виды, их параметры и свойства
Главная » Материалы
В промышленности и в быту часто используется аргонодуговая сварка металлов. При такой сварке, проводимой в защитной среде аргона, металл защищен от влияния внешней кислородной среды. При проведении сварки такого типа используются неплавящиеся электроды из вольфрама. Вольфрамовые электроды могут длительное время выдерживать высокую температуру и плавиться гораздо медленней других металлов.
Содержание
- 1 Классификация
- 2 Таблица с данными по вольфрамовым электродам
Для повышения качества сварки в вольфрам добавляют окиси редкоземельных элементов. В зависимости от их содержания производится маркировка таких электродов.
Классификация
Вольфрамовые электроды классифицируются в соответствии с международным стандартом DIN EN 26848. В соответствии с этим стандартом длина электрода может быть 50, 75, 150 и 175 мм. Диаметр может быть от 0,5 до 10 мм. Наиболее часто используемые диаметры – 1,6; 2,0; 2,5; 3,2 и 4 мм.
В соответствии с этим стандартом длина электрода может быть 50, 75, 150 и 175 мм. Диаметр может быть от 0,5 до 10 мм. Наиболее часто используемые диаметры – 1,6; 2,0; 2,5; 3,2 и 4 мм.
Диаметр электрода определяется величиной сварочного тока. При этом электрод диаметром в 1 мм может применяться при сварочных токах до 50 А, диаметром в 1,6 мм – до 100 А, диаметром в 2 мм – до 200 А, диаметром в 3,2 мм – до 300 А, а диаметром в 4 мм – свыше 300 А.
Вольфрам имеет высокую температуру плавления, поэтому электроды из него производят методами порошковой металлургии (спеканием, сжатием и упрочнением). При этом перед спеканием в вольфрам могут добавляться от 0,4 до 4% оксидов тория (Th), циркония (Zr), лантана (La), иттрия (Y) или церия (Ce). По сравнению с электродами из чистого вольфрама у оксидосодержащих электродов есть преимущества:
- меньший нагрев;
- лучшая зажигаемость дуги;
- больший ток нагрузки;
- повышенная стойкость.


Маркировка отражает характеристики электрода – состав материала и его длину.
При этом для электрода из вольфрама первый символ в маркировке – буква «W», что обозначает вольфрам. Второй символ обозначает тип металла добавки. Первое число обозначает содержание добавок на 1000 долей W. То есть число 20 обозначает 2% примесей, 8 – 0,8%. Второе число обозначает длину электрода. Наиболее распространенная длина – 175 мм.
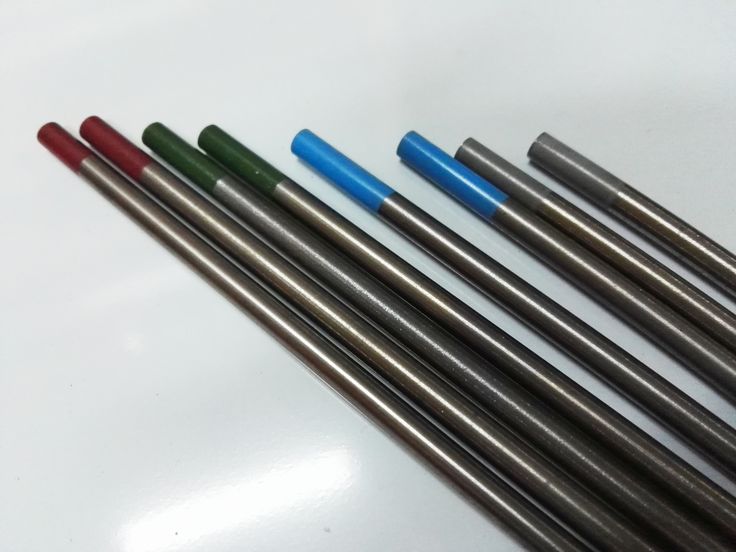
Для облегчения использования электроды в зависимости от типа маркируются различными цветами.
Основные марки следующие:
- WP – выполнен из чистого вольфрама (99,5%). Используется для сварки Al, Mg и их сплавов. Применяется для сварки переменным током. Из-за ограниченной тепловой нагрузки рабочий конец формируют в виде шарика. Цвет – зеленый.
- WZ-8 содержит 0,8% оксида Zr. Применяют для сварки Al, бронзы, Mg Ni и их сплавов. Для сварки переменным током. Могут выдерживать наибольшую токовую нагрузку. Цвет – белый.
- WT-20 содержит 2% оксида Th. Для сварки нержавейки, молибдена, тантала, Ni, Ti и их сплавов. Торированные электроды хорошо работают при большом токе. Но Th является радиоактивным элементом и требует дополнительных мер безопасности. Цвет – красный.
- WC-20 содержит 2% церия. Для сварки высокотемпературных металлов (молибдена, тантала), Ni, Ti и их сплавов. Такие электроды могут работать как на постоянном, так и на переменном токе. Позволяет легко запускать дугу и поддерживать ее даже при малом сварочном токе. Цвет – серый.
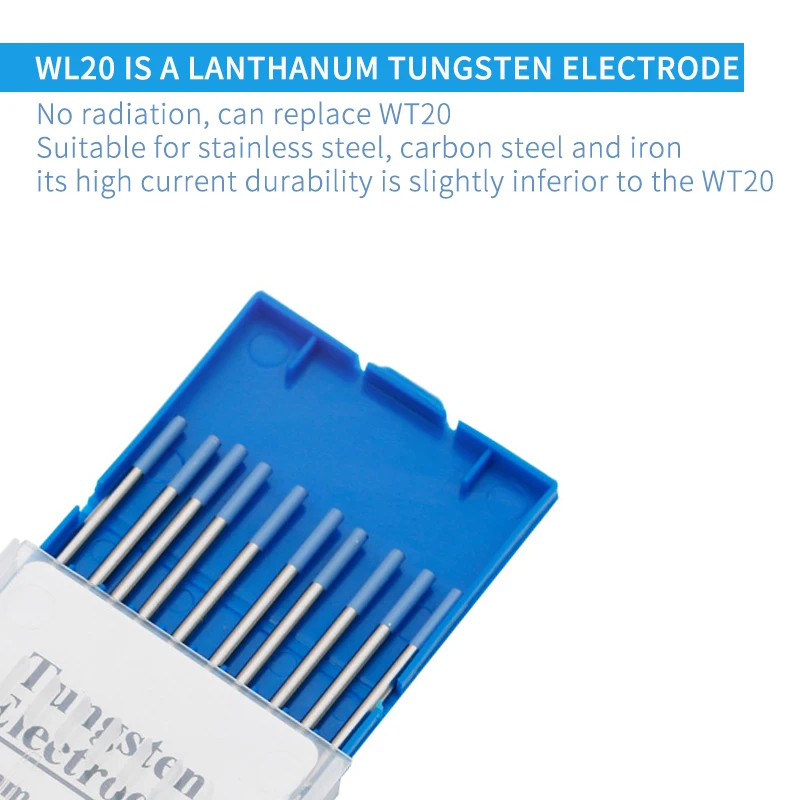
- WL-15, WL-20 содержат 1,5 и 2% La соответственно. Для сварки высоколегированных сталей, AL, Cu. Сварка возможна как постоянным, так и переменным током. Наличие La увеличивает ток сварки и делает более чистым сварной шов. Цвет – золотистый (WL-15) и синий (WL-20).
- WY-20 – содержит около 2% диоксида Y. Применяется для сварки ответственных узлов из углеродистой, низколегированной и нержавеющей стали, а также Ti и Cu. Наиболее устойчивый электрод для сварки постоянным током. Цвет – темно-синий.
 Цвет – белый.
Цвет – белый. Наиболее устойчивый электрод для сварки постоянным током. Цвет – темно-синий.
Наиболее устойчивый электрод для сварки постоянным током. Цвет – темно-синий.Таблица с данными по вольфрамовым электродам
Данные по вольфрамовым электродам для аргонодуговой сварки приведены в таблице.
Вольфрамовые электроды по цветам
№#
Тип
Рейтинг
Цвет
AC/DC
1
Электрод WP
Зеленый
Подробнее
2
Электрод WZ-8
Белый
Подробнее
3
Электрод WT-20
Красный
Подробнее
4
Электрод WC-20
Серый
Подробнее
5
Электрод WL-15
Золотой
Подробнее
7
Электрод WY-20
Темно — синий
Подробнее
6
Электрод WL-20
Синий
Подробнее
В таблице приведены цены на 1 электрод длиной 175 мм и диаметром в 2 мм по данным Яндекс.Маркет.
Рейтинг
( 1 оценка, среднее 5 из 5 )
0Ануфриенок Константин/ автор статьи
Сварщик: 7 разряд, опыт ручной дуговой, аргоно-дуговой, газовой сварки — 14 лет, наличие удостоверения НАКС НГДО, ОХНВП, КО.
Понравилась статья? Поделиться с друзьями:
как правильно выбрать для аргонодуговой сварки по цветам
Время на чтение: 2 мин
1058
Вольфрамовые электрические проводники применяются при варке разных групп металлов. Изготавливают их из вольфрама. Это тугоплавящееся вещество, которое гарантирует беспрерывно горение дуги.
Эти электрические проводники относят к разряду нерасплавляемых. Они подвержены расплавлению при слишком завышенных температурных показателях. При обычном сварном процессе такие температурные режимы редко устанавливаются.
В результате этого количество использованных электрических проводников невелико. У все электродов есть свои опознавательные знаки. Обозначения на них наносятся цифровым или буквенным кодом. У вольфрамовых отличия определяются по цветовой гамме.
Этот маркировочный способ отличает их от остальных. Маркировочным знаком является окрас окончания электрического вольфрамового проводника. В нашей статье рассмотрим расшифровку цветовых и других знаков.
Маркировочным знаком является окрас окончания электрического вольфрамового проводника. В нашей статье рассмотрим расшифровку цветовых и других знаков.
Содержание статьиПоказать
- Вводная информация
- Отличие по свету
- Буквенные знаки
- Резюме
Вводная информация
Отличие вольфрамовых электрических соединений по цветовой гамме является общепринятым во многих государствах. Такой маркировочные ход упрощает нам жизнь.
Просто и легко подобрать электрод для конкретного способа варочных работ. Для каждого арочного способа подходят определенные вольфрамовые электроды.
Отличие по свету
Теперь Вы знаете зачем ставят отличительные знаки на электрические вольфрамовые проводники. Дайте разберем значение каждого цвета. Но прежде следует определиться, что именно обозначает цвет, нанесенный на электрод.
Дайте разберем значение каждого цвета. Но прежде следует определиться, что именно обозначает цвет, нанесенный на электрод.
Каждый цветовой оттенок несет в себе информацию. Размер вольфрамового стержня, какой материал использовался для изготовления проводника. Если Вы выучить, как таблицу умножения, цветовые обозначения, Вы мгновенно определитесь с покупкой.
Обратите внимание на данную таблицу, которая расшифровывает все цвета.
В этой таблице четко видно, что цвет подразумевает цифровые и буквенные показатели.
Неважно, какого цвета конец электрического проводника, начинается шифр с буквы W. После этой, идет буква, отвечающая за наличие дополнительного металла, из которого сделан электрод. За буквенным значением идут числа.
Они показывают количество домесей, сопровождающих вольфрам и металлы. Цифровая кодировка специфическая. Число следует делить на десять, чтобы получить процентное соотношение дополнительных веществ. Нам следует изучить буквенные обозначения.
Буквенные знаки
Чтобы правильно подобрать электрический проводник, следует изучать не только цвет, но и понимать обозначение цифр и букв.
Буквенный показатель WP говорит о том, что электрод содержит только вольфрам. Дополнительные домеси в таком электрическом вольфрамовом проводнике не присутствуют. На самом деле, домеси допустимы, и они есть.
Но их количество не выше 0,5 процентов. Эти электрические проводники в работе применяют не часто. Вольфрам, крайне интересный материал. В некоторых случаях его следует дополнять другими металлическими соединениями.
Буквенные значения далее, отвечают за разновидности металлов, которые дополняют вольфрам.
- Буква Т означает присутствие диоксида тория в изделии. Для обозначения подобного вида электрических проводников используется красный оттенок. WT тоже постоянно в использовании. Они используются для варки цветных металлов и стали, нержавки в том числе. Не зря они помечаются красным оттенком, чтобы завоевать ваше внимание. Вещество диоксид тория характеризуется ярко выраженными радиационными свойствами. Следует придерживаться правил безопасности при работе с ними
- Буква Z означает присутствие циркония в составе электрического проводника. На них наносится маркировка белым оттенком. WZ применяют в основном для варки меди или алюминия. Эти металлические соединения очень тяжело поддаются варке, но WZ делают сварочный процесс удобнее. Их применение обеспечивает бесперебойное горение дуги.
- Буква Y означает, что в изделие добавлен иттрий. Для обозначения используют темно-синий оттенок. Это электрические проводники узкого профиля. Подходят для варки сложных металлоконструкций, предназначенных для высоких нагрузок. Подходят для работы с медью, титаном и некоторыми типами стали.
- Буква L означает, что присутствует лантан. Такие электрические проводники маркируются любым цветом, различным от вышеупомянутых. Чаще всего наносится синий или золотистый. Можно применять переменный и постоянный ток. Эти проводники легко переносят высокотемпературную варку и используются во многих сварных процессах.
 Вещество диоксид тория характеризуется ярко выраженными радиационными свойствами. Следует придерживаться правил безопасности при работе с ними
Вещество диоксид тория характеризуется ярко выраженными радиационными свойствами. Следует придерживаться правил безопасности при работе с ними Эти проводники легко переносят высокотемпературную варку и используются во многих сварных процессах.
Эти проводники легко переносят высокотемпературную варку и используются во многих сварных процессах.Это основное, что следует знать о маркировочных знаках. Это небольшой объём знаний, поэтому запомните эти обозначения и попробуйте их испробовать на деле при выборе продукции.
Электроды для сварки из вольфрама принято маркировать цветом для удобства сварщика. Ведь внешне вольфрамовые стержни никак не отличаются между собой.
На них нет никаких надписей или отметок. Поэтому цветовая маркировка является наиболее удачной и удобной в данном случае.
Резюме
Чтобы осилить все обозначения, не стоит сильно углубляться в теоретические знания. Просто следует заучить обозначения по цветовой гамме.
Если Вы будете использовать в работе вольфрамовые электрические проводники, быстрее выучить обозначения. Уважаемые читатели, если у Вас есть персональный способ запоминания значений, поделитесь им с нами. Всем успехов в работе.
