| На главную | База 1 | База 2 | База 3 |
| Поиск по реквизитамПоиск по номеру документаПоиск по названию документаПоиск по тексту документа |
| Искать все виды документовДокументы неопределённого видаISOАвиационные правилаАльбомАпелляционное определениеАТКАТК-РЭАТПЭАТРВИВМРВМУВНВНиРВНКРВНМДВНПВНПБВНТМ/МЧМ СССРВНТПВНТП/МПСВНЭВОМВПНРМВППБВРДВРДСВременное положениеВременное руководствоВременные методические рекомендацииВременные нормативыВременные рекомендацииВременные указанияВременный порядокВрТЕРВрТЕРрВрТЭСНВрТЭСНрВСНВСН АСВСН ВКВСН-АПКВСПВСТПВТУВТУ МММПВТУ НКММПВУП СНЭВУППВУТПВыпускГКИНПГКИНП (ОНТА)ГНГОСТГОСТ CEN/TRГОСТ CISPRГОСТ ENГОСТ EN ISOГОСТ EN/TSГОСТ IECГОСТ IEC/PASГОСТ IEC/TRГОСТ IEC/TSГОСТ ISOГОСТ ISO GuideГОСТ ISO/DISГОСТ ISO/HL7ГОСТ ISO/IECГОСТ ISO/IEC GuideГОСТ ISO/TRГОСТ ISO/TSГОСТ OIML RГОСТ ЕНГОСТ ИСОГОСТ ИСО/МЭКГОСТ ИСО/ТОГОСТ ИСО/ТСГОСТ МЭКГОСТ РГОСТ Р ЕНГОСТ Р ЕН ИСОГОСТ Р ИСОГОСТ Р ИСО/HL7ГОСТ Р ИСО/АСТМГОСТ Р ИСО/МЭКГОСТ Р ИСО/МЭК МФСГОСТ Р ИСО/МЭК ТОГОСТ Р ИСО/ТОГОСТ Р ИСО/ТСГОСТ Р ИСО/ТУГОСТ Р МЭКГОСТ Р МЭК/ТОГОСТ Р МЭК/ТСГОСТ ЭД1ГСНГСНрГСССДГЭСНГЭСНмГЭСНмрГЭСНмтГЭСНпГЭСНПиТЕРГЭСНПиТЕРрГЭСНрГЭСНсДИДиОРДирективное письмоДоговорДополнение к ВСНДополнение к РНиПДСЕКЕНВиРЕНВиР-ПЕНиРЕСДЗемЕТКСЖНМЗаключениеЗаконЗаконопроектЗональный типовой проектИИБТВИДИКИМИНИнструктивное письмоИнструкцияИнструкция НСАМИнформационно-методическое письмоИнформационно-технический сборникИнформационное письмоИнформацияИОТИРИСОИСО/TRИТНИТОсИТПИТСИЭСНИЭСНиЕР Республика КарелияККарта трудового процессаКарта-нарядКаталогКаталог-справочникККТКОКодексКОТКПОКСИКТКТПММ-МВИМВИМВНМВРМГСНМДМДКМДСМеждународные стандартыМетодикаМетодика НСАММетодические рекомендацииМетодические рекомендации к СПМетодические указанияМетодический документМетодическое пособиеМетодическое руководствоМИМИ БГЕИМИ УЯВИМИГКМММНМОДНМонтажные чертежиМос МУМосМРМосСанПинМППБМРМРДСМРОМРРМРТУМСанПиНМСНМСПМТМУМУ ОТ РММУКМЭКННАС ГАНБ ЖТНВННГЭАНДНДПНиТУНКНормыНормы времениНПНПБНПРМНРНРБНСПНТПНТП АПКНТП ЭППНТПДНТПСНТСНЦКРНЦСОДМОДНОЕРЖОЕРЖкрОЕРЖмОЕРЖмрОЕРЖпОЕРЖрОКОМТРМОНОНДОНКОНТПОПВОПКП АЭСОПНРМСОРДОСГиСППиНОСНОСН-АПКОСПОССПЖОССЦЖОСТОСТ 1ОСТ 2ОСТ 34ОСТ 4ОСТ 5ОСТ ВКСОСТ КЗ СНКОСТ НКЗагОСТ НКЛесОСТ НКМОСТ НКММПОСТ НКППОСТ НКПП и НКВТОСТ НКСМОСТ НКТПОСТ5ОСТНОСЭМЖОТРОТТПП ССФЖТПБПБПРВПБЭ НППБЯПВ НППВКМПВСРПГВУПереченьПиН АЭПисьмоПМГПНАЭПНД ФПНД Ф СБПНД Ф ТПНСТПОПоложениеПорядокПособиеПособие в развитие СНиППособие к ВНТППособие к ВСНПособие к МГСНПособие к МРПособие к РДПособие к РТМПособие к СНПособие к СНиППособие к СППособие к СТОПособие по применению СППостановлениеПОТ РПОЭСНрППБППБ-АСППБ-СППБВППБОППРПРПР РСКПР СМНПравилаПрактическое пособие к СППРБ АСПрейскурантПриказПротоколПСРр Калининградской областиПТБПТЭПУГПУЭПЦСНПЭУРР ГазпромР НОПРИЗР НОСТРОЙР НОСТРОЙ/НОПР РСКР СМНР-НП СРО ССКРазъяснениеРаспоряжениеРАФРБРГРДРД БГЕИРД БТРД ГМРД НИИКраностроенияРД РОСЭКРД РСКРД РТМРД СМАРД СМНРД ЭОРД-АПКРДИРДМРДМУРДПРДСРДТПРегламентРекомендацииРекомендацияРешениеРешение коллегииРКРМРМГРМДРМКРНДРНиПРПРРТОП ТЭРС ГАРСНРСТ РСФСРРСТ РСФСР ЭД1РТРТМРТПРУРуководствоРУЭСТОП ГАРЭГА РФРЭСНрСАСанитарные нормыСанитарные правилаСанПиНСборникСборник НТД к СНиПСборники ПВРСборники РСН МОСборники РСН ПНРСборники РСН ССРСборники ценСБЦПСДАСДАЭСДОССерияСЗКСНСН-РФСНиПСНиРСНККСНОРСНПСОСоглашениеСПСП АССП АЭССправочникСправочное пособие к ВСНСправочное пособие к СНиПСправочное пособие к СПСправочное пособие к ТЕРСправочное пособие к ТЕРрСРПССНССЦСТ ССФЖТСТ СЭВСТ ЦКБАСТ-НП СРОСТАСТКСТМСТНСТН ЦЭСТОСТО 030 НОСТРОЙСТО АСЧМСТО БДПСТО ВНИИСТСТО ГазпромСТО Газпром РДСТО ГГИСТО ГУ ГГИСТО ДД ХМАОСТО ДОКТОР БЕТОНСТО МАДИСТО МВИСТО МИСТО НААГСТО НАКССТО НКССТО НОПСТО НОСТРОЙСТО НОСТРОЙ/НОПСТО РЖДСТО РосГеоСТО РОСТЕХЭКСПЕРТИЗАСТО САСТО СМКСТО ФЦССТО ЦКТИСТО-ГК «Трансстрой»СТО-НСОПБСТПСТП ВНИИГСТП НИИЭССтП РМПСУПСССУРСУСНСЦНПРТВТЕТелеграммаТелетайпограммаТематическая подборкаТЕРТЕР Алтайский крайТЕР Белгородская областьТЕР Калининградской областиТЕР Карачаево-Черкесская РеспубликаТЕР Краснодарского краяТЕР Мурманская областьТЕР Новосибирской областиТЕР Орловской областиТЕР Республика ДагестанТЕР Республика КарелияТЕР Ростовской областиТЕР Самарской областиТЕР Смоленской обл.ТЕР Ямало-Ненецкий автономный округТЕР Ярославской областиТЕРмТЕРм Алтайский крайТЕРм Белгородская областьТЕРм Воронежской областиТЕРм Калининградской областиТЕРм Карачаево-Черкесская РеспубликаТЕРм Мурманская областьТЕРм Республика ДагестанТЕРм Республика КарелияТЕРм Ямало-Ненецкий автономный округТЕРмрТЕРмр Алтайский крайТЕРмр Белгородская областьТЕРмр Карачаево-Черкесская РеспубликаТЕРмр Краснодарского краяТЕРмр Республика ДагестанТЕРмр Республика КарелияТЕРмр Ямало-Ненецкий автономный округТЕРпТЕРп Алтайский крайТЕРп Белгородская областьТЕРп Калининградской областиТЕРп Карачаево-Черкесская РеспубликаТЕРп Краснодарского краяТЕРп Республика КарелияТЕРп Ямало-Ненецкий автономный округТЕРп Ярославской областиТЕРрТЕРр Алтайский крайТЕРр Белгородская областьТЕРр Калининградской областиТЕРр Карачаево-Черкесская РеспубликаТЕРр Краснодарского краяТЕРр Новосибирской областиТЕРр Омской областиТЕРр Орловской областиТЕРр Республика ДагестанТЕРр Республика КарелияТЕРр Ростовской областиТЕРр Рязанской областиТЕРр Самарской областиТЕРр Смоленской областиТЕРр Удмуртской РеспубликиТЕРр Ульяновской областиТЕРр Ямало-Ненецкий автономный округТЕРррТЕРрр Ямало-Ненецкий автономный округТЕРс Ямало-Ненецкий автономный округТЕРтр Ямало-Ненецкий автономный округТехнический каталогТехнический регламентТехнический регламент Таможенного союзаТехнический циркулярТехнологическая инструкцияТехнологическая картаТехнологические картыТехнологический регламентТИТИ РТИ РОТиповая инструкцияТиповая технологическая инструкцияТиповое положениеТиповой проектТиповые конструкцииТиповые материалы для проектированияТиповые проектные решенияТКТКБЯТМД Санкт-ПетербургТНПБТОИТОИ-РДТПТПРТРТР АВОКТР ЕАЭСТР ТСТРДТСНТСН МУТСН ПМСТСН РКТСН ЭКТСН ЭОТСНэ и ТЕРэТССЦТССЦ Алтайский крайТССЦ Белгородская областьТССЦ Воронежской областиТССЦ Карачаево-Черкесская РеспубликаТССЦ Ямало-Ненецкий автономный округТССЦпгТССЦпг Белгородская областьТСЦТСЦ Белгородская областьТСЦ Краснодарского краяТСЦ Орловской областиТСЦ Республика ДагестанТСЦ Республика КарелияТСЦ Ростовской областиТСЦ Ульяновской областиТСЦмТСЦО Ямало-Ненецкий автономный округТСЦп Калининградской областиТСЦПГ Ямало-Ненецкий автономный округТСЦэ Калининградской областиТСЭМТСЭМ Алтайский крайТСЭМ Белгородская областьТСЭМ Карачаево-Черкесская РеспубликаТСЭМ Ямало-Ненецкий автономный округТТТТКТТПТУТУ-газТУКТЭСНиЕР Воронежской областиТЭСНиЕРм Воронежской областиТЭСНиЕРрТЭСНиТЕРэУУ-СТУказУказаниеУказанияУКНУНУОУРврУРкрУРррУРСНУСНУТП БГЕИФАПФедеральный законФедеральный стандарт оценкиФЕРФЕРмФЕРмрФЕРпФЕРрФормаФорма ИГАСНФРФСНФССЦФССЦпгФСЭМФТС ЖТЦВЦенникЦИРВЦиркулярЦПИШифрЭксплуатационный циркулярЭРД |
| Показать все найденныеПоказать действующиеПоказать частично действующиеПоказать не действующиеПоказать проектыПоказать документы с неизвестным статусом |
| Упорядочить по номеру документаУпорядочить по дате введения |
виды дефектов, устранение, заварка. ужимина
Технология получения изделий из металла литьем известна человечеству более четырех тысячелетий. Металлические предметы — оружие, инструменты, украшения, утварь — составляли существенную часть рукотворного окружения человека.
 Дефекты литья
Дефекты литьяИ с первых же отливок мастеров-металлургов начали преследовать дефекты литья. В древности способы борьбы с дефектами при литье находили интуитивно. Современная металлургия применят для этого научный подход.
Классификация дефектов отливок
В современной металлургии существует несколько классификаций брака при литье.
В зависимости от степени изменения и возможности исправления виды дефектов подразделяют на:
- Условный брак. Отливка имеет недостатки, которые не ухудшают ее рабочие качества. Отливка идет в дальнейшую обработку
- Исправимый брак. Дефекты существенны, но поддаются коррекции тем или иным производственным способом. Например, наплавкой. После исправления брака литья деталь также идет в дальнейшую обработку.
- Окончательный брак. Ремонту не подлежит, поскольку это невыполнимо или очень дорого.
Дефекты литья также делятся по месту их обнаружения. Брак при литье, обнаруженный внутри участка называют внутренним.

