Виды сварки. Классификация основных видос сварки металлов
Содержание
- Понятие процесса сварки
- Физические признаки сварки
- Технологичность – главное свойство сварных работ
- Важность технологических свойств
- Термическая сварка
- Электродуговая контактная сварка
- ММА – ручная дуговая сварка
- Аргоновая сварка TIG
- MIG/MAG – сварка полуавтоматом
- Сварка под флюсом
- Газоплазменная сварка
- Плазменная
- Термомеханическая сварка
- Кузнечная сварка
- Контактная сварка
- Диффузионная сварка
- Механическая сварка
- Сварка трением
- Холодная сварка
- Сварка взрывом
- Ультразвуковая сварка
Под сваркой подразумевается создание несъемных соединений между металлическими конструкциями. В XXI веке существует больше десятка разновидностей сварных работ, каждая из которых имеет свои особенности, преимущества и недостатки. Мы рассмотрим все виды контактной, механической, термомеханической сварки по металлу, а также уделим внимание самому понятию и физическим признакам данного явления. В статье будут рассмотрены как бытовые, так и профессиональные способы сварки.
В XXI веке существует больше десятка разновидностей сварных работ, каждая из которых имеет свои особенности, преимущества и недостатки. Мы рассмотрим все виды контактной, механической, термомеханической сварки по металлу, а также уделим внимание самому понятию и физическим признакам данного явления. В статье будут рассмотрены как бытовые, так и профессиональные способы сварки.
Понятие процесса сварки
Основной принцип сварки заключается в том, что металлические поверхности соединяются посредством оплавления вещества под воздействием высокой температуры. Достижение нужных показателей обеспечивается за счет инверторного аппарата, через который энергия проходит от электросети к сварочному электроду. Когда последний оплавляется, на месте соединения металла образуется сварочная ванна. В ней металлические конструкции оплавляются вместе с электродом, а в то же время, шлаковая оболочка защищает от внешнего воздействия. Когда сварочные работы оканчиваются и соединения остывают, место нагрева кристаллизуется.
Изучая виды аппаратов для сварки металла, можно выделить следующие по типу тока:
- Переменные (AC). Недорогие аппараты, которые используются зачастую в бытовых целях. Работают в условиях постоянно меняющегося напряжения дуги (сотню раз за секунду), из-за чего состояние сварной ванны тоже крайне нестабильно. Это приводит к ряду негативных последствий: разбрызгиванию металла, уходу сварного шва от намеченной траектории, нестабильному провару конструкции. Тем не менее, в некоторых случаях использование переменного тока необходимо. Он применяется, чтобы сваривать намагниченные поверхности, ведь постоянный в этом случае бесполезен. Также им часто сваривают толстолистовые заготовки.
- Постоянные (DC). Чтобы получить постоянный сварочный ток, используются трансформаторы с силовым выпрямителем, задействованным в линии, или, что гораздо более вероятно, инверторы.

Также следует уделить внимание рабочей оснастки – электродам. От того, какой вид вы используете, зависят условия сварных работ, так что о них необходимо знать. Они подразделяются на:
- Плавящиеся. Под воздействием высокой температуры они оплавляются, за счет чего и используются, чтобы образовывать сварочный шов. Пока горит головка, высвобождается газ. Его функция заключается в том, чтобы препятствовать процессу окисления. За счет газового сгустка поддерживается сварная ванна. Плавящиеся электроды хороши тем, что при их использовании не требуется отдельно подавать присадочную проволоку – скрепление происходит без нее.
- Неплавящиеся. Такие электроды выполнены из неметаллов – вольфрама, угля, графита. Они создают дугу, достаточно устойчивую даже при нестабильном токе. Также их использование позволяет дополнительно контролировать марку проволоки и скорость, с которой она подается в сварную ванну. Использование неплавящихся электродов позволяет делать надежные швы высокого качества, однако ими сложно работать на улице и в проветриваемых условиях.
 Они создают дугу, достаточно устойчивую даже при нестабильном токе. Также их использование позволяет дополнительно контролировать марку проволоки и скорость, с которой она подается в сварную ванну. Использование неплавящихся электродов позволяет делать надежные швы высокого качества, однако ими сложно работать на улице и в проветриваемых условиях.
Они создают дугу, достаточно устойчивую даже при нестабильном токе. Также их использование позволяет дополнительно контролировать марку проволоки и скорость, с которой она подается в сварную ванну. Использование неплавящихся электродов позволяет делать надежные швы высокого качества, однако ими сложно работать на улице и в проветриваемых условиях.Физические признаки сварки
Ввиду своей структуры металлические поверхности не взаимодействуют между собой, поэтому для осуществления сварки требуется воздействие на межатомном уровне. Последнее возможно при включении электронных соединений или реализации при сдавливании под большим давлением.
В целом виды сварочных работы по металлу классифицируются по следующим признакам:
- Воздействие температуры. Происходит без внешнего механического влияния, исключительно за счет повышения температуры в сварочной ванне до необходимых параметров. В зависимости от разновидности сварных работ возможно несколько способов достижения температурного уровня – сварными дужками или газом.
- Работы под давлением. Из-за сильного сжатия происходит деформация металлических заготовок, за счет чего возможна текучесть мест стыковки.
- Стыковка. Осуществляется за счет того, что металлические пласты наплывают друг на друга.

Вне зависимости от того, какие виды швов сварки электродами вы используете, наличие грязи негативно сказывается на финальном результате. Загрязнения представлены, как правило, жировыми пятнами и окисью.
Технологичность – главное свойство сварных работ
Ни одну разновидность сварочных работ по металлу нельзя назвать полностью заменяющей все остальные, потому как в каждом типе имеются свои ограничения и технологические трудности. В то же время, существующие способы сварки разделяются по обрабатываемому металлу и используемым инструментам. Мы разберем подробнее, как классифицируют все существующие виды и способы сварки:
- электрошлаковая сварка (ЭШС),
- электрическая дуговая сварка (электросварка, ЭДС),
- сварка плазмой,
- электронно-лучевая сварка,
- сварка при помощи света и газа,
- сварка с применением ультразвука,
- термомеханические разновидности сварных работ (контактные, холодные, печные).
Важность технологических свойств
Важным аспектом сварочных работ по металлу является защищенность сварной ванны от воздействия внешней среды. Именно благодаря ей удается добиться одинаковости провара и стабильности дуги. Существует несколько способов защиты нагретого металла в процессе сварных работ. Приводим классификацию типов сварки металла по виду защищенности шва. Она осуществляется при помощи:
- вакуума,
- воздуха,
- флюса,
- пены,
- защитно-газовой среды.
При этом то, насколько автоматизирован сварочный процесс, создает вариативность: существуют процессы и оборудование, обеспечивающие работы вручную, механизацию и полную автоматизацию. Сварщик также может регулировать, какой газ использовать – выделяются вещества с разной степенью активности.
Термическая сварка
Данный вид сварки выполняется с применением таких компонентов, как:
- плазменный поток,
- огонь горелки с газом,
- электродуга.

Сам процесс осуществляется следующим образом: металлические заготовки стыкуются друг с другом, после чего места контакта оплавляются из-за влияния высоких температур. Когда сварочные соединения начинают остывать, происходит кристаллизация. Это создает несъемное соединение с прочностью исходного металла.
Электродуговая контактная сварка
Эта разновидность сварочных работ по металлу заслуживает особого внимания, потому как применяется в большинстве сфер – причем как в домашних условиях, так на производстве и в строительстве.
Для осуществления сварки электродугового типа используются сварочные аппараты, чаще всего в качестве них выступают инверторы. Они предназначены для генерации и поддержания электродуги, представляющей собой результат взаимодействия катода и анода.
- Анод – это электрод, на котором происходит окисление.
- Катод – это электрод, на котором происходит восстановление.

Между ними происходит процесс, результатом которого служит выработка большого объема тепловой энергии, достаточного для плавки металлов. Под воздействием высоких температур создается сварная ванна, которая и способствует скреплению нужных заготовок. Когда температура падает, провар кристаллизуется, что окончательно упрочняет металлический шов.
Мы рассмотрим, какая бывает контактная сварка электрической дугой – виды сварных работ по металлу.
ММА – ручная дуговая сварка
Сильной стороной ручной дуговой сварки является ее доступность: MMA – самый распространенный тип, причем это касается как легкости освоения, так цены оборудования и расходного снаряжения. Используя ручную дуговую сварку, можно в домашних условиях произвести ремонт бытового оборудования или автомобиля, собрать несложную конструкцию, починить каркас из металла. А сколько мангалов было сварено таким образом?..
Перечисляя самые распространенные виды сварки в профессиональной сфере, ручную дуговую также не получится обделить вниманием. MMA позволяет создавать сварочные соединения, применимые в строительстве, машиностроении, тяжелой промышленности; найдет применение как в небольших СТО и мастерских, так и на крупных полномасштабных производствах.
MMA позволяет создавать сварочные соединения, применимые в строительстве, машиностроении, тяжелой промышленности; найдет применение как в небольших СТО и мастерских, так и на крупных полномасштабных производствах.
В качестве оборудования применяются сварочные аппараты или инверторы, которые необходимы для создания тока с переменным или постоянным напряжением (как мы выяснили раньше, последний вариант является оптимальным для большинства ситуаций).
В качестве расходников представлены электроды – стержни из металла, имеющие обмазку из определенного состава. В процессе сварки создается высокая температура, из-за которой электроды постепенно оплавляются. Нагретая до состояния плавления проволока упрочняет соединение, когда оболочка электрода выделяет в сварочную ванну газовый состав. Последний выполняет особые функции:
- Предотвращает преждевременное окисление сварной ванны.
- Поддерживает стабильность электродуги.
- Позитивно сказывается на свойствах сварного шва.

Перейдем к преимуществам ручной дуговой сварки:
- Компактность. Электрододержатели достаточно компактны, чтобы предоставить сварщику возможность создавать соединения в труднодоступных местах. Ручная дуговая сварка позволит делать провары в различных позициях.
- Универсальность. При правильном выборе электродов вы сможете эффективно сваривать разные типы металлических конструкций.
- Простота освоения. Начать использовать сварочный инвертор для MMA можно с минимальными компетенциями, при этом вам практически не встретятся какие-либо виды наружных дефектов сварки.
Аргоновая сварка TIG
Данная разновидность сварки применяется, когда требуется создавать ответственные сварочные соединения, рассчитанные на высокую нагрузку. В отличие от ручной дуговой, она требует от сварщика обладания значительно большими компетенциями. В то же время, производительность сварных работ остается заметно ниже даже при высокой квалификации специалиста.
В то же время, производительность сварных работ остается заметно ниже даже при высокой квалификации специалиста.
Без аргоновой сварки не обойтись, когда требуется обеспечить герметичность соединений: к примеру, на нефте- или газоперерабатывающей промышленности, на производстве продуктов питания, при создании технически сложных товаров. Применяя TIG-сварку, удастся наиболее качественно скреплять металлические заготовки с тонкими стенками. Широкая сфера эксплуатации позволит работать с многими разновидностями металлов:
- нержавейкой,
- углеродистой,
- легированной,
- магниевыми, титановыми, медными заготовками.
Рассматривая все виды электрической сварки металлов, можно сделать вывод, что аргоновая позволит добиться наиболее эстетичного результата – финальный шов не только отличается высокой прочностью, но и выглядит крайне аккуратно. Из-за качества TIG-сварки получившаяся конструкция сможет выдерживать ощутимые нагрузки.
При реализации аргоновой сварки в качестве расходных материалов применяются неплавящиеся электроды, состоящие из угля, графита или вольфрама. Помимо них, используется подаваемая отдельно проволока – она должна иметь состав, идентичный тому, из которого сделаны свариваемые заготовки. Оболочка электродов образует инертный газ, который предотвращает попадание в сварную ванну кислорода из атмосферы.
MIG/MAG – сварка полуавтоматом
MIG/MAG сварка — разновидность сварки характерна тем, что не использует плавящиеся или неплавящиеся электроды – вместо них оборудование отдельно подает проволоку и газ. Присадочный материал поступает через горелку в автоматическом режиме, что позволит минимально отвлекаться от сварных работ.
На горелку также поступает газ, состав которого отличается в зависимости от обрабатываемого материала. К примеру, если газ имеет повышенную активность, в процессе создания провара металл брызгается, из-за чего сварочные соединения выглядят неэстетично. Но есть области применения различных видов сварки, в которых это не так важно, как высокая производительность.
Но есть области применения различных видов сварки, в которых это не так важно, как высокая производительность.
Особенность полуавтоматической сварки заключается в том, что ее получится осуществлять только с постоянным током. Несмотря на это, она популярна не только среди профессиональных мастеров, но и некоторых энтузиастов. Разберем преимущества MIG/MAG:
- Работа со стальными, чугунными, марганцевыми, медными, алюминиевыми, никелевыми заготовками.
- Автоматизация подачи присадочного материала.
- Тонкая настройка рабочего процесса за счет электроники.
- Создание соединений высокой сложности.
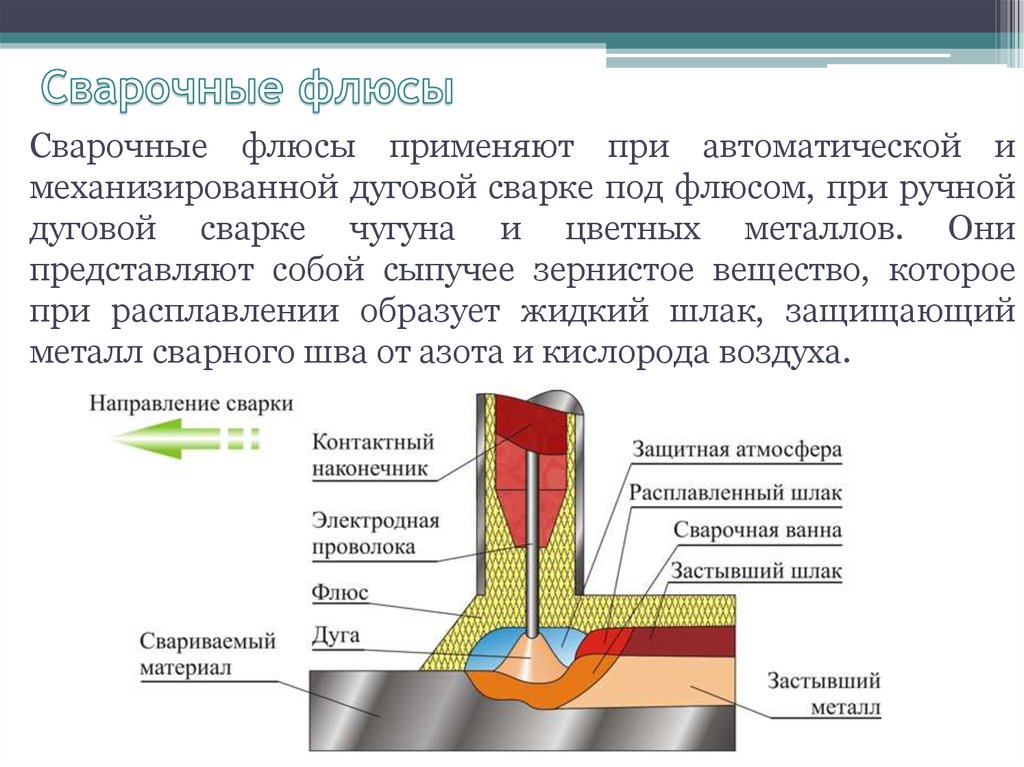
Сварка под флюсом
Следующий вид применяется исключительно в промышленных условиях. Флюсовые сварные работы позволяют добиться высочайшего качества шва: он будет способен выдерживать давление, экстремально низкие и высокие температуры, механические удары. При помощи данного метода производятся мореходные судна, космические спутники и шаттлы, поезда и другие технически сложные конструкции, рассчитанные на суровые условиях эксплуатации.
Флюс – это порошок, который при повышенной температуре выделяет газ, защищающий сварную ванну от окислений. Также с его помощью электродуга горит стабильно, а сварочные соединения упрочняются. Состав флюсового порошка зависит от типа металла. Сварные работы под флюсом нельзя выполнить в бытовых условиях: они создаются с помощью запрограммированных устройств, подающих расходник и сваривающих автономно.
Газоплазменная сварка
Рассматривая, какие есть виды профессиональной сварки по металлу, ранее мы упоминали только зависимые от электроэнергии. Они наиболее распространены и позволяют добиться высокого качества сварочных соединений, но неприменимы «в поле». Газопламенная сварка хороша именно тем, что подходит для выездных работ, где нет доступа к стабильному источнику электричества.
Принцип данной разновидности заключается в том, что сварная ванна образуется под высокой температурой от открытого огня. Он, в свою очередь, является следствием воспламенения кислородного потока и горючих газов – водородных, пропановых, бутановых, ацетиленовых, МАФ. Последний хорош тем, что позволяет добиться температурных условий почти в 3 000 °C. В то же время, данное вещество менее токсично и взрывоопасно, чем аналоги с более высокой теплоотдачей.
Он, в свою очередь, является следствием воспламенения кислородного потока и горючих газов – водородных, пропановых, бутановых, ацетиленовых, МАФ. Последний хорош тем, что позволяет добиться температурных условий почти в 3 000 °C. В то же время, данное вещество менее токсично и взрывоопасно, чем аналоги с более высокой теплоотдачей.
Газоплазменная сварка хорошо показывает себя в условиях отсутствия источников энергии. Открытое пламя позволяет повышать температуру металлических листов, что способствует эффективности. В то же время, в промышленных условиях сварка данным методом невозможна – всю работу придется выполнять вручную, и это будет медленнее по сравнению с аналогичными решениями. Освоить газоплазменные работы весьма непросто.
Плазменная
Еще один метод сварки, который возможен исключительно в производственных условиях. Обработка металла осуществляется за счет плазменного потока, создаваемого специальным устройством – плазмотроном. Как и в случае со сваркой под флюсом, работы сильно автоматизированы, что позволяет добиться высокого класса точности.
Как и в случае со сваркой под флюсом, работы сильно автоматизированы, что позволяет добиться высокого класса точности.
Сфера эксплуатации плазмотронов для сварных работ широка, потому как они наилучшим образом показывают себя с любыми металлическими заготовками. Сварочные соединения имеют глубокие провары, благодаря чему финальные конструкции обладают высокой степенью прочности.
Разновидность подходит как для деталей с малой толщиной стенок, так и для толстостенных промышленных изделий.
Термомеханическая сварка
Классификация различных видов сварки термомеханического типа представлена как методами, имеющими скорее историческую ценность, так и применимыми в современной промышленности.
Кузнечная сварка
Метод скрепления металлических конструкций, который применялся до стандартных для нашего времени способов сварки. Сильной стороной является энергонезависимость: используя кузнечный метод, вы не будете нуждаться в электричестве, газе или бензине.
Главным минусом можно назвать зависимость от навыков исполнителя: кузнечному делу обучаются годами, и качество сварочных соединений новичка разительно отличается от работы профессионала. Но это еще не всё, ведь в кузнях получится использовать только ограниченное число металлов – они должны обладать высокой гибкостью.
Вкратце рассмотрим, как работают кузнецы: для начала детали изделия нагреваются докрасна в раскаленной печи. Далее они соединяются; по частям бьют молотом для наилучшей стыковки. Данный метод является прародителем сварки, а сейчас используется для создания декоративных изделий. В промышленных и даже бытовых условиях он не востребован из-за высокой сложности и низкой производительности.
