что это такое, как правильно варить аргоном
Аргоновая сварка позволяет аккуратно сваривать разные металлы, создавая одновременно прочные и красивые швы. Это прогрессивный тип сварки, применяемый в химической и пищевой промышленности, машиностроении. Не помешает такая сварка и в гараже, частной мастерской. Рассмотрим, что необходимо для аргоновой сварки, как она проводится, какие металлы на каких режимах свариваются.
В этой статье:
Что такое аргоновая сварка
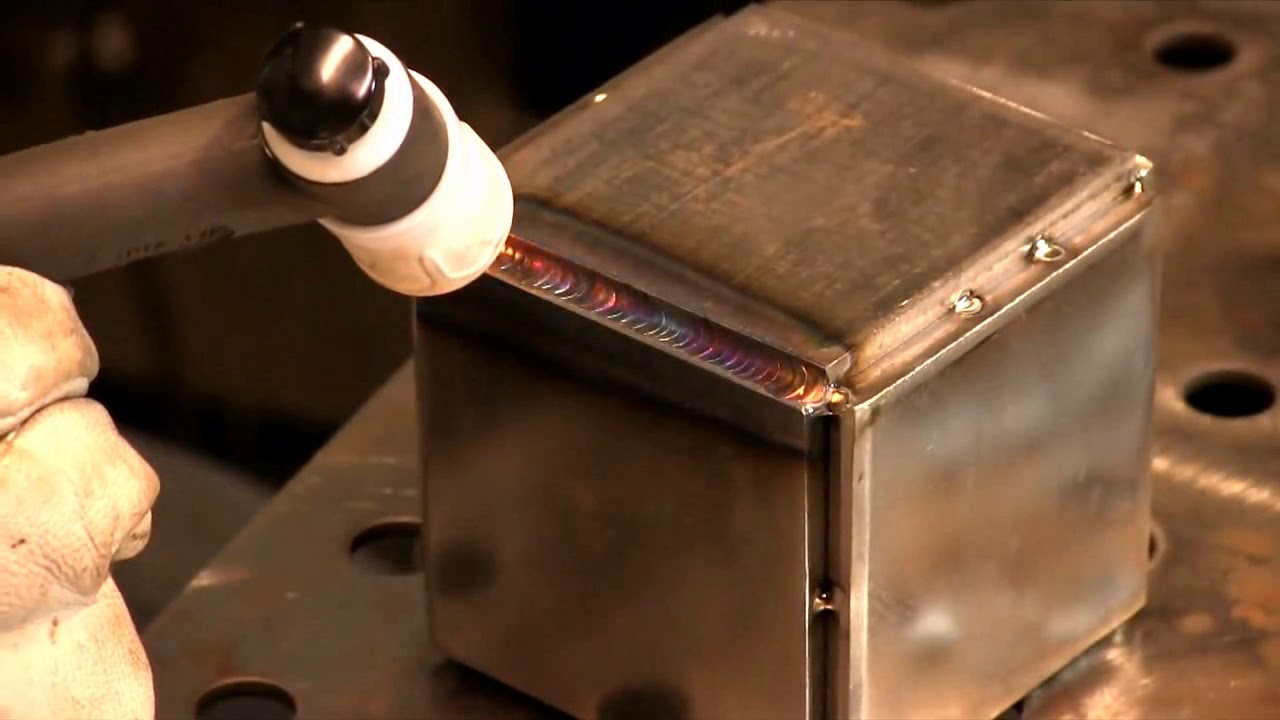
Аргоновая сварка — это разновидность электродуговой сварки, только с неплавящимся электродом и другим принципом защиты сварочной ванны. Дуга зажигается между изделием, к которому присоединена масса, и вольфрамовым электродом. Он не плавится, зато температуры дуги достаточно, чтобы плавить кромки металла. Колебаниями электрода можно управлять сварочной ванной, регулируя скорость сварки, ширину шва, глубину проплавления.
Для заплавления зазоров или наплавления высокого валика шва задействуется присадочная проволока. Ее выбирают с таким же составом, что и свариваемый металл. Проволоку сварщик подает свободной рукой.
Через сопло горелки в зону сварки подается защитный газ аргон. Он выдувает атмосферу вокруг электрода, изолируя расплавленный металл от внешней среды. Без аргона сильно выделяется углерод, сварочная ванна бурлит, швы получаются пористыми.
В качестве источника тока выступает сварочный инвертор. Он обозначается TIG и этим отличается от оборудования для MMA. У него есть особые разъемы под горелку, дополнительный канал подачи газа, иная форма управления.
Классификация аргоновой сварки по видам
На производстве встречается три вида аргоновой сварки, которые классифицируются по следующим категориям:
 Скорость процесса и все параметры шва зависят от опытности рабочего.
Скорость процесса и все параметры шва зависят от опытности рабочего.
Кроме этого аргоновая сварка разделяется по способу выполнения с присадочной проволокой или без нее. Без присадки можно обойтись в случае сварки тонких сталей сечением до 2 мм. У сторон не должно быть щелей — важен плотный прижим.
С присадкой варить дольше, швы чешуйчатые (количество слоев чешуи зависит от частоты подавания присадочной проволоки в сварочную ванну), зато можно заплавлять зазоры шириной 3-5 мм, создавать бугорки под проточку. Метод с присадкой применяют для сварки толстых металлов сечением от 3 мм
Прямая сварка
Угловая сварка
Т-образная сварка
Что нужно для сварки аргоном
Чтобы варить аргонодуговой сваркой, необходимо собрать комплект оборудования и аксессуаров, а также расходных материалов и СИЗ.
Правильная горелка.
Для работы потребуется аргоновая горелка. Горелка отличается разъемом для подключения, содержащим канала для подачи газа, силовой кабель, фишку для питания кнопок управления.
При выборе горелки обращайте внимание на место расположения кнопки. Оно может быть как снизу, так и сверху. Влияет на удобство управления. Длина шлейфа определяет зону маневренности сварщика. Для настольной работы достаточно 3 м. Для сварки крупных емкостей выбирайте шланг-пакет 5-8 м. Если планируете варить на токах 250-400 А регулярно, ищите модель с водяным охлаждением.
В горелку вставляется неплавящийся вольфрамовый электрод. Расходники отличаются по цвету наконечника для разных типов металлов. Если вы новичок, купите электрод с синим кончиком. Он более универсальный и подойдет для любых задач.
Вторым кабелем, необходимым для замыкания электрической цепи, выступает масса. Она фиксируется к изделию при помощи «крокодила». Чем лучше контакт, тем стабильнее дуга.
Горелка БАРСВЕЛД TIG-26 V
Электроды вольфрамовые WL-20 -175
Электрододержатель ESAB Handy 300
Подключаем защитный газ
Чтобы подавать аргон в зону сварки, понадобится баллон для аргона серого цвета. Емкость бывает от 10 до 80 л. Для выездной работы практично иметь небольшой баллон. Резервуар подключается через редуктор. К аппарату газ подают посредством специального шланга для сварки. Он должен быть черного цвета. Если выбрать длину 10 м, получится перемещаться с аппаратом по цеху, не перетаскивая за собой баллон.
Емкость бывает от 10 до 80 л. Для выездной работы практично иметь небольшой баллон. Резервуар подключается через редуктор. К аппарату газ подают посредством специального шланга для сварки. Он должен быть черного цвета. Если выбрать длину 10 м, получится перемещаться с аппаратом по цеху, не перетаскивая за собой баллон.
Баллон аргоновый 5 -150У
Редуктор GCE ProControl
Рукав газовый ф 9,0 мм
Средства индивидуальной защиты сварщика
Аргоновая сварка не менее опасна, чем РДС, поэтому необходимы средства индивидуальной защиты. Чтобы не обжечься о горячие предметы, используйте краги и защитный фартук. Контроль сварочного процесса осуществляется через маску. Удобнее всего работать в маске-хамелеон, чем в щитке с постоянным затемнением. Можно всегда выбрать комфортную сварочную маску по приемлемой цене.
Краги БАРСВЕЛД
Фартук сварщика ESAB
Маска БАРСВЕЛД МС 307
Оборудование для работы с аргоном
Одним из важнейших для аргоновой сварки является инверторный аппарат TIG. От его характеристик и функционала зависят возможности провара и соединения различных металлов. Выбрать подходящий аппарат для аргонодуговой сварки — залог успеха.
От его характеристик и функционала зависят возможности провара и соединения различных металлов. Выбрать подходящий аппарат для аргонодуговой сварки — залог успеха.
На производстве встречается три вида аргоновой сварки, которые классифицируются по следующим категориям:
 Если купить аппарат 380 В, а в гараже нет такого напряжения, то варить не получится.
Если купить аппарат 380 В, а в гараже нет такого напряжения, то варить не получится. Для профессиональной деятельности выбирают ПВ 100%.
Для профессиональной деятельности выбирают ПВ 100%.Как правильно варить аргоном
Сперва настройте аппарат. На самых простых моделях установите силу тока и расход газа. Режимы зависят от толщины металла.
| Толщина металла, мм | Сила тока, А | Расход газа, л/мин |
|---|---|---|
| 1 | 30-40 | 6 |
| 1.5-2 | 45-70 | 7 |
| 3 | 75-90 | 8 |
В более продвинутых версиях задайте такие настройки (для примера подберем параметры для сварки стали толщиной 1.5 мм):

Зажигать дугу можно двумя способами, что зависит от возможностей аппарата. Контактный метод требует касания кончиком электрода по изделию. Иногда вольфрамовая игла прилипает, из-за чего быстрее тупится, приходится тратить время на повторную заточку. Бесконтактный поджиг работает при высокочастотном импульсе (встроенный осциллятор), возбуждая электрическую дугу без касания. Это удобнее, игла тупится реже.
Аргоновая сварка проводится в такой последовательности:
- Включите инверторный аппарат TIG.
- Присоедините массу к изделию.
- Вставьте в горелку заточенный вольфрамовый электрод.
- Откройте баллон с газом.
- Поднесите горелку к изделию на расстоянии 3-5 мм от поверхности до кончика иглы.
- Наденьте маску, нажмите кнопку подачи тока. Удобнее всего варить с режимом 4Т. Тогда не требуется постоянно держать кнопку подачи тока зажатой.
- Когда загорится электрическая дуга, подержите ее на стыке, чтобы образовалась лужица металла.
 Круговыми движениями электрода добейтесь сплавления сторон. Держать горелку нужно под углом 45 градусов относительно поверхности.
Круговыми движениями электрода добейтесь сплавления сторон. Держать горелку нужно под углом 45 градусов относительно поверхности. - Медленно ведите иглу справа налево, аккуратно подавая второй рукой присадочную проволоку. Присадку подают перед электродом.
- При окончании шва нажмите на кнопку, но не отпускайте ее. Сварочный ток снизится, чтобы закрыть кратер, избежав образования свища в конце.
 Круговыми движениями электрода добейтесь сплавления сторон. Держать горелку нужно под углом 45 градусов относительно поверхности.
Круговыми движениями электрода добейтесь сплавления сторон. Держать горелку нужно под углом 45 градусов относительно поверхности.Какие металлы варят аргоном
При помощи аргонодуговой сварки соединяют:
Источник видео: Aurora Online Channel
Преимущества и недостатки аргоновой сварки
При помощи аргоновой сварки можно соединить алюминий, медь, титан — металлы, которые трудно поддаются свариванию другими способами. Еще одно достоинство — аккуратные швы, повышенной герметичности. На нержавейке они почти зеркальные и не требуют механической обработки. Удобство сварки заключается в отсутствии шлака, поскольку за защиту сварочной ванны отвечает инертный газ.
Еще одно достоинство — аккуратные швы, повышенной герметичности. На нержавейке они почти зеркальные и не требуют механической обработки. Удобство сварки заключается в отсутствии шлака, поскольку за защиту сварочной ванны отвечает инертный газ.
Основным недостатком аргоновой сварки выступает низкая скорость процесса при ручном исполнении. Расходники для сварки (вольфрамовые электроды, заправка баллонов аргоном) не дешевые. Метод сварки TIG подойдет для изготовления конструкций из нержавейки, заварки трещин блока цилиндров, ремонта легкосплавных дисков.
Ответы на вопросы: что такое аргонодуговая сварка и как правильно варить аргоном?
Как аргоном варить вертикальные швы? СкрытьПодробнееСварка ведется по тем же принципам, что и в нижнем положении. Главное вести шов сверху вниз. Уменьшите силу тока на 10-20%, по сравнению с аналогичным стыком в нижнем положении, чтобы металл не стекал вниз.
Как правильно заточить вольфрамовый электрод? СкрытьПодробнее
Затачивайте стержень на вращающемся алмазном круге. Его хватит на дольше, чем обычного шлифовального. Положите электрод острием от себя на торец вращающегося круга. Добейтесь угла заточки 20-30 градусов. Для сварки на токах 200-300 А нужна заточка 60 градусов. Тонкий металл 1—1.5 мм удобнее варить кончиком, как у иглы — угол заточки примерно 10 градусов.
Его хватит на дольше, чем обычного шлифовального. Положите электрод острием от себя на торец вращающегося круга. Добейтесь угла заточки 20-30 градусов. Для сварки на токах 200-300 А нужна заточка 60 градусов. Тонкий металл 1—1.5 мм удобнее варить кончиком, как у иглы — угол заточки примерно 10 градусов.
Отрегулируйте подачу аргона на редукторе. Газа или слишком мало (вырывается углерод наружу из металла) или слишком много.
Как варить аргоновой сваркой на улице в ветреную погоду? СкрытьПодробнееВарить как в цеху не получится — ветер сдувает защитный газ и оставляет сварочную ванну открытой для внешнего воздействия. Оградите место сварки листом железа. Если ничего подходящего нет под рукой, закройте ветер собой, став с той стороны, откуда дует.
Как заварить аргоном дырку диаметром 10 мм на тонком металле сечением 1. 5 мм?
СкрытьПодробнее
5 мм?
СкрытьПодробнееУбавьте силу тока до 20 А. Приставьте присадочную проволоку к краю отверстия. Дугу зажигайте на проволоке. Добейтесь ее расплавления и переноса на основной металл. Тут же погасите дугу, чтобы не прожечь дырку еще больше. Постепенно усильте края со всех сторон, нарастив на них металл. Сужайте диаметр отверстия. Когда оно полностью перекроется, добавьте силу тока до 45 А и выровняйте поверхность.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Как варить аргоном? Что следует учитывать?
Часто появляется потребность сваривать металлы (алюминий, медь, нержавейку, титан и т.д.), которые практически не поддаются сварке с помощью обычного оборудования, однако для создания неразъемных соединений этих материалов успешно используется аргоновая сварка. Она может осуществляться как на стандартном оборудовании промышленного производства, так и на самодельном. Однако процесс требует определенных навыков и знаний, и без них он обречен на неудачу. В этой статье мы рассмотрим, как варить аргоном и что следует при этом учитывать.
Она может осуществляться как на стандартном оборудовании промышленного производства, так и на самодельном. Однако процесс требует определенных навыков и знаний, и без них он обречен на неудачу. В этой статье мы рассмотрим, как варить аргоном и что следует при этом учитывать.
Особенности процесса
Во время аргонно-дуговой сварки используется среда инертного газа аргона, защищающего свариваемые металлы от окисления, что положительно сказывается на качестве шва. Такой процесс может проводиться вручную, или в автоматическом или полуавтоматическом режиме, с помощью плавкого или неплавкого электрода.
В качестве неплавкого электрода, как правило, используется стержень из вольфрама, что обусловлено очень высокой тугоплавкостью этого металла. С аргоновой сваркой становится возможным надежное соединение металлов, очень трудно свариваемых традиционными методами, а также разноименных материалов.
Так, среди преимуществ аргоновой сварки можно назвать следующие:
- Аргон – инертный газ, надежно защищающий свариваемые металлы от окисления;
- Металл нагревается в достаточно небольшой области, за счет чего хорошо сохраняет свою форму;
- Высокая мощность дуги позволяет достигать хорошей производительности работы;
- Технические приемы при процессе достаточно просты, за счет чего он доступен любому;
- Возможность сваривания деталей, которые не соединяются другим способом, при этом шов получается аккуратным и эстетичным.