Вольфрамовые электроды для аргонодуговой сварки по цветам в Комсомольске-на-Амуре: 258-товаров: бесплатная доставка, скидка-55% [перейти]
Партнерская программаПомощь
Комсомольск-на-Амуре
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Текстиль и кожа
Текстиль и кожа
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Сельское хозяйство
Сельское хозяйство
Промышленность
Промышленность
Мебель и интерьер
Мебель и интерьер
Все категории
ВходИзбранное
Вольфрамовые электроды для аргонодуговой сварки по цветам
2 350
3000
Электрод сварочный по нержавейке Монолит SPECIAL ЦЛ-11 Плазма d 3 мм 1 кг Тип: Электроды для
В МАГАЗИНЕще цены и похожие товары
 regmarkets.ru/listpreview/idata2/a9/5e/a95ef06389e827dcd13727d30de5c4d1.jpg»>
regmarkets.ru/listpreview/idata2/a9/5e/a95ef06389e827dcd13727d30de5c4d1.jpg»>355
610
Электроды ЦТ-15, ( 2,5мм) по нержавейке 10шт, Э-08Х19Н10Г2Б Тип: Электроды для сварки, Размер:
В МАГАЗИНЕще цены и похожие товары
191
299
Электроды по нержавейке E 308L-16 (3,2мм, 3 электрода) Тип: Электроды для сварки, Размер: Длина
В МАГАЗИНЕще цены и похожие товары
 regmarkets.ru/listpreview/idata2/2e/77/2e779214625c90d4fd201805879832bf.jpg»>
regmarkets.ru/listpreview/idata2/2e/77/2e779214625c90d4fd201805879832bf.jpg»>2 599
3599
Электроды по нержавейке E 308L-16 (3,2мм, 2кг), Alfa global Тип: Электроды для сварки, Размер:
В МАГАЗИНЕще цены и похожие товары
2 590
5225
Электроды для сварки нержавеющих сталей GWC E308-16 д.2,5 мм упаковка 2 кг / электрод по нержавеющей стали ручной дуговой
В МАГАЗИНЕще цены и похожие товары
 regmarkets.ru/listpreview/idata2/94/6d/946d882c4babdbc1827de2421d2d8187.jpg»>
regmarkets.ru/listpreview/idata2/94/6d/946d882c4babdbc1827de2421d2d8187.jpg»>379
559
Электроды ЦТ-15 (2,5мм) по нержавейке (10шт) Тип: Электроды для сварки, Размер: Длина 30.000 Ширина
В МАГАЗИНЕще цены и похожие товары
671
799
Электроды по чугуну ЦЧ-4 (4мм), 5 шт. Тип: Электроды для сварки, Размер: Длина 44.000 Ширина 3.000
В МАГАЗИНЕще цены и похожие товары
550
620
Сварочные электроды по чугуну ЦЧ-4 3мм 5шт (0,150кг) МЭЗ Тип: Электроды для сварки, Размер: Длина
В МАГАЗИНЕще цены и похожие товары
 regmarkets.ru/listpreview/idata2/38/06/3806cfb158b2a46d15d2db0ef16f861d.jpg»>
regmarkets.ru/listpreview/idata2/38/06/3806cfb158b2a46d15d2db0ef16f861d.jpg»>2 778
3268
Электроды по нержавеющей стали (нержавейке) MAGMAWELD EI 308L (VAC) 3.25 x 350 (mm) — 2 (Kg) Тип:
В МАГАЗИНЕще цены и похожие товары
1 030
2000
Электроды для сварки чугуна GWC EC1 / ЦЧ-4 д.3,2 мм упаковка 2 кг сварочные по чугуну Тип:
В МАГАЗИНЕще цены и похожие товары
 regmarkets.ru/listpreview/idata2/f1/e5/f1e5663892f7f72b612325ff27503aa1.jpg»>
regmarkets.ru/listpreview/idata2/f1/e5/f1e5663892f7f72b612325ff27503aa1.jpg»>769
939
Электроды по алюминию ESAB OK 96.50 3.2мм (5шт) Тип: Электроды для сварки, Размер: Длина 34.000
В МАГАЗИНЕще цены и похожие товары
6 000
7400
Электроды по нержавейке KST-308L 3,2мм 2кг Тип: Электроды для сварки, Размер: Длина 39.000 Ширина
В МАГАЗИНЕще цены и похожие товары
 regmarkets.ru/listpreview/idata2/0e/83/0e839facd8e03957ae7795446ec7a3a1.jpg»>
regmarkets.ru/listpreview/idata2/0e/83/0e839facd8e03957ae7795446ec7a3a1.jpg»>469
649
Электроды ОК 61.30 (2мм) по нержавейке (10шт) ESAB Тип: Электроды для сварки, Размер: Длина 31.000
В МАГАЗИНЕще цены и похожие товары
Вольфрамовые сварочные электроды Tig, аргоновые дуговые сварочные электроды для железа, нержавеющей стали, алюминия, сварочные электроды WC20 WT20 10
ПОДРОБНЕЕЕще цены и похожие товары
Электроды ГОСТ 9466 АНО- 4 для сварки конструкций из углеродистых марок сталей по ГОСТ 380 ; 1050
ПОДРОБНЕЕЕще цены и похожие товары
Электроды для сварки алюминиевых и алюминиевых сплавов, 3,2 мм х 45 мм, 10 шт
ПОДРОБНЕЕЕще цены и похожие товары
 regmarkets.ru/listpreview/images3/d8/21/d821361f44a179a5b3f06742b0c453df.jpg»>
regmarkets.ru/listpreview/images3/d8/21/d821361f44a179a5b3f06742b0c453df.jpg»>Электроды сварочные для сварки алюминия Esab OK AlMn1 (OK 96.20) D2,4 10штук Производитель: ESAB,
ПОДРОБНЕЕЕще цены и похожие товары
Электроды D=3,0 мм для сварки нержавеющих сталей, ЦЛ-11, 5,0 кг, Э-08Х20Н9Г2Б, Риметалк
ПОДРОБНЕЕЕще цены и похожие товары
Электроды D=3,0 мм для сварки нержавеющих сталей, ОЗЛ-8, 5,0 кг, Э-07Х20Н9, Риметалк Производитель:
ПОДРОБНЕЕЕще цены и похожие товары
 regmarkets.ru/listpreview/images3/cc/29/cc2938ba4458b82d159048d3129b6120.jpg»>
regmarkets.ru/listpreview/images3/cc/29/cc2938ba4458b82d159048d3129b6120.jpg»>Электроды сварочные Монолит Е4043, по алюминию, 2.4мм, тубус по 3 шт Производитель: PlasmaTec
ПОДРОБНЕЕЕще цены и похожие товары
Электроды по алюминию ESAB OK 96.50 2.5мм (7шт) Производитель: ESAB, Вес: 0.54кг
ПОДРОБНЕЕЕще цены и похожие товары
Электроды по алюминию MAGMAWELD EAL 1100 (TIN) 3.25 x 350 (mm) — 2 (Kg) Производитель: Magmaweld,
ПОДРОБНЕЕЕще цены и похожие товары
 regmarkets.ru/listpreview/images3/82/73/8273f5e2aa11a86b90fb77bec0efbce3.jpg»>
regmarkets.ru/listpreview/images3/82/73/8273f5e2aa11a86b90fb77bec0efbce3.jpg»>Электроды по алюминию ОЗАНА-1 5шт. 4мм Производитель: СпецЭлектрод
ПОДРОБНЕЕЕще цены и похожие товары
Электрод сварочный Capilla 45 ф3,25 по чугуну (штучно) Производитель: capilla, Тип электрода: для
ПОДРОБНЕЕЕще цены и похожие товары
Арсенал — Монолит / Электрод / Сварочные электроды / Электроды для сварки 3.2 мм / Электроды по алюминию, Арсенал — Монолит
ПОДРОБНЕЕЕще цены и похожие товары
 jpg»>
jpg»>Электроды «УЭЗ Чугун 100», d=3 мм, 5 шт для холодной сварки деталей из чугуна Назначение: чугун,
ПОДРОБНЕЕЕще цены и похожие товары
Электроды ГОСТ 9466 АНО- 4 для сварки конструкций из углеродистых марок сталей по ГОСТ 380 ; 1050
ПОДРОБНЕЕЕще цены и похожие товары
Арсенал — Монолит / Электрод / Сварочные электроды / Электроды для сварки 3 мм / Электроды по чугуну, Арсенал — Монолит
ПОДРОБНЕЕЕще цены и похожие товары
2 страница из 17
Выбор вольфрамового электрода по цвету. — Аргонодуговая сварка — TIG
#1 sashasin1975
Отправлено 14 July 2016 21:56
Есть электроды и оны разные.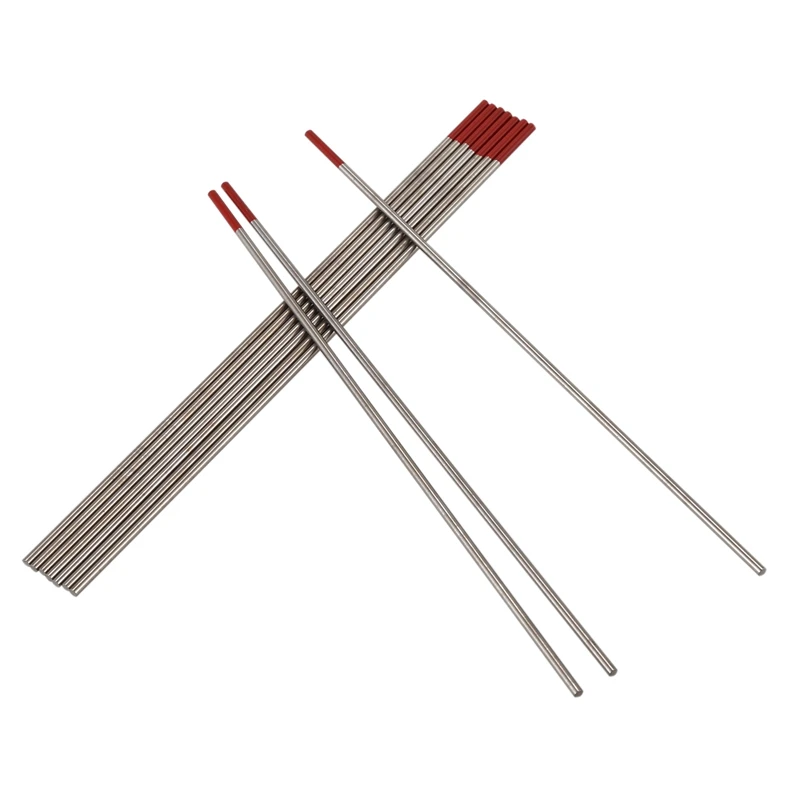 Не только в диаметре. А оказывается и цвет влияет. А вот какой цвет куда лучше применить? Кто подскажет по конретнее или в гуглю на параметры и сухие цифры тех. данных сошлете?
Не только в диаметре. А оказывается и цвет влияет. А вот какой цвет куда лучше применить? Кто подскажет по конретнее или в гуглю на параметры и сухие цифры тех. данных сошлете?
- Наверх
- Вставить ник
#2 sashasin1975
Отправлено 15 July 2016 10:32
- WP (цвет зеленый) – здесь электрод практически полностью состоит из вольфрама. Его содержание составляет 99,5%. Применяют для сварки магния и алюминия. Возможное использование электрода представленной маркировки заключается в сварке синусоидальным током. Для защиты используют два вида газа: аргон и гелий.
- WC-20 (серый) – на 2% состоит из оксида церия. Относятся к универсальным электродам, поскольку используются в сварке с переменным током и с применением положительной полярности. Задействуются в соединении трубопроводов в неповоротных стыках.
- WL-15, WL-20 (синий) – здесь имеется примесь лантана, которая позволяет добиться устойчивой дуги, и повторный розжиг, что делает электрод этой марки часто используемым в промышленности. Кроме того, применение в электроде лантана способно увеличить рабочий ток и уменьшить износ вполовину. Швы, произведенные с помощью представленного вида электрода, долговечны и менее загрязнены. Для работы электроду необходимо придать сферичную форму конца.
- WT-20 (красный) – здесь в состав входит торий. Как уже было описано выше, его пыль при работе несколько опасна для здоровья человека. Несмотря на этот факт, представленную маркировку иногда используют чаще, чем электроды, практически полностью состоящие из вольфрама. Эта особенность объясняется отличными свойствами тория, способного за считаные секунды соединить самые «привередливые» металлы. При работе рекомендуется использовать постоянный ток, поскольку при синусоидальном использовании тока полученная дуга может прыгать по свариваемой поверхности. Такие неприятности допускать нельзя.
- WZ-8 (белый) – здесь имеется менее процента оксида циркония. При работе необходимо внимательно следить за чистотой. Рекомендуется использовать переменный ток. Перед использованием следует придать электроду сферическую форму конца. Лучше применять для сварки алюминия.
- WY-20 (темно-синий) – вольфрамовые электроды с тонким покрытием иттрия. Их принято считать самыми устойчивыми электродами, поэтому применяют их зачастую для сварки ответственных и важных конструкций. У опытных сварщиков хотел узнать конкретнее из их практики — какой -куда, как часто, насколько дешевле/экономичнее и т.д
 Задействуются в соединении трубопроводов в неповоротных стыках.
Задействуются в соединении трубопроводов в неповоротных стыках. Такие неприятности допускать нельзя.
Такие неприятности допускать нельзя.Сообщение отредактировал pavel83: 15 July 2016 16:37
- Наверх
- Вставить ник
#3 Георгий 11
Отправлено 15 July 2016 11:39
sashasin1975,вы же сами все расписали,по поводу последней позиции:
1. какой-куда-в горелку
какой-куда-в горелку
2.как часто-постоянно
3.насколько дешевле/экономичнее-от рук сварщика зависит и от производителя.
- Наверх
- Вставить ник
#4 copich
Отправлено 15 July 2016 13:56
дык только глумятся
sashasin1975, вы все сами правильно написали и что тут не понятно?
Из личного — классно красный, но не безопасно. Поэтому от него отказались в Европе.
Зеленый для AC режима, т.е. алюминяку. Это совет тех же Европейцев. Особой стабильности или еще чего не заметил.
Серый — и для DC и для AC. Вот этим сам постоянно пользуюсь. Тут остается только по диаметру подобрать. Т.е. чем больше ток тем толще электрод и наоборот. Т.к. как ни затачивай электрод, толстый не так стабильно варит как тонкий на малых токах. Ну а тонкий просто не выдерживает и сам плавится на больших токах.
Ну а тонкий просто не выдерживает и сам плавится на больших токах.
Это сугубо личное наблюдение и вывод основанный на общении со сварщиками.
Конечно самому нравится с красным наконечником. Он дольше всех стоит при сварке. Но как выше написал — не безопасно.
Серый должен не гнуться, а ломаться. А то встречал что гнуть можно. Поэтому и варит так же — ни как.
Заточку надо подбирать под себя. Т.е. угол заточки это еще одна интересная тема.
Заточку осуществлять на алмазном диске и вдоль оси электрода. Это то же еще одна тема Если есть спец машинка, то она сделает все за вас и остается только получать удовольствие от сварки.
- Наверх
- Вставить ник
#5 Шурпет
Отправлено 15 July 2016 16:35
sashasin1975, WL-20, 2. 4 мм.
4 мм.
- Наверх
- Вставить ник
#6 schkaliki
Отправлено 15 July 2016 16:38
copich, Дружище, эти высказывания можно отправить в «Пёрлы сварщиков»: …..
Он дольше всех стоит при сварке.
,
Но как выше написал — не безопасно
,
Серый должен не гнуться, а ломаться
,
А то встречал что гнуть можно. Поэтому и варит так же — ни как.
,
Заточку надо подбирать под себя
,
Если есть спец машинка, то она сделает все за вас и остается только получать удовольствие от сварки.

, Пропустил первую фразу…
Сообщение отредактировал schkaliki: 15 July 2016 16:40
- Наверх
- Вставить ник
#7 schkaliki
Отправлено 15 July 2016 16:40
Конечно самому нравится с красным наконечником.
Сообщение отредактировал schkaliki: 15 July 2016 16:40
- Наверх
- Вставить ник
#8 sashasin1975
Отправлено 16 July 2016 07:32
copich, Дружище, эти высказывания можно отправить в «Пёрлы сварщиков»: .
 ….
….мне не понятен ваш ответ. Я в тиг сварке только теоретик. Хочу освоить. Свар. апарат позволяет. Для вас обычные вещи есть обыденность — для меня нет. У новичков всегда есть банальные и глупые вопросы — потому что человвек хочет научиться..
- Наверх
- Вставить ник
#9 schkaliki
Отправлено 16 July 2016 19:58
sashasin1975, Добрый день. Мой ответ был не для вас и вообще ни для кого. Если вы внимательно посмотрите тему, указанную мною выше, то поймете о чем шла речь. В «пёрлах» мы собираем все наши и не наши крылатые фразы, которые в серой обыденности хоть немного поднимают настроение- тут нет ни какого намёка на уязвление чего-то самолюбия… Ну а теперь по-существу- ваша тема явно продублирована, вам надо просто повнимательнее полистать странички форума. Наберите в правом углу в окошечке «Советы начинающему аргонщику, часть вторая» откройте страницу 42, пост 829 , там все разложено по полочкам. Можете прочитать и всю первую часть и вторую — найдете много полезного.
Наберите в правом углу в окошечке «Советы начинающему аргонщику, часть вторая» откройте страницу 42, пост 829 , там все разложено по полочкам. Можете прочитать и всю первую часть и вторую — найдете много полезного.
Сообщение отредактировал schkaliki: 16 July 2016 20:13
- Наверх
- Вставить ник
#10 sanec
Отправлено 16 July 2016 21:31
мне не понятен ваш ответ.
