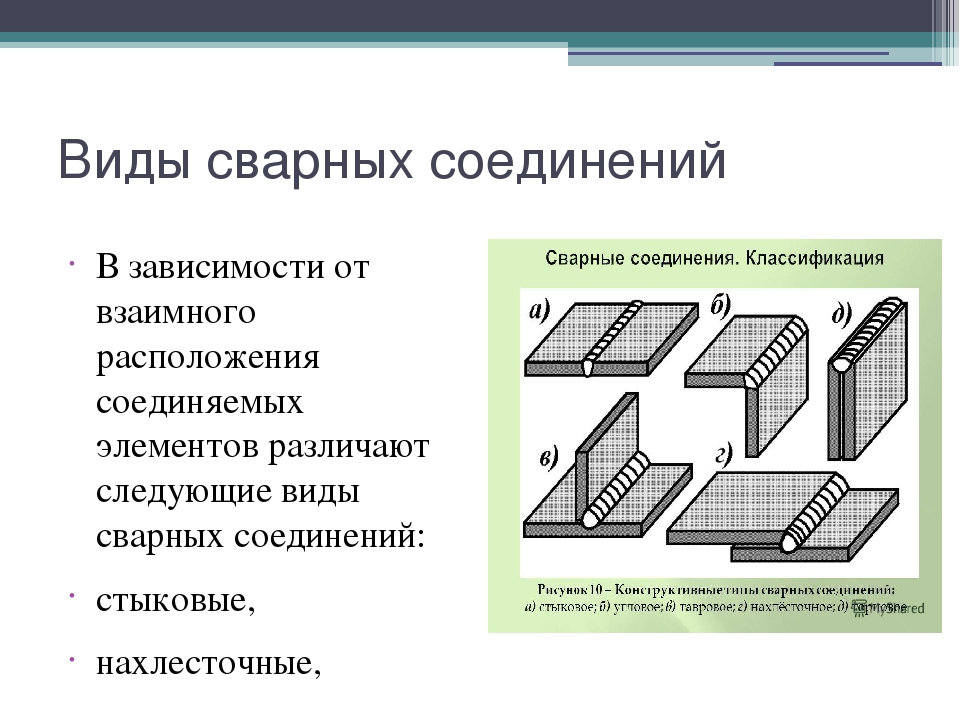
Основные типы сварных соединений и виды сварных швов
Соединение металлических деталей сварки давно и прочно вошло в производство, широко применяется в быту и продолжает развиваться в направлениях повышения качества и снижения себестоимости. У этой популярности есть свои плюсы и минусы.1 / 1
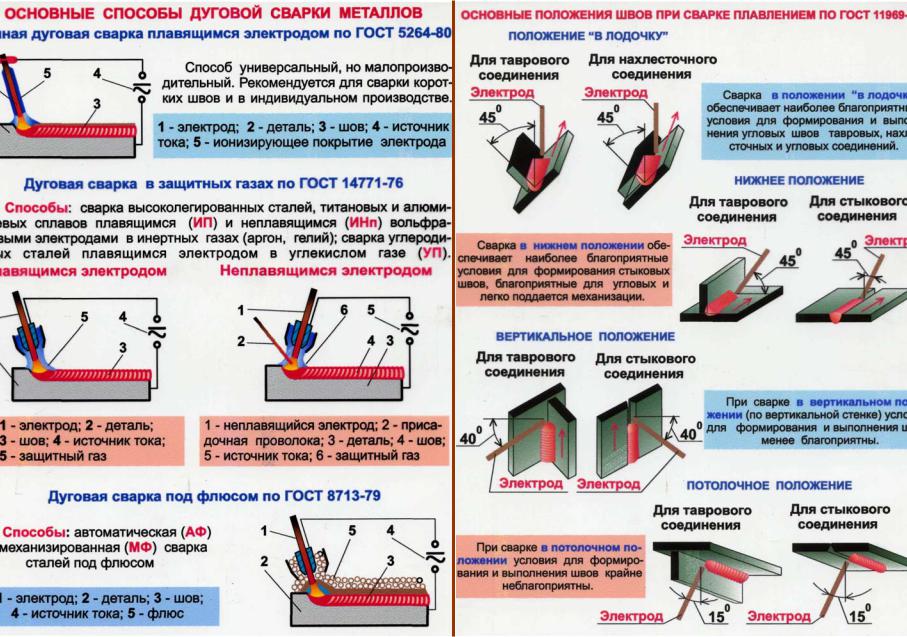
Соединение металлических деталей сварки давно и прочно вошло в производство, широко применяется в быту и продолжает развиваться в направлениях повышения качества и снижения себестоимости. У этой популярности есть свои плюсы и минусы. Плюс в доступности технологии для широких народных масс. Минус в том, что большое количество непрофессионалов вносит неопределенности в терминологию и описание сварочных процессов. Действующий ныне ГОСТ 5264 – 80 говорит о характеристиках и типах сварных соединений, а также видах сварных швов.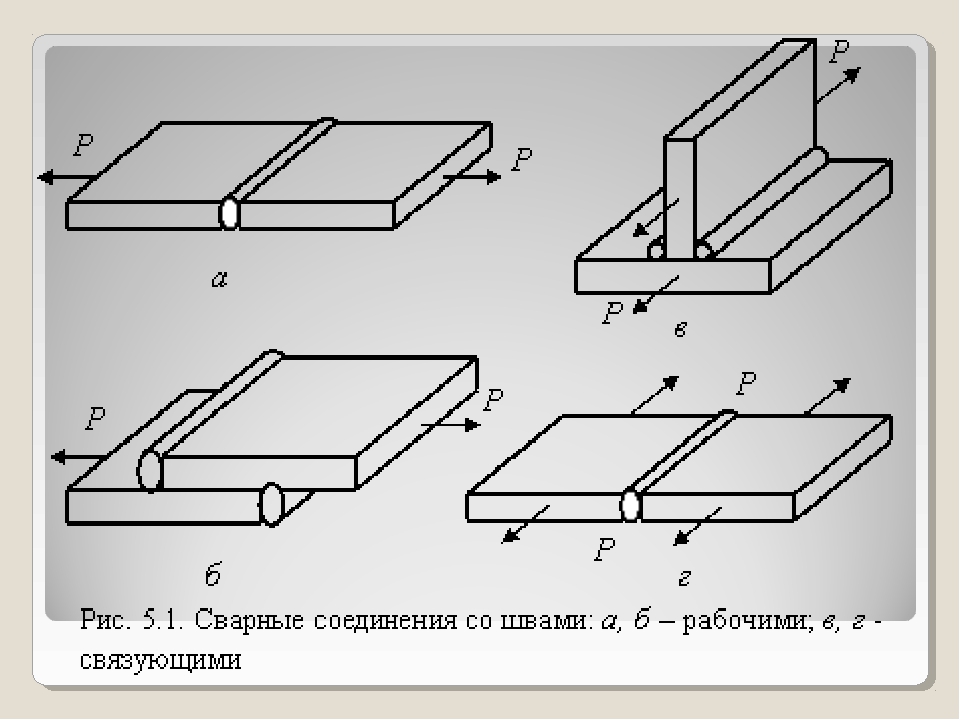
Что представляет собой сварочное соединение
Прежде всего, это неразъемное соединение, которое выполняется сваркой. Существует множество способов выполнения таких работ. Их популярность легко объясняется отличным качеством и высокой прочностью. Низкая стоимость и высокая скорость выполнения позволили этой технологии проникнуть во все сферы народного хозяйства. При этом интерес к сварке не снижается и множество ученых и инженеров продолжают работать над усовершенствованием процесса.
Типы сварных соединений
В сварочной технологии рассматривают следующие типы:
-
стыковое – этот тип соединения предполагает сваривание торцевых поверхностей деталей;
-
нахлесточное – в этом случае детали располагают параллельно, с частичным заходом одной на другую;
-
угловое – детали устанавливают под углом и сваривают вдоль линии примыкания;
-
тавровое – торец одной детали приваривают к боковой поверхности другой детали;
-
торцевое – сваривание производится по примыкающим боковым поверхностям.


Наибольшее распространение имеет стыковое. Оно не требуют высокой квалификации сварщика, отличается надежностью и качеством. Выполняются с разделкой кромок или без, в зависимости от толщины металла.
Преимущество нахлесточного соединения состоит в том, что отпадает необходимость подготовки свариваемой поверхности. Этот тип наиболее актуален для листов толщиной 8 – 12 мм. Чаще всего встречается при точечной, контактной и роликовой сварке.
При необходимости сваривания деталей под некоторым углом применяют угловые соединения. Надежный провар соединения возможен только при наличии скосов кромок. Выполнение скосов более трудоёмкая операция, чем сама сварка.
Тавровое соединение требует выполнения скосов и большого количества наплавляемого металла, что увеличивает расход электродов и себестоимость изделия. Его форма повторяет литеру «Т». Без разделки торцов можно выполнять односторонние швы на металле толщиной не более 4 мм.
Классификация сварных швов
Чаще всего встречается следующая классификация сварных швов:
-
по положению в пространстве;
-
по конфигурации;
-
по степени выпуклости;
-
по количеству проходов;
-
по направлению действующего усилия и вектору действия внешних сил;
-
по виду сварки;
-
по протяженности.
От пространственного положения шва зависит технология и сложность его выполнения. По этому признаку выделяют следующие виды сварных швов: нижние, горизонтальные, вертикальные и потолочные. Нижние – это азбука всех сварщиков. Они наиболее просты в исполнении и не требуют высокой квалификации сварщика. Самый сложный вид – потолочный. Кроме сложности он неудобен и опасен, возможностью попадания на сварщика капель расплавленного металла.
Самый сложный вид – потолочный. Кроме сложности он неудобен и опасен, возможностью попадания на сварщика капель расплавленного металла.
Разделение по
Сварные швы получаются вогнутыми, выпуклыми или плоскими. На этом признаке создали еще одно разделение: по степени выпуклости. Этот признак имеет существенное значение потому, что от него зависят физико-механические свойства. Плоские и вогнутые более гибкие и экономные, по сравнению с выпуклыми. А выпуклые более прочные, но при чрезмерной выпуклости склонны к концентрации напряжений.
С количеством проходов и вектором действия внешних сил все понятно, а вот по виду сварки сварные соединения разделяют по методу:-
дуговой сварки;
-
автоматической и полуавтоматической сварки под флюсом;
-
дуговой сварки в защитных газах;
-
электрошлаковой сварки;
-
электрозаклепочные;
-
контактной электросварки;
-
паяных соединений.

По признаку протяженности различают сплошные и прерывистые швы. У прерывистых есть свои преимущества – сниженное тепловложение и низкая стоимость. Они, в свою очередь, делятся на цепные и шахматные. Встречаются крайне редко в связи с тем, что не имеют должной прочности и непроницаемости. На стороне сплошных главные козыри – качество, прочность и непроницаемость.
Требования к сварным швам
К разным швам предъявляют разные требования, но есть и общие положения, применимые ко всем. Швы должны обладать определенными механическими свойствами и соответствовать их основным показателям:
-
относительное удлинение в пределах 14 – 16%;
-
предел прочности не менее чем у свариваемого металла;
-
показатель твердости не менее чем у свариваемого металла.
Технологические требования сводятся, в основном, к обеспечению полного провара. Иначе трудно гарантировать надежную работу изделия. От внешнего вида шва требуется отсутствие прожогов, наплывов, непроваров и подрезов. Также требуют наличие плавных переходов к основному металлу.
Иначе трудно гарантировать надежную работу изделия. От внешнего вида шва требуется отсутствие прожогов, наплывов, непроваров и подрезов. Также требуют наличие плавных переходов к основному металлу.
Что влияет на качество сваривания
На этот вопрос можно ответить легко и сложно одновременно. Простым ответом может быть слово «всё». Возьмите любой из множества параметров технологического процесса сваривания, нарушьте его и вы не получите приемлемого качества.
Единственно верным подходом для получения надежной сварки можно считать следующий: технологи готовят полноценное технологическое описание процесса, менеджеры обеспечивают условия, материалы, специалистов, в соответствии с описанием; а сварщики выполняют работу без отклонения от техпроцесса. Только так можно получить изделие, которому можно доверять.
Сварочные швы и соединения — виды сварочных швов
Сварочные соединения используются во многих отраслях промышленности.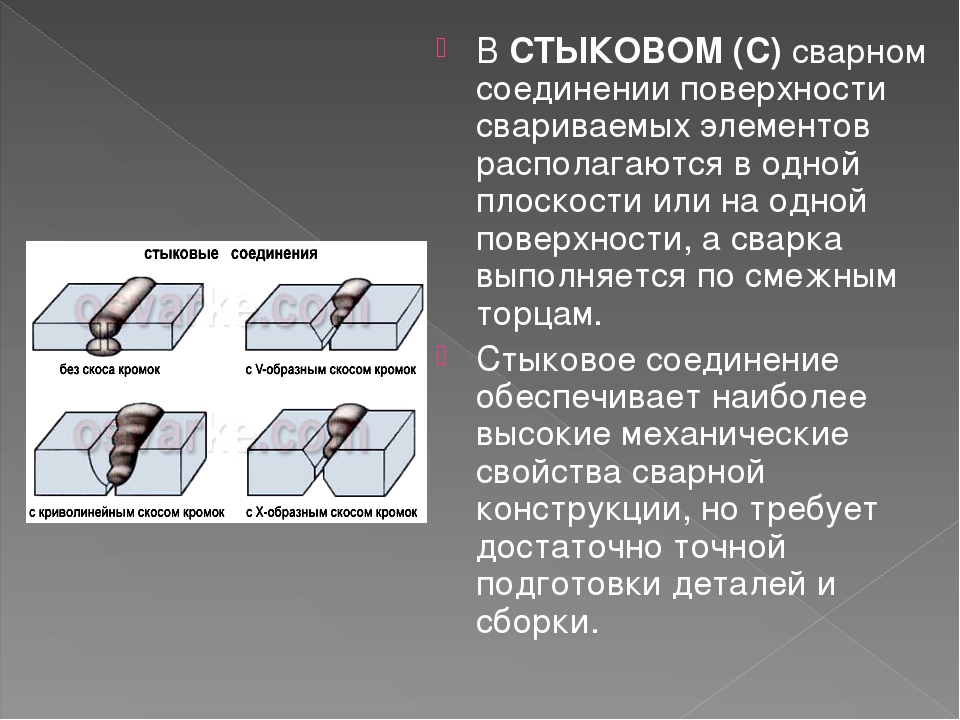 Такое соединение применяется для неразъемного скрепления различных металлических элементов с помощью расплавления. В результате этого образуются сварочные швы. Виды сварочных швов различаются в зависимости от характера сопряжения и формы сечения.
Такое соединение применяется для неразъемного скрепления различных металлических элементов с помощью расплавления. В результате этого образуются сварочные швы. Виды сварочных швов различаются в зависимости от характера сопряжения и формы сечения.
Сварочный шов является участком закристаллизовавшего металла, образующегося при расплавлении в процессе сварки. Сварочным соединением называется участок конструкции, который содержит от одного до нескольких швов. Рассмотрим основные сварочные швы и соединения, а также их обозначения.
Виды сварных швов
- В зависимости от отношения к действующим нагрузкам сварные швы разделяются на:
- Фланковые.
- Косые.
- Лобовые.
- Комбинированные.
- По положению в пространстве существуют определенные виды сварочных швов:
- Потолочное исполнение. Самый сложный вид сварки.
- Нижнее исполнение. Является самым простым и популярным видом сварки.
- Горизонтальное исполнение. Достаточно распространенный вид сварки, но и более сложный, чем сварки в нижнем исполнении.
- Вертикальное исполнение. По сложности процесса сварки аналогичны горизонтальному исполнению.
 Достаточно распространенный вид сварки, но и более сложный, чем сварки в нижнем исполнении.
Достаточно распространенный вид сварки, но и более сложный, чем сварки в нижнем исполнении.- В зависимости от количества наплавленного металла также различают определенные виды сварочных швов:
- Ослабленные.
- Нормальные.
- Усиленные.
Виды сварных соединений
Сварные соединения представляют собой две или несколько деталей, которые соединены между собой при помощи швов.
- Внахлест. Данный вид соединений чаще всего используется при дуговой сварке конструкций, толщина металла которых составляет от 10 до 12 мм. Использование такого соединения позволяет менее тщательно подгонять стыки. Для качественного соединения требуется сваривать металл с двух сторон.
- Стыковое соединение. Широко применяемый вид соединений. Преимуществом данного вида соединений является наименьшая деформация металла при сварке, а также наименьшее внутреннее напряжение.
- Тавровые соединения. Чаще всего используются для сваривания различных балок, стоек, колонн и других видов строительных конструкций.
- Угловые соединения. Используются в том случае, если необходимо соединить детали под определенным углом друг к другу.
- Прорезные соединения. Данный тип сварных соединений используется в том случае, если длины шва внахлест недостаточно для обеспечения надежности и прочности конструкции.
- Торцевые соединения. При таком типе сварочных соединений листы металла соединяются по торцам.
- Соединения при помощи электрозаклепок. Выполняются отверстия в верхнем листе, после чего листы завариваются так, чтобы нижний лист соединился с верхним. Такой вид соединения очень прочный, однако, имеет небольшую плотность.
Условные обозначения
Чтобы обозначить сварочные швы и соединения, используются буквенно-цифровые и графические обозначения. Рассмотрим обозначение сварочного шва в зависимости от вида соединения.
- Если торец одной детали соединяется с торцом другой, то соединение называется стыковым и обозначается буквой С.
- Если детали соединяется, образуя букву Т, то соединение называется тавровым и обозначается буквой Т.
- Когда детали при соединении образуют угол, то соединение обозначается буквой У.
- При соединении внахлест используется условное обозначение сварочного шва – Н.
Сварочные швы ГОСТ позволяют использовать оптимальный тип соединения в зависимости от необходимой работы, типа сварки.
Для обозначения сварных соединений используется ГОСТ 5263-58. В технической документации используются следующие условные обозначения:
- Вид сварки (буквенное обозначение).
- Тип шва (графический знак).
- Длина участка шва и размер сечения (численное).
- Дополнительные знаки.
Сварочные швы ГОСТ на чертежах обозначаются знаком, который состоит из двух отрезков, включающих в себя описание размеров и месторасположения шва. Для обозначения монтажных швов дополнительно используется буква М в обозначении.
Для обозначения монтажных швов дополнительно используется буква М в обозначении.
Для обозначения видимого и невидимого сварного шва используется подпись внизу для невидимого и сверху для видимого. Также для обозначения шва могут использоваться штриховые линии, которые расположены перпендикулярно к линии шва.
Помимо обозначения вида шва следует обозначать вид сварки, который будет использоваться для соединений. Если для одной и той же детали используются разные виды сварки, то достаточно обозначить только способ, которым будут производиться работы.
К примеру, буквой А обозначается автоматическая сварка, буквой Р – ручная, а П – полуавтоматическая. Использование условных обозначений позволяет быстрее разобраться в чертежах и другой технической документации.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Виды сварных соединений и швов: классификация
В процессе современной сварки используются инновационные технологии, улучшающие качество работ. Итоговым продуктом являются швы. На их надежность влияют виды сварных соединений, которые имеют свои особенности и критерии исполнения. Результат работы зависит от толщины материалов, формы изделий, протяженности шва.
Итоговым продуктом являются швы. На их надежность влияют виды сварных соединений, которые имеют свои особенности и критерии исполнения. Результат работы зависит от толщины материалов, формы изделий, протяженности шва.
Сварочный шов — это участок, где 2 или больше деталей соединяются между собой в процессе кристаллизации (деформации) вещества. Иными словами, это неразъемное соединение сваркой. Четкое описание данного процесса, а также конструктивных элементов, размеров, способов наложения швов имеется в ГОСТ 5264-80 от 1981 г.
Рассматриваемые конструкции классифицируются по нескольким критериям.
Основные типы швов: встык, угловые, внахлест, тавр. Какой бы вид обработки ни был выбран, следует помнить о главном правиле: на металле, который подвергается сварке, не должно быть ржавчины. Предварительно поверхности обязательно обрабатываются шлифовальной машинкой или напильником.
Встык
Этот способ считается самым популярным, надежным и экономичным (особенно при сварке заготовки с обеих сторон). Он используется для обработки металла листового, труб по торцам. Главное требование — стабильная фиксация скрепляемых элементов с оставлением зазора до 2 мм: в ходе сварки он заполняется расплавленным металлом.
Он используется для обработки металла листового, труб по торцам. Главное требование — стабильная фиксация скрепляемых элементов с оставлением зазора до 2 мм: в ходе сварки он заполняется расплавленным металлом.
Обработка краев деталей, которые будут расплавляться и сопрягаться, должна быть выполнена правильно. Это основа качественного шва.
Тавровые соединения
Схема этого метода в разрезе похожа на русскую букву «Т». Один элемент приваривается к боковой части другого. Заготовки располагаются перпендикулярно по отношению друг к другу. ГОСТ 5264-80 включает в себя описание 9 разновидностей тавровых соединений (Т1-Т9). Для качественного крепления требуется глубокая наплавка, выполняемая при помощи автоматической сварки. При ручной обработке тщательная подготовка кромок обязательна.
Тавровые швы прочнее основного металла. При выполнении работ нужно производить соответствующие расчеты. Варианты, как это сделать, описаны в разделе технической механики.
Угловые конструкции
Некоторые источники, давая определения тому, что такое угловой способ в классификации сварных швов, относят его к разновидности тавровых соединений. Внешне описать шов не так легко. Его профиль похож на русскую букву «Г», при этом в ГОСТ 5264-80 угловые конструкции обозначены от У1 до У10. Кажущаяся простота рассматриваемого метода чревата некоторыми сложностями. Металл может стекать с вертикального угла на горизонталь. Поэтому надо постоянно контролировать электродами правильный угол наклона, стараться ровно вести инструмент.
Хороший результат качественной обработки указанным методом дает «сварка в лодочку». Угол относительно обрабатываемых деталей является прямым, длина швов составляет 8 мм и больше. Если свариваются металлические листы разной толщины, электрод удерживают ближе к утолщенному элементу под 60°.
Внахлест друг на друга
Существуют швы внахлест, которые параллельны между собой и частично перекрывают друг друга.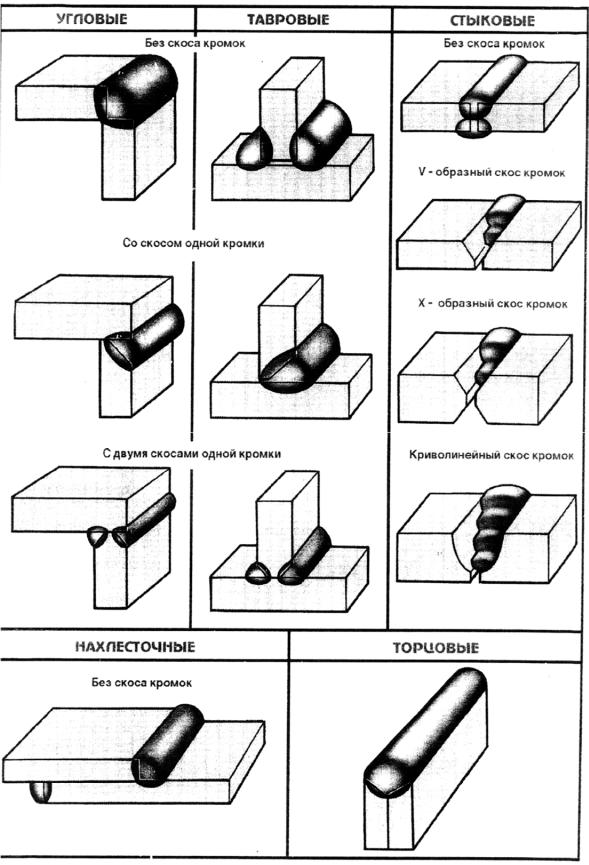 Обработка угловым способом — самый простой метод, который прекрасно подходит для обучения начинающих работников. Все типы указанных конструкций обладают ограничением по толщине листовой стали (не более 8 мм). Обозначение в ГОСТ — Н1 и Н2, Правильный угол при удержании электрода — 15-45°.
Обработка угловым способом — самый простой метод, который прекрасно подходит для обучения начинающих работников. Все типы указанных конструкций обладают ограничением по толщине листовой стали (не более 8 мм). Обозначение в ГОСТ — Н1 и Н2, Правильный угол при удержании электрода — 15-45°.
При обработке 2 деталей часто применяют одностороннюю точечную сварку. Она имеет существенный недостаток: между связующими деталями образуются зазоры. Главными проблемами в этом случае становятся влага и коррозия, в результате сокращается срок службы изделия.
Швы внахлест используются для:
- монтажа легких конструкций;
- установки рекламных щитов и похожих агрегатов;
- сборки навесов, тентов.
Как еще можно классифицировать сварные соединения
Швы делятся еще по нескольким категориям. К ним относится размещение заготовок в пространстве. Если деталь невозможно снять и перенести, а находится она выше уровня пола, применяют разные технологии.
Метод выполнения
По этому критерию бывают несколько вариаций. Горизонтальный шов тянется справа налево или в обратном направлении по вертикально размещенной детали. Во избежание стекания металла вниз следует правильно подбирать темп подвижки электрода и силу тока.
При вертикальном методе соединение ведется сверху вниз либо обратно. Из-за действия силы притяжения раскаленная масса металла постоянно стремится вниз, делая неприглядным внешность заготовки. Вертикальное соединение выполняется мастерами, имеющими соответствующий опыт.
Потолочный способ сварки — это обработка детали, которая находится выше головы работника. Проведение потолочных швов требует строжайшего соблюдения технологии и мер безопасности, поскольку расплавленная масса может попасть на одежду или лицо работника.
Нижний способ удобен тем, что заготовка находится внизу от мастера: металл не растекается, газы беспрепятственно выходят на поверхность. Электрод нужно просто вести прямо или зигзагообразно.

