с температурой плавления металла.
Чтобы в горелке, предназначенной для газосварки, газовый поток должен выходить равномерно с максимально точно выверенной скоростью, причем смесь должна будет полностью сгорать. Если скорость выхода газа небольшая, то пламя может переходить в верхнюю часть горелки – это довольно опасно, так как внутри горелки зачастую случается взрыв этой смеси.
При чересчур сильной скорости пламя будет отрываться от мундштука, станет отходить все дальше и дальше от среза, что в конечном счете приведет к его затуханию. Для определения требуемой скорости, необходимо принимать во внимание несколько важных данных: из чего состоит горючая смесь, какой внутренний диаметр у сопла, как устроен мундштук. Рассчитать правильную скорость подачи горючего можно только при условии, если известны все эти данные.
https://youtu.be/RTRd3GI8OEI
Усредненным считается значение в пределах от 70 до 160 м/с. Чтобы в конечном счете на выходе получилась подходящая скорость, придется создать давление порядка 0,5 атмосферы, причем давление для газа или паров и кислорода примерно будет одним и тем же.
Инжекторные горелки
Устройство сварочной горелки подразумевает использование в качестве горючего ацетилен, водород или метан, причем ею очень легко пользоваться. Принцип работы следующий: кислород из баллона поступает через специальный вентиль, проходя через конус инжектора, и попадает в смесительную камеру. Через инжектор закачивается горючий газ и интенсивно перемешивается с кислородом. После этого сформированная смесь отправляется по трубке наконечника в мундштук. Во многом благодаря кислороду давление вырывающегося из сопла мундштука газа становится значительно меньше по сравнению с атмосферным.
Через инжектор закачивается горючий газ и интенсивно перемешивается с кислородом. После этого сформированная смесь отправляется по трубке наконечника в мундштук. Во многом благодаря кислороду давление вырывающегося из сопла мундштука газа становится значительно меньше по сравнению с атмосферным.
Однако для качественного горения и получения нормальной температуры оно должно быть хотя бы 3,5 атмосферы. Стоит отметить, что инжекторная горелка обладает одним очень серьезным недостатком: состав горючей смеси остается непостоянным, что не позволяет обеспечить качественное и постоянное ее горение.
Несмотря на то что данное изделие работает на низких давлениях, его используют значительно чаще, нежели конструкции, рассчитанные на высокое давление. Устроена данная продукция несколько сложнее, так как в ней предусмотрен специальный блок охлаждения сварочной горелки. Дело в том, что низкое давление вызывает довольно сильный нагрев сопла и других элементов. Главное здесь — не допустить, чтобы камера, где образуется горючая смесь, не перегрелась и не взорвалась.
Популярные виды горелок для сварки
Типы горелок, которые популярны среди сварщиков.
Сварочная горелка для полуавтомата
Основными критериями работы газовой горелки для полуавтоматической сварки являются вид разъема для включения в сварочный аппарат, номинальный сварочный ток и система охлаждения.
Охлаждение самого устройства в данном случае особенно важно. Такого рода модели особенно часто используются для работы в труднодоступных участках.
Полуавтоматическая сварка без применения газа включает в себя формирование сварочной ванны в месте сплавления металлов двух соединяемых заготовок не сопровождается защитой из инертных газов.
Сварка полуавтоматом.
Полуавтоматическая модель имеет три составных элемента:
- сама горелка;
- ее шлейф;
- контактное соединение.
Суть ее работы – физическая связь со сварочным процессом. Подача металлической присадочной проволоки жидкости из системы охлаждения происходит по шлейфу горелки. Такой же путь у сварочного тока, защитного газа или флюса вместо него.
Такой же путь у сварочного тока, защитного газа или флюса вместо него.
Контактное соединение как элемент горелки необходим для подключения источника сварки и сварочной горелки.
Важная часть – рукоятка устройства. Обычно ее делают из литого материала с хорошей изоляцией. Что же касается наконечников или мундштуков, то их делают из бронзы, разных сплавов меди или неплавящегося вольфрама. Самые качественные – медные и вольфрамовые мундштуки: они самые долговечные и имеют длинный срок использования.
Горелка для аргонодуговой сварки
Нет нужды подтверждать востребованность аргоновой сварки – она была и есть чрезвычайно популярной. По большей части она используется для соединения заготовок из таких металлов как серебра, чугуна и, что особенно ценно, алюминия. Преимуществ у технологии немало, но главное – великолепный и долговечный шов.
У аргоновой горелки есть некоторые нюансы: она работает по своему принципу. Дело в том, что у нее совмещаются принципы аргоновой и дуговой сварки.
Источник питания – это обыкновенный электрический разряд, а аргон или другой инертный газ выполняет роль мощной защиты от проникновения и воздействия кислорода. Потому что вес аргона больше веса кислорода. Электроды при таком способе выбираются вольфрамовые, неплавящиеся.
Горелка для аргонодуговой сварки.
Сварочная горелка для аргонодуговой сварки может различаться по нескольким параметрам:
- мощности горения;
- типу системы охлаждения горелки;
- типу управления пламенем и другими показателями;
- длине электрического кабеля;
- типу подключения к аппарату сварки.
Тип охлаждения в таких устройствах бывает двух типов: воздушный или водяной. Тип управления тоже делится на три варианта: вентильный, с помощью кнопок или универсального характера.
Конструкция устройства простая: специальный шланг для инертного газа, силовая жила и специализированной составной рукоятки. Модель с водяным охлаждением снабжена дополнительным шлангом для воды или другой жидкости.
Рукоятка аргоновой горелки устроена следующим образом: сопло из керамических материалов, цанги, ее корпуса и каппы одного из двух видов – длинной или короткой.
Горелка для сварки типа ТИГ
Устройство этого вида выполняет функцию держателя электрода. Здесь также используется защитный газ. В отличие от других видов горелок здесь нет специального канала для подачи присадочной проволоки, которая подается ручным способом.
Устройство горелки для TIG сварки.
Составные части горелки ТИГ следующие:
- электрод;
- корпус;
- втулка для уплотнения;
- корпус этой втулки;
По ходу процесса сварки электрод помещается в щиток корпуса горелки через втулку, которая хорошо его фиксирует. Щиток для электродов нужно повернуть для закрепления. Держать горелку во время работы нужно под углом не больше 40° по отношению к вертикали.
Данная технология особенно широко применяется в кузовных работах и специальных ремонтных мероприятиях в автомастерских высокого профессионального уровня и с широким спектром услуг. Также он хорош при разного рода строительно-монтажных работах.
Также он хорош при разного рода строительно-монтажных работах.
Особенности проведения сварочных работ с помощью газовой горелки
Прежде всего, газовые горелки отличаются тем, что они прекрасно подходят для полуавтоматических или автоматических сварных работ, когда сварная проволока подается без использования рук, что в значительной степени облегчает технологический процесс.
Благодаря автоматической сварке можно качественно проварить все труднодоступные участки, причем усилий придется прилагать минимальное количество. Отходов от таких работ минимальное количество. Сварной шов получается довольно прочным за гораздо меньший промежуток времени, нежели во время дуговой электросварки. Минусов у данной технологии не слишком много, они касаются, прежде всего, довольно высокой стоимости оборудования и комплектующих. Вся система отличается сложностью в плане устройства, продукция весьма тяжелая и громоздкая, поэтому перемещать ее с одного места на другое будет очень проблематично.
Технологический процесс сварки состоит из следующих этапов:
- Участки свариваемых деталей нужно тщательно зачистить от всех следов ржавчины или коррозии. Можно сделать это с помощью специальной металлической щетки, насадки на угловую шлифовальную машину.
- Обязательно следует обезжирить поверхность с помощью ТИГа или иных составов, иначе плавящийся электрод будет не слишком плотно прилегать к металлу;
- Активируется газовая горелка, запускается полуавтоматический механизм подачи электрода и начинается непосредственная работа по соединению металлических элементов;
- Обязательно следует установить скорость подачи электрода. Она зависит от типа свариваемых металлов, их толщины и целого ряда других факторов.
Внутреннее устройство сварочного полуавтомата
При полуавтоматическом методе, защитный газ поступает в зону электрической дуги и защищает металл от воздействия воздуха (азотирования, окисления). Защитный газ, может быть инертным (аргон, гелий) или активным (углекислый газ).
работа с металлом в защитной среде инертного газа получила название MIG (Metal Inert Gaz), а если, в качестве защитной среды, используется активный газ – MAG (Metal Active Gaz).
Основные узлы аппарата для газовой среды:
- Баллон с газом (углекислота или аргон),
- Шланг для подачи газа;
- Кассеты с проволокой;
- Механизм подачи проволоки;
- Трубопровод подачи проволоки;
- Газовая горелка;
- Источник питания;
- Блок управления;
- Газовая аппаратура;
- Провод цепи управления.
