Визуальный и измерительный контроль сварных соединений
Проведение визуально-измерительного контроля сварных соединений
Визуально измерительный метод контроля — самый простой и в то же время информативный метод неразрушающего контроля. Это единственный метод неразрушающего контроля, который может выполняться и часто выполняется без какого-либо оборудования или проводится с использованием простейших измерительных средств.
Первый руководящий документ по визуально-измерительному контролю сварных швов, который распространялся на оборудование, подконтрольное Госгортехнадзору России, был РД 34.10.130-9,6. Не¬смотря на всю необходимость и своевременность выхода документа, он имел ряд существенных недостатков. Документ был ориентирован в основном на объ¬екты котлонадзора и не учитывал конструктивных особенностей грузоподъемных и горно-транспортных машин, в которых наряду со стыковыми широко при¬меняются тавровые, угловые и нахлесточные сварные соединения. Отмеченные недостатки были учтены при разработке инструкции по ВИК (визуально-измерительный контроль)- РД 03-606-03.
Итак, визуальный и измерительный контроль сварных соединений относится к неразрушающим методам контроля качества сварных швов, как и ультразвуковой метод, капиллярный метод, радиографический метод неразрушающего контроля и другие.
Визуально-измерительный контроль качества проводится на всех этапах производства и выполнения сварного соединения в 100% объеме, это обусловлено тем, что визуально-измерительный контроль сварных соединений не требует специфического дорогостоящего оборудования или инструментов визуально-измерительного контроля. Сейчас в продаже имеются многочисленные наборы для визуально измерительного контроля для проведения визуально-измерительного контроля в необходимом объеме. К таким наборам относятся, например, комплект для визуального и измерительного контроля (ВИК) «Стандарт» или комплект визуально-измерительного контроля (ВИК) «Эксперт», комплект для визуально-измерительного контроля «ВИК Транснефть» и другие.
Однако зачастую выгоднее самому скомплектовать свой комплект для визуально-измерительного контроля (ВИК), исходя из того, какие типы швов и на каких объектах Вы контролируете.
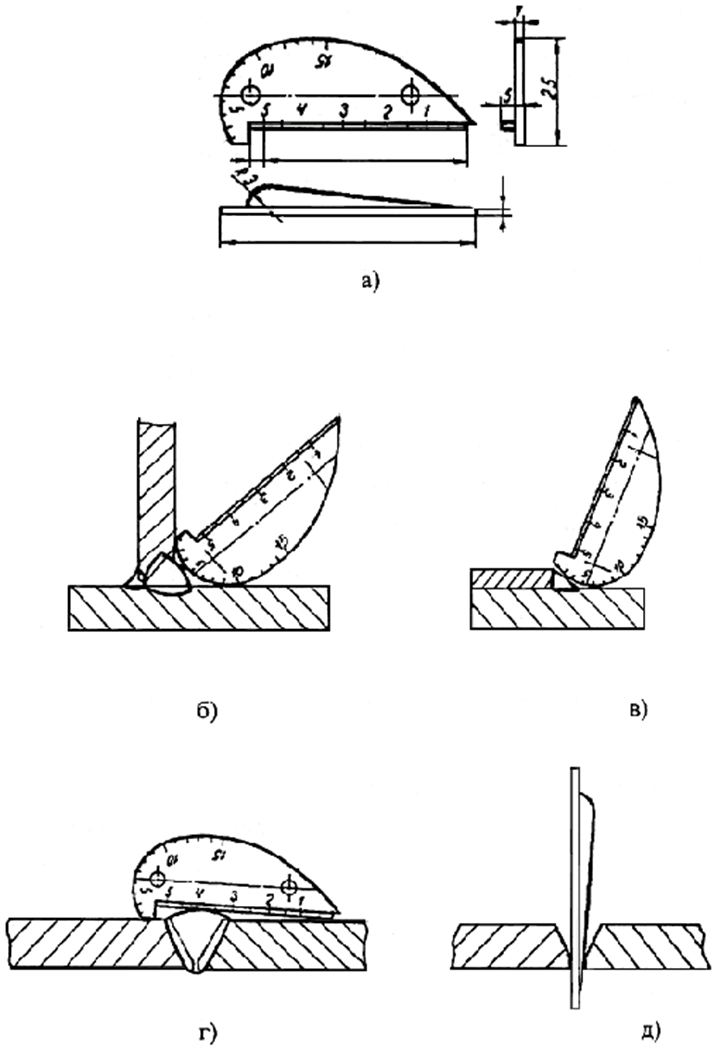
Так, например, для проведения визуального и измерительного контроля сварных соединений трубопроводов Вам не понадобятся угломеры и шаблон Красовского, так как сейчас есть более современные УШС. А для проведения визуально-измерительного контроля металлоконструкций угломер Вам понадобится чаще других инструментов.
Вообще, ВИК — визуальный и измерительный контроль – состоит из двух методов: визуального (или оптического) и измерительного. Так, визуальный контроль труб заключается только в осмотре трубы на наличие сколов, сдиров, наличие несплошностей. А измерительный заключается в проверке диаметра, толщин и т.д. Таким образом, только визуальный контроль качества не дает полного представления о качестве трубы или другого изделия. Визуально-измерительный контроль трубопроводов предполагает сочетание этих двух подвидов.
ЧОУ ДПО «УЦ «Мастерпроф» проводит обучение, подготовку и аттестацию специалистов ВИК. В программе обучения – рассмотрение основных дефектов, параметров их выбраковки, пользование инструментарием и составление технологической карты визуального и измерительного контроля, как и акта визуально измерительного контроля сварных швов.
Обучение визуально-измерительному методу контроля проводится с отрывом от производства и занимает 3 рабочих дня, в ходе которых специалисты не только получают теоретические знания, но и имеют возможность прохождения практики в лаборатории неразрушающего контроля. Визуально-измерительный контроль, аттестация по которому предполагает сдачу теоретического и практического экзамена, не является технологически трудным методом, но тем не менее специалист должен овладеть навыками выявления основных дефектов.
По результатам проведенной аттестации по визуально-измерительному контролю специалисту выдается удостоверение с указанием уровня визуально-измерительного контроля и областей аттестации. Визуальный измерительный контроль, удостоверение на который получает специалист, востребован в каждой области!
Ждем Вас в нашем учебном центре для получения знаний по видам визуального и измерительного контроля, оснащению рабочего места контролера визуального контроля и методологии контроля. Помните: стоимость визуального контроля сварных швов гораздо больше стоимости подготовки специалиста
Помните: стоимость визуального контроля сварных швов гораздо больше стоимости подготовки специалиста
Контроль сварных соединений — сварных швов в Челябинске + Курган, Екатеринбург, Пермь, Ханты-Мансийск.
Закажите проверку качества, обнаружение дефектов сварных соединений методами ультразвукового и визуально-измерительного контроля в ООО «Диагностика металлов». Лаборатория в Челябинске, возможен выезд специалиста по Уральскому региону.
Контроль сварных швов
Любые металлоконструкции, при производстве которых используется сварка, обязательно должны проходить проверку на качество. Как минимум необходим внешний осмотр каждого сварного шва (визуальный контроль). Далее необходимость тех или иных испытаний определяется техническими условиями (ТУ) их производства, видами конструкций и соответствующими правилами их изготовления.
Контроль сварных соединений осуществляется не только на готовых изделиях, но и в процессе их производства на разных этапах.

В нашем распоряжении собственная аккредитованная лаборатория и специализированное оборудование для проведения механических испытаний.
Для контроля сварных швов и других исследований некоторые из используемых нами приборов:
- СКАРУЧ (сканер ручной ультразвуковой частоты).
- Дефектоскоп-томограф УД4-76.
- Магнитно-порошковый дефектоскоп.
- Металлографический микроскоп ММР-2.
- Дефектоскоп ДФС-500 — для химического анализа.
- Универсальный стилоскоп СЛУ-1 — для экспресс-анализа металлов и сплавов.