Внутренний брак литья
Если же дефект обнаружен при дальнейшей обработке — это внешний брак.
По внешнему проявлению различают следующие основные виды дефектов отливок:
Пригар
Это слой формовочных материалов, спекшихся с металлом, прочно присоединенный к поверхности отливки.
Приливы
Это увеличение размеров отливок, не предусмотренное проектом. Разделяются на
- Заливы.- Возникают по линии стыковки частей формы. Возникают из-за несоблюдения размеров моделей и некачественным соединением частей опок
- Подутость, или распор — получаются из-за давления расплава на рыхлую смесь.
- Нарост возникает вследствие размыва формы потоком расплава при заливке.
- Просечки (гребешки, заусенцы) возникают из-за попадания расплава в повреждения формы или стержня.
Дефекты поверхности
Дефекты при литье часто проявляется в виде пороков поверхности. Сюда относятся

Внешние дефекты литья
- Засоры. Массы зерен земли или шлаков. Вызваны ошибками в проектировании форм, непродуманным расположением литников, несоблюдением технологии складирования и перевозки опок.
- Ужимины возникают при сырой формовке, когда слой земли разрывается в месте конденсации жидкости и в образовавшуюся пустоту затекает расплав.
- Спаи, или неслитины, возникают в зоне контакта слоев охладившегося расплава. Из-за недостаточной температуры эти потоки не могут правильно сплавиться.
- Плены возникают при окислении легирующих добавок.
- Морщинистость, или складчатость, заключается в появлении на поверхности разнонаправленных складок из-за скопления значительных объемов углерода.
- Выпот выглядит как большое количество лопнувших пузырьков и вызывается взрывообразным выделением скоплений графита
- Корольки — дефекты, вызванные разбрызгиванием расплава во время заливки. Шарик металла кристаллизуется и не сплавляется с отливкой.
- Коробление отливки возникает вследствие внутренних напряжений из-за неравномерного остывания
Трещины
Еще один часто встречающийся порок литья — это трещины. Они бывают:

Трещины — деффект литья
- Горячие. Возникают при температуре кристаллизации из-за усадочных напряжений. Приобретают неровный вид.
- Холодные. Возникают при более низких температурах, имеют ровный, прямой профиль.
- Межкристаллические. Свойственны легированным сталям в зонах неметаллических включений.
Газовые дефекты
- Ситовидная пористость — это множество мелких пузырьков в теле детали
- Газовые раковины – каверны большего размера, возникшие из-за выхода и объединения мелких пузырьков.
Изменение структуры металла
Встречается при отливке чугуна, на поверхности детали формируется тонкое включение чугуна другого вида.
Внутренние дефекты

Усадочная пористость
Усадочные пороки возникают ввиду сжатия металла при смене им фазового состояния с жидкого на твердое.
Причины возникновения дефектов
Основные причины возникновения брака при литье
- Несоблюдение технологии литья: режима заливки и охлаждения, состава шихты и земли, порядка изготовления форм и т.п.
- Усадка металла при кристаллизации
- Ошибки при проектировании формы в целом и литниковой системы в особенности
- Недостаточная газопроводимость формы и нарушение вентиляции отливки

Дефект при усадки металла при кристаллизации
При условии соблюдения норм проектирования, состава смесей и технологических режимов литья производство получит качественную отливку, сведя вероятность брака литья к минимуму.
Способы исправления литейного брака
Для исправления поверхностных дефектов применяется механическая обработка — токарная, фрезерная или зачистка.

Фрезерная обработка брака литья
Если при этом размеры детали сократились больше допустимого, применяется наплавка тонкого слоя металла, доводящего размеры до требуемых и, как правило, улучшающего свойства заготовки.

Ультразвуковой неразрушающий метод контроля
Внутренний брак обнаруживается методами неразрушающего контроля. Иногда, если причина образования дефектов — внутренние напряжения, их удается снять путем нагрева и охлаждения по специальной методике. К сожалению, чаще внутренний брак литья исправлению не подлежат.
ультразвуковая дефектоскопия и контроль соединений

Дефекты негативно влияют на качество и долговечность изготовленной металлоконструкции, провоцируя ее деформацию и разрушение со временем.
Поэтому сварку нужно выполнять таким образом, чтобы созданные соединения получались максимально качественными и аккуратными, лишенными недостатков.
Если же справиться с этой задачей мастерски не вышло, стоит поинтересоваться, существуют ли надежные способы устранения дефектов при сварке и изучить их.
Что такое дефекты сварочных соединений?
Дефекты сварных швов ‒ это изъяны на поверхности или внутри созданного путем применения сварочного оборудования шва.
Они могут иметь разную степень выраженности, форму, размер и приводят к снижению полезного срока , могут влиять на ее эксплуатационные параметры, поэтому крайне нежелательны в работе.

Внешние дефекты сварных швов.
Появление сварочных изъянов можно объяснить разными причинами:
- Созданные соединения могут иметь низкое качество, если мастер не обладает большим опытом выполнения сварочных операций: нарушает технологию электродуговой, аргоновой, лучевой сварки, пренебрегает подготовительным процессом, термообработкой узлов, путает схему сборки деталей, выбирает неверный режим функционирования сварочного аппарата при лазерной сварке и т. п.
- Также неважные показатели швов могут являться следствием применения кустарно изготовленного или неисправного оборудования при ручной электродуговой сварке, низкокачественного металла, дешевых расходных материалов.
Все шовные дефекты называются по-разному и условно делятся на несколько групп, каждая из которых отличается определенным видом и особенностями:
- наружные;
- внутренние;
- сквозные.
Особенности недостатка определят наиболее подходящий способ его исправления. Для предупреждения подобных проблем в дальнейшем сварщику важно провести работу над ошибками и уяснить, что в его работе повлекло столь печальные результаты.
Важно! Не каждый проблемный участок шва считается недопустимым недостатком. Исходя из перечня требований, предъявляемых к сварным соединениям и металлоконструкции в целом, существуют допустимые дефекты.
Это такие изъяны, которые не способны влиять на качество сварочного соединения. Но их количество в любом варианте должно быть минимальным, чтобы срок службы изделия был максимальным.
Видовое разнообразие дефектов
Неопытный сварщик в процессе создания сварных стыков полуавтоматом может столкнуться с разными видами дефектов сварки. Они отличаются внешними характеристиками и появляются вследствие нарушения технологии сварки: , электродуговая ручная сварка, автомат и т.п.

Причины дефектов сварных швов.
Такие проблемы важно хорошенько изучить, что позволит не допускать порчу свариваемых деталей при ручной дуговой сварке и реализации иных технологий создания соединений металлоконструкций в дальнейшем.
- наружные: трещины, подрезы, наплывы, кратеры, окалины, сварные раковины;
- внутренние: пористая структура, недостаточная провариваемость, посторонние включения;
- сквозные: трещины, прожоги.
Наружные недостатки имеют такое название, так как находятся на лицевой стороне соединения и видимы глазу. Для их обнаружения достаточно провести визуальный осмотр детали. Внутренние дефекты располагаются внутри сварочного соединения, поэтому сразу не заметны.
Определить наличие данной проблемы можно с помощью дефектоскопии сварных швов, включая ультразвуковую, механическую и рентген обработку. Наиболее катастрофичны сквозные изъяны, поскольку их устранение не всегда осуществляется на 100%.
Наружные дефекты
При нарушении технологии сварки и применении расходного материала неважного качества можно получить следующие дефекты сварки: наплывы, подрезы, незаваренные кратеры, поверхностные поры, прожоги, трещины и т.п.
Наплывы являются результатом стекания расплавленного металла сварной проволоки на нерасплавленный основной металл конструкции или предварительно осуществленный валик.
Такие недостатки могут иметь местный характер и проявляться отдельными зонами, а могут приобретать вытянутую форму и занимать приличную площадь на металлоизделии.
Основная причина появления наплывов заключаются в следующем:
- сварщик неверно выставил силу тока при длинной дуге и ошибся с подбором скорости работы оборудования;
- был выбран чрезмерно большой наклон плоскости, на которую накладывался сварной шов;
- электрод неправильно вели, или он изменил свое первоначальное положении при выполнении кольцевых швов под флюсом;
- сварщик имел недостаточный опыт или работал в неудобном пространственном положении: вертикальном или горизонтальном.
Подрезы являются углублениями на поверхности основного , идущими по краям сварного шва. Глубина подреза может колебаться в пределах 0,1-1 мм.
Причинами, по которым образуются такие дефекты сварных соединений, являются:
- ток чрезмерно высокой силы;
- напряжение дуги свыше нормы;
- неудобная поза сварщика в пространственном плане;
- небрежно выполненная сварка.
Наличие такой погрешностей опасно, поскольку подрезы способны уменьшить рабочую толщину металла в местах соединения металлических деталей, спровоцировать появление местной концентрации напряжений от рабочих нагрузок и стать причиной деформации сварных швов со временем.