А вы знаете, что в домашних условиях можно проводить сварочные работы не только с черными металлами, но и с цветными, например алюминием. Узнайте все о сварке алюминия без использования профессиональных дорогостоящих аппаратов.
Чтоб защитить глаза во время сварки обязательно нужно использовать специальную маску. На этой странице можно узнать, как использовать шлем сварщика хамелеон со стеклами, которые автоматически темнеют во время сварки.
Хотите быстро уложить водопроводные или канализационные трубы? Используйте полипропиленовые изделия, они надежны и легки в установке. Здесь описано, как подобрать аппарат для сварки полипропилена.
Газовая горелка
Назначение горелки для сварочного полуавтомата – это подача защитного газа и электродной проволоки в зону горения. Рукоятка горелки изготовлена из изоляционного материала, снабжена пусковой кнопкой и защитным щитком. Основными деталями горелки являются газовое сопло и наконечник для подвода тока.
Как правильно обращаться с горелкой?
Перед тем как приступить к непосредственному выполнению работ, необходимо проверить, насколько хорошо работает инжекторная составляющая оборудования. Для этого к ниппелю, который подает кислород, подключают шланг кислородного редуктора. Осторожно поднимают давление в системе до рабочего.
Когда кислород будет проходить через инжектор, в ацетиленовом канале должно возникнуть разрежение. Если оно будет, то палец будет присасываться к ацетиленовому ниппелю. В этом случае подключают оба шланга и тщательно закрепляют их, только после этого можно поджигать горючую смесь и регулировать величину пламени.
В этом случае подключают оба шланга и тщательно закрепляют их, только после этого можно поджигать горючую смесь и регулировать величину пламени.
При окончании работ сначала перекрывают вентиль ацетиленового баллона, а затем закрывают и кислородный вентиль. Если поступить наоборот, то может случиться удар огня в шланг, по которому подается ацетилен, что чревато взрывом. При соблюдении технологии работ удастся получить надежное соединение, которое будет долго сохранять свою прочность.
Устройство и принцип работы сварочного полуавтомата
С помощью такого специализированного оборудования как сварочный аппарат осуществляется обработка металлических конструкций – путем нагрева соединяются мелкие и крупные детали. Полуавтоматическая сварка – storgom.ua/poluavtomaty.html значительным образом оптимизирует рабочий процесс мастера.
Что такое сварочный полуавтомат?
Всем давно известный факт, что наиболее герметичное и прочное соединение достигается путем сварки. При помощи специализированного оборудования вы можете сварить не только изделия из металла, но и конструкции из других самых разнообразных материалов. Благодаря такой методике обработки можно получить аккуратный, качественный и стойкий к внешним повреждениям шов. Принцип работы сварочного полуавтомата прост – тепловое воздействие разрушает молекулярную цепочку деталей конструкции, что ведет к перемешиванию молекул, которые при остывании соединяются и становятся очень прочными. Специалисты выделяют такие типы сварочных полуавтоматов:
При помощи специализированного оборудования вы можете сварить не только изделия из металла, но и конструкции из других самых разнообразных материалов. Благодаря такой методике обработки можно получить аккуратный, качественный и стойкий к внешним повреждениям шов. Принцип работы сварочного полуавтомата прост – тепловое воздействие разрушает молекулярную цепочку деталей конструкции, что ведет к перемешиванию молекул, которые при остывании соединяются и становятся очень прочными. Специалисты выделяют такие типы сварочных полуавтоматов:
- полуавтоматические агрегаты;
- ручные;
- автоматические приборы.
Главным преимуществом агрегатов такого типа является доступная стоимость и небольшие габариты. Они широко используются не только профессионалами, но и в быту. Характеризуется высоким уровнем эффективности и повышенными показателями производительности. Незаменим на стройке, станет полезным во время ремонта.
Устройство сварочного полуавтомата
Чтобы полноценно использовать такой инструмент, важно понимать принцип работы, уметь правильно им пользоваться. Конструкция состоит из:
Конструкция состоит из:
- рукава для полуавтоматической машины, шланга;
- стационарного блока с трансформатором, который отвечает за подачу питания;
- рабочих механизмов для подачи проволоки;
- системы подачи газа;
- токопроводящего рабочего элемента.
Современные модели специализированной техники оборудованы катушкой, эта деталь конструкции отвечает за своевременную подачу сварной проволоки. В устройстве предусмотрены газовые баллоны, горелка, элементы питания и управления. В зависимости от типа, энергия для функционирования исходит из трансформаторов, инверторов или же выпрямителей.
Диаметр проволоки может варьироваться до 2-х миллиметров, технические характеристики (MIG/MAG) подбираются под индивидуальные требования пользователя. Конструкция некоторых агрегатов предусматривает флюсовую порошковую проволоку, стальную, из алюминия или нержавейки, стальную с омеднением.
Прежде чем приобрести сварочное оборудование для личного использования, нужно тщательно изучить технические и эксплуатационные особенности, разобраться в преимуществах и недостатках того или иного вида, определить объем предстоящих работ, решить, в каких целях будет использоваться машина. Специалисты советуют остановить свой выбор на устройстве, выгодном в эксплуатации.
Специалисты советуют остановить свой выбор на устройстве, выгодном в эксплуатации.
Одно из самых важных характеристик является ток, с помощью которого будет производиться обработка изделия. Данная характеристика напрямую влияет на толщину металла, который вы сможете подвергнуть воздействию инструмента. Опытные мастера рекомендуют обратить внимание на продолжительность включения. Этот показатель указывает на рабочий временной промежуток приспособления.
Чтобы не купить сварку плохого качества, лучше не экономить и выбрать технику известных и надежных производителей, которые предоставляют гарантию на свой товар. Перед применением важно внимательно изучить инструкцию. При соблюдении правил безопасности и своевременном правильном уходе, сварочный инструмент прослужит вам долгие годы.
Сварочные полуавтоматы. Устройство и применение.
Сварочное оборудование (полуавтоматы). Выбор по типу применения.
Cварочный полуавтомат – это аппарат для полуавтоматической сварки с механизированной подачей сварочной проволоки. Основные компоненты сварочного полуавтомата представлены на рисунке ниже.
По назначению сварочные полуавтоматы можно разделить на:
- сварочные полуавтоматы для сварки в защитных газах;
- сварочные полуавтоматы для сварки под флюсом;
- сварочные полуавтоматы для сварки порошковой проволокой;
- универсальные сварочные полуавтоматы.
Сварочные полуавтоматы для сварки в защитных газах обеспечивают подвод газа в зону сварки, снабжены газовым клапаном, останавливающим подачу газа после прекращения процесса сварки.
Сварочные полуавтоматы для сварки под флюсом имеют специальную горелку с воронкой для засыпания флюса. У них более мощный механизм подачи проволоки, поскольку для сварки под флюсом обычно используются проволоки большего диаметра, чем для сварки в защитных газах.
В сварочных полуавтоматах для сварки порошковой проволокой применяется специальная конструкция подающих роликов для предотвращения сплющивания проволоки.
Универсальные сварочные полуавтоматы снабжены дополнительными компонентами (сварочными горелками, роликами и т.д.), позволяющими применять их для различных способов сварки (например, для полуавтоматической, ручной и аргонодуговой сварки).
Механизмы подачи проволоки, используемые в сварочных полуавтоматахОсновные компоненты механизма подачи проволоки – электродвигатель, редуктор и подающие ролики.
Таблица. Классификация механизмов подачи проволоки, применяемых в сварочных полуавтоматах.
По конструктивному исполнению | |
Стационарные | Установлены неподвижно на специальной консоли или на источнике питания сварочного полуавтомата. |
Переносные | Переносятся за ручку. |
Передвижные | Установлены на колесах. |
По установке относительно сварочной горелки | |
Толкающего типа | Подающие ролики установлены перед шлангом сварочной горелки и проталкивают проволоку в канал горелки. Обычно применяются в сварочных полуавтоматах для сварки стали. |
Тянущего типа | Установлен на сварочной горелке и тянет проволоку через канал горелки. Обычно используются в сварочных полуавтоматах для сварки алюминия. Недостаток – утяжеляют сварочную горелку, которую сварщик держит в руке. |
Тянуще-толкающего типа | Обычно применяются при сварке алюминия, когда сварочный полуавтомат удален от места сварки, и шланги имеют значительную протяженность. |
В зависимости от способа регулирования скорости подачи сварочной проволоки | |
Со ступенчатым регулированием | Достаточно мощная подача проволоки осуществляется с помощью сменных шестерен или коробки передач. В качестве привода, как правило, используется асинхронный трехфазовый двигатель. Недостаток – при сварке тонкого металла и в некоторых других случаях достаточно сложно подобрать точный режим сварки. |
С плавным регулированием | Обычно используются для подачи проволоки малого диаметра. Как правило, применяется двигатель постоянного тока. |
СВАРОЧНЫЕ ПОЛУАВТОМАТЫ ТАК ЖЕ ДЕЛЯТСЯ :
НА ТРАНСФОРМАТОРНЫЕ
ИЛИ ИНВЕРТОРНЫЕ — сравнительно новая технология!
