Характеристики вольфрамовых электродов. Узнайте, что зашифровано в маркировке электрода.
Сегодня для сварочных работ могут быть использованы самые различные электроды. Всё зависит от того, какие цели преследуются сварщиком и каким оборудованием он обладает для достижения поставленных целей.
Вольфрамовые электроды относятся к неплавящимся. Приобрести их по доступной цене можно здесь. Но не стоит забывать о том, что и вольфрамовые электроды далеко не одинаковые. Они могут различаться не только по толщине, но и по используемым легирующим добавкам.
Маркировка вольфрамовых электродов
Суть заключается в следующем. Любая маркировка электродов, выполненных из вольфрама начинается с литеры «W», что понятно. Далее следует буква, которая описывает тип легирующей добавки. В качестве последней могут выступать:
- оксид циркония;
- оксид тория;
- оксид циркония;
- оксид лантана и т.
 д.
д.
 д.
д.К примеру, литера L обозначает оксид лантана. Подобные электроды являются наиболее распространёнными. Далее следует двузначное число. Указывается процент легирующего вещества. К примеру, 20 означает, что в электроде присутствует 2% легирующего состава.
После этого указывается длина электрода.
Если собрать всё вышеозначенное в единую маркировку, то получится следующее: WL 20-175. Кроме этого, не стоит забывать о том, что электроды могут быть выполнены различной толщины.
Именно это и влияет на создание ширины шва при выполнении сварочных работ. Нужно отметить, что вольфрамовые электроды используются в среде инертного газа. Привлекательны они тем, что для работы ими не требуется большое количество опыта. Начинающие сварщики с успехом могут создавать прочные конструкции благодаря использованию вольфрамовых электродов.
Различия электродов по цвету
Для удобства классификации сегодня вольфрамовые электроды обладают различной цветовой дифференциацией.
Если же речь идёт о содержании лантана в 2%, то и цвет маркировки будет уже синим. Оксид тория маркируется красным цветом. Многие легирующие присадки являются радиоактивными по своей природе. Это рекомендуется помнить, когда осуществляется выбор процентного содержания.
Смотрите также:
В видео специалист делится собственным опытом в отношении покупки вольфрамовых электродов из Китая:
Источник №1: http://mos-weld.com/g15548089-elektrody-svarochnye
Твитнутьдля чего используется, классификация, характеристики
Вольфрам-никель-железо
Вольфрамовые сплавы
Вольфрам-никель-медь
Вольфрамовые сплавы
Вольфрамо-Молибденовые сплавы
Вольфрамовые сплавы
Сегодня вольфрамовые сплавы – это тяжелые сплавы на основе тугоплавкого металла, которые широко используются во многих отраслях промышленности.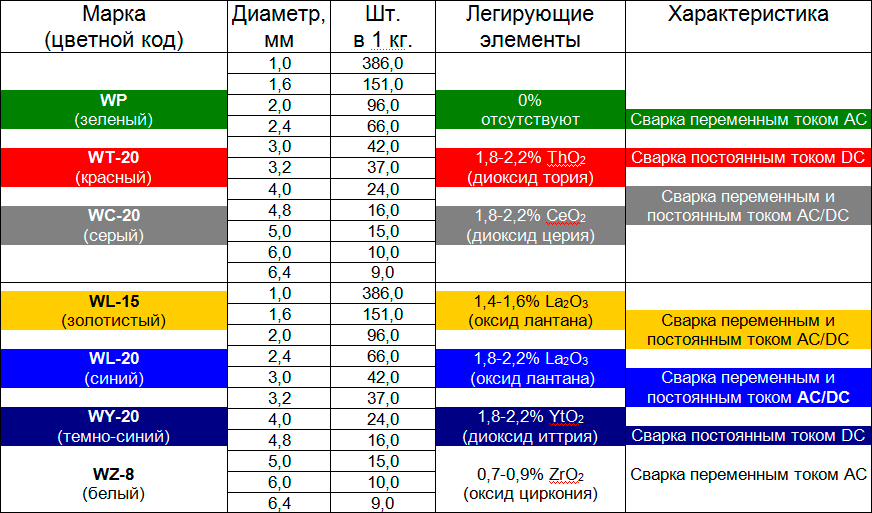 В каталоге представлены стандартные распространённые марки. Возможен заказ полуфабрикатов (порошка, гранул, слитков, кусков и проч.) либо изделий и деталей, готовых к использованию или сборке машин, техники, установок различной направленности.
В каталоге представлены стандартные распространённые марки. Возможен заказ полуфабрикатов (порошка, гранул, слитков, кусков и проч.) либо изделий и деталей, готовых к использованию или сборке машин, техники, установок различной направленности.
При чем здесь волчьи сливки?
Схематическая сварка вольфрамовым электродом.
Вольфрам и высокие температуры – понятия в современной технике неразделимые. Его главное свойство – чрезвычайно высокая тугоплавкость, что и определяет значение и место вольфрама в отраслях промышленности. Это значение трудно переоценить: появление вольфрама в качестве тугоплавкого компонента в самых разнообразных сплавах можно назвать настоящим промышленным переворотом. Открыли вольфрам очень давно – в 18-ом веке.
За светло-серый цвет он получил весьма экзотическое название от немецких слов Wolf – волк и Rahm – сливки: волчьи сливки. Но промышленный триумф этого чудесного металла состоялся только в начале 20-го века. В сварочном деле альтернативы вольфраму нет: вольфрамовый электрод с добавками или без них является лучшим помощником для варки самых проблемных или капризных металлов и сплавов. Промышленный вольфрамовый переворот произошел с паролем из двух слов: «электроды вольфрам».
Промышленный вольфрамовый переворот произошел с паролем из двух слов: «электроды вольфрам».
Не боимся китайских расходников
Не нужно отворачиваться от продукции китайского происхождения в магазинах: она отличается от расходников из других стран тем, что сделана из «родного» китайского вольфрама.
Дело в том, что в Китае обнаружены самые большие запасы этого металла, страна является настоящим мировым вольфрамовым монополистом. Поэтому практически все импортные европейские вольфрамовые расходники произведены из китайского материала, а это означает определенную надбавку в цене.
Использование, основанное на способности защищать от радиации
Коллиматоры из вольфрама в хирургии.
- По этому критерию вольфрамовые сплавы опережают чугун, сталь, свинец и воду, поэтому из металла делают коллиматоры и защитные экраны, которые используются при радиотерапии. Сплавы из вольфрама не подвержены деформации и отличаются высокой надежностью. Применение многолепестковых коллиматоров дает возможность направить излучение на определенный участок пораженной ткани. Во время терапии в первую очередь делают рентгеновские снимки, чтобы локализовать расположение и определить характер опухоли. Затем лепестки коллиматора перемещаются электродвигателем в нужное положение. Может быть задействовано 120 лепестков, с помощью которых создается поле, повторяющее форму опухоли. Далее на пораженный участок направляются лучи, имеющие высокую радиацию. При этом опухоль получает облучение посредством того, что многолепестковый коллиматор вращается вокруг пациента. Чтобы защитить от радиации соседние здоровые ткани и окружающую среду, коллиматор должен обладать высокой точностью.
- Разработаны специальные кольцевые коллиматоры из вольфрама для радиохирургии, облучение которых направлено на голову и шею. Прибор осуществляет высокоточную фокусировку гамма-излучения. Также вольфрам входит в состав пластин для компьютерных томографов, экранирующих элементов для детекторов и линейных ускорителей, дозиметрического оборудования и приборов неразрушающего контроля, емкостей для радиоактивных веществ. Вольфрам используется в устройствах для бурения. Из него делают экраны для защиты погружающихся инструментов от рентгеновского и гамма-излучении.
 Применение многолепестковых коллиматоров дает возможность направить излучение на определенный участок пораженной ткани. Во время терапии в первую очередь делают рентгеновские снимки, чтобы локализовать расположение и определить характер опухоли. Затем лепестки коллиматора перемещаются электродвигателем в нужное положение. Может быть задействовано 120 лепестков, с помощью которых создается поле, повторяющее форму опухоли. Далее на пораженный участок направляются лучи, имеющие высокую радиацию. При этом опухоль получает облучение посредством того, что многолепестковый коллиматор вращается вокруг пациента. Чтобы защитить от радиации соседние здоровые ткани и окружающую среду, коллиматор должен обладать высокой точностью.
Применение многолепестковых коллиматоров дает возможность направить излучение на определенный участок пораженной ткани. Во время терапии в первую очередь делают рентгеновские снимки, чтобы локализовать расположение и определить характер опухоли. Затем лепестки коллиматора перемещаются электродвигателем в нужное положение. Может быть задействовано 120 лепестков, с помощью которых создается поле, повторяющее форму опухоли. Далее на пораженный участок направляются лучи, имеющие высокую радиацию. При этом опухоль получает облучение посредством того, что многолепестковый коллиматор вращается вокруг пациента. Чтобы защитить от радиации соседние здоровые ткани и окружающую среду, коллиматор должен обладать высокой точностью. Вольфрам используется в устройствах для бурения. Из него делают экраны для защиты погружающихся инструментов от рентгеновского и гамма-излучении.
Вольфрам используется в устройствах для бурения. Из него делают экраны для защиты погружающихся инструментов от рентгеновского и гамма-излучении.Классификация и маркировка
В отличие от любых других электродов характеристики вольфрамовых электродов отлично уложены в стройную и понятную классификацию. Маркировка вольфрамовых электродов соответствует международному стандарту EN 26848. Их можно назвать самыми «дисциплинированными» расходниками в огромном массиве других сварочных материалов.
Сварочный аппарат для сварки вольфрамовым электродом.
Как и все расходники, они делятся на две большие группы:
- Электроды переменного тока для сварки алюминия и его сплавов, магния, смесей с ним и других сложных сплавов. Обычно выполнены из вольфрама без добавок.
- Электроды постоянного тока производятся с добавками из тория, церия, циркония, иттрия, лантана и др. Применяются в работах с нержавеющей сталью, высоколегированными сплавами с никелем, медью, углеродистыми сплавами и другими металлами или сплавами.

Дальнейшая классификация основана исключительно на содержании конкретных легирующих добавок к вольфраму: какая добавка – такая и буква на втором месте в маркировочных аббревиатурах. А на первом месте, конечно же, буква W – вольфрам.
Для исчерпывающей информации о технических свойствах расходника цифры обозначают долю в процентах легирующих добавок в основной материал. Например, первая в аббревиатуре цифра 30 показывает, что в наконечнике содержится 3,0% добавки. Вторая цифра указывает длину изделия в миллиметрах.
Химический состав вольфрамовых электродов.
Помимо букв и цифр в систему маркировки включена точная и понятная цветовая классификация: у каждой легирующей добавки – свой конкретный цвет вольфрамовых электродов.
Серые WC-20 содержат 2% оксида церия и являются типичными универсальными электродами для сварки любыми токами. Они дают отличную стабильную дугу. Очень популярны в соединении труб в прямых стыках. Сварка вольфрамовым электродом WC-20 производится в среде аргона высоколегированных сплавов стали и других металлов типа меди, никеля, титана.
Свойства:
- дуга зажигается легко и дает стабильное горение;
- длительный срок годности;
- отлично переносят сильное напряжение тока;
- безопасны для здоровья.
Белые WZ-8 содержат всего 0,8% оксида циркония, используются с переменным током в среде аргона. Весьма капризны к «чистоте» вокруг сварочной рабочей ванны – не терпят малейшего загрязнения. Очень устойчивы к высоким нагрузкам напряжения тока. Годятся для работы с алюминием, медью и разнообразными сплавами из этих металлов. Никель и магний тоже входят в сферу применимости этого расходника. Полноценная альтернатива электродам из чистого вольфрама.
Свойства:
- дуга зажигается легко;
- длительный срок годности и службы;
- устойчивы к токовому напряжению;
- безопасны для здоровья.
Черные WL-10, золотистые WL-15, синие WL-20 с добавкой лантана по 1%, 1,5% и 2% соответственно. Работают при постоянном токе прямой полярности. Также весьма устойчивая дуга, можно производить повторный розжиг. Швы получаются чистыми и долговечными. Имеется нюанс: электрод должен быть заточен под сферическую форму конца прутка. Применяются для напыления, плазменной сварки, соединения заготовок с тонкими кромками из разных марок стали, включая высоколегированные сплавы.
Швы получаются чистыми и долговечными. Имеется нюанс: электрод должен быть заточен под сферическую форму конца прутка. Применяются для напыления, плазменной сварки, соединения заготовок с тонкими кромками из разных марок стали, включая высоколегированные сплавы.
Свойства:
- дуга зажигается легко и быстро;
- длительный срок годности и службы;
- устойчивы к токовому напряжению;
- безопасны для здоровья.
Ток сварки для вольфрамовых электродов.
Красные WT-20 электроды из вольфрама чрезвычайно популярны, содержат 2% оксида тория с массой отличных характеристик. Употребляются при постоянном токе прямой полярности для заготовок из высоколегированных нержавеющих сплавов, титана, никеля и их сплавов. На переменном токе тоже можно варить, но качество шва может получиться не очень высоким за счет «скачущей» дуги во время рабочего процесса.
Торий – радиоактивный элемент, поэтому его доля чаще всего не превышает 2%. Пары или пыль при вольфрамовой сварке могут нанести ущерб здоровью. Тем не менее эти электроды применяются чаще, чем расходники из чистого вольфрама: уж очень хорош торий в сварке самых капризных сплавов.
Тем не менее эти электроды применяются чаще, чем расходники из чистого вольфрама: уж очень хорош торий в сварке самых капризных сплавов.
Свойства:
- дуга зажигается легко и быстро;
- угол заточки можно менять;
- длительный срок годности и службы;
- устойчивы к токовому напряжению;
- опасны для здоровья без соблюдения техники безопасности.
Зеленые WP – расходники из чистого вольфрама. Это лучшие вольфрамовые электроды для сварки алюминия, его сплавов с медью, магнием, никелем с помощью аргонодуговой технологии. Использовать ток переменный.
Свойства:
- дуга зажигается плохо;
- длительный срок годности и службы;
- устойчивы к токовому напряжению;
- безопасны для здоровья.
Способ наплавки при сварке вольфрамовым электродом.
Темно-синие WY-20 с покрытием из иттрия в доле 2%, самые устойчивые наконечники для сварки сложных и ответственных конструкций.
Лучшие марки вольфрамовых электродов типов WT-20, WL-20, WC-20, WZ-8, WP, WY-20 применяются в сварке TIG – Tungsten Insert Gas или WIG, GTA, АДС – все аббревиатуры обозначают одно: дуговая сварка неплавящимся электродом в среде инертного защитного газа в трех вариантах – ручном, полуавтоматическом или автоматическом. Российские разновидности вольфрамовых электродов выпускаются чаще под иной маркировкой: ЭВЧ, ЭВЛ, ЭВИ-1, ЭВИ-2, ЭВИ-3, ЭВТ-15 по ГОСТу 23949-80.
Российские разновидности вольфрамовых электродов выпускаются чаще под иной маркировкой: ЭВЧ, ЭВЛ, ЭВИ-1, ЭВИ-2, ЭВИ-3, ЭВТ-15 по ГОСТу 23949-80.
Но все они соответствуют международным стандартам, в чем можно убедиться в многочисленных справочниках по сварочному делу. На всякий случай добавим, что вольфрамовые расходники – лучшие электроды для аргонодуговой сварки.
Вольфрамовая проволока
Подробности Категория:
ВОЛЬФРАМОВАЯ ПРОВОЛОКА
, проволока, получаемая из металлического вольфрама, который обладает следующими физическими и механическими свойствами (см. табл. 1 и 2).
Термоэлектрическая сила W|Pt (если один спай будет при 0°,а другой при 100°) достигает +0,9 mV (направление тока в холодном спае WàPt).
Температурный коэффициент электрического сопротивления между 0 и 100° равен (4,8±0,05)х10-3.
Удельное электрическое сопротивление в Ом-мм2/м:
При температуре около 2000° сопротивление разрыву остается менее 0,001 той же величины при комнатной температуре; приблизительная температура рекристаллизации вольфрама — 1200°. Металлический вольфрам для вольфрамовой проволоки получается восстановлением из вольфрамовой кислоты струей водорода при температуре ~800—1100°. В зависимости от температуры газа и скорости его струи получается порошок металлического вольфрама в виде зерен различной величины от 0,5 до 15 микрон. Этот порошок превращается в проволоку следующими операциями.
Металлический вольфрам для вольфрамовой проволоки получается восстановлением из вольфрамовой кислоты струей водорода при температуре ~800—1100°. В зависимости от температуры газа и скорости его струи получается порошок металлического вольфрама в виде зерен различной величины от 0,5 до 15 микрон. Этот порошок превращается в проволоку следующими операциями.
Прессование порошка в палочки. Растертый и просеянный порошок под гидравлическим прессом обращают в палочки (инготы) (фиг. 1).
Операцией этой приводят металлический порошок в такое состояние, при котором сцепление частиц настолько велико, что возможны, с известной осторожностью, всякие манипуляции с такими палочками. Условия, при которых происходит наилучшее сцепление, формулируются так: 1) Каждой крупности зерна соответствует определенное давление, называемое критическим, при котором получается достаточное сцепление кристаллов.
