Сварочный аппарат Технотрон УПР-2.4С «Стриж» — ЭЛсвар
Описание
Плазменно-дуговая строжка — это способ удаления металла плазменной струей. Способ, характеризующийся высокой производительностью, экономичностью и безопасностью для окружающей среды.
По сравнению с традиционной воздушно дуговой строжкой угольным электродом и механическими методами обработки плазменно-дуговая строжка обеспечивает:
- Высокую производительность удаления металла;
- Снижение энергозатрат;
- Простоту использования;
- Хорошую видимость рабочей зоны;
- Уменьшенный шум при работе;
- Уменьшенное дымообразование;
- Отсутствие науглероживания материала;
- Работу с любым металлом (включая высоколегированные металлы и алюминий).
- Минимизацию последующей зачистки.
Техника процесса
Специализированный резак повернут углом вперед по ходу движения на 35-45 градусов. Оператор перемещает резак, направляя поток плазмы который частично проникает в толщину металла и удаляет металл с поверхности, не производя сквозного прожога.
Параметры процесса
ИСПОЛЬЗУЕМЫЕ ГАЗЫ
Наиболее часто применяемым газом для плазменной строжки является воздух. Он доступен, и обеспечивает хорошее качество при строжке низкоуглеродистой стали и чугуна.
ВЫБОР СОПЛА
От диаметра отверстия сопла зависит глубина и ширина образующейся канавки. Чем меньше отверстие — тем уже и глубже канавка.
ТОК ПЛАЗМЕННОЙ ДУГИ
Регулируя силу тока, резчик также контролирует диаметр дуги и ширину канавки от строжки.
ДЛИНА ПЛАЗМЕННОЙ ДУГИ
Чем дальше сопло от металла, тем больше ширина и меньше глубина канавки. Чем ближе сопло, тем глубже и уже будет канавка.
СКОРОСТЬ СТРОЖКИ
Скорость перемещения резака позволяет регулировать глубину и ширину канавки. Высокая скорость перемещения будет обеспечивать неглубокую канавку, независимо от размера сопла. При замедлении перемещения, канавка увеличивается и становится значительно глубже.
Высокая скорость перемещения будет обеспечивать неглубокую канавку, независимо от размера сопла. При замедлении перемещения, канавка увеличивается и становится значительно глубже.
УГОЛ НАКЛОНА ПЛАЗМАТРОНА
Угол наклона плазматрона имеет большое значение для управления производительности строжки. Малый угол наклона произведет удаление малого количества металла. При увеличении угла, канавка станет шире и глубже. Если угол упреждения слишком велик, как правило 50 градусов или больше, расплавленный металл будет выбрасываться обратно на сопло плазматрона. Оптимальным является угол наклона плазматрона равный 35 градусам.
| 1.Источник плазменный ДС 120П.33 с резаком для ручной строжки | |
| 2. Автоматическая головка УПР-2.4С «Стриж» с плазматроном для строжки | |
| 3. Пульт управления | |
| 4. Блок управления | |
| 5. Пояса магнитные для продольной строжки | |
6. Пояса радиальные для строжки дефектов сварки труб до ?1420 мм Пояса радиальные для строжки дефектов сварки труб до ?1420 мм | |
| 7. Компрессор воздушный. Давление 5-6атм. Расход 300-350л/мин. Воздух также может браться из заводской магистрали. | |
| 8. Осушитель воздуха ТТ390. Пред¬назначен для комплектования агрегатов и установок плазменной резки, работающих в цеховых и трассовых условиях при повышенной влажности сжатого воздуха | |
| 9. Комплект ЗИП для ручной строжки | |
9. 1 — Корпус плазмотрона Т150С 9.2 — Электрод Т150С 9.3 — Завихритель Т150С9.4 — Сопло Т150С 9.5 — Наконечник Т150С 9.6 — Насадка Т150С 10. Комплект ЗИП для автоматической строжки | |
10.1 — Корпус плазмотрона Т150СA 10.2 — Электрод Т150С 10.3 — Завихритель Т150С 10.4 — Сопло Т150С 10.5 — Наконечник Т150СА |
Кроме ремонта монтажных сварных швов установкой могут проводиться работы по строжке поверхностных дефектов труб и соединительных деталей коррозионного и стресс-коррозионного характера, а также дефектов продольных сварных швов.
Строжка дефектных участков в зависимости от преимущественной ориентации протяженных дефектов может осуществляться на продольном поясе на магнитных держателях или на кольцевом поясе. Выборка одиночных не протяженных дефектов может осуществляться ручным плазмотроном. В обоих случаях, при послойной выборке стресс-коррозионные трещины не заплавляются, остаточные дефекты четко выявляются визуально (очерчиваются плазменной дугой), а также с помощью магнитопорошкового контроля без дополнительной очистки поверхности. Дополнительная обработка абразивным инструментом требуется для удаления острых углов по границам ремонтируемого участка.
Скорость воздушно-плазменной строжки (ВПС) таких дефектов более чем в 12 раз превышает скорость контролируемой шлифовки углошлифовальными машинами – технологии применяемой в настоящее время. В автоматическом режиме воздушно-дуговая строжка дефекта площадью 1м2 глубиной 2мм осуществляется за 1,44ч. При этом получаемая выборка имеет геометрически правильную форму с фиксированной глубиной на всей длине. Это существенно упрощает контроль остаточной толщины трубы на ремонтируемом участке и соответственно выбор технологии ремонта. Такая форма выборки позволяет автоматизировать процессы заварки при восстановительном ремонте дефектного участка наплавкой.
Это существенно упрощает контроль остаточной толщины трубы на ремонтируемом участке и соответственно выбор технологии ремонта. Такая форма выборки позволяет автоматизировать процессы заварки при восстановительном ремонте дефектного участка наплавкой.
- Оборудование ВПС является самым мобильным и универсальным оборудованием из предлагаемых для ремонта сварных швов в трассовых условиях. Его эффективность проявляется как по скорости процесса выборки, так и по удобству и простоте монтажа на трубах и соединительных деталях трубопровода (СДТ) при проведении ремонтных работ на объектах магистральных газопроводов.
- Сравнительно низкий расход и стоимость электродов и сопел для ВПС позволяет проводить работы по ремонту сварных швов, без серьезной привязки к затратам на расходные материалы для строжки дефектного металла (стоимость материалов для ВПС составляет менее 20%, от стоимости сварочных материалов для последующей заварки сварного шва).
- Наиболее перспективным представляется применение ВПС для ремонта поверхностных дефектов (в том числе стресс-коррозионного характера) труб и СДТ, заводских продольных сварных швов в трассовых условиях, а также при заводском ремонте труб для повторного применения.


Технические характеристики
| Напряжение питания, В | 380 ,+10% -15% |
| Напряжение холостого хода, В, не более | 300 |
| Рабочее напряжение, В | 150 |
| Потребляемая мощность, кВА, не более | 25 |
| Ток резки (плавнорегулируемый), А | 30 — 120 |
| Давление воздуха, атм | 3 — 6 |
| Толщина разрезаемого металла, мм | |
| сталь, в том числе высоколегированная | 50 |
| алюминий | 40 |
| медь и ее сплавы | 25 |
| Номинальный режим работы ПН (при Т=20°С), % | 100 |
| Диапазон рабочих температур, °С | От — 40 до + 40 |
| Масса, кг | 44 |
| Габаритные размеры (ШхВхГ), мм | 270х535х670 |
УПР-2.
 4С «Стриж» | НПП Технотрон, ООО
4С «Стриж» | НПП Технотрон, ООО Плазменно-дуговая строжка — это способ удаления металла плазменной струей. Способ, характеризующийся высокой производительностью, экономичностью и безопасностью для окружающей среды.
По сравнению с традиционной воздушно дуговой строжкой угольным электродом и механическими методами обработки плазменно-дуговая строжка обеспечивает:
|
Техника процесса Специализированный резак повернут углом вперед по ходу движения на 35-45 градусов. Оператор перемещает резак, направляя поток плазмы который частично проникает в толщину металла и удаляет металл с поверхности, не производя сквозного прожога. Величина тока плазменной дуги, скорость перемещения резака, расстояние от сопла до поверхности металла, угол наклона резака, и размер наконечника определяют производительность удаления металла и профиль сечения производимой выемки (канавки).
Параметры процесса ИСПОЛЬЗУЕМЫЕ ГАЗЫ
Наиболее часто применяемым газом для плазменной строжки является воздух. Он доступен, и обеспечивает хорошее качество при строжке низкоуглеродистой стали и чугуна.

ВЫБОР СОПЛА
От диаметра отверстия сопла зависит глубина и ширина образующейся канавки. Чем меньше отверстие — тем уже и глубже канавка.
ТОК ПЛАЗМЕННОЙ ДУГИ
Регулируя силу тока, резчик также контролирует диаметр дуги и ширину канавки от строжки.
ДЛИНА ПЛАЗМЕННОЙ ДУГИ
Чем дальше сопло от металла, тем больше ширина и меньше глубина канавки. Чем ближе сопло, тем глубже и уже будет канавка.
СКОРОСТЬ СТРОЖКИ
Скорость перемещения резака позволяет регулировать глубину и ширину канавки. Высокая скорость перемещения будет обеспечивать неглубокую канавку, независимо от размера сопла. При замедлении перемещения, канавка увеличивается и становится значительно глубже.
УГОЛ НАКЛОНА ПЛАЗМАТРОНА
Угол наклона плазматрона имеет большое значение для управления производительности строжки.
 Малый угол наклона произведет удаление малого количества металла. При увеличении угла, канавка станет шире и глубже. Если угол упреждения слишком велик, как правило 50 градусов или больше, расплавленный металл будет выбрасываться обратно на сопло плазматрона. Оптимальным является угол наклона плазматрона равный 35 градусам.
Малый угол наклона произведет удаление малого количества металла. При увеличении угла, канавка станет шире и глубже. Если угол упреждения слишком велик, как правило 50 градусов или больше, расплавленный металл будет выбрасываться обратно на сопло плазматрона. Оптимальным является угол наклона плазматрона равный 35 градусам. Состав установки:
Источник плазменный ДС 120П.33 с резаком для ручной строжки | |
Автоматическая головка УПР-2.4С «Стриж» с плазматроном для строжки | |
Пульт управления | |
Блок управления | |
| |
| |
| |
| |
1 — Корпус плазмотрона Т150С | |
1 — Корпус плазмотрона Т150СA |
 Давление 5-6атм. Расход 300-350л/мин. Воздух также может браться из заводской магистрали.
Давление 5-6атм. Расход 300-350л/мин. Воздух также может браться из заводской магистрали.Выборка поверхностных дефектов трубы | Выборка сварного шва трубы |
На рисунке ниже представлена термограмма для вышеуказанного режима, в момент обрыва дуги максимальная температура поверхности разделки шва до 200° С, температура шлака 550° С.

Термограмма многопроходной строжки сварного шва при толщине снимаемого слоя за один проход 2 мм.
а) Момент обрыва дуги | б) График распределения температуры в зонах Li1 и Li2 |
Кроме ремонта монтажных сварных швов установкой могут проводиться работы по строжке поверхностных дефектов труб и соединительных деталей коррозионного и стресс-коррозионного характера, а также дефектов продольных сварных швов.
Строжка дефектных участков в зависимости от преимущественной ориентации протяженных дефектов может осуществляться на продольном поясе на магнитных держателях или на кольцевом поясе. Выборка одиночных не протяженных дефектов может осуществляться ручным плазмотроном. В обоих случаях, при послойной выборке стресс-коррозионные трещины не заплавляются, остаточные дефекты четко выявляются визуально (очерчиваются плазменной дугой), а также с помощью магнитопорошкового контроля без дополнительной очистки поверхности. Дополнительная обработка абразивным инструментом требуется для удаления острых углов по границам ремонтируемого участка.
Дополнительная обработка абразивным инструментом требуется для удаления острых углов по границам ремонтируемого участка.