- А также: спектрометры, эндоскопы, измерительные щупы, угломеры, линзы.
Визуально измерительный контроль сварных швов
При визуальном контроле используют лупу, линзы, эндоскоп, а также измерительный инструмент: угломеры и измерительных щупы.
Визуальный контроль необходим по окончании сварки для выявления следующих дефектов:
Визуально измерительный контроль сварных соединений рекомендуется проводить не только после окончания сварки, но и в процессе — в перерывах в работе.
Бывают ещё холодные трещины внутри металла, которые сложно обнаружить при визуальном осмотре. Они образуются при низких температурах сварки (не больше 200—250°C), либо после окончания процесса. В таких случаях поможет ультразвуковая диагностика.
Ультразвуковой контроль сварных швов
Ультразвуковая дефектоскопия это сложная процедура, качественно провести которую может только професионально хорошо подготовленный опытный специалист.
В ООО «Диагностика металлов» работают квалифицированные специалисты, прошедшие аттестацию. Все сотрудники лаборатории продолжают совершенствовать свои знания, осваивать новые технологии, обмениваться опытом с другими предприятиями.
Ультразвуковой контроль необходим для обнаружения внутренних дефектов сварных соединений.
Например таких:
- непровары, несплавления и несплошности швов.
- свищ или внутренние поры;
- холодные трещины, коррозии в околошовной зоне.
- расслоения наплавленного металла.

- проседание металла в нижней зоне сварного шва.

Механические испытания сварных соединений
ООО «Диагностика металлов» принимает образцы для механических испытаний в собственной лаборатории. Образцы при этом разрушаются и не подлежат восстановлению.
Оплата за результат. По результатам исследования выдается протокол испытаний. Полученные данные дают возможность правильно подобрать материалы и режимы работы с ними.
Перед механическим испытанием обязательно проводится дефектоскопия сварного соединения — визуальный и ультразвуковой контроль. Это необходимо для того, чтобы испытание проводилось на качественном образце.
Виды проводимых испытаний сварных швов
Испытание сварного соединения на изгибОпределяется способность изгибаться до определённого угла, обычно проводится до разрушения сварного шва или изделия. | |
Испытание на ударный изгибС помощью маятникого копра определяется ударная вязкость (способность изделия противостоять ударной нагрузке, то есть поглощать механическую энергию). | |
Испытание на растяжениеПроверяется способность изделия со сварным швом растягиваться без разрушения. | |
Измерение твёрдости сварных швовИзмерятся способность изделия противостоять проникновению внутрь более твёрдых предметов. |

Химический анализ сварных соединений
Перед сваркой металлоконструкций, которые должны соответствовать определённым ГОСТам, необходимо определить химический состав основного и присадочного металла. Это важно для правильного выбора технологии сварки.
Также химический анализ может проводиться для определения устойчивости сварного шва к коррозии.
Пробу для химического анализа сварного шва не обязательно брать с самого изделия. Для этого можно использовать специальные пластины из идентичного металла, сваренные при тех же условиях внешней среды, в том же режиме сварки. В случае, если таких образов нет, то пробу вырезают или высверливают в стружку.
Опытные специалисты ООО «Диагностика металлов» проконсультируют как правильно взять пробы со сварных швов для химического анализа, подготовить и доставить их в нашу лабораторию.
Хим. анализ — важный способ контроля качества сварных швов, применяемый как на входном, так и на приёмочном этапе производства.
Дефекты сварных соединений
Причины возникновения дефектов в сварных швах
Дефекты в сварных швах чаще всего возникают из-за неверно выбранной технологии сварки или подборе сварочных материалов. Иногда причиной может быть ошибка сварщика. Например, неправильный угол наклона, скорость и направление движения или длина дуги. Реже причиной становится неисправное сварочное оборудование.
Металлографические исследования сварных соединений
Для выявления скрытых дефектов ООО «Диагностика металлов» проводит металлографические исследования микростуктуры сварных швов. С помощью этого исследования можно выявить скрытые пережоги, микроскопические трещины, поры внутри соединений.
С помощью этого исследования можно выявить скрытые пережоги, микроскопические трещины, поры внутри соединений.
Также благодаря металлографии можно предсказать как изменится состав металла при сварке.
Проведение ВИК Екатеринбург
Лабораторный контрольОсновные виды испытанийНеразрушающий контроль бетонаИспытание бетона и раствораИспытание грунтовИспытания сыпучих материаловИспытания металловКонтроль сварных и обжимных соединенийВИКУслуги
Визуальный контроль качества сварных швов — является первичным методом неразрушающей диагностики и входит в услуги нашей лаборатории. Внешний осмотр изделия может проводиться как при помощи простейших измерительных инструментов, так и с использованием специальных оптических систем предназначенных для осуществления контроля сварных швов и основного металла, соединений и наплавок, в процессе проведения подготовительных и сварочных работ, и в случае выявления дефектов.
Только после того, как был проведен ВИК и устранены недопустимые дефекты сварных соединений, сварные соединения могут быть подвергнуты контролю любыми другими методами, например, рентгеновскому или ультразвуковому контролю. Отличительной особенностью визуального и измерительного контроля является его сравнительная низкая стоимость и простота в применении, в отличие от других методов, являющиеся следствием использования простых измерительных средств. Всё это позволяет использовать визуальный контроль качества, как высокоэффективный инструмент для выявления и предупреждения дефектов на разных стадиях.
Отличительной особенностью визуального и измерительного контроля является его сравнительная низкая стоимость и простота в применении, в отличие от других методов, являющиеся следствием использования простых измерительных средств. Всё это позволяет использовать визуальный контроль качества, как высокоэффективный инструмент для выявления и предупреждения дефектов на разных стадиях.
| Наименование | Ед. изм. |
Стоимость, руб |
|
Визуальный и измерительный контроль сварных соединений оборудования, металлоконструкций и трубопроводов с одной стороны |
1 п.м. | 198 |
|
Визуальный и измерительный контроль сварных соединений оборудования, металлоконструкций и трубопроводов с двух сторон |
1 п. м. м.
|
300 |
|
Визуальный и измерительный контроль основного материала (металл) оборудования и трубопроводов |
1 м2 | 198 |
Комплект инструментов ВИК для визуально-измерительного контроля
Комплект инструментов ВИК для визуально-измерительного контроля
Комплект инструметов ВИК используют для произведения контроля при визуально-измерительном обследовании.
Все комплекты произведены в соответствии с инструкцией по визуальному и измерительному контролю РД 03-606-03. Наборы инструментов ВИК комплектуются самыми качественными инструментами, производимыми на сегодняшний день.
Назначение ВИК — набора инструментов для визуального контроля
ВИК набор, предназначен для визуального, а также измерительного контроля качества:
— основного металла и специальных материалов (например, композитных и полимерных)
— подготовки деталей к сварке
— сборки соединений деталей (сборочных единиц, изделий) под сварку
— сварных соединений и наплавок (например, муфтовой сварки)
— изготовления деталей и сборочных единиц
— исправления дефектов в сварных соединениях и основном металле.
— при изготовлении, монтаже и ремонте оборудования и трубопроводов
Визуальный контроль материала и сварных соединений, выполняют с целью выявления поверхностных повреждений (трещин, коррозионных повреждений, деформированных участков, наружного износа элементов и т.д.), образовавшихся в процессе эксплуатации изделий.
Измерительный контроль сварных соединений/швов и материала выполняют с целью определения соответствия геометрических размеров конструкций и допустимости повреждений материала и сварных соединений, выявленных при визуальном контроле требованиям рабочих чертежей, ТУ, стандартов и паспортов.
Ниже представлен демонстрационный видео-ролик о ВИК комплекте
При визуальном контроле материала и сварных соединений проверяют:
— отсутствие или наличие механических повреждений поверхностей
— отсутствие или наличие формоизменения элементов конструкций (деформированные участки, коробление, провисание и другие отклонения от первоначального расположения)
— отсутствие (наличие) трещин и других поверхностных дефектов, образовавшихся (получивших развитие) в процессе эксплуатации
— отсутствие коррозионного и механического износа поверхностей.