2) Давление на порошок, плотность насыпания которого выражается числами 20—40, выражается в 450 кг/см2; при более высоком давлении качество бруска не улучшается, тогда как износ форм ускоряется. 3) Материалом для формы, в которой производят прессование (фиг. 1), служит сталь, которая предварительно цементируется и тщательно отполировывается (в настоящее время очень рекомендуется нитрированная сталь). 4) При выполнении операции прессования надлежит наблюдать за чистотой формы, ничем ее не смазывать и перед прессовкой тщательно очищать; время от времени полировать. 5) Не следует прикасаться руками к порошку и форме изнутри, т. к. пот рук чрезвычайно вредно отзывается на последующих результатах. 6) Штемпель пресса должен плотно входить в форму и выниматься из нее со звуком, т. е. должен быть тщательно притерт и передавать давление равномерно по всей поверхности во избежание получения слоистости в прессуемом бруске, которая делает невозможным приготовление из такого бруска проволоки. 7) Не следует спрессованные штабики держать в запасе; обычно в тот же день отпрессованные палочки должны подвергаться дальнейшей операции — спеканию.
3) Материалом для формы, в которой производят прессование (фиг. 1), служит сталь, которая предварительно цементируется и тщательно отполировывается (в настоящее время очень рекомендуется нитрированная сталь). 4) При выполнении операции прессования надлежит наблюдать за чистотой формы, ничем ее не смазывать и перед прессовкой тщательно очищать; время от времени полировать. 5) Не следует прикасаться руками к порошку и форме изнутри, т. к. пот рук чрезвычайно вредно отзывается на последующих результатах. 6) Штемпель пресса должен плотно входить в форму и выниматься из нее со звуком, т. е. должен быть тщательно притерт и передавать давление равномерно по всей поверхности во избежание получения слоистости в прессуемом бруске, которая делает невозможным приготовление из такого бруска проволоки. 7) Не следует спрессованные штабики держать в запасе; обычно в тот же день отпрессованные палочки должны подвергаться дальнейшей операции — спеканию.
Спекание имеет целью придать отпрессованной палочке большую прочность, что достигается обработкой палочки в восстановительной атмосфере водорода в трубчатой печи из кварца, нагреваемой электротоками до соответственной температуры. Операция происходит в течение 2 часов, остывание требует примерно того же времени. Температуру поднимают постепенно, доводя до максимума после одного часа. В печь палочки загружают по несколько штук и укладывают на шамотовые пластинки, покрытые вольфрамом. Выполняя процесс спекания, надо наблюдать, чтобы температура не переходила за пределы, при которых начинается энергичный рост кристаллов, т. е. для вольфрама 1300°; во все время операции должен протекать газ совершенно сухой, т. к. присутствие паров воды вызывает интенсивный рост кристаллов. После спекания палочки по внешнему виду отчасти напоминают уже плотный металл и приобретают такую прочность, что переносят давление зажимов и допускают обработку слесарными инструментами. После операции палочки могут лежать неограниченное время без вреда для хода дальнейшей обработки. Но все же кристаллы штабика после этой операции еще не настолько связаны между собой, чтобы их можно было обработать на проволоку; поэтому их подвергают следующей операции — формированию, или сварке.
Операция происходит в течение 2 часов, остывание требует примерно того же времени. Температуру поднимают постепенно, доводя до максимума после одного часа. В печь палочки загружают по несколько штук и укладывают на шамотовые пластинки, покрытые вольфрамом. Выполняя процесс спекания, надо наблюдать, чтобы температура не переходила за пределы, при которых начинается энергичный рост кристаллов, т. е. для вольфрама 1300°; во все время операции должен протекать газ совершенно сухой, т. к. присутствие паров воды вызывает интенсивный рост кристаллов. После спекания палочки по внешнему виду отчасти напоминают уже плотный металл и приобретают такую прочность, что переносят давление зажимов и допускают обработку слесарными инструментами. После операции палочки могут лежать неограниченное время без вреда для хода дальнейшей обработки. Но все же кристаллы штабика после этой операции еще не настолько связаны между собой, чтобы их можно было обработать на проволоку; поэтому их подвергают следующей операции — формированию, или сварке.
Формирование (сварка) имеет целью придать строению штабиков такую плотность и характер структуры, чтобы можно было их обрабатывать ковкой и протяжкой. В виду малых размеров палочки, практически удобнее нагревать ее электротоком, включая ее как сопротивление в цепь. Для устранения окисления вся операция сварки ведется в атмосфере водорода. Водород должен быть достаточно сухим, чтобы не вызвать излишнего роста кристаллов, который и без того при этом процессе неизбежен. Явления, происходящие здесь, не тождественны с теми, которые происходят при накаливании электротоком плотного металла, вследствие того, что здесь металлические стержни состоят из прессованного порошка; т. к. химические и физические свойства этого порошка в разных партиях всегда различны, получение идентичных конечных результатов при сварке весьма затруднительно. На основании исследований над изменениями структуры в таких брусках операцию формирования для получения ковкого металла нужно вести при температурном режиме, наивыгоднейшем для порошкообразной смеси определенного объема встряхивания. Этот режим устанавливается эмпирически и соответствует 95—98% той нагрузки в амперах, при которой наблюдается плавление стержней; все спрессованные стержни подвергаются формированию под такой нагрузкой. Сам процесс сварки ведут, руководствуясь практически выработанной схемой времени подъема силы тока в цепи, ее стационарного действия и снижения. Процесс сварки выполняется на аппарате, изображенном на фиг. 2 и 3.
Этот режим устанавливается эмпирически и соответствует 95—98% той нагрузки в амперах, при которой наблюдается плавление стержней; все спрессованные стержни подвергаются формированию под такой нагрузкой. Сам процесс сварки ведут, руководствуясь практически выработанной схемой времени подъема силы тока в цепи, ее стационарного действия и снижения. Процесс сварки выполняется на аппарате, изображенном на фиг. 2 и 3.
Колпак А с двойными стенками, между которыми течет холодная вода по стрелке, устанавливается на поддоне В, в котором проложено резиновое кольцо, благодаря чему получается несколько большая герметичность, чем если бы колпак А ставился непосредственно на чугун.
К поддону В укреплено приспособление С, состоящее из медных трубок и пустотелой коробки М, в которой при посредстве клинообразного нажима зажимается вольфрамовая палочка W. Через приспособление С также протекает холодная вода. Кроме того к поддону прикреплен железный стакан 2, также двустенный, и через него протекает холодная вода; внутрь стакана наливается ртуть. Заправка аппарата производится так. Вольфрамовый стержень зажимается в верхнем зажиме М и на другом его конце защемляется в щипцы. Нижние концы щипцов погружаются в стакан с ртутью. Опускается колпак А, и через трубу О пускается водород, который, наполнив колпак, будет выходить через трубку наружу. После заполнения водородом колпака пускается ток от трансформатора, и вольфрамовый стержень начинает постепенно нагреваться вследствие постепенного увеличения силы тока, регулируемой реостатом в первичной цепи, питающей трансформатор. Выполнив нагрев вольфрамового стержня, выключают ток и, когда стержень остынет, прекращают приток водорода и воды. Подняв колпак, вынимают обработанный стержень. При переходе восстановленного вольфрама из одной стадии производства в другую его наружный вид постепенно меняется, а именно: спрессованный стержень имеет темно-серый землистый цвет; после спекания стержень отчасти напоминает металл, а после сварки имеет совершенно металлический вид и звонкость, обладая при этом в разломе металлической структурой.
Заправка аппарата производится так. Вольфрамовый стержень зажимается в верхнем зажиме М и на другом его конце защемляется в щипцы. Нижние концы щипцов погружаются в стакан с ртутью. Опускается колпак А, и через трубу О пускается водород, который, наполнив колпак, будет выходить через трубку наружу. После заполнения водородом колпака пускается ток от трансформатора, и вольфрамовый стержень начинает постепенно нагреваться вследствие постепенного увеличения силы тока, регулируемой реостатом в первичной цепи, питающей трансформатор. Выполнив нагрев вольфрамового стержня, выключают ток и, когда стержень остынет, прекращают приток водорода и воды. Подняв колпак, вынимают обработанный стержень. При переходе восстановленного вольфрама из одной стадии производства в другую его наружный вид постепенно меняется, а именно: спрессованный стержень имеет темно-серый землистый цвет; после спекания стержень отчасти напоминает металл, а после сварки имеет совершенно металлический вид и звонкость, обладая при этом в разломе металлической структурой.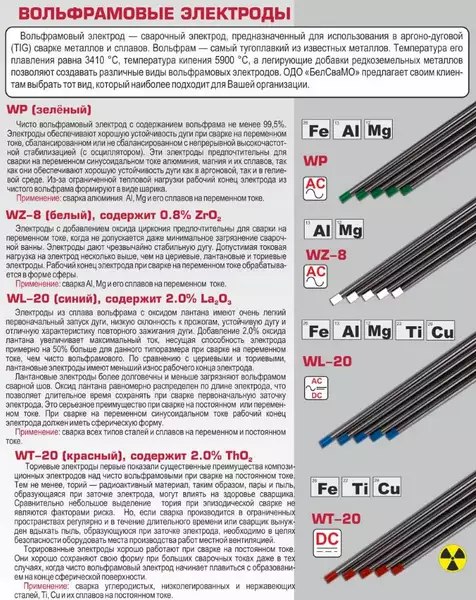 Перечисленными операциями заканчивается металлургическая подготовка вольфрама.
Перечисленными операциями заканчивается металлургическая подготовка вольфрама.
Дальнейшими операциями являются процессы механической обработки вольфрамовой палочки с целью получения проволоки разных диаметров. Отдельные стадии процесса механической обработки вольфрама таковы.
Ковка — преследует две цели: 1) удлинить сваренную палочку, превратив ее прямоугольное сечение в круглое, т. е. приготовить ее к волочению, и 2) придать такое строение, при котором механическая обработка м. б. успешно выполнена. Для ковки употребляют особой конструкции ковочные машины, схема которых изображена на фиг. 4.
В кольцеобразную станину А вставляется фасонная ось е
со сквозным осевым каналом и с фасонной передней частью В, в которую вставляются плашки К, упирающиеся в свободно движущиеся пластинки. Внешняя поверхность части В, будучи вставлена в станину, опирается на ряд роликов О (числом 10), установленных с промежутками друг около друга. Средний цилиндрический канал в каждой последующей паре имеет соответственно меньший диаметр, чем в предыдущей. В часть В вставляются плашки, запирается крышка Р, удерживающая их от выпадения при вращении; пускается в ход электромотор, соединенный с ковочной машиной ремнем. При этом плашки совместно с частью В будут вращаться со скоростью 600 об/мин. Под действием центробежной силы плашки расходятся, попадая в промежуток между роликами О, и последними сближаются друг с другом. Таким образом, если между плашками продвигать отковываемый брусок, размеры которого несколько больше канала в плашке, то брусок будет подвергаться ударам плашек, и так как одновременно он продвигается вперед либо от руки, либо механически, то можно произвести изменения размеров бруска и его структуры. Число ударов плашек по бруску будет равно 600х10 = 6000 в 1 м. Брусок из вольфрама обрабатывают в нагретом состоянии; соблюдая необходимую температуру нагрева, при этом можно изменить и структуру металла. Это последнее обстоятельство вытекает из нижеследующего соображения: равноосная кристаллическая структура в бруске получается после сварки бруска; если же брусок подвергнуть ковке, то его структура изменится в волокнистую.
В часть В вставляются плашки, запирается крышка Р, удерживающая их от выпадения при вращении; пускается в ход электромотор, соединенный с ковочной машиной ремнем. При этом плашки совместно с частью В будут вращаться со скоростью 600 об/мин. Под действием центробежной силы плашки расходятся, попадая в промежуток между роликами О, и последними сближаются друг с другом. Таким образом, если между плашками продвигать отковываемый брусок, размеры которого несколько больше канала в плашке, то брусок будет подвергаться ударам плашек, и так как одновременно он продвигается вперед либо от руки, либо механически, то можно произвести изменения размеров бруска и его структуры. Число ударов плашек по бруску будет равно 600х10 = 6000 в 1 м. Брусок из вольфрама обрабатывают в нагретом состоянии; соблюдая необходимую температуру нагрева, при этом можно изменить и структуру металла. Это последнее обстоятельство вытекает из нижеследующего соображения: равноосная кристаллическая структура в бруске получается после сварки бруска; если же брусок подвергнуть ковке, то его структура изменится в волокнистую. Если структуру не подвергнуть изменению, которое возвратит ее к равноосной, то брусок не будет дальше коваться, а станет расслаиваться. Средством изменить структуру служит нагрев бруска до температуры рекристаллизации. Ковочная машина строится разных величин, например для завода ГЭТ в Москве были построены машины трех размеров: №1 — диаметр поперечника 8—2,5 мм; №2 — 2,5—1,75 мм; №3 — 1,75—0,95 мм. Пропускаемый через эти три машины вольфрамовый штабик из короткого (120 мм длиной), с поперечным сечением 7×7 мм, обращается в длинный (4600 мм), с сечением по кругу диаметром 0,95 мм. Пруток проходит через 26 плашек; температура нагрева на первой машине доводится до 1300°, на второй — до 1250° и на третьей — до 1150°. При машинах — трубчатые печи с электрическим нагревом, причем в печь у первой машины непрерывно течет водород, у следующих же машин нагрев происходит уже без водорода.
Если структуру не подвергнуть изменению, которое возвратит ее к равноосной, то брусок не будет дальше коваться, а станет расслаиваться. Средством изменить структуру служит нагрев бруска до температуры рекристаллизации. Ковочная машина строится разных величин, например для завода ГЭТ в Москве были построены машины трех размеров: №1 — диаметр поперечника 8—2,5 мм; №2 — 2,5—1,75 мм; №3 — 1,75—0,95 мм. Пропускаемый через эти три машины вольфрамовый штабик из короткого (120 мм длиной), с поперечным сечением 7×7 мм, обращается в длинный (4600 мм), с сечением по кругу диаметром 0,95 мм. Пруток проходит через 26 плашек; температура нагрева на первой машине доводится до 1300°, на второй — до 1250° и на третьей — до 1150°. При машинах — трубчатые печи с электрическим нагревом, причем в печь у первой машины непрерывно течет водород, у следующих же машин нагрев происходит уже без водорода.
Протяжка. После отковки до диаметра 0,95 мм брусок подвергается протяжке на цепном станке, принцип устройства которого виден на фиг. 5.
5.
На скамье А из двух балок по ее концам установлены два барабана для цепи Галля. Левый барабан получает движение от электромотора М. Впереди правого конца скамьи установлено приспособление для нагрева волочильного глазка и печь. По полкам балок катается тележка П, на которой укреплены клещи с крючками, зацепляющимися за цепь Галля. Если крючок задел за звено цепи, то тележка будет двигаться, увлекаемая цепью. Пруток, который надо протянуть через глазок, заостряют и, пропустив через печь Д и глазок Б, захватывают клещами тележки, благодаря чему нагретый до определенной температуры пруток будет проходить через глазок (процесс волочения).
Средняя и тонкая протяжка. Принцип этой операции — тождественный с обычным, применяемым при протяжке в алмазных волочильных глазках, но с предварительным нагревом проволоки. Схема протяжки от 0,60 до 0,15 мм (фиг. 6) заключается в следующем: проволока, намотанная на катушку А, свободно насаживается на ось.
Конец проволоки, взятой из этой катушки, перекинут через блочек М, вращающийся на оси О в коробке Р, где налита графитовая смазка. Далее смазанная проволока идет через чугунную коробку В, сверху открытую, с отверстием в дне; в противоположном от входа проволоки конце имеется отгороженное стенками отделение, в которое вставляется волочильный глазок Д. На дне коробки В кладется закрытая с концов газовая трубка; посредине имеется отросток Г, выходящий через отверстие в дне коробки В наружу; при посредстве этого отростка вводится в трубку светильный газ, который и м. б. зажжен внутри коробки. Над этой горелкой вешается железный желоб Б, который, нагреваясь, образует муфель для нагрева проволоки К, проходящей через нее и далее через глазок Д и закрепляемой на катушке А. Если заставить катушку А вертеться по стрелке, то проволока с катушки А будет перематываться на катушку А1 и, проходя через глазок, получит соответственный отверстию размер диаметра. Отношение диаметров входящей в глазок и выходящей из него проволоки для разных металлов разное; для вольфрама оно находится в пределах 0,923—0,958.
Далее смазанная проволока идет через чугунную коробку В, сверху открытую, с отверстием в дне; в противоположном от входа проволоки конце имеется отгороженное стенками отделение, в которое вставляется волочильный глазок Д. На дне коробки В кладется закрытая с концов газовая трубка; посредине имеется отросток Г, выходящий через отверстие в дне коробки В наружу; при посредстве этого отростка вводится в трубку светильный газ, который и м. б. зажжен внутри коробки. Над этой горелкой вешается железный желоб Б, который, нагреваясь, образует муфель для нагрева проволоки К, проходящей через нее и далее через глазок Д и закрепляемой на катушке А. Если заставить катушку А вертеться по стрелке, то проволока с катушки А будет перематываться на катушку А1 и, проходя через глазок, получит соответственный отверстию размер диаметра. Отношение диаметров входящей в глазок и выходящей из него проволоки для разных металлов разное; для вольфрама оно находится в пределах 0,923—0,958.
Волочильные глазки. Волочильные глазки с диаметром 1—0,060 мм, через которые протягивается вольфрамовая проволока на цепном стане, обычно приготовляют из карбида вольфрама; их твердость (9,8 — по шкале Мооса) немного ниже твердости алмаза, но тверже всякой стали. Для дальнейших протяжек вольфрамовых проволок применяется наилучший сорт алмазных камней, так наз. Jogers (для диаметров до 0,011 мм). Для предохранения металла от окисления вольфрамовая проволока подвергается особой смазке коллоидальным графитом. Перечисленными операциями заканчивается производство проволоки из вольфрама.