Особенности техники работы
Чтобы правильно, уверенно и продуктивно варить аргоном, следует знать технологию и соблюдать ряд рекомендаций, которые делают процесс легче и повышают качество шва. Приведем их по порядку.
- Следует держать минимальную величину дуги, для этого неплавкий электрод должен быть расположен как можно ближе к металлу. Увеличение дуги отрицательно сказывается на глубине проплавления детали и повышает ширину шва, что ведет к ухудшению качества сварки.
- Как правило, варить аргоном нужно, совершая лишь одно движение – вдоль шва. Это позволяет сделать шов более узким и привлекательным эстетически. С покрытыми электродами такого достичь не удается.
- Чтобы предотвратить окисление свариваемых материалов, внимательно следите за тем, чтобы присадочная проволока и неплавкий электрод все время были в зоне защиты аргоном.
- Резкая подача присадочной проволоки приводит к интенсивному разбрызгиванию материала. Поэтому сварочную проволоку следует подавать плавно – этот навык приходит на практике.
- По проплавленности шва можно судить о его качестве. Можно руководствоваться формой сварочной ванны – если она удлинена по направлению сваривания, то проплавленность хорошая, если она круглая или овальная – металл проплавлен недостаточно.
- Держите присадочную проволоку под углом к материалу, не делая поперечных движений. Это позволит обеспечить более узкий и равномерный шов.
- По окончанию работы кратер заваривается уменьшением силы тока посредством реостата. Будет неправильно обрывать дугу и отводить горелку, это сильно снижает защиту шва.
- Не забывайте про необходимость обезжиривания и очистки свариваемых материалов перед сваркой.

Эти простые рекомендации позволят лучше варить нержавейку и другие материалы. Опять-таки, для того, чтобы научиться правильно варить аргоном, необходима некоторая практика.
к меню ↑Параметры режимов
Чтобы обеспечить высокое качество сварки, необходимо подобрать оптимальные сварочные режимы, обеспечивающие наиболее эффективную сварку.
- Полярность и направление подбираются согласно качествам свариваемых материалов. Как правило, постоянный ток с прямой полярностью используется для стали и сплавов. Сварку магния и алюминия проводят на обратной полярности, чтобы быстрее разрушать окисную пленку.
- Сварочный ток определяется свариваемыми материалами, полярностью тока и толщиной электрода. Точные данные нужно подбирать, руководствуясь справочными материалами либо личным опытом.
- Напряжение дуги определяется ее длиной, и размер дуги должен быть минимальным, чтобы напряжение снижалось. С возрастанием напряжения качество сварки снижается.
- Расход аргона устанавливается так, чтобы поток целиком изолировал свариваемые детали от воздействия воздуха.
Подбор правильных режимов – достаточно сложная задача, однако с ней помогают справляться справочные материалы, а с опытом приходит понимание процесса.
к меню ↑Модернизация сварочных аппаратов
Часто для аргоновой сварки применяют оборудование, изначально для этого не предназначенное, но переоборудованное под проведение этого сварочного процесса. Для того, чтобы сделать это, понадобятся два дополнительных узла.
Для того, чтобы сделать это, понадобятся два дополнительных узла.
Осциллятор – применяется для бесконтактного разжигания дуги. Поскольку ряд причин не позволяет зажигать дугу касанием электрода об металл, осциллятор создает высоковольтный разряд, который пробивает слой аргона.
Балластный реостат необходим для регуляции силы тока и выбора оптимальных показателей сварки, к примеру, чтобы сваривать нержавейку, нужны другие параметры, чем для сварки алюминия.
к меню ↑Заключение
Мы рассмотрели, как правильно проводиться сварка аргоном и какие рекомендации для этого следует учитывать. Надеемся, что этот материал поможет вам проводить сварку более качественно и достигать лучших показателей.
Похожие статьиСварка латуни аргоном – описание технологии и видео
Общая проблема обработки при высоких температурах цветных металлов (и сплавов из них) связана с тем, что в таких условиях они легко деформируются. Специфика сварки латуни (медь + цинк) состоит еще и в том, что, во-первых, входящий в ее состав элемент «Zn» (30-я позиция в таблице Менделеева) начинает испаряться уже при нагреве до +420 ºС. Во-вторых, этот процесс сопровождается выделением ядовитой компоненты – окиси этого металла.
Во-вторых, этот процесс сопровождается выделением ядовитой компоненты – окиси этого металла.
Технология сварки латуни с использованием аргона является наиболее перспективной методикой, так как устраняет многие сложности и обеспечивает высокую скорость операций. В чем она заключается, каковы особенности этой работы – тема предлагаемой статьи.
Преимущества сварки аргоном
- Получение швов с правильной геометрией, их предельная чистота. Отходы сразу же удаляются из рабочей зоны газовой струей.
- Однородность структуры и прочность места неразъемного соединения.
- Технология аргонной сварки латуни считается самой экономичной. В первую очередь, из-за невысокой стоимости вольфрамовых электродов.
- Высокая скорость работы.
Требуемые условия для безопасной сварки
- Надежная принудительная вытяжка. При аргонной сварке латуни естественной циркуляции воздушных потоков явно недостаточно.
- Обязательное использование работником защитных средств.

Особенности технологии сварки латуни аргоном
Суть работы заключается в формировании однослойного шва. По окончании операции он подвергается проковке. Почему недопустим «повтор»? В процессе сварки интенсивно образуются шлаковые отложения. Если шов проходить дважды, то как потом пробить «корку», которая появится после первой обработки свариваемого участка?
Сварка латуни аргоном не рекомендуется, если толщина образцов не превышает 5 мм.
- Предварительная обработка кромок особым флюсом. Образующаяся пленка резко снижает интенсивность испарения цинка. Рекомендуемые составы: №1 – бура (100%), №2 – бура (20%) + кислота борная (80%).
- Использование при сварке специальной (многокомпонентной) латунной проволоки. В ее составе Al, Fe и ряд других элементов периодической таблицы.
- Температурные режимы (ºС) отжига: нагрев кромок перед сваркой – 750 (±50), в процессе отжига – 625 (±25). Скорость изменения температуры (нагрев/охлаждение) – 100 ºС/час.
- Мощность горелки. Она выбирается, как и для сварки стальных образцов – на 1 мм сплава примерно 120 л/ч горючей смеси.

Латунь бывает разных марок. Чем больше в ней содержание Zn, тем меньше выбирается мощность струи.
Подготовительные мероприятия
- Осмотр респиратора с целью выявления повреждений.
- Проверка вытяжки на эффективность функционирования.
- Для снятия оксидной пленки и обезжиривания рабочего участка понадобятся раствор (10%) кислоты азотной и металлическая щетка.
- Обработка мест стыков свариваемых образцов. Кромки стесываются под углом 65 (±5) 0. Понятно, что зазор должен иметь расширение вверх.
- Зачистка свариваемых поверхностей до появления блеска и обезжиривание.
- Установка электрода в горелку.
Методика сварки
- Так как работа ведется электродом вольфрамовым (неплавящимся), то используется инвертор (TIG-аппарат). Проволока в ванночку вводится вручную, а роль сварочного флюса играет аргон с небольшой долей кислорода.
- Заполнение «разделки» (стыка скошенных кромок) производится с «перехлестом», отдельными валиками.
- Впадины, образующиеся на стыке, устраняются отведением электрода от рабочей зоны и снижением силы тока. Длина дуги увеличивается, и в какой-то момент она разрывается.