Главным преимуществом новых полуавтоматов ТМ BESTWELD является дополнительный орган настройки сварочного процесса – ручка регулировки т.н. индуктивности. Она позволяет варьировать скорость нарастания тока при коротком замыкании расплавленной капли на метал. На выходе это обеспечивает регулировку размера переносимых капель.
Кроме того, инверторные полуавтоматы Master i-CHN:
- Имеют евроразъем и горелку 2,5 м с евроразъемом на всех моделях серии.
- Более высокий ток короткого замыкания – 500А для моделей на 160 и 180А, что обеспечивает более уверенную работу на сварочных токах, близких к максимальному.
- Более высокий ПВ.
- Переключение полярности перестановкой кабеля на панели, а не перекручиванием проводов внутри отделения подачи проволоки.
- Переключаемые на панели режимы работы горелки 2Т/4Т.
- 2 дисплея для отслеживания сварочного тока и напряжения.
- Меньшие габариты (42х20х25 см) и вес (9,5 кг).
| Характеристика | Master i160-CHN | Master i180-CHN |
| Диапазон рабочего тока в режиме MIG-MAG, А | 30-160 | 30-180 |
| Диаметр применимой проволоки, мм | 0,6-0,8 | |
| Объем катушки с проволокой, кг | 1,0 и 5,0 | |
| Рабочий цикл (ПВ), % | 60 | 55 |
| Макс.рабочий ток со 100% ПВ, А | 124 | 139 |
| Регулируемые параметры сварочного процесса | Сварочный ток (напряжение), скорость подачи проволоки, индуктивность. | |
| Размещение газового штуцера | На задней панели корпуса. | |
сварочные полуавтоматы MIG-MAG +MMA Вы можете приобрести ОПТОМ в компании BestWeld
По материалам сайта: http://www.osvarke.com
Полуавтоматическая сварка (MIG/MAG)
Полуавтоматическая сварка (MIG/MAG)
Принципиальная схема и особенности полуавтоматической сварки
Полуавтоматическая сварка отличается от ручной дуговой сварки тем, что механизируется подача электродной проволоки в сварочную зону, а остальные операции процесса сварки выполняются сварщиком вручную. Для этого современная промышленность выпускает целую серию сварочных полуавтоматов, при помощи которых выполняют дуговую сварку в среде защитных газов. Их разрабатывают с использованием унифицированных узлов, что позволяет с наименьшими затратами выполнить наладку на сварку требуемых изделий. К таким унифицированным узлам относятся прижимные и направляющие устройства, подающие механизмы, узлы, осуществляющие подъем и перемещение, а также механизмы автоматической подачи присадочной проволоки. Полуавтоматы могут быть нескольких видов:
- для сварки сплошной стальной проволокой;
- для сварки сплошной алюминиевой проволокой;
- для сварки сплошной стальной и алюминиевой проволоками;
- для сварки сплошной стальной или алюминиевой порошковой проволоками.
Кроме того, полуавтоматы могут различаться по способу охлаждения горелки, регулировкой скорости подачи проволоки и методикой ее подачи и по конструктивным особенностям. При помощи этого универсального оборудования обеспечивается сварка практически всех труднодоступных мест с высоким качеством защиты сварочной ванны и дуги. Поэтому до 70% сварочных работ выполняется полуавтоматами. Различают полуавтоматы по маркировке. Первые две буквы в маркировке обозначают тип оборудования и способ сварки: «ПШ» — полуавтомат шланговый, «УД» — установка для дуговой сварки. При помощи третьей буквы в маркировке указывают на способ защиты сварочной дуги: «Г» — газовая, «Ф» — флюсовая. Первая цифра, проставленная после буквенного индекса, указывает величину сварочного тока (в сотнях ампер), а последующие цифры обозначают конкретную модификацию изделия. И наконец, буквенный символ, проставленный после цифрового, обозначает климатическое исполнение полуавтомата: «У» — для эксплуатации в районах с умеренным климатом; «ХЛ» — в районах с холодным климатом; «Т» — тропическое исполнение.
Принципиальная схема полуавтоматической установки представлена на рис. Как правило, в комплект установки входят: выпрямитель — источник питания сварочной дуги; подающее устройство, предназначенное для подачи электродной проволоки в зону сварки; газовый клапан, предназначенный для снижения давления защитного газа, находящегося в специальном баллоне.
Подающее устройство сварочной проволоки может быть толкающего, тянущего и универсального типа. Как правило, оно состоит из следующих основных узлов: электродвигателя, планетарной головки, блока управления, катушки с проволокой, электропневматического газового клапана.
Заслуживают внимания новые безредукторные конструкции подающих механизмов серии «Интермигмаг» с пульсирующей подачей проволоки, являющиеся модификацией известного механизма «Изаплан». Состоит такой механизм из планетарной головки, корпус которой закреплен на полом валу электродвигателя постоянного тока. Укрепленные на ползунах подающие ролики прижимаются к сварочной проволоке и обкатываются вокруг нее при вращении якоря двигателя. Так как оси роликов расположены под углом 30-40° к оси проволоки, это усилие разлагается на две составляющие — закручивающее и осевое. Осевое усилие обеспечивает подачу проволоки, закручивающее — ее движение по шлангу. Скорость подачи проволоки регулируется изменением частоты вращения ротора двигателя постоянного тока.
При помощи подающего устройства обеспечивается последовательность включения исполнительных органов сварочного полуавтомата, необходимая скорость подачи сварочной проволоки, выбор рабочего режима сварки и т.д. Стабилизация выходных параметров источника питания совместно со стабилизацией скорости подачи электродной проволоки позволяет получить сварные соединения высокого качества.
Горелка является одним из важных узлов сварочного полуавтомата. Она предназначена для направления в зону сварочной дуги электродной проволоки, защитного газа или флюса. С помощью горелки возбуждается сварочная дуга, осуществляется формирование и направление струи защитного газа. Конструкции сварочных горелок унифицированы в соответствии с технологическими требованиями. Рукоятка горелки должна быть прочной и удобной в работе, поэтому ее изготавливают в форме, позволяющей обхват рукой сварщика. Для управления сварочным процессом и защиты руки сварщика от ожогов на рукоятке устанавливается предохранительный щиток и пусковая кнопка. Самыми распространенными являются рукоятки круглой или овальной формы.
Токоведущая направляющая трубка соединяет токопровод с токосъемным наконечником. Конструкция трубки определяется сечением токоведущей части и необходимостью подвода защитного газа. По своему конструктивному исполнению направляющие трубки должны соответствовать требованиям гибкости и достаточной проводимости. Поэтому токопроводы изготавливают из мягкого провода, заключенного в изоляционную оболочку, внутренний диаметр которой выбран таким образом, чтобы по нему можно было пропускать защитный газ или охлаждающую воду. Направляющие каналы токопровода служат для подачи электродной проволоки к сварочной горелке. Они представляют собой металлическую спираль, на которую надета стальная стягивающая оплетка и изоляционная трубка. Спираль может быть одно- или двухзаходной.
Наиболее ответственной частью горелки является ее сопло, представляющее собой токопроводящий наконечник. Эта деталь горелки работает в условиях высокой температуры и механического воздействия подающейся сварочной проволоки. Поэтому наконечник быстро изнашивается и требует замены. Для снижения изнашиваемости наконечника его хромируют, полируют или изготавливают из твердых составов на медно-вольфрамовой основе. При больших сварочных токах, достигающих более 315 А, применяют принудительное охлаждение наконечника.
Применяют два типа наконечников: с поджимным контактом и без поджимного контакта. Поджимной контакт применяется при сварке тонкими электродными проволоками диаметром 0,8-1,2 мм. Простейшей горелкой могут служить две медные трубки, вставленные друг в друга с зазором, по которому защитный газ подается в сопло. Для сварки в стесненных условиях используют сменные горелки различной длины. Технические характеристики унифицированных горелок типа ГДПГ для механизированной сварки плавящимся электродом приведены в табл.