Волочильные глазки с диаметром 1—0,060 мм, через которые протягивается вольфрамовая проволока на цепном стане, обычно приготовляют из карбида вольфрама; их твердость (9,8 — по шкале Мооса) немного ниже твердости алмаза, но тверже всякой стали. Для дальнейших протяжек вольфрамовых проволок применяется наилучший сорт алмазных камней, так наз. Jogers (для диаметров до 0,011 мм). Для предохранения металла от окисления вольфрамовая проволока подвергается особой смазке коллоидальным графитом. Перечисленными операциями заканчивается производство проволоки из вольфрама.
Из приведенного краткого обзора видно, что производство проволок из вольфрама отличается от производства проволок из черных и красных металлов, особенно в металлургической части; болванки из плавленного металла, полученные лабораторным путем, совершенно негодны для механической обработки: они имели чрезвычайно крупную кристаллическую структуру и были хрупки, как стекло. Проволоки из вольфрама гл. обр. применяются в электроламповой промышленности, а также и в радиопромышленности. Электроламповая промышленность требует от проволок из вольфрама специфических технических условий, которые в общих чертах сводятся к следующему. Диаметр проволоки по всей ее длине д. б. одинаковым. Длина в одном конце — не менее 500 м, самых тонких размеров — диаметра 0,017 мм. Такое требование вытекает из необходимости иметь электрическое сопротивление по всей длине одинаковым, а это вызывает строгие требования в колебании диаметра проволоки по всей длине. Электроламповая промышленность стремится получить такую проволоку из вольфрама, которая во время накала в лампе не распыливалась бы, не меняла своей структуры и была бы механически прочной при ударах. С этой целью прибавляют к металлическому вольфраму трудно летучие окиси (окись тория), также кремнезем, или ведут рекристаллизацию. В СССР производство проволок из вольфрама организовано ГЭТ при электрозаводе в Москве. В настоящее время потребление вольфрамовой проволоки выражается в 28∙106 м в год.
Электроламповая промышленность требует от проволок из вольфрама специфических технических условий, которые в общих чертах сводятся к следующему. Диаметр проволоки по всей ее длине д. б. одинаковым. Длина в одном конце — не менее 500 м, самых тонких размеров — диаметра 0,017 мм. Такое требование вытекает из необходимости иметь электрическое сопротивление по всей длине одинаковым, а это вызывает строгие требования в колебании диаметра проволоки по всей длине. Электроламповая промышленность стремится получить такую проволоку из вольфрама, которая во время накала в лампе не распыливалась бы, не меняла своей структуры и была бы механически прочной при ударах. С этой целью прибавляют к металлическому вольфраму трудно летучие окиси (окись тория), также кремнезем, или ведут рекристаллизацию. В СССР производство проволок из вольфрама организовано ГЭТ при электрозаводе в Москве. В настоящее время потребление вольфрамовой проволоки выражается в 28∙106 м в год.
Источник: Мартенс. Техническая энциклопедия. Том 4 — 1928 г.
Том 4 — 1928 г.
- < Назад
- Вперёд >
Как выбрать самый подходящий расходник
Выбор вольфрамового электрода можно делать по разным критериям:
- Тип (переменный или постоянный ток), наличие добавок, химический состав и доля этих добавок.
- Диаметр электрода, от которого зависит ширина сварочного шва.
- Форма и качество заточки конца электрода.
При выборе расходника по составу свариваемых поверхностей и методу сварки лучше пользоваться справочниками.
Марки и диаметр электродов.
В международной маркировке легко ориентироваться:
- Первая заглавная латинская буква W – это вольфрам, вторая заглавная латинская буква – это легирующая добавка.
- Первая цифра после латинских букв обозначает долю добавки в процентах. Например, цифра 15 показывает, что доля добавки в вольфрамовом электроде составляет 1,5%. Вторая цифра, которая пишется через дефис после первой, обозначает длину электрода в миллиметрах. Самая распространенная длина – это 175 мм, бывают по 50 мм и выше, но не длиннее 175 мм.
 Самая распространенная длина – это 175 мм, бывают по 50 мм и выше, но не длиннее 175 мм.
Самая распространенная длина – это 175 мм, бывают по 50 мм и выше, но не длиннее 175 мм.Заточка и еще раз заточка
Одной из главных особенностей вольфрамовых электродов является обязательность заточки их концов. Плавящиеся наконечники в этом отношении намного удобнее и «лояльнее» к мастеру – они готовы к работе сразу же, даже после первичного использования. Неплавящиеся же вольфрамовые электроды нужно постоянно контролировать. Все дело в потоках электронов, которые движутся к концу прутка, и от которых зависит давление дуги на свариваемую поверхность. А от такого давления зависит все: качество и габариты шва, глубина проварки.
Заточка вольфрамового электрода и его форма подпадают под жесткие правила и зависит от конкретной марки расходника:
- Форма шарика на кончиках в марках WP и WL.
- Форма конуса в марках WC, WY, WT, WZ.
Имеет значение и длина, на которую нужно затачивать наконечник. Определить ее можно, умножив диаметр расходника на постоянное число 2,5.
 Если, например, диаметр равен 3 мм, то затачивать его конец нужно на длину в 7,5 мм. Точить нужно болгаркой или точильным кругом.
Если, например, диаметр равен 3 мм, то затачивать его конец нужно на длину в 7,5 мм. Точить нужно болгаркой или точильным кругом.
Как затачивать вольфрамовые электроды.
Кроме длины заточки важен и ее угол. Если сварка будет проходить на невысоком токе, угол заточки должен составлять 10 – 20 градусов. Для тока средней силы подходит угол радиусом от 20-ти до 30-ти градусов. При мощном токе нужен угол от 60-ти до 120-ти градусов. Почему важен угол: его величина влияет на устойчивость дуги и на долговечность работы самого электрода.
Самые распространенные размеры угла заточки находятся в диапазоне от 20-ти до 90-та градусов. Если угол меньше 20-ти градусов, электрод будет быстро изнашиваться. Если больше 90 градусов, появится риск неустойчивости горения дуги аргоновой сварки. Угол заточки конца расходника не зависит от материала, из которого он сделан, здесь имеют значение только характеристики тока.
Если заточка вольфрамовых электродов игнорирована или не соответствует правилам, последствия проявятся обязательно: первым делом это будет не полностью проваренный шов с некачественным креплением. Несимметричная форма заточки обязательно собьет дугу с правильного направления. Слишком острые или слишком тупые углы приведут к высокому изнашиванию расходника или к мелкой проварке шва. Также нужно контролировать два дополнительных критерия:
Несимметричная форма заточки обязательно собьет дугу с правильного направления. Слишком острые или слишком тупые углы приведут к высокому изнашиванию расходника или к мелкой проварке шва. Также нужно контролировать два дополнительных критерия:
- степень остроты или притупления кончика;
- появление рисок в процессе заточки.
Уровень притупления конца электрода нужно подобрать под диаметр стержня и показатели тока. Риски размещаются вдоль заготовки. После заточки изделие лучше отполировать.
Заточка настолько важна, что выпускаются и продаются специальные устройства:
- G–Tech от знаменитого шведского производителя ESAB – это машинки с алмазными дисками с системой всасывания пыли.
- ESG Plus от немецкого производителя Orbitalum для работы с шестью видами сечений и четырьмя вариантами углов заточки.
- EWM TGM 40230 от немецкого производителя EWM HighTec Welding GmbH – компактный ручной станок для заточки под углами от 0° до 90°.

Ионы вольфрама
На внешнем энергетическом уровне атома вольфрама имеется шесть электронов, которые являются валентными:
1s 2 2s 2 2p 6 3s 2 3p 6 3d 10 4s 2 4p 6 4d 10 4f 14 5s 2 5р 6 5d 4 6s 2 .
В результате химического взаимодействия вольфрам отдает свои валентные электроны, т.е. является их донором, и превращается в положительно заряженный ион:
W o -2e → W 2+ ;
W o -3e → W 3+ ;
W o -4e → W 4+ ;
W o -5e → W 5+ ;
W o -6e → W 6+ .
Аргонодуговая сварка, советы
Принцип аргонодуговой сварки.
Ток должен быть постоянным прямой полярности – это классическое требование сварки в аргоне вольфрамовыми расходниками. Вольфрамовые электроды для аргонодуговой сварки нужно выбирать по диаметру электрода и форме его заточки. К этому выбору подойти нужно более чем внимательно. Конец нужно затачивать остро и очень точно. Если производится в кустарных условиях, заточку можно делать на точильном станке.
Не допускать перегрева наконечника, потому что, нагреваясь, вольфрам становится хрупким и может раскрошиться. Качество чистого аргона должно быть очень высоким с объемной долей не меньше 99,99%. Если это требование не выполнять, шов немедленно потемнеет. Варить нужно справа налево, горелку держать в правой руке под углом от 70° до 85°, присадочную проволоку – в левой руке под углом в 20°.
Качество чистого аргона должно быть очень высоким с объемной долей не меньше 99,99%. Если это требование не выполнять, шов немедленно потемнеет. Варить нужно справа налево, горелку держать в правой руке под углом от 70° до 85°, присадочную проволоку – в левой руке под углом в 20°.
Переменный ток используется в сварке алюминия и его сплавов, при этой технологии электрод для аргонной сварки не требует столь тщательной заточки. Достаточно будет умеренного закругления. В работе с алюминием важнейшим требованием является предварительная максимально тщательная очистка поверхностей с особым вниманием удалению жировых остатков.
Главное – запомнить, что вольфрамовые электроды для аргонодуговой сварки будут великолепно работать лишь при соблюдении всех технологических требований. Это самый дисциплинированный электрод по своей сути, но он требует такой же дисциплины и от мастера.
Вольфрамовые электроды: различия по цветам и маркировке
Электроды для сварки могут иметь разное качество в зависимости от сферы применения и модели сварочного аппарата .
Электроды вольфрамовые: классификация, описание
Вольфрам – это такой металл, который встретить в чистом виде практически нельзя, часто его применяют при аргонодуговой сварке, поскольку он отличается тугоплавкостью и способен при длительном сварочном процессе удерживать свою прочность. Кроме того, для сварки вольфрамовых элементов нужно очень в небольшом количестве.
При покупке вольфрамовых электродов обращайте внимание не только на их цвет, но и на страну производителя. Крайне желательно, чтобы это был Китай, ведь именно эта страна является крупнейшим поставщиком металла в мире.
Вольфрамовые электроды подразделяются на три ключевые категории:
- изделия переменного тока. При воздействии тока свариваются в основном магний, алюминий и сплавы этих металлов. Часто такой вид сварки применяется, чтобы защитить процесс от загрязнений;
- электроды постоянного тока. В таком случае в электрод добавляют иттрий или торий , который может представлять опасность для человека. Такие электроды лучше всего использовать для сварки на открытых площадках или там, где работает хорошая вентиляция. С помощью их можно сварить такие металлы, как бронза, сталь, никель, медь, тантал, углеродистые сплавы. Также при сварке не забывайте и о средствах индивидуальной защиты;
- универсальные электроды вольфрамовые применяются при сварке медных, танталовых, никелевых, бронзовых, титановых и стальных изделий. Они хорошо работают при переменном и постоянном токе, часто их используют при сварке трубопроводов , поскольку они отлично соединяют тонкие металлические листы и маскируют швы.
 При воздействии тока свариваются в основном магний, алюминий и сплавы этих металлов. Часто такой вид сварки применяется, чтобы защитить процесс от загрязнений;
При воздействии тока свариваются в основном магний, алюминий и сплавы этих металлов. Часто такой вид сварки применяется, чтобы защитить процесс от загрязнений;Прежде чем приобретать электроды из вольфрама того или иного типа, обязательно ознакомьтесь со свойствами материала, который будет использован при сварке, чтобы выбрать элемент того или иного типа .
Электроды из вольфрама, их маркировка
Вольфрамовые электроды используются в среде инертного газа при сварке с аргоном. Они качественные и безопасные, поэтому их можно использовать для работы даже новичкам сварочного дела.
Символы и цвет маркировки, нанесенные на каждый электрод, указывают на его тип и состав. Так, о присутствии вольфрама говорит буква W . Вторая, следующая за ней буква, означает оксид того элемента, который выступает в роли легирующей добавки.
В качестве легирующих оксидов в составе электрода могут присутствовать:
- С – оксид церия;
- Z – оксид циркония;
- L – оксид лантана;
- T – оксид тория ;
- Р – чистый вольфам без легирующих добавок.
Следом за второй буквой, обозначающей легирующее вещество, идет цифра, которая обозначает процент такого вещества. Например, если стоит цифра 20, то это говорит о присутствии легирующего вещества в составе 2 процентов. Далее через дефис идет следующее число – это длина в миллиметрах, чаще всего это 175 мм, но есть и 50, и 75 и 150 мм соответственно. А диаметр электродов из вольфрама может составлять от 1 до 6,4 мм.
А диаметр электродов из вольфрама может составлять от 1 до 6,4 мм.
Например, такая маркировка, как WL 15 — 175, говорит о следующих характеристиках электрода:
- он включает вольфрам;
- содержит в себе легирующие добавки из лантана в размере 1,5 процента ;
- длина элемента составляет 175 мм.
Однако при приобретении электрода для сварки следует обращать внимание не только на буквы и цифры, но и на цвет изделий. Маркировка целиком включает в себя все необходимые характеристики изделия, согласно которым можно сделать правильный выбор.
Ниже приводим таблицу маркировки вольфрамовых электродов:
- WP зеленого цвета – в таких электродах вольфрам является ключевым элементом, его содержится здесь более 99 процентов. Их используют при сварке алюминия и магния, сам процесс совершается с применением синусоидального тока. Защитными газами являются гелий и аргон;
- WC-20 серого оттенка включает в себя оксид церий в составе 2 процентов от состава электрода. Он относится к универсальным элементам, его применяют при сварке с использованием переменного тока с положительной полярности. Также их можно задействовать при соединении трубопроводов в неповоротных стыках;
- WL-15 и WL-20 синего оттенка на 1,5 и 2 процента соответственно состоят из лантана, что позволяет сделать устойчивую дугу и повторный розжиг. Часто такие электроды применяются в промышленных целях, также лантан увеличивает рабочий ток и наполовину снижает износ. Сделанные с их помощью швы долговечны и менее подвержены загрязнениям, чем другие. Для работы электрода нужно придать его концу сферичную форму;
- WT-20 красного цвета. В состав такого элемента входит торий , пыль которого может представлять некоторую опасность для здоровья. Но даже несмотря на этот факт, подобный электрод многие применяют гораздо чаще, чем сделанные целиком из вольфрама. Все это за счет свойств тория, который может мгновенно соединить даже самые трудно соединяемые металлы. Для сварки желательно использовать постоянный ток, поскольку синусоидальный может спровоцировать «прыжки» дуги по поверхности свариваемых материалов, а это приведет к их порче;
- WZ-8 белого оттенка. В таком электроде присутствует оксид циркония в количестве чуть меньше процента. При сварке обязательно следите за чистотой поверхности, также используйте переменный ток. Концу прибора лучше всего придавать сферическую форму. Такой элемент лучше всего подходит для сварки деталей из алюминия;
- WY-20 темно-синего цвета. Такие вольфрамовые электроды имеют тонкое покрытие на основе итрия . Они отличаются своей устойчивостью, поэтому часто они используются при сварке очень важных и ответственных конструкций;
- WL 30 фиолетовый – на три процента состоит из оксида тория ;
- WL 40 оранжевого оттенка включает в себя 4 процента оксида тория .