Встречается много описаний создания неразъемных соединений деталей из латуни. В них указываются различные методики. Например, с использованием электродов плавящихся, специальных флюсов при сварке эл/контактной. Описанная технология сварки аргоном привлекательна тем, что ее несложно реализовать на бытовом уровне даже при отсутствии достаточного опыта.
Сварка аргоном – видео уроки для начинающих специалистов
Сварка аргоном пользуется большой популярностью как у специалистов, так и у любителей, которым помогают ее осваивать видео уроки для начинающих. Используют данную технологию для сварки сложных в соединении металлов: нержавеющей и других видов легированной стали, титана, меди, алюминия, их сплавов и др. Что характерно, аргонодуговая сварка является одним из немногих способов, позволяющих получать качественные и надежные соединения деталей, изготовленных из перечисленных выше металлов.
Используют данную технологию для сварки сложных в соединении металлов: нержавеющей и других видов легированной стали, титана, меди, алюминия, их сплавов и др. Что характерно, аргонодуговая сварка является одним из немногих способов, позволяющих получать качественные и надежные соединения деталей, изготовленных из перечисленных выше металлов.
Сварщик проводит сварочные работы в защитной среде аргона
Начинающим специалистам варить цветные металлы при помощи данной технологии будет достаточно сложно – лучше набивать руку на соединении деталей из стали. Если же опыт сварочных работ уже есть, можно посмотреть видео уроки и начать осваивать азы данного метода.
Знание технологии сварки аргоном позволит сэкономить приличные деньги, которые в ином случае пришлось бы заплатить квалифицированным специалистам. Целью статьи, которая предлагается вашему вниманию, является предоставление всей необходимой информации, относящейся к сварке с аргоновой защитой (выбор сварочного аппарата, давления газа, расходных материалов, подготовка деталей различной формы и из разных материалов к работе, а также многое другое). Усвоив полученную информацию и пройдя несложное видео обучение, вы сможете начать варить детали из разных металлов по данной технологии.
Усвоив полученную информацию и пройдя несложное видео обучение, вы сможете начать варить детали из разных металлов по данной технологии.
В чем заключаются особенности аргонной сварки
Аргоннная сварка имеет много схожего с электродуговой и газовой технологиями (принцип нагрева кромок соединяемых деталей при помощи электрической дуги, использование газа и техника выполнения работ). Есть у данных методов и существенные различия, о которых должен знать как специалист, так и начинающий сварщик.
Расплавление кромок соединяемых заготовок и присадочного материала при выполнении сварки с использованием аргона, как уже говорилось выше, обеспечивает высокая температура, выделяемая в процессе горения электрической дуги.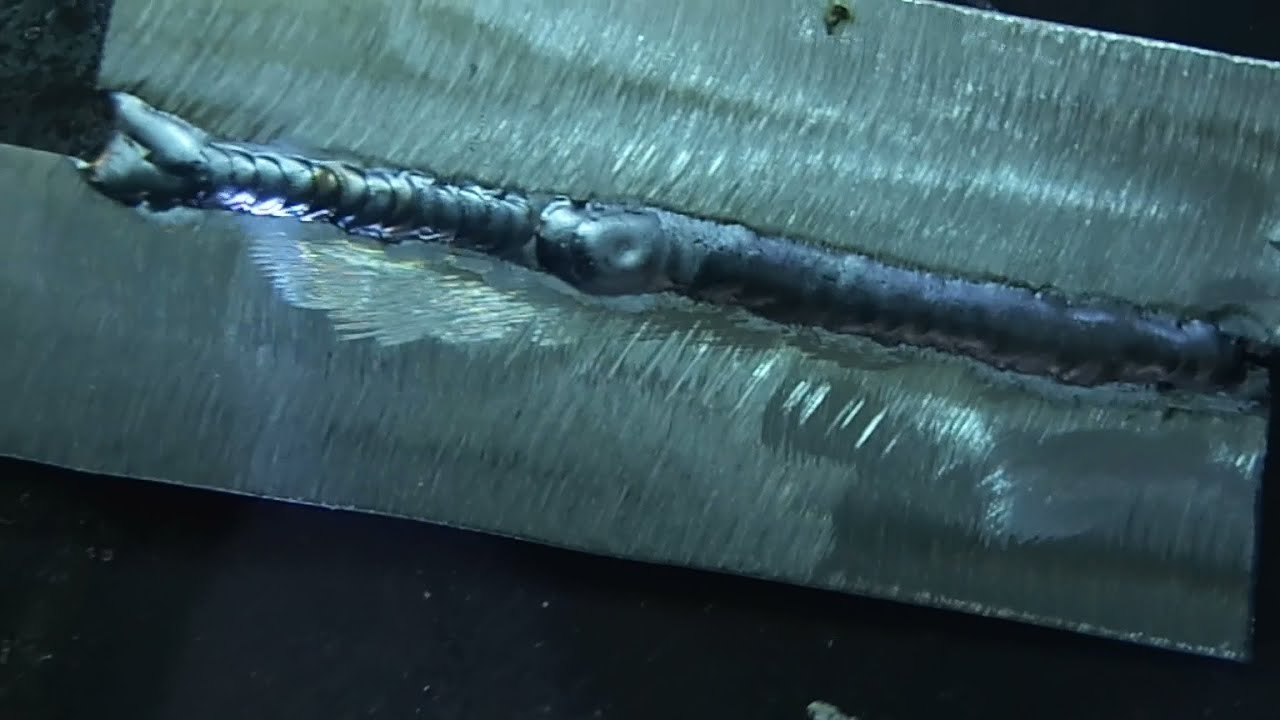 Необходимость использования аргона, выполняющего роль защитного газа, объясняется свойствами металлов, которые варят по данной технологии.
Необходимость использования аргона, выполняющего роль защитного газа, объясняется свойствами металлов, которые варят по данной технологии.
Легированные стали и большинство цветных металлов (а также сплавов на их основе) в процессе нагрева и расплавления начинают активно взаимодействовать с газами, содержащимися в окружающем воздухе – кислородом, азотом, водородом и др. В результате такого взаимодействия на поверхности обрабатываемого металла формируется тугоплавкая оксидная пленка (а расплавленный алюминий, контактируя с кислородом, может даже воспламениться).
Аргон, подаваемый в зону выполнения сварочных работ, обеспечивает ее надежную защиту, так как является инертным газом, который за счет своей большей массы выдавливает из области сварочной ванны все остальные газообразные соединения.
Аргон, который обеспечивает надежную защиту зоны сварки от окружающего воздуха и практически не взаимодействует с металлом деталей и присадочного прутка, позволяет получать качественные сварные швы, отличающиеся однородностью структуры и высокой надежностью. Важным является и то, что при использовании данного метода сварки, по сравнению с другими технологиями, сокращается расход присадочного материала.
Важным является и то, что при использовании данного метода сварки, по сравнению с другими технологиями, сокращается расход присадочного материала.
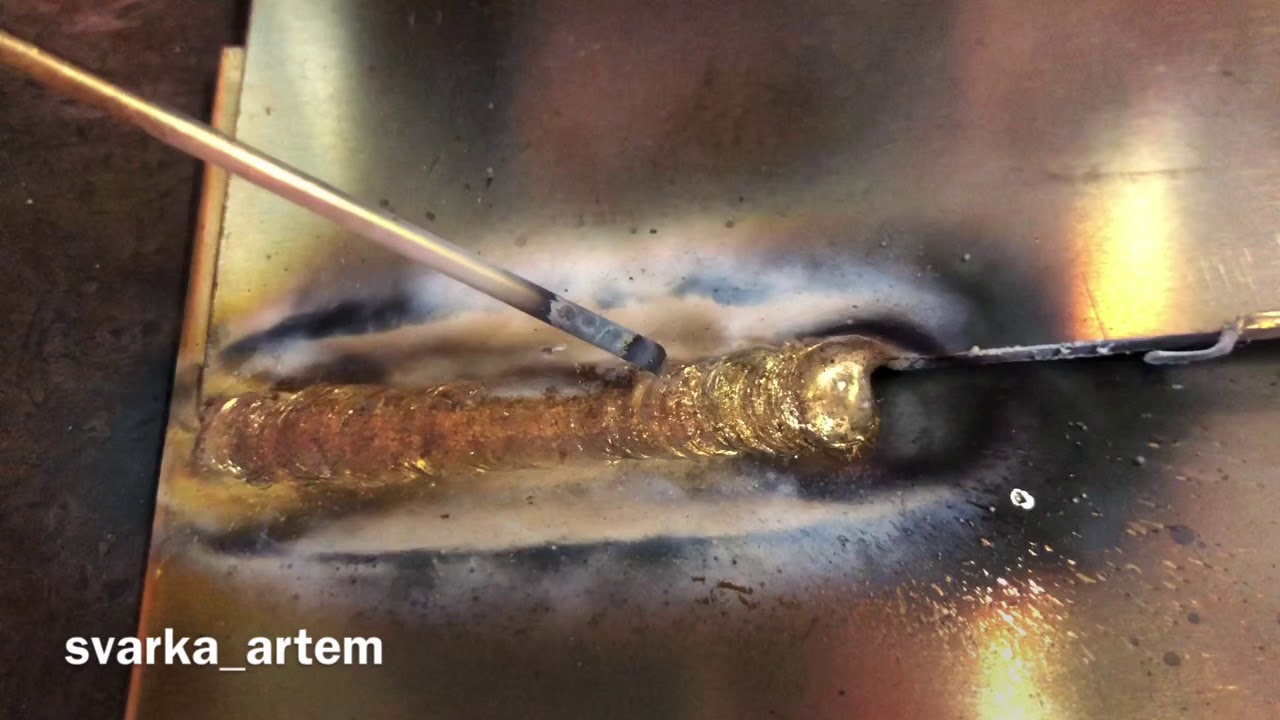
Пример шва, выполненного аргоновой сваркой человеком, не имеющим большого профессионального опыта
Кроме того, аргон позволяет создавать в зоне сварки поток токопроводящей плазмы, которая облегчает прогрев и расплавление кромок соединяемых заготовок. Это также обеспечивает высокое качество формируемого шва.
Начинающим специалистам будет полезно узнать, что аргон следует подавать в зону сварки за 15–20 секунд до ее начала, а прекращать подачу через 10 секунд после ее окончания.
Варить по данной технологии можно плавящимися и неплавящимися электродами, в качестве которых используются стержни из вольфрама – самого тугоплавкого металла. На размер вольфрамового электрода оказывает влияние как состав материала, из которого изготовлены соединяемые детали, так и их толщина. Естественно, что от диаметра электрода зависит расход энергии, которую необходимо затратить на получение сварного соединения.
Естественно, что от диаметра электрода зависит расход энергии, которую необходимо затратить на получение сварного соединения.
На сегодняшний день разработано три технологии выполнения сварки с применением защитного газа аргона:
- РАД – ручная сварка, для выполнения которой используется неплавящийся электрод;
- ААД – автоматическая аргонодуговая сварка, выполняемая с использованием неплавящегося электрода;
- ААДП – автоматическая сварка с использованием аргона и электрода плавящегося типа.
Сравнительная таблица различных методов сварки (нажмите для увеличения)
Если вы начинающий специалист и не знаете, какой аппарат для сварки аргоном приобрести, выбирайте оборудование, на котором присутствует обозначение TIG. Эта аббревиатура означает, что перед вами аппарат, специально предназначенный для выполнения сварки вольфрамовым электродом в среде защитного газа инертного типа.
Как выполняется сварка в среде аргона
Основным рабочим органом при выполнении аргонодуговой сварки является специальная горелка, внутри которой в цанговом держателе размещается вольфрамовый электрод. Держатель данного типа позволяет закреплять в нем электроды разного диаметра, которые подбираются в зависимости от характеристик соединяемых заготовок. Электрод, зафиксированный в горелке, должен выступать над ее торцом на 2–5 мм.
Держатель данного типа позволяет закреплять в нем электроды разного диаметра, которые подбираются в зависимости от характеристик соединяемых заготовок. Электрод, зафиксированный в горелке, должен выступать над ее торцом на 2–5 мм.
Трехкнопочная аргоновая горелка в комплекте со шлейфом, цангами и керамическими соплами
Вокруг электрода (по наружной окружности горелки) размещается сопло, представляющее собой трубку из керамики или кварцевого стекла. Данный конструктивный элемент горелки выполняет одновременно две важных функции: через него подается защитный газ в зону сварки, а также он предохраняет вольфрамовый электрод от соприкосновения с поверхностями соединяемых деталей.
Для того чтобы варить металл с помощью аргона, необходимо использовать присадочную проволоку, за счет которой и происходит формирование сварного шва. Состав такой проволоки, подаваемой в зону выполнения сварки вручную, необходимо подбирать таким образом, чтобы он максимально соответствовал составу металла, из которого изготовлены соединяемые детали. Перед началом сварки надо правильно подобрать и диаметр присадочной проволоки, для чего используют специальные справочные таблицы. Данный параметр зависит от размеров заготовок, которые предстоит варить.
Перед началом сварки надо правильно подобрать и диаметр присадочной проволоки, для чего используют специальные справочные таблицы. Данный параметр зависит от размеров заготовок, которые предстоит варить.
Таблица параметров некоторых разновидностей присадочной проволоки
Самым доступным методом выполнения сварки в среде аргона является именно ручной. Данный метод, обучение которому обычно не занимает много времени, предполагает, что и горелка, и присадочная проволока удерживаются в руках сварщика. Суть данного способа состоит в следующем. При помощи горелки, удерживаемой в одной руке, зажигается сварочная дуга. В зону сварки подается аргон, для чего используется специальная кнопка на держателе. При этом в другой руке сварщика находится присадочная проволока, которая и вводится в зону действия электрической дуги.
Очень важным условием формирования качественного и надежного сварного шва, формируемого с использованием сварки в среде аргона, является тщательная подготовка соединяемых заготовок.
Заключается такая подготовка в очистке и обезжиривании их поверхностей, а также в удалении тугоплавкой окисной пленки. Для выполнения таких процедур, о которых обязательно должны знать и начинающие, и опытные сварщики, можно использовать механические устройства (шлифовальная машинка) или химические средства.
Подготовленный к сварке бензобак
Прежде чем приступать к сварке, к соединяемым деталям необходимо подключить массу. Если варить предстоит мелкие заготовки, то их можно просто расположить на металлическом столе или в рабочей ванне, а уже к ним подключить провод массы. Выбрать силу сварочного тока и давление газа, которые зависят от характеристик соединяемых деталей, можно, ориентируясь на справочную литературу или на свой опыт. Защитный газ, как уже говорилось выше, начинают подавать в зону выполнения сварки за 20 секунд до ее начала.
Расстояние от электрода до поверхности заготовок, между которыми горит сварочная дуга, должно быть небольшим – порядка 2 мм. Это позволит хорошо проплавить кромки соединяемых деталей и получить качественный сварной шов. Если увеличить это расстояние, будет не только сложно проплавить кромки деталей, но и сам сварной шов получится слишком широким и неаккуратным. Широкий сварной шов, кроме того, характеризуется невысокой надежностью, в нем возникают значительные внутренние напряжения.
Это позволит хорошо проплавить кромки соединяемых деталей и получить качественный сварной шов. Если увеличить это расстояние, будет не только сложно проплавить кромки деталей, но и сам сварной шов получится слишком широким и неаккуратным. Широкий сварной шов, кроме того, характеризуется невысокой надежностью, в нем возникают значительные внутренние напряжения.
Очень важно при выполнении сварки в среде аргона правильно подавать присадочную проволоку в рабочую зону. Делается это медленными и плавными движениями, чтобы не допустить разбрызгивания расплавленного металла.
При обучении данной технологии очень важно усвоить, что горелкой и присадочной проволокой движения совершаются только в продольном направлении – вдоль оси формируемого шва. Ни в коем случае нельзя делать поперечные движения, так как поток защитного газа окажется вне зоны формируемого сварного шва, что станет причиной значительного ухудшения качества соединения.
Горелку и присадочную проволоку необходимо располагать под углом к поверхности соединяемых деталей: это даст возможность сформировать качественный, надежный и аккуратный сварной шов. При этом присадочная проволока располагается и подается в зону формирования шва перед горелкой.
Технология выполнения аргонной сварки предполагает применение осциллятора, при помощи которого легко зажигается сварочная дуга. Кроме того, при использовании этого устройства ее горение отличается высокой стабильностью.
Осциллятор (стабилизатор сварочной дуги) ОСИ-264
Суть работы осциллятора заключается в том, что он вырабатывает импульсы высокочастотного тока, отличающегося большим значением напряжения. Типовой осциллятор способен преобразовывать электрический ток со стандартными параметрами (220 В, 50 Гц) в импульсы с частотой 500 кГц и напряжением до 6000 В.
При обучении рассматриваемой технологии начинающему специалисту необходимо усвоить еще одно важное правило: при зажигании сварочной дуги нельзя прикасаться вольфрамовым электродом к поверхности деталей, это приведет к оплавлению электрода и загрязнению свариваемых поверхностей.

За счет использования осциллятора дуга может зажигаться без такого соприкосновения. В большинстве случаев электрическую дугу при выполнении сварки в среде аргона и с использованием вольфрамового электрода зажигают на специальной угольной пластине. Только после этого дугу переводят на соединяемые детали.
Особенности этой процедуры хорошо демонстрируют видео уроки.
Требуемое оборудование и режимы сварки
Для выполнения сварки в среде аргона можно использовать как серийное оборудование, так и аппарат, который изготовлен путем модификации стандартного сварочного трансформатора. Перечень оборудования, которое потребуется для выполнения сварки по рассматриваемой технологии, выглядит следующим образом:
- сварочный трансформатор, значение напряжения холостого хода у которого должно быть не меньше 60 В;
- осциллятор, обеспечивающий быстрое зажигание сварочной дуги и ее стабильное горение;
- контактор, при помощи которого сварочный ток будет подаваться к горелке;
- таймер, отвечающий за время обдува зоны сварки защитным газом.

Кроме того, для сварки обязательно потребуются следующие устройства и материалы:
- горелка;
- баллон с аргоном, оснащенный редукторным устройством, при помощи которого будет регулироваться давление подачи газа;
- набор вольфрамовых электродов различного диаметра;
- шланг для подачи защитного газа;
- провода для подключения к сварочному аппарату горелки и массы;
- провод, по которому электрический ток будет поступать к самому сварочному аппарату;
- присадочная проволока соответствующего химического состава.
Весь набор оборудования, необходимого для осуществления сварки в среде аргона, можно приобрести в готовом виде или укомплектовать самостоятельно, изготовив некоторые элементы своими руками.
При самостоятельной комплектации можно сэкономить приличную сумму, так как серийные наборы для аргонной сварки стоят недешево. Более того, самостоятельная сборка при наличии необходимых знаний и соответствующего опыта даст возможность внести в оборудование улучшения, которые сделают его более надежным, удобным в работе и функциональным. С принципами, по которым комплектуются наборы для аргонодуговой сварки, также можно познакомиться по видео.
Более того, самостоятельная сборка при наличии необходимых знаний и соответствующего опыта даст возможность внести в оборудование улучшения, которые сделают его более надежным, удобным в работе и функциональным. С принципами, по которым комплектуются наборы для аргонодуговой сварки, также можно познакомиться по видео.
Для получения качественного сварного соединения очень важно правильно выбрать режимы технологического процесса. Сюда относятся сила сварочного тока и давление, с которым защитный газ будет подаваться из баллона. Кроме того, важен тип используемого тока и полярность его подключения.
Все вышеперечисленные параметры, зависящие от материала изготовления соединяемых деталей и их геометрических параметров, можно подбирать по справочным таблицам. Однако есть ряд несложных правил, которые помогут начинающему сварщику ориентироваться при таком выборе.
- Аргонодуговую сварку деталей из меди, ее сплавов и различных типов легированных сталей, чугуна и титана необходимо выполнять на постоянном токе обратной полярности.
- Алюминий и его сплавы, бериллий и магний следует варить на переменном токе обратной полярности, так как это позволяет эффективно разрушать оксидную пленку на поверхности данных металлов.
- На выбор давления подачи защитного газа серьезное влияние оказывает место выполнения сварочных работ. Так, если сварка выполняется на улице, где воздушные потоки могут двигаться со значительной скоростью, выбирают большее давление подачи, а в помещениях – меньшее.
Усвоив всю теоретическую информацию, посмотрев обучающее видео, демонстрирующее процесс выполнения аргонодуговой сварки, набив руку и набравшись опыта по сварке деталей из обычной стали, начинающий специалист сможет достаточно быстро освоить данную технологию и эффективно использовать ее в своей работе.
 youtube.com/embed/7MKbadpU0Go»/>
youtube.com/embed/7MKbadpU0Go»/>Оценка статьи:
Загрузка…Поделиться с друзьями:
Аргонная сварка своими руками – как сделать аргоновую сварку, схема, фото
Оборудование для аргонодуговой сварки, как правило, имеет достаточно высокую стоимость, поскольку в него входят специальные шланги, горелка, вольфрамовые электроды, а также узел подачи инертного газа. Кроме того, цена инвертора с режимом MMA+TIG достаточно велика. Если нет долговременной потребности в такой технике, а необходимо сделать разовую работу, то вполне можно собрать комплект для аргоновой сварки своими руками из подручных материалов. Мы расскажем, что для этого необходимо, какие нужны детали и инструменты, и как можно сэкономить на покупке дорогостоящих комплектующих изделий.
Для чего необходим газ при выполнении сварки
При нагревании и расплавлении легированные стали и цветные металлы вступают в реакцию с кислородом и другими газами, содержащимися в окружающем воздухе. В результате на поверхности таких металлов формируется тугоплавкая оксидная пленка, а алюминий, взаимодействуя с кислородом в расплавленном состоянии, может даже возгораться. Этот негативный фактор приводит к значительному ухудшению качества сварного шва, который становится пористым и неоднородным.
В результате на поверхности таких металлов формируется тугоплавкая оксидная пленка, а алюминий, взаимодействуя с кислородом в расплавленном состоянии, может даже возгораться. Этот негативный фактор приводит к значительному ухудшению качества сварного шва, который становится пористым и неоднородным.
Схема процесса сварки в среде защитного газа
Избежать таких проблем позволяет использование инертного газа аргона, при помощи которого защищают область выполнения сварочных работ.
Применение этого газа, который обладает большей массой, чем кислород, и практически не вступает в реакции с другими химическими элементами, позволяет не только вытеснить все газообразные составляющие окружающего воздуха из зоны сварки, но и сформировать в ней поток токопроводящей плазмы, которая способствует более эффективному и быстрому расплавлению кромок соединяемых деталей.
Общая схема аргонодуговой сварки
Аргонодуговая сварка может выполняться различными типами электродов: неплавящимися, изготавливаемыми из вольфрама, и плавящимися, химический состав которых должен максимально соответствовать составу соединяемых деталей. По степени автоматизации технологического процесса аргонную сварку подразделяют на ручную (выполняется с использованием вольфрамовых стержней), автоматическую (могут применяться и неплавящиеся, и плавящиеся электроды), а также полуавтоматическую (используется достаточно редко и обладает меньшей эффективностью, по сравнению с двумя первыми методиками).
По степени автоматизации технологического процесса аргонную сварку подразделяют на ручную (выполняется с использованием вольфрамовых стержней), автоматическую (могут применяться и неплавящиеся, и плавящиеся электроды), а также полуавтоматическую (используется достаточно редко и обладает меньшей эффективностью, по сравнению с двумя первыми методиками).
Техника сваривания
К конструкции аппарата отношение имеет косвенное, но в виде справочной информации необходимо знать, что при сварке ТИГ используется максимально короткая дуга — около 2 мм. Электрод ведется только прямолинейно, не осуществляя характерных для ММА движений перпендикулярно направления шва в двух плоскостях.
Этим достигается две цели — поток аргона не уходит из зоны сварочной ванны и не позволяет ей окислиться и появляется возможность выполнения очень тонкого шва, практически незаметного на поверхности металла.
Комплектующие для самодельного аппарата аргонной сварки
Чтобы своими руками сделать аппарат для выполнения аргонной сварки, потребуются простейшая схема (или фото) данного устройства, а также трансформатор и специальная горелка.
Внутреннее устройство самодельного аппарата для аргонной сварки (нажмите для увеличения)
На выбор мощности трансформатора оказывают влияние характеристики деталей, которые планируется варить при помощи самодельного аппарата аргонной сварки. Напряжение, выдаваемое вторичной обмоткой, должно находиться в пределах 65–70 В (без нагрузки).
Для многих новичков недостаточно будет электрической схемы и рекомендаций по намотке обмоток самодельного трансформатора – для этого необходим опыт выполнения подобных работ. В такой ситуации лучше приобрести готовый трансформатор, характеристики которого соответствуют работе с токами большой величины. Например, подойдет трансформатор от любого электрического сварочного аппарата.
Поскольку в электрической схеме аппарата для аргонной сварки используется постоянное напряжение, необходимо будет изготовить выпрямитель тока. Сделать это несложно.
К изготовлению горелки следует подойти очень ответственно, так как от правильности ее работы во многом зависит качество формируемого соединения, а также удобство использования самодельного сварочного аппарата.