Протяженность шва
Сварные соединения по этому параметру классифицируются на 2 вида: сплошные и прерывистые. Первый вариант подразделяется на дорожки (короткие и длинные). Обработка совершается продольно по всей детали.
Второй имеет заданную длину с синхронным интервалом. Выделяют 2 метода: цепь и шахматный порядок. Такие виды соединений спаивают заготовку с обеих сторон, дистанция между обрабатываемыми участками может называться сварочным шагом.
Направление вектора
По этому параметру сварка стыковых соединений делится на несколько способов:
- Продольный вариант по флангам. Усилие направлено параллельно оси сварочной трассы.
- Поперечный (лобовой) метод. Ось к вектору усилия расположена под прямым углом.
- Косой тип. Звено размещено к действующему усилию диагонально.
- Комбинированная обработка. Состоит из фланговой и поперечной разновидностей.
 youtube.com/embed/GQC4AWRRvVg?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/GQC4AWRRvVg?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Форма изделий
Для выпуклых заготовок подходят усиленные швы в несколько слоев. Они используются в сцеплениях при статических нагрузках, при этом увеличенный наплыв приводит к перерасходу электродов.
Для соединения тонкого металла применяются ослабленные (вогнутые) способы соединения. Для средних плоских заготовок подходит нормальный тип шва. Он используется при динамических нагрузках, так как не наблюдается сильной разницы между металлом и дорожкой.
Толщина материалов
При правильном выборе режима сварки в нижней позиции обеспечивается качественная обработка металла толщиной до 4 мм. Во избежание непровара пласта материала большей величины рекомендуется использовать подходящую конфигурацию разделки кромок.
Стыковые сварные соединения с V-образным скосом краев подходят для работы с металлом толщиной до 26 мм. При показателе 60 мм используют скос типа Х, что приводит к снижению шовных напряжений и деформации соединений.
При показателе 60 мм используют скос типа Х, что приводит к снижению шовных напряжений и деформации соединений.
5. Виды сварки, типы сварных швов и соединений, их расчет
В настоящее время все шире внедряются такие процессы, как электронно-лучевая, плазменная, лазерная и другие виды сварки. В основном используют сварку электродуговую, реже газовую и контактную.
Длинномерные швы в конструкциях (поясные швы балок, колонн и др.) выполняются в заводских условиях, как правило, автоматической сваркой под слоем флюса. Флюс защищает изделие от вредного воздействия окружающей среды на металл соединения. К недостаткам автоматической сварки можно отнести затруднительность выполнения швов в вертикальном и потолочном положениях и в стесненных условиях, что ограничивает ее применение на монтаже.
Относительно
короткие швы (приварка ребер, сварка
узлов в решетчатых конструкциях и т. п.)
выполняют полуавтоматической сваркой.
При этом автоматически подается сварочная
электродная проволока, а передвижение
дуги по изделию производится вручную.
Полуавтоматическую сварку стальных
конструкций чаще всего выполняют в
среде защитного газа. В качестве защитного
используют обычно достаточно дешевый
углекислый газ СО2. Реже применяют сварку
порошковой проволокой.
п.)
выполняют полуавтоматической сваркой.
При этом автоматически подается сварочная
электродная проволока, а передвижение
дуги по изделию производится вручную.
Полуавтоматическую сварку стальных
конструкций чаще всего выполняют в
среде защитного газа. В качестве защитного
используют обычно достаточно дешевый
углекислый газ СО2. Реже применяют сварку
порошковой проволокой.
В ряде случаев используют ручную сварку качественными электродами, т.е. электродами с качественным покрытием (толстым покрытием). При ручной дуговой сварке оба главных рабочих движения — подача электродной проволоки и передвижение дуги по изделию — выполняются вручную. В этом случае сварочная ванна расплавленного металла защищена от вредного воздействия окружающей среды плавящимся и частично испаряющимся электродным покрытием.
Электрошлаковая
сварка представляет собой разновидность
сварки плавлением; этот тип сварки
удобен для вертикальных стыковых швов
металла толщиной от 20 мм и более.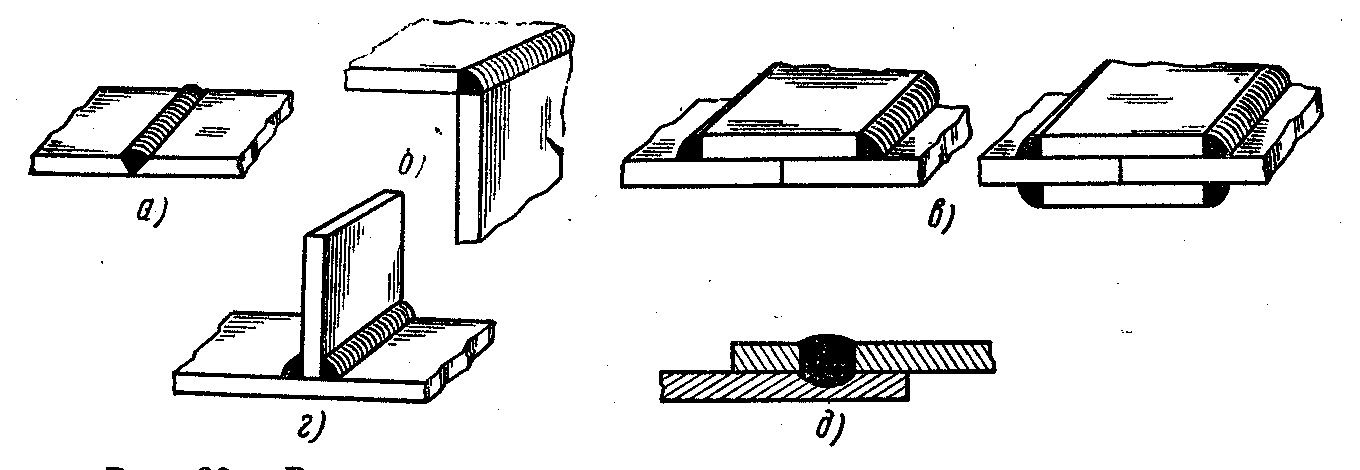 Процесс
сварки ведется голой электродной
проволокой под слоем расплавленного
шлака. Качество шва, выполняемого этим
способом, получается очень высоким.
Процесс
сварки ведется голой электродной
проволокой под слоем расплавленного
шлака. Качество шва, выполняемого этим
способом, получается очень высоким.
Ванная сварка, являющаяся разновидностью электрошлаковой, применяется в некоторых случаях при сварке арматуры большой толщины в железобетонных конструкциях.
Виды сварных швов и соединений
Сварным швом (в дуговой сварке) называется конструктивный элемент сварного соединения на линии перемещения источника сварочного нагрева (дуги), образованный затвердевшим после расплавления металлом.
Сварным соединением является комплекс сварного шва и части основного металла, соединяемых элементов, прилежащего к шву.
Сварные швы. Сварные швы классифицируют по конструктивному признаку, назначению, положению, протяженности и внешней форме.
По
конструктивному признаку швы разделяют
на стыковые и угловые (валиковые).
Рис. Виды швов
Швы могут быть рабочими или связующими (конструктивными), сплошными или прерывистыми (шпоночными). По положению в пространстве во время их выполнения они бывают нижними, вертикальными, горизонтальными и потолочными. Вертикальные, горизонтальные и потолочные швы в большинстве своем выполняются при монтаже.
Сварные соединения. Различают следующие виды сварных соединений: стыковые, внахлестку, угловые и тавровые, или впритык (рис. 4.3).
Стыковыми называют соединения, в которых элементы соединяются торцами или кромками, при этом один элемент является продолжением другого (рис. 4.3,а). Стыковые соединения наиболее рациональны, так как имеют наименьшую концентрацию напряжений при передаче усилий, отличаются экономичностью и удобны для контроля. Толщина свариваемых элементов в соединениях такого вида почти не ограничена.
Соединениями
внахлестку называются такие, в которых
поверхности свариваемых элементов
частично находят друг на друга (рис. 4.3,6). Эти соединения широко применяют
при сварке листовых конструкций из
стали небольшой толщины (2—5 мм), в
решетчатых и некоторых других видах
конструкций. Разновидностью соединений
внахлестку являются соединения с
накладками, которые применяют для
соединения элементов из профильного
элемента и для усиления стыков.
4.3,6). Эти соединения широко применяют
при сварке листовых конструкций из
стали небольшой толщины (2—5 мм), в
решетчатых и некоторых других видах
конструкций. Разновидностью соединений
внахлестку являются соединения с
накладками, которые применяют для
соединения элементов из профильного
элемента и для усиления стыков.
Угловыми называют соединения, в которых свариваемые элементы расположены под углом (рис. 4.3,г).
Тавровые соединения (соединения впритык) отличаются от угловых тем, что в них торец одного элемента приваривается к поверхности другого (рис. 4.3,3).
Расчет сварных соединений
При расчете сварных соединений прежде всего необходимо учитывать вид соединения, способ сварки (автоматическая, полуавтоматическая, ручная) и сварочные материалы, соответствующие основному материалу конструкции.
Расчет сварных стыковых соединений на центральное растяжение или сжатие следует производить по формуле
,
где t — наименьшая толщина соединяемых элементов;
lw — расчетная длина шва, равная полной его
длине, уменьшенной на 2t,
или полной его длине в случае вывода
концов шва за пределы стыка.
При расчете сварных стыковых соединений элементов из стали с отношением Ru/γu > Ry, эксплуатация которых возможна и после достижения металлом предела текучести, а также в конструкциях из стали с пределом текучести Run> 440 кН/мм вместо Rwy следует принимать Rwy/ γu , т.е. считать достижение предельного состояния по временному сопротивлению металла шва.
При отсутствии физических методов контроля расчетное сопротивление металла сварного соединения по нормам составляет Rwy = Q,85Ry. Для того чтобы соединение было равнопрочным основному элементу, длина шва должна быть больше размера b, поэтому в соединении применяют косой шов. Косой шов с наклоном реза α при tgα = 2:1, как правило, равнопрочен с основным металлом и поэтому не требует проверки
Расчетное
сопротивление при сдвиге соединения
Rws
= RS,
где Rs
— расчетные сопротивления основного
металла на сдвиг.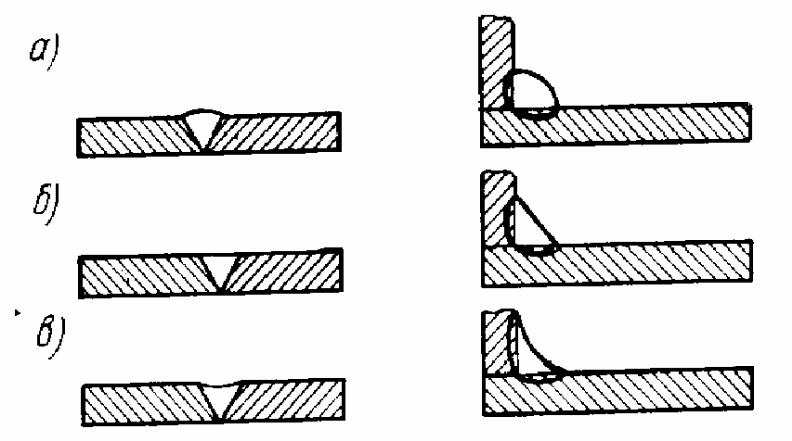
Сварные стыковые соединения, выполненные без применения физических методов контроля качества, при одновременном действии в одном и том же сечении шва нормальных напряжений, σwx и σwy, действующих по взаимно перпендикулярным направлениям х и у, и касательных напряжений τwxy, следует проверять по формуле:
Расчет соединений с угловыми швами. Разрушение сварных соединений с угловыми лобовыми и фланговыми швами возможно как по металлу шва, так и по металлу границы сплавления. Сварные соединения с угловыми швами при действии продольной и поперечной сил следует рассчитывать на срез (условный) по двум сечениям (рис. 20):
Рис. 20. Схема расчетных сечений сварного соединения с угловым швом: 1 — сечение по металлу шва; 2 — сечение по металлу границы сплавления по металлу шва (сечение 1).
N/f kf lw Rwf wf c;
по металлу границы сплавления (сечение 2)
N/z kf lw Rwz wz c,
где lw — расчетная длина шва, принимаемая меньше его полной длины на 10 мм;
f и z — коэффициенты;
wf и wz — коэффициенты условий работы шва.
Расчет сварных соединений с угловыми швами на действие момента в плоскости, перпендикулярной плоскости расположения швов, следует производить по двум сечениям по формулам:
по металлу шва
;
по металлу границы сплавления
,
где Wf — момент сопротивления расчетного сечения по металлу шва;
Wz — то же, по металлу границы сплавления.
Расчет сварных соединений с угловыми швами на действие момента в плоскости расположения этих швов следует производить по двум сечениям по формулам:
по металлу шва
;
по металлу границы сплавления
,
где Jfx и Jfy — моменты инерции расчетного сечения по металлу шва относительно его главных осей;
Jzx и Jzy — то же, по металлу границы сплавления;
х и у — координаты точки шва, наиболее удаленной
от центра тяжести расчетного сечения
швов, относительно главных осей этого
сечения.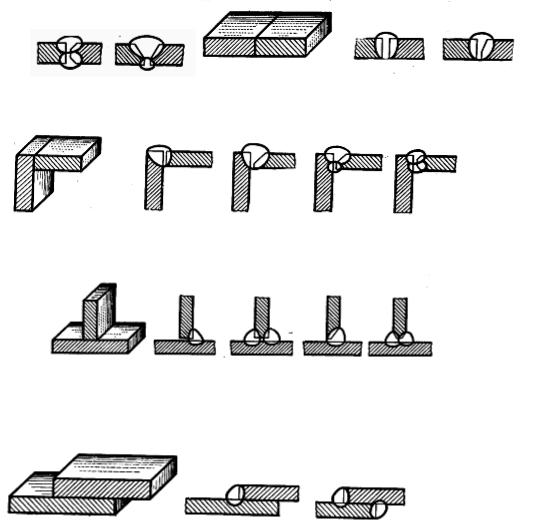
При расчете сварных соединений с угловыми швами на одновременное действие продольной и поперечной сил и момента должны быть выполнены условия
f Rwfwfc и z Rwzwzc,
где f и z — напряжения в расчетном сечении соответственно по металлу шва и по металлу границы сплавления, равные геометрическим суммам напряжений, вызываемых продольной и поперечной силами и моментом.
Виды сварных швов и соединений
| на главную | к оглавлению |
Организационные, контрольно-распорядительные и инженерно-технические услуги
в сфере жилой, коммерческой и иной недвижимости. Московский регион. Официально.
Сварным швом (в дуговой сварке) называется конструктивный элемент сварного соединения на линии перемещения источника сварочного нагрева (дуги), образованный затвердевшим после расплавления металлом.
Сварные швы классифицируются по конструктивному признаку, назначению,
положению, протяженности и внешней форме.
По конструктивному признаку швы разделяют на стыковые и угловые (валиковые).
Стыковые швы наиболее рациональны, так как имеют наименьшую концентрацию
напряжений, но требуют дополнительной разделки кромок швы бывают V-, U-, X- и
K-образные. Для V- и U-образных швов, свариваемых с одной стороны, обязательна
подварка корня шва с другой стороны для устранения возможных не проваров,
являющихся источником концентрации напряжений.
При автоматической сварке принимаются меньшие размеры разделки кромок швов
вследствие большего проплавления соединяемых элементов (см. таблицу). Чтобы
обеспечить полный провар шва, односторонняя автоматическая сварка часто
выполняется на флюсовой подушке, медной подкладке или стальной остающейся
подкладке.
При электрошлаковой сварке разделка кромок листов не требуется, но зазор в стыке принимают не менее 14 мм.
Угловыми швами, весьма часто применяемыми в конструкциях, являются поясные швы в балках и колоннах. Такими швами привариваются элементы конструктивного оформления (ребра, накладки), а также элементы в углах решетчатых конструкций и т.п. Угловые (валиковые) швы наваривают в угол, образованный элементами, расположенными в разных плоскостях. Применяющаяся при этом разделка кромок изделий показана на схеме:
Виды швов
а – стыковой шов в однопроходном стыковом соединении; б –стыковой шов с
подваркой корня в однопролетном стыковом соединении; в – фланговый и лобовой швы
в нахлесточном соединении; г – угловые швы в тавровом соединении; д –
прерывистые (шпоночные) швы в нахлесточном соединении; 1 – подварка корня шва; 2
– лобовой шов; 3 – фланговый шов; 4- угловые швы; 5 — прерывистые или шпоночные
швы
Угловые швы, расположенные параллельно действующему осевому усилию,
называются фланговыми, а расположенные перпендикулярно – лобовыми.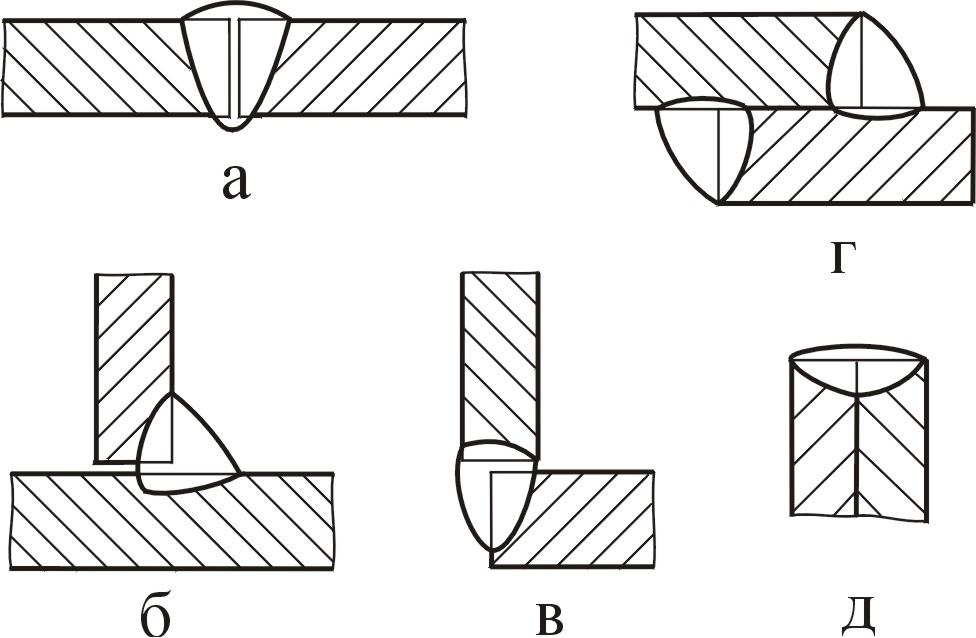
Швы могут быть рабочими или связующими (конструктивными), сплошными или прерывистыми (шпоночными). По положению в пространстве во время их выполнения они бывают нижними, вертикальными, горизонтальными и потолочными.
Положение швов в пространстве
I – нижнее; II –
вертикальное; III – потолочное; IV
– горизонтальное на вертикальной поверхности
Сварка нижних швов наиболее удобна, легко поддается механизации, дает лучшее качество шва, поэтому при проектировании следует рассматривать возможность выполнения большинства швов в нижнем положении. Вертикальные, горизонтальные и потолочные швы в большинстве своем выполняются при монтаже. Они плохо поддаются механизации, выполнить их вручную трудно, качество шва хуже, поэтому применение их в конструкциях ограничено.
Различают следующие сварные соединения: стыковые, внахлестку, угловые и тавровые.
Виды сварных соединений
а – стыковые; б – внахлестку; в – комбинированные; г –угловые; д – тавровые; 1 –
лобовые; 2 – фланцевые швы; 3 – косой шов
Стыковыми называются соединения, в которых элементы соединяются торцами и
один элемент является продолжением другого. Такие соединения наиболее
рациональны, так как имеет наименьшую концентрацию напряжений при передаче
усилий, экономичны и удобны для контроля.
Такие соединения наиболее
рациональны, так как имеет наименьшую концентрацию напряжений при передаче
усилий, экономичны и удобны для контроля.
Стыковые соединения листового металла выполняют прямым или косым швом.
Соединения внахлестку называют такие, в которых свариваемые элементы, частично находят друг на друга (схема выше, б). Эти соединения широко применяют для сварки листовых конструкций небольшой толщины (2-5 мм), в решетчатых и других видах конструкций. Разновидностью соединений внахлестку являются соединения с накладками с целью усиления стыков.
Соединения внахлестку с накладками просты, но менее экономичны по расходу металла и вызывают резкую концентрацию напряжений, поэтому их редко используют при переменных и динамических нагрузках, а так же при низкой температуре.
Угловыми называются соединения, в которых свариваемые элементы расположены под углом (схема выше, г).
Тавровые соединения отличаются от угловых тем, что в них торец одного
элемента приваривается к поверхности другого (схема выше, д).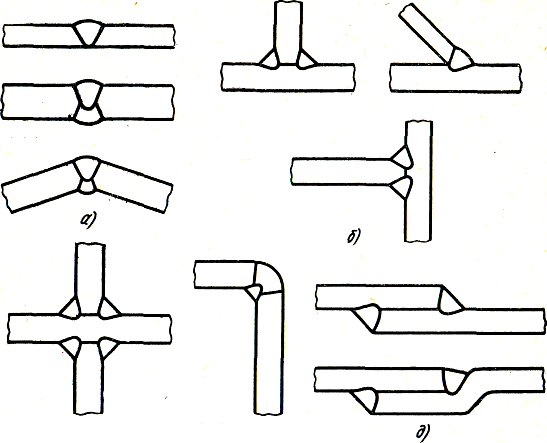
Во всех видах сварных соединений применяются угловые швы (валиковые). Только
стыковые соединения выполняются с помощью стыковых швов.
Работоспособность сварного соединения зависит от его качества, т.е. минимального
числа дефектов. Наиболее часто встречающимися дефектами
сварного соединения являются:
а) подрезы, представляющие собой углубления (канавки) в металле, идущими
вдоль границы шва;
б) непровары — отсутствие оплавления между металлом шва и основным металлом. При
этом в местах непроваров обнаруживаются тонкие пленки оксидов и шланговые
включения;
в) шлаковые (неметаллические) включения – частицы шлака, не успевшие всплыть на
поверхность шва до затвердения металла шва;
г) поры – области, заполненные газом, выделяющимся в процессе сварки;
д) горячие трещины – разрушение металла шва при температурах близких
к температурам солидуса. Горячие трещины представляют собой
межкристаллитное или межзеренное разрушение. При попадании в трещину воздуха,
поверхность ее покрывается темными оксидами коричнево-синеватого цвета. Горячие
трещины появляются тогда, когда металл шва не набрал еще способности
сопротивляться развитию деформаций.
Горячие
трещины появляются тогда, когда металл шва не набрал еще способности
сопротивляться развитию деформаций.
е) холодные трещины наблюдаются после охлаждения сварного соединения.
Характерной особенностью этих трещин является блестящий кристаллический излом
без следов высокотемпературного окисления. Образованию холодных трещин
способствует изменение структуры металла в результате сварки, насыщения металла
шва водородом из атмосферы сварочной дуги, а в некоторых случаях, основного
металла в результате процесса термодиффузии, а также наличие напряжений, включая
сварочные напряжения. Сварочные напряжения приводят к образованию холодных
трещин после сварки до нагружения конструкции эксплуатационными нагрузками и
даже до монтажа.