 Он относится к универсальным элементам, его применяют при сварке с использованием переменного тока с положительной полярности. Также их можно задействовать при соединении трубопроводов в неповоротных стыках;
Он относится к универсальным элементам, его применяют при сварке с использованием переменного тока с положительной полярности. Также их можно задействовать при соединении трубопроводов в неповоротных стыках; Для сварки желательно использовать постоянный ток, поскольку синусоидальный может спровоцировать «прыжки» дуги по поверхности свариваемых материалов, а это приведет к их порче;
Для сварки желательно использовать постоянный ток, поскольку синусоидальный может спровоцировать «прыжки» дуги по поверхности свариваемых материалов, а это приведет к их порче;Перед тем как выбирать электрод для сварки, выберите ее метод, а также уточните все свойства материала, с которым планируете работать.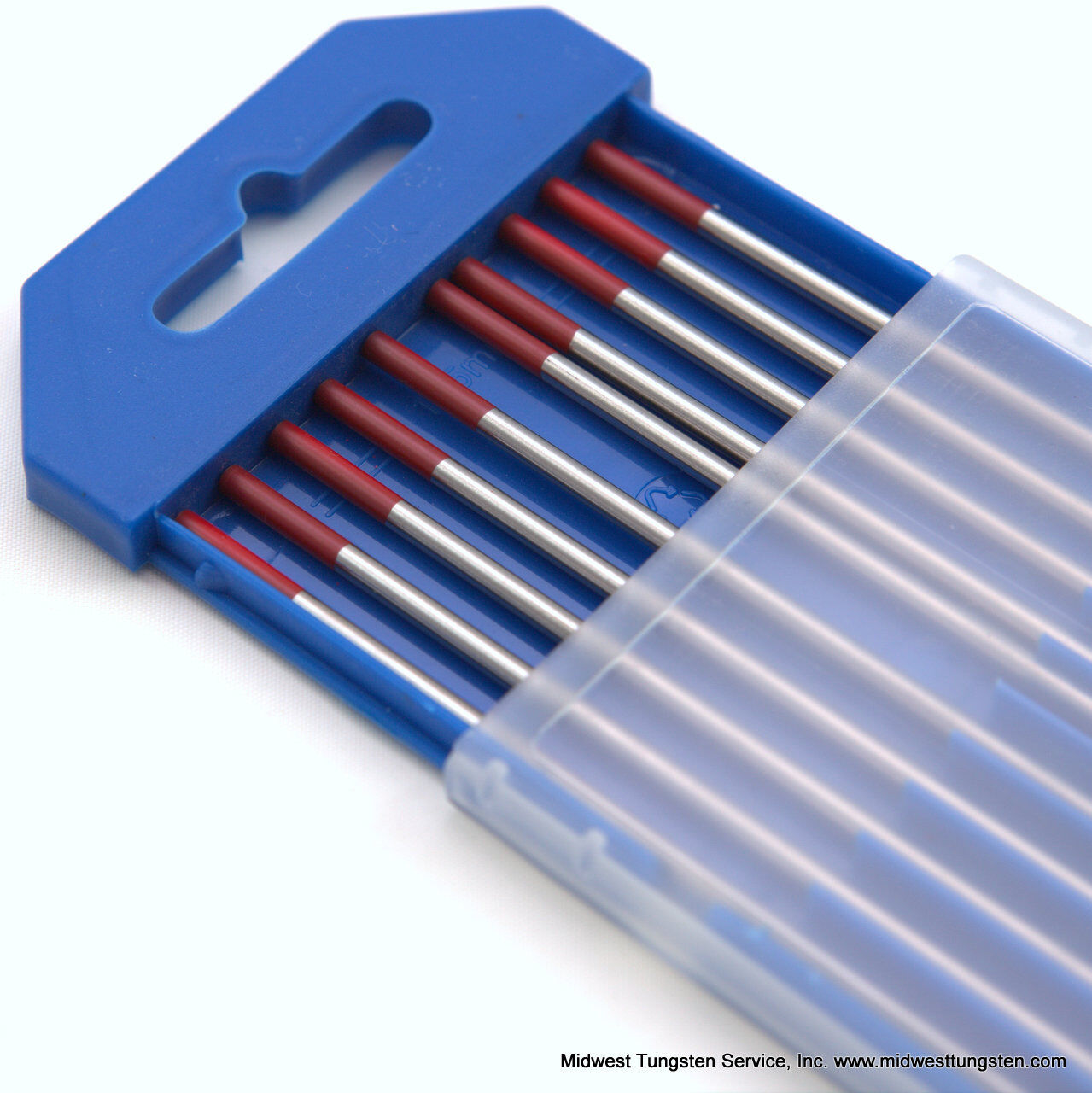
Прочие критерии выбора вольфрамовых электродов
Элементы на основе вольфрама, имеющие маркировку WP, используют при сварке посредством переменного тока алюминиевых сплавов с четом хорошей устойчивости дуги. Сварка, проходящая в среде инертного газа, гарантирует качественную работу и аккуратный прочный шов. При выборе неплавящихся термостойких элементов из вольфрама обращайте внимание на следующее:
- тип электрода;
- его состав;
- легирующие добавки;
- параметры изделия;
- качество заточки;
- плотность;
- геометрию острия.
Ну, и, конечно же, как было сказано выше, обращайте внимание на маркировку, состоящую из латинских букв, цифр и цвета.
Особенности аргонодуговой сварки и ее технология
Сварка аргонодуговым методом предусматривает  Существует два способа такой сварки, ручной и автоматический , давайте рассмотрим их ниже.
Существует два способа такой сварки, ручной и автоматический , давайте рассмотрим их ниже.
Сварка ручным способом при применении вольфрамового электрода под аргоновой защитой состоит из следующих этапов:
- подведение аргона и тока к горелке. Затем вторая фаза приводится к сварочной поверхности. Между присоединенным к горелке электродом и поверхностью появляется дуга, к которой подается присадочная проволока;
- зажигается дуга посредством угольной пластины. Это не испортит свариваемые поверхности, и защитит шов от возможных загрязнений;
- дуга возбуждается посредством осциллятора;
- следим за движением электрода, чтобы он продвигался строго по шву. В противном случае работа прерывается, чтобы он не расплавился.
При таком способе допускается использование переменного тока при сварке.
Автоматическую аргонодуговую сварку с элементами на основе вольфрама в основном применяют с целью соединения трубопроводов в местах неповоротных стыков. Для этой цели применяют разные приборы разных конструкций, которые отвечают за весь сварочный процесс. Сварочная дуга появляется между концом проволоки и металлической поверхностью. При этом в качестве проволочного конца тут выступает электрод. Но при этом аппараты для данного вида работ нельзя применять в ряде работ, в частности, по причине того, что короткий шов таким способом не выполняется.
Для этой цели применяют разные приборы разных конструкций, которые отвечают за весь сварочный процесс. Сварочная дуга появляется между концом проволоки и металлической поверхностью. При этом в качестве проволочного конца тут выступает электрод. Но при этом аппараты для данного вида работ нельзя применять в ряде работ, в частности, по причине того, что короткий шов таким способом не выполняется.
Приборы на основе вольфрама для аргонодуговой сварки можно применять, если они оснащены такими маркировками, как:
Они надежны и универсальны в применение, а некоторые из них можно применять для соединения даже тонких металлических листов.
Правила сварочного процесса
Правила сварки аргонодуговым способом следующие:
- если вы соединяете тонкие листы металла, то используйте при работе только специальные приспособления сборочно-сварочного назначения. Это позволит вам точно соединить кромку, и шов в итоге выйдет тонким и прочным;
- вольфрамовые электроды должны иметь идеально чистые концы, это обеспечит высокое качество шва;
- перед работой не забудьте определиться с тем, какой будет сила тока. Таким образом, вы грамотно просчитаете расход материалов и время заточки;
- старайтесь не впускать в сварочную зону воздух, это может ухудшить качество швов.
 Таким образом, вы грамотно просчитаете расход материалов и время заточки;
Таким образом, вы грамотно просчитаете расход материалов и время заточки;Если вы примите во внимание эти правила и примените это на практике, шов будет качественным и долговечным, вам не придется чинить дыры, поскольку первоначальное состояние может сохраниться на несколько десятилетий.
Теперь вы имеете представление о том, что такое вольфрамовые электроды, как их различить по маркировке и правильно выбирать. Это поможет облегчить выбор материалов для сварки.
Источник
Виды сварочных электродов
Качество сварочного шва на металлическом изделии во многом зависит от того, насколько правильно были подобраны электроды, которые представляют собой небольшие отрезки специальной сварочной проволоки, покрытой специальным защитным слоем. Сама проволока и покрытие могут изготавливаться из различных материалов, которые лучше будут подходить для сварки тех или иных видов металлов. Некогда применялись металлические непокрытые электроды, которые сегодня превратились в сварочную проволоку, которая используется в полуавтоматах при сварке в защитных газах. Существует также и другой вид электродов, состоящих из неметаллических элементов. За основу их изготовления берется аморфный уголь (электротехнический). Для того чтобы правильно подобрать электрод для сварки или резки металла, необходимо разобраться в их видах.
Сама проволока и покрытие могут изготавливаться из различных материалов, которые лучше будут подходить для сварки тех или иных видов металлов. Некогда применялись металлические непокрытые электроды, которые сегодня превратились в сварочную проволоку, которая используется в полуавтоматах при сварке в защитных газах. Существует также и другой вид электродов, состоящих из неметаллических элементов. За основу их изготовления берется аморфный уголь (электротехнический). Для того чтобы правильно подобрать электрод для сварки или резки металла, необходимо разобраться в их видах.Основная классификация сварочных электродов
В зависимости от того, какие элементы входят в состав стержней, они делятся на две больших группы:- Неметаллические
- Металлические
 Они являются неплавящимися и используются для сварки с применением присадочного материала. Он может подаваться на дугу непосредственно в процессе сварки, а может укладываться на свариваемую область заранее. Их преимущества заключаются в следующем:
Они являются неплавящимися и используются для сварки с применением присадочного материала. Он может подаваться на дугу непосредственно в процессе сварки, а может укладываться на свариваемую область заранее. Их преимущества заключаются в следующем:- Возможность многократного использования
- Не возникает прилипания электрода к поверхности металла

Неплавящиеся и плавящиеся металлические электроды
Неплавящиеся стержни для сварочных аппаратов имеют высокую температуру плавления и используются обычно в среде защитных газов. К ним относятся вольфрамовые электроды с добавлением тория, церия, лантана, иттрия, что улучшает свойства сварки и качество результата. Что касается плавящихся электродов, то их стержни могут изготавливаться из таких металлов, как чугун, медь, алюминий, сталь, бронза, а также сплавы этих металлов в определенных соотношениях.Критерии выбора электродов
Для настоящего профессионала выбор электрода будет складываться из таких критериев, как коэффициент шлакообразования, необходимая эксплуатационная прочность шва, соответствие электрода роду тока, применяемого для сварки, возможность сварки конкретным электродом в различных положениях, а также некоторые дополнительные параметры, такие как обеспечение для швов антикоррозионных свойств. И это далеко не полный список критериев, на которые обращает внимание опытный специалист. Для бытового же разового использования в выборе электродов лучше положиться на советы компетентных консультантов, которые помогут подобрать оптимальный вид электродов в соответствии с применяемым оборудованием и конкретными задачами, которые требуется решить. Тип требуемого электрода, его толщина, состав стержня и покрытия напрямую зависят от того, какие задачи предстоит решать. Специалисты компании «Сварби» готовы предоставить профессионалам полную техническую информацию по всему широкому ассортименту электродов, а также помогут определиться с выбором тем, кто покупает электроды для бытового использования. Дополнительно вы сможете приобрести любое необходимое оборудование и расходные материалы.
Для бытового же разового использования в выборе электродов лучше положиться на советы компетентных консультантов, которые помогут подобрать оптимальный вид электродов в соответствии с применяемым оборудованием и конкретными задачами, которые требуется решить. Тип требуемого электрода, его толщина, состав стержня и покрытия напрямую зависят от того, какие задачи предстоит решать. Специалисты компании «Сварби» готовы предоставить профессионалам полную техническую информацию по всему широкому ассортименту электродов, а также помогут определиться с выбором тем, кто покупает электроды для бытового использования. Дополнительно вы сможете приобрести любое необходимое оборудование и расходные материалы.Сварочные электроды | Электроды от Электродгруп | Производство электродов МР, УОНИ, ОЗС, АНО,
А
Алюминиевые электроды – электроды для сварки алюминия. Они были разработаны для сварки поверхностей из алюминия. Основной технической характеристикой этих электродов является в первую очередь сердечник из сплава алюминия и определенный химический состав электрода. Шов, получаемый при сварке отличается особой прочностью и долговечностью. На сегодняшний день существует множество марок электродов для сварки алюминия.
Основной технической характеристикой этих электродов является в первую очередь сердечник из сплава алюминия и определенный химический состав электрода. Шов, получаемый при сварке отличается особой прочностью и долговечностью. На сегодняшний день существует множество марок электродов для сварки алюминия.
Аналоги электродов. Соответствие производимых сварочных электродов импортным и произведенным в России аналогам.
Б
Бой электродов или электродный бой
Брызги металла это дефект из затвердевших капель металла. Капли располагаются на свариваемых поверхностях.
В
Виды покрытий электродов см. Покрытие электродов
Виды электродов. Электроды различаются по виду покрытий. См Покрытие электродов.
Внутренний дефект. Также называют — внутренний дефект сварного шва – это дефект в сварном соединении, который незаметен внешне и не имеет выходов на поверхность. К этим дефектам можно отнести шлаковое включение, внутренние трещины, поры и пр.
Также называют — внутренний дефект сварного шва – это дефект в сварном соединении, который незаметен внешне и не имеет выходов на поверхность. К этим дефектам можно отнести шлаковое включение, внутренние трещины, поры и пр.
Вольфрамовый электрод или вольфрамовые электроды – сварочные электроды, которые используют при аргоно – дуговой сварке сплавов и металлов.
Г
Графитированные электроды. Производят из угольных электродов посредством нагревания до 2500 С в электрических печах. Графитированные электроды используют в электротермических процессах для производства сплавов железа и для производства стали.
Д
Держатель для электродов. Держатель для электрода предназначен для фиксации сварочного электрода при сварке. Держатели бывают с зажимом пружинного или поворотного типа.
Диаметр электрода. Диаметры электродов сварочных — d. Электроды нашего производства имеют следующие диаметры – d3 мм., d4 мм., d5 мм., d6 мм. Диаметр электродов (номинальный диаметр), определяется диаметром стержня электрода — проволоки. Помимо вышеперечисленных возможны следующие диаметры электродов сварочных – d1,6 мм., d2 мм., d2,5 мм., d8 мм., d10 мм., d12 мм. Допустимы в изготовлении электроды диаметром (номинальным диаметром) d3,15 мм., d3,25 мм., d6,3 мм., d12,5 мм.
Диаметры электродов сварочных — d. Электроды нашего производства имеют следующие диаметры – d3 мм., d4 мм., d5 мм., d6 мм. Диаметр электродов (номинальный диаметр), определяется диаметром стержня электрода — проволоки. Помимо вышеперечисленных возможны следующие диаметры электродов сварочных – d1,6 мм., d2 мм., d2,5 мм., d8 мм., d10 мм., d12 мм. Допустимы в изготовлении электроды диаметром (номинальным диаметром) d3,15 мм., d3,25 мм., d6,3 мм., d12,5 мм.
Длина электрода. Длина электродов (L) нашего производства — L 45 мм. для d3 мм., d4 мм., d5 мм., d6 мм. Технологи нашего производства добились максимального соотношения качества продукции и стоимости электродов для d3 мм. их длина также равна — L 45 мм., тем самым мы добиваемся снижения стоимости электродов для потребителя – больше поверхность самого электрода (из-за L 45 мм), соответственно увеличивается поверхность свариваемого основного металла и уменьшаются отходы – огарки. Допустимое отклонение в длине электродов ±3 мм.
Допустимое отклонение в длине электродов ±3 мм.
Дуговая сварка. Способ сварки, при котором используется для расплавления металла электрическая дуга.
З
Завод сварочных электродов – см. Изготовители электродов.
И
Изготовители электродов. Электродные заводы, заводы изготовители сварочной продукции.
Изготовление электродов сварочных — процесс производства электродов сварочных.
К
Каталог электродов. Справочник или список электродов.
Классификация электродов, классификация сварочных электродов. Электроды подразделяются:
по назначению для сварки различных типов стали;
по типам типы по ГОСТУ;
на марки;
по толщине покрытия;
по видам покрытия;
по допустимым положениям сварки, наплавки.
по роду и полярности тока применяемого при сварке, наплавке.
Контрольный электрод – КЭ. Предназначение КЭ заключается в селективном контроле факела газовой горелки.
М
Марки электродов. Наше предприятие выпускает массово известные и применяемые марки сварочных электродов. См. Электроды Электрод Бор.
Маркировка электродов — этикетка или маркировка на (в) каждой коробке или пачке с электродами. Содержит следующие данные: наименование или товарный знак предприятия-изготовителя; условное обозначение электродов; номер партии и дату изготовления; область применения электродов; режимы сварочного тока в зависимости от диаметра электродов и положения сварки или наплавки; особые условия выполнения сварки или наплавки; механические и специальные свойства металла шва, наплавленного металла или сварного соединения, не указанные в условном обозначении электродов; допустимое содержание влаги в покрытии перед использованием электродов; режим повторного прокаливания электродов; массу электродов в коробке или пачке.
Н
Непровар в сварном соединении – дефект при сварке, заключающийся при несплавлении свариваемых поверхностей, из-за того, что кромки или поверхности валиков сварного шва не были полностью расплавлены.
Немецкие электроды. Широко известны такие марки электродов сварочных производства Германии Phoenix K 50, Kessel 5520 Mo «Klockner».
Номинальный диаметр электродов – см. Диаметр электрода.
О
Основной металл — тот метал, который соединяется (сваривается) при сварке.
Огарки электродов. Огарок электрода. Остаток электрода после сварки, который остается в держателе электрода и не может уже использоваться при ручной дуговой сварке.
П
Пачка электродов. Электроды фасуются в пачки в основном по 5 кг. Допустимы фасовки по 2 и 20 кг.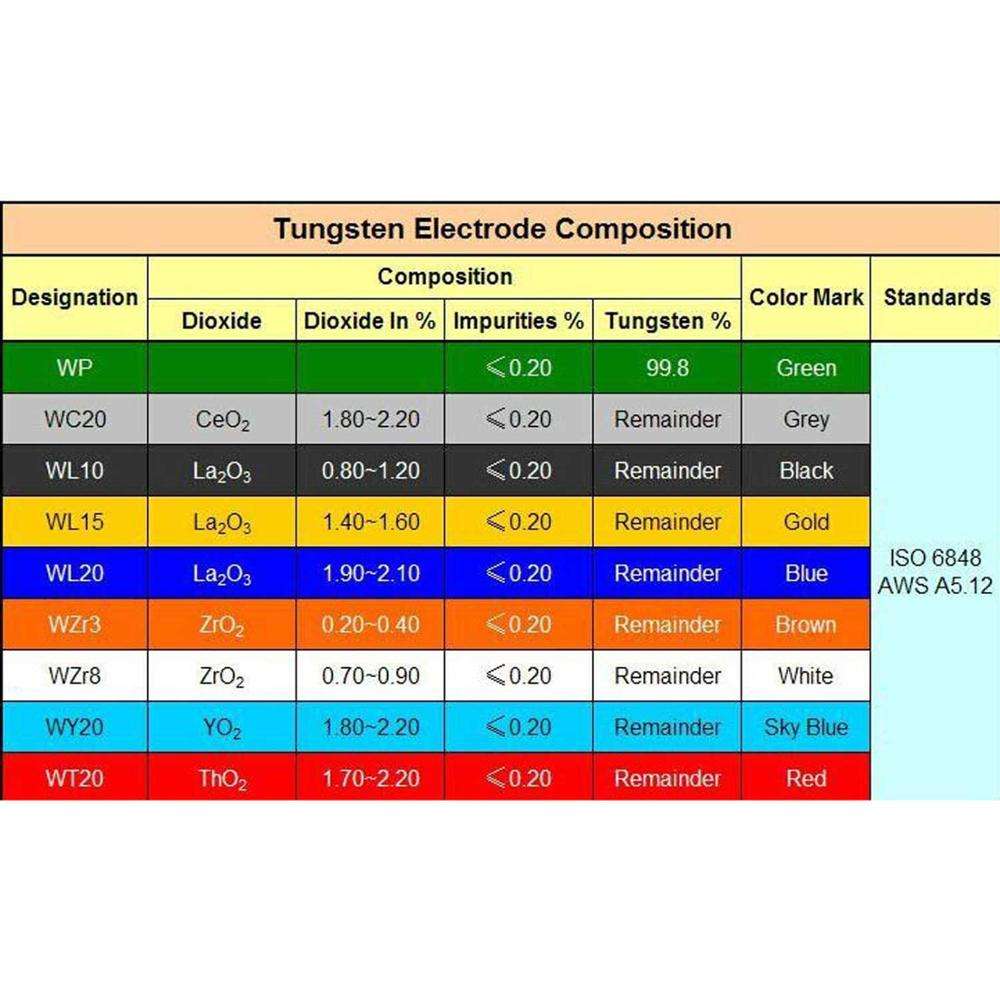
Подводная сварка. Сварка поверхностей происходит под водой.