Важнейшим элементом горелки является зажим (или цанга), в котором фиксируется вольфрамовый пруток. Такой зажим должен быть приспособлен под диаметр электрода приблизительно 2–3 мм.
К обратной стороне зажима припаивают медную трубку диаметром 6 мм, через которую к нему подается напряжение для питания сварочной дуги, а также защитный газ в зону формируемого соединения. Очень важно, чтобы припой, с помощью которого трубку соединяют с зажимом, был высокотемпературным.
Самодельная горелка
Цангу с той стороны, с которой в ней фиксируется вольфрамовый электрод, соединяют с трубкой из керамики или кварцевого стекла. Диаметр последней должен находиться в пределах 8–10 мм. Через такую трубку (ее длина должна составлять приблизительно 5 см) в зону выполнения сварки подается защитный газ. Эта трубка, в центральной части которой располагается электрод, зафиксированный в зажиме, также защищает его от соприкосновения с поверхностью соединяемых деталей.
Необходимо оборудование
Сварку в аргоновой среде выполнить при помощи обычного дугового сварочного аппарата не получится. Для этого необходимо дополнительное специализированное оборудование. Необходимо запастись следующим:
Для этого необходимо дополнительное специализированное оборудование. Необходимо запастись следующим:
Схема движений электрода при сварке.
- Трансформатор. Можно использовать обычный прибор, предназначенный для дуговой сварки. Однако следует учитывать технологические особенности процесса при выборе подходящей мощности прибора.
- Силовой контрактор. Обеспечивает подачу сварочного напряжения на горелку.
- Осциллятор.
- Устройство для регулировки времени обдувки аргоном. Начинать подавать газ нужно заранее, а прекращать его подачу немного позже, чем отключать горелку. Регулятор нужен для обеспечения этой задержки.
- Сварочная горелка.
- Аргоном в баллоне, который оснащен редуктором.
- Неплавящиеся электроды из вольфрама.
- Дополнительный трансформатор. Он будет обеспечивать питание электричеством для коммутирующих устройств.
- Выпрямитель. С его помощью будет обеспечено питание коммутирующих устройств постоянным током с напряжением 24 В.
- Электрогазовый клапан. При питании переменным током 220 В, постоянным — 24 В.
- Реле включения и выключения для контрактора и осциллятора.
- Индуктивно-емкостный фильтр. Данное оборудование позволяет защитить сварочный трансформатор от высоковольтных импульсов, которые посылает осциллятор.
- Амперметр, чтобы измерять силу сварочного тока.
- Автомобильный аккумулятор. Можно использовать даже неисправный. Он будет последовательно включен в электрическую цепь. Это позволит снизить постоянную составляющую тока, возникновение которой всегда сопровождает сварку переменным током.
- Защитные очки.

Можно на основе этих приборов собрать самостоятельно прибор для сварки аргоном. Выпускается и готовое оборудование, которое можно приобрести в том случае, если нет желания возиться со сборкой аппарата.
Порядок изготовления устройства для сварки в среде аргона
Разберемся в том, как сделать своими руками устройство для аргонной сварки, имея в наличии все необходимые комплектующие. В первую очередь изготавливают удобный держатель, для чего используют трубку соответствующего диаметра. Ее обматывают двумя слоями изолирующего материала (стеклоткани), между которыми располагают силиконовый герметик. Такому держателю придают удобную изогнутую форму. К нему крепят микровыключатель, который будет отвечать за открытие и закрытие газового клапана.
В первую очередь изготавливают удобный держатель, для чего используют трубку соответствующего диаметра. Ее обматывают двумя слоями изолирующего материала (стеклоткани), между которыми располагают силиконовый герметик. Такому держателю придают удобную изогнутую форму. К нему крепят микровыключатель, который будет отвечать за открытие и закрытие газового клапана.
Комплектующие для самостоятельного изготовления горелки
К готовой горелке присоединяют трубку диаметром 6–8 мм, через которую к ней будет подаваться защитный газ. Обратный конец такой трубки соединяют с газовым баллоном. Кроме того, к горелке подводят два провода: один – для соединения микровыключателя с газовым клапаном, второй – для подачи сварочного тока к электроду. Сечение питающего провода, который будет работать под серьезной нагрузкой, должно быть не меньше 8 квадратных миллиметров.
Газ, подающийся в зону сварки, должен отключаться не сразу после ее окончания, а спустя некоторое время (5–7 секунд). В аппаратах серийных моделей для аргонной сварки задержку отключения защитного газа обеспечивает специальное электронное устройство, которое не только усложняет конструкцию оборудования, но и делает его дороже. В самодельных устройствах для аргонной сварки, которые отличаются простотой конструкции и бюджетной себестоимостью, такая задержка обеспечивается за счет ручного отключения микровыключателя.
В аппаратах серийных моделей для аргонной сварки задержку отключения защитного газа обеспечивает специальное электронное устройство, которое не только усложняет конструкцию оборудования, но и делает его дороже. В самодельных устройствах для аргонной сварки, которые отличаются простотой конструкции и бюджетной себестоимостью, такая задержка обеспечивается за счет ручного отключения микровыключателя.
Собираясь изготовить своими руками аппарат для аргонной сварки, имейте в виду, что не следует применять для защиты сварочной зоны смесь газов. Как показывает практика, только чистый аргон (не менее 99% чистоты) может обеспечить получение качественного и надежного сварного соединения.
Умелые руки – альтернатива затратам
Покупка готового оборудования для аргонодуговой сварки, не является единственной возможностью обладания ею. Этот агрегат возможно собрать своими руками, имея необходимые комплектующие:
- Источник тока. Достаточно стандартного трансформатора для ручной сварки, с постоянным или переменным током.
- Баллон с аргоном. По возможности – наличие манометра.
- Редуктор газовый.
- Клапан газа.
- Специальная аргоновая горелка.
- Осциллятор. Преобразует ток в высокочастотные импульсы, для поджигания дуги. Поджигание путем касания рабочей поверхности нежелательно – слишком низкая ионизация дуги (искра слабо вырабатывается), а электрод загрязнится и окислится.
- Защитная маска.

К редуктору и трансформатору подключается горелка; осциллятор подключается параллельно источнику питания, это не такая уж сложная схема. Масса подается, как при обычном способе сварки.
Все не так уж сложно если есть желание
Если вы обладаете соответствующими знаниями и желанием, можете дополнить и улучшить такой вариант сборки. Приобрести все необходимое можно в специализированных магазинах, на соответствующих сайтах в интернете, или на «блошином рынке». В качестве дополнительного варианта, перетряхните собственные загашники – может найтись много полезного.
Техника безопасности
Самое пристальное внимание при сборке аргонодуговой сварки своими руками, необходимо уделить технике безопасности. Во время сборки конструкции все элементы питания должны быть выключены из сети. Убедитесь в исправности используемых агрегатов: рабочей резьбы на накидных гайках, надежности присоединения шланга для подачи газа, редуктора для аргона. Все корпуса используемого оборудования должны быть заземлены кабелем, с сечением не менее 25 мм.
Проведите ревизию обмотки силовых кабелей. Пользуйтесь только надежными, заизолированными электродержателями, чтобы не допустить соприкосновения тока с рабочими поверхностями или руками. Перед проведением пробного пуска, обеспечьте надежную вентиляцию помещения – аргон, ядовитый газ, способный вызвать отравление.
Не рискуйте своими руками и другими важными частями тела – обязательно применяйте спецодежду, защитные перчатки и маску. Недопустимо присутствие синтетических легкоплавких материалов, которые могут быть прожженны брызгами жидкого металла. Предпочтительна грубая обувь, на толстой подошве. Для защиты рук оптимальными будут перчатки из толстой кожи, они не стеснят движения и надежно сохранят руки.
Предпочтительна грубая обувь, на толстой подошве. Для защиты рук оптимальными будут перчатки из толстой кожи, они не стеснят движения и надежно сохранят руки.
Рабочие моменты
Показателем правильности настройки горелки, является малое шипение аргона при включении. Все задействованные в сварке поверхности должны быть зачищены и обезжирены. Переключатели тока могут быть не только педальные, но и ручные. Последние используются, если аргонно дуговая сварка не предполагает задействования обеих рук. Движения горелки не должны быть поперечными: именно продольное ведение по шву, гарантирует его высокие качества.
Шов должен быть не только качественным, но и красивым
Реально сделать процесс сварки дешевле, если пользоваться услугами организаций, производящих закачку газом опустевших баллонов. Покупать по мере расходования новый баллон с газом, гораздо дороже.
Достоинства и недостатки
Газовая сварка аргоном не является панацеей. Она, как и любой другой процесс, обладает определенными достоинствами и недостатками. Вопрос стоит в том, что в некоторых случаях недостатки можно свести к минимуму или вовсе их игнорировать.
Вопрос стоит в том, что в некоторых случаях недостатки можно свести к минимуму или вовсе их игнорировать.
К достоинствам можно отнести отсутствие чрезмерно высокой температуры в сварочной ванне. В результате этого детали не деформируются. Применение аргона дает ряд преимуществ.
- Во-первых, газ инертный, поэтому химические реакции полностью исключены.
- Во-вторых, аргон тяжелее воздуха, он опускается вниз, вытесняя атмосферный кислород.
Примечательно то, что при относительно невысокой температуре дуга обладает достаточной тепловой мощностью, поэтому сварка аргоном не только характерна качеством, но и низкими временными затратами. Было отмечено, что сварщик должен обладать определенными навыками. Тем не менее, эти навыки не так сложно получить. Практически каждый желающий может освоить данный процесс. Наконец, явным преимуществом TIG сварки является то, что есть возможность соединить металлы, которые другими способами просто не сварить.
К недостаткам можно отнести тот факт, что на улице при сильном ветре сварку качественно не провести. Ветер будет выдувать аргоновый колпак, и в зону шва попадет кислород. Также следует отметить наличие отрицательного результата у новичков. Все ошибки приходится преодолевать самостоятельно. Может потребоваться несколько попыток, прежде чем мастер научится оптимально выбирать режим сварки.
Ветер будет выдувать аргоновый колпак, и в зону шва попадет кислород. Также следует отметить наличие отрицательного результата у новичков. Все ошибки приходится преодолевать самостоятельно. Может потребоваться несколько попыток, прежде чем мастер научится оптимально выбирать режим сварки.
Заземление и безопасность при дуговой сварке
Насколько важно заземление??
Стандартные меры безопасности многих кодексов и норм требуют обязательного заземления электрических контуров. Системы электродуговой сварки часто имеют сразу несколько электрических контуров, поэтому для безопасной сварки и плазменной резки крайне важно организовать правильное заземление оборудования. В этой статье мы расскажем об основных правилах заземления в типичных рабочих условиях.
Заземление сварочного аппарата
Сварочные аппараты с питанием через гибкие кабели или постоянное подключение к системе питания имеют отдельный провод заземления. Он соединяет металлический корпус сварочного аппарата с заземлением. Если бы мы могли проследить этот контур в системе распределения электропитания, мы бы увидели, что он идет к земле, обычно через вкопанный металлический стержень.
Он соединяет металлический корпус сварочного аппарата с заземлением. Если бы мы могли проследить этот контур в системе распределения электропитания, мы бы увидели, что он идет к земле, обычно через вкопанный металлический стержень.
Это делают для того, чтобы металлический корпус аппарата и земля имели одинаковый потенциал. Равный потенциал означает, что одновременное прикосновение к обоим объектам не приведет к удару током. Заземление корпуса также снизит напряжение поступающего на корпус тока в случае пробоя изоляции внутри аппарата.
Токонесущая способность провода заземления зависит от устройства защиты от максимальных токов в составе системы питания. Регулировка токовой нагрузки позволит сохранить провод заземления работоспособным даже в случае неполадки сварочного аппарата.
Некоторые сварочные аппараты имеют конструкцию с двойной изоляцией. В таком случае провод заземления не требуется. Для защиты сварщика от поражения током такие в таких аппаратах используется дополнительный метод изоляции. О наличии двойной изоляции можно узнать по символу «рамка в рамке» на паспортной табличке аппарата.
В таком случае провод заземления не требуется. Для защиты сварщика от поражения током такие в таких аппаратах используется дополнительный метод изоляции. О наличии двойной изоляции можно узнать по символу «рамка в рамке» на паспортной табличке аппарата.
В случае компактных сварочных аппаратов, у которых на конце кабеля питания имеется вилка с контактом заземления, контур заземления образуется автоматически при включении аппарата в розетку. При этом настоятельно не рекомендуется использовать переходники без контакта заземления и снимать контакт заземления с вилки. Без этого контакта теряется смысл всего контура заземления.
Исправность контура заземления можно легко проверить с помощью тестера цепи. Тестеры для бытовых электросетей можно приобрести в любом магазине электротоваров или хозяйственных принадлежностей. При подключении к розетке эти приборы могут показать, имеет ли данная розетка контур заземления, и дать некоторые другие сведения. Если тестер покажет отсутствие контура заземления или какие-либо другие проблемы с цепью, мы рекомендуем вызвать электрика. Это достаточно простой тест и его стоит регулярно повторять. Для проверки цепей с напряжением выше 120 вольт также лучше обратиться к помощи профессионала.
Тестеры для бытовых электросетей можно приобрести в любом магазине электротоваров или хозяйственных принадлежностей. При подключении к розетке эти приборы могут показать, имеет ли данная розетка контур заземления, и дать некоторые другие сведения. Если тестер покажет отсутствие контура заземления или какие-либо другие проблемы с цепью, мы рекомендуем вызвать электрика. Это достаточно простой тест и его стоит регулярно повторять. Для проверки цепей с напряжением выше 120 вольт также лучше обратиться к помощи профессионала.
Заземление рабочего изделия
Сварочный контур состоит из нескольких элементов цепи, через которые проходит ток. В них входят соединения сварочного аппарата, сварочные кабели, зажим на изделие, горелка или электрододержатель и рабочее изделие. Через сварочный аппарат этот контур не заземляется. Как тогда производится заземление?
Согласно документу ANSI Z49. 1 «Безопасность при сварке, резке и сопутствующих процессах», необходимо заземлить рабочее изделие или сварочный стол, на котором оно расположено, например, на металлический каркас здания. Зажим заземления и зажим сварочного контура должны быть независимы.
1 «Безопасность при сварке, резке и сопутствующих процессах», необходимо заземлить рабочее изделие или сварочный стол, на котором оно расположено, например, на металлический каркас здания. Зажим заземления и зажим сварочного контура должны быть независимы.
Преимущества от заземления рабочего изделия аналогичны преимуществам от заземления корпуса аппарата. Заземленное рабочее изделие имеет равный потенциал с другими заземленными предметами. В случае пробоя изоляции сварочного аппарата или другого оборудования напряжение между рабочим изделием и землей будет минимальным. Следует отметить, что сварка при незаземленном рабочем изделии возможна, но на это требуется разрешение квалифицированного специалиста.
Зажим на изделие — это не зажим заземления
Многие сварщики пользуются терминами «зажим на изделие» и «разъем на изделие». Обычно рабочее изделие подключается к кабелю через пружинный или винтовой зажим. К сожалению, разъем и зажим на изделие часто неправильно называют «землей». Сварочный кабель не имеет заземляющего контакта для рабочего изделия. Зажим заземления никак не связан с зажимом на изделие.
К сожалению, разъем и зажим на изделие часто неправильно называют «землей». Сварочный кабель не имеет заземляющего контакта для рабочего изделия. Зажим заземления никак не связан с зажимом на изделие.
Заземление высокочастотного заземления
В некоторых сварочных аппаратах используются контуры поджига и стабилизации, через которые проходит напряжение очень высокой частоты. Это особенно характерно для аппаратов для аргонодуговой сварки (TIG). Высокочастотное напряжение может иметь компоненты с частотой до мегагерца. Для сравнения, сварочное напряжение может составлять всего 60 герц.
Высокочастотное излучение имеет тенденцию рассеиваться из зоны сварки и вызывать помехи в работе близкорасположенного теле- и радиооборудования. Одним из способов сократить рассеивание ВЧ-сигналов является заземление сварочного контура. В инструкции по эксплуатации сварочного аппарата должны быть приведены подробные инструкции по правильному заземлению сварочного контура и других деталей с целью сокращения эффекта рассеивания.
Заземление автономных сварочных агрегатов
Многие автономные агрегаты для дуговой сварки способны вырабатывать ток вторичной сети питания напряжением 120 или 240 вольт. Такие агрегаты часто используются в монтажных условиях без доступа к сетям электропитания. Обычно в таких случаях бывает трудно обеспечить заземление. Обязательно ли при этом заземлять корпус аппарата?
Это зависит от конкретных условий эксплуатации и конструкции агрегата. Большинство случаев можно разделить на две категории:
1. При выполнении всех этих условий заземление корпуса агрегата не требуется:
- агрегат установлен в кузове автомобиля или на трейлере;
- питание вторичной сети происходит через кабель и вилку;
- розетки агрегата имеют контакт заземления;
- рама агрегата соединена или электрически связана с рамой автомобиля или трейлера.
2. При выполнении любого из этих условий заземление обязательно:
- сварочный агрегат подключен к проводке помещения, например, для аварийного электроснабжения дома; питание вторичной сети происходит напрямую без кабеля и вилки.
- вторичное питание осуществляется через постоянное подключение без кабелей и розеток.