Контактная сварка
Вид сварки, который получил широкое распространение на крупных фабриках, работающих по конвейерному принципу. Сильной стороной является то, что ее легко автоматизировать – запрограммированные механизмы сваривают заготовки почти без участия человека.
Принцип заключается в следующем: две металлические заготовки плотно соединяются в потенциальной сварной плоскости, после чего при помощи сварочного трансформатора нагреваются до температуры плавления и прижимаются.
Диффузионная сварка
Принцип сварочных работ такого рода заключается в том, что при очень высокой силе сжатия атомные частицы даже твердых материалов будут смешиваться. Чтобы реализовать данный вид, используется специальная установка диффузионной сварки. В ней создается вакуум либо среда инертного газа. Заготовки сдавливают друг с другом с силой более 20 мегапаскалей.
Чтобы повысить эффективность, металл подогревается электрической энергией почти до состояния плавки. Для повышения качества установка продолжает работать какое-то время даже после окончания скрепления.
Механическая сварка
Следующая классификация видов сварки металла собрала виды, направленные на достижение температуры плавления путем механических воздействий.
Сварка трением
Общий принцип данного способа соединения металлов заключается в следующем: первая заготовка фиксируется в недвижимом состоянии, пока вторая, будучи прижатой вплотную, крутится с высокой скоростью. Трение образует сварочные соединения металлических конструкций.
Существуют следующие разновидности сварки трением:
- Между элементами трубопровода, расположенными статично, помещается подвижное кольцо.
- Метод закупоривания повреждений подразумевает, что вместо деформированного участка просверливается отверстие, а уже в него помещается крутящийся штифт. Важно, чтобы его материал соответствовал материалу конструкции.
- Линейная механическая сварка осуществляется путем трения двух изделий до температуры плавления стенок стыковки. Когда необходимый нагрев достигнут, элементы конструкции прижимаются друг к другу.
- Движение изделий методом предварительной раскрутки маховика.
Холодная сварка
При данном методе механической сварки задействованы пуансоны – элементы, применяющиеся в процессе прессования материалов. Метод прост: два изделия стыкуются между собой, после чего прессуются на месте шва. Если сварка требуется в одной точке, применяются стержни; если нужно создание шва, используются ролики.
За счет большого усилия происходит связь между атомами двух заготовок, скрепляющая их. При этом чем больше усилие и чем лучше подготовлены места соединения, тем качественнее получится результат сварочной работы.
Рассмотрим, заготовки из каких видов металлов бывают применимы для холодной сварки:
- алюминиевые,
- медные,
- цинковые,
- серебряные.
Сварка взрывом
Самый специфический вид сварочных работ, который, тем не менее, получил распространение в промышленных условиях, когда требуется состыковать две заготовки из разных типов металла. При помощи сварки взрывом производят конструкции из биметалла, в том числе имеющие крупные габариты.
При помощи сварки взрывом производят конструкции из биметалла, в том числе имеющие крупные габариты.
Разберем, как работает данный вид сварных работ:
- На устойчивую поверхность помещается статичная пластина.
- Над ней располагается второй элемент конструкции, который разворачивается под углом 3°.
- Поверх второго элемента конструкции равномерно помещается взрывчатое вещество вместе с детонирующим механизмом.
- Когда подвижный элемент подрывается, он с большим усилием соприкасается со статичной пластиной.
- В точке, где элементы касаются друг друга, появляется высокое давление. Из-за него обе детали конструкции подвергаются деформации, образуя связи на межатомном уровне.
Метод хорош тем, что не требует предварительно зачищать место стыковки. Кроме того, он сравнительно быстр в реализации. Недостатком является то, что из-за скорости реакции соединение получается не слишком глубоким.
Ультразвуковая сварка
Способ сварки, позволяющий скреплять металлические, пластиковые, кожаные, тканевые, стеклянные, керамические заготовки при помощи механических колебаний. Если долго воздействовать на материал, сначала пропадет оксидное покрытие – сильной стороной метода является то, что металл не нужно зачищать в месте потенциальных сварочных соединений. Возможно использование с небольшим подогревом – это повысит скорость обработки.
Основные виды сварки металлов | Полезные статьи о металлопрокате
- Главная
- Статьи
Задать вопрос
Наши специалисты ответят на любой интересующий вопрос по услуге
- Термическая сварка
- Термомеханические методы
- Механические методы
- Основные методы сварки
Сварка – процесс обработки металлов, обеспечивающий их плотное физическое соединение путем нагрева и плавления в месте стыковки, с добавлением связующего или без него. На протяжении многих лет были разработаны различные методы сварки объектов, каждый из которых предназначен для разных типов материалов и используется в определенной области. Классификация методов зависит от типа энергии, используемой для создания шва, благодаря ей различают следующие виды сварки металлов:
На протяжении многих лет были разработаны различные методы сварки объектов, каждый из которых предназначен для разных типов материалов и используется в определенной области. Классификация методов зависит от типа энергии, используемой для создания шва, благодаря ей различают следующие виды сварки металлов:
- Термический
- Термомеханический
- Механический
На нашем сайте можно заказать следующие услуги:
- Газовая резка
- Плазменная резка
- Лазерная резка
- Гидроабразивная резка
- Рубка на гильотины
- Гибка
- Оцинковка
- Резка листового проката на станке с ЧПУ
- Резка на ленто-пильном станке
- Размотка арматуры
Термическая сварка
В основе термических способов сварки используется нагрев:
- Электродуговая – один из основных видов сварки металлов. Благодаря производству высокой температуры (не менее 3000 градусов) между электродом и свариваемой поверхностью, получается сваривать большие металлические детали. Электрическая дуга позволяет легко соединять сталь, железо, алюминий, медные сплавы и никель, создавая долговечные и прочные сварные швы.
- Электрошлаковая – сварка, проходящая в вертикальном или близком к нему положении, при котором выделяемое электрическим током тепло проходит через слой жидкого шлака. Чаще всего применяется для соединения материалов большой толщины, отличается высокой эффективностью и минимальным риском трещинообразования, отсутствием деформации стыковых соединений.
- Электронно-лучевая – техника соединения металлов, при которой нагрев осуществляется благодаря энергии ускоренных электронов. Нагрев сфокусированным пучком высокоэнергетических электронов осуществляется локально, поэтому большая часть сборки остается холодной и стабильной. В результате получается очень узкий стык с минимальной зоной термического влияния.
- Плазменная – тип сварки металла, в котором для нагрева используется сжатая дуга, а в качестве источника энергии выступает плазменный ток.
- Термитная – вид сварки по металлу, название которого пошло от применяемых в процессе соединения термитов. Термит – смесь оксида железа и порошкового алюминия. При его нагревании до 1000 градусов происходит бурная экзотермическая реакция восстановления оксида железа. Термин выгорает с огромным тепловыделением (порядка 3000 градусов по Цельсию) и способствует образованию жидкого железа, которое заполняет правильно подготовленные формы, создавая прочный шов. Применяется для:
 Электрическая дуга позволяет легко соединять сталь, железо, алюминий, медные сплавы и никель, создавая долговечные и прочные сварные швы.
Электрическая дуга позволяет легко соединять сталь, железо, алюминий, медные сплавы и никель, создавая долговечные и прочные сварные швы.
- соединения стальных и чугунных изделий большого сечения;
- ремонта железнодорожных рельсов и дефектов отливки;
- ремонт валов с трещинами.
 Суть метода газовой сварки заключается в оплавлении кромок свариваемого материала с помощью горелки. Пламя горелки возникает в результате сгорания горючих газов и кислорода. В качестве топливного газа используется ацетилен, в редких случаях – водород или пропан.
Суть метода газовой сварки заключается в оплавлении кромок свариваемого материала с помощью горелки. Пламя горелки возникает в результате сгорания горючих газов и кислорода. В качестве топливного газа используется ацетилен, в редких случаях – водород или пропан.Термомеханические методы
К термомеханическому или комбинированному виду сварки относят способы соединения металлов путем их нагрева и давления:
- Прессовая – элементы соединяются благодаря равномерному нагреву и последующему штамповому сжатию.
- Контактная – нагрев производится электрическим током, после чего места соединения подвергаются пластической деформации.
- Диффузионная – соединение получают благодаря взаимной диффузии атомов. Диффузия происходит в верхних слоях металла за счет нагрева и сжатия с длительной выдержкой.
- Сварка ТВЧ – сварные швы нагреваются токами высокой частоты.
- Печная – металл нагревают в горне либо печи, соединяя его ударами молота.
- Термитная с давлением – нагрев производится за счет использования термита (смеси оксида железа и порошкового алюминия либо магния), после чего элементы соединяются под давлением.

Механические методы
Какие еще есть виды сварки металлов? Существует несколько типов сварки с использованием механической энергии и давления. К ним относят:
- Ультразвуковая сварка – разновидность сварки, в которой металлы соединяются под действием ультразвуковых колебаний.
- Холодная – сварка элементов благодаря пластической деформации зоны скрепления, без нагрева от внешнего источника тепла. Различают стесненный и свободный способы.
- Сварка взрывом – метод соединения металлов, при котором происходит процесс динамического давления соединяемых поверхностей за счет энергии, выделяющейся в результате детонации взрывчатого вещества.
- Магнитно-импульсное соединение – это процесс сварки двух элементов с использованием магнитных сил. Самым большим преимуществом использования магнитно-импульсной сварки является предотвращение образования хрупких интерметаллических фаз, следовательно, можно сваривать разные металлы, которые нельзя соединить термической сваркой.
 Самым большим преимуществом использования магнитно-импульсной сварки является предотвращение образования хрупких интерметаллических фаз, следовательно, можно сваривать разные металлы, которые нельзя соединить термической сваркой.
Самым большим преимуществом использования магнитно-импульсной сварки является предотвращение образования хрупких интерметаллических фаз, следовательно, можно сваривать разные металлы, которые нельзя соединить термической сваркой.
Основные методы сварки
К основным (наиболее распространенным) методам сварки относят электро- и газовую сварку.
Электросварка – получение надежных и долговечных соединений с использованием электрической дуги. Сварочные работы могут производиться как на воздухе, так и в помещении. Различают автоматическую, полуавтоматическую и ручную типы сварки. Последнюю можно назвать самой распространенной. При проведении ручной сварки, сварщик имеет возможность сам определять нужный для него в данной ситуации режим подачи электрода. Полуавтоматический способ предполагает подачу электродной проволоки в зону создания шва специальным устройством.
В процессе сварки металлов применяется специальное сварочное оборудование: компактные инверторы, трансформаторы, выпрямители электрического тока.
Газосварка – метод, позволяющий получать высокопрочные соединения деталей из стали, латуни, бронзы и чугуна.
Заказать услугу
Оформите заявку на сайте, мы свяжемся с вами в ближайшее время и ответим на все интересующие вопросы.
Поделиться ссылкой:
Вернуться к списку
Сварка, виды сварки, история сварки
Сварка — технологический процесс соединения твёрдых материалов в результате действия межатомных сил, которое происходит при местном сплавлении или совместном пластическом деформировании свариваемых частей. Сваркой получают изделия из металла и неметаллических материалов (стекла, керамики, пластмасс и др.). Изменяя режимы сварки, можно наплавлять слои металла различной толщины и различного состава.
На специальном оборудовании в определенных условиях можно осуществлять процессы, противоположные по своей сущности процессу соединения, например огневую, или термическую, резку металлов.
Историческая справка
Простейшие приёмы сварки были известны в 8-7-м тыс. до н. э. В основном сваривались изделия из меди, которые предварительно подогревались, а затем сдавливались. При изготовлении изделий из меди, бронзы, свинца, благородных металлов применялась т. н. литейная сварка. Соединяемые детали заформовывали, подогревали и место соединения заливали заранее приготовленным расплавленным металлом.
Изделия из железа и его сплавов получали их нагревом до «сварочного жара» в кузнечных горнах с последующей проковкой. Этот способ известен под названием горновая, или кузнечная, сварка. Только эти два способа сварки были распространены вплоть до конца 19 в. Толчком к появлению принципиально новых способов соединения металлов явилось открытие в 1802 дугового разряда В. В. Петровым. В 1882 Н. Н. Бенардос и в 1890 Н. Г. Славянов предложили первые практически пригодные способы сварки с использованием электрической дуги. В начале 20 в. дуговая электросварка постепенно стала ведущим промышленным способом соединения металлов. К началу 20 в. относятся и первые попытки применения для сварки и резки горючих газов в смеси с кислородом. Первую ацетилено-кислородную сварочную горелку сконструировал французский инженер Э. Фуше, который получил на неё патент в Германии в 1903. В России этот способ стал известен предположительно к 1905, получил распространение к 1911. Процесс дуговой сварки совершенствовался, появились её разновидности: под флюсом, в среде защитных газов и др. Во 2-й половине 20 в. для сварки стали использовать др. виды энергии: плазму, электронный, фотонный и лазерный лучи, взрыв, ультразвук и др.
К началу 20 в. относятся и первые попытки применения для сварки и резки горючих газов в смеси с кислородом. Первую ацетилено-кислородную сварочную горелку сконструировал французский инженер Э. Фуше, который получил на неё патент в Германии в 1903. В России этот способ стал известен предположительно к 1905, получил распространение к 1911. Процесс дуговой сварки совершенствовался, появились её разновидности: под флюсом, в среде защитных газов и др. Во 2-й половине 20 в. для сварки стали использовать др. виды энергии: плазму, электронный, фотонный и лазерный лучи, взрыв, ультразвук и др.
Классификация
Современные способы сварки. металлов можно разделить на две большие группы: сварка плавлением, или сварка в жидкой фазе, и сварка давлением, или сварка в твёрдой фазе. При сварке плавлением расплавленный металл соединяемых частей самопроизвольно, без приложения внешних сил соединяется в одно целое в результате расплавления и смачивания в зоне сварки и взаимного растворения материала. При сварке давлением для соединения частей без расплавления необходимо значительное давление. Граница между этими группами не всегда достаточно чёткая, например возможна сварка с частичным оплавлением деталей и последующим сдавливанием их (контактная электросварка). В предлагаемой классификации в каждую группу входит несколько способов. К сварке плавлением относятся: дуговая, плазменная, электрошлаковая, газовая, лучевая и др.; к сварке давлением — горновая, холодная, ультразвуковая, трением, взрывом и др. В основу классификации может быть положен и какой-либо др. признак. Например, по роду энергии могут быть выделены следующие виды сварки электрическая (дуговая, контактная, электрошлаковая, плазменная, индукционная и т. д.), механическая (трением, холодная, ультразвуковая и т. п.), химическая (газовая, термитная), лучевая (фотонная, электронная, лазерная).
При сварке давлением для соединения частей без расплавления необходимо значительное давление. Граница между этими группами не всегда достаточно чёткая, например возможна сварка с частичным оплавлением деталей и последующим сдавливанием их (контактная электросварка). В предлагаемой классификации в каждую группу входит несколько способов. К сварке плавлением относятся: дуговая, плазменная, электрошлаковая, газовая, лучевая и др.; к сварке давлением — горновая, холодная, ультразвуковая, трением, взрывом и др. В основу классификации может быть положен и какой-либо др. признак. Например, по роду энергии могут быть выделены следующие виды сварки электрическая (дуговая, контактная, электрошлаковая, плазменная, индукционная и т. д.), механическая (трением, холодная, ультразвуковая и т. п.), химическая (газовая, термитная), лучевая (фотонная, электронная, лазерная).
Сварка плавлением
Простейший способ сварки — ручная дуговая сварки — основан на использовании электрической дуги. К одному полюсу источника тока гибким проводом присоединяется держатель, к другому — свариваемое изделие. В держатель вставляется угольный или металлический электрод. При коротком прикосновении электрода к изделию зажигается дуга, которая плавит основной металл и стержень электрода (при металлическом электроде), образуя сварочную ванну, дающую при затвердевании сварной шов. Температура сварочной дуги 6000-10000 С (при стальном электроде). Для питания дуги используют ток силой 100-350 а, напряжением 25-40 в от специальных источников.
К одному полюсу источника тока гибким проводом присоединяется держатель, к другому — свариваемое изделие. В держатель вставляется угольный или металлический электрод. При коротком прикосновении электрода к изделию зажигается дуга, которая плавит основной металл и стержень электрода (при металлическом электроде), образуя сварочную ванну, дающую при затвердевании сварной шов. Температура сварочной дуги 6000-10000 С (при стальном электроде). Для питания дуги используют ток силой 100-350 а, напряжением 25-40 в от специальных источников.
При дуговой сварке кислород и азот атмосферного воздуха активно взаимодействуют с расплавленным металлом, образуют окислы и нитриды, снижающие прочность и пластичность сварного соединения. Существуют внутренние и внешние способы защиты места сварки введение различных веществ в материал электрода и электродного покрытия (внутренняя защита), введение в зону сварки инертных газов и окиси углерода, покрытие места сварки сварочными флюсами (внешняя защита). При отсутствии внешних средств защиты сварочная дуга называется открытой, при наличии их — защищенной или погруженной. Наибольшее практическое значение имеет электросварка открытой дугой покрытым плавящимся электродом. Высокое качество сварного соединения позволяет использовать этот способ при изготовлении ответственных изделий. Одной из важнейших проблем сварочной техники является механизация и автоматизация дуговой сварки . При изготовлении изделий сложной формы часто более рациональной оказывается полуавтоматическая дуговая сварки , при которой механизирована подача электродной проволоки в держатель сварочного полуавтомата. Защиту дуги осуществляют также сварочным флюсом. Идея этого способа, получившего название сварки под флюсом, принадлежит Н. Г. Славянову (конец 19 в.), применившему в качестве флюса дроблёное стекло. Промышленный способ разработан и внедрён в производство под руководством академика Е. О. Патона (40-е гг. 20 в.). сварка под флюсом получила значительное промышленное применение, т.
При отсутствии внешних средств защиты сварочная дуга называется открытой, при наличии их — защищенной или погруженной. Наибольшее практическое значение имеет электросварка открытой дугой покрытым плавящимся электродом. Высокое качество сварного соединения позволяет использовать этот способ при изготовлении ответственных изделий. Одной из важнейших проблем сварочной техники является механизация и автоматизация дуговой сварки . При изготовлении изделий сложной формы часто более рациональной оказывается полуавтоматическая дуговая сварки , при которой механизирована подача электродной проволоки в держатель сварочного полуавтомата. Защиту дуги осуществляют также сварочным флюсом. Идея этого способа, получившего название сварки под флюсом, принадлежит Н. Г. Славянову (конец 19 в.), применившему в качестве флюса дроблёное стекло. Промышленный способ разработан и внедрён в производство под руководством академика Е. О. Патона (40-е гг. 20 в.). сварка под флюсом получила значительное промышленное применение, т. к. позволяет автоматизировать процесс, является достаточно производительной, пригодна для осуществления различного рода сварных соединений, обеспечивает хорошее качество шва. В процессе С. дуга находится под слоем флюса, который защищает глаза работающих от излучений, но затрудняет наблюдение за формированием шва.
к. позволяет автоматизировать процесс, является достаточно производительной, пригодна для осуществления различного рода сварных соединений, обеспечивает хорошее качество шва. В процессе С. дуга находится под слоем флюса, который защищает глаза работающих от излучений, но затрудняет наблюдение за формированием шва.