Наименования дефектов сварного шва.
Также отметим, что подрезы стыковых и угловых швов, располагающиеся поперек действующих на них сил, могут вызвать резкое снижение вибрационной прочности соединений.
Кратер ‒ вмятина, появляющаяся в случае резкого обрыва дуги в конце сварки. Очень часто такая проблема возникает при создании коротких швов.
Размер кратера определяется величиной сварного тока:
- при ручном методе сварки его диаметр составляет 3-20 мм;
- при автоматической сварке кратер приобретает форму удлиненной канавки.
Прожоги представляют собой проплавление основного или наплавленного металла, на котором иногда образуются сквозные отверстия.
Причиной возникновения данных дефектов являются:
- недостаточное притупление кромок, большой зазор между ними;
- завышенный сварочный ток или мощность горелки на фоне невысоких скоростей сварки;
- недостаточного поджатия флюсовой подушки, медной подкладки при автоматической сварке;
- при чрезмерно длительной сварке, недостаточном усилии сжатия, при наличии загрязнений на поверхностях сварных деталей, проволоки при точечной и шовной контактной сварке.
Особенно часто можно наблюдать прожоги при сварке тонкого металла, при организации первого прохода многослойного сварного шва. Такие дефекты можно устранить, но даже после этого соединение не приобретает удовлетворительные характеристики и эстетический вид.
Поэтому стоит изначально прилагать все усилия, чтобы не допустить появления подобных дефектов на поверхности сварного шва.
На заметку! Отдельно стоит отметить такой дефект, как трещина сварного соединения. Ответим, что называют трещиной: нарушение плоскости металла, спровоцированное охлаждением, воздействием нагрузок. Она может относиться и к наружным, и к внутренним дефектам сварки.
Обнаружить наружные дефекты на сварных швах можно с помощью визуально-измерительного контроля, капиллярной дефектоскопии, а также иными способами неразрушающего контроля: рентген, ультразвук.
Внутренние дефекты

Разновидности сварных соединений.
К внутренним дефектам сварки причисляют:
- Холодные трещины.
Появляются исключительно после остывания и затвердевания сварного соединения вследствие его несоответствия действующим нагрузкам. - Горячие трещины.
Проявляются в момент нахождения металла сварного соединения в состоянии между температурой плавления и отвердевания ввиду применения низкокачественной присадки, неверной технологии заварки кратера, из-за резкой остановки сварочного процесса, вследствие прожогов при сварке. Такие дефекты могут иметь несколько типов расположения: вдоль и поперек соединения металлических деталей. - Поры.
Могут возникнуть при любой технологии сварки из-за наличия загрязнений на поверхности соединяемых деталей, неважной защиты сварной ванны потоком газа, маслом, краской, сварки несовместимых сплавов, ржавчины и окисления металла. Поры различаются по размерам и, зачастую, имеют хаотичное распределение по сварному шву: располагаются как внутри соединения, так и на его поверхности.
Устранение выявленных дефектов сварочных швов, незаметных глазу, необходимо осуществлять после определения основных причин, спровоцировавших появление дефекта, вне зависимости от того факта, осуществлялась технология или применялся иной вид выполнения сварочных операций.
Это позволит подобрать наиболее эффективный метод борьбы с проблемой и не допустить таких ошибок в будущем.
Сквозные
Сквозные дефекты представляют собой отверстия в металлической детали, которое образуется вследствие неправильной сварки. Мастер выбирает неверный режим работы сварочного аппарата и прожигает металл насквозь.
Дефекты контактной сварки сквозного типа – это:
- подрез при выполнении сварки;
- трещина;
- прожог.
Как обнаружить сварные дефекты?
Обнаружить дефект сварного соединения можно следующими способами:
- визуальный осмотр осуществляется при помощи увеличительного прибора и позволяет обнаружить даже крохотные дефекты точечной сварки;
- дефектоскопия сварных швов – метод диагностирования качества сварного шва, основанный на склонности специального материала менять свой цвет в момент, когда он соприкасается с текучим материалом, к примеру, с керосином;
- метод – выполнение измерений искажения магнитных волн;
- УЗК – проверка ультразвуком предполагает использование специальных ультразвуковых дефектоскопов, способных измерить степень отражения звуковых волн;
- радиационный метод осуществляется путем просвечивания сварного шва рентгеном, получением снимка, описывающего все детали проблемного участка.

Наплывы на внутренней и внешней стороне сварного шва.
Цветная дефектоскопия и ультразвуковой контроль сварных соединений считаются наиболее эффективными методами выявления дефектных сварных соединений, но осуществить их в бытовых условиях практически невозможно.
Устранение недостатков сварных швов
Практически все дефекты сварных соединений, за исключением наиболее незначительных по размеру, требуют устранения.
Если этого не сделать, эксплуатационные параметры швов и самой металлоконструкции значительным образом ухудшатся: наличие дефектов сварки может привести к деформации металла, его скорого разрушения при механическом давлении.
Разновидности недостатков определят методы борьбы с ними.