Таблица. Виды сварки в зависимости от толщины шва (двусторонняя или с подваркой корня)
Соединение
|
| Эскиз
| Значение , мм, для сварки | ||
автомати-ческой и полуавто- матической под флюсом
| электроду-говой в за-щитных газах
| ручной электроду- говой
| |||
Стыковое
Тавровое | Х-образный
Без разделки со сплошным проплавлением | 2 – 20
14 – 34 20 – 60
3 – 40 16 — 40 | 3 – 12
8 – 60 12 – 120
2 — 40 12 — 80 | 2 — 8
10 — 50 12 — 60
2 — 30 12 — 60 | |
Сварные виды сварных соединений и типы
Основные виды сварных соединений и типы сварных швов [c.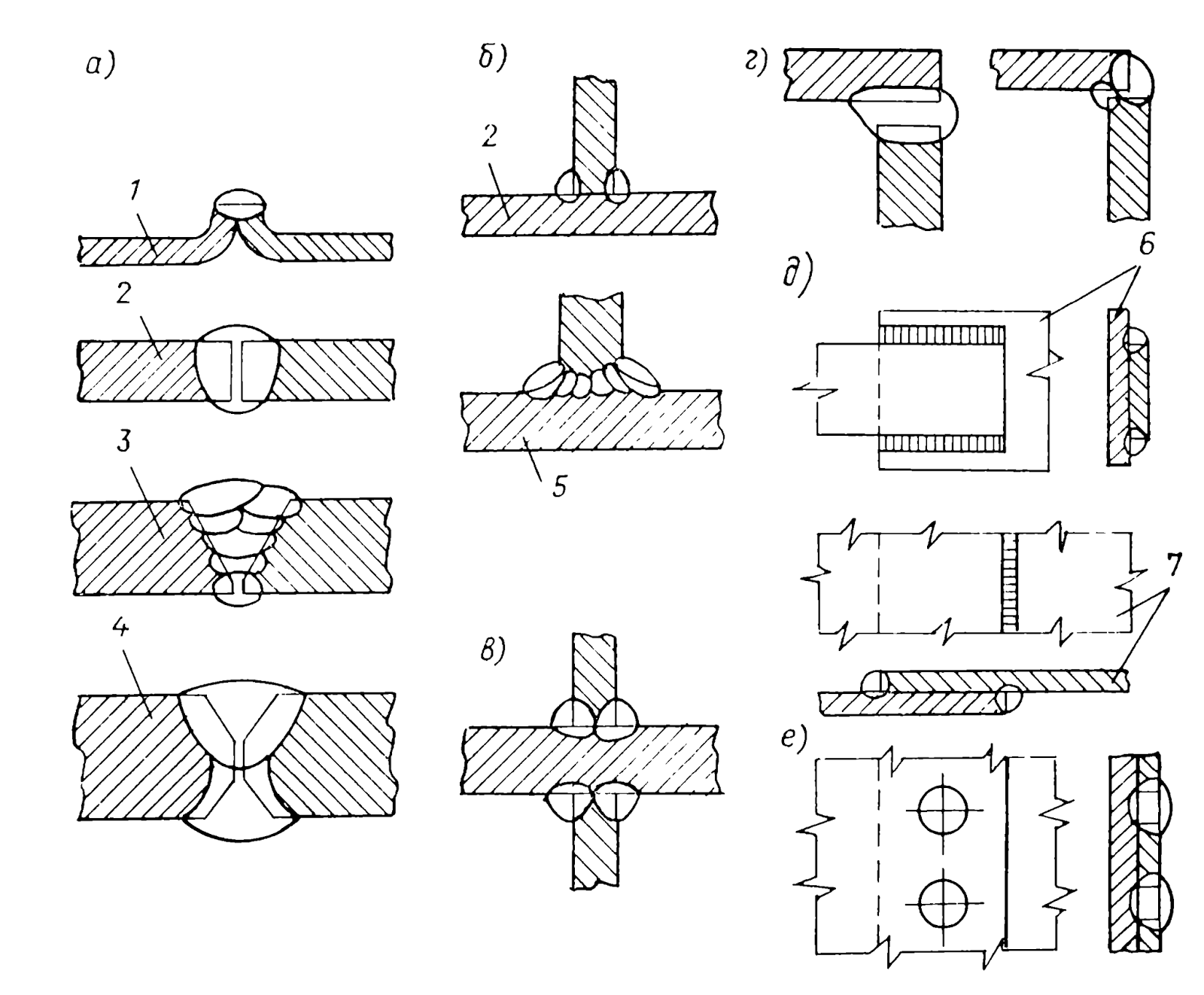 60]
60]Как при алитировании поверхности титана, так и в случае промежуточной прокладки из алюминиевой фольги получены сварные соединения, равнопрочные алюминиевому сплаву. Из табл. 13.14 видно, что с изменением толщины прослойки изменяется предел прочности соединения. На основании работ по оценке прочности сварных соединений с тонкими мягкими прослойками можно в зависимости от вида соединения и типа сплавов подобрать такую толщину прослойки из технического алюминия, которая обеспечит высокие механические свойства сварного соединения. [c.205]
Сварное соединение является элементом сварной конструкции. К сварному соединению относят участки деталей или отдельные детали, соединенные сварным швом. Под сварным швом понимают затвердевший после расплавления металл, соединяющий кромки деталей. При выполнении сварного соединения эти кромки подвергаются определенной подготовке. Взаимное расположение свариваемых частей, форма и размеры кромок после подготовки определяют вид сварного соединения и тип шва.
 Основные типы сварных швов в зависимости от вида соединений, в которых эти швы применены, размеры и форма швов, а также конструктивные элементы подготовки кромок деталей под сварку регламентируются ГОСТ 5264—58 Швы сварных соединений. Ручная дуговая сварка. Основные типы и конструктивные элементы . ГОСТ устанавливает также условные знаки различных швов при их графическом или буквенно-цифровом обозначении (табл. 39).
[c.97]
Основные типы сварных швов в зависимости от вида соединений, в которых эти швы применены, размеры и форма швов, а также конструктивные элементы подготовки кромок деталей под сварку регламентируются ГОСТ 5264—58 Швы сварных соединений. Ручная дуговая сварка. Основные типы и конструктивные элементы . ГОСТ устанавливает также условные знаки различных швов при их графическом или буквенно-цифровом обозначении (табл. 39).
[c.97]Конструкция сварных соединений и расчет их на прочность. Ограничимся рассмотрением основных видов сварных соединений и типов швов, выполненных электродуговой сваркой. [c.309]
Контактную сварку классифицируют по типу сварного соединения, определяющего вид сварочной машины, и по роду тока, питающего сварочный трансформатор. По типу сварного соединения различают сварку стыковую, точечную и шовную. [c.212]
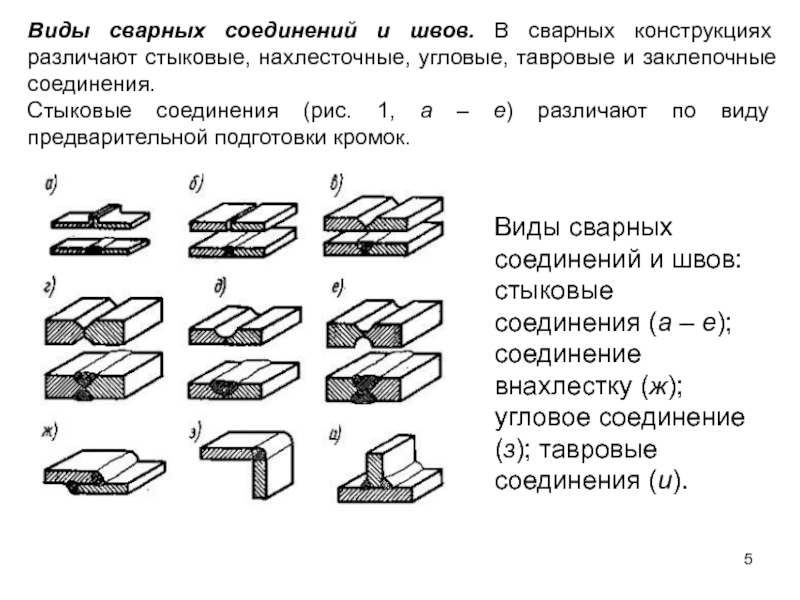
Виды сварных соединений. В зависимости от взаимного расположения свариваемых элементов различают следующие виды сварных соединений стыковые, нахлесточные, тавровые и угловые. Основные типы швов сварных соединений, выполненных ручной электродуговой сваркой, даны в табл. 3.1 (ГОСТ 5264—69).
[c.269]
Основные типы швов сварных соединений, выполненных ручной электродуговой сваркой, даны в табл. 3.1 (ГОСТ 5264—69).
[c.269]
Сказанное выше о видах сварных соединений, типах сварных швов, их параметрах и расчетных формулах относится также к сварным соединениям из алюминия, алюминиевых сплавов, винипласта, полиэтилена и других материалов. [c.24]
Важной задачей является правильный выбор способа сварки в соответствии с назначением, формой и размерами конструкций. Назначение способа сварки в значительной степени определяется свариваемостью, особенно при соединении разнородных материалов, конструктивным оформлением сварных соединений, степенью их ответственности и производительностью процесса. Необходимо также учитывать тип соединений, присадочный материал, приемы и обеспечение удобства выполнения сборочно-сварочных соединений. Эти условия предопределяют механические свойства соединений и допускаемые напряжения, необходимые для прочностных расчетов конструкций. Так, для сварки длинных швов встык более технологично применение дуговой автоматической сварки. Толстостенные элементы соединяют электрошлаковой сваркой. Для сварки внахлест тонколистовых материалов рационально применение контактной сварки. Некоторые виды свариваемых материалов (алюминиевые и титановые сплавы, нержавеющие стали и т. п.) требуют надежной защиты зоны сварки от окисления, т. е. применения аргонно-дуговой, электронно-лучевой и диффузионной сварки. Необходимо также учитывать возможности механизации и автоматизации процесса выбранного способа сварки.
[c.164]
Так, для сварки длинных швов встык более технологично применение дуговой автоматической сварки. Толстостенные элементы соединяют электрошлаковой сваркой. Для сварки внахлест тонколистовых материалов рационально применение контактной сварки. Некоторые виды свариваемых материалов (алюминиевые и титановые сплавы, нержавеющие стали и т. п.) требуют надежной защиты зоны сварки от окисления, т. е. применения аргонно-дуговой, электронно-лучевой и диффузионной сварки. Необходимо также учитывать возможности механизации и автоматизации процесса выбранного способа сварки.
[c.164]
При контроле стыковых соединений сварных конструкций из листового проката типа цилиндров низкого давления, резервуаров и т. п. применяется так называемая керосино-меловая проба . При этом методе контроля сварные швы покрывают водным меловым раствором с той стороны, которая более доступна для устранения выявленных дефектов. После высыхания мелового раствора производят тщательную обмазку швов керосином с противоположной стороны.
 Керосин благодаря малой вязкости и незначительному поверхностному натяжению обладает способностью проходить через мельчайшие поры и, при наличии дефектов в швах, выступает на окрашенной мелом поверхности в виде жирных точек или полосок, которые со временем расплываются в пятна.
[c.96]
Керосин благодаря малой вязкости и незначительному поверхностному натяжению обладает способностью проходить через мельчайшие поры и, при наличии дефектов в швах, выступает на окрашенной мелом поверхности в виде жирных точек или полосок, которые со временем расплываются в пятна.
[c.96]Для повышения технологичности сварных конструкций и обеспечения их прочности необходим рациональный выбор типа соединения и метода сварки. При этом следует иметь в виду следующее а) при соединении встык наиболее технологичным является применение контактной стыковой сварки методом оплавления б) следует избегать сварки деталей разных толщин в) при сварке тонких листов следует применять точечную или роликовую сварки г) если по конструктивным соображениям соединение может быть выполнено как встык, так и внахлестку, из условий прочности предпочтительнее первый тип соединения д) при необходимости обеспечения герметичности следует применять роликовую сварку е) точечную сварку не целесообразно применять в узлах, допускающих одностороннюю сварку. [c.470]
[c.470]
Перед началом сварки можно заливать шлак, расплавленный в специальном кокиле. Для наведения электрошлаковой ванны можно использовать специальные флюсы, электропроводные в твердом состоянии. Оригинален процесс сварки кольцевых швов (рис. 3.65). Сварку начинают на входной планке I. В процессе дальнейшей сварки при вращении изделия дефектный участок в начале шва 2 вырезают для замыкания шва. При замыкании шва вращение изделия прекращается и начинается перемещение сварочной установки вверх (стрелка Б на рис. 3.65, 6), как при обычной сварке прямолинейного шва. Замыкание шва и вывод усадочной раковины осуществляют с помощью специального кармана из пластин 3 или коки ля. Типы сварных соединений и вид сварных швов, получаемых при электрошлаковой сварке, показаны на рис. 3.66. [c.158]
Поверхностное упрочнение пластическим деформированием исследовали на сварных соединениях и элементах конструкций самого разнообразного вида с различными типами швов и из различных материалов в зависимости от степени концентрации напряжений, остаточной напряженности, вида и характеристики переменных напряжений, а также температурных условий.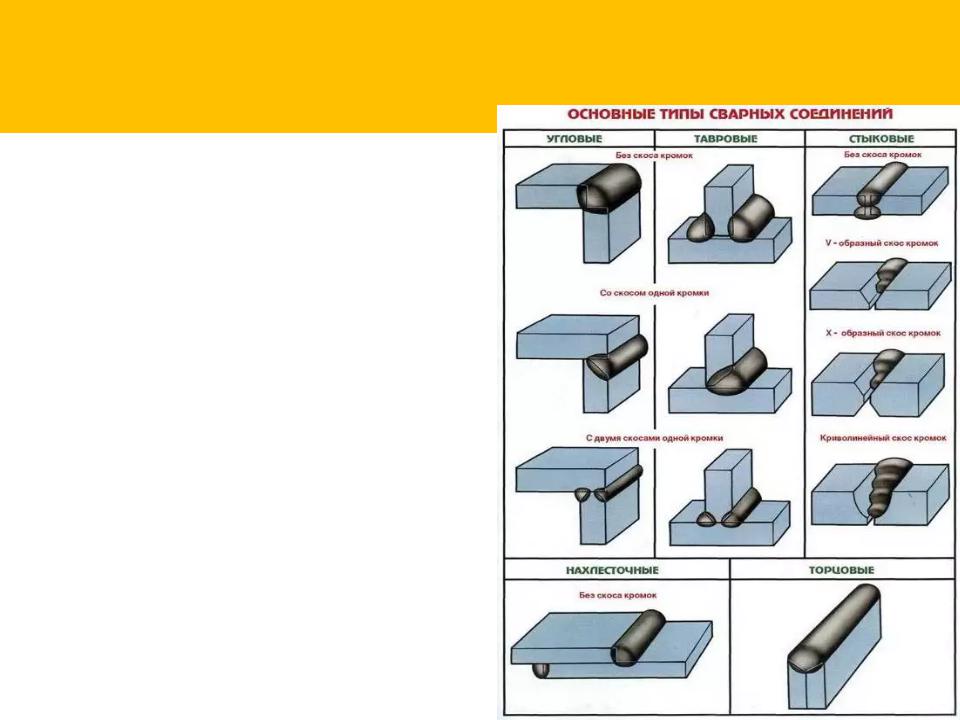 [c.237]
[c.237]
Следует сказать, что при указанных способах сварки жаропрочных сплавов достижение заданной жаропрочности сварных соединений — задача несравненно более простая и легкая, чем обеспечение сплошности сварного соединения, т. е. отсутствия трещин всех видов и типов, как в металле шва, так и в околошов-ной зоне. По этой причине в данной книге много внимания уде- [c.272]
На отечественных и зарубежных ТЭС неоднократно отмечались случаи эксплуатационных повреждений стыковых сварных соединений паропроводных труб с толстостенными фасонными деталями. Так, на паропроводах энергоблоков 300 МВт Конаковской ГРЭС повреждения в виде кольцевых трещин развивались с наружной поверхности вплоть до сквозных в сварных соединениях такого типа, расположенных преимущественно на наиболее напряженных участках паропроводов, [c.139]
В общем виде уравнения расчета приведенных напряжений для оценки паркового ресурса сварных соединений различных типов (рис. 4.6) представлены в табл. 4.2. Парковый ресурс х к р стыковых сварных соединений оценивается с учетом марки стали трубных элементов, входящих в свг ное соединение, и расчетных напряжений Ор для каждого из трубных элементов. При этом материал и Ор могут быть идентичными или разными.
[c.211]
4.6) представлены в табл. 4.2. Парковый ресурс х к р стыковых сварных соединений оценивается с учетом марки стали трубных элементов, входящих в свг ное соединение, и расчетных напряжений Ор для каждого из трубных элементов. При этом материал и Ор могут быть идентичными или разными.
[c.211]
За допускаемые принимаются напряжения, установленные при расчете паркового ресурса, и, в исключительных случаях, допускаемые напряжения, принятые в расчет на срок Ю или 2 10 ч при проектировании паропровода. В общем виде уравнения расчета напряжений для оценки индивидуального ресурса сварных соединений различных типов (см. рис. 4.6) приведены в табл. 4.3. [c.215]
До последнего редакционного изменения ГОСТ 6996-66 (изд. 1997) условные обозначения ударной вязкости и работы удара для сварных соединений и металлов по ГОСТ 9454—78 практически полностью совпадали. Единственное незначительное отличие состояло в том, что в обозначении для сварных соединений не указывали глубину концентратора и ширину образцов типов VI и IX, а для металлов — типов 1 и 11, имеющих надрезы видов и и V. Образцы с концентратором вида Т при испытании сварных соединений не использ тот.
[c.207]
Образцы с концентратором вида Т при испытании сварных соединений не использ тот.
[c.207]
Особое внимание необходимо обратить на фланцевые соединения из нержавеющей стали, которые больше всего подвержены щелевой коррозии. На рис. 124 представлен вид фланцевого соединения из нержавеющей стали типа 18-10-2 после щелевой коррозии в смеси уксусной и муравьиной кислот. Сильная щелевая коррозия возникла в результате неудачного конструктивного решения, плохой механической обработки сочленяющихся поверхностей и применения неудовлетворительного прокладочного материала [2]. Учитывая, что фланцевые соединения больше всего подвержены щелевой коррозии, в химической аппаратуре, предназначенной для сильных агрессивных сред, следует уменьшить по возможности число фланцевых соединений, заменив их сварными. [c.261]
Целевые признаки вид сварного соединения (стыковые, угловые, нахлесточные, тавровые) форма линии шва (прямолинейная, круговая, сложная) свариваемый материал (сталь, медь, алюминий и пр. ) тип изделия (сосуды, балки, листовые конструкции и т. д.).
[c.54]
) тип изделия (сосуды, балки, листовые конструкции и т. д.).
[c.54]
В механизмах соударения чаще всего применяют пружинные устройства, обеспечивающие необходимую стабильность качества сварных соединений (прочность, структуру, внешний вид). В зависимости от типа соединения, диаметра привариваемой проволоки и конструктивной компоновки применяют поступательно перемещающиеся зажимы или подвижные зажимы маятникового типа. [c.380]
Чувствительность контроля характеризует минимальные размеры дефектов того или иного типа, уверенно (с заданной вероятностью) выявляемых в изделиях или сварных соединениях определенного типа. Она может быть оценена статистической обработкой результатов контроля и металлографического исследования большой серии объектов этого вида. [c.63]
На рис. 215 показан чертеж кронштейна как пример более сложного чертежа сварной сборочной единицы. Кронштейн образован из деталей плоских и штампованных, изготовляемых гибкой, а соединения вьшол-нены с помощью различных видов сварки, содержит различные типы швов, а поэтому и изображения, и обозначения их различаются. [c.255]
[c.255]
При контроле качества сварных соединений и ue li е годности их к эксплуатации необходимо знать влияние ну ружных и внутренних дефектов на прочностные харакл ери-стики конструкции. Опасность дефектов наряду с влияние , их собственных характеристик (типы, виды, размеры, форм , и т.п.) зависит от множества конструктивных и эксплу га онных факторов. Изучение этого вопроса представляет большие трудности как с практической, так и с теоретической стороны. В большинстве случаев степень влияния того млп иного вида дефекта на работоспособность конструкций устанавливают испытанием образцов с дефектами. [c.140]
Метод сварки выбирается с учетом материала свариваемых элементов, сложности выполняемой работы и степени ответственности объекта. В основном используется сварка плавящимся электродом. Применяются ручная, полуавтоматическая и другие виды сварки. Технологический процесс сварки должен обеспечивать достаточно высокие качества шва прочность соединения и плотность металла. Наиболее высокое качество обеспечивается сваркой в среде защитных газов. Углеродистые и низколегированные стали обычно свариваются в среде углекислого газа, коррозионно-стойкие стали типа 08XI8h20T свариваются с применением аргонодуговой сварки. В наиболее ответственных случаях используется сварка ненлавящимся электродом. Сварка может осуществляться с применением всех промышленных методов, обеспечивающих полное проплавление шва и требуемое качество сварных соединений. Необходимо в максимальной степени использовать автоматические и полуавтоматические методы сварки.
[c.207]
Наиболее высокое качество обеспечивается сваркой в среде защитных газов. Углеродистые и низколегированные стали обычно свариваются в среде углекислого газа, коррозионно-стойкие стали типа 08XI8h20T свариваются с применением аргонодуговой сварки. В наиболее ответственных случаях используется сварка ненлавящимся электродом. Сварка может осуществляться с применением всех промышленных методов, обеспечивающих полное проплавление шва и требуемое качество сварных соединений. Необходимо в максимальной степени использовать автоматические и полуавтоматические методы сварки.
[c.207]
Исходя из указанного опыта, типовые технологические процессы сборки включают классификацию собираемых изделий, узлов и соединений с учетом их конструктивных особенностей в условиях данной отрасли машиностроения, например классы-панели, объемные каркасные узлы, плоские узлы, бескаркасные узлы, несиловые каркасные узлы секции, входящие в агрегаты и отсеки виды (но конструкции соединений) — болтозые, заклепочные, сварные, клееные, паяные группы (по количеству и назначению собираемых деталей) — обшивка с усилительным набором, две обшивки с усилительным набором и пр. и типы — замкнутый контур, незамкнутый контур и т. д.
[c.532]
и типы — замкнутый контур, незамкнутый контур и т. д.
[c.532]
При конструировании сварной аппаратуры необходимо правильно назначить способ сварки, выбрать тип шва, определить подготовку кромок. Способ сварки выбирается в зависимости от материала свариваемых частей, их геометрических размеров и от оснащенности завода. Основными способами можно считать электродуговую автоматическую сварку под слоем флюса, а также полуавтоматическую и ручную дуговые сварки. По типу сварного шва применяются соединения встык, втавр и внахлестку. Основным и лучшим видом сварного соединения пищевых аппаратов является стыковой шов. Обработка кромок перед сваркой зависит от метода сварки и толщины свариваемых листов. Чаще всего применяются бесскосные швы, V-образные швы с подрубкой кромок и швы с подкладкой. [c.138]
Причины появления сварочных напряжений обусловлены неравномерным нафевом металла при сварке, литейной усадкой кристаллизующегося металла и структурной усадкой (изменением объемов структурных составляющих). Сварочные напряжения могут вызывать деформацию в виде продольной, поперечной и угловой в зависимости от типа сварного соединения формы щва, размера сварной конструкции и технологии сварки (рис. 1.13).
[c.39]
Сварочные напряжения могут вызывать деформацию в виде продольной, поперечной и угловой в зависимости от типа сварного соединения формы щва, размера сварной конструкции и технологии сварки (рис. 1.13).
[c.39]
Весьма показательным является изменение длительной прочности швов после нормализации и последующего отпуска. Этот вид термической обработки перспективен, как указывалось ранее, по условиям устранения неоднородности сварных соединений и снижения их склонности к локальным разрушениям. При сравни-иителыю невысоких температурах и длительности до разрушения прочность шва в этом термическом состоянии заметно меньше, чем в отпущенном или исходном. Связано это, очевидно, с эффектом упрочнения швов двух последних состояний за счет наклепа при сварке, снимаемого при нормализации. Однако, когда при более высоких температурах и большой длительности испытания (550° С—10 ч) упрочняющее влияние наклепа устраняется, прочность нормализованного и отпущенного состояния сближается. В этом случае полностью сохраняется преимущество нормализованного и отпущенного состояния шва в смысле наиболее высокой длительной пластичности и меньшей вероятности межзеренного разрушения. Аналогичное влияние нормализации выявлено и в швах типа Э-ХМФ (см. рис. 34).
[c.178]
В этом случае полностью сохраняется преимущество нормализованного и отпущенного состояния шва в смысле наиболее высокой длительной пластичности и меньшей вероятности межзеренного разрушения. Аналогичное влияние нормализации выявлено и в швах типа Э-ХМФ (см. рис. 34).
[c.178]
Наличие в сварных металлоконструкциях различных типов сварных соединений, в том числе с конструктивным оформлением узлов и элементов, предусматривающих передачу усилий от внешней нагрузки в направлении толщины элемента, обусловливает возможность разрушений вследствие слоистого растрескивания (СР). Опасность слоистого растрескивания должна учитываться при эксплуатации морских платформ для бурения, строительных конструкций (фермы, мосты), экскавационной и подъемно-транспортной техники и других видов сварных конструкций. В процессе эксплуатации возможно развитие трещин в плоскостях, параллельных направлению прокатки, относительно которых материал обладает пониженным сопротивлением развитию трещины. [c.90]
[c.90]
В сварных соединениях могут встречаться разнообразные по характеру расположения, форме и размерам дефекты. Поэтому выбор эффективного метода контроля производится с учетом типа дефектов, наиболее вероятных для данного вида сварных соединений и применяемой технологии сварки. Например, при сварке закаливающихся хромо-молибденовых сталей могут возникнуть дефекты в виде трещин, для выявления которых следует предусмотреть ультразвуковой метод контроля. В случае сварки этих сталей аустенитпыми электродами возникают затруднения по применению ультразвукового метода, поскольку неоднородность структуры аусте-нитного щва приводит к резкому затуханию ультразвуковых колебаний и высокому уровню реверберационных помех, соизмеримых с уровнем полезных сигналов, и требуются специализированное оборудование и технология контроля. [c.143]
В зависимости от назначения и вида железобетонной конструкции и условий ее работы арматурные стержни сваривают в виде соединений различных типов. Основные типы сварных соединений арматурных элементов, встречающихся в конструкциях на строительстве электростанций, показаны на рнс. 3-10. Из них наиболее надежно стьшовое соединение. Поэтому оно получило наиболее широкое распространение. Следует отметить, что оно является единственно доступным и поэтому основным при монтаже колонн, ригелей, ферм главных корпусов электростанций и других объектов из сборного железобетона. Соединения арматурных элементов остальных типов в виде нахлесточных, угловых и пересечения стержней применяются главным образом при изготовлении отдельных блоков конструкций или сооружений объектов из монолитного железобетона, например, при изготовлении сеток каркасов, пакетов, при сооружении фундаментов под турбогенераторы, электронасосы.
[c.71]
Основные типы сварных соединений арматурных элементов, встречающихся в конструкциях на строительстве электростанций, показаны на рнс. 3-10. Из них наиболее надежно стьшовое соединение. Поэтому оно получило наиболее широкое распространение. Следует отметить, что оно является единственно доступным и поэтому основным при монтаже колонн, ригелей, ферм главных корпусов электростанций и других объектов из сборного железобетона. Соединения арматурных элементов остальных типов в виде нахлесточных, угловых и пересечения стержней применяются главным образом при изготовлении отдельных блоков конструкций или сооружений объектов из монолитного железобетона, например, при изготовлении сеток каркасов, пакетов, при сооружении фундаментов под турбогенераторы, электронасосы.
[c.71]
Практическое занятие «Определение сварных соединений и швов по образцу»
Цель:
- закрепить знания по теме: «Виды сварных швов и соединений»;
- научиться различать виды сварных швов и соединений;
- научиться определять виды сварных соединений и швов по образцу;
- развить умения анализировать, сопоставлять, сравнивать, выделять главное;
- обеспечить рациональное сочетание коллективной и индивидуальной форм обучения;
- воспитать положительные мотивы обучения, показ важности и практической
значимости применения знаний в профессиональном обучении.