При измерительном контроле состояния материала и сварных соединений определяют:
— размеры механических повреждений сварных соединений и материала
— размеры деформированных участков материала и сварных соединений, в т.ч. длину, ширину и глубину вмятин, выпучин, отдулин
— овальность цилиндрических элементов в том числе гибов труб
— прямолинейность (прогиб) образующей конструкции (элемента)
— фактическую толщину стенки материала (при возможности проведения прямых измерений)
— глубину коррозионных язв и размеры зон коррозионного повреждения, включая их глубину.
Входящие в комплект средства для визуального и измерительного контроля отвечают требованиям РД 03-606-03 «Инструкция по визуальному и измерительному контролю».
Состав набора/комплекта визуально-измерительного контроля ВИК:
1. Универсальный шаблон сварщика УШС-3
2. Штангенциркуль ШЦ-1-150-0,05 с глубиномером
3. Угольник поверочный УП 160х100
4. Лупа измерительная ЛИ-3-10х
5. Лупа ЛПП 1-7х
Лупа ЛПП 1-7х
6. Лупа просмотровая с подсветкой 5х
7. Набор радиусных шаблонов №1
8. Набор радиусных шаблонов №3
9. Набор щупов №4
10. Линейка металлическая измерительная L-300 мм
11. Рулетка измерительная 5м
12. Маркер по металлу
13. Зеркало телескопическое
14. Фонарик карманный
15. Инструкция по визуальному контролю РД 03-606-03
16. Сумка укладочная
17. Паспорт.
Комплект (набор инструментов) визуального контроля ВИК продается с аттестацией (отметки о калибровке внесены в Паспорт комплекта).
По договоренности, возможно изменение в комплектации и дополнение другими позициями.
Узнать цену, на комплект визуального контроля ВИК, перейдя к Прайс-листу
|
№ п/п |
Наименование |
Кол-во |
|
1 |
Паспорт |
1 |
|
2 |
Сумка укладочная |
1 |
|
3 |
Маркер по металлу |
1 |
|
4 |
Рулетка измерительная 5 м |
1 |
|
5 |
Линейка металлическая измерительная L-300 |
1 |
|
6 |
Универсальный шаблон сварщика УШС-3 |
1 |
|
7 |
Шаблон для контроля катетов швов УШС-2 |
1 |
|
8 |
Угольник поверочный УП 160х100 |
1 |
|
9 |
Штангенциркуль ШЦ 1-150-0,05 с глубиномером |
1 |
|
10 |
Набор щупов №2 |
1 |
|
11 |
Набор щупов №3 |
1 |
|
12 |
Радиусный шаблон № 1 |
1 |
|
13 |
Радиусный шаблон № 2 |
1 |
|
14 |
Лупа измерительная ЛИ-3-10х |
1 |
|
15 |
Лупа ЛПП 1-7х |
1 |
|
16 |
Лупа ЛПП 1-2,5х |
1 |
17 |
Фонарик карманный |
1 |
|
18 |
Инструкция по визуальному контролю РД 03-606-03 |
1 |
Какие сварные швы требуют визуального контроля?
Q: Мы работаем с внедорожным и подъемным оборудованием, а наши сварщики имеют квалификацию AWS D1. 1. Какие сварные швы необходимо проверять визуально и кем?
1. Какие сварные швы необходимо проверять визуально и кем?
Ed Z.
A: Когда вы спросили, какие сварные швы необходимо проверять визуально, я усмехнулся. Было время в моей жизни, когда на одной стороне моей каски было напечатано «AWS D1.1 Sec. 6.9. » Я отвечал на этот вопрос, улыбался, указывал на свою каску и говорил: «Посмотри!»
AWS D1.Я все просто. См. Раздел 6.9 «Визуальный осмотр», в котором говорится: «Все сварные швы должны подвергаться визуальному осмотру». Раздел 10.6 D14.1 аналогичен: «Все сварные швы должны быть проверены визуально». Это не оставляет много места для маневра и означает, что квалифицированный инспектор должен визуально проверять все сварные швы.
Что касается квалифицированного инспектора, то сертифицированный инспектор по сварке (CWI) не требуется. Сварочные нормы и стандарты обычно допускают квалификацию CWI, но не требуют сертификации.AWS D1.1 и D14.1 требуют, чтобы инспекторы имели квалификацию и чтобы основы квалификации были задокументированы. Кроме того, D1.1 требует регулярного осмотра зрения.
Кроме того, D1.1 требует регулярного осмотра зрения.
Это означает, что визуальный контроль сварных швов может выполняться внутри компании, если ваша компания составляет процедуру аттестации для ваших инспекторов; инспекторы соответствуют параграфам: (1), (2) или (3) [см. D1.1, параграф: 6.1.4.1 или D14.1, параграф: 10.1.3]; и вы ведете документацию о том, что эти инспекторы соответствуют квалификационным требованиям.
AWS B5 — отличный документ, который можно использовать в качестве руководства для разработки процедуры аттестации инспектора сварки.1 — Спецификация квалификации инспекторов по сварке, которую можно бесплатно загрузить с сайта Американского общества сварщиков по адресу www.aws.org.
Вот еще несколько документов, которые вы должны рассмотреть возможность добавления в свою библиотеку сварочных работ:
- AWS D14.1 — Спецификация для сварки промышленных и заводских кранов и другого подъемно-транспортного оборудования
- AWS D14.3 — Спецификация для сварки землеройных работ, строительства И сельскохозяйственное оборудование
- AWS D14. 4 — Спецификация сварных соединений в машинах и оборудовании
 4 — Спецификация сварных соединений в машинах и оборудовании
4 — Спецификация сварных соединений в машинах и оборудованииЧто касается того, что я напечатал на обратной стороне своей каски… «AWS D1.1 сек. 3.1, 2-е предложение ». Поищи это! Но это совсем другая колонка.