Выше приведены только самые основные сведения, и мы советуем читателю познакомиться с действующими нормами по электробезопасности.
Заземление удлинителей
Удлинительные кабели должны проходить регулярную проверку неразрывности, так как чаще всего они располагаются на полу и подвергаются значительному износу. С помощью тестера Вы сможете убедиться, что все соединения в кабеле, вилке и розетке находятся в исправном состоянии.
Другие источники опасности
Правильное заземление при электродуговой сварке — это хорошая практика, но она не означает полной безопасности. Сварочный ток проходит по сварочному контуру. Если человек станет частью этого контура, он подвергнется опасности. Поэтому тело сварщика должно быть полностью изолировано от сварочного контура. Обязательно носите сухие изоляционные перчатки и другие средства индивидуальной защиты. Также следите за состоянием изоляции электрокабелей, электрододержателей и горелок.
Также следите за состоянием изоляции электрокабелей, электрододержателей и горелок.
Таким же образом можно устранить риск поражения током от сети питания. Исправное электрооборудование и кабели надежно защитят сварщика от большинства источников опасности.
Использованная литература
- American Welding Society, ANSI Z49.1:2005 «Safety in Welding, Cutting, and Allied Processes.»
- National Fire Protection Association, NFPA 70, «National Electrical Code», 2005.
- American Welding Society, Safety and Health Fact Sheet No. 29, «Grounding of Portable and Vehicle Mounted Welding Generators», июль 2004.
- American Welding Society, AWS A3.0-2001, «Standard Welding Terms and Definitions.»
Сварка меди аргоном
Как общеизвестно, медь — весьма хороший проводник. Поэтому и сварочные работы, проводимые с медными изделиями требуют достаточно специфичного оборудования.

Наиболее распространена сварка меди аргоном, а точнее аргонно-дуговая сварка, где основным рабочим инструментом является неплявящийся вольфрамовый электрод, тем более, что при нагревании медь весьма активно взаимодействует с кислородом воздуха, образуя на поверхности диокид меди, обладающий повышенной температурой плавления (хотя и не настолько активно, как, например, алюминий).
Несмотря на тот факт, что медь позволяет проведение сварочных работ специальными электродами, в частности марки ММЗ-2, наилучшее качество шва достигается при использовании, как упоминалось выше, неплавящегося электрода. Именно такой способ сварки медных деталей позволяет получить наиболее качественный «провар» шва, а сам шов отличается безупречной чистотой и ровностью (конечно, при проведении работы профессионально подготовленным сварщиком).
В качестве защитного газа для сваривания меди наиболее популярен азот, вследствие того, образующий дугу ток в этой среде несколько меньше, а напряжение, наоборот, больше.
Сварка в среде азота весьма высокопроизводительна и отличается более глубоко образованной сварочной ванной. И тем не менее сама дуга, образующаяся в процессе работы менее стабильна в среде азота. Поэтому, достаточно опытные сварщики используют смесь газов, состоящую на 75% из аргона (для увеличения стабильности дуги) и 25% азота (для образования качественной сварочной ванны).
В качестве электрода используются в этом случае ЭВЛ или ЭВИ вольфрамовые электроды. В первом случае — это лаптанированные, а во втором — итерированные вольфрамовые электроды. Именно такие электроды требует сварка меди аргоном .
При сваривании медных деталей аргоном, толщина которых составляет более 5мм, используется обязательная разделка кромок, наподобие той, как при качественном сваривании стальных труб при использовании электродуговой сварки. Обусловлено это высокой теплопроводностью меди. Без разделки прогреть всю толщину металла просто-напросто невозможно. Причем для металла с толщиной от 5 до 12 мм разделка односторонняя, а при большей — разделываются обе кромки свариваемых деталей.

Поскольку даже достаточно мощная струя не может обеспечить надежную изоляцию свариваемых деталей от кислорода, последний все-таки попадает в зону сварки, для ликвидации этих последствий используют в качестве присадочной проволоки материал, содержащий различные раскислители, например медную проволоку в очень большим содержанием марганца, способного связать поступающий в зону сварки кислород.
К сожалению, данный способ имеет свои недостатки, поскольку образующиеся примеси марганца значительно снижают прочность шва — он становится более хрупким. Для исправления этого недостатка больший эффект дает применение присадочной проволоки с содержанием некоторых редкоземельных материалов, которые полностью удаляют кислород, но не остаются в составе сварочного шва. Правда их применение имеет свою обратную сторону медали — они весьма дороги.
Видео сварки меди:
 Наличие примесей характеризует физико-химические свойства сплава. К данным свойствам относят: высокий коэффициент термического расширения, высокую теплопроводность, высокую линейную укладку, высокую текучесть, высокую чувствительность к водороду, легкую окисляемость, интенсивное испарение цинка.
Наличие примесей характеризует физико-химические свойства сплава. К данным свойствам относят: высокий коэффициент термического расширения, высокую теплопроводность, высокую линейную укладку, высокую текучесть, высокую чувствительность к водороду, легкую окисляемость, интенсивное испарение цинка.Все вышеперечисленные свойства очень усложняют сварку меди. На подготовительном этапе проходит тщательная разделка и очистка поверхностей именно перед сваркой. Зазор при сварке между поверхностями должен быть очень мал не более 2 мм, из-за этого детали сжимают между собой. Сварку меди производят в среде защитных газов, ими могут являться гелий, азот или аргон. Металл толщиной до 5 мм, перед началом сварки должен быть предварительно подогрет 250-300 С.
При сварке начальный шов накладывается без колебаний электрода. Сварку нельзя прерывать, корень шва должен быть проварен тщательнейшим образом. Шов проковывают после окончания сварки, а после отжигают при температуре 600 С.
Сварку меди можно проводить разнообразными способами: газовой, ручной, автоматической под флюсом, электрошлаковой, дуговой и другими.
 И каждый из вышеперечисленных способов имеет свои недостатки и достоинства.
И каждый из вышеперечисленных способов имеет свои недостатки и достоинства.Кроме статьи «Сварка меди аргоном» смотрите также:
Сварка MIG в 100% аргоне в защитном газе
Можно ли сваривать сталь методом MIG с использованием 100% аргона?
Это вопрос, с которым в какой-то момент столкнется каждый сварщик, и да, вы можете сваривать сталь методом MIG, если все, что у вас есть, — это чистый аргон. Но это не идеально. И нержавеющая не рекомендуется.
А…
Кажется, всегда есть одно, или два, или три. Однако в этом случае вам нужно знать, как и почему стоят эти «но», чтобы правильно ответить на этот, казалось бы, простой вопрос.
Зачем использовать чистый аргон?
Большинство людей, читающих эту статью, уже знают, почему кто-то может подумать об использовании 100% аргона для сварки стали методом MIG.
Необходимость.
У каждого сварщика заканчивается газ. Но никто не хочет тратить драгоценное время на беготню за бензином посреди рабочего дня. А может, ваш поставщик газа закрыт.
А может, ваш поставщик газа закрыт.
Но, если у вас есть резервуар со 100% аргоном для других видов сварки, вы можете использовать его и продолжать работу.Вам не нужно отвлекаться, чтобы пополнить баллон газовой смеси MIG.
Использование чистого аргона означает просто проявить изобретательность и продуктивность в крайнем случае.
Но стальной сварной шов может быть недостаточно высокого качества в зависимости от того, что вы свариваете.
Почему 100% аргон так отличается?
Защитный газ MIG не только защищает сварной шов от вредных атмосферных газов. Да, важно не допускать попадания этих газов и не сделать сварной шов пористым.
Но его состав также влияет на качество дуги и теплопроводность. Эти свойства также существенно влияют на получаемый сварной шов.
Итак, вам нужно знать, чего ожидать при использовании 100% аргона для сварки стали методом MIG. Некоторые из характеристик, которые вы испытаете при его использовании, включают:
- Аргон имеет более низкий потенциал ионизации, что снижает напряжение и мощность дуги.
- Дуга имеет тенденцию быть менее стабильной.
- Сочетание нестабильной дуги с пониженной мощностью предотвращает образование текучей рабочей лужи.Другими словами, металлическая ванна будет жесткой и трудной для обработки.
- Аргон имеет более низкую теплопроводность, и внешние края дуги остаются холодными. Это означает, что вы получите узкую, меньшую глубину проплавления с меньшим количеством проплавления.
- Наполнитель укладывается на сталь узким высоким валиком. Сварные швы
- MIG с использованием чистого аргона подвержены подрезу.
- Опыт показывает, что сварка MIG стали с чистым газом аргоном теряет пластичность. В результате изгиб или скручивание может привести к растрескиванию или разрыву жесткого сварного шва.