Подготовка электродов. Подготовка сварочных электродов к процессу сварки подразумевает под собой прокаливание электродов.
Покрытие электродов. Покрытие бывает: Кислое – А, Основное – Б, Рутиловое – Р, Целлюлозное – Ц. Смешанные покрытия: Кисло-рутиловое – АР, Рутилово-основное – РБ, Рутилово-целлюлозное – РЦ, прочие (смешанные) – П, Рутиловые с железным порошком.
Прихватка в сварке – короткий шов при сварке, который фиксирует свариваемые детали.
Производители сварочных электродов – заводы изготовители сварочной продукции.
Производство сварочных электродов – процесс изготовления сварочных электродов.
Р
Расход электродов. Расход сварочных электродов – технический показатель, он нормирован и рассчитывается по формуле N=QH+q1+q2, где QH — масса наплавленного металла сварного шва, q1 — потери на разбрызгивание и угар, q2 — потери на огарки электродов.
Рутиловые электроды. Электроды сварочные с рутиловым покрытием. В основе обмазки электродов – рутиловый концентрат. Тип по госту (в основном) – Э42, Э46.
Рынок электродов. Рынок электродов России – совокупность российских и иностранных производителей и торгующих организаций занимающихся электродной продукцией на российском рынке.
С
Сварка. В процессе сварки получают неразъемные соединения из основного металла. В основном металле (свариваемых частях) посредством местного или общего нагрева или при их пластическом деформировании при сварке устанавливаются межатомные связи.
Сертификат соответствия электроды. Сертификат подтверждает соответствие продукции требованиям нормативных документов. Выдается СИСТЕМой СЕРТИФИКАЦИИ ГОСТ Р ГОСТАНДАРТа РОСИИ. На сертификате указывается орган по сертификации, продукция подлежащая сертифицированию, соответствие требованиям нормативных документов, изготовитель продукции, кому выдан сертификат, на основании чего он выдан. На сертификате также указывается количество листов в приложении к сертификату. В приложении к сертификату соответствия указан перечень конкретной продукции, на которую распространяется действие сертификата соответствия.
На сертификате также указывается количество листов в приложении к сертификату. В приложении к сертификату соответствия указан перечень конкретной продукции, на которую распространяется действие сертификата соответствия.
Срок годности электродов. Срок годности сварочных электродов практически не ограничен при условии соответствующего правильного хранения и транспортировки электродов.
Стоимость электродов – см. Прайс на сварочные электроды
Т
Термопенал для сушки электродов — оборудование, предназначенное для сушки и хранения электродов на рабочем месте сварщика.
Ф
Функция покрытия электродов. Покрытие выполняет функцию обеспечения стабильности и устойчивости горения дуги, защищает металл шва от воздействия азота и кислорода, образовывает шлаковую корку, замедляет охлаждение металла шва, что в свою очередь помогает выводить неметаллические включения и газы на поверхность
характеристика электродов
Э
Электроды китайские – электроды производства Китай.
Электроды Комсомолец. Используются для сварки и наплавки товара из меди (марки меди М1, М2 и М3). Допустимы положения сварки – нижнее и наклонное положение шва. Сварка происходит постоянным током обратной полярности. Покрытие электродов Комсомолец – специальное.
Электроды подводные. Используются для проведения сварочных работ под водой. Основные марки электродов использующиеся в подводной сварке: ЭПС-52, ЭПС-А, Э38-ЛКИ-1П, ЛКИ 2П, ЭПС-АН1.
Электроды покрытые. Электроды покрытые — это металлические сварочные электроды, которые делятся на электроды стальные, бронзовые, медные, алюминиевые, чугунные и т.д.
Электроды Электрод Бор – продукция завода «Электрод-Бор». Наш завод производит и реализует широко известные марки электродов: ОЗС-12, ОЗС-4, ОЗС-6, MP-3С, MP-3, MP-3M, MP-3ФК, AHO-4, AHO-6, AHO-21, УОНИ 13/45 и УОНИ 13/55 различных диаметров.
Электроды LB 52U (ЛБ 52У) KobeSteel KOBELKO. Электроды LB52U электроды с основным покрытием производства Японии. Kobelco (Кобелко) торговая марка, используемая Kobe Steel’s Welding Company. Kobe Steel’s Welding Company, производит сварочные электроды более 50-ти лет, занимает ведущее место на рынке сварочных электродов Японии. LB 52U относятся к низководородным электродам.
Электроды LB52U электроды с основным покрытием производства Японии. Kobelco (Кобелко) торговая марка, используемая Kobe Steel’s Welding Company. Kobe Steel’s Welding Company, производит сварочные электроды более 50-ти лет, занимает ведущее место на рынке сварочных электродов Японии. LB 52U относятся к низководородным электродам.
Электроды ESAB или электроды ЭСАБ. Шведские электроды. В России производством этих сварочных материалов занимается завод ЗАО «ЭСАБ — СВЭЛ» г. Санкт-Петербург. «ЭСАБ — СВЭЛ» является дочерним предприятием концерна ЭСАБ (ESAB). Выпускает такие марки электродов как OK 46.00, OK 53.70
Электроды ok – продукция выпускаемая концерном ЭСАБ (ESAB). В России эти электроды выпускает ЗАО «ЭСАБ — СВЭЛ».
Вольфрамовые электроды
В любом случае сварщику нельзя сказать, какой вольфрам лучше всего подходит для его применения. Сварщики используют разные источники питания с разными типами пускателей дуги. В каждом сварочном приложении используются разные газы и конфигурации наконечников электродов. Также различается свариваемый материал.
В каждом сварочном приложении используются разные газы и конфигурации наконечников электродов. Также различается свариваемый материал.
На срок службы вольфрама влияют и другие факторы, такие как скорость сварки, пульсация, количество пусков дуги и способ заточки вольфрама. Перед запуском в производство рекомендуется протестировать вольфрам.
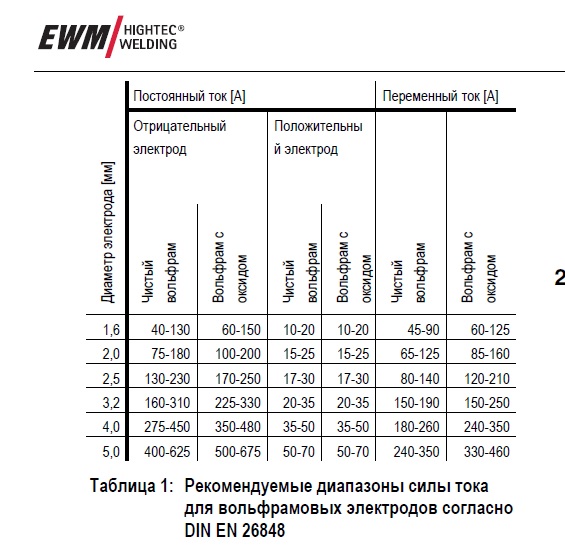
Вольфрамовый электрод – типичные диапазоны тока Таблица:
Вольфрамовые электроды классифицируются на основе их химического состава:
E означает электрод, который используется для одной клеммы цепи дуговой сварки
W стенды для химического символа вольфрама
Окончательные буквы указывают на легирующее элемент (оксидные добавления):
P обозначает чистый вольфрамовый электрод без легирующих элементов
ZR предназначен для цирконизированных
TH предназначен для торозащитного
CE предназначена для семиги
La для лантана
Цифры указывают номинальный легирующий состав (в весовых процентах).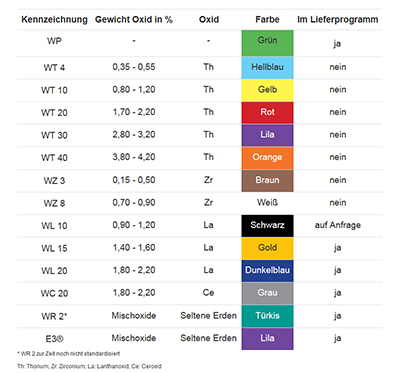
Таким образом, EWTh-2 представляет собой торированный вольфрамовый электрод, содержащий номинально 2 мас.% тория.
Запросите у PWS бесплатный образец вольфрамового электрода для проведения собственного теста!
Все вольфрамовые электроды упакованы в коробки по 10 штук длиной 7 дюймов.
Для получения информации о стоимости и доставке обращайтесь в отдел продаж по номеру 615.793.7020
по специальным диаметрам и длинам.
Приблизительные диапазоны тока для вольфрамовых электродов для GTAW:
| Прямой | Реверс | |||||
Электрод | Полярность Прямая | Полярность Прямая | Несбалансированный | Несбалансированный | Сбалансированный | Сбалансированный |
ЭРП | ЭРП | ЭРП | EWCe-2 | ЭРП | EWCe-1 | |
EWCe-2 | EWCe-2 | ЭВЛа-1 | ЭВЛа-1 | |||
ЭВЛа-1 | ЭВЛа-1 | EWTh-1 | EWTh-1 | |||
EWTh-1 | EWTh-1 | EWTh-2 | EWTh-2 | |||
EWTh-2 | EWTh-2 | ЭВЗр-1 | ЭВЗр-1 | |||
0. 010 010 | До 15 | Н/Д | До 15 | До 15 | До 15 | До 15 |
| 0,020 | 5-20 | Н/Д | 5-15 | 5-20 | 10-20 | 5-20 |
| 0,040 | 15-80 | Н/Д | 10-60 | 15-80 | 20-30 | 20-60 |
| 0,060 | 70-150 | 10-20 | 50-100 | 70-150 | 30-80 | 60-120 |
0. 093 093 | 150-250 | 15-30 | 100-160 | 140-235 | 60-130 | 100-180 |
| 0,125 | 250-400 | 25-40 | 150-210 | 225-325 | 100-180 | 160-250 |
| 0,156 | 400-500 | 40-55 | 200-275 | 300-400 | 160-240 | 200-320 |
| 0,187 | 500-750 | 55-80 | 250-350 | 400-500 | 190-300 | 290-390 |
0. 250 250 | 750-1000 | 80-125 | 325-450 | 500-630 | 250-400 | 340-325 |
Вольфрамовые электроды Сварочные электроды 1,0 1,6 2,0 2,4 3,0 3,2 4,0 мм WT20 WC20 WL20 WL15 WZ8 WP WY20 WR20 E3 Стержни Tig (WR20/E3 фиолетовые, 2,4 мм (3/32″)) —
20 долларов.00$20.00
- Убедитесь, что это подходит, введя номер модели.
- WL20 Небесно-голубой: вольфрамовые электроды с содержанием 2,00 % лантана (классификация AWS EWLa-2.0) обеспечивают превосходное зажигание дуги, низкую скорость выгорания, хорошую стабильность дуги и отличные характеристики повторного зажигания — многие из тех же преимуществ, что и электроды с церием
- WT20 Red: вольфрамовые электроды с содержанием 2% тория (классификация AWS EWTh-2) содержат не менее 97,30% вольфрама и от 1,70 до 2,20% тория. Это наиболее часто используемые электроды сегодня, и они предпочтительны из-за их долговечности и простоты использования.
- WZ8 Белый: Цирконированный вольфрамовый электрод чаще всего используется для сварки переменным током, который содержит небольшое количество оксида циркония.Электронная работа составляет 2,5-3,0 эВ
- В комплект входит следующее: 10 шт. в упаковке. Пожалуйста, выберите нужный размер
- Тип смешивания включает: 1 шт. 1,0 мм (1/25 дюйма) 4 шт. 1,6 мм (1/16 дюйма) 1 шт. 2,0 мм (2/25″) 4 шт. 2,4 мм (3/32″)
› Подробнее о продукте Выбор подходящего вольфрама — вольфрамовые шлифовальные станки, шлифовальные круги и аксессуары
Правильный выбор вольфрамового материала для применения зависит от многих переменных, включая тип сварного шва, состав свариваемого материала, уровень силы тока и другие факторы.В следующем разделе обсуждаются доступные варианты и выделяются принятые стандарты. Представленные рекомендации основаны на информации, полученной от конечных пользователей и производителей вольфрама. Однако из-за множества переменных, присутствующих в процессе сварки, трудно обобщать. Лучший способ определить, какой вольфрамовый материал лучше всего подходит для конкретного применения, — это провести тестирование.
2.1 Основы
Диаметры и длины: Вольфрамовые электроды доступны в различных стандартных диаметрах и длинах.Наиболее часто используемые диаметры показаны в таблице 2.
Таблица 2: Стандартные вольфрамовые электроды (американские и метрические размеры)
Стандартные размеры США Метрические измерения 0,040” 1,0 мм 1/16 дюйма (0,062 дюйма и 0,060 дюйма) 1,6 мм 3/32 дюйма (0,093 дюйма) 2,4 мм 1/8” (.125 дюймов 3,2 мм 5/32 дюйма (0,156 дюйма) 4,0 мм 3/16 дюйма (0,187 дюйма) 4,8 мм
В дополнение к этим размерам некоторые производители также предлагают вольфрамовые пластины размером 0,020 дюйма (0,5 мм) и ¼ дюйма (6,4 мм). Наиболее распространенная длина составляет 7,00 дюймов (175 мм). Вольфрам обычно продается в коробках по 10 штук.
Диапазоны токов: См. таблицу A.2 спецификации AWS A5.12M/A5.12:2009 для вольфрамовых и оксидно-дисперсных вольфрамовых электродов для дуговой сварки и резки.Документ Американского общества сварщиков содержит таблицу, в которой показаны общие диапазоны тока для вольфрама с использованием постоянного тока (DC) и переменного тока (AC). Все указанные значения основаны на использовании аргона в качестве защитного газа. Различные материалы электродов будут немного отличаться от этих рекомендаций. Использование других газов также изменит рекомендуемые токи. Таким образом, эту таблицу следует использовать в качестве общего руководства. Также имейте в виду, что при заданной силе тока электроды большего диаметра прослужат дольше, но с ними будет труднее зажечь дугу.Чрезмерный ток приведет к плавлению и отпадению электрода. Недостаточный ток приведет к нестабильной дуге.
Международная таблица цветовой маркировки: Каждая палочка из вольфрама имеет цветовой код, нанесенный на один конец, который определяет тип материала вольфрама. См. Таблицу 1 спецификации AWS A5.12M/A5.12:2009 для вольфрамовых и оксидно-дисперсных вольфрамовых электродов для дуговой сварки и резки. Документ Американского общества сварщиков содержит таблицу, в которой указывается цветовая кодировка, используемая в США, Европе и Японии, которые составляют большую часть доли рынка продаваемого вольфрама.
Стандарты : США, Европа и Япония имеют опубликованный стандарт для вольфрама
, как показано в таблице 3. Эти стандарты определяют размеры, упаковку и требования к производству
, которым должен соответствовать вольфрам. Однако соответствие этим стандартам
не гарантирует, что конкретный вольфрам был изготовлен производителем высокого качества
.
Рынок Стандартное наименование США АНСИ/АВС А5. 12 Канада АСМЭ/СФА Европа ИСО 6848 Япония ДЖИС
2.2 Детерминанты характеристик вольфрама
В большинстве случаев сварщики используют вольфрам, который содержит оксид, улучшающий эмиссию, такой как торий, церий или лантан. Эти оксиды естественным образом мигрируют изнутри вольфрама к теплу в точке электрода, где они выделяют свой оксидный элемент в дуге и оставляют пленку металлического сплава на наконечнике.Это приводит к тому, что электрод имеет разную температуру на конце в зависимости от работы выхода этого элемента. Оксиды, которые выделяются на кончике, служат для улучшения зажигания и стабильности дуги. Они также заставляют электрод обеспечивать тот же уровень излучения, что и чистый вольфрам, при гораздо более низких температурах. Более низкие температуры улучшают долговечность вольфрама и уменьшают размер зерен внутри вольфрама для повышения стабильности дуги. Таким образом, оксиды являются очень важной частью вольфрама. Каждый оксид имеет уникальные физические характеристики, влияющие на характеристики вольфрама.Кроме того, технология, используемая при производстве вольфрама, также влияет на его характеристики.