Мой выбор, точнее я пользуюсь.
Красными для постоянки. Золотыми для переменки. Можно на первое время и зелёные для переменки, они дешевле, будете отламывать как макнули.
Золотые годятся и на постоянку, универсальные.
Сообщение отредактировал sanec: 16 July 2016 21:39
- Наверх
- Вставить ник
#11 pavel83
Отправлено 17 July 2016 07:03
- Наверх
- Вставить ник
#12 sashasin1975
Отправлено 17 July 2016 22:48
Всем спасибо за участие. Я прояснил для себя этот вопрос.
Я прояснил для себя этот вопрос.
- Наверх
- Вставить ник
#13 copich
Отправлено 18 July 2016 10:10
schkaliki, а чего тут перлового??? Что так умиляет ваше сознание? От чего вам стало весело?
Если выделять мои реплики из текста, то смысл теряется и так можно глумиться над каждым. Ценность моих фраз не в отдельных словах, а ВМЕСТЕ!!!
Вы бы написали чем пользуетесь и какие ощущения. У стоматологов и тех есть любимые инструменты и мази, уколы и т.п. Поэтому и тут хоть есть ГОСТ или ТУ, но кому-то чем-то больше нравится работать и т.п.
Я видел как вольфрамовый электрод ГНЕТСЯ!!! При этом им можно варить. Хотя дуга не стабильная. Но варить то можно. А вот другой электрод можно только сломать, как и должен себя вести вольфрамовый электрод, так он и совсем по другому дугу держит.
На выставке подарили для пробы «вольфрамовый электрод», так он что на переменке, что на черняге дает странный результат … варить варит, но шов черный и сам он черный становится, но не сгорает сам. Поэтому можно глумиться сколько угодно, но от глума ни кому легче не станет!
Лучше помогите добрым и качественным советом, а глумиться в http://websvarka.ru/…rum/7-kurilka/
Сообщение отредактировал copich: 18 July 2016 10:11
- Наверх
- Вставить ник
#14 schkaliki
Отправлено 18 July 2016 13:09
copich,, Дружище, я и не думал глумиться. Написал-же, что эти фразы можно перенести в «Пёрлы…», даже можно последний абзац полностью- реплики всё равно звучат как-бы независимо друг от друга. Ещё раз повторю- мой ответ был не для кого, в том числе и не для вас, просто прозвучал как предложение к модераторам. Не обижайтесь!. А теперь по-существу: данную тему считаю засорением (или дублированием-как хотите) форума. Такая уже имеется,там всё показано, рассказано и описано. Есть и советы по использованию и ощущениям и т.д и т.п электродов при ТИГ-сварке. Просто кому-то лень читать….Еще раз- без обид. С уважением schkaliki.
Ещё раз повторю- мой ответ был не для кого, в том числе и не для вас, просто прозвучал как предложение к модераторам. Не обижайтесь!. А теперь по-существу: данную тему считаю засорением (или дублированием-как хотите) форума. Такая уже имеется,там всё показано, рассказано и описано. Есть и советы по использованию и ощущениям и т.д и т.п электродов при ТИГ-сварке. Просто кому-то лень читать….Еще раз- без обид. С уважением schkaliki.
Сообщение отредактировал schkaliki: 18 July 2016 13:10
- Наверх
- Вставить ник
#15 copich
Отправлено 19 July 2016 16:46
schkaliki, без обид. Не обижаюсь, просто тут несчего перлы выделять.
А то что разжевано, то дайте ссылку на эту тему. В любом случае без ссылки на действующую тему — остальное глум.
А пару строк написать, мне лично не лень.
- Наверх
- Вставить ник
#16 schkaliki
Отправлено 19 July 2016 18:23
copich,Все понял. Прочтите мои сообщения выше- там и раздел указан и страница и номер поста. Ссылки с моего телефона вставлять не получается.
- Наверх
- Вставить ник
#17 copich
Отправлено 19 July 2016 20:22
schkaliki, прошу прощения, слона то и не приметил
тема раскрыта. Автор удовлетворен. Всех поблагодарил! В общем идем — а потом
Автор удовлетворен. Всех поблагодарил! В общем идем — а потом
- Наверх
- Вставить ник
#18 gaussvec
Отправлено 29 January 2017 15:13
В местном магазине появился «электрод вольфрамовый Е-3 (фиолетовый)» пишут что смесь разных оксидов.
Кто работал, как в работе по сравнение с лантаном и церием?
- Наверх
- Вставить ник
#19 psi
Отправлено 29 January 2017 18:09
gaussvec, маркетинговый ход… Какие добавлены смеси оксидов?
- Наверх
- Вставить ник
#20 elmech
Отправлено 29 January 2017 18:31
В местном магазине появился «электрод вольфрамовый Е-3 (фиолетовый)» пишут что смесь разных оксидов.
Кто работал, как в работе по сравнение с лантаном и церием?

На DC разницы между WR20 (бирюзовые) и этими не заметил, на переменке фиолетовыми не пробовал, они у меня Д=1.0, варил ними нержу 0.8. И те и другие Бинзелевские.
psi, они не пишут, просто «смесь оксидов редкоземельных металлов».
- Наверх
- Вставить ник
Вольфрамовые электроды для аргонодуговой сварки по цветам
В последнее время сварочные работы получили достаточно большое распространение, что связано с высоким качеством получаемого шва и многими другими моментами. Проводить сварку можно с использованием специального оборудования, а также расходного материала – электродов. Вольфрамовые электроды для аргонодуговой сварки на сегодняшний день весьма распространены. Они представляют собой неплавящийся подводник, который предназначен для работы в защитной среде. В качестве защитной среды могут применяться газ аргона или гелия.
Вольфрамовые электроды для аргонодуговой сварки
При применении специального электрода для рельефной сварки стоит учитывать, что он предназначен для образования дуги и ее удерживания, не выступает в качестве припоя. Для использования вольфрамовых электродов требуются специальные сварочные аппараты. Классификацияимеет огромное количество особенностей, к примеру, применяются различные цвета для обозначения химического состава.
Содержание
Маркировка вольфрамовых электродов
Вольфрам идеально подходит в качестве тугоплавкого материала, который предназначен для стабилизации образующейся дуги. К особенностям этого расходного материала отнесем следующие моменты:
- Выдерживает длительную работу под высоким напряжением.
- Применяемый материал при изготовлении способен выдерживать длительное воздействие высокой температуры.
- Плавится вольфрам намного медленнее, чем другие материалы, применяемые при изготовлении электродов.
Вольфрамовые электроды для аргонодуговой сварки классифицируются по цветам и многим другим признакам. Деление на классы позволяет существенно упростить выбор. При выборе учитываются многие особенности процесса сварки металлов. Маркировка электродов проводится для обозначения размера прутка и химического состава, а также других значимых характеристик.
Деление на классы позволяет существенно упростить выбор. При выборе учитываются многие особенности процесса сварки металлов. Маркировка электродов проводится для обозначения размера прутка и химического состава, а также других значимых характеристик.
Характеристики различных марок вольфрамовых электродов
Уделяя внимание обозначению маркировки вольфрамовых электродов ТИГ и других вариантов, исполнения следует отметить нижеприведенные моменты:
- Первый символ в маркировке, который указывает на применение вольфрама в качестве основного материала при изготовлении электродов, всегда «W».
- Следующий символ предназначается для обозначения металлов. Как правило, концентрация примесей указывается в процентном соотношении. К примеру, число 20 говорит о концентрации примеси 2%.
- Следующее число указывает на длину прутка. Наиболее распространенным вариантом исполнения можно назвать вольфрамовый электрод с длиной 175 мм. На рынке можно встретить и другие варианты исполнения рассматриваемого изделия.

Стоит учитывать, что пруток из чистого вольфрама на сегодняшний день применяется крайне редко, так как с ним могут работать исключительно сварочные аппараты TIG (даже при их использовании может возникнуть много трудностей). Примеси применяются для изменения следующих показателей:
- проводимости;
- плавкости;
- дугообразования;
- прочности.
Международные стандарты, применяемые при обозначении, определяют следующие моменты:
- WP – обозначение, которое используется для электродов с чистым вольфрамом. На примеси уходит менее 0,5%. Как ранее было отмечено, подобные варианты исполнения довольно трудно применять при сварке.
- С – символ, применяемый для обозначения примеси Церия. Стоит учитывать, что для данного варианта исполнения применяется также серый цвет обозначения. Подходит вольфрамовый электрод с подобной примесью для многих аппаратов
- Т – применяется для обозначения диоксида тория. Для маркировки подобного стержня принято использовать красный цвет. Область применения весьма обширна, как правило, проводится плавка цветных металлов, к примеру, нержавеющей стали. При выборе этого варианта исполнения следует помнить о его существенном недостатке – применяемая лигатура зачастую радиоактивная. Именно поэтому при изготовлении применяется столь яркий цвет. Во время проведения работы нужно соблюдать технику безопасности. Достоинством этого типа прудков можно назвать высокую прочность.
- Z–обозначение оксида циркония. Для обозначения данной примеси применятся белый цвет. Чаще всего подобный вариант исполнения вольфрамового электрода используется при работе с медью или алюминием. За счет определенной концентрации оксида циркония повышается стабильность образующейся дуги.
- Y – диоксид иттрия. Для обозначения этого легирующего элемента применяется темно-синий оттенок. Область применения – производственные цехи, в которых получают конструкцию, рассчитанную на выдерживание высокой нагрузки. Подходит для сваривания меди, титана и некоторых сталей.
- L – обозначение оксида лантана. Стоит учитывать, что данный вариант исполнения может маркироваться самым различным образом. Изделие считается универсальным предложением, которое подходит для работы с постоянным и переменным током. Основными эксплуатационными качествами можно считать высокую прочность и устойчивость к воздействию критических температур.
 Для маркировки подобного стержня принято использовать красный цвет. Область применения весьма обширна, как правило, проводится плавка цветных металлов, к примеру, нержавеющей стали. При выборе этого варианта исполнения следует помнить о его существенном недостатке – применяемая лигатура зачастую радиоактивная. Именно поэтому при изготовлении применяется столь яркий цвет. Во время проведения работы нужно соблюдать технику безопасности. Достоинством этого типа прудков можно назвать высокую прочность.
Для маркировки подобного стержня принято использовать красный цвет. Область применения весьма обширна, как правило, проводится плавка цветных металлов, к примеру, нержавеющей стали. При выборе этого варианта исполнения следует помнить о его существенном недостатке – применяемая лигатура зачастую радиоактивная. Именно поэтому при изготовлении применяется столь яркий цвет. Во время проведения работы нужно соблюдать технику безопасности. Достоинством этого типа прудков можно назвать высокую прочность. Подходит для сваривания меди, титана и некоторых сталей.
Подходит для сваривания меди, титана и некоторых сталей.Цветовая маркировка вольфрамовых электродов
Цветная маркировка вольфрамовых электродов применяется для того, чтобы упростить процесс подбора расходного материала к определенным условиям работы.
Особенности сварки вольфрамовым электродом
Правильно выбрав электроды для сварки, можно лишь обеспечить условия для проведения качественной работы. Каждый сварщик должен знать все особенности сварки в аргоновой среде, когда применяются неплавящиеся электроды из вольфрама. Среди особенностей отметим следующие моменты:
- При соединении нержавеющей стали или других материалов наконечник выступает в качестве проводника тока. Плавящиеся электродымогут иметь разную форму наконечника, так как этот параметр не отражается на особенностях проводимой работы.
- За счет правильной заточки формируется стабильная дуга. Если допустить ошибку при заточке, образующаяся дуга будет нестабильной, что не позволит получить качественный шов.
- При применении вольфрамовых электродов учитывается их химический состав и многие другие моменты.
 Плавящиеся электродымогут иметь разную форму наконечника, так как этот параметр не отражается на особенностях проводимой работы.
Плавящиеся электродымогут иметь разную форму наконечника, так как этот параметр не отражается на особенностях проводимой работы.Сварка вольфрамовым электродом
В некоторых случаях без подобных электродов просто не обойтись, но при обычной сварке их применять не рекомендуется.
Заточка вольфрамовых электродов
Заточка вольфрамовых электродов должна проводиться для того, чтобы можно было получить ровный шов при минимальных трудовых затратах. Заточка вольфрамовых сварочных электродов для аргонной сварки может проводиться для получения следующей формы:
- сферы;
- конуса.
Кроме этого, при проведении рассматриваемого процесса уделяется внимание:
- углу заточки;
- длине участка, с которого снимается материал при заточке.

Длина определяется при помощи специальной формулы, а вот выдержать требуемый угол заточки довольно сложно.
Особенности заточки вольфрамовых стержней также заключаются в нижеприведенных моментах:
- С увеличением угла существенно повышается качество получаемого изделия, но возникают трудности при сваривании элементов, изготовляемых из толстого металла.
- При выдерживании 60-ти градусов формирующаяся дуга становится более стабильной, перестает скакать, за счет чего процесс сварки существенно упрощается.
Приведенная ваше информация определяет то, что угол заточки выбирается в зависимости от особенностей конкретного случая. Если предъявляются высокие требования к получаемому шву, то заточка проводится под острым углом, если важна производительность, его можно снизить.
Правила заточки вольфрамовых электродов
Образование требующейся формы наконечника может проводится вручную или при использовании специальных инструментов. Для срезания материала может использоваться болгарка или наждачный круг. Кроме этого, в продаже встречается и специальное оборудование, предназначенное для проведения рассматриваемой работы.
Для срезания материала может использоваться болгарка или наждачный круг. Кроме этого, в продаже встречается и специальное оборудование, предназначенное для проведения рассматриваемой работы.
При выполнении заточки вручную могут допускаться следующие ошибки:
- Создается слишком острый угол. За счет допущения подобной ошибки материал начинает слишком быстро плавиться, работа существенно усложняется. Слишком острый угол создается лишь в том случае, когда нужно получить высококачественный шов. Перед тем как проводить сварку при большом угле заточки следует немного потренироваться, так как задача существенно усложняется.
- Следует выдерживать ширину. Слишком большой или малый показатель становится причиной, по которой нельзя выдержать требуемые параметры проплавления шва.
- Довольно часто встречается ситуация, при которой заточка проводится несимметрично. Это приводит к тому, что контролировать передвижение дуги становится очень сложно. Именно поэтому при проведении работы не стоит спешить, лучше всего проверять симметричность периодически, так как на определенном этапе исправить дефект уже будет невозможно.
- При критическом снижении угла заточки снижается степень проплавки получаемого шва.
- При применении болгарки есть вероятность того, что на поверхности появятся небольшие канавки. Этот дефект становится причиной блуждания дуги. Именно поэтому при проведении работы следует быть осторожным, не следует делать резких движений.
Если аргонодуговая сварка проводится часто, то следует применить специальный затачивающий станок. Кроме этого, некоторые фирмы предоставляют соответствующие услуги. Процесс заточки должен проводиться также с учетом того, какой материал будет обрабатываться.
В заключение отметим, что стоимость вольфрамовых электродов весьма велика. Это связано со сложностью производства, количеством и типом используемых материалов при изготовлении. Выпускают подобные изделия самые различные производители, большей популярностью пользуется продукция зарубежных производителей, но можно приобрести и варианты исполнения, предлагаемые отечественными производителями.
для чего нужны в аргоннодуговой сварке, маркировка по цветам. машинка для заточки, использование неплавящихся для инвертора, гост 23949-80 – Расходники и комплектующие на Svarka.guru
Электродуговая сварка осуществляется двумя типами электродов: плавкими и неплавкими. Вольфрамовые электроды являются неплавкими, то есть не расходуются в процессе сварки, становясь частью материала шва. Они служат только для того, чтобы подвести электрический ток к месту горения электродуги. Добавки к материалу электрода — металлу вольфраму используются для оптимизации свойств для работы с теми или иными сплавами.