Таким образом, можно склеить сталь вместе с помощью сварочного аппарата MIG с использованием защитного газа 100% аргона. Но в результате получается некачественный, слабый, хрупкий сварной шов.
Если вам нужен прочный и качественный сварной шов, 100% аргон НЕ является хорошим выбором для стали, сваренной методом MIG.
Эти проблемы еще более выражены с нержавеющей сталью, и никогда не рекомендуется использовать чистый аргон для сварки MIG нержавеющей стали.
Видео на YouTube ниже представляет некоторую полезную информацию и наглядные материалы о сварке стали методом MIG с использованием 100% аргона.
Использование 100% аргона для сварки MIG стали
Если вы оказались в незавидном положении, когда вам нужно сваривать сталь методом MIG с использованием чистого аргона, есть несколько советов, которые могут помочь.
- Сделайте фаску на краях стыка. Это поможет сплавить основной металл и сделать соединение более прочным.
- Увеличьте огонь, но будьте осторожны, чтобы не прожечь более тонкую сталь. Скорее всего, будет сложно или невозможно заставить бусину сидеть ровно.
Кроме того, аргон дает хорошие сварные швы при использовании другого метода сварки (т. е.е. TIG) или различные неблагородные металлы. Некоторые недрагоценные металлы, для которых вы можете использовать 100% аргон в сварочном аппарате MIG, включают:
е.е. TIG) или различные неблагородные металлы. Некоторые недрагоценные металлы, для которых вы можете использовать 100% аргон в сварочном аппарате MIG, включают:
- Алюминий
- Титан
- Магний
- Никель (менее дюйма)
- Медь (менее дюйма)
И последнее интересное замечание: для некоторых меньшее проплавление делает MIG-сварку со 100% аргоном более предпочтительной при сварке стального листа.
В этом случае чистый аргон может снизить вероятность плавления тонкого основного металла.Но у вас, вероятно, все же получится высокая узкая бусинка.
СмесиCO2 / аргона лучше подходят для сварки MIG стали
Добавление некоторого количества диоксида углерода («CO2») к аргону решает проблемы, связанные со 100% -ным аргоном. Обычно добавляют от 5 до 25% CO2 для улучшения результатов с помощью сварочного аппарата MIG.
Эта газовая смесь обеспечивает жидкую рабочую лужу и лучшее проникновение. Кроме того, это устраняет подрезы и уменьшает разбрызгивание.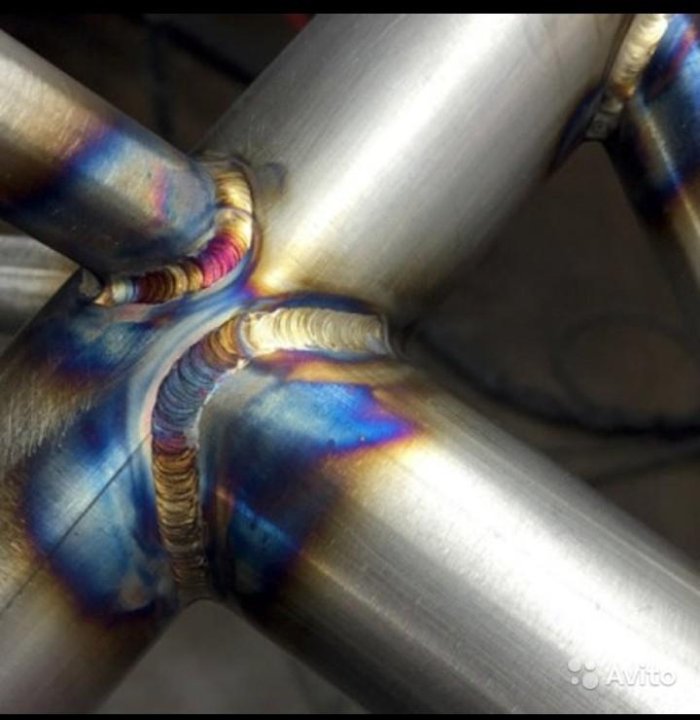 Важно отметить, что нагрев и охлаждение лучше контролируются, что повышает устойчивость сварного шва к изгибу и скручиванию.
Важно отметить, что нагрев и охлаждение лучше контролируются, что повышает устойчивость сварного шва к изгибу и скручиванию.
При покупке смеси аргон / CO2 на газе указывается количество CO2, добавленного к аргону.
Например, «C25» — это защитный газ с 25% CO2 и 75% аргоном. Сварка со 100% Co2 будет обозначена как C100.
Переходя на новый уровень концепции смешения газов, использование защитного газа тримикс (например, 90% гелия, 7,5% аргона и 2,5% CO2) обеспечивает наилучшие сварные швы на нержавеющей стали.
Этот газ может быть дорогим и не всегда доступен сварщику-любителю.Но для качественных сварных швов на нержавеющей стали поиск смеси тримиксов может стоить затрат и усилий.
Связанное чтение : Какого размера бензобак для MIG / TIG
Почему 100% аргон подходит для сварки TIG стали?
Сварка MIG и сварка TIG различаются нанесением присадочного материала и типом используемого электрода. Это влияет на дугу и характеристики сварного шва.
MIG в качестве электрода используется присадочный материал, и, следовательно, необходимо непрерывно подавать проволоку к наконечнику по мере ее использования.
Напротив, при сварке TIG использовался неплавящийся вольфрамовый электрод, а присадочный материал вводился в дугу отдельно. Этот электрод создает стабильную и сильную дугу, но вольфрамовый наконечник должен оставаться чистым и неповрежденным.
Связанные : Сварка MIG и TIG
Итак, для сварки TIG требуется газ, который остается инертным даже при высоких температурах сварки. Аргон остается инертным даже при повышенных температурах. Он также обеспечивает легкий запуск, поддерживает стабильную дугу и помогает содержать вольфрамовый электрод в чистоте.
Итак, для сварки TIG стали с аргоном может работать, тогда как для MIG-сварки стали лучше использовать смесь аргона и CO2.
Также прочтите : Типы сварочных газов и для чего они используются
Как аргон используется в сварке? UTI
1) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
2) Для получения информации о результатах программы и другой информации посетите сайт www.uti.edu/disclosures.
3) Приблизительно 8000 из 8400 выпускников UTI в 2019 году были готовы к трудоустройству.На момент составления отчета около 6700 человек были трудоустроены в течение одного года после даты выпуска, в общей сложности 84%. В эту ставку не входят выпускники, недоступные для работы по причине продолжения образования, военной службы, состояния здоровья, заключения, смерти или статуса иностранного студента. В ставку включены выпускники, прошедшие специализированные программы повышения квалификации и занятые на должностях. которые были получены до или во время обучения по ИМП, где основные должностные обязанности после окончания учебы соответствуют образовательным и учебным целям программы.UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
5) Программы UTI готовят выпускников к карьере в различных отраслях промышленности с использованием предоставленного обучения, в первую очередь, для специалистов по автомобилям, дизельным двигателям, ремонту после столкновений, мотоциклетным и морским техникам. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от
в качестве технического специалиста, например: специалист по запчастям, специалист по обслуживанию, изготовитель, лакокрасочный отдел и владелец / оператор магазина. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от
в качестве технического специалиста, например: специалист по запчастям, специалист по обслуживанию, изготовитель, лакокрасочный отдел и владелец / оператор магазина. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
6) Достижения выпускников ИТИ могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. ИМП образовательное учреждение и не может гарантировать работу или заработную плату.
7) Для завершения некоторых программ может потребоваться более одного года.
10) Финансовая помощь, стипендии и гранты доступны тем, кто соответствует требованиям.Награды различаются в зависимости от конкретных условий, критериев и состояния.
11) См. Подробную информацию о программе для получения информации о требованиях и условиях, которые могут применяться.
Подробную информацию о программе для получения информации о требованиях и условиях, которые могут применяться.
12) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2016-2026), www.bls.gov, просмотренных 24 октября 2017 года. Вакансии по классификации должностей: Автомеханики и механики — 75 900; Специалисты по механике автобусов и грузовиков и специалисты по дизельным двигателям — 28 300 человек; Ремонтники кузовов автомобилей и сопутствующие товары, 17 200.Вакансии включают вакансии в связи с ростом и чистые замены.
14) Программы поощрения и соответствие критериям для сотрудников остаются на усмотрении работодателя и доступны в определенных местах. Могут применяться особые условия. Поговорите с потенциальными работодателями, чтобы узнать больше о программах, доступных в вашем районе.
15) Оплачиваемые производителем программы повышения квалификации проводятся UTI от имени производителей, которые определяют критерии и условия приемки. Эти программы не являются частью аккредитации UTI.Программы доступны в некоторых регионах.
Эти программы не являются частью аккредитации UTI.Программы доступны в некоторых регионах.
16) Не все программы аккредитованы ASE Education Foundation.
20) Льготы VA могут быть доступны не на всех территориях университетского городка.
21) GI Bill® является зарегистрированным товарным знаком Министерства по делам ветеранов США (VA). Дополнительная информация о льготах на образование, предлагаемых VA, доступна на официальном веб-сайте правительства США.
22) Грант Salute to Service доступен всем ветеранам, имеющим право на участие, во всех местах на территории кампуса.Программа «Желтая лента» одобрена в наших кампусах в Эйвондейле, Далласе / Форт-Уэрте, Лонг-Бич, Орландо, Ранчо Кукамонга и Сакраменто.
24) Технический институт NASCAR готовит выпускников к работе в качестве технических специалистов по обслуживанию автомобилей начального уровня. Выпускники, которые выбирают специальные дисциплины NASCAR, также могут иметь возможности трудоустройства в отраслях, связанных с гонками. Из тех выпускников 2019 года, которые взяли факультативы,
примерно 20% нашли возможности, связанные с гонками. Общий уровень занятости в NASCAR Tech в 2019 году составил 84%.
Из тех выпускников 2019 года, которые взяли факультативы,
примерно 20% нашли возможности, связанные с гонками. Общий уровень занятости в NASCAR Tech в 2019 году составил 84%.
25) Расчетная годовая средняя заработная плата для специалистов по обслуживанию автомобилей и механиков в профессиональной занятости и заработной плате Бюро статистики труда США, май 2020 года. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
Достижения выпускников UTI могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве автомобильных техников. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических,
например, сервисный писатель, инспектор по смогу и менеджер по запасным частям. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников автомобильного сервиса и механиков в Содружестве.
Массачусетса (49-3023) составляет от 30 308 до 53 146 долларов (Массачусетский труд и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных автомобильных техников в Северной Каролине, опубликованная в мае 2021 года, составляет 20,59 доллара. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 14,55 и 11,27 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Специалисты по обслуживанию автомобилей
и механики, дата просмотра 2 июня 2021 г.
Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников автомобильного сервиса и механиков в Содружестве.
Массачусетса (49-3023) составляет от 30 308 до 53 146 долларов (Массачусетский труд и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных автомобильных техников в Северной Каролине, опубликованная в мае 2021 года, составляет 20,59 доллара. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 14,55 и 11,27 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Специалисты по обслуживанию автомобилей
и механики, дата просмотра 2 июня 2021 г. )
)
26) Расчетная годовая средняя заработная плата сварщиков, резчиков, паяльщиков и брейзеров в Службе занятости и заработной платы Бюро статистики труда США, май 2020 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. ИМП
достижения выпускников могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.Начальный уровень
зарплаты могут быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников-сварщиков. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например
сертифицированный инспектор и контроль качества. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих сварщиками, резчиками, паяльщиками и брейзерами в штате Массачусетс (51-4121)
составляет от 34 399 до 48 009 долларов (данные по Массачусетсу и развитию рабочей силы, май 2019 г. , просмотр 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных сварщиков в Северной Каролине, опубликованная в мае 2021 года, составляет 20,28 доллара США. Бюро статистики труда не публикует зарплаты начального уровня.
данные. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,97 и 14,24 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Сварщики, Резаки, Паящики,
и Brazers, просмотрено 2 июня 2021 г.)
, просмотр 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных сварщиков в Северной Каролине, опубликованная в мае 2021 года, составляет 20,28 доллара США. Бюро статистики труда не публикует зарплаты начального уровня.
данные. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,97 и 14,24 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Сварщики, Резаки, Паящики,
и Brazers, просмотрено 2 июня 2021 г.)
27) Не включает время, необходимое для прохождения 18-недельной квалификационной программы предварительных требований плюс дополнительные 12 или 24 недели обучения для конкретного производителя, в зависимости от производителя.
28) Расчетная годовая средняя заработная плата для специалистов по кузовному ремонту автомобилей и связанных с ними ремонтников в Службе занятости и заработной платы Бюро статистики труда США, май 2020 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.Выпускников ИТИ
достижения могут отличаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. Заработная плата начального уровня
может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например
оценщик, оценщик и инспектор.Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, занятых в качестве ремонтников автомобилей и связанных с ними ремонтных работ (49-3021) в Содружестве Массачусетс
составляет от 30 765 до 34 075 долларов (данные Массачусетса по труду и развитию рабочей силы, данные за май 2019 г.
UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.Выпускников ИТИ
достижения могут отличаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. Заработная плата начального уровня
может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например
оценщик, оценщик и инспектор.Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, занятых в качестве ремонтников автомобилей и связанных с ними ремонтных работ (49-3021) в Содружестве Массачусетс
составляет от 30 765 до 34 075 долларов (данные Массачусетса по труду и развитию рабочей силы, данные за май 2019 г. , просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных специалистов по ремонту дорожных покрытий в Северной Каролине, опубликованная в мае 2021 года, составляет 23 доллара.40. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 17,94 и 13,99 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.
Ремонтники, осмотрен 2 июня 2021 г.)
, просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных специалистов по ремонту дорожных покрытий в Северной Каролине, опубликованная в мае 2021 года, составляет 23 доллара.40. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 17,94 и 13,99 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.
Ремонтники, осмотрен 2 июня 2021 г.)
29) Расчетная годовая средняя заработная плата механиков автобусов и грузовиков и специалистов по дизельным двигателям в Бюро трудовой статистики США по вопросам занятости и заработной платы, май 2020 г.UTI является образовательным учреждением и не может гарантировать трудоустройство или
оплата труда. Достижения выпускников UTI могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на
заработная плата. Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве дизельных техников. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от дизельных.
техник по грузовикам, например техник по обслуживанию, техник по локомотиву и техник по морскому дизелю.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков автобусов и грузовиков.
и специалистов по дизельным двигателям (49-3031) в Содружестве Массачусетса — от 34 323 до 70 713 долларов (Массачусетс, рабочая сила и развитие рабочей силы, данные за май 2019 г.
Достижения выпускников UTI могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на
заработная плата. Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве дизельных техников. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от дизельных.