2.2.1 Производственные переменные
Размер и структура зерна: На рис. 1 показана молекулярная структура внутренней части вольфрамового наконечника
и то, как он разделен на более мелкие группы, называемые зернами. Оксиды мигрируют
к вершине вольфрама преимущественно по границам или границам этих зерен. Окислам намного легче мигрировать изнутри вольфрама к вершине на границах
зерен, чем им мигрировать внутри закристаллизованных зерен.При изготовлении
вольфрама лучше подходят зерна меньшего размера, потому что они создают больше путей, а
поэтому оксиды могут легче мигрировать к наконечнику. Однако в процессе производства
сложно минимизировать размер зерен, одновременно максимизируя постоянство
в распределении оксидов и поддерживая надлежащее количество оксидов. Эта сложность производственного процесса
является основной причиной различий в качестве вольфрама
, производимого разными производителями.
Рисунок 1: Молекулярная структура внутренней точки вольфрама
Во время сварки при экстремальных температурах зерна имеют тенденцию объединяться с более крупными соседними зернами, образуя одно большое зерно в процессе, называемом «ростом зерен». Однако, если поддерживается непрерывный поток оксидов на границах зерен, это служит для того, чтобы окружить зерна и предотвратить их объединение. Таким образом, оксиды являются ингибиторами роста зерна. Когда в вольфраме заканчиваются оксиды в какой-либо области, зерна легко объединяются, и вольфрам работает плохо, потому что оксидам не хватает путей для перемещения на поверхность.На Рисунке 1 электрод с 2% лантана по-прежнему имеет очень мелкую зернистую структуру даже после одного часа сварки при 180 А на электроде 1/16 дюйма. Это условие является результатом качества изготовления и свойств оксида 2% лантанированного вольфрама.
Распределение оксида и размер: Распределение оксида является ключевым показателем качества. Оксиды должны быть равномерно распределены по всему вольфраму. Неравномерное распределение приводит к ухудшению производительности: области с небольшим количеством оксидов или без них будут, как правило, страдать от роста зерен, тогда как области со слишком большим количеством оксидов будут иметь тенденцию к «узкому месту» и препятствуют попаданию оксидов в точку.Оксиды более высокого качества имеют меньший размер, что позволяет им легче мигрировать к наконечнику.
2.2.2 Физические характеристики различных оксидов
Работа выхода электрона (эВ): Работа выхода — это энергия, необходимая для отрыва электрона от атома, и измеряется в электрон-вольтах (эВ). Чем ниже работа выхода электрода, тем ниже напряжение, необходимое для зажигания дуги, и тем легче зажигается дуга. Оксиды, добавленные к вольфраму, способствуют эмиссии электронов за счет снижения работы выхода вольфрама. В таблице 4 перечислены различные оксиды и металлы и их соответствующие рабочие функции. Чем ниже эВ для оксида, тем легче он запустится. Работа выхода металла важна, потому что при выделении оксида металл остается в виде пленки на кончике. Чем ниже эВ металла на наконечнике, тем ниже будет температура на наконечнике, что уменьшит рост зерен и обеспечит постоянный поток оксидов и более длительный срок службы.
Таблица 4: Физические свойства оксидов
Материал Оксид эВ Металл эВ Лантан 2.5 3,3 Торий 2,6 3,35 Церий 3,2 2,84 Чистый вольфрам Нет оксида 4,5
Чем больше оксида добавлено к вольфраму, тем ниже будет работа выхода вольфрама и тем лучше будет зажигание дуги. Вольфрам с 2% лантана зажигает дугу легче, чем вольфрам с 1% лантана (при условии, что они были изготовлены с использованием одного и того же производственного процесса).
Примечание. Трудно сравнивать разные типы электродов без испытаний из-за разных свойств оксидов.
Плотность: Каждый оксид имеет разную плотность. Таким образом, 2-процентный торий, церий или лантановый электрод будут иметь разное количество оксидов по объему. Таблица 5 описывает разницу между плотностью и весом для различных материалов.
Таблица 5: Плотность в зависимости от веса оксида в материале
Материал Плотность (г/см3) Объемный % 2% по весу электрода Лантан 6.15 5,7 Торий 11,72 3,8 Церий 6,65 5,2
Хотя каждый материал содержит 2 % оксидов по весу, вольфрам с 2 % лантана содержит значительно больший объем оксидов, чем вольфрам с 2 % тория для подачи на наконечник.
Примечание: Даже если электроды одного типа, электроды разных производителей нельзя сравнивать, используя только работу выхода и объем оксидов, потому что это сравнение не будет учитывать важные производственные переменные, такие как размер зерна и структура размера оксида. и распространение.Поэтому работу выхода и значения плотности оксида следует использовать только в качестве общего руководства. Тестирование всегда является лучшим способом определить, какой вольфрам лучше всего подходит для вас.
Скорости миграции и испарения: Скорость миграции, или скорость диффузии, как ее часто называют, — это скорость, с которой каждый из различных оксидов естественным образом перемещается из вольфрама к теплу на кончике электрода. Скорость испарения — это скорость, с которой оксиды отделяются от металлического компонента и выделяются на кончике электрода.Оптимально работающий электрод — это тот, который имеет баланс хорошей скорости миграции и испарения. Если скорость миграции меньше, чем скорость испарения, то количество оксидов, поступающих на наконечник, будет недостаточным для поддержания стабильной дуги, и вольфрам может снизиться до уровня производительности чистого вольфрама. Если скорость испарения ниже скорости миграции, оксиды будут скапливаться в этой точке. Если обе скорости очень высоки, сварочные свойства в начале сварки будут отличными, но все оксиды могут быть быстро израсходованы.
2.3 Типы оксидов
Ниже приводится описание общих характеристик распространенных типов оксидов. Имейте в виду, что тестирование — это единственный способ определить, какой вольфрам оптимален для конкретного применения.
2.3.1 Торированный (классификация электродов с желтой полосой EWTh-1: желтая полоса; классификация электродов
и EWTh-2: красная полоса) Торированный вольфрам содержит оксид тория (THO2 или торий), и это наиболее часто используемый вольфрам в Америке.Он стал эталоном для сравнения. Однако, поскольку это низкоуровневая радиоактивная опасность, многие пользователи переключились на другие альтернативы. 2% торированный вольфрам — хороший вольфрам общего назначения. У него одна из самых низких рабочих функций, и он хорошо показывает себя при перегрузке лишней силой тока. Однако он не выдерживает критики, как и некоторые другие введенные нерадиоактивные вольфрамы.
Доступны два типа торированных вольфрамовых электродов. Электроды EWTh-1 и EWTh-2 содержат 1 процент и 2 процента соответственно, равномерно распределенные по всей их длине.Торированные вольфрамовые электроды превосходят электроды из чистого вольфрама по нескольким параметрам. Торий обеспечивает примерно на 20 процентов более высокую допустимую нагрузку по току, как правило, более длительный срок службы и большую устойчивость к загрязнению сварного шва. С этими электродами зажигание дуги проще, а дуга более стабильна, чем с электродами из чистого вольфрама или циркониевого вольфрама. Электроды EWTh-1 и EWTh-2 были разработаны для приложений DCEN. Они сохраняют заточенную конфигурацию наконечника во время сварки, что желательно для сварки стали.Они не часто используются с переменным током, потому что трудно сохранить закругленный конец, который необходим при сварке переменным током, без расщепления электрода.
Примечание: Что касается радиоактивности, торий является альфа-излучателем, но когда он заключен в вольфрамовую матрицу, риск радиоактивности незначителен. Таким образом, держать в руке палочку торированного вольфрама не должно представлять большой угрозы, если только у сварщика нет открытых порезов на коже. Торированный вольфрам не должен контактировать с открытыми порезами или ранами.Более значительная опасность для сварщиков может возникнуть при попадании оксида тория в легкие. Это может произойти из-за воздействия паров во время сварки или из-за попадания внутрь материала/пыли при производстве и шлифовке вольфрама. Поэтому при сварке следует соблюдать меры предосторожности. Для удаления шлифовальной пыли из рабочей зоны следует использовать вытяжную систему. Надлежащая утилизация экологически безопасным способом также является обязанностью
. Европа обсудила отказ от использования тория в целом из-за этих проблем.Сварщики должны получить актуальную информацию по этому вопросу для полного понимания.
2.3.2 Cerated (классификация электродов EWCe-2: серый/раньше оранжевая полоса)
Церийсодержащий вольфрам был представлен в Соединенных Штатах в начале 1980-х годов как первая нерадиоактивная альтернатива торированному вольфраму. Чаще всего он предлагается в виде 2% цериевого вольфрама, и он легко доступен. Электроды EWCe-2 представляют собой вольфрамовые электроды, содержащие 2 процента оксида церия (CEO2), называемого церием.Известно, что он особенно хорош для сварки постоянным током с низкой силой тока, потому что он очень легко запускается при малом токе и обычно требует примерно на 10% меньше тока, чем ториевый материал для работы. Таким образом, это самый популярный материал, используемый для орбитальной сварки труб и труб, а также широко используемый для сварки очень мелких деталей. По сравнению с чистым вольфрамом электроды с церием демонстрируют меньшую скорость испарения или выгорания. Эти преимущества оксида церия улучшаются при увеличении содержания оксида церия. Церий также имеет самую высокую скорость миграции, поэтому вначале он придает ему хорошие сварочные свойства, но со временем скорость миграции значительно снижается из-за роста зерен.Однако при более низких токах он должен служить дольше, чем торированный вольфрам. Из-за этих свойств он обычно подходит для коротких циклов сварки или когда требуется определенное количество сварных швов, а затем необходимо заменить электрод. Применения с более высокой силой тока лучше оставить для материалов, содержащих тор или лантан. Электроды EWCe-2 успешно работают на переменном или постоянном токе, однако они используются в основном для сварки на постоянном токе, поскольку при сварке на переменном токе они могут расколоться.
2.3.3 Лантансодержащие (классификация электродов EWLa)
Наиболее распространенный лантанированный вольфрам содержит 2% оксида лантана (La2O3), называемого лантаном.В Европе и Японии лантанированный вольфрам был самой популярной альтернативой 2% торированному вольфраму для большинства применений. Он доступен в виде 2%, 1,5% и 1% лантанированного вольфрама. Триоксид лантана имеет самую низкую работу выхода из всех материалов, поэтому он обычно легче всего запускается и имеет самую низкую температуру на кончике, что препятствует росту зерен и способствует увеличению срока службы. Тестирование материала с 2% лантана показало, что он обеспечивает гораздо более длительный срок службы, чем ториевый, если не перегружаться, и лучший запуск дуги в большинстве применений.Он также особенно хорош при (а) сопротивлении «тепловому удару» пульсации, (б) работе при сварке в ситуациях, когда есть многочисленные повторные возгорания с коротким циклом сварки, и (в) противостоит загрязнению. Сварщики трубных заводов были особенно довольны этим материалом, поскольку его более длительный срок службы сокращает время простоя. Кроме того, как правило, потребуется примерно на 15% меньше ампер для запуска и поддержания слаботочных дуг. Лантан в этом вольфраме является «редкоземельным» материалом и не является радиоактивным. Он не так широко продается и используется в Соединенных Штатах, как в Европе или Японии, однако Diamond Ground Products, Ltd. предлагает этот материал с 1993 года. Этот вольфрам в основном используется для сварки постоянным током, но также показывает хорошие результаты для Сварка переменным током. Электроды EWLa-1 были разработаны примерно в то же время, что и электроды Ceriated, и по той же причине, что лантан не является радиоактивным. Эти электроды содержат 2% оксида лантана (La203).
2.3.4 Цирконированный вольфрам (классификация электродов EWZr01: коричневая полоса; и
классификация EWZr-8: белая полоса) Цирконированные вольфрамовые электроды (EWZr) содержат небольшое количество оксида циркония (ZrO2).Цирконированные вольфрамовые электроды имеют сварочные характеристики, которые обычно находятся между характеристиками чистого и торированного вольфрама. Цирконированный вольфрам чаще всего используется для сварки на переменном токе, потому что он хорошо скатывается при сварке на переменном токе и имеет более стабильную дугу, чем чистый вольфрам. Он также хорошо противостоит загрязнению при сварке на переменном токе. Однако, несмотря на то, что он имеет лучшие токопроводящие характеристики и характеристики зажигания дуги, чем чистый вольфрам, в целом это худший нерадиоактивный вольфрам с точки зрения производительности.2.3.5 Чистый вольфрам (Классификация электродов EWP: зеленая полоса) Электроды из чистого вольфрама (EWP) содержат минимум 99,5% вольфрама без преднамеренно легирующих элементов. Чистый вольфрам имеет очень высокую работу выхода, поэтому
труднее зажечь и получить стабильную дугу, чем другие материалы. Также из-за высокой работы выхода температура на кончике выше и происходит рост зерен. Это приводит к нестабильной дуге, трудностям при запуске и сокращению срока службы. Чистый вольфрам используется только для сварки переменным током; тем не мение; доступны лучшие альтернативы.
2.3.6 Другие опции
В дополнение к материалам, перечисленным выше, существуют и другие, менее распространенные материалы, такие как 1% торий, 4% торий, 2% иттриат, а также смеси различных оксидов в одном и том же вольфраме. Diamond Ground Products Ltd представила вольфрам под названием TRI MIXTM, который объединяет три нерадиоактивных материала в один вольфрам. Цель состояла в том, чтобы сделать вольфрам наилучшего качества, сбалансировав скорость миграции и испарения, сохранив при этом работу выхода.Он очень хорошо запускается и повторно зажигается, а также обеспечивает особенно долгий срок службы в условиях сварки, когда используются сварочные циклы не менее 15 минут. Технические исследования в Японии показали, что смешанный вольфрам очень эффективен для оптимизации сварки, и поэтому ожидается, что на рынке США появится больше этого типа продукта. Японский и европейский рынки уже осознали преимущества объединения трех нерадиоактивных оксидов в один электрод. Cryo-T tungsten представляет собой торированный вольфрам, обработанный многоступенчатым криогенным процессом.Этот процесс позволяет получить более плотную структуру смеси торированного вольфрама. Пользовательское тестирование показало, что Cryo-T вольфрам дал:
- Более легкий запуск по сравнению с вольфрамом, содержащим 2% тория.
- Гораздо более длительный срок службы наконечника по сравнению с необработанными электродами из вольфрама с 2% фторированием.
- Более стабильные сварные швы благодаря четкому началу сварки.
- Увеличенный общий срок службы электрода по сравнению с вольфрамом, содержащим 2% тория.
- Более высокая устойчивость к току по сравнению с вольфрамом, содержащим 2% тория.
Cryo-T рекомендуется для всех нынешних пользователей 2%-ного тория вольфрама.
2.3.7 Размеры электродов и сила тока
При выборе правильного электрода для конкретных приложений необходимо учитывать различные уровни тока и источники питания. Уровни тока, которые превышают рекомендуемые для данного размера электрода и конфигурации наконечника, вызовут эрозию или расплавление вольфрама. Частицы вольфрама могут попасть в сварочную ванну и стать дефектами сварного соединения.Уровни тока, которые слишком малы для определенного диаметра электрода, могут вызвать нестабильность дуги. Постоянный ток с положительным электродом требует гораздо большего диаметра, чтобы поддерживать заданный уровень тока, потому что наконечник не охлаждается испарением электронов, а нагревается их ударом. В общем, ожидается, что данный диаметр электрода на DCEP будет выдерживать только 10 процентов тока, возможного с отрицательным электродом. При переменном токе наконечник охлаждается во время отрицательного цикла электрода и нагревается при положительном.Следовательно, допустимая токовая нагрузка электрода на переменном токе находится между значениями DCEN и DCEP. В целом это примерно на 50 процентов меньше, чем у DCEN.
2.4 Определение вольфрама для использования
Тестирование — лучший способ определить, какой вольфрамовый материал лучше всего подходит для конкретного применения и/или какой производитель производит высококачественный вольфрам. Задокументируйте следующие свойства различного вольфрама при тестировании, чтобы сравнить продукты.
Легкость зажигания (поджиг дуги) - Легкость запуска первой дуги
- Легкость повторного зажигания того же наконечника после предыдущего использования
Срок службы - Максимальное количество воспламенений
- Сохранение геометрии наконечника во время использования
Качество сварных швов - Форма дуги
- Стабильность дуги
- Качество сварного соединения
- Глубина сварочной ванны
Потребляемая мощность - Сравнение потребляемой мощности
Использование материалов, которые служат дольше и улучшают зажигание дуги, может снизить затраты и улучшить процесс сварки. Кроме того, сокращение времени простоя при замене и подготовке новых электродов является существенной экономией, которую следует учитывать.
Таможенное постановление HQ 957718 — Пересмотр NY 899540; Торированные вольфрамовые электроды; пояснительные примечания 83.11 и 85.15; Журнал «Фабрикатор»; Раздел XVI, Примечание 2; 8311.90.00
CLA-2 R:C:M 957718 DWS
Г-жа Барбара Скарборо
Rogers & Brown Custom Brokers, Inc.
P.O. Box 19005
Charlotte, NC 28219
RE: Пересмотр NY 899540; Торированные вольфрамовые электроды;
Пояснительные записки 83.11 и 85,15; «Фабрикатор»
Периодическое издание; Раздел XVI, Примечание 2; 8311.90.00
Уважаемая г-жа Скарборо:
Это ответ на Ваше письмо от 2 февраля 1995 г. от имени World Wide Welding, Inc.,
региональному комиссару таможни штата Нью-Йорк с просьбой о пересмотре NY 899540,
от 6 июля 1994 г. о классификации торированных вольфрамовых электродов согласно
Гармонизированная тарифная сетка США (HTSUS). Ваше письмо было отнесено к этому
кабинет для ответа.
ФАКТЫ:
Товар состоит из торированных вольфрамовых электродов, которые импортируются с различными
количество вольфрама в виде тория или 100-процентного вольфрама. Электроды, очищенные или
земли, различаются по длине и диаметру. Представленный образец на два процента торирован, очищен и
имеет размеры 1/16 дюйма в диаметре и 7 дюймов в длину. Вы утверждаете, что электроды расходные.
