Как варить электросваркой
Автор Юлия На чтение 4 мин. Просмотров 2 Опубликовано Обновлено
Самое надежное соединение неразъемных элементов и деталей – это сварка. В нашей повседневной жизни мы часто прибегаем к ее использованию: сварку применяют при строительстве заборов, монтаже различных деталей, элементов конструкций, тепличных каркасов и так далее. И поэтому человек, который владеет навыками сварочных работ, может не только сделать массу полезных дел по строительству и ремонту, но еще и значительно облагородить свой приусадебный участок. Но если вы, например, никогда ранее не использовали сварку, можно ли этому научиться? Конечно, можно! А как варить электросваркой, и какие существуют способы исполнения подобных работ, расскажет эта статья.
Чем обосновывается надежность сварки?
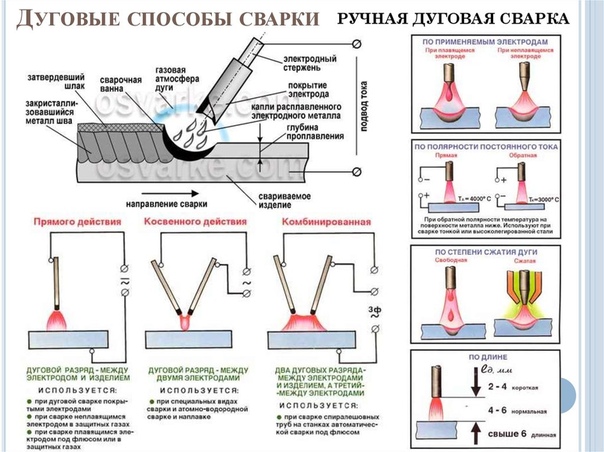
Если вам нужно создать неразъемное соединение, и сделать это срочно, то сварка в этом деле будет лучшим вариантом. Сам процесс сварки можно описать следующим образом: с помощью электрической дуги при прикосновении к сплавам металлов происходит процесс их нагревания, в результате чего начинается пластическая деформация материалов. При этом возникают молекулярные связи, которые характеризуются сверхвысокой прочностью.
Сам процесс сварки можно описать следующим образом: с помощью электрической дуги при прикосновении к сплавам металлов происходит процесс их нагревания, в результате чего начинается пластическая деформация материалов. При этом возникают молекулярные связи, которые характеризуются сверхвысокой прочностью.
Прогресс не стоит на месте, и поэтому сегодня есть возможность использовать для сварки ультразвук, электронные и лазерные лучи, пламя горелки. Однако для бытовых целей оптимальным вариантом остается электрическая дуга.
Какие существуют способы сварки?
Сварка может быть:
1. Контактная.
Осуществляется при помощи электрического тока. Причем сила тока здесь достаточно высокая, а его напряжение — относительно низкое.
Соединение элементов при контактной сварке может производиться точечно, встык и шовно.
2. Газопрессовая.
Основывается на использовании пламени ацетилкислорода. Данная сварка также характеризуется весьма высокой производительностью, поэтому она применяется широко и повсеместно.
Существуют и иные разновидности сварки, но они, как правило, более технически сложные.
Выбираем оборудование для электросварки.
Для того чтобы освоить технику проведения сварочных работ, нужно в первую очередь приобрести необходимо оборудование, которое можно купить либо просто взять в аренду. Это может быть простейший агрегат, а может быть и инструмент посложнее – оснащенный устройством уменьшения или увеличения силы тока.
Некоторые умельцы умудряются даже собрать настоящий рабочий сварочный аппарат своими руками. Однако лучше все же не рисковать и приобрести данный агрегат в надежном магазине. Так или иначе, вам потребуется один из нескольких преобразователей переменного тока в постоянный:
- инвертор – отличается своей компактностью, небольшим весом и удобством эксплуатации;
- трансформатор – также неплохой преобразователь, однако необходимую стабильную работу электрической дуги недорогие модели данного устройства обеспечивают не всегда;
- выпрямитель – характеризуется стабильной работой сварочной дуги и качественным сварочным швом.


Безопасность в проведении сварочных работ – самое основное правило!
Сварка всегда сопровождается брызгами раскаленного металла и яркими световыми излучениями. Поэтому сварщик всегда должен заботиться о защите своих глаз, кожи и лица от ожогов. Делать это нужно с помощью следующих средств безопасности:
- рукавиц из замши или брезента;
- халата или комбинезона из брезента или прорезиненной ткани;
- специальной маски или щитка.
Кроме того, прежде чем начать выполнять сварочные работы, обязательным моментом является ознакомление с техникой безопасности их проведения.
Как варить электросваркой, инструкция?
Процесс выполнения сварочных работс помощью электросварки выглядит следующим образом.
- Поверхности зачищают от ржавчины и повреждений.
- В держатель аппарата вставляется электрод и создается электрическая дуга (движение тока в зоне сварки): по металлу чиркают стержнем электрода и далее касаются им поверхности заготовки.
- Как только электрическая дуга возникает, между ней и поверхностью создают 3-5-миллиметровый зазор
- Далее приступают к соединению деталей. Для этого осуществляют колебательные движения от элемента к элементу. Сам сварной шов при этом можно выполнять в виде петли, елочки, зигзага и др.
- По окончанию сварочных работ, шов должен быть зачищен от шлаков.

Послесловие.
Не старайтесь сразу же осуществлять сложные сварочные работы, ведь без необходимого опыта у вас, скорее всего, не получиться желаемый результат. Для начала необходимо потренироваться на более простых задачах, а уже после того, как вы набьете руку и достаточно хорошо овладеете всеми премудростями сварочного дела, — можете смело начинать работать над более сложными объектами.
Как варить электросваркой видео
Рекомендую прочитать:
Как правильно варить видео. как правильно варить
как правильно варить Видео
8 мес. назад
Советы начинающим сварщикам. Как научиться варить металл, на что обращать внимание. Мой ВК: https://vk.com/alim_rizaev…
3 г. назад
Выносливые сварочные аппараты https://www.urzp.ru/ Трубогибы, профилегибы http://www.kovka-stanki.ru/ Фото выполненных в данном…
5 г. назад
Профессиональное обучающее видео по электро дуговой сварке.
2 г. назад
Подпишись на канал и ты узнаешь много нового: https://www.youtube.com/channel/UCuIQ6S9A23ISvRZN4xn0ieA «Урок сварщика» «Сварка элект. ..
..
4 г. назад
Выносливые сварочные инверторы для работы каждый день https://www.urzp.ru/ Трубогибы, профилегибы http://www.kovka-stanki.ru/…
4 г. назад
Первая часть лекции для начинающих сварщиков о сварке электродами.
2 г. назад
Учимся варить. Как варить красивые швы начинающим сварщикам. Если Ваш канал еще не подключен к партнерке,…
3 г. назад
Качественные сварочные инверторы https://www.urzp.ru/ Трубогибы, профилегибы http://www.kovka-stanki.ru/ Welding profile pipe.Как быстро…
6 мес. назад
В этом видео Вы узнаете все подробности и тонкости дуговой сварки. Профессиональный сварщик расскажет…
2 г. назад
Как правильно варить угловой шов.
5 мес. назад
Всем привет, в этом видео я расскажу и покажу как правильно вести электрод во время сварки и какие можно. ..
..
2 г. назад
В данном ролике показаны самые первые шаги для новичков, которые вообще не умеют варить и хотят попробовать…
3 г. назад
Как варить электродами, в видео наглядно, через светофильтр показывается процесс сварки. Сварка, сварочные…
1 г. назад
Здесь вы увидите как заварить трубу в контроль! Помощь в развитие канала,на( петличный микрофон)карта сбер…
3 г. назад
Сварочные аппараты https://www.urzp.ru/ Трубогибы, профилегибы http://www.kovka-stanki.ru/ Сварка тонкой нержавейки в нижнем…
2 г. назад
Обед безбрачия / Бутерброды с килькой / Мастер-класс шеф-повара Ильи Лазерсона / Полезные советы / Как прави…
5 мес. назад
Рецепт пшенной каши на молоке. Как правильно сварить молочную пшенную кашу, сколько брать каши, сколько…
6 г. назад
НАШЕ УТРО Как правильно сварить кашу? Какие крупы легко приготовить и как их вкусно сварить? Советы Регины. ..
..
1 г. назад
http://coppershop.ru/ :Медная Лавка.Лучшая посуда из меди производства Италии по доступным ценам. http://www.medved-knife.ru/…
4 мес. назад
Расскажу о частой ошибке сварщиков, при замене сгнившей автомобильной арки. Это мое мнение, оно может отлич…
videohot.ru
правильно варить YouTube
3 г. назад
Выносливые сварочные аппараты https://www.urzp.ru/ Трубогибы, профилегибы http://www.kovka-stanki.ru/ Фото выполненных в данном…
2 г. назад
Подпишись на канал и ты узнаешь много нового: https://www.youtube.com/channel/UCuIQ6S9A23ISvRZN4xn0ieA «Урок сварщика» «Сварка элект…
5 г. назад
Профессиональное обучающее видео по электро дуговой сварке.
2 г. назад
Как правильно варить угловой шов.
8 мес. назад
Советы начинающим сварщикам. Как научиться варить металл, на что обращать внимание. Мой ВК: https://vk.com/alim_rizaev…
Как научиться варить металл, на что обращать внимание. Мой ВК: https://vk.com/alim_rizaev…
4 г. назад
Выносливые сварочные инверторы для работы каждый день https://www.urzp.ru/ Трубогибы, профилегибы http://www.kovka-stanki.ru/…
4 г. назад
Первая часть лекции для начинающих сварщиков о сварке электродами.
6 мес. назад
В этом видео Вы узнаете все подробности и тонкости дуговой сварки. Профессиональный сварщик расскажет…
2 г. назад
Обед безбрачия / Бутерброды с килькой / Мастер-класс шеф-повара Ильи Лазерсона / Полезные советы / Как прави…
2 г. назад
В данном ролике показаны самые первые шаги для новичков, которые вообще не умеют варить и хотят попробовать…
5 мес. назад
Рецепт пшенной каши на молоке. Как правильно сварить молочную пшенную кашу, сколько брать каши, сколько.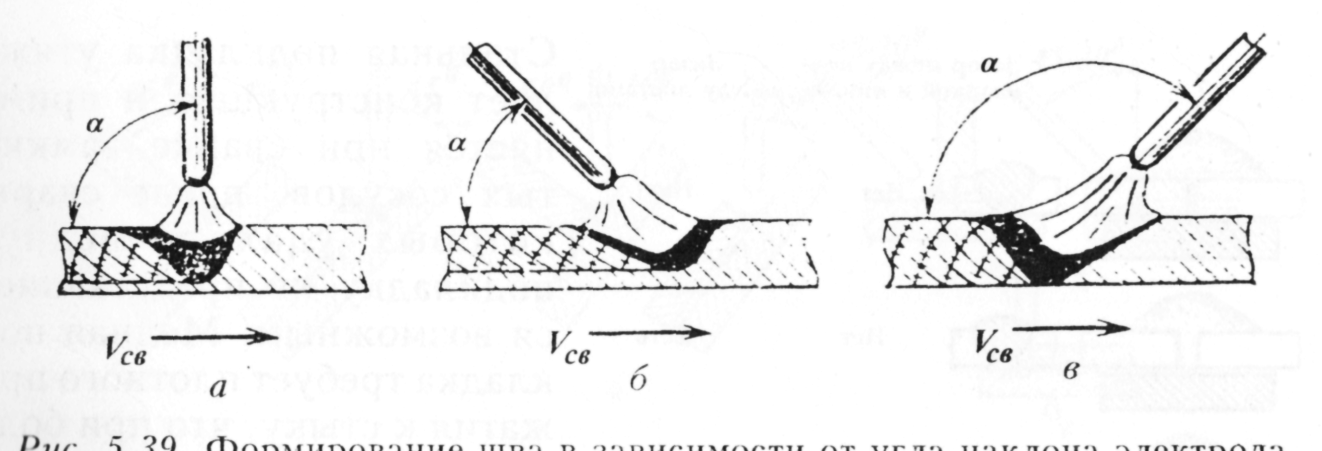 ..
..