Учебно-материальное оснащение мероприятия:
- Используемая литература: Г.Г.Чернышов. «Справочник электрогазосварщика и газорезчика» Учебное пособие для нач.проф.обр. М.: Издательский центр «Академия»,2010.-400с.
- Авторская презентация: «Определение сварных соединений и швов по образцу».
- Мультимедийная установка.
- Компьютер.
- Экран.
Средства обучения: Образцы сварных соединений и швов в металлоконструкциях
Содержание занятия:
- Организационная часть
- Повторение пройденного материала
- Ознакомление с изделием
- Определение сварных соединений и швов по образцу
- Подведение итога занятия
Теоретические основы:
1. Сварные соединения
Сварным соединением называется неразъемное соединение, выполненное
сваркой. Сварное соединение включает в себя сварной шов, зону термического
влияния (ЗТВ) и примыкающие к ней участки основного металла.
Сварное соединение включает в себя сварной шов, зону термического
влияния (ЗТВ) и примыкающие к ней участки основного металла.
Сварные соединения бывают следующих видов:
- стыковые;
- угловые;
- торцовые;
- нахлесточные;
- тавровые.
- стыковое соединение – соединение двух плоских или трубных элементов, примыкающих друг к другу торцевыми поверхностями;
- угловое соединение – соединение двух элементов, расположенных под углом друг к другу в месте примыкании их краев;
- нахлесточное соединение – соединение, в котором свариваемые элементы расположены параллельно и частично перекрывают друг друга;
- тавровое соединение – соединение, в котором торец одного элемента примыкает под углом к основной поверхности другого элемента;
- торцевое соединение – соединение, в котором основные поверхности
элементов примыкают друг к другу без перекрытия торцов.

2. Сварные швы
Геометрическое очертание и размеры швов указаны в ГОСТе на каждый вид соединения и сварки.
Классификация сварных швов по внешнему виду, по протяженности, по выполнению, по числу проходов и слоев.
Сварной шов – участок сварного соединения, образующийся в результате кристаллизации расплавленного металла.
Стыковой шов – сварной шов стыкового соединения.
Характеризуется шириной шва, высотой усиления, глубиной провара.
3. Угловой шов – сварной шов углового, нахлесточного и таврового соединения.
Характеризуется катетами и высотой шва.
4. Односторонний шов – сварной шов, выполняемый с одной стороны.
5. Двусторонний шов – сварной шов, выполняемый с двух сторон.
6. Непрерывный шов – сварной шов без промежутков по длине.
7. Прерывистый шов – сварной шов с промежутками по длине (цепные и шахматные).
8. Цепной прерывистый шов — двусторонний прерывистый шов, у которого
сваренные и не сваренные участки расположены по обеим сторонам стенки один
против другого.
9. Шахматный прерывистый – двусторонний прерывистый шов, у которого не сваренные участки на одной стороне стенки расположены против сваренных участков швов с другой стороны.
Порядок выполнения работы:
Группа делиться на три команды.
В каждой команде выбирается эксперт, который будет оценивать ответы участников
команды.
Задания:
- Изучите образец
- Определите виды сварных соединений и швов
- Заполните таблицу
| № п/п | Сварное соединение | Сварные швы по типу соединения | Сварные швы по внешнему виду | Сварные швы по протяженности | Сварные швы по длине соединения | Сварные швы по характеру выполнения |
1. |
стыковое | стыковое | нормальный | Односторонний сплошной | длинный | односторонний |
Вопросы для контроля знаний:
- Какое сварное соединение называется стыковым?
- Чем отличается стыковое соединение от нахлесточного?
- Какое сварное соединение называется тавровым?
- Чем отличается угловое соединение от торцового?
- Что называется сварным швом?
- Какие разновидности сварных швов существуют?
- К каким соединениям применим угловой шов?
Приложение 1
Типы сварных соединений и сварных швов
Ознакомьтесь с основными типами сварных соединений, распространенными типами сварных швов, их частями и использованием.
Для сварщиков, которые только начинают разбираться в конструкции сварного шва — как металлические части соединяются или выравниваются друг с другом для сварки — важно различать соединение и сварной шов.
Типы сварных соединений
Сварщики описывают точку, где два или более основных металла встречаются для сварки, как сварное соединение.Пять основных типов сварных соединений:
- Стыковые соединения
- Нахлесточные соединения
- Тройники
- Угловые соединения
- Торцевые соединения
Стыковые соединения
Рисунок 1. Основные типы стыковых сварных соединений.Используйте стыковое соединение для сварки материалов, выровненных в одной плоскости. Он работает с листом, листовым металлом и трубопроводами. Это соединение может быть квадратным или желобчатым.
Квадратное стыковое соединение
Лучшее для металлов толщиной 3/16 дюйма или меньше, квадратное стыковое соединение достаточно прочное, когда оно не подвергается усталостным или ударным нагрузкам (Рисунок 1, вид A) .
Стыковое соединение с одним клином
Для более прочной сварки металлов толщиной от 1/4 до 3/4 дюйма используйте стыковое соединение с одной канавкой (рисунок 1, вид B) . Используйте угол наклона канавки (примерно 60 градусов для пластины), который позволяет электроду входить в стык для хорошего проникновения.
Стыковое соединение с двойным V-образным вырезом
Вы можете использовать стыковое соединение с двойным v-образным вырезом при сварке металлов толщиной более 3/4 дюйма или на более тонких пластинах для дополнительной прочности. (Рисунок 1, вид C) .
Другие конструкции стыковых соединений
Рис. 2 — Еще несколько примеров сварных стыковых соединений с канавками.Другие стандартные, но реже используемые типы стыковых сварных соединений с канавками включают одинарные и двойные скосы, одинарные и двойные J, а также одинарные и двойные U (Рисунок 2) .
Соединения внахлест
Рисунок 3 — Примеры соединений внахлест.
Соединение внахлестку, полученное путем наложения одного куска металла внахлест, может быть одним из самых прочных типов соединений.Перекрытие металлов, по крайней мере, в три раза большей толщины самого тонкого элемента, приводит к наиболее эффективному соединению (самому прочному по сравнению с основным металлом).
Одинарное угловое соединение внахлест
Одинарное угловое соединение внахлест (Рисунок 3, вид A) зависит от размера сварного шва для его прочности.
Этот сварной шов используется для металла толщиной до 1/2 дюйма, не подверженного большим нагрузкам.
Двойное угловое соединение внахлест
При правильной сварке двойное угловое соединение внахлест почти так же прочно, как и сам основной металл.Идеально подходит для тяжелых нагрузок (Рисунок 3, вид B) .
Тройник
Рисунок 4 — Примеры тройникового соединения . Чтобы сварить две детали примерно под прямым углом, используйте тройник (или тройник). Он образует букву «Т» и используется в различных конструкциях шарниров. Тройник встречается во многих типах сварных металлических конструкций.
Он образует букву «Т» и используется в различных конструкциях шарниров. Тройник встречается во многих типах сварных металлических конструкций.
Квадратное тройниковое соединение
Квадратное тройниковое соединение (рис. 4, вид A) , используемое для сварки легких или умеренно толстых материалов, требует углового шва с одной или двух сторон.
Тройник с одним скосом
Тройник с одним скосом (рис. 4, вид B) с лучшим распределением напряжений может выдерживать более серьезные нагрузки. Используйте это соединение с пластинами толщиной 1/2 дюйма или меньше, если сварка возможна только с одной стороны.
Тройник с двойным скосом
Тройник с двойным скосом выдерживает большие нагрузки при сварке с обеих сторон (рис. 4, вид C) .
Угловые соединения
Рисунок 5 — Примеры угловых сварных соединений.Угловое соединение, как и тройник, имеет L-образную форму.
Угловое соединение заподлицо
Лучше всего подходит для сварки листового металла толщиной 12 или более тонкого металла.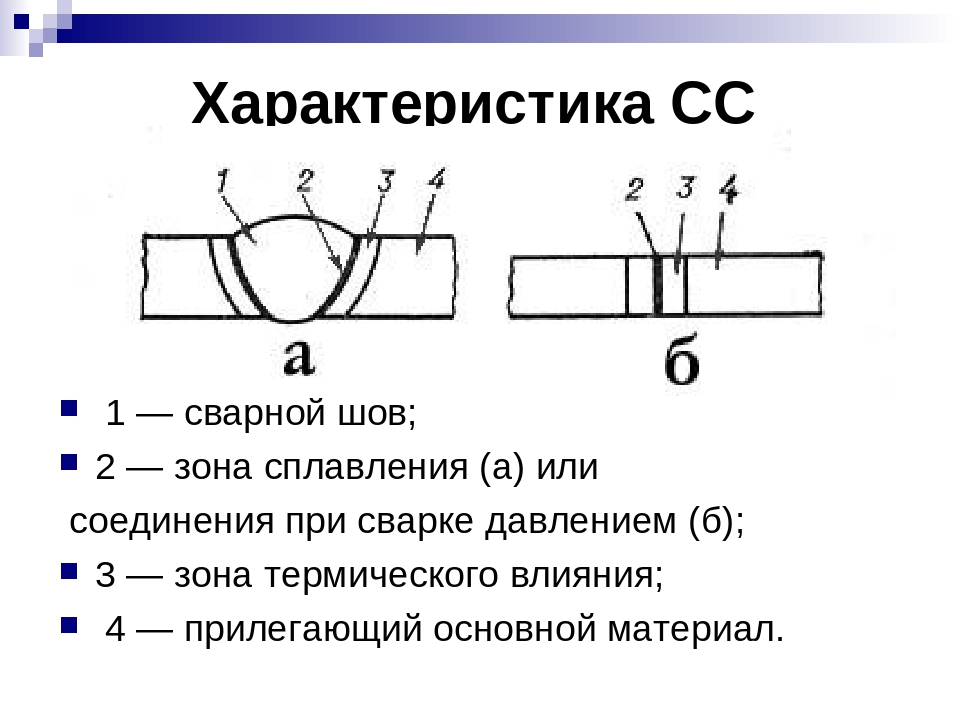 Конструкция углового соединения заподлицо может выдерживать только умеренные нагрузки. Хорошее проплавление сварного шва часто затруднено с этим типом соединения (Рисунок 5, вид A) .
Конструкция углового соединения заподлицо может выдерживать только умеренные нагрузки. Хорошее проплавление сварного шва часто затруднено с этим типом соединения (Рисунок 5, вид A) .
Полуоткрытый угловой шарнир
Поскольку провар лучше, используйте полуоткрытый угол (рис. 5, вид B) для сварки элементов тяжелее 12-го калибра.Этот шарнир выдерживает умеренные нагрузки.
Полностью открытое угловое соединение
Для создания прочного соединения с пластинами всех размеров, особенно при сварке с обеих сторон, используйте полностью открытое угловое соединение (рис. 5, вид C) .
Торцевые соединения
Рисунок 6 — Примеры торцевых соединений.Соединение между краями двух или более параллельных или почти параллельных элементов. Часто с этим типом соединения одна из частей имеет фланцевое соединение.
Хотя такое соединение встречается при работе с листами, это соединение чаще встречается при обработке листового металла. Используйте сварное соединение краевого типа только для соединения элементов размером 1/4 дюйма или меньше, которые не подвергаются большим нагрузкам.
Используйте сварное соединение краевого типа только для соединения элементов размером 1/4 дюйма или меньше, которые не подвергаются большим нагрузкам.
Фланцевые краевые соединения
Фланцевые краевые соединения (рис. 6, вид A) подходят для листов толщиной 1/4 дюйма или меньше при малых нагрузках.
Рисунок 6 Виды B и C показывают подготовку соединения тонких и толстых заготовок.
Детали соединений
Вы захотите познакомиться со стандартными терминами, используемыми для описания частей соединения.
Корень шва
Рисунок 7 — Примеры корня шва.Основание соединения является самой узкой точкой в зазоре между двумя свариваемыми элементами или точкой зазора, наиболее удаленной от электрода. Как правило, эти точки совпадают.
Как показано на рис. 7, корень может быть точкой, линией или областью при просмотре в поперечном сечении.
Канавка соединения
Отверстие или канал на поверхности детали или между двумя компонентами, обеспечивающее пространство для размещения сварного шва, называется канавкой соединения .
Поверхность канавки
Поверхность канавки представляет собой поверхность элемента, включенного в канавку (, рис. 8, вид A ).
Соединение может иметь корневую грань или корневую кромку.
Корневая поверхность
Корневая поверхность ( Рис. 8, вид A ) — это область кромки с канавкой, на которой нет канавок. Обычно он имеет небольшие, но измеримые размеры.
Корневой край
Когда поверхность канавки проходит на всю толщину элемента, оставляя поверхность основания практически с нулевой шириной, это называется корневым краем (, рис. 8, вид B ).
Иногда поверхность канавки и поверхность корня занимают одни и те же поверхности. ( Рисунок 8, виды C и D ).
Сварщики описывают индивидуальные требования к конкретному стыку с помощью таких терминов, как угол скоса, угол канавки, радиус канавки и отверстие в корне.
Угол, образованный между подготовленной кромкой основного металла и плоскостью, перпендикулярной поверхности основного металла, составляет угол скоса (Рисунок 9) Этот угол относится к металлу, который был удален.
Угол канавки — это общий угол канавки между соединяемыми материалами. Таким образом, при стыковке кромок двух пластин, каждая со скосом 45 градусов, получается общий угол канавки 90 градусов. Вы также увидите этот угол , включенный в угол .
Рисунок 10 — Примеры радиуса канавки и корневого отверстия.Используемый для специальных конструкций соединений с пазами, радиус, используемый для формирования формы сварного соединения с J- или U-образной пазом, равен радиусу паза (Рисунок 10) .
Разделение между соединяемыми элементами в основании стыка составляет корневое отверстие или корневое отверстие .
Спецификации угла скоса, угла канавки и корневого отверстия для соединения зависят от процесса сварки, толщины основного металла и типа используемого сварного соединения. Газовая сварка обычно требует большего угла канавки, чем дуговая сварка.
Корневой проем должен соответствовать диаметру присадочного материала, который выбирается в зависимости от толщины основного металла и положения сварки.Для правильного проникновения корня важно правильное отверстие в корне.
Рисунок 11 — Примеры корневого проплавления и проплавления сварных швов.Корневой провар — это расстояние, на которое металл сварного шва заходит в корневое соединение. Он измеряется по средней линии корневого сечения (Рисунок 11) .
Минимальная глубина прохождения канавки или фланцевого сварного шва от его поверхности до стыка без учета армирования.
Совместное проникновение может включать проникновение корня, как в Виды A, C и E.
Однако посмотрите, как Вид B показывает разницу между корневым проникновением и проникновением в стык, а Вид D показывает только проникновение в стык.
Армирование сварного шва — это металл, количество которого превышает количество, необходимое для заполнения стыка на лицевой поверхности или в основании. (Рисунок 12) .
Типы сварных швов
Несмотря на то, что существует множество типов сварных швов, наиболее распространенными являются сварные швы, угловые, канавки, наплавки, прихватки, заглушки, пазы и сопротивления.
Сварной шов
Рисунок 13 — Пример сварного шва.Большинство из нас начинают с изучения основного сварного шва . Также известный как валик , это простой однопроходный сварной шов на основном металле (Рисунок 13) .
Сделайте узкую бусину для стрингера , практически не используя поперечных движений. Вы создаете более широкий валик с более широким движением из стороны в сторону.
Сварные швы с разделкой кромок
Рисунок 14 — Стандартные типы сварных швов с разделкой кромок различной толщины.
Сделанные в канавке между двумя элементами заготовки, сварные швы (Рис. 14) подходят для многих стыковых соединений разной толщины.
Многопроходный сварной шов
Если для заполнения канавки требуется два или более валика, это многопроходный или многопроходный сварной шов. Многопроходные слои (Рисунок 15) обычно изготавливаются вручную с использованием узких стрингеров.
Рисунок 15 — Пример многопроходных слоев.При выполнении этого типа сварного шва последовательность наращивания определяет порядок укладки каждого валика (Рисунок 16) .
Рисунок 16 — Пример последовательности слоев сварного шва. Чтобы контролировать влияние накопленного тепла на металлические материалы, в инструкциях по многопроходной сварке может быть указана температура между проходами . Это минимальная или максимальная температура, которую должен достичь наплавленный металл шва перед началом следующего прохода.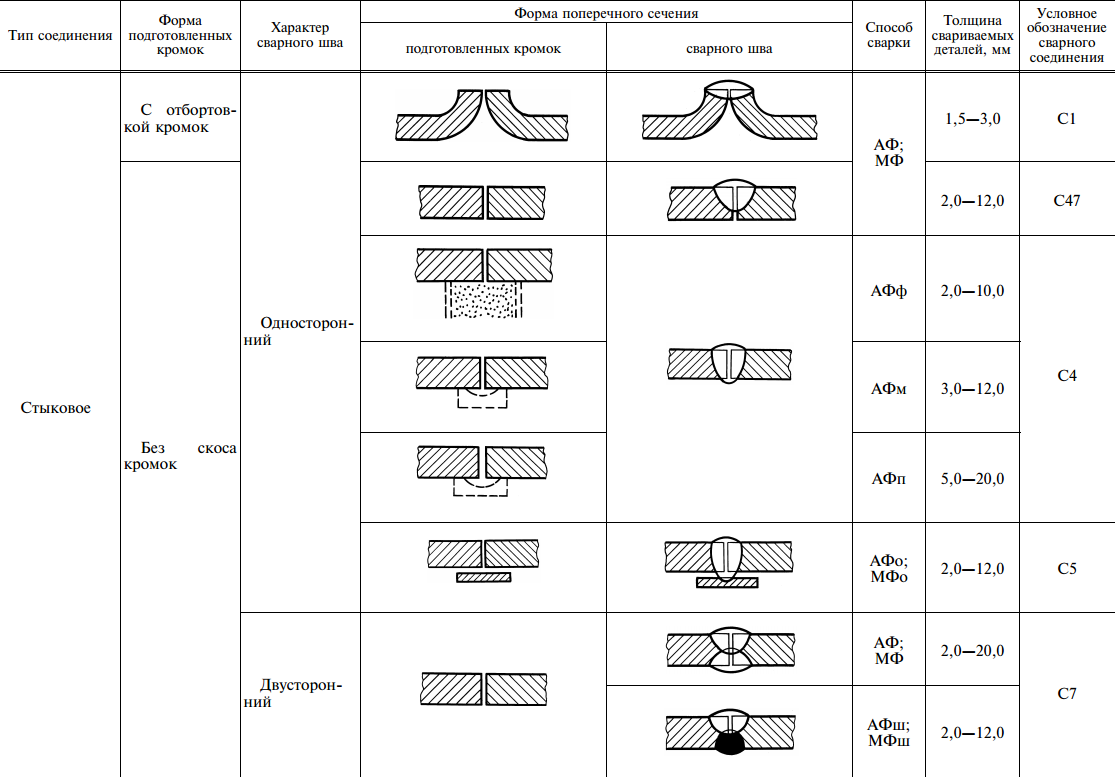
Используется для соединения двух поверхностей примерно под прямым углом (90 градусов), угловой сварной шов образует треугольник, если смотреть в поперечном сечении.Соединения внахлестку, тройники и угловые соединения относятся к типам угловых швов (Рисунок 17) .
Наплавочный шов
Рисунок 18 — Пример наплавки сварных швов.Наплавка добавляет присадочный металл к подложке из основного металла, чтобы получить желаемые свойства или размеры. (Рисунок 18) .
Наплавка или — это разновидность наплавки для нанесения материала на деталь с целью уменьшения износа или потери материала из-за истирания, удара, эрозии, истирания и кавитации.
Этот тип сварного шва состоит из одного или нескольких стрингеров или валиков.
Наплавка сварного шва — это экономичный способ продления срока службы машин, инструментов и оборудования, который особенно полезен в строительной отрасли.
Вставные и щелевые сварные швы
Рисунок 19 — Примеры сварных швов электрозаклепки и щелевых швов.Сварной шов, выполненный через отверстия в одном элементе соединения внахлест, представляет собой электрозаклепку . Когда отверстия имеют удлиненную форму, это называется сварным швом с пазом (Рисунок 19) .
В зависимости от работы отверстия могут быть заполнены или не полностью заполнены присадочным материалом. Часто этот тип сварного шва прикрепляет закаленные пластины к более мягкому материалу основы или для установки металлических футеровок внутри резервуаров.
Сварка сопротивлением
Когда температура плавления создается в соединении за счет сопротивления прохождению электрического тока через заготовку, это сварной шов сопротивлением .
Рисунок 20 — Пример процесса контактной сварки. Это происходит при пропускании электрического тока через два или более листов металла, зажатых между медными электродами. Как только температура достигнет точки плавления, приложенное давление сваривает детали вместе (Рисунок 20) .
Как только температура достигнет точки плавления, приложенное давление сваривает детали вместе (Рисунок 20) .
Одним из распространенных вариантов является точечная контактная сварка (RSW), при которой вдоль стыка (Рисунок 21) выполняется серия точечных сварных швов.
Другой стиль, сварка контактным швом (RSEW), используемый в промышленном производстве, обеспечивает серию плотных сварных швов при подаче материала через электродные колеса.
Рисунок 22 — Примеры точечной и прихваточной сварки.Точечная сварка
На стыках внахлестку тонкого листового металла сварщики могут создать точечную сварку (Рисунок 22) . Короткая дуга на одной поверхности прожигает другую, сплавляя части вместе.
Он не такой аккуратный, как RSW, потому что при таком сварном шве на поверхности металла остается небольшой кусочек.
Прихваточный шов
Прихваточный шов — это слабый временный сварной шов, используемый для удержания металла на месте до момента его сварки. (Рисунок 22) .Размер зависит от толщины металла, но прихваточные швы должны быть небольшими и однородными, чтобы свести к минимуму их влияние на окончательный сварной шов.
Части сварных швов
Некоторые термины для описания сварного шва могут применяться к нескольким соединительным узлам, в то время как другие являются уникальными.
Лицевая сторона — открытая поверхность основного металла, на которой выполняется сварка.
Носок — стык между лицевой стороной сварного шва и основным металлом.
Корень — точки, в которых обратная сторона сварного шва пересекает поверхности основного металла.
Колено — часть сварного шва от носка до корня, если смотреть на треугольное поперечное сечение углового шва.
Горловина — расстояние от корня до точки на поверхности сварного шва по линии, перпендикулярной поверхности сварного шва. Теоретически лицо образует прямую линию между пальцами ног.
ПРИМЕЧАНИЕ. Термины «полка» и «горловина» применимы только к угловым швам.
Рисунок 23 — Детали шва с разделкой кромок.Части сварного шва с канавкой
- Корневое отверстие : разделение между соединяемыми элементами в основании соединения.
- Поверхность основания : поверхность канавки рядом с основанием соединения.
- Поверхность канавки : поверхность элемента, входящего в канавку.
- Угол скоса : угол, образованный между подготовленным краем элемента и плоскостью, перпендикулярной поверхности элемента.
- Угол канавки : Общий угол наклона канавки между соединяемыми деталями.
- Размер сварного шва : проплавление шва (глубина скоса плюс глубина провара, если это указано). Размер сварного шва с разделкой кромок и его эффективное сечение одинаковы.
- Толщина листа : Толщина свариваемого листа.
 Размер сварного шва с разделкой кромок и его эффективное сечение одинаковы.
Размер сварного шва с разделкой кромок и его эффективное сечение одинаковы.Части углового сварного шва
Рисунок 24 — Части углового сварного шва .- Фактическое отверстие углового сварного шва : кратчайшее расстояние от основания углового сварного шва до его поверхности.
- Участок углового сварного шва : расстояние от основания стыка до носка углового сварного шва.
- Корень сварного шва : точки, в которых обратная сторона сварного шва пересекает поверхности основного металла.
- Носок сварного шва : стык между лицевой стороной сварного шва и основным металлом.
- Лицевая сторона сварного шва : Открытая поверхность сварного шва на свариваемой стороне.
- Глубина плавления : Расстояние, на которое плавление распространяется в основной металл или предыдущий проход от поверхности, расплавленной во время сварки.
- Размер сварных швов : Длина полки стыка.
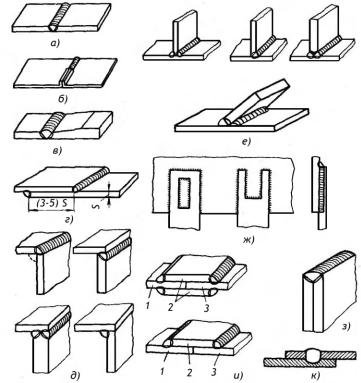
При определении размера сварного шва (Рисунок 23) необходимо учитывать глубину канавки, отверстие в корне и угол канавки.
Размер углового сварного шва (Рисунок 24) — это длина плеч сварного шва. Предположим, что ноги равны, если не указано иное.
Существует множество стилей и типов сварочных калибров для подготовки материала к сварке и проверки завершенного сварного шва. Вот пример комплекта сварочного калибра.
Рисунок 25. Примеры терминологии зоныв сварном шве.
Сварщики используют еще несколько терминов для описания областей сварного шва.
Зона термического влияния (HAZ) (Рис. 25) — это часть основного металла, которая не расплавилась, но изменилась из-за высокой температуры сварки.ЗТВ находится между наплавленным слоем сварного шва и неповрежденным основным металлом. Физический состав или механические свойства этой зоны после сварки изменяются.
Fusion описывает плавление основного и / или присадочного металла. Зона плавления — это область основного металла, который расплавился во время сварки (Рисунок 25) .
Поскольку тепло при сварке влияет на структурные свойства основного металла, контроль нагрева имеет важное значение для хорошего сварного шва.
Положения для сварки листов
Рисунок 26 — Примеры положений для сварки листов.Американское сварочное общество (AWS) разделяет сварку листов на четыре основных положения: (1) плоская, (2) горизонтальная, (3) вертикальная и (4) надземная.