Технические характеристики унифицированных горелок
| Тип горелки | Номинальный сварочный ток, А |
ø электродной проволоки, мм |
Длина рукава, |
Габариты горелки, мм |
Масса (без рукавов), |
| ДПГ-101-8УЗ | 160 | 0,8-1,2 | 2 | 254x60x1 13 | 0,45 |
| ГДПГ-101-9УЗ | 160 | 0,8-1,2 | 1 | ||
| ГДПГ-Ю1-10УЗ | 160 | 0,8-1,2 | 2 | ||
| ГДПГ-102-УЗ | 160 | 1,2-1,6 | 2 | 0,6 | |
| ГДПГ-301-6У4 | 315 | 1,2-1,4 | 3 | 266x50x125 | |
| ГДПГ-301-7У4 | 315 | 0,8-1,4 | 1 | ||
| ГДПГ-301-8У4 | 315 | 1,2-1,4 | 3 | ||
| ГДПГ-302-У4 | 315 | 1,6-2,0 | 2 | 0,7 | |
| ГДПГ-501-4У4 | 500 | 1,6-2,0 | 3 | 268x90x125 | |
| ГДПГ-603-У4 | 630 | 1,6-2,5 | 3 |
Горелки для ручной дуговой сварки неплавящимся электродом состоят из корпуса, сменной цанги, сменного наконечника, колпачка, вентиля, предназначенного для пуска, регулирования и подачи защитного газа, рукоятки, резинового рукава и газоподводящего кабеля. Горелка снабжена сменными цангами, позволяющими закреплять вольфрамовые электроды различных диаметров. Как правило, такие горелки имеют водяное охлаждение.
Кроме перечисленного оборудования в комплект сварочного поста входит осушитель, редуктор с манометрами или расходомерами для точной дозировки газа и отсекатель газа.
УНИВЕРСАЛЬНЫЕ ПОЛУАВТОМАТЫ
Универсальные полуавтоматы позволяют выполнить быструю переналадку без существенных трудовых и материальных затрат. К универсальным полуавтоматам относят прежде всего модель, применяемую для сварки в среде углекислого газа сплошной или порошковой проволокой. У всех полуавтоматов подача электродной проволоки осуществляется по пустотелому шлангу, поэтому они именуются шланговыми полуавтоматами.
Схематично полуавтомат для сварки в среде защитного газа состоит из следующих основных составные частей — сменная газовая горелка, подающий механизм, шланг подачи электродной проволоки, кассеты для хранения проволоки, газового шланга, блока управления, источника питания, провода цепи управления, газовой аппаратуры, кабеля.
Мы часто упоминаем о сварочной горелке. Вкратце объясним ее устройство. Для этого обратимся к рисунку. Горелка предназначена для подачи в зону горения электродной проволоки и защитного газа.
Рукоятка сварочной горелки должна быть прочной и удобной для работы. С этой целью ее изготавливают из литьевого изоляционного материала. На рукоятке размещены предохранительный щиток и пусковая кнопка. Наиболее ответственными элементами сварочной горелки являются сопло и наконечник, подводящий ток.
| 1. Сварочная проволока 2. Газовое сопло 3. Токоподводящий мундштук 4. Корпус горелки 5. Рукоять горелки 6. Механизм подачи проволоки 7. Атмосфера защитного газа 8. Сварочная дуга 9. Сварочная ванна |
Схема полуавтомата для сварки в защитных газах.
Сопло горелки — на нем из-за высокой температуры постоянно возникает налипание расплавленного металла. Чтобы устранить это, металлическое сопло хромируют или полируют. Есть и другой выход — сопло изготавливают из керамического материала. В случае, если сварочный ток достигает значения 315 А и выше, применяется дополнительное охлаждение сопла горелки. Периодичность смены горелки — через каждые полгода.
Наконечники для подачи тока изготавливаются из меди с гарантированным сроком работы — от 5 до 10 часов непрерывной работы. Если наконечник изготовлен из бронзы,-то срок его службы еще меньше. Изготавливаемые в последнее время медно-гра-фитовые наконечники имеют тоже малый срок службы, но лучше обеспечивают контакт и гарантируют хорошее скольжение, что важно при сварке алюминиевой проволокой. Только наконечник на медно-вольфрамовой основе обеспечивает более длительную работу без замены.
Проверка горелки перед сваркой
Режимы полуавтоматической сварки
Автоматические сварочные аппараты | Группа Fusion Systems
Увеличьте эффективность сварочных операций
Вы ищете способ оптимизации сварочного процесса за счет повышения эффективности, улучшения качества готовой продукции и увеличения прибыли? Если вы думали об обновлении своего процесса с помощью автоматических сварочных аппаратов, но опасались затрат и сложностей, сейчас самое время подумать об обновлении с помощью Fusion Systems Group.
Автоматические сварочные аппараты обладают множеством преимуществ
Сварочные аппаратыFSG по индивидуальному заказу — это инвестиция в ваш производственный успех, которая приносит дивиденды в вашу прибыль.Наши автоматизированные сварочные аппараты по индивидуальному заказу обеспечивают значительное повышение производительности:
Непрерывная сварка до конца шва
Постоянно высокая скорость производства
Отличные результаты для операторов любого уровня подготовки
Более прочная сварка для удержания жидкостей под давлением
Индивидуальные сварочные решения для различных нужд
Стандартные решения не принесут результатов или не оптимизируют ваши операции так, как это может сделать индивидуальное оборудование.Команда инженеров FSG имеет обширный опыт в разработке доступных индивидуальных решений для автоматизированной сварки, специально отвечающих потребностям клиентов. Мы не только спроектируем и создадим для вас подходящее решение для автоматизированной сварки, но и предоставим помощь в установке и программировании, необходимую для запуска и эксплуатации вашего решения.
Варианты полуавтоматической и полностью автоматической сварки
Часть нашего процесса оценки ваших требований включает определение того, какой сварочный аппарат больше подходит для ваших конкретных нужд: полуавтоматический или полностью автоматический.
В полуавтоматической сварке оператор вручную загружает детали в сварочное приспособление. Контроллер сварки направляет движение горелки, выравнивает детали в соответствии со спецификацией, завершает сварку и повторяет ее.
В полностью автоматической сварке специальное оборудование загружает заготовку, направляет деталь или горелку в нужное положение, завершает сварку, проверяет качество соединения и выгружает готовое изделие.
Используйте нашу онлайн-форму, чтобы описать свои потребности, или позвоните по телефону 1-800-626-9501 , чтобы поговорить с инженером по продажам FSG о разработке индивидуального автоматизированного сварочного аппарата.
Аппарат для точечной сварки
от 150 до 220 частей в час
Наши сварочные аппараты автоматически приваривают лист размером 2 x 2 дюйма к формованной стальной опоре тачки. Сварочный аппарат «под ключ» состоит из сварочного аппарата сопротивлением 300 кВА, прикрепленного к основанию машины, с приводом от 8 станций диаметром 30 дюймов.Индексатор. Общее время технологического цикла составляет менее (5) секунд.
Аппарат для точечной сварки
720 частей в час
Крупный план аппарата для точечной сварки. (Изображение всей машины см. На миниатюре выше.)
Человек — Машина Системный анализ сварки
Реферат
До настоящего времени исследования для повышения эффективности сварки были направлены на улучшение сварочного оборудования и процесса сварки.Это привело к расширению применения процессов полуавтоматической сварки, таких как TIG, в которых используется относительно сложное оборудование. Однако использование этих процессов и специализация рабочей силы вызвали повышенные психофизические требования к сварщикам. Недавние исследования показали, что дальнейшее повышение производительности сварки в этих процессах может быть достигнуто за счет проектирования рабочих мест и сварочного оборудования с учетом физических возможностей сварщика и создания условий, в которых сварщик может выполнять процесс с минимальными физическими нагрузками. , и, следовательно, на протяжении всей рабочей смены постоянно поддерживается высокая эффективность.Чтобы определить оптимальные условия для высокой производительности комбинированной системы сварщик-полуавтоматическое сварочное оборудование, в данной статье анализируется взаимодействие между сварщиком и сварочным оборудованием на рабочем месте. Установлено, что движения, определяющие качество сварного шва, по своей природе неодинаковы; некоторые требуют высокой точности, однородности и ритмичного действия с небольшими переменными нагрузками на отдельные группы мышц, в то время как другие требуют статических нагрузок небольшой величины, но действующих в течение относительно более длительных периодов.Для обеспечения необходимой точности и плавности основных рабочих движений сварщика было предложено, чтобы мышцы кисти и предплечья, выполняющие эти движения, были максимально освобождены от статических нагрузок, связанных с удержанием горелки.
Ключевые слова
Процесс сварки Качество сварного шва Локализация вибрации Вибрация Воздействие Вибрационное ощущениеЭти ключевые слова были добавлены машиной, а не авторами. Этот процесс является экспериментальным, и ключевые слова могут обновляться по мере улучшения алгоритма обучения.
Это предварительный просмотр содержимого подписки,
войдите в, чтобы проверить доступ.
Информация об авторских правах
© Springer-Verlag Berlin Heidelberg 1985
Авторы и аффилированные лица
- 1. Департамент механики и промышленной инженерии, Университет Рурки, RsoorkeeIndia
Сварочный автомат и инструменты для сварщиков от LEISTER
81 ?Проще говоря, автоматическая сварка включает ручной процесс сварки и превращает этот процесс в автоматизированную, управляемую машиной систему.Человеческий фактор в автоматизированном процессе сварки — это просто щелчок переключателя, чтобы начать работу. Они созданы специально, поэтому после их запуска контроль над ними минимален. Освобождая рабочих для выполнения более сложных задач, сварочные автоматы становятся фаворитом предприятий, стремящихся сократить расходы и повысить эффективность современного строительства.