1 г. назад
Здесь вы увидите как заварить трубу в контроль! Помощь в развитие канала,на( петличный микрофон)карта сбер…
1 г. назад
http://coppershop.ru/ :Медная Лавка.Лучшая посуда из меди производства Италии по доступным ценам. http://www.medved-knife.ru/…
3 г. назад
Сварочные аппараты https://www.urzp.ru/ Трубогибы, профилегибы http://www.kovka-stanki.ru/ Сварка тонкой нержавейки в нижнем…
1 г. назад
Как быстро и вкусно сварить перловку на воде — очень полезную для здоровья кашу. Простой рецепт вареной…
12 мес. назад
Как правильно варить кофе в турке, инструкция от чемпиона России — рассказывает чемпион России по заварива…
4 г. назад
Сегодня я расскажу как правильно варить макароны в кастрюле. Чтобы приготовить вкусные макароны надо взять…
4 г. назад
назад
Сегодня ты узнаешь, как правильно варить рис рассыпчатым на сковороде. Всего на приготовление риса таким…
1 г. назад
Как варить макароны в кастрюле, чтобы они не слипались и были вкусными. Сколько времени варить, как правильн…
4 г. назад
Сварить говядину просто. Чтобы было вкусно, это надо сделать правильно. ******************************************************************…
syoutube.ru
Как правильно варить Видео база
8 мес. назад
Советы начинающим сварщикам. Как научиться варить металл, на что обращать внимание. Мой ВК: https://vk.com/alim_rizaev…
3 г. назад
Выносливые сварочные аппараты https://www.urzp.ru/ Трубогибы, профилегибы http://www.kovka-stanki.ru/ Фото выполненных в данном…
5 г. назад
Профессиональное обучающее видео по электро дуговой сварке.
2 г. назад
Подпишись на канал и ты узнаешь много нового: https://www.youtube.com/channel/UCuIQ6S9A23ISvRZN4xn0ieA «Урок сварщика» «Сварка элект…
4 г. назад
Выносливые сварочные инверторы для работы каждый день https://www.urzp.ru/ Трубогибы, профилегибы http://www.kovka-stanki.ru/…
4 г. назад
Первая часть лекции для начинающих сварщиков о сварке электродами.
2 г. назад
Учимся варить. Как варить красивые швы начинающим сварщикам. Если Ваш канал еще не подключен к партнерке,…
3 г. назад
Качественные сварочные инверторы https://www.urzp.ru/ Трубогибы, профилегибы http://www.kovka-stanki.ru/ Welding profile pipe.Как быстро…
6 мес. назад
В этом видео Вы узнаете все подробности и тонкости дуговой сварки. Профессиональный сварщик расскажет…
2 г. назад
Как правильно варить угловой шов.
5 мес. назад
Всем привет, в этом видео я расскажу и покажу как правильно вести электрод во время сварки и какие можно…
2 г. назад
В данном ролике показаны самые первые шаги для новичков, которые вообще не умеют варить и хотят попробовать…
3 г. назад
Как варить электродами, в видео наглядно, через светофильтр показывается процесс сварки. Сварка, сварочные…
1 г. назад
Здесь вы увидите как заварить трубу в контроль! Помощь в развитие канала,на( петличный микрофон)карта сбер…
3 г. назад
Сварочные аппараты https://www.urzp.ru/ Трубогибы, профилегибы http://www.kovka-stanki.ru/ Сварка тонкой нержавейки в нижнем…
2 г. назад
Обед безбрачия / Бутерброды с килькой / Мастер-класс шеф-повара Ильи Лазерсона / Полезные советы / Как прави…
5 мес. назад
Рецепт пшенной каши на молоке. Как правильно сварить молочную пшенную кашу, сколько брать каши, сколько…
Как правильно сварить молочную пшенную кашу, сколько брать каши, сколько…
6 г. назад
НАШЕ УТРО Как правильно сварить кашу? Какие крупы легко приготовить и как их вкусно сварить? Советы Регины…
1 г. назад
http://coppershop.ru/ :Медная Лавка.Лучшая посуда из меди производства Италии по доступным ценам. http://www.medved-knife.ru/…
4 мес. назад
Расскажу о частой ошибке сварщиков, при замене сгнившей автомобильной арки. Это мое мнение, оно может отлич…
video-base.ru
Как правильно варить видео Видео
…
8 меc назад
Советы начинающим сварщикам. Как научиться варить металл, на что обращать внимание. Мой ВК: https://vk.com/alim_rizaev…
…
3 лет назад
Выносливые сварочные аппараты https://www.urzp.ru/ Трубогибы, профилегибы http://www.kovka-stanki.ru/ Фото выполненных в данном. ..
..
…
2 лет назад
Подпишись на канал и ты узнаешь много нового: https://www.youtube.com/channel/UCuIQ6S9A23ISvRZN4xn0ieA «Урок сварщика» «Сварка элект…
…
5 лет назад
Профессиональное обучающее видео по электро дуговой сварке.
…
4 лет назад
Первая часть лекции для начинающих сварщиков о сварке электродами.
…
4 лет назад
Выносливые сварочные инверторы для работы каждый день https://www.urzp.ru/ Трубогибы, профилегибы http://www.kovka-stanki.ru/…
…
2 лет назад
Как правильно варить угловой шов.
…
2 лет назад
Учимся варить. Как варить красивые швы начинающим сварщикам. Если Ваш канал еще не подключен к партнерке,…
…
3 лет назад
Качественные сварочные инверторы https://www. urzp.ru/ Трубогибы, профилегибы http://www.kovka-stanki.ru/ Welding profile pipe.Как быстро…
urzp.ru/ Трубогибы, профилегибы http://www.kovka-stanki.ru/ Welding profile pipe.Как быстро…
…
6 меc назад
В этом видео Вы узнаете все подробности и тонкости дуговой сварки. Профессиональный сварщик расскажет…
…
5 меc назад
Всем привет, в этом видео я расскажу и покажу как правильно вести электрод во время сварки и какие можно…
…
3 лет назад
Как варить электродами, в видео наглядно, через светофильтр показывается процесс сварки. Сварка, сварочные…
…
2 лет назад
В данном ролике показаны самые первые шаги для новичков, которые вообще не умеют варить и хотят попробовать…
…
6 лет назад
НАШЕ УТРО Как правильно сварить кашу? Какие крупы легко приготовить и как их вкусно сварить? Советы Регины…
…
1 лет назад
Здесь вы увидите как заварить трубу в контроль! Помощь в развитие канала,на( петличный микрофон)карта сбер. ..
..
…
3 лет назад
Сварочные аппараты https://www.urzp.ru/ Трубогибы, профилегибы http://www.kovka-stanki.ru/ Сварка тонкой нержавейки в нижнем…
…
5 меc назад
Рецепт пшенной каши на молоке. Как правильно сварить молочную пшенную кашу, сколько брать каши, сколько…
…
2 лет назад
Обед безбрачия / Бутерброды с килькой / Мастер-класс шеф-повара Ильи Лазерсона / Полезные советы / Как прави…
…
1 лет назад
http://coppershop.ru/ :Медная Лавка.Лучшая посуда из меди производства Италии по доступным ценам. http://www.medved-knife.ru/…
…
4 меc назад
Расскажу о частой ошибке сварщиков, при замене сгнившей автомобильной арки. Это мое мнение, оно может отлич…
videoprime.ru
Как правильно варить сварочным инвертором
Современные сварочные инверторы, после огромных и тяжелых сварочных трансформаторов, кажутся почти детской игрушкой. И, тем не менее, образуют качественные швы, даже, если находятся в руках новичков.
И, тем не менее, образуют качественные швы, даже, если находятся в руках новичков.
Безусловно, качество работы сварочными инверторами будет хорошим, если следовать определенным правилам. И, в любом случае, перед работой, начинающим сварщикам необходимо прочитать инструкцию к аппарату. Там, обычно, приводится несколько полезных советов, а также, правила техники безопасности.
Как работает сварочный инвертор
Сварочный инвертор – инструмент для сваривания металла. Своё название он получил из-за того, что преобразует переменный ток в постоянный. И, хотя, КПД инвертора около 90%, энергопотребление у него относительно, низкое, поэтому о больших счетах за электричество можно не беспокоиться.
Чаше всего, сварочный инвертор работает от сети 220 вольт, некоторые виды – от 380 вольт. При этом, есть возможность работать при пониженном напряжении: электрод 3 мм, например, можно использовать при 170 в.
Производить сварку инвертором, по сравнению с трансформатором или выпрямителем, намного проще. К тому же, удержать дугу сможет, даже, новичок. И искусству сварки, конечно же, относительно просто научиться именно на инверторе.
К тому же, удержать дугу сможет, даже, новичок. И искусству сварки, конечно же, относительно просто научиться именно на инверторе.
Подготовка к работе
Какие электроды использовать
Электрод представляет собой стрежень из металла, который покрыт специальной обмазкой – шлаковой смесью. В неё, иногда, добавляют газообразующие вещества. Обмазка предохранят расплавленный металл от окисления.
Стержень выбирается в зависимости от вида металла, который предстоит сваривать. Например, чтобы работать с углеродистой или коррозионностойкой сталью, потребуется марка электрода УОНИИ. Существуют также универсальные электроды. К таким относится марка АНО. Их используют при обратном и прямом токе любой полярности.
Электроды разделяют, также, по диаметру, который варьируется от 1,6 мм до 5 мм. Размер подбирается в зависимости от толщины свариваемого металла: чем она больше, тем больше диаметр. Ориентироваться в свариваемых металлах и электродах к ним, поможет нижеследующая таблица.
Чем толще стержень, тем большей мощностью должен обладать инверторный сварочный аппарат. Поэтому для начинающих подойдёт диаметр не более 4 мм; тонкий металл может свариться электродом и в 2 мм.
Полярность и значение сварочного тока
Глубина, на которую может проплавиться металл, напрямую зависит от выставленной силы тока. Мощность дуги, также, определяется этим показателем. Размер электрода задаёт необходимую силу тока.
В зависимости от поверхности, выбирается значение сварочного тока. На горизонтальных поверхностях оно максимальное, на вертикальных – меньше примерно на 15%, на нависающих – на 20%.
Сварочный аппарат бытового типа может выдавать до 200 ампер. На профессиональном инструменте значения доходят до 250 и выше. То, в каком направлении будет двигаться ток, определит полярность. На инверторе существует возможность изменять полярность.
Как известно, ток движется от минуса к плюсу. Поэтому клемма «+» сильнее нагревается. Эта особенность и позволяет осуществлять качественную сварку металла. В том случае, если свариваемые части имеют большую толщину, то положительную клемму подключают к одной из деталей. Этот способ называется прямая полярность.
В том случае, если свариваемые части имеют большую толщину, то положительную клемму подключают к одной из деталей. Этот способ называется прямая полярность.
К тонким изделиям крепят отрицательную клемму. Данный метод подключения имеет название обратная полярность.
(Продолжение следует)
Современные современные автомобили требуют изменений в методах ремонта при столкновении — Часть 1
В этой первой из двух частей мы рассмотрим некоторые методы крепления, необходимые для современных автомобилей, поврежденных в результате столкновений. Мы сосредоточимся на сварке стали и алюминия. Во второй части мы более подробно рассмотрим клеевое соединение и некоторые механические крепления, которые потребуются для ремонта.
Сталь Сварка GMA (MIG)
Сварка GMA (MIG) уже много лет является основным продуктом в индустрии ремонта столкновений.Сварщики стали GMA (MIG) предлагают профессионалам по устранению столкновений ряд преимуществ: небольшая цена в собственность; простота использования; доступное обучение; минимальное обслуживание; и техники знакомы с оборудованием.
Когда началась сварка стали методом GMA (MIG), ее часто называли просто сваркой MIG. Хотя этот термин широко известен, он не совсем точен. MIG означает «металлический инертный газ» и используется при сварке с использованием инертного защитного газа, такого как 100-процентный аргон.Однако в большинстве случаев ремонта после столкновения мы используем защитный газ, состоящий на 75 процентов из аргона и на 25 процентов из углекислого газа (часто называемого 75/25 или C-25). Поскольку углекислый газ является активным газом, правильным термином будет сварка MAG. Независимо от того, выполняет ли техник сварку MIG или сварку MAG, оба процесса представляют собой методы сварки газовой металлической дугой (GMA), поэтому I CAR®, Межотраслевая конференция по автоматическому ремонту столкновений и другие перешли на GMA ( MIG) когда речь идет о процессе — GMA, чтобы быть технически точным, и MIG, чтобы помочь с его распознаванием… достаточно просто, не так ли?
Поскольку сварка стали методом GMA (MIG) так долго была широко распространена в индустрии ремонта столкновений, мы не будем тратить на это много времени в этой статье.