Содержание
- 1 Способ применения
- 2 Сферы использования различных марок
- 3 Критерии выбора
- 4 Маркировка и характеристики
- 4.1 WP
- 4.2 WZ-8
- 4.3 WT-20
- 4.4 WY-20
- 4.5 WC-20
- 4.6 WL-15 и WL-20
- 5 Категории
- 6 Заточка
- 7 Аргонодуговая сварка неплавящимся электродом (TIG)
- 8 Плавящимся электродом
- 9 Заключение
Способ применения
Изделия используются для сварки под флюсом или в атмосфере защитных газов, прежде всего- аргона. Вольфрам – наиболее тугоплавкий металл, поэтому он подходит для сваривания всех остальных. При посредстве аргонной сварки сваривают цветные и легкие металлы. Другими способами варить титановые сплавы практически невозможно.
Вольфрам – наиболее тугоплавкий металл, поэтому он подходит для сваривания всех остальных. При посредстве аргонной сварки сваривают цветные и легкие металлы. Другими способами варить титановые сплавы практически невозможно.
Вольфрамовый электрод вставляется в горелку, через нее подается защитный газ и напряжение на электрод. На заготовку подключают второй кабель, и электрическая цепь замыкается через воздушный промежуток между кончиком вольфрамового стержня и заготовкой. В нем и поджигается электродуга. Облако защитного газа вытесняет воздух, не допуская контакта между кислородом и азотом воздуха и расплавленным металлов в сварочной ванне. Сбоку в рабочую зону вводится пруток присадочного материала.
Сварщик держит горелку правой рукой, а пруток- левой. Их следует вести вдоль линии шва синхронно, поддерживая достаточное для формирования материала шва поступление металла прутка в сварочную ванну. Для этого необходима идеальная координация движений.
В качества источника тока используют:
- инвертор;
- сварочный трансформатор;
- выпрямитель.

Многофункциональные инверторы вытесняют морально устаревшие источники тока. Они поддерживают разные режимы полярности: прямую, обратную и переменный ток.
При работе переменным током в дополнение к источнику тока подключается высокочастотный осциллятор. Подаваемые им в рабочуюю цепь высокочастотные импульсы помогают разжечь дугу и поддерживать ее стабильность.
Сферы использования различных марок
В зависимости от материала стержня каждая марка имеет свою предпочтительную сферу использования. Чтобы отличать марки, принята международная система наименований и цветной маркировки.
- WP – зеленый. Состоят из практически чистого вольфрама (99,9%). для работы переменным током. Подходит для соеинения Al, Mg, Ni, Cu и их сплавов.
- WC 20 – серый. Для сварки постоянным током прямой полярности нержавейки и легированных сплавов, Mo, Ta, Ti.
- WL – синий. Применяются для работы прямой полярностью и переменным током. Рекомендованы для наплавочных работ, сварку тонколистовых деталей из стальных сплавов.
- WZ – белый. Для сваривания переменным током. Оптимизированы для Al, сплавов AL-Cu, Mg, Ni в различных комбинациях.;
- WT 20 – красный. Рекомендуются для работы постоянным током обратной полярности по легированным сплавам, Cu, Ni, Ti.
 Применяются для работы прямой полярностью и переменным током. Рекомендованы для наплавочных работ, сварку тонколистовых деталей из стальных сплавов.
Применяются для работы прямой полярностью и переменным током. Рекомендованы для наплавочных работ, сварку тонколистовых деталей из стальных сплавов.Применение электродов не по назначению весьма рискованно. Оно вдет к снижению прочности шва и повышенному расходу энергоресурсов и сварочных материалов.
Критерии выбора
Вольфрамовые электроды, используемые для аргонодуговой сварки, различаются по цветам наконечника. При подборе электродов следует исходить прежде всего из материала соединяемых заготовок. Различия и характеристики разных марок сведены в таблицу.
Необходимо учитывать такие параметры, как:
- химический состав, присадки;
- диаметр стержня;
- форма заостренного конца;
- степень заточки.

Диаметр выбирается, исходя из толщины заготовок.
Маркировка и характеристики
Маркировка проводится в соответствии с DIN EN 26848 и соответствующим ему ГОСТу 23949-80.
Начинается маркировка с литеры — W- это символ вольфрама в Периодической системе элементов. Следующий символ- указывает на присадки, добавленную к вольфраму. Добавки применяются, чтобы улучшить одно из свойств:
- плавкости;
- легкость розжига дуги;
- электропроводимость;
- прочностные параметры.
Следующее число выражает массовую долю этой присадки в тысячных долях. Так, число 10 будет означать 1% добавки. Второе из чисел означает длину стержня. Используются длины в 50, 100, 150, 175 мм. Дополнительно используется цветовая метка-наконечник.
WP
Стержень из чистого вольфрама отличается слабой разжигаемостью дуги и малом сроком службы. Не выдерживает сильных токов.
Режимы сваивания меди маркой WP.
WZ-8
Присадки циркония несколько упрощают розжиг, позволяют увеличить срок работы. Используются при сваривании алюминия и других легких металлов переменным током с ассиметричным фазовым профилем.
WT-20
Торированные. Несмотря на малую массовую долю, торий, являющийся радиоактивным элементом, представляет собой серьезную угрозу здоровью сварщика, особенно при продолжительной работе.
[stextbox id=’alert’]При работе необходимо организовать качественную вытяжку, работать в плотной одеже и респираторе. Рекомендовано применение сварочной маски с изолированным воздухоснабжением.[/stextbox]
Использование тория позволяет продлить срок службы электрода по сравнению с чисто вольфрамовым. Увеличивается также и максимальная сила тока; легко разжигается дуга.
WY-20
В качестве добавки используется диоксид иттрия. Этот редкоземельный металл дает возможность значительно повысить силу сварочного тока и не опасен для здоровья. Используется для сваривания заготовок большой толщины сильными токами.
Используется для сваривания заготовок большой толщины сильными токами.
WC-20
В качестве присадки используется церий. Он не радиоактивен, и позволяет существенно улучшить основные характеристики, прежде всего, розжиг дуги и срок службы. Повышается и максимальный сварочный ток.
Режимы для соединения титановых заготовок.
WL-15 и WL-20
Использование лантана дало возможность создать универсальный электрод, пригодный для переменного и постоянного тока. Такие стержни особенно хорошо держат форму заточки острия, давая больше возможностей для работы без перерывов.
Рабочие режимы, рекомендуемые для стержней марки WL.
Кроме международного обозначения, встречаются и традиционные отечественные обозначения. К ним относятся:
- ВЛ/ЭВЛ-2 с 2 % лантана, универсального применения;
- ЭВИ-1/СВИ-1 с 1% диоксида иттрия, рекомендован для нержавейки, Ti, Cu и конструкционными углеродистыми сплавами.

Иттрированные электроды используются на постоянном токе.
Категории
Классификация изделий подразумевает разделение их на три основных типа:
- Для переменного тока. Постоянное изменение полярности предохраняет от образования на поверхности сварочной ванны оксидной пленки. Используется для соединения легких металлов.
- Для постоянного тока. Пригодны для соединения Cu, Fe, Ni, Ta и сплавов в различных комбинациях.
- Универсальные. Могут достаточно хорошо работать как на переменном, так и на постоянном напряжении. Применяются для сварки широкого диапазона металлов и их сплавов.
Универсальные электроды используются для монтажа магистральных трубопроводов. Они не прожигают тонкие листы и дают высокое качество шва.
Заточка
Форма острия электрода влияет на стабильность и энергетику электрической дуги. Они, в свою очередь, определяют размеры сварочной ванны, глубину и ширину получающегося шва.
Кроме параметров заготовок, при выборе формы заточки учитывают и тип электрода. Общая форма для всех электродов — это конус под острым углом уклона. Для марок P, L на кончике конуса формируют небольшой шарик. Это позволяет выдерживать большие термические нагрузки. Для стержней с добавкой тория (марки Т) формируют лишь небольшой полукруглый выступ.
Машинка, применяемая для закточки эдектродов.
Заточку осуществляют несколькими методами:
- ручная заточная машинка;
- электроточило;
- специализированный станок;
- химическим воздействием.
Во время сварки вольфрамовый стрежень не плавится, как плавкие электроды. Но некоторое выгорание его происходит. Поэтому время от времени заточку кончика нужно проверять и при необходимости затачивать его повторно.
Аргонодуговая сварка неплавящимся электродом (TIG)
Технология получения сварных соединений в защитной атмосфере инертных газов обладает рядом достоинств. Среди них:
- высокая прочность и долговечность шва;
- стабильность глубины проплавления;
- высокая производительность;
- пригодность для сварки тонких заготовок;
- работа с цветными металлами, черными и нержавеющими стальными сплавами.

Сваривание неплавящимся электродом, изготовленным из вольфрама с определенными добавками, называется TIG (Tungsten Inert Gas). Она применяется для сваривания титана. Этот металл в нагретом состоянии приобретает повышенную химическую активность, реагируя с кислородом, азотом и водяными парами, содержащимися в воздухе. Защитная атмосфера препятствует контакту металла сварочной ванны и околошовной зоны с воздухом и защищает его от окисления.
Неплавящийся электрод создает электрическую дугу. Для формирования материала шва используется пруток присадочного материала, который сварщики подает в рабочую зону левой рукой. Пруток плавится от тепла, создаваемого дугой, и стекает в сварочную ванну, смешиваясь с расплавленными кромками заготовок.
Температура плавления вольфрама в 3400оС позволяет сваривать любые металлы и их сплавы. В качестве защитного газа применяют углекислый газ, аргон, и гелий, а также их смеси.
Наиболее эффективную защиту осуществляет гелий. Он обходится дорого, поэтому его применяют только для самых ответственных швов и особо активных металлов.
Он обходится дорого, поэтому его применяют только для самых ответственных швов и особо активных металлов.
Аргон существенно дешевле, это наиболее массовый защитный газ, применяемый по нержавеющей стали и цветным металлам, и их сплавам.
Низколегированные сплавы варят в защитной атмосфере углекислого газа, он еще дешевле и позволяет получать соединения хорошего качества.
Современное оборудование, используемое при дуговой сварке в аргоне, позволяет с высокой точностью регулировать сварочные режимы. Это помогает достигать цели — оптимальных характеристик дуги. Это позволяет получать высококачественные швы на изделиях самых разных толщин и пространственных конфигураций. Особенно важно это в таких отраслях, как:
- аэрокосмическая;
- пищевое машиностроение;
- медицина;
- производство вооружений;
- атомное и химическое машиностроение.
При сварке заготовок из алюминия на поверхности сварочной ванны постоянно образуется оксидная пленка. Это тугоплавкое соединение мешает нормальной сварке. Чтобы разрушить оксиды, ведут сварку переменным током. Постоянное изменение полярности не дает образоваться пленке.
Это тугоплавкое соединение мешает нормальной сварке. Чтобы разрушить оксиды, ведут сварку переменным током. Постоянное изменение полярности не дает образоваться пленке.
Используют ассиметричную форму импульса: положительная полуволна разогревает металл, а отрицательная – разрушает оксидную пленку. Особенно важно подавать газ в рабочую зону за несколько секунд до поджига дуги и прекращать подачу после завершения шва с некоторой задержкой, чтобы дать шву остыть в защитной атмосфере.
[stextbox id=’alert’]Аргон, используемый для сварки, должен отвечать жестким требованиям по своим физико-химическим свойствам. Он должен иметь нормированную долю примесей и быть полностью обезвожен.[/stextbox]
Необходимо качественно подготовить заготовки к сварке: разделать кромки шва, зачистить и обезжирить сварочную зону.
Аргонодуговая сварка проходит обычно на медных подкладных пластинах, защищающих шов от контакта с воздухом с обратной стороны и не дающих расплаву вытекать вниз
Плавящимся электродом
Кроме широко применяемой технологии TIG используется и способ сварки в аргоновой среде плавящимся электродом. При этом отпадает необходимость вручную подавать в сварочную зону присадочный материал. Для этого используется специальное сварочное оборудование- полуавтоматический аппарат.
При этом отпадает необходимость вручную подавать в сварочную зону присадочный материал. Для этого используется специальное сварочное оборудование- полуавтоматический аппарат.
Присадочный материал в виде проволоки непрерывно подается специальным механизмом в зону сварки. Проволока с бобины проходит через подающие ролики и далее через рукав в горелку. По тому же рукаву проходит и защитный газ, и электрический кабель. Сварщик не должен следить за синхронностью движения горелки и прутка присадочного материала, а может полностью сосредоточиться на точности выполнения рисунка шва.
Такая технология не требует настолько высокой квалификации и опыта от сварщика, как технология TIG. Производительность работы полуавтоматом также значительно выше, поскольку не нужно делать перерывы для замены присадочного прутка. Проволоки на бобине хватит на самый длинный шов.
Заключение
Вольфрамовые электроды используются в аргонодуговой сварке. Она позволяет быстро и прочно сваривать практически все известные металлы и их сплавы. Для улучшения свойств электродов в них добавляют различные присадки. Кончик стержня необходимо периодически затачивать для сохранения его свойств и обеспечения высокого качества шва.
Для улучшения свойств электродов в них добавляют различные присадки. Кончик стержня необходимо периодически затачивать для сохранения его свойств и обеспечения высокого качества шва.
Руководство по выбору правильного вольфрама – сварщики SPARC
От новичков до тех, у кого многолетний опыт сварки TIG, вопросы неизбежны. Один из самых частых вопросов, которые мы слышим: «Как мне правильно выбрать вольфрам для сварки TIG?».
Дело в том, что мир сварки всегда полон инноваций. С помощью новых и интересных методов, инструментов и продуктов мастера могут создавать впечатляющие, прочные сварные швы, на которые также приятно смотреть.
С помощью новых и интересных методов, инструментов и продуктов мастера могут создавать впечатляющие, прочные сварные швы, на которые также приятно смотреть.
Если вы хотите улучшить свои навыки сварки TIG и получить максимальную отдачу от своего сварочного аппарата, у нас есть решение для вас. Выбор подходящего вольфрама для сварки TIG — обязательный первый шаг.
Но с таким количеством доступных опций легко запутаться. Дело в том, что «правильный» вольфрам для работы будет варьироваться в зависимости от ряда факторов. К ним относятся тип сварного шва, свариваемый материал (материалы), толщина материала и используемый источник питания.
Независимо от того, используете ли вы сварку на постоянном или переменном токе, это руководство поможет! Мы познакомим вас со всеми тонкостями, из которых вольфрам лучше всего подходит для выполнения поставленной задачи.
При правильном выборе вольфрама возможно достижение желанного вида «сложенных десятицентовиков».
Как правильно выбрать вольфрам для сварки TIG
Сварка вольфрамовым электродом в среде инертного газа, более известная как сварка TIG для краткости, использует электроды на основе вольфрама для эффективного соединения различных типов металлов. Эти электроды жизненно важны для процесса, направляя ток, необходимый для создания вашей дуги.
Вольфрамовые электроды часто сплавляют с целым рядом различных металлов с различными размерами и типами, необходимыми для конкретных материалов и сварных швов. Кроме того, многие сварщики отдают предпочтение одному типу, а не другому, что делает выбор вольфрама как практичным, так и личным.
Помимо материала и предпочтений для конкретной задачи, некоторые типы электродов имеют тенденцию лучше работать с постоянным током (DC). Другие работают лучше с переменным током (AC).
Цветовое кодирование вольфрама: в чем дело?
Цветовое кодирование может вернуть вас в начальную школу, но в этом случае вы будете рады, что сообщество сварщиков сделало это. Сварочные электроды следуют простому методу цветовой кодировки, чтобы определить, что к чему.
Электроды для сварки ВИГ классифицируются по цвету в зависимости от состава электрода. Это облегчает их поиск и экономит ваше время на работе.
При большом выборе цветов легко растеряться. Мы разберем каждый цвет и объясним, какой из них вам следует использовать!
Зеленые электроды для сварки ВИГ
Изготовленные из чистого вольфрама (99,5%), зеленые сварочные электроды ВИГ чаще всего используются при сварке магния или алюминия переменным током (AC). Вы, вероятно, найдете зеленые сварочные электроды в любом сварочном цехе, который вы посещаете.
Вы, вероятно, найдете зеленые сварочные электроды в любом сварочном цехе, который вы посещаете.
Популярный благодаря своей доступности, зеленый вольфрам дешевле других вариантов. Но эта первоначальная экономия будет стоить вам в других областях. Зеленый вольфрам имеет тенденцию выгорать значительно быстрее, чем другие типы сплавов. Из-за этого мы всегда предлагаем запастись, если вы планируете использовать зеленый вольфрам.