Какие преимущества у автоматических сварочных аппаратов?
Автоматическая сварка дает множество преимуществ: от повышения качества до производительности и рентабельности.Некоторые особые преимущества автоматической сварки:
- Более чистый и равномерный сварной шов
- Увеличенный объем сварочного шва
- Снижение затрат на рабочую силу
- Уменьшение отходов металлолома
- Снижение человеческого фактора в процессе сварки
Во всех этих случаях ваши накладные расходы снижаются, а также сокращается время, необходимое для получения правильного типа сварного шва, что идеально подходит для бизнес-ориентированных и чувствительных ко времени объектов.В некоторых конкретных случаях, когда сварной шов особенно сложен или уникален, все же может быть лучше использовать проверенные руки рабочего. Однако есть много применений, в которых автоматическая сварка выиграет, например, если качество сварного шва имеет решающее значение, если идентичные детали изготовлены путем повторяющихся сварных швов, или если детали приобрели большую ценность перед сваркой.
Какой вид автоматической сварки существует?
В современном строительстве различают три основных типа автоматической сварки.
- Сварочный полуавтомат. Этот тип автоматической сварки по-прежнему требует ручного труда, и рабочий по-прежнему должен работать на сварочном аппарате вручную. Разница в том, что аппарат автоматически контролирует параметры сварщика, чтобы оптимизировать производительность.
- Автоматы сварочные. Эти автоматические сварочные аппараты — это те, которые практически не требуют вмешательства человека после активации аппарата. Рабочий по-прежнему будет следить за машиной на предмет ошибок или неисправностей, но, как правило, предварительно запрограммированный инструмент, работающий с автоматической сваркой, не требует вмешательства человека.
- Роботы-сварщики. Эти почти автономные сварочные аппараты подняли автоматизацию на новый уровень, установив машину на роботизированный манипулятор, который контролирует направление и скорость сварки и использует программы для понимания как простых, так и сложных сварочных работ.
В каких отраслях может быть полезна автоматическая сварка?
Отрасли, которые могут получить выгоду от технологии автоматической сварки, включают производителей товаров и строительных компаний .Сварка обычно происходит в этих двух секторах. Поскольку большинство автоматических сварочных аппаратов сконструированы так, чтобы их нельзя было переносить с работы на работу, компании, которые, скорее всего, увидят окупаемость своих инвестиций в автоматическую сварку, — это те, которые выполняют сварку на заводе или складе.
Сварка требует больших навыков, чтобы выполнять ее безопасно и правильно, но благодаря достижениям в технологии сварка перешла в автоматизацию. И теперь, когда преимущества автоматизации становятся все более узнаваемыми, производители и строительная промышленность начали внедрять автоматическую сварку в свои процессы.Если ваш бизнес стремится к повышению качества и снижению затрат, подумайте о добавлении автоматической сварки. Вы можете обнаружить, что сочетание человеческих и машинных возможностей является наиболее эффективным и экономичным преимуществом для вашей компании.
Аппарат и способ полуавтоматической дуговой сварки
Настоящее изобретение относится к машинам для полуавтоматической сварки стержневыми электродами с покрытием. Более конкретно, изобретение относится к таким машинам общего типа, содержащим раму для опоры на изделие, рычаг, шарнирно поддерживаемый упомянутой рамой, и средство удержания электрода, поддерживаемое упомянутым рычагом на одном конце, чтобы удерживать электрод по существу под прямым углом. к оси поворота рычага.
Изобретение также относится к соответствующему 1 процессу дуговой сварки, который включает поддержание электрической дуги между кончиком стержневого электрода с покрытием и заготовкой и перемещение кончика электрода вдоль заготовки путем вращения электрода вокруг неподвижной оси, проходящей по существу на под прямым углом к электроду и к формируемому сварному шву.
Основной целью изобретения является создание улучшенной машины и процесса вышеупомянутого типа, которые будут производить сварной шов или валик одинаковой толщины 2С по всей длине сварного шва.
Другие цели и особенности изобретения станут очевидными при рассмотрении нижеследующего описания и формулы изобретения. На чертежах фиг. 1 представляет собой схематический вид сбоку устройства согласно настоящему изобретению в двух последовательных положениях.
Фиг. 2 представляет собой вид в перспективе двух машин u согласно настоящему изобретению, установленных в положение для выполнения стыкового шва, а Фиг. 3 представляет собой вид в перспективе двух машин согласно другому варианту осуществления изобретения, размещенных в положении для изготовления углового шва. сварка.5 Принцип изобретения сначала будет объяснен со ссылкой на фиг. 1. На этом чертеже линия AB представляет собой заготовку, а D обозначает шарнирно опорный рычаг или рычаг оси вращения O, который проходит под прямым углом. к плоскости рисунка. Покрытый электрод S прикреплен к плечу D таким образом, чтобы образовывать с ним угол. При работе устройства электрический ток подается на электрод S обычными средствами, не показанными на чертеже, для поддержания дуги между сердечником электрода S и изделием.Конец сердечника электрода удерживается на расстоянии, на котором возникает дуга, от заготовки за счет силы тяжести или других подходящих средств.
D ‘и S’ обозначают плечо и электрод, соответственно, в следующем положении, в котором израсходована часть B’-B «электрода.
В соответствии с изобретением угол между электродом S и плечом D должен быть таким, чтобы линия OB от оси вращения O до вершины B электрода при взаимодействии с заготовкой образовывала биссектрису угла между электродом и линия AB, по которой будет выполняться сварка.Иначе говоря, перпендикулярное расстояние OA от оси поворота до указанной линии должно быть равно перпендикулярному расстоянию от оси поворота до продольной оси электрода. Простыми геометрическими рассуждениями можно доказать, что при выполнении указанного условия длина электрода, израсходованного на определенную длину сварного шва, всегда равна указанной длине сварного шва. Таким образом, в проиллюстрированном случае расстояние B’-B «будет равно расстоянию B-B». Следовательно, способ или устройство в соответствии с изобретением всегда дает сварной шов одинаковой толщины.
Вариант осуществления, показанный на фиг. 2, содержит раму или стандарт 3 и рычаг или рычаг, прикрепленный с возможностью поворота к раме 3 с помощью штифта S. Свободный конец рычага 5 снабжен держателем 7, с помощью которого электрод 8 прикреплен к рычагу 5 под таким углом, что условие согласно изобретению, как объяснено выше, выполняется. Кабель 9 служит для подключения электрода к одному выводу источника тока, другой вывод которого, как обычно, подключен к заготовке.
Рама 3 показана установленной на одной из пары пластин I, которые должны быть соединены через соединение 2. Пара штифтов 4, только один из которых виден на рисунке, служит для определения правильного положения рама с учетом стыка.
Слева от только что описанного устройства показано точно такое же устройство h3, поддерживающее электрод 13 и расположенное таким образом, что кончик упомянутого электрода 13 находится в точке II, где будет выдыхаться первый электрод 8.unted. Дуга от первого электрода, таким образом, автоматически запускает дугу на втором электроде. Как только возникнет дуга, первое устройство может быть снято, новый электрод зажат в держателе 7, а устройство приостановлено позади того, которое теперь функционирует, так что электрод 13, в свою очередь, может быть отключен свежим электродом. один.
Чтобы сделать возможным немедленное переключение с одного электрода на другой, как только что описано, часть рычага 5, поддерживающая электрододержатель, смещена в боковом направлении к его части, примыкающей к штифту 6, так что держатель и электрод устройства 13 может выступать сбоку от стойки 3 во внутреннюю часть рычага 5.
