Что такое сварка: виды и классификация сварки
В промышленности и строительстве, а также при ремонте сварка получила широкое распространение. В чем заключается суть процесса, какая принята классификация и каковы основные характеристики каждого класса вы узнаете из этой статьи.
1. Определение процесса сварки
Для стыковки деталей в промышленности и строительстве используют различные технологии. Лидерскую позицию удерживает сварка. Она широко используется в машиностроении и других отраслях промышленности, при проведении строительных и ремонтных работ. Такую популярность можно объяснить высокой надежностью конструкций, получаемых в результате, и их прочностью. Технология экономически выгодна, отличается высокой производительностью.
Сварка — это технологический процесс, в результате которого образуются неразъемные соединения материалов. Иногда понятие ошибочно относят только к технологии соединения металлических элементов.
На физическом уровне при сварке атомы и молекулы соединяемых поверхностей образуют прочные связи. Чтобы такие соединения возникли, необходимо соблюдать некоторые условия:
- свариваемые поверхности нужно очистить от загрязнений, оксидов, инородных атомов;
- для облегчения взаимодействия атомов между собой должна произойти их энергетическая активация;
- свариваемые заготовки необходимо разместить на таком расстоянии, которое можно было бы сопоставить с межатомным расстоянием в элементах.
В процессе остывания происходит образование сварочного шва на стыке.
2. Классификация видов сварки
Существующие виды сварки можно поделить на три класса. Эти большие группы выделяют на основании таких различий:
Эти большие группы выделяют на основании таких различий:
- специфика техники;
- характеристики свариваемого материала;
- особенности защиты процесса сварки от воздействия воздуха.
Способ воздействия на детали — это главный критерий, который позволяет выделить следующие три вида этого процесса:
- Термическая сварка. Совершается при помощи тепла, с применением дополнительных материалов. Источником тепловой энергии при данном виде сварки может служить газовое пламя, плазменный поток, электрическая дуга. Под воздействием высокой температуры присадочный металл плавится, получившаяся жидкость заполняет промежутки между элементами. После остывания получается неразъемное соединение.
 При физическом воздействии происходит переход механической энергии в кинетическую, что позволяет нагреть элементы до нужной температуры.
При физическом воздействии происходит переход механической энергии в кинетическую, что позволяет нагреть элементы до нужной температуры.- Комбинированная сварка. Также известна как термомеханическая, заключается в сочетании перечисленных выше способов. В таком процессе используется давление и тепловая энергия. Например, металл могут предварительно нагреть до нужной температуры, а затем при помощи внешнего воздействия образуется неразъемное соединение.
 При физическом воздействии происходит переход механической энергии в кинетическую, что позволяет нагреть элементы до нужной температуры.
При физическом воздействии происходит переход механической энергии в кинетическую, что позволяет нагреть элементы до нужной температуры.В каждый из перечисленных классов входит несколько видов сварочного процесса. Основной критерий для разделения — это источник энергии, которая воздействует на свариваемые поверхности.
3. Термический класс сварки
Приведенные ниже способы сварки связаны с образованием сварочной ванны в ходе процесса. Ее образование происходит при участии двух металлов: основного и присадочного. Присадочным металлом при термической сварке может выступать металлический пруток, электрод. Источником тепла — сварочная дуга, пламя горючего газа, сконцентрированный поток лучей, термит. Используемый источник тепла определяет, к какому виду относится конкретный способ соединения деталей.
Источником тепла — сварочная дуга, пламя горючего газа, сконцентрированный поток лучей, термит. Используемый источник тепла определяет, к какому виду относится конкретный способ соединения деталей.
3.1 Дуговая
Дуговая сварка наиболее распространена. Для нее не нужны специальные приспособления или инструменты. Для дуговой сварки необходим мощный стабильный разряд электричества в ионизированной атмосфере газов. Во время зажигания дуги происходит ионизация дугового промежутка, которая поддерживается на протяжении всего горения.
Зажигание дуги — это процесс, происходящий в три этапа:
- Контакт металлической заготовки и электрода вызывает короткое замыкание. Оно служит для достижения температуры, необходимой при сварке.
- Затем инструмент отводится на небольшое расстояние (от 3 до 6 мм). Такое действие провоцирует начало термоэлектронной эмиссии электронов.
- Предыдущие действия позволяют добиться возникновения устойчивого дугового разряда. Это происходит, так как дуговой промежуток становится электропроводным.
 Это происходит, так как дуговой промежуток становится электропроводным.
Это происходит, так как дуговой промежуток становится электропроводным.Данный вид сварки разделяется на три подгруппы исходя из метода соединения деталей:
Материал, число электродов, а также способ их включения в цепь электротока формируют еще одну классификацию дугового вида сварки на несколько подвидов:
- Сварка неплавящимся электродом дугой прямого действия. Используется графитный или вольфрамовый электрод, присадочный материал применяется не всегда.
-
Сварка плавящимся электродом дугой прямого действия. Применяется металлический электрод, одновременно происходит плавление основного металла.
- Сварка косвенной дугой. Как правило, этот способ предполагает использование двух неплавящихся электродов.
- Сварка трехфазной дугой. Горение дуги при таком способе происходит между электродами, а также между основным металлом и каждый электродом.
 Применяется металлический электрод, одновременно происходит плавление основного металла.
Применяется металлический электрод, одновременно происходит плавление основного металла.3.2 Газовая
При газовой сварке источником тепла выступает пламя. Это делает данный способ пригодным для использования в полевых условиях и местах, где нет доступа к электричеству, так как питание от электросети не требуется. Еще одно характерное отличие газовой сварки от дуговой — нагрев и остывание свариваемых поверхностей происходят достаточно медленно и плавно. Поэтому технология подходит для соединения тонкостенной стали, цветных металлов, а также для проведения наплавки.
Данный вид предполагает расплавление металла под воздействием пламени, которое образуется в результате горения смеси горючих газов с кислородом. Обычно используют ацетилен или пропан, реже — пары бензина или керосин. Плавление присадочного металла участвует в формировании шва на стыке элементов, соединенных сваркой.
Обычно используют ацетилен или пропан, реже — пары бензина или керосин. Плавление присадочного металла участвует в формировании шва на стыке элементов, соединенных сваркой.
3.3 Лучевая
Области применения лучевого вида сварки — радиодетали, электронные схемы и другие микродетали. Сам процесс происходит под воздействием светового луча. В отличие от других видов сварки, этот должен происходить в специальной камере с вакуумной средой. В противном случае луч будет рассеиваться из-за плотности воздуха.
Способность соединять микро-детали — это отличительное преимущество такого способа, чего нельзя достичь при применении любого другого. Технология широко применяется в радиоэлектронной отрасли.
Лазерную сварку отличают швы высокой точности. В то же время нагревание поверхностей минимально, поэтому даже тонкий материал в результате соединения не деформируется. Такой способ позволяет направлять энергию с помощью призмы в труднодоступные места, которые не получилось бы соединить, применяя другие виды соединений.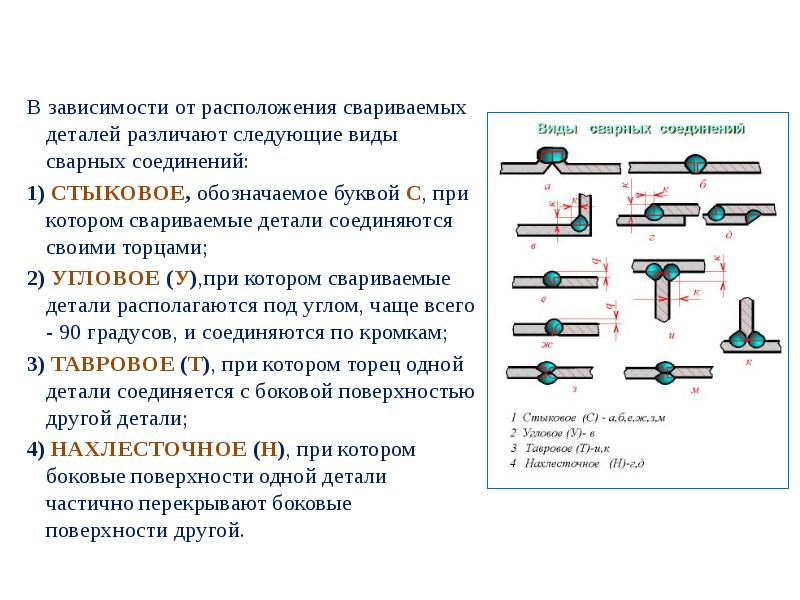
Источником энергии может выступать не только световой луч, но и поток электронов из электронной пушки.
3.4 Термитная
Термит, который используют при данном виде соединения деталей, представляет собой специальную смесь для расплавления металла. В ее состав входят алюминий, магний, металлическая окалина. Смесь в виде порошка засыпают в жаропрочную емкость и разжигают с помощью электрической дуги, пропастрона или специального шнура. Тепло, которое выделяется при горении термита, плавит кромки деталей. Расплавленная деталь, смешиваясь с металлом свариваемых деталей, образует неразъемное соединение — происходит сварка.
Соединение, которое получается в результате, отличается высокой прочностью. Этим объясняется востребованность и популярность данного вида сварки в работе с крупногабаритными изделиями. В частности, способ применяется для стыковки труб, рельсов, а также для наплавки крупногабаритных изделий.
3.5 Электрошлаковая
Ни один другой из приведенных видов не подходит для соединения толстых металлических деталей толщиной от 5 см до 3 метров лучше, чем электрошлаковый. При такой сварке вертикально установленные заготовки с двух сторон закрывают с помощью подвижных ползунов из меди с водяным охлаждением. На поддон насыпают слой флюса, который служит источником тепла, а под ним зажигают дугу. Расплавленный флюс становится токопроводящим, он хорошо плавит кромки основного металла и присадочную проволоку.
Сварку такого типа применяют для работы со всеми видами стали, чугуна, некоторыми цветными металлами. Промышленное значение электрошлакового способа очень велико, благодаря экономической выгоде. Чем больше площадь поверхности, которая поддается сварке, тем рациональнее его использование.
4. Термомеханический класс сварки
Термомеханические или комбинированные виды сварочного соединения применяются тогда, когда другим способом невозможно создать ровный шов. Чаще всего таким образом требуется соединить небольшие элементы. В этом классе различают три вида сварки:
Чаще всего таким образом требуется соединить небольшие элементы. В этом классе различают три вида сварки:
- кузнечная;
- контактная;
- диффузионная.
Каждый из них предполагает комбинацию теплового и механического воздействия на соединяемые детали.
4.1. Кузнечная
Соединение железных заготовок при помощи молота и наковальни было известно задолго до возникновения современных видов сварки.
Качество соединения напрямую зависит от мастерства кузнеца, а также от того, насколько хорошо поверхности были очищены от налета перед началом работы. Мастер, производящий сварку данным способом, нагревает заготовки в горне и соединяет их ударами молота, положив друг на друга.
Соединить таким образом получится только пластичные металлы. Невысокая производительность и недостаточная надежность привели к низкой востребованности кузнечного вида сварки.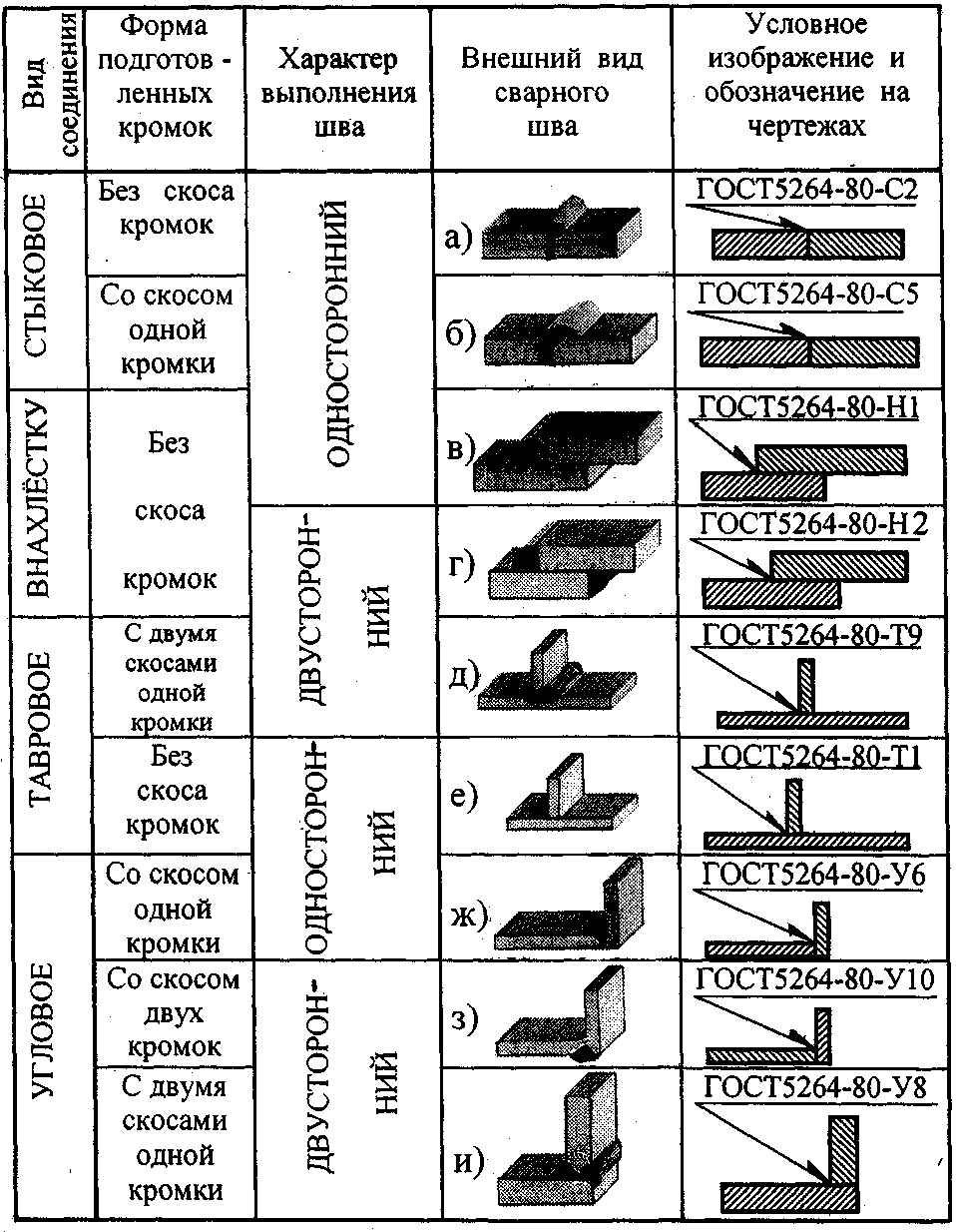 Иногда используется механизированный подвид: когда нагретые заготовки сдавливает пресс. Описанный способ называют прессовой сваркой.
Иногда используется механизированный подвид: когда нагретые заготовки сдавливает пресс. Описанный способ называют прессовой сваркой.
4.2 Контактная
Сварное соединение формируется в процессе пластической деформации. Контактная сварка названа так потому что нагрев происходит благодаря прилеганию поверхности иглы к изделию. В точках контакта выделяется максимальное количество теплоты, которое способствует достижению термопластичного состояния или плавления. Дальнейшее сдавливание провоцирует образование новых точек контакта. Это, в свою очередь, способствует сближению поверхностей на межатомные расстояния, то есть, сварке.
Существуют различные классификации данного процесса по типу сварного соединения, виду сварочной машины, роду питающего трансформатор тока. По типу сварочного соединения выделяют несколько видов для решения разных задач:
- стыковая — нагревается вся площадь контакта;
- точечная — образуются соединения в местах сдавливания под воздействием тока;
- шовная — предполагает соединение деталей внахлест с помощью роликовых электродов;
-
рельефная — на плоскости предварительно наносятся выступы, которые разглаживаются после подачи тока.
Контактной сваркой можно легко соединить мелкие детали. Она высокопроизводительная, легко автоматизируется. По этой причине такую сварку используют в машиностроении в составе роботизированных комплексов.
4.3 Диффузионная
Технология базируется на диффузии, то есть взаимном проникновении атомов соединяемых материалов при плотном прижатии друг к другу. Сварку проводят в вакуумной среде или среде инертного газа. В начале процесса детали помещают в специальную камеру, где их закрепляют и начинают передавать усилие. Под воздействием электрического тока происходит нагревание поверхностных слоев металла до близких к плавлению температур. Этому виду соединения металлов способствует высокая диффузионная способность атомов. Более надежное скрепление деталей можно обеспечить, если оставить их на некоторое время под воздействием тока.
Сварку этого типа применяют при плохо контрастирующих материалах. Распространение этого способа не настолько широкое, как у других в группе.
Распространение этого способа не настолько широкое, как у других в группе.
5. Механический класс сварки
Главная особенность способов сварки, относящихся к данному классу, — механическое воздействие на металл с целью нагревания. Выделяемое тепло плавит металл, происходит его соединение. Способы, с помощью которых производят сварку — трение, взрыв, давление, ультразвук.
5.1 Трение
Суть процесса: вращение и давление оказываются на свариваемые металлические элементы. Технология сварки трением считается перспективной разработкой. В процессе могут вращаться как обе заготовки, так и одна из них, в то время как другая неподвижно закреплена.
В зависимости от особенностей технологии различают такую сварку:
- Трение с перемешиванием.
- Инерционная.
- Колебательная.
- С непрерывным приводом.
- Радиальная.
- Орбитальная.

Во всех случаях сила трения разогревает металл до температуры плавления, что делает возможной сварку деталей.
Основные преимущества данного способа заключаются в его высоком качестве и прочности полученной конструкции, небольшом энергопотреблении в сравнении с другими методами. Сварку таким способом можно применять для соединения металлов с разной температурой плавления. Процесс хорошо поддается автоматизации и широко используется в промышленных целях. Чаще всего такую сварку применяют при работе со стержневыми конструкциями и трубами небольшого диаметра.
5.2 Холодная
Применение этого способа сварки предполагает соединение деталей давлением. Неразъемное крепление образуется, когда элементы деформируются и вдавливаются друг в друга. Стыковка деталей становится возможна благодаря межатомным связям.
Холодную сварку делят на три категории:
- шовная;
- стыковая;
-
точечная.

Технологию применяют для соединения шин, труб или проволоки. Для получения качественного и прочного соединения холодной сваркой необходимо тщательно подготовить место стыка. Результат также зависит от степени сжатия и характера воздействия — вибрационного или статичного.
5.3 Взрывом
Детальная методика данного способа сварки до сих пор не разработана, он считается одним из самых редких.
Процесс сварки взрывом начинается с установки привариваемой заготовки над основным металлом. Затем на привариваемую часть устанавливают детонатор. В качестве взрывных веществ чаще всего используют состав гранулотола, аммонита, гексогена.