Вы можете идентифицировать сварной шов по номеру, показывающему положение сварки, за которым следует буква «G» для сварного шва с разделкой кромок или «F» для углового шва (Рисунок 26) . Например, сварной шов с вертикальной канавкой называется сварной шов 3G.
5 типов сварных соединений и их использование — полное руководство 2020
Вы можете удивиться, сколько отраслей промышленности используют сварные соединения. Существует довольно неограниченное количество приложений, от домашних проектов до производства автомобилей и многого другого.
Существует довольно неограниченное количество приложений, от домашних проектов до производства автомобилей и многого другого.
Хотя в определенном смысле все это замечательно, вам необходимо знать, какие сварочные соединения типа типа s использовать для той или иной работы. Это может доставить лота хлопот (особенно начинающим сварщикам).
К счастью, вы наткнулись на нас! Мы собираемся предоставить вам и информацию, необходимую для того, чтобы стать экспертом в области сварных соединений и их использования.
Сколько основных типов соединений бывает при сварке? Здесь всего 5 основных сварных швов. Однако их можно использовать в комбинациях. В списке ниже вы можете найти их:
- Тройник или тройник
- Торцевое соединение
- Угловое соединение
- Соединение внахлест
- Стыковое соединение
Что такое сварные соединения?
Итак, что же на самом деле — это сварные швы ? Хотя это кажется довольно очевидным — и, по правде говоря, это так — мы собираемся углубиться в детали.
Что такое сварные соединения? Сварочные соединения — это процедура соединения пары металлических (или пластиковых) кусков на краю или в точке.
Здесь играет роль множество факторов, включая форму материалов, и , некоторые геометрические аспекты.
Еще одно важное соображение, которое необходимо сделать перед сваркой для соединения деталей, — это то, какой стиль сварки использовать. Плюс, который нужен типа стыка.
Каждый тип соединения может быть соединен множеством различных типов сварных швов. На рисунке ниже показаны наиболее распространенные типы сварных соединений, выполненных
. Различные типы сварных соединенийКогда вы все это усвоите, вы, наконец, сможете создавать сварное соединение.
Итак, перейдем к типам сварных соединений. Мы знаем, что вам не терпится начать!
5 типов сварных соединений
Мы вкратце упомянули, что одним из факторов, которые необходимо учитывать перед фактической сваркой соединения, является соединение типа . Это именно то, что мы собираемся сейчас обсудить, так что пристегнитесь! Скоро станет интересно.
Это именно то, что мы собираемся сейчас обсудить, так что пристегнитесь! Скоро станет интересно.
На рисунке ниже показаны пять основных сварных соединений.
5 основных сварных швов1. Сварка тройников
Как вы уже могли догадаться, желаемый результат — Т-образная форма. Это достигается за счет того, что две металлические детали перекрещиваются под углом 90 градусов. Следовательно, края компонентов будут встречаться в центре пластины или образца.
Иногда, тройники суставы или Т-соединения могут быть сформированы с помощью трубки, что вы сварить на опорную плиту.
Сварной тройникКогда бы вы использовали тройник?
Этот тип сварного соединения обычно используется, когда вам нужно приложить что-то (как труба ) к опорной плите (как мы уже упоминали выше).
При использовании их в реальных приложениях вы должны быть осторожны, чтобы обеспечить надлежащую глубину проникновения в материал дна.
Для изготовления тройника можно использовать следующий стиль сварки:
- Сварка электрозаклепкой
- Угловой шов
- Сварка с фаской и канавкой
- Сварка с развальцовкой и канавкой
- Сварка с J-образной канавкой
- Сквозной шов
- Щелевой сварной шов
Поскольку мы еще не обсуждали стили сварки, мы рассмотрим каждый из них по очереди. Таким образом, вы получите полную информацию о том, когда вам в следующий раз придется заняться сваркой стыков.
Сварной шов
Электрозаклепка — это стиль, используемый, когда точечная сварка невозможна.В большинстве случаев производители раллийных автомобилей любят это использовать, поскольку точечный сварочный аппарат не влезет в щели.
Итак, как это сделано?
Давайте поговорим о процессе. Если вы уже занимались точечной сваркой раньше, вам это не понадобится так сильно, как новичкам, так что не стесняйтесь пропустить.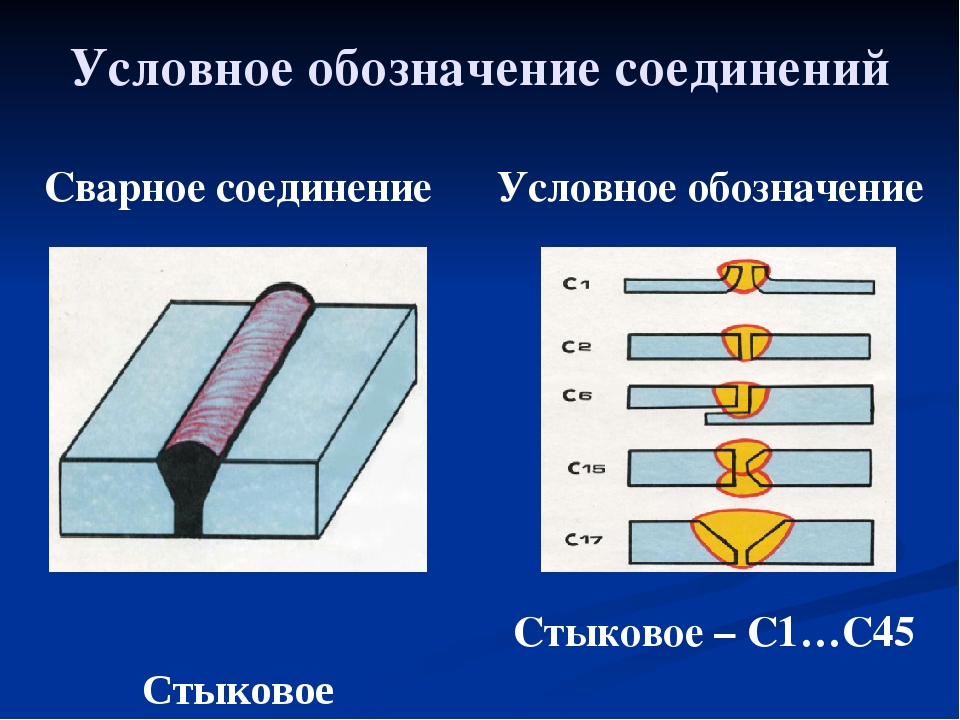
- Просверлите отверстия 7,5 мм в верхнем металле. Разместите их на расстоянии примерно 25-40 мм друг от друга. Если вы работаете с толстым металлом, вам нужно просверлить отверстия большего размера. Но над этим можно поработать.
- Прикрепите этот лист к заднему листу.
- Установите сварочную горелку на место. Проволока должна находиться в центре отверстия, касаясь заднего листа.
- Дуга против заднего листа.
- Направьте резак прямо в отверстие.
- Начать сварку.
- Не , а переместите сварочный аппарат, пока отверстие не будет почти полностью заполнено.
- Достигнув этой точки, перемещайте сварочный аппарат круговыми движениями наружу, пока он не завершится.
Хотя для не обязательно нужен специальный зажим для электрозаклепки , он невероятно полезен.Он скрепляет две металлические пластины вместе, но позволяет фонарю проникнуть внутрь, чтобы вы могли продуктивно работать.
Это особенно актуально, когда вы выполняете тройник с этой техникой.
Читать далее: Да, вы умеете сваривать паяльной лампой! — Вот как!
Угловой шов
Тройники под угловую сварку используются в основном в строительстве и строительстве мостов. Обычно они включают в себя плоские балки, ребра жесткости, концевые пластины и соединения распорок.
Так как это наиболее распространенный стиль (при дуговой сварке), используемый при выполнении тройников, вы, возможно, проделывали его сотни раз, даже не подозревая.
Пример угловых швовСварной шов со скосом и канавкой
Это может быть легко создано при попытке соединения тройника. Но зачем вам нужен сварной шов под углом? Разве это не просто дополнительная работа?
В некотором смысле да . Тем не менее, канавка со скосом обеспечивает невероятную прочность тройника.
Итак, как это работает?
Вертикальная пластина (то есть «шток» Т-образной формы) будет иметь фаску с правой или с левой стороны. Если вы сделаете это правильно, вы должны увидеть по диагонали по возрастанию отрыва от базовой пластины к вертикальной пластине.
Если вы сделаете это правильно, вы должны увидеть по диагонали по возрастанию отрыва от базовой пластины к вертикальной пластине.
Это делает соединение удивительно прочным и снижает вероятность его растрескивания под давлением.
Сварной шов с развальцовкой под углом
Сварной шов со скосом и канавкой обычно используют, когда вы пытаетесь создать угловое соединение (о котором мы поговорим позже). Сказав, что они используются для тройника суставов тоже — особенно, когда вы подключаете пруток к плоской опорной плите.
Итак, как это работает?
Когда вы поместите круглый стержень на основание, вы увидите, что между двумя материалами есть определенные промежутки.
В общих чертах, выполнение сварного шва со скосом под развальцовку и канавкой означает заполнение этих двух зазоров. Почему? Чтобы прочно склеить две части.
Сварка с J-образной канавкой
Вы помните, как раньше мы обсуждали сварные швы со скосом с разделкой кромок? Что ж, сварной шов с J-образной канавкой невероятно похож на .
Итак, как это работает?
Как и в случае со сварным швом со скосом с канавкой, вертикальная деталь будет иметь форму. В этом случае вышеупомянутая форма должна быть изогнутой.
Помните, что при сварке со скосом с разделкой кромок скос представляет собой прямую линию и диагональ . Однако J-образные канавки требуют изгиба около конца прямой диагональной линии.
Затем вам нужно заполнить диагональный пробел несколько странной формы.
Сквозной шов
Этот вид сварки заметно усиливает основание сварного соединения (в данном случае тройника). Здесь металл сварного шва должен выходить за заднюю пластину и привариваться также с нижней стороны.
Итак, как это работает?
Когда вы выполняете этот метод с тройником, вы будете производить сварку через заднюю часть, чтобы металл плавился насквозь до вертикальной пластины.
Сварной паз
При сварке с пазами в тройниковых соединениях опорная плита — это область, которой манипулируют. У него будет вырез, который немного больше, чем у вертикальной пластины.
У него будет вырез, который немного больше, чем у вертикальной пластины.
Итак, как это работает?
Как только основание будет подготовлено, вы вставите в него вертикальную пластину.
Затем вы заполняете промежутки аналогично тому, как образуется электрозаклепка. Однако не всегда нужно заполнять его полностью — это решается для каждого проекта.
Хорошо, теперь вы готовы заняться сваркой второго типа? Фантастика! Тогда давай приступим.
Сколько основных типов соединений бывает при сварке? Как сварить стык? >> Посмотрите видео ниже :
2. Сварка торцевых стыков
Торцевые соединения обычно используются, когда два куска листового металла имеют фланцевые кромки .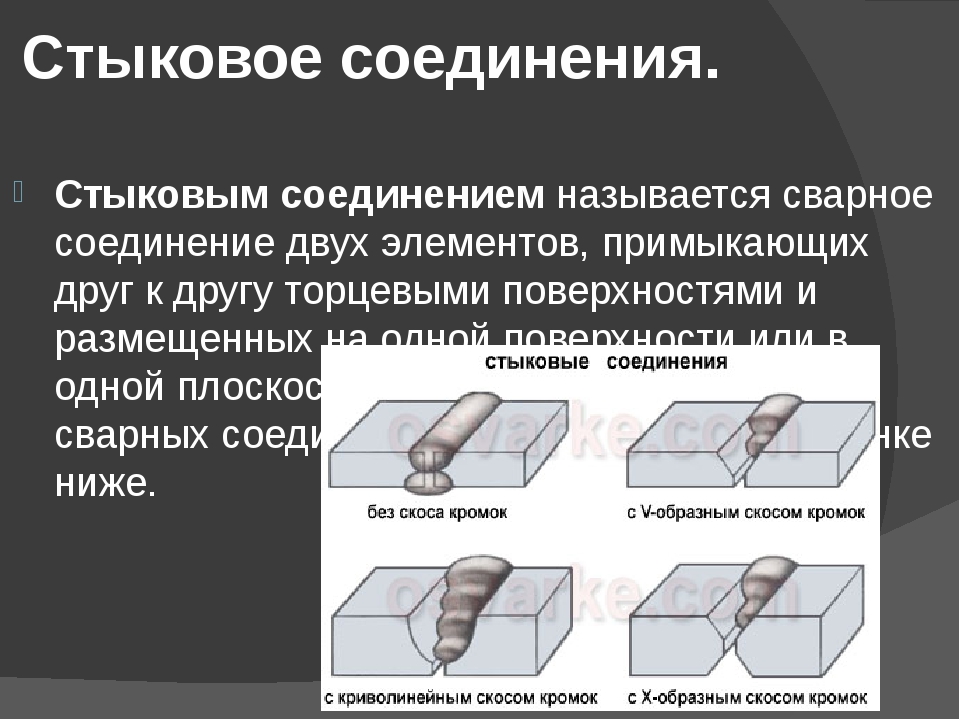 Другие приложения, как правило, находятся в местах, где сварной шов является единственным способом соединения деталей, расположенных рядом друг с другом.
Другие приложения, как правило, находятся в местах, где сварной шов является единственным способом соединения деталей, расположенных рядом друг с другом.
Обычно металлические детали устанавливаются рядом, а затем привариваются к одной кромке.
Краевой сварной шовЭто не очень прочное соединение, потому что металл шва не проходит через все соединение.
Когда бы вы использовали краевое соединение?
Из-за вышеупомянутой слабости краевые соединения используются только в глушителях или для соединения тонких деталей из листового металла.
Сварка кромокВы, , можете добавить присадочный металл для увеличения прочности, но есть и другие соединения, которые можно использовать, когда вам нужны сверхпрочные соединения.
Существует 7 стилей сварки, которые можно использовать для создания стыка кромок. В частности:
- Сварной шов с угловой канавкой
- Сварной шов с квадратной канавкой
- Сварной шов с J-образной канавкой
- Сварной шов с V-образной канавкой
- Приварной шов с торцевым фланцем
- Сварной шов с U-образной канавкой
- Сварной шов с угловым фланцем
Мы уже обсуждали угловой шов с канавкой и Варианты сварки с J-образной канавкой в тройнике.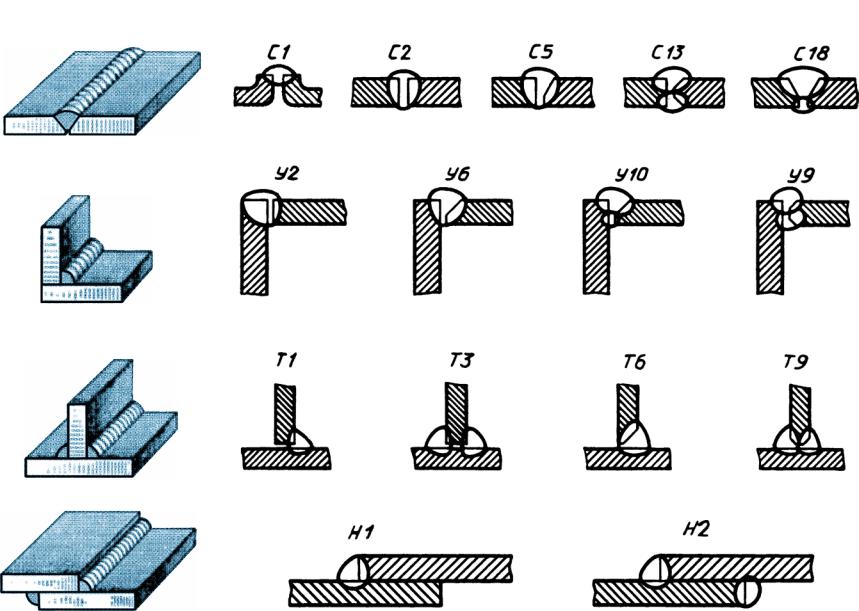 Итак, мы кратко коснемся остальных.
Итак, мы кратко коснемся остальных.
Сварной шов с квадратной канавкой
Сварка с квадратной канавкой проста.Кроме того, он обеспечивает дополнительную прочность (но при использовании в качестве кромочного соединения этого практически не наблюдается).
Здесь нет промежутков между деталями, и он чаще используется при газовой или дуговой сварке.
Конечно, с толщиной сварного шва можно поиграться. Но если вы ищете довольно плавный край, вы не можете заходить слишком далеко с этим.
Сварной шов с V-образной канавкой
Если оба края вашей детали скошены с каждой стороны, вам придется выполнить сварку с V-образной канавкой.
Что мы имеем в виду?
Когда ваш материал стоит на основании, выглядит ли он как дом с остроконечной крышей? Да? Затем, когда вы помещаете кончик «крыши» на кончик второй части крыши, единственный способ соединить их — это выполнить сварку с V-образной канавкой.
Здесь вам нужно заполнить верхние и нижние , чтобы закрепить детали.
Приварной фланец с кромкой
Если обе металлические детали, которые вы планируете соединить кромкой, имеют фланцевое соединение, то кромочный шов будет вашим новым лучшим другом.
Просто соедините две прямые кромки вместе (фланцы расширяются с обеих сторон) и приварите соединение.
Это было легко, не правда ли?
Сварной шов с U-образной канавкой
Вернемся к V-образной канавке. У вас ведь были штуки с остроконечными крышами? Что ж, представьте, что диагональные стороны были вмятины внутрь, и когда две части сложены вместе, образуются полукруги. Это U-образный паз.
Подобно вышеупомянутой V-образной канавке, вам необходимо сварить верхнюю и нижнюю части, чтобы закрепить ее.
Угловой шов
Угловой шов с фланцем должен использоваться, когда одна деталь представляет собой прямоугольник (т. Е. Без кромок этого фланца), а другая — с отбортованной кромкой.
Здесь вы должны соединить прямую сторону фланца с плоским металлом, чтобы верхние части были выровнены. Затем сварите уголки, чтобы закрепить два листа.
Затем сварите уголки, чтобы закрепить два листа.
3. Сварка угловых стыков
Сектор листового металла любит этот тип соединения .
Применяется при сварке снаружи прилегающих металлических деталей.Если вы разместили детали правильно (под прямым углом), готовый предмет будет иметь L-образную форму.
Сварка угловых стыковКогда бы вы использовали угловой шарнир?
Обычно этот тип соединения используется при изготовлении прямоугольных рам или строительных коробов.
Для сварки угловых швов можно использовать следующие 9 стилей:
- Угловой шов
- Краевой шов
- Точечный шов
- Угловой шов
- Сварной шов с квадратной канавкой
- Сварной шов с V-образной канавкой
- Сварной шов с U-образной канавкой
- Сварной шов с J-образной канавкой
- Сварной шов с канавкой под углом
Мы уже рассмотрели все это, так что обратите внимание на наш предыдущий разговор, если вам нужно напомнить.
4. Сварка стыков внахлест
Если вам нужно соединить два куска металла разной толщины, соединение внахлест — это то, что вам нужно. Как вы, наверное, догадались по названию, металлические части накладываются друг на друга, образуя соединение внахлест.
Соединение внахлестку СваркаВы можете выбрать, сваривать ли с одной стороны или с обеих, в зависимости от того, насколько прочным должно быть соединение.
Когда бы вы использовали коленчатое соединение?
Этот тип сварного соединения обычно используется в следующих случаях:
- Изготовление временного каркаса
- Изготовление шкафа (для создания каркаса)
- Изготовление стола
- И аналогичные попытки
Для изготовления соединения внахлест можно использовать любой из следующих 6 стилей:
- Точечная сварка
- Сварка с канавкой под углом
- Сварка с J-образной канавкой
- Сварка с развальцовкой под углом
- Сварка вставкой
- Сварка с пазом
Да, мы рассмотрели все это! Вы можете найти все, что вам нужно знать, в разделе тройников или краевых соединений.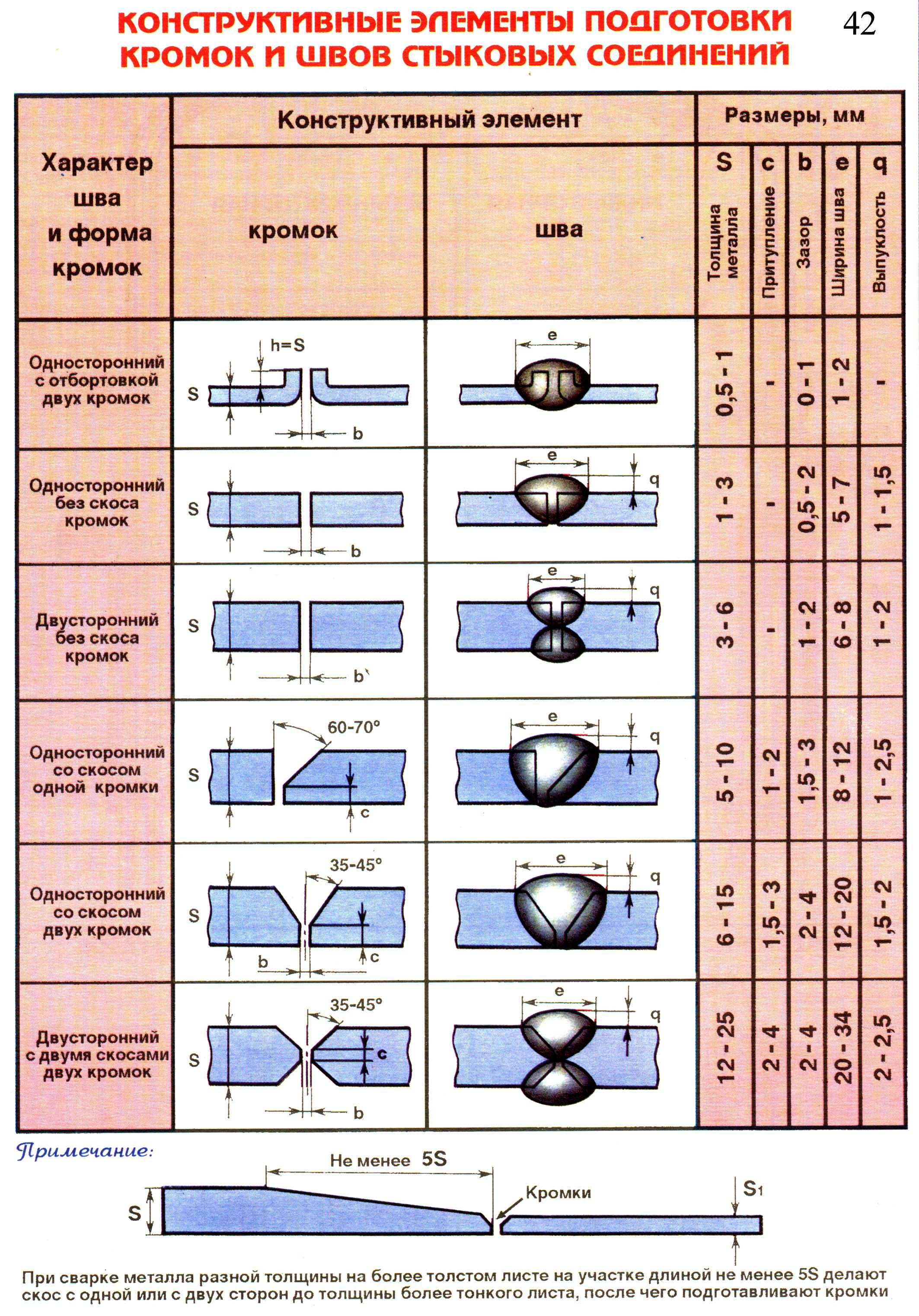
5. Сварка стыковых соединений
Для стыковой сварки две детали должны располагаться рядом друг с другом в параллельном положении. Это наиболее распространенный вид сварки для многих промышленных применений в домашних условиях и .
Стыковое соединение сваркаКогда бы вы использовали стыковое соединение?
Обычно этот вид сварного соединения используется при соединении фланцев, клапанов, определенного оборудования, труб, трубок и других фитингов.
Стык горизонтальныйЕсть 7 стилей изготовления стыковых соединений.Посмотрите ниже:
- Сварной шов с канавкой под углом
- Сварной шов с J-образной канавкой
- Сварной шов с U-образной канавкой
- Сварной шов с V-образной канавкой
- Сварной шов с квадратной канавкой
- Сварной шов с развальцовкой под V-образную канавку
- Сварной шов с развальцовкой под углом
Мы кратко рассмотрим сварка под развальцовку с V-образной канавкой, поскольку мы еще не обсуждали это.
Сварной шов с развальцовкой и V-образной канавкой
Это просто сварка со скосом под фаску, но когда обе детали имеют цилиндрическую форму. Здесь детали размещаются вдоль друг друга, и вы будете сваривать с обеих сторон, чтобы усилить соединение.
Недавно я написал статью о 4 основных положениях сварки, взгляните на нее.
Как проверить различные типы сварных соединений?
Иногда вам может понадобиться проверить долговечность и прочность сварных соединений. Это может быть более заметным в таких отраслях, как автомобилестроение , но не всегда так. Гарантия того, что вы производите высококачественный товар, не ограничивается определенными секторами.
Ссылки по теме: Physical Weld Testing — Ultimate Guide: Destructive & Nedestructive
Есть много способов проверить сварные соединения; некоторые легче, чем другие.Поскольку мы не хотим вас утомлять, сегодня мы поговорим только о четырех основных из них.
Давайте углубимся в подробности.
Испытания на изгиб
Это самый популярный тест, который используется для проверки навыков и порядочности сварщика. Сказать по правде, это обычное дело, потому что это быстро и просто. Никаких дополнительных инструментов не требуется, поэтому любой сварщик может выполнить испытание на изгиб.
Какая теория стоит за этим? Что ж, это работает на основе философии, согласно которой сварное соединение должно выдерживать определенное давление, прежде чем оно сломается или потрескается.