Строжка дефектов типа КРН
Строжка стресс-коррозионных дефектов при различной глубине выборки для проверки выявляемости остаточных дефектов трубы 1420х18,7мм К60, демонтированной из шлейфа компрессорной станции
Скорость воздушно-плазменной строжки (ВПС) таких дефектов более чем в 12 раз превышает скорость контролируемой шлифовки углошлифовальными машинами – технологии применяемой в настоящее время. В автоматическом режиме воздушно-дуговая строжка дефекта площадью 1м2 глубиной 2мм осуществляется за 1,44ч. При этом получаемая выборка имеет геометрически правильную форму с фиксированной глубиной на всей длине. Это существенно упрощает контроль остаточной толщины трубы на ремонтируемом участке и соответственно выбор технологии ремонта. Такая форма выборки позволяет автоматизировать процессы заварки при восстановительном ремонте дефектного участка наплавкой.
- Оборудование ВПС является самым мобильным и универсальным оборудованием из предлагаемых для ремонта сварных швов в трассовых условиях. Его эффективность проявляется как по скорости процесса выборки, так и по удобству и простоте монтажа на трубах и соединительных деталях трубопровода (СДТ) при проведении ремонтных работ на объектах магистральных газопроводов.
- Сравнительно низкий расход и стоимость электродов и сопел для ВПС позволяет проводить работы по ремонту сварных швов, без серьезной привязки к затратам на расходные материалы для строжки дефектного металла (стоимость материалов для ВПС составляет менее 20%, от стоимости сварочных материалов для последующей заварки сварного шва).
- Наиболее перспективным представляется применение ВПС для ремонта поверхностных дефектов (в том числе стресс-коррозионного характера) труб и СДТ, заводских продольных сварных швов в трассовых условиях, а также при заводском ремонте труб для повторного применения. В этих случаях, другие высокопроизводительные технологии на сегодняшний день просо отсутствуют.
 В этих случаях, другие высокопроизводительные технологии на сегодняшний день просо отсутствуют.
В этих случаях, другие высокопроизводительные технологии на сегодняшний день просо отсутствуют.Ручная дуговая сварка (ММА) Lincoln Electric : LINC 405-S сварочный выпрямитель LINCOLN ELECTRIC
Производитель: Линкольн Электрик, США (Lincoln Electric, USA).Поддерживаемые сварочные процессы:
· MMA (ручная дуговая сварка)
· TIG Scratch DC (аргонодуговая сварка на постоянном токе)
· CAG-A (воздушно-дуговая строжка угольным электродом)
Код для заказа: К14002-2.
Мощный и надежный аппарат для ручной дуговой сварки.
Сварочный источник для ручной дуговой сварки LINC 405-S — исключительно прочный и надежный, специально разработан для эксплуатации в тяжелых условиях.
Характеристики.
Сеть питания: 230 / 400 / 3 / 50-60
Сварочный ток / Напряжение / ПВ: 400А / 36В / 35%
240A / 29В / 100%
Сетевой предохранитель: 63А (230В)
40А (400В)
Диапазон регул. сварочного тока: 15-400 А
сварочного тока: 15-400 А
Напряжение холостого хода: 78 В
Габаритные размеры ВхШхД: 640 x 580 x 700 мм
Вес: 126 кг.
Преимущества.
• Прочный и надежный сварочный выпрямитель LINC 405-S LINCOLN ELECTRIC с отличными сварочно-технологическими характеристиками.
• Позволяет производить сварку электродами с рутиловым, целлюлозным и с основным видом покрытия.
• Возможность воздушно-дуговой строжки угольным электродом.
• Простая панель управления.
• Функция включения вентилятора при необходимости (F.A.N.) снижает потребление мощности и попадание пыли и дыма внутрь устройства.
• Аппарат оснащен колесами, подъемными проушинами, ручками для подъема и толкания.
• Возможность TIG-сварки способом TIG Scratch DC.
• Соответствует требованиям стандартов IEC974-1, ROHS, CE и ГОСТ-Р.
• Гарантия 2 года на качество сборки и комплектующие.
Купить выпрямитель сварочный LINC 405-S Линкольн Электрик (Lincoln Electric) Вы можете в сети магазинов «ЗВАРЮВАННЯ».
Сварочный выпрямитель LINC 405-S Lincoln Electric купить в г. Кривой Рог Вы можете в сети магазинов «ЗВАРЮВАННЯ»:
• магазин ЗВАРЮВАННЯ — ул. 22-го партсъезда, д. 55, р-он ГосЦирка;
Тел.: (067) 379-07-77, (067) 569-35-66, (099) 047-64-46, (093) 610-90-26. Низкие цены. Гарантия от ведущих производителей. Доставка во все регионы Украины.
Покупка у официального дилера – гарантированный способ получить высокое качество и конкурентоспособные цены на сварочное оборудование, а также качественное гарантийное и послегарантийное обслуживание.
Воздушно-дуговая резка — Резание металла
Воздушно-дуговая резка
Категория:
Резание металла
Воздушно-дуговая резка
В этом схюсобе металл расплавляется дугохх с неплавящимся угольным или графитным электродом и расплавленный металл выдувается из полости реза потоком сжатого воздуха, подаваемого параллельно электроду. Воздушно-дуговой процесс чаще используется для поверхностной обработки или строжки металла, но может быть использован и для разделительно11 резки.
Воздушно-дуговой процесс чаще используется для поверхностной обработки или строжки металла, но может быть использован и для разделительно11 резки.
При строжке электрод располагают под углом 30—45° к поверхности металла и конец электрода несколько углубляют в обра-дующуюся канавку; выплавляемый металл разбрасывается вперед и в стороны. Для разделительной резки электрод углубляют на всю толщину металла, располагая его под углом 60—90° к поверхности металла; продукты резки выдуваются потоком воздуха сквозь щель реза. Окисление выдуваемого металла не очень значительно, и выдуваемые продукты на 80% состоят из металлического железа. Исследования показали, что при воздушно-плазменной резке 25—30% энергии идет на выплавление металла, 25—30% отводится в массу металла, 45—50% идет на нагрев электрода и воздушного потока.
Рис. 1. Воздушно-дуговая строжка: 1 — резак; 2 — воздушная струя; 3 — электрод; 4 — вырезаемая канавка; 5 — направление строжки
Рис. 2. Воздушно-дуговая разделительная резка:
1 — резак; 2 — воздушная струя; 3 — электрод; 4 — направление резки
2. Воздушно-дуговая разделительная резка:
1 — резак; 2 — воздушная струя; 3 — электрод; 4 — направление резки
Расход электродов пропорционален току: g = кс1 г!ч, где g — вес израсходованного электрода в г; 1 — ток в а; кс — коэффициент, величина которого 1,5—3 г/а-ч. Плотность материала электродов 1,5—1,6. Хорошие результаты дают омедненные электроды, покрытые слоем меди толщиной около 0,1 мм. Омеднение уменьшает расход электродов. Резка, как правило, ведется на постоянном токе обратной полярности, т. е. на электрод дается плюс, а на изделие — минус источника тока. Производительность па нормальной полярности и на переменном токе уменьшается в 2—3 раза. Процесс весьма производителен, коэффициент выплавления кь = = 25 Ч- 30 г/а * ч. Скорость строжки канавки может доходить до 2—3 м/мин; при скоростях свыше 1 м/мин наблюдается повышение содержания углерода в поверхностном слое металла, при меньших скоростях науглероживания не происходит. Обычно наиболее целесообразной считают скорость строжки 0,4—0,6 м/мин.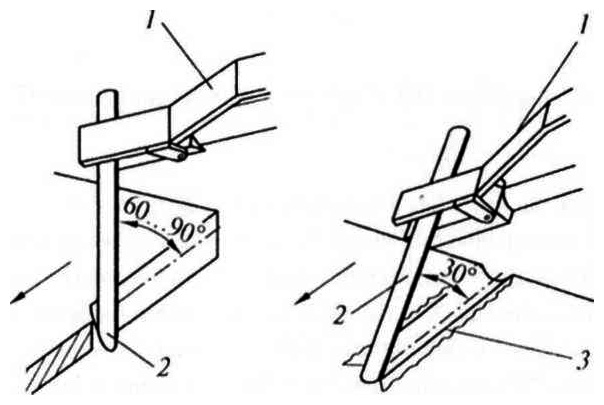
Воздушно-дуговая резка выполнима во всех пространственных положениях и находит достаточно широкое применение для удаления дефектного металла с поверхности отливок, поковок и проката; вырубки дефектных сварных швов; разделки трещин; разделки канавки на обратной стороне двусторонних швов; разделки кромок листов под сварку; удаления заклепок, твердых наплавлеиных слоев и пр., а также для разделительной резки нержавеющих сталей и других металлов, не поддающихся газокислородной резке при небольших толщинах металла; прожигания монтажных отверстий и т. д.
Рис. 3. Воздушно-дуговой резак РВД-1
Резак для воздушно-дуговой резки представляет собой держатель электродов усиленной конструкции на большие токи; головка держателя имеет сопла для воздуха.
Для воздушно-дуговой резки пригодны нормальные источники тока, применяемые для дуговой электросварки. Оптимальное давление воздуха при воздушно-плазменной резке 5—7 кГ1см2. Давление свыше 8 кПсм2 понижает устойчивость дугового разряда, менее 4 кГ/см2 замедляет выплавление металла. Нормальный расход воздуха 20—40 м3/ч.
Нормальный расход воздуха 20—40 м3/ч.
Реклама:
Читать далее:
Подводная резка металлов
Статьи по теме:
Горелка для строжки, Flair 600 0468253880 Esab (Эсаб)
Горелка для строжки Flair 600 0468253880 Esab (Эсаб)
Горелка для строжки (строгач) Flair 600 с монокабелем длиной 2,5 метра предназначена для воздушно-дуговой резки и строжки угольным, как правило омедненным, электродом большинства распространенных металлов: Углеродистой стали, нержавеющей стали, меди и ее сплавов, чугуна. Строжку стали осуществляют на обратной полярности («плюс» на электроде), а строжку цветного металла и серого чугуна на прямой полярности («минус» на электроде). Конструкция и компоненты строгача выполнена из высококачественных материалов и обеспечивают его долговечную работу. Обслуживание горелки Flair 600 легко и быстро выполнить без специального инструмента и с минимальным набором запасных частей. Все горелки для строжки Flair оснащены специальным вращающимся монокабелем снижающим нагрузку на запястье сварщика, что приводит к повышению качества работы и увеличению производительности труда. Монокабель представляет собой электрокабель совмещенный с гибким шлангом для сжатого воздуха. Его длина составляет 2,5 метра, что позволяет легко оперировать горелкой в рабочей зоне. Для начала работ вам потребуется любой мощный (от 500 Ампер) сварочный аппарат постоянного тока с падающей вольт-амперной характеристикой и напряжением холостого хода от 60 Вольт, а также источник сжатого воздуха (компрессор) обеспечивающий расход сжатого воздуха 600 — 1500 л/мин (литров в минуту) при давлении около 0,7 МПа. С помощью силового (сварочного) кабеля любой удобной длины сварочный аппарат подключается к монокабелю строгача. Компрессор подключается к монокабелю с помощью соответствующего шланга.
Монокабель представляет собой электрокабель совмещенный с гибким шлангом для сжатого воздуха. Его длина составляет 2,5 метра, что позволяет легко оперировать горелкой в рабочей зоне. Для начала работ вам потребуется любой мощный (от 500 Ампер) сварочный аппарат постоянного тока с падающей вольт-амперной характеристикой и напряжением холостого хода от 60 Вольт, а также источник сжатого воздуха (компрессор) обеспечивающий расход сжатого воздуха 600 — 1500 л/мин (литров в минуту) при давлении около 0,7 МПа. С помощью силового (сварочного) кабеля любой удобной длины сварочный аппарат подключается к монокабелю строгача. Компрессор подключается к монокабелю с помощью соответствующего шланга.
Дуговая строжка — это универсальный, эффективный и не дорогой процесс позволяющий удалять дефекты в сварных швах во всех пространстенных положениях без повреждения основного металла.