Преимущества использования зеленого вольфрама:
· Доступен по цене и доступен оптом
· Идеально подходит для работы с переменным током
· Идеально подходит для сварки волной волны
· Образует чистый закругленный наконечник, обеспечивающий хорошую стабильность дуги
3
· Хорошо подходит для сварки магния и алюминия
Недостатки использования зеленого вольфрама:
·Высокий уровень расхода означает, что вы будете прожигать их быстро
·Плохой старт по сравнению с электродами с церием или торием
· Более слабая дуга не идеальна для сварки на постоянном токе
Красные торированные электроды для сварки TIG
Красные вольфрамовые электроды – широко используемые электроды, пользующиеся уважением благодаря простоте использования (идеально подходит для новичков) и долговечности.
Красный Торированные электроды изготавливаются из минимум 97,3% вольфрама и 1,7-2,2% тория. Эта комбинация упоминается как «2% thoriated». Равномерное распределение вольфрама по всему электроду помогает создать и сохранить острую кромку. Красные электроды идеально подходят для сварки тонкой стали и металлов.
Присутствие тория улучшает характеристики электронной эмиссии электрода, ускоряя запуск дуги и позволяя сварщику достичь повышенной токовой нагрузки. Поскольку красные торированные электроды способны работать при температуре ниже точки плавления, достигается более низкая скорость горения (скорость расхода). Это означает, что каждый электрод прослужит долго.
Другими важными характеристиками являются уменьшенное блуждание дуги и повышенная стабильность при меньшем осаждении вольфрама в сварочной ванне.
Красный вольфрам идеально подходит для специальной сварки переменным током, включая, помимо прочего, сварку материалов менее 0,0 и тонколистового алюминия. Красный вольфрам также предпочтителен для сварки постоянным током с прямой полярностью или отрицательным электродом на никеле, стали, нержавеющей стали и титане.
Красный вольфрам также предпочтителен для сварки постоянным током с прямой полярностью или отрицательным электродом на никеле, стали, нержавеющей стали и титане.
Предупреждение: Торий является радиоактивным материалом. Всегда соблюдайте надлежащие протоколы безопасности и инструкции производителя, а также Паспорт безопасности материала (MSDS).
Преимущества использования красного вольфрама:
·Долговечность (низкий уровень расхода)
·Легко установить и сохранить острую кромку
·Легко работать (идеально подходит для новичков)
·Низкое загрязнение сварочной ванны
3 ·
· Обеспечивает хорошее зажигание дуги
·Более высокая допустимая нагрузка по току
·Можно использовать как для сварки на переменном, так и на постоянном токе
·Хорошо подходит для тонких металлов и сплавов, таких как титан, сталь, алюминий, никель и др.
Недостатки использования красного вольфрама:
· Торий радиоактивен и представляет дополнительную опасность для здоровья
С красным вольфрамом легко работать, он долговечен. Однако торий радиоактивен, и необходимо соблюдать протоколы безопасности.
Оранжевые электроды для сварки вольфрамовым электродом в среде инертного газа
Электроды Orange Cerated, называемые «сертифицированными на 2 %», изготовлены из минимум 97,3 % вольфрама в сочетании с 1,8–2,2 % церия.
Идеально подходит для сварки постоянным током при использовании более низкого тока, также может быть эффективен при различных сварках переменным током.
Оранжевые электроды с церием, получившие признание благодаря впечатляющему зажиганию дуги при малой силе тока, популярны при сварке мелких или хрупких деталей. Оранжевые электроды также идеально подходят для сварки тонколистового металла, изготовления труб и многого другого. Подобно торию, оранжевый вольфрам лучше всего использовать для сварки титана, никелевых сплавов и сталей.
Оранжевые электроды также идеально подходят для сварки тонколистового металла, изготовления труб и многого другого. Подобно торию, оранжевый вольфрам лучше всего использовать для сварки титана, никелевых сплавов и сталей.
Преимущества использования Orange Ceriated:
·Может использоваться как при постоянном, так и при переменном токе
·Идеально подходит для слаботочной сварки
·Полезен при работе при более низких температурах
·Предпочтителен для деликатных работ
Недостатки использования оранжевых электродов с церием:
22 · Высокие токи могут изменить состав электрода
· Не идеальны для высокотемпературных применений
Вольфрамовые электроды с лантанатом золота
Изготовлены минимум из 97,8% вольфрама в сочетании с 1,3-1,7% лантана (лантана), эти «золотые» электроды часто называют «лантаносодержащими».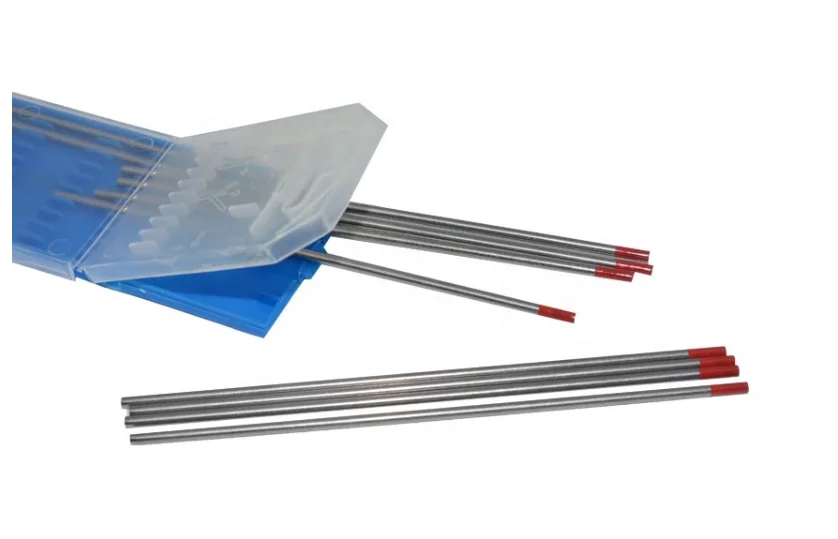
Золотые электроды наиболее известны своей способностью обеспечивать отличное зажигание дуги, низкую скорость расхода, стабильность дуги и превосходное повторное зажигание. Они предлагают многие из тех же преимуществ и характеристик, что и их цериевые аналоги.
Эти электроды могут хорошо работать как с постоянным, так и с переменным током с отрицательным заостренным концом электрода. Они также хорошо работают с источниками питания переменного тока с синусоидальной волной, когда они собраны для использования.
Вольфрам с лантанатом, обладающий хорошей заточенностью, идеален для использования при сварке нержавеющей стали или других сталей. Они могут использоваться на источниках переменного или постоянного тока прямоугольной формы.
Преимущества использования вольфрама с лантанатом золота:
·Приблиз. Допустимая нагрузка по току на 50 % выше, чем у чистого вольфрама
·Дуга может зажигаться и поддерживаться при более низком напряжении
·Подходит для сварки на переменном и постоянном токе
·Хорошее начало дуги
·Низкий расход
·Can weld from a square wave power source
·Versatile
Downsides of using Gold Lanthanated Tungsten:
· Not suitable for thinner metals
Choose the correct tungsten to achieve прочные сварные швы, которые также эстетичны.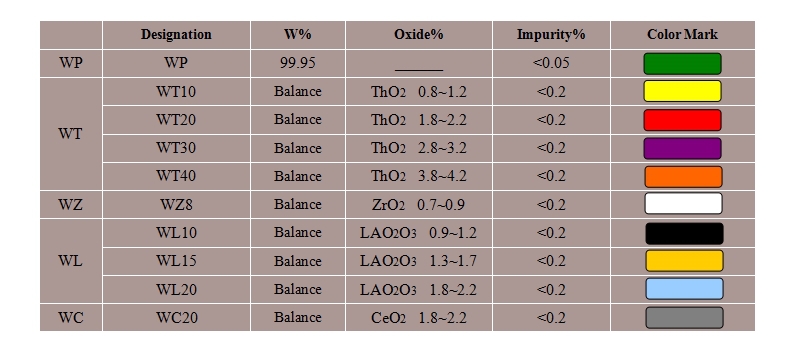
Коричневые циркониевые электроды для сварки TIG
Идеально подходят для сварки переменным током. Добавление циркония в электрод помогает предотвратить растрескивание. Он одновременно создает стабильную дугу и сводит к минимуму загрязнение сварочной ванны.
Что касается силы тока, он способен проводить ток, сравнимый с током, которым управляют торированные электроды.
Преимущества использования коричневого цирконированного вольфрама:
· Чрезвычайно стабильная дуга
· Высокостойкий к вольфрамовому плюту
· Идеально подходит для сварки переменного тока
· Хорошее удержание шарикового чаевого
· Высокое сопротивление. Недостатки использования коричневого цирконированного вольфрама:
·Не может использоваться для сварки постоянным током
Серые редкоземельные электроды
Серые редкоземельные электроды представляют собой специальные электроды, изготовленные (частично) из различных оксидов редкоземельных элементов. Каждый обычно перечисляет, какие оксиды присутствуют в стержне.
Каждый обычно перечисляет, какие оксиды присутствуют в стержне.
Эти специальные электроды, идеально подходящие для сварки на постоянном и переменном токе, требуют надлежащего обращения. При использовании каждого оксида редкоземельного элемента может потребоваться уникальный подход. Часто редкоземельные электроды меньшего размера соперничают со своими аналогами. Эти редкоземельные электроды способны выдерживать аналогичные токи, создавать стабильную дугу и иметь низкий уровень потребления.
Преимущества серых электродов из редкоземельных металлов:
· Может использоваться как для переменного, так и для постоянного тока
· Хорошие характеристики по току
· Низкий расход
· Стабильная дуга
· Меньшая сторона 9002 электрода
03
03 Серые электроды из редкоземельных металлов:
· Могут потребоваться специальные подходы и методы
· Обычно дороже
Серые электроды из редкоземельных металлов меньше по размеру, чем аналогичные электроды, обеспечивают стабильную дугу, низкое потребление и большой ток .
Фиолетовые вольфрамовые электроды
Нужны ториевые электроды, но с дополнительной безопасностью чего-то нерадиоактивного? Лучше всего подойдет фиолетовый вольфрамовый сварочный электрод. Изготовленные из смеси трех уникальных оксидов, эти электроды отличаются улучшенной скоростью воспламенения, более холодным ходом и отсутствием излучения.
Преимущества фиолетовых вольфрамовых электродов:
·Все преимущества ториевых электродов без излучения
· Низкая скорость потребления
· Стабильность хорошей дуги
· Прогон охладителя
· Более быстрое зажигание
Перекачивания пурпурных вольфра представляют собой идеальное сочетание преимуществ и безопасности.
Правильный выбор вольфрама: правильное решение
Независимо от области применения, выбор правильного типа вольфрама обеспечит превосходное качество дуги и улучшенные характеристики сварного шва. Каждый тип имеет свои преимущества и недостатки, но, следуя советам в этом руководстве, вы можете использовать каждый из них в своих интересах.
Мы надеемся, что это руководство было вам полезно. Если у вас есть вопросы по выбору подходящего вольфрамового электрода для следующей сварочной работы, не стесняйтесь обращаться к нам. Наша команда всегда готова помочь.
Что касается высококачественной сварочной продукции, никто не делает это лучше, чем SPARC. Купите наш выбор TIG Welding Tungsten сегодня. Узнайте, почему так много профессионалов выбирают нас, чтобы получить больше от своих сварных швов.
Купите наш выбор TIG Welding Tungsten сегодня. Узнайте, почему так много профессионалов выбирают нас, чтобы получить больше от своих сварных швов.
Вольфрамовые электроды | ABICOR BINZEL
Везде, где создаются тонко обработанные сварные швы, свариваются высококачественные материалы и создаются точные сварные соединения, требуется сварка TIG и хорошие вольфрамовые электроды. При сварке вольфрамовым электродом в среде инертного газа (TIG), в дополнение к горелке, источнику питания и защитному газу, неплавящийся термостойкий вольфрамовый электрод является важным фактором для получения оптимальных результатов.
Ассортимент электродов для сварки TIG очень широк. Самое позднее, когда дело доходит до выбора подходящего электрода для сварки TIG, вы столкнетесь с цветовой маркировкой вольфрамовых электродов. Отдельные типы электродов отмечены разными цветами.
Как следует из названия, основным компонентом вольфрамовых электродов является вольфрам. За исключением зеленого электрода для сварки TIG, изготовленного из чистого вольфрама, все остальные сделаны с оксидными добавками, такими как оксид циркония, оксид лантана, оксид церия или оксид тория. Другие содержат оксидные добавки с редкоземельными элементами. Их действие и свойства описаны в разделе «Электроды для сварки ВИГ и их цветовая маркировка или легирование» на этой странице.
Другие содержат оксидные добавки с редкоземельными элементами. Их действие и свойства описаны в разделе «Электроды для сварки ВИГ и их цветовая маркировка или легирование» на этой странице.
При выборе вольфрамового электрода необходимо учитывать следующие аспекты:
- Вольфрамовый электрод типа
- Диаметр электрода
- Качество заточки и шероховатость электрода
- Геометрия наконечника электрода для сварки ВИГ
Краткий обзор всей информации
- Электроды для сварки ВИГ и их цветовая маркировка или легирование – типы вольфрамовых электродов
- Качество заточки и шероховатость электрода
- Геометрия наконечника электрода для сварки ВИГ
- Поиск подходящего вольфрамового электрода для сварки ВИГ
- Блоги о сварке TIG и вольфрамовых электродах
- Видео вольфрамовые электроды
- Документация
Электроды для сварки ВИГ и их цветовая кодировка или легирование – типы вольфрамовых электродов
E3 ® Вольфрамовый электрод E3 ® (фиолетовый), разработанный ABICOR ® (фиолетовый), разработанный ABICOR 90 оксидов редкоземельных элементов0022 в качестве легирующих элементов подходит как для сварки на постоянном (DC), так и на переменном токе (AC). Им можно сваривать практически любой металл. Поэтому из-за его превосходных свойств воспламенения он также часто используется в автоматизированных процессах. В процессе сварки температура электрода остается неизменно низкой, что, в свою очередь, обеспечивает лучшую токонесущую способность и более длительный срок службы по сравнению с ториевыми электродами. Последние могут использоваться только в исключительных случаях из-за их крайне вредного воздействия.
Им можно сваривать практически любой металл. Поэтому из-за его превосходных свойств воспламенения он также часто используется в автоматизированных процессах. В процессе сварки температура электрода остается неизменно низкой, что, в свою очередь, обеспечивает лучшую токонесущую способность и более длительный срок службы по сравнению с ториевыми электродами. Последние могут использоваться только в исключительных случаях из-за их крайне вредного воздействия.
Цветовая кодировка оксидов редкоземельных элементов:
- Фиолетовый = E3 ®
Этот вольфрамовый электрод в основном используется для сварки нелегированных и высоколегированных сталей, алюминиевых, титановых, медных и магниевых сплавов. Его легирующий элемент, оксид лантана , делает его пригодным как для сварки постоянным, так и переменным током, как и E3 ® . Золотой сварочный электрод TIG также используется в микроплазменной сварке.
Цветовая кодировка с оксидом лантана:
- Черный = WLa 10 – с содержанием оксида лантана от 0,8 до 1,2 %
- Золото = WLa 15 – с содержанием оксида лантана от 1,3 до 1,7 %
- Синий = WLa 20 – с содержанием оксида лантана от 1,7 до 2,2 %
Легирующий элемент оксид церия делает этот электрод для сварки TIG более устойчивым, чем электрод с чистым вольфрамом, но менее прочным, чем электроды E3® и лантановые электроды. Этот тип вольфрамового электрода используется в основном в диапазоне средних и низких токов для сварки нелегированных и высоколегированных сталей, а также алюминиевых, медных, никелевых, титановых и магниевых сплавов. Их можно использовать как для сварки переменным током, так и для сварки постоянным током, однако хуже, чем E3 9.Электрод 0377® от ABICOR BINZEL.