и, в зависимости от их использования, имеют максимальный срок службы десять часов. Насколько мы понимаем,
электроды не покрыты флюсом и не покрыты флюсом, и они не состоят из агломерированного порошка неблагородного металла.Мы также понимаем, что электроды используются при сварке вольфрамовым электродом в среде инертного газа (TIG).
процесс, выполняемый аппаратами дуговой сварки.
Рассматриваемые подсубпозиции:
8311 90 00: [проволока, стержни, трубы, пластины, электроды и
аналогичные изделия из недрагоценных металлов или металла
карбиды с покрытием или сердцевиной из флюсового материала,
вид, используемый для пайки, пайки, сварки или
осаждение металла или карбидов металлов; провод
и стержни из агломерированного порошка неблагородного металла,
используется для напыления металла; детали из недрагоценных металлов
из них: [прочее], включая части.
Товары, классифицируемые в соответствии с этим положением, ввозятся беспошлинно
лечение.
8515.90.20: [e]электрические (включая газовые с электрическим нагревом),
лазерный или другой световой или фотонный луч, ультразвуковой,
электронный луч, магнитный импульс или плазменная дуга
паяльные, паяльные или сварочные машины и
аппаратура, режущая или не режущая;
электрические машины и аппараты для горячего
напыление металлов или спеченных карбидов металлов;
их части: [п]искусства: [п]ф сварочные аппараты
и аппарат.
Общая, колонка первая ставка пошлины на классифицируемые товары
в соответствии с этим положением составляет 1,9 процента адвалорной.
ВЫПУСК:
Относятся ли торированные вольфрамовые электроды к подсубпозиции 8311.90.00,
ВТСУС, в качестве электродов из недрагоценных металлов или карбидов металлов, с покрытием или сердцевиной из флюсового материала,
вид, используемый для сварки, или подсубпозиции 8515. 90.20, HTSUS, в качестве частей сварочных машин.
ЗАКОНОДАТЕЛЬСТВО И АНАЛИЗ:
Классификация товаров согласно HTSUS осуществляется в соответствии с Общими правилами
Интерпретация (GRI).GRI 1 предусматривает, что классификация определяется в соответствии с терминами заголовков и любым
примечания к соответствующим разделам или главам.
В NY 899540 торированные вольфрамовые электроды были признаны классифицируемыми в подзаголовке
8515.90.20, ХТСУС. Вы утверждаете, что они подпадают под подзаголовок
8311.90.00, ХТСУС.
При понимании языка HTSUS, Гармонизированного описания товаров и
Можно использовать пояснительные примечания к системе кодирования. Пояснительные записки, хотя и не
диспозитивным или юридически обязывающим, предоставить комментарий по каждому заголовку HTSUS,
и обычно указывают на правильное толкование этих заголовков.См. ТД 89-80, 54.
Кормили. Рег. 35127, 35128 (23 августа 1989 г.). В частности, в пояснительной записке 83.11 (стр. 1127) говорится
что:
[t] в эту товарную позицию входят проволока, стержни, трубы, пластины, электроды
и аналогичные изделия из недрагоценных металлов или карбидов металлов,
вид, используемый для пайки, пайки, сварки или осаждения
металла или карбидов металлов при условии, что они покрыты или
сердцевина из флюсового материала; в последнем случае внешняя часть
обычно состоит из трубки или иногда из спиральной
завернутая полоса. . . Материалы, используемые для покрытия или
керна представляют собой флюс (например, хлорид цинка, хлорид аммония,
бура, кварц, смола или ланолин), которые в противном случае
добавляться отдельно при пайке, пайке,
процесс сварки или наплавки. Электроды и т.п.
также содержат добавку металла в виде порошка. . .
В части пояснительной записки 85.15 (стр. 1356) указано, что:
ЧАСТИ
. . . К ним относятся, в частности, паяльные головки и
щипцы, электрододержатели и металлические контактные электроды
(например, контактные точки, ролики и губки), а также
горелки и комплекты насадок для ручного атомарного водорода
Сварочное оборудование.
В данную товарную позицию не включаются:
(а) Расходуемые электроды из недрагоценных металлов или металлов
карбиды (классифицируются по составляющему материалу
или в товарной позиции 8311, в зависимости от обстоятельств).
Тарифные условия толкуются в соответствии с их общепринятым и коммерческим значением. Nippon Kogasku (США), Inc. против Соединенных Штатов, 69 CCPA 89, 673 F.2d 380 (1982). Общие и
коммерческое значение может быть определено путем обращения к словарям, лексиконам, научным авторитетам
и другие достоверные источники.CJ Tower & Sons против Соединенных Штатов, 69 CCPA 128, 673 F.2d 1268
(1982).
В журнале «Фабрикатор» (ноябрь 1994 г.) есть статья под названием
«Понимание сварки TIG» (стр. 21). В частности, в статье говорится, что:
[e]в начале 1943 года компания Northrup Aircraft Company разработала новый,
процесс бесфлюсовой сварки магния в самолетах
изготовление. В этом процессе электродуговой сварки используется
неплавящийся вольфрамовый электрод, поставляемый с прямым
сварка током (постоянным током) в защитной среде инертного гелия
щит.. . Сегодня [процесс] более известен как
процесс дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW) или сварка вольфрамовым электродом.
процесс сварки в среде инертного газа (TIG). В сварке TIG используется
неплавящийся электрод из вольфрама. В отличие от некоторых других
процессы дуговой сварки, сварка TIG не имеет переходного
дуга, вызванная расходуемым электродом. . .
Хотя вы заявляете, что товар является расходуемым, на основании мнения отрасли о том, что
вольфрамовый электрод для сварки TIG является неплавящимся, мы считаем, что промышленность
точка зрения верна и тема торированных вольфрамовых электродов не исключается из классификации
под субпозицией 8515.90.20, в составе сварочных аппаратов.
Мы также считаем, что торированные вольфрамовые электроды на основании приведенного описания
согласно пояснительной записке 83.11 и экспертизе предоставленного образца, не имеют покрытия или
с флюсовым материалом. Наша позиция поддерживается цитируемой выше статьей, в которой говорится, что
процесс сварки TIG является бесфлюсовым. Поэтому, поскольку описание
рассматриваемый товар не соответствует условиям товарной позиции 8311, HTSUS, в соответствии с GRI
1, они исключены из классификации в подсубпозиции 8311. 90.20, ХТСУС.
Раздел XVI, примечание 2, HTSUS, устанавливает, что:
[s] с учетом примечания 1 к настоящему разделу, примечания 1 к главе 84
и сделать примечание 1 к группе 85, части машин (не являющиеся
части изделий товарной позиции 8484, 8544, 8545, 8546 или
8547) должны быть классифицированы в соответствии со следующим
правила:
(а) Части, которые являются товарами, включенными в любую из товарных позиций
групп 84 и 85 (кроме товарных позиций 8485 и
8548) во всех случаях должны классифицироваться по их
соответствующие заголовки;
(b) Прочие части, если они пригодны для использования исключительно или в основном
с определенным типом машины или с рядом
машины той же позиции (включая машину
товарная позиция 8479 или 8543) должны классифицироваться вместе с
машины такого типа.Однако части, которые в равной степени
пригодный для использования в основном с товарами подзаголовков
8517 и 8525-8528 включаются в товарную позицию
8517;
(в) Все прочие части включаются в товарную позицию 8485 или
8548.
Поскольку торированные вольфрамовые электроды не являются товарами ни в одной из товарных позиций групп 84
или 85, HTSUS, раздел XVI, примечание 2(a), HTSUS, неприменим. Однако, поскольку электроды
являются частями, пригодными для использования исключительно или в основном с аппаратами для дуговой сварки, согласно разделу XVI, примечание
2(b), HTSUS, они должны классифицироваться вместе с этими машинами.Таким образом, товар является
классифицируется в подзаголовке 8515.90.20, HTSUS.
HOLDING:
Торированные вольфрамовые электроды классифицируются в подсубпозиции 8515.90.20, HTSUS, as
части сварочных аппаратов.
ВЛИЯНИЕ НА ДРУГИЕ РЕШЕНИЯ:
NY 899540 подтверждается.
С уважением,
Джон Дюран, директор
Отдел коммерческих правил
2% торированные вольфрамовые стержни (электроды)
2% торированные вольфрамовые стержни (электроды)
2% торированные вольфрамовые электроды (RED) (классификация AWS EWTh-2) содержат минимум 97. 30% вольфрама и от 1,70 до 2,20% тория. Сегодня они являются наиболее часто используемыми электродами и предпочтительны из-за их долговечности и простоты использования. Торий повышает качество электронной эмиссии электрода, что улучшает запуск дуги и обеспечивает более высокую пропускную способность по току. Этот электрод работает намного ниже своей температуры плавления, что приводит к значительно более низкой скорости потребления и устраняет блуждание дуги для большей стабильности. Он также отличается более низким уровнем загрязнения сварного шва, чем другие электроды.
В отличие от чистого вольфрама, эти электроды предназначены только для специальной сварки переменным током (тонкий алюминий или материалы менее 0,060 дюйма), но они являются исключительными для электродов постоянного тока с отрицательной или прямой полярностью для углеродистой и нержавеющей стали, никеля и титана. Приложения.
При изготовлении торий равномерно распределяется по всему электроду. Эта ровность позволяет электроду сохранять заточенную кромку — идеальную форму электрода для сварки тонкой стали. Однако заточку кончика электрода следует выполнять с большой осторожностью.
Предупреждение: Торий радиоактивен. При заточке торированных вольфрамовых электродов используйте средства индивидуальной защиты органов дыхания и контролируйте пылеобразование у источника с помощью вытяжной вентиляции.
Химическая классификация Символ: EWTH-2
Американская сварочное общество Стандарт: AWS A5.12M / A5.12: 2009
Идентификация Цвет: красный
Стандартный электрод Длина: 7 дюйма (~ 178 мм)
Диаметр Размер: дюймы 0.040 1.016
1/16 1.587
3/32 2,381
1/8 3.175
5/32 3.969
. найдено | Код сварки
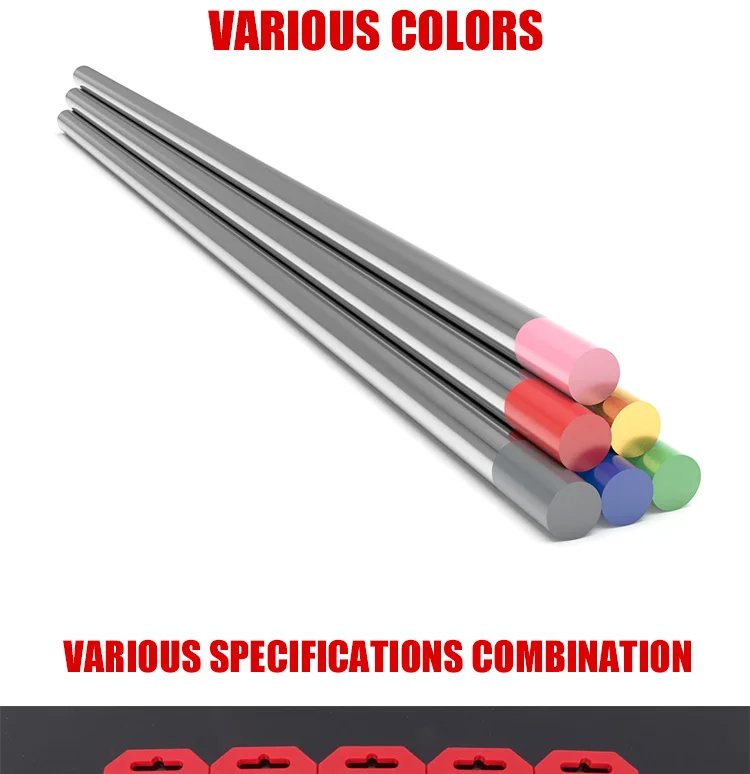
 2,4 мм (3/32″)
2,4 мм (3/32″) Лучший способ определить, какой вольфрамовый материал лучше всего подходит для конкретного применения, — это провести тестирование.
Лучший способ определить, какой вольфрамовый материал лучше всего подходит для конкретного применения, — это провести тестирование. Наиболее распространенная длина составляет 7,00 дюймов (175 мм). Вольфрам обычно продается в коробках по 10 штук.
Наиболее распространенная длина составляет 7,00 дюймов (175 мм). Вольфрам обычно продается в коробках по 10 штук.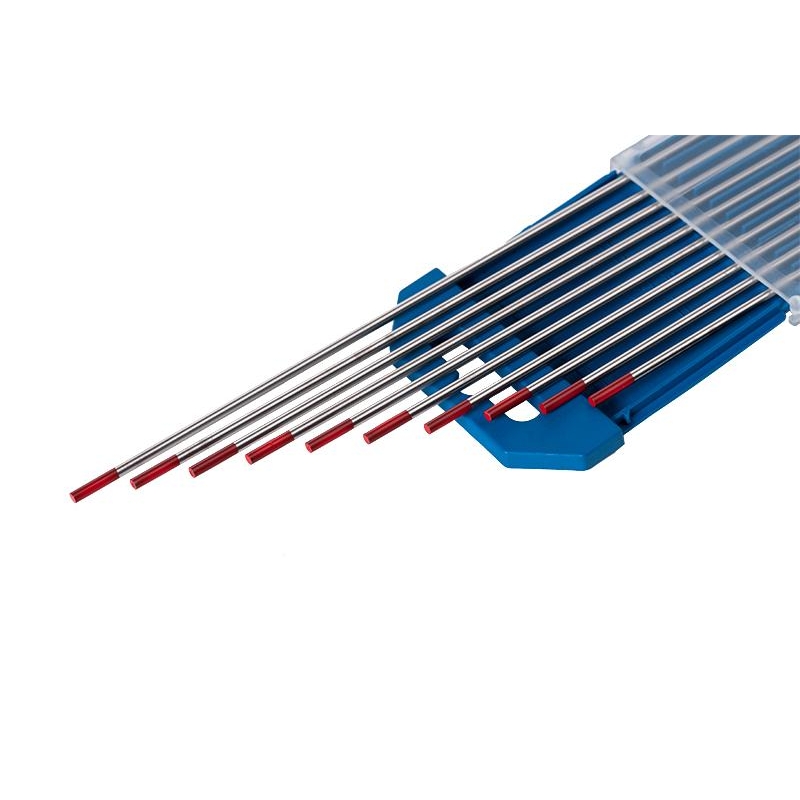
, как показано в таблице 3. Эти стандарты определяют размеры, упаковку и требования к производству
, которым должен соответствовать вольфрам. Однако соответствие этим стандартам
не гарантирует, что конкретный вольфрам был изготовлен производителем высокого качества
.
 12
12 Таким образом, оксиды являются очень важной частью вольфрама. Каждый оксид имеет уникальные физические характеристики, влияющие на характеристики вольфрама.Кроме того, технология, используемая при производстве вольфрама, также влияет на его характеристики.
Таким образом, оксиды являются очень важной частью вольфрама. Каждый оксид имеет уникальные физические характеристики, влияющие на характеристики вольфрама.Кроме того, технология, используемая при производстве вольфрама, также влияет на его характеристики.и то, как он разделен на более мелкие группы, называемые зернами. Оксиды мигрируют
к вершине вольфрама преимущественно по границам или границам этих зерен. Окислам намного легче мигрировать изнутри вольфрама к вершине на границах
зерен, чем им мигрировать внутри закристаллизованных зерен.При изготовлении
вольфрама лучше подходят зерна меньшего размера, потому что они создают больше путей, а
поэтому оксиды могут легче мигрировать к наконечнику. Однако в процессе производства
сложно минимизировать размер зерен, одновременно максимизируя постоянство
в распределении оксидов и поддерживая надлежащее количество оксидов.
 Эта сложность производственного процесса
Эта сложность производственного процесса является основной причиной различий в качестве вольфрама
, производимого разными производителями.

 В таблице 4 перечислены различные оксиды и металлы и их соответствующие рабочие функции. Чем ниже эВ для оксида, тем легче он запустится. Работа выхода металла важна, потому что при выделении оксида металл остается в виде пленки на кончике. Чем ниже эВ металла на наконечнике, тем ниже будет температура на наконечнике, что уменьшит рост зерен и обеспечит постоянный поток оксидов и более длительный срок службы.
В таблице 4 перечислены различные оксиды и металлы и их соответствующие рабочие функции. Чем ниже эВ для оксида, тем легче он запустится. Работа выхода металла важна, потому что при выделении оксида металл остается в виде пленки на кончике. Чем ниже эВ металла на наконечнике, тем ниже будет температура на наконечнике, что уменьшит рост зерен и обеспечит постоянный поток оксидов и более длительный срок службы. Вольфрам с 2% лантана зажигает дугу легче, чем вольфрам с 1% лантана (при условии, что они были изготовлены с использованием одного и того же производственного процесса).
Вольфрам с 2% лантана зажигает дугу легче, чем вольфрам с 1% лантана (при условии, что они были изготовлены с использованием одного и того же производственного процесса).
 Если скорость испарения ниже скорости миграции, оксиды будут скапливаться в этой точке. Если обе скорости очень высоки, сварочные свойства в начале сварки будут отличными, но все оксиды могут быть быстро израсходованы.
Если скорость испарения ниже скорости миграции, оксиды будут скапливаться в этой точке. Если обе скорости очень высоки, сварочные свойства в начале сварки будут отличными, но все оксиды могут быть быстро израсходованы. Однако он не выдерживает критики, как и некоторые другие введенные нерадиоактивные вольфрамы.
Однако он не выдерживает критики, как и некоторые другие введенные нерадиоактивные вольфрамы.