Существуют различные версии испытаний на изгиб: тест на управляемый изгиб, обратный изгиб и свободный изгиб. Мы рассмотрим каждый из них по очереди.
Управляемый тест на изгиб
Эта версия используется для проверки качества впадины и торца сварного шва. Обычно кусок изгибается на 180 градусов.
В зависимости от того, исследуете ли вы лицо или корень, деталь будет удерживаться в разных точках.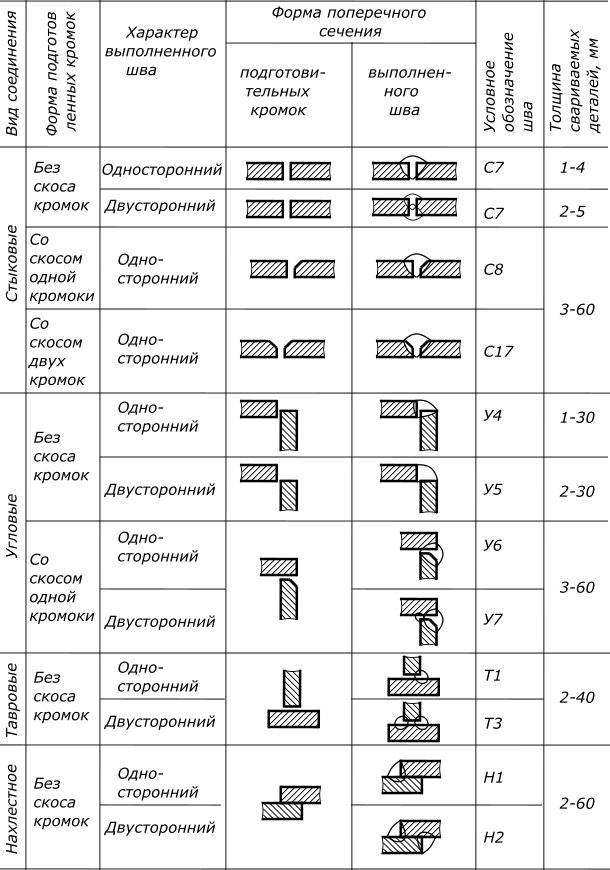
Для правильного проведения управляемой проверки на изгиб вам понадобится приспособление.
Испытание на обратный изгиб
Опция испытания на загиб назад определяет качество используемого металла и степень проплавления стыкового соединения.
Используемые элементы похожи на элементы бесплатного теста, которые вы можете найти ниже, если вы не знакомы со всем, что там включено.
Ваша деталь должна быть согнута ровно на 90 градусов, не ломаясь, чтобы она соответствовала этому требованию. Однако вы не увидите, чтобы многие люди выполняли это, так как это было превзойдено управляемым тестом на изгиб.
Испытание на свободный изгиб
Этот тип испытания на изгиб был изобретен для проверки пластичности металла в сварном шве.
Чтобы сделать это правильно, вам нужно будет удерживать и сгибать вашу деталь через определенные промежутки времени. Концы будут загнуты примерно на 30 градусов, треть пути посередине. Это гарантирует, что все изгибы будут происходить внутри сварного шва.
Это гарантирует, что все изгибы будут происходить внутри сварного шва.
Затем вы поместите свою деталь в специализированную машину, которая приложит к ней большую сжимающую силу.Не остановится, пока не появятся трещины. Именно тогда вы знаете, насколько пластично ваше сварное соединение.
Тесты на разрыв ников
Чтобы провести испытание на разрыв зазубрин, вам нужно разорвать сварное соединение и осмотреть части, которые сломались. Мы слышим, вы спросите, что вы могли бы получить от этого? Ну, а сколько там газовых карманов, пористость и степень плавления, можно установить.
Вы должны поместить свою деталь между двумя опорными системами, которые затем оказывают давление. После этого вам понадобится молоток, чтобы нанести короткий резкий удар.Несомненно, это сломает ваш кусок. После этого остается только осмотреть детали на предмет дефектов.
Ссылки по теме: 11 распространенных дефектов сварки и способы их предотвращения
Тесты кислотным травлением
Этот вид теста поможет вам определить прочность сварного шва.
Во-первых, вам нужно вырезать поперечное сечение стыка. Эта вырезанная часть будет помещена в раствор для травления.
Под «раствором для травления» мы понимаем йод, йодид калия или азотную кислоту.
Раствор в конечном итоге вступит в реакцию с металлом, чтобы показать вам, в чем заключаются недостатки изделия. Кроме того, это позволит вам увидеть, где проходит граница между основным металлом и металлом сварного шва.
Неразрушающие испытания сварных швов
До сих пор все тесты, которые мы рассматривали, были разрушительными. Другими словами, к концу экзамена ваш кусок сломан. Однако , этот последний гарантирует, что ваш образец останется нетронутым после факта.
Это просто проверит целостность материала, который вы использовали.
К сожалению, это очень технически сложный тип тестирования, требующий очень специализированного оборудования. К этим методам относятся рентгенография, визуальные испытания, проверка на проникновение жидкости, испытание магнитными частицами и многое другое.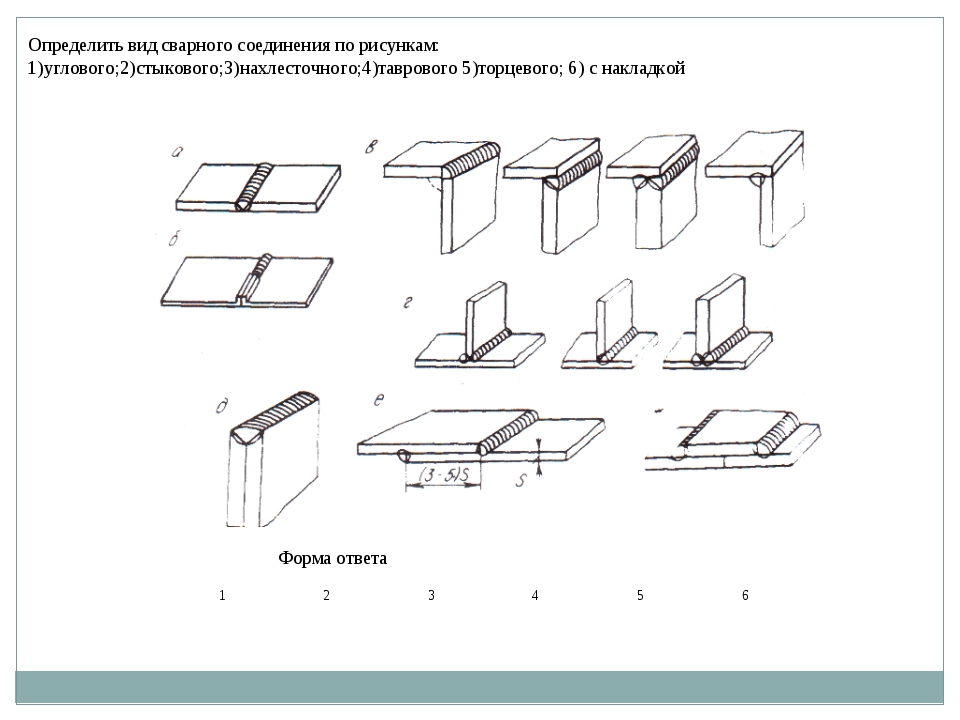
Часто задаваемые вопросы
Вот несколько общих вопросов о типах сварных швов, которые часто возникают у людей:
Сварные соединения постоянные?
Сварные швы постоянные? Да, когда вы делаете сварной шов, он будет там постоянно.
Поскольку металлы плавятся при такой высокой температуре, заполняются для создания сварочной ванны, а затем охлаждаются, разорвать соединение практически невозможно.
Однако вы должны отметить, что соединение будет намного менее прочным, чем соединенные с ним детали. Имеет ли это смысл? Отлично!
Какие сварочные соединения самые прочные?
Какие сварочные соединения самые прочные? профессиональные сварщики скажут, что тройник или угловые соединения являются самыми прочными из-за правильного проплавления при использовании сварочного аппарата .
Однако на самом деле все зависит от материалов, но мы предполагаем, что вы используете какой-то довольно прочный материал.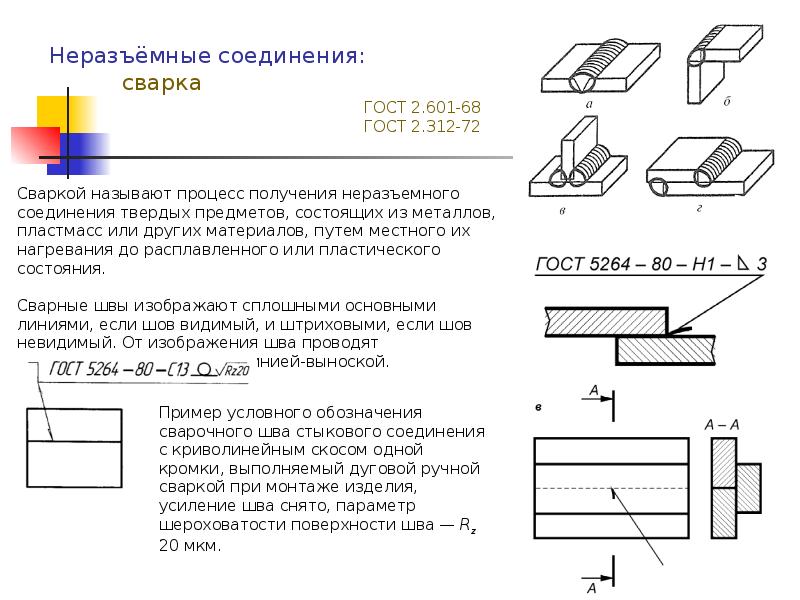 Итак, если это так, вы захотите использовать открытый сварной угловой шов.
Итак, если это так, вы захотите использовать открытый сварной угловой шов.
Здесь L-образная форма будет достигнута путем размещения частей рядом друг с другом, оставляя небольшой промежуток между ними. Сварной шов заполняют угол и зазор.
Какой металл сложнее всего сваривать?
Специально для начинающих алюминий считается самым трудным для сварки металлом.
Очень сложно определить температуру плавления алюминия, потому что он смешивается со многими другими металлами.
Подробнее о сварке алюминия читайте в этой статье.
Если вас интересуют сварочные приспособления или инструменты, просто перейдите по ссылке на нашу страницу рекомендаций, где вы можете увидеть все сварочные принадлежности, которые мы любим и используем (NO CRAP)
Итог
Сварка может оказаться сложной задачей, если вы позволите всей этой информации ошеломить вас. Но так быть не должно! Возвращайся сюда, когда тебе понадобится освежиться. Мы всегда рады помочь вам с любыми вопросами по пяти основным сварным швам и многому другому.
Но так быть не должно! Возвращайся сюда, когда тебе понадобится освежиться. Мы всегда рады помочь вам с любыми вопросами по пяти основным сварным швам и многому другому.
Всем спокойной и счастливой сварки!
Список литературы
https://en.wikipedia.org/wiki/Welding_joint#Square_butt_joints
https://www.weldersuniverse.com/welding_joints.html
https://www.steelconstruction.info/Welding
https: // www.thefabricator.com/glossary/guided-bend-test
https://www.mig-welding.co.uk/plug-weld.htm
Сварные соединения: соединение угловых профилей под углом 90 градусов с помощью простого стыкового соединения >> Посмотрите видео ниже:
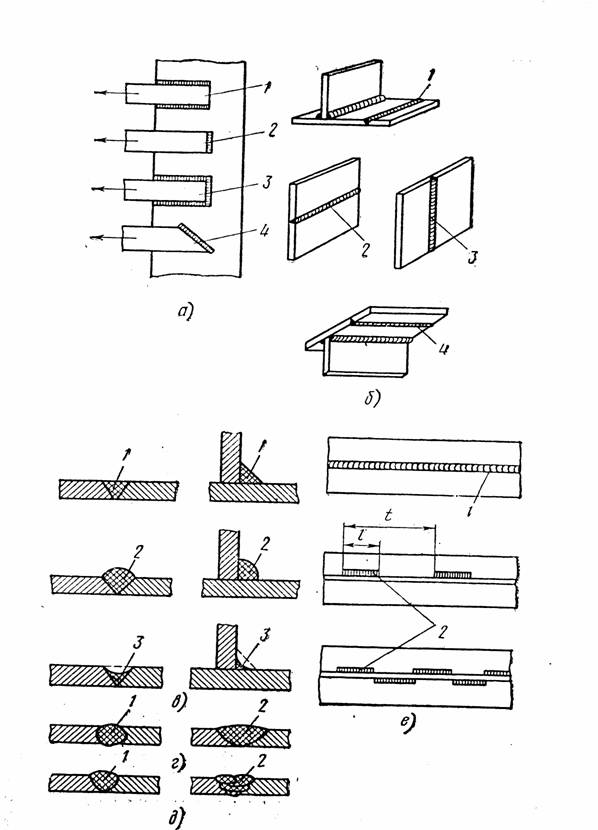 youtube.com/embed/AZVqMnktPq0?start=9&feature=oembed»/>
youtube.com/embed/AZVqMnktPq0?start=9&feature=oembed»/>
5 типов сварных соединений — Rx Mechanic
Вы изучаете различные методы сварки? Тогда вы, возможно, не знакомы с различными типами сварных соединений, используемых в современном мире.Часто используемые сварщиками во всем мире соединения отлично подходят для соединения двух металлических деталей или при сварке в труднодоступных местах.
Часто используются для длительной сварки. Существуют различные сварочные соединения, используемые для соединения металлов, дерева и пластика. Обратите внимание, что эти соединения обычно представляют собой тройниковые соединения, стыковые, краевые, угловые и нахлесточные соединения. Все эти соединения имеют несколько преимуществ, таких как высокая эффективность, гибкость для изменения и дополнения. Кроме того, эти пять шарниров, которые, как известно, легкие и имеют гладкий внешний вид, в основном используются во многих отраслях промышленности.
Например, вы обнаружите, что соединения используются в автомобильной промышленности, авиастроении, судостроении, энергетике, а также в строительстве и инфраструктуре.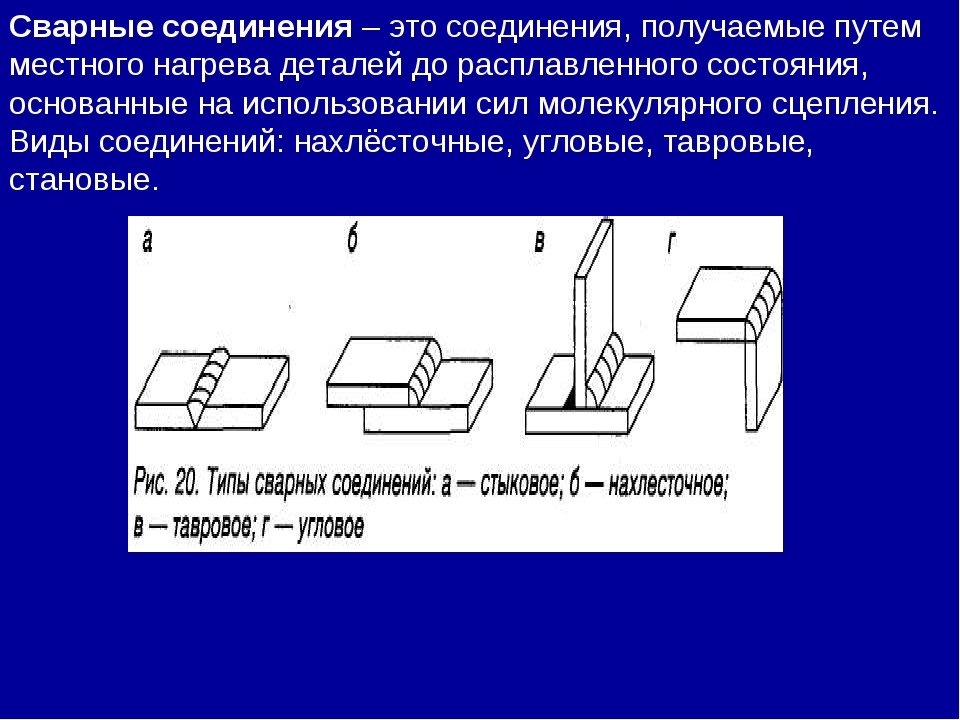 Хорошая новость заключается в том, что все эти отрасли промышленности используют некоторые или все сварочные соединения в процессах создания или ремонта.
Хорошая новость заключается в том, что все эти отрасли промышленности используют некоторые или все сварочные соединения в процессах создания или ремонта.
Типы сварных соединений
- Тройник
- Кромка
- Стык
- Нахлест
- Угол
1.Тройники (тройники)
Одно из наиболее распространенных сварных соединений, тройниковое сварное соединение, — это когда два металлических материала соединяются под углом 90 градусов друг к другу, образуя букву T. Также известный как угловой сварной шов, тройник. также могут быть изготовлены с помощью трубы или трубки, а на верхней части опорной плиты.
В основном используется для изготовления конструкций и машин, а также для крепления жестяных пластин. Существует несколько стилей сварки, используемых для создания тройникового соединения. Стили включают в себя:
- Стиль сварки тройников с угловым швом
- Стиль сварки электрозаклепкой
- Стиль сварки с J-образной канавкой
- A Стиль сварки через расплав
- Стиль сварки с пазами
- Стиль сварки со скосом и канавкой
- A Раструб-скос -Сварочная канавка
2.
 Краевое соединение
Краевое соединениеКраевое соединение — это соединение двух параллельных частей с отбортованными краями. Поскольку это не прочное соединение, краевое соединение в основном используется в листовом металле, когда края просто размещаются рядом и свариваются. Таким образом, вы обязательно найдете этот тип сварного соединения в авиационной и автомобильной промышленности.
Обратите внимание, что этот тип соединения считается непрочным, потому что сварной шов не полностью проходит через соединение и обычно требует регулярной замены.Однако, хотя этот тип соединения не может использоваться в приложениях, связанных с давлением или напряжением, для создания краевых соединений используются различные стили сварки, о которых стоит упомянуть. Это:
- Стиль сварки кромок с канавкой
- J Стиль сварки кромок с канавкой
- Тип сварки U с кромкой канавки
- Стиль сварки с квадратной канавкой
- V Стиль сварки с канавкой
- Стиль сварки угловых фланцев
- Стиль сварки кромок с фланцами
3.
 Стыковое соединение
Стыковое соединениеДругой распространенный тип сварного соединения, используемый сварщиками, стыковое соединение, когда два конца материала соединяются путем простого соединения их вместе.Этот тип соединения, в основном используемый для соединения металла или дерева, используется во многих местах, например, при строительстве ворот или заборов.
Кроме того, вы можете найти эти соединения на удлинителях рам автомобилей, инженерных сетей, трубопроводных систем и других. Кроме того, сварные соединения также используются в автоматизированных процессах, таких как сварка под флюсом.
Наиболее широко используемый метод, соединения в основном имеют секции, вырезанные из пластин различных форм и размеров. Кроме того, вам следует знать разные типы стыковых соединений.В основном это:
Одинарные сварные стыковые соединения: Это соединение, сваренное только с одной стороны.
Двойные сварные стыковые соединения: Этот тип соединения просто означает, что он был сварен с обеих сторон, при этом глубина каждого сварного шва слегка варьируется.
Открытые сварные стыковые соединения: Открытые сварные стыковые соединения — это места, в которых соединение имеет небольшой зазор между рабочими частями.
Закрытые стыковые сварные соединения: В отличие от открытого стыкового стыка, при закрытом стыке две заготовки соприкасаются во время упражнения.
Обратите внимание, что есть различные стили, о которых вам нужно знать новичку. Обычно это:
- Квадратный стык
- V-образная канавка Тип стыковой сварки
- Фацетная сварка с канавкой
- U-образная канавка для стыковой сварки
- J-образная канавка для стыковой сварки
- V-образная канавка с отбортовкой
- Канавка с отбортовкой и канавкой
4. Соединение внахлест
Соединение внахлест также относится к категории типов сварных соединений, используемых для соединения металла, пластика или дерева.Обычно соединение внахлестку получается временным или постоянным, когда две части накладываются друг на друга.
Для временных соединений он обычно используется в большинстве автомобильных и авиационных двигателей, а также для замены оборудования, такого как винты, болты, гвозди и заклепки среди прочего. Постоянные шарниры — это другой случай, поскольку они используются в конструктивных каркасах автомобилей, мотоциклов, а также фюзеляжей самолетов.
Обычно соединения внахлестку делятся на категории: полные или половинные.
Полное соединение внахлест: Используется в деревообработке, полное соединение внахлест не удаляет материал ни с одной соединяемой детали. Это означает, что два куска дерева соединяются вместе, образуя полную комбинацию оригинальных деталей.
Соединение внахлест половин: Когда дело доходит до соединения внахлест половин, две детали одинаковой толщины удаляются, а затем свариваются, поскольку они перекрывают друг друга.
Не забывайте, что, как и вышеупомянутые сварные соединения, для соединения внахлест также используются различные типы сварки. К ним относятся:
К ним относятся:
- Электрозаклепочные швы
- Точечные сварные швы
- Сварные швы с развальцовкой и канавкой
- Щелевые сварные швы
- Сварные швы с J-образной канавкой
- Сварные швы с канавкой под углом
5. Угловое соединение
Последнее, но не По крайней мере, угловое соединение создается, когда две части помещаются под прямым углом, что обычно образует L-образную форму. Имейте в виду, что любая сторона углового соединения приваривается, но внутренний угол иногда не приваривается.
Кроме того, угловые соединения, являющиеся популярной технологией среди сварщиков, обычно используются для соединения металлических листов, особенно внешних краев.Обычно это происходит в различных отраслях металлургической промышленности, где производятся рамы, ящики для листов и другие материалы из листового металла. Обратите внимание, что сварщики обычно используют три вида угловых сварных соединений. В основном это.
Угловое соединение заподлицо: Угловое соединение заподлицо специально предназначено для сварки металлических листов толщиной 12 или меньше.
Полуоткрытое угловое соединение: Если вы свариваете материалы тяжелее 12 калибра, вам следует использовать полуоткрытые угловые соединения.
Полностью открытый угловой шарнир: Полностью открытый угловой шарнир в основном используется для создания прочных соединений. Это особенно важно, если вы свариваете материалы с обеих сторон.
Кроме того, угловые соединения также имеют несколько типов стилей, таких как:
- Угловой фланец
- Стиль точечной сварки
- Стиль стыковой сварки
- Квадратная канавка
- V-образная канавка
- U-образная канавка Угловая сварка
- Стиль сварки кромок
- Стиль сварки с отбортовкой V-образной канавкой
- Стиль сварки с канавкой под углом
- Стиль сварки угловым швом
- Стиль сварки с J-образной канавкой
Помните, что все вышеперечисленные стили сварки важны для понимания, поскольку вы будете в лучшем положение, чтобы применить их в различных суставах.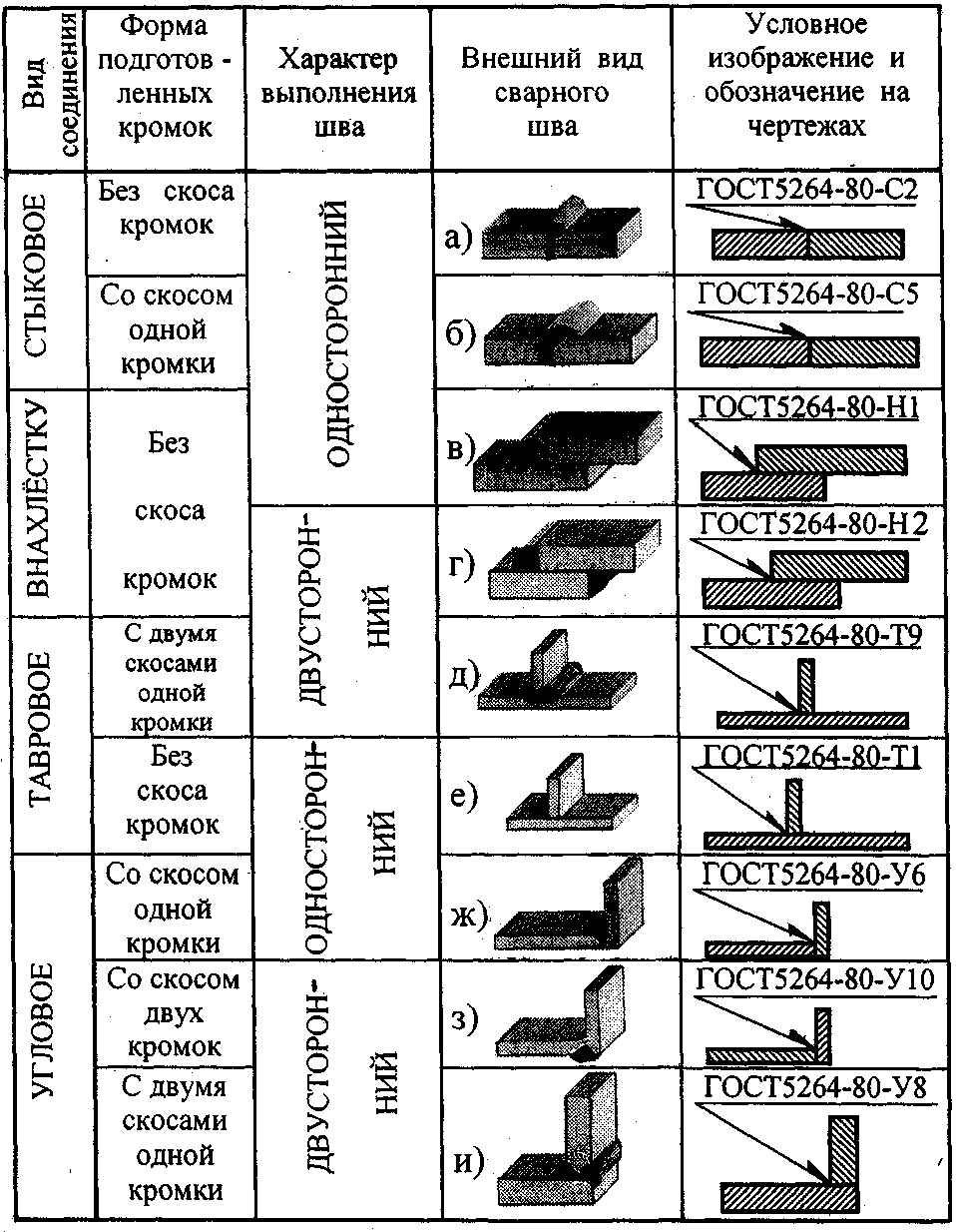 Поэтому внимательно изучите их, чтобы не допускать ошибок при сварке стыков.