После взрыва ударная волна на большой скорости направляет подвижную деталь — она ударяется о нижнюю пластину. Давление в месте контакта значительно превосходит прочность металлов, при котором они переходят в жидкое состояние. За доли секунды происходит молекулярное соединение двух металлических деталей с общей кристаллической решеткой.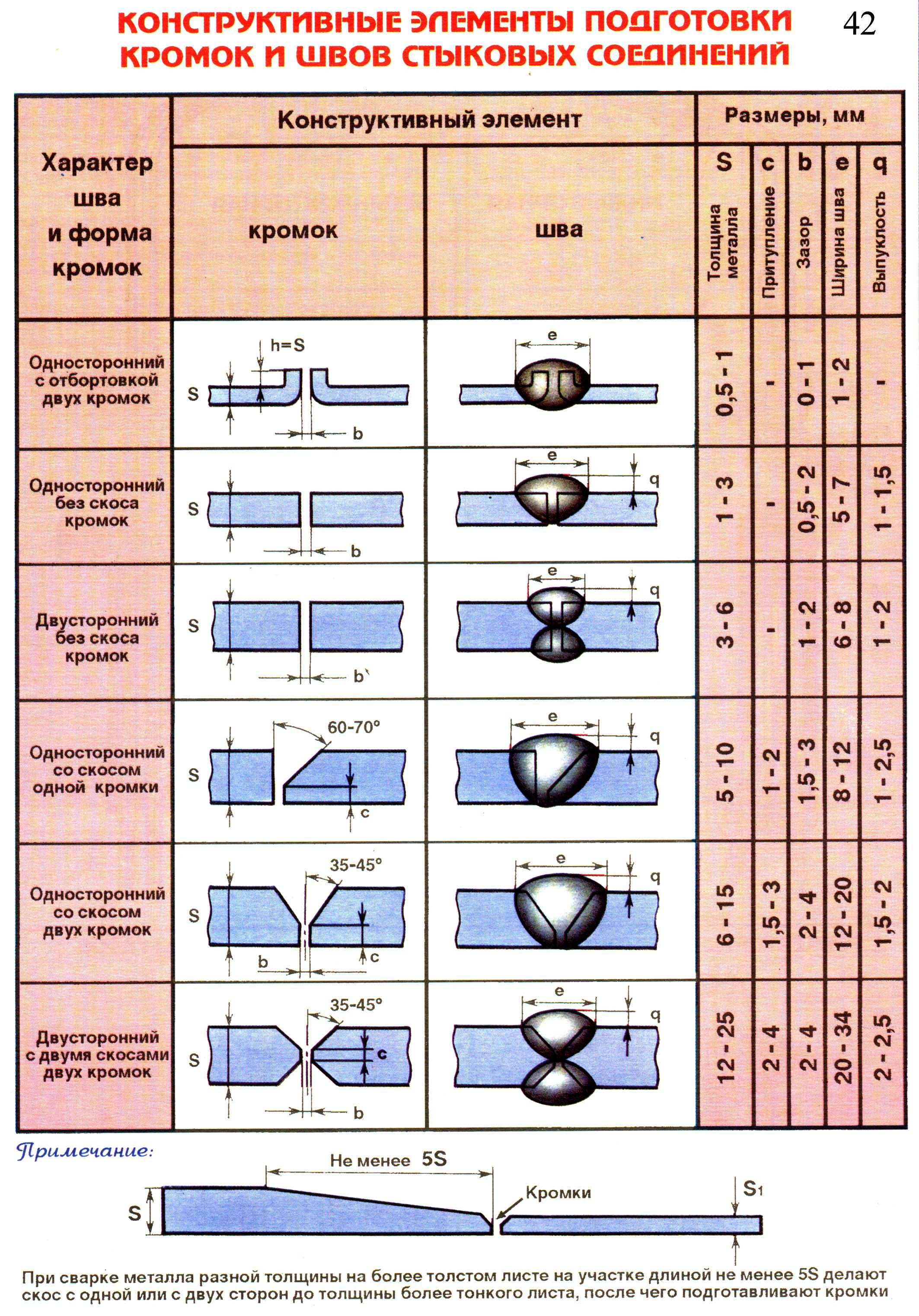 То есть, прочную сварку обеспечивает синхронная пластическая деформация двух элементов. При этом диффузия происходит только в верхних слоях металла за счет низкой продолжительности процесса.
То есть, прочную сварку обеспечивает синхронная пластическая деформация двух элементов. При этом диффузия происходит только в верхних слоях металла за счет низкой продолжительности процесса.
Сварку взрывом используют в промышленных целях для соединения разнородных металлов. С ее помощью изготавливают крупногабаритные заготовки и детали, в том числе биметаллические, а также наносят износостойкий слой толщиной до 45 мм на металлические заготовки.
5.4 Ультразвуковая
Ультразвуковой сваркой называют соединение деталей при помощи ультразвуковых волн. Они создают колебания, которые сближают атомы свариваемых заготовок на расстояние, позволяющее им соединиться в общую структуру. Высокое качество соединений делает ультразвуковую сварку достаточно востребованной, несмотря на высокую стоимость оборудования, в производстве электросхем маленьких размеров, соединении металлов с неметаллами. Сварку можно применять точечно, контурно или шовно.
Перед проведением ультразвукового соединения деталей не нужно предварительно очищать поверхности, что экономит время. При сварке элементов из пластмассы важную роль играет возможность контролировать температурный диапазон во избежание перегрева. Ультразвук нагревает поверхность за доли секунды, не выделяя вредные пары и газы.
Череповецкий завод металлоконструкций имеет многолетний опыт изготовления мостовых конструкций, навесов, настилов, гидротехнических сооружений и других металлоконструкций. Сварка и сборка происходит с соблюдением технологий и стандартов качества. Наши клиенты получают продукцию в оговоренный срок и по выгодным ценам.
Сварные соединения: все разновидности, подробное описание
Чтобы произвести грамотное и хорошее соединение металлов, необходимо применять сварочные работы. Это может делать только обученный профессионал, который знает обо всех нюансах варки. Благодаря сварочному шву можно соединить не только металлы, но и другие материалы. Все элементы, которые были состыкованы в неразъемный узел, представляют собой соединение, которое можно разграничивать на несколько зон.
Все элементы, которые были состыкованы в неразъемный узел, представляют собой соединение, которое можно разграничивать на несколько зон.
Зоны сварного соединения
Это такие соединения, которые получаются в процессе сварочной работы. Их разделяют на несколько зон:
- Сплавочное место. Так называют границу между основным материалом и металлом полученного шва. Именно в этом месте будут находиться зёрна, которые будут отличаться своей структурой от состояния основного вида материала. Это происходит из-за того, что имеется частичное расплавление материала во время сварной работы.
- Область термического влияния. Так называется зона основного материала, которая не подвергается оплавлению, хотя процесс нагрева произошёл, и структура изменилась.
- Сварочный шов. Это такой участок, который будет образовываться во время процесса кристаллизации. Всё это происходит, когда металл начинает остывать.
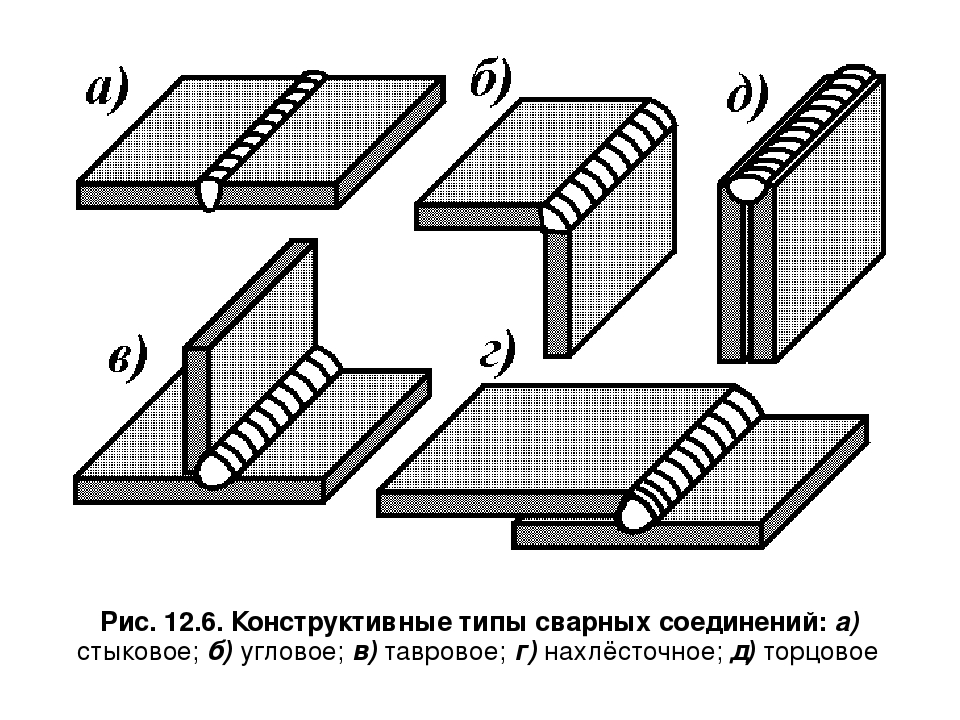
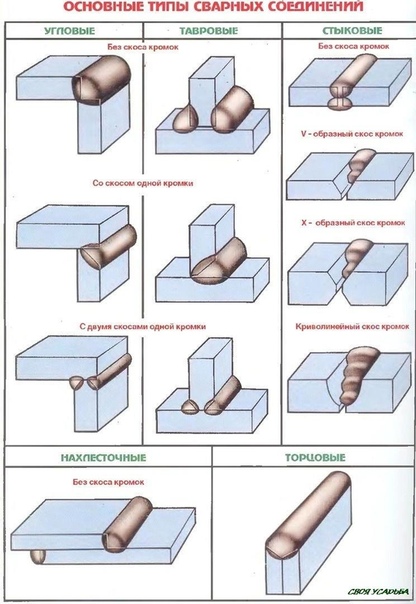
Разновидности сварных швов и соединений
Различия сварных соединений объясняются тем, что рабочий применяет неидентичные расположения стыкуемых частей относительно друг друга.
По расположению
- Встык. Стыковка элементов будет осуществляться на одной плоскости торцами друг к другу. Материалы могут иметь разную толщину, а потому соединяемые торцы относительно друг друга могут вертикально сместиться.
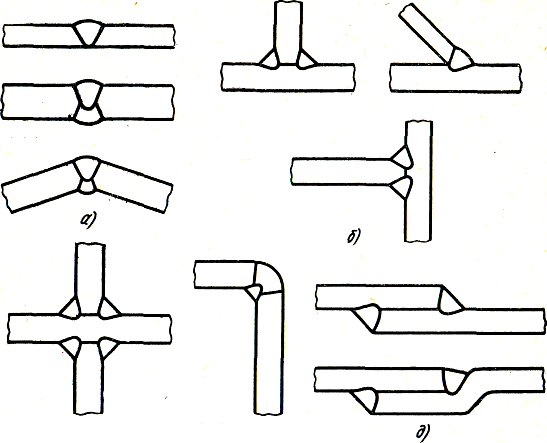
- Соединение угловое. В таком варианте торцы будут смещаться под определённым углом. Процесс сварки осуществляется на всех краях деталей, которые будут примыкать друг к другу.
- Соединение внахлёст. Детали под сварку располагаются параллельно и частично перекрывают друг друга.
- Соединение торцевое. Несколько частей элементов, которые необходимо сварить, будут совмещаться параллельно друг другу, а после их состыкуют по торцам.
- Тавровое соединение. При таком варианте торец детали примыкает к боку другого элемента под определённым углом. Виды сварочного соединения будут зависеть ещё и от вида сварочных швов, которые квалифицируются по некоторым основным признакам.
По способу выполнения
- Односторонний шов. Его можно выполнять, полностью проплавляя металл по всей длине конструкции.
- Двусторонний. Для начала нужно выполнить одностороннюю сварку, удалить корень, а уже после переходить к выполнению сварочных работ с другой стороны обрабатываемого материала.
- Однослойный. Такой вид обычно выполняют с помощью сварки в один проход, получается один наплавленный валик.
- Многослойный. Применение такого вида обычно обуславливается большой толщиной металла, когда выполнять сварку одним проходом невозможно по различным причинам. Слой шва состоит из нескольких валиков или проходов. Таким образом, есть возможность ограничить распространение термического воздействия. В результате получится очень качественное и прочное сварное соединение.
 Его можно выполнять, полностью проплавляя металл по всей длине конструкции.
Его можно выполнять, полностью проплавляя металл по всей длине конструкции.По пространственному положению
Различается несколько положений сварки:
- Нижнее положение. Шов будет находиться в нижней горизонтальной плоскости, это угол в 0 градусов относительно земной поверхности. Горизонтальное положение. Валик будет вестись горизонтально, а деталь может располагаться под углом от 0 до 60 градусов.
- Вертикальное. В такой ситуации поверхность, которая подвергается сварке, будет располагаться в плоскости от 60 до 120 градусов, а сама сварка будет проводиться по вертикальному направлению.
- Потолочное положение. Вся работа будет проходить под углом в 120 или 180 градусов. Это означает, что сварной шов расположен над сварщиком.
- Положение «в лодочку». Такое положение объясняется тем, что сваривать необходимо угловую или тавровую поверхность. Детали будут выставляться под определённым наклоном, а сварка проходить в угол.
 Горизонтальное положение. Валик будет вестись горизонтально, а деталь может располагаться под углом от 0 до 60 градусов.
Горизонтальное положение. Валик будет вестись горизонтально, а деталь может располагаться под углом от 0 до 60 градусов.По протяжённости
Можно производить непрерывный шов. Обычно такие применяются на производстве, когда нужно качественное и крепкое соединение. Но бывают и исключения.
Вторым вариантом считается прерывистый шов, который обычно применяется в угловом соединении. Такой вид шва может применяться в том случае, если необходимо шахматно закрепить некоторые детали друг с другом.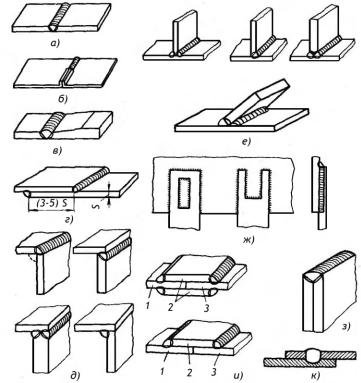 Ещё такой вид соединения делается, если требуется цепной порядок сварки
Ещё такой вид соединения делается, если требуется цепной порядок сварки
Показатель сварного шва
Имеется несколько основных параметров, которыми характеризуются все полученные швы:
- Ширина. Это размер, который устанавливается между границами шва, которые прорисовывают видимыми линиями сплавления.
- Корень. Это будет вторая сторона, находящаяся в отдалении от лицевой части конструкции.
- Выпуклость. Заметить можно в самой выпуклой части шва. Этим параметром обозначается расстояние от границы самого большого выступа до плоскости основного металла.
- Катет. Такой параметр наблюдается только в тавровом или угловом соединении. Этот показатель можно измерить самым маленьким расстоянием от поверхности сбоку одной из деталей до ограничительных линий, которые находятся на поверхности второй детали.
Разделка кромок
Эту конструктивную особенность будут применять в таких ситуациях, когда толщина металла составляет более 7 мм. Разделка кромок означает снятие частей металла с кромки в определённой форме. Такой процесс необходимо выполнять при однопроходной сварке стыковых швов. Это нужно для того, чтобы получилось правильное соединение. Если имеется толстый материал, то разделку нужно проводить для того, чтобы расплавить корневой проход, а после направляющими валиками равномерно заполнить полость. Таким образом будет провариваться металл по всей толщине.
Разделка кромок означает снятие частей металла с кромки в определённой форме. Такой процесс необходимо выполнять при однопроходной сварке стыковых швов. Это нужно для того, чтобы получилось правильное соединение. Если имеется толстый материал, то разделку нужно проводить для того, чтобы расплавить корневой проход, а после направляющими валиками равномерно заполнить полость. Таким образом будет провариваться металл по всей толщине.
Разделку кромок также выполняют, если толщина металла составляет больше 3 мм. Если значение более низкое, то можно прожечь металл.
Разделка характеризуется несколькими конструктивными параметрами:
- зазор;
- угол разделки кромок;
- притупление.
Чтобы посмотреть все эти параметры, необходимо изучить чертёж. Если производить разделку кромок, то увеличится количество расходного материала. Именно поэтому такую величину стараются как можно эффективнее минимизировать.
Она будет подразделяться по нескольким видам конструктивного исполнения:
- V-образная.
- Х-образная.
- Y-образная.
- U-образная.
- Щелевая.
Особенности
- Если имеется малая толщина материала, которая составляет от 3 до 25 мм, то необходимо применять одностороннюю V-образную разделку. Скос можно выполнить на 2 торцах или только на одном.
- Если металл имеет толщину в 12−60 мм, то лучше всего сваривать с двухсторонней X-образной разделкой.
- Для толщины в 20−60 мм желательно использовать расход металла при U -образной разделке. Так будет намного экономнее. Скос можно выполнить по двум или одному торцам. Тогда притупление составит 1 или 2 мм, а значение зазора равняется двум миллиметры.
- Если имеется большая толщина металла, то наиболее эффективным способом является щелевая разделка.
Чтобы произвести качественное сварное соединение необходимо правильно выбрать процедуру, поскольку всё это будет влиять на несколько факторов шва:
- Работоспособность.
- Прочность и качество соединения.
- Экономичность.

Стандарты
- Дуговая сварка. Швы сварные и соединения по ГОСТу 5264−80 будут включать типы, конструктивные размеры для сварки, которые покрыты электродами в любых пространственных положениях. Сюда не будут входить трубопроводы, выполненные из стали.
- Соединение стальных трубопроводов. Используется ГОСТ 16037–80 , который будет определять основной тип, разделку кромок, конструктивный размер при механизированном способе соединения.
- Соединение трубопровода из меди и медно-никелевого сплава. Предусмотрен ГОСТ 16038–80 .
- Дуговая сварка алюминия. Применяется ГОСТ 14806–80 . Формы, размеры, подготовка кромок для варки алюминия и сплавов, процесс происходит исключительно в защитной среде.
- Флюс. ГОСТ 8713–19 . Все швы будут выполняться при помощи автоматической или механизированной сварки на весу при помощи флюсовой подушки. Применяется для металлов от 1,5 до 160 мм.
- Алюминий в инертных газах. ГОСТ 27580–88 . Это стандарт на полуавтоматическую, ручную или автоматическую сварку. Выполнять необходимо неплавящимся электродом в инертных газах, где имеется присадочный материал и распространяется всё это, если алюминий имеет толщину от 0,8 до 60 мм.

Обозначение сварочных швов
Имеются специальные нормативные документы, которые обозначают название сварочных швов на чертежах или в общем виде.
Если швы видимые, то их обозначают сплошной линией. А если их не видно, то штрихованной линией. От линии будет отводиться специальные выноски со стрелками.
Обозначение сварного шва будет производиться на специальной полке для выноски. Надпись нужно сделать точно над полкой, если соединение будет находиться с лицевой стороны детали. Если имеется обратный вариант, то обозначение располагается под полочкой. Сюда нужно будет включить информацию о шве в определённой последовательности:
- Вспомогательные символы.
- Обозначение шва, конструктивного элемента и ГОСТ соединения.
- Название шва по определённому стандарту.
- Способ соединения деталей.
- Если имеется угловое соединение, то в этом месте указывается катет.
- Прерывистость шва, если имеется. Здесь необходимо указать расположение отрезка в сварке, а также шаг.
- Дополнительные знаки, которые имеют вспомогательное значение.

Вспомогательные знаки
Такие знаки необходимо наносить сверху полочки, в том случае, если шов на чертеже будет видимым, и под ней, если он невидимый:
- Снятие усиления шва.
- Обработка деталей, которые обеспечивают плавный переход к основному виду материала, необходимо исключить наплывы и неровности.
- Шов надо выполнять по незамкнутой линии, такой знак будет применяться, если он виден на чертеже.
- Чистота обработки поверхности соединения.
Если каждое соединение будет выполнено только по одному ГОСТу, иметь идентичные разделки, а также конструктивные размеры, обозначения, то стандарты на сварку будут оказываться в техническом требовании. В конструкции необязательно указывать все одинаковые швы, но их необходимо разбить по группам и присвоить порядковый номер. На одном шве нужно указать полное обозначение. На остальные же можно поставить только порядковый номер. В нормативном документе необязательно указывать нужно точное количество групп, а также число швов.
Как видно, имеется очень много нюансов в сварной работе. Настоящий профессионал должен чётко разбираться во всех особенностях сварных соединений, а также знать все нюансы сварки, чтобы грамотно произвести свою работу. Вся необходимая информация будет указываться на чертеже, который также нужно уметь читать сварщику.
Все ли сварочные швы одинаковы — виды, классификация, область применения
Сварочный или сварной шов — участок сварочного соединения, где под воздействием сварочного аппарата образуется неразрывное соединение деталей будущей конструкцией. Существуют разные виды сварных швов, которые классифицируются по разным признакам.