Виды дефектов сварных соединений.
Поэтому охарактеризуем самые распространенные дефекты сварки и способы их устранения:
- Отклонения параметров швов от норм по ширине, высоте, катету, перетяжки соединений.
Выявляются путем осуществления внешнего осмотра швов, анализ их размеров при помощи шаблонов. Устранить дефект можно путем срубания излишков металла, зачистки швов, подварки узких мест соединения. - Подрезы представляют собой углубление по линии сплавления рабочего и основного металла.
Найти проблему поможет внешний осмотр швов, а устранить ее получится, если выполнить качественную зачистку места подреза и подварку самого шва. - Пора сварного шва представляет собой полость округлой формы с газом.
Иногда несколько пор соединяются в цепочку. Способ выявления и методы устранения дефектов такого рода: визуальный осмотр, осмотр излома шва. - Свищи в форме воронкообразного углубления выявляются при внешнем осмотре, удаляются рубкой, строжкой с дальнейшей зачисткой и подваркой.
- Непровар появляется из-за недостаточного расплавления кромок сварного соединения.
Устранить дефект можно после визуального выявления, выяснения причины образования непроваров. Не допустить использование бракованной детали позволит метод контроля при лазерной сварке, а устраняется непровар вырубкой и выстрагиванием, зачищением и подваркой. - Наплывы на сварных швах имеют вид натекания металла сварного шва на поверхность рабочего металла.
Эффективно выявляются и устраняются путем проведения внешнего осмотра, подрубки и удаления наплыва, а непроваренные участки потребуется подварить. - Шлаковые включения ‒ дефекты в виде вкрапления шлака.
Выявить такую проблему и устранить ее можно при помощи визуального анализа детали, рентгено- и гаммаконтроля, контроля ультразвуковым агрегатом, магнитографическим оборудованием. Шлак из дефектного участка потребуется удалить, зачистить, подварить.
Подведем итоги
Дефекты сварочных швов возникают при нарушении технологии сварки и ставят под угрозу стабильность сварочного шва и функциональность всей металлоконструкции.
По этой причине уважающему себя мастеру важно выучить основные дефекты швов ‒ появления пор, наплывов, прогаров и т.п ‒ и причины их образования при сварочном процессе.
Это позволит подобрать максимально эффективное решение для устранения недостатков соединений при точечной сварке, использовании лазера, электрической дуги, аргона и т.п.
15. Классификация дефектов. Методы, средства и последовательность дефектации.
Дефект — это каждое отдельное несоответствие продукции требованиям нормативной документации. По последствиям дефекты подразделяют на критические, значительные и малозначительные.
Критический дефект — это дефект, при котором использование продукции по назначению практически невозможно или исключается в соответствии с требованиями техники безопасности.
Значительный дефект — это дефект, который существенно влияет на использование продукции по назначению и (или) на ее долговечность, но не является критическим.
Малозначительный дефект — это дефект, который не оказывает существенного влияния на использование продукции по назначению и на ее долговечность. По месту расположения все дефекты подразделяют на наружные и внутренние. Наружные дефекты, такие как деформация, поломки, изменение геометрической формы и размеров, легко выявляют визуально или в результате несложных измерений. Внутренние дефекты, такие как усталостные трещины, трещины термической усталости и т. п., выявляют различными методами структуроскопии деталей. К методам структуроскопии относят магнитодефектоскопию, рентгеноскопию, ультразвуковую дефектоскопию и другие методы. Таким образом, в процессе структуроскопии деталей выполняется комплекс работ, состоящий в выявлении и характеристике дефектов, имеющихся в деталях. Дефекты по возможности исправления классифицируют на исправимые и неисправимые.
Исправимые дефекты — это дефекты, устранение которых технически возможно и экономически целесообразно. К ним относят такие дефекты, как деформации, вмятины, обломы, износ поверхностей, задиры и другие дефекты, не ведущие к полной утрате работоспособности детали.
Неисправимые дефекты — это дефекты, устранение которых технически невозможно или экономически нецелесообразно. По причинам возникновения дефекты подразделяют на три класса: конструктивные, производственные, эксплуатационные.
Конструктивные дефекты — это дефекты, выражающиеся в несоответствий требованиям технологического задания или установленных правил разработки (модернизации) продукции. Причины таких дефектов могут быть весьма различны: ошибочный выбор материала изделия, неверное определение, размеров деталей, режима термической обработки и т. д. Эти дефекты являются следствием несовершенства конструкции и ошибок конструирования.
Производственные дефекты — это дефекты, выражающиеся в несоответствии требованиям нормативной документации на изготовление (ремонт) или поставку продукции. Такого рода дефекты возникают, в результате нарушения технологического процесса при изготовлении или восстановлении деталей. Производственные дефекты подразделяют на шесть групп:
Первая группа — дефекты плавления и литья. К ним относятся: отклонения химического состава от заданного, ликвация, газовые поры, земляные и шлаковые включения, усадочные раковины, спаи, горячие и холодные трещины и др.
Вторая группа — дефекты, возникающие при обработке давлением. К ним относятся: поверхностные и внутренние трещины, разрывы, риски, волосовины, закаты, плены, расслоения, флокены, зажимы и т. д.
Третья группа — дефекты термической, химикотермической и электрохимической обработки. В эту группу входят: термические трещины, обезуглероживание, науглероживание, водородные трещины, перегрев, пережог, трещины отслаивания и др.
Четвертая группа — дефекты механической обработки. К этой группе относятся: отделочные трещины, прижоги, шлифовочные трещины, нарушение герметических размеров.
Пятая группа — дефекты, возникающие при правке, монтаже и демонтаже. К ним относятся: рихтовочные и монтажные трещины, погнутость, обломы резьбы, нарушение посадок.
Шестая группа — дефекты соединения металлов сваркой и наплавкой. В эту группу входят: раковины, поры, шлаковые включения, перегрев, изменение размеров зерна, горячие и холодные трещины, непровар, неполное заполнение шва, нахлест, смещение кромок шва, непропаивание, непроклеивание, отслоение и др.
Эксплуатационные дефекты — это дефекты, которые возникают в результате износа, усталости, коррозии и неправильной эксплуатации. В процессе эксплуатации наибольший процент отказов возникает в результате изнашивания деталей.
Изнашивание — это процесс постепенного изменения размеров и формы тела при трении, проявляющийся в отделении с поверхности трения материала и в его остаточной деформации. Изнашивание деталей зависит от ряда факторов, в частности от условий трения. В зависимости от наличия между трущимися телами смазки различают сухое, граничное и жидкостное трение. Учитывая, что каждому классу деталей присущи конструктивные особенности и определенные условия эксплуатации, можно ориентировочно установить характерные дефекты деталей каждого класса.
Техническое состояние деталей определяют внешним осмотром, остукиванием, измерением размеров, проверкой с помощью универсальных инструментов, специальных шаблонов, приборов, приспособлений и стендов.
При осмотре выявляют наружные повреждения деталей, деформации, трещины, задиры, обломы, прогар, раковины, коррозию, негерметичность и др.
Остукиванием определяют состояние неподвижных соединений (ослабление посадок заклепок, штифтов, шпилек, колец), наличие трещин в корпусных деталях. При легком простукивании плотно сидящие и неподвижные детали издают звонкий металлический звук, а в случае наличия трещин или слабой посадки — дребезжащий, глухой.
С помощью универсальных измерительных средств определяют фактические размеры, отклонения от размеров, формы, взаимного расположения конструктивных элементов детали. В соединениях измеряют величину зазора. Для определения геометрических параметров деталей используют штангенциркули, микрометры, индикаторные нутромеры, штангензубомеры и др. Порядок измерения, применяемый инструмент, приспособления, место замеров указываются в соответствующих технологических картах.
С целью повышения производительности и упрощения контроля и сортировки деталей в специализированном ремонтном производстве применяют дефектовочные калибры (жесткий предельный инструмент) и шаблоны. Шаблоны изготавливают по принципу однопредельных скоб.
Погнутость, скрученность, биение и коробление поверхностей деталей определяют при помощи специальных приспособлений и устройств. Для этой цели используют поверочные плиты; универсальные штативы с индикаторами часового типа, специальные призмы и центры, линейки, угольники, щупы.
Скрытые дефекты деталей (трещины, раковины и др.) выявляют пневматическим, гидравлическим, магнитным, капиллярным и ультразвуковым методами.
Пневматический метод применяют для проверки герметичности радиаторов, топливных баков, топливопроводов, резиновых камер и т. д. Деталь погружают в ванну с водой. Если она имеет больше одного отверстия, то остальные закрывают пробками, а в оставшиеся подают воздух. По пузырькам выходящего воздуха определяют место дефекта.
Гидравлическим методом на специальных стендах проверяют герметичность рубашек блоков, головок цилиндров, всасывающих труб двигателей и т. д. Деталь устанавливают на стенд, отверстия закрывают специальными заглушками с прокладками, внутреннюю полость заполняют водой и создают определенное давление. Подтекание воды укажет место трещины. Гидравлический метод применяют также при проверке плунжерных пар, нагнетательных клапанов топливных насосов высокого давления, форсунок и топливопроводов после ремонта.
Магнитную дефектоскопию применяют для обнаружения скрытых трещин, пор, шлаковых включений в деталях, изготовленных из ферромагнитных материалов. Метод основан на появлении магнитного поля рассеивания в зоне расположения дефекта при прохождении магнитно-силовых линий через деталь. Намагничивание производится пропусканием электрического тока через деталь. Перед намагничиванием деталь посыпают ферромагнитным порошком или поливают суспензией, состоящей из трансформаторного масла (40%), керосина (60%) с добавлением 50 г/л магнитного порошка. Частицы порошка концентрируются по краям дефекта, как у полюсов магнита, и указывают место его расположения и конфигурацию.
Капиллярные методы позволяют выявить нарушения сплошности (трещины, поры и т. п.) у деталей, изготовленных из ферромагнитных и немагнитных материалов. Они основаны на способности некоторых жидкостей проникать в мельчайшие поверхностные нарушения сплошности. К этим методам относится люминесцентная и цветная дефектоскопии.
Простейший из капиллярных методов — цветная дефектоскопия. Проникающую жидкость (керосин — 65%, трансформаторное масло — 30%, скипидар — 5%) окрашивают в красный цвет (добавляется судан, 10 г/л). Ее наносят на обезжиренную поверхность и через 5-10 мин деталь протирают. Для проявления трещины используют раствор масла, который наносят на проверяемую поверхность. По мере высыхания на белой поверхности появляется узор, показывающий расположение дефекта.
Классификация дефектов продукции