При механизированных способах сварки применяют газовую защиту — сварка в защитных газах, или газоэлектрическая сварка. Идея этого способа принадлежит Н. Н. Бенардосу (конец 19 в.). Сварка осуществляется сварочной горелкой или в камерах, заполненных газом. Газы непрерывно подаются в дугу и обеспечивают высокое качество соединения. Используют инертные и активные газы. Наилучшие результаты даёт применение гелия и аргона. Гелий из-за высокой стоимости его получения используют только при выполнении специальных ответственных работ. Более широко распространена автоматическая и полуавтоматическая сварка в аргоне или в смеси его с другими газами неплавящимся вольфрамовым и плавящимся стальным электродами. Этот способ применим для соединения деталей обычно небольших толщин из алюминия, магния и их сплавов, всевозможных сталей, жаропрочных сплавов, титана и его сплавов, никелевых и медных сплавов, ниобия, циркония, тантала и др. Самый дешёвый способ, обеспечивающий высокое качество, — сварка в углекислом газе, промышленное применение которой разработано в 50-е гг. 20 в. в Центральном научно-исследовательском институте технологии и машиностроения (ЦНИИТМАШ) под руководством К. В. Любавского. Для сварки в углекислом газе используют электродную проволоку. Способ пригоден для соединения изделий из стали толщиной 1-30 мм.
Этот способ применим для соединения деталей обычно небольших толщин из алюминия, магния и их сплавов, всевозможных сталей, жаропрочных сплавов, титана и его сплавов, никелевых и медных сплавов, ниобия, циркония, тантала и др. Самый дешёвый способ, обеспечивающий высокое качество, — сварка в углекислом газе, промышленное применение которой разработано в 50-е гг. 20 в. в Центральном научно-исследовательском институте технологии и машиностроения (ЦНИИТМАШ) под руководством К. В. Любавского. Для сварки в углекислом газе используют электродную проволоку. Способ пригоден для соединения изделий из стали толщиной 1-30 мм.
К электрическим способам сварки плавлением относится электрошлаковая сварка, при которой процесс начинается, как при дуговой сварке плавящимся электродом — зажиганием дуги, а продолжается без дугового разряда. При этом значительное количество шлака закрывает сварочную ванну. Источником нагрева металла служит тепло, выделяющееся при прохождении электрического тока через шлак. Способ разработан в институте электросварки им. Е. О. Патона и получил промышленное применение (в конце 50-х гг.). Возможна электрошлаковая сварка металлов толщиной до 200 мм (одним электродом), до 2000 мм (одновременно работающими несколькими электродами). Она целесообразна и экономически выгодна при толщине основного металла более 30 мм. Электрошлаковым способом можно выполнять ремонтные работы, производить наплавку, когда требуется значительная толщина наплавляемого слоя. Способ нашёл применение в производстве паровых котлов, станин прессов, прокатных станов, строительных металлоконструкций и т. п.
Способ разработан в институте электросварки им. Е. О. Патона и получил промышленное применение (в конце 50-х гг.). Возможна электрошлаковая сварка металлов толщиной до 200 мм (одним электродом), до 2000 мм (одновременно работающими несколькими электродами). Она целесообразна и экономически выгодна при толщине основного металла более 30 мм. Электрошлаковым способом можно выполнять ремонтные работы, производить наплавку, когда требуется значительная толщина наплавляемого слоя. Способ нашёл применение в производстве паровых котлов, станин прессов, прокатных станов, строительных металлоконструкций и т. п.
Осуществление дуговой электросварки возможно также в воде (пресной и морской). Первый практически пригодный способ сварки под водой был создан в СССР в Московском электромеханическом институте инженеров ж.-д. транспорта в 1932 под руководством К. К. Хренова. Дуга в воде горит устойчиво, охлаждающее действие воды компенсируется небольшим повышением напряжения дуги, которая плавит металл в воде так же легко, как и на воздухе. Сварка производится вручную штучным плавящимся стальным электродом с толстым (до 30% толщины электрода) водонепроницаемым покрытием. Качество сварки несколько ниже, чем на воздухе, металл шва недостаточно пластичен. В 70-е гг. в СССР в институте электросварки им. Е. О. Патона осуществлена сварка под водой полуавтоматом, в котором в качестве электрода использована т. н. порошковая проволока (тонкая стальная трубка, набитая смесью порошков), непрерывно подаваемая в дугу. Порошок является флюсом. Подводная сварка ведётся на глубине до 100 м, получила распространение в судоремонтных и аварийно-спасательных работах.
Сварка производится вручную штучным плавящимся стальным электродом с толстым (до 30% толщины электрода) водонепроницаемым покрытием. Качество сварки несколько ниже, чем на воздухе, металл шва недостаточно пластичен. В 70-е гг. в СССР в институте электросварки им. Е. О. Патона осуществлена сварка под водой полуавтоматом, в котором в качестве электрода использована т. н. порошковая проволока (тонкая стальная трубка, набитая смесью порошков), непрерывно подаваемая в дугу. Порошок является флюсом. Подводная сварка ведётся на глубине до 100 м, получила распространение в судоремонтных и аварийно-спасательных работах.
Один из перспективных способов сварки — плазменная сварка — производится плазменной горелкой. Сущность этого способа сварки состоит в том, что дуга горит между вольфрамовым электродом и изделием и продувается потоком газа, в результате чего образуется плазма, используемая для высокотемпературного нагрева металла. Перспективная разновидность плазменной сварки — сварка сжатой дугой (газы столба дуги, проходя через калиброванный канал сопла горелки, вытягиваются в тонкую струю). При сжатии дуги меняются её свойства: значительно повышается напряжение дуги, резко возрастает температура (до 20000-30000 С). Плазменная сварка получила промышленное применение для соединения тугоплавких металлов, причём автоматы и полуавтоматы для дуговой сварки легко могут быть приспособлены для плазменной при соответствующей замене горелки. Плазменную сварку используют как для соединения металлов больших толщин (многослойная сварка с защитой аргоном), так и для соединения пластин и проволоки толщиной от десятков мкм до 1 мм (микросварка, сварка. игольчатой дугой). Плазменной струей можно осуществлять также др. виды плазменной обработки, в том числе плазменную резку металлов.
При сжатии дуги меняются её свойства: значительно повышается напряжение дуги, резко возрастает температура (до 20000-30000 С). Плазменная сварка получила промышленное применение для соединения тугоплавких металлов, причём автоматы и полуавтоматы для дуговой сварки легко могут быть приспособлены для плазменной при соответствующей замене горелки. Плазменную сварку используют как для соединения металлов больших толщин (многослойная сварка с защитой аргоном), так и для соединения пластин и проволоки толщиной от десятков мкм до 1 мм (микросварка, сварка. игольчатой дугой). Плазменной струей можно осуществлять также др. виды плазменной обработки, в том числе плазменную резку металлов.
Газовая сварка
Газовая сварка относится к способам сварка плавлением с использованием энергии газового пламени, применяется для соединения различных металлов обычно небольшой толщины — до 10 мм. Газовое пламя с такой температурой получается при сжигании различных горючих в кислороде (водородно-кислородная, бензино-кислородная, ацетилено-кислородная сварка и др. ).
).
Промышленное применение получила ацетилено-кислородная газовая сварка. Существенное отличие газовой сварки от дуговой сварки — более плавный и медленный нагрев металла, Это обстоятельство определяет применение газовой сварки для соединения металлов малых толщин, требующих подогрева в процессе сварки (например, чугун и некоторые специальные стали), замедленного охлаждения (например, инструментальные стали) и т. д. Благодаря универсальности, сравнительной простоте и портативности оборудования газовая сварка целесообразна при выполнении ремонтных работ. Промышленное применение имеет также газопрессовая сварка стальных труб и рельсов, заключающаяся в равномерном нагреве ацетилено-кислородным пламенем металла в месте стыка до пластического состояния и последующей осадке с прессованием или проковкой.
Перспективными являются появившиеся в 60-е гг. способы лучевой сварки , также осуществляемые без применения давления. Электроннолучевая (электронная) сварка производится сфокусированным потоком электронов. Изделие помещается в камеру, в которой поддерживается вакуум (10-2-10-4 н/м2), необходимый для свободного движения электронов и сохранения концентрированного пучка электронов. От мощного источника электронов (электронной пушки) на изделие направляется управляемый электронный луч, фокусируемый магнитным и электростатическими полями. Концентрация энергии в сфокусированном пятне до 109 вт/см2. Перемещая луч по линии сварки , можно сваривать швы любой конфигурации при высокой скорости. Вакуум способствует меньшему окислению металла шва. Электронный луч плавит и доводит до кипения практически все металлы и используется не только для сварки , но и для резки, сверления отверстий и т. п. Скорость сварки этим способом в 1,5- 2 раза превышает скорость дуговой при аналогичных операциях. Недостаток этого способа — большие затраты на создание вакуума и необходимость высокого напряжения для обеспечения достаточно мощного излучения. Этих недостатков лишён др. способ лучевой сварки — фотонная (световая) сварка.
Изделие помещается в камеру, в которой поддерживается вакуум (10-2-10-4 н/м2), необходимый для свободного движения электронов и сохранения концентрированного пучка электронов. От мощного источника электронов (электронной пушки) на изделие направляется управляемый электронный луч, фокусируемый магнитным и электростатическими полями. Концентрация энергии в сфокусированном пятне до 109 вт/см2. Перемещая луч по линии сварки , можно сваривать швы любой конфигурации при высокой скорости. Вакуум способствует меньшему окислению металла шва. Электронный луч плавит и доводит до кипения практически все металлы и используется не только для сварки , но и для резки, сверления отверстий и т. п. Скорость сварки этим способом в 1,5- 2 раза превышает скорость дуговой при аналогичных операциях. Недостаток этого способа — большие затраты на создание вакуума и необходимость высокого напряжения для обеспечения достаточно мощного излучения. Этих недостатков лишён др. способ лучевой сварки — фотонная (световая) сварка. В отличие от электронного луча, световой луч может проходить значительные расстояния в воздухе, не теряя заметно энергии (т. е. отпадает необходимость в вакууме), может почти без ослабления просвечивать прозрачные материалы (стекло, кварц и т. п.), т. е. обеспечивается стерильность зоны сварки при пропускании луча через прозрачную оболочку. Луч фокусируется зеркалом и концентрируется оптической системой (например, кварцевой линзой). При потребляемой мощности 50 квт в луче удаётся сконцентрировать около 15 квт.
В отличие от электронного луча, световой луч может проходить значительные расстояния в воздухе, не теряя заметно энергии (т. е. отпадает необходимость в вакууме), может почти без ослабления просвечивать прозрачные материалы (стекло, кварц и т. п.), т. е. обеспечивается стерильность зоны сварки при пропускании луча через прозрачную оболочку. Луч фокусируется зеркалом и концентрируется оптической системой (например, кварцевой линзой). При потребляемой мощности 50 квт в луче удаётся сконцентрировать около 15 квт.
Для создания светового луча может служить не только искусственный источник света, но и естественный — Солнце. Этот способ сварки , называется гелиосваркой, применяется в условиях значительной солнечной радиации, Для сварки используется также излучение оптических квантовых генераторов — лазеров, Лазерная сварка занимает видное место в лазерной технологии.
Сварка давлением
Способы сварки в твёрдой фазе дают сварное соединение, прочность которого иногда превышает прочность основного металла. Кроме того, в большинстве случаев при сварке давлением не происходит значительных изменений в химическом составе металла, т. к. металл либо не нагревается, либо нагревается незначительно. Это делает способы сварки давлением незаменимыми в ряде отраслей промышленности (электротехнической, электронной, космической и др.).
Кроме того, в большинстве случаев при сварке давлением не происходит значительных изменений в химическом составе металла, т. к. металл либо не нагревается, либо нагревается незначительно. Это делает способы сварки давлением незаменимыми в ряде отраслей промышленности (электротехнической, электронной, космической и др.).
Холодная сварка выполняется без применения нагрева, одним только приложением давления, создающим значительную пластическую деформацию (до состояния текучести), которая должна быть не ниже определённого значения, характерного для данного металла. Перед сваркой требуется тщательная обработка и очистка соединяемых поверхностей (осуществляется обычно механическим путём, например вращающимися проволочными щётками). Этот способ сварки достаточно универсален, пригоден для соединения многих металлических изделий (проводов, стержней, полос, тонкостенных труб и оболочек) и неметаллических материалов, обладающих достаточной пластичностью (смолы, пластмассы, стекло и т. п.). Перспективно применение холодной сварки в космосе.
Для сварки можно использовать механическую энергию трения. Сварка трением осуществляется на машине, внешне напоминающей токарный станок. Детали зажимаются в патронах и сдвигаются до соприкосновения торцами. Одна из деталей приводится во вращение от электродвигателя. В результате трения разогреваются и оплавляются поверхностные слои на торцах, вращение прекращается и производится осадка деталей, сварка высокопроизводительна, экономична, применяется, например, для присоединения режущей части металлорежущего инструмента к державке.
Ультразвуковая сварка основана на использовании механических колебаний частотой 20 кгц. Колебания создаются магнитострикционным преобразователем, превращающим электромагнитные колебания в механические. На сердечник, изготовленный из магнитострикционного материала, намотана обмотка. При питании обмотки токами ВЧ из электрической сети в сердечнике возникают продольные механические колебания. Металлический наконечник, соединённый с сердечником, служит сварочным инструментом. Если наконечник с некоторым усилием прижать к свариваемым деталям, то через несколько секунд они оказываются сваренными в месте давления инструмента. В результате колебаний сердечника поверхности очищаются и немного разогреваются, что способствует образованию прочного сварного соединения. Этот способ сварки металлов малых толщин (от нескольких мкм до1,5 мм) и некоторых пластмасс нашёл применение в электротехнической, электронной, радиотехнической промышленности. В начале 70-х гг. этот вид сварки использован в медицине (работы коллектива сотрудников Московского высшего технического училища им. Н. Э. Баумана под руководством Г. А. Николаева в содружестве с медиками) для соединения, наплавки, резки живых тканей. При сварке и наплавке костных тканей, например отломков берцовых костей, рёбер и пр., конгломерат из жидкого мономера циакрина и твёрдых добавок (костной стружки и разных наполнителей и упрочнителей) наносится на поврежденное место и уплотняется ультразвуковым инструментом, в результате чего ускоряется полимеризация.
Если наконечник с некоторым усилием прижать к свариваемым деталям, то через несколько секунд они оказываются сваренными в месте давления инструмента. В результате колебаний сердечника поверхности очищаются и немного разогреваются, что способствует образованию прочного сварного соединения. Этот способ сварки металлов малых толщин (от нескольких мкм до1,5 мм) и некоторых пластмасс нашёл применение в электротехнической, электронной, радиотехнической промышленности. В начале 70-х гг. этот вид сварки использован в медицине (работы коллектива сотрудников Московского высшего технического училища им. Н. Э. Баумана под руководством Г. А. Николаева в содружестве с медиками) для соединения, наплавки, резки живых тканей. При сварке и наплавке костных тканей, например отломков берцовых костей, рёбер и пр., конгломерат из жидкого мономера циакрина и твёрдых добавок (костной стружки и разных наполнителей и упрочнителей) наносится на поврежденное место и уплотняется ультразвуковым инструментом, в результате чего ускоряется полимеризация. Эффективно применение ультразвуковой резки в хирургии. Сварочный инструмент ультразвукового аппарата заменяется пилой, скальпелем или ножом. Значительно сокращаются время операции, потеря крови и болевые ощущения.
Эффективно применение ультразвуковой резки в хирургии. Сварочный инструмент ультразвукового аппарата заменяется пилой, скальпелем или ножом. Значительно сокращаются время операции, потеря крови и болевые ощущения.
Одним из способов электрической сварки является контактная сварка, или сварка сопротивлением (в этом случае электрический ток пропускают через место сварки , оказывающее омическое сопротивление прохождению тока). Разогретые и обычно оплавленные детали сдавливаются или осаживаются, т. о. контактная сварка по методу осадки относится к способам сварки давлением (см. Контактная электросварка). Этот способ отличается высокой степенью механизации и автоматизации и получает всё большее распространение в массовом и серийном производстве (например, соединение деталей автомобилей, самолётов, электронной и радиотехнической аппаратуры), а также применяется для стыковки труб больших диаметров, рельсов и т. п.
Наплавка
От наиболее распространённой соединительной сварки отличается наплавка, применяемая для наращения на поверхность детали слоя материала, несколько увеличивающего массу и размеры детали. Наплавкой можно осуществлять восстановление размеров детали, уменьшенных износом, и облицовку поверхностного слоя. Восстановительная наплавка имеет высокую экономическую эффективность, т. к. таким способом восстанавливают сложные дорогие детали; распространена при ремонте на транспорте, в сельском хозяйстве, строительстве, горной промышленности и т. д. Облицовочная наплавка применяется для создания на поверхности детали слоя материала с особыми свойствами — высокой твёрдостью, износостойкостью и т. д. не только при ремонте, но и при производстве новых изделий. Для этого вида наплавки изготовляют наплавочные материалы с особыми свойствами (например, износостойкий сплав сормайт). Наплавочные работы ведут различными способами сварки дуговой, газовой, плазменной, электронной и т. п. Процесс наплавки может быть механизирован и автоматизирован. Выпускаются специальные наплавочные установки с автоматизацией основных операций.
Наплавкой можно осуществлять восстановление размеров детали, уменьшенных износом, и облицовку поверхностного слоя. Восстановительная наплавка имеет высокую экономическую эффективность, т. к. таким способом восстанавливают сложные дорогие детали; распространена при ремонте на транспорте, в сельском хозяйстве, строительстве, горной промышленности и т. д. Облицовочная наплавка применяется для создания на поверхности детали слоя материала с особыми свойствами — высокой твёрдостью, износостойкостью и т. д. не только при ремонте, но и при производстве новых изделий. Для этого вида наплавки изготовляют наплавочные материалы с особыми свойствами (например, износостойкий сплав сормайт). Наплавочные работы ведут различными способами сварки дуговой, газовой, плазменной, электронной и т. п. Процесс наплавки может быть механизирован и автоматизирован. Выпускаются специальные наплавочные установки с автоматизацией основных операций.
Термическая резка
Резка технологически отлична от сварки и противоположна ей по смыслу, но оборудование, материалы, приёмы выполнения операций близки к применяемым в сварочной технике. Под термической, или огневой, резкой подразумевают процессы, при которых металл в зоне резки нагревается до высокой температуры и самопроизвольно вытекает или удаляется в виде размягченных шлаков и окислов, а также может выталкиваться механическим действием (струей газа, электродом и т. п.). Резка выполняется несколькими способами. Наиболее важный и практически распространённый способ — кислородная резка, основанная на способности железа сгорать в кислороде, применяется обычно для резки сталей толщиной от 5 до 100 мм, возможно разделение материала толщиной до 2000 мм. Кислородной резкой выполняют также операции, аналогичные обработке режущим инструментом, — строжку, обточку, зачистку и т. п. Резку некоторых легированных сталей, чугуна, цветных металлов, для которых обычный способ малопригоден, осуществляют кислородно-флюсовым способом. Кислородная обработка нашла применение на металлургических и машиностроительных заводах, ремонтных предприятиях и т. п.
Под термической, или огневой, резкой подразумевают процессы, при которых металл в зоне резки нагревается до высокой температуры и самопроизвольно вытекает или удаляется в виде размягченных шлаков и окислов, а также может выталкиваться механическим действием (струей газа, электродом и т. п.). Резка выполняется несколькими способами. Наиболее важный и практически распространённый способ — кислородная резка, основанная на способности железа сгорать в кислороде, применяется обычно для резки сталей толщиной от 5 до 100 мм, возможно разделение материала толщиной до 2000 мм. Кислородной резкой выполняют также операции, аналогичные обработке режущим инструментом, — строжку, обточку, зачистку и т. п. Резку некоторых легированных сталей, чугуна, цветных металлов, для которых обычный способ малопригоден, осуществляют кислородно-флюсовым способом. Кислородная обработка нашла применение на металлургических и машиностроительных заводах, ремонтных предприятиях и т. п.