Недавним примером нового требования производителя автомобилей к сварке является объявление Honda о том, что проволока ER70S-6 может использоваться только для сталей с пределом прочности на разрыв 440 МПа или менее. Для любой стали на автомобилях Honda с давлением от 440 до 980 МПа компании Honda теперь требуется электродная проволока DS980J от Bosch.
Алюминий GMA (MIG) Сварка
Многие люди говорят нам, что ремонт алюминия несложный, это просто другое; но когда дело доходит до сварки, все по-другому. В отличие от сварки стали GMA (MIG) сварка алюминия — это настоящая сварка MIG. Поскольку в качестве защитного газа используется 100% аргон, «инертный» термин вполне подходит для сварки алюминия. Существует также ряд других различий между сваркой стали и алюминия.(Картинка # 5610)
В то время как сварка стали предоставляет техническим специалистам возможность сварки методом выталкивания или вытягивания, для алюминия следует использовать технику проталкивания. Технология проталкивания позволяет защитному газу очищать зону сварки и уменьшать загрязнение сварного шва.
Технология проталкивания позволяет защитному газу очищать зону сварки и уменьшать загрязнение сварного шва.
Метод переноса сварки также различается при сварке стали и алюминия. Для стали по-прежнему предпочтительным методом передачи является перенос короткого замыкания. Тем не менее, что касается алюминия, большинство производителей автомобилей теперь требуют переноса дуги импульсным распылением.В отличие от передачи короткого замыкания, когда расплавленная электродная проволока «обрывается» при контакте с основным металлом, импульсное распыление формирует каплю расплавленной электродной проволоки, которая проталкивается через дугу в сварочную ванну. Поскольку концепцию легче показать, чем объяснить, посмотрите эти замедленные видеоролики от Miller Electric для сравнения двух методов передачи:
Короткое замыкание: http://bit.ly/1vHu1mp
Spray Pulse: http://bit.ly/1oJRlMc
Еще одно различие между сваркой стали и алюминия — это выбор электродной проволоки. Хотя существует почти универсальный тип электрода для стали, требования к алюминиевым электродам различаются в зависимости от сплава основного металла и рекомендаций производителя автомобилей. При выборе алюминиевых электродных проводов обязательно обращайтесь к инструкциям производителя транспортного средства. Некоторые распространенные типы, с которыми вы можете столкнуться, включают 4043, 4047, 5356 и 5554.
Хотя существует почти универсальный тип электрода для стали, требования к алюминиевым электродам различаются в зависимости от сплава основного металла и рекомендаций производителя автомобилей. При выборе алюминиевых электродных проводов обязательно обращайтесь к инструкциям производителя транспортного средства. Некоторые распространенные типы, с которыми вы можете столкнуться, включают 4043, 4047, 5356 и 5554.
Контактная точечная сварка сжатием (STRSW)
С тех пор, как сварка GMA (MIG) впервые появилась на предприятиях по устранению столкновений по всей стране, не было такого популярного метода ремонта, как точечная сварка.Качественные сварочные аппараты контактного типа для точечной сварки стали незаменимым оборудованием для предприятий по устранению столкновений.
STRSW не только дублирует внешний вид OEM, но также позволяет значительно уменьшить зону термического влияния, которая не повреждает многие из высокопрочных (HSS) и сверхвысокопрочных сталей (UHSS), используемых в современных автомобилях.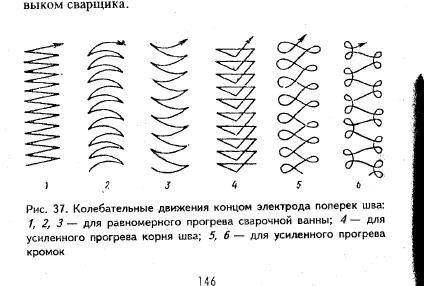 Некоторые производители автомобилей дошли до того, что потребовали STRSW для сварки HSS и UHSS на своих последних моделях автомобилей.
Некоторые производители автомобилей дошли до того, что потребовали STRSW для сварки HSS и UHSS на своих последних моделях автомобилей.
В июльском / августовском выпуске журнала (Fixed Ops Magazine) мы подробно рассмотрели некоторые аспекты, которые следует учитывать при инвестировании в этот тип оборудования.Если вы еще этого не сделали, пришло время более внимательно изучить вопрос об инвестициях в этот тип оборудования; вы будете рады, что сделали. Мы также рассмотрели пайку MIG в предыдущей статье, и вы также можете рассмотреть возможность добавления этого оборудования на свое предприятие.
Многофункциональные сварочные аппараты
Одна из тенденций, которую мы начинаем видеть у производителей сварочного оборудования, — это машины, которые объединяют несколько сварочных процессов в одном аппарате. В настоящее время на рынке имеется несколько машин, на которых можно выполнять стальные сварные швы GMA (MIG), пайку MIG и алюминий GMA (MIG), не внося изменений в машину каждый раз, когда вы меняете сварочные процессы.
Эти аппараты предлагают три сварочные горелки и возможность размещения трех типов электродной проволоки в одном сварочном аппарате. Машина может пропускать 100% защитный газ аргон и защитный газ C 25. Вам даже не нужно «указывать» аппарату, какой метод сварки вы хотите использовать. Когда вы нажимаете кнопку на горелке для сварки стали GMA (MIG), аппарат автоматически переключается в режим сварки стали и подает на сопло защитный газ C-25. Нажмите на курок горелки для пайки MIG, и машина снова автоматически переключится и отправит 100% аргон в сопло.Некоторые из этих аппаратов даже позволяют перейти на сварку вольфрамовым электродом в среде инертного газа (TIG) и сварку штучной сваркой.
Будьте в курсе событий с помощью инструментов, оборудования и обучения
Автомобильные технологии продолжают развиваться быстрыми темпами. По мере развития технологий процессы устранения столкновений также будут развиваться. Важно постоянно обращаться к рекомендациям производителя транспортных средств по способам крепления. В то время как сварка стали GMA (MIG) будет по-прежнему использоваться в обозримом будущем, пайка STRSW и MIG будет продолжать набирать популярность и потребуется для некоторых ремонтных работ после столкновения.
В то время как сварка стали GMA (MIG) будет по-прежнему использоваться в обозримом будущем, пайка STRSW и MIG будет продолжать набирать популярность и потребуется для некоторых ремонтных работ после столкновения.
По мере роста производства автомобилей с интенсивным использованием алюминия, сварка алюминия GMA (MIG) также будет расти. Важно не сопротивляться переменам, чтобы не отставать. Вам необходимо оснастить свое предприятие необходимыми инструментами и оборудованием для выполнения полного, безопасного и качественного ремонта; и крайне важно, чтобы ваши технические специалисты прошли самую последнюю подготовку по использованию каждой из этих технологий. I-CAR предлагает ряд курсов по методам крепления. Чтобы узнать, какие классы доступны в вашем районе, посетите www.i-car.com/s/.
В дополнение к учебным курсам I-CAR, программа I-CAR Welding Training & Certification ™ включает в себя обучение теории сварки, практическую оценку оборудования, оборудования и инфраструктуры предприятия инструктором перед обучением в мастерской. , практика и признанный в отрасли сертификационный тест. Более подробную информацию обо всех курсах по сварке I-CAR (сварка стали GMA (MIG), сварка алюминия GMA (MIG) и профилирование стали) можно найти на сайте I-CAR Welding & Certification.Стоимость обучения сварке была снижена, чтобы сделать более доступным для каждого техника практическое обучение, необходимое для выполнения надлежащего сварного шва. Все большее число OEM-производителей используют I-CAR Welding Training & Certification в своих сетевых программах, включая Acura, Audi, Chrysler, Ford, GM, Honda, Infiniti, Jaguar, Land Rover, Lexus, Nissan, Porsche, Scion, Toyota, Volvo и Volkswagen.
, практика и признанный в отрасли сертификационный тест. Более подробную информацию обо всех курсах по сварке I-CAR (сварка стали GMA (MIG), сварка алюминия GMA (MIG) и профилирование стали) можно найти на сайте I-CAR Welding & Certification.Стоимость обучения сварке была снижена, чтобы сделать более доступным для каждого техника практическое обучение, необходимое для выполнения надлежащего сварного шва. Все большее число OEM-производителей используют I-CAR Welding Training & Certification в своих сетевых программах, включая Acura, Audi, Chrysler, Ford, GM, Honda, Infiniti, Jaguar, Land Rover, Lexus, Nissan, Porsche, Scion, Toyota, Volvo и Volkswagen.
В следующей статье мы подробно рассмотрим клеевое соединение, заклепки и заклепки, а также другие механические крепления.
Связанные курсы I-CAR
Курс Теория сварки алюминия GMA
Курс Введение в точечную сварку сопротивлением сжатием
Курс Теория сварки стали GMA
советов по сварке проволокой, обучающее видео по сварке в гонконге
Nelson Fastener Systems — Профиль компании | Поставщик…
Наша богатая история началась, когда Тед Нельсон изобрел приварку шпилек в 1939 году. Как кораблестроитель, помогавший США во время Второй мировой войны, он знал, что должен быть более простой способ сваривать крепежные детали. Его процесс превратился в то, что сегодня является ведущим производителем приварки шпилек — Nelson Fastener Systems.
Как кораблестроитель, помогавший США во время Второй мировой войны, он знал, что должен быть более простой способ сваривать крепежные детали. Его процесс превратился в то, что сегодня является ведущим производителем приварки шпилек — Nelson Fastener Systems.
Сварочные аппараты MIG + для сердечников с флюсом | Northern Tool
Магазин 45 сварочных аппаратов MIG + Flux Core в компании Northern Tool + Equipment. Просмотрите множество ведущих производителей сварочных аппаратов MIG + Flux Core, таких как Klutch, Lincoln Electric и Hobart, с помощью датчиков силы
— Измерение силы и крутящего момента Mark-10. Количество применений для испытаний на растяжение и сжатие.Все датчики силы могут регистрировать пиковую силу как при растяжении, так и при сжатии и имеют выбираемые единицы измерения. Force
Структурные клеи Ресурсы | 3M
Эта страница может помочь вам понять, как решить, какой тип структурного клея 3M использовать в вашем промышленном производственном процессе. Узнайте, как основа и химический состав клея могут повлиять на ваш выбор, как модификация основы может помочь клею
Узнайте, как основа и химический состав клея могут повлиять на ваш выбор, как модификация основы может помочь клею
О компании — AMADA WELD TECH
Узнайте больше об AMADA WELD TECH и наших ведущих в отрасли продуктах в нашем отделе новостей или на предстоящей выставке , вебинар или мероприятие по трудоустройству.Посетите Учебный центр Newsroom
Выбор лучших линз для защиты глаз сварщиков
В промышленных условиях защитные очки необходимы для работы, которая подвергает глаза сотрудников риску воздействия тепла, ударов, химикатов или пыли . Но рабочие также нуждаются в защите от опасностей, не связанных с физическим воздействием, таких как лучистая энергия, напряжение глаз и усталость. Поэтому выбор подходящих линз или фильтрующих пластин для защиты глаз ваших рабочих так же важен для предотвращения травм глаз, как и
HAKKO Corporation — Мы отвечаем на потребности в пайке…
HAKKO уверенно представляет паяльники и сопутствующее оборудование мирового класса. от новейшей электроники до хобби и ремесел, начиная с новых продуктов, разработанных в синем цвете и…
от новейшей электроники до хобби и ремесел, начиная с новых продуктов, разработанных в синем цвете и…
Luvata | Проволока для резки по длине
Проволока Luvata для прецизионной резки по длине обеспечивает значительную экономию материалов и производственных затрат при одновременном повышении качества по сравнению с традиционной обработкой.Другие преимущества проволоки для поперечной резки Luvata: отсутствие заусенцев (прецизионная резка), однородная твердость и…
Ремонт при столкновении с тяжелыми грузовиками Ресурсы и СОПы | 3M
Итак, компания 3M разработала сборник стандартных рабочих процедур и технических советов по ремонту большегрузных автомобилей. Эти знания призваны сделать большую работу по ремонту тяжелых грузовиков, ремонт грузовиков средней грузоподъемности, коммерческого парка, легких грузовиков и полуприцепов столь же эффективной и рентабельной, как и любой другой сегмент ремонта после столкновений.
Сертифицированный инспектор по сварке (CWI): Сертификация:…
Сертификат сертифицированного инспектора по сварке — это больше, чем достойная карьера. Это большая ответственность и демонстрация замечательного мастерства. CWI® широко признан как на национальном, так и на международном уровне, и успешные компании стали полагаться на этот сертификат AWS, обеспечивая высочайший уровень качества изготовления.