техник по грузовикам, например техник по обслуживанию, техник по локомотиву и техник по морскому дизелю.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков автобусов и грузовиков.
и специалистов по дизельным двигателям (49-3031) в Содружестве Массачусетса — от 34 323 до 70 713 долларов (Массачусетс, рабочая сила и развитие рабочей силы, данные за май 2019 г. , просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi / OccupationalEmploymentAndWageSpecificOccupations #). Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата квалифицированных дизельных техников составляет около 50%.
в Северной Каролине, опубликованная в мае 2021 года, стоит 23 доллара.20. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 19,41 и 16,18 долларов соответственно. (Бюро труда
Статистика, Министерство труда, занятости и заработной платы США, май 2020 г. Механики автобусов и грузовиков и специалисты по дизельным двигателям, просмотр 2 июня 2021 г.)
, просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi / OccupationalEmploymentAndWageSpecificOccupations #). Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата квалифицированных дизельных техников составляет около 50%.
в Северной Каролине, опубликованная в мае 2021 года, стоит 23 доллара.20. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 19,41 и 16,18 долларов соответственно. (Бюро труда
Статистика, Министерство труда, занятости и заработной платы США, май 2020 г. Механики автобусов и грузовиков и специалисты по дизельным двигателям, просмотр 2 июня 2021 г.)
30) Расчетная годовая средняя зарплата механиков мотоциклов в Бюро статистики труда США ‘ Трудовая занятость и заработная плата, май 2020 г.MMI является образовательным учреждением и не может гарантировать работу или заработную плату. Достижения выпускников ММИ
может различаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. Заработная плата начального уровня может быть ниже.
Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников мотоциклов. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, оборудование.
обслуживание и запчасти.Информация о заработной плате для Содружества Массачусетс: Средняя годовая заработная плата начального уровня для лиц, работающих в качестве механиков мотоциклов (49-3052) в Содружестве Массачусетса, составляет 30 157 долларов (штат Массачусетс)
Рабочая сила и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. Заработная плата начального уровня может быть ниже.
Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников мотоциклов. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, оборудование.
обслуживание и запчасти.Информация о заработной плате для Содружества Массачусетс: Средняя годовая заработная плата начального уровня для лиц, работающих в качестве механиков мотоциклов (49-3052) в Содружестве Массачусетса, составляет 30 157 долларов (штат Массачусетс)
Рабочая сила и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных мотоциклистов в Северной Каролине, опубликованная в мае 2021 года, составляет 15 долларов.94. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 12,31 и 10,56 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2020 г., Motorcycle Mechanics,
просмотрено 2 июня 2021 г.)
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных мотоциклистов в Северной Каролине, опубликованная в мае 2021 года, составляет 15 долларов.94. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 12,31 и 10,56 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2020 г., Motorcycle Mechanics,
просмотрено 2 июня 2021 г.)
31) Расчетная годовая средняя заработная плата механиков моторных лодок и техников по обслуживанию в Бюро трудовой статистики США по вопросам занятости и заработной платы, май 2020 г.MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
Достижения выпускников ММИ могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.
Заработная плата начального уровня может быть ниже. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве морских техников. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических,
такие как обслуживание оборудования, инспектор и помощник по запасным частям.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков моторных лодок и техников по обслуживанию (49-3051) в
Содружество Массачусетса стоит от 30 740 до 41 331 долларов (данные Массачусетса по труду и развитию рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в размере 50% для квалифицированного морского техника в Северной Каролине, опубликованная в мае 2021 года, составляет 18 долларов.
Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.
Заработная плата начального уровня может быть ниже. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве морских техников. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических,
такие как обслуживание оборудования, инспектор и помощник по запасным частям.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков моторных лодок и техников по обслуживанию (49-3051) в
Содружество Массачусетса стоит от 30 740 до 41 331 долларов (данные Массачусетса по труду и развитию рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в размере 50% для квалифицированного морского техника в Северной Каролине, опубликованная в мае 2021 года, составляет 18 долларов. 61. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 15,18 и 12,87 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.
Специалисты по обслуживанию, просмотр 2 июня 2021 г.)
61. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 15,18 и 12,87 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.
Специалисты по обслуживанию, просмотр 2 июня 2021 г.)
33) Курсы различаются в зависимости от кампуса. За подробностями обращайтесь к представителю программы в кампусе, в котором вы заинтересованы.
34) Расчетная годовая средняя заработная плата операторов компьютерных инструментов с числовым программным управлением в США.S. Профессиональная занятость и заработная плата Бюро статистики труда, май 2020 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
Достижения выпускников UTI могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве технических специалистов по механической обработке с ЧПУ.Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических,
например, оператор ЧПУ, ученик машиниста и инспектор обработанных деталей. Информация о заработной плате для штата Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве операторов станков с компьютерным управлением, металлообработки и
Стоимость пластика (51-4011) в Содружестве Массачусетса составляет 37 638 долларов (Массачусетс, рабочая сила и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2021 года, составляет 20,24 доллара.
Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве технических специалистов по механической обработке с ЧПУ.Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических,
например, оператор ЧПУ, ученик машиниста и инспектор обработанных деталей. Информация о заработной плате для штата Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве операторов станков с компьютерным управлением, металлообработки и
Стоимость пластика (51-4011) в Содружестве Массачусетса составляет 37 638 долларов (Массачусетс, рабочая сила и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2021 года, составляет 20,24 доллара. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,56 и 13,97 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Компьютер с ЧПУ
Операторы инструмента, просмотр 2 июня 2021 г.)
Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,56 и 13,97 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Компьютер с ЧПУ
Операторы инструмента, просмотр 2 июня 2021 г.)
37) Курсы Power & Performance не предлагаются в Техническом институте NASCAR. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Информацию о результатах программы и другую информацию можно найти на сайте www.uti.edu/disclosures.
38) Бюро статистики труда США прогнозирует, что к 2030 году общая численность занятых в стране по каждой из следующих профессий составит: техников и механиков автомобильного сервиса — 705 900 человек; Сварщики, резаки, паяльщики и паяльщики — 452 400 человек; Автобус и грузовик
Специалисты по механике и дизельным двигателям — 296 800 человек; Ремонтники кузовов автомобилей и сопутствующие товары — 161 800; и операторы инструментов с ЧПУ, 154 500. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 г. и прогноз на 2030 г., Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г.
UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 г.
См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 г. и прогноз на 2030 г., Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г.
UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 г.
39) Повышение квалификации доступно выпускникам только в том случае, если курс еще доступен и есть места. Студенты несут ответственность за любые другие расходы, такие как оплата лабораторных работ, связанных с курсом.
41) Для специалистов по обслуживанию автомобилей и механиков U.S. Бюро статистики труда прогнозирует в среднем 69 000 вакансий в год в период с 2020 по 2030 год. В число вакансий входят вакансии, связанные с чистыми изменениями занятости и чистыми замещениями. См. Таблицу
1.10 Профессиональные увольнения и вакансии, прогнозируемые на 2020–2030 годы, Бюро статистики труда США, www.bls.gov, просмотр 18 ноября 2021 г. UTI — образовательное учреждение
и не может гарантировать работу или зарплату. Обновлено 18 ноября 2021 г.
Обновлено 18 ноября 2021 г.
42) Для сварщиков, резаков, паяльщиков и паяльщиков U.По прогнозам Бюро статистики труда, в период с 2020 по 2030 год в среднем будет открываться 49 200 рабочих мест. В число вакансий входят вакансии, связанные с чистым изменением занятости и чистым замещением. См. Таблицу 1.10 Профессиональные увольнения и вакансии, прогнозируемые на 2020–2030 годы, Бюро статистики труда США, www.bls.gov, просмотр 18 ноября 2021 г. UTI — образовательное учреждение и не может гарантировать работу или зарплату. Обновлено 18 ноября 2021 г.
43) Для механиков автобусов и грузовиков и специалистов по дизельным двигателям U.По прогнозам Бюро статистики труда, в период с 2020 по 2030 год в среднем будет открываться 28 100 рабочих мест. В число вакансий входят вакансии, связанные с чистым изменением занятости и чистым замещением.
См. Таблицу 1.10. Разделения и вакансии по профессиям, прогнозируемые на 2020–30 годы, Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. учреждение и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 г.
учреждение и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 г.
44) Для кузовных и связанных с ним ремонтников: U.По прогнозам Бюро статистики труда, в период с 2020 по 2030 год в среднем будет открываться 15 200 рабочих мест. В число вакансий входят вакансии, связанные с чистым изменением занятости и чистым замещением. См. Таблицу 1.10. Разделение и вакансии по профессиям, прогноз на 2020–30 гг., Бюро статистики труда США, www.bls.gov, просмотр 18 ноября 2021 г. UTI — образовательное учреждение и не может гарантировать работу или зарплату. Обновлено 18 ноября 2021 г.
45) Для операторов инструментов с ЧПУ: U.По прогнозам Бюро статистики труда, в период с 2020 по 2030 год в среднем будет открываться 16 500 рабочих мест. В число вакансий входят вакансии, связанные с чистым изменением занятости и чистым замещением. Видеть
Таблица 1.10 Профильные увольнения и вакансии, прогнозируемые на 2020–30 годы, Бюро статистики труда США, www. bls.gov, просмотрено 18 ноября 2021 г.
учреждение и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 г.
bls.gov, просмотрено 18 ноября 2021 г.
учреждение и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 г.
46) Студенты должны иметь средний балл не ниже 3,5 и посещаемость 95%.
47) Бюро статистики труда США прогнозирует, что общая численность занятых в стране для специалистов по обслуживанию автомобилей и механиков к 2030 году составит 705 900 человек. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 и прогнозируемые 2030, Бюро статистики труда США, www.bls. gov, просмотр 18 ноября 2021 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 года.
48) По прогнозам Бюро статистики труда США, общая численность занятых в стране механиков автобусов и грузовиков и специалистов по дизельным двигателям к 2030 году составит 296 800 человек.См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 г. и прогноз на 2030 г., Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 года.
UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 года.
49) По прогнозам Бюро статистики труда США, общая занятость в сфере автомобильного кузова и связанных с ним ремонтных мастерских составит 161800 человек к 2030 году. См. Таблицу 1.2. Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено в ноябре 18, 2021.
50) Бюро статистики труда США прогнозирует, что общая занятость сварщиков, резчиков, паяльщиков и паяльщиков в стране к 2030 году составит 452 400 человек. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 год и прогноз к 2030 году. Бюро статистики труда США, www.bls.gov, дата просмотра 18 ноября 2021 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.Обновлено в ноябре 18, 2021.
51) Бюро статистики труда США прогнозирует, что к 2030 году общая занятость операторов компьютерных инструментов с числовым программным управлением составит 154 500 человек. www.bls.gov, просмотрено 18 ноября 2021 г.
UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 года.
www.bls.gov, просмотрено 18 ноября 2021 г.
UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 года.
52) Бюро статистики труда США прогнозирует, что в период с 2020 по 2030 год среднегодовое количество вакансий по стране в каждой из следующих профессий составит: Техники и механики автомобильного сервиса — 69 000; Механика автобусов и грузовиков и дизельный двигатель Специалисты — 28 100 человек; и сварщики, резаки, паяльщики и паяльщики, 49 200.Вакансии включают вакансии, связанные с чистым изменением занятости и чистым замещением. См. Таблицу 1.10 Разделения и вакансии по профессиям, прогноз на 2020–2030 годы, Бюро США. of Labor Statistics, www.bls.gov, дата просмотра 18 ноября 2021 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату. Утверждено 18 ноября 2021 года.
53) Бюро статистики труда США прогнозирует, что к 2030 году общая численность занятых в стране по каждой из следующих профессий составит: техников и механиков автомобильного сервиса — 705 900 человек; Сварщики, резаки, паяльщики и паяльщики — 452 400 человек; Автобус и грузовик
Специалисты по механике и дизельным двигателям, 296 800 человек.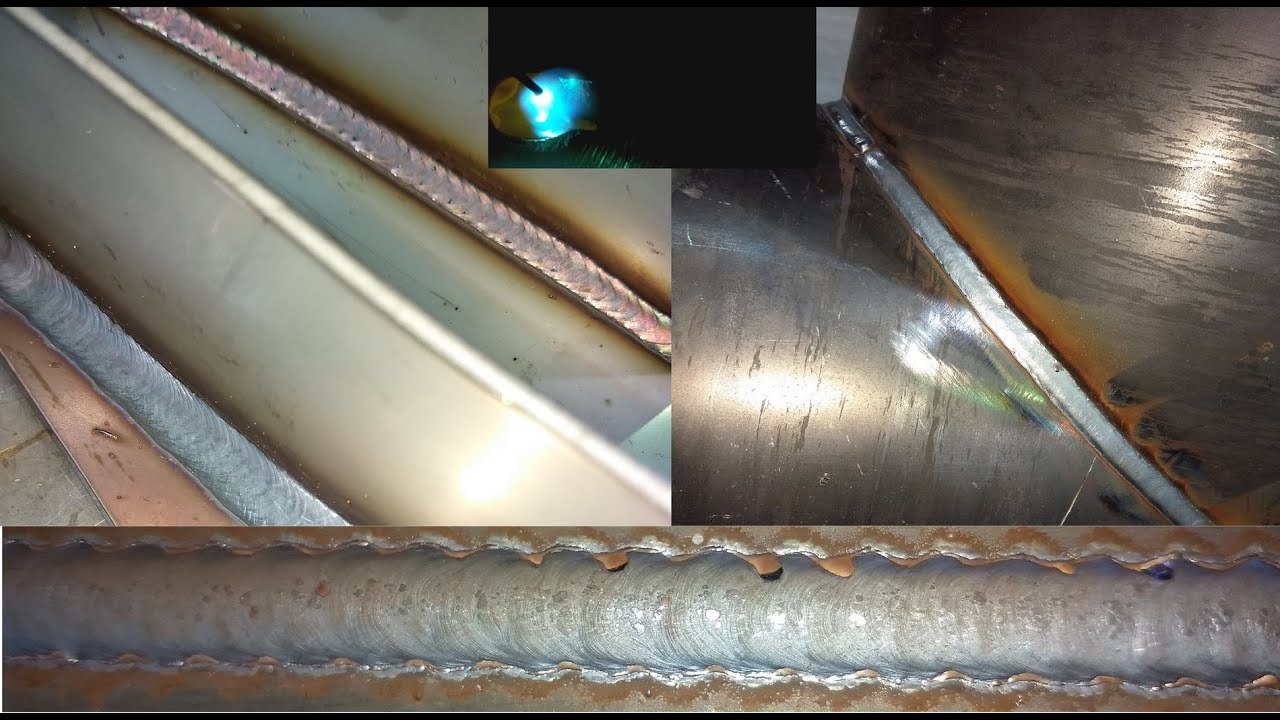 См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 г. и прогноз на 2030 г., Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г.
UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 г.
См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 г. и прогноз на 2030 г., Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г.
UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 г.
Универсальный технический институт штата Иллинойс, Inc. одобрен Отделом частного бизнеса и профессиональных школ Совета высшего образования штата Иллинойс.
Контактные наконечники горелки для аргонно-дуговой сваркиuxcell TIG WP18 2.4мм 5шт медный тон —
- Убедитесь, что он подходит, введя номер своей модели.
- Наименование продукта: Контактный наконечник; Подходит для: горелки для аргонно-дуговой сварки WP18
- Материал: медь; Диаметр отверстия зажима: 2,4 мм / 0,095 дюйма
- Внутренний диаметр отверстия: 3,7 мм / 0,145 дюйма; Общий размер: 50 x 6 мм / 2 «x 0,2» (L * Max.D)
- Цвет: медный тон; Вес: 21 г
- Содержимое упаковки: 5 наконечников для контактов