Основная задача контроля качества состоит в выявлении дефектов продукции, к которым относится каждое отдельное несоответствие товара установленным требованиям. При этом, дефекты продукции могут быть обнаружены как при органолептическом, так и при измерительном контроле; а могут быть выявлены только в процессе эксплуатации.
Классификация дефектов может быть следующей.
В зависимости от возможности выявления дефекты могут быть явные и скрытые.
– Явный дефект – дефект, для обнаружения которого в нормативной документации, обязательной для данного вида контроля, существуют соответствующие правила, методы и средства. Многие явные дефекты обнаруживаются уже при визуальном контроле продукции.
– Скрытый дефект – дефект, для обнаружения которого в нормативной документации, обязательной для данного вида контроля, не предусмотрены соответствующие правила, методы и средства. Скрытые дефекты обнаруживаются при эксплуатации товара (изделия).
По происхождению дефекты могут быть производственные и непроизводственные.
– Производственный дефект возникает в процессе производства товара, из-за нарушения технологического режима изготовления изделия.
– Непроизводственный дефект возникает после завершения процесса производства товара – при транспортировке, хранении, реализации, эксплуатации или . потреблении.
По возможности устранения дефекты делятся на устранимые и неустранимые.
– Устранимые дефекты – дефекты, устранение которых технически возможно и экономически целесообразно.
– Неустранимые дефекты – дефекты, устранение которых технически невозможно и (или) экономически нецелесообразно.
При изучении дефектов, необходимо определить его значимость — относительная величина, определяемая видом, размером, местонахождением дефекта и характеризуемая степенью его влияния на уровень качества товара по сравнению с другими дефектами.
В зависимости от степени влияния на качество дефекты могут быть: критические, значительные, малозначительные.
– Критический дефект – дефект, при существовании которого использование товара по назначению практически невозможно или недопустимо.
– Значительные дефекты продукции существенно влияют на возможность употребления товара по назначению, на его качество и длительность эксплуатации.
– Малозначительные (незначительные) дефекты существенно не влияют на использование изделия по назначению и на его долговечность.
В процессе сплошного или выборочного контроля качества продукции обнаруживается годная продукция и брак.
– Годная продукция – товар, соответствующий всем установленным требованиям.
– Брак – продукция, передача которой потребителю не допускается из-за наличия дефектов, недопускаемых нормативными документами.
Необходимо помнить, что для некоторых групп и видов продукции предусмотрено деление по сортам. Оно зависит от наличия дефектов и отклонений по некоторым показателям потребительных свойств.
Порядок установления сортов:
1) сорта устанавливают по балльной или ограничительной системе. Наиболее распространена балльная система, при которой нормативными документами для каждого из сортов ограничивают вид дефектов, их количество, размеры, местоположение на изделии;
2) при балльной системе отклонения от нормы стандарта по контролируемым показателям и параметрам дефектов оценивают в условных единицах – баллах;
3) путем сравнения суммы баллов, приобретенных изделием при контроле, с нормативными требованиями стандартов, предусматривающих для каждого сорта допустимую сумму баллов, товар относят к тому или иному сорту.
Но в последние годы наблюдается тенденция к уменьшению количества сортов или вообще к отказу деления товаров на сорта.
Дефекты при ковке и штамповке
Содержание страницы
1. Дефекты исходного материала
Наиболее распространенными дефектами, приводящими к браку поковок и штамповок, являются: дефекты исходного материала; дефекты, возникающие при резке исходного материала на заготовки; дефекты от нагрева и пластической деформации.
К основным дефектам исходного материала относят: закаты, плены, поверхностные риски, расслоения, флокены, альфированный слой, неметаллические включения (рис. 1).
Риски, волосовины, закаты и плены возникают при прокатке металла вследствие задиров и заусенцев на прокатных валках, из-за раскатки в длину подкорковых газовых пузырей стального слитка, от неправильной калибровки или износа ручьев валков прокатных станов, раскатки слитков с застывшими на их поверхности брызгами жидкого металла, прокатки имеющихся в слитке раковин или рыхлот.
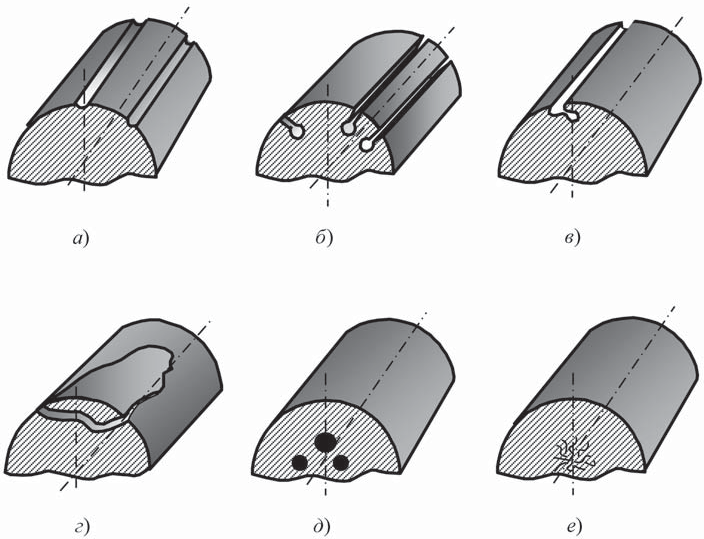
Рис. 1. Основные виды дефектов исходного пруткового материала: а – риски, надиры; б – волосовины; в – закаты; г – плены; д – инородные (неметаллические) включения; е – флокены
Флокены представляют собой скопление в металле мельчайших трещин извилистой формы. Причиной образования флокенов является насыщенность слитков из высоколегированных сталей водородом, который при ускоренном охлаждении после ковки или прокатки слитков развивает в микрообъемах металла давление до 1800 МПа, что превышает предел прочности стали и вызывает многочисленные мельчайшие трещины.
Поковки и штамповки, полученные из металла с флокенами, склонны к растрескиванию при закалке. Заготовки, изготовленные из проката с расслоениями, часто имеют трещины на участке перехода поковки в облой, в который перетекают объемы металла с раковинами и рыхлотами, что выявляется при его обрезке. Поковки и штамповки с флокенами и расслоениями – неисправимый брак.
Наличие альфированного (газонасыщенного) слоя на поверхности заготовки приводит к образованию сетки мелких трещин на поверхностях штамповок или поковок, изготавливаемых из титановых сплавов.
Неметаллические включения выявляются при испытании готовых изделий на герметичность (на обнаружение течи по основному металлу), а также при исследовании макроструктуры поковок и штамповок.
Основными дефектами при разделении прутков на мерные заготовки (рис. 2) являются: косой срез, торцевые трещины, грубый срез или скол с вырывом металла, заусенец с искривлением конца заготовки, утяжка, неплоскостность (волнистость или ступенчатость) торца, несоответствие размеров или массы заготовки (короткая или длинная заготовка).
Правильный выбор зазоров между ножами, своевременная их заточка и замена, обеспечение надежного упора и прижима заготовки при резке, подогрев металла до требуемых температур позволяют избежать указанных дефектов при резке прутка на мерные заготовки.
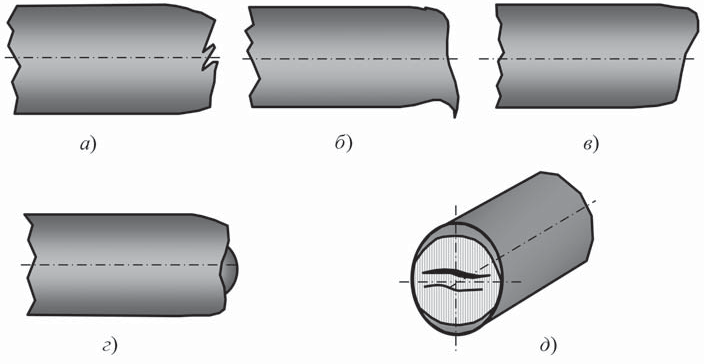
Рис. 2. Дефекты при резке пруткового металла: а –”козырьки”; б – заусенец с утяжкой; в – увеличенный скос торца; г – вырывы, грубый срез; д – торцевые трещины, параллельные рабочим кромкам ножей
2. Дефекты, возникающие в процессе изготовления поковок и штамповок
2.1. Общие вопросы
Основные дефекты, возникающие при ковке и штамповке заготовок условно можно подразделить на три группы: технологические, конструктивные и производственные.
К технологическим дефектам относят:
- дефекты, вызванные неправильно назначенными или выполненными термическими режимами нагрева и охлаждения заготовок, а также термомеханическими режимами штамповки (температурой начала и конца штамповки, степенью деформации по переходам штамповки, скоростью деформирования и т.п.). Следствием этого являются разнозернистость материала поковок и штамповок, образование трещин в процессе штамповки или охлаждения заготовок, чрезмерная окалина, обезуглероженная поверхность заготовок, а также явления, связанные с перегревом и пережогом металла;
- дефекты, связанные с неправильным назначением припусков на обработку резанием (чернота, следы заштампованной, а затем удаленной с поковки окалины абразивной зачисткой, глубина которой превышает величину припуска на обработку резанием, и т.п.) и остающиеся на поверхности окончательно обработанных деталей;
- дефекты, возникающие вследствие неправильного выбора технологического оборудования, например возникновение альфированного слоя на заготовках из титановых сплавов и их растрескивание при штамповке, вызванное нагревом заготовок в газовой печи вместо электрической с защитной атмосферой, или образование трещин при штамповке из-за неверно назначенного деформирующего оборудования (молот вместо кривошипного пресса) и т.п.;
- дефекты, вызванные ошибочным выбором схемы штамповки, например образование трещин, вызванных применением схемы открытой штамповки вместо закрытой при штамповке малопластичных труднодеформируемых сплавов.
К конструктивным дефектам относят:
- дефекты от несовпадения объемов предварительных и окончательных ручьев штампов, неправильно выбранных радиусов и уклонов, перемычек, формы и размеров облойной канавки, несоответствия контура окончательного штамповочного ручья и контура обрезного штампа, неверной конструкции обрезного штампа. Конструктивные дефекты проявляются в виде образования на поковках заковов, зажимов, обрезки тела поковки, большого заусенца, искривления поковки и т.д.
Производственные дефекты – это дефекты, возникающие в процессе изготовления штамповок (поковок). К ним относят:
- дефекты, связанные с некачественной настройкой оборудования и штамповой оснастки: например, смещение одной части поковки (штамповки) относительно другой по плоскости разъема штампов, недоштамповка, перештамповка (тонкая штамповка), неравномерная толщина штамповки (для равнотолщинных участков штамповки), обрезка части тела поковки при удалении облоя;
- дефекты, вносимые вследствие нарушения технологических режимов ковки (штамповки): недогрев металла, приводящий при штамповке к образованию “холодных” трещин; заковы, связанные с неправильным размещением заготовки в ручье штампа; незаполнение ручьев штампа; намины, вмятины и смятие участков штамповки или поковки; заштампованная окалина и т.д.
На рис. 3–7 приведены некоторые виды производственных дефектов.
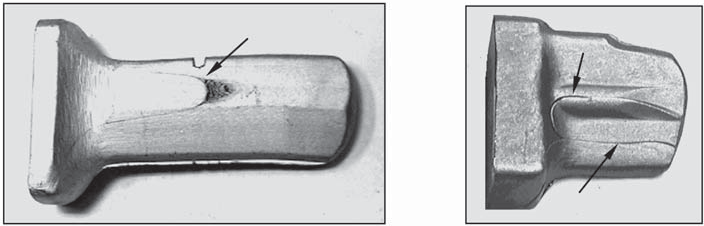
Рис. 3. Производственный дефект в виде расслоений металла при выдавливании промежуточной заготовки лопатки газотурбинного двигателя
На рис. 3 показан дефект, наиболее часто встречающийся при выдавливании заготовок, в виде расслоения металла в поверхностном слое выдавленной заготовки. Причиной дефекта может быть неоднородное трение материала по матрице, подхолаживание заготовки и, как следствие, значительная разность скоростей течения внутренних и наружных слоев выдавливаемого металла.
На рис. 4 приведены производственные дефекты, вызванные неправильной укладкой заготовки в штамповочный ручей и, следовательно приводящие к смятию тела штамповки или незаполнению гравюры штампа.
На рис. 5 видны типичные производственные дефекты, связанные с неправильной настройкой оборудования при прямом выдавливании заготовок: короткая выдавленная часть (рис. 5, а) и недостаточная высота утолщенной части штамповки (рис. 5, б).
На рис. 6 приведен производственный дефект в виде надира и глубоких рисок на поверхности выдавленной заготовки. Причинами возникновения надиров являются налипание выдавливаемого металла на рабочие поверхности матрицы, неудовлетворительная смазка заготовок с включением посторонних твердых частиц, высокая шероховатость радиусной рабочей зоны матрицы.
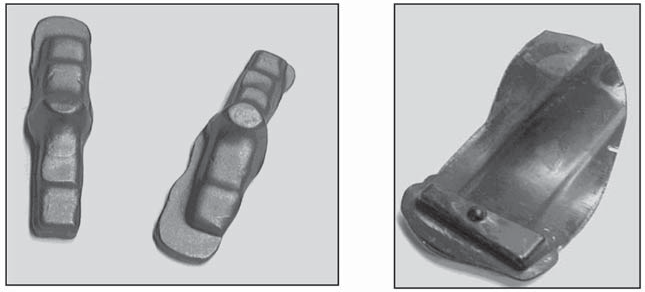
Рис. 4. Производственные дефекты, связанные с неправильной укладкой заготовки в ручей штампа
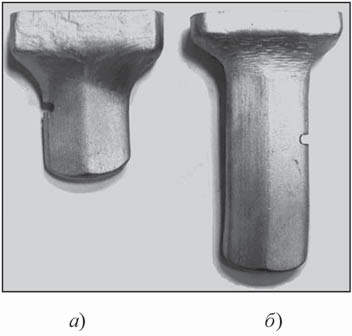
Рис. 5. Дефекты выдавленных заготовок, вызванные неправильной настройкой величины хода пуансона
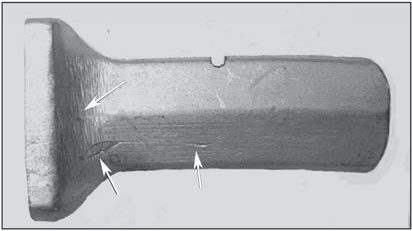
Рис. 6. Дефекты в виде надиров и рисок на поверхности выдавленной заготовки