Цветовая кодировка с оксидом церия:
- Серый = WCe 20 – с содержанием оксида церия от 1,8 до 2,2 %
Зеленый нелегированный вольфрамовый электрод был разработан для сварки синусоидальным переменным током специально для легких металлов. Не подходит для сварки постоянным током. Поскольку зеленый электрод из чистого вольфрама предотвращает образование чистой прямоугольной волны из-за своей инерционности и высокой работы выхода, не рекомендуется использовать этот сварочный электрод с инверторными источниками питания. Идеальной заменой зеленого вольфрамового электрода является электрод E3®.
Не подходит для сварки постоянным током. Поскольку зеленый электрод из чистого вольфрама предотвращает образование чистой прямоугольной волны из-за своей инерционности и высокой работы выхода, не рекомендуется использовать этот сварочный электрод с инверторными источниками питания. Идеальной заменой зеленого вольфрамового электрода является электрод E3®.
Цветовая маркировка чистого вольфрама:
- Зеленый = W – изготовлен из чистого вольфрама без каких-либо оксидных компонентов
Благодаря легирующему элементу оксид циркония этот вольфрамовый электрод снижает риск загрязнения сварочной ванны. Этот электрод для сварки TIG в основном используется для сварки переменным током, поскольку он не только в ограниченной степени подходит для сварки постоянным током. При сварке переменным током этот легирующий элемент обеспечивает очень стабильный купол. С другой стороны, вольфрамовый электрод с диоксидом циркония также не воспламеняется.
Цветовая кодировка с оксидом циркония:
- Белый = WZr 08 – с содержанием оксида циркония от 0,7 до 0,9 %
Есть вопросы по товару? Пожалуйста свяжитесь с нами.
Качество заточки и шероховатость электрода
Прежде чем использовать вольфрамовый электрод, его необходимо отшлифовать, поскольку помимо качества заточки на дугу влияет направление заточки. Важно при шлифовке иглы TIG: Направление шлифовки должно быть продольным (аксиальным) по отношению к электроду! Скос в поперечном направлении (радиальном) к электроду для сварки ВИГ вызывает очень беспокойную, нестабильную дугу. Кроме того, при неправильной заточке мельчайшие частицы вольфрама могут попасть в сварочную ванну и загрязнить ее. Аксиально отшлифованный вольфрамовый электрод имеет хорошие свойства воспламенения, стабильную дугу и благоприятную эмиссию электронов.
Геометрия наконечника электрода для сварки ВИГ
Универсальный электрод ABICOR BINZEL для сварки ВИГ E3 ® дает наилучшие результаты сварки, если он заточен под углом 60 градусов и используется в предполагаемом диапазоне тока.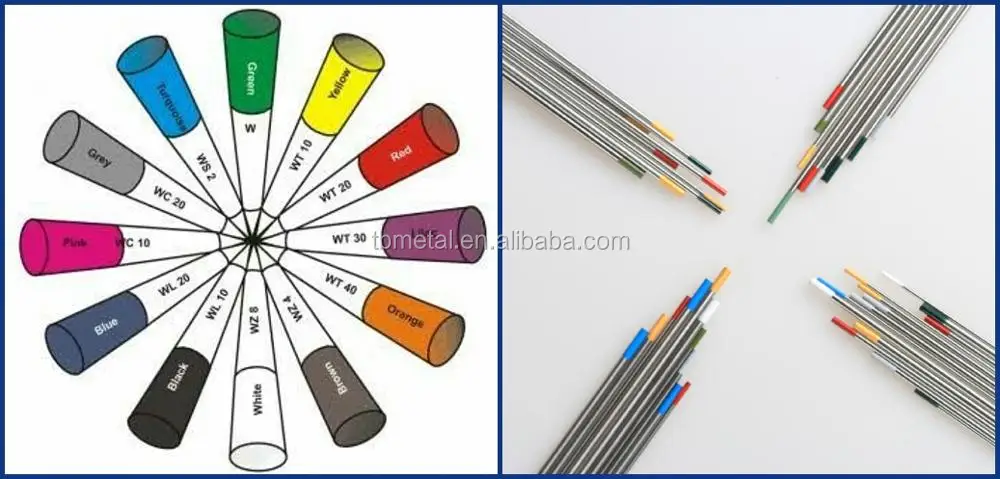 Более острые углы около 30 градусов больше подходят для нижнего диапазона тока. В этом случае лучше перейти на более тонкий электрод.
Более острые углы около 30 градусов больше подходят для нижнего диапазона тока. В этом случае лучше перейти на более тонкий электрод.
Более тупой угол шлифовки 60 градусов позволяет получить более узкую сварочную ванну, большую токонесущую способность и более длительный срок службы.
Выбор подходящего вольфрамового электрода для сварки ВИГ
В таблице ниже представлены наиболее распространенные типы вольфрамовых электродов, включая их пригодность и свойства. Этот обзор, несомненно, поможет вам выбрать подходящий электрод для сварки TIG для вашего собственного процесса сварки.
На рисунке ясно видно, что E3® может использоваться универсально и обладает лучшими свойствами во всех направлениях:
| E3 ® фиолетовый | WLa 15 золото | WLa 20 синий | WCe 20 серый | WP зеленый | WZr 08 белый | |
| Минусовой полюс постоянного тока | +++ | ++ | +++ | + | – | – |
| Переменный ток | +++ | + | + | + | + | ++ |
| Стабильность дуги | ++ | + | ++ | + | – | ++ |
| Воспламеняемость | ++++ | ++ | +++ | + | – | + |
| Срок службы | ++++ | ++ | +++ | + | + | ++ |
| Свариваемые высоколегированные стали | ++++ | +++ | +++ | +++ | – | – |
| Свариваемый алюминий | ++++ | + | + | + | ++ | ++ |
Есть вопросы по товару? Пожалуйста свяжитесь с нами.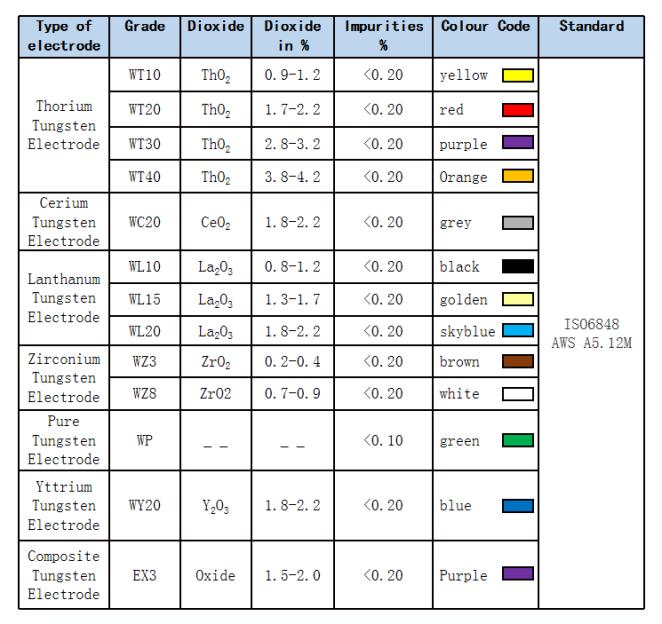
Блоги о сварке TIG и вольфрамовых электродах
Видеовольфрамовые электроды
Документация
Язык документа
Все языкиБелорусскийБолгарскийКитайскийХорватскийЧешскийДатскийГолландскийАнглийскийЭстонскийФинскийФранцузскийНемецкийГреческийВенгерскийИтальянскийЯпонскийКазахКорейскийЛитовскийНорвежскийПольскийПортугальскийРумынскийРусскийСербскийСловенецИспанскийШведскийТурецкийУкраинскийВьетнамский 0Выберите условия поиска
Ключевое слово
Поиск в описаниях продуктов
Ограничение по категории: Все категорииБестселлеры и специальные предложенияОдежда, каски и средства индивидуальной защиты Сварочные каски, защитные очки и щитки Средства защиты органов слуха Мужские, женские и детские сварочные куртки Сварочное снаряжение BSX™ Xtreme — рукава, куртки и многое другое! Сварочное снаряжение Miller® ArcArmor™ — рукава, куртки и многое другое! WeldX™ Одежда для защиты от высокотемпературной сварки Кожаная одежда – накидки, нагрудники, фартуки и многое другое Женское и детское сварочное снаряжение Pro-Gear Packages™ – выберите лучшее для вас снаряжение! Мужские, женские и детские перчатки Сварочные и металлообрабатывающие перчатки Miller® Ревко сварочные перчатки для мужчин и женщин Сумки и стартовые пакеты для сварочного оборудования Шляпы, футболки и наклейки Arc-ZoneАвтоматика и позиционерыСоединители, кабели и адаптеры Разъемы TIG, фитинги для воды/газа Газовые клапаны Кислородно-топливные фитинги и шланги Машины и кабельные соединители Адаптеры баллонов и тройники Сварочный кабель, кусачки, обжимные инструменты и наконечники Шланг ReelCraft, шнур питания, решения для хранения и отвода кабеляРасходомеры газа, нагреватели, смесители TIG, Argon/ Расходомеры для гелия/мультигаза (CGA 580) Расходомеры для MIG, аргона/CO2 (CGA 320) Двойные газовые расходомеры, комплекты для продувки и смешивания Регулятор СО2 с подогревом/расходомеры Окси-ацетиленовые регуляторы и шланги Пропорциональные газовые смесители и регуляторы смешиванияЗемля и работа Зажимы НОВИНКА — Наборы заземляющих штырей Shorty™ Ручные зажимы заземления — от 180 до 500 А Винтовые зажимы заземления — от 300 до 2000 А Магнитные заземлители — от 300 до 500 А Мощные вращающиеся заземлители — от 500 до 2000 А Пистолеты, питатели и запчасти MIG Оружие и детали MIG с воздушным охлаждением Tweco® в стиле MIG Guns & Dequars 180 AMP MIG Guns и запасные детали MIG PACKATERS Запасные детали Созвезд Запасные детали MIG Gun Packages Запасные детали наконечники наконечники газовые диффузоры и проводные трубки Кабельные сборы и разъемы проволоки сборочных контактов/вкладыш Кабелепроводы в сборе/вкладыши Разные запасные части Распылители MIG для тяжелых условий эксплуатации 450 AMP и запасные части Распылители MIG для тяжелых условий эксплуатации Пакеты запасные детали созлов наконечны газовые диффузоры и проводные трубки кабельные сборы и разъемы проволочные контакты/вкладыш Разное запасные детали Miller® MIG MIG MIG Guns & Parts MIG GUNS с водяным охлаждением и запасные запасные изделия Tweco® MIG и запасные детали с замены 600 AMP MIG GUNS и запасные детали MIG PACKATE Узлы кабельных каналов/вкладыши Разные запасные части Горелки MIG с воздушным охлаждением и детали Горелки MIG типа TWECO® и запасные части Par TS 400 AMP Машина MIG GUNS и запасные детали MIG PACKATERS Запасные детали Созвезд наконечны газовые диффузоры и проводные трубки Кабельные сборы и разъемы проволочные контакты/вкладыши сборочной вклад и проводные трубки кабельные сборы и разъемы проволоки сборочных контактов/вкладыш Горелки MIG и запчасти к ним Горелки MIG типа TWECO® и запасные части 600 AMP Machine GIN и запасные детали MIG PACKATERS Запасные детали Созвезд наконечники газовые диффузоры Кабельные сборы и разъемы проволоки сборочных контактов/вкладышей Комплекты приводных роликов PRO II Запасные части комплекта приводных роликов PRO II Запасные части узла приводных роликов PRO II Комплекты приводных роликов PRO IV и запасные части Комплекты приводных роликов PRO IV Запасные части комплекта приводных роликов PRO IV Запасные части комплекта приводных роликов PRO IV Комплекты приводных роликов и Запасные части Наборы приводных роликов PRO II и запасные части Комплекты приводных роликов PRO II Запасные части комплекта приводных роликов PRO II Запасные части узла приводных роликов PRO II Комплекты приводных роликов PRO IV и запасные части Комплекты приводных роликов PRO IV PRO IV Комплект приводных роликов Запасные части Запасные части узла приводного ролика PRO IV Расходомеры и нагреватели CO2 Детали и оборудование для сварки и пайки Ручки для кислородно-топливной горелки Flame Tech Принадлежности для резки Flame Tech Наконечники для резки Flame Tech Запчасти для кислородно-топливной пайки и легкого нагрева Flame Tech Наконечники и насадки для кислородной сварки Flame Tech Шланги, фитинги и адаптеры Flame Tech Регуляторы Flame Tech Tech Flash-Back Arrestors & Check Clape Flame Tech Sureath Duty Rutch Fortches и замены запасные детали режущие насадки резки и ручки Scorpion 6200 Harris® Совместимые с тяжелыми ручными фонариками Scorpion 6200 Тяжелые ручные горелки Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Scorpion Советы по высокопроизводительной резке Scorpion 6300 Victor® Совместимые с тяжелыми трудными ручными фонарями Scorpion 6300 Тяжелая ручная резка Высокопроизводительные режущие насадки Flame Tech «Scrapper» Scorpion 9Сверхмощные ручные резаки 600 Скорпион 9600 Сверхмощные ручные резаки Наконечники Flame Tech «Scrapper» для высокопроизводительной резки Кислородные регуляторы и расходомеры Кислородно-топливные разрядники и фильтры Flame Tech Двойные кислородно-топливные шланги, фитинги и адаптеры Victor Оборудование для резки и сварки Наборы для кислородно-топливной резки Victor® Ручки для кислородно-топливных горелок Victor® Принадлежности для кислородно-топливной резки Victor® Ручки для кислородно-топливных горелок Victor® 75°, 90° и 180° Насадки Victor® Professional Наконечники и насадки для нагрева Victor® Professional Насадки и насадки для сварки Victor® Наконечники для газокислородной резки Victor® Professional Наконечники для резки ацетиленом Victor® Professional Наконечники для резки пропилена Victor® Professional Наконечники для пропана и природного газа Regtor® O x Fictor® Fictor® O ® Кислородно-топливные разрядники и обратные клапаны Little, Комплекты кислородно-топливных горелок, запасные части и аксессуары Аксессуары для кислородно-топливной резкиПлазменная дуговая резка Hypertherm® Style HPR 130XD / 160XD PAC 110 / Max 20 PAC 120 / MAX 40CS/42/43 PAC 121 / PAC 125 Запасные части Hypertherm® PAC 140 Резаки и запасные части Hypertherm® PAC 160 Резаки и запасные части Hypertherm® PAC 170 Резаки и запасные части Hypertherm® PAC 200 Резаки и запасные части Hypertherm® PAC 500 Резаки и запасные части Hypertherm® PAC 500 Резаки и запасные части 600 Резаки и запасные части Hypertherm® PAC 620 Резаки и запасные части Hypertherm® HT400 Резаки и запасные части Hypertherm® HT2000 Резаки и запасные части Thermal Dynamics® Style PCH 10 Резак для Drag-Gun®/Cougar® Dynapak® 110/PAK® 2XT PCH 25 Горелка для PakMaster® 25/EconoPak® 25 PCH 26 Горелка для EconoPak® 50 PCH/M 28 Горелка для r PakMaster® 50XL/50XL Plus PCH/M 30 Резак для PAK® 3 PCH/M 35 Резак для Stak Pak® 35/PakMaster® 50 PCH/M 4b/4bt Резак для PAK® 5/10/22 Машины PCH 50 Резак для PAK® 5 PCH 51 Резак для 3, 5 и 6XR/5XT/625XR/750XR/Dynak4xi/6xi PCH 52 Резак для моделей с 5 по 10XR, 625/750/1000 и 1250XR 3XR/5XR/5XT/6XR/625XR/750XR/Dynapak® 4xi/6xi PCH/M 60 Резак для PakMaster® 75XL Plus PCH/M-6b Резак для PAK® 44/45 PCH/M-70 Резак для STAK PAK® PCH /M-75 Резак для PakMaster® 75, 75XL, 100XL, Plus и EconoPak® PCH/M-100 Резак для PAK® 10XR PCH/M 140 Резак для STAK PAK® PCH/M 150 Резак для PAK® 15XC Maximizer 300 Резак для Merlin® 1000/3000/6000/6000GST/15XC ESAB® / L-Tec® Style Резаки ESAB® /L-Tec® PT-15/PT-15XL и запасные части ESAB® /L-Tec® PT-19XL Резаки и запасные части Резаки ESAB® /L-Tec® PT-19XLS и запасные части Резаки ESAB® /L-Tec® PT-20AM и запасные части Резаки ESAB® /L-Tec® PT-23 и запасные части Детали Резаки ESAB® /L-Tec® PT-27 и запасные части Резаки ESAB® /L-Tec® PT-31/PT-31XL/PT-31XL и запасные части Miller® Style Резаки Miller® ICE-25C и запасные части Детали Резаки Miller® ICE-50 и запасные части Резаки Miller® ICE-50C/ICE-50CM и запасные части Miller® ICE-70/70M — Резаки ICE-100/100M и запасные части Резаки Miller® APT-1000 и запасные части Запасные части Резаки Miller® APT-3000 и запасные части Резаки Miller® APT-5000/APT-7000 и запасные части Резаки Miller® CP40R и запасные части Lincoln® Style Lincoln® PCT-40 Резаки и запасные части Lincoln® PCT -60 Резаки и запасные части Линкольн® MAGNUM PCT-125 Резаки и Запасные части Аксессуары для плазменной дугиПлазменно-дуговая сварка 2A Thermal Dynamics Горелки и детали Комплекты горелок Корпуса горелок, детали и аксессуары Наконечники силовых кабелей и шланги для защитного газа Резаки и детали Dynamics Комплекты резаков Запчасти и аксессуары для корпусов резаков Выводы кабеля питания и шланги для защитного газа PWM 300 Thermal Dynamics резаки и детали Комплекты резаков Корпуса резаков PWM 300, детали и аксессуары Кабели питания и шланги для защитного газа Комплекты принадлежностей Оборудование для продувки Кислородные мониторы и продувочные камеры для сварки высокой степени чистоты Трубные и трубные заглушки, мешки, перегородки, ленты и пробки из растворяющейся бумаги Защитные экраны и заглушки для сварки TIG и PAW высокой чистотыДистанционное управление силой токаМагазинные инструменты и места для их храненияУдивительные сварочные инструменты и аксессуары Трубные ножницы, монтажные зажимы и плоскогубцы Квадраты, уровень s, угловые искатели и панельные зажимы Решения для хранения сварочной проволоки и стержней Шлифовка, полировка, резка Машины и принадлежности Вырубка труб, гибка, формовка и формовка металлов Сварочные УФ-экраны и тепловые одеяла Сварочные тележки и шкафы Держатели электродов-стержней Горелки TIG и аксессуары Комплекты горелок TIG и горелки Корпуса с рукоятками Pro Accessory Kits™ — чашки Monster™, Stubby и LowRider™ Чашки, цанги, корпуса цанг, колпачки, изоляторы и рукоятки Соединители, комплекты для подключения и адаптеры Соединители, адаптеры и комплекты для сварки TIG с воздушным охлаждением Соединители TIG с воздушным охлаждением CK Соединители TIG с воздушным охлаждением Lenco Соединители TIG с воздушным охлаждением Weldcraft Комплекты удлинителей для сварки TIG с водяным охлаждением Разъемы для машин, заглушки и адаптеры Dinse Соединители «кабель-кабель» Датчики цилиндров и тройники Быстроразъемные муфты и адаптеры Клапаны, заглушки и Y-образные фитинги Кабельные наконечники, питание, фитинги и инструменты для шлангов Силовые кабели, шланги и крышки кабелей Защитные экраны и заливные чашки для TIG и PAWTIG Сварочные присадочные стержниВольфрамовые шлифовальные электроды Вольфрамовые шлифовальные станки Вольфрамовые шлифовальные машины Запчасти и аксессуары Вольфрамовые шлифовальные кругиВольфрамовые электродыОхладители воды, Охлаждающая жидкость и запасные части Премиальный комплект для модернизации сварочного аппарата TIG с водяным охлаждением Охладители воды Dynaflux Охлаждающая жидкость для горелок TIG, MIG и PAW, а также охладители воды Насосы охлаждающей жидкости ProCon Запчасти для систем охлаждения Bernard/ITW Запасные части Dynaflux Запасные части Abicor Binzel Быстроразъемные муфты для шлангов и многое другое Сварочные столы JIG и крепежные инструментыСварочные аппараты и модернизация Сварочные аппараты Комплекты для модернизации аппаратов TIG Установки и детали для холодной подачи проволоки Комплекты для модернизации с водяным охлаждением Вилки, адаптеры и кабели-переходникиПродукция Close-Out