Фиг. 3 иллюстрирует устройство в соответствии с другим вариантом осуществления изобретения, установленный держатель в положении на пластине I для создания углового шва рядом со сварным швом, образующим часть соединения 2 между упомянутыми ратусами ma пластины; и вторую пластину I, которая расположена вертикально вместе с ним. к единице На рис. 2 и 3 одинаковые номера относятся к одинаковым частям, 5 — к одному устройству, за исключением того, что рама 3 на фиг. 3 наконечника c имеет несколько измененную конструкцию. Штифт 6 представляет собой устройство, поддерживаемое элементом 14, который снова установлен в плоскости гниения: в элементе 15 секторной формы так, чтобы быть угловым.Аппаратно регулируемые относительно оси, продолжающиеся по существу 10, средства являются горизонтально и перпендикулярно стержню t1 6. Таким образом, плоскость, в которой вращается электродный стержень 8, может быть наклонена, как требуется в вышеизложенном. показан случай и, как правило, при угловой сварке. Мех 5. Сам элемент 15 с возможностью вращения 15 установлен на вертикальной стойке 16 так, чтобы допускать поперечную регулировку положения наконечника для смещения электрода 8 в форме стержня.Пружины 17 служат для приведения вращающегося элемента 15 в его нормальное положение. расширение I п.: 20 электродов ai 1. Аппарат для электродуговой сварки с закреплением профилированных покрытых электродов, содержащий раму для перпендикулярного упора на изделие, рычаг, шарнирно поддерживаемый посредством вращения упомянутой рамы, и средство удержания электродов, поддерживающее: перпендикулярно упомянутому рычагу на одном конце, чтобы удерживать 25 к линейному электроду, по существу, под прямым углом к оси поворота на оси w рычага, вышеупомянутые элементы имеют такую конструкцию и связаны друг с другом, что длина перпендикуляра от указанная ось поворота к продольной оси электрода по существу равна длине перпендикуляра от указанной оси поворота до линии пересечения этого участка между работой, на которой поддерживается рама, и плоскостью вращение электрода.35 Номер 2. Устройство по п.1, в котором 2 204 545 рычаг шарнирно поддерживается элементом 2 370 716, вращающимся вокруг оси, проходящей под прямым углом 2 412 095 к оси вращения и к линии пересечения, упомянутой выше. 3. Устройство по п.1, в котором часть рычага, поддерживающего электрод 112, 353, фактически смещена к его части оси поворота, в результате чего два устройства могут быть размещены на работе в таком относительном отношении, что свежий электрод, удерживаемый в этом положении, расширяется с его конец входит в путь для электрода, установленного в другом, оба электрода имеют общее действие.
itus по п. 1, отличающийся тем, что он предназначен для регулировки оси поворота угловой штанги относительно оси y, параллельной линии пересечения mned.
Процесс дуговой сварки, который включает в себя электрическую дугу между концом покрытого электрода и заготовкой и концом электрода вдоль заготовки электрод вокруг неподвижной оси, по существу, под прямым углом к сварному шву, который должен быть сформирован, в то время как основная продольная ось электрод на определенном расстоянии от неподвижной оси, упомянутого выше, по существу, равном большому расстоянию от упомянутой оси вращения, вдоль которой должен быть выполнен сварной шов или деталь.
KARL KRISTIAN MADSEN.
ССЫЛКИ) Ссылки на крылья зарегистрированы в патенте: ПАТЕНТЫ СОЕДИНЕННЫХ ШТАТОВ Имя Дата Faunce ———— 18 июня 1940 г. Картер ————- Mar. 6, 1945 Tyrner ———— 27 мая 1947 г. ИНОСТРАННЫЕ ПАТЕНТЫ Страна Дата Великобритания —— 10 января 1918 г.
БАК | Поставки Big Rock
Продукты 1-14 из 14
Сортировать по…БрендНазвание продуктаНовейшие продуктыЦеновая политика от низкой до высокойЦена от высокой до низкойРейтинг от низкой до высокойОценка от высокой до низкойОбщее количество отзывов
Показать 24 на страницу 48 на страницу 72 на страницу 96 на страницу 120 на страницу
Быстрый просмотрРукоятка для сварочного аппарата BAK Micon
Наличие: Есть в наличии
Пункт №: РУЧКА-МИКОН —Рукоятка для полуавтоматической сварочной машины BAK Micon. Помогает оказывать равномерное давление в положении стоя.
Рукоятка для сварочного аппарата BAK Micon
Наличие: Есть в наличии
Пункт №: РУЧКА-МИКОН —Рукоятка для полуавтоматической сварочной машины BAK Micon. Помогает оказывать равномерное давление в положении стоя.
Быстрый просмотрПолуавтоматический сварочный аппарат для сварки близко к углу, закрывает зазор между ручным сварочным инструментом и сварочным автоматом.
Наличие: Есть в наличии
Номер товара: БАК-МИКОН-Э —Полуавтоматический сварочный аппарат для сварки близко к углу, закрывает зазор между ручным сварочным инструментом и сварочным автоматом.Характеристики: Сварка 20 мм близко к углу Стабильная и прочная конструкция Скорость и температура плавная регулировка Для сварки термопластичных мембран Постоянная температура и скорость Легкость в обращении Давление подается вручную Руководство доступно как аксессуар MicOn Edge очень похож на стандартный MicOn, только сопло, ролик и направляющая материала разные ….
Полуавтоматический сварочный аппарат для сварки близко к углу, закрывает зазор между ручным сварочным инструментом и сварочным автоматом.
Наличие: Есть в наличии
Номер товара: БАК-МИКОН-Э —Полуавтоматический сварочный аппарат для сварки близко к углу, закрывает зазор между ручным сварочным инструментом и сварочным автоматом.Характеристики: Сварка 20 мм близко к углу Стабильная и прочная конструкция Скорость и температура плавная регулировка Для сварки термопластичных мембран Постоянная температура и скорость Легкость в обращении Давление подается вручную Руководство доступно как аксессуар MicOn Edge очень похож на стандартный MicOn, только сопло, ролик и направляющая материала разные ….
Быстрый просмотрСварочный полуавтомат
Наличие: Есть в наличии
Товар №: БАК-МИКОН —Экономичный приводной ручной инструмент.Закрывает разрыв между ручным сварочным инструментом и сварочным автоматом. Характеристики: — Стабильная и прочная конструкция — Бесступенчатая регулировка скорости и температуры — Для сварки термопластичных мембран — Постоянная температура и скорость — Простота в обращении — Давление задается вручную (ручка в комплект не входит)
Сварочный полуавтомат
Наличие: Есть в наличии
Товар №: БАК-МИКОН —Экономичный приводной ручной инструмент.Закрывает разрыв между ручным сварочным инструментом и сварочным автоматом. Характеристики: — Стабильная и прочная конструкция — Бесступенчатая регулировка скорости и температуры — Для сварки термопластичных мембран — Постоянная температура и скорость — Простота в обращении — Давление задается вручную (ручка в комплект не входит)
Быстрый просмотрБесплатная доставка!
Распродажа!
Аналогичен Leister Triac, но с более высоким расходом воздуха
Наличие: Есть в наличии
Товар №: БАК-РИОН —Сравним с LEISTER, но с большим расходом воздуха! Ручной пистолет для сварки всех типов термопластов для кровли, полов, брезента, пластмассовых изделий и т. Д.Высокое качество Удобство в обслуживании Долговечные щетки Большой ассортимент принадлежностей Оптимальные характеристики / отличная цена Простая сварка с эргономичной ручкой Высокая скорость сварки обеспечивает высокую производительность
Аналогичен Leister Triac, но с более высоким расходом воздуха
Наличие: Есть в наличии
Товар №: БАК-РИОН —Сравним с LEISTER, но с большим расходом воздуха! Ручной пистолет для сварки всех типов термопластов для кровли, полов, брезента, пластмассовых изделий и т. Д.Высокое качество Удобство в обслуживании Долговечные щетки Большой ассортимент принадлежностей Оптимальные характеристики / отличная цена Простая сварка с эргономичной ручкой Высокая скорость сварки обеспечивает высокую производительность
Быстрый просмотрВключает сопло и валик
Наличие: Есть в наличии
Товар №: БАК-РИОН-БК —Ручной пистолет для сварки всех типов термопластов для кровли, полов, брезента, пластмассовых изделий и т. Д.Характеристики: Высокое качество Удобство в обслуживании Долговечные щетки Большой выбор принадлежностей Оптимальная производительность / отличная цена Простая сварка с эргономичной ручкой Высокоскоростная сварка обеспечивает высокую производительность Комплект включает: RiOn Heat Gun 40 мм Сопло 40 мм Ручной ролик Ящик для инструментов …
Включает сопло и валик
Наличие: Есть в наличии
Товар №: БАК-РИОН-БК —Ручной пистолет для сварки всех типов термопластов для кровли, полов, брезента, пластмассовых изделий и т. Д.Характеристики: Высокое качество Удобство в обслуживании Долговечные щетки Большой выбор принадлежностей Оптимальная производительность / отличная цена Простая сварка с эргономичной ручкой Высокоскоростная сварка обеспечивает высокую производительность Комплект включает: RiOn Heat Gun 40 мм Сопло 40 мм Ручной ролик Ящик для инструментов …
Быстрый просмотрВключает две насадки, валик, элемент, щетки, воздушный фильтр и щетку для очистки
Наличие: Есть в наличии
Товар №: БАК-РИОН-ДК —Ручной пистолет для сварки всех типов термопластов для кровли, полов, брезента, пластмассовых изделий и т. Д.Характеристики: Высокое качество Удобство в обслуживании Долговечные щетки Большой ассортимент принадлежностей Оптимальная производительность / отличная цена Простая сварка с эргономичной ручкой Высокая скорость сварки обеспечивает высокую производительность Комплект включает: RiOn Heat Gun 40 мм Сопло 20 мм Сопло Щетка для очистки сопла Запасной элемент Запасные щетки Запасной воздушный фильтр Рука 40 мм роликовый ящик для инструментов …
Включает две насадки, валик, элемент, щетки, воздушный фильтр и щетку для очистки
Наличие: Есть в наличии
Товар №: БАК-РИОН-ДК —Ручной пистолет для сварки всех типов термопластов для кровли, полов, брезента, пластмассовых изделий и т. Д.Характеристики: Высокое качество Удобство в обслуживании Долговечные щетки Большой ассортимент принадлежностей Оптимальная производительность / отличная цена Простая сварка с эргономичной ручкой Высокая скорость сварки обеспечивает высокую производительность Комплект включает: RiOn Heat Gun 40 мм Сопло 20 мм Сопло Щетка для очистки сопла Запасной элемент Запасные щетки Запасной воздушный фильтр Рука 40 мм роликовый ящик для инструментов …
Быстрый просмотрВключает портативный генератор Honda EU2000i
Наличие: Есть в наличии
Номер позиции: BAK-PRK2000 —Этот портативный кровельный комплект включает ручной инструмент для горячего воздуха BAK RiOn и генератор Honda 2000W, который весит 46 фунтов.Характеристики: Плавная электронная регулировка потока воздуха от 10 до 250 л / мин Доступны сопла для сварки внахлест Простая сварка с эргономичной ручкой и чрезвычайно удобная в обслуживании Температура с электронным плавным регулированием от 20 до 650 ° C Также используется для усадки и сварки пластмасс. В комплект входит: BAK RiOn Ручной термовоздушный инструмент Honda EU2000i Generator (46 фунтов) 20 мм …
Включает портативный генератор Honda EU2000i
Наличие: Есть в наличии
Номер позиции: BAK-PRK2000 —Этот портативный кровельный комплект включает ручной инструмент для горячего воздуха BAK RiOn и генератор Honda 2000W, который весит 46 фунтов.Характеристики: Плавная электронная регулировка потока воздуха от 10 до 250 л / мин Доступны сопла для сварки внахлест Простая сварка с эргономичной ручкой и чрезвычайно удобная в обслуживании Температура с электронным плавным регулированием от 20 до 650 ° C Также используется для усадки и сварки пластмасс. В комплект входит: BAK RiOn Ручной термовоздушный инструмент Honda EU2000i Generator (46 фунтов) 20 мм …
Быстрый просмотрБесплатная доставка!