Дуговая резка, выполняемая как угольным, так и металлическим электродами, применяется при монтажных и ремонтных работах (например, в судостроении). Для поверхностной обработки и строжки металлов используют воздушно-дуговую резку, при которой металл из реза выдувается струей воздуха, что позволяет существенно улучшить качество резки.
Для поверхностной обработки и строжки металлов используют воздушно-дуговую резку, при которой металл из реза выдувается струей воздуха, что позволяет существенно улучшить качество резки.
Резку можно выполнять высокотемпературной плазменной струей. Для резки и прожигания отверстий перспективно применение светового луча, струи фтора, лазерного излучения. Дальнейшее развитие и совершенствование методов сварки и резки связано с внедрением и расширением сферы применения новых видов обработки — плазменной, электронной, лазерной, с разработкой совершенных технологических приёмов и улучшением конструкции оборудования. Возможно значительное расширение использования сварки и резки для подводных работ и в космосе. Направление прогресса в области сварочной техники характеризуется дальнейшей механизацией и автоматизацией основных сварочных работ и всех вспомогательных работ, предшествующих сварке и следующих за ней (применение манипуляторов, кантователей, роботов). Актуальной является проблема улучшения контроля качества С. , в том числе применение аппаратов с обратной связью, способных регулировать в автоматическом режиме работу сварочных автоматов.
, в том числе применение аппаратов с обратной связью, способных регулировать в автоматическом режиме работу сварочных автоматов.
Классификация сварки плавлением | Рудетранс
Все существующие способы сварки можно разделить на две основные группы: сварку давлением (контактная, газопрессовая, трением, холодная, ультразвуком) и сварку плавлением (газовая, термитная, электродуговая, электрошлаковая, электронно-лучевая, лазерная).
Простейшие виды сварки плавлением известны с глубокой древности, например литейная сварка. Современная схема сварки плавлением показана на рисунке.
К соединяемым деталям в месте сварки подводят сварочное пламя; производят местное расплавление деталей до образования общей сварочной ванны жидкого металла. После удаления сварочного пламени металл ванны быстро охлаждается и затвердевает, в результате детали оказываются соединёнными в одно целое. Перемещая пламя по линии сварки, можно получить сварной шов любой длины. Сварочное пламя должно иметь достаточную тепловую мощность и температуру; сварочную ванну нужно образовывать на сравнительно холодном металле: теплопроводность металлов высока и быстро образовать ванну может только очень горячее пламя. Опыт показывает, что для сварки стали толщиной несколько миллиметров температура сварочного пламени должна быть не ниже 2700-3000°C . Пламя с меньшей температурой или совсем не образует ванны или образует её слишком медленно, что даёт низкую производительность сварки и делает её экономически не выгодной. Источники тепла, развивающие столь высокие температуры, появились относительно недавно.
Сварочное пламя должно иметь достаточную тепловую мощность и температуру; сварочную ванну нужно образовывать на сравнительно холодном металле: теплопроводность металлов высока и быстро образовать ванну может только очень горячее пламя. Опыт показывает, что для сварки стали толщиной несколько миллиметров температура сварочного пламени должна быть не ниже 2700-3000°C . Пламя с меньшей температурой или совсем не образует ванны или образует её слишком медленно, что даёт низкую производительность сварки и делает её экономически не выгодной. Источники тепла, развивающие столь высокие температуры, появились относительно недавно.
Сварочное пламя расплавляет как металл, так и загрязнения на его поверхности, образующиеся шлаки всплывают на поверхность ванны. Горячее пламя сильно нагревает металл на поверхности, значительно выше точки плавления; в результате меняется химический состав металла и его структура после затвердевания; изменяются и механические свойства. Затвердевший металл ванны, так называемый металл сварного шва обычно по своим свойствам отличается от основного металла, незатронутого сваркой. Сварка плавлением отличается значительной универсальностью; современными сварочными источниками легко могут быть расплавлены почти все металлы, возможно соединение разнородных металлов.
Сварка плавлением отличается значительной универсальностью; современными сварочными источниками легко могут быть расплавлены почти все металлы, возможно соединение разнородных металлов.
Характерный признак сварки плавлением; выполнение её за один этап-нагрев сварочным пламенем, в отличие от сварки давлением.
Самое широкое распространение получили различные способы электрической сварки плавлением, а ведущее место занимает дуговая сварка, при которой источником теплоты служит электрическая дуга.
Электрическую сварку плавлением в зависимости от характера источников нагрева и расплавления свариваемых кромок можно разделить на следующие основные виды сварки:
- электрическая дуговая, где источником тепла является электрическая дуга;
- электрошлаковая , где основным источником теплоты является расплавленный шлак, через который протекает электрический ток;
- электронно-лучевая , при которой нагрев и расплавление кромок соединяемых деталей производят направленным потоком электронов, излучаемых раскалённым катодом;
- лазерная , при которой нагрев и расплавление кромок соединяемых деталей производят направленным сфокусированным мощным световым лучом микрочастиц-фотонов.

При электрической дуговой сварке основная часть теплоты, необходимая для нагрева и плавления металла, получается за счет дугового разряда, возникающего между свариваемым металлом и электродом. Под действием теплоты дуги кромки свариваемых деталей и торец плавящегося электрода расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания дугового разряда, получается от источников питания дуги постоянного или переменного тока. Классификация дуговой сварки производится в зависимости от степени механизации процесса сварки, рода тока и полярности, типа дуги, свойств электрода, вида защиты зоны сварки от атмосферного воздуха и др.
По степени механизации различают сварку вручную, полуавтоматическую и автоматическую сварку. Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определенной длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки.
При ручной сварке указанные операции, необходимые для образования шва, выполняются рабочим-сварщиком вручную без применения механизмов.
При полуавтоматической сварке плавящимся электродом механизируются операции по подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются вручную.
При автоматической сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва. Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1-6 мм; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
По роду тока различают дуги, питаемые постоянным током прямой (минус на электроде) или обратной (плюс на электроде) полярности или переменным током. В зависимости от способов сварки применяют ту или иную полярность. Сварка под флюсом и в среде защитных газов обычно производится на обратной полярности.
В зависимости от способов сварки применяют ту или иную полярность. Сварка под флюсом и в среде защитных газов обычно производится на обратной полярности.
По типу дуги различают дугу прямого действия (зависимую дугу) и дугу косвенного действия (независимую дугу). В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором — дуга горит между двумя электродами. Основной металл не является частью сварочной цепи и расплавляется преимущественно за счёт теплоотдачи от газов столба дуги. В этом случае питание дуги осуществляется обычно переменным током, но она имеет незначительное применение из-за малого коэффициента полезного действия дуги (отношение полезно используемой тепловой мощности дуги к полной тепловой мощности).
По свойствам электрода различают способы сварки плавящимся электродом и неплавящимся (угольным, графитовым и вольфрамовым). Сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления. Этот вид сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше — многоэлектродной сваркой пучком электродов. Если каждый из электродов получает независимое питание — сварку называют двухдуговой (многодуговой) сваркой. При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.
Сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления. Этот вид сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше — многоэлектродной сваркой пучком электродов. Если каждый из электродов получает независимое питание — сварку называют двухдуговой (многодуговой) сваркой. При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.
По условиям наблюдения за процессом горения дуги различают открытую, закрытую и полуоткрытую дугу. При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стёкла — светофильтры. Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах. Закрытая дуга располагается полностью в расплавленном флюсе — шлаке, основном металле и под гранулированным флюсом, и она невидима. Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
Закрытая дуга располагается полностью в расплавленном флюсе — шлаке, основном металле и под гранулированным флюсом, и она невидима. Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
По роду защиты зоны сварки от окружающего воздуха различают следующие способы сварки: без защиты (голым электродом, электродом со стабилизирующим покрытием), со шлаковой защитой (толстопокрытыми электродами, под флюсом), шлакогазовой (толстопокрытыми электродами), газовой защитой (в среде газов) с комбинированной защитой (газовая среда и покрытие или флюс). Стабилизирующие покрытия представляют собой материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки. Защитные покрытия представляют собой механическую смесь различных материалов, предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва.
Защитные покрытия представляют собой механическую смесь различных материалов, предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва.
Наибольшее применение имеют средне — и толстопокрытые электроды, предназначенные для ручной дуговой сварки и наплавки, изготовляемые в специальных цехах или на заводах.
Применяются также магнитные покрытия, которые наносятся на проволоку в процессе сварки за счёт электромагнитных сил, возникающих между находящейся под током электродной проволокой и ферромагнитным порошком, находящемся в бункере, через который проходит электродная проволока при полуавтоматической или автоматической сварке. Иногда это ещё сопровождается дополнительной подачей защитного газа.
что такое сварка, классификация способов сварки
Сваркой называют соединение металлов путем их плавления. Этот процесс широко применяется во многих отраслях машиностроения и строительства. Его физическая сущность заключается в создании связей между атомами и молекулами двух поверхностей, соединяемых между собой. Чтобы они имели высокую прочность нужно соблюдать следующие условия:
Его физическая сущность заключается в создании связей между атомами и молекулами двух поверхностей, соединяемых между собой. Чтобы они имели высокую прочность нужно соблюдать следующие условия:
- очистка заготовок от грязи;
- энергетическая активация атомов;
- размещение свариваемых деталей на таком расстоянии, равным с межатомным расстоянием.
Благодаря развитию технологий сварку можно осуществлять не только в условиях промышленных предприятий, но и в монтажных и полевых и даже в космосе. Для обработки используют различные источники энергии, поэтому данный процесс требует предельного внимания и соблюдения норм работы.
Содержание
Разновидности сварки
На сегодняшний день существует не менее 10 видов, которые применяются в деле. Наибольшую популярность получили виды сварки, с помощью которых скрепляют не только металлы, но и стекло керамику и пластик. В настоящее время выделяют сварки, отличающихся между собой типом энергии, используемым для выполнения работ.
Термическая сварка
При термической сварке происходит соединение деталей на молекулярном уровне, с применением металла расплавленного от воздействия источника энергии. Прочный монолитный шов образовывается за счет жидкого металла, который заполняет промежуток между деталями.
прочность соединения
небольшой расход металла
низкая себестоимость
термическую обработку можно осуществлять только на тугоплавких металлах
наличие оксидной пленки на поверхности изделия существенно ухудшает качество соединения
Электродуговая контактная сварка
Этот универсальный вид сварки является самым распространенным способом и применяется как в производстве, так и в бытовых условиях. При выполнении электросварки не требуется использование дорогостоящего оборудования, к тому же проводить ее могут даже новички.
Схема электродуговой ручной сварки плавящимся электродом.Принцип работы такого метода подразумевает расплавление прилегающих друг к другу областей свариваемых деталей при помощи тепла, поступающего от электрической дуги. Дуга расплавляет электрод и основной металл, образуя сварочную ванну. При остывании сварочного шва происходит затвердевание жидкого металла, благодаря чему происходит прочное соединение изделий.
Дуга расплавляет электрод и основной металл, образуя сварочную ванну. При остывании сварочного шва происходит затвердевание жидкого металла, благодаря чему происходит прочное соединение изделий.
ММА – ручная дуговая сварка
Данный вид обработки осуществляется исключительно одним электродом с использованием дуги, горящей между сварочной ванной и металлическим стержнем, на который нанесено покрытие. В результате замыкания электрической цепи вырабатывается тепловая энергия и передается на элементы, вследствие чего металл начинает плавиться. Когда подача электричества прекращается, получается сварное соединение.
MMA сваркаВнимание: Для ручной сварки используются электроды, покрытые специальной обмазкой, их состав зависит от предназначения и обеспечивает правильное формирование при кристаллизации.
ММА — наиболее простой способ соединения, для выполнения которого достаточно иметь сварочный аппарат и подходящие электроды. Они выпускаются определенного типа и имеют ограниченную длину, поэтому необходимо постоянно прерывать процесс сварки для смены данного элемента. Как и любой вид соединения металлов, технология ММА имеет свои плюсы и минусы.
Как и любой вид соединения металлов, технология ММА имеет свои плюсы и минусы.
возможность соединения практически всех видов металлов
стоимость оборудования позволяет приобрести аппарат для применения в быту
сварочные работы можно проводить в условиях ограниченного пространства
атмосферные условия не являются преградой к применению оборудования (за исключением осадков)
низкая продуктивность
покрытие быстро испаряется
сложный технологический процесс: нередко происходит залипание электрода
На фоне преимуществ, минусы незначительные и не являются основанием для отказа от использования ручной сварки. Это универсальное оборудование доступно по стоимости, а также неприхотлив в эксплуатации.
Аргоновая сварка TIG
Тиг сварка — способ соединения металлов с использованием вольфрамового электрода с защитным газом. Стержень в процессе не плавится, чтобы получить ровный шов сварщику необходимо затачивать его перед применением. Среди других методов сваривания технология Тиг позволяет получать высокое качество шва.
Для осуществления аргоновой сварки вольфрамовый электрод нужно закрепить в горелке. По краям горелки расположены отверстия, через которые производится подача защитного газа — аргона. Проникая в сварочную ванну аргон защищает ее от воздействия других атмосферных газов. Благодаря этому происходит качественное соединение металлов без оксидной пленки.
Работа на таком оборудовании не требует особых умений, чтобы освоить навык создания красивых швов достаточно поработать 2-3 раза. На качество шва могут повлиять ветер и другие неблагоприятные атмосферные условия, поэтому при использовании оборудования на открытом воздухе, следует закрывать место соединения.
MAG –сварка полуавтоматом
Этот вид соединения подразумевает использование активного газа и металлической проволоки. Во время сваривания между электродом и металлом загорается дуга, в результате чего изделие полностью расплавляется и образовывается сварочная ванна. От воздействия кислорода ее защищает газообразное вещество. По истечение определенного времени, появляется сварной шов за счет кристаллизации элементов, находящихся в сварочной ванне.
В отличие от других технологий сваривания MAG имеет следующие особенности:
- Полностью автоматизированный процесс сваривания.
- Смена сварочных проволок занимает минимум времени.
- Сварка возможна в любом пространственном положении.
Данный метод применяется для соединения разных металлов, поэтому популярен во многих отраслях промышленности. Технология нашла широкое применение при производстве морских судов и автомобилей.
Важно: Сварка полуавтоматом требует от сварщика множество профессиональных навыков и умений, поэтому работать с аппаратом могут только профессионалы.
Сварка под флюсом
Под СПФ понимается соединение металлов при помощи электрической дуги, где конец электрода и литой сварной шов скрыты под слоем из гранулированного плавкого флюса. Такая функция защищает от окисления, повышает прочность и формирует соединение с высокой степенью однородности.
Во время сварки создается ультрафиолетовое излучение и образование брызг и искр. На рисунке 2 указано как СПФ исключает такие факторы, т.к. в процессе расплавленный металл покрыт толстым слоем флюса. Существует 3 основных способа:
- Ручной. Для ручного метода используют небольшое оборудование с неплавящимся электродом. Сила тока сварки и подача флюса регулируется сварщиком в ручном режиме.
- На полуавтоматическом сварочном аппарате практически все функции регулируются автоматически, вручную осуществляется лишь ведение дуги с помощью рукоятки или дистанционного управления.
- Автоматический способ предполагает участие рабочих только в качестве контроллеров, все остальные функции выполняются управляющим процессором.
Газопламенная
Данный вид подразумевает применение пламени открытой горелки для плавления и соединения двух металлов. Для нагрева используют смеси газов из кислорода и ацетилена, также возможны другие варианты. При соприкосновении с пламенем происходит структурное изменение металла и образование жидкой сварочной ванны. Для защиты металла от атмосферного воздействия используются флюсы. По мере снижения воздействия пламени происходит снижение температуры и возникает процесс кристаллизации, что способствует к образованию сварного шва.
Электрошлаковая
ЭШС — один из способов сварки, при котором тепло образуется в среде расплавленного шлака. Металл нагревается в массе, пропуская электрический ток, который генерирует тепло в шлаке. При ЭШС не требуется использование дуги, вертикальная сварка позволяет проварить толстый слой сплава за один проход.
Данный метод применяется для соединения толстостенных элементов из различных стальных сплавов от чугуна до высоколегированных.
Плазменная
В основе плазменной сварки лежит принцип использования узконаправленной струи плазмы для расплавления сплавов. Такой вид технологии подходит для соединения изделий из разных материалов: нержавеющей стали, цветных металлов. При плазменной сварке применяется аргонодуговая технология, в отличие от электрической, она имеет вид сжатой плазменной струи и обладает мощной энергией.
В основу плазмы входят нейтральные молекулы и атомы, а также электроны и ионы. Во время сваривания образовывается очень высокая температура до 300 тыс. °C и давление на поверхность свариваемых металлов, а дуга приобретает цилиндрическую форму, сохраняя показатели мощности по всей длине. Данный метод подходит для применения в труднодоступных местах, т.к. незначительное изменение расстояния между деталью и электродом не влияет на качество шва.
Термомеханический класс сварки
К термомеханическому классу относятся соединения, получаемые на использовании совместного действия тепла и давления, вводимых в зону сварки извне. При термомеханической сварке происходит расплавление конца электрода и того участка детали, который подлежит соединению. Прочный сварочный шов получается после остывания металла.
Классификация способов сварки
В современном мире существует множество способов сварки, каждый из которых находит свое применение. Виды и классификация видов сварки проводится по разным критериям и разделены на 2 основные группы:
- Сварка плавлением.
- Сварка давлением.
Для расплавления соединяемых частей используется источник тепла с очень высокой температурой, после чего они сливаются в общую сварочную ванну. При удалении источника тепла сварочная ванна охлаждается и затвердевает, прочно соединяя 2 детали.
Во второй группе доминирующую роль играет давление, прилагаемое к месту сварки, нагрев металла играет второстепенную роль, в некоторых случаях соединение может быть осуществлено без использования нагрева.
Сварка давлением, в свою очередь делится на 2 подгруппы:
- Холодная, в зоне соединения металл не нагревается, данный процесс подразумевает сварку при комнатной температуре.
- Сварка давлением без оплавления. В этом случае металл подогревается до определенной температуры, при котором снижается его механическая прочность и упругие свойства. Подогрев элементов значительно облегчает процесс сварки, иногда является практически необходимым. Данный метод не требует использования высоких температур, поэтому для нагрева можно использовать разные источники тепла.
Методы и технологии сварки
Помимо вышеуказанных традиционных способов бывают другие методы, позволяющие соединить уникальные металлы. Они обладают выраженными свойствами, из-за которых привычные способы не подходят для их соединения.
Одним из таких методов является лазерная сварка, которая выполняется при помощи полуавтоматического или автоматического оборудования. Данный способ подразумевает подачу тепла строго в одну точку для соединения очень мелких деталей.
Внимание: Чтобы сварить несколько деталей сразу, рекомендуется использовать призму, с помощью которой можно расщепить лазер и направить в разные стороны.
Краткая характеристика сварки
Независимо от вида сварки и классификации способов, сваркой называется технология создания прочных соединений, путем нагрева, оказания давления, деформирования или комбинирования всех методов.