Рис. 7. Заготовка лопатки авиационного двигателя с дефектом в виде закова (прострела)
На рис. 7 показаны дефекты в виде заковов (прострелов). Наиболее частая причина их образования – встречное течение выдавливаемого металла в очаге пластической деформации заготовки.
2.2. Основные дефекты поковок, изготавливаемых на молотах
Дефекты, возникающие при свободной ковке:
- глубокие вмятины на поверхности поковки от заштампованной окалины;
- трещины на последних проходах ковки из-за охлаждения заготовки и, как следствие, недостаточной пластичности металла;
- образование глубокой обезуглероженной зоны вследствие нарушения технологии нагрева исходных заготовок под ковку;
- вогнутость торцев на поковках, изготавливаемых путем интенсивной протяжки заготовки круглого сечения при недостаточном ее нагреве или малой силе тяжести падающих частей молота;
- наружные трещины на поверхности поковки при несоблюдении температурного интервала ковки;
- образование в поковках зон с крупнозернистой структурой вследствие недостаточного прокова исходной заготовки.
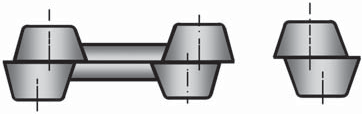
Рис. 8. Недоштамповка поковки
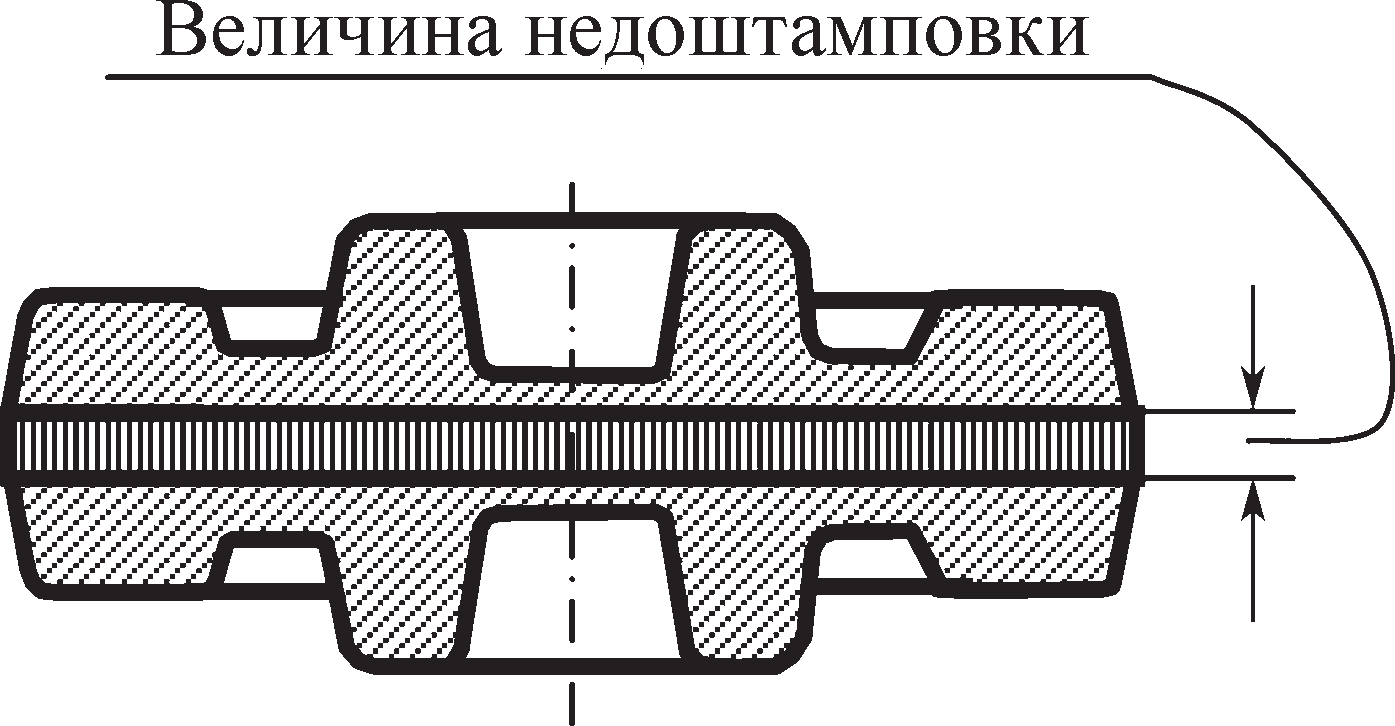
Рис. 9. Смещение (перекос) частей поковки относительно плоскости разъема штампов
Дефекты, возникающие при штамповке на молотах
Вмятины от заштампованной окалины. Для предотвращения дефекта необходимо тщательно удалять окалину, для этого в штампах должны быть предусмотрены специальные переходы. Небольшие вмятины можно исправить перештамповкой в новом штампе.
Забоины – механические повреждения поковок при извлечении их из штампа в случае застревания, при переброске горячих поковок или попадании посторонних предметов в штампы.
Лом-бой – неисправимый брак поковки, получившей удар при смещении ее с нижней гравюры штампа при штамповке или обрезке заусенца.
Незаполнение фигуры – отклонение от заданных геометрических размеров поковки вследствие незаполнения чистового ручья штампа у выступов, углов, закруглений и ребер. Причиной может быть недостаточный нагрев заготовки или малое число ударов при штамповке, изношенный или неправильно сконструированный штамп, а также небольшая сила тяжести или несоответствующий профиль заготовки.
Недоштамповка – увеличение всех размеров заготовки в направлении, перпендикулярном к плоскости разъема (рис. 8). Это происходит в результате недостаточных температуры нагрева заготовки, числа ударов бабы молота в окончательном ручье или силы тяжести падающих частей молота, в штампе с недостаточной выемкой под заусенец (облой), а также при чрезмерной силе тяжести или увеличенном профиле заготовки.
Перекос (смещение) – сдвиг одной половины поковки относительно другой по плоскости разъема (рис. 9). Причиной этого могут быть неисправности оборудования (увеличенный зазор в направляющих, выработка плоскостей штамподержателя, неправильная настройка и т.д.) или штампов (сбитые замки, выработка крепежных плоскостей, неуравновешенный разъем штампов и т.д.), а также ненадежная установка и плохое крепление штампов.
Зажим – заштампованная складка в результате неправильного течения металла в чистовом ручье или закатывания заусенцев, полученных при некачественном выполнении первых переходов штамповки. Зажимы происходят при эксцентричной укладке заготовок в ручей штампа, при чрезмерно резких ударах в протяжном или подкатном ручье, при несогласованных размерах чернового и окончательного ручья, неисправных штампах и оборудовании. Незначительные зажимы удаляют зачисткой на абразивном круге.
Заусенец (рис. 10) – несрезанный остаток облоя при небрежной установке поковки в обрезной штамп, несоответствии размеров матрицы обрезного штампа либо при смещении поковки в обрезном штампе. Может быть удален путем зачистки на наждачном круге.
Кривизна (рис. 11) – отклонение осей и плоскостей поковки от их правильного геометрического положения. Наиболее часто она возникает при обрезке облоя у поковок сложной формы, с тонкими сечениями при большой длине. Дефекты возникают из-за неисправности или плохой подгонки контура вырубного пуансона или неправильной конструкции обрезного штампа. Устраняются холодной правкой в штампе.
Ослабление размера (производственный жаргон) – недостаток припуска на обработку резанием или уменьшение (ослабление) рабочего сечения детали вследствие штамповки поковок с толстым слоем окалины, а также при штамповке с завышенной силой тяжести падающих частей молота.
2.3 Основные дефекты при горячей объемной штамповке на кривошипных горячештамповочных прессах
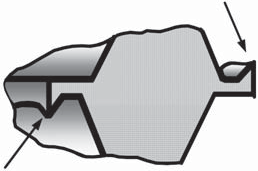
Рис. 10. Заусенцы
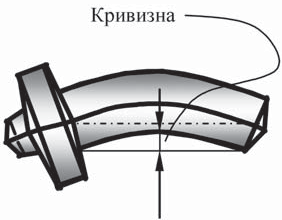
Рис. 11. Кривизна цилиндрической части поковки
Ниже рассматриваются основные виды дефектов, встречающиеся в производстве при объемной штамповке на кривошипных горячештамповочных прессах (КГШП). Незаполнение гравюры штампа материалом штамповки – дефект, возникающий преимущественно в нижних полостях чистового ручья штампа (рис. 12) при накоплении в них продуктов сгорания смазки, окалины; при глубоких выступах и ребрах – из-за отсутствия или неправильного расположения газоотводящих каналов в штампе; в углах на тонких сечениях поковки (рис. 13), примыкающих к облойному мостику вследствие недостаточного сопротивления вытеканию металла в облой.