Артикул Esab: 0468253880
Наименование Эсаб: Горелка для строжки, Flair 600 Flair 600 incl monocable
Назначение: Горелки для строжки угольным электродом
Купить горелку для строжки Flair 600 Esab
Телефон: +7 (499) 168-24-42
email: info@se-welding.
 ru
ruКуда подключать угольный электрод на ПДГ-201? — Полуавтоматическая сварка — MIG/MAG
Hosco, Этот аппарат спалить думаю проблематично там транс давольно таки серьёзный с медными обмотками
Вам виднее. Это характеристики споттера которым я пользуюсь в том числе для усадки металла при помощи угольного электрода
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ 1. Напряжение питающей сети, В 2202. Номинальная мощность, кВт 8/3
3. Первичный ток в импульсе, А 35
Первичный ток в импульсе, А 35
4. Номинальный ПВ, % 100
5. Номинальный сварочный ток, А 200-4000
6. Пределы регулировки времени сварки, сек. 0,01-0,99а.
..а это характеристики строжка для металля (причем — из слабеньких)
Резак воздушно-дуговой монтажный (Строгач) предназначен для ручной
и (или) механизированной резки (строжки) чёрных и цветных
металлов в полевых и промышленных условиях.
Номинальный ток — 500А
Рабочий газ — воздух.
Расходные материалы — угольные электроды.
Производительность, кг/ч — 15
Давление воздуха, Мпа — 0,6
Диаметр электрода, мм — 8, 10, 12
Масса резака, кг — 0,8
Используется в составе источника тока ВДУ-506 и компрессора.
По заказу комплектуется катодами, соплами и угольными
электродами различных диаметров.
Сравните с характеристиками вашего аппарата.
Изменено пользователем Hosco| Номера деталей : Электроды для строжки Arcair | |||
|---|---|---|---|
| Электроды для строжки Arcair, плоские, покрытые медью, постоянный ток, 3/8 x 5/32 x 12 — 50 шт. | 35099003 НАЙТИ ДИСТРИБЬЮТОРА | ||
| Электроды для строжки Arcair, плоские, покрытые медью, постоянный ток, 5/8 x 3/16 — 50 шт. | 35033003 НАЙТИ ДИСТРИБЬЮТОРА | ||
| Электроды для строжки Arcair, полукруглые, медные, постоянного тока, 5/8 x 12 — 50 шт. | 25103003 НАЙТИ ДИСТРИБЬЮТОРА | ||
Электроды для строжки Arcair, остроконечные, покрытые медью, переменный ток, 1/4 x 12 — 50 шт. | 20043003 НАЙТИ ДИСТРИБЬЮТОРА | ||
| Электроды для строжки Arcair, заостренные, покрытые медью, переменный ток, 3/16 x 12 — 50 шт. | 20033003 НАЙТИ ДИСТРИБЬЮТОРА | ||
| Электроды для строжки Arcair, остроконечные, покрытые медью, переменный ток, 3/8 x 12 — 50 шт. | 20063003 НАЙТИ ДИСТРИБЬЮТОРА | ||
| Электроды для строжки Arcair, заостренные, покрытые медью, постоянный ток, 1/2 x 14 — 50 шт. | 22082003 НАЙТИ ДИСТРИБЬЮТОРА | ||
| Электроды для строжки Arcair, заостренные, покрытые медью, постоянный ток, 1/4 x 12 — 50 шт. | 22043003 НАЙТИ ДИСТРИБЬЮТОРА | ||
| Электроды для строжки Arcair, заостренные, покрытые медью, постоянный ток, 1/8 x 12 — 100 шт. | 22023003 НАЙТИ ДИСТРИБЬЮТОРА | ||
Электроды для строжки Arcair, заостренные, покрытые медью, постоянный ток, 3/16 x 12 — 50 шт. | 22033003 НАЙТИ ДИСТРИБЬЮТОРА | ||
| Электроды для строжки Arcair, заостренные, покрытые медью, постоянный ток, 3/8 x 12 — 50 шт. | 22063003 НАЙТИ ДИСТРИБЬЮТОРА | ||
| Электроды для строжки Arcair, заостренные, покрытые медью, постоянный ток, 5/16 x 12 — 50 шт. | 22053003 НАЙТИ ДИСТРИБЬЮТОРА | ||
| Электроды для строжки Arcair, заостренные, покрытые медью, постоянный ток, 5/32 x 12 — 50 шт. | 22983003 НАЙТИ ДИСТРИБЬЮТОРА | ||
| Электроды для строжки Arcair, заостренные плоские, постоянный ток, 1/4 x 12 — 50 шт. | 21043003 НАЙТИ ДИСТРИБЬЮТОРА | ||
| Электроды для строжки Arcair, остроконечные, постоянный ток, 3/16 x 12 — 50 шт. | 21033003 НАЙТИ ДИСТРИБЬЮТОРА | ||
Электроды для строжки Arcair, заостренные плоские, постоянный ток, 3/8 x 12 — 100 шт. | 21063003 НАЙТИ ДИСТРИБЬЮТОРА | ||
| Электроды для строжки Arcair, остроконечные, постоянный ток, 5/16 x 12 — 50 шт. | 21053003 НАЙТИ ДИСТРИБЬЮТОРА | ||
| Электроды для строжки Arcair, остроконечные, постоянный ток, 5/32 x 12 — 50 шт. | 21983003 НАЙТИ ДИСТРИБЬЮТОРА | ||
ИСПОЛЬЗОВАНИЕ ЭЛЕКТРОДА ДЛЯ СТРЕЖКИ — GZ Industrial Supplies
Электроды для строжки изготовлены из углерода и имеют медное покрытие.Строжальные угольные стержни используются для удаления металла с высокой скоростью. с низким энергопотреблением. Обычно используется для устранения дефектов сварки, лишние сварные швы и литейные стояки из литых изделий. Наши угольные стержни для строжки точно обработаны и изготовлены на современном оборудовании.
При сварке строжка требуется для многих
лет в нескольких отраслях и приложениях, и это один из методов тщательного изучения. В частности, при техническом обслуживании и ремонте способность выдалбливать металл или канавки имеет большое значение.
критично и заслуживает полного рассмотрения.Два наиболее распространенных метода
строжка – это плазменная строжка и строжка воздушной угольной дугой.
В частности, при техническом обслуживании и ремонте способность выдалбливать металл или канавки имеет большое значение.
критично и заслуживает полного рассмотрения.Два наиболее распространенных метода
строжка – это плазменная строжка и строжка воздушной угольной дугой.
Плазменная строжка — это разновидность плазменной резки, в дуга слегка «расфокусирована» за счет увеличения всего размера в сужающее отверстие. Режущая дуга направлена вниз через металл чтобы выдуть расплавленный металл вниз и наружу через разрез, заставляя две части металла отделить. При плазменной строжке горелка наклонена под углом к заготовку, а дуга проделывает канавку на металлической поверхности и дует расплавленный металл в сторону.Более интенсивная режущая дуга приводит к образованию канавки слишком глубокая и узкая для большинства применений, поэтому расфокусированная дуга используется для раздолбай.
Процесс плазменной резки был изобретен в 1954 г.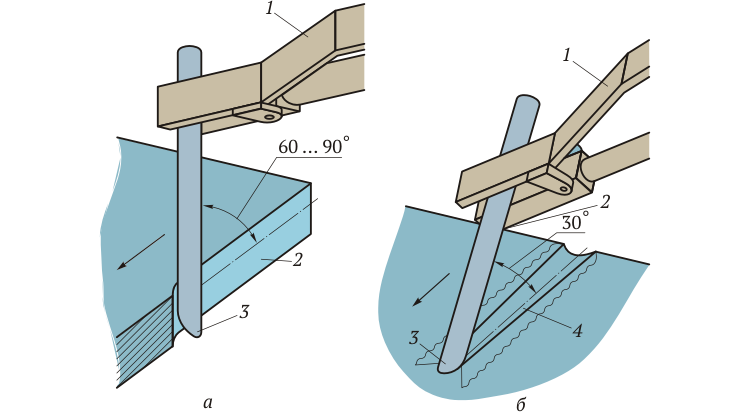 Лаборатория Тонаванда подразделения Linde компании Union Carbide. Молодой
ученый Роберт Гейдж обнаружил, что, пропустив газовую вольфрамовую дугу через
маленькое отверстие в процессе, похожем на фокусировку луча света через линзу,
температура и интенсивность дуги могут быть увеличены.Пройдя
достаточно большой поток газа через эту сфокусированную дугу, он мог резать металл.
Лаборатория Тонаванда подразделения Linde компании Union Carbide. Молодой
ученый Роберт Гейдж обнаружил, что, пропустив газовую вольфрамовую дугу через
маленькое отверстие в процессе, похожем на фокусировку луча света через линзу,
температура и интенсивность дуги могут быть увеличены.Пройдя
достаточно большой поток газа через эту сфокусированную дугу, он мог резать металл.
Плазменная строжка была разработана как инструмент для сварки снятие и подготовка к сварке. Обратную строжку использовали для удаления металла с обратная сторона дуговой сварки соединений для устранения дефектов и повышения прочности. Дефекты сварки, такие как трещины, пористость и несплавление, могут быть удалены. с помощью плазменной горелки, а затем отремонтировать новым, прочным сварным швом.
Сегодня плазменно-дуговая строжка имеет более широкое промышленное применение.
приложений, от судостроения и технического обслуживания до тяжелого оборудования
производство и ремонт, до изготовления кузовов грузовых автомобилей, цистерн и стали
структуры. Плазменная строжка удаляет крепкие спинки, подъемные проушины, временные кронштейны,
прихватки и заклепки. Он также подходит для сноса или утилизации
операции по разборке сварных конструкций. В литейных цехах удаляет излишки
материал отливок. Везде, где требуется удаление излишков металла, избыточного сварного шва или дефектов.
быть удалены, можно использовать плазменную строжку.
Плазменная строжка удаляет крепкие спинки, подъемные проушины, временные кронштейны,
прихватки и заклепки. Он также подходит для сноса или утилизации
операции по разборке сварных конструкций. В литейных цехах удаляет излишки
материал отливок. Везде, где требуется удаление излишков металла, избыточного сварного шва или дефектов.
быть удалены, можно использовать плазменную строжку.
Генерируется процесс воздушно-дуговой строжки между кончиком угольного электрода и обрабатываемой деталью. Металл становится расплавленный, и поток воздуха с высокой скоростью течет вниз по электроду, чтобы сдуть его и таким образом оставляет чистую канавку. Это простой процесс нанесения, имеет высокое металлическое скорость удаления, профиль выемки, и его можно точно контролировать.
Однако,
есть и недостатки: воздушная струя выбрасывает расплавленный металл через
довольно большое расстояние и из-за больших токов (до 2000А) и высокой воздушной
давление (от 80 до 100 фунтов на квадратный дюйм), это может быть очень шумно.
Этот тип строжки может применяться в широком диапазоне металлов. Постоянный ток (положительный электрод) обычно предпочтительнее для стали и нержавеющая сталь, но переменный ток более эффективен для чугуна, меди и никеля сплавы. Типичные области применения включают обратную строжку, удаление поверхностных и внутренние дефекты, удаление лишнего металла шва и подготовка фасок для сварки.
Этот процесс является лучшей альтернативой традиционному строжка, особенно когда точность и безопасность являются приоритетами.С производительность съема до 8 кг/ч, плазменная строжка улучшает работу условия за счет снижения шума и дыма.
Использование того же процесса, что и при плазменной резке; это позволяет удаление металла эффективно, точно и чисто.
ЭФФЕКТИВНОСТЬ
20 декабря 2019 г. Энтони Убонг
Плюсы и минусы строжки угольной дугой
Существует несколько типов сварки, и строжка угольной дугой (также известная как дуговая сварка или угольная дуговая сварка) популярна для тяжелых работ, поскольку требует минимальных сварочных материалов в Финиксе, Аризона. .
Углеродная дуговая сварка — это термин, описывающий соединение металлических элементов вместе с помощью электричества. В то время как другие методы используют газ для нагрева металла и его сплавления, строжка угольной дугой основана только на электричестве. Между электродом и заготовкой образуется электрическая дуга, которая затем расплавляет металл. Когда он нагревается, поток воздуха обдувает расплавленный металл, создавая гладкую канавку.