Включить подкатегории
Ограничение по производителю
Все производители3MABICOR BINZELУсилительные электродыAquasol CorporationArc-Zone ProArcTimeBest WeldsCK WorldwideCOB IndustriesDeWaltDiamond GroundDirect Wire & CableDynafluxEdge CupsFlame TechGenstar TechnologiesHuntingdon FusionInelcoInterconITW Системы охлажденияJackson SafetyLencoM. K. MorseMetal ManMiller/WeldcraftMilwaukee Electric ToolМультиинструментMurata Welding LabsOptrelOrbitalumТехнологии прецизионной сваркиPro-FusionProArcProfaxReelcraftRevcoSiegmundSmith EquipmentSOWESCOSSC ControlsStrongHand ToolsThermacutTIG AestheticsTrick ToolsWashington AlloyWeldcraftWeldcraft ProductsWeldcraft ProductsWestern Enterprises
K. MorseMetal ManMiller/WeldcraftMilwaukee Electric ToolМультиинструментMurata Welding LabsOptrelOrbitalumТехнологии прецизионной сваркиPro-FusionProArcProfaxReelcraftRevcoSiegmundSmith EquipmentSOWESCOSSC ControlsStrongHand ToolsThermacutTIG AestheticsTrick ToolsWashington AlloyWeldcraftWeldcraft ProductsWeldcraft ProductsWestern Enterprises
Присадочные металлы для сварки ВИГ и их наилучшее применение
При выборе подходящего присадочного металла для сварки ВИГ на рынке вы обнаружите широкий выбор продуктов. От стали и алюминия до ассортимента вольфрама — существует множество наполнителей на выбор. Каждый из них имеет разные преимущества, поэтому оцените проект и убедитесь, что любой наполнитель, который вы используете, соответствует задаче. Вы должны быть уверены, что прочитали все спецификации удилища, прежде чем зажечь дугу.
Вольфрамовые электроды
С технической точки зрения вольфрамовые электроды, используемые при сварке, не предназначены для использования в качестве присадочного стержня. Вольфрам прочен и обладает высокой термостойкостью, у него самая высокая температура плавления среди всех металлов (3410°C/6170°F). Эти вольфрамовые электроды можно приобрести в нескольких количествах, но обычно они поставляются в упаковках по 10 штук. Они бывают разного диаметра и бывают длиной семь или три дюйма, и какой из них вам нужен, зависит от того, какой стандартный наконечник поставляется с вашей горелкой TIG. Вы можете приобрести электроды, состоящие либо из чистого вольфрама, либо из гибрида вольфрама и других редких элементов, оксидов и сплавов, а кончики электродов имеют цветовую маркировку для облегчения идентификации. Ваш выбор электрода также зависит от основного материала, его толщины и от того, свариваете ли вы на постоянном или переменном токе.
Вольфрам прочен и обладает высокой термостойкостью, у него самая высокая температура плавления среди всех металлов (3410°C/6170°F). Эти вольфрамовые электроды можно приобрести в нескольких количествах, но обычно они поставляются в упаковках по 10 штук. Они бывают разного диаметра и бывают длиной семь или три дюйма, и какой из них вам нужен, зависит от того, какой стандартный наконечник поставляется с вашей горелкой TIG. Вы можете приобрести электроды, состоящие либо из чистого вольфрама, либо из гибрида вольфрама и других редких элементов, оксидов и сплавов, а кончики электродов имеют цветовую маркировку для облегчения идентификации. Ваш выбор электрода также зависит от основного материала, его толщины и от того, свариваете ли вы на постоянном или переменном токе.
Электроды из чистого вольфрама (EWP; ISO = W) Зеленая цветовая маркировка
Изготовлены из вольфрама на 99,50 %, это экономичный вариант, но при этом самый высокий расход. Чистый вольфрам обычно используется для сварки алюминия и магния на переменном токе при малых токах и при нагревании образует чистый закругленный наконечник. Эти электроды обеспечивают стабильность дуги при сварке на переменном токе. Обычно он не используется для сварки постоянным током просто потому, что он не обеспечивает сильного начала дуги, обычно связанного с другими гибридами, такими как торированные или цериевые электроды.
Эти электроды обеспечивают стабильность дуги при сварке на переменном токе. Обычно он не используется для сварки постоянным током просто потому, что он не обеспечивает сильного начала дуги, обычно связанного с другими гибридами, такими как торированные или цериевые электроды.
Торированные вольфрамовые электроды (EWTh-2; ISO = WT20) Красная маркировка
Дорогие и радиоактивные, эти стержни содержат не менее 97,30 % вольфрама и 1,70–2,20 % тория, и их иногда называют 2 % торированными. При шлифовании следует надевать пылезащитную маску, прикрывать кожу и избегать контакта с металлом при нагревании. Торированные электроды чаще всего используются в Америке и популярны благодаря своей стабильности, долговечности и простоте использования. Торированные электроды в основном используются для сварки постоянным током (углеродистой и нержавеющей стали, никеля и титана), а также специальной сварки переменным током, поскольку они идеально подходят для тонкого алюминия (или материалов толщиной менее 0,060 дюйма).
Вольфрамовые электроды с церием (EWTh-2; ISO = WC20) Оранжевая цветовая маркировка
Эти нерадиоактивные стержни, содержащие не менее 97,30 % вольфрама и 1,80–2,20 % церия, иногда называют 2 % цериевыми. Эти электроды являются хорошей заменой торированного вольфрама. Они могут достигать больших токов и имеют хорошую стабильность дуги, и они лучше всего работают при сварке постоянным током при низком токе, но универсальны. Церированный вольфрам популярен в производстве орбитальных труб и труб, тонколистового металла или проектов со сложными деталями. Как и торированные, цериевые лучше всего подходят для сварки углеродистых и нержавеющих сталей, никеля и титана. Не рекомендуется использовать цериированный вольфрам при более высоких токах.
Ищете бесплатный краткий справочник по устранению неполадок TIG? Загрузите его здесь.
Вольфрамовые электроды с лантанатом (EWIa-1.5; ISO = WL15) Цветная маркировка золота
Они содержат не менее 97,80 % вольфрама и 1,30-1,70 % лантана или лантана, также известны как 1,5 % лантана. Эти электроды обеспечивают превосходное зажигание дуги, низкую скорость выгорания, высокую стабильность дуги и превосходные характеристики повторного зажигания, очень похожие на цериевый вольфрам, и идеально подходят для оптимизации сварки. Эти электроды также имеют проводимость, аналогичную торированному вольфраму, и в некоторых случаях вы можете использовать эти стержни для замены торированного вольфрама без внесения изменений в программу. Это также более безопасный и дешевый заменитель торированного вольфрама. Эти электроды могут использоваться для стали и нержавеющей стали в широком диапазоне токов.
Эти электроды обеспечивают превосходное зажигание дуги, низкую скорость выгорания, высокую стабильность дуги и превосходные характеристики повторного зажигания, очень похожие на цериевый вольфрам, и идеально подходят для оптимизации сварки. Эти электроды также имеют проводимость, аналогичную торированному вольфраму, и в некоторых случаях вы можете использовать эти стержни для замены торированного вольфрама без внесения изменений в программу. Это также более безопасный и дешевый заменитель торированного вольфрама. Эти электроды могут использоваться для стали и нержавеющей стали в широком диапазоне токов.
Цирконированные вольфрамовые электроды (EWZr-2; ISO = WZ3) Коричневый цвет
Содержащие не менее 99,10 % вольфрама и 0,15-0,40 % циркония, они создают чрезвычайно стабильную дугу, устойчивую к расщеплению вольфрама. Они идеально подходят для сварки переменным током, сохраняя закругленный наконечник и обладая высокой устойчивостью к загрязнению. По проводимости он подобен торированному вольфраму. При этом это худший нерадиоактивный вольфрам с точки зрения производительности. Цирконированный вольфрам не рекомендуется для сварки постоянным током.
При этом это худший нерадиоактивный вольфрам с точки зрения производительности. Цирконированный вольфрам не рекомендуется для сварки постоянным током.
Присадочные стержни для сварки TIG
Отличаются от вольфрамовых электродов тем, что их необходимо вручную подавать в расплавленную ванну. Стержень должен точно соответствовать свариваемому материалу, а толщина материала будет определять диаметр стержня. Большинство стержней TIG изготовлены из мягкой стали, нержавеющей стали, никеля, алюминия и т. д. При склеивании одинаковых материалов всегда правильно использовать для склеивания стержень из одного и того же металла. Например, если вы пытаетесь приварить алюминий к алюминию, вы будете использовать алюминиевый стержень. Для ремонта, специализированных проектов и ремонтных работ вам, возможно, придется выбрать стержень, который отличается от одного или обоих основных материалов. Например, для сварки стали и чугуна можно использовать никелевый стержень. Другие примеры: стержни из углеродистой стали обычно используются для небольших труб / труб и листового металла; и стержни из нержавеющей стали популярны благодаря своей высокой стойкости к ржавчине и коррозии при производстве.
Заключение
При выборе присадочного металла всегда важно учитывать основной металл, тип его соединения, толщину и тепловые свойства, а также ток, который вы будете использовать. В Интернете есть много полезных таблиц с подробным описанием различных сплавов и металлов, с которыми можно использовать присадочную проволоку.
Для получения помощи в устранении неполадок с TIG загрузите этот бесплатный контрольный список!
Учебные карточки по сварке постоянным током | Chegg.com
Что означает EWP в классификации электродов?
Электрод, вольфрам, чистый
Какова спецификация № американского сварочного общества для сварки стержней из алюминия и алюминиевых сплавов?
Как быстро сварщик или еловый вахтенный может потерять сознание в помещениях, заполненных защитными газами типа аргона?
07 Секунд
Как правило, электрод должен выступать на расстояние, равное __ — ___ диаметрам электрода, но не более диаметра сопла.
1–2
Присадочные металлические стержни для сварки TIG имеют длину ___ дюймов.
Каково процентное содержание гелия в смеси аргона и гелия для защитного газа в сварке TIG?
Дуговая сварка вольфрамовым электродом представляет собой процесс сварки, при котором дуга зажигается между _______ вольфрамовым электродом и металлической заготовкой.
Нерасходуемый
Какова спецификация Американского общества сварщиков № для электродов из мягкой стали для дуговой сварки в среде защитного газа?
Горелки TIG малой мощности имеют воздушное охлаждение. Большие горелки TIG охлаждаются _________.
Какой COMDTINST занимается защитой органов дыхания?
M6260.2
Какие типы сварочных аппаратов можно использовать с TIG?
AC или DC
Цанги изготавливаются с различными ________ диаметрами.
Внутри
Какой цветовой код AWS — оранжевый?
2% Ceria
Выходной диаметр газового сопла TIG обозначен номером. Число представляет собой выходной диаметр, измеренный с шагом ____ дюймов.
2 основные модели горелок TIG общего доступа: (длинный электрод/длинный колпачок) и горелки, предназначенные для?
Ограниченный доступ
Хорошим правилом является продолжение подачи газа в течение ____ секунд на каждые _____ ампер используемого тока.
______ _______ используются для направления защитного газа на вольфрамовый электрод и для покрытия зоны сварки защитным газом.
Газовые форсунки
Какой цветовой код AWS черный?
1% лантана
Нагревательными свойствами дуги можно управлять, изменяя ________ и __________.
длина дуги и ток
Какие главы NEM COMDTINST M9000.6 касаются сварки?
Гл. 074 и 076
Источники сварочного тока для TIG должны обеспечивать постоянный ток. Наиболее распространенные источники питания?
Трансформаторные выпрямители
Какой цветовой код AWS — коричневый?
Цирконий
Какие две вещи определяют силу тока сварки TIG?
Толщина основного металла и диаметр вольфрамового электрода
Что означает Ce в классификации электродов?
Металлы толщиной менее ___ дюймов обычно соединяются без добавления присадочного металла.