Поэтому внимательно изучите их, чтобы не допускать ошибок при сварке стыков.
Даже если вы новичок или эксперт в сварке, знание различных типов сварных соединений того стоит. Это потому, что помимо использования правильных соединений вы познакомитесь с различными стилями сварки, применимыми к соединениям.
Итак, я надеюсь, что вы поняли пять различных типов сварных соединений, описанных выше. Более того, независимо от отрасли, в которой вы работаете, вы также сможете максимально использовать эти сварочные соединения, что повысит ваши сварочные навыки.
Это определенно позволит вам сделать все ваши материалы прочными и долговечными. Итак, готовы ли вы правильно выбрать тип сварных соединений?
Подробнее: Самые распространенные типы сварочных аппаратов
5 различных типов сварных соединений
Области применения сварки безграничны — от авиационной промышленности до автомобилей и жилых домов. В зависимости от типа работы, которую выполняет сварщик, требуются разные типы сварки.Сварку не всегда можно выполнять в наиболее удобном для нас положении, все зависит от типа требуемого сварного шва и необходимых соединений. Иногда это может быть на потолке, в углу или на полу.
В зависимости от типа работы, которую выполняет сварщик, требуются разные типы сварки.Сварку не всегда можно выполнять в наиболее удобном для нас положении, все зависит от типа требуемого сварного шва и необходимых соединений. Иногда это может быть на потолке, в углу или на полу.
В предыдущем блоге мы исследовали четыре основных положения сварки: плоский сварной шов, горизонтальный сварной шов, вертикальный сварной шов и потолочный сварной шов. Сегодня мы обсудим пять различных типов сварных соединений: стыковое соединение, соединение внахлест, угловое соединение, краевое соединение и тройник. Эти различные типы сварных соединений предназначены для того, чтобы выдерживать различные нагрузки и нагрузки, в зависимости от сил в каждом отдельном случае.
Что такое сварные соединения?
Это процесс соединения двух частей металла или пластика в точке или на краю. В зависимости от формы металлов и в соответствии с очень конкретной геометрией, затем формируется сварной шов, чтобы соединить их.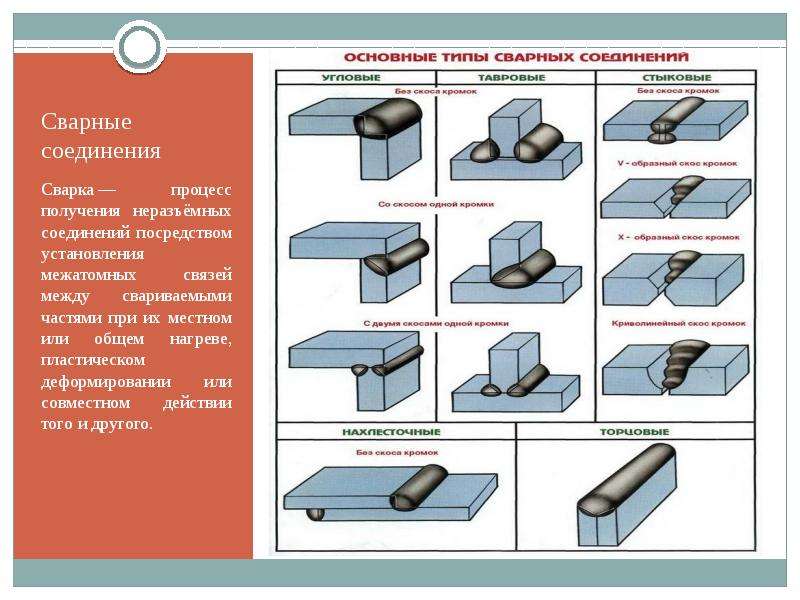 Существует пять различных типов сварных соединений: стык, внахлест, угол, кромка и тройник.
Существует пять различных типов сварных соединений: стык, внахлест, угол, кромка и тройник.
Сварка встык
Начнем со стыкового шва (также известного как квадратная канавка), так как это наиболее универсальный метод соединения двух металлов, труб, фланцев, клапанов, фитингов или другого оборудования вместе в одном месте, часто сбоку. бок о бок или встали вместе.Он состоит из двух плоских частей, расположенных бок о бок параллельно.
Из пяти перечисленных здесь сварных соединений это довольно легко освоить с должной практикой. Для создания стыковых соединений используется множество стилей сварки, к ним относятся: стыковой сварной шов со скосом и канавкой, стыковой шов с квадратной канавкой, стыковой шов с V-образной канавкой, стыковой шов с U-образной канавкой, стыковой шов с J-образной канавкой, стыковой шов с развальцовкой и скосом с канавкой. сварной шов и стыковой шов с развальцовкой и V-образной канавкой.
Сварной шов внахлест
Это наиболее часто используется, когда два металла разной толщины нуждаются в соединении. Сварной шов можно выполнять с одной или двух сторон, и этот сварной шов также считается угловым сварным швом. Соединение внахлест образуется, когда две металлические части перекрывают друг друга. Различные стили сварки, используемые для создания соединений внахлест, включают в себя: щелевой шов, сварной шов, сварной шов со скосом и канавкой, точечная сварка, сварка под развальцовку, сварка под углом и канавка, а также сварка с J-образной канавкой.
Сварной шов можно выполнять с одной или двух сторон, и этот сварной шов также считается угловым сварным швом. Соединение внахлест образуется, когда две металлические части перекрывают друг друга. Различные стили сварки, используемые для создания соединений внахлест, включают в себя: щелевой шов, сварной шов, сварной шов со скосом и канавкой, точечная сварка, сварка под развальцовку, сварка под углом и канавка, а также сварка с J-образной канавкой.
Сварной шов угловой
Это один из самых популярных сварных швов в листовой промышленности. Угловое сварное соединение используется на внешнем крае металлов, соединяющихся под прямым углом.Две свариваемые металлические части образуют L-образную форму. Это наиболее распространено при строительстве коробок и коробчатых рам. Для создания угловых соединений используются следующие стили сварки: точечная сварка, угловой сварной шов, сварной шов с V-образной канавкой, сварной шов с квадратной канавкой или стыковой шов, сварной шов с U-образной канавкой, сварной шов с фаской и канавкой, сварной шов с развальцовкой и V-образной канавкой, сварной шов с J-образной канавкой , угловой шов и кромочный шов.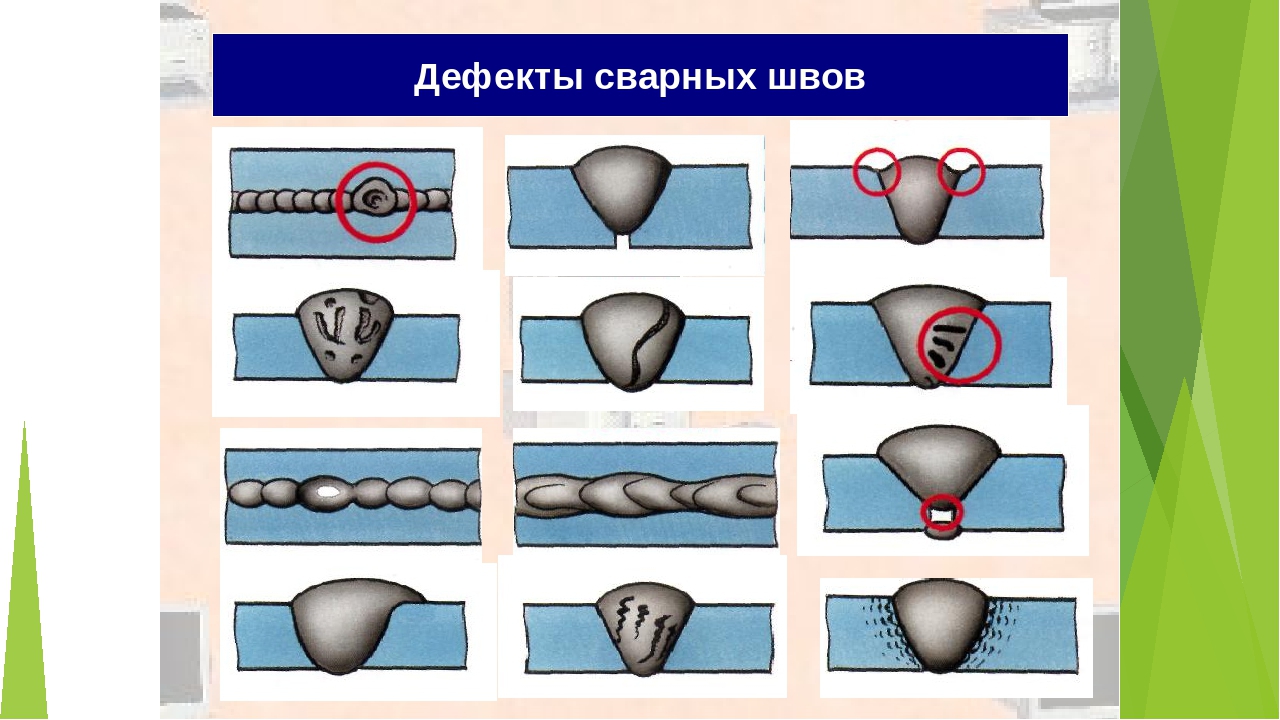
Сварной шов кромочный
Это сварное соединение часто применяется к деталям из листового металла с отбортованными кромками.Сварной шов размещается на краю металла и соединяется с соседними деталями. Часто их устанавливают бок о бок и приваривают к одной кромке. К стилям сварки, используемым для создания краевых соединений, относятся: сварка под углом, квадратная канавка или стыковая сварка, сварка с J-образной канавкой, сварка с V-образной канавкой, сварка кромка с фланцем, сварка с U-образной канавкой и сварка с угловым фланцем.
Тройник сварной
Этот сварной шов образуется, когда два металла пересекаются под углом 90 °, образуя Т-образную форму — края сходятся в центре пластины или компонента.Тройник сустав считается типом углового шва — также, когда труба или трубка приварена к опорной плите. Различные стили сварки, используемые для создания Т-образных соединений, включают в себя: электрозаклепка, угловой сварной шов, сварной шов со скосом и канавкой, щелевой шов, сварной шов с развальцовкой и канавкой, сварной шов с J-образной канавкой и сквозной сварной шов.
Если вы хотите узнать больше о том, что мы можем сделать для вас в Arc Welding Services, свяжитесь с нашей командой.Вы можете позвонить нам по телефону 0121 327 2249 или заполнить нашу онлайн-форму для связи, и кто-нибудь свяжется с вами.
различных типов сварных соединений
Стать сварщиком — это интересно, и вот есть много возможностей для карьерного роста. На протяжении всего обучения программы и карьеры, вы узнаете о различных типах сварных соединений.
Сварочный шов, проще говоря, это где два или несколько кусков пластика или металла соединяются вместе.Чтобы получить сварной шов, вы должны сварить детали вместе, используя определенные геометрические расчеты.
Существует пять основных типов сварных соединений, с которыми вам следует ознакомиться, поскольку вы столкнетесь с ними как в программе профессионального обучения, так и в реальной жизни. Если у вас есть какие-либо вопросы о различных типах суставов, не стесняйтесь обращаться к команде UEI College прямо сегодня!
Если у вас есть какие-либо вопросы о различных типах суставов, не стесняйтесь обращаться к команде UEI College прямо сегодня!
5 основных типов сварных соединений
стыковое соединениеЧтобы получить стыковое соединение, нужно два разные пластины, положите их на одну плоскость, а затем сварите края пластин.Важно обратить внимание при создании ягодиц шов, так как следует использовать только пластины толщиной от 3 мм до 12 мм. Вот некоторые из типов сварных швов, которые вы найдете при стыковых соединениях:
- скос паз
- Квадрат приклад
- Под отбортовку V-образный паз
- V паз
- Под отбортовку коническая канавка стык
- J паз
- U паз
Чтобы получить тройной сварной шов, вам понадобится два
пластины, поверхности которых расположены под прямым углом друг к другу.Для
Для достижения наилучших результатов используйте плиты толщиной до 3 мм.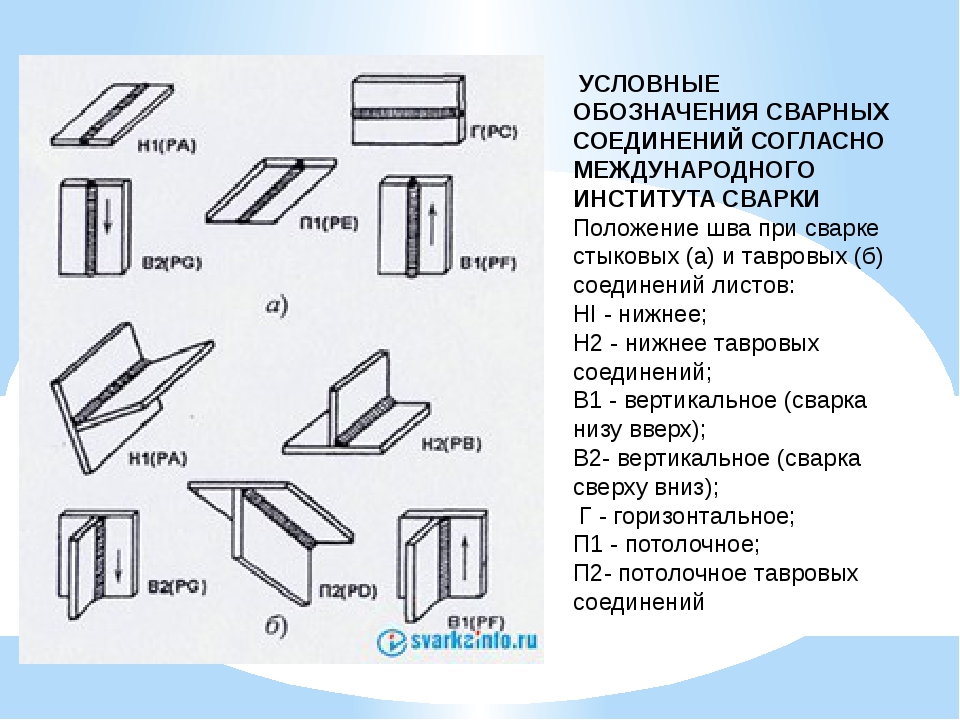 Если вы сделаете
иметь пластины толще, чем рекомендуемые 3 мм, вам необходимо
завершите сварку с обеих сторон. Некоторые из типов сварных швов, которые вы найдете
Тройник включает:
Если вы сделаете
иметь пластины толще, чем рекомендуемые 3 мм, вам необходимо
завершите сварку с обеих сторон. Некоторые из типов сварных швов, которые вы найдете
Тройник включает:
- Расплав через
- Филе
- Факел коническая
- Заглушка
- скос паз
- Паз
- Дж паз
Чтобы получить угловой сварной шов, необходимо необходимо соединить края двух пластин под углом 90 градусов.Этот тип сварки используется в основном для легких и тяжелых металлов. Когда выполняя угловой сварной шов, всегда нужно быть уверенным, что вы выполняете шов на внешнем углу пластин. Некоторые виды сварных швов вам найду с угловым соединением:
- Квадрат паз
- Уголок
- Фаска паз
- Пятно
- J паз
- U паз
- V паз
- Кромка
- Отбортовка V
- Уголок фланец
Краевой сварной шов возникает, когда два
параллельные пластины свариваются между собой. Этот тип сварного шва лучше всего использовать для пластин.
толщиной 6 мм или менее. Этот тип соединения обычно встречается на
листовой металл. Некоторые из типов сварных швов, которые вы найдете с краевым соединением
включают:
Этот тип сварного шва лучше всего использовать для пластин.
толщиной 6 мм или менее. Этот тип соединения обычно встречается на
листовой металл. Некоторые из типов сварных швов, которые вы найдете с краевым соединением
включают:
- U паз
- Квадрат паз
- V паз
- скос паз
- J паз
- Угол фланец
- Кромка фланец
Чтобы получить сварной шов внахлест, нужно разместить два пластины вместе, а затем сварите края пластин вместе.Лучший сварной шов результаты с пластинами толщиной 3 мм или меньше. Часто эти типы Сварные швы можно встретить на тренажерах и весовых тренажерах. Некоторые из типов сварных швов, которые вы найдете с соединением внахлест, включает:
- Пятно
- Факел скос
- скос паз
- Уголок
- Прорезь
- Заглушка
- Дж Groove
Если вы хотите сделать карьеру, которая будет не только полезной, но и увлекательной, ознакомьтесь с программой «Техник-сварщик» в колледже UEI. Наша сварочная программа может быть выполнена всего за 10 месяцев, и вы узнаете все, что вам нужно, как в нашем классе, так и в магазине. Вы получите практические навыки, необходимые для успешной работы сварщика начального уровня. Мы обучим вас отраслевым стандартам, и вы научитесь создавать все типы сварных швов.
Наша сварочная программа может быть выполнена всего за 10 месяцев, и вы узнаете все, что вам нужно, как в нашем классе, так и в магазине. Вы получите практические навыки, необходимые для успешной работы сварщика начального уровня. Мы обучим вас отраслевым стандартам, и вы научитесь создавать все типы сварных швов.
Если вы хотите узнать больше о нашей программе, позвоните в колледж UEI сегодня.
Пять основных сварных швов
Большинство сварных швов, которые нам предстоит выполнить, можно разделить на пять основных категорий.Каждая из этих отдельных совместных категорий имеет множество вариаций базовой единицы. Понимание этих пяти и умение выполнять сварные швы во всех положениях — хорошая отправная точка для каждого, кто учится сварке. Пять основных сварных соединений включают стыковое соединение, соединение внахлест, тройниковое соединение, угловое соединение и краевое соединение.
Стыковое соединение возникает, когда две детали размещаются бок о бок или стыкуются.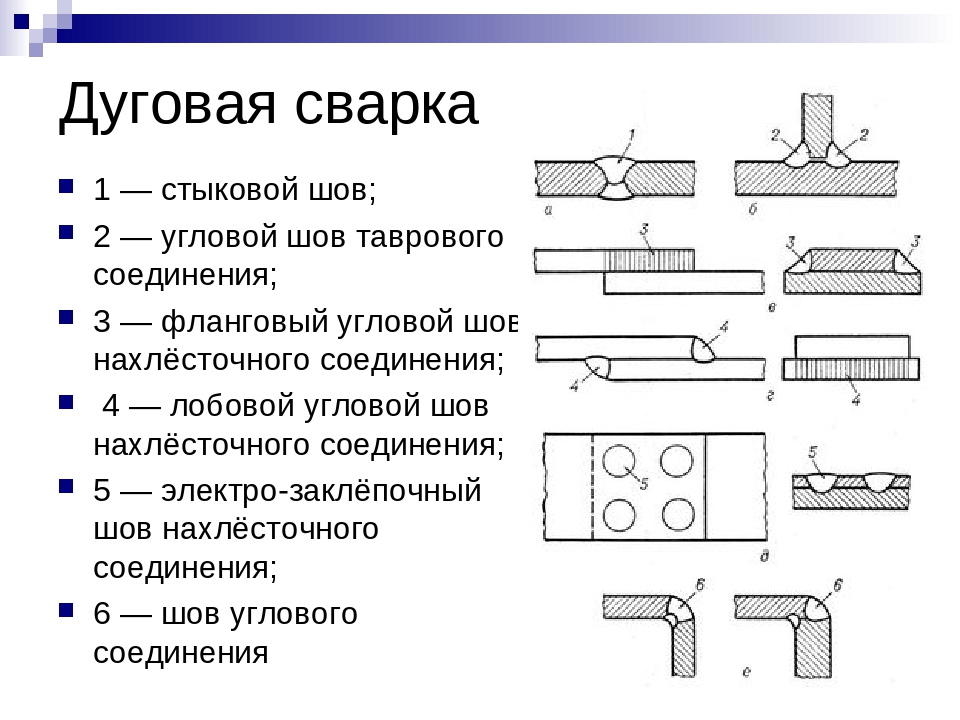 Сварка выполняется по шву, примыкающему к двум соседним деталям.В зависимости от толщины материалов край стыкового соединения может быть квадратным, скошенным или иметь какой-либо другой вид подготовки перед сборкой и сваркой. Стыковое соединение можно сваривать с одной или двух сторон в зависимости от требований на чертеже или обозначении сварки. Стыковое соединение считается сварным швом канавочного типа.
Сварка выполняется по шву, примыкающему к двум соседним деталям.В зависимости от толщины материалов край стыкового соединения может быть квадратным, скошенным или иметь какой-либо другой вид подготовки перед сборкой и сваркой. Стыковое соединение можно сваривать с одной или двух сторон в зависимости от требований на чертеже или обозначении сварки. Стыковое соединение считается сварным швом канавочного типа.
Соединение внахлест образуется, когда две детали кладут друг на друга, перекрывая друг друга на заданном расстоянии вдоль их края. В большинстве случаев мы не видим подготовки кромок при сварке внахлест.Угловой сварной шов помещается в шов между двумя перекрывающимися элементами. Как и в случае стыкового соединения, сварка может выполняться с одной или двух сторон в зависимости от требований на чертеже или обозначении сварки. Соединение внахлест может содержать один или несколько сварочных проходов. Соединение внахлест считается угловым сварным швом.
Тройник образуется, когда два элемента пересекаются под углом 90 °, а края сходятся в середине пластины или компонента. Тройник также образуется, когда мы помещаем трубу или трубу на опорную плиту.Все вокруг сварного шва трубы к опорной плите считается тройник сустава. Угловой шов помещается между двумя элементами в зависимости от размера и требований чертежа. Как и в случае с другими соединениями, сварные швы могут выполняться с одной или двух сторон. Иногда для создания точного углового шва требуется более одного прохода. Как и соединение внахлест, тройник также считается сварным швом углового типа.
Тройник также образуется, когда мы помещаем трубу или трубу на опорную плиту.Все вокруг сварного шва трубы к опорной плите считается тройник сустава. Угловой шов помещается между двумя элементами в зависимости от размера и требований чертежа. Как и в случае с другими соединениями, сварные швы могут выполняться с одной или двух сторон. Иногда для создания точного углового шва требуется более одного прохода. Как и соединение внахлест, тройник также считается сварным швом углового типа.
Угловое соединение аналогично тройнику, но вместо элементов, соединяющихся в середине пластины или компонента, угловое соединение состоит из двух частей, которые пересекаются под углом 90 ° на краю соединения или материала.Угловой шов обычно выполняется в области пересечения двух пластин или элементов. Существует несколько разновидностей углового соединения, одно из которых называется открытым углом, где угловой шов выполняется на внешней кромке. Другой называется закрытым углом, где сварной шов снаружи намного больше, чем сварной шов на стыке квадратного стыка. Большинство людей считают угловое соединение угловым. Как и все остальные сварные швы , сварка может выполняться на ближней или другой стороне.
Большинство людей считают угловое соединение угловым. Как и все остальные сварные швы , сварка может выполняться на ближней или другой стороне.
И, наконец, пятый из пяти основных соединений воли — это то, что мы называем краевым соединением. Поверхности двух элементов расположены параллельно друг другу, образуя шов или краевую зону, где может произойти сварка. Краевой шов считается сварным швом с разделкой кромок. Мы часто видим, что краевое соединение применяется к деталям из листового металла, если край был отбортован или сформирован таким образом, что для соединения соседних деталей необходимо сделать сварной шов. Как и все остальные сварные швы, это может быть сделано на ближней стороне другой стороны или по всему периметру в зависимости от использования и условий эксплуатации.
Знание пяти основных сварных швов и умение сваривать их в различных положениях сделает вас гораздо лучшим изготовителем и сварщиком и сделает вас более ценным для вашего работодателя или вашего собственного производственного предприятия.
Посетите веб-сайт Longevity (www.longevity-inc.com) или канал YouTube (www.youtube.com/longevitywelding) для получения дополнительных сведений и информации об оборудовании для различных процессов сварки и резки. У Longevity есть подходящая машина для вашего конкретного применения, поэтому посмотрите и выберите то, что лучше всего подходит для ваших материалов, продукта и потребностей.
Какие 5 основных типов сварных соединений — руководство для начинающих
Сварка — фантастический навык, которому нужно научиться. Если вы любитель, работающий над домашними проектами своими руками, или ищете профессиональные навыки, которые никогда не выйдут из моды, это отличный план научиться сварке. После того, как вы выбрали технику, вам нужно освоить позиции и научиться правильно сваривать различные предметы.
Какие 5 основных типов сварных соединений? Пять основных сварных соединений: стыковое соединение, краевое соединение, тройник, соединение внахлест и угловое соединение. Каждое соединение имеет определенную цель, чтобы помочь вам получить максимальную прочность для каждого сварного шва.
Каждое соединение имеет определенную цель, чтобы помочь вам получить максимальную прочность для каждого сварного шва.
В этой статье будут рассмотрены 5 основных типов сварных соединений. Мы подробно поговорим о различных типах сварных соединений, чтобы вы знали, что такое каждый сварной шов и как его выполнять. О. Кроме того, мы подробно опишем ситуации, в которых вы будете использовать различные типы сварных соединений для завершения вашего проекта, чтобы вы были готовы выполнить свою работу!