Между электродом и заготовкой образуется электрическая дуга, которая затем расплавляет металл. Когда он нагревается, поток воздуха обдувает расплавленный металл, создавая гладкую канавку.
Дуговая сварка может использовать как постоянный, так и переменный ток и может достигать 6500 градусов по Фаренгейту.Дуговая сварка используется при плавлении стали, ремонте тяжелого оборудования, трубопроводных проектах и целом ряде других ремонтных или строительных проектов.
Рассмотрим более подробно некоторые преимущества строжки угольной дугой:
- Экономичность: Поскольку при строжке угольной дугой не используется газ, она более рентабельна только на этом уровне. Материалы обычно более доступны, и в целом вы используете меньше оборудования, чем при других методах сварки.
- Легко переносится: Материалы для угольной дуговой сварки очень легко транспортировать, особенно потому, что для их изготовления требуется меньше оборудования.
- Может использоваться на грязном металле: Некоторые виды сварки требуют чистой поверхности перед соединением металлов. Дуговая сварка не требует чистоты, и, поскольку она не зависит от окисления, ее можно применять к множеству различных материалов.
- Нет необходимости в защитном газе: Одной из наиболее универсальных особенностей угольной дуговой сварки является тот факт, что ее можно выполнять в различных климатических условиях, включая дождь или ветер, при минимальном разбрызгивании.

Несмотря на то, что в некоторых случаях строжка угольной дугой является эффективным методом, она имеет некоторые недостатки, о которых вам следует знать, в том числе:
- Сравнительно более низкая эффективность: Дуговая сварка обычно дает больше отходов, чем другие методы сварки, которые могут быть дорогостоящими в зависимости от используемых материалов.
- Требуется высокий уровень навыков сварки: Обучение дуговой сварке требует высокого уровня навыков и квалификации, которыми обладают не все профессионалы в области сварки.
- Шумно: Поскольку при дуговой сварке используются большие токи и высокое давление воздуха, она может быть очень шумной (всегда надевайте защитные наушники).
- Может быть сложно использовать для тонких материалов: Дуговая сварка не особенно подходит для тонких материалов, но ее можно использовать для различных более толстых металлов.

Готовы поднять свои навыки сварки на новый уровень? Vern Lewis Welding Supply, Inc. может научить вас тонкостям строжки угольной дугой. Повысьте свою универсальность в качестве профессионального или обычного сварщика, когда вы учитесь у нас.
Запишитесь на курсы сварщиков в Финиксе, Аризона
Vern Lewis Welding Supply, Inc. предлагает курсы сварки в Финиксе, штат Аризона. Вы найдете навыки и продукты, необходимые для выполнения работы не только правильно, но и с использованием самого высокого качества оборудования.Если вы новичок в сварке или хотите улучшить свои существующие навыки, мы предлагаем различные курсы сварки, чтобы вы могли оставаться в курсе последних достижений в области сварочных технологий. Остановитесь или позвоните нам сегодня, чтобы узнать больше!
Остановитесь или позвоните нам сегодня, чтобы узнать больше!
%PDF-1.7 % 70 0 объект > эндообъект внешняя ссылка 70 74 0000000016 00000 н 0000002276 00000 н 0000002447 00000 н 0000002577 00000 н 0000003236 00000 н 0000003852 00000 н 0000004245 00000 н 0000004873 00000 н 0000004909 00000 н 0000005020 00000 н 0000005132 00000 н 0000005245 00000 н 0000005525 00000 н 0000006135 00000 н 0000006221 00000 н 0000006507 00000 н 0000006891 00000 н 0000007553 00000 н 0000007827 00000 н 0000009901 00000 н 0000010443 00000 н 0000012249 00000 н 0000015373 00000 н 0000016188 00000 н 0000017087 00000 н 0000017863 00000 н 0000018247 00000 н 0000020278 00000 н 0000025622 00000 н 0000027215 00000 н 0000032372 00000 н 0000032464 00000 н 0000033657 00000 н 0000036306 00000 н 0000038335 00000 н 0000040723 00000 н 0000042752 00000 н 0000045166 00000 н 0000047197 00000 н 0000050850 00000 н 0000052881 00000 н 0000064270 00000 н 0000066760 00000 н 0000069252 00000 н 0000072289 00000 н 0000075326 00000 н 0000078365 00000 н 0000081404 00000 н 0000097547 00000 н 0000097619 00000 н 0000097731 00000 н 0000097845 00000 н 0000097888 00000 н 0000097997 00000 н 0000098083 00000 н 0000098125 00000 н 0000098216 00000 н 0000098259 00000 н 0000098363 00000 н 0000098406 00000 н 0000098544 00000 н 0000098587 00000 н 0000098683 00000 н 0000098726 00000 н 0000098820 00000 н 0000098863 00000 н 0000098980 00000 н 0000099023 00000 н 0000099121 00000 н 0000099163 00000 н 0000099205 00000 н 0000099287 00000 н 0000099330 00000 н 0000001776 00000 н трейлер ]>> startxref 0 %%EOF 143 0 объект >поток xb«`e« Ȁ
Radnor 3/8″ X 5/32″ X 12″ плоский омедненный электрод для строжки угольно-воздушный/угольно-дуговой строжки (50 шт.
 в упаковке)
в упаковке)Просмотр категорий
Выберите категорию& Оборудование для напитков& Удлинители10 отсеков Стеклянные стойки Верстаки из нержавеющей стали 16 калибра – с плоским верхом18 Верстаки из нержавеющей стали – с плоским верхом КлеиРегулируемаяРегулируемая высотаРегулируемая высота Подставка для машиныРегулируемые стоячие столыРегулируемые стоячие столыВоздухоочистителиОчистители воздухаОборудование для охлаждения воздухаДиспенсеры освежителей воздухаОсвежители воздуха и нейтрализаторы запаховАксессуары для воздушных насосовФильтры для очистки воздухаВоздушно-топливное оборудованиеСтойки для аэропотов и кофеваркиАэропоты и термокувшиныAkro-Mils Стальная рама Модульные шкафы с выдвижными ящикамиAleco Sit или СковородыAlera Sit-To-Stand Table DeskВсе продуктыУниверсальные чистящие средства и обезжиривателиУниверсальные столыАлюминиевые сковороды и крышкиАлюминиевые тележкиАвтоответчикиПротивоскользящие ножкиАнтивибрация и механика ПерчаткиАнтисептические салфетки/прокладкиОдеждаПриборыНаполнители для ежедневниковРасчетные книжкиФартукиФартуки и нагрудники Электроды для дуговой строжкиЗапасные части для горелок для дуговой строжкиГорелки для дуговой строжки и пр. Площадь ProtectionArmless Ткань ChairsArms и HardwareArt BoardsArt ContainersArt InksArt KitsArt PaperArt ShapesArt ToolsAudio Видео оборудование и AccessoriesAutomated ПЛАЗМОТРОН Расходные материалы и PartsAutomotive обслуживание ProductsAutomotive ToolsAutomotive Работа BenchesAutomotive Workbench SystemAutomotive Workbench SystemsAV MountsAwards & CertificatesBaby Изменение Caps StationsBack SupportsBackup SystemsBackup Systems & DisksBadge ReelsBag DispensersBag SealsBagsBakery BagsBakery Коробки и ContainersBalloon RegulatorsBalloonsBallsBandagesBandanas Оборудование и аксессуары для бараМыло для бараСкоростные рельсы для бараТовары для бараБаррикады и огражденияБарьерыСтойки-подставкиОчистители для ванных комнатБатарейкиБатарейки и электрооборудованиеЗарядные устройстваBayco Катушки для шнураРемни (принтер/факс/копир)Комбинированные тиски и кувшиныДиспенсер для напитковBeverag е DispensersBeverage NapkinsBeverage ServiceBeverage SystemsBeverage TraysBeverages & Beverage DispensersBeveragewareBig & TallBinder PocketsBinder PostsBinder Позвоночник InsertsBinder StripsBindersBinders & Binding SuppliesBinding BarsBinding KitsBinding MachinesBinding SpinesBinding системы CoversBleachBlood Cleanup KitBlood давления KitsBoard ErasersBoard Монтаж HardwareBoardsBook MarkersBookcases & ShelvingBookendsBootsBorders & TrimsBoss с регулируемой высотой TablesBottled WaterBouffant Cap-HairnetBowlsBowls & PlatesBox Резцы & Utility KnivesBoxes Принадлежности для комнаты отдыхаАксессуары для оборудования для пивоваренияМостыВеникиАксессуары для кистейЩеткиЩетки и тряпкиВедра и отжимные устройстваBud VaseБуфетное обслуживаниеШлифовка и полировкаСтроительные блокиBuilt-Rite Complete Packing BenchesРельсы для досок объявленийBulman Products Packaging WorkbenchЗаусенцы и комплектыBush Business Furniture Коллекция офисной мебели серии 400Визитные карточкиВизитные карточкиБутановые печи и зажигалкиСкамейка для мясных изделий s / StonesC-канальная Leg Регулируемая высота WorkbenchesC-канальная Открытая Leg Регулируемая высота WorkbenchesCabinet станция Верстаки с кленовым TopCabinet Работа BenchesCabinet Workbench SystemsCabinetsCabinets & PedestalsCableCable ManagementCablesCables & AccessoriesCafeteria TablesCaffeinatedCalculatorsCalendar BasesCalendar RefillsCalendarsCall BellsCambro Camwear Поликарбонат Посуда BowlsCamcorders и AccessoriesCamera FilmCamerasCan Лайнеры & DispensersCandlesCandyCanned HeatCard Файл RefillsCard HoldersCard ReadersCard / Cover Pictcardboard Corton GuideScarlisle Coadry Diplay Case & Caverscarpet BonnetsCarpet Cleanerscarrying CaseScartscarts & ToiliesCarts & Standscarts & TruckScaseScash Bagscash Ящики / ящики / Trayscash Candlingcash RegisterScash / CoinsCash Countlingcash / Coin Prapperscassetsetcasters & Glidescatalog CassAscass / DVDSCATERWARCHD / DVD Дубликация SystemsCass / DVDSCHAIR КоврикиСтульяСтулья/ТабуреткиПодставки для мелаЧа lksCharging StationsCheck клапаны и флэш-ArrestorsCheck WritersChef ApparelChef ApronsChef HatsChemical Устойчивые GlovesChemicalsChemicals — NDTChemicals — OtherChemicals — разбрызгивание и GelsChipping HammersChiselsChromeChurch ChairsClampsClassification FoldersClassroom и школа ChairsClassroom и школа DesksClassroom AidsClassroom DecorationsClassroom Обучение и обучение MaterialsClay / PotteryCleaners и DetergentsCleaning CartridgesCleaning Полотна & WipesCleaning ProductsCleaning SuppliesCleaning ToolsClinical ReclinersClipboardsClips / ClampsClocksCloth Тряпки & ToftsLothes RacksClothingClothing ProtectorCoated Abrasivescaed Работа Гловескобблер АбразивовКокомКоффееционди и чай ФильтрыКофмей АвтомобильКофильки и пивовареныСкондифы Merchandiserscold & Hot Food Panscold Kerchandiserscold & Hot Food Panscold Panscordscordscold Погода Гловесколлаборудование Комплект Товары — Стандартные и массажные CLECKINECCOMMERCIAL Применение Коммерционные холодильники sCompressed Air DustersComputer CleanersComputer парта и мобильный WorkstationsComputer DrivesComputer FurnitureComputer Hardware & аксессуарыКомпьютерные Клавиатуры и MiceComputer Распечатка PaperCondiment OrganizersCondimentsCone CupsContainers & LidsConveyor ToastersCooking & Обслуживание UtensilsCopier / Факс / Многофункциональный MachinesCopyholdersCorner & Floating DesksCorrection FluidsCorrection TapesCorrell — Регулировка по высоте WorkstationsCounterfeit Билл DetectorsCoverallsCPU