Существуют разные виды сварных швов, которые классифицируются по разным признакам.
Блок: 1/5 | Кол-во символов: 246
Источник: https://tehno-gid.net/inf/vse-li-svarochnye-shvy-odinakovy-vidy-svarochnyh-shvov.html
Что такое сварочный шов
Для начала определимся с понятиями «сварочный шов» и «сварочное соединение», потому что некоторые источники рассматривают их как одно и то же, другие разводят формулировки.
Самое короткое определение: сварочный шов – это неразъемное соединение сваркой.
Второй вариант раскрывает физику процесса сварки как таковой: сварочный шов – это участок, в котором соединены две или несколько деталей в результате кристаллизации или деформации вещества, или одного и другого вместе. Так или иначе, сварочные швы и соединения логичнее принимать за один и тот же процесс.
Один из самых старых и известных среди специалистов стандартов – «ГОСТ 5264 – 80 Ручная дуговая сварка. Соединения сварные». Этот ГОСТ был введен в действие еще в 1981 году, он до сих пор прекрасно справляется со своими задачами: четко и ясно перечислены основные виды сварных швов, их размеры, конструктивные элементы и инструкции, как правильно класть сварочный шов.
 Отличный пример документа, который не нуждается в корректировках в течение долгого времени.
Отличный пример документа, который не нуждается в корректировках в течение долгого времени.Блок: 2/11 | Кол-во символов: 1158
Источник: https://tutsvarka.ru/vidy/svarochnye-shvy
Из чего состоит сварочное соединение
Сварочное соединение состоит из следующих элементов:
- Непосредственно сварной шов – зона стыка деталей.
- Зона сплавления.
- Зона термического влияния сварочного аппарата – это участок металла, где заметны термические изменения в результате воздействия сварки.
- Основной металл – остальная площадь металлических деталей, которые соединили с помощью сварки.
Иногда путают термины «сварное соединение» и «сварочный шов». Неразъемное соединение двух или более металлических элементов называют сварным соединением. Шов – это зона, где стыкуются две металлические детали. В свою очередь, сварочное соединение является частью сварной конструкции – металлической конструкции, состоящей из нескольких элементов, сваренных в одно целое.
При выполнении сварки в несколько слоев, выделяют также корневой шов – это самый первый сварочный слой, расположенный глубже других. При его выполнении воздействие должно быть максимальным и по возможности – непрерывным.
Блок: 2/5 | Кол-во символов: 973
Источник: https://tehno-gid.net/inf/vse-li-svarochnye-shvy-odinakovy-vidy-svarochnyh-shvov.html
Какие бывают сварочные швы и соединения, классификация
В таблице 1 приведены основные типы сварочных соединений, сгруппированные по форме поперечного сечения.
№ п/п | Сварные соединения и швы | Особенности расположения | Основное применение | Примечание |
| 1 | Стыковые | Соединяемые детали, элементы находятся в одной плоскости. | Сварка конструкций из листового металла, резервуаров и трубопроводов. | Экономия расходных материалов и времени на сварку, прочность соединения. Тщательная подготовка металла и выбор электродов. Тщательная подготовка металла и выбор электродов. |
| 2 | Угловые | Соединяемые детали, элементы расположены под любым углом относительно друг друга. | Сварка емкостей, резервуаров. | Максимальная толщина металла 3 мм. |
| 3 | Нахлесточные | Параллельное расположение деталей. | Сварка конструкций из листового металла до 12 мм. | Большой расход материала без тщательной обработки. |
| 4 | Тавровые (буквой Т) | Торец одного элемента и боковая часть другого находятся под углом | Сварка несущих конструкций. | Тщательная обработка вертикального листа. |
| 5 | Торцовые | Боковые поверхности деталей примыкают друг к другу | Сварка сосудов без давления | Экономия материала и простота исполнения |
По способу выполнения:
- Двухсторонние – сварка с двух противоположных сторон с удалением корня первой стороны;
- Однослойные – выполнение за один «проход», с одним наплавленным валиком;
- Многослойные – число слоев равно числу «проходов». Применяется при большой толщине металла.
 Применяется при большой толщине металла.
Применяется при большой толщине металла.По степени выпуклости:
- Выпуклые – усиленные;
- Вогнутые – ослабленные;
- Нормальные – плоские.
На выпуклость шва влияют используемые сварочные материалы, режимы и скорость сварки, ширина разделки кромок.
По положению в пространстве:
- Нижние – сварка ведется под углом 0° – наиболее оптимальный вариант, высокие производительность и качество;
- Горизонтальные – сварка ведется под углом от 0 до 60° требуют повышенной
- Вертикальные- сварка ведется под углом от 60 до 120° квалификации сварщика;
- Потолочные – сварка ведется под углом от 120 до 180° – наиболее трудоемкие, небезопасные, сварщики проходят специальное обучение.
По протяженности:
- Сплошные – самые распространенные;
- Прерывистые – негерметичность конструкции.
Виды сварных соединений и швов по взаимному расположению:
- Расположены по прямой линии;
- Расположены по кривой линии;
- Расположены по окружности.

По направлению действующего усилию и вектору действия внешних сил:
- фланговые – вдоль оси сварного соединения;
- лобовые – поперек оси сварного соединения;
- комбинированные – сочетание фланговых и лобовых;
- косые –под некоторым углом к оси сварного соединения.
Виды сварных швов по форме свариваемых изделий:
- на плоских поверхностях;
- на сферических.
Виды швов зависят также от толщины рабочего материала и от длины самого стыка:
- короткие – не > 25 см, при этом сварка производится способом «за один проход»;
- средние – длиной < 100 см – используется обратно-ступенчатый способ сварки, при этом строчка разбивается на малые отрезки длиной в 100-300 мм;
Все протяженные швы обрабатываются обратно-ступенчатым способом, от центра к краям.
Блок: 3/4 | Кол-во символов: 3009
Источник: https://svarkagid.ru/tehnologii/klassifikatsiya-svarnyh-shvov-soedinenij.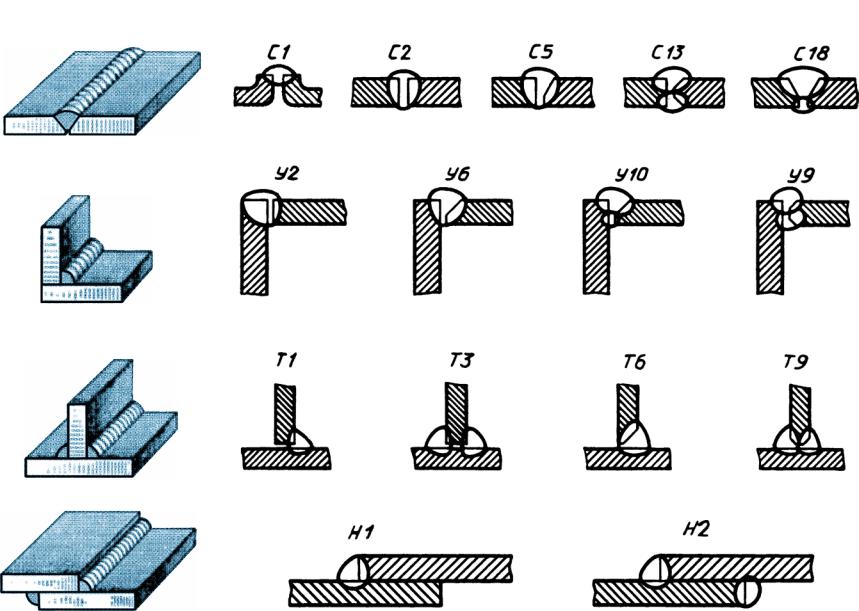 html
html
Траектория движения
Особое влияние на шов оказывает траекторию движения электрода. Она в любом случае имеет колебательный характер. Иначе две поверхности сшить не удастся.
Колебания могут быть похожи на зигзаги с разным шагом между острыми углами траектории. Они могут быть плавными, напоминающими движение по смещенной восьмерке. Траектория может быть подобна елочке или прописной букве Z с вензелями вверху и внизу.
Идеальный шов имеет постоянную высоту, ширину, равномерный внешний вид без дефектов в виде кратеров, подрезов, пор, непроваров. Название возможных изъянов говорит само за себя. Хорошо отработав умения, можно успешно накладывать любой шов, сваривать разнообразные металлические детали.
Блок: 3/8 | Кол-во символов: 705
Источник: https://svaring.com/welding/teorija/svarochnye-shvy
Виды
Сварные швы классифицируют по нескольким основным признакам – в зависимости от вида стыка, сечения, пространственного расположения, и т. д. Каждый шов применяется в зависимости от общей идеи конструкции, целесообразности, и других условий.
д. Каждый шов применяется в зависимости от общей идеи конструкции, целесообразности, и других условий.
По виду соединения
Стыковочные или стыковые швы – самые простые и распространенные. Они образуются, когда две детали соединяют их торцевыми поверхностями. Благодаря методу стыковки расход металла получается меньший, чем при использовании других способов соединения деталей.
Шов в данном случае может быть:
- Односторонний со скосом кромки – рекомендуется при сварке деталей толщиной 8-25 мм. Самый популярный вид скоса – V-образный, но иногда используется и U-образное соединение.
- Односторонний без скоса кромки – применяется при сваривании листов металла толщиной до 4 мм.
- Двусторонний со скосом кромки – толщина от 12 мм. В этом случае чаще всего применяется X-образное скашивание кромок, которое требуется меньшего расхода металла в сравнении с V-образным.
- Двусторонний без скоса кромок – при сваривании деталей толщиной до 8 мм.

Мнение эксперта
Куликов Владимир Сергеевич
При соединении без скоса кромок рекомендуется делать небольшой зазор (1-2 мм) между листами металла. Это нужно, чтобы обеспечить качественное сваривание. При скошенных кромках необходимо их слегка притупить, чтобы избежать дефектов сварки.
Они образуются, когда два листа металла, или другие металлические детали соединяют в виде буквы «Т». Одна часть будущей конструкции прислоняется торцом к боковой поверхности другой части. Тавровые соединения также могут быть без скоса кромок, с односторонним или двусторонним скосом.
- Нахлесточные швы
Используются, когда две детали необходимо расположить в параллельных плоскостях, чуть внахлест по отношению друг к другу. Такие швы рекомендуется использовать при сварке листов толщиной от 10 мм. Сваривают детали с обеих сторон.
Образуются, если детали соединяют под прямым или любым другим углом. Иногда для прочности такие швы делают с обеих сторон соединения.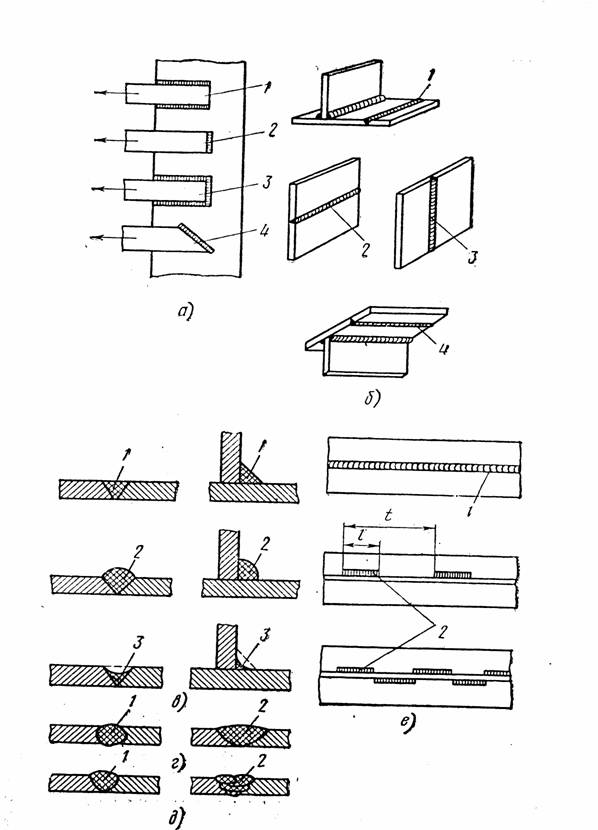 В зависимости от толщины деталей, они могут быть со скошенными кромками, или без них.
В зависимости от толщины деталей, они могут быть со скошенными кромками, или без них.
Угловые швы также делятся по протяженности сварочных отрезков (участков воздействия сварки) на:
- Непрерывные – сплошной сварочный шов.
- С шахматным расположением сварочных отрезков – участки воздействия сварки на одной стороне противоположны участкам с другой стороны.
- Цепные – участки сварки с обеих сторон стыка расположены одинаково.
По степени выпуклости
Принято считать, что сварной шов должен быть ровным и практически незаметным. Однако глубина или вогнутость шва зависит в первую очередь от типа сварного соединения и выбранного режима сварки.
По этому признаку швы делятся на следующие виды:
- Выпуклые – рекомендованы при статическом режиме сварочного аппарата. Это так называемые усиленные швы.
- Нормальные – с минимальной выпуклостью.
- Вогнутые, или ослабленные – используются при угловых соединениях. Браком является наличие вогнутого шва при стыковом соединении конструкции.

По умолчанию подразумевается, что все соединения должны быть усиленными и слегка выпуклыми. Вогнутый шов должен быть обозначен на чертеже будущей конструкции.
По количеству проходов
Многопроходной сварочный шов.
По числу проходов сварочным аппаратом и слоев швы могут быть:
- Однопроходными (или однослойными).
- Многопроходными (многослойными).
Под термином «слой сварного шва» подразумевается количество металла, наплавленного за один проход сварочным аппаратом (сварочных валиков).
При небольшой толщине металла (до 5 мм) рекомендуется выполнять однопроходные швы. В угловых соединениях толщиной 6-8 мм также достаточно одного слоя, а для стыковых соединений – двух. Швы с большим количество слоев (5-6) можно использовать только для толстого металла – не менее 18-20 мм.
По действующему усилию
По этому критерию сварные швы подразделяются на несколько видов:
- Фланговые – действующее усилие параллельно области шва.
- Лобовые – усилие аппарата направлено перпендикулярно.
- Косые – усилие идет под углом менее 90 градусов.
- Комбинированные – совмещают в себе несколько видов.
По конфигурации и положению в пространстве
По этому признаку все швы можно разделить следующим образом:
- Кольцевые – используются для сварки цилиндрических деталей, сваривание идет только снаружи.
- Прямолинейные.
- Вертикальные – шов расположен в вертикальной плоскости.
- Горизонтальные – сварка идет в горизонтальной плоскости.
Особым видом сварочного шва является потолочный. В данном случае усилие идет в горизонтальной плоскости, но выше уровня сварочного аппарата. Поэтому потолочный шов считается самым сложным видом сварки. Очень важно при его выполнении соблюдать технику безопасности – максимально защитить себя сварочной маской и плотной одеждой.
Поэтому потолочный шов считается самым сложным видом сварки. Очень важно при его выполнении соблюдать технику безопасности – максимально защитить себя сварочной маской и плотной одеждой.
При потолочной сварке металл удерживается на поверхности благодаря силе поверхностного натяжения. Поэтому рекомендуется минимизировать размер сварных валиков – проще говоря, периодически отводить электрод в сторону, и давать участку шва застыть. Сваривать нужно в направлении «на себя» — так проще наблюдать за процессом.
По свариваемым материалам
Еще одна классификация – по материалам, которые соединяют друг с другом.
По этому критерию выделяют:
- Швы на углеродистой и легированной стали.
- На цветном металле.
- На биметалле.
- На пластике и полиэтилене.
Мнение эксперта
Куликов Владимир Сергеевич
От вида материала зависит размер электродов, прилагаемое усилие при сварке, и количество сварочных слоев. Как правило, цветные металлы требуют меньшего воздействия, чем легированная сталь.
Как правило, цветные металлы требуют меньшего воздействия, чем легированная сталь.
Блок: 3/5 | Кол-во символов: 5476
Источник: https://tehno-gid.net/inf/vse-li-svarochnye-shvy-odinakovy-vidy-svarochnyh-shvov.html
Сравниваем, оцениваем
Из вышеперечисленных вариантов самыми надежным и экономичным считается стыковой способ сварки. По действующим нагрузкам они практически равны целым элементам, которые не подвергались сварке, иными словами – основному материалу. Естественно, такая прочность достигается только при адекватном качестве работ.
Вместе с тем нужно помнить, что надежность и экономичность способа не означает простоту его исполнения. Требования к обработке краев, подгонка множества факторов под условия конкретной сварки, определенные ограничения в применении из-за формы – все это требует жесткой профессиональной дисциплины.
Сварка стыковых швов.
Тавровые соединения (включая угловые) тоже довольно популярны. Особенно часто их используют при сварке массивных конструкций.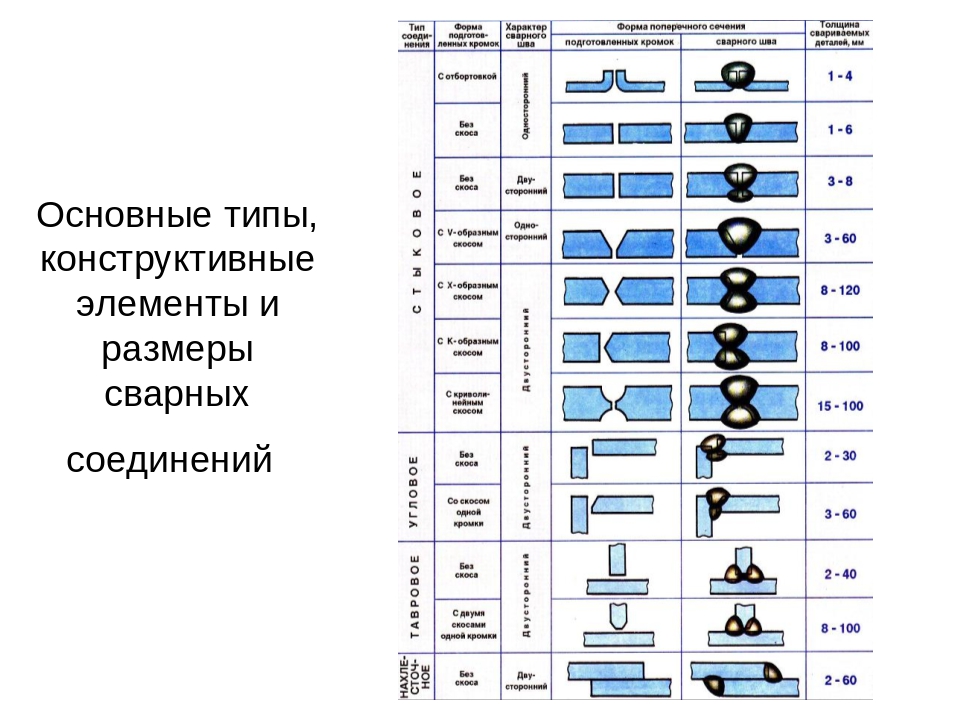
Самые простые для исполнения – соединения внахлест. В них не требуется обработка кромок, общая подготовка тоже намного проще. Очень популярны в сварке листов небольшой толщины (допускается толщина до 60 мм). Простота не означает экономичности: перерасход наплавленного и основного металлов – обычная для таких вариантов ситуация.
Блок: 4/11 | Кол-во символов: 1219
Источник: https://tutsvarka.ru/vidy/svarochnye-shvy
Характерные виды брака в сварных швах и соединениях
На рисунке 4 представлены наиболее часто встречающиеся виды брака при сварке изделий, которые могут значительно снизить прочность шва и конструкции в целом.
***
Блок: 4/5 | Кол-во символов: 222
Источник: http://k-a-t.ru/detali_mashin/13-dm_svarka/
Слои и расположение в пространстве
Шов металла может состоять из валика, сделанного за один проход. В этом случае он называется однослойным. При большой толщине свариваемых деталей выполняют несколько проходов, в результате которых последовательно образуются валики один на другом. Такое сварочное соединение называется многослойным.