[PDF] ВИЗУАЛЬНЫЙ ОСМОТР ШВА
Скачать ВИЗУАЛЬНЫЙ ОСМОТР ШВА …
ВИЗУАЛЬНЫЙ ОСМОТР ШВА ОПИСАНИЕ ПРОЦЕССА Визуальный осмотр является основным элементом для оценки конструкций или компонентов, которые производятся / обслуживаются. Это важный аспект практически осуществимого контроля качества сварных соединений с соединениями, которые могут потребовать испытаний. Во многих ситуациях было доказано, что эффективная программа визуального осмотра приведет к обнаружению подавляющего большинства тех дефектов, которые впоследствии будут обнаружены с помощью других более дорогих методов неразрушающего контроля.Этот курс включает в себя краткое описание основных требований к персоналу, выполняющего визуальный контроль сварных швов, и предоставляет введение в визуальный осмотр, связанный со сваркой. Будут проведены практические занятия, чтобы участники могли использовать эти инструменты контроля для измерения сварных швов на реальных образцах или копиях. Участники будут следовать программе курса, основанной на учебнике AWS и учебном пособии по визуальному осмотру. Инспекционный персонал также сочтет этот курс полезным и значительно повысит их навыки.СОДЕРЖАНИЕ КУРСА xxxxxx
Будут проведены практические занятия, чтобы участники могли использовать эти инструменты контроля для измерения сварных швов на реальных образцах или копиях. Участники будут следовать программе курса, основанной на учебнике AWS и учебном пособии по визуальному осмотру. Инспекционный персонал также сочтет этот курс полезным и значительно повысит их навыки.СОДЕРЖАНИЕ КУРСА xxxxxxОсновы визуального контроля Геометрия сварного шва и терминология сварки Процессы сварки Нарушения непрерывности сварки Неразрушающие испытания Практическое занятие с использованием контрольно-измерительного оборудования
КТО ДОЛЖЕН ПРИСУТСТВОВАТЬ Инспекторы по сварке, инспекторы по обеспечению / контролю качества, инженеры по техническому обслуживанию , инженеры-конструкторы, супервайзеры, мастера, инженеры-механики, технические специалисты, техники, сварщики и инспекционный персонал
БЕЗОПАСНОСТЬ ПРИ СВАРКЕ И ПРОЦЕССАХ РЕЗКИ ОПИСАНИЕ КУРСА Этот курс направлен на повышение общей осведомленности об аспектах здоровья и безопасности сварки и связанных с ней процессов. Он предназначен для ознакомления со сварочным персоналом и другими лицами, которые могут использовать сварочные процессы или участвовать в них. Безопасность — важный фактор во всех сварочных, режущих и других работах. Если кто-то ранен, деятельность не завершена удовлетворительным образом. В этом курсе будут рассмотрены опасности, с которыми можно столкнуться при выполнении большинства сварочных, режущих и связанных с ними процессов, а также методы, которые минимизируют травмы персонала и материальный ущерб. После успешного завершения этого курса участники смогут создать безопасную рабочую среду на своем рабочем месте.СОДЕРЖАНИЕ КУРСА xx
Он предназначен для ознакомления со сварочным персоналом и другими лицами, которые могут использовать сварочные процессы или участвовать в них. Безопасность — важный фактор во всех сварочных, режущих и других работах. Если кто-то ранен, деятельность не завершена удовлетворительным образом. В этом курсе будут рассмотрены опасности, с которыми можно столкнуться при выполнении большинства сварочных, режущих и связанных с ними процессов, а также методы, которые минимизируют травмы персонала и материальный ущерб. После успешного завершения этого курса участники смогут создать безопасную рабочую среду на своем рабочем месте.СОДЕРЖАНИЕ КУРСА xx
x
Введение и цели — Правила и практика техники безопасности Общие опасности при сварке и их контроль — Электрооборудование — Радиация — Ожоги и пожары — Дым и газы — Уровень шума и безопасность для определенных операций — Газовая сварка, резка и нагрев — Сварка в замкнутых пространствах — Сварочные контейнеры — Сварочные процессы
КТО ДОЛЖЕН ПРИСУТСТВОВАТЬ Весь персонал, в обязанности которого входит принятие решений и вынесение суждений относительно сварочных работ в следующих отраслях: нефть и газ, производство, нефтехимия, производство электроэнергии и электростанции, Судостроение / судоремонт и строительство, морское производство, железные дороги, сервисное и техническое обслуживание и изготовление металлов. Инженеры по сварке и инспекторы, инженеры по эксплуатации и производству, инспекторы по планированию и оборудованию, инженеры по техническому обслуживанию и безопасности и инспекторы, инженеры по проектированию, производству, механике и инспекции, руководители заводов, производства и проектирования, инженеры и инспекторы по контролю качества, инженеры и инспекторы по обеспечению качества.
Инженеры по сварке и инспекторы, инженеры по эксплуатации и производству, инспекторы по планированию и оборудованию, инженеры по техническому обслуживанию и безопасности и инспекторы, инженеры по проектированию, производству, механике и инспекции, руководители заводов, производства и проектирования, инженеры и инспекторы по контролю качества, инженеры и инспекторы по обеспечению качества.
API-510 ИНСПЕКТОР СОСУДОВ ПОД ДАВЛЕНИЕМ ОПИСАНИЕ КУРСА АМЕРИКАНСКОГО НЕФТЯНОГО ИНСТИТУТА Основной упор в этой программе делается на улучшение и обеспечение безопасности за счет привлечения собственников / пользователей или сторонних инспекторов, специализирующихся на оборудовании, работающем под давлением, таким образом, чтобы защитить сотрудников и население , и окружающая среда.Это дает нефтегазовой и нефтехимической промышленности уверенность в том, что инспекторы сосудов высокого давления, прошедшие обучение и сертифицированные в рамках этой международно признанной программы, обладают необходимыми знаниями и опытом для работы в этой области. Слушатели курса, стремящиеся получить сертификат Американского института нефти, пройдут строгую программу, чтобы познакомить их с различными кодовыми книгами и стандартами, включая стандарты API, которые охватывают техническое обслуживание, осмотр, оценку, ремонт и изменение сосудов под давлением.СОДЕРЖАНИЕ КУРСА xxxxxxxx
Слушатели курса, стремящиеся получить сертификат Американского института нефти, пройдут строгую программу, чтобы познакомить их с различными кодовыми книгами и стандартами, включая стандарты API, которые охватывают техническое обслуживание, осмотр, оценку, ремонт и изменение сосудов под давлением.СОДЕРЖАНИЕ КУРСА xxxxxxxx
xx
Введение Обзор терминологии: API-510, Кодекс проверки сосудов под давлением — Технический осмотр, оценка, обзор ремонта и изменений: API 571, Механизмы повреждения, влияющие на стационарное оборудование в нефтеперерабатывающей промышленности Обзор: API 572, Проверка Обзор сосудов под давлением: API 576, Обзор устройств для сброса давления: API 577, Контроль сварки и металлургия ASME, Кодекс по котлам и сосудам высокого давления a. ASME Раздел V b.ASME Раздел VIII c. ASME Раздел IX Краткое изложение составления отчета
КТО ДОЛЖЕН ПРИМЕНИТЬ Относится ко всему персоналу, работающему в нефтегазовой и нефтехимической промышленности, и который участвует в проектировании, закупках, инженерном строительстве, эксплуатации, техническом обслуживании и проверке сосудов высокого давления и связанных с ними объектов.
API 653 НАЗАД ХРАНЕНИЕ TANKINSPECTOR ОПИСАНИЕ КУРСА АМЕРИКАНСКОГО НЕФТЯНОГО ИНСТИТУТА Основное внимание в этой программе уделяется безопасному хранению и транспортировке нефтепродуктов таким образом, чтобы защитить сотрудников, население и окружающую среду.Это дает нефтегазовой и нефтехимической промышленности уверенность в том, что инспекторы резервуаров-хранилищ, обученные и сертифицированные в рамках этой международно признанной программы, обладают необходимыми знаниями и опытом для работы в этой области. Слушатели курса, стремящиеся получить сертификат Американского института нефти, пройдут строгую программу, чтобы познакомить их с различными кодовыми книгами и стандартами, включая стандарты API, которые охватывают осмотр, ремонт, изменение и реконструкцию наземного резервуара для хранения.СОДЕРЖАНИЕ КУРСА x x x x x
x x x x
Введение Обзор терминологии: API 650, Стальные сварные резервуары для хранения нефти, Обзор: API 653, Обзор резервуаров, ремонт, переделка и реконструкция: a. API 651 — Катодная защита надземных резервуаров для хранения нефти b. API 652 — Футеровка надземных резервуаров для хранения нефти c. API 571 — Механизмы повреждения стационарного оборудования в нефтеперерабатывающей промышленности d. API 575 — Проверка резервуаров для хранения атмосферного и низкого давления e.API 577 — Обзор сварочного контроля и металлургии (в соответствии с API 653) a. ASME Раздел V b. ASME Раздел IX Краткое изложение тематических исследований по написанию отчета
API 651 — Катодная защита надземных резервуаров для хранения нефти b. API 652 — Футеровка надземных резервуаров для хранения нефти c. API 571 — Механизмы повреждения стационарного оборудования в нефтеперерабатывающей промышленности d. API 575 — Проверка резервуаров для хранения атмосферного и низкого давления e.API 577 — Обзор сварочного контроля и металлургии (в соответствии с API 653) a. ASME Раздел V b. ASME Раздел IX Краткое изложение тематических исследований по написанию отчета
КТО ДОЛЖЕН ПРИМЕНИТЬ Применимо ко всему персоналу, работающему в нефтегазовой и нефтехимической промышленности, и который участвует в проектировании, закупках, инженерном строительстве, эксплуатации, обслуживании и проверке резервуаров для хранения и связанных с ними удобства.