HoldersCrafts и комната отдыха ProductsCrayonsCreamersCredenza ComponentsCredenzasCSL — Высокий Стулья и Booster SeatsCup DispensersCup LidsCup SleevesCupsCups & LidsCushions & AccessoriesCut Устойчив GlovesCutleryCutlery DispensersCutlery KitsCutters & LaminatorsCutters & TrimmersCutting и измерительные DevicesCutting BoardsCylinder CartsCylinder Поддержка оборудования (Сепараторы, стенды, стойки, крышки) Картриджи данных TapesData Носители информации и SuppliesDecaffeinatedDecanter Кофе BrewersDecanters & PitchersDefibrillator PadsDefibrillatorsDeh NCO Полная Упаковка WorkbenchesDeodorantsDesk & Workstation Add-OnsDesk аксессуары и рабочая область OrganizersDesk Pad RefillsDesk PadsDesk Tray AccessoriesDesksDesks & WorkstationsDesktop Book RacksDesktop Файл Папка SortersDesktop Литература SortersDesktop Message / Memo Pad HoldersDesktop Сортировка Стойки / Space SaversDesktop StandsDesktop Принадлежности OrganizersDiapersDinner NapkinsDishwashing DetergentsDisinfectants & SanitizersDispenser NapkinsDispensers & TowelettesDisplaysDisposable & Single Use GlovesDisposable ClothingDisposable ForksDisposable перчатки и Finger CotsDisposable KnivesDisposable MasksDisposable SpoonsDisposable SporksDocking StationsDocument HoldersDocument Принтеры и ScannersDoiliesDolliesDoor Bells / ChimesDoorstopsDot Матрица PrintersDrafting KitsDrain CleanersDrape SheetsDrawerDrawer OrganizersDrawersDrawstring & Kitchen BagsDrill BitsDrill Части и AccessoriesDrill Пресс VisesDrilling & Закрепление ToolsDrillsDrink MixesDrinking FountainsDrivers GlovesDrop Front Top Скамейки Гипсокартон ToolsDust PansDustcoversDustersDusting WipesEar PlugsEar ProtectionEarly обучения FurnitureEarmuffs & BandsEarplugsEaselseCom рассадки One Piece ChairsElectrical и LightingElectrical Кабельные ReelsElectrical продукты, освещение и расширение CordsElectrical ToolsElectrical Tools OtherElectronicsElectronics CleanersEnclosed Кабинет Прием DesksEnergy DrinksEngraversEngraving MachinesEntrance & FloorEnvelopesEnvelopes / MailersEnvironmentalErasersErgonomic ProtectionErgonomics & Fall ProtectionExecutive & Office Desk ComponentsExecutive и офис DesksExecutive Стиль Офис СтульяУдлинители и ручкиСверхглубокие пьедесталы ВерстакиСверхпрочные верстаки для храненияСверхмощные верстакиСверхмощные верстакиУход и защита глазЗащита глазАксессуары для очковУход за очками и их обслуживаниеТканевые круглосуточные стульяТканевые стулья для гостей и боковые стульяОсвежители тканиСмягчитель и крахмал для тканиТканевые рабочие стульяТканевая обивкаМаски для лицаТкани для лицаЗащита от паденияFa nsFasteners и HardwareFeathersFeltFeminine Уход Dispenser LinersFeminine Уход Дозаторы и ReceptaclesFeminine Уход ProductsFile и хранение CabinetsFile Box AccessoriesFile BoxesFile Кабинет AccessoriesFile CabinetsFile FastenersFile Папка StripsFile FoldersFile GuidesFile Вставка / TabsFile Куртка / рукав / WalletsFiles & AccessoriesFiller PaperFilm DispensersFilmsFiltrationFingertip PadsFinish швабра и ApplicatorsFinishing ToolsFire ExtinguishersFirst AidFirst помощь и здоровье SuppliesFirst помощь Антисептические салфетки / PADSFIRST HOTE COBLEFIRST CreamsFirst Aid Kit RefillsFirst Aid KitsFirst Cost ChermometerSfirst Adject justonsfilefixed Heakefixed Высота Дополнительные тяжелые рабочие ПрицелиныФИЗИРОВАНИЯ РАЗМЕРАМИ МОБИЛЬНЫЕ РАБОТАТЬ Устойчивость к подсветку Высота Открытка CartiveFlashLesflate-Щелец-стойки.
Площадь ProtectionArmless Ткань ChairsArms и HardwareArt BoardsArt ContainersArt InksArt KitsArt PaperArt ShapesArt ToolsAudio Видео оборудование и AccessoriesAutomated ПЛАЗМОТРОН Расходные материалы и PartsAutomotive обслуживание ProductsAutomotive ToolsAutomotive Работа BenchesAutomotive Workbench SystemAutomotive Workbench SystemsAV MountsAwards & CertificatesBaby Изменение Caps StationsBack SupportsBackup SystemsBackup Systems & DisksBadge ReelsBag DispensersBag SealsBagsBakery BagsBakery Коробки и ContainersBalloon RegulatorsBalloonsBallsBandagesBandanas Оборудование и аксессуары для бараМыло для бараСкоростные рельсы для бараТовары для бараБаррикады и огражденияБарьерыСтойки-подставкиОчистители для ванных комнатБатарейкиБатарейки и электрооборудованиеЗарядные устройстваBayco Катушки для шнураРемни (принтер/факс/копир)Комбинированные тиски и кувшиныДиспенсер для напитковBeverag е DispensersBeverage NapkinsBeverage ServiceBeverage SystemsBeverage TraysBeverages & Beverage DispensersBeveragewareBig & TallBinder PocketsBinder PostsBinder Позвоночник InsertsBinder StripsBindersBinders & Binding SuppliesBinding BarsBinding KitsBinding MachinesBinding SpinesBinding системы CoversBleachBlood Cleanup KitBlood давления KitsBoard ErasersBoard Монтаж HardwareBoardsBook MarkersBookcases & ShelvingBookendsBootsBorders & TrimsBoss с регулируемой высотой TablesBottled WaterBouffant Cap-HairnetBowlsBowls & PlatesBox Резцы & Utility KnivesBoxes Принадлежности для комнаты отдыхаАксессуары для оборудования для пивоваренияМостыВеникиАксессуары для кистейЩеткиЩетки и тряпкиВедра и отжимные устройстваBud VaseБуфетное обслуживаниеШлифовка и полировкаСтроительные блокиBuilt-Rite Complete Packing BenchesРельсы для досок объявленийBulman Products Packaging WorkbenchЗаусенцы и комплектыBush Business Furniture Коллекция офисной мебели серии 400Визитные карточкиВизитные карточкиБутановые печи и зажигалкиСкамейка для мясных изделий s / StonesC-канальная Leg Регулируемая высота WorkbenchesC-канальная Открытая Leg Регулируемая высота WorkbenchesCabinet станция Верстаки с кленовым TopCabinet Работа BenchesCabinet Workbench SystemsCabinetsCabinets & PedestalsCableCable ManagementCablesCables & AccessoriesCafeteria TablesCaffeinatedCalculatorsCalendar BasesCalendar RefillsCalendarsCall BellsCambro Camwear Поликарбонат Посуда BowlsCamcorders и AccessoriesCamera FilmCamerasCan Лайнеры & DispensersCandlesCandyCanned HeatCard Файл RefillsCard HoldersCard ReadersCard / Cover Pictcardboard Corton GuideScarlisle Coadry Diplay Case & Caverscarpet BonnetsCarpet Cleanerscarrying CaseScartscarts & ToiliesCarts & Standscarts & TruckScaseScash Bagscash Ящики / ящики / Trayscash Candlingcash RegisterScash / CoinsCash Countlingcash / Coin Prapperscassetsetcasters & Glidescatalog CassAscass / DVDSCATERWARCHD / DVD Дубликация SystemsCass / DVDSCHAIR КоврикиСтульяСтулья/ТабуреткиПодставки для мелаЧа lksCharging StationsCheck клапаны и флэш-ArrestorsCheck WritersChef ApparelChef ApronsChef HatsChemical Устойчивые GlovesChemicalsChemicals — NDTChemicals — OtherChemicals — разбрызгивание и GelsChipping HammersChiselsChromeChurch ChairsClampsClassification FoldersClassroom и школа ChairsClassroom и школа DesksClassroom AidsClassroom DecorationsClassroom Обучение и обучение MaterialsClay / PotteryCleaners и DetergentsCleaning CartridgesCleaning Полотна & WipesCleaning ProductsCleaning SuppliesCleaning ToolsClinical ReclinersClipboardsClips / ClampsClocksCloth Тряпки & ToftsLothes RacksClothingClothing ProtectorCoated Abrasivescaed Работа Гловескобблер АбразивовКокомКоффееционди и чай ФильтрыКофмей АвтомобильКофильки и пивовареныСкондифы Merchandiserscold & Hot Food Panscold Kerchandiserscold & Hot Food Panscold Panscordscordscold Погода Гловесколлаборудование Комплект Товары — Стандартные и массажные CLECKINECCOMMERCIAL Применение Коммерционные холодильники sCompressed Air DustersComputer CleanersComputer парта и мобильный WorkstationsComputer DrivesComputer FurnitureComputer Hardware & аксессуарыКомпьютерные Клавиатуры и MiceComputer Распечатка PaperCondiment OrganizersCondimentsCone CupsContainers & LidsConveyor ToastersCooking & Обслуживание UtensilsCopier / Факс / Многофункциональный MachinesCopyholdersCorner & Floating DesksCorrection FluidsCorrection TapesCorrell — Регулировка по высоте WorkstationsCounterfeit Билл DetectorsCoverallsCPU HoldersCrafts и комната отдыха ProductsCrayonsCreamersCredenza ComponentsCredenzasCSL — Высокий Стулья и Booster SeatsCup DispensersCup LidsCup SleevesCupsCups & LidsCushions & AccessoriesCut Устойчив GlovesCutleryCutlery DispensersCutlery KitsCutters & LaminatorsCutters & TrimmersCutting и измерительные DevicesCutting BoardsCylinder CartsCylinder Поддержка оборудования (Сепараторы, стенды, стойки, крышки) Картриджи данных TapesData Носители информации и SuppliesDecaffeinatedDecanter Кофе BrewersDecanters & PitchersDefibrillator PadsDefibrillatorsDeh NCO Полная Упаковка WorkbenchesDeodorantsDesk & Workstation Add-OnsDesk аксессуары и рабочая область OrganizersDesk Pad RefillsDesk PadsDesk Tray AccessoriesDesksDesks & WorkstationsDesktop Book RacksDesktop Файл Папка SortersDesktop Литература SortersDesktop Message / Memo Pad HoldersDesktop Сортировка Стойки / Space SaversDesktop StandsDesktop Принадлежности OrganizersDiapersDinner NapkinsDishwashing DetergentsDisinfectants & SanitizersDispenser NapkinsDispensers & TowelettesDisplaysDisposable & Single Use GlovesDisposable ClothingDisposable ForksDisposable перчатки и Finger CotsDisposable KnivesDisposable MasksDisposable SpoonsDisposable SporksDocking StationsDocument HoldersDocument Принтеры и ScannersDoiliesDolliesDoor Bells / ChimesDoorstopsDot Матрица PrintersDrafting KitsDrain CleanersDrape SheetsDrawerDrawer OrganizersDrawersDrawstring & Kitchen BagsDrill BitsDrill Части и AccessoriesDrill Пресс VisesDrilling & Закрепление ToolsDrillsDrink MixesDrinking FountainsDrivers GlovesDrop Front Top Скамейки Гипсокартон ToolsDust PansDustcoversDustersDusting WipesEar PlugsEar ProtectionEarly обучения FurnitureEarmuffs & BandsEarplugsEaselseCom рассадки One Piece ChairsElectrical и LightingElectrical Кабельные ReelsElectrical продукты, освещение и расширение CordsElectrical ToolsElectrical Tools OtherElectronicsElectronics CleanersEnclosed Кабинет Прием DesksEnergy DrinksEngraversEngraving MachinesEntrance & FloorEnvelopesEnvelopes / MailersEnvironmentalErasersErgonomic ProtectionErgonomics & Fall ProtectionExecutive & Office Desk ComponentsExecutive и офис DesksExecutive Стиль Офис СтульяУдлинители и ручкиСверхглубокие пьедесталы ВерстакиСверхпрочные верстаки для храненияСверхмощные верстакиСверхмощные верстакиУход и защита глазЗащита глазАксессуары для очковУход за очками и их обслуживаниеТканевые круглосуточные стульяТканевые стулья для гостей и боковые стульяОсвежители тканиСмягчитель и крахмал для тканиТканевые рабочие стульяТканевая обивкаМаски для лицаТкани