Общие рекомендации для всех суставов
Вы должны обязательно правильно вырезать и отшлифовать детали.Использование угловой шлифовальной машины и надрезы помогут. Горизонтальная ленточная пила — лучший вариант. Они универсальны и позволяют делать точные разрезы.
Далее вам нужно будет закрепить вашу работу. Это будет держать вас
основные металлы вместе, чтобы их можно было скрепить. Есть много разных
размеры зажима, так что вы можете быть уверены, что найдете тот, который соответствует вашим потребностям. Вы хотите
тщательно проверьте соединение, чтобы убедиться, что вы сохраняете свои материалы
где они должны быть.
Вы хотите
тщательно проверьте соединение, чтобы убедиться, что вы сохраняете свои материалы
где они должны быть.
Прихватывание сварного шва будет иметь решающее значение для надежного законченного проекта.Это предотвратит деформацию материала под воздействием тепла. Когда ваше тепло колеблется, ваш материал будет быстро расширяться и сжиматься, вызывая усадку валиков и усадку материала по направлению к валику сварного шва.
Чередование сторон, которые вы используете при закрепке, снизит вероятность деформации металла.
Тройник
Тройники названы так потому, что 2 куска металла пересекаются под углом 90 градусов, в результате чего соединенные края сходятся вместе форма T.Это разновидность углового шва, но их также можно создать. с трубами и трубками, которые привариваются к опорным плитам. Для этих сварных швов это важно обеспечить эффективное проникновение.
Тройник похож на соединение внахлест, но две заготовки не находятся в одной плоскости. Для этого потребуется серьезная фиксация, особенно если ваш сустав не может стоять самостоятельно.
Для этого потребуется серьезная фиксация, особенно если ваш сустав не может стоять самостоятельно.
В этих соединениях используется угловая сварка, то есть процесс соединения деталей друг с другом в перпендикулярном положении или под углом.
Вы просто меняете положение резака относительно материала, чтобы обеспечить проникновение. В тройнике сварной валик не проходит через основной материал на всем протяжении.
Как сварить тройник?
Этот сварной шов можно создать с использованием нескольких разных стилей. Электрозаклепочные швы, угловые швы, сварные швы под углом, точечная сварка, сварка под развальцовку, под углом Сварные швы, сварные швы с J-образной канавкой и сквозные сварные швы могут образовывать тавровые соединения.
Это соединение создается путем слияния двух пластин в
под прямым углом друг к другу.Вам понадобится только половина угла препарирования,
требуется для стыковых соединений. Есть несколько способов сделать это
суставы.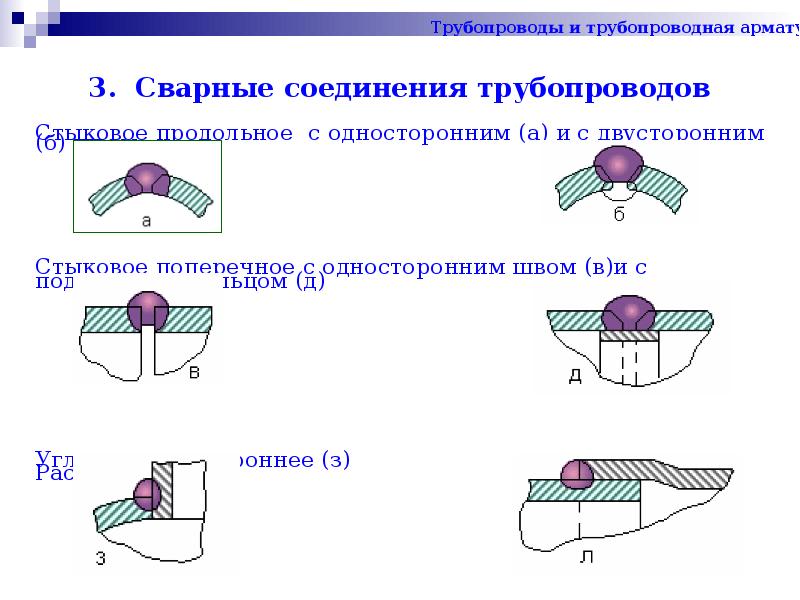
Гладкие тройники не требуют подготовки. Они просто требуют, чтобы вы очистили конец вертикальной пластины и поверхность горизонтальный. Одно скошенное соединение может использоваться на толстых листах до тех пор, пока вы свариваете с двух сторон. Одиночный J Соединения используются для толстых листов (более 1 дюйма), где сварка выполняется из сторона.
При сварке тройников необходимо убедиться, что вы полностью проникают в корень сварного шва.Сделать это можно через корневые проемы между концами вертикальных элементов и горизонтальными поверхностями.
Крепление этого стыка важно из-за термического расширение и сжатие металла. Когда металл затвердеет, он станет сожмите себя и потяните вертикальную часть вниз на меньший угол с горизонтальной частью. Это можно предотвратить, зафиксировав детали с помощью застежка или зажим.
Для этих сварных швов хорошо подойдут такие магниты, чтобы удерживать материал перпендикулярно друг другу, пока вы делаете прихваты. Только не забудьте проверить квадрат между прихватками. Сначала закрепите концы, поместив по одному с каждой стороны футболки. Затем закончите закрепку в центре, а затем закрепите ее на противоположных сторонах.
Только не забудьте проверить квадрат между прихватками. Сначала закрепите концы, поместив по одному с каждой стороны футболки. Затем закончите закрепку в центре, а затем закрепите ее на противоположных сторонах.
Это движение будет другим. Для этого вы будете использовать закругленный зигзаг, чтобы край основного материала плавился, когда вы проводите сварочную лужу по стыку.
Бусинки должны проходить секциями вдоль сустава, и вы должны чередоваться из стороны в сторону, продвигаясь к середине сустава от заднего и переднего чередования.
Правильный сварной шов образует ровный треугольник между куски металла.
В каких ситуациях вы бы использовали этот сварной шов?
Вы можете использовать этот стык для сварки пластин толщиной до 3 мм. толстый. Он используется для таких вещей, как стойки, ребра жесткости в дуговых плотах и т. Д. подобные вещи.
стыковое соединение
Стыковой сварной шов — это сварной шов по окружности. Это наиболее распространенный тип соединения, который используется в системах сварки труб.Это также самый распространенный способ соединения труб с собой, фитингов,
фланцы, арматура и другое оборудование.
Это наиболее распространенный тип соединения, который используется в системах сварки труб.Это также самый распространенный способ соединения труб с собой, фитингов,
фланцы, арматура и другое оборудование.
Этот метод используется в ситуациях, когда требуется качественный сварной шов. необходимо. Эти сварные швы исключительно хорошо выдерживают рентгеновские исследования. Обычная фаска — самый распространенный тип этой техники, за которым следует составной фаски.
Как сваривать стыковое соединение?
Для трубопроводов, особенно когда необходимо с фаской 37.5 градусов, он должен быть расширен на небольшой вертикальной стороне. Этот Возможно, это не самый прочный сустав, но он один из самых полезных.
Кромка металла может поглощать тепло быстрее, чем твердые поверхности, поэтому вам нужно изменить свою технику, когда дело касается стыковых швов. Независимо от того, какой метод сварки вы используете, вам необходимо быстро перемещать электрод по области сварного шва.
Это позволит избежать прожигания основной металлической детали. Сварщики при помощи стежка могут использовать аппарат для ручной сварки, чтобы вставлять и выдвигать электрод при нажатии на спусковой крючок.Другие методы просто нужно будет соблюдать осторожность.
При правильной сварке стыкового соединения на обеих сторонах металла должен быть виден бортик. Вы можете обеспечить это, сжимая детали вместе с равномерным зазором между ними.
Это может немного удерживать листовой металл, что приводит к лучшему проникновению. Это также поможет предотвратить деформацию металла и не даст им уйти от тепла.
Первый шаг к сварке стыковых соединений — это прихватывание сварного шва по всей длине соединения.Вам нужно сваривать каждые несколько дюймов. Когда вы закончите эту прихватку на одинаковом расстоянии, вернитесь и сделайте больше сварных швов между первым набором, который вы положили поверх стыка.
Затем убедитесь, что у вас есть сварные швы на расстоянии около дюйма друг от друга по всему стыку. Этот метод предотвратит непоправимое искажение, но все же может потребовать от вас устранения минимального искажения впоследствии.
Этот метод предотвратит непоправимое искажение, но все же может потребовать от вас устранения минимального искажения впоследствии.
Вы можете использовать плетение или зигзагообразный узор для сварки или круговой один. Это поможет с более тонкими металлами, но в результате вы получите более широкий борт, чем вам действительно понадобится.Вам нужно попрактиковаться в углах и скорости движения, прежде чем вы переходите к чему-нибудь важному.
Одна из распространенных ошибок — навалить слишком много борта на верхней стороне стыка, чтобы предотвратить прожог.
Обычно это происходит из-за того, что их сварной шов был недостаточно горячим или потому, что их электрод находился слишком далеко от основного металла для правильного проникновения. Бусинка должна закрывать оба края работы, чтобы не было видно оригинального края.
Квадратные стыковые сварные швы являются наиболее распространенным типом.Вот что происходит, когда 2 плоских куска металла соприкасаются друг с другом. Это особенно эффективно для сварки TIG и более тонких металлов.
Это особенно эффективно для сварки TIG и более тонких металлов.
Этот метод не работает, если металл толще 3/16 дюйма, потому что он не будет иметь достаточно глубокого проплавления и сварной шов будет слабее.
Конические (или двойные V) соединения — это еще один тип стыковой сварки. Этот тип используется, когда толщина вашего металла составляет от до дюйма. Заземление краев этих деталей создает бороздку для сварного шва. дюйма, что позволит увеличить площадь сварного шва для соединения двух панелей. вместе.
Третий стык представляет собой двойной скос или двойную V. это самый прочный тип стыкового соединения. Это соединение будет использоваться в областях которые требуют прочного сварного шва.
Обычно при ремонте конструкций прочность не такая, как
критично, но когда вы правильно сварите стыковое соединение, оно будет выглядеть лучше
ремонт с меньшим количеством шпатлевки и шлифовки. Это также продлится намного дольше
чем низкопробная работа.
Подготовьте пруток к сварке, отшлифуя чистовую поверхность мельницы.Это защитит вашу сталь от ржавчины при транспортировке на рабочее место и предотвратит загрязнение сварного шва.
Перед сваркой снимите фаску с кромок. Две фаски на стыковых кромках создают небольшую впадину, в которой может образоваться сварочная ванна, что обеспечивает полное проплавление стыковых швов. Когда вы закончите прихваточный шов, вы можете расположить электрод так, чтобы он выступал из пистолета между канавкой и угловой шлифовальной машиной.
Не позволяйте проволоке касаться основного материала.Удерживайте спусковой крючок только в течение двух секунд, прежде чем завершить закрепочную петлю.
Повторите прихватки, чередуя стороны, чтобы тепло распределялось равномерно, пока прихватки не разойдутся примерно на дюйм друг от друга. Проведите бусинами по суставу.
Для этого прикрепите закрепку к внешним краям, а затем вернитесь к центру. Начните снизу и двигайтесь вверх, проталкивая сварной шов кончиком пистолета. Если вы новичок, просто сваривайте в наиболее удобном для вас направлении.
Если вы новичок, просто сваривайте в наиболее удобном для вас направлении.
Когда вы закончите, у вас будет выступ, в котором присадочный материал попал в сварочную ванну.Вы можете оставить его, если хотите, но вы также можете отшлифовать его, если хотите, чтобы сварной шов выглядел лучше.
Если рядом со сварным швом есть зазоры из-за шлифовки, вы можете прихватить то место, где у вас не получилось правильно проплавить, а затем снова отшлифовать материал.
В каких ситуациях вы бы использовали этот сварной шов?
Эта техника сварки отлично подходит для труб. Это тоже хорошо когда материалы могут быть толще 3/16 дюйма. Это довольно часто используется в автомобильных ремонтных работах.
Соединение внахлестку
Сварочные соединения внахлестку используются для соединения металлов различных
толщины вместе. Это угловой сварной шов, который может выполняться как на одну, так и на одну кромку.
обе стороны стыка. Эти соединения названы так потому, что один кусок металла
перекрывает другую деталь сварного шва.
Соединение внахлест используется, когда два или более материала становятся накладываются друг на друга. Край одного материала плавится и оплавляется с поверхностью из другого материала. Эти суставы очень снисходительны, когда доходит до размеров детали.Соединение довольно просто, когда дело доходит до создания суставы.
Хорошо выполненное соединение внахлестку будет иметь большое количество сварного шва проникновение. Верхний край расплавится и наложит на проект. Если он тает слишком много, вы получите тонкий или слабый сустав. Сварка занимает много времени практики, поэтому вы хотите сначала поэкспериментировать.
Как выполнить сварку соединения внахлест?
Хорошее практическое правило, которое следует запомнить для этого типа сварного шва, — помнить, что вы должны вдвое превышать толщину основного металла.
Например, если ваша пластина имеет толщину в четверть дюйма, вам понадобится сварной шов на полдюйма.
Нарисуйте линию, чтобы вам было что-то понравиться, затем отрежьте кусок металлолома, чтобы он прошел под вашим краем. Как только он станет плоским, можно крепко надеть зажимы.
Как только он станет плоским, можно крепко надеть зажимы.
Вы зажимаете верхнюю часть, потому что она дает немного устойчивости, удерживая верхнюю часть плоской и давя на нижнюю часть. Это также заземляет стол, давая полную схему, чтобы вы могли сваривать.
Когда вы свариваете флюс, он превращается в шлак. Это покрывает вашу ванну расплава, и вам просто нужно отколоть ее, когда все остынет, чтобы получить сварной шов.
Создает одинарный угловой сварной шов, который подходит для обычной сварки, но не очень прочен, если он необходим для выдерживания нагрузок. Он будет подвержен повреждениям, если что-нибудь ударит по нему снаружи.
Переворачивание и сварка другой стороны создаст двойной угловой шов. Это то, что вы называете нахлестом.Это легко, быстро и просто. Он предлагает силу с обеих сторон.
Когда вы привариваете бусинки к стыку внахлестку, вам нужно использовать узор плетения и зигзагообразно двигаться вперед и назад по стыку.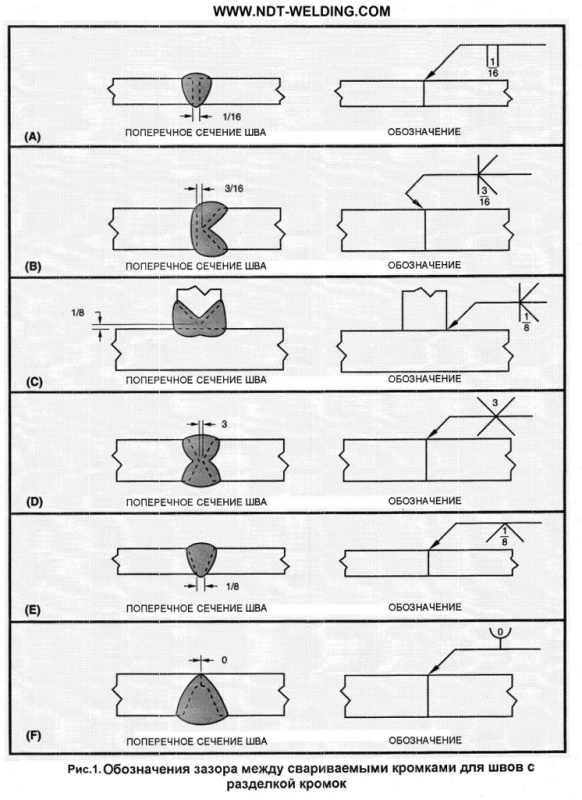 Это может предотвратить слишком сильное плавление по верхнему краю.
Это может предотвратить слишком сильное плавление по верхнему краю.
Вы хотите, чтобы расплавленный металл вдоль одного края частично затвердел, а затем добавить еще наверх, когда он немного остынет. Но не позволяйте ему остывать слишком сильно, иначе снизится прочность сварного шва.
Соединения внахлест похожи на угловые соединения в том, что горелкой по направлению к стыку под углом примерно 40 градусов от вертикали и 20 градусов в направлении движения сварного шва.Скрепите листы для добавлена стабильность.
Для соединений внахлестку все равно нужно начинать с закрепления деталей. вместе, но вместо того, чтобы создавать небольшую форму, вы кладете провод электрод на верхней части, нажмите спусковой крючок пистолета и перетащите пистолет осторожно по направлению к нижней части основного материала. Вы сможете увидеть край верхнего материала начинает таять, когда вы это делаете.
Для завершения соединения проведите бисером вдоль
ваши внешние края и продвигайтесь к середине сустава. Угол вашего пистолета
должен быть направлен в угол под углом 45 градусов. Ваша сварочная ванна должна
быть видимым, когда он захватывает сталь на вашем верхнем листе
Угол вашего пистолета
должен быть направлен в угол под углом 45 градусов. Ваша сварочная ванна должна
быть видимым, когда он захватывает сталь на вашем верхнем листе
В каких ситуациях вы бы использовали этот сварной шов?
Соединения внахлестку отлично подходят для ремонта. Они может исправить дыру в шкафу и снова запустить взрыв.
Эти соединения также используются для изготовления железных стоек. Когда полки обрамляются, вы привариваете их к стойкам с помощью этих соединений внахлест.
Они также отлично подходят для соединения тонких листов металла. При лазерной сварке довольно часто используются соединения внахлест. Они также используются в процессах, связанных с автоматизацией.
Кромочный стык
Краевое соединение соединяет параллельные части вместе. Это не прочный стык, но он используется в основном для листового металла. Эти суставы не очень крепкие.
Это делает их непригодными для использования с проектами, которым придется выдержать массу стресса или ударов. Это также делает невозможным более глубокое проникновение.
Это также делает невозможным более глубокое проникновение.
Доказано, что это работает также и с отбортовкой кромок. Он используется для сварки основных кромок 2-х разных деталей.
Как сварить кромочный стык?
Для создания этого соединения вы можете использовать J-образные канавки, V-образные канавки, U-образные канавки, угловые фланцы, скос-канавки, квадратные канавки или сварные швы с кромкой-полкой.
Вам необходимо зажать или прихватывать сварной шов, прежде чем плавить соединение для этого типа сварного шва, прежде чем начинать плавку.
Вы можете сохранить жесткость листового металла, изогнув его под углом 90 градусов, прежде чем фланцы будут зажаты вместе для сварки.Это то, что добавляет конструкции жесткости.
С алюминиевыми сплавами нужно быть очень осторожным, потому что, если вы используете только основной сплав вдоль соединения, вы не получите желаемой прочности. Для прочного соединения алюминия требуется более полный металлический сплав.
В каких ситуациях вы бы использовали этот сварной шов?
Поскольку это соединение не такое прочное, его чаще всего используют в арматурных пластинах. Его можно использовать во фланцах двутавровых балок, угловых кромках, резервуарах для жидкости, глушителях, корпусе и других областях, которые не должны выдерживать тонны веса.
Эти сварные швы также хороши для создания кромки и замены поврежденного и изношенного металла.
Угловой шарнир
Угловой стык касается только углов ваших металлических пластин. Угол варьируется от сустава к суставу, но обычно он составляет 90 градусов. Это оставляет большое V-пространство, которое необходимо заполнить.
Обычно сваривают обе стороны стыка, но иногда внутренний угол остается без сварного шва. Когда этот сварной шов выполняется правильно, получается очень гладкая и вогнутая поверхность, которая действительно прекрасна.
Эти соединения могут быть закрытыми, полуоткрытыми или полностью открытыми. Они
образуют L. Эти соединения будут плавить перекрывающийся край, поэтому присадочный металл не будет
добавляется. Для соединения нужна только легкая бусинка.
Они
образуют L. Эти соединения будут плавить перекрывающийся край, поэтому присадочный металл не будет
добавляется. Для соединения нужна только легкая бусинка.
Как сделать этот сварной шов?
Для этого соединения необходимо закрепить угловые соединения. Это предотвратит их выход из-под правильного угла.
Не стоит использовать слишком много тепла, потому что это только увеличит вероятность растяжения суставов.Даже когда вы фиксируете этот сустав, он все равно может деформироваться из-за чрезмерного нагрева.
Вам нужно будет найти способ, позволяющий суставу снимать нагрузку от тепла.
Прочность ваших пластин будет полностью зависеть от прочности углового сварного шва, потому что это все, что сваривается, если вы не планируете устанавливать постоянные скобы. Значит, вам понадобится безупречная техника.
Хорошая новость заключается в том, что если этот шов плоский на верстаке, его довольно легко сварить.Если вы используете сварку MIG на внешнем угловом соединении, вы можете сделать это на подъеме всего за один проход.
Просто убедитесь, что вы настроили машину так, чтобы она полностью проникала в основание шва, не нагромождая сварной шов.
Вы не хотите, чтобы у основания стыка образовывались подрезы или проплавление, но вы также не хотите, чтобы на выпуклом сварном шве образовались тонны наложений.
Если вы выполняете уклон под уклон или подъем под гору, вам нужно сделать 2 прохода. Для подъема через стык нужно снизить температуру.
Двухпроходная сварка обеспечит гораздо более прочную отделку, которая в конечном итоге не ослабнет при термических циклах. Только не забудьте отполировать и осмотреть, чтобы избежать расслоения в основе.
Эти суставы могут быть трудными, потому что вы не можете отдыхать положите руку на материал, чтобы зафиксировать фонарик. Вам нужно будет попрактиковаться в этом положение и привыкайте к стабилизации собственной руки, чтобы комфортно при сварке стыка.
В каких ситуациях вы бы использовали этот сварной шов?
Эти шарниры используются для соединения предметов в L.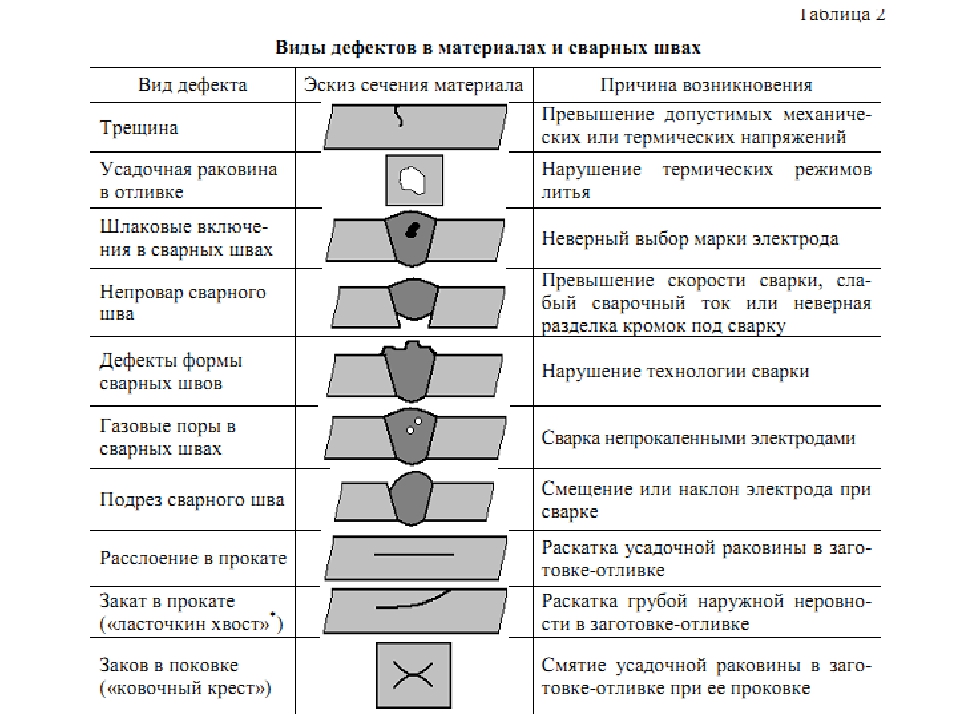 Чаще всего это используется для изготовления коробчатых рам, резервуаров и других подобных конструкций.
Чаще всего это используется для изготовления коробчатых рам, резервуаров и других подобных конструкций.
Закрытые угловые соединения используются для более легкого листового металла, когда нет необходимости в большей прочности.
Часто задаваемые вопросы
Есть еще много вопросов, которые задают, когда доходит до сварных швов. Вот несколько ответов на наиболее распространенные вопросы, которые задают.
Какой сварной шов самый прочный?
Каждое сварное соединение служит разной цели, но некоторые из них более прочны, чем другие.
Проблема в том, что от вашего мастерства во многом зависит, насколько прочен каждый тип сварного шва. Угловое или тройниковое соединение с проточкой обеспечит наиболее прочный сварной шов, особенно при использовании дуговой сварки.
Ключом к созданию прочных сварных швов является армирование и
проникновение. Если вы убедитесь, что прихватили правильно, чтобы не исказить базу
металла, и вы обеспечиваете правильный угол для глубокого проплавления, тогда ваш
суставы должны быть крепкими.
Какой сварочный шов выучить проще всего?
Сложность суставов зависит от вашей позиции и техники.В общем, тройники и стыковые соединения являются наиболее распространенными и простыми для изучения типами соединений.
Соединения внахлестку также довольно легко сваривать, если вы не забываете зажимать основной материал.
Какая часть сварного шва самая слабая?
Самой слабой частью сварного шва будет внутренняя часть, где в шов нет материала или наполнителя. С соединениями внахлест вы можете уменьшить слабость, перевернув соединение и сварив его с обеих сторон.
Чтобы предотвратить слабость, убедитесь, что вы правильно проникаете в сустав и используете хорошую технику.
Заключение
Какие из этих сварных соединений вы пробовали использовать? Как вы можете
Видите ли, существует множество различных по назначению и типу соединений. Каждый тип соединения
также использует различные положения и методы для максимально прочного сварного шва.