API-570 PIPING INSPECTOR AMERICAN PETROLEUM INSTITUTE ОПИСАНИЕ КУРСА Основное внимание в этой программе уделяется обеспечению безопасности и поддержанию оптимальной производительности за счет использования инспекторов, специализирующихся на системах технологических трубопроводов. Это дает нефтегазовой и нефтехимической промышленности уверенность в том, что инспекторы трубопроводов, обученные и сертифицированные в рамках этой международно признанной программы, обладают необходимыми знаниями и опытом для работы в этой области. Слушатели курса, стремящиеся получить сертификат Американского института нефти, пройдут строгую программу, чтобы познакомить их с различными кодовыми книгами и стандартами, в том числе стандартами API, которые охватывают осмотр, ремонт, изменение и изменение параметров эксплуатационных трубопроводных систем.СОДЕРЖАНИЕ КУРСА xxxxxxxxxxxx
Это дает нефтегазовой и нефтехимической промышленности уверенность в том, что инспекторы трубопроводов, обученные и сертифицированные в рамках этой международно признанной программы, обладают необходимыми знаниями и опытом для работы в этой области. Слушатели курса, стремящиеся получить сертификат Американского института нефти, пройдут строгую программу, чтобы познакомить их с различными кодовыми книгами и стандартами, в том числе стандартами API, которые охватывают осмотр, ремонт, изменение и изменение параметров эксплуатационных трубопроводных систем.СОДЕРЖАНИЕ КУРСА xxxxxxxxxxxx
Введение Обзор терминологии: API 570, Кодекс инспектора трубопроводов — Осмотр, ремонт, изменение и повторный рейтинг действующих трубопроводных систем Обзор: API 571, Механизмы повреждения, влияющие на стационарное оборудование в нефтеперерабатывающей промышленности Обзор: API 574, Практика проверки для обзора компонентов системы трубопроводов: API 577, Контроль сварки и обзор металлургии: API 578, Программа проверки материалов для новых и существующих систем трубопроводов из сплавов, ASME, Кодекс для котлов и сосудов высокого давления a. ASME Раздел V b. ASME Раздел IX ASME B16.5, Трубные фланцы и фланцевые фитинги ASME B31.3, Сводка по составлению отчета по технологическим трубопроводам
ASME Раздел V b. ASME Раздел IX ASME B16.5, Трубные фланцы и фланцевые фитинги ASME B31.3, Сводка по составлению отчета по технологическим трубопроводам
КТО ДОЛЖЕН ПРИНИМАТЬСЯ Применимо ко всему персоналу, работающему в нефтегазовой и нефтехимической промышленности, и участвующему в проектировании. закупка, инженерное строительство, эксплуатация, техническое обслуживание и проверка действующих трубопроводных систем и связанных с ними объектов.
ДОПОЛНИТЕЛЬНАЯ ИНСПЕКЦИЯ API-571 ОПИСАНИЕ КУРСА ДЛЯ АМЕРИКАНСКОГО НЕФТЯНОГО ИНСТИТУТА Этот курс и программа сертификации являются результатом необходимости устранения износа оборудования во время эксплуатации и того, что во время последующего осмотра могут быть обнаружены недостатки, вызванные деградацией или оригинальным изготовлением.Рассмотрены механизмы повреждения оборудования в нефтеперерабатывающей и нефтехимической промышленности. В нем подчеркивается, что первым ключевым шагом в обеспечении безопасности и надежного управления оборудованием является определение и понимание соответствующих механизмов повреждения. Он охватывает важность правильной идентификации механизмов повреждения при реализации кодов проверки API (API 510, API 570, API 653) и при проведении проверки на основе рисков в соответствии с API 580 и API 581. Кроме того, программа также будет обсуждать оценка оставшегося срока службы и оценка пригодности к эксплуатации с использованием API 579.Эта программа охватывает общие рекомендации относительно наиболее вероятных механизмов повреждения обычных сплавов в нефтеперерабатывающей и нефтехимической промышленности. Он также предоставляет информацию, которая может быть использована инспекционным персоналом станции для помощи в выявлении вероятной причины повреждения, и предназначена для ознакомления с концепциями ухудшения и режимов отказов, вызванных эксплуатацией. СОДЕРЖАНИЕ КУРСА Ɣ Ɣ Ɣ Ɣ
Он охватывает важность правильной идентификации механизмов повреждения при реализации кодов проверки API (API 510, API 570, API 653) и при проведении проверки на основе рисков в соответствии с API 580 и API 581. Кроме того, программа также будет обсуждать оценка оставшегося срока службы и оценка пригодности к эксплуатации с использованием API 579.Эта программа охватывает общие рекомендации относительно наиболее вероятных механизмов повреждения обычных сплавов в нефтеперерабатывающей и нефтехимической промышленности. Он также предоставляет информацию, которая может быть использована инспекционным персоналом станции для помощи в выявлении вероятной причины повреждения, и предназначена для ознакомления с концепциями ухудшения и режимов отказов, вызванных эксплуатацией. СОДЕРЖАНИЕ КУРСА Ɣ Ɣ Ɣ Ɣ
Ɣ
Введение и область применения Ссылки Определение терминов и сокращений Общие механизмы повреждения — все отрасли ƒ Механизмы механического и металлургического разрушения ƒ Равномерная или локальная потеря толщины Высокотемпературная коррозия ƒ Растрескивание под воздействием окружающей среды Нефтеперерабатывающая промышленность механизмы повреждения ƒ Общие ƒ Явления равномерной или локальной потери толщины ƒ Окружающая среда — Вспомогательное растрескивание ƒ Другие механизмы
КТО ДОЛЖЕН ПРИМЕНИТЬ Текущая сертификация в качестве инспекторов API 510, 570 или 653
ПРОЦЕССЫ СОЕДИНЕНИЯ И РЕЗКИ МЕТАЛЛОВ ОПИСАНИЕ КУРСА Сварка необходима расширение и производительность наших отраслей. Сварка стала одним из основных способов изготовления и ремонта металлических изделий. Почти невозможно назвать отрасль, большую или маленькую, в которой бы не применялась какая-либо сварка. Промышленность установила, что сварка является эффективным, надежным и экономичным способом соединения металлов практически во всех операциях по изготовлению металлов и в большинстве строительных работ. СОДЕРЖАНИЕ КУРСА xxxxxxxx
Сварка стала одним из основных способов изготовления и ремонта металлических изделий. Почти невозможно назвать отрасль, большую или маленькую, в которой бы не применялась какая-либо сварка. Промышленность установила, что сварка является эффективным, надежным и экономичным способом соединения металлов практически во всех операциях по изготовлению металлов и в большинстве строительных работ. СОДЕРЖАНИЕ КУРСА xxxxxxxx
Введение в процессы соединения и резки металлов Дуговая сварка защищенного металла (SMAW) Дуговая сварка металлическим электродом (GMAW) Дуговая сварка порошковым электродом (FCAW) Дуговая сварка вольфрамовым электродом (GTAW) Дуговая сварка под флюсом (SAW) Прочая сварка и пайка Процессы Процессы резки
КТО ДОЛЖЕН ПРИСУТСТВОВАТЬ Весь персонал, в обязанности которого входит принятие решений и вынесение суждений в отношении сварочных работ в следующих отраслях: нефть и газ, производство, нефтехимия, производство электроэнергии и электростанции, судостроение / судоремонт и строительство, морское производство , Железные дороги, инженеры и инспекторы по сварке и ремонту металлоконструкций, инженеры-технологи и технологи, инспекторы по планированию и оборудованию, инженеры и контролеры по техническому обслуживанию и безопасности, инженеры по проектированию, производству, механике и контролю, руководители заводов, производства и проектирования, инженеры по контролю качества и руководители, качество как Инженеры и контролеры безопасности.