Это большая ответственность и демонстрация замечательного мастерства. CWI® широко признан как на национальном, так и на международном уровне, и успешные компании стали полагаться на этот сертификат AWS, обеспечивая высочайший уровень качества изготовления.
Grads of Life BrandVoice: Я хочу эту работу: сварщик
27.11.2018 · Сварка может доставить рабочих куда угодно, поскольку эта профессия пользуется большим спросом в США.С. и во всем мире. По данным Американского общества сварщиков, в отрасли не будет больше
Проверка качества сварных швов: визуальный, физический и неразрушающий контроль — Weld Guru
7/7/2020 · Измеритель угловых швов является важным инструментом для проверки качества сварки. Он используется для проверки размера углового участка, проверки размера горловины углового шва. Показано: Набор для угловой сварки Estone из 7 частей Контрольный прибор для калибровочной сварки Ульнар MM и дюйм MG11 Для аппаратов
для экструзионной сварки требуется несколько единиц оборудования — Leister Technologies
Новое определение экструзионной сварки — блестяще маневренный одноручный экструдер Fusion 1 с уменьшенной конструкцией для большей гибкости при сварке с двусторонним забором проволоки, автоматически регулируемой температурой воздуха, светодиодной подсветкой, практичным подвесным устройством и
Вопросы | Yahoo Answers
Гонконг Испания Таиланд Великобритания и Ирландия Вьетнам Espanol О компании Об ответах Правила сообщества Таблица лидеров Знание Партнеры Баллы и уровни Блог Советы по безопасности Томас Джефферсон Томас Джефферсон Уровень 4 На этой неделе 0 Зарегистрирован 1 десятилетие назад 4 114 баллов
AWS — D10.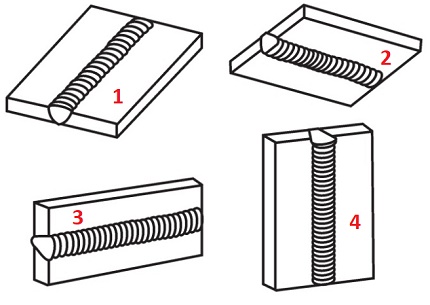 12M / D10.12: 2000 — Руководство по мягкой сварке…
12M / D10.12: 2000 — Руководство по мягкой сварке…
Самую последнюю версию D10.12M / D10.12: 2000 можно найти на сайте Engineering360. 360 Карьера 5G Communiions Акустика и аудиотехнология Аэрокосмические технологии Альтернативные и возобновляемые источники энергии Технология устройств Автомобильные технологии Автомобильные технологии Видео-издание Строительство и дизайн Строительные блоки для Интернета вещей Химическое производство Покрытия и инженерные поверхности Компоненты для…
Контактные наконечники для сварочных аппаратов 12x MIG Адаптер разъема наконечника…
Найдите много отличных новых и бывших в употреблении опций и получите лучшие предложения на 12x MIG Welder Контактные наконечники Наконечник разъем адаптера Держатель Газовое сопло 0.6 мм BI1214 на…
Поиск сервисных центров и дистрибьюторов Loions | Lincoln…
Данная карта носит исключительно информационный характер. Не делается никаких заявлений и не дается никаких гарантий относительно его содержания или удобства использования. Пользователь принимает на себя весь риск использования. Компания Lincoln Electric, MapQuest и их поставщики не несут ответственности за любые убытки, возникшие в результате такого использования.
Пользователь принимает на себя весь риск использования. Компания Lincoln Electric, MapQuest и их поставщики не несут ответственности за любые убытки, возникшие в результате такого использования.
Глобальные сайты Lincoln Electric — выберите свою страну или регион
Выберите веб-сайт Lincoln Electric для своей страны или региона, чтобы найти лучший выбор сварочного оборудования, сварочной проволоки и электродов, оборудования для обеспечения безопасности сварки, контроля сварочного дыма и автоматизации сварки системы.
Руководство для стажеров уровня 1 по сварке (подписка) | 5-е…
21.07.2015 · советы и рекомендации отраслевых экспертов, обзорные вопросы и многое другое! Ключевые материалы включают безопасность сварки, кислородную резку, плазменно-дуговую резку, резку и строжку угольным воздухом, подготовку основного металла, качество сварки, сварку SMAW Fillet
eHow | eHow
Узнайте, как делать практически все на eHow. Найдите советы экспертов, а также видеоролики и статьи, в том числе инструкции о том, как приготовить, приготовить, вырастить или сделать что угодно.
Гонконгский совет по развитию торговли (HKTDC)
Помогает бизнесу Гонконга подключиться к миру возможностей — связывая вас с материковым Китаем, Азией и за ее пределами через нашу сеть из 50 офисов по всему миру. Приходите на саммит « Один пояс, один путь », который состоится с 11 по 12 сентября 2019 года в HKCEC. который пройдет с 11 по 12 сентября 2019 года в HKCEC.
Руководство для стажеров уровня 1 по сварке | 5-е издание | Pearson
21/7/2015 · Обозначает нормы, регулирующие сварку, включая морские сварочные швы.Выявляет и объясняет дефекты сварного шва и их причины. Описывает методы неразрушающего контроля, критерии визуального контроля, квалификационные испытания сварщиков и важность качества. 29107-09
MSN | Outlook, Office, Skype, Bing, последние новости и…
Ваша настраиваемая и тщательно подобранная коллекция лучших достоверных новостей, а также освещение спорта, развлечений, денег, погоды, путешествий, здоровья и образа жизни, созданная с помощью Outlook / Hotmail, Facebook
сварочный аппарат, сварочный аппарат Поставщики…
Alibaba предлагает 1 625 аппаратов для термической сварки. Около 22% из них — сварщики пластмасс, 0% — сварщики точечной сварки и 11% — другое сварочное оборудование. Вам доступны самые разные варианты термического сварочного аппарата, например, для использования.
Около 22% из них — сварщики пластмасс, 0% — сварщики точечной сварки и 11% — другое сварочное оборудование. Вам доступны самые разные варианты термического сварочного аппарата, например, для использования.
Ремонт столкновений Герметик швов и ресурсы для покрытия и…
Краткое руководство по сварке швов, включая подготовку панели, подготовку поверхности под точечную сварку и применение герметика шва. Он также включает информацию о NVH и замене пены. Загрузка на английском языке: Weld Sealing (PDF, 163 KB) Загрузка на испанском языке: Weld Sealing
Проверки безопасности, которые каждый сварщик должен выполнять ежедневно
Сварка — чрезвычайно важный аспект строительства или любого проекта металлообработки, и действительно удивительно, как далеко за эти годы продвинулись технологии.Было много достижений с точки зрения возможностей и эффективности, а также общей безопасности. Тем не менее, несмотря на то, что в области безопасности были достигнуты большие успехи, сварка по-прежнему сопряжена с опасностью. Хорошая новость заключается в том, что, когда безопасность занимает центральное место в умах сварщиков, они могут многое сделать, чтобы свести к минимуму риск для себя, коллег и имущества. Давайте рассмотрим некоторые из основных проверок безопасности, которые каждый сварщик должен выполнять ежедневно, чтобы избежать опасности.
Хорошая новость заключается в том, что, когда безопасность занимает центральное место в умах сварщиков, они могут многое сделать, чтобы свести к минимуму риск для себя, коллег и имущества. Давайте рассмотрим некоторые из основных проверок безопасности, которые каждый сварщик должен выполнять ежедневно, чтобы избежать опасности.
Меры безопасности перед сваркой
Прежде чем вы прикоснетесь к сварочному аппарату, необходимо выполнить ряд очень важных проверок безопасности, которые вы всегда должны сделать в первую очередь. Эти меры безопасности могут показаться здравым смыслом, но о них легко забыть или начать игнорировать со временем, потому что сама сварка может показаться рутинной. Вот почему крайне важно приучить себя делать эти шаги ежедневной частью своего рабочего графика.
Знайте свое оборудование
Как мы уже говорили выше, сварочная техника за эти годы прошла долгий путь.Это означает, что со временем в оборудование были внесены незначительные изменения. Фактически, даже когда выходит новый сварочный аппарат, который функционирует практически так же, как и его предшественники, все еще очень вероятно, что произойдут по крайней мере некоторые тонкие изменения, о которых сварщик должен знать. Таким образом, даже если вы очень опытный сварщик, всегда старайтесь быть полностью знакомым с конкретной машиной, которую вы будете использовать, прежде чем начать.
Фактически, даже когда выходит новый сварочный аппарат, который функционирует практически так же, как и его предшественники, все еще очень вероятно, что произойдут по крайней мере некоторые тонкие изменения, о которых сварщик должен знать. Таким образом, даже если вы очень опытный сварщик, всегда старайтесь быть полностью знакомым с конкретной машиной, которую вы будете использовать, прежде чем начать.
Оцените свое оборудование
Со временем шланги могут начать протекать, а проводка обнажиться или изнашиваться.Когда это происходит, вероятность несчастного случая возрастает в геометрической прогрессии, и все же этот тип обычного износа — одна из самых простых вещей, которую людям легче всего не заметить. Может показаться, что ваша машина в полной безопасности, если вы просто использовали ее накануне, но вместо того, чтобы сразу возвращаться к ней, вы должны сделать это каждый раз, когда вы собираетесь сваривать, визуально осматривать все перед начало.
Проверьте свое рабочее место
По своей природе сварка выделяет опасные пары. Эти пары могут быть чрезвычайно опасными для рабочих и других людей в этом районе, и очень важно, чтобы люди не подвергались их воздействию в течение продолжительных периодов времени. Вот почему очень важно перед началом работы убедиться, что место сварки хорошо проветривается. Если вы не проводите сварку на открытом, естественно хорошо вентилируемом месте, вы должны быть уверены, что на месте есть работающая система механической вентиляции, которая будет удалять опасные пары.
Эти пары могут быть чрезвычайно опасными для рабочих и других людей в этом районе, и очень важно, чтобы люди не подвергались их воздействию в течение продолжительных периодов времени. Вот почему очень важно перед началом работы убедиться, что место сварки хорошо проветривается. Если вы не проводите сварку на открытом, естественно хорошо вентилируемом месте, вы должны быть уверены, что на месте есть работающая система механической вентиляции, которая будет удалять опасные пары.
Также крайне важно, чтобы вы оценили свое рабочее место, чтобы определить, является ли это безопасным местом для сварки.Убедитесь, что поблизости нет легковоспламеняющихся материалов. Например, во многих магазинах и на рабочих местах одним из потенциальных виновников является растворитель для обезжиривания. Это вещество, безусловно, играет важную роль, но вы должны быть уверены, что в вашей рабочей зоне не осталось никаких остатков, прежде чем вы начнете сварку.
Определите материал, который вы будете сваривать
Очень важно знать, с каким типом материала вы будете иметь дело, прежде чем приступить к сварке. Это не только повлияет на сам процесс сварки, но и может иметь дело с чем-то более опасным или сложным, чем вы думаете.Например, имеет ли свариваемый элемент какое-либо покрытие поверхности, которое могло бы быть горючим или выделять токсичные газы? Не подвергалась ли сварочная поверхность воздействию горючих химикатов, которые могли оставить следы? Помните, что перед тем, как начать сварку, вы должны убедиться, что ваша сварочная поверхность действительно безопасна для сварки.
Это не только повлияет на сам процесс сварки, но и может иметь дело с чем-то более опасным или сложным, чем вы думаете.Например, имеет ли свариваемый элемент какое-либо покрытие поверхности, которое могло бы быть горючим или выделять токсичные газы? Не подвергалась ли сварочная поверхность воздействию горючих химикатов, которые могли оставить следы? Помните, что перед тем, как начать сварку, вы должны убедиться, что ваша сварочная поверхность действительно безопасна для сварки.