Аппарат для сварки горячим воздухом кровельных мембран из ТПО, ПВХ, ECB, CSPE и модифицированного битума
Наличие: Есть в наличии
Пункт №: БАК-ЛАРОН —Новый полностью бесщеточный сварочный аппарат! Единственный в отрасли сварочный аппарат с полностью бесщеточным электродвигателем! Требуется меньше технического обслуживания Больше воздушного потока для большей производительности Защищено эксклюзивной отраслевой гарантией Hapco на 3 года Руководство
Аппарат для сварки горячим воздухом кровельных мембран из ТПО, ПВХ, ECB, CSPE и модифицированного битума
Наличие: Есть в наличии
Пункт №: БАК-ЛАРОН —Новый полностью бесщеточный сварочный аппарат! Единственный в отрасли сварочный аппарат с полностью бесщеточным электродвигателем! Требуется меньше технического обслуживания Больше воздушного потока для большей производительности Защищено эксклюзивной отраслевой гарантией Hapco на 3 года Руководство
Быстрый просмотрБесплатная доставка!
Новинка!
Может развивать скорость до 20 м в минуту!
Наличие: Есть в наличии
Пункт №: БАК-ЛАРОН-Н —Самый быстрый сварщик крыш на рынке! Выберите оптимальную скорость сварки от 1 до 20 м / мин — это до 65 футов / мин! Самая быстрая в мире автоматическая сварочная машина для термосварки Для сварки кровельных мембран и брезента Сварка без морщин Сварка стандартным ТПО со скоростью до 15-20 м / мин Цифровое отображение температуры и скорости Система автоматического запуска привода Регулируемый поток воздуха Техническое описание…
Может развивать скорость до 20 м в минуту!
Наличие: Есть в наличии
Пункт №: БАК-ЛАРОН-Н —Самый быстрый сварщик крыш на рынке! Выберите оптимальную скорость сварки от 1 до 20 м / мин — это до 65 футов / мин! Самая быстрая в мире автоматическая сварочная машина для термосварки Для сварки кровельных мембран и брезента Сварка без морщин Сварка стандартным ТПО со скоростью до 15-20 м / мин Цифровое отображение температуры и скорости Система автоматического запуска привода Регулируемый поток воздуха Техническое описание…
Быстрый просмотрБесплатная доставка!
Сопло 80 мм, предназначенное для правильной сварки модифицированного битума
Наличие: Есть в наличии
Товар №: БАК-ЛАРОН-БИТУМ-80 —LarOn улучшил Varimat: максимальная скорость сварки 23 фута в минуту (6 футов / мин.Улучшение) Отсутствие необходимости в замене приводного ремня, благодаря новой системе цепного привода Современная модульная электроника (снижает затраты на ремонт на две трети) Фрезерованная прочная алюминиевая рама с пожизненной гарантией от поломки
Сопло 80 мм, предназначенное для правильной сварки модифицированного битума
Наличие: Есть в наличии
Товар №: БАК-ЛАРОН-БИТУМ-80 —LarOn улучшил Varimat: максимальная скорость сварки 23 фута в минуту (6 футов / мин.Улучшение) Отсутствие необходимости в замене приводного ремня, благодаря новой системе цепного привода Современная модульная электроника (снижает затраты на ремонт на две трети) Фрезерованная прочная алюминиевая рама с пожизненной гарантией от поломки
Быстрый просмотрБесплатная доставка!
Самый компактный автоматический аппарат для сварки горячим воздухом для сварки всех термопластичных кровельных материалов
Наличие: Есть в наличии
Товар №: БАК-КРОВЕЛЬ —Самый маленький автоматический сварочный аппарат BAK горячим воздухом для сварки всех термопластичных кровельных материалов.Характеристики: Ширина 8 дюймов — отлично подходит для парапетов 230 В, 3400 Вт Температура: 68-1112 ° F 40-миллиметровое сопло Легкость 31 фунт Функция автоматического запуска Трансмиссия с прямым приводом
Самый компактный автоматический аппарат для сварки горячим воздухом для сварки всех термопластичных кровельных материалов
Наличие: Есть в наличии
Товар №: БАК-КРОВЕЛЬ —Самый маленький автоматический сварочный аппарат BAK горячим воздухом для сварки всех термопластичных кровельных материалов.Характеристики: Ширина 8 дюймов — отлично подходит для парапетов 230 В, 3400 Вт Температура: 68-1112 ° F 40-миллиметровое сопло Легкость 31 фунт Функция автоматического запуска Трансмиссия с прямым приводом
Быстрый просмотрСварка на расстоянии всего 0,8 дюйма от лицевой панели!
Наличие: Есть в наличии
Пункт №: БАК-КРОВЕЛЬ-П-КРАЙ —Просто — Легко — Доступно Характеристики: Сваривает всего за 0.8 дюймов от лицевой панели Может также использоваться для приваривания к поверхности Ширина сварного шва 40 мм
Сварка на расстоянии всего 0,8 дюйма от лицевой панели!
Наличие: Есть в наличии
Пункт №: БАК-КРОВЕЛЬ-П-КРАЙ —Просто — Легко — Доступно Характеристики: Сваривает всего за 0.8 дюймов от лицевой панели Может также использоваться для приваривания к поверхности Ширина сварного шва 40 мм
Быстрый просмотрСварка на расстоянии всего 0,8 дюйма от лицевой панели!
Наличие: Есть в наличии
Номер товара: BAK-ROOFON-R-EDGE-DG —Просто — Легко — Доступно Характеристики: Сваривает всего за 0.8 дюймов от лицевой панели Может также использоваться для приваривания к поверхности Ширина сварного шва 40 мм
Сварка на расстоянии всего 0,8 дюйма от лицевой панели!