Такое сварочное соединение называется многослойным.
Учитывая многообразие производственных ситуаций, при которых происходит сварка, понятно, что сориентированы швы в каждом конкретном случае по-разному. Бывают швы нижние, верхние (потолочные), вертикальные и горизонтальные.
Вертикальные швы проваривают обычно снизу верх. Применяется траектория перемещения электрода по полумесяцу, елочке или зигзагом. Начинающим сварщикам удобнее перемещать полумесяцем.
При горизонтальной сварке делают несколько проходов от нижней кромки соединяемых деталей до верхней кромки.
В нижнем положении проводят сварку встык или люб
Типы сварки — Типы сварки
Добро пожаловать в это руководство по сварке 101. Здесь мы рассмотрим различные типы сварки, с которыми вы, вероятно, столкнетесь как начинающий сварщик.
Если вы думаете о сварке как о карьере, или просто хотите заняться сваркой в качестве хобби, или для домашних сварочных работ своими руками, мы поможем вам.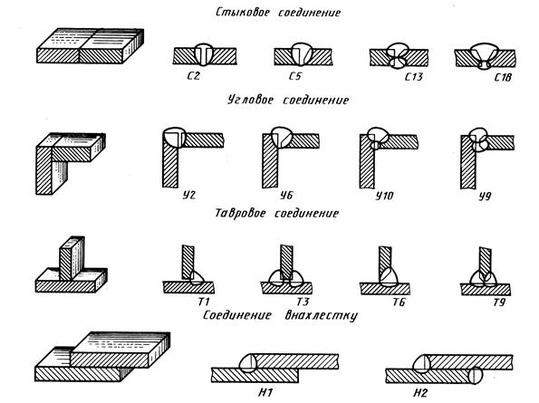
Первые дела в первую очередь — сварщики и там используется
Существует множество применений для сварки и столько же различных типов сварочных процессов.Хотя эта тема многогранна, нас беспокоит то, какое оборудование использовать и как начать сварку.
При сварке 101 для начинающих сварка обычно ограничивается сваркой сталей и сплавов от легких до тяжелых. Именно из этих материалов изготавливается большинство изделий, которые используются в повседневной жизни и в бизнесе. Мы используем эти материалы как при изготовлении, так и при ремонте. Поскольку большая часть наших сварочных аппаратов предназначена для сварки сталей и алюминия, у нас есть четыре доступных метода сварки .
Основными видами сварки являются дуговая сварка, сварка MIG сварка TIG и газовая сварка.
Дуговая сварка и где ее можно использовать.
Дуговая сварка аналогична дуговой сварке. Мы используем стержневой электрод, покрытый флюсом, который защищает выполняемый шов от загрязнения воздухом.
Дуговая сварка используется во многих областях, от домашнего ремонта своими руками до тяжелой промышленности и судостроения. Для новичков этот вид сварки является самым дешевым вариантом и наиболее универсален в зависимости от того, что вы умеете сваривать.Установки для дуговой сварки просты в настройке, а качество сварки остается высоким после освоения основных технологий.
Возможно, не самый простой из четырех методов для освоения, однако, как и все остальное, небольшая практика вскоре приведет к успешной сварке.
Для новичков дуговая сварка лучше всего подходит для сварки листов из мягкой стали, плоских стержней, сплошных круглых и квадратных стержней, стальных профилей с правой стороны и труб. Какие сварочные стержни использовать для мягкой стали? Большинство сталей можно сваривать с помощью сварочных электродов общего назначения, которые продаются в местных магазинах бытовой техники.Существуют сотни различных типов сварочных электродов, используемых во всех областях сварки.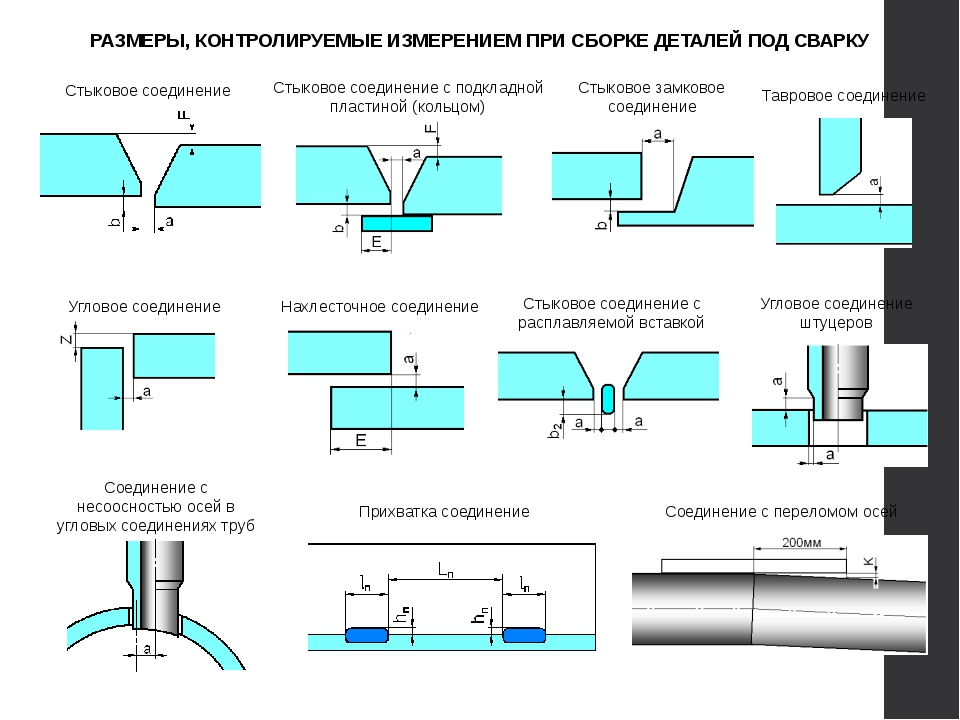 Посетите сварочную площадку Miller, чтобы получить советы по выбору сварочных стержней.
Посетите сварочную площадку Miller, чтобы получить советы по выбору сварочных стержней.
Сварка МИГ, лучшее для начинающих.
СваркаMIG — это, безусловно, самый простой способ начать работу со сваркой 101. Она не только проста в освоении, но и позволяет выполнять несколько различных типов сварки с помощью одного аппарата. Лучший сварочный аппарат MIG, с которым можно начать, не будет стоить больших денег и является лучшим аппаратом для начинающих.
Сварочные аппаратыMIG работают с использованием сплошного проволочного электрода, который находится на катушке внутри сварочного аппарата MIG. Когда оператор нажимает на курок сварочного пистолета, это приводит в действие механизм подачи проволоки и подает сварочную проволоку прямо к выполняемой сварке.
В зависимости от того, что вы собираетесь сваривать, будет зависеть количество мощности, которое вы хотите использовать в своей миграции. Например, сварщики MIG в тяжелой промышленности будут работать на машинах с током около 400 А. Эти аппараты могут сваривать стальные листы толщиной до трех дюймов, и вам не стоит брать с собой сварщика!
Эти аппараты могут сваривать стальные листы толщиной до трех дюймов, и вам не стоит брать с собой сварщика!
Для домашних сварщиков и начинающих сварщиков подойдет аппарат мощностью от 140 до 210 Ампер.Это позволит вам сваривать сталь толщиной до 3/8 дюйма, а машина будет достаточно легкой, чтобы при необходимости переносить ее с работы на работу.
Сварка TIG и ее применение
Сварка TIG — это более специализированный процесс. Лучше всего использовать для качественной и аккуратной сварки. Этот тип сварного шва, который вы, вероятно, встретите при соединении горного велосипеда, широко используется в пищевой промышленности. Сварщики TIG создают чистые сварные швы, которые практически не требуют очистки.
Хотя они не используются широко для начинающих сварщиков 101, они могут пригодиться тем, у кого есть более специализированные хобби, например, сборка велосипедов.Не так быстро, как MIG или сварка электродом, поскольку этот процесс выполняется вручную, когда оператор подает катанку в сварной шов.
Tig являются специализированными и обычно могут использоваться также как сварочные аппараты штангой. Современные сварочные аппараты TIG очень малы и компактны и идеально подходят для работы на стройплощадке. Возможности сварки TIG также включены во многие многоцелевые сварочные аппараты, которые представляют собой сварочные аппараты MIG, Stick и Tig в одном аппарате.
Газовая сварка
В газовой сварке используется кислородно-ацетиленовый газ для создания очень горячего пламени.Кислородно-ацетиленовая горелка нагревает соединяемые металлы до температуры плавления, и на этой стадии вводится присадочный стержень, способствующий плавлению сварного шва.
Очень похоже на старый метод сварки TIG с использованием тех же методов. Больше не используется для самостоятельного изготовления, но есть место, если вы работаете с медью и латунью, где в игру вступает таяние металлов. Также удобен для отопления и газовой резки стали.
Этот тип сварки несколько обременительный, так как вам потребуется два больших газовых баллона для переноски.
FAQ
Q — Может ли сварка вызвать солнечный ожог?
А — Определенно. Всегда носите защитную одежду. Если вы проводите сварку в обшитом металлом или подобном светоотражающем сарае, вы также можете получить ожог задней части шеи просто от отражения, пользуйтесь солнцезащитным кремом!
Q — Может ли сварка повредить глаза?
A — Да, но только если вы не используете сварочную каску. Всегда используйте лучший сварочный шлем, который вы можете себе позволить.
Q — Может ли сварка вызвать проблемы с легкими
A — Сварка в замкнутых пространствах без надлежащей вентиляции требует проблем, однако большинство сварных швов выполняется на открытых площадках, поэтому риск для легких минимален, если вы не вдыхаете чрезмерно пары.
Q — Какой сварочный аппарат лучше?
A — Для начинающих я бы посоветовал небольшой сварочный аппарат MIG, такой как Hobart Handler 140
Q — Сложно ли сварка?
A — Сварка похожа на все новое, и ее освоение требует времени. Некоторые люди будут готовы к работе через полчаса, другим может потребоваться несколько дней, чтобы освоиться. Но это выполнимо для большинства людей.
Некоторые люди будут готовы к работе через полчаса, другим может потребоваться несколько дней, чтобы освоиться. Но это выполнимо для большинства людей.
Общие атрибуты | |
Край / Около | Указывает, следует ли сваривать только одну кромку или весь периметр грани. Край: Вокруг: |
Мастерская / Участок | Указывает, где должен быть сделан сварной шов.Этот параметр влияет на сборки и чертежи. Мастерская: Сайт: |
Позиция | Недоступно для многоугольных сварных швов. Определяет положение сварного шва относительно рабочей плоскости. Тип и положение свариваемых деталей влияют на положение сварного шва. Варианты положения сварного шва: В большинстве случаев Tekla Structures создает сварной шов на грани или стороне детали, обращенной в выбранном направлении (x, y или z).Также следующие факторы могут повлиять на положение сварного шва:
На следующем изображении показаны сварные швы в разных положениях: |
Форма | Форма сварного шва может быть:
|
Подключиться как | См. |
Размещение | Определяет расположение сварного шва по отношению к деталям сборки. Возможные варианты:
|
Препарат | Определяет, какие сборочные детали, если они есть, автоматически подготавливаются к сварке. Возможные варианты:
|
Сварной шов | |
Префикс | Префикс размера сварного шва.Отображается на чертежах, но только если размер сварного шва также определен. Стандартные префиксы ISO 2553: Обратите внимание, что если последний символ префикса — s , Tekla Structures создает твердотельный сварной объект в соответствии с правым изображением, так что a соответствует размеру сварного шва. |
Тип | См. Список типов сварных швов ниже. |
Размер | Размер сварного шва. Если ввести нулевой или отрицательный размер сварного шва, Tekla Structures создает сварной шов, но не отображает его на чертежах. Для составных сварных швов и можно ввести два значения размера. |
Уголок | Угол подготовки под сварку, скосы или канавки. Введите положительное значение для сварных швов со скосом и канавкой. Tekla Structures отображает угол между обозначением типа сварного шва и обозначением контура типа заливки. |
Контур | Контур типа заполнения сварного шва может быть:
|

 Использование сварных швов для создания сборок.
Использование сварных швов для создания сборок.


Дизайн — Часть 1 — TWI
В следующей серии статей о Connect будет рассмотрен дизайн сварки.
Передовая практика проектирования — это не просто вопрос выбора подходящего размера сварного шва или толщины компонента, способного выдерживать рабочие нагрузки; существует множество аспектов проектирования сварного компонента, которые необходимо учитывать в дополнение к расчету допустимых напряжений.Свариваемость и механические свойства, такие как прочность на растяжение, ударная вязкость и сопротивление усталости, с которыми проектировщик должен быть знаком, были рассмотрены в ряде других статей Job Knowledge и не будут рассматриваться в этой серии статей по проектированию.
В дополнение к выбору материала и указанию размеров сварных швов проектировщик должен помнить, что решения, которые он принимает, напрямую повлияют на стоимость, безопасность и удобство эксплуатации конструкции или компонента.
Поэтому проектировщику необходимо:
- выберите наиболее подходящий материал
- выбрать наиболее экономичную конструкцию сварного шва
- спроектировать деталь для сварки с помощью наиболее экономичного процесса
- указывает наименьший сварной шов, приемлемый как для эксплуатации, так и для изготовления.
- используйте наименьшее количество сварных швов
- убедитесь, что имеется соответствующий доступ как для сварки, так и для осмотра
- гарантирует, что заданы реалистичные допуски на размеры и могут быть достигнуты
Вышеупомянутые темы связаны с рядом специализированных технологий, поэтому конструктору важно обращаться за советом к специалистам других профессий, например, к металлургам и сварщикам, а не полагаться исключительно на собственное мнение. Это должно быть сделано до того, как процесс проектирования выйдет за пределы точки невозврата; к сожалению, это часто не так!
Это должно быть сделано до того, как процесс проектирования выйдет за пределы точки невозврата; к сожалению, это часто не так!
Для начала давайте взглянем на некоторые определения. Во-первых, тип или конфигурация соединения, имеющего пять основных форм, как показано на Рис.1 . Обратите внимание, что с этими типами соединений не связаны сварные швы.
Рис.1. Типы соединений (а) — (д)
Эти различные типы соединений могут быть соединены только двумя типами сварных швов.Во-первых, стыковой шов, когда сварной шов находится в плоскости соединяемых компонентов, и, во-вторых, угловой шов, когда сварной шов полностью или большей частью выходит за пределы плоскости компонентов ( Рис. 2, ). Вставные и краевые сварные швы — это несколько особые случаи, о которых мы поговорим позже.
Рис.2. Типы сварных швов
Стыковой сварной шов может быть объединен с угловым сварным швом для образования составного сварного шва, как показано на Рис.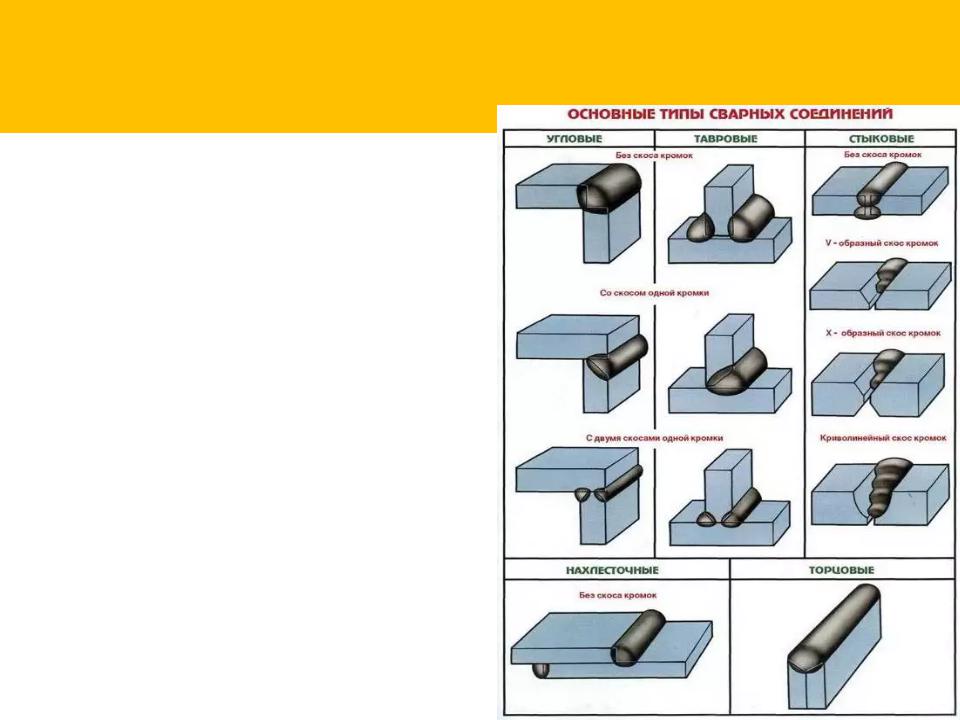 3 :
3 :
Фиг.3. Составные швы
Угловые сварные швы, вероятно, являются наиболее распространенным типом сварных швов, особенно в конструкционных стальных конструкциях, поэтому в этом первом разделе будут рассмотрены некоторые конструктивные особенности угловых швов. Их можно использовать для изготовления тройников, соединений внахлест и угловых соединений ( Рис.4 ).
Рис.4. Типы односторонних угловых сварных швов
Угловой шов имеет приблизительно треугольную форму, размер определяется шириной сварного шва или длиной плеча, как показано на Рис.5 .
Рис.5. Термины, используемые для описания характеристик углового шва
Размеры угловых швов следует указывать предпочтительно с учетом толщины шва «a», хотя часто используется длина ветви «z», и ее легче измерить во время проверки сварного шва. Обычно считается, что длины ветвей имеют одинаковые размеры, при этом сварной шов образует в поперечном сечении равнобедренный треугольник.
Выпуклое филе обычно нежелательно по двум основным причинам.a) соединение металла сварного шва с основным металлом на носке сварного шва может привести к значительному увеличению напряжения и отрицательно повлиять на усталостную долговечность и сопротивление хрупкому разрушению; б) наплавка излишка металла шва в крышке требует времени и денег, не влияя на прочность соединения. Угловой сварной шов вогнутой формы может иметь преимущество с точки зрения усталостной прочности, и, если требуется, ДОЛЖНА быть указана минимальная толщина шва.
Изготовление угловых швов обходится дешевле, чем стыковых, так как не требуется резка или обработка подготовительных швов.Несмотря на то, что они способны выдерживать значительные нагрузки, их не следует использовать там, где приложенные нагрузки вызывают растяжение корня сварного шва, особенно когда нагрузка является динамической — в частности, усталостная долговечность резко снижается. Если такая нагрузка возможна, следует выполнить двухсторонний тройник с использованием двух угловых швов ( рис. 6, ).
6, ).
Рис.6. Предпочтительный тип углового сварного соединения при изгибающих нагрузках
Обычно считается, что сварщику легче выполнить угловой шов, чем стыковой, поскольку сварной шов наплавляется на твердый металл.Однако это не обязательно так, когда требуется полное проплавление корня шва. Известно, что высококвалифицированные сварщики не проходят квалификационные испытания углового сварного шва, если это является проектным требованием. Это важный момент, и он должен быть рассмотрен, во-первых, проектировщиком, который спрашивает, является ли это существенным требованием, а во-вторых, изготовителем при оценке контракта.
Это также поднимает вопрос о том, что угловой сварной шов чрезвычайно сложно исследовать объемным методом с использованием методов неразрушающего контроля для подтверждения его внутренней прочности.Это особенно относится к области корня, где невозможно измерить с какой-либо степенью точности отсутствие плавления, улавливание шлака и т. Д. Поэтому такую же опору на целостность соединения и, следовательно, на эксплуатационные характеристики, не следует возлагать на галтели. сварной шов, который может быть нанесен на полностью проверенный стыковой шов.