Имейте меры предосторожности в чрезвычайной ситуации
Невозможно полностью спланировать и предвидеть аварию. Если бы вы могли точно знать, что произойдет авария, тогда, очевидно, вы могли бы предотвратить ее в первую очередь.Из-за их неожиданного характера важно подготовиться к чрезвычайной ситуации еще до ее прибытия. Это означает знание того, где находится ближайший огнетушитель, пожарная сигнализация и пожарные выходы, а также наличие надежного доступа к телефону, который можно использовать в чрезвычайной ситуации.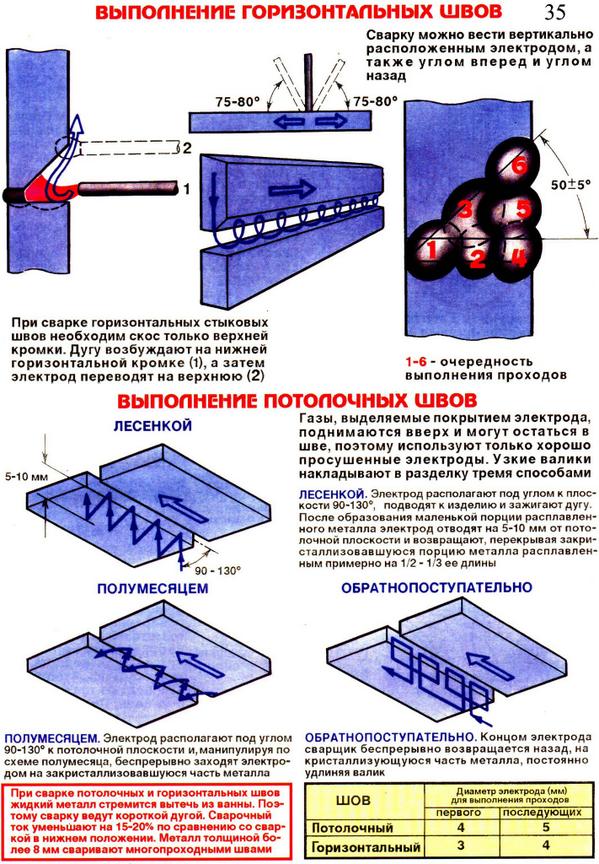 Вы также должны быть осведомлены обо всех протоколах безопасности и чрезвычайных ситуациях, которые существуют на вашем конкретном рабочем месте.
Вы также должны быть осведомлены обо всех протоколах безопасности и чрезвычайных ситуациях, которые существуют на вашем конкретном рабочем месте.
Сообщите другим о своей работе
Сварочная вспышка может нанести серьезный вред человеческому глазу.Искры и пары также представляют значительный риск. При надлежащей подготовке человек, выполняющий сварку, должен быть готов к этим опасностям и должен быть готов их безопасно встретить. Однако, скорее всего, это не относится к тем, кто случайно проходит мимо, пока вы выполняете сварку. Чтобы защитить своих коллег и других посетителей рабочего места от этих опасностей, обязательно предупредите людей перед началом сварки, чтобы они могли очистить место или принять необходимые меры безопасности.
Меры безопасности при сварке
После того, как вы позаботились обо всех перечисленных выше делах, пора начинать сварку. Тем не мение. Безопасная сварка — это гораздо больше, чем просто сама сварка. Есть еще несколько вещей, которые вы должны сделать, чтобы минимизировать риск.
Наденьте соответствующие защитные приспособления
Пожалуй, самым важным компонентом является использование надлежащего защитного снаряжения. Сюда входит подходящий сварочный шлем, который защитит ваши глаза от вспышки, а также защитит ваше лицо, волосы и кожу от искр, брызг и другого опасного мусора.Вы также должны носить огнестойкий фартук и огнестойкие перчатки. Не забывайте и о ногах. Чтобы избежать болезненных и опасных травм, вы должны носить обувь с высоким берцем или сапоги, которые полностью закрывают и защищают ваши ноги. Наконец, не забывайте носить сухую, хорошо сидящую одежду. Одежда также должна быть в хорошей форме, не изнашиваться и не рваться.
Защитите других арочным щитом, когда это возможно
Как мы уже говорили выше, важно уведомить всех коллег и других людей в непосредственной близости о том, что вы собираетесь начать сварку, прежде чем вы начнете.Тем не менее, все еще существует вероятность того, что во время вашей работы может появиться новый человек или что кто-то, кого вы предупредили, может случайно забыть и посмотреть на ваше рабочее место.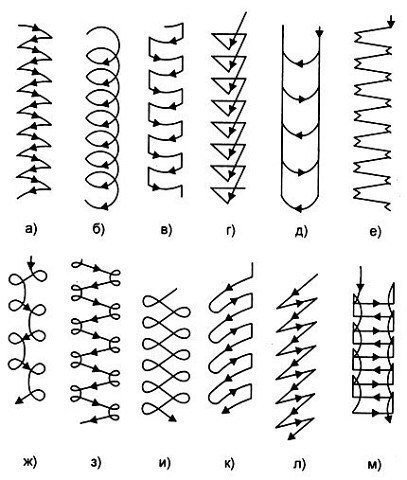 Обязательно используйте арочный щит, чтобы обеспечить дополнительный уровень защиты для этих людей.
Обязательно используйте арочный щит, чтобы обеспечить дополнительный уровень защиты для этих людей.
Никогда не смотрите на вспышку и всегда используйте шлем
Это должно быть здравым смыслом для всех, кто знаком со сваркой. Однако, учитывая высокую степень риска, связанного с несоблюдением этих мер безопасности, стоит повторить еще раз: никогда не смотрите на вспышку без защиты и всегда используйте шлем.Помните также, что шлем защищает не только ваши глаза; он защищает все ваше лицо в целом.
Используйте шлем и положение головы, чтобы минимизировать вдыхание дыма
Как мы уже говорили выше, пары, образующиеся при сварке, токсичны, и их продолжительное воздействие опасно для здоровья человека. Вот почему важно делать все возможное, чтобы свести к минимуму вдыхание дыма во время сварки. Одна из хороших стратегий — попытаться использовать шлем и положение головы таким образом, чтобы не вдыхать пары от сварки.Для этого держите голову подальше от шлейфа и старайтесь держаться подальше от работы.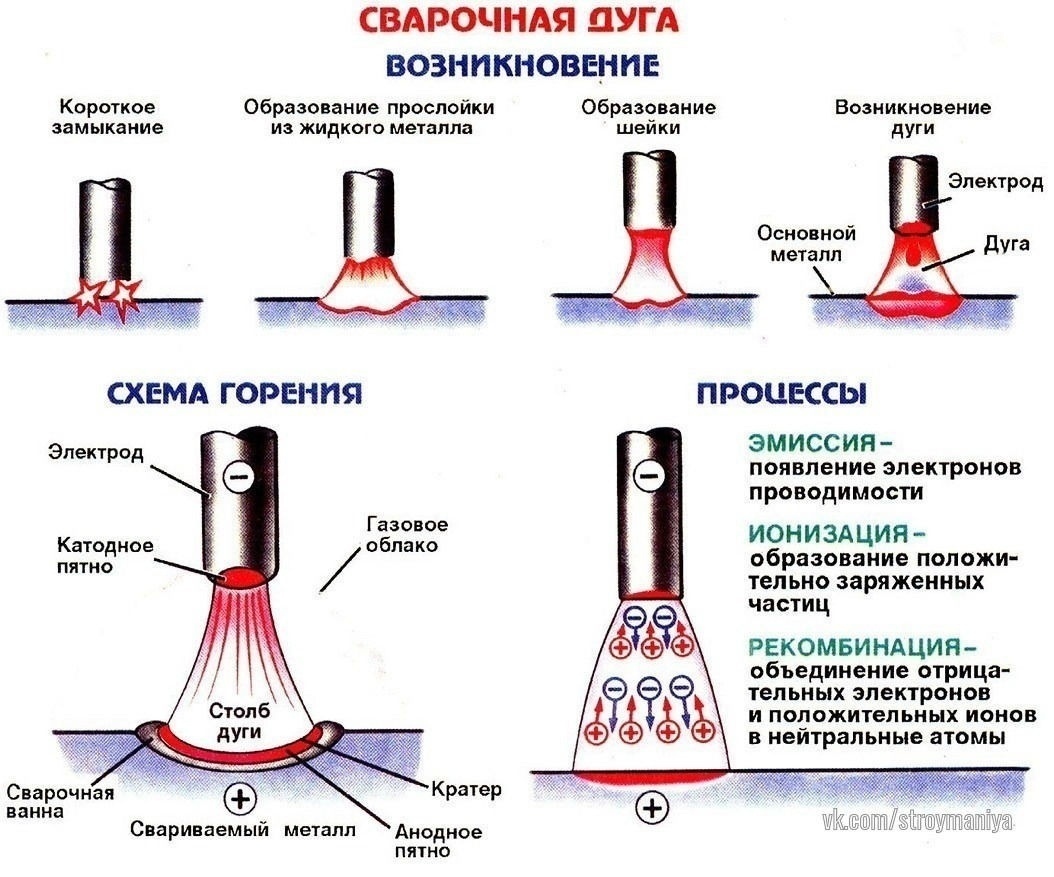 Однако, если это невозможно или недостаточно для защиты, вам также следует использовать дыхательное оборудование под шлемом.
Однако, если это невозможно или недостаточно для защиты, вам также следует использовать дыхательное оборудование под шлемом.
Избегайте наматывания кабеля электрода вокруг тела
Во время сварки кабель электрода может случайно намотаться на руку, ногу или другую часть вашего тела. Иногда может возникнуть соблазн делать это для удобства.Однако это делает сварку намного более опасной и увеличивает риск несчастного случая. Вместо этого всегда избегайте наматывания кабеля электрода на любую часть тела.
Заземлите раму вашего оборудования и свариваемый металл
Помните, что сварка представляет собой серьезную электрическую опасность, и очень важно минимизировать этот риск в максимально возможной степени. Один из важных шагов, который следует предпринять, — всегда заземлять как раму самого сварочного оборудования, так и металл, который вы свариваете.Никогда не начинайте сварку, если этот шаг не был выполнен, и немедленно прекратите, если что-то перестает заземляться.
Меры безопасности после сварки
По окончании продолжительной сварочной смены естественно устать или просто уйти. Однако прежде чем вы это сделаете, вам следует предпринять еще несколько заключительных шагов по обеспечению безопасности. Эти меры безопасности помогут защитить ваше оборудование, сотрудников и имущество от повреждений и опасности.
Убедитесь, что ваше оборудование полностью выключено
Перед тем, как покинуть рабочую зону, вы всегда должны убедиться, что ваше сварочное оборудование выключено и хранится должным образом.Вы также должны дважды проверить, что клапаны газового баллона полностью закрыты и безопасно убраны. Случайно оставленное оборудование значительно увеличивает риск возгорания, взрыва или других несчастных случаев.
Надлежащая и безопасная утилизация отходов
Когда вы закончите сварку, у вас, вероятно, останется несколько использованных стыков электродов, а также, возможно, дополнительные отходы от вашего сварочного проекта..jpg) Эти отходы потенциально могут представлять угрозу безопасности, поскольку они могут быть очень горячими или выделять токсичные пары.В качестве альтернативы они могут просто засорять местность и увеличивать вероятность того, что кто-то поскользнется или случится подобный несчастный случай. Вот почему важно правильно утилизировать эти предметы в специально предназначенном для этого контейнере для отходов.
Эти отходы потенциально могут представлять угрозу безопасности, поскольку они могут быть очень горячими или выделять токсичные пары.В качестве альтернативы они могут просто засорять местность и увеличивать вероятность того, что кто-то поскользнется или случится подобный несчастный случай. Вот почему важно правильно утилизировать эти предметы в специально предназначенном для этого контейнере для отходов.
Остерегайтесь искр, тлеющих углей, тлеющего огня или огня
Даже после того, как вы закончили сварку и выключили оборудование, все еще существует вероятность того, что случайная искра может воспламенить что-то в этом месте. После того, как вы закончите работу, важно не упустить эту опасность в течение короткого периода времени.Конечно, быть бдительным в отношении опасности на рабочем месте в целом также является хорошей стратегией безопасности.
Важно помнить
В приведенных выше разделах основное внимание уделяется тому, что делать для максимальной безопасности на различных этапах сварки, до, во время и после. В этом заключительном разделе будут рассмотрены некоторые важные меры безопасности, которые следует помнить всегда, независимо от того, собираетесь ли вы сваривать, выполняете сварку или закончили сварку. Они также содержат важные общие рекомендации.
В этом заключительном разделе будут рассмотрены некоторые важные меры безопасности, которые следует помнить всегда, независимо от того, собираетесь ли вы сваривать, выполняете сварку или закончили сварку. Они также содержат важные общие рекомендации.
Сообщить обо всех происшествиях
Никогда не преуменьшайте важность сообщения обо всех несчастных случаях руководителям. Даже то, что в то время может показаться очень тривиальным, может иметь отсроченный эффект или может со временем ухудшиться. Каждый раз, когда происходит даже небольшая авария или травма, важно сообщать об этом каждый раз.