Сущность данного процесса заключается в воздействии внешнего источника энергии для установления межатомных связей между деталями. В процессе остывания происходит кристаллизация и образуется сварочный шов. Варианты соединений подбираются, учитывая материал, площадь и химические свойства свариваемых изделий.
Принцип сварки
Принцип сварки металлов определяется по технологическим признакам установлен для каждого вида отдельно, так как специфика их работы отличаются. Для получения прочного сварного соединения необходимо сблизить поверхности двух металлов под большим давлением, чтобы впоследствии появилось электронное облако, взаимодействующее с ионизированными атомами обоих металлических поверхностей.
Нагрев в месте соединения приводит к амплитуде колебания атомов относительно постоянных точек, что в свою очередь создает более легкое получение связи между изделиями. Сила давления зависит от показателей температуры нагрева.
Современные виды и особенности сварки металлов и их преимущества
Вопросы, рассмотренные в материале:
- В чем преимущества и недостатки сварки как способа соединения
- Какие бывают виды сварки
- В чем особенности электросварки
- Каковы характеристики газовой сварки
- Зачем нужна сварка аргоном
Сварка – эффективный и качественный способ неразъемного соединения металлических изделий. С древних времен люди использовали эту технологию для обработки легкоплавких металлов, изготовления и ремонта металлических предметов. Научно-технический прогресс привел к широкому распространению и усовершенствованию метода сварочного соединения, были изобретены различные современные виды сварки металлов. О них мы и расскажем в этой статье.
Преимущества и недостатки сварки металла как способа соединения
В век технического прогресса без сварочных технологий невозможно обойтись не только на производстве, но и в быту. У каждого взрослого человека хотя бы раз в жизни возникала необходимость надежно соединить металлические элементы – поменять водопроводные трубы, провести ремонт отопительной системы, установить металлические ворота, отремонтировать автомобиль. На сегодняшний день сварка является широко востребованной технологией.
У сварочного способа соединения металлических элементов очень много преимуществ:
- Экономия металла. Различные виды сварки металлов обеспечивают полное использование рабочих сечений элементов в соединительных узлах. Конструкциям придается наиболее оптимальная форма, рассчитанная на необходимую нагрузку. Сварочные технологии позволяют значительно уменьшить вес соединительных элементов в сварных узлах, использовать тонкостенные металлоконструкции, исключить перерасход материалов на литники и прибыли, уменьшить припуски на механическую обработку при замене литья, свести до минимума даже незначительные дефекты и брак.
Если в клепаных конструкциях заклепки и косынки составляют более 4 % от общей массы, то в сварных металлоконструкциях вес швов не превышает 1-2 %.
С помощью различных видов сварки металлов можно сэкономить материалы – в сравнении с клепкой на 25 %, при замене стального литья на 25–30 %, при замене чугунного литья – на 50–60 %.VT-metall предлагает услуги:
Различные виды современных сварочных технологий широко используются в строительстве. Они облегчают и ускоряют процесс сборки металлических конструкций, позволяют увеличить жесткость и прочность сооружений, уменьшить вес стальных элементов на 15 %. Соединение деталей сварочным способом вместо клепки позволяет сэкономить металл – при постройке доменных печей на 12–15 %, при возведении стропильных ферм – на 10–20 %, при создании конструкций подъемных кранов – на 15–20 %.
- Снижение трудоемкости работ, сокращение сроков изготовления конструкций, уменьшение их себестоимости. Все эти преимущества стали возможными за счет экономичного расхода металлических материалов. На металлургических комбинатах при постройке больших доменных печей изготовление стального кожуха осуществляется электрошлаковым способом за 15 дней. Если бы сварочные работы велись вручную, то понадобилось бы более 30 дней, а процесс клепки занял бы от 7 до 9 месяцев.
Среди различных видов сварки металлов отдельно можно выделить простые и недорогие технологии с доступным техническим оборудованием. Это позволяет выполнять сварочные работы не только в строительстве и промышленном производстве, но и на небольших предприятиях, при индивидуальных работах.
- Возможность сборки сложных конструкций. Не всегда можно изготовить изделие с помощью ковки или отливки. В этом случае поможет сварочный метод. Легче собрать штампованную или сварнолитую металлоконструкцию из отдельно изготовленных штампованных или литых элементов. Такой способ неразъемного соединения широко применяется в машиностроении, при постройке кораблей, самолетов, железнодорожных вагонов.
Существенная экономия материальных средств расширяет область применения сварочных технологий. С помощью некоторых видов сварки можно соединять элементы, которые различаются способом металлообработки или в случаях, когда для изготовления конструкции используются прокатанные профили, штампованные, литые и кованые детали.
Сварочный способ хорошо подходит для изготовления сложных конструкций из разнородных металлов и сплавов, например, меди и стали.Трудно оспорить получаемую экономическую выгоду при производстве сложных конструкций с помощью новых видов сварки металлов, пришедших на смену традиционной ковке и литью. При изготовлении аналогичных кузнечно-штампованных и литых деталей срок работы возрастет в два раза. Тонна сложных сварных конструкций обойдется производителю в 1,5–2 раза дешевле, а их себестоимость за счет снижения веса и расхода материалов в 1,3–1,6 раза меньше, чем в литейном производстве. При этом неизменными остаются такие важные характеристики, как долговечность и износостойкость.
- Снижение стоимости технологического оборудования. Оборудование для сварочных работ относительно доступно по цене, не вызывает сложностей в эксплуатации, отличается высокой производительностью и надежностью. Это в свою очередь положительно влияет на работу металлообрабатывающих предприятий и их производственные затраты.
- Комплексная механизация массового производства, поточное изготовление продукции. Выпуск сварных изделий одного типа можно поставить на поток, при этом механизация и автоматизация технологического цикла обеспечивается на 100 %. Как правило, увеличивается производительность труда и прибыльность бизнеса.
- Широкое использование в сварных конструкциях современных материалов. Основные виды сварки металлов, применяемые в промышленности, позволяют выпускать продукцию из сверхчистых металлов, высокопрочных сталей, легких сплавов, облегченных гнутых профилей, многослойного листового проката.
- Изготовление мелких узлов и деталей. Для производства полупроводниковых изделий требуются микродетали. Современные сварочные технологии позволяют выпускать надежные высокофункциональные элементы для таких приборов.
- Возможность широкого применения сварочных технологий. Металлообработка – необходимая составляющая большинства ремонтных работ. Современные виды сварочного скрепления позволяют быстро, качественно и экономично выполнить наплавку, резку, восстановить изношенную конструкцию, укрепить сооружение.
- Герметичность, износостойкость и надежность сварных соединений.
- Оптимизация условий труда. Современные сварочные технологии позволяют обеспечить высокую безопасность производства, низкий уровень производственного шума.
Недостатки основных виды сварки металлов:
- Загрязнение воздуха, высокая концентрация газов (продуктов плавления электродов) в помещении при внутренних работах.
- Возможность образования трещин на наплавленном шве. Из-за неравномерного распределения вредных примесей в слитке и прокате при сварке малоуглеродистой стали кипящей плавки швы иногда трескаются.
- Усадка сварных швов может вызвать деформацию металла и изменение формы готовой конструкции.
- Если соединяемые элементы нагреваются неравномерно, образуется остаточное сварочное напряжение.
- Отсутствие несложного и надежного метода контрольной проверки качества швов.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Чтобы свести до минимума негативное воздействие сварочного процесса и обеспечить высокое качество работ, разработан ряд эффективных мероприятий:
- производственные цеха оснащаются приточно-вытяжной вентиляцией;
- конструкции особого назначения изготавливаются из малоуглеродистой стали спокойной плавки;
- при наложении швов соблюдаются все правила, технологические операции производятся в строгой последовательности;
- сварочные работы выполняются с использованием жестких фиксаторов, при невозможности этого каждому элементу придается начальная деформация, противоположная последующим изменениям;
- еще до начала работ разрабатывается проект с учетом всех возможных отклонений конструкции от первоначальной формы;
- строго соблюдаются размеры сечения швов, не допускается отклонение от расчетов;
- применяются специальные сборочные приспособления.
Новейшие технологии обеспечивают высокое качество неразъемных соединений. Автоматическая сварка позволяет осуществлять самые ответственные работы и широко применяется при строительстве автомобильных и железнодорожных мостов, сложных инженерных сооружений.
Современные виды сварки металлов: краткая классификация
Современные технологии неразъемных соединений весьма разнообразны. Они позволяют качественно и надежно фиксировать не только металлические детали, но и пластик. Среди различных видов сварки металлов особенно выделяются те, которые наиболее распространены и применяются чаще всего.
В основе любого сварочного процесса лежат законы физики. Классификация зависит от формы энергии, которая используется для образования шва – термическая (нагрев), механическая (давление) или термомеханическая (нагрев и давление).
- Сварка плавлением.
К термическому классу относится метод сплавления соединяемых элементов без применения давления.
Сварка плавлением делится на несколько видов:
- Дуговая сварка выполняется электрической дугой и разделяется на множество видов.
- Электрошлаковая сварка – электрический ток проходит через расплавленный шлак. Ее также можно классифицировать по виду, количеству электродов, колебаниям электрода.
- Электронно-лучевая сварка – нагрев осуществляется с помощью энергии ускоренных электронов. Классификация зависит от наличия и направления колебаний электронного луча.
- Плазменная сварка – для нагрева используется сжатая дуга, а источником энергии является плазменный ток.
- Световая сварка – плавление выполняется мощным световым лучом: солнечным, лазерным, угольной дугой, лучом лампы накаливания, светом дуговой газоразрядной лампы. Классификация зависит от источника излучения.
- Газовая сварка – высокую температуру получают с помощью нагрева газовой смеси (кислорода и горючего газа) на газовой горелке. В основе классификации лежит вид используемого горючего газа.
- Термитная сварка – металлические элементы нагреваются от жидкого термитного металла, который одновременно служит присадочным материалом в месте образуемого сварного стыка по всему сечению.
- Литейная сварка – подготовленный для скрепления участок детали заливается жидким металлом, отдельно разогретым до высокой температуры.
- Комбинированная сварка.
К термомеханическому классу относится метод скрепления элементов путем нагревания и давления.
Комбинированная сварка также делится на несколько видов:
- Контактная сварка – металл нагревается электрическим током, участок соединения подвергается пластической деформации. Классифицируется по ряду условий.
- Диффузионная сварка – неразъемное соединение образуется за счет взаимной диффузии на уровне атомов в тонких поверхностных слоях скрепляемых элементов, нагрева (ниже температуры плавления) и длительной выдержки с последующим сжатием. Классифицируется по виду источника нагрева.
- Прессовая сварка – производится путем давления с равномерным нагревом металла (ниже температуры плавления) с последующим штамповым сжатием.
- Печная сварка – нагрев происходит в горнах или печах, а пластическая деформация выполняется с помощью давления молота. Бывает трех видов – кузнечная, прокатная, с выдавливанием.
- Сварка ТВЧ – высокочастотная технология, при которой элементы конструкции нагреваются токами высокой частоты. Подразделяется на два вида – индукционную и конденсаторную.
- Термитная сварка давлением – для нагрева зоны сварного стыка до температуры, близкой к температуре плавления, используется термит (порошкообразная смесь алюминия или магния с железной окалиной).
- Сварка давлением.
К механическому классу относится метод использования механической энергии и давления.
Выделяют несколько видов сварки металлов давлением:
- Ультразвуковая сварка – соединение элементов происходит под воздействием ультразвуковых колебаний. Классифицируется по форме сварного соединения.
- Холодная сварка под давлением – один из видов холодной сварки для металла. Выполняется значительная пластическая деформация зоны скрепления элементов, при этом свариваемые поверхности не нагреваются от внешнего источниками тепла. Классификация зависит от формы сварного соединения и характера деформации – свободной или стесненной.
- Сварка взрывом – неразъемное соединение обеспечивается путем вызванного взрывом соударения свариваемых частей. По технологии этот способ близок к холодной сварке. Отличие в том, что участок соединения поверхностей нагревается вследствие быстрой пластической деформации.
- Магнитно-импульсная сварка – сваривание соединяемых элементов происходит в результате их соударения, вызванного воздействием импульсного магнитного поля.
На сегодняшний день разработано огромное количество различных сварочных технологий. Некоторые из них очень часто используются на производстве и при проведении ремонтных работ.
Электросварка как один из основных видов сварки металлов
Электросварка – это один из наиболее распространенных способов создания неразъемного соединения металлических элементов с помощью электрической дуги, которая нагревается выше температуры плавления металлов – до +7000 °C.
Электросварка широко применяется при работе с разнородными сплавами, при соединении разных по толщине материалов. Ее технология позволяет производить сварочные работы не только на открытом воздухе, но и в закрытых помещениях.
Процесс получения надежных неразъемных соединений несложный – металл нагревается и расплавляется с помощью электрического тока. Электросварка классифицируется на три вида:
- ручную;
- полуавтоматическую;
- автоматическую.
Самой распространенной является ручная электросварка. При выполнении работ сварщик самостоятельно определяет наиболее подходящий режим подачи электрода. В полуавтоматическом процессе электродная проволока подается в зону наложения шва с помощью специального устройства.
Автоматический вид сварки металлов используется для выполнения высококачественных операций. Вся работа зависит от функционирования сварочного аппарата. Металл нагревается и плавится под воздействием высокой температуры. Источник электротока может быть постоянным или переменным. Используется не только прямая, но и обратная полярность.
Для любого вида сварки металлов необходим сварочный аппарат. Чаще всего используются простые и компактные инверторы, а также трансформаторы и выпрямители электрического тока. Для ручной дуговой и других видов электросварки требуются сварочные электроды (плавящиеся и неплавящиеся) или электродная проволока.
Пучковая (многоэлектродная) сварочная технология предполагает использование сразу нескольких плавящихся электродов. Процесс горения электродуги может быть закрытым или открытым, когда сварщик может его наблюдать. При сварочном скреплении цветных металлов (алюминия, меди) используются защитные газы: углекислый газ, аргон.
Преимущества дуговой электросварки:
- Экономичный расход электродных материалов.
- Максимальная защита зоны шва.
- Стабильность электродуги обеспечивает наложение шва мелкими чешуйками.
- Медленное охлаждение способствует получению высококачественного шва.
- Субъективные факторы не влияют на сварочный процесс.
- Высокая производительность.
- Не образуются брызги, характерные для других видов сварного соединения.
- Образуется минимальное количество оксидов.
- Не требуются защитные приспособления для глаз, так как дуга находится под слоем флюса.
- Электродуговая технология проста в применении, ее легко освоить.
Недостатки дуговой электросварки:
- Электродуга трудно поддается коррекции.
- Требуется специальное оборудование.
- Высокая стоимость флюсов и специальные условия для их хранения.
- Образующиеся газы вредны для человека.
Но, несмотря на все недостатки, дуговая электросварка является наиболее востребованной. При строгом соблюдении технологии она обеспечивает высокое качество, надежность и долговечность шва.
Особенности газовой сварки
Еще в конце XIX века была разработана технология сплавления металлических элементов с помощью газа. Этот способ обработки металла появился одним из первых.
Усовершенствованная дуговая и контактная электросварка не смогла вытеснить применение газового метода. Газосварка идеально подходит для сваривания высокопрочных сталей, применяется для соединения элементов из чугуна, бронзы, латуни.
При выполнении этого вида сварки металлов высокотемпературное пламя сварочного газа нагревает и расплавляет кромки свариваемых деталей и электродную часть присадочного материала. Расплавленный жидкий металл образует сварочную ванну – область, защищенную пламенем и газовой средой, вытесняющей воздух. Сварочный шов формируется в процессе остывания и отвердения металла.
Для осуществления сварочного процесса используется смесь кислорода и горючего газа, который является окислителем. Самую высокую температуру (+3200…+3400 °C) обеспечивает ацетилен, получаемый в процессе сплавления от химической реакции карбида кальция с обычной водой. Для газосварки также хорошо подходит пропан, его температура горения достигает +2800 °C.
Реже используют газы:
- метан;
- водород;
- пары керосина;
- блаугаз.
Вышеназванные вещества используются реже, так как температура их пламени значительно ниже, чем у ацетилена. Они подходят только для обработки цветных металлов с небольшой температурой плавления, например, меди, бронзы, латуни.
У газосварки есть свои особенности, достоинства и некоторые недостатки.
Главная особенность газосварки – более широкие границы зоны оплавления и невысокая скорость ее нагрева. При определенных условиях это может являться плюсом.
Например, если необходимо соединить элементы или обработать детали из инструментальной стали, чугуна, цветных металлов, сталей специального назначения, для которых требуется плавный нагрев и медленное охлаждение.
Другие достоинства газосварки:
- простота технологического процесса;
- невысокая стоимость оборудования;
- доступность газовой смеси или карбида кальция;
- не нужен мощный источник энергии;
- возможность контролировать мощность и вид пламени;
- выполнение контроля режимов.
Основные недостатки газосварки:
- Относительно невысокий КПД из-за низкой скорости нагрева и значительного рассеивания тепла. Это не позволяет производить скрепление листов металла толщиной от 5 мм.
- Широкая зона нагрева (термического влияния).
- Более высокая себестоимость. Использование ацетилена обходится дороже, чем затраты на электроэнергию при выполнении электросварки.
- Низкий уровень механизации. Газовая технология позволяет реализовывать только ручной вид сварки металла.
Отсутствует возможность использования полуавтоматического способа, а автоматическую газосварку можно производить только с применением многопламенной горелки и лишь при сварке металлов небольшой толщины. Газовая технология относится к сложным и нерентабельным способам создания неразъемных соединений, но довольно востребована при обработке цветных сплавов, чугуна, алюминия.
Характеристики сварки аргоном
Иногда возникает необходимость сплавить металлические элементы, которые невозможно соединить обычными видами сварного скрепления, например, детали из алюминия, титана, меди. Чтобы конструкция получилась прочной и надежной, применяется аргоновая технология.
Этот вид сварки совмещает в себе свойства электродугового и газового способа – необходимо обязательное использование электродуги, применение газа и некоторые технологические приемы формирования шва.
При аргонодуговом виде сварки металлов используется инертный газ аргон. Он покрывает участок образования шва и обеспечивает надежную защиту от окислительного процесса, который может произойти от соприкосновения металлических поверхностей с кислородом, содержащимся в воздухе. Аргон не позволяет кислороду проникнуть в зону сопрягаемых поверхностей.
Сварочные операции могут осуществляться в ручном, полуавтоматическом или автоматическом режиме. В зависимости от режима используется два вида электродов: плавящийся и неплавящийся. В качестве последнего используется вольфрамовая проволока, обеспечивающая прочность соединения даже разнородных металлов.
Преимущества аргонодуговой сварочной технологии:
- Невысокая температура нагрева позволяет сохранить размеры и форму свариваемых элементов.
- Инертный газ аргон тяжелее и плотнее воздуха, он обеспечивает надежную защиту зоны формирования шва от проникновения кислорода.
- Высокая мощность нагрева дуги позволяет выполнять сварочные работы за короткий промежуток времени.
- Простота и доступность сварочной технологии позволяет быстро овладеть навыками.
Недостатки аргонодуговой сварочной технологии:
- Аргон улетучивается при сильном ветре и сквозняках. Это приводит к снижению защиты и ухудшению качества шва. Возникает необходимость проводить аргоновые сварочные работы в хорошо вентилируемых помещениях.
- Сложность оборудования затрудняет настройку режимов.
- При использовании высокоамперной дуги необходимо дополнительное охлаждение соединяемых металлов.