для лицаЗащита от паденияFa nsFasteners и HardwareFeathersFeltFeminine Уход Dispenser LinersFeminine Уход Дозаторы и ReceptaclesFeminine Уход ProductsFile и хранение CabinetsFile Box AccessoriesFile BoxesFile Кабинет AccessoriesFile CabinetsFile FastenersFile Папка StripsFile FoldersFile GuidesFile Вставка / TabsFile Куртка / рукав / WalletsFiles & AccessoriesFiller PaperFilm DispensersFilmsFiltrationFingertip PadsFinish швабра и ApplicatorsFinishing ToolsFire ExtinguishersFirst AidFirst помощь и здоровье SuppliesFirst помощь Антисептические салфетки / PADSFIRST HOTE COBLEFIRST CreamsFirst Aid Kit RefillsFirst Aid KitsFirst Cost ChermometerSfirst Adject justonsfilefixed Heakefixed Высота Дополнительные тяжелые рабочие ПрицелиныФИЗИРОВАНИЯ РАЗМЕРАМИ МОБИЛЬНЫЕ РАБОТАТЬ Устойчивость к подсветку Высота Открытка CartiveFlashLesflate-Щелец-стойки. -ЧисткаНапольные коврики-ЗачисткаПоловые стрипперыФольгированные обертыванияFol d-Away Wall DesksFolding ChairsFolding MachinesFoodFood & Utility BagsFood Контейнеры и LidsFood Prep TablesFood ServiceFood Контейнеры для хранения и LidsFood TraysFood Лотки и LinersFood WarmingFood WrapsFoodservice & AppliancesFoot ProtectionFootrestsFootrests & Foot StoolsFootwearFormsFramesFree Постоянный магазин DesksFreestanding Automotive WorkbenchesFreezersFurnitureFurniture & Appliance FeetFurniture & OfficeFurniture CleanersFusersGages / GaugesGalvanizedGalvanized стали Твердые ShelvingGames / ManipulativesGarment Стойки и вешалкиВспомогательное оборудование для газового оборудованияГазовый сварочный пруток – бронзовый сплавГазовый сварочный пруток – углеродистая стальСеткаОфисные аксессуарыХлопчатобумажные перчатки общего назначения (без покрытия)СтеклоочистителиСтеллажи для стеклаОчистители стеклянной посудыРулоны Gleason Heavy Duty Tool BalancersGlitterGlobal Foli Регулируемые по высоте столыGlobal Industrial Салфетки из микрофибрыGlobal Premium Pedestal WorkbenchGlobesПерчаткиДиспенсеры для перчатокАксессуары для перчатокПерчатки и перчатки Скамейки для окраски клеевых пистолетовGraffi Ti & Gum RemoversreeReating CardsGrill CroubbersGrinding & RUMНЕНИЕ УДАЛЕНИЯ CHEALSGERSGUMS & MINTSHAIRNETS & REALSHAMERSHAMPERSPRAYSHALF-CAPEESHAMMERSHAMPER & PAYSHALSHAND SANITIZER Disitsershand Sizitizer ForillShand Salitizershand Sizitizershand Soapshand Toolshand Toolshand Tools & Accessinghandwand Стеллажи для папок с файламиПодвесные папки с файламиПодвесные файловые системыЖесткие пластиковые стулья для классных комнатПодвески для каски Запчасти и аксессуарыКаски и шапкиСкобяные изделияСредства и инструментыЗащита головы/лицаГоловные уборы и щитки для лицаНаушникиАксессуары для гарнитурГарнитурыГарнитурыПодогреваемые шкафыПодогреватели/пруферные шкафыОбогревателиНагреватели и увлажнителиСверхмощная подставка из нержавеющей стали 14 калибра Верстаки/скамейки для тяжелых условий эксплуатации — Плоский магазинСверхмощный шкафСверхмощный шкаф Производственные верстаки Duty с регулируемой высотойСверхмощные лабораторные верстаки Adjustabl e ВысотаСтолы для тяжелых машинСверхмощные предохранительные удлинителиСверхмощные торговые стенды с полкойСверхмощные квадратные трубчатые регулируемые по высоте производственные скамейные рамыСверхмощные стандартные магазинные стендыСверхмощные проволочные стеллажиСверхмощное мылоГербицидыПосудомоечные и посудомоечные машины из высокотемпературной нержавеющей сталиМусорные мешки высокой плотностиПодсветка Стульчики для кормления на бедрахHirsh Industries Модульные стальные столыHirsh Industries Modular Steel Industries Сталь учителя Deskshookole ArmercepleShome & Office Paper ShredDershome & Office ShredDershon Steel Deskshook & Loop CheneNershose & Short Reelshoses and NoestleshoshoshoshoshoshoshoShobshothoushother ProtectionHot Mill Gloveshot / Cold Packshubushumidifier Filtershumidifiershouch ComponentHutshubscicevice и вино, пивовары CADISICE CARTERSICE MELSICEICED / PHOTOCONDUCTUCTORDEX РазделителиИндексные сортировщикиВнутренние коврикиВнутренние мусоросборникиВнутренние/наружные удлинители – одинарная розеткаПромышленныепромышленные и специализированные шр.
-ЧисткаНапольные коврики-ЗачисткаПоловые стрипперыФольгированные обертыванияFol d-Away Wall DesksFolding ChairsFolding MachinesFoodFood & Utility BagsFood Контейнеры и LidsFood Prep TablesFood ServiceFood Контейнеры для хранения и LidsFood TraysFood Лотки и LinersFood WarmingFood WrapsFoodservice & AppliancesFoot ProtectionFootrestsFootrests & Foot StoolsFootwearFormsFramesFree Постоянный магазин DesksFreestanding Automotive WorkbenchesFreezersFurnitureFurniture & Appliance FeetFurniture & OfficeFurniture CleanersFusersGages / GaugesGalvanizedGalvanized стали Твердые ShelvingGames / ManipulativesGarment Стойки и вешалкиВспомогательное оборудование для газового оборудованияГазовый сварочный пруток – бронзовый сплавГазовый сварочный пруток – углеродистая стальСеткаОфисные аксессуарыХлопчатобумажные перчатки общего назначения (без покрытия)СтеклоочистителиСтеллажи для стеклаОчистители стеклянной посудыРулоны Gleason Heavy Duty Tool BalancersGlitterGlobal Foli Регулируемые по высоте столыGlobal Industrial Салфетки из микрофибрыGlobal Premium Pedestal WorkbenchGlobesПерчаткиДиспенсеры для перчатокАксессуары для перчатокПерчатки и перчатки Скамейки для окраски клеевых пистолетовGraffi Ti & Gum RemoversreeReating CardsGrill CroubbersGrinding & RUMНЕНИЕ УДАЛЕНИЯ CHEALSGERSGUMS & MINTSHAIRNETS & REALSHAMERSHAMPERSPRAYSHALF-CAPEESHAMMERSHAMPER & PAYSHALSHAND SANITIZER Disitsershand Sizitizer ForillShand Salitizershand Sizitizershand Soapshand Toolshand Toolshand Tools & Accessinghandwand Стеллажи для папок с файламиПодвесные папки с файламиПодвесные файловые системыЖесткие пластиковые стулья для классных комнатПодвески для каски Запчасти и аксессуарыКаски и шапкиСкобяные изделияСредства и инструментыЗащита головы/лицаГоловные уборы и щитки для лицаНаушникиАксессуары для гарнитурГарнитурыГарнитурыПодогреваемые шкафыПодогреватели/пруферные шкафыОбогревателиНагреватели и увлажнителиСверхмощная подставка из нержавеющей стали 14 калибра Верстаки/скамейки для тяжелых условий эксплуатации — Плоский магазинСверхмощный шкафСверхмощный шкаф Производственные верстаки Duty с регулируемой высотойСверхмощные лабораторные верстаки Adjustabl e ВысотаСтолы для тяжелых машинСверхмощные предохранительные удлинителиСверхмощные торговые стенды с полкойСверхмощные квадратные трубчатые регулируемые по высоте производственные скамейные рамыСверхмощные стандартные магазинные стендыСверхмощные проволочные стеллажиСверхмощное мылоГербицидыПосудомоечные и посудомоечные машины из высокотемпературной нержавеющей сталиМусорные мешки высокой плотностиПодсветка Стульчики для кормления на бедрахHirsh Industries Модульные стальные столыHirsh Industries Modular Steel Industries Сталь учителя Deskshookole ArmercepleShome & Office Paper ShredDershome & Office ShredDershon Steel Deskshook & Loop CheneNershose & Short Reelshoses and NoestleshoshoshoshoshoshoshoShobshothoushother ProtectionHot Mill Gloveshot / Cold Packshubushumidifier Filtershumidifiershouch ComponentHutshubscicevice и вино, пивовары CADISICE CARTERSICE MELSICEICED / PHOTOCONDUCTUCTORDEX РазделителиИндексные сортировщикиВнутренние коврикиВнутренние мусоросборникиВнутренние/наружные удлинители – одинарная розеткаПромышленныепромышленные и специализированные шр. eddersПромышленный верстак с регулируемой высотойПромышленные газовые регуляторыПромышленные маркерыПромышленные верстаки на пьедестале с задним упоромБутылки с черниламиЧернильные валикиЧернильные/корректирующие лентыСтрийные принтерыКомбинации чернил и бумагиЧернила и тонерыРепелленты от насекомыхИнсектицидыИнспекционные перчаткиИнтерион Большие и высокие сетчатые стульяИнтерион Стулья Большие и высокие тканевые стульяИнтерион Большие и высокие кожаные стульяИнтережированные большие и высокие кожаные стульяИнтерион Делюкс Стулья Interion Collaboration Регулируемые столыInterion Fabric Task ChairsInterion Fabric Task StoolsInterion Промышленный полиуретановый пневматический регулируемый по высоте стулInterion Кожаные офисные стульяInterion Ручные регулируемые по высоте столыInterion Mesh Back Office ChairsInterion Офисная кабина Перегородочная мебельInterion Офисная мебельInterion Open Plan Desk SystemInterion Стальные столы для учителейИнтерион Виниловые медицинские табуретыInterion Почтовые ящикиУборка и техническое обслуживаниеУборка и техническое обслуживание Принадлежности для уборки и санитарииJewel ЧемоданыЛобзики, рецепты, ножовки, кольцевые пилыСокиСкакалкаКаты, Ирландия Home by Martin – Huntington Коллекция мебели из шпонаКлючевые органайзерыКомбинации клавиатуры и мышиЯщики/платформы для клавиатурыКлавиатурыKFI – Church Stacking Chair with Front Roll SeatКухонные принадлежностиНожи и универсальные инструментыKold Locker Walk-In CoolersKold Locker Walk-In FreezersLab Дизайн Работа BenchesLabel HoldersLabel Maker SuppliesLabel MakersLabel Makers и SuppliesLabel ProtectorsLabel RemoversLabelsLabels и StickersLaboratory Работа BenchLaboratory Верстаки с ног ExtendersLaminator и ламинатор SuppliesLaminator SuppliesLaminatorsLampsLanyardsLaser PrintersLaundry DetergentsLaundry ProductsLawn & Garden ToolsLeather Big & Tall ChairsLeather ClothingLeather Executive Style ChairsLeather Гость и Side ChairsLeather Палм GlovesLeather UpholsteredLecternsLedger SheetsLedgers / JournalsLetter OpenersLettersLevelsLight ЛуковицыУдаления извести и ржавчиныВалеры для ворсаВитрины для спиртных напитковВитрины для ликероводочных изделийПодставки для ликероводочных изделийВыливное устройство для спиртных напитков Sliertature Стойки и дисплей СбоиЛидературные стойки и дисплейноеситерии Сортировщики Гигантские сварщики Таблесорсовые зажимы и плоскокорки Машины для хранения Устройства TablocklockOllockwood Glasslockount PastLocklocklock Ringslell RingsLuels Регулируемые столовые Льготыlotionslow-плотность Мусорное ведро, Запчасти для ремонта приспособленийСтолы для станковСтолы для станков и магазинные подставкиОборудование для машин Журнальные файлыЗапасные части для держателей магнитных картДержатели магнитных картМагнитные листы для печатиМагнитная лента/полоскиЛупыАксессуары для почтовых сумокПочтовые ящики/трубыПочтовые маркерыПочтовые весыПочтовые ножницыПочтовые стеллажиПочтовые табуретыКомплекты для технического обслуживания/расходные материалыMaple Aux.