0,02 дюйма
Когда необходимо добавить присадочный стержень, электрод следует переместить в _________ сварочной ванны.
Какой цветовой код AWS является КРАСНЫМ? диаметр ___ дюймов.
Расходомер газа с вертикальной трубкой: при регулировке расходомера ______ шарика указывал расход газа.
Цанга предназначена для прочного удержания электрода и ______.
подать электрический ток на электрод
________ машины намного меньше и легче, чем более распространенные трансформаторные выпрямители.
Инвертор
Защитные газы не воспламеняются, за исключением ___________.
Водород
Осторожно, вольфрам очень твердый и хрупкий. Всегда надевайте __________ ___________, когда отламываете конец электрода, чтобы повторно скатать шарик.
Защитные очки
Как определяется расход защитного газа?
Кубические футы в час (CFH)
При сварке TIG нержавеющей стали любой толщины на постоянном токе используйте электроды _________, ________ и ____________.
Лантана, церий и торий
Чтобы сформировать шар из цериевых электродов для использования на переменном токе, сначала установите машину на _________, зажгите дугу на куске меди, сформируйте шар, затем вернитесь к переменному току.
При сварке TIG алюминия любой толщины переменным током использовать электроды ____________ и ___________?
Чистый и цирконий
Какой метод заточки можно оставить вольфрам в горелке?
Химическая точилка
Какие главы NSTM касаются информации о сварке?
Гл. 074 Том 1 гл. 074 Vol.3
Какие 2 типа электродов предпочтительны при использовании переменного тока для проекта TIG?
Вольфрам и цирконий
Для сварки ВИГ требуется ________ ________ источник питания.
постоянный ток
_______ имеет меньшую проникающую способность, но оказывает очищающее действие.
Держите присадочный стержень TIG примерно под углом от ___ до ___ по отношению к заготовке.
15–20 градусов
Метод TIG: касание электродом основного металла, затем отведение примерно на 1/8 дюйма?
Touch Start (запуск с нуля) жидкость
вес
Что означает Zr в классификации электродов?0003
непрерывный
Ножной переключатель обеспечивает сварщику ___________ процентов от установленного сварочного тока.
Верхние 50 %
Наиболее распространенный защитный газ для сварки TIG на переменном и постоянном токе?
Вольфрамовые электроды должны быть отшлифованы __________.
продольный
Какой вольфрамовый электрод содержит радиоактивный материал?
thoria
Электрод ВИГ следует держать под углом от ___ до ___ градусов от заготовки.
60-75 градусов
Ширина сварочной ванны TIG при изготовлении стрингерных валиков должна быть в ___-___ раз больше диаметра электрода.
от 2 до 3
TIG с DCEN: прибл. ____процентов тепла выделяется на заготовке и ____процентов выделяется на электроде.
70, 30
Наиболее часто используемые длины электродов?
6 дюймов и 7 дюймов
______ обеспечивает наилучшее проплавление и используется для сварки углеродистых и легированных сталей, нержавеющей стали, никеля и никелевых сплавов.
Как вы защищаете себя от ультрафиолетового излучения при использовании TIG?
сварочная маска, одежда и перчатки сварщика
Баллоны с защитным газом изготавливаются в соответствии со спецификациями ____.
Вольфрамовые электроды бывают размеров от ___» до ___» дюймов.
от 0,010″ до 1/4″
Электроды для сварки TIG сделаны в основном из?
вольфрам
Что используется для визуальной идентификации типов электродов?
Цветовой код
Что означает EWCe-2 в классификации электродов?
Электрод, вольфрам, 2% церия
Мощность тока для самых больших горелок с охлаждением защитным газом составляет около ______ ампер.
Каждый буклет с техническими характеристиками «A5» содержит список присадочных металлов, их рекомендуемое использование и _______ _________.
Текущие настройки
Какой цветовой код AWS зеленый?
Чистый вольфрам
Количество баллонного газа определяется _________ или ___________, если хранится в виде газа.
Манометр высокого давления или шкала объема
Вольфрамовые электроды хранятся в _______ ________?
Цанга электрода
При сварке ВИГ металла толщиной более ___ дюймов конец обычно скошен или обработан механически.
Сопло правильного размера имеет важное значение. комбинированный водяной шланг и провод электрода, присоединенные к горелке TIG с водяным охлаждением?0003
AC или DCEP
Что вы надеваете, когда входите в зону, заполненную защитным газом?
Дыхательное оборудование с подачей воздуха
Толщина более 0,02 дюйма может быть соединена без присадочного металла в зависимости от _________ ___________.
Конструкция соединения
Что означает La в классификации электродов?
лантана
Какой цветовой код AWS желтый?
1% Thoria
P02 — Электроды GTAW, присадочные металлы и защитные газы Карточки
В каких процессах в качестве основного элемента электродов используется вольфрам?
GTAW PAW PAC
Вольфрам имеет самую высокую температуру плавления среди всех металлов. Какова эта температура?
3410°C (6170°F)
К какому типу металла относится вольфрам?
Тугоплавкий металл (жаропрочность)
Какие 4 легирующих элемента сочетаются с вольфрамом для создания электродов?
Оксид тория (Thoria) Оксид циркония (Zirconia) Оксид церия (Ceria) Оксид лантана (lanthana)
Вольфрамовые электроды какого диаметра и длины доступны?
Диаметр : 0,3 мм — 6,4 мм (0,010″-1/4″) Длина : 76 мм-610 мм (3″-24″)
Какова наиболее распространенная длина электрода для ручного применения GTAW?
7 дюймов (178 мм)
На что следует обратить внимание при выборе вольфрамового электрода для GTAW?
тип металла толщина металла тип и полярность тока
Какая классификация AWS использует систему нумерации и цветового кода для идентификации каждый тип электрода?
Каков цветовой код вольфрамового электрода, обозначенного AWS как «EWP»?
Цветовой код вольфрамового электрода, обозначенного AWS
как «EWG»Цветовой код вольфрамового электрода, обозначенного AWS
как «EWCe-2»Оранжевый
Цветовой код вольфрамового электрода обозначенный «EWLa-1» по AWS
Цветовой код вольфрамового электрода, обозначенный «EWTH-1» по AWS
Желтый
Какой цветовой код вольфрамового электрода помеченный как «EWZr-1» по AWS
Каков цветовой код вольфрамового электрода, обозначенного AWS как «EWTH-2»
Каково соответствующее обозначение AWS для вольфрамового электрода с зеленым кодом цвета?
Какое обозначение AWS соответствует вольфрамовому электроду с серой цветовой маркировкой?
Какое обозначение AWS соответствует оранжевому цвету вольфрамового электрода?
EWCe-2
Какое обозначение AWS соответствует вольфрамовому электроду с черным кодом?
EWLa-1
Какое обозначение AWS соответствует желтому цвету вольфрамового электрода?
EWTh-1
Какое обозначение AWS соответствует коричневому цвету вольфрамового электрода?
EWZr-1
Какое обозначение AWS соответствует красному цвету вольфрамового электрода?
EWTh-2
Какие 7 факторов следует учитывать при выборе электрода?
— тип и толщина основного металла — тип и полярность тока — используемый защитный газ — конструкция соединения и установка — положение — тип горелки — Технические характеристики работы
Какие электроды можно использовать с переменным током?
EWP EWZr-1
EWG EWCe-2 EWLa-1 EWLa-2
Какие электроды можно использовать при более высоких настройках тока?
EWLa-1
EWLa-2 EWG
Какие электроды обеспечивают хорошее зажигание и стабильность дуги?
EWCe-2 EWLa-1 EWLa-2 EWTh-1 EWTh-2
Какой электрод считается нерадиоактивным заменителем ториевых электродов?
EWCe-2
Какие электроды имеют большую стойкость к вольфрамовому загрязнению сварных швов?
EWTh-1 EWTh-2 EWZr-1
Какие электроды имеют более длительный срок службы и более высокую эмиссию электронов?
EWTh-1 EWTh-2
Какие электроды имеют пониженную скорость испарения?
EWCe-2
Какие электроды известны тем, что создают чистый закругленный конец или поддерживают закругленный конец?
EWP EWZr-1
Какой электрод можно использовать в качестве замены ториевых электродов, если речь идет о низком уровне излучения?
EWCe-2
Какие два типа отделки бывают у электродов?
Заземленный — Химически очищенный
Какое покрытие имеет большинство продаваемых электродов?
шлифовка
Какой тип готовых электродов самый дешевый?
химически очищенный
Какой тип готового электрода имеет тенденцию обеспечивать лучший электрический контакт с цангой горелки, что, в свою очередь, обеспечивает более стабильную дугу и меньшее налипание в головке горелки
Шлифовка
Что можно сделать, чтобы дать сварщику больший контроль над траекторией дуги, чтобы тепло могло быть направлено в нужное место?
Подготовка конца электрода
Какие существуют два способа подготовки концов электрода?
— Конический конец — Скругленный конец
Каков идеальный размер электрода с закругленным концом?
Шарик в 1-1/2 раза больше диаметра электрода
Какие существуют 3 метода изготовления электродов?
— Химическая заточка — Шлифование — Электрическая дуга
Какая процедура представляет собой погружение и вращение электрода в контейнере с нитратом натрия?
Химическая заточка
Название 2 типа кругов, используемых для заточки вольфрамовых электродов?
— Абразивный круг — Алмазный круг
Если вольфрам тверже большинства шлифовальных кругов, как его можно подготовить?
путем откалывания
Что важно знать о шлифовальных камнях, используемых для вольфрама?
Не используйте их для других материалов во избежание загрязнения сварного шва
Какой метод наиболее часто используется для изготовления электрода, требующего закругленного конца?
Электродуговой метод (иногда в сочетании с шлифованием)
Является ли вольфрам хорошим или плохим проводником тепла?
Какой тип вылета следует использовать для предотвращения перегрева электрода или головки горелки?
Максимально короткий вылет
Что можно сделать, чтобы предотвратить окисление электрода?
адекватный постпоток газа
Что вызывает блуждание дуги по концу электрода, что приводит к неустойчивой дуге и возможному плавлению или отколу вольфрама?
Установлен слишком низкий ток
Что вызывает перемещение мелких частиц вольфрама через дугу, загрязняющих сварной шов и вызывающих нестабильность дуги?
Избыточный ток
Как называется продольный разрыв электрода?
Зеленый разрыв
Как можно определить тип электрода с помощью переменного тока?
Сварка на короткие расстояния. Если концевые шары подходят для переменного тока.
Если концевые шары подходят для переменного тока.
Как могут быть загрязнены новые наполнительные стержни?
Производители используют составы для волочения на прямых стержнях при их изготовлении.
Какие процессы сварки считаются процессами с водородным управлением по своей сути?
GTAW GMAW PAW
Что происходит, когда электрод постоянного тока используется с электродом переменного тока?
Cowbagging
Присадочные металлы для GTAW доступны в трех формах?
— Прутки прямые — Проволока в катушках — Расходуемые вставки
Какие присадочные металлы наиболее широко используются для алюминия?
ER4043 ER5356
Как упаковывается проволока GTAW?
Катушки : 0,45–27 кг (11–60 фунтов) Мотки : 11–27 кг (25–60 фунтов) Барабаны : до 54 кг (до 1000 фунтов)
Какие размеры доступны для GTAW с горячей и холодной проволокой?
0,5 мм — 3,2 мм (0,020″ — 1/8″)
От каких 3 факторов зависит выбор размера катушки?
— условия цеха — возможности оборудования — производственные требования
От чего зависят стандартные диаметры прямолинейных сварочных прутков?
Диаметр: 1,6–6,4 мм (1/16–1/4 дюйма) Длина: 1000 мм (36 дюймов)
Как обычно поставляются прямые стержни?
Баки и коробки 4,5–22,7 кг (10–50 фунтов)
От чего в первую очередь зависит выбор марки присадочного металла?
тип соединяемого основного металла
Помимо состава основного металла, какие еще 3 фактора влияют на выбор марки присадочного металла?
— требуемые механические и физические свойства — конструкция соединения — требуемая отделка/внешний вид свариваемой детали
Каково общее правило при выборе присадочного металла?
характеристики должны соответствовать свойствам основного металла или превосходить их
Какая ситуация редко требует соответствующего присадочного металла?
угловые сварные швы, нагруженные сдвигом
Что является главным фактором при выборе присадочного металла при сварке алюминия?
Соответствие присадочного металла требуемым характеристикам конечного использования сварного изделия
Помимо требований к характеристикам, какие 6 других факторов следует учитывать при выборе алюминиевых присадочных металлов?
— прочность на растяжение — пластичность — рабочая температура — коррозионная стойкость — легкость сварки — подбор цвета
Что рекомендуется делать перед использованием присадочной проволоки при сварке алюминия?
царапающий стержень с мочалкой из нержавеющей стали для удаления части оксидов с поверхности.
Какие обычно доступны алюминиевые присадочные металлы?
ER1100 ER4043
ER5356 ER5183 ER5554 ER5556
Какими методами можно отличить ER4043 от ER5056?
Падение на пол: ER4043 = глухой стук ER5356 = высокое кольцо Изгиб: ER4043= Изгибы ER5356= Длинный радиус изгиба
Какая спецификация AWS распространяется на чистый алюминий и алюминиевый сплав?
Какой алюминиевый стержень содержит кремний?
ER4043
Какой алюминиевый стержень содержит магний?
ER5356
Какой стандарт CSA ISO разделяет требования к обозначениям и классификации с CSA W48-14 и AWS A5.18?
CAN/CSA-ISO 14341-14 сварочные материалы проволочные электроды и наплавки для дуговой сварки в среде защитных газов нелегированных и мелкозернистых сталей
Согласно классификации CAN/CSA-ISO W48-14 B-G 49A 5 A G2 что обозначает цифра «5»?
-50°C (температура испытаний на удар)
В соответствии с классификацией CAN/CSA-ISO W48-14 B-G 49A 5 A G2 Что означает буква «А»?
Защитный газ аргон
Согласно классификации CAN/CSA-ISO W48-14 B-G 49A 5 A G2 Что означает буква «G2»?
Химический анализ
Согласно классификации CAN/CSA-ISO W48-14 B -G 49A 5 A G2 Что обозначает буква «B»?
Испытание на удар 27 Дж
Почему положение сварки не включено в спецификацию CAN/CSA-ISO 14341 для классификации электродов?
положение фактически определяется такими факторами, как: — диаметр проволоки — защитный газ — конструкция соединения — текущая настройка
Согласно классификации AWS A5. 18 E 70 C — X YN HZ что означает «X»?
18 E 70 C — X YN HZ что означает «X»?
химический состав
Согласно классификации AWS A5.18 E 70 C — X Y N HZ что означает «Y»?
Тип защитного газа
Согласно классификации AWS A5.18 E 70 C — XY N HZ что означает «N»?
Применение в атомной энергетике
В соответствии с классификацией AWS A5.18 E 70 C — X M N HZ Что означает буква «M»?
AR/CO2 (75-80%)/(баланс)
В соответствии с классификацией AWS A5.18 E 70 C — GS YN HZ что означает «GS»?
Суффикс «GS» обозначает присадочные металлы, предназначенные только для однопроходных работ.
Какова классификация AWS для присадочных металлов GTAW из углеродистой стали?
Какова классификация AWS для присадочных металлов GTAW из нержавеющей стали?
Какова классификация AWS для присадочных металлов GTAW из алюминиевого сплава?
Какова классификация AWS для присадочных металлов GTAW из меди и медных сплавов?
Для чего были разработаны расходные вставки?
получение сварных швов рентгеновского качества на трубопроводных системах критических применений
Каковы 5 преимуществ расходных вставок?
— Стабильное качество наплавленного металла — Они хорошо работают при доступе только с одной стороны — Достигаются точные металлургические свойства — Они обеспечивают гладкие внутренние поверхности сварного шва без щелей — Могут служить опорными кольцами
Что такое 2 вещи расходные вставки помощь?
Подгонка — внутренняя обработка корневых каналов
Назовите 3 преимущества внутренней обработки корневых каналов с помощью расходуемых вставок?
— Равномерные гладкие валики — Уменьшенный эффект надреза — Уменьшенные ограничения потока продукта
Каким спецификациям соответствует большинство расходуемых вставок?
AWS 5.