Никаких шуток и розыгрышей
Вполне естественно, что время от времени хочется что-то оживить, выпуская немного пара и подшучивая над коллегами.Однако шутки и розыгрыши, даже кажущиеся безобидными, могут значительно повысить риск несчастных случаев или травм. На промышленных объектах просто не место для такого поведения, особенно если поблизости кто-то занимается сваркой.
Всегда оставаться сухим
Помните, что одна из самых серьезных опасностей, связанных с сваркой, — это угроза поражения электрическим током. Вероятность этого значительно возрастает, если вы выполняете сварку во влажных помещениях, мокрыми руками или в мокрой или влажной одежде.Вместо этого всегда следите за тем, чтобы вы, ваше рабочее место и ваше оборудование были как можно более сухими. Помните также, что нельзя менять электроды в мокрых перчатках или голыми руками.
Не приваривайте контейнеры с горючими материалами
Помните, что даже небольшого остатка горючего или легковоспламеняющегося вещества может быть достаточно, чтобы вызвать возгорание или зажечь огонь. Это означает, что перед сваркой любых бочек, бочек или резервуаров, которые могли содержать такие горючие вещества, очень важно убедиться, что они были должным образом очищены и что были приняты все меры безопасности.
Не оставляйте оборудование без присмотра
Когда во время сварки вам нужно остановиться, важно не оставлять сварочный электрод в держателе электрода или в жале, пока вас нет рядом, чтобы следить за ним. Вместо этого убедитесь, что все полностью закреплено и отключено, прежде чем вы отойдете от работы.
Вместо этого убедитесь, что все полностью закреплено и отключено, прежде чем вы отойдете от работы.
Поддерживайте чистоту на рабочем месте
Наличие дополнительных предметов, лежащих вокруг, значительно увеличивает риск того, что что-то опрокинется или иным образом помешает сварке.Случайные искры также могут воспламенить или повредить такие предметы. Вместо этого возьмите за правило убрать все, когда вы закончите использовать это, и регулярно просматривать и смотреть, есть ли что-нибудь, что вы можете переместить в более долгосрочное место.
Приведенный выше список того, что нужно делать и чего избегать, чтобы максимизировать ежедневную безопасность сварки, может показаться довольно сложным. Однако хорошая новость заключается в том, что большинство этих проверок безопасности легко включить в вашу повседневную жизнь, и через некоторое время они станут привычкой.Награда — безопасное, безаварийное рабочее место — должна быть более чем достаточной мотивацией, чтобы предпринять дополнительные шаги, чтобы убедиться, что все сделано правильно.
:
Роботизированная сварка | Системы автоматизированных сварочных аппаратов
ЧТО ТАКОЕ РОБОТИЧЕСКАЯ СВАРКА?Роботизированная сварка автоматизирует процесс сварки с помощью программируемой механической руки. Металлическая проволока подается к концу рукава, где она нагревается встроенной горелкой для завершения сварки.
ПОЧЕМУ СМОТРЕТЬ УЛУЧШЕННУЮ РОБОТИЧЕСКУЮ СВАРКУ?Усовершенствованная роботизированная сварочная система снижает затраты и улучшает качество независимо от размера заказа. Это даже повышает безопасность и помогает инженерам создавать более инновационные конструкции продуктов.
НЕТ МИНИМАЛЬНЫЙ РАЗМЕР ЗАКАЗА Роботы — это гибкие машины, которые можно легко перепрограммировать и которые требуют минимального набора инструментов. Это означает, что настройки не требуются, что делает роботизированные сварочные системы практичными для небольших заказов. Роботизированная сварка экономит деньги даже на сложных одноразовых сборках, где затраты на программирование окупаются более быстрой сваркой и меньшим риском брака. С меньшим количеством деталей, необходимых для настройки сварочного автомата, появляется больше производственных мощностей.
Роботизированная сварка экономит деньги даже на сложных одноразовых сборках, где затраты на программирование окупаются более быстрой сваркой и меньшим риском брака. С меньшим количеством деталей, необходимых для настройки сварочного автомата, появляется больше производственных мощностей.
Роботы в автоматизированных сварочных системах движутся быстрее и стабильнее, чем человек-сварщик. Они попадают в труднодоступные места, никогда не устают и никогда не ошибаются. Вместе это означают роботизированные сварочные системы:
- Производить больше деталей в час и в неделю, чем может сварщик-человек.
- Повышайте урожайность, избегая ошибок. Это исключает отходы, жертвенные или испытательные образцы, экономя деньги и снижая затраты, особенно при выполнении сложных дорогостоящих работ.
- Улучшите соблюдение графика, поскольку отсутствие дефицита означает, что все заказы отправляются вовремя и в полном объеме.
- Сниженный расход расходных материалов, таких как газ и проволока, на единицу продукции, поскольку он перемещается быстрее и наносит минимальное количество металла.
- Повысьте уверенность в качестве сварного шва, возможно, сократив объем последующего контроля.
- Разрешить конструкции, требующие сварных швов, которые сварщик-человек не может выполнить из-за ограниченного доступа или ориентации (что дает инженерам свободу для создания более инновационных продуктов).
- Повышение безопасности за счет снижения воздействия на человека дыма, сварочных брызг и вспышек. (Снижение потребности в средствах индивидуальной защиты — еще одна экономия средств!)

Custom — Сварные ячейки роботизированного позиционера
Позвольте позиционирующему роботу выполнять повторяющуюся работу по загрузке и разгрузке, чтобы вы могли переназначить людей-операторов на работу, связанную с качеством.Это изменение снижает производственные затраты, обеспечивает более стабильное качество и сводит к минимуму риски травм. Это более безопасный и быстрый способ работы с продуктами, включая большие, тяжелые и неудобные детали
- Время загрузки / разгрузки вручную значительно сокращено
- Ассистент над головой не требуется
- Автоматическая смена захватов на разные детали
- 6 степеней свободы
- Снижение риска травм
- Обычно более низкая стоимость для больших сварных деталей
- Детали могут быть легко перемещены в систему и из нее, что сокращает необходимость в транспортировке материалов при восходящем и нисходящем производстве
Custom — Сварные ячейки без крепления
Комбинируйте манипуляционных роботов со сварочными роботами, чтобы оператору не приходилось загружать / выгружать специальные приспособления, используемые в традиционных сварочных камерах. Сократите затраты и время, затрачиваемое на покупку, обслуживание и хранение оборудования, и используйте более эффективную площадь основания. Выполняйте переход на лету и создавайте единый поток изделий, сводя к минимуму запасы и незавершенное производство для экономии, выходящей за рамки традиционных расчетов рентабельности инвестиций.
Сократите затраты и время, затрачиваемое на покупку, обслуживание и хранение оборудования, и используйте более эффективную площадь основания. Выполняйте переход на лету и создавайте единый поток изделий, сводя к минимуму запасы и незавершенное производство для экономии, выходящей за рамки традиционных расчетов рентабельности инвестиций.
- Снижение прямых затрат на рабочую силу
- Режим отключения света
- Повышенная производительность и стабильная производительность
- Качество выше
- Повышенная безопасность
- Улучшение условий труда
- Создание новых и лучших рабочих мест
- Уменьшение / исключение инструмента
- Минимальное техобслуживание (отсутствие износостойких инструментов)
Робот-сварщик быстро и безопасно выполняет сварочные работы с помощью шарнирной механической руки, снабженной резаком. Удерживая операторов поблизости, но вдали от горячих участков сварочного шва, сварщики-роботы повышают безопасность, увеличивая скорость и точность. Более того, они создают более желательные сварочные работы.
Удерживая операторов поблизости, но вдали от горячих участков сварочного шва, сварщики-роботы повышают безопасность, увеличивая скорость и точность. Более того, они создают более желательные сварочные работы.
состоят из программируемой шарнирно-сочлененной руки с перемещением до 6 осей, снабженной резаком, что позволяет роботу быстро и безопасно выполнять ряд задач по дуговой сварке различных деталей и узлов.Роботизированные сварочные ячейки включают в себя встроенные механизмы подачи проволоки и небольшую установку, позволяющую максимально увеличить доступное пространство и предоставить преимущества автоматизации сварки на предприятии любого размера.
КОМПАНИЯ ПЕРЕДОВЫХ СВАРОЧНЫХ РЕШЕНИЙ
Успешное внедрение сварочной робототехники требует обширного опыта автоматизации и глубокого понимания сварочных процессов. Acieta имеет большой опыт в области автоматизации сварки и опыт в создании комплексных систем, включающих позиционеры поворотной стрелы, столы наклона / поворота и узлы передней / задней бабки.
Acieta имеет большой опыт в области автоматизации сварки и опыт в создании комплексных систем, включающих позиционеры поворотной стрелы, столы наклона / поворота и узлы передней / задней бабки.
Партнерство с FANUC, одним из ведущих мировых производителей робототехники, дает Acieta доступ к огромному семейству передовых роботов. Сварочный робот FANUC может достигать высоты более 4,68 м (15,35 фута) и нести 2300 кг (5070 фунтов), что означает, что существуют современные сварочные решения, подходящие для любого производителя — большого или малого.
Может ли яркий свет испортить объектив вашей камеры?
В. Я недавно снимался в документальном фильме для фабрики по изготовлению грузовика Baja. Я снимал их измельчение с летящими искрами и сваркой.Мой друг спросил меня, может ли свет от сварщика испортить линзу. Мой вопрос в том, что, глядя прямо на сварщика, вы можете ослепнуть, а может ли это испортить и вашу камеру? Я все время смотрю по телевизору шоу, в которых показано одно и то же, но я не знаю, нужен ли вам специальный фильтр для этого или чего. Не могли бы вы помочь мне, прежде чем моя видеокамера ослепнет?
Не могли бы вы помочь мне, прежде чем моя видеокамера ослепнет?Скотт Джонсон
Интернет
A. Очень маловероятно, что свет от сварочной горелки физически повредит вашу видеокамеру так же, как если бы она была направлена на солнце.Сварочное оборудование действительно излучает очень много света, причем некоторые из самых разрушительных излучаемых светом в ИК- и УФ-спектрах, невидимы для человека. Однако ваша видеокамера может «видеть» этот свет, и он может непредсказуемым образом повлиять на экспозицию.
Прагматично, что вы хотите снимать? Длинные и средние снимки сварщика не повредят вашу камеру, но настоящая сварочная дуга будет полностью перегорена и переэкспонирована. Если вы хотите снимать крупным планом детали свариваемой точки, вам нужно будет защитить камеру, чтобы получить правильную экспозицию, и мы не можем придумать лучшего или экономичного решения, чем кусок пластинчатого стекла сварщика.Он бывает разных оттенков от 4 до 14 (14 — самый темный). Цены начинаются от 0,70 доллара за кусок стекла размером 2 × 4 дюйма, так что вы можете получить пару оттенков для экспериментов. В качестве дополнительного бонуса стекло № 14 достаточно темное, чтобы защитить ваши глаза и камеру даже от солнца.
Цены начинаются от 0,70 доллара за кусок стекла размером 2 × 4 дюйма, так что вы можете получить пару оттенков для экспериментов. В качестве дополнительного бонуса стекло № 14 достаточно темное, чтобы защитить ваши глаза и камеру даже от солнца.
Q. В статье Брайана Погу о Lux в июле 2003 г. возникает вопрос, почему Videomaker не включает субъективную оценку при слабом освещении, основанную на мнении трех секретарей и помощника редактора.Вы можете дать две оценки: уровень освещенности, при котором ухудшение изображения впервые замечается, и рейтинг люкс, при котором качество изображения становится непригодным для использования. Таблица таких рейтингов для прошлых и будущих камер может помочь, пока не будет принят стандарт EIA-639. Могу отметить, что мои камеры Hi8 TR940 явно превосходят мой цифровой TRV740 в условиях низкой освещенности.
Мишель и Кэтлин Колдуэлл
Миссисипи
A. Очень проницательные наблюдения. В прошлом мы отказывались печатать номера люкс, указанные производителем, поскольку не было хороших стандартов. Все основные производители заявили, что теперь они поддерживают стандарт EIA-639 (выпущенный в июле 1996 г. и доступный как CEA-639 по цене от 49 долларов США) для измерения люкс. В качестве относительного показателя чувствительности эти цифры будут более ценными для потребителя, и мы предоставим вам эти цифры, представленные вами самими, когда они будут доступны.