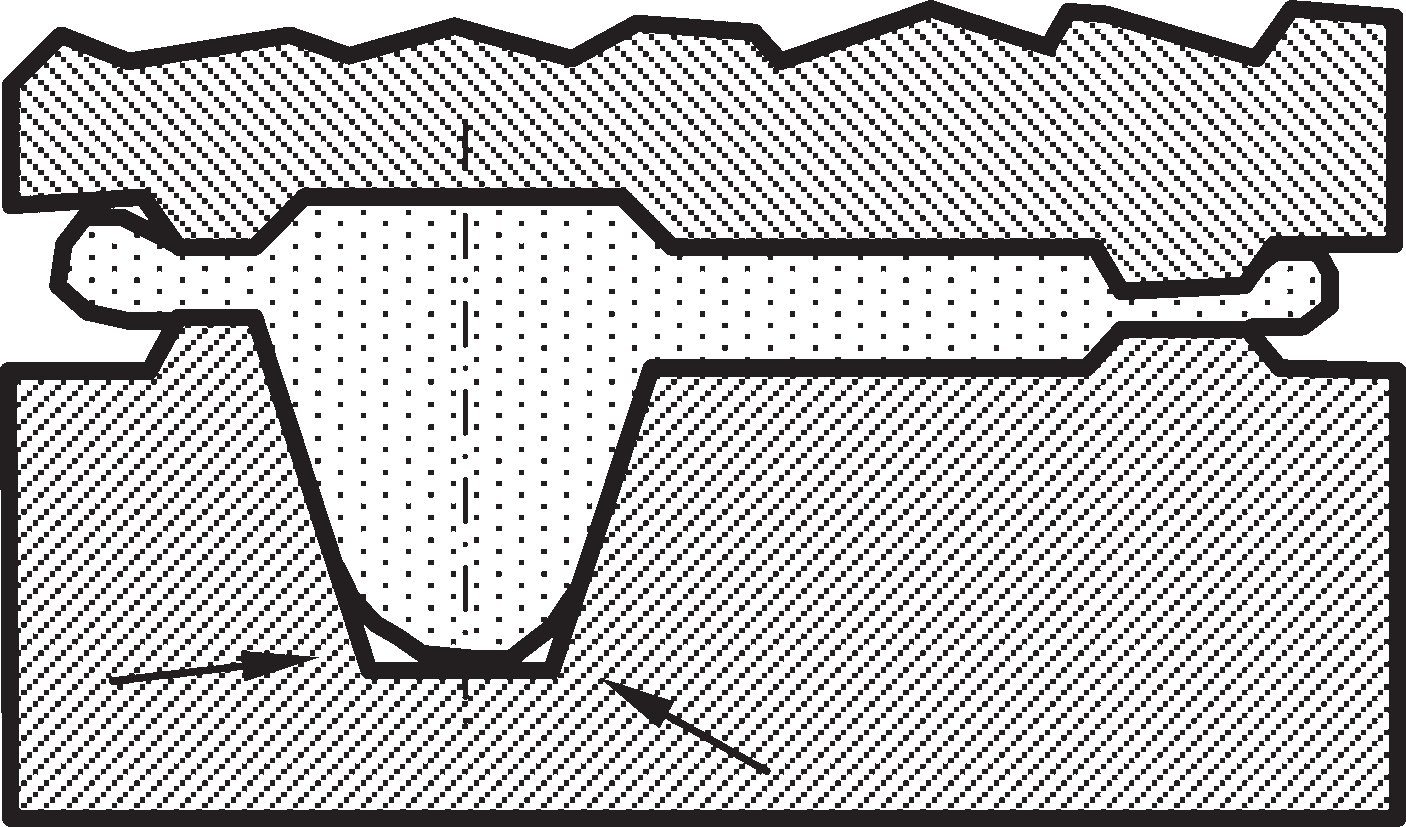
Рис.12. Незаполнение глубокой полости штампа (вследствие отсутствия газоотводящих каналов)
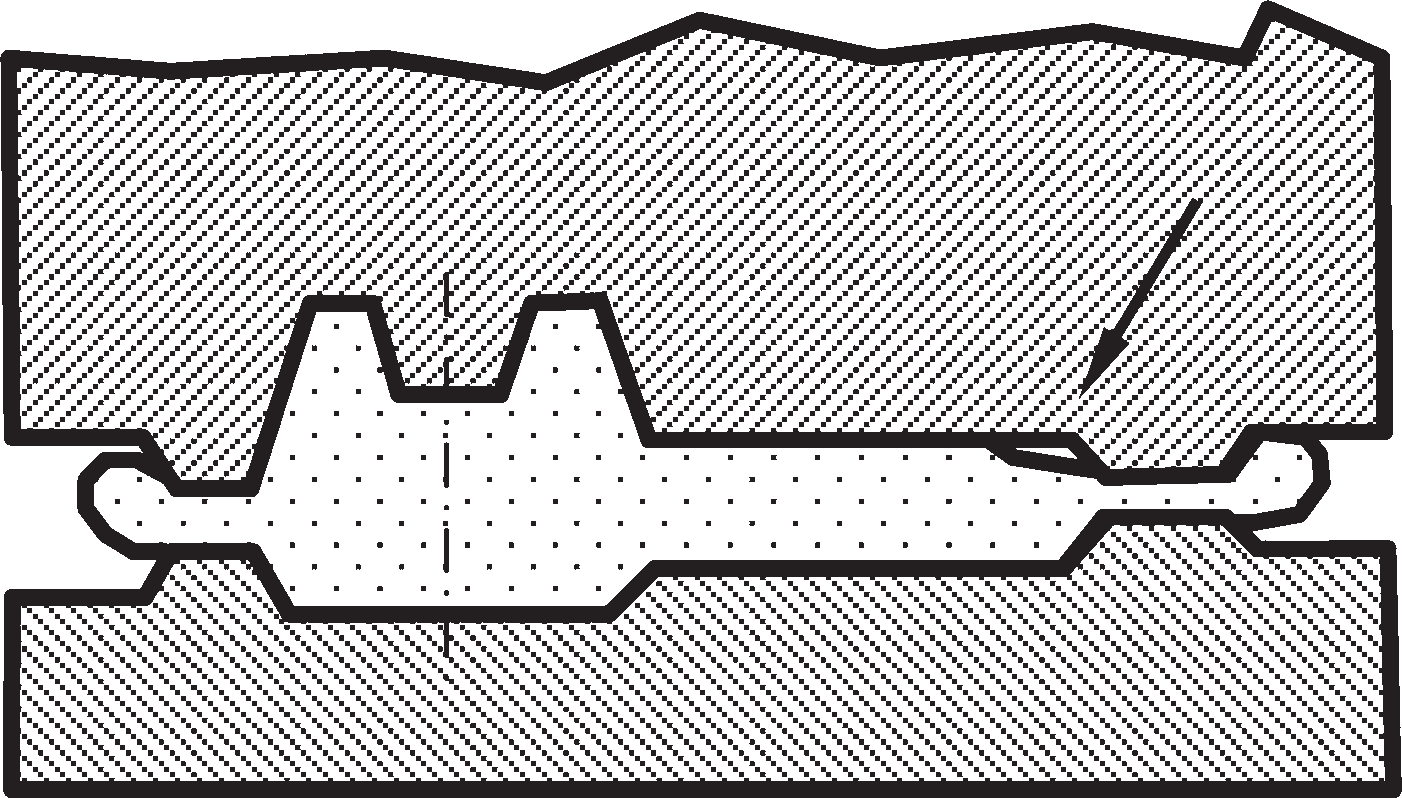
Рис. 13. Незаполнение гравюры (ручья) штампа
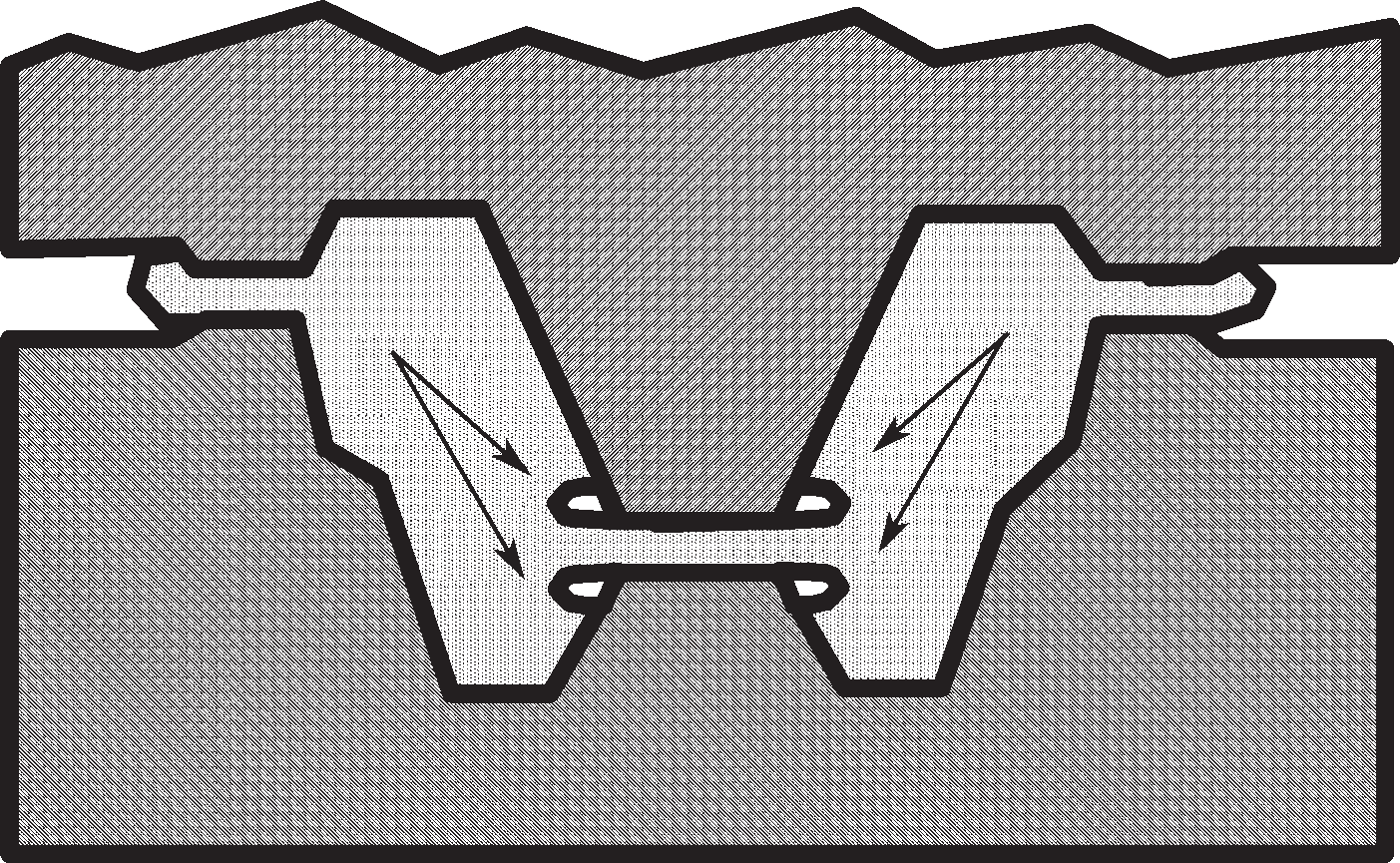
Рис. 14. Зажимы в виде “прострелов”
Коробление поковки – дефект, появляющийся при застревании штамповок (особенно с развитой площадью поверхности и тонкими сечениями) и последующем извлечении из ручья штампа, имеющего малые уклоны (~0°30′…2°).
След от толкателя штампа или пресса – грубая вмятина или высокий выступ при удлиненном или укороченном толкателе соответственно.
Увеличенный размер на участке перехода от большего сечения ручья штампа к меньшему из-за интенсивного локального изнашивания штампа, вызванного интенсивным течением металла в данной зоне.
Заусенец – остаток облоя, следствие затрудненных условий обрезки, так как при штамповке на прессах толщина облоя под обрезку в 1,5 раза больше, чем на молотах, а кромка мостика изнашивается быстрее в результате более интенсивного течения металла в облой.
Зажимы (рис. 14) – дефект, который вызван неправильной конструкцией ручьев штампа; при штамповке заготовки возникает “прострел” от истечения металла из перемычки в тело поковки, а также при попарной штамповке поковок. В местах возможных зажимов в штампах необходимо предусматривать специальные выемки (карманы) для затекания избытка металла. Этот дефект предотвращается иногда снижением скорости деформирования.
Основные дефекты, возникающие при штамповке выдавливанием
Основные виды дефектов, возникающие при штамповке выдавливанием следующие (рис. 15).
Пресс-утяжина (рис. 15, а) – результат изменения направления течения слоев металла под пуансоном с горизонтального на вертикальное. Предотвращают этот дефект снижением скорости деформирования.
Прострел (рис. 15, б) – вид зажима при интенсивном течении металла в тело поковки под торцем пуансона при малом радиусе его кромки.
Скол наружный (рис. 15, в) образуется вследствие различных скоростей и перемещений металла на границах мертвых зон при больших заходных углах матриц. Предотвращают его снижением скорости деформирования и корректировкой рабочего угла матрицы.
Надиры и подрывы (типа ерша) на поверхности поковки появляются при значительном трении выдавливаемого металла о стенки матрицы. Предотвращают их полированием стенок матрицы, подбором смазки и скорости деформирования.
Скол внутренний (рис. 15, г) образуется при выдавливании очень пластичного металла, когда коэффициент трения мал, а угол матрицы велик, что приводит к значительному превышению скорости течения периферийных слоев выдавливаемой заготовки над скоростью течения срединных слоев металла заготовки.
Трещины на продеформированной части заготовки (рис. 15, д) возникают при переходе материала из состояния неравномерного всестороннего сжатия в приемнике в иное напряженное состояние на выходе из очка матрицы, обусловливающему появление в поверхностных слоях растягивающих напряжений в результате тормозящего действия сил трения.
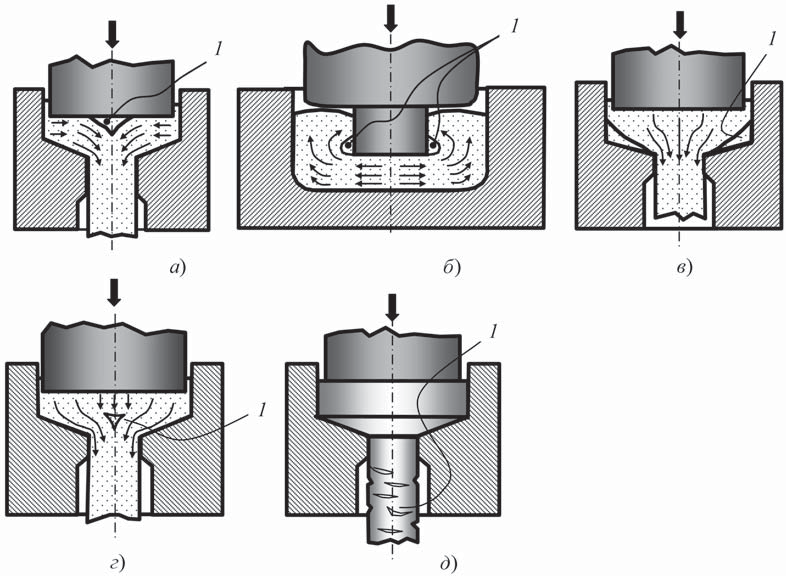
Рис. 15. Дефекты 1 при выдавливании: а – пресс-утяжина; б – прострел; в – скол наружный; г – скол внутренний; д – трещины
2.4. Некоторые виды дефектов при штамповке поковок на горизонтально-ковочных машинах
Основные дефекты при штамповке на горизонтально-ковочных машинах (ГКМ) приведены на рис. 16.
Среди них:
- образование кольцевого заусенца при формовке в окончательном ручье (рис. 16, а) как следствие избытка объема металла в высаживаемой части исходной (прутковой) заготовки, а также неправильная настройка машины. Устраняется уменьшением длины высаживаемой части заготовки;
- смещение высаживаемой части заготовки относительно оси штамповки (рис. 16, б), получаемое вследствие неудовлетворительной настройки ГКМ; избавляются от него путем поднастройки ГКМ посредством смещения формовочного ручья.
- образование продольного заусенца на зажимаемой части заготовки (рис. 16, в) из-за неправильной настройки ГКМ или неверно спроектированного зажимного ручья, устраняемое корректировкой настройки ГКМ или корректировкой конструкции зажимного ручья;
- заковы в зоне перехода от высаживаемой части заготовки к стержневой (рис. 16, г), появляющиеся в результате неверного оформления переходной зоны на предварительном переходе. Удаляются они доработкой оснастки ГКМ, формирующей переходную зону заготовки на предварительном переходе;
- трещины на поковке (рис. 16, д), образующиеся на формовочном переходе вследствие значительной степени деформации материала поковки. Для их устранения вводят дополнительный наборный переход;
- потеря устойчивости высаживаемой части заготовки (рис. 16, е), возникающая при критическом отношении длины высаживаемой части заготовки к ее диаметру. Ликвидируется этот дефект введением штамповки заготовки в дополнительном наборном ручье или уменьшением длины высаживаемой части исходной заготовки;