eddersПромышленный верстак с регулируемой высотойПромышленные газовые регуляторыПромышленные маркерыПромышленные верстаки на пьедестале с задним упоромБутылки с черниламиЧернильные валикиЧернильные/корректирующие лентыСтрийные принтерыКомбинации чернил и бумагиЧернила и тонерыРепелленты от насекомыхИнсектицидыИнспекционные перчаткиИнтерион Большие и высокие сетчатые стульяИнтерион Стулья Большие и высокие тканевые стульяИнтерион Большие и высокие кожаные стульяИнтережированные большие и высокие кожаные стульяИнтерион Делюкс Стулья Interion Collaboration Регулируемые столыInterion Fabric Task ChairsInterion Fabric Task StoolsInterion Промышленный полиуретановый пневматический регулируемый по высоте стулInterion Кожаные офисные стульяInterion Ручные регулируемые по высоте столыInterion Mesh Back Office ChairsInterion Офисная кабина Перегородочная мебельInterion Офисная мебельInterion Open Plan Desk SystemInterion Стальные столы для учителейИнтерион Виниловые медицинские табуретыInterion Почтовые ящикиУборка и техническое обслуживаниеУборка и техническое обслуживание Принадлежности для уборки и санитарииJewel ЧемоданыЛобзики, рецепты, ножовки, кольцевые пилыСокиСкакалкаКаты, Ирландия Home by Martin – Huntington Коллекция мебели из шпонаКлючевые органайзерыКомбинации клавиатуры и мышиЯщики/платформы для клавиатурыКлавиатурыKFI – Church Stacking Chair with Front Roll SeatКухонные принадлежностиНожи и универсальные инструментыKold Locker Walk-In CoolersKold Locker Walk-In FreezersLab Дизайн Работа BenchesLabel HoldersLabel Maker SuppliesLabel MakersLabel Makers и SuppliesLabel ProtectorsLabel RemoversLabelsLabels и StickersLaboratory Работа BenchLaboratory Верстаки с ног ExtendersLaminator и ламинатор SuppliesLaminator SuppliesLaminatorsLampsLanyardsLaser PrintersLaundry DetergentsLaundry ProductsLawn & Garden ToolsLeather Big & Tall ChairsLeather ClothingLeather Executive Style ChairsLeather Гость и Side ChairsLeather Палм GlovesLeather UpholsteredLecternsLedger SheetsLedgers / JournalsLetter OpenersLettersLevelsLight ЛуковицыУдаления извести и ржавчиныВалеры для ворсаВитрины для спиртных напитковВитрины для ликероводочных изделийПодставки для ликероводочных изделийВыливное устройство для спиртных напитков Sliertature Стойки и дисплей СбоиЛидературные стойки и дисплейноеситерии Сортировщики Гигантские сварщики Таблесорсовые зажимы и плоскокорки Машины для хранения Устройства TablocklockOllockwood Glasslockount PastLocklocklock Ringslell RingsLuels Регулируемые столовые Льготыlotionslow-плотность Мусорное ведро, Запчасти для ремонта приспособленийСтолы для станковСтолы для станков и магазинные подставкиОборудование для машин Журнальные файлыЗапасные части для держателей магнитных картДержатели магнитных картМагнитные листы для печатиМагнитная лента/полоскиЛупыАксессуары для почтовых сумокПочтовые ящики/трубыПочтовые маркерыПочтовые весыПочтовые ножницыПочтовые стеллажиПочтовые табуретыКомплекты для технического обслуживания/расходные материалыMaple Aux. WorkbenchesMaple Деревообработка BencheMaple Деревообработка BenchesMarkersMarkers Soapstone & ScribesMarking & Shipping TagsMassage сиденье CushionsMaterial HandlingMats & RunnersMattingMeals & Snack BarsMeasuring и прокачка ToolsMedia LabelingMedia SleevesMedia Лотки / RacksMedia Кошельки / CasesMedical & Laboratory оборудованиеМедицинской Чашка и AccessoriesMedical EquipmentMedicinesMega Motion — Мощность Lift Председатель ReclinersMegaphonesMemo SheetsMemory CardsMerchandisersMeshMetered Диспенсер RefillsMetered DispensersMiceMicrofiber MopsMicrophonesMicrowave OvensMIG Компоненты пистолетаРасходные материалы для пистолетов MIGЗапчасти для пистолетов MIGГорелки MIG – ручные Проволока MIG – алюминийПроволока MIG – малый пакет алюминияПроволока MIG – углеродистая стальПроволока MIG – небольшой пакет углеродистой сталиПроволока MIG – нержавеющая стальПроволока MIG – небольшой пакет из нержавеющей сталиЗеркалаРазное вспомогательное сварочное оборудованиеСмесителиМобильный автомобильный верстакМобильный C-образный раструб с фиксированной опорой Высокие верстакиМобильные верстаки с регулируемой по высоте ножкой C-ChannelMobile Cabinet Shop D esksMobile Chrome Wire WorkbenchesMobile Device AccessoriesMobile DevicesMobile Устройства и AccessoriesMobile Heavy Duty Трубчатые Leg Производство WorkbenchesMobile Open Base Магазин DesksMobile Магазин DesksMobile Раздвижные двери кабинета AutomotiveMobile Teardown Automotive WorkbenchesMobile Teardown Fluid ContainmentMobile Работа BenchModular Выдвижные WorkbenchesMoistenersMonitor FiltersMonitor StandsMonitorsMonitors & Calibration EquipmentMop HandlesMop HeadsMopsMops & EquipmentMounting TapeMouse колодки & наручные RestsMRO ПринадлежностиМногоуровневые машинные столыМультимедийные проекторыНаборы бейджейИменные табличкиПолосы для салфетокДиспенсеры для салфетокСалфеткиНациональные места для сидения в общественных местах Учительские парты/столыСетевые стойки и компонентыСетьNexel — регулируемые проволочные стеллажи высокой четкости (1Nexel — проволочные стеллажи из нержавеющей сталиNexel Chrome Wire Tray Carts & TrucksNexel Corner (Triangle) Chrome Wire ShelvingNexel Quick-Adjust Стеллажи из хромированной проволокиNexelite Вентилируемые пластиковые стеллажи – NexelonНескользящие резиновые ножкиНетканые абразивыN Одобренные SA/правительством и высокозащищенные измельчителиОдобренные NSF столы для приготовления пищи с кленовой столешницейЧисла и символыУстранение запахаРасщепители запахаОфисОфисные и школьные принадлежностиКоврики для офисных стульев для ковровых покрытийКоврики для офисных стульев для твердых половОфисные коллекцииОфисная мебельОфисная бумагаОфисные перегородкиОфисные перегородки и перегородкиКанцелярские принадлежностиОфисные и школьные принадлежностиOFM – Endure Series Столы с высотой стоя С прикрепленным Seatsofm — Power Rest Rectleeroil Pastelsopen Нога машина TableOpen Leg Leg Leget Receptaclesoutfits Weldsoutdoor Отходы Cleantaclesoutfits Wording & Boolsoven & Grill Cleanersheven Mittsoval Mitts / Pot Holdersoverhead Projectorspa Systemspack & Shippackance Projects Projectorspackspackspackspacks Packaging WorkbenceSpaD PolioSPADLACKSPADSPANTSPAIL -Гальванизированная и нержавеющая стальВкладыши для поддоновПанельные ножкиАвтомобильный верстакПанели и монтажные комплектыБумага и печать возможность MediaPaper CuttersPaper колодки / Note PadsPaper WrapsPartition & панель AccessoriesPartition & панель SystemsPartition & Panel Systems HardwarePartitions & PanelsParty DecorationsPatient RoomPedestal Работа BenchesPen RefillsPen SetsPencil & Crayon SharpenersPencil CupsPencil Цанги / GrippersPencil LeadsPencil точилка CuttersPencilsPeninsulasPensPerforated Ролл & Hand TowelsPersonal Гигиена ProductsPet FoodsPhoto AlbumsPhoto DevelopersPhoto PaperPillowcasesPinsPizza BoxesPizza SuppliesPlacematsPlanners & Personal OrganizersPlasma факел ConsumablesPlasma факел Ремонт PartsPlasma TorchesPlasma факелы (механизированный и стеллажи) PlasticPlastic и смола Складной ChairsPlastic Ламинат Workbench TopsPlastic сиденье & BackPlastic TumblersPlatesPlattersPlayground / Спортивный SetsPliers & CuttersPlumbing & PumpsPlumbing EquipmentPlumbing Части & AccessoriesPocket ChartsPocket FoldersPointersPolycarbonate Barware & GobletsPolycarbonate PitchersPolyurethanePompomsPortaband Saw BladesPortable & Storage Box FilesP Портативные столыПортативные стойки Cambars Economy SystemПортативное питаниеПортативное распределение питанияПортфолиоПлакаты Блоки питания и защиты от перенапряженияРаспределение питания/боксы для пауковСтолы с регулируемой высотой – Sit to StandРаспределители питанияЩетки для электроинструментовПредварительно сконфигурированные автомобильные верстакиПредварительно сконфигурированные сверхмощные регулируемые по высоте производственные верстаки с выдвижным ящикомПьедесталы премиум-классаПрезентационные книгиПрезентационные/дисплеи и доски для планированияПрезентаторыСерверыПрайсмаркеры Сеть CardsPrinter AccessoriesPrinter StandsPrintersPrinters и копир / факс / Многофункциональные MachinesPrinting SuppliesPro-Line Heavy Duty Lab BenchesProjection ScreensProjector AccessoriesPrying ToolsPumpsPunch AccessoriesPunchesPunches и PinsPush PinsPutty Ножи и ScrapersRack AccessoriesRacks и CartsRadiosRainwearReach-В FreezersReach-В RefrigeratorsReception & Transaction DesksReception FurnitureReception SeatingReception Рабочий и SofasReclinerRecordkeeping & Reference MaterialsReelcraft малой грузоподъемности Катушки для шнура питанияR eelcraft Medium Duty Катушки для шнура питанияСправочникиСветоотражающая одежда и жилетыРефрижераторыХолодильникиСменные лезвияСменные датчикиОбложки для отчетовRepro Мусорные мешкиМногоразовые пакетыРеспираторыДыхательные аксессуарыЗащита органов дыханияСидения в ресторане и столовойRestaurant | Столы для отдыхаМеста для отдыха в ресторанахАксессуары для туалетовУборщики для туалетовОчистители и аксессуары для туалетовРезюме/Канцелярские товарыБумагаВозвратРебристый коверКоврики для входов со стандартной рамкойПравый угол — сидячие места Электрические и газовые регулируемые по высоте столы/столыЖесткие вкладышиПодъемные наборыПодъемникиРулонные резакиРулонные файлы ОрганайзерыРулонная бумагаАксессуары для номеровСистемы флажков для номеровВерёвка и аксессуарыКруглые шестерниМаршрутизаторыРезиновые лентыRubber BandsRubberCushersRubber CushersRubber Roller CleanersRubber Поворотный ChairSafco Регулировка по высоте TablesSafco пены памяти BackrestsSafco Mesh BackrestSafco Softspot Председатель CushionsSafesSafety & Emergency KitsSafety & SecuritySafety & Security OtherSafety BatonsSafety GlassesSafety GogglesSafety MatsSafety ProductsSafety StorageSafety TapesSanding Диски листы и RollsSanding ScreensSandusky стали DesksSandwich / Салат UnitsSanitizing WipesScannersSchool & Reading DesksSchool FurnitureScissorsScoopsScouring колодки и SticksScrapersScrewdriversSecurity и системы