РЕФРЕШЕР УРОВНЯ III
ОПИСАНИЕ КУРСА Этот подготовительный курс разработан, в основном, для практикующих сотрудников уровня II по неразрушающему контролю, которые стремятся получить квалификацию ASNT в качестве персонала уровня III по неразрушающему контролю. Поэтому предполагается, что все участники курса обладают необходимыми базовыми знаниями по крайней мере до уровня II, в частности, по десяти довольно обширным методам неразрушающего контроля, предусмотренным в Рекомендуемой практике SNT-TC-1A. СОДЕРЖАНИЕ КУРСА ƒ ƒ ƒ ƒ ƒ ƒ
Базовый обзор — SNT-TC-1A, CP189, Материалы и процессы, а также краткий обзор основных методов неразрушающего контроля. Пенетрантное тестирование. в чьи обязанности входит принятие решений и вынесение суждений в отношении неразрушающего контроля в следующих отраслях: нефть и газ, нефтехимия, электроэнергетика, судостроение, судостроение и судоремонт, оффшор, авиакосмическая промышленность, транспорт, строительство, производство, изготовление металлов, сервисное и техническое обслуживание . Менеджеры, инженеры, супервайзеры, инспекторы, техники, сюрвейеры в: сварке, производстве, строительстве, техническом обслуживании, безопасности, тестировании / инспекции, изготовлении, установке на месте, обслуживании, проектировании.
Менеджеры, инженеры, супервайзеры, инспекторы, техники, сюрвейеры в: сварке, производстве, строительстве, техническом обслуживании, безопасности, тестировании / инспекции, изготовлении, установке на месте, обслуживании, проектировании.
ОПИСАНИЕ ПРОЕКТА КОНСТРУКЦИОННОЙ СВАРКИ Этот курс был разработан Американским сварочным обществом (AWS) для инженеров с небольшим формальным образованием в области сварки, но с возрастающими обязанностями по сварке на рабочем месте. Акцент делается на основных концепциях и приложениях.Курс разработан, чтобы помочь инженерам понять экономию затрат и эффективность, достигаемую за счет правильного проектирования сварных конструкций. Слушатели пройдут курс, основанный на учебнике и учебнике AWS по проектированию сварных конструкций. Инспекторы по сварке также обнаружат, что этот курс значительно повышает их производительность и помогает им подготовиться к сертификации AWS Certified Welding Inspector. СОДЕРЖАНИЕ КУРСА xxxxxxxxxxxxxxxx
Свойства материалов и конструкционные материалы Сварочные процессы Сварка фильтрующих металлов Анализ затрат на сварку Типы сварных швов, типы соединений, символы и процедуры сварки Введение в конструктивную сварку конструкции Сварка и концепция Конструкционные формы, характеристики сечения и изменение конструкции отливок (и ковки) к сварным деталям Конструкция соединения Типы структурных соединений AISC Определение сварочных напряжений и размеров сварного шва Допустимое напряжение AWS Методы проектирования сварных швов Свариваемость, проверка и соответствие назначению Напряжение и деформации при сварке Безопасность и здоровье при сварке
КТО ДОЛЖЕН ПРИСУТСТВОВАТЬ Весь персонал, в обязанности которого входит принятие решений вынесение суждений относительно сварочных работ в следующих отраслях: нефть и газ, обрабатывающая промышленность, нефтехимия, производство электроэнергии и электростанции, судостроение / судоремонт и строительство, морское производство, железные дороги, сервисное обслуживание и производство металлов. Инженеры и инспекторы по сварке, инженеры по эксплуатации и производству, инспекторы по планированию и оборудованию, инженеры по техническому обслуживанию и безопасности и контролеры, инженеры по проектированию, производству, механике и инспекции, руководители заводов, производства и проектирования, инженеры и контролеры по контролю качества, инженеры и контролеры по обеспечению качества.
Инженеры и инспекторы по сварке, инженеры по эксплуатации и производству, инспекторы по планированию и оборудованию, инженеры по техническому обслуживанию и безопасности и контролеры, инженеры по проектированию, производству, механике и инспекции, руководители заводов, производства и проектирования, инженеры и контролеры по контролю качества, инженеры и контролеры по обеспечению качества.
ОПИСАНИЕ КУРСА ПРОВЕРКИ ЗАЩИТНОГО ПОКРЫТИЯ Курс предназначен для технического персонала в промышленности, которому приходится решать проблемы покрытий, связанных с металлами, но не имеющих специальных знаний и подготовки по данному предмету.Он предоставляет участникам курса достаточные знания и экспертные рекомендации, чтобы использовать лучшие методы для решения или, по крайней мере, решения проблем с нанесением покрытий, с которыми часто сталкиваются или могут столкнуться. Информативные тематические исследования о повреждениях покрытий принесут в класс актуальные производственные проблемы и способы их решения. СОДЕРЖАНИЕ КУРСА xxxxxxxxxx
СОДЕРЖАНИЕ КУРСА xxxxxxxxxx
Обязанности инспектора Введение в коррозию Подготовка поверхности Введение в технологию нанесения покрытий Методы нанесения покрытия Разрушение покрытия, ремонт и обслуживание покрытия Проверка окружающей среды Проверка материала покрытия и его применения Схема журнала обеспечения безопасности и качества (документация)
ВОЗ СЛЕДУЕТ ПРИСУТСТВОВАТЬ инженеров и контролеров по техническому обслуживанию завода, инженеров по материалам, инженеров по проектированию, производству, механике и инспекциям, персонала обеспечения качества / контроля, персонала химической обработки, персонала защитных покрытий и футеровки, а также всего персонала, в обязанности которого входит принятие решений и вынесение суждений в отношении защитного покрытия. в следующих отраслях: нефтеперерабатывающий завод, нефтехимия, производство электроэнергии и электростанции, морское изготовление и техническое обслуживание, судоремонт и строительство, изготовление и обслуживание металлов, химическая обработка и защитные покрытия (например,грамм. окраска) промышленности.
окраска) промышленности.
ПРОВЕРКА ОБОРУДОВАНИЯ, РАБОТАЮЩЕГО ПОД ДАВЛЕНИЕМ, ОПИСАНИЕ ПРОЦЕССА Программа делает упор на улучшение и обеспечение безопасности за счет привлечения собственников / пользователей или сторонних инспекторов, специализирующихся на оборудовании, работающем под давлением, таким образом, чтобы обеспечить защиту сотрудников, населения и окружающей среды. СОДЕРЖАНИЕ КУРСА x x x x x x x x x x x x
Основные аспекты проверки Обязанности, обязанности, атрибуты и кодекс этики инспектора Котлы и оборудование, работающее под давлением Безопасность во время проверки Методы проверки Проверка оборудования, работающего под давлением Оценка целостности оборудования, работающего под давлением, Производство материалов Типичные виды и причины ухудшения и отказаРемонт, переделка (модификация) замена и переоценка. Документация
КТО ДОЛЖЕН ПРИМЕНИТЬ Применимо ко всему персоналу, работающему в нефтегазовой и нефтехимической промышленности, и который участвует в проектировании, закупках, инженерном строительстве, эксплуатации, обслуживании и проверке оборудования, работающего под давлением, и связанных с ним объектов.