Все основные производители заявили, что теперь они поддерживают стандарт EIA-639 (выпущенный в июле 1996 г. и доступный как CEA-639 по цене от 49 долларов США) для измерения люкс. В качестве относительного показателя чувствительности эти цифры будут более ценными для потребителя, и мы предоставим вам эти цифры, представленные вами самими, когда они будут доступны.
Проще говоря: больший объектив и большая ПЗС-матрица означают лучшие характеристики при слабом освещении. 394-дюймовые основные зеркала телескопов Keck, очевидно, собирают больше света, чем сверхмалые зеркала DVP9 от JVC.Помимо этого, проблема становится очень сложной. Например, важна плотность пикселей на ПЗС-матрице. Также довольно просто повысить электронную чувствительность ПЗС-матрицы, но это добавляет к изображению электронный шум. Достаточно увеличьте электронное усиление (многие камеры имеют ручную регулировку усиления до + 18 дБ), и вы сможете снимать видео в очень темных условиях. Однако черные области на снимке будут заполнены зернистым цветовым шумом. Таким образом, производительность конкретной камеры в условиях низкой освещенности субъективно в некоторой степени зависит от того, на что вы готовы пойти на компромисс.
Таким образом, производительность конкретной камеры в условиях низкой освещенности субъективно в некоторой степени зависит от того, на что вы готовы пойти на компромисс.
Есть также уловки, которые позволяют камере снимать при еще меньшем освещении. Например, камеры, которые могут снимать в режиме инфракрасной (ИК) подсветки, могут получать видео с зеленым и зернистым изображением даже в условиях отсутствия света. В других камерах есть режимы медленного затвора (до 1/4 секунды), которые дают заикание (но красочное) изображение в очень темных ситуациях.
У вас есть несколько хороших идей об измерении уровня освещенности (что легко), при котором «ухудшение изображения впервые замечается», но редко бывает четкая и внезапная точка, где это происходит.Действительно, некоторые камеры во многих ситуациях показывают только намек на цветной шум в черных областях. Аналогично, когда именно «качество изображения становится непригодным для использования?» Мы не пытаемся уклониться от ответа, но надеемся, что вы оцените наши трудности. Мы постоянно совершенствуем наши процедуры тестирования и, возможно, в будущем сможем разработать стандартизированную процедуру тестирования.
Мы постоянно совершенствуем наши процедуры тестирования и, возможно, в будущем сможем разработать стандартизированную процедуру тестирования.
Д. Эрик Фрэнкс, технический редактор Videomaker .
Управление сварными швами алюминия от подготовки поверхности до чистовой обработки
Теперь доступны распылители, которые покрывают поверхности сварочных сопел и предотвращают прилипание брызг и засорение сопел.Это позволяет защитным газам течь свободно, а проволоке — равномерно. По сравнению с обычными продуктами на гелевой основе, эти применения доказали свою долговечность и сокращают замену форсунок, затраты на обработку и трудозатраты на удаление брызг.
Как и все материалы, алюминий, «металл с крыльями», имеет свои преимущества и недостатки.
Высокое соотношение прочности и веса алюминия давно сделало его очевидным выбором в автомобильной и аэрокосмической отраслях, прежде всего потому, что он легкий и устойчивый к коррозии. Хотя алюминий не самый прочный из металлов, его легирование с другими металлами, такими как медь, магний, олово и цинк, помогает увеличить его прочность, долговечность и массу.
Хотя алюминий не самый прочный из металлов, его легирование с другими металлами, такими как медь, магний, олово и цинк, помогает увеличить его прочность, долговечность и массу.
Алюминиевые сплавы легко поддаются обработке, но, как и любой производственный материал, имеют свои преимущества и недостатки. С одной стороны, изделия из литого алюминия относительно дешевы из-за низкой температуры плавления алюминия. С другой стороны, они имеют более низкую прочность на разрыв. Кроме того, алюминиевые сплавы деформируются при высоких температурах.У них более низкий предел выносливости, чем у стали, и они ослабевают при повторяющихся нагрузках, поэтому алюминиевые сплавы редко используются в приложениях с высокими допусками усталости, таких как фермы в строительстве и на железных дорогах.
Проблемы в цехе
Хотя промышленные преимущества алюминия впечатляют (помимо преимуществ, перечисленных выше, он пригоден для вторичной переработки, долговечен и энергоэффективен), он может создавать уникальные проблемы для металлистов.
Что касается проблем до или после сварки, алюминий имеет некоторые общие черты со сталью, но не всегда.Алюминий проводит тепло в шесть раз быстрее, чем сталь, и имеет низкую температуру плавления, что делает его очень чувствительным к короблению и прожогу. Алюминиевая проволока имеет относительно низкую прочность на разрыв, что может вызвать проблемы с подачей проволоки и привести к дефектам сварки, если не используется подходящее оборудование. Распространенными дефектами сварных швов алюминия являются разбрызгивание, пористость, растрескивание и отсутствие плавления.
Пористость возникает, когда водород попадает в сварочную ванну во время плавления, а затем попадает в сварной шов во время затвердевания.Защитный газ защитит расплавленную сварочную ванну от окружающей атмосферы, которая может загрязнить сварной шов, но необходимо соблюдать другие передовые методы, такие как правильная скорость потока газа и циклы продувки. Также следует учитывать использование газов с низкой точкой росы.
Сварочные брызги или шлак — это капли расплавленного металла или неметаллических материалов, которые разбрызгиваются во время процесса сварки. Эти крошечные кусочки горячего материала могут прилипать к основному материалу и любому окружающему металлическому материалу. Основными причинами этих недостатков обычно являются плохая подготовка поверхности и неправильная настройка оборудования.Для слесарей разбрызгивание, которое обычно возникает из-за нарушения работы сварочной ванны, является ненужной и дорогостоящей неприятностью.
При несоблюдении целого ряда передовых методов присутствие копоти, особенно при газовой вольфрамовой дуговой сварке (GTAW), практически неизбежно при сварке алюминия. Все сварные швы, независимо от того, были ли они произведены GTAW или газовой дуговой сваркой (GMAW), должны быть яркими и блестящими. Голова имеет черный цвет, поэтому многие сварщики считают, что это нагар или сажистый загрязнитель. Фактически, рентгеновский анализ доказал, что загвоздка сварного шва представляет собой комбинацию алюминия и магния.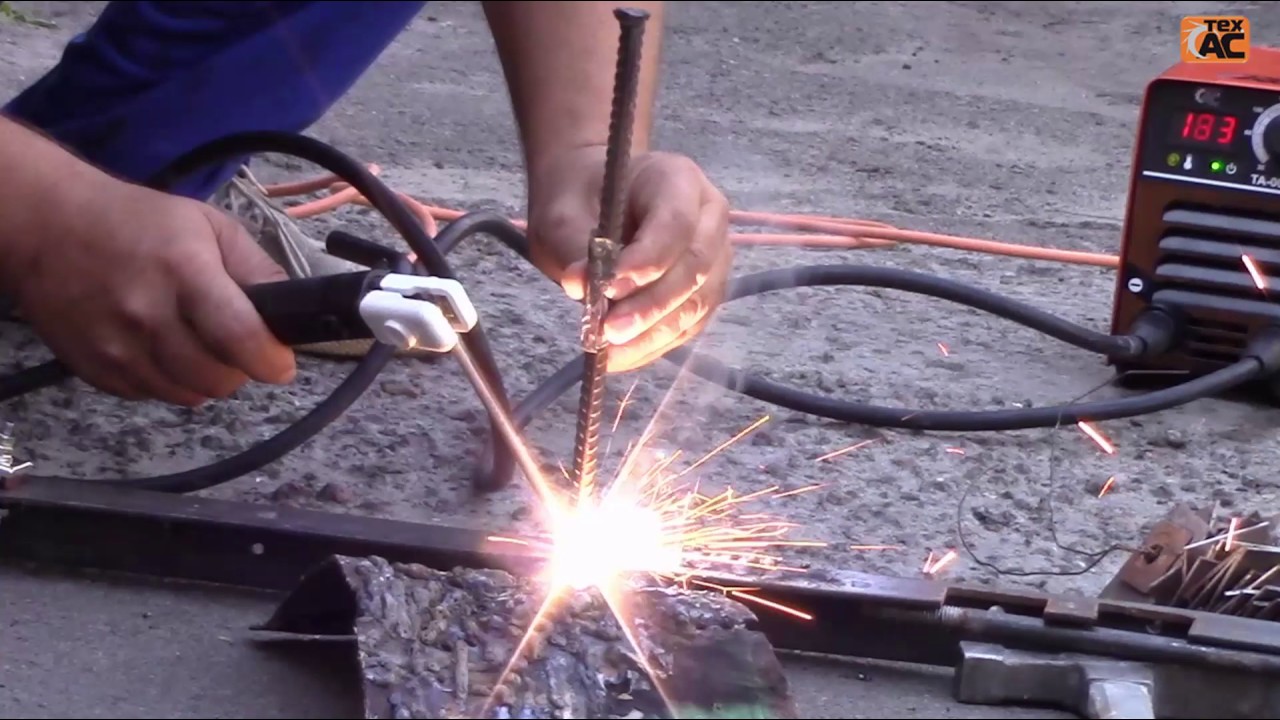
Обесцвечивание и загвоздка возникают, когда оксиды алюминия или магния собираются на основном материале и свариваются. Поскольку температуры кипения алюминия и магния ниже, чем температуры сварочной дуги, алюминий и магний в присадочном металле сварного шва фактически испаряются во время сварки и конденсируются на более холодном основном металле, если не защищены надлежащим образом защитным газом.
Что касается очистки алюминия, произошел отход от традиционных проволочных щеток и агрессивных химических чистящих средств.Сегодня возможно использование эффективных, экологически чистых электрохимических технологий. Эти устройства не повреждают поверхности из алюминия или нержавеющей стали, а в некоторых используется раствор электролита с нейтральным pH, который накачивается непосредственно на очищаемую поверхность, а динамический контроль электрического тока предотвращает микропиттинг на поверхностях сварных швов.
«Горячий крекинг» — это химический вопрос. Напряжение или «холодное растрескивание» — результат механических напряжений. Маленькая или большая трещина — это дефект, который может привести к неудачной проверке сварного шва, поскольку со временем трещина может привести к разрушению сварного шва.Предотвращение образования горячих трещин возможно за счет использования высококачественных присадочных металлов с меньшей чувствительностью к образованию трещин. Холодное растрескивание (во время охлаждения сварного шва) может произойти в течение суток после сварки, обычно из-за захваченного в сварном шве водорода через сварочную ванну. Если во время затвердевания присутствуют чрезмерные усадочные напряжения, вызванные вогнутым профилем валика, слишком низкой скоростью перемещения или углублением в конце сварного шва (кратерная трещина), возникнут трещины от напряжения.
Напряжение или «холодное растрескивание» — результат механических напряжений. Маленькая или большая трещина — это дефект, который может привести к неудачной проверке сварного шва, поскольку со временем трещина может привести к разрушению сварного шва.Предотвращение образования горячих трещин возможно за счет использования высококачественных присадочных металлов с меньшей чувствительностью к образованию трещин. Холодное растрескивание (во время охлаждения сварного шва) может произойти в течение суток после сварки, обычно из-за захваченного в сварном шве водорода через сварочную ванну. Если во время затвердевания присутствуют чрезмерные усадочные напряжения, вызванные вогнутым профилем валика, слишком низкой скоростью перемещения или углублением в конце сварного шва (кратерная трещина), возникнут трещины от напряжения.
Прожог вызван воздействием слишком большого количества тепла на алюминий и прожиганием в нем зазора.Поскольку сварка требует достаточного количества тепла для правильного плавления металлов, прожиг происходит, когда сварщик не может сбалансировать тепло и скорость. Чтобы предотвратить прожог в алюминиевой GTAW, оператор должен выполнять сварку при низкой силе тока с длинным концом на электроде. При использовании GMAW сварщик должен использовать импульсный пистолет (это хорошая практика для алюминия толщиной 1/8 дюйма и более). Электрические импульсы обеспечивают достаточный нагрев и охлаждение через определенные промежутки времени, чтобы предотвратить прогорания. Если сваривается толстый алюминий, сила тока должна быть достаточно высокой, чтобы обеспечить достаточное проникновение в сварное соединение: например, 250 ампер для сварки на дюйма.для толстого материала и 350 ампер для сварки материала толщиной ½ дюйма. В смесь защитного газа можно добавить гелий, так как он обеспечивает более горячую и проникающую дугу на более толстых участках.