Основное достоинство аргонодуговой технологии – возможность производить неразъемное соединение металлических элементов даже в случаях, когда применение других видов сплавления не дает результата.
Виды защиты металлов при сварке
Разбрызгивание горячего металла является основной проблемой любых сварочных работ. Это происходит не только при ручном электродуговом способе, но и при полуавтоматическом даже в среде защитных газов. Брызги застывают и образуют на поверхности конструкции нагар и другие дефекты, тем самым снижая качество готовых металлоконструкций.
В некоторых случаях, например, из-за расположения шва в труднодоступном месте, нет возможности удалить металлические брызги механическим способом: срубить или отшлифовать. Поэтому рекомендуется зону шва на поверхностях свариваемых элементов предварительно обработать специальными средствами для защиты – пастой или жидкостью от налипания металлических брызг.
На сегодняшний день выпускается множество защитных составов для различных видов сварки металлов:
- жидкие средства, расфасованные в канистры и бутыли, наносятся на металлические поверхности кистью или распыляются через пульверизатор;
- аэрозоли, выпускающиеся в специальных флаконах;
- пасты, расфасованные в металлические или пластиковые банки с широким горлом.
Все защитные средства рекомендуется наносить в строгом соответствии с прилагаемой инструкцией изготовителя.
Сварщики с большим опытом работы иногда пользуются своими рецептами защитных составов. Например, мел, растворенный в воде до консистенции пасты, хорошо защищает поверхности от налипания металлических брызг. Такую самодельную пасту наносят на участок вокруг будущего шва, оставляя чистыми кромки.
По завершении сварочных работ требуется тщательно очистить поверхности шва и зону вокруг него от защитного покрытия. В состав многих средств для защиты металлических поверхностей от брызг входят масляные и жиросодержащие компоненты, значительно снижающие адгезию. Поэтому прежде чем нанести защитный слой, необходимо тщательно обезжирить участок обрабатываемой металлической поверхности.
Изобретатели сварочных технологий внесли большой вклад в развитие научно-технического прогресса. Наряду с уже известными способами создания неразрывного соединения, появились новые виды сварки металла. СМТ технология (Cold Metal Transfer), основанная на холодном переносе металла, позволяет качественно выполнить многие виды сварочных работ.
Новые методы сплавления металлических поверхностей успешно внедряются во все области промышленности, машиностроения и строительства. Именно благодаря сварке человечество получило большие корабли, самолеты, современные автомобили и мосты, способные выдерживать многотонные нагрузки.
Почему следует обращаться к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
MIG, TIG, Arc и многое другое
перейти к содержаниюWeldingMetal
Сварка — это процесс, используемый в производстве на протяжении тысячелетий. Различные виды сварки помогают производителям ковать мечи, строить корабли, мебель и многое другое. Существует множество видов сварки, каждый из которых имеет конкретное практическое применение. Когда вы начнете, вы обнаружите, что некоторые виды сварки легче освоить, в то время как на освоение других процессов могут уйти годы. Различные виды сварки работают внутри помещений, а другие лучше всего применять на открытом воздухе. Читайте дальше, чтобы узнать больше о типах сварки и определить, какой из них лучше всего соответствует вашим потребностям.
Какие бывают виды сварки?
Существует множество различных видов сварки для различных уровней опыта и областей применения. Вы можете определить, какой тип сварки вам подходит, изучив свой опыт сварки и какие материалы вы хотели бы сваривать. В то время как некоторые типы сварки создают чистые валики и требуют минимальной очистки, другие типы сварных швов создают большие сварные швы, которые требуют очистки от большего количества шлака. Некоторые виды сварки подходят только для черных металлов, другие более универсальны. Мы составили краткий список нескольких распространенных типов сварки, их плюсов и минусов.
| Тип | Плюсы | Минусы |
|---|---|---|
| Сварка MIG – Дуговая сварка металлическим электродом в среде защитного газа (GMAW) | MIG отлично подходит для быстрой сварки больших и толстых материалов. Это самый удобный вид сварки для начинающих. | Сварные швы MIG не такие точные, прочные и чистые, как сварные швы TIG. Материалы заготовки должны быть полностью очищены от ржавчины или шлака. |
| Сварка ВИГ – Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) | TIG обладает высокой точностью и универсальностью, что позволяет вам сваривать широкий спектр небольших и тонких материалов. Он отлично подходит для сварки цветных металлов. | Сварке TIGсложнее научиться, что делает ее более медленным процессом с более длительным временем выполнения и более высокими производственными затратами. |
| Сварка стержнем – Дуговая сварка в защитном металле (SMAW) | Ручная сварка очень универсальна, недорога и проста в освоении. Его можно использовать на различных металлических сплавах. | Расходуемые электроды необходимо часто заменять, а шлак необходимо удалять после сварки, что замедляет процесс. |
| Сварка под флюсом – Дуговая сварка порошковой проволокой (FCAW) | Сварка под флюсом не использует защитный газ, поэтому ее можно использовать на открытом воздухе и в ветреную погоду. Его также можно использовать на различных металлических сплавах. | Присадочный материал дороже по сравнению с другими видами дуговой сварки. Кроме того, при дуговой сварке выделяется больше дыма и дыма, чем при других видах дуговой сварки. |
| Сварка энергетическим лучом (EBW) | Сварка энергетическим лучом позволяет сваривать толстые и тонкие материалы, а также разнородные металлы с разной температурой плавления и проводимостью. Электронная сварка точна и дает сварщику контроль над процессом. | Материалы усаживаются и охлаждаются после соединения, что может привести к растрескиванию и искривлению в месте сварки. |
| Сварка атомным водородом (AHW) | Сварка атомарным водородом может достигать температуры до 4000 ° C, что позволяет сваривать вольфрам, самый тугоплавкий металл. Водород предотвращает окисление и загрязнение материалов. Этот процесс не требует флюса. | Сварка атомным водородом заменяется дуговой сваркой металлическим электродом из-за доступности недорогих инертных газов. |
| Кислородно-ацетиленовая сварка | Кислородно-ацетиленовая горелка легкая, компактная и бесшумная. Кислородно-ацетиленовые горелки могут легко резать железосодержащие материалы толщиной до 8 дюймов. Вы можете использовать кислородно-ацетиленовый газ для резки, пайки и сварки стали. | Ацетиленовое топливо более дорогое по сравнению с другими видами топлива. |
| Плазменная дуговая сварка | Горелки для плазменной сваркиобеспечивают полный контроль над дугой и высокое качество сварки. Сварные швы чистые, ровные и прочные. | Оборудование для плазменной сварки стоит дорого, поэтому затраты на ввод в эксплуатацию высоки. Это более специализированный сварочный процесс, который требует больше времени для первоначального обучения. |
Сварка МИГ
Сварка металлов в среде инертного газа (МИГ) — это процесс дуговой сварки, в котором для получения сварного шва используется сплошной проволочный электрод. Электрод подается в сварочный пистолет и нагревается. Это простой вид сварки для новичков.
Сварка ВИГ
Сварка вольфрамовым электродом в среде инертного газа (ВИГ) представляет собой процесс дуговой сварки, в котором для получения сварного шва используется неплавящийся вольфрамовый электрод. Это точная форма сварки, позволяющая сварщику регулировать силу тока и расход газа. Сварка TIG наиболее эффективна для более деликатных материалов и может использоваться для сварки как черных, так и цветных металлов.
Сварка электродом или дуговая сварка
Сварка электродом — это процесс ручной дуговой сварки, в котором используется расходуемый электрод, покрытый флюсом, для выполнения сварного шва. Он обеспечивает прочные сварные швы и хорошо работает с более толстыми материалами. Это универсальный сварочный процесс, он прост в настройке оборудования и, как правило, прост в освоении.
Сварка под флюсом
Сварка под флюсом — это полуавтоматический или автоматический процесс дуговой сварки, в котором используется плавящийся электрод с непрерывной подачей. Электрод содержит флюсовый сердечник, который обеспечивает защиту сварного шва от атмосферы, что делает его очень портативным и универсальным.
Плазменно-дуговая сварка
Плазменно-дуговая сварка образует электрическую дугу между неплавящимся электродом и заготовкой. Процесс характеризуется высокой температурой и концентрацией энергии, что позволяет сварщику выполнять глубокие и узкие швы на высоких скоростях.
Ацетиленовокислородная сварка
Ацетиленокислородная сварка использует горючие газы и кислород для сварки или резки металлов. Кислород повышает температуру пламени, обеспечивая локальное плавление материала заготовки.
Какой тип сварного шва самый прочный?
Ни один тип сварки не является самым прочным среди всех видов сварки. Самый прочный сварной шов зависит от типа металла, толщины материала и ожидаемой весовой нагрузки на сварной шов. Сварка TIG обеспечивает самые чистые сварные швы в обычных условиях, потому что большее количество присадочного металла попадает непосредственно в соединение и производит меньше брызг. Он также идеально подходит для более тонких материалов, требующих более точных сварных швов. Сварка MIG обеспечивает наиболее стабильные сварные швы и является самым простым типом сварки для начинающих. Сварка под флюсом создает самые прочные сварные швы в более толстых материалах. Проволока с флюсовой сердцевиной позволяет сварному шву остывать медленнее, что создает более прочное и стабильное сварное соединение.
Какой вид сварки следует изучить?
При определении типа сварки, который вам следует изучить, вы можете спланировать тип материалов, с которыми вы хотели бы работать, количество времени, которое вам нужно для обучения, и ресурсы, которые у вас есть. Сварка MIG — самый удобный вид сварки для начинающих. Это более быстрый процесс, которому легко научиться и который прощает ошибки. Сварка TIG — это более медленный процесс, который требует больше времени для освоения и обеспечивает более точные сварные швы на различных типах материалов.
Каким видам сварки можно научиться в Крусибле?
В Крусибле начальные и продвинутые классы обучаются четырем различным видам сварки: кислородно-ацетиленовой газовой сварке, дуговой или электродуговой сварке, сварке МИГ и сварке ВИГ. Начните с начального курса по сварке MIG или попробуйте все четыре типа на нашем курсе «Изучение сварки». Crucible также предлагает курсы сварки TIG для начинающих и продвинутых, которые познакомят вас с работой с различными материалами. В классе дуговой сварки вы узнаете, как использовать электрическую дугу для создания тепла для плавления и соединения металлов. Дуговая сварка — отличный метод для сложных соединений и положений сварки. Курс кислородно-ацетиленовой сварки Crucible научит вас сваривать с использованием тепла, выделяемого горящими газами. Кислородно-ацетиленовая сварка – один из самых универсальных видов сварки. Вы можете использовать его для сварки железа или стали, а также использовать тепло для резки, пайки и сварки металлов. Он пригодится для удаления ржавчины или окалины с металлов, а также для ослабления заржавевших гаек и болтов.
Виды сварки Часто задаваемые вопросы
Какой вид сварки лучше?
Тип сварки, который подойдет вам лучше всего, зависит от вашего опыта, материалов и проектов. Сварке MIG, как правило, легче всего научиться. Сварка TIG — это более медленный и точный процесс, который работает со многими различными типами материалов. Дуговая и кислородно-ацетиленовая сварка обеспечивают прочные сварные швы на толстых материалах и могут работать на открытом воздухе и под водой.
В чем разница между сваркой MIG и TIG?
При сварке MIG и TIG используется дуга для создания тепла и сварки металлов; однако разница между ними заключается в способе использования дуги. MIG использует проволочный сварочный электрод, который постоянно перемещается по сварочному аппарату на катушке для выработки тепла. TIG использует вольфрамовый электрод, который создает электрическую дугу между горелкой и материалами.
Какому способу сварки легче всего научиться?
Сварка MIG, как правило, самый простой вид сварки для начинающих. Сварочные аппараты MIG используют подающую проволоку, которая проходит через аппарат с заданной скоростью. Это делает процесс относительно быстрым и обеспечивает стабильные сварные швы.
Какому виду сварки труднее всего научиться?
Сварка ВИГ является самым сложным видом сварки для изучения по целому ряду причин. Процесс сварки TIG медленный и требует времени, чтобы привыкнуть к нему новичку. Сварщику TIG требуется ножная педаль для подачи электрода и управления переменным током, удерживая при этом устойчивую руку у сварочной горелки. Это дает сварщику больше контроля над процессом, но новичку может потребоваться больше времени для обучения.
Продолжить изучение металлических направляющих
Узнайте, как работать с механическими молотами и как они работают, из этого вводного руководства по кузнечному делу с помощью силового молота. …
Подробнее →
Задумывались ли вы, чем занимается литейный цех? Узнайте разницу между черными и цветными металлами и как начать литейную карьеру….
Подробнее →
Узнайте о различных способах литья бронзы в литейном и ювелирном производстве, а также о том, как начать работу, из этого руководства для начинающих. к бронзовому литью….
Подробнее →
Узнайте о различных типах литья по выплавляемым моделям, от металла до стекла, и о том, как начать работу, из этого руководства для начинающих по литью по выплавляемым моделям….
Подробнее →
Узнайте, как построить собственное кузнечная кузница и станьте кузнецом с помощью этого пошагового руководства….
Подробнее →
Узнайте все, что вы хотели знать о литье металлов от типов форм до различных методов литья….
Подробнее →
Вы можете научиться сваривать металл
В Горниле еженедельно проводятся новые занятия по сварке.
Сварка ВИГ I
ВИГ (вольфрам в инертном газе) или GTAW (дуговая сварка вольфрамовым электродом в газе) — это тип сварки, обычно используемый для тонких работ и цветных металлов. Он использует источник питания переменного/постоянного тока,…
Узнать больше и зарегистрироваться →
Сварка MIG
MIG (металлический инертный газ) — наиболее распространенный тип современной сварки. Это процесс, при котором сварочный аппарат фокусирует электричество на движущейся металлической проволоке, которая подается через шланг…
Узнать больше и зарегистрироваться →
Скульптура из стали
Узнайте, как сваривать стальные скульптуры, на этом занятии по развитию творческих навыков и созданию проектов. Используя сварочный аппарат MIG, плазменный резак и кислородно-ацетиленовую горелку, вы получите…
Узнать больше и зарегистрироваться →
Лаборатория сварки MIG и TIG
Лабораторные занятия — это большое преимущество, эксклюзивно для участников Crucible! Практикуйте навыки, которые вы изучаете в классе, и открывайте новые возможности в своем ремесле. Инструкция не предоставляется…
Узнать больше и зарегистрироваться →
3-часовой дегустационный курс: сварка MIG
3-часовой дегустационный курс — это отличный способ изучить новый вид искусства без более глубокого изучения полного курса. После базового ознакомления со сваркой металлов в среде инертного газа (MIG), плазменной…
Узнать больше и зарегистрироваться →
3-часовой дегустатор: дуговая сварка
3-часовой дегустатор — отличный способ изучить новый вид искусства без более глубокой приверженности полному курсу. После базового ознакомления со сваркой электродом попробуйте свои силы в создании…
Узнать больше и зарегистрироваться →
Дуговая сварка I
Научитесь соединять куски металла с помощью дуговой сварки, также известной как сварка электродом. Инструкторы научат вас резать металл горячим пламенем кислородно-ацетиленовой горелки и использовать…
Узнать больше и зарегистрироваться →
Изучение сварки
Не можете решить, какой тип сварки выбрать? Исследуйте различные возможности кислородно-ацетиленовой сварки, электродуговой сварки, инертного газа с металлом (MIG) и инертного газа с вольфрамом (TIG). Вы получите…
Узнать больше и зарегистрироваться →
Сварка в кислородно-ацетиленовой среде
Сварка с использованием тепла, выделяемого горящими газами, является одним из старейших методов сварки, восходящим к Древней Греции. В этом курсе студенты познакомятся со сжиганием газа…
Узнать больше и зарегистрироваться →
Музыка ветра
Создайте свою собственную сварную музыку ветра! Учащиеся будут сваривать прямоугольную металлическую коробку для колокольчиков, вырезать плазмой уникальный дизайн по бокам, а также подвешивать стальную цепь, крюки и резать металл…
Узнать больше и зарегистрироваться →
Молодежь Сварка ВИГ I
Сварка ВИГ (вольфрам в среде инертного газа) — это высокоточный метод сварки, который обеспечивает чистые и целенаправленные сварные швы на любых материалах, от сверхтонких до очень толстых. Вы узнаете…
Узнать больше и зарегистрироваться →
Молодежная сварка МИГ
МИГ (металл в среде инертного газа) – самый распространенный вид современной сварки. Это процесс, при котором сварочный аппарат фокусирует электричество на движущейся металлической проволоке, которая подается через шланг…
Узнать больше и зарегистрироваться →
Сварка ВИГ II
Этот курс расширяет базовые навыки, преподаваемые в Сварке ВИГ I. Учащимся будет предложен ряд технических упражнений, предназначенных для улучшения их концентрации и контроля, повторения…
Узнать больше и зарегистрироваться →
Музыка ветра
Создайте свою собственную сварную музыку ветра! Учащиеся будут сваривать прямоугольную металлическую коробку для колокольчиков, вырезать плазмой уникальный дизайн по бокам, а также подвешивать стальную цепь, крюки и резать металл…
Узнать больше и зарегистрироваться →
Производство металлической мебели
Изготовьте единственную в своем роде металлическую мебель для вашего дома! Выходя за рамки основной сварки MIG, этот курс посвящен проектированию и изготовлению функциональных и эстетически привлекательных…
Узнать больше и зарегистрироваться →
Молодежь изучает сварку
Молодежь может изучить три различных типа сварки: металл в среде инертного газа (MIG) , дуга / палка (ARC) и кислородно-ацетиленовый. Во время этого введения учащиеся получат представление о. ..
Узнать больше и зарегистрироваться →
МАГАЗИН СВАРКИ
2021-06-16T08:16:02-07:00 Ссылка для загрузки страницыПерейти к началу
4 различных вида сварки, которые должен знать каждый домашний мастер
Фото: istockphoto.com
Сварка может быть самостоятельным увлекательным хобби или полезным навыком для домашних мастеров, реставраторов автомобилей, домашних инженеров, мастеров и художников . К сожалению, не один вид сварки подходит для всех задач. Различные типы сварщиков могут ввести в заблуждение как тех, кто только начинает, так и тех, кто хочет улучшить свои навыки или обновить свое оборудование.
Если вам интересно, какие бывают виды сварки и как их использовать, продолжайте читать. В этой статье мы рассмотрим каждый из четырех различных типов сварки, которые могут понравиться пользователям, работающим в режиме «сделай сам», обсудим их достоинства и рассмотрим некоторые из лучших аппаратов в каждой категории.
1. Дуговая сварка металлическим электродом в среде защитного газа – также известная как сварка MIG Фото: homedepot.com
Сварка MIG, несомненно, является самым популярным видом сварки среди домашних мастеров, а также среди профессионалов. Сварочная проволока подается с катушки к сварочному пистолету. Скорость подачи регулируется, что обеспечивает превосходный контроль, и сварщик может сосредоточиться на самом сварном шве. Это самый простой из методов сварки для изучения, и новички вскоре могут производить стабильно прочные сварные швы, которые не требуют особых усилий для очистки.
Единственным реальным недостатком сварки MIG является то, что для создания защитного «экрана» вокруг сварного шва и предотвращения загрязнения требуется подача баллонного газа. Его несложно настроить, но сварка MIG менее портативна, чем некоторые альтернативы.
Подходит для: Универсальная сварка стали или алюминия в мастерских.