Д. Поэтому такую же опору на целостность соединения и, следовательно, на эксплуатационные характеристики, не следует возлагать на галтели. сварной шов, который может быть нанесен на полностью проверенный стыковой шов.
В следующей статье (часть 2) будет обсуждаться тема расчета угловых швов, прежде чем мы перейдем к стыковым соединениям.
Часть 3
Часть 4
Часть 5
Эту статью написал Джин Мазерс.
Искажение — Типы и причины
В этой статье рассматриваются несколько ключевых вопросов, связанных с деформацией при дуговой сварке, особенно основные типы и факторы, влияющие на степень искажения.
Что вызывает искажение?
Поскольку сварка включает сильно локализованный нагрев кромок стыка для плавления материала, в компоненте возникают неоднородные напряжения из-за расширения и сжатия нагретого материала. Первоначально сжимающие напряжения создаются в окружающем холодном основном металле, когда сварочная ванна образуется из-за теплового расширения горячего металла (зона термического влияния), прилегающего к сварочной ванне. Однако растягивающие напряжения возникают при охлаждении, когда сжатию металла сварного шва и непосредственной зоне термического влияния противодействует основная часть холодного основного металла.
Однако растягивающие напряжения возникают при охлаждении, когда сжатию металла сварного шва и непосредственной зоне термического влияния противодействует основная часть холодного основного металла.
Нажмите здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .
Величину тепловых напряжений, возникающих в материале, можно увидеть по изменению объема в зоне сварного шва при затвердевании и последующем охлаждении до комнатной температуры. Например, при сварке стали CMn объем расплавленного металла сварного шва будет уменьшен примерно на 3% при затвердевании, а объем затвердевшего металла сварного шва / зоны термического влияния (ЗТВ) уменьшится еще на 7%, когда его температура упадет с температура плавления стали до комнатной температуры.
Если напряжения, возникающие в результате теплового расширения / сжатия, превышают предел текучести основного металла, происходит локальная пластическая деформация металла. Пластическая деформация приводит к необратимому уменьшению размеров компонентов и искажению конструкции.
Пластическая деформация приводит к необратимому уменьшению размеров компонентов и искажению конструкции.
Какие основные типы искажений?
Искажение бывает шести основных форм:
- Продольная усадка
- Поперечная усадка
- Угловое искажение
- Сгибание и подача
- Пряжка
- Скручивание
Основные характеристики наиболее распространенных форм деформации стыковых и угловых швов показаны ниже:
Сужение зоны сварного шва при охлаждении приводит как к поперечной, так и к продольной усадке .
Неравномерная усадка (по толщине) вызывает угловую деформацию в дополнение к продольной и поперечной усадке.
Например, в одиночном V-образном стыковом шве первый прогон сварки вызывает продольную и поперечную усадку и вращение. Второй прогон заставляет пластины вращаться, используя первый наплавленный металл в качестве точки опоры. Следовательно, сбалансированная сварка двухстороннего V-образного стыкового соединения может использоваться для обеспечения равномерного сжатия и предотвращения угловой деформации.
Аналогичным образом, при одностороннем угловом сварном шве неравномерная усадка вызывает угловое искажение выступающей стойки.Поэтому Двойные боковые угловые сварные швы могут быть использованы для управления искажения в стоячем филе, а потому, что сварной шов только осажденные на одной стороне опорной пластины, угловые искажения теперь будут производиться в пластине.
Продольный изгиб сварных пластин происходит, когда центр сварного шва не совпадает с нейтральной осью сечения, так что продольная усадка в сварных швах приводит к изгибу сечения. Плакированная плита имеет тенденцию изгибаться в двух направлениях из-за продольной и поперечной усадки оболочки; это дает выпуклую форму.Покрытие также производится в усиленной обшивке. Пластины обычно ложатся внутрь между ребрами жесткости из-за угловой деформации сварных швов крепления ребер жесткости (см. Главную фотографию).
При гальванике сжимающие напряжения на больших расстояниях могут вызвать упругое коробление тонких пластин, что приведет к выпуклости, изгибу или волнистости.
Деформация из-за упругого изгиба нестабильна: если вы попытаетесь сплющить изогнутую пластину, она, вероятно, «сломается» и выползется в противоположном направлении.
Скручивание коробчатого сечения вызвано деформацией сдвига в угловых соединениях. Это вызвано неравномерным продольным тепловым расширением стыкуемых кромок. Увеличение количества прихваточных швов для предотвращения деформации сдвига часто снижает степень скручивания.
Насколько я могу допустить усадку сварного шва?
Точно предсказать величину усадки практически невозможно. Тем не менее, было составлено «практическое правило», основанное на размере наплавленного металла.При сварке стали следует делать следующие припуски на усадку на этапе сборки.
Поперечная усадка
Угловые сварные швы 0,8 мм на сварной шов, если длина полки не превышает 3/4 толщины листа
Стыковой сварной шов От 1,5 до 3 мм на сварной шов для V-образного шва 60 °, в зависимости от количества проходов
Продольная усадка
Угловые швы 0,8 мм на 3 м сварного шва
Стыковые швы 3 мм на 3 м сварного шва
Увеличение длины участка угловых швов, в частности, увеличивает усадку.
Какие факторы влияют на искажения?
Если металл равномерно нагреть и охладить, деформации почти не будет. Однако, поскольку материал локально нагревается и сдерживается окружающим холодным металлом, возникают напряжения, превышающие предел текучести материала, вызывая необратимую деформацию. Основными факторами, влияющими на тип и степень искажения, являются:
- Свойства основного материала
- Сумма пресечения
- Совместная конструкция
- Подгонка детали
- Порядок сварки
Свойства основного материала
Свойства основного материала, влияющие на деформацию, включают коэффициент теплового расширения и удельную теплоемкость на единицу объема.Поскольку деформация определяется расширением и сжатием материала, коэффициент теплового расширения материала играет важную роль в определении напряжений, возникающих во время сварки, и, следовательно, степени деформации. Например, поскольку нержавеющая сталь имеет более высокий коэффициент расширения, чем обычная углеродистая сталь, она с большей вероятностью будет страдать от деформации.
Ограничение
Если деталь сваривается без каких-либо внешних ограничений, она деформируется для снятия сварочных напряжений.Таким образом, методы ограничения, такие как «усиление» в стыковых швах, могут предотвратить смещение и уменьшить деформацию. Поскольку удерживание создает более высокие уровни остаточного напряжения в материале, существует больший риск растрескивания металла шва и зоны термического влияния, особенно в материалах, чувствительных к трещинам.
Совместная разработка
Как стыковые, так и угловые соединения склонны к деформации. Его можно минимизировать в стыковых соединениях, применив тип соединения, который уравновешивает термические напряжения по толщине листа. Например, двухсторонний шов предпочтительнее одностороннего.Двусторонние угловые швы должны исключать угловую деформацию выступающего элемента, особенно если два сварных шва наплавляются одновременно.
Подгонка детали
Посадка должна быть равномерной, чтобы обеспечить предсказуемую и постоянную усадку. Чрезмерный зазор в стыке также может увеличить степень деформации за счет увеличения количества сварочного металла, необходимого для заполнения стыка. Соединения должны иметь соответствующую прихватку, чтобы предотвратить относительное перемещение деталей во время сварки.
Чрезмерный зазор в стыке также может увеличить степень деформации за счет увеличения количества сварочного металла, необходимого для заполнения стыка. Соединения должны иметь соответствующую прихватку, чтобы предотвратить относительное перемещение деталей во время сварки.
Порядок сварки
Это влияет на степень искажения, главным образом, за счет воздействия на подвод тепла.Поскольку процедура сварки обычно выбирается из соображений качества и производительности, сварщик имеет ограниченные возможности для уменьшения деформации. Как правило, объем сварного шва должен быть минимальным. Кроме того, последовательность и техника сварки должны быть направлены на то, чтобы уравновесить термически индуцированные напряжения вокруг нейтральной оси детали.
Статья подготовлена Биллом Лукасом в сотрудничестве с Гиртом Верхаге и Риком Леггаттом.
Для получения дополнительной информации свяжитесь с нами.
Базовая конфигурация сварочного аппарата сопротивлением и роль каждой детали | Микросварочное оборудование
Сварщик сопротивлением зажимает свариваемый объект сварочными электродами,
и прикладывает электрический ток, прикладывая давление.
- Источник питания для сварки: регулирует величину, время и форму волны электрического тока
- Сварочный трансформатор: преобразует электрический ток от источника питания в ток большей силы
- Сварочная головка: контролирует прилагаемое давление
- Сварочный электрод: он соприкасается с свариваемым объектом для приложения давления и электрического тока
- В дополнение к вышесказанному, у нас есть различные мониторы, которые измеряют электрический ток или приложенное давление.
Модель контактной сварки, Распределение температуры при сварке
Источник питания для сварки : Метод управления
Подходящий источник питания для сварки должен выбираться в зависимости от материала или формы свариваемого объекта и
Требуемое качество сварки. В зависимости от типа управления сварочным током наши источники питания бывают трех разных типов.
сварочный ток, и каждый тип выбирается таким образом, чтобы лучше всего продемонстрировать его характеристики при сварке.
| Базовая система | Форма волны сварочного тока | Характеристика |
|---|---|---|
| Тип преобразователя | Переменный ток выпрямляется в постоянный. Из-за высокой частоты тепловая эффективность является хорошей и подходит для прецизионной сварки. Кроме того, можно ожидать стабильного качества сварки благодаря управлению с обратной связью по электрическому току и напряжению. Поскольку можно выполнять многократную сварку на высокой скорости, она подходит для использования в автоматизированных системах. | |
| Тип транзистора | Электрический ток напрямую регулируется транзистором. Поскольку скорость управления высокая и форма волны может контролироваться, он подходит для сверхточной сварки очень мелких компонентов или очень тонкой проволоки. Стабильное качество сварки достигается за счет управления с обратной связью по электрическому току и напряжению. | |
| Конденсатор (постоянного тока) Тип | Electric заряжается в конденсатор и сразу разряжается.Поскольку может применяться большой ток, он используется для материалов, которые имеют хорошие характеристики рассеивания тепла и трудно поддаются сварке, таких как алюминий или медь. Кроме того, из-за малой продолжительности сварки тепловое воздействие сводится к минимуму, и, как следствие, он подходит для сварки небольших компонентов. |
Сварочная головка и электрод
То, как электрод контактирует с свариваемым объектом (как подавать ток), определяется формой или структурой объекта.Кроме того, форма и материал электрода, а также приложенное давление также являются важными факторами при контактной сварке.
- Нажмите кнопку «Связаться с нами» справа.
(для получения информации о продавце, пробного теста или технической консультации)
К началу страницы
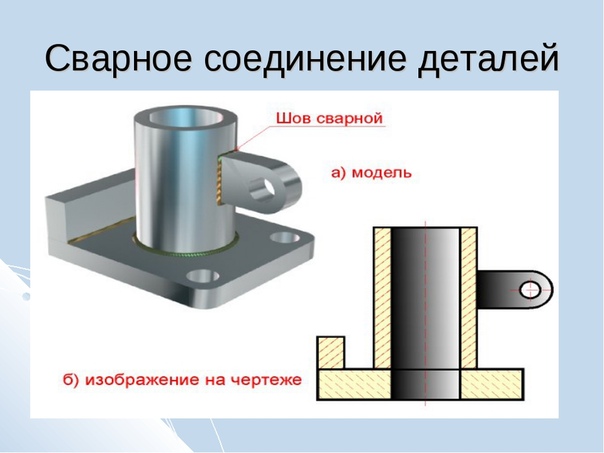
2. Проектирование сварных соединений
 Проектирование сварных соединений
Проектирование сварных соединений 1 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09 / Проектирование сварных соединений, часть A Общие требования 2.1 Чертежи Полная и полная информация относительно расположения, типа, размера и протяженности всех сварных швов должна быть четко указана на чертежах. На чертежах следует четко различать заводские и полевые сварные швы. Если специально не указано в проекте, все сварные швы с разделкой кромок, как заводские, так и полевые, должны быть сварными швами с полным проплавлением (CJP) с разделкой кромок Те соединения или группы соединений, для которых особенно важно тщательно контролировать последовательность и технику сварки, чтобы минимизировать усадку. напряжения и деформации должны быть отмечены на заводских и рабочих чертежах. В проектных чертежах контракта должна быть указана эффективная длина сварного шва, а для швов с частичным проплавлением (PJP) с разделкой кромок — размер сварного шва, как определено в 2.3. Заводские или рабочие чертежи должны указывать углы (и β) и глубину (S) канавок, применимые для размера сварного шва (E) для сварочных процессов и положения сварки, которые будут использоваться. Рекомендуется, чтобы на контрактных проектных чертежах отображались CJP или PJP. требования к сварному шву с разделкой кромок. Символ сварки без размеров обозначает сварной шов CJP следующим образом: Символ сварки с размерами выше или ниже стрелки обозначает сварной шов PJP следующим образом: Должны быть указаны специальные детали канавки, где на подробных чертежах должны быть четко указаны символы сварки или эскизы деталей разводки стыковых сварных швов и подготовка материала к их выполнению.Необходимо указать как ширину, так и толщину стальной основы. Любые особые требования к осмотру должны быть указаны на чертежах или в спецификациях. Использование неподходящих присадочных металлов. Несоответствующий присадочный металл может использоваться: (1) Для всех угловых швов и сварных швов PJP с разделкой кромок, если это соответствует проектным требованиям. (2) Для всех сварных швов CJP с разделкой кромок, где напряжение в сварном шве является растяжением или сжатием параллельно оси сварного шва, обеспечение сдвига на эффективной площади сварного шва соответствует проектным требованиям AASHTO для всех применений.Для швов CJP с разделкой кромок на сжатие можно использовать недосоответствие до 70 МПа [10 тысяч фунтов / кв. Размеры сварного шва должны зависеть от прочности применяемого присадочного металла или прочности присадочного металла, который может быть использован. Размеры сварных швов и уровни прочности металла сварного шва должны соответствовать проектным требованиям AASHTO. На проектных чертежах должен быть указан размер сварного шва и, если это разрешено, должна быть указана классификация прочности присадочного металла, не соответствующая требованиям. Рабочие чертежи должны показывать размер сварного шва и классификацию прочности присадочного металла при использовании присадочного металла, не соответствующего требованиям.Если прочность присадочного металла не указана, следует использовать соответствующий присадочный металл. 2.2 Базовые единичные напряжения Базовые единичные напряжения для основных металлов и эффективных площадей сварного металла для применения на шоссе AASHTO 5 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
В проектных чертежах контракта должна быть указана эффективная длина сварного шва, а для швов с частичным проплавлением (PJP) с разделкой кромок — размер сварного шва, как определено в 2.3. Заводские или рабочие чертежи должны указывать углы (и β) и глубину (S) канавок, применимые для размера сварного шва (E) для сварочных процессов и положения сварки, которые будут использоваться. Рекомендуется, чтобы на контрактных проектных чертежах отображались CJP или PJP. требования к сварному шву с разделкой кромок. Символ сварки без размеров обозначает сварной шов CJP следующим образом: Символ сварки с размерами выше или ниже стрелки обозначает сварной шов PJP следующим образом: Должны быть указаны специальные детали канавки, где на подробных чертежах должны быть четко указаны символы сварки или эскизы деталей разводки стыковых сварных швов и подготовка материала к их выполнению.Необходимо указать как ширину, так и толщину стальной основы. Любые особые требования к осмотру должны быть указаны на чертежах или в спецификациях. Использование неподходящих присадочных металлов. Несоответствующий присадочный металл может использоваться: (1) Для всех угловых швов и сварных швов PJP с разделкой кромок, если это соответствует проектным требованиям. (2) Для всех сварных швов CJP с разделкой кромок, где напряжение в сварном шве является растяжением или сжатием параллельно оси сварного шва, обеспечение сдвига на эффективной площади сварного шва соответствует проектным требованиям AASHTO для всех применений.Для швов CJP с разделкой кромок на сжатие можно использовать недосоответствие до 70 МПа [10 тысяч фунтов / кв. Размеры сварного шва должны зависеть от прочности применяемого присадочного металла или прочности присадочного металла, который может быть использован. Размеры сварных швов и уровни прочности металла сварного шва должны соответствовать проектным требованиям AASHTO. На проектных чертежах должен быть указан размер сварного шва и, если это разрешено, должна быть указана классификация прочности присадочного металла, не соответствующая требованиям. Рабочие чертежи должны показывать размер сварного шва и классификацию прочности присадочного металла при использовании присадочного металла, не соответствующего требованиям.Если прочность присадочного металла не указана, следует использовать соответствующий присадочный металл. 2.2 Базовые единичные напряжения Базовые единичные напряжения для основных металлов и эффективных площадей сварного металла для применения на шоссе AASHTO 5 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