Чтобы предотвратить прожог в алюминиевой GTAW, оператор должен выполнять сварку при низкой силе тока с длинным концом на электроде. При использовании GMAW сварщик должен использовать импульсный пистолет (это хорошая практика для алюминия толщиной 1/8 дюйма и более). Электрические импульсы обеспечивают достаточный нагрев и охлаждение через определенные промежутки времени, чтобы предотвратить прогорания. Если сваривается толстый алюминий, сила тока должна быть достаточно высокой, чтобы обеспечить достаточное проникновение в сварное соединение: например, 250 ампер для сварки на дюйма.для толстого материала и 350 ампер для сварки материала толщиной ½ дюйма. В смесь защитного газа можно добавить гелий, так как он обеспечивает более горячую и проникающую дугу на более толстых участках.
Отсутствие плавления или «холодная притирка» — распространенный дефект алюминиевых сварных швов, который часто вызван присутствием оксида алюминия (который не растворяется в расплавленном алюминии) на поверхностях сварных швов. Плохая техника сварки также может препятствовать сварке. Это происходит, когда напряжение или скорость подачи проволоки слишком низкие, или если скорость движения сварочного аппарата слишком высокая.Поскольку алюминий проводит тепло быстрее, чем сталь, он склонен к отсутствию плавления в начале сварного шва до тех пор, пока в сварной шов не будет вложено достаточно энергии. Некоторое сварочное оборудование решает эту проблему автоматически, увеличивая ток в начале сварки, а затем понижая его, чтобы избежать перегрева. Чрезмерно широкий сварной шов также может предотвратить слияние, но может быть решена за счет сужения сустава или направление дуги сварного шва по направлению к боковой стенке опорной плиты.
Создание чистой рабочей поверхности
Технологии нанесения керамических покрытий — один из последних инструментов в арсенале металлистов.Как и в случае со сталью, сварочные брызги могут быть проблематичными при сварке алюминия. Если горячие брызги попадают на сварочные сопла и наконечники, возникающее засорение препятствует свободному течению защитного газа. Плохой поток газа может вызвать пористость, непоследовательные сварные швы или сварные швы, требующие полной доработки.
Плохой поток газа может вызвать пористость, непоследовательные сварные швы или сварные швы, требующие полной доработки.
Теперь доступны распылители, которые покрывают поверхности сварочных сопел и предотвращают прилипание брызг и засорение сопел. Это позволяет защитным газам течь свободно, а проволоке — равномерно. По сравнению с обычными продуктами на гелевой основе, эти применения доказали свою долговечность и сокращают замену форсунок, затраты на обработку и трудозатраты на удаление брызг.
Помимо сопел горелки, детали также можно защитить от брызг, чтобы обеспечить не только чистоту сварных швов, но и исключить дорогостоящие переделки. Эмульсии, предотвращающие разбрызгивание, защищают детали от брызг. Совместимая с алюминием, нержавеющей сталью и сталью, одна из таких эмульсий предназначена для помощи сварщикам в сварке без пористости и предотвращения растрескивания сварных швов. Он не содержит летучих органических соединений, растворителей, силикона и поддается биологическому разложению. Что особенно важно, эмульсия втягивается под действием тепла, оставляя участки сварки свободными от жидкости.
Что особенно важно, эмульсия втягивается под действием тепла, оставляя участки сварки свободными от жидкости.
Хотя технологии керамического покрытия и эмульсии, предотвращающие разбрызгивание, очень эффективны, существуют и другие меры для оптимизации условий обработки алюминия. Значение предварительной очистки алюминия перед сваркой невозможно переоценить. Плохой защитный газ или плохая проволока могут вызвать пористость, но может и недостаточная очистка перед сваркой. Здесь необходимо выполнить два шага: во-первых, очень важно удалить все масла, смазки, смазочные материалы, растворители и другие углеводороды из основного материала в области сварного шва алюминия. Эти загрязнения содержат водород.Если они попадают в сварочную дугу, они вызывают пористость сварного шва.
Обезжиривающие средства премиум-класса удаляют загрязнения из зоны сварного шва, некоторые из них специально разработаны для алюминия и других чувствительных сплавов. Некоторые из них поддаются биологическому разложению, а это означает, что их утилизация не требует дополнительных затрат.
Во-вторых, важно удалить оксиды со всех свариваемых поверхностей. Это можно сделать с помощью мощной щетки из нержавеющей стали с мелкой щетиной, но следует использовать легкое прикосновение — чрезмерное давление фактически приведет к полировке оксидов и попаданию их на алюминиевую поверхность.
Обработка после сварки
Проблемы после сварки, такие как обесцвечивание, загвоздка и термический оттенок в зонах термического влияния, также должны быть решены.
Что касается очистки алюминия, произошел отход от традиционных проволочных щеток и агрессивных химических чистящих средств. Проволочные щетки работают быстро, но могут поцарапать алюминий и изменить отделку. Сильные химические вещества (травильные пасты) могут очищать сварные швы, но, в зависимости от их типа, могут вызывать повреждение поверхности. Также в игру вступают риски для здоровья и дорогостоящая утилизация.
Сегодня возможно использование эффективных, экологически чистых электрохимических технологий. Эти устройства не повреждают поверхности из алюминия или нержавеющей стали, а в некоторых используется раствор электролита с нейтральным pH, который накачивается непосредственно на очищаемую поверхность, а динамический контроль электрического тока предотвращает микропиттинг на поверхностях сварных швов. Он может обрабатывать металлы со скоростью от 3 до 5 футов в минуту, в зависимости от области применения.
Эти устройства не повреждают поверхности из алюминия или нержавеющей стали, а в некоторых используется раствор электролита с нейтральным pH, который накачивается непосредственно на очищаемую поверхность, а динамический контроль электрического тока предотвращает микропиттинг на поверхностях сварных швов. Он может обрабатывать металлы со скоростью от 3 до 5 футов в минуту, в зависимости от области применения.
Для сравнения, травление включает сильнокислые растворы азотной и плавиковой кислот.Сварщики должны нанести пасту, подождать час, чтобы она подействовала, а затем смыть ее с металла. Дорогостоящие меры по соблюдению экологических требований вступают в игру, если требуются специальные методы удаления сточных вод, обычно с использованием токсичных кислот. Некоторые производители платят до 8 долларов за литр за утилизацию травильной пасты и сопутствующих жидкостей.
Резка, шлифование, смешивание и чистовая обработка
Когда дело доходит до смешивания или чистовой обработки алюминиевых сплавов, цехам необходимо помнить о производительности и безопасности.
При шлифовании или резке алюминия важно использовать высокопроизводительное оборудование, которое не добавит лишних шагов к работе. Магазины захотят использовать шлифовальные и отрезные круги, которые не забиваются и не покрываются лаком при работе с алюминием и другими цветными металлами. Они также хотят убедиться, что колеса прослужат много раз.
Работа с алюминиевыми сплавами может вызвать всевозможные проблемы в цехе — будь то предварительная или послесварочная сварка. Для производителей, стремящихся предотвратить дефекты сварных швов, доступны инновационные инструменты.Для металлистов, которым нужны безопасные и эффективные методы удаления теплового оттенка и изменения цвета при GMAW, GTAW и точечной сварке, электрохимическая очистка и полировка предлагают выдающиеся подходы к исправлению дефектов сварных швов экологически безопасным способом.
Что касается резки, смешивания и полировки алюминиевых сплавов, технологии продолжают прогрессировать с каждым годом. Изготовителю следует проконсультироваться со своим поставщиком о том, как сделать магазин более эффективным с помощью правильных инструментов.
Изготовителю следует проконсультироваться со своим поставщиком о том, как сделать магазин более эффективным с помощью правильных инструментов.
Джонатан Дувилль, инж., Инженер, PMP, старший менеджер по продуктам, R&D International, в Walter Surface Technologies, 5977 TransCanada Highway West, Pointe-Claire, Que., H9R 1C1, 514-630-2800, www. walter.com/en. Изображения любезно предоставлены Walter Surface Technologies .
Стив Блейл
Стив познакомился со сваркой в 1972 году в рамках программы стажировки механика. Несколько лет он работал механиком в мастерской Yamaha. Затем по вечерам он резал и строил расширительные камеры для двухтактных гоночных велосипедов.Как оказалось, Стиву больше нравилась сварка, чем токарные ключи, поэтому он устроился сварщиком на стройку, а затем стал сварщиком в небольшом городе.
В 1979 году он переехал в Одессу, Техас. Он прошел испытание 2-дюймовой трубы и пошел работать в цех сосудов высокого давления ASME в качестве сварщика свинца, изготовителя. Это действительно то место, где он научился торговле. Все проверялось на каждом этапе пути. Компоновка и подготовка металла были проверены, подгонка (прихватка) была проверена, мы сварили заподлицо (толщина стенки полтора дюйма с фаской 4–1 для форсунок), и корпус отправили на рентген или ультразвук. .Мы вернули корпус, чтобы закрыть сварные швы, и это было проверено. Все должно быть в порядке, и вы привыкли, что кто-то все время оглядывается через плечо.
Это действительно то место, где он научился торговле. Все проверялось на каждом этапе пути. Компоновка и подготовка металла были проверены, подгонка (прихватка) была проверена, мы сварили заподлицо (толщина стенки полтора дюйма с фаской 4–1 для форсунок), и корпус отправили на рентген или ультразвук. .Мы вернули корпус, чтобы закрыть сварные швы, и это было проверено. Все должно быть в порядке, и вы привыкли, что кто-то все время оглядывается через плечо.
Кроме того, это было до того, как проволока с сердечником из газозащитного флюса была сертифицирована по ASME, поэтому большие сварные швы выполнялись с помощью ”7018 или Jet Rod (7024). Было жарко и грязно, но впечатляюще. Он сжег много стержней.
В 1981 году он начал сварку труб ASME для строительных компаний на нефтеперерабатывающих и нефтехимических заводах.Примерно в 1984 году он начал сваривать нержавеющую трубу, а после этого в значительной степени сваривал нержавеющую сталь.
В 1986 году Стив и его семья переехали в Северный Айдахо. Он продолжал пару раз в год сбегать на короткие работы в Калифорнии и на северном побережье Вашингтона, одновременно привлекая клиентов для своего производственного цеха. На это ушло около шести или семи лет (это тяжелое место для заработка), но в итоге у него появилась пара сантехнических компаний, подрядчик, который занимался коммерческим строительством, и подрядчик, который занимался строительством элитных домов.
Он продолжал пару раз в год сбегать на короткие работы в Калифорнии и на северном побережье Вашингтона, одновременно привлекая клиентов для своего производственного цеха. На это ушло около шести или семи лет (это тяжелое место для заработка), но в итоге у него появилась пара сантехнических компаний, подрядчик, который занимался коммерческим строительством, и подрядчик, который занимался строительством элитных домов.
Работы включали прокладку газопровода, изготовление несущих колонн и балок, некоторые «художественные» проекты и ремонт оборудования. Все было по индивидуальному заказу и довольно разнообразно, требовалось кислородно-ацетиленовая сварка, палка, тигле, миграция, сердечник из флюса и даже пайка.
На протяжении многих лет кажется, что у меня всегда были один или два парня, которым он помогал научиться сварке, от школьников в моем магазине до старых пенсионеров. Он также открыл несколько сварочных клиник в местном магазине сварочных материалов.
Самая большая проблема в обучении сварке — научить новичков «видеть» сварочную ванну.
Примерно в 1994 году он начал думать, что было бы круто, если бы он мог снимать сварочную лужу так же хорошо, как он видел ее через капот, поэтому он одолжил камеру (одну из тех больших VHS-камер того времени), на что потребовалось около трех месяцев. чтобы выяснить, как это сделать.
После этого он просто пытался сконцентрировать многолетний опыт во что-то информативное и не слишком скучное. Он снял двухчасовое видео, в котором рассказывалось о палке, миграции и резке факелом. Инструкторам это понравилось, но они хотели, чтобы видеоролики соответствовали продолжительности занятий, поэтому он начал снимать шесть видеороликов, которые есть у нас сегодня.
На создание каждого видео уходило около года (в то же время у него был собственный магазин). Это было семейное дело, моя жена управляла камерой, а мой сын помогал с компьютерным монтажом.
Его видео использовали более 4000 школ, колледжей и промышленных программ сварки, и, по его оценкам, их посмотрели от полутора до двух миллионов студентов!
DVD Стива Блейла:
.