Наша рекомендация: Lincoln Electric Weld Pak 140 Amp — можно приобрести в магазине Home Depot за 649,00 долларов США
Lincoln Electric — один из ведущих производителей сварочного оборудования для самостоятельного изготовления и профессионального сварочного оборудования. Это высококачественное устройство сочетает в себе простоту использования для начинающих с мощностью и точностью, которые требуются более опытным пользователям. Он может производить два вида сварки. В дополнение к эффективной сварке MIG, он также предлагает возможность сварки с флюсовой сердцевиной (см. Сварку с флюсовой сердцевиной ниже).
Реклама
Связанный: How To: Age Metal
2. Дуговая сварка вольфрамовым электродом в среде защитного газа – она же сварка TIGФото: amazon.com
Основное отличие сварки MIG от TIG приводная катушка со сварочной проволокой. Сварка выполняется вольфрамовым электродом, защищенным газом так же, как и MIG. Часто используется присадочная проволока, но «автогенные» сварные швы просто сплавляют два куска металла вместе.
Сварка ВИГ обеспечивает большую универсальность. Его можно использовать для стали, нержавеющей стали и алюминия, так называемых «мягких» металлов, таких как латунь и медь, и более экзотических материалов, таких как магний и титан. Некоторые сварочные аппараты TIG оснащены ножным управлением, позволяющим точно регулировать температуру. С помощью этих сварочных аппаратов для стали опытные пользователи могут выполнять аккуратные высококачественные сварные швы в толстых или тонких материалах.
Однако одновременная работа с пистолетом, присадочной проволокой, горелкой и, возможно, ножным управлением делает сварку TIG более трудной для освоения, чем сварку MIG. Это также гораздо более медленный процесс. Не рекомендуется для начинающих.
Подходит для: Прецизионная сварка различных металлов.
Наша рекомендация: Сварочный аппарат Primeweld TIG225X 225 Amp – Приобретите на Amazon за 825,00 долларов США
Доступны аппараты TIG стоимостью менее 500 долларов, но сварщикам-любителям со скромным бюджетом, вероятно, лучше инвестировать в MIG. Эта мощная машина Primeweld оснащена инверторной технологией, которая обеспечивает постоянную и контролируемую мощность, поэтому пользователи могут в полной мере воспользоваться преимуществами универсальности сварки TIG. Полный сварочный комплект включает в себя высококачественную горелку, ножную педаль, газовый регулятор и базовую маску.
Связано: Решено! Лучшая краска для металла
3. Дуговая сварка в защитном металле – она же сварка электродомФото: amazon.com
Сварка электродом существует с конца 19 века. До того, как MIG стал доступным, это был любимый метод сварки многих домашних мастеров. По сути, это расплавляет металлическую палочку (стержень) в сустав. Стержень содержит необходимые для экрана элементы, поэтому отдельного газоснабжения не требуется, и он хорошо работает на открытом воздухе. Этот тип сварочного аппарата часто рекомендуется для сварки чугуна и хорошо подходит для стали. Он сваривает грязные, ржавые или окрашенные поверхности. Хотя его можно использовать и для других металлов, генерируемая высокая мощность затрудняет сварку тонкого материала.
Реклама
Зажигание дуги (начало сварки) может быть сложной задачей. Использование стержней, а не непрерывной катушки проволоки, означает, что это процесс с остановкой и запуском. Это также создает много брызг (брызги расплавленного металла), которые делают сварной шов неопрятным, что требует значительной работы, если требуется аккуратная отделка. По сути, это быстрая и грязная «сельскохозяйственная» сварка.
Подходит для: Грязный или ржавый металл, где аккуратная сварка не особенно важна.
Наша рекомендация: LOTOS LTPDC2000D Сварочный аппарат для сварки электродами, аппарат для сварки TIG и плазменный резак – приобретите на Amazon за 489,00 долларов США
Lotos — это торговая марка, известная своим высокопроизводительным сварочным оборудованием по конкурентоспособным ценам. Эта модель предлагает невероятную гибкость в том, что она может работать как с ручным электродом, так и с TIG, и может использоваться в качестве плазменного резака для резки металла (требуется подача сжатого воздуха). Особое внимание уделяется зажиганию дуги, что помогает преодолеть один из недостатков электродуговой сварки.
Связанный: Лучшие угловые шлифовальные машины для вашего дома Магазин
4. Дуговая сварка порошковой проволокойФото: amazon.com сварка. На самом деле ряд машин, таких как упомянутая выше Lincoln Electric, предлагают возможности как для сварки MIG, так и для сварки с флюсовым сердечником.
Отличие заключается в самой проволоке, которая имеет флюс снаружи. Это твердое тело, пока оно не нагреется от контакта со сварным швом, после чего оно выделяет инертный газ, который создает экран, аналогичный сварке MIG. Однако для этого не нужен газ в баллонах, шланг и регулятор. Это делает его гораздо более портативным решением. Экран меньше подвержен влиянию ветра, что делает его хорошим выбором для сварки на открытом воздухе. Подобно сварке стержнем, она сваривает металлы в плохом состоянии, поэтому требуется небольшая подготовка или вообще не требуется никакой подготовки.
Недостатком является то, что проволока более дорогая, а брызги сложно удалить. Кроме того, сварка с флюсовой сердцевиной обеспечивает быстрое проплавление, что отлично подходит для толстого материала, но неопытные пользователи могут прожечь тонкий лист насквозь.
Объявления
Подходит для: Наружный ремонт и строительство.
Наши рекомендации: Сварочный аппарат Goplus MIG 130 — купите на Amazon за 149,99 долларов США
Недорогой сварочный аппарат Goplus MIG 130 предлагает новичкам все необходимое для начала работы, включая безгазовый сварочный аппарат, базовую маску, щетку/отбойный молоток, и моток проволоки. Это легкое и универсальное введение в сварку с флюсовой проволокой, хотя более опытным пользователям может потребоваться больше мощности.
Реклама
9 Самые популярные виды сварочных процессов и их преимущества
Вы когда-нибудь задавались вопросом, какие бывают виды сварочных процессов? Что ж, сварка не только практична; это также форма искусства. Конечно, практическое применение положительно влияет на вашу повседневную жизнь: мосты, ваша машина, балки здания, где вы работаете, и магазины, где вы делаете покупки… и это лишь некоторые из них.
Вы можете найти сварку практики во многих вещах, от пайки, используемой для самых сложных ювелирных изделий и печатной платы вашего смартфона, до гладких соединений скульптур мамонтов.
Какие виды сварочных процессов существуют? В профессии сварщика существует множество специализаций. Вот девять из них:
| 1 | MIG – Дуговая сварка металлическим электродом (GMAW) | Также называется сваркой в среде инертного газа (MIG). Обеспечивает наиболее стабильные результаты сварки. Некоторые считают, что это, вероятно, самое простое место для новичков. |
| 2 | ВИГ – дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) | Также называется сваркой вольфрамовым электродом в среде инертного газа (TIG). Один из самых аккуратных (самых чистых) видов сварки, потому что он не создает брызг. |
| 3 | Дуговая сварка порошковой проволокой (FCAW) | Отличное решение для резервуаров, котлов и труб из толстолистового металла. |
| 4 | Дуговая сварка под флюсом (SAW) | Горячие материалы не разбрызгиваются и не разбрызгиваются, а флюс препятствует выходу высоких уровней радиации в воздух. |
| 5 | Электродуговая сварка в защитном металле (SMAW) | Эта сварка также известна как электродуговая сварка. Не требует газовой защиты, необходимой для сварки TIG и MIG, и очень портативна. Он также отлично работает на открытом воздухе для сельскохозяйственной техники и т. д. |
| 6 | Термитная сварка | Позволяет быстро соединять два разнородных металла без источника питания. |
| 7 | Ацетиленовая (газовая) сварка | Простое в освоении и эксплуатации, а также недорогое решение. |
| 8 | Кузнечная сварка | Лучший вариант для кузнечного дела. |
| 9 | Сварка сопротивлением | Способен переводить очень тонкие металлы (0,1 мм) в эти металлы (20 мм). |
Сварка — важный и востребованный навык. Майк Роу сказал: « Самое важное — это то, что всегда имело значение. Готовность усердно работать, овладевать востребованным навыком и идти туда, где есть спрос. ”Чтобы доказать его точку зрения, вот более пристальный взгляд на дисциплину сварки и возможности карьерного роста внутри.
Содержание
Безопасность превыше всего. Инструменты для торговли
Сварка не для случайных занятий — это одна из самых опасных задач, которую может выполнять профессионал в торговой отрасли. Не уверен, что веришь? Учтите: сильный жар, радиоактивные материалы, ослепляющие ультрафиолетовые лучи и горящие искры — все это часть работы. Это также не для модников. Сварочная одежда предназначена для функциональности и защиты.
Итак, какие средства индивидуальной защиты (СИЗ) являются обязательной частью торговли? Ознакомьтесь со всем необходимым защитным гардеробом сварщика:
- Огнезащитная одежда и куртка , специально предназначенная для сварки. Вы не хотите выглядеть как профессиональный каскадер боевиков, который не готов к такому пламени!
- Сварочные перчатки созданы для выполняемого вами сварочного процесса.
- Высокие кожаные сапоги или туфли – лучше всего подойдут ботинки со стальным носком. Ваша обувь должна быть в состоянии противостоять дождю тлеющих искр, которые могут упасть на нее.
- Защитные каски и лицевые щитки . Точно так же, как вы можете получить переходные линзы для своих очков, вы также можете получить шлем с автоматическим затемнением. Эти шлемы будут регулировать свою темноту в соответствии с яркостью искр.
- Респираторы тоже хорошая идея . Особенно, если вы работаете в помещении с плохой вентиляцией.
Четыре основные категории профессии сварщика
Все сварочные дисциплины обычно относятся к одной из двух категорий: процессы сварки плавлением и процессы сварки пластмасс. Каждый из них имеет несколько специализаций внутри них.
Прежде чем мы углубимся в 4 основные категории сварки, ознакомьтесь с основной таблицей сварки и смежных процессов.
Кредит: Navy BMR1. Сварка плавлением
Нагревание двух материалов до точки плавления с целью их соединения друг с другом, в результате чего получается одна соединяемая деталь . Поскольку это слишком просто, в категории «Сварка плавлением» есть три разных дисциплины:
· Дуговая сварка
Дуговая сварка — это то, о чем думает большинство людей, когда думают о сварке . Дети в мастерской часто начинают изучать сварку электродами. В то время как в кислородно-ацетиленовом процессе используется газ, в процессе дуговой сварки металлы соединяются за счет тепла, выделяемого электрической дугой.
В рамках дисциплины дуговой сварки существует пять специализаций:
a) Электродуговая сварка в защитном металле (SMAW) или электродуговая сварка
Это один из наиболее широко используемых процессов сварки. Он требует удаления образовавшегося шлака из сварного шва после завершения процесса сварки. Сварщики обычно удаляют шлак, откалывая его, а затем опиливая, чтобы сделать его более гладким и аккуратным.
Недавно я написал подробную статью о сварке электродами: Полное руководство по SMAW, взгляните на нее.
Этот процесс хорошо подходит для различных строительных проектов, ремонта тяжелого оборудования и трубопроводов, а также для других работ, требующих чего-то портативного.
Хотя сварка электродом может занять больше времени, чем другие виды сварки, ее можно эффективно выполнять под дождем или ветром, и она не требует газовой защиты. Еще одним его преимуществом является простота замены стержней при работе с разными типами металла.
Этот тип сварки также используется, когда требуется подводная сварка.
Что такое сварка STICK? (SMAW) >> Посмотрите видео ниже. продвинутые сварщики, освоившие свои навыки создания тонких и деликатных сварных швов . Обычно для их правильного выполнения требуется больше времени и опыта, чем для некоторых других видов сварки.
Как следует из названия, в этом процессе сварки используется газ, обычно аргон, для защиты расплавленной сварочной ванны от переносимых по воздуху загрязняющих веществ. Сварка TIG известна тем, что позволяет производить точные и чистые сварные швы на любом металле, будь то:
- Alloys
- Aluminum
- Brass
- Bronze
- Chromoly
- Copper
- Gold
- Magnesium
- Nickel
- Steel or Stainless
One of the benefits of Gas Tungsten Arc Weld is that you не нужно беспокоиться о шлаке, брызгах, дыме или испарениях. Конечно, если металл, с которым вы работаете, имеет какие-либо загрязнения: смазку, свинец, масло, краску, цинк и т. д., вы, скорее всего, будете испытывать либо дым, либо испарения, либо и то, и другое.
GTAW — это полезный сварочный процесс для ремонта детской тележки Red Flyer Wagon, рамы велосипеда, снегоочистителя и даже создания произведений искусства.
Этот процесс обеспечивает чистые сварные швы. Итак, если вас беспокоит внешний вид сварного шва, это хороший косметический процесс.
Поскольку вы управляете теплоотдачей так же, как акселератором в автомобиле или скоростью иглы в швейной машине, вы можете контролировать количество бусинок, которые вы создаете.
Что такое сварка TIG? >> Посмотрите видео ниже
c) MIG – дуговая сварка металлическим электродом в среде защитного газа (GMAW) – также называется сварка в среде инертного газа (MIG)
Это вторая по популярности сварка техника после сварки стержнем. Некоторые считают это несколько архаичным процессом, но он не требует такой точности и не так сложен, как некоторые другие методы сварки.
Одна из причин, по которой сварщики считают, что этот процесс легче освоить, заключается в том, что он не требует такого уровня точности, как другие процессы сварки. Им можно управлять одной рукой, так как электрод автоматически подается через горелку.
Этот процесс часто используется для:
- Ремонт автомобилей
- Строительство
- Сухой док -морской работы
- САЛМАНИЧЕСКИЙ
- Робототехники
Сварщик должен знать о Dross and Piresity of the Weld. Если за ними не ухаживать должным образом, прочность и целостность сварного шва будут нарушены.
Что такое сварка MIG? (GMAW) >> Посмотрите видео ниже
d) Дуговая сварка флюсовой проволокой (FCAW)
При работе с этим процессом сварки вместо защитного газа вы будете использовать проволоку с центром на основе флюса. Это также хорошо работает на открытом воздухе, потому что флюс не так легко сдувается со сварного шва и не подвергается негативному воздействию грязных или ржавых металлов.
Хотя он производит много дыма и брызг, он может обеспечить лучшее проникновение, чем один из газовых растворов.
Этот процесс также часто используется для любительской сварки.
Что такое дуговая сварка порошковой проволокой? (FCAW) >> Посмотрите видео ниже
e) Дуговая сварка под флюсом (SAW)
стык – покрыты слоем флюса. Создает экран для расплавленного материала и предотвращает разбрызгивание и разбрызгивание . Барьер защищает либо человека, либо робота, выполняющего функцию.
Дуговая сварка под флюсом хорошо подходит для быстрых сварных швов, которые требуются в условиях высокой производительности. Тем не менее, вы ограничены использованием стали, нержавеющей стали и некоторых типов никеля для SAW.
· Газовая сварка, также называемая кислородно-ацетиленовой сваркой
В этом процессе используется смесь топливных газов и кислорода в горелке для достижения высоких температур, необходимых для этого процесса . В самом горячем состоянии этот процесс достигает почти 3500 градусов по Цельсию (6332 градуса по Фаренгейту).
Изображение предоставлено: TechminyДля сравнения, большинство газовых грилей достигают температуры только 500-550 градусов по Фаренгейту, а самая горячая печь для пиццы на древесных гранулах на розничном рынке достигает 930 градусов по Фаренгейту . Этот процесс сварки достигает температуры почти 90 400, в семь раз 90 401 выше, чем самая горячая печь для пиццы!
Этот процесс часто используется с тремя различными типами пламени:
- Нейтральное пламя
- Науглероживающее пламя
- Окислительное пламя
Некоторые из преимуществ использования процессов газовой сварки включают:
- Портативный . Газ хранится под давлением в стальных баллонах, которые можно передвигать.
- У него есть специально разработанные предохранительные устройства , такие как пламегасители.
- Универсальный . Это оборудование можно использовать не только для сварки, но и для «пламенной резки» более крупных материалов.
- Довольно легко научиться и применять эти знания.
- Относительно низкая стоимость .
· Термитная сварка
Термит представляет собой комбинацию алюминиевого порошка и оксида металла. При воспламенении металл расплавляется в результате экзотермической ненасильственной реакции. Затем этот жидкий металл выливается туда, куда хочет сварщик, и когда он затвердевает, создается сварной шов.
Изображение предоставлено: Alt_driver Как правило, с ним связана высокая стоимость, поэтому он используется не так часто, как сто лет назад. Он до сих пор используется, потому что это относительно простой и быстрый процесс, который можно использовать для соединения как схожих, так и разнородных металлов. В отличие от некоторых других процессов, он также не требует значительного источника питания.
Чтобы получить необходимую реакцию, термитная смесь должна быть нагрета как минимум до 1300 градусов по Цельсию (около 2372 градусов по Фаренгейту).
2. Процесс сварки пластика
Если вы когда-нибудь случайно оставляли пластиковую лопатку или ложку на горячей сковороде, то по опыту знаете, что пластик действительно плавится и превращается в жидкость.
Сварка пластмасс использует эту концепцию и создает молекулярную связь между двумя совместимыми частями термопластика. Этот процесс обычно требует использования термопластичного сварочного стержня для создания поверхности, которую можно соединить с другой.
Тем не менее, обычно существует два разных подхода к сварке пластмасс и композитов:
- Внешний нагрев
- Внутренний нагрев
Термопласты могут быть отверждены в нескольких процессах. раз . Это может быть достигнуто за счет использования горячей пластины, инструментов для имплантации, лазерных или инфракрасных инструментов, радиочастот, процессов вращения или ультразвуковых и вибрационных методов.
Этот процесс часто используется в:
- Производство и ремонт автомобилей
- Производство медицинского оборудования может работать практически с любым типом термопластичного полимера. Еще одним преимуществом является то, что он имеет довольно низкую цену и хорошо подходит для процессов массового производства.
3. Кузнечная сварка
Концепция использования кузницы для нагревания или плавки металла использовалась на протяжении тысячелетий. На самом деле, это считается старейшим из существующих методов сварки.
После того, как металл нагрет до ковкого состояния, профессионал может прибить его к покорности – буквально . Нагретый металл забивается в новую желаемую форму, а затем охлаждается, чтобы установить процесс.
Кузнецы, работающие над подковами в старых вестернах, легко приходят на ум, когда речь идет о процессе ковки, но это не ограничивается этими профессионалами. В настоящее время кузнечная сварка применяется в аэрокосмической промышленности , оружейной и автомобильной промышленности.
Хотя это медленный процесс, требующий высокого уровня навыков, он популярен, потому что не требует наполнителя.
4. Сварка сопротивлением
Этот относительно эффективный и экологически чистый процесс сварки представляет собой термоэлектрический процесс, во время которого электрическое сопротивление используется для создания тепла, в результате чего соединяемые материалы находятся в жидком состоянии.
Изображение предоставлено: RocdacierСуществует четыре хорошо известных типа контактной сварки:
Стыковая сварка оплавлением Обычно используется для сварки стержней и труб в сталелитейной промышленности. Это происходит за счет зажима двух частей в электрододержателях.Выступающая сварка Этот процесс в основном используется при изготовлении гаек и болтов. Чтобы этот процесс работал, в месте, где необходимо сварить деталь, помещается углубление, и через него проходит большой ток, в то время как через электрод прикладывается давление. Это приводит к плавлению и уплощению углубления для создания сварного шва. Точечная сварка Считается наименее сложным видом контактной сварки. Этот процесс в основном создается путем размещения двух разных частей под весом наковальни и нанесения медных электродов на место соединения, чтобы пропустить через них ток и расплавить их. Затем шов быстро охлаждают. Шовная сварка Если вы хотите получить воздухонепроницаемое соединение методом контактной сварки, вам подойдет этот процесс. Это также известно как непрерывная точечная сварка. Он считается непрерывным, потому что электроды имеют форму ролика, который используется для подачи тока на соединяемые детали. Ток в ролике расплавляет детали в местах их соединения и создает сплошной сварной шов.Сварщики невероятно трудолюбивы!