BangShift.com Готовим бекон
Видео с беконом: Приготовление бекона с помощью сварки TIG — это самая популярная вещь, одобренная BangShift КОГДА-ЛИБО
19 января 2015 Брайан Лонес ВЕСЕЛЫЕ МАТЕРИАЛЫ, видео
Гэри Патнэм — это несколько вещей.:max_bytes(150000):strip_icc()/GettyImages-1023311670-b29af8de93774e3096a18faa618c5ff7.jpg) Прежде всего, он действительно, я имею в виду, действительно хороший сварщик. Во-вторых, он ветеран Drag Week, который построил действительно скупой Mustang, оснащенный мощным блоком ProCharged Chevy, который вы можете увидеть на сайте ЗДЕСЬ. В-третьих, он BangShifter, который с гордостью летает по цветам BS, как вы увидите в этом видео.Наконец, как и я, этот мужчина помешан на беконе. Поразительно, что в этом видео, где он буквально готовит бекон с помощью своего сварочного аппарата TIG, все таланты и интересы этого человека собраны в полном вихре удивительного. Гениальность в том, что он не использует сварщика для приготовления пищи, вместо этого он кладет ее на стальную пластину, поддерживающую выполняемые им сварочные работы. По мере того, как Гэри сплавляет металл, тарелка становится все горячее и горячее, вплоть до идеального кулинарного мастерства. Этот человек настолько профессионален, что переворачивает волшебный продукт из свинины щипцами, чтобы убедиться, что обе стороны выполнены безупречно.
Прежде всего, он действительно, я имею в виду, действительно хороший сварщик. Во-вторых, он ветеран Drag Week, который построил действительно скупой Mustang, оснащенный мощным блоком ProCharged Chevy, который вы можете увидеть на сайте ЗДЕСЬ. В-третьих, он BangShifter, который с гордостью летает по цветам BS, как вы увидите в этом видео.Наконец, как и я, этот мужчина помешан на беконе. Поразительно, что в этом видео, где он буквально готовит бекон с помощью своего сварочного аппарата TIG, все таланты и интересы этого человека собраны в полном вихре удивительного. Гениальность в том, что он не использует сварщика для приготовления пищи, вместо этого он кладет ее на стальную пластину, поддерживающую выполняемые им сварочные работы. По мере того, как Гэри сплавляет металл, тарелка становится все горячее и горячее, вплоть до идеального кулинарного мастерства. Этот человек настолько профессионален, что переворачивает волшебный продукт из свинины щипцами, чтобы убедиться, что обе стороны выполнены безупречно. Затем он поглощает свою работу.
Затем он поглощает свою работу.
Хотя на самом деле не существует такого понятия, как «плохой» бекон, потому что даже дрянной бекон лучше, чем никакой бекон, мы не уверены, что есть что-то лучше, чем бекон, приготовленный с помощью этого метода. Возможно, лучшая часть всего этого заключается в том, что в мозгу Гэри был момент, когда пара (потому что, будем честны, функционирует не намного больше, чем «пара») синапсов сработала, чтобы завершить мысль об этой операции. Хотя я прямо не подтвердил, какой вид бекона готовится, он выглядит как качественный толстый кусок мяса.Отсюда я практически чувствую его запах.
СЕЙЧАС… .ЗДЕСЬ ВЕСЕЛАЯ ЧАСТЬ. КТО-ТО НУЖДАЕТСЯ В ЭТОМ! ОТПРАВИТЬ НАМ ВАШ ПРАВИЛЬНЫЙ СПОСОБ ПРИГОТОВЛЕНИЯ БЕКОНА!
Крещение Top Fuel: запуск Дейва Коннолли Flaming Top Fuel во время Winter Warm Up 2015 PRO Освещение события: первая часть Нэшвиллского автофестиваля 2015 года — начало нового года с автомобилями и обменом!
Сварка аргон-газом TIG
Аргон используется в качестве защитного газа при сварке TIG. TIG — это аббревиатура от Tungsten Inert Gas, и она называется так, потому что источником тепла является наэлектризованный вольфрам, а сварной шов защищен от воздуха инертным газом, аргоном, что означает, что газ не воспламеняется или не вызывает коррозии и предотвращает окисление. . Если либо расплавленный присадочный материал, либо свариваемый металл окислиться, сварка выйдет из строя.
Вольфрам — это материал, из которого изготавливают нити в лампах накаливания. Когда через него проходит электричество, он излучает свет и тепло.Электрод в сварочном аппарате TIG значительно массивнее, чем нить накаливания лампочки, поэтому он способен генерировать устойчивый источник тепла до примерно 11000 градусов по Фаренгейту, чтобы расплавить присадочный материал, используемый при сварке. Длина и диаметр электрода, а также тип и сила тока определяют его характеристики нагрева, и разные электроды подходят для разных применений.
Третьим компонентом сварки TIG является присадочный материал. Присадочный материал бывает самых разных составов, потому что наполнитель должен быть сделан из материала, который будет «прилипать» к конкретным металлам, которые необходимо сваривать.Наполнитель также бывает разного диаметра, чтобы соответствовать разной толщине соединяемого металла.
Присадочный материал бывает самых разных составов, потому что наполнитель должен быть сделан из материала, который будет «прилипать» к конкретным металлам, которые необходимо сваривать.Наполнитель также бывает разного диаметра, чтобы соответствовать разной толщине соединяемого металла.
Как это делается?
- Держите в чистоте. Убедитесь, что на сварочной поверхности нет пыли, грязи, прокатной окалины или других посторонних предметов (FOD), и что металл не содержит смазки и масла и полностью высох. Убедитесь, что на металлической поверхности нет окисления. Отшлифуйте его, смахните щеткой, вытрите… убедитесь, что он совершенно чистый, прежде чем приступить к сварке.
- Щиты вверх! Сначала включается поток газообразного аргона, который образует защитный конус вокруг свариваемой области. Сжатый газ подается баллончиком или шлангом из большего резервуара и выходит через наконечник сварочной горелки.
- Разогрейте огонь . Следующим шагом является включение источника питания, пропускающего электричество через электрод. Сварочный аппарат обычно имеет ножную педаль для включения дуги. Сварщик в одной руке держит горелку, а в другой — присадочный материал; Сварка TIG не требует автоматической подачи присадки, она выполняется вручную.
- Растапливается. Когда включается тепло, металлы начинают плавиться и образуют крошечную лужу. Сварщик удерживает источник тепла и аргонный экран над областью, окружающей лужу, при этом толкая лужу с присадочным материалом вдоль стыка, чтобы уложить сварной шов на место .
- Будьте осторожны. Большинство сварочных аппаратов TIG имеют функцию продувки после сварки, которая удерживает газовый экран аргона, обтекающий новый сварной шов, поэтому он остается защищенным во время охлаждения.Это помогает предотвратить неудачные сварные швы, которые случаются, когда один из металлов окисляется при плавлении или охлаждении.
 Следующим шагом является включение источника питания, пропускающего электричество через электрод. Сварочный аппарат обычно имеет ножную педаль для включения дуги. Сварщик в одной руке держит горелку, а в другой — присадочный материал; Сварка TIG не требует автоматической подачи присадки, она выполняется вручную.
Следующим шагом является включение источника питания, пропускающего электричество через электрод. Сварочный аппарат обычно имеет ножную педаль для включения дуги. Сварщик в одной руке держит горелку, а в другой — присадочный материал; Сварка TIG не требует автоматической подачи присадки, она выполняется вручную.
Для чего это нужно?
- Сварка алюминия. Сварка TIG — лучший способ сваривать алюминий, который очень чувствителен к коррозии и окислению во время сварки.
- Ответственные сварные швы. Так как сварка TIG дает сплошное соединение (в отличие, например, от точечной сварки), а также из-за того, что сварка выполняется в защитных оболочках, сварка TIG является отличным выбором для приложений, в которых отказ просто невозможен.Вы получите хороший прочный сварной шов, который прослужит долго.
- Различные металлы и смешанные металлы. Для сварки других металлов, кроме обычной стали, наиболее распространенным выбором является TIG. Для соединения разнородных металлов он обеспечивает лучшую защиту от повышенной коррозии, которая часто случается, когда соединение двух металлов подвергается воздействию влаги при эксплуатации.
- Точность и красота. Поскольку присадочный материал наносится вручную, сварка TIG обеспечивает наиболее точный контроль (по крайней мере, для опытного сварщика), а получаемые при этом стыки гладкие и красивые, поэтому это идеальный выбор для приложений, где важна эстетика.
 Поскольку присадочный материал наносится вручную, сварка TIG обеспечивает наиболее точный контроль (по крайней мере, для опытного сварщика), а получаемые при этом стыки гладкие и красивые, поэтому это идеальный выбор для приложений, где важна эстетика.
Поскольку присадочный материал наносится вручную, сварка TIG обеспечивает наиболее точный контроль (по крайней мере, для опытного сварщика), а получаемые при этом стыки гладкие и красивые, поэтому это идеальный выбор для приложений, где важна эстетика.Получить консультацию
Если вам нужна помощь в выборе правильного наполнителя для вашего проекта или вам нужна помощь в поиске и устранении неисправностей в сварочном проекте, мы можем помочь. Когда вы звоните Йозефу Гасу, вы разговариваете с опытным сварщиком, а не только с продавцом газа. Звоните нам по телефону 416-658-1212, мы рады помочь!
Где взять сварочный газ и сколько нужно платить?
0Последнее обновление
В прошлые десятилетия сварщики стержневой сваркой не обладали достаточной информацией о газах, связанных со сваркой.Вся эта концепция изменилась с изобретением сварочных аппаратов TIG и MIG и постоянным ростом их использования. В настоящее время в большинстве сварочных цехов газ считается обычным товаром. Но сколько стоит сварочный газ? Если вы только открываете магазин, вы попали в нужное место. Мы расскажем, где взять сварочный газ и какие затраты на него связаны.
В настоящее время в большинстве сварочных цехов газ считается обычным товаром. Но сколько стоит сварочный газ? Если вы только открываете магазин, вы попали в нужное место. Мы расскажем, где взять сварочный газ и какие затраты на него связаны.
Где взять сварочные газы
Сварочные газы могут быть переданы на аутсорсинг у различных поставщиков в зависимости от вашего местоположения и типа газа, который вам нужен.Большинство поставщиков предоставляют возможность бесплатной доставки для местных заказов и взимают несколько долларов за доставку в регионы.
Использование сварочного газа
Сварщики используют сварочные газы по нескольким причинам, главная из которых — защита дуги от примесей, таких как пыль. Газы также используются для нагрева металлов во время сварки и для поддержания чистоты сварных швов.
Кредит: САРИН КУНТОНГ, Shutterstock
Сварочные газы делятся на два типа — реактивные и инертные. Инертные газы известны тем, что не вызывают каких-либо изменений в материалах. Они также остаются в том же состоянии во время сварки. Эта способность делает сварку более комфортной, не ослабляя и не деформируя сварные швы.
Они также остаются в том же состоянии во время сварки. Эта способность делает сварку более комфортной, не ослабляя и не деформируя сварные швы.
Реактивные газы противоположны инертным газам. Они реагируют, изменяя свое состояние и вызывая изменения в материалах. Это свойство делает эти газы идеальными для улучшения плавления металлов.
Стоимость сварочного баллона и газа
Стоимость сварочного баллона обычно зависит от его размера и типа газа.
Ниже приводится обзор стоимости покупки и обмена различных типов сварочных цилиндров
- За новый цилиндр R (20 кубических футов) вы можете рассчитывать заплатить примерно 112 долларов, а стоимость газа в сумме составит 18 долларов. Обмен этих баллонов стоит 16 долларов.
- Новый баллон Q (90 кубических футов) будет стоить около 212 долларов, а стоимость бензина — 33 доллара. Обмен обойдется вам в 30 долларов.
- Новый баллон M (132 кубических фута) будет стоить около 232 долларов, а бензиновый — 39 долларов. Обмен составит 36 долларов.
- За новый баллон MC с ацетиленом (10 кубических футов) вы должны заплатить около 112 и 29 долларов за газ. Обмен стоит 26 долларов.
- A B Ацетиленовый баллон (40 кубических футов) стоит 133 доллара, а бензин — 35 долларов. За обмен вам потребуется около 32 долларов.
- Новый 10-фунтовый баллон с углекислым газом обойдется вам в 145 долларов, а стоимость бензина — 28 долларов. Обмен будет 26 долларов.
- Новый 20-фунтовый баллон с углекислым газом стоит около 231 доллара, а бензин — 32 доллара.Обмен стоит 30 долларов.
 Обмен составит 36 долларов.
Обмен составит 36 долларов.Баллоны с аргоном считаются самыми дорогими, при этом цена за новый баллон достигает 350 долларов. Это связано со стоимостью добычи и сбора газа. Купить один большой баллон экономичнее, чем обменять несколько маленьких.
Газы, используемые при сварке
Вот обзор основных газов, используемых при сварке:
1. Кислород Кислород — один из самых реактивных газов, несмотря на то, что он считается дружественным и пассивным. При сварке газ обычно в небольших количествах смешивается с другими защитными газами, например с аргоном. Смесь ускоряет процесс сварки и придает расплаву текучесть.
При сварке газ обычно в небольших количествах смешивается с другими защитными газами, например с аргоном. Смесь ускоряет процесс сварки и придает расплаву текучесть.
Кислород также используется для усиления тепла во время газовой сварки и для резки металлов в процессе, называемом кислородной резкой. Сварщики предпочитают смешивать кислород с ацетиленом, чтобы создать самую высокую температуру, идеально подходящую для сварки толстых металлов, таких как сталь.
2. Двуокись углеродаСварщики используют диоксид углерода в своих смесях в качестве защитного газа.Газ создается из органических веществ, что делает его использование довольно экономичным. Однако качество их сварных швов не может сравниться со сварными швами, произведенными аргоном. Двуокись углерода также используется при сварке MIG, сварке сердечником под флюсом и плазменной защите.
3. АзотАзот — газ в большом количестве, используемый в качестве защитного газа при сварке. Он важен при газовой сварке, поскольку увеличивает механические свойства сплава и углубляет проплавление. Газ также используется для стабилизации дуги.
4. АргонАргон — инертный газ, используемый в качестве защитного газа для предотвращения попадания воздуха в сварочную дугу. Газ также используется на первичных этапах сварки и при продувке. Сварщики предпочитают использовать аргон в больших количествах в качестве защитного газа при сварке MIG.
5. ВодородВодород используется в качестве защитного газа при смешивании с другими защитными газами, такими как аргон. Газ обычно используется в небольших количествах, чтобы избежать опасности из-за его реакционной способности.Газ полезен, поскольку он увеличивает проплавление и дает чистые сварные швы.
Размеры баллонов для сварочного газа
Большинство домовладельцев и небольших сварщиков предпочитают покупать сварочные цилиндры объемом 40, 80 или 125 кубических футов (CF). С другой стороны, сварщики, работающие на крупных предприятиях, предпочитают баллоны большего размера, поскольку они обеспечивают большее время сварки из-за количества содержащегося в них газа. Приобретение нового большого цилиндра может быть довольно дорогостоящим. По этой причине большинство сварщиков предпочитают сдавать их в аренду за согласованную плату на срок от 6 месяцев до 5 лет.
Кредит: Dizfoto, Shutterstock
.Как узнать, сколько газа осталось
Чтобы ваша сварочная мастерская работала, важно знать, сколько газа осталось. Сварщики, которые используют баллоны с чистым аргоном или смесью аргона и диоксида углерода, могут использовать манометр на регуляторе баллона, чтобы оценить количество газа, оставшегося в резервуаре.
Однако измерение количества углекислого газа в баллоне по перепаду давления на манометре регулятора ненадежно. Когда газ приближается к своей конечной точке, он имеет тенденцию давать резкое падение показаний, делая их неточными.Вы можете получить точные показания резервуара с чистым углекислым газом, используя весы для отслеживания изменений веса.
Кредит: momente, Shutterstock
.При использовании полного баллона, содержащего чистый аргон или смесь аргона и углекислого газа, показание давления должно составлять приблизительно 2 015 фунтов на квадратный дюйм (PSI), максимальное давление. В зависимости от объема сварки показания давления будут постепенно падать. Например, когда резервуар заполнен на 75%, давление будет составлять 1500 фунтов на квадратный дюйм, а при заполнении на 50% — около 1000 фунтов на квадратный дюйм.
Во время сварки следите за изменениями давления, регулируя расход, чтобы поддерживать постоянный кубический расход в час (CFH). Изменения температуры также могут повлиять на давление в баллоне. Резкое падение температуры вызовет падение давления в баллоне в равной степени. По этой причине всегда старайтесь измерять давление в баллоне при постоянной температуре.
Качество регулятора также определяет показания давления. Часто стрелка регулятора может застревать на определенном показании из-за медленного выброса газа.Это может вызвать частые падения давления в баллоне, приводящие к неточным показаниям.
Как долго прослужит сварочный газ?
Продолжительность подачи сварочного газа зависит от следующих факторов:
- Производительность сварщика: Сезонные сварщики, как правило, используют умеренную скорость потока по сравнению с новичками, поэтому время подачи сварочного газа варьируется.
- Рабочая среда: Сварщикам, работающим в ветреных районах, требуется более высокая скорость потока для поддержания защитного газа вокруг сварного шва и предотвращения попадания внутрь пузырьков воздуха.
- Тип сварочного аппарата: Сварщики, использующие устройства, подающие газ, независимо от того, включен он или выключен, всегда имеют более короткий интервал времени с их газами.
могут точно рассчитать время подачи сварочного газа, разделив объем цилиндра на расход. Это поможет вам определить количество часов, которое нужно выделить на сварку.
Часто задаваемые вопросы
1. Сколько газа использует сварочный аппарат MIG?
Для сварки MIG среднего размера требуется 25–30 куб. Футов сварочного газа в час.Однако более толстым металлам, таким как сталь, требуется больше газа, около 60 кубических футов в час, для сварки и придания продукту эстетичного вида.
2. Как долго прослужит газовый баллон с аргоном?
Сварщики, использующие резервуар среднего размера с аргоном с расходом около 20-25 CHF, должны рассчитывать на время сварки около 10 часов.
3. Сколько сварочного газа вам нужно?
Количество сварочного газа, используемого для сварки различных металлов, определяется несколькими факторами. Эти факторы включают тип сварочного аппарата, рабочую среду, качество манометра и скорость потока сварщика.
Заключение
На рынке сварочного газа есть несколько поставщиков, поэтому сварщикам следует проявлять осторожность и привлекать сторонних поставщиков только к лицензированным поставщикам. Во время покупки или заправки убедитесь, что вы приобрели хорошо запечатанный баллон, чтобы избежать ненужных утечек или получения наполовину заполненных баллонов.
Кредит предоставленного изображения: Africa Studio, Shutterstock
ARGON от GCE Group, ведущего производителя оборудования для регулирования расхода газа
ЗАЯВКА:
Защитный газ для технологий сварки TIG (GTAW), MIG (GMAW).Эти технологии дуговой сварки обычно используются для сварки высококачественных металлов и сплавов, цветных металлов и материалов небольшой толщины с использованием инертного защитного газа, защищающего сварочную ванну от окружающей атмосферы. Подача защитного газа — один из ключевых факторов, обеспечивающих высокое качество сварных швов и высокую эффективность сварочного процесса. Плавный и постоянный поток газа позволяет сваривать самые сложные металлы и их сплавы, такие как титан, алюминий и нержавеющую сталь различных марок. Регулятор давления должен подготавливать определенные параметры подачи газа в технологию и избегать любого загрязнения высококачественным защитным газом.
Газовый экономайзер:
Почему я должен использовать газовый экономайзер?
ПОТОМУ ЧТО ЭТО ПОМОГАЕТ ЭКОНОМИТЬ ДО 40% МОЕГО ЗАЩИТНОГО ГАЗА!
Стоимость защитного газа является важным фактором, влияющим на общую стоимость сварочной операции. Экономия с экономайзером GCE составляет до 0,5 л защитного газа на каждый средний сварной шов. Оптимальная подача газа при надлежащем заданном давлении и скорости потока улучшает качество сварки. Снижение затрат и повышение качества в этой области дают пользователю преимущество на конкурентном рынке.
Что такое газовый экономайзер?
Регулятор давления с функцией экономии. Он используется как регулятор баллона, устанавливаемый непосредственно на баллон с защитным газом. Он содержит встроенный экономайзер, который исключает потери газа, когда поток газа превышает требуемый расход. Газовый экономайзер GCE может использоваться для дуговой сварки в защитных газах в технологиях сварки MIG, MAG и TIG.
Ассортимент газовых экономайзеров:
- Бесцветный газ
- Без запаха
- Безвкусный
- Невоспламеняющийся
- Нетоксичный
- Невзрывоопасный
- Тяжелее воздуха
- Химическая формула: Ar
- Обозначение газа: N
- Точка кипения: -185,9 ° C при 1,013 бар
- Точка плавления: — 189,4 ° C при 1,013 бар
- Плотность газа: 1,67 кг / м 3 при 1013 бар и 15 ° C
Преобразование объема газа в жидкой и газовой фазах
| Продукт | Изображение | Давление на входе | Расход / давление на выходе | Замечание |
| Юниконтроль | | 200 бар 300 бар | 16 л / мин | одноступенчатый |
Unicontrol | | 200 бар 300 бар | 10 бар 20 бар | одноступенчатый |
| Фиксиконтроль | 200 бар 230 бар | 24 л / мин | одноступенчатый | |
| Многоступенчатый | 200 бар 300 бар | 35 л / мин | Двухступенчатый | |
| Basecontrol | | 230 бар | 24 л / мин | одноступенчатый |
| Экосавер | | 200 бар 300 бар | 30 л / мин | Газовый экономайзер |