2 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20.мосты должны быть такими, как показано в Стандартных спецификациях AASHTO для автомобильных мостов или в Спецификации проектирования мостов AASHTO LRFD. 2.3 Эффективные площади, длина, горловины и размеры сварных швов. Эффективная площадь должна быть эффективной длиной сварного шва, умноженной на эффективный размер сварного шва с канавкой. Эффективная длина сварного шва для любого сварного шва с канавкой, квадратного или косого, должна быть шириной соединяемой детали перпендикулярно направлению напряжения. Шов CJP с разделкой кромок должен соответствовать толщине более тонкой соединяемой части.Для усиления сварного шва увеличение не допускается. Эффективный размер сварного шва PJP с разделкой кромок должен быть глубиной скоса менее 3 мм [1/8 дюйма] для канавок, имеющих угол канавки менее 60, но не менее 45 в основании канавка, выполненная методом SMAW или SAW, при выполнении вертикальной или потолочной сварки с помощью или. Эффективный размер сварного шва PJP-сварного шва с разделкой на кромку должен равняться глубине скоса без уменьшения для канавок (1), имеющих угол канавки 60 или более в основании канавки при выполнении любым из следующих процессов сварки: SMAW, SAW ,,, EGW или ESW, или (2) имеющие угол канавки не менее 45 у основания канавки, когда они выполнены в плоском или горизонтальном положениях с помощью соединений с расширенными канавками, не должны использоваться для соединения конструкционной стали в мостах. Минимальный эффективный размер сварного шва PJP с разделкой кромок должен соответствовать описанию в таблице угловых швов.Эффективная площадь равна эффективной длине сварного шва, умноженной на эффективное сечение. Напряжение в угловом сварном шве должно рассматриваться применительно к этой эффективной площади для любого направления приложенной нагрузки. Эффективная длина углового шва должна быть общей длиной полноразмерного углового шва, включая коробку. Не должно производиться уменьшение эффективной длины ни начала, ни кратера сварного шва, если шов полноразмерный по всей своей длине. Эффективная длина криволинейного углового шва должна измеряться вдоль средней линии эффективного горла.Если площадь сварного шва углового сварного шва в отверстии или пазу, рассчитанная на основе этой длины, больше площади, определенной из 2.3.3, то эта последняя площадь должна использоваться как эффективная площадь углового шва. Минимальная эффективная длина углового шва. Размер сварного шва должен быть как минимум в четыре раза больше номинального размера, или 40 мм [1-1 / 2 дюйма], в зависимости от того, что больше. Эффективный зазор должен быть кратчайшим расстоянием от основания стыка до поверхности сварного шва схематического сварного шва (см. приложение Я). e: См. в Приложении II метод расчета эффективных горловин для угловых швов в Т-образных стыках с перекосом.Для двугранных углов от 60 до 135 (см. Приложение II, Таблица II.1) предоставлена удобная таблица относительных размеров опор (W) для соединений с нулевым корневым отверстием (), которые будут иметь такую же прочность, как и угловой сварной шов 90 (см. Приложение II, Таблица II.1). и щелевые сварные швы. Эффективная площадь пробкового или щелевого шва должна быть номинальной площадью отверстия или паза в плоскости стыковой поверхности. Эффективный размер сварного шва комбинированного шва с разделкой кромок и углового шва должен быть кратчайшим расстоянием от корня шва до поверхность сварного шва схематического сварного шва минус 3 мм [1/8 дюйма]] для любой детали канавки, требующей такого вычета (см. Приложение I). 2.4 Общие части B Структурные детали В общем, следует избегать концентрации напряжений. Это может быть достигнуто путем определения размеров деталей и организации компонентов для минимизации ограничений, препятствующих пластичному поведению, и избежания ненужной концентрации сварных швов, особенно там, где между сварными швами есть короткие несварные части основного металла. Сварные швы не должны быть больше, чем необходимо. Размер сварных швов должен выдерживать нагрузки при соответствующих расчетных напряжениях.Избыточный металл сварного шва увеличивает остаточное напряжение и, если его довести до предела, может привести к неприемлемой деформации, трещинам или разрывам пластин. Организация деталей в сварных узлах и деталей сварных соединений должна обеспечивать свободный доступ для нанесения всех сварных проходов. 6 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
3 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ AASHTO / AWS D1.5M / D1.5: 2002 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 09/15 / Сварные присадочные пластины Сварные присадочные пластины (см. Рисунки 2.1 и 2.2) относятся к категории E усталостных характеристик, и их следует избегать. при соединении напряжений и развороте напряжений элементов. Если конструкция позволяет использовать заглушки, они могут использоваться в следующих целях: (1) Соединение деталей разной толщины (2) Соединения, которые из-за существующего геометрического совмещения должны допускать смещения, чтобы обеспечить простое обрамление. 6 мм [1/4 дюйма] толщину не следует использовать для передачи напряжения, но она должна оставаться заподлицо с приваренными краями несущей нагрузки. Размеры сварных швов вдоль таких кромок должны быть увеличены по сравнению с размерами на величину, равную толщине присадочной пластины (см. Рисунок 2.1). Любая присадочная пластина толщиной 6 мм [1/4 дюйма] или более должна выходить за края. соединительной пластины или соединительного материала. Он должен быть приварен к той части, на которой он установлен, и соединение должно быть достаточно прочным, чтобы передавать напряжение стыковой пластины или соединительного материала, приложенное к поверхности присадочной пластины в виде эксцентрической нагрузки.Сварные швы, соединяющие стыковочную пластину или соединительный материал с присадочной пластиной, должны быть достаточными для передачи напряжения стыковой пластины или соединительного материала и должны быть достаточно длинными, чтобы избежать перенапряжения стыковой пластины вдоль носка сварного шва (см. Рисунок 2.2). и их соответствие применимым положениям Разделов 3, 4 и Подробная информация о угловых сварных швах Подробные сведения об угловых сварных швах, выполненных методом SMAW, SAW, или для использования без квалификации WPS в соответствии с 5.13, описаны на рисунке и подробно описаны на рисунке размер, за исключением угловых швов, используемых для усиления швов с разделкой кромок, должен быть таким, как показано в таблице 2.1, или рассчитанный с использованием процедур, установленных для предотвращения растрескивания в соответствии с В обоих случаях должен применяться минимальный размер, если он достаточен для удовлетворения проектных требований. Максимальный размер углового сварного шва, подробно описанный по краям материала, должен быть следующим: (1) толщина основного металла для металла толщиной менее 6 мм [1/4 дюйма] (см. Рисунок 2.3, Деталь A). (2) На 2 мм [1/16 дюйма] меньше толщины основного металла, для металла толщиной 6 мм [1/4 дюйма] или более (см. Рисунок 2.3, Деталь B), если сварной шов не обозначен на чертеж должен быть построен для получения полной толщины горловины.В состоянии после сварки расстояние между краем основного металла и носком сварного шва может быть больше или меньше 2 мм [1/16 дюйма], при условии, что размер сварного шва должен быть четко проверяемым. 2.6 Сварные швы PJP Сварные швы PJP с разделкой кромок нельзя использовать, если приложенное растягивающее напряжение перпендикулярно эффективной ширине сварного шва. Сварные швы PJP с разделкой кромок, выполненные только с одной стороны, должны быть ограничены для предотвращения вращения. Часть C Подробная информация о сварных соединениях 2.7 Квалификация Подробные сведения о сварных соединениях, которые могут использоваться в предварительно квалифицированных WPS, описаны в 2.8 сквозные детали могут отличаться от деталей, описанных в 2.9 и 2.10, только в том случае, если Подрядчик представляет предлагаемые WPS Инженеру для утверждения и за счет Подрядчика демонстрирует их соответствие требованиям 5.13 настоящего Кодекса Угловые сварные швы в отверстия или прорези в соединениях внахлестку можно использовать для передачи сдвига или для предотвращения коробления или разделения деталей внахлест. Эти угловые швы могут перекрываться, при условии соблюдения положений, предусмотренных в. Угловые швы в отверстиях или пазах не должны рассматриваться как заглушки или пазовые швы. Угловые швы могут использоваться в Т-образных соединениях с перекосом, имеющих двугранный угол () не менее 60, или более 135 (см. рисунок 2.3, детали C и D). Деталь D должна использоваться, когда R n превысит 5 мм [3/16 дюйма] с использованием детали C Если конструкция допускает прерывистые угловые швы, минимальная длина прерывистого углового шва должна соответствовать описанию в разделе «Минимальный интервал и размеры отверстий» или пазы при использовании угловой сварки должны соответствовать требованиям угловых сварных швов, которые выдерживают растягивающее усилие, не параллельное оси сварного шва, не должны заканчиваться на углах деталей или элементов, а должны возвращаться непрерывно, в полном размере, вокруг угол на длину, равную удвоенному размеру сварного шва, где такое возвращение может быть 7 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15/09/20
4 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20.e: 1. Эффективная площадь сварного шва 2 должна быть равна площади сварного шва 1, но его размер должен быть равен его эффективному размеру плюс толщина присадочного материала T. Рисунок 2.1 Присадочные пластины толщиной менее 6 мм [1/4 дюйма] ( см. 2.5.1): 1. Эффективная площадь сварного шва должна быть равна площади сварного шва 1. Длина сварного шва 2 должна быть достаточной, чтобы избежать чрезмерного напряжения присадочной пластины при сдвиге в плоскостях xx. 2. Эффективная площадь сварного шва 3 должна быть по крайней мере равна площади сварного шва 1, и не должно быть чрезмерного напряжения на концах сварного шва 3 в результате эксцентриситета сил, действующих на присадочную пластину.Рис. 2.2 Заполняющие пластины толщиной 6 мм [1/4 дюйма] или более (см. 2.5.3) 8 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
5 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ AASHTO / AWS D1.5M / D1.5: 2002 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Общее e: (E) (n), (E) (n) = эффективные каналы, зависящие от величины раскрытия корня (R n) (см. 3.3.1). Нижний индекс (n) представляет 1, 2, 3 или 4. e: 1. Допускаются углы меньше 60; однако в таких случаях сварной шов считается швом PJP с разделкой кромок. Рисунок 2.3 Подробная информация о угловых швах (см. 2.8.1) Таблица 2.1 Минимальный размер углового сварного шва 1, 2 (см. 2.8) Толщина основного металла более толстой соединяемой детали (T) Минимальный размер углового сварного шва T 20 мм [3/4 дюйма] 6 мм [1/4 дюйма] 0 Однопроходные сварные швы T> 20 мм [3/4 дюйма] Должны использоваться 8 мм [5/16 дюйма]: 1. Угловые швы меньшего размера могут быть одобрены Инженером. при приложенном напряжении и использовании соответствующего предварительного нагрева.2. За исключением того, что размер сварного шва не должен превышать толщину соединяемой более тонкой части. Для этого исключения следует уделять особое внимание обеспечению достаточного предварительного нагрева для обеспечения прочности сварного шва. сделано в одной плоскости. Боксы должны быть указаны на чертежах конструкции и в деталях. Угловые швы, нанесенные на противоположных сторонах общей плоскости контакта двух частей, должны прерываться в углу, общем для обоих сварных швов (см. Рисунок 2.6). 2.9 Подробная информация о сварных швах с отверстиями и пазами Подробные сведения о сварных швах с отверстиями и пазами, выполненных с помощью SMAW ,, или процессов, описаны и воспроизведены с разрешения Американского общества (AWS), Майами, Флорида — 15/09/20
6 КОНСТРУКЦИЯ СВАРОЧНЫХ СОЕДИНЕНИЙ Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 09/15 / Разъемные и щелевые сварные швы можно использовать без выполнения квалификации WPS, описанной в 5.13, при условии соблюдения технических положений 4.21, 4.22 и 4.23, в зависимости от того, что применимо. Минимальный диаметр отверстия для электрозаклепки должен быть не менее толщины содержащей его части плюс 8 мм [5/16 дюйма]. ]. Максимальный диаметр должен быть равен минимальному диаметру плюс 3 мм [1/8 дюйма] или в 2–1 / 4 раза больше толщины элемента, в зависимости от того, что больше. Минимальное расстояние между центрами сварных швов электрозаклепки должно быть в четыре раза больше диаметр отверстия Длина паза для щелевого сварного шва не должна превышать десятикратную толщину части, содержащей его.Ширина прорези должна быть не меньше толщины содержащей ее части плюс 8 мм [5/16 дюйма]. Максимальная ширина должна равняться минимальной ширине плюс 3 мм [1/8 дюйма] или в 2–1 / 4 раза больше толщины элемента, в зависимости от того, что больше. Концы паза должны быть полукруглыми или иметь углы, закругленные до радиус не менее толщины содержащей его части, за исключением тех концов, которые доходят до края детали. Минимальный интервал между линиями сварных швов с пазами в направлении, поперечном их длине, должен быть в четыре раза больше ширины паза.Минимальное межцентровое расстояние в продольном направлении на любой линии должно быть в два раза больше длины паза. Глубина заполнения заглушек или пазовых швов в металле толщиной 16 мм [5/8 дюйма] или меньше должна быть равна к толщине материала. Для металла толщиной более 16 мм [5/8 дюйма] он должен составлять не менее половины толщины материала, но не менее 16 мм [5/8 дюйма] Перехлесты Минимальное перекрытие частей под напряжением -соединения внахлестку должны быть в пять раз больше толщины более тонкой части.Если не предотвращается боковой прогиб деталей, они должны быть соединены не менее чем двумя поперечными линиями угловых, вставных или щелевых сварных швов или двумя или более продольными угловыми или щелевыми сварными швами. длина каждого углового шва должна быть не меньше расстояния по перпендикуляру между сварными швами (показано пунктирной линией на рисунке 2.6). Поперечный интервал между сварными швами не должен превышать 16-кратную толщину соединяемой более тонкой части, если не предусмотрены соответствующие меры (например, промежуточные заглушки или щелевые сварные швы) для предотвращения коробления или отделения частей.Продольный угловой шов может быть либо на краях элемента, либо в пазах. Когда используются угловые швы в отверстиях или пазах, расстояние в свету от края отверстия или паза до смежной кромки детали, содержащей его, измеряется перпендикулярно направление напряжения должно быть не менее пятикратной толщины детали и не менее двухкратной ширины отверстия или паза. Прочность детали следует определять по критическому сетчатому сечению основного металла. Соединения внахлестку относятся к категории E, и их следует избегать, когда это возможно, в элементах, подверженных растяжению или изменению напряжений.2. Угловые и Ts 2..1 Угловые и тавровые соединения, которые должны быть подвергнуты изгибу вокруг оси, параллельной стыку, должны иметь сварные швы, расположенные так, чтобы избежать концентрации растягивающего напряжения в корне любого сварного шва Угловые и тавровые соединения параллельно направлению расчетного напряжения между компонентами сборных элементов, рассчитанных на осевое напряжение, не обязательно должны быть сварные швы CJP с разделкой кромок. Угловые швы или комбинация сварных швов PJP и усиливающих угловых швов могут использоваться CJP Welds Dimensional. Размеры сварных швов с разделкой кромок, указанные в проекте или на подробных чертежах, могут отличаться, как показано на рисунке Углы s.Для угловых соединений, в которых используются сварные швы с одним скосом, любая пластина может быть скошена при условии, что основная конфигурация канавки не изменена и поддерживается соответствующее краевое расстояние для поддержки сварочных операций без чрезмерного плавления. Подготовка, которая снимает фаску с пластины, которая будет подвергаться нагрузке в коротком поперечном направлении, поможет уменьшить разрыв ламелей Сварные швы PJP (см. рисунок 2.5) Определение. За исключением случаев, указанных на рис. 2.5, сварные швы с разделкой кромок без стальной основы, сваренные с одной стороны, и швы с разделкой кромок, сваренные с обеих сторон, но без задней строчки, считаются сварными швами PJP с разделкой кромок.10 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