Наличие: Есть в наличии
Номер товара: BAK-ROOFON-R-EDGE-DG —Просто — Легко — Доступно Характеристики: Сваривает всего за 0.8 дюймов от лицевой панели Может также использоваться для приваривания к поверхности Ширина сварного шва 40 мм
Быстрый просмотрМеталлический ящик для инструментов для сварочного аппарата BAK LarOn
Наличие: Есть в наличии
Пункт №: BAK-LARONTOOLBOX —Металлический ящик для инструментов для сварочного автомата BAK LarOn
Металлический ящик для инструментов для сварочного аппарата BAK LarOn
Наличие: Есть в наличии
Пункт №: BAK-LARONTOOLBOX —Металлический ящик для инструментов для автоматического сварочного аппарата BAK LarOn
Полуавтоматический отрезной станок для усовершенствования метода автоматической угловой сварки и оценки процесса сварки
В случае недавно построенного стального судна сварка усиленных пластин, таких как сферическая плоская сталь, выполняется на каждой из переборок, что обычно требует двусторонних угловых сварных швов и сварки в случае сборных плит.Обычно используется сварка в среде защитного газа (FCAW), обычно применяемая двумя способами. Во-первых, использование всей ручной сварки. Этот подход менее затратный. Но есть очевидные недостатки, эффективность производства очень низкая; колебания качества сварки, некрасивое формирование сварного шва, вызовет много переделок, непроизводительные затраты труда, отходы материалов; тонкая деформация переборки также велика, исправление фейерверков. Это также увеличивает стоимость. Другой метод — использование профессионального оборудования для угловой сварки.Этот метод быстрый, эффективный; формирование хорошее, меньше ремонтировать; Но оборудование дороже, работа оборудования на рабочих требует, например, ремонт повреждений оборудования больше проблем, высокая стоимость. Как правило, только в сложных условиях сварки стали, используемых в производстве корпусов, не стоит. Стремление к максимальной прибыли является темой развития предприятия, чтобы повысить эффективность сварки, снизить производственные затраты в качестве отправной точки, улучшить и применить сварочный процесс в судостроительном процессе и в то же время обеспечить качество продукции, может снизить затрат и повышения эффективности.В проекте Boskalis-SMIT (лодка № ZPMC1040), построенном Zhenhua Heavy Industry, был принят эффективный метод, заключающийся в преобразовании дешевой и простой в эксплуатации полуавтоматической малогабаритной отрезной машины, которая была дешевой и простой в эксплуатации, в автоматическое филе. сварочный аппарат. Практическое применение, эффект неплохой. Однако этот новый метод сварки не признается в качестве ручного или профессионального сварочного оборудования, в соответствии с требованиями классификационных обществ новый метод сварки требует оценки процесса сварки, через эту оценку можно использовать в проектах судостроения.
1. Полуавтомат для резки, преобразованный в автомат угловой сварки
Полуавтоматический отрезной станокв основном используется для резки стального листа, режущей системы, корпуса, регулировочного устройства, направляющей и других основных компонентов. Одно тело приводится в движение внутренним моторным приводным колесом в гусенице после ходьбы; Панели кузова — это регулировка скорости, переключатель выбора направления спереди и сзади, выключатель питания, чтобы обеспечить контроль за ходьбой автомобиля.По характеристикам полуавтоматической раскройной машины раскройная машина имеет следующие усовершенствования:
(1) Удалите оригинальную систему резки внешних компонентов (внутренняя фиксация, также может использоваться для резки), вместо установленной газовой сварочной горелки.
(2) Выключатель питания внутри фюзеляжа, использование 2-контактного разъема с 2-проводным кабелем, подключенным к проводу, проволоке и соединению кабеля управления сварочным аппаратом (без пускового переключателя сварочной горелки и кабеля управления), таким образом, для достижения В то же время прогулочную машину можно сварить.
(3) на стороне фюзеляжа установки бокового направляющего колеса, чтобы использовать автомобиль для достижения угловой сварки, чтобы гарантировать, что автомобиль соответствует форме сварки. После преобразования полуавтоматической машины для резки в функцию, которая была способна полностью удовлетворить потребности в автоматической угловой сварке, только один рабочий может легко работать.
2. Оценка сварочного процесса
Это модифицированное применение угловой сварки, которое отличается от ручной сварки, также отличается от профессиональной сварки сварочных тележек. Этот метод сварки должен быть одобрен классификационным обществом для применения в соответствующем проекте.Прежде всего, инженеры-технологи сварки, в соответствии с опытом и соответствующими нормами подготовки «Планирования сварочного процесса» (WPSP), представленных классификационным обществам, уполномоченным инспекторам для рассмотрения, инспектор будет WPSP материалы, соединения, положение сварки, Методы сварки, сварочные материалы и другие требования пересматриваются один за другим, в дополнение к соответствующим параметрам также рассматриваются, такие как ток, напряжение, скорость сварки, а также для подтверждения того, соответствует ли размер испытательной платы требованиям и т. Д. на.После одобрения сюрвейером WPSP будет представлен на одобрение, и верфь продолжит работу в соответствии с одобренным планом.
1, свидетель распиловки доски. Верфь приглашает инспектора стать свидетелем резки испытательных панелей и предоставляет инспектору материальную гарантию для утверждения. Сюрвейер проверит информацию на стальной пластине, исправив на каждом куске доски выбитый штамп классификационного общества. (Обычно нужно урезать больше, чем набор тестовых досок.)
2, свидетелем сварки. Когда все готово, верфь приглашает сюрвейера наблюдать за всем процессом сварки. Инспектор сначала проверяет штамповку испытательной пластины, условия канавки, качество перед заклинанием, квалификационный сертификат сварщика, амперметр сварщика, сертификат испытания вольтметра, различное испытательное оборудование в цикле испытаний и его сертификат испытаний и так далее. Организуйте соответствующую квалификацию сварщика на предварительный нагрев, сварочные работы. Сварочный процесс, верфь и сюрвейер организовали обследование и регистрацию различных параметров и данных, таких как ток и напряжение, процесс сварки, а также измерение температуры предварительного нагрева и температуры сварки.По завершении сварки инспектор должен проверить, соответствует ли внешний вид сварного шва требованиям. Все заканчивается, дорисовка всех записей, подтверждение подписи сюрвейера. Если есть проблема, например, внешний вид сварного шва не соответствует требованиям, необходимо организовать повторную сварку, повторно пригласить свидетеля в качестве свидетеля.
3, свидетель НК. Геодезист должен выполнить МП и пригласить геодезиста в качестве свидетеля. Квалификация оператора передается сюрвейеру для проверки.Если квалифицирован, предоставьте инспектору отчет MT. Если нет квалификации, вам необходимо выполнить повторную сварку, повторите описанные выше шаги.
4, засвидетельствовал механические свойства образца образца для испытаний. Каждый блок должен быть проштампован на штампе классификационного общества. А потом порезка в лабораторию для обработки.
5, Пломба передачи. Во время обработки испытательного блока необходимо обработать штамп оригинального классификационного общества, что требует от инспектора выполнения переноса штампа.
6, чтобы засвидетельствовать испытание механических свойств. Когда все готово, сюрвейера приглашают засвидетельствовать механические свойства испытательного блока, в основном испытания на растяжение и удар. Инспектор должен проверить аттестацию испытательного оборудования и аттестат о квалификации лаборатории, проверить штамп на стали, температуру удара и так далее. В конце теста инспектор должен будет подписать данные теста, а затем лаборатория подготовит официальный отчет об испытании. Такие, как механические характеристики не соответствуют требованиям, в соответствии с нормативными требованиями заключается в повторной организации теста производительности или прямой оценке отказа, а затем в соответствии с вышеуказанными шагами, чтобы повторно организовать оценку.
7, проверьте макрокоррозию. После консультации с сюрвейером заранее проводят коррозию. Необходимо соблюдать требования к коррозии. Инспектор приглашается проверить коррозию, и инспектор подписывает отчет о коррозии.
8, чтобы засвидетельствовать испытание на твердость. По запросу инспектор может присутствовать при испытании образца на твердость. Предоставьте инспектору испытательное оборудование и аттестат лаборатории. По окончании теста инспектор должен будет подписать данные теста.Лаборатория предоставляет официальный отчет об испытаниях. Если твердость не соответствует требованиям, оценка неудачна, необходимо повторно выполнить вышеуказанные шаги оценки.
9. Чтобы собрать и представить все данные и подготовить «PQR» (PQR) в соответствии с PQR, подготовьте формальную «Процедуру сварки» (WPS). И отправьте сюрвейеру на утверждение. После проверки сюрвейером пломбы подписываются и опечатываются. Этот WPS вступает в силу. После указанной выше оценки метод сварки может быть официально использован в проекте.
3.Улучшенный автомат угловой сварки
(1) легко настраивается; автомобильный свет, индивидуальное использование или передвижение в одиночку; проста в эксплуатации, оператор не предъявляет высоких требований.
(2) автомобиль может быть положительным и отрицательным направлением работы, двусторонней сваркой, чтобы уменьшить диапазон воздуха.
(3) широкий спектр применения. Может использоваться не только при строительстве кораблей, но и в других больших коробчатых конструкциях.
(4) внешний вид сварного шва, высокое качество сварки, сокращение переделок.
(5) за счет низких цен на полуавтоматический отрезной станок и других более дорогих по сравнению со специальной сварочной машиной, позволяет снизить затраты на оборудование. Не для сварки также может быть преобразован обратно в режущий станок, может быть машиной двойного назначения, что позволяет сэкономить средства.
Источник: http://www.huawei-cutting.com