- незаполнение формовочного ручья вследствие недостаточного объема металла высаживаемой части заготовки или сбоев настройки ГКМ. Устраняется увеличением длины высаживаемой части исходной заготовки или проверкой настройки ГКМ.
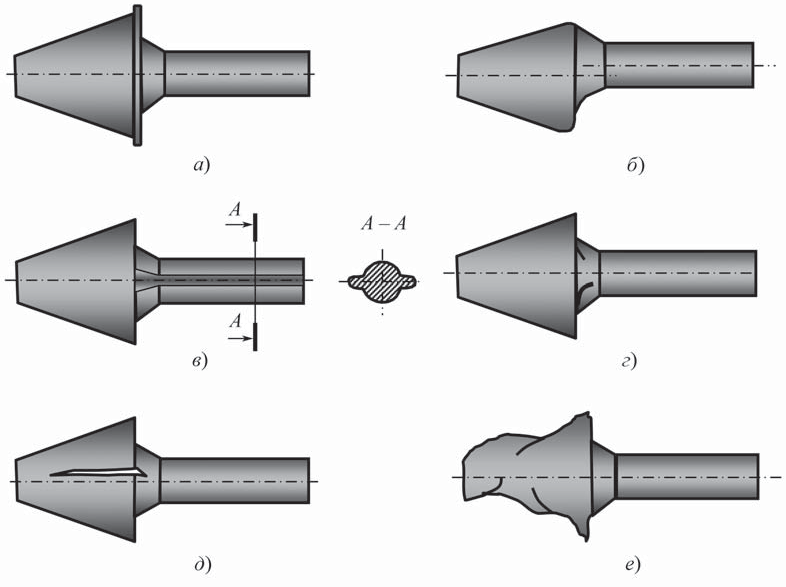
Рис. 16. Некоторые виды дефектов при штамповке прутка в наборном ручье ГКМ: а – образование торцевого заусенца; б – смещение осей наборного ручья и оси прутковой заготовки; в – образование заусенца по разъему зажимных матриц; г – заковы в переходной зоне заготовки; д – трещина в зоне высадки заготовки; е – потеря устойчивости высаживаемой части заготовки
2.5. Основные виды дефектов при вальцовке
При вальцовке длинномерных штучных заготовок в ковочных вальцах наиболее часто встречаются следующие дефекты: трещины в начале вальцевания, образование заусенца вдоль оси заготовки по ширине вальцуемой части, искривление последней относительно оси заготовки, отклонения длины вальцуемой части заготовки.
Трещины в начале вальцевания (рис. 17, а) образуются при внедрении ковочных секторов – штампов в вальцуемую заготовку вследствие чрезмерно большой степени деформации заготовки (т.е. обжатия), а также при малых заходных радиусах секторов – штампов. Дефект устраняют доработкой заходных радиусов секторов – штампов в сторону их увеличения либо уменьшением степени обжатия заготовки. Заусенец, расположенный по кромкам вальцуемой части заготовки вдоль ее оси (рис. 17, б), появляется при неправильной настройке ковочных вальцев либо ошибке при расчете заготовки. Ликвидируют этот дефект разведением валков ковочных вальцев или пересчетом заготовки.
Искривление вальцуемой части заготовки, например вальцуемой заготовки лопатки авиационного двигателя (рис. 17, в), часто связано с неравномерным распределением степеней деформации в околокромочных зонах вальцуемой заготовки, приводящих к разным скоростям истечения металла по ее кромкам. Дефект характерен при вальцовке длинномерных заготовок переменного поперечного сечения с эквидистантным распределением припуска на исходной заготовке. Устраняют его, обеспечивая на заготовке пропорциональное распределение припуска перед вальцовкой, а также регулируя коэффициент трения (введением смазки или ее исключением) по зонам вальцуемой заготовки.
Отклонения длины вальцуемой части заготовки (короткая или чрезмерно удлиненная вальцуемая часть). Дефект связан с недостаточной (короткая вальцуемая часть заготовки) или чрезмерной (удлиненная) степенью деформации (обжатием) поперечных сечений заготовки по толщине. Ликвидируется этот дефект путем регулирования расстояния между ковочными вальцами.
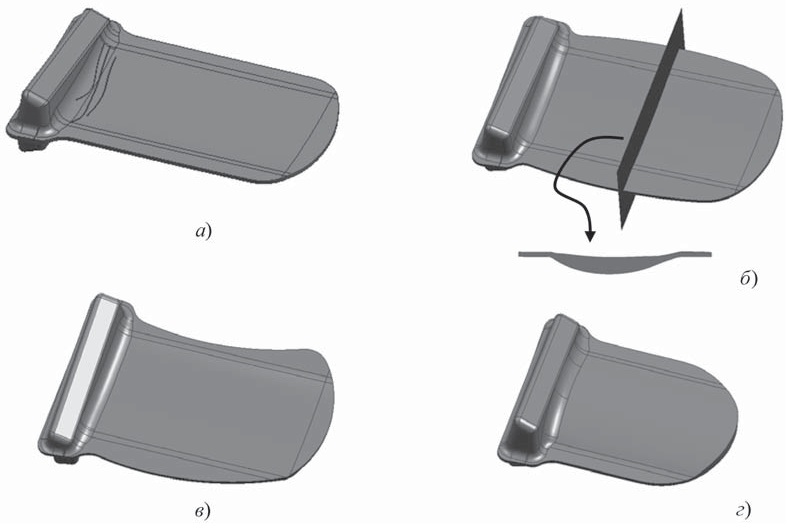
Рис. 17. Основные виды дефектов при вальцовке заготовок лопаток газотурбинных двигателей из штучной заготовки: а – трещины в радиусе перехода замка в перо заготовки лопатки; б – заусенец по кромкам пера вальцуемой заготовки; в – “саблеобразность” вальцуемого пера заготовки лопатки; г – короткая окальцованная часть пера заготовки
Просмотров: 2 118
ГОСТ 21014-88 Прокат черных металлов. Термины и определения дефектов поверхности
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРОКАТ ЧЕРНЫХ МЕТАЛЛОВ
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
ДЕФЕКТОВ ПОВЕРХНОСТИ
ГОСТ 21014-88
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
МОСКВА
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ПРОКАТ ЧЕРНЫХ МЕТАЛЛОВ Термины и определения дефектов поверхности Rolled products of ferrous metals. Surface defects. Terms and definitions |
ГОСТ |
Дата введения 01.01.90
Настоящий стандарт устанавливает термины и определения дефектов поверхности проката из нелегированных и легированных сталей и сплавов: горячекатаных и кованых прутков круглого, квадратного и шестигранного сечения, горячекатаных профилей, листов и полос, холоднокатаных листов и лент, холоднокатаных и холоднотянутых прутков и профилей, а также дефекты формы листов, лент и рулонов.
Термины, установленные настоящим стандартом, обязательны для применения во всех видах документации и литературы, входящих в сферу деятельности по стандартизации или использующих результаты этой деятельности.
Настоящий стандарт должен применяться совместно с ГОСТ 26877-86.
1. Стандартизованные термины с определениями приведены в табл. 1.
2. Для каждого понятия установлен один стандартизованный термин. Применение терминов-синонимов стандартизованного термина не допускается. Недопустимые к применению термины-синонимы приведены в табл. 1 в качестве справочных и обозначены пометой «Ндп».
2.1. Приведенные определения можно при необходимости изменять, вводя в них производные признаки, раскрывая значения используемых в них терминов, указывая объекты, входящие в объем определяемого понятия. Изменения не должны нарушать объем и содержание понятий, определенных в данном стандарте.
2.2. В табл. 1 приведены чертежи.
2.3. В табл. 1 в качестве справочных приведены иноязычные эквиваленты стандартизованных терминов на немецком (D), английском (Е) и французском (F) языках.
3. Алфавитные указатели содержащихся в стандарте терминов на русском языке и их иноязычных эквивалентов приведены в табл. 2 — 5.
4. Термины, определения и чертежи дефектов формы листа, ленты и рулона приведены в приложении 1 (табл. 6).