7 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ AASHTO / AWS D1.5M / D1.5: 2002 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Обозначения к рисункам 2.4 и 2.5 Символы для типов соединений B стыковое соединение C угловое соединение T T-образное соединение BC стыковое или угловое соединение TC T- или угловое соединение BTC стыковое, T- или угловое соединение Символы для толщины основного металла и глубины провара L ограничено толщина CJP U неограниченная толщина CJP P PJP Символ для типов сварных швов 1 квадратная канавка 2 одинарная v-образная канавка 3 двойная v-образная канавка 4 одинарная скошенная канавка 5 двойная коническая канавка 6 одинарная U-образная канавка 7 двойная U -паз 8 одинарная j-образная канавка 9 двойная j-образная канавка Обозначения сварочных процессов, если не SMAW S Процессы SAW GF SMAW дуговая сварка металлическим электродом в защитных оболочках газовая дуговая сварка металлической дугой сваркой под флюсом Позиции сварки под флюсом F плоский H горизонтальный V вертикальный Заголовок OH Размеры R =, β = Углы f = r = J- или U-образная канавка Радиус S, S 1, S 2 = Глубина сварного шва PJP E, E 1, E 2 = Размеры сварного шва PJP, соответствующие S, S 1, S 2, соответственно строчные буквы, e.g., a, b, c и т. д. используются для различения соединений, которые иначе имели бы одинаковое обозначение соединения. Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
8 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной шов с квадратной канавкой (1) См. На странице 43 SMAW для 1 2 TT B-L1a 6 max R = T 1 +6, 2 Все 1, 9 C-L1a 6 max UR = T 1 +6, 2 Все 1 B- L1a-GF 10 max R = T 1 +6, 2 Все 9 Сварка с квадратной канавкой (1) T 1 T 2 для SMAW B-L1b 6 max TR =, 3 Все 1, 3, 9 B-L1b-GF 10 max до 3 +2, 3 Все 3, 9 SAW B-L1-S 10 max F 5, 9 SAW B-L1a-S 16 max F 3, 9 Рисунок 2.4 Подробная информация о сварных швах CJP (размеры в миллиметрах) 12 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
9 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ AASHTO / AWS D1.5M / D1.5: 2002 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной шов с V-образной канавкой (2) См. На странице 43 SMAW C-U2 UU C-U2-GF UU SAW C-U2b-S 25 мин UT 1 T 2 Угол до 3 f = от 0 до 3 = от 60 до 3 f = От 0 до 3 = 60 f = 6 макс = 60 +6, 0 +2, 3 +2, 3 Все Все для 1, 3, 6, 12 3, 6, 12 F 3, 6, 12 Сварка с двойной V-образной канавкой (3) SMAW B-U3b B-U3-GF T 1 T 2 Угол U SAW B-U3c-S U от β до 3 f = от 0 до 3 = β = 60 f = 6 мин = β = 60 +6, 0 + 2, 3 Чтобы найти S 1, см. Таблицу выше: S 2 = T 1 (S 1 + f) Только для B-U3c-S T 1 S 1 Переход к Для T 1> 160 или T 1 50 S 1 = 2/3 (T 1 6) Все Все для 1, 3, 7, 9 3, 7, 9 +6, 0 F 3, 7, 9 Рисунок 2.4 (Продолжение) (Миллиметры) 13 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
10 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной шов с одним V-образным пазом (2) См. На стр. 43 R = +6, 2 a = SMAW C-U2a UUT 1 T 2 Угол C-U2a-GF UU для R = 6 = 45 Все 1, 12 R = 10 = 30 F, V, OH 1, 12 R = 12 = 20 F, V, OH 1, 12 R = 5 = 30 F, V, OH Требуется 12 R = 10 = 30 F, V, OH требуется12 R = 6 = 45 F, V, OH треб. 12 SAW C-L2a-S 50 max UR = 6 = 30 F 12 SAW C-U2-S UUR = 16 = 20 F 12 Сварка с одним V-образным пазом (2) SMAW B-U2 U SAW B-U2-GF U B-L2c-S T 1 T 2 Угол От 12 до 25 От 25 до 38 От 38 до 50 до 3 f = от 0 до 3 = от 60 до 3 f = от 0 до 3 = 60 f = 6 мин = 60 f = 10 мин = 60 f = 12 мин = 60 R = f = +6, 0 = +2, 3 +2, 3 для всех 1, 3, 9 всех 3, 9 F 3, 9 Рисунок 2.4 (продолжение) (миллиметры) 14 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
11 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ AASHTO / AWS D1.5M / D1.5: 2002 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной шов с квадратной канавкой (1) Тройник (T) См. На стр. 43 T 1 T 2 для T SMAW TC-L1b 6 max UR =, 3 Все 1, 3, 6 2 TC-L1-GF 10 max U до 3 +2, 3 Все 3, 6 SAW TC-L1-S 10 макс UF 3, 6 Сварной шов с одним V-образным пазом (2) R = +6, 2 = SMAW B-U2a UT 1 T 2 Угол B-U2a-GF U для R = 6 = 45 Все 1, 9 R = 10 = 30 F, V, OH 1, 9 R = 12 = 20 F, V, OH 1, 9 R = 5 = 30 F, V, OH Требуется 9 R = 10 = 30 F, V, OH треб. 9 R = 6 = 45 F, V, OH треб.9 SAW B-L2a-S 50 max R = 6 = 30 F 9 SAW B-U2-S UR = 16 = 20 F 9 Рисунок 2.4 (Продолжение) (миллиметры) 15 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
12 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной шов с одним скосом и канавкой (4) См. На стр. 43 R = +6, 2 a = SMAW B-U4a UT 1 T 2 Угол B-U4a-GF U для R = 6 = 45 F, H 1, 9, 13 R = 10 = 30 F, H 1, 9, 13 R = 5 = 30 H Требуется 9 R = 6 = 45 H Треб.9 R = 10 = 30 ч. 9 Сварной шов с одной кромкой и канавкой (4) Тройник (T) R = +6, 2 = SMAW TC-U4c UUT 1 T 2 Угол TC-U4c-GF UU SAW TC-U4a-S UU для R = 6 = 45 Все 1, 12 R = 10 = 30 F, OH, H 1, 12 R = 5 = 30 Все Требуемые 12 R = 10 = 30 F треб. 12 R = 6 = 45 Все треб. 12 R = 10 = 30 R = 6 = 45 F 12 Рисунок 2.4 (Продолжение) (Миллиметры) 16 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
13 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ AASHTO / AWS D1.5M / D1.5: 2002 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной одинарный скос-канавка (4) Стыковое соединение (4) (B) См. На стр. 43 T 1 T 2 для SMAW B-U4b U до 3 +2, 3 F, H f = от 0 до 3 = 45 10, 5 B-U4b-GF UH 1, 3, 9, 13 3, 9 Сварной шов с одинарным скосом и канавкой (4) Тройник (4) (T) Угловой тройник (T) соединение (C) T 1 T 2 Угол для SMAW TC-U4b UU до 3 +2, 3 Все f = от 0 до 3 = 45 10, 5 TC-U4b-GF UU Все +6, 0 SAW TC-U4b-S UU f = 3 макс +0, 3 = 60 10, 5 1, 3, 6, 12 3, 6, 12 F 3, 6, 12 Рисунок 2.4 (Продолжение) (Миллиметры) 17 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
14 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварка с двойным скосом и канавкой (5) Стыковое соединение (5) (B) См. На стр. 43 β SMAW B-U5a U B-U5-GF UT 1 T 2 Угол к 3 f = от 0 до 3 = 45 β = 0 от 15 до 3 f = от 0 до 3 = 45 β = от 0 до 15 β β = +2, β, 3 + β = F, HH для 1, 3, 7, 9, 13 3, 7, 9 Двойной скос сварной шов с разделкой кромок (5) Т-образный шов (5) (T) Угловой тройник (T) соединение (C) T 1 T 2 Угол для SMAW TC-U5b UU до 3 +2, 3 Все f = 0 до 3 = 45 TC-U5-GF UU Все SAW TC-U5-S UU f = 5 max +0, 5 F = 60 1, 3, 6, 7, 12 3, 6, 7, 12 3, 6, 7, 12 Рисунок 2.4 (Продолжение) (Миллиметры) 18 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
15 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ AASHTO / AWS D1.5M / D1.5: 2002 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной шов с U-образной канавкой (6) См. На стр. 43 R = +2, 3 = f = Ограниченный r = +3, 0 +3, 0 ПИЛА SMAW для T 1 T 2 Радиус угловой поверхности B-U6 UU до 3 = 45 f = 3 r = 6 Все 1, 3, 9 до 3 = 20 f = 3 r = 6 F, OH 1, 3, 9 C-U6 UU до 3 = 45 f = 3 r = 6 Все 1, 3, От 12 до 3 = 20 f = 3 r = 6 F, OH 1, 3, 12 B-U6-GF UU до 3 = 20 f = 3 r = 6 Все треб.3, 9 C-U6-GF U U до 3 = 20 f = 3 r = 6 Все треб. 3, 12 B-U6-S 16 минут 16 минут = 20 f = 6 минут r = 6 F 3, 9 C-U6-S 16 минут 16 минут = 20 f = 6 минут r = 6 F 3, 12 Double-U сварной шов с пазом (7) Для B-U7 и B-U7-GF R = +2, 3 = f =, 0 Ограниченный r = +6, 0 Для B-U7-S R = f = +0, 6 для T 1 T 2 Угол открывания Радиус поверхности SMAW B-U7 U до 3 = 45 f = 3 r = 6 Все 1, 3, 7, 9 до 3 = 20 f = 3 r = 6 F, OH 1, 3, 7, 9 B-U7-GF От U до 3 = 20 f = 3 r = 6 Все 3, 7, 9 SAW B-U7-S U = 20 f = 6 max r = 6 F 3, 7, 9 Рисунок 2.4 (Продолжение) ( Миллиметры) 19 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
16 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20.Сварной шов с одинарной J-образной канавкой (8) См. На странице 43 R = +2, 3 = f = Ограниченный r = +6, 0 T 1 T 2 Угол раскрытия Радиус торцевой поверхности SMAW B-U8 U до 3 = 45 f = 3 r = 10 F, H B-U8-GF От U до 3 = 30 f = 3 r = 10 H для 1, 3, 9, 13 3, 9 Сварной шов с одинарной J-образной канавкой (8) Тройник (T) R = +2, 3 = f = Ограниченный r = +6, 0 для T 1 T 2 Радиус угла открывания SMAW TC-U8a UU до 3 = 45 f = 3 r = 10 Все 1, 3, 6, 9 до 3 = 30 f = 3 r = 10 F, OH 1, 3, 6, 9 TC-U8a-GF UU to 3 = 30 f = 3 r = 10 Все 3, 6, 9 SAW TC-U8a-S 16 мин. 16 мин. = 30 f = 6 мин r = 10 F 3, 6, 9 Рисунок 2.4 (Продолжение) (Миллиметры) 20 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
17 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ AASHTO / AWS D1.5M / D1.5: 2002 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. См. На странице 43 Сварной шов с двойной J-образной канавкой (9) R = +2, 3 = f = Ограниченный r = +3, 0 T 1 T 2 Угол открытия Радиус торцевой поверхности SMAW B-U9 U до 3 = 45 f = 3 r = 10 F, H B-U9-GF U до 3 = 30 f = 3 r = 10 H для 1, 3, 7, 9, 13 3, 7, 9 Сварной шов с двойной J-образной канавкой (9) Тройник ( T) R = +2, 3 = f = Ограниченный r = +3, 0 SMAW TC-U9a UUT 1 T 2 Радиус угла открывания до 3 = 45 f = 3 r = 10 Все до 3 = 30 f = 3 r = 10 F, OH TC-U9a-GF UU до 3 = 30 f = 3 r = 10 Все SAW TC-U9a-S 10 мин 10 мин = 30 f = 6 r = 10 F для 1, 3, 6, 7, 12 3, 6, 7, 12 3, 6, 7, 12 3, 6, 7, 12 Рисунок 2.4 (Продолжение) (Миллиметры) 21 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
18 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварка с квадратными канавками (1) См. На стр. 43 SMAW для 1 2 TT B-L1a 1/4 max R = T 1 +1/4, 1/16 Все 1, 9 C-L1a 1/4 max UR = T 1 +1/4, 1/16 Все 1 B-L1a-GF 3/8 max R = T 1 +1/4, 1/16 Все 9 Сварной шов с квадратной канавкой (1) T 1 T 2 для SMAW B-L1b 1 / 4 макс TR = / 16, 1/8 Все 1, 3, 9 B-L1b-GF от 3/8 до 1/8 +1/16, 1/8 Все 3, 9 SAW B-L1-S 3 / 8 max F 5, 9 SAW B-L1a-S 5/8 max F 3, 9 Рисунок 2.4 (Продолжение) (дюймы) 22 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
19 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ AASHTO / AWS D1.5M / D1.5: 2002 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной шов с одним V-образным пазом (2) См. На странице 43 SMAW C-U2 UU C-U2-GF UU SAW C-U2b-S 1 мин UT 1 T 2 Угол до 1/8 f = от 0 до 1/8 = 60 до 1/8 f = от 0 до 1/8 = 60 f = 1/4 max = 60 +1/4, 0 +1/16, 1/8 +1/16, 1/8 Все Все для 1, 3, 6, 12 3, 6, 12 F 3, 6, 12 Сварка с двойной V-образной канавкой (3) SMAW B-U3b B-U3-GF T 1 T 2 Угол U SAW B-U3c-S U β до 1/8 f = от 0 до 1/8 = β = 60 f = 1/4 мин = β = 60 +1/4, 0 +1/16, 1/8 Чтобы найти S 1, см. таблицу выше: S 2 = T 1 (S 1 + f) Только для B-U3c-S T 1 S 1 Over to 2 2-1 / 2 1-3 / 8 2-1 / / / 8 2-1 / 8 3-5 / / / 4 2-3 / 4 4-3 / 4 5-1 / / 2 6-1 / 4 3-3 / 4 Для T 1> 6-1 / 4 или T 1 2 S 1 = 2/3 (T 1 1/4) Все Все для 1, 3, 7, 9 3, 7, 9 +1/4, 0 F 3, 7, 9 Рисунок 2.4 (Продолжение) (дюймы) 23 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
20 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной шов с V-образной канавкой (2) См. На стр. 43 R = +1/4, 1/16 a = SMAW C-U2a UUT 1 T 2 Угол C-U2a-GF UU для R = 1/4 = 45 Все 1 , 12 R = 3/8 = 30 F, V, OH 1, 12 R = 1/2 = 20 F, V, OH 1, 12 R = 3/16 = 30 F, V, OH Требуется 12 R = 3 / 8 = 30 F, V, OH треб.12 R = 1/4 = 45 F, V, OH треб. 12 SAW C-L2a-S 2 max UR = 1/4 = 30 F 12 SAW C-U2-S UUR = 5/8 = 20 F 12 Сварка с V-образной канавкой (2) SMAW B-U2 U SAW B- U2-GF U B-L2c-S T 1 T 2 Угол От 1/2 до 1 Более 1 до 1-1 / 2 Более 1-1 / 2 до 2 до 1/8 f = от 0 до 1/8 = от 60 до 1/8 f = от 0 до 1/8 = 60 f = 1/4 мин = 60 f = 3/8 мин = 60 f = 1/2 мин = 60 R = f = +1/4, 0 = + 1 / 16, 1/8 +1/16, 1/8 для всех 1, 3, 9 все 3, 9 F 3, 9 Рисунок 2.4 (продолжение) (дюймы) 24 Воспроизведено с разрешения Американского общества (AWS), Майами , Флорида — 15.09.20
21 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ AASHTO / AWS D1.5M / D1.5: 2002 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной шов с квадратной канавкой (1) Тройник (T) См. На стр. 43 T 1 T 2 для T SMAW TC-L1b 1/4 max UR = / 16, 1/8 Все 1, 3, 6 2 TC-L1- GF 3/8 max U до 1/8 +1/16, 1/8 Все 3, 6 SAW TC-L1-S 3/8 max UF 3, 6 Сварной шов с одним V-образным пазом (2) R = + 1 / 4, 1/16 = SMAW B-U2a UT 1 T 2 Угол B-U2a-GF U для R = 1/4 = 45 Все 1, 9 R = 3/8 = 30 F, V, OH 1, 9 R = 1/2 = 20 F, V, OH 1, 9 R = 3/16 = 30 F, V, OH Требуется 9 R = 3/8 = 30 F, V, OH требуется9 R = 1/4 = 45 F, V, OH треб. 9 SAW B-L2a-S 2 max R = 1/4 = 30 F 9 SAW B-U2-S UR = 5/8 = 20 F 9 Рисунок 2.4 (продолжение) (дюймы) 25 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
22 ПРОЕКТИРОВАНИЕ СВАРНЫХ СОЕДИНЕНИЙ Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной шов с одной кромкой и канавкой (4) См. На стр. 43 R = +1/4, 1/16 a = SMAW B-U4a UT 1 T 2 Угол B-U4a-GF U для R = 1/4 = 45 F, H 1, 9, 13 R = 3/8 = 30 F, H 1, 9, 13 R = 3/16 = 30 H Требуется 9 R = 1/4 = 45 H Треб.9 R = 3/8 = 30 H требуется 9 Сварной шов с одной кромкой и канавкой (4) Тройник (T) R = +1/4, 1/16 = SMAW TC-U4c UUT 1 T 2 Угол TC-U4c-GF UU SAW TC-U4a-S UU для R = 1/4 = 45 Все 1, 12 R = 3/8 = 30 F, OH, H 1, 12 R = 3/16 = 30 Все Требуется 12 R = 3/8 = 30 F Треб. 12 R = 1/4 = 45 Все треб. 12 R = 3/8 = 30 R = 1/4 = 45 F 12 Рисунок 2.4 (Продолжение) (дюймы) 26 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
23 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ AASHTO / AWS D1.5M / D1.5: 2002 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной одинарный скос-канавка (4) Стыковое соединение (4) (B) См. На стр. 43 T 1 T 2 для SMAW B-U4b U до 1/8 +1/16, 1/8 F, H f = от 0 до 1/8 = 45 10, 5 B-U4b-GF UH 1, 3, 9, 13 3, 9 Сварной шов с одной кромкой и канавкой (4) Тройник (4) (Т) Угловой тройник (Т) (C) T 1 T 2 Угол для SMAW TC-U4b UU до 1/8 +1/16, 1/8 Все f = от 0 до 1/8 = 45 10, 5 TC-U4b-GF UU Все +1/4 , 0 SAW TC-U4b-S UU f = 1/8 max +0, 1/8 = 60 10, 5 1, 3, 6, 12 3, 6, 12 F 3, 6, 12 Рисунок 2.4 (Продолжение) (дюймы) 27 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
24 ПРОЕКТИРОВАНИЕ СВАРНЫХ СОЕДИНЕНИЙ Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Двойной сварной шов со скосом и канавкой (5) Стыковой сварной шов (5) (B) См. На странице 43 β SMAW B-U5a U B-U5-GF UT 1 T 2 Угол до 1/8 f = от 0 до 1/8 = 45 β = от 0 до 15 до 1/8 f = от 0 до 1/8 = 45 β = от 0 до 15 β β = +1/16, 1/8 + + β / 16, 1/8 + β = F, HH для 1, 3, 7, 9, 13 3, 7, 9 Сварной шов с двойным скосом и канавкой (5) Т-образный сварной шов (5) (T) Угловой тройник (T) соединение (C) T 1 T 2 Угол для SMAW TC-U5b UU до 1/8 +1/16, 1/8 Все f = от 0 до 1/8 = 45 TC-U5-GF UU Все SAW TC-U5-S UU f = 3/16 макс +0 , 3/16 F = 60 1, 3, 6, 7, 12 3, 6, 7, 12 3, 6, 7, 12 Рисунок 2.4 (продолжение) (дюймы) 28 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
25 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ AASHTO / AWS D1.5M / D1.5: 2002 Воспроизведено с разрешение Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной шов с U-образной канавкой (6) См. На стр. 43 R = +1/16, 1/8 = f = Ограниченный r = +1/8, 0 +1/8, 0 Пила SMAW для T 1 T 2 Угловая поверхность Радиус B-U6 UU до 1/8 = 45 f = 1/8 r = 1/4 Все 1, 3, 9 до 1/8 = 20 f = 1/8 r = 1/4 F, OH 1, 3, 9 C-U6 UU до 1/8 = 45 f = 1/8 r = 1/4 Все 1, 3, 12 до 1/8 = 20 f = 1/8 r = 1/4 F, OH 1, 3, 12 B-U6-GF UU до 1/8 = 20 f = 1/8 r = 1/4 Все треб.3, 9 C-U6-GF U U до 1/8 = 20 f = 1/8 r = 1/4 Все треб. 3, 12 B-U6-S 5/8 мин 5/8 мин = 20 f = 1/4 мин r = 1/4 F 3, 9 C-U6-S 5/8 мин 5/8 мин = 20 f = 1/4 мин. R = 1/4 F 3, 12 Сварка с двойной U-образной канавкой (7) Для B-U7 и B-U7-GF R = +1/16, 1/8 = f =, 0 Ограничено r = +1/4, 0 Для B-U7-S R = f = +0, 1/4 SMAW B-U7 UT 1 T 2 Радиус угла открывания до 1/8 = 45 f = 1/8 r = 1/4 Все до 1/8 = 20 f = 1/8 r = 1/4 F, OH B-U7-GF U до 1/8 = 20 f = 1/8 r = 1/4 Все SAW B-U7-S U = 20 f = 1/4 макс для 1, 3, 7, 9 1, 3, 7, 9 3, 7, 9 r = 1/4 F 3, 7, 9 Рисунок 2.4 (Продолжение) (дюймы) 29 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
26 ПРОЕКТИРОВАНИЕ СВАРНЫХ СОЕДИНЕНИЙ Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной шов с одинарной J-образной канавкой (8) См. На стр. 43 R = +1/16, 1/8 = f = Ограниченный r = +1/4, 0 T 1 T 2 Радиус торцевой поверхности угла раскрытия SMAW B-U8 U до 1 / 8 = 45 f = 1/8 r = 3/8 F, H B-U8-GF U до 1/8 = 30 f = 1/8 r = 3/8 H для 1, 3, 9, 13 3, 9 Сварной шов с одинарной J-образной канавкой (8) Тройник (T) R = +1/16, 1/8 = f = ограниченный r = +1/4, 0 SMAW TC-U8a UUT 1 T 2 Угол открытия, радиус поверхности до 1/8 = 45 f = 1/8 r = 3/8 Все до 1/8 = 30 f = 1/8 r = 3/8 F, OH TC-U8a-GF UU до 1/8 = 30 f = 1/8 r = 3/8 Все SAW TC-U8a-S 5/8 мин 5/8 мин = 30 f = 1/4 мин для 1, 3, 6, 9 1, 3, 6, 9 3, 6, 9 r = 3/8 F 3, 6, 9 Рисунок 2.4 (Продолжение) (дюймы) 30 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