. Европа обсудила отказ от использования тория в целом из-за этих проблем.Сварщики должны получить актуальную информацию по этому вопросу для полного понимания.

 Церий также имеет самую высокую скорость миграции, поэтому вначале он придает ему хорошие сварочные свойства, но со временем скорость миграции значительно снижается из-за роста зерен.Однако при более низких токах он должен служить дольше, чем торированный вольфрам. Из-за этих свойств он обычно подходит для коротких циклов сварки или когда требуется определенное количество сварных швов, а затем необходимо заменить электрод. Применения с более высокой силой тока лучше оставить для материалов, содержащих тор или лантан. Электроды EWCe-2 успешно работают на переменном или постоянном токе, однако они используются в основном для сварки на постоянном токе, поскольку при сварке на переменном токе они могут расколоться.
Церий также имеет самую высокую скорость миграции, поэтому вначале он придает ему хорошие сварочные свойства, но со временем скорость миграции значительно снижается из-за роста зерен.Однако при более низких токах он должен служить дольше, чем торированный вольфрам. Из-за этих свойств он обычно подходит для коротких циклов сварки или когда требуется определенное количество сварных швов, а затем необходимо заменить электрод. Применения с более высокой силой тока лучше оставить для материалов, содержащих тор или лантан. Электроды EWCe-2 успешно работают на переменном или постоянном токе, однако они используются в основном для сварки на постоянном токе, поскольку при сварке на переменном токе они могут расколоться. Он доступен в виде 2%, 1,5% и 1% лантанированного вольфрама. Триоксид лантана имеет самую низкую работу выхода из всех материалов, поэтому он обычно легче всего запускается и имеет самую низкую температуру на кончике, что препятствует росту зерен и способствует увеличению срока службы. Тестирование материала с 2% лантана показало, что он обеспечивает гораздо более длительный срок службы, чем ториевый, если не перегружаться, и лучший запуск дуги в большинстве применений.Он также особенно хорош при (а) сопротивлении «тепловому удару» пульсации, (б) работе при сварке в ситуациях, когда есть многочисленные повторные возгорания с коротким циклом сварки, и (в) противостоит загрязнению. Сварщики трубных заводов были особенно довольны этим материалом, поскольку его более длительный срок службы сокращает время простоя. Кроме того, как правило, потребуется примерно на 15% меньше ампер для запуска и поддержания слаботочных дуг. Лантан в этом вольфраме является «редкоземельным» материалом и не является радиоактивным.
Он доступен в виде 2%, 1,5% и 1% лантанированного вольфрама. Триоксид лантана имеет самую низкую работу выхода из всех материалов, поэтому он обычно легче всего запускается и имеет самую низкую температуру на кончике, что препятствует росту зерен и способствует увеличению срока службы. Тестирование материала с 2% лантана показало, что он обеспечивает гораздо более длительный срок службы, чем ториевый, если не перегружаться, и лучший запуск дуги в большинстве применений.Он также особенно хорош при (а) сопротивлении «тепловому удару» пульсации, (б) работе при сварке в ситуациях, когда есть многочисленные повторные возгорания с коротким циклом сварки, и (в) противостоит загрязнению. Сварщики трубных заводов были особенно довольны этим материалом, поскольку его более длительный срок службы сокращает время простоя. Кроме того, как правило, потребуется примерно на 15% меньше ампер для запуска и поддержания слаботочных дуг. Лантан в этом вольфраме является «редкоземельным» материалом и не является радиоактивным. Он не так широко продается и используется в Соединенных Штатах, как в Европе или Японии, однако Diamond Ground Products, Ltd. предлагает этот материал с 1993 года. Этот вольфрам в основном используется для сварки постоянным током, но также показывает хорошие результаты для Сварка переменным током. Электроды EWLa-1 были разработаны примерно в то же время, что и электроды Ceriated, и по той же причине, что лантан не является радиоактивным. Эти электроды содержат 2% оксида лантана (La203).
Он не так широко продается и используется в Соединенных Штатах, как в Европе или Японии, однако Diamond Ground Products, Ltd. предлагает этот материал с 1993 года. Этот вольфрам в основном используется для сварки постоянным током, но также показывает хорошие результаты для Сварка переменным током. Электроды EWLa-1 были разработаны примерно в то же время, что и электроды Ceriated, и по той же причине, что лантан не является радиоактивным. Эти электроды содержат 2% оксида лантана (La203). Он также хорошо противостоит загрязнению при сварке на переменном токе. Однако, несмотря на то, что он имеет лучшие токопроводящие характеристики и характеристики зажигания дуги, чем чистый вольфрам, в целом это худший нерадиоактивный вольфрам с точки зрения производительности.2.3.5 Чистый вольфрам (Классификация электродов EWP: зеленая полоса) Электроды из чистого вольфрама (EWP) содержат минимум 99,5% вольфрама без преднамеренно легирующих элементов. Чистый вольфрам имеет очень высокую работу выхода, поэтому
Он также хорошо противостоит загрязнению при сварке на переменном токе. Однако, несмотря на то, что он имеет лучшие токопроводящие характеристики и характеристики зажигания дуги, чем чистый вольфрам, в целом это худший нерадиоактивный вольфрам с точки зрения производительности.2.3.5 Чистый вольфрам (Классификация электродов EWP: зеленая полоса) Электроды из чистого вольфрама (EWP) содержат минимум 99,5% вольфрама без преднамеренно легирующих элементов. Чистый вольфрам имеет очень высокую работу выхода, поэтому труднее зажечь и получить стабильную дугу, чем другие материалы. Также из-за высокой работы выхода температура на кончике выше и происходит рост зерен. Это приводит к нестабильной дуге, трудностям при запуске и сокращению срока службы. Чистый вольфрам используется только для сварки переменным током; тем не мение; доступны лучшие альтернативы.
 Diamond Ground Products Ltd представила вольфрам под названием TRI MIXTM, который объединяет три нерадиоактивных материала в один вольфрам. Цель состояла в том, чтобы сделать вольфрам наилучшего качества, сбалансировав скорость миграции и испарения, сохранив при этом работу выхода.Он очень хорошо запускается и повторно зажигается, а также обеспечивает особенно долгий срок службы в условиях сварки, когда используются сварочные циклы не менее 15 минут. Технические исследования в Японии показали, что смешанный вольфрам очень эффективен для оптимизации сварки, и поэтому ожидается, что на рынке США появится больше этого типа продукта. Японский и европейский рынки уже осознали преимущества объединения трех нерадиоактивных оксидов в один электрод. Cryo-T tungsten представляет собой торированный вольфрам, обработанный многоступенчатым криогенным процессом.Этот процесс позволяет получить более плотную структуру смеси торированного вольфрама. Пользовательское тестирование показало, что Cryo-T вольфрам дал:
Diamond Ground Products Ltd представила вольфрам под названием TRI MIXTM, который объединяет три нерадиоактивных материала в один вольфрам. Цель состояла в том, чтобы сделать вольфрам наилучшего качества, сбалансировав скорость миграции и испарения, сохранив при этом работу выхода.Он очень хорошо запускается и повторно зажигается, а также обеспечивает особенно долгий срок службы в условиях сварки, когда используются сварочные циклы не менее 15 минут. Технические исследования в Японии показали, что смешанный вольфрам очень эффективен для оптимизации сварки, и поэтому ожидается, что на рынке США появится больше этого типа продукта. Японский и европейский рынки уже осознали преимущества объединения трех нерадиоактивных оксидов в один электрод. Cryo-T tungsten представляет собой торированный вольфрам, обработанный многоступенчатым криогенным процессом.Этот процесс позволяет получить более плотную структуру смеси торированного вольфрама. Пользовательское тестирование показало, что Cryo-T вольфрам дал:
 Постоянный ток с положительным электродом требует гораздо большего диаметра, чтобы поддерживать заданный уровень тока, потому что наконечник не охлаждается испарением электронов, а нагревается их ударом. В общем, ожидается, что данный диаметр электрода на DCEP будет выдерживать только 10 процентов тока, возможного с отрицательным электродом. При переменном токе наконечник охлаждается во время отрицательного цикла электрода и нагревается при положительном.Следовательно, допустимая токовая нагрузка электрода на переменном токе находится между значениями DCEN и DCEP. В целом это примерно на 50 процентов меньше, чем у DCEN.
Постоянный ток с положительным электродом требует гораздо большего диаметра, чтобы поддерживать заданный уровень тока, потому что наконечник не охлаждается испарением электронов, а нагревается их ударом. В общем, ожидается, что данный диаметр электрода на DCEP будет выдерживать только 10 процентов тока, возможного с отрицательным электродом. При переменном токе наконечник охлаждается во время отрицательного цикла электрода и нагревается при положительном.Следовательно, допустимая токовая нагрузка электрода на переменном токе находится между значениями DCEN и DCEP. В целом это примерно на 50 процентов меньше, чем у DCEN.- Легкость запуска первой дуги
- Легкость повторного зажигания того же наконечника после предыдущего использования
- Максимальное количество воспламенений
- Сохранение геометрии наконечника во время использования
- Форма дуги
- Стабильность дуги
- Качество сварного соединения
- Глубина сварочной ванны
- Сравнение потребляемой мощности
 Кроме того, сокращение времени простоя при замене и подготовке новых электродов является существенной экономией, которую следует учитывать.
Кроме того, сокращение времени простоя при замене и подготовке новых электродов является существенной экономией, которую следует учитывать.Rogers & Brown Custom Brokers, Inc.
P.O. Box 19005
Charlotte, NC 28219
 Ваше письмо было отнесено к этому
кабинет для ответа.
Ваше письмо было отнесено к этому
кабинет для ответа.
 90.20, HTSUS, в качестве частей сварочных машин.
90.20, HTSUS, в качестве частей сварочных машин. . . Материалы, используемые для покрытия или
керна представляют собой флюс (например, хлорид цинка, хлорид аммония,
бура, кварц, смола или ланолин), которые в противном случае
добавляться отдельно при пайке, пайке,
процесс сварки или наплавки. Электроды и т.п.
также содержат добавку металла в виде порошка. . .
. . Материалы, используемые для покрытия или
керна представляют собой флюс (например, хлорид цинка, хлорид аммония,
бура, кварц, смола или ланолин), которые в противном случае
добавляться отдельно при пайке, пайке,
процесс сварки или наплавки. Электроды и т.п.
также содержат добавку металла в виде порошка. . . Nippon Kogasku (США), Inc. против Соединенных Штатов, 69 CCPA 89, 673 F.2d 380 (1982). Общие и
коммерческое значение может быть определено путем обращения к словарям, лексиконам, научным авторитетам
и другие достоверные источники.CJ Tower & Sons против Соединенных Штатов, 69 CCPA 128, 673 F.2d 1268
(1982).
Nippon Kogasku (США), Inc. против Соединенных Штатов, 69 CCPA 89, 673 F.2d 380 (1982). Общие и
коммерческое значение может быть определено путем обращения к словарям, лексиконам, научным авторитетам
и другие достоверные источники.CJ Tower & Sons против Соединенных Штатов, 69 CCPA 128, 673 F.2d 1268
(1982). В сварке TIG используется
неплавящийся электрод из вольфрама. В отличие от некоторых других
процессы дуговой сварки, сварка TIG не имеет переходного
дуга, вызванная расходуемым электродом. . . 90.20, ХТСУС.
В сварке TIG используется
неплавящийся электрод из вольфрама. В отличие от некоторых других
процессы дуговой сварки, сварка TIG не имеет переходного
дуга, вызванная расходуемым электродом. . . 90.20, ХТСУС.
Отдел коммерческих правил
 30% вольфрама и от 1,70 до 2,20% тория. Сегодня они являются наиболее часто используемыми электродами и предпочтительны из-за их долговечности и простоты использования. Торий повышает качество электронной эмиссии электрода, что улучшает запуск дуги и обеспечивает более высокую пропускную способность по току. Этот электрод работает намного ниже своей температуры плавления, что приводит к значительно более низкой скорости потребления и устраняет блуждание дуги для большей стабильности. Он также отличается более низким уровнем загрязнения сварного шва, чем другие электроды.
30% вольфрама и от 1,70 до 2,20% тория. Сегодня они являются наиболее часто используемыми электродами и предпочтительны из-за их долговечности и простоты использования. Торий повышает качество электронной эмиссии электрода, что улучшает запуск дуги и обеспечивает более высокую пропускную способность по току. Этот электрод работает намного ниже своей температуры плавления, что приводит к значительно более низкой скорости потребления и устраняет блуждание дуги для большей стабильности. Он также отличается более низким уровнем загрязнения сварного шва, чем другие электроды. Однако заточку кончика электрода следует выполнять с большой осторожностью.
Однако заточку кончика электрода следует выполнять с большой осторожностью. » Weldcote — отличный партнер в сварочной отрасли! Их сотрудники всегда дружелюбны и очень хорошо осведомлены о своей продукции. Они отлично справляются с своевременной подачей и отправкой заказов.Мы искренне ценим все, что они делают для развития нашего бизнеса! » — Бобби Б. @ Holston Gases Inc.
Они отлично справляются с своевременной подачей и отправкой заказов.Мы искренне ценим все, что они делают для развития нашего бизнеса! » — Бобби Б. @ Holston Gases Inc.
» Weldcote — это пятизвездочная компания! Работа Weldcote в Брейнтри, штат Массачусетс, на высшем уровне. Их сотрудники всегда делают все возможное, чтобы обеспечить удовлетворенность клиентов. Каждый день мы имеем дело примерно с 20 различными поставщиками, я бы поставил Weldcote на первое место. Спасибо Weldcote за отличное обслуживание клиентов — и в этом все дело!» — Дэйв @ Daven Corp
« Weldcote уже много лет является отличным партнером поставщика! Они делают то, что обещали, и всегда делают это с улыбкой! Weldcote выводит обслуживание клиентов на новый уровень, что делает ведение бизнеса с ними таким простым!» — Майк Симмонс @ Fresno Oxygen
«Мы долгое время сотрудничаем с Weldcote.Они были не только отличным партнером, но и прекрасной компанией для ведения бизнеса. Они всегда готовы помочь в трудную минуту, и их компания действительно фокусируется на обслуживании клиентов. Планируем оставаться постоянным партнером на долгие годы! » — Стив @ Ozarc Gas Equipment
Они всегда готовы помочь в трудную минуту, и их компания действительно фокусируется на обслуживании клиентов. Планируем оставаться постоянным партнером на долгие годы! » — Стив @ Ozarc Gas Equipment
«В Weldcote работает дружелюбная и знающая команда по обслуживанию клиентов, и они всегда готовы помочь нам любым возможным способом. Они также предлагают широкий ассортимент товаров и продолжают добавлять продукты, полезные для сварочной отрасли.» — Бретт Нагл @ WISCO/MEDOX
» Weldcote предоставляет нашей компании высочайшее качество обслуживания клиентов. Совместная работа между внутренними и внешними продажами делает мои закупки Weldcote Metal быстрыми и эффективными. Они предоставляют всю необходимую информацию о старых и новых продуктах, которые запрашивают наши клиенты. Их успех в обслуживании клиентов и продукты на складе — это то, на что я полагаюсь!!!» — Сьюзи Коунс @ Professional Welding Supply
«Мы покупаем продукцию Weldcote более 10 лет. Я всегда доволен тем, насколько внимателен их отдел обслуживания клиентов, и наши заказы всегда обрабатываются быстро. Они также обеспечивают отличные цены на жестком рынке. Я настоятельно рекомендую Weldcote Metals! » — Дени Мюллер @ Baker’s Gas & Welding Supplies, Inc.
Я всегда доволен тем, насколько внимателен их отдел обслуживания клиентов, и наши заказы всегда обрабатываются быстро. Они также обеспечивают отличные цены на жестком рынке. Я настоятельно рекомендую Weldcote Metals! » — Дени Мюллер @ Baker’s Gas & Welding Supplies, Inc.
Сварочные электроды и их классификация
Сварщики TIG, дуговые сварщики, сварщики MIG и сварщики электродом, работающие с проволокой, знают, что когда проволока разрезается и выпрямляется, она называется сварочной проволокой.Это форма присадочного металла или присадочной проволоки, которая используется многопроцессорными сварщиками в процессе пайки или сварки, не проводящей электрический ток.
Как знают сварщики дуговой сварки, сварщики TIG, сварщики Stick и сварщики MIG, когда проволока используется в электрической цепи, она называется сварным электродом и определяется как часть сварочной цепи и фактически через сварку. электродом проводится сварочный ток. Обычно электрод представляет собой сварочную проволоку, но может быть и в других формах.
Сварщикам, работающим с несколькими процессами, известно несколько систем, применяемых для классификации определенной сварочной проволоки, стержня или электрода. Во всех этих случаях используется буква префикса, которая указывает на что-то. Итак, вот как проходит классификация сварочной проволоки: приставка R указывает на сварочный пруток, приставка E означает сварочный электрод; когда префикс RB, это либо сварочный пруток, либо припой, а когда префикс ER, это электродный стержень или сварочный пруток.
Аппараты для сварки электродом, аппараты для сварки МИГ, аппараты для сварки ВИГ и аппараты для дуговой сварки также используют систему, которая используется для идентификации стержней, применяемых во время дуговой сварки в среде защитного газа, и электродов из углеродистой стали без покрытия. Эта система идентификации также использует префиксы.
Многопроцессорные сварочные аппараты распознают ER как электрод или сварочную проволоку/стержень, 80 – указывает минимальный предел прочности на растяжение в тысячах фунтов на квадратный дюйм, S указывает на сплошной электрод или стержень, C указывает на многожильный электрод или композитный металлический сердечник и 1, используемая в качестве суффикса, указывает коэффициент стабильности.