Все эти различные сварочные процессы могут показаться немного ошеломляющими — может быть, даже запутанными, но знаете ли вы, что на современном рынке труда существует ОГРОМНЫЙ спрос на сварщиков?
Это профессия, безусловно, востребованная. На момент написания этой статьи на одной популярной доске объявлений о вакансиях было более 3800 активных списков вакансий для сварщиков, на другой — более 2400, а на третьей — более 7200.
Узнайте больше о самых высокооплачиваемых сварочных работах — Здесь вы можете найти статью с нашего веб-сайта о : Хорошо ли зарабатывают сварщики? | Самые высокооплачиваемые сварочные работы
Это здорово, но… Как научиться эффективному сварщику?
Возможно, вы ищете новую карьеру или только начинаете.
В любом случае, есть много технических и профессиональных школ, которые борются за ваше зачисление. Если вас беспокоят расходы, вот лишь несколько потенциальных возможностей получения стипендии:- Американское общество сварщиков — это фонд, который, согласно его веб-сайту, занимается «развитием науки, технологий и применения сварки и смежных процессов соединения и резки во всем мире».
- Nuts, Bolts, and Thingamajigs является фондом Международной ассоциации производителей и производителей.
- Программа стипендий Майка Роу по трудовой этике — это фонд, призванный «восстановить связь среднего американца с ценностью квалифицированной рабочей силы».
Есть также несколько крупных компаний, которые предлагают обучение, чтобы вы могли начать без фундамента и учиться на работе. Если вы думаете, что хотели бы узнать об этом больше, вы можете посетить сайт Министерства труда США Apprenticeship.Gov.
Теперь у вас должно быть лучшее представление о том, сколько различных типов сварочных процессов существует.
Если вы думаете о карьере в отрасли, ознакомьтесь с приведенными выше ресурсами и начните!Статья по теме: Где работают сварщики?
Полное руководство по SMAW, которое вам когда-либо понадобится [обновлено]
Как вы, наверное, можете себе представить, сварка электродами — это не простая тема, особенно когда мы начинаем говорить о выборе электродов и всех различных методов, которые вы можете реализовать. Но не волнуйтесь, именно поэтому мы предлагаем вам полное руководство по этой веселой и интересной теме.
В этой статье вы узнаете все о:
Основной обзор терминов сварки электродом (SMAW) , необходимое основное оборудование и как работает сварка электродом
Что насчет безопасности сварщиков, выбора электродов , подготовки соединения и настройки оборудование?
Различные методы сварки электродом и основные рекомендации для различных металлов.
Содержание
Что такое сварка электродом?
Если вы хотите быть супертехничным (и разборчивым) здесь, то надлежащий термин для сварки электродом представляет собой дуговую сварку защищенным металлом или SMAW. Название «стержневая сварка» на самом деле является сленгом, которое появилось в сообществе, поскольку его намного проще произнести, чем другое.
Однако наиболее часто используемым процессом дуговой сварки является дуговая сварка, в которой используется электрод (иногда называемый присадочным стержнем или просто стержнем) и электрическая энергия для сплавления металлов и заполнения шва.
Сердечник электрода состоит из твердого металла, который затем покрывается минеральными соединениями и металлическим порошком вместе со связующим. Он обеспечивает подачу электрического тока к дуге и , что обеспечивает выделение достаточного количества присадочного металла для соединения.
Как вы можете себе представить, существует множество различных размеров и типов электродов, из которых вы можете выбирать.
Тот, который вы или решите использовать, определит требования к напряжению дуги и силе тока. Вот почему эта тема может быть такой серой зоной, особенно если вы новичок.В чем разница между сваркой электродом, сваркой MIG и TIG?
Овладение одним из трех основных видов сварки может занять лет, много усилий и ведра оборудования. Итак, вам следует решить, что выбрать, прежде чем вы начнете тратить деньги на новую мастерскую.
Имея это в виду, мы рассмотрим здесь различия, чтобы вы могли понять, подходит ли вам электродная сварка.
Сварка электродом – SMAWСварка электродом
Если вы новичок или просто хотите покататься на выходных, сварка электродом – это определенно для вас. Почему? Потому что это самый простой метод обучения (основы можно освоить за одно утро), он требует меньше оборудования и намного дешевле, чем MIG и TIG.
Как это работает?
- Отрицательный кабель аппарата подключается к вашей работе, поэтому ток может проходить и создавать дугу при присоединении электрода.
- Достаточно быстро коснуться электродом основного металла и слегка приподнять его для создания дуги.
- После этого действия электрод расплавится и сплавится с основным металлом, образуя «сварочную ванну».
- После остывания соединение становится красивым и прочным.
Сварка MIG
Этот процесс, также известный как сварка металлов в среде инертного газа, требует дополнительных знаний о защитных газах и скорости подачи проволоки. Хотя с ним проще разобраться, чем с TIG. Обычно настройка машины является самой сложной частью, поскольку фактическая сварка относительно проста.
Как это работает?
- Вы используете шпульный пистолет, чтобы вытолкнуть электрод, чтобы создать сварочную ванну. Здесь электрод не имеет покрытия (как при сварке электродом).
- Вот почему для защиты сварочной ванны необходимо использовать защитные газы.
Сварка ВИГ
В зависимости от того, с кем вы говорите, это самое сложное из всех.
Тем не менее, вы получите фантастически точные и чистые сварные швы, поэтому обычно TIG используется для художественных работ и сложных деталей.Как это работает?
- Электрод , а не содержит присадочный материал. Вместо этого он сделан из вольфрама, который имеет чрезвычайно высокую температуру плавления.
- Шпаклевку нужно наносить отдельно от «шприца».
- В одной руке вы будете держать факел, а в другой – наполнитель. Итак, да, здесь много многозадачности.
Недавно я написал подробную статью на эту тему, взгляните на нее: В чем разница между сваркой TIG и MIG?
Сварка стержнем: оборудование
Как мы уже упоминали, сварка стержнем является самым простым из всех трех основных методов. Таким образом, оборудование, которое вам нужно, тоже очень простое.
Связанное чтение: Топ 5 основных инструментов и оборудования для дуговой сварки Список необходимого вам оборудования
Сварочный аппарат состоит из четырех частей (все они необходимы): поставка или просто сварочный аппарат)
- Зажим заземления
- Инструменты для удаления шлака
- Сварочные электроды (т. е. стержни для сварки)
- Держатель электрода
- Защитное оборудование
- Сталь
- Чугун
- Магний
- Нержавеющая сталь
- Сплавы на основе никеля
- Хром
- Алюминий
Теперь давайте посмотрим, что делает каждая деталь, не так ли?
Блок питания постоянного напряжения
Очевидно, что вы не сможете начать электродуговую сварку, если у вас нет сварочного аппарата. Существует множество вариантов и — вы даже можете купить тот, который позволяет выполнять все три метода сварки! Однако это будет 9 0400 довольно дорого, так что лучше просто купить сварочный аппарат.
Мы рекомендуем Amico Power Stick Welder , если вы новичок.
Зажим заземления
Как правило, входит в комплект поставки сварочного аппарата. Вы должны убедиться, что он надежно закреплен вокруг заготовки и подключен непосредственно к сварочному аппарату.
Инструменты для удаления шлака
После того, как вы закончите сварку, вам нужно очистить шлак. Мы советуем использовать шлаковую стружку и молоток, прежде чем доставать проволочную щетку.
Электроды для сварки палочками
Убедитесь, что вы выбрали правильные электроды. Но не волнуйтесь, у нас есть целый раздел об этом ниже, чтобы помочь вам с этим запутанным аспектом.
Держатель электрода
Да, он удерживает электрод и предотвращает серьезные травмы.
Оборудование для обеспечения безопасности
Мы собираемся подробно поговорить об оборудовании для обеспечения безопасности чуть позже, а пока просто знайте, что вы будете нужно. Правильно, это не подлежит обсуждению.
Недавно я написал статью на эту тему, взгляните на нее: 30+ необходимых сварочных инструментов и аксессуаров (опрос экспертов)
Итак, сколько все это
стоит ?Как и все остальное, это зависит от того, для чего вы собираетесь его использовать, от бренда, который вы выбрали, и от вашего бюджета. Здесь нет каменного правила, и цены в любом случае колеблются в течение года. Тем не менее, мы дадим вам небольшой обзор!
За отличный сварочный аппарат начального уровня вам придется заплатить около 300 долларов. В качестве альтернативы многие компании предлагают вариант ежемесячного финансирования, поэтому вам не нужно сразу отбрасывать эту относительно большую единовременную сумму. Мы бы порекомендовали выбрать Longevity Stick Weld 140.
Конечно, по мере того, как вы поднимаетесь по лестнице для сварки, цены растут. И когда мы говорим вверх, мы имеем в виду вверх — вплоть до 10 000 долларов и выше! Но не волнуйтесь, это, как правило, для тех, кому это нужно для крупного промышленного производства и , а не Джо из соседнего дома, который любит ходить в свою мастерскую по субботам.
Только будьте осторожны, чтобы не купить эти действительно дешевые . Поверьте, вы не сможете сделать качественный стык, даже если вы сварщик-чемпион мира.
Связанное чтение: Портативный сварочный аппарат – 5 вещей, которые нужно искать
Сколько времени мне потребуется, чтобы научиться сварке электродом?
По правде говоря, это зависит от того, что вы хотите делать и сколько вы готовы практиковаться.
Для общего ремонта во дворе, по нашим оценкам, вы можете изучить основы примерно за 5 часов .
Будут ли ваши сварные швы выглядеть великолепно? Неа. Будут ли они очень грубыми? Да. Но смогут ли они держаться вместе и выполнить свою работу? Абсолютно!
Однако, если вы хотите начать карьеру в качестве сварщика, вам необходимо пройти как минимум 500 часов обучения.
После этого, чтобы стать сварщиком среднего уровня, вы должны набрать примерно 900 часов практики. Для прибыльной карьеры сварщика труб это будет гораздо больше — около двух лет специализированного обучения.
Связанное чтение: Быстрый способ сварить как профессионал – даже если вы новичок!
С какими материалами можно работать?
Поскольку теперь вы явно предпочитаете дуговую сварку другим вариантам, нам нужно обсудить, с какими материалами вы можете работать.
После того, как вы приобрели все необходимое оборудование, вы можете приступить к работе с любым из следующих материалов:
Хотя мы поставили не лучший вариант на алюминий. Тем не менее, вы можете выполнить работу с помощью сварки.
Вам необходимо убедиться, что ваша заготовка достаточно толстая, так как сварка электродом испортит тонкий листовой материал. Как правило, этот метод идеально подходит для ремонта тракторов, работы с сельскохозяйственным оборудованием, строительства электростанций, сварки труб и использования металлов толщиной более 1/16 дюйма.
Здоровье и средства индивидуальной защиты
Сварка электродом достаточно опасна, так как без дополнительная проблема заключается в отсутствии надлежащих средств индивидуальной защиты. Вот почему убедиться, что вы купили (и носите) правильную одежду, необходимо, чтобы вы получали удовольствие и оставались в безопасности, делая это.
Итак, что именно вам нужно? Давайте углубимся в детали.
Средства защиты глаз и лица
Стандартная практика сварки требует, чтобы вы надевали шлем, защитные очки, щитки для рук и защитные очки.
Точная защита глаз, которую вы должны носить, зависит от конкретной задачи, которую вы выполняете. Поскольку это довольно большая тема, мы рассмотрим здесь только основы.
Связанное чтение: Как долго длится прожиг сварочных аппаратов? Симптомы и лечение
Прозрачные линзы
Они прекрасно защищают ваши глаза от ударов. В этом случае удар может быть вызван брызгами, летящими частицами или искрами.
Иногда вам понадобятся защитные очки с боковыми щитками, а в других случаях вам потребуются защитные очки, закрывающие весь глаз. Все упирается в работу дома.
Сварочные шторы
Как известно большинству людей, свет во время сварочного процесса невероятно яркий. Неудивительно, что повреждение сетчатки является распространенной проблемой в сварочном сообществе, верно?
Вот почему были изобретены сварочные шторы. В них используется чрезвычайно темный фильтр, который позволяет безопасно смотреть на дугу .
Недавно я написал статью на эту тему, взгляните на нее: Что означает номер оттенка при сварке? Что насчет безопасности?
OSHA (также известная как Управление по охране труда и технике безопасности) изложила инфографику о правилах, которая позволяет вам легко выбрать правильный фильтр в зависимости от выполняемой вами работы. Чтобы помочь вам, мы дали вам основы его ниже:
| Размер электрода 1/32 дюйма | Ток дуги | Минимальный протективный оттенок |
|---|---|---|
| ниже 3 | 4494999999999999999999999999999999999999999999999999999999999999тели | |
| . 7 | ||
| от 3 до 5 | 60 to 160 | 8 |
| 5 to 8 | 161 to 250 | 10 |
| Over 8 | 251 to 550 | 11 |
It should be mentioned here however that these щиты редко соответствуют требованиям по защите от ударов. В этом случае вам может потребоваться надеть защитные очки под лицевой щиток.
Каски
Обычно, когда мы говорим о сварочных касках, мы не имеем в виду стандартную каску, которую носит любой на стройке.
Вместо этого мы говорим о тех, у кого расширенные шейные платки защищают всю голову, лицо и (как вы уже догадались) шею.
Вы можете найти очки с автоматически затемняющимися линзами, которые позволяют выполнять практически любые сварочные работы без необходимости выяснять, какие очки вам нужны. Просто позвольте шлему сделать это!
Связанное чтение: Как выбрать сварочную маску? Что учитывать?
Одежда
Опять же, наиболее подходящая одежда зависит от конкретной работы, которую вы выполняете. Тем не менее, вы должны убедиться, что вы носите достаточно материала, чтобы защитить вас от радиационных ожогов, искр и брызг. По сути, все ваше тело должно быть покрыто.
Вам следует выбирать темную одежду из кожи, шерсти или невероятно толстого хлопка, поскольку она не будет отражать свет из-под шлема. Кроме того, материалы долговечны, что снижает риск их плавления или разрыва.
Еще один аспект, который мы должны упомянуть здесь, это то, что вы не должны закатывать рукава (независимо от того, насколько вам жарко) и не должны надевать манжеты на брюки. Эти ролики могут улавливать очень горячий мусор, который может серьезно навредить вам.
Наконец, вы должны надеть огнеупорные перчатки перед началом работы. Хотя вы можете получить стандартные кожаные перчатки для сварки, лучше всего купить рукавицы, так как они защищают всю вашу руку.
Как подготовить стык к сварке электродом
К сожалению, нельзя просто включить аппарат и приступить к сварке стыка. Есть некоторая подготовка, которую вы должны сделать, чтобы подготовить металл к процессу сварки.
Мы просто углубимся в детали, так как нам 9 лет.0400 некий ты не хочешь читать кучу вафли!
Первое, что вам нужно сделать, это убедиться, что все дефекты устранены. Если вы пренебрежете этим шагом, ваш сварной шов не будет качественным, как бы вы ни старались.
Итак, удалить всю прокатную окалину, оксид и ржавчину. Это в основном применимо только к металлической кромке, но нет ничего плохого в том, чтобы сделать всю деталь целиком.
Все вышеперечисленное нужно делать независимо от того, какой тип соединения вы делаете. Тем не менее, есть определенные подготовительные шаги, которые необходимо предпринять в зависимости от типа сустава. Имея это в виду, мы рассмотрим каждый из них один за другим.
Типы соединенийУзнайте больше о сварке Соединения здесь: 5 типов сварных соединений и их применение – полное руководство рубка, пламя, стрижка, резка или обычная металлическая болгарка. Обычно вы увидите, что сварщики выбирают шлифовальную машину, поскольку это менее хлопотный метод.
Для более тонких металлов вам понадобится соединение с одним V-образным или U-образным пазом. Но для более толстых материалов вам следует использовать двойное V-образное или двойное U-образное соединение.
Подготовка стыка кромок
Возможно, вам не удастся выполнить так много стыков кромок с помощью дуговой сварки, поскольку этот тип соединения обычно используется для очень тонких металлов и, следовательно, создает более слабый сварной шов.
Сказав это, вы можете выполнить краевое соединение с более толстыми материалами для усиления, но, как правило, приберегите его для более тонких металлов.
Если вам не нужны фаски, то с точки зрения подготовки вам нужно сделать совсем немного. Просто очистите, прихватите и сварите! Но при некоторых обстоятельствах вы или нужно будет скосить края, чтобы обеспечить наилучшее сплавление.
Подготовка углового соединения
Вам нужно будет решить, хотите ли вы, чтобы угловое соединение было закрытым (где металл полностью прилегает друг к другу перед сваркой), полуоткрытым или полностью открытым угловым соединением.
В качестве альтернативы можно выполнить угловой шов угловым швом, но он, как правило, используется только для резервуаров и ящиков.
Подготовка соединения внахлестку
Несмотря на то, что соединения внахлест со смещением (есть много изображений в Интернете, если вы хотите быстро освежить в памяти, как они выглядят) прочнее, их может быть гораздо сложнее подготовить. Почему? Потому что скос, который вам нужно создать, находится под мучительно жестким углом.
Подготовка тройникового соединения
Перед выполнением тройникового соединения необходимо убедиться, что скошены правильные края. Затем прихватите его с каждой стороны перед укладкой валика.
Обозначения электродов для сварки стержнем
Это часть, которую некоторые из вас ждали с самого начала! Здесь мы собираемся погрузиться в значения обозначений электродов и как выбрать правильный для работы.
Итак, давайте перейдем к значениям обозначений, хорошо?
Обозначения на электродах представляют собой буквы и цифры, напечатанные на внешнем покрытии.
Когда электродуговая сварка впервые стала чем-то особенным, обозначение всегда начиналось с буквы «Е». Конечно, это означало электрод. Однако с годами от этого отказались, поэтому сейчас вы обычно найдете на них только цифры.
Связанное чтение: Для чего используется сварочный электрод 6011? Каковы преимущества?
Первые две цифры говорят о прочности присадочного металла внутри электрода. Таким образом, электрод 7018 имеет предел прочности при растяжении не менее 70 000 фунтов на квадратный дюйм сварного шва. Откуда нам это знать?
Потому что первые два числа 7 и 0! Сварной шов примерно в два раза прочнее стали, к которой он присоединяется, — удивительно, если подумать.
Последняя половина обозначения обозначает экранирование электрода. Чем больше число, тем больше экранирования и/или металла выделяется при сварке.
Таким образом, мы можем сказать, что электрод 7018 имеет намного большее покрытие, чем электрод 6010.
Теперь, когда вы понимаете, что на самом деле означает это обозначение, мы можем перейти к обсуждению того, какие из них лучше всего подходят для различных типов металлов.
Связанное чтение: Вот почему необходимо нагревать сварочные стержни
Выбор электродов для сварки стержневой стали
Ниже вы можете найти лучшие электроды для сварки стали. Не стесняйтесь пропустить, если сталь не является вашим предпочтительным материалом!