27 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ AASHTO / AWS D1.5M / D1.5: 2002 Воспроизведено с разрешение Американского общества (AWS), Майами, Флорида — 15.09.20. См. На странице 43 Сварной шов с двойной J-образной канавкой (9) R = +1/16, 1/8 = f = ограниченный r = +1/8, 0 T 1 T 2 Радиус угла открывания торца SMAW B-U9 U до 1 / 8 = 45 f = 1/8 r = 3/8 F, H B-U9-GF U до 1/8 = 30 f = 1/8 r = 3/8 H для 1, 3, 7, 9, 13 3, 7, 9 Сварной шов с двойной J-образной канавкой (9) Тройник (T) R = +1/16, 1/8 = f = Ограниченный r = +1/8, 0 SMAW TC-U9a UUT 1 T 2 Угол открытия, радиус до 1/8 = 45 f = 1/8 r = 3/8 Все до 1/8 = 30 f = 1/8 r = 3/8 F, OH TC-U9a-GF UU до 1/8 = 30 f = 1/8 r = 3/8 Все SAW TC-U9a-S 3/8 мин 3/8 мин = 30 f = 1/4 r = 3/8 F для 1, 3, 6, 7, 12 3, 6, 7, 12 3, 6, 7, 12 3, 6, 7, 12 Рисунок 2.4 (Продолжение) (дюймы) 31 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15/09/20
28 ПРОЕКТИРОВАНИЕ СВАРНЫХ СОЕДИНЕНИЙ Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной шов с квадратной канавкой (1) См. На стр. 43 ОГРАНИЧЕНИЯ ШВОВ, СМ. 2.14 SMAW 1 2 (см.) (E) Размер сварного шва TT B-P1a от 3 до 2 Все T 1 1 1, 2 B-P1c 6 max TR = 1 T мин Все, 2 Сварной шов с квадратной канавкой (1) E 1 + E 2 НЕ ДОЛЖНЫ ПРЕВЫШАТЬ 3 Т ДЛЯ ОГРАНИЧЕНИЙ СТЕПЕННЫХ СОЕДИНЕНИЙ, СМ. 2.14 T 1 T 2 (см.) Общий размер сварного шва (E 1 + E 2) T SMAW B-P1b 6 max R = 1 3T Все Рисунок 2.5 Подробная информация о сварных швах для сварных швов PJP (см.) (Размеры в миллиметрах) 32 Воспроизведено с разрешение Американского общества (AWS), Майами, Флорида — 15/09/20
29 ПРОЕКТИРОВАНИЕ СВАРНЫХ СОЕДИНЕНИЙ AASHTO / AWS D1.5M / D1.5: 2002 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной шов с V-образной канавкой (2) См. На стр. 43 ОГРАНИЧЕНИЯ НА СТЫКОВЫЕ СОЕДИНЕНИЯ СМ. 2.14 SMAW C-P2 6 мин U C-P2-GF 6 мин U SAW C-P2-S мин UT 1 T 2 Угол (см.) F = 1 мин = 60 f = 3 мин = 60 f = 6 мин = 60 + 3, 2 +3, 2 Допуск посадки, см. 3.3.2, для прокатных профилей R может составлять 8 мм для толстых листов, если предусмотрена подкладка. Все размеры сварного шва (E) S 1, 2, 4, все S 2, 4, FS 2, 4, сварной шов с двойной V-образной канавкой (3) ДЛЯ ОГРАНИЧЕНИЙ СТЕПЕННОГО СОЕДИНЕНИЯ, СМ. 2.14 SMAW B-P3 12 мин B-P3- GF 12 мин SAW B-P3-S 20 мин T 1 T 2 Угол (см.) F = 3 мин = 60 f = 3 мин = 60 f = 6 мин = 60 +3, 2 +3, 2 Общий размер сварного шва (E 1 + E 2) Все S 1 + S 2 1, 4, 8, Все S 1 + S 2 4, 8, FS 1 + S 2 4, 8, рисунок 2.5 (Продолжение) (Миллиметры) 33 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
30 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Одинарная коническая канавка (4) Тройник (T) См. На стр. 43 ОГРАНИЧЕНИЯ ДЛЯ УГЛОВЫХ И ТРОЙНИКОВ, СМ. 2. ОГРАНИЧЕНИЯ ДЛЯ СТЫКОВ, СМ. 2.14 SMAW TC-P4 UU TC-P4-GF 6 мин. TC-P4-S min UT 1 T 2 Угол (см.) F = 3 min = 45 f = 3 min = 45 f = 6 min = 60 +3, 2 +3, 2 Допуск при установке, см. 3.3.2 для прокатных профилей R может составлять 8 мм в листах толщиной, если предусмотрена подкладка. Размер сварного шва (E) Все S 3 Все S 3 FS 1, 2, 4, 6, 2, 4, 6, 2, 4, 6, сварной шов с двойным скосом и канавкой (5) Тройник (T) ДЛЯ УГЛОВОГО И ОГРАНИЧЕНИЯ ТРОЙНИКОВ, СМ. 2. ОГРАНИЧЕНИЯ ДЛЯ СТЫКОВ, СМ. 2.14 SMAW TC-P5 8 мин. U TC-P5-GF 12 мин. U SAW TC-P5-S 20 мин. UT 1 T 2 Угол (см.) F = 3 мин. = 45 f = 3 мин = 45 f = 6 мин = 60 +3, 2 +3, 2 Допуск посадки, см. 3.3.2, для прокатных профилей R может составлять 8 мм для толстых листов, если предусмотрена подкладка. Все Все Общий размер сварного шва (E 1 + E 2) (S 1 + S 2) 6 (S 1 + S 2) 6 1, 4, 6, 8, 4, 6, 8, FS 1 + S 2 4, 6 , 8, рисунок 2.5 (Продолжение) (Миллиметры) 34 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
31 ПРОЕКТИРОВАНИЕ СВАРНЫХ СОЕДИНЕНИЙ AASHTO / AWS D1.5M / D1.5: 2002 Воспроизведено с разрешение Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной шов с одной U-образной канавкой (6) См. На стр. 43 ОГРАНИЧЕНИЯ ДЛЯ УГЛОВЫХ И ТРОЙНИКОВ, СМ. 2. ОГРАНИЧЕНИЯ СОЕДИНЕНИЙ, СМ. 2.14 SMAW C-P6 6 мин. U Радиус T 1 T 2 Угол (см.) C-P6 -GF 6 мин. U SAW C-P6-S мин. U f = 1 мин. R = 6 = 45 f = 3 мин. R = 6 = 20 f = 6 мин. R = 6 = 20 + U, 0 +6, 0 + U , 0 +6, 0 + U, 0 +6, 0 +3, 2 +3, 2 Допуск посадки, см. 3.3.2 для прокатных профилей R может составлять 8 мм в листах толщиной, если предусмотрена подкладка. Размер всех сварных швов (E) S 1, 2, 4, All S 2, 4, FS 2, 4, рисунок 2.5 (продолжение) (миллиметры) 35 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 09 / 15/20
32 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной шов с одной J-образной канавкой (8) Тройник (T) См. На стр. 43 ОГРАНИЧЕНИЯ ДЛЯ УГЛОВЫХ И ТРОЙНИКОВ, СМ. 2.ДЛЯ ОГРАНИЧЕНИЙ СОЕДИНЕНИЯ СМ. 2.14 SMAW TC-P8 6 мин U SMAW C-P8 * 6 мин U Радиус T 1 T 2 Угол (см.) TC-P8-GF 6 мин U C-P8-GF * 6 мин U SAW TC -P8-S мин. U SAW C-P8-S * мин. U f = 3 мин. R = 10 = 45 f = 3 мин. R = 10 = 30 f = 3 мин. R = 10 = 45 f = 3 мин. R = 10 = 30 f = 6 мин r = 12 = 45 f = 6 мин r = 12 = 30 +6, 0 +6, 0 +6, 0 +6, 0 +6, 0 +6, 0 +3, 2 +3, 2 +3, 2 +3, 2 Допуск посадки, см. 3.3.2, для прокатных профилей R может составлять 8 мм для толстых листов, если предусмотрена подкладка. * Применяется к внешним угловым соединениям.Все Все размеры сварных швов (E) SS 1, 4, 6, 1, 4, 6, All S 4, 6, All S 4, 6, FS 4, 6, FS 4, 6, рисунок 2.5 (продолжение) (миллиметры) 36 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15/09/20
33 ДИЗАЙН СВАРНЫХ СОЕДИНЕНИЙ AASHTO / AWS D1.5M / D1.5: 2002 Воспроизведено с разрешения Американского общества ( AWS), Майами, Флорида — 15.09.20. Сварной шов с двойной J-образной канавкой (9) Тройник (T) См. На стр. 43 ОГРАНИЧЕНИЯ ДЛЯ УГЛОВЫХ И ТРОЙНИКОВ, СМ. 2.ДЛЯ ОГРАНИЧЕНИЙ СОЕДИНЕНИЯ СМ. 2.14 SMAW TC-P9 12 мин U Радиус T 1 T 2 Угол (см.) TC-P9-GF * 12 мин U ПИЛА C-P9-S 20 мин U ПИЛА C-P9-S * 20 мин U SAW T-P9-S 20 мин U f = 3 мин r = 10 = 45 f = 3 мин r = 10 = 30 f = 6 мин r = 12 = 45 f = 6 мин r = 12 = 20 f = 6 мин r = 12 =, 0 +6, 0 +6, 0 +6, 0 +6, 0 +3, 2 +3, 2 Допуск посадки, см. 3.3.2, для катаных профилей толщина R может составлять 8 мм. пластины, если предусмотрена подкладка. * Применяется к внешним угловым соединениям. Общий размер сварного шва (E 1 + E 2) Все S 1 + S 2 1, 4, 6, 8, Все S 1 + S 2 4, 6, 8, FS 1 + S 2 4, 6, 8, FS 1 + S 2 4, 6, 8, FS 1 + S 2 4, 6, 8, рисунок 2.5 (Продолжение) (Миллиметры) 37 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 09/15/20
34 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной шов с квадратной канавкой (1) См. На стр. 43 ОГРАНИЧЕНИЯ ДЛЯ СТЫКОВЫХ СОЕДИНЕНИЙ СМ. 2.14 SMAW 1 2 (см.) (E) Размер сварного шва TT B-P1a от 1/8 до 1/16 Все T 1 1/32 1, 2 B-P1c 1/4 max TR = 1 T min Все, 2 Сварной шов с квадратной канавкой (1) E 1 + E 2 НЕ ДОЛЖНЫ ПРЕВЫШАТЬ 3 Т ДЛЯ ОГРАНИЧЕНИЙ НА ШТЫРНЫЕ СОЕДИНЕНИЯ, СМ. 2.14 T 1 T 2 (см.) T SMAW B-P1b 1/4 max R = Общий размер сварного шва (E 1 + E 2) 3T Все Рисунок 2.5 (продолжение) (дюймы) 38 Воспроизведено с разрешения Американского общества (AWS ), Майами, Флорида — 15.09.20
35 ПРОЕКТИРОВАНИЕ СВАРНЫХ СОЕДИНЕНИЙ AASHTO / AWS D1.5M / D1.5: 2002 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09. 20. Сварной шов с одним V-образным пазом (2) См. На стр. 43 ОГРАНИЧЕНИЯ ДЛЯ СТЫКОВЫХ СОЕДИНЕНИЙ СМ. 2.14 SMAW C-P2 1/4 мин. U C-P2-GF 1/4 мин. 1 T 2 Угол (см.) F = 1/32 мин = 60 f = 1/8 мин = 60 f = 1/4 мин = 60 +1/8, 1/16 +1/8, 1/16 Пригонка допуск, см. 3.3.2, для прокатных профилей R может составлять 5/16 дюйма в толстых листах, если предусмотрена подкладка. Все размеры сварного шва (E) S 1, 2, 4, все S 2, 4, FS 2, 4, сварной шов с двойной V-образной канавкой (3) ДЛЯ ОГРАНИЧЕНИЙ СТЕПЕННЫХ СОЕДИНЕНИЙ СМ. 2.14 SMAW B-P3 1/2 мин B- P3-GF 1/2 мин SAW B-P3-S 3/4 мин T 1 T 2 Угол (см.) F = 1/8 мин = 60 f = 1/8 мин = 60 f = 1/4 мин = 60 + 1/8, 1/16 +1/8, 1/16 Общий размер сварного шва (E 1 + E 2) Все S 1 + S 2 1, 4, 8, Все S 1 + S 2 4, 8, FS 1 + S 2 4, 8, Рисунок 2.5 (Продолжение) (дюймы) 39 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
36 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ Воспроизведено с разрешения американского Society (AWS), Майами, Флорида — 15.09.20.Одинарная коническая канавка (4) Тройник (T) См. На стр. 43 ОГРАНИЧЕНИЯ ДЛЯ УГЛОВОГО И ТРОЙНИКА, СМ. 2. ОГРАНИЧЕНИЯ ДЛЯ СТЫКОВЫХ СОЕДИНЕНИЙ СМ. 2.14 SMAW TC-P4 UU TC-P4-GF 1/4 мин. U SAW TC-P4-S 7/16 мин UT 1 T 2 Угол (см.) F = 1/8 мин = 45 f = 1/8 мин = 45 f = 1/4 мин = 60 +1/8, 1 / 16 +1/8, 1/16 Допуск посадки, см. 3.3.2, для прокатных профилей R может составлять 5/16 дюйма для толстых листов, если предусмотрена подкладка. Размер сварного шва (E) Все S 1/8 Все S 1/8 FS 1, 2, 4, 6, 2, 4, 6, 2, 4, 6, сварной шов с двойным скосом и канавкой (5) Тройник (T ) ДЛЯ УГЛОВЫХ И ТРОЙНИКОВ ОГРАНИЧЕНИЯ СМ. 2.ДЛЯ ОГРАНИЧЕНИЙ СОЕДИНЕНИЙ СМ. 2.14 SMAW TC-P5 5/16 мин. U TC-P5-GF 1/2 мин. U SAW TC-P5-S 3/4 мин. UT 1 T 2 Угол (см.) F = 1/8 мин. = 45 f = 1/8 мин. = 45 f = 1/4 мин. = 60 +1/8, 1/16 +1/8, 1/16 Допуск посадки, см. 3.3.2, для прокатных профилей R может быть 5/16 дюйма в толстых пластинах, если предусмотрена подкладка. Все Все Общий размер сварного шва (E 1 + E 2) (S 1 + S 2) 1/4 (S 1 + S 2) 1/4 1, 4, 6, 8, 4, 6, 8, FS 1 + S 2 4, 6, 8, Рис. 2.5 (продолжение) (дюймы) 40 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20
37 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ AASHTO / AWS D1.5M / D1.5: 2002 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной шов с U-образной канавкой (6) См. На стр. 43 ОГРАНИЧЕНИЯ ДЛЯ УГЛОВЫХ И ТРОЙНИКОВ, СМ. 2. ОГРАНИЧЕНИЯ СОЕДИНЕНИЙ, СМ. 2.14 SMAW C-P6 1/4 мин. U Радиус T 1 T 2 Угол (см.) C -P6-GF 1/4 мин U SAW C-P6-S 7/16 мин U f = 1/32 мин r = 1/4 = 45 f = 1/8 мин r = 1/4 = 20 f = 1 / 4 мин. R = 1/4 = 20 + U, 0 +1/4, 0 + U, 0 +1/4, 0 + U, 0 +1/4, 0 +1/8, 1/16 + 1 / 8, 1/16 Допуск посадки, см. 3.3.2, для катаных профилей R может составлять 5/16 дюйма.в толстых пластинах, если предусмотрена подкладка. Размер всех сварных швов (E) S 1, 2, 4, All S 2, 4, FS 2, 4, рисунок 2.5 (продолжение) (дюймы) 41 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 09 / 15/20
38 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. Сварной шов с одной J-образной канавкой (8) Тройник (T) См. На стр. 43 ОГРАНИЧЕНИЯ ДЛЯ УГЛОВЫХ И ТРОЙНИКОВ, СМ. 2. ОГРАНИЧЕНИЯ ДЛЯ СТЫКОВЫХ СОЕДИНЕНИЙ, СМ. 2.14 SMAW TC-P8 1/4 мин U SMAW C-P8 * 1/4 мин U Радиус T 1 T 2 Угол (см.) TC-P8-GF 1/4 мин U C-P8-GF * 1/4 мин U SAW TC-P8-S 7/16 мин U ПАВ C-P8-S * 7/16 мин U f = 1/8 мин r = 3/8 = 45 f = 1/8 мин r = 3/8 = 30 f = 1/8 мин. R = 3/8 = 45 f = 1/8 мин. R = 3/8 = 30 f = 1/4 мин. R = 1/2 = 45 f = 1/4 мин. R = 1/2 = 30 +1/4, 0 +1/4, 0 +1/4, 0 +1/4, 0 +1/4, 0 +1/4, 0 +1/8, 1/16 +1/8, 1/16 +1/8, 1/16 +1/8, 1/16 Допуск посадки, см. 3.3.2, для катаных профилей R может составлять 5/16 дюйма для толстых листов, если предусмотрена подкладка.* Применяется к внешним угловым соединениям. Все Все размеры сварных швов (E) SS 1, 4, 6, 1, 4, 6, All S 4, 6, All S 4, 6, FS 4, 6, FS 4, 6, рисунок 2.5 (продолжение) (дюймы) 42 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15/09/20
39 КОНСТРУКЦИЯ СВАРНЫХ СОЕДИНЕНИЙ AASHTO / AWS D1.5M / D1.5: 2002 Воспроизведено с разрешения Американского общества ( AWS), Майами, Флорида — 15.09.20. Сварной шов с двойной J-образной канавкой (9) Тройник (T) См. На стр. 43 ОГРАНИЧЕНИЯ ДЛЯ УГЛОВЫХ И ТРОЙНИКОВ, СМ. 2.ОГРАНИЧЕНИЯ СОЕДИНЕНИЙ СМ. 2.14 SMAW TC-P9 1/2 мин U Радиус T 1 T 2 Угол (см.) TC-P9-GF * 1/2 мин U ПИЛА C-P9-S 3/4 мин U ПИЛА C- P9-S * 3/4 мин. U SAW T-P9-S 3/4 мин. U f = 1/8 мин. R = 3/8 = 45 f = 1/8 мин. R = 3/8 = 30 f = 1 / 4 мин. R = 1/2 = 45 f = 1/4 мин. R = 1/2 = 20 f = 1/4 мин. R = 1/2 = / 4, 0 +1/4, 0 +1/4, 0 +1/4, 0 +1/4, 0 Рисунок 2.5 (продолжение) (дюймы) для рисунков 2.4 и / 8, 1/16 +1/8, 1/16 Допуск посадки, см. 3.3.2, для катаных форма R может составлять 5/16 дюйма в толстых пластинах, если предусмотрена подкладка.* Применяется к внешним угловым соединениям. Общий размер сварного шва (E 1 + E 2) Все S 1 + S 2 1, 4, 6, 8, Все S 1 + S 2 4, 6, 8, FS 1 + S 2 4, 6, 8, FS 1 + S 2 4, 6, 8, FS 1 + S 2 4, 6, 8,: 1. Подготовка, подробно описанная для соединений SMAW, может использоваться для или. 2. приваривать только с одной стороны. 3. Перед сваркой второй стороны сделайте задний проход до прочного металла. 4. Минимальный размер сварного шва (E), как показано в Таблице 2.2; S, как указано на чертежах. 5. Должны быть доказательства CJP (см. 4.7.5). 6. Сварные швы в угловых и Т-образных соединениях должны быть усилены угловыми сварными швами с размером полки, равным или превышающим Т / 4, но не обязательно превышающим 10 мм [3/8 дюйма].]. Т определяется как более тонкий из крепежных элементов. 7. Двухсторонние сварные швы могут иметь канавки разной глубины, но глубина более мелкой канавки должна составлять не менее одной четвертой толщины более тонкой соединяемой части. 8. Сварные швы с двойной канавкой могут иметь канавки разной глубины при условии, что они соответствуют ограничениям e D. Также размер сварного шва (E), за вычетом любого уменьшения, применяется индивидуально к каждой канавке. 9. Ориентация двух элементов в соединениях может варьироваться от 135 до 180 при условии, что основная конфигурация соединения (угол канавки, поверхность основания, отверстие в корне) остается неизменной и что проектный размер сварного шва должен сохраняться.10. Для угловых и Т-образных соединений ориентация элемента может быть изменена при условии, что угол канавки будет соответствовать указанному. Ориентация элемента может быть изменена при условии, что размеры канавки будут сохранены, как указано. 12. Ориентация двух элементов в соединениях может варьироваться от 45 до 135 для угловых соединений и от 45 до 90 для Т-образных соединений при условии, что основная конфигурация соединения (угол канавки, поверхность корня, отверстие корня) остается неизменной и что проектный размер сварного шва должен быть сохранен.13. Эти детали соединения не должны использоваться там, где практически возможны детали с V-образной или U-образной канавкой (см. 2.14). 43 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.2019
40 ДИЗАЙН СВАРНЫХ СОЕДИНЕНИЙ Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20 . Таблица 2.2 Минимальный эффективный размер сварного шва для сварных швов PJP 1, 2 (см.) Соединяемых более толстых частей (T) T 20 мм [3/4 дюйма] T> 20 мм [3/4 дюйма]] Минимальный эффективный размер сварного шва 6 мм [1/4 дюйма] 0 8 мм [5/16 дюйма]: 1. Более мелкие сварные швы могут быть одобрены инженером на основании приложенного напряжения и использования соответствующего предварительного нагрева. 2. За исключением того, что размер сварного шва не должен превышать толщину более тонкой части. Рисунок 2.6 Угловые сварные швы на противоположных сторонах общей плоскости контакта (см.) Все сварные швы PJP с разделкой кромок, выполненные компанией -S, должны пройти квалификационные испытания WPS, описанные в разделе «Минимальный эффективный размер сварного шва». Минимальный эффективный размер сварных швов PJP с квадратными, одинарными или двойными V-образными, скосными, J- и U-образными канавками должен быть таким, как показано в таблице 2.2. Заводские или рабочие чертежи должны указывать глубину канавки (S), применимую для эффективного размера сварного шва (E) для процесса сварки, и положение сварки, которое будет использоваться Углы s. Для угловых соединений, использующих сварные швы с одинарной фаской, любая пластина может быть скошена при условии, что основная конфигурация канавки не изменяется и сохраняется соответствующее краевое расстояние для поддержки сварочных операций без чрезмерного плавления. подготовка, которая снимает фаску на пластине, которая будет подвергаться напряжению в коротком поперечном направлении, поможет уменьшить разрыв пластин. Запрещенные типы швов и сварных швов. Соединения и сварные швы, описанные в следующих параграфах, должны быть запрещены: соответствующие требованиям (2) CJP сварные швы с разделкой кромок во всех элементах, несущих расчетное напряжение, или во второстепенных элементах, подверженных растяжению или изменению напряжения, выполненные только с одной стороны без какой-либо основы или с основой, отличной от стали, которая не была аттестована в соответствие с 5.13 (3) Прерывистые сварные швы с разделкой кромок (4) Прерывистые угловые швы, кроме утвержденных инженером (5) Сварные швы с плоской кромкой и J-образной канавкой в стыковых соединениях, где практически возможны швы с V-образной и U-образной канавкой (6) Вставные и щелевые сварные швы в элементах, подверженных растяжению и изменению напряжения 2.15 Комбинации сварных швов Если два или более общих типа сварных швов (канавка, угловое соединение, заглушка, паз) объединены в одно соединение, их допустимая нагрузка должна быть рассчитана с использованием ссылка на ось группы для определения допустимой мощности комбинации (см. Приложение I).Однако такие методы добавления индивидуальных характеристик сварных швов не применяются к угловым сварным швам, усиливающим сварные швы CJP с разделкой кромок Сварные швы в сочетании с заклепками и болтами В новой работе заклепки или болты в сочетании со сварными швами не должны рассматриваться как разделяющие напряжение, а сварные швы должен выдерживать все нагрузки, на которые рассчитано соединение. Болты или заклепки, использованные в модели 44 Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15/09/20
.