СЕРТИФИЦИРОВАННЫЙ AWS ИНСПЕКТОР ПО СВАРКЕ ОПИСАНИЕ КУРСА АМЕРИКАНСКОГО ОБЩЕСТВА СВАРКИ Курс послужит основательным освежением в области инспекции сварки, особенно для практикующих инспекторов по сварке и всех, кто стремится стать инспектором по сварке, имеющим сертификат AWS.Основной упор делается на то, что профессиональный инспектор по сварке должен знать на практике. Слушатели курса пройдут строгую программу, чтобы познакомить их с применяемыми нормами и стандартами, основами работы инспектора по сварке и фактическими практическими проверками копий сварных швов с помощью различных инструментов. СОДЕРЖАНИЕ КУРСА ƒ ƒ ƒ ƒ
ƒ ƒ
Инспектор по сварке — Документы, регулирующие сварочный контроль и контроль материалов — Геометрия сварного соединения и терминология сварки Сварка и символы неразрушающего контроля — Обзор кодов — Процедура сварки и аттестация сварщика Сварка, пайка и процессы резки — Металлургия сварки для инспектора по сварке Механические и химические свойства металла — Разрушающий контроль — Сплошность сварного шва и основного металла — Неразрушающий контроль Неразрушающий контроль — Визуальный инспектор как эффективный инструмент контроля качества Проверка AWS CWI
PRE- ТРЕБОВАНИЯ К ЭКЗАМЕНАМ УЧАСТНИКИ Уровень сертифицированного инспектора по сварке (CWI) • Минимум 5 лет опыта в отрасли или • Минимум 3 года опыта работы в отрасли со степенью / дипломом в области инженерных технологий, инженерной физики или физических наук Уровень сертифицированного младшего инспектора по сварке (CAWI) • Минимум 2 года опыта работы в отрасли или • Минимум 6 месяцев индукционного обучения. Большой опыт работы с обладателями степени / диплома в области инженерных технологий, инженерной физики или физических наук Кандидаты на экзамены CWI и CAWI должны пройти проверку зрения.
Большой опыт работы с обладателями степени / диплома в области инженерных технологий, инженерной физики или физических наук Кандидаты на экзамены CWI и CAWI должны пройти проверку зрения.
КТО ДОЛЖЕН ПРИСУТСТВОВАТЬ Весь персонал, в обязанности которого входит принятие решений и вынесение суждений в отношении сварочных работ в следующих отраслях: нефть и газ, производство, нефтехимия, производство электроэнергии и электростанции, судостроение / судоремонт и строительство, морское производство, железные дороги, Сервисное обслуживание и изготовление металлов.
NDT Обучение визуального инспектора сварки
Visual Weld Inspector Level I / II — учебная программа содержит:
Примерно 80 часов обучения и инструктажа.Темы, представленные в курсе, предназначены для того, чтобы помочь вам пройти сертифицированный контроль сварки. Информация о курсе включает:
- Контроль и сертификация сварки
- Правила техники безопасности для сварочного персонала
- Процесс соединения и резки металла
- Геометрия сварного соединения и символы сварки
- Документы, регулирующие контроль и квалификацию сварки
- Свойства металлов и разрушающие испытания
- Метрическая практика для сварочного персонала
- Сварочная металлургия для сварочного персонала
- Неровности сварного шва и основного металла
- Визуальный осмотр и другие методы и символы неразрушающего контроля
В этой области подчеркивается важность профессионалов, проверяющих сварные швы, и дается обзор того, какие организации имеют стандарты проведения проверок.
Потенциал радиационного облучения, ожогов, паров и взрывов высок, если сварщики выполняют свою работу ненадлежащим образом или когда их рабочее место не поддерживается в порядке, безопасности, чистоте и осмотрительности. Кроме того, множество агентств контролируют безопасность работников. Эта область охватывает оборудование, процедуры, ситуации и документацию, необходимые для соблюдения обязательных требований безопасности и предотвращения несчастных случаев на работе.
В этой области представлен ряд процессов сварки и резки (включая дуговую сварку, пайку, контактную сварку, пайку и сварку в твердом состоянии), преимущества и ограничения каждого из них, а также советы по поиску и устранению неисправностей.В нем также рассматривается, как выбрать правильный процесс для правильного приложения. Также объясняются система присадочных материалов AWS, технологии, проблемы и решения.
Универсальность символов сварных швов AWS обеспечивает непрерывность взаимодействия между проектировщиками, руководителями, инспекторами, сварщиками и регулирующими органами. Большинство правительственных министерств обороны и транспорта, а также поставщиков и производителей используют системы сварочных символов AWS. Эта область показывает взаимосвязь между этими символами и фактическим внешним видом сварных швов и их составных частей, конфигурацией сварных швов и геометрией сварных швов.
Большинство правительственных министерств обороны и транспорта, а также поставщиков и производителей используют системы сварочных символов AWS. Эта область показывает взаимосвязь между этими символами и фактическим внешним видом сварных швов и их составных частей, конфигурацией сварных швов и геометрией сварных швов.
Подготовка спецификации процедуры сварки — это истинная основа успешной сварочной операции. В этой области изучаются основы контроля сварки с ознакомлением с чертежами, стандартами, нормами и спецификациями, контролем материалов, идентификацией сплавов, а также квалификацией процедур и сварщиков.
Механические свойства металлов включают прочность, пластичность, твердость, ударную вязкость и усталостную прочность. Химические свойства металлов напрямую влияют на коррозионную стойкость и свариваемость.В этой области объясняется, как используются разрушающие испытания для определения фактических механических и химических свойств металлов и почему эта информация важна для инженеров-проектировщиков.
Все механические свойства металлов зависят от металлургических превращений, возникающих в результате повышенных температур сварки. Профессиональным сварщикам необходимо знать, как металлы будут вести себя после сварки, чтобы лучше понимать, какие материалы будут безопасными, экономичными и эффективными в различных условиях.Эта область обязательна для всех, кому нужно понимать процесс сварки и изготовления на самом базовом уровне. Это особенно ценно для тех, кто отвечает за спецификацию основных сплавов или сплавов металла шва, а также их обработку до и после сварки.
Переработка и ремонт оцениваются в 10-15% от фактических затрат на изготовление. Только в Соединенных Штатах это 7 миллиардов долларов в год. Итак, когда дефект допустим, а нарушение целостности недопустимо? В этой области описываются различные типы несплошностей (включая трещины, неполное плавление, неполное проникновение в стык, включение, пористость, поднутрение, перекрытие, выпуклость, разбрызгивание, расслоение, разрывы пластин) и объясняется, почему возникают эти проблемы, как их идентифицировать и как можно их следует избегать.
Визуальный осмотр — это первая линия защиты от дорогостоящих доработок и ремонта, а также самый экономичный этап контроля качества, который может быть применен в любой сварочной операции. Эта область охватывает инструменты визуального контроля и их правильное использование, а также обзор других методов неразрушающего контроля, включая проникающие испытания, испытания магнитными частицами, радиографические испытания и ультразвуковые испытания.
481 Визуальный контроль сварных швов Визуальная приемлемая квалификация для
4.8.1 Визуальный осмотр сварных швов.
Визуальный
приемлемо
квалификация на аттестацию сварных швов с разделкой кромок и угловых швов
(за исключением вкладок для стока) должны соответствовать следующим
требования, если применимо:
4.8.1.1 Визуальный контроль сварных швов с разделкой кромок.
Канавка
сварные швы должны соответствовать следующим требованиям:
(1) Любая трещина недопустима, независимо от
размер.
(2)
Все кратеры должны быть заполнены до полного сечения.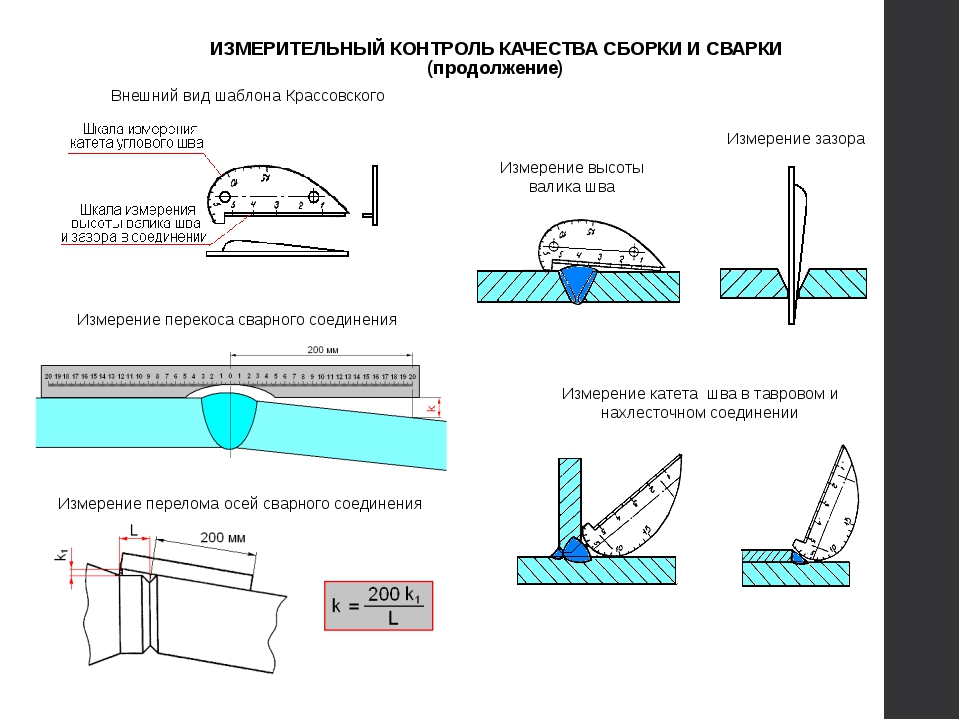 сварного шва.
(3) Усиление сварного шва не должно превышать 1/8 дюйма.
[3 мм]. Профиль сварного шва должен соответствовать рисунку 5.4
и будет полное слияние.
(4)
Подрез не должен превышать 1 мм [1/32 дюйма].
(5)
Корень сварного шва на наличие канавок CJP должен быть осмотрен.
и не должно иметь трещин, неполного сплавления или дефектов.
адекватное совместное проникновение.
(6) Для канавок CJP, приваренных с одной стороны без
основа, корневая вогнутость или проплавление должны соответствовать
следующее:
(а)
Максимальная вогнутость корня должна составлять 1/16 дюйма.
[2 мм], при условии, что общая толщина сварного шва равна или
больше, чем у основного металла.
(б)
Максимальное протекание должно составлять 1/8 дюйма.[3 мм] за исключением трубчатых Т-, Y- и К-образных соединений,
где плавление не ограничено.
4.8.1.2 Визуальный осмотр угловых швов.
Филе
сварные швы должны соответствовать следующим требованиям:
(1) Любая трещина недопустима, независимо от
размер.
(2)
Все кратеры должны быть заполнены до полного сечения.
сварного шва.
(3) Усиление сварного шва не должно превышать 1/8 дюйма.
[3 мм]. Профиль сварного шва должен соответствовать рисунку 5.4
и будет полное слияние.
(4)
Подрез не должен превышать 1 мм [1/32 дюйма].
(5)
Корень сварного шва на наличие канавок CJP должен быть осмотрен.
и не должно иметь трещин, неполного сплавления или дефектов.
адекватное совместное проникновение.
(6) Для канавок CJP, приваренных с одной стороны без
основа, корневая вогнутость или проплавление должны соответствовать
следующее:
(а)
Максимальная вогнутость корня должна составлять 1/16 дюйма.
[2 мм], при условии, что общая толщина сварного шва равна или
больше, чем у основного металла.
(б)
Максимальное протекание должно составлять 1/8 дюйма.[3 мм] за исключением трубчатых Т-, Y- и К-образных соединений,
где плавление не ограничено.
4.8.1.2 Визуальный осмотр угловых швов.
Филе
сварные швы должны соответствовать следующим требованиям:
(1) Любая трещина недопустима, независимо от
размер.
(2)
Все кратеры должны быть заполнены до полного сечения. сварного шва.
(3)
Размеры ног углового шва не должны быть меньше
требуемые размеры ног.
(4) Профиль сварного шва должен соответствовать требованиям
Рисунок 5.4.
(5) Поднутрение основного металла не должно превышать 1/32 дюйма.[1 мм].
4.8.2 НК.
Перед подготовкой образцов для механических испытаний
мужчины, пластина для квалификационных испытаний, труба или насосно-компрессорные трубы должны быть
неразрушающие испытания на прочность:
4.8.2.1 RT или UT.
Следует использовать либо RT, либо UT.
По всей длине сварного шва в испытательных пластинах, кроме
выбрасываемые отрезки на каждом конце, должны быть проверены соответственно.
форма с Разделом 6, Частью E или F. Для трубок,
должна быть исследована полная окружность готового сварного шва.
оформлен в соответствии с Разделом 6 Части C.
ЧАСТЬ B
Авторское право Американского сварочного общества
Предоставляется IHS по лицензии AWS
Не для перепродажи
Воспроизведение или передача в сеть без лицензии IHS запрещены.
—«««`, « « -`-«««, «` —
сварного шва.
(3)
Размеры ног углового шва не должны быть меньше
требуемые размеры ног.
(4) Профиль сварного шва должен соответствовать требованиям
Рисунок 5.4.
(5) Поднутрение основного металла не должно превышать 1/32 дюйма.[1 мм].
4.8.2 НК.
Перед подготовкой образцов для механических испытаний
мужчины, пластина для квалификационных испытаний, труба или насосно-компрессорные трубы должны быть
неразрушающие испытания на прочность:
4.8.2.1 RT или UT.
Следует использовать либо RT, либо UT.
По всей длине сварного шва в испытательных пластинах, кроме
выбрасываемые отрезки на каждом конце, должны быть проверены соответственно.
форма с Разделом 6, Частью E или F. Для трубок,
должна быть исследована полная окружность готового сварного шва.
оформлен в соответствии с Разделом 6 Части C.
ЧАСТЬ B
Авторское право Американского сварочного общества
Предоставляется IHS по лицензии AWS
Не для перепродажи
Воспроизведение или передача в сеть без лицензии IHS запрещены.
—«««`, « « -`-«««, «` —
ПРОВЕРКА И ИСПЫТАНИЯ ШВОВ КОНСТРУКЦИОННОЙ СТАЛИ
Метод контроля сварных швов конструкционной стали должен соответствовать стандарту IS: 822, а объем контроля и испытаний должен соответствовать применимому стандарту.
Контроль сварных швов на всех этапах изготовления и монтажа должен выполняться для следующих целей:
i) Для проверки соответствия действующим стандартам и пригодности различного сварочного оборудования и его характеристик.
ii) Свидетельствовать / утверждать аттестацию процедуры сварки.
iii) Свидетельствовать / подтверждать квалификацию сварщиков.
iv) Проверить, соответствует ли выполняемая сварка в заводских / полевых условиях соответствующим спецификациям и практическим правилам.
Ниже приведены методы контроля сварных швов конструкционной стали:
Визуальный контроль сварных швов:
Все готовые сварные швы (т.е. 100%) должны подвергаться визуальному осмотру на предмет выявления следующих типов дефектов и дефектов сварных швов.
- Дефекты сварного шва, возникающие на поверхности, такие как раковины, открытая пористость, несваренные сварные швы и т. Д.
- Поверхностные трещины в металле сварного шва или в прилегающем к нему основном металле.
- Повреждения основного металла, такие как подрезы, прожоги, перегрев и т. Д.
- Дефекты профиля, такие как чрезмерная выпуклость или вогнутость, перекрытие, неравная длина ветвей, чрезмерное армирование, неполное заполнение канавок, чрезмерное проникновение бортов, корневые канавки и т. Д.
- Деформация из-за сварки, т.е. местная усадка, выпуклость, изгиб, скручивание, вращение, осторожность и т. Д.
- Линейное эксцентриковое, угловое и вращательное смещение деталей.
- Погрешности размеров.
 Д.
Д.Механические испытания сварных швов:
Механические испытания (такие как испытания на растягивающую нагрузку, испытания на изгиб, испытания на удар и т. Д.) Должны проводиться в соответствии с соответствующими стандартами.
Магнитные частицы / проникновение красителя / ультразвуковое исследование:
Исследование должно проводиться на случайно выбранных соединениях.