видеонаблюдения s and AccessoriesБезопасные шкафы ВерстакиСистемы безопасных шкафов ВерстакиСамоклеящиеся подкладки ДиспенсерыСамоклеящиеся подкладкиПолоски предложенийБлестки/блесткиСервисные и продовольственные тележкиСервисные тележки и аксессуарыБритвыСтеллажи для файлов/зажимыПодъемники листовЗащитные приспособления для листовПолки и разделителиЧасти полокСтеллажи/книжные шкафыОтгрузочные и почтовые этикеткиПодставки для транспортировки и храненияСумки для транспортировкиКоробки и чистящие средства для обувиМагазины CartsShoreline Коллекция Доставка еды SystemShredder BagsShredder LubricantsShreddersShredders и AccessoriesShureShop Регулируемая высота WorkbenchesSignsSigns & Войти HoldersSilver — Пайка и Пайка Малый PackageSilverware BagsSingle Outlet Освещенные End Extension CordsSit Стенд универсиады DesksSit-подставка Стол ComponentsSit-Stand DesksSliding дверей Сообщение CentersSmart DevicesSmoke / CO DetectorsSmoking ReceptaclesSnacksSoap DispensersSoap RefillsSoaps & DispensersSolder — Common WireСорбентыСорбентыСорбенты и моющие средстваСуфле и порционные чашкиЗажигалки и кремниSpeake rsSpecialty PaperSpecialty Rails and Under Bar RacksРазветвители/муфтыГубкиКоврики для разлива спортивных баровСпортивные напиткиОпрыскивателиРаспылители и насосыРабочие станции фиксированной высоты с квадратными трубчатыми опорамиРабочие станции с фиксированной высотойSqueegeesStackbin 1000 Series Сварные трубчатые опоры фиксированной высоты ВерстакиПятновыводителиНержавеющая стальНержавеющая сталь и оцинкованная тележка для подъема поддоновДеревянный шкаф из нержавеющей стали Верхние стальные скамейки Верстаки из нержавеющей сталиСкамейки из нержавеющей стали Скамейки с распашными дверямиСкамейки из нержавеющей стали с раздвижными дверямиЧистящие средства из нержавеющей сталиСтойки для оборудования из нержавеющей сталиСтолы для наполнения из нержавеющей сталиСтеллажи и полки для горшков из нержавеющей сталиСковороды для паровых столов из нержавеющей стали Верхние проволочные полки из нержавеющей стали ВерстакиВспомогательные и товарные тележки из нержавеющей стали-сварныеПодставки из нержавеющей сталиНастенные полки из нержавеющей сталиРабочий стол из нержавеющей стали с Корпус Верстаки из нержавеющей стали Верстаки из нержавеющей стали Верстаки из нержавеющей стали — задняя панель от 2 до 2-3/4 дюйма, нержавеющая сталь ESS стали Верстаки — 4 дюйма BacksplashStainless сталь Верстаки С SinkStainless сталь / Оцинкованный полки CartsStamp PadsStampsStamps & Stamp SuppliesStandard Микроволновая печь OvensStanding Высота TablesStandsStaple картриджей для принтера / факса / CopierStaple RemoversStaplers & PunchesStaplers & RivetersStaplesStationaryStationary TablesSteam TableSteam Таблица PansSteam Таблица PartsSteel DesksSteel Складной ChairsStencils / TemplatesStep Табуреты & LaddersStethoscopesStick Электрод — Углерод SteelStick электрод — углеродистая сталь Малый PackageStick электрод — Техническое обслуживание AlloyStick электрода — нержавеющая SteelStickersStoolsStools & Гостиный AccessoriesStopwatchesStorage & ShelvingStorage BuildingsStorage Кабинет AccessoriesStorage CabinetsStraws / Стволы / SticksStretch FilmsStringers & UprightsStrings / TwinesStud FindersStudent Стул Стол CombosStudy CarrelsSuggestion Box CardsSuggestion BoxesSurface ProtectorsSurge ProtectorsSurge StripsSweepersSweeping CompoundsSweetenersSwitchesT-Сакса & Спасибо BagsTa можные AccessoriesTable Основы / LegsTable крышки и SkirtsTable ServiceTableclothsTablesTablewareTag прикрепляет Gun NeedlesTag прикрепляет Оружие / KitsTag FastenersTagsTags & Урок TicketsTally CountersTapeTape DispensersTape MeasuresTapesTeaTea EquipmentTeacher в PlannersTechnologyTelephone AccessoriesTelephonesTelephones & Телефон AccessoriesTennsco Heavy Duty Пьедестал работы BenchesTennsco Стандартная упаковка TablesTent CardsThermal ImagersThermal Картриджи передачи / Фильмы / Ленты / RollsThermometersTicketsTIG Rod — AluminumTIG Пруток – углеродистая стальПруток ТИГ – медный сплавПруток ТИГ – нержавеющая стальПруток ТИГ – нержавеющая сталь Малая упаковка Расходные материалы для горелок ВИГЗапчасти для горелок ВИГТентованные тележкиНаклонные и угловые тискиСтойки для карт времениАксессуары для часовТаймерыКарты для часовТаймерыОчистители наконечниковНаконечники (для резки)Наконечники (для нагрева и сварки) Салфетки и диспенсерыТостерыТостеры/тостерыТуалет Дезодоранты для унитазовОчистители для унитазовЩетки для унитазаВантузы для унитазаДиспенсеры для чехлов на сиденья унитазаЧехлы для унитазовToil et Tissue DispenserStiLoilet Tssuestool Balancers & Toolingtool KISTSTOOL StorageTool хранение и организация нагрузки и AccessOriestools & InstrumentStop & Roid Bottle Bottle CoolerStorches, ручки и резки ПрикрепляющиеСетусельные DispensStowerStowelStowels & WipeStrationsial Wood DeskStratfic PesfortTranscriber / Dictation Machinestranscription & Transcription Accessoriestranscriestranspress Cithstrassfer Rolls / Kitstrimmitsit – Самоэкранированные трубчатые провода из углеродистой стали – Самоэкранированные малые упаковки из углеродистой сталиВольфрамДвадцать пять отсеков Стеклянные стойкиДвухсторонние радиостанцииЭргономика без клетки Регулируемые по высоте столыБез категорийСтойки и полкиUSB-флеш-накопителиУниверсальные тележкиВыдвижные ящикиУниверсальные подкладки и держателиВакуумные аксессуарыВакуумыVersaCart Retail Flatbed Shopping CartVinyl Big & Tall ChairsVinyl Guest and Upholing Roll-A-Way TableVisesVollrath ServeWell Hot Food TablesVollrath Super Pan 3 High Temperatu re Пластиковые паровые кастрюлиПереносные холодильникиПередвижные морозильникиПередвижные морозильники и холодильникиНастенные и потолочные крепления для мониторов и телевизоровНастенные регулируемые проволочные стеллажи-две полки высотой 34″Настенные стеллажиНастенные складные приемные столыНастенные приемные столыПосудомоечные и посудомоечные машиныМойка посудыСбор отходовУборочные емкости Аксессуары и тележкиОтходы Крышки для емкостейМусорные емкостиЕмкости для отходов и крышкиНасосы для воды и растворителейОхладители воды – бутыли и точки использованияФильтры для водыВеб-камеры/Веб-камерыСварочные перчаткиСварочные столыСварочный кабельСварочные шторы Одеяла и подушкиСварочный шлем – автоматическое затемнениеСварочный шлем – пассивныйСварочный шлем Подвески Детали и аксессуарыСварочный шланг Пассивный сварочный экран – Сварочное экранирование – автоматическое затемнениеСварочное затемнение Ленточные шторы и скобяные изделияИнструменты для сваркиИнвалидные коляскиСвисткиБелые доски и доски объявленийWiggle EyesВедра и подставки для винаВинные погреба и стеллажиВинные холодильники и погребаWinholt Aluminium “Sani-Mobile Cooler” Полка для грузовиковПроволочные стеллажиWoo den Mallet – Складной настенный столДеревообрабатывающие столы для клея и морилкиДеревообрабатывающие верстакиСистемы верстаковРабочая одежда и аксессуарыРабочая одеждаРабочая одежда и рабочие перчаткиРабочие столыРабочие столыЗадние и торцевые упоры верстакаОткрытые ножки С-образного канала верстакаКонсольная вертикальная стальная полка верстака Комплекты панелей со стойкамиПьедесталы верстакаПодставка для верстакаСтальная верхняя полка с розеткойРабочая станцияРабочая станция Крепления для мобильных устройств & ПодставкиКрепления и подставки для мониторов для рабочих станцийБраслетыПринадлежности для письма и исправленияПряжиКанцелярские и школьные принадлежностиСтеплеры
WorkbenchesMaple Деревообработка BencheMaple Деревообработка BenchesMarkersMarkers Soapstone & ScribesMarking & Shipping TagsMassage сиденье CushionsMaterial HandlingMats & RunnersMattingMeals & Snack BarsMeasuring и прокачка ToolsMedia LabelingMedia SleevesMedia Лотки / RacksMedia Кошельки / CasesMedical & Laboratory оборудованиеМедицинской Чашка и AccessoriesMedical EquipmentMedicinesMega Motion — Мощность Lift Председатель ReclinersMegaphonesMemo SheetsMemory CardsMerchandisersMeshMetered Диспенсер RefillsMetered DispensersMiceMicrofiber MopsMicrophonesMicrowave OvensMIG Компоненты пистолетаРасходные материалы для пистолетов MIGЗапчасти для пистолетов MIGГорелки MIG – ручные Проволока MIG – алюминийПроволока MIG – малый пакет алюминияПроволока MIG – углеродистая стальПроволока MIG – небольшой пакет углеродистой сталиПроволока MIG – нержавеющая стальПроволока MIG – небольшой пакет из нержавеющей сталиЗеркалаРазное вспомогательное сварочное оборудованиеСмесителиМобильный автомобильный верстакМобильный C-образный раструб с фиксированной опорой Высокие верстакиМобильные верстаки с регулируемой по высоте ножкой C-ChannelMobile Cabinet Shop D esksMobile Chrome Wire WorkbenchesMobile Device AccessoriesMobile DevicesMobile Устройства и AccessoriesMobile Heavy Duty Трубчатые Leg Производство WorkbenchesMobile Open Base Магазин DesksMobile Магазин DesksMobile Раздвижные двери кабинета AutomotiveMobile Teardown Automotive WorkbenchesMobile Teardown Fluid ContainmentMobile Работа BenchModular Выдвижные WorkbenchesMoistenersMonitor FiltersMonitor StandsMonitorsMonitors & Calibration EquipmentMop HandlesMop HeadsMopsMops & EquipmentMounting TapeMouse колодки & наручные RestsMRO ПринадлежностиМногоуровневые машинные столыМультимедийные проекторыНаборы бейджейИменные табличкиПолосы для салфетокДиспенсеры для салфетокСалфеткиНациональные места для сидения в общественных местах Учительские парты/столыСетевые стойки и компонентыСетьNexel — регулируемые проволочные стеллажи высокой четкости (1Nexel — проволочные стеллажи из нержавеющей сталиNexel Chrome Wire Tray Carts & TrucksNexel Corner (Triangle) Chrome Wire ShelvingNexel Quick-Adjust Стеллажи из хромированной проволокиNexelite Вентилируемые пластиковые стеллажи – NexelonНескользящие резиновые ножкиНетканые абразивыN Одобренные SA/правительством и высокозащищенные измельчителиОдобренные NSF столы для приготовления пищи с кленовой столешницейЧисла и символыУстранение запахаРасщепители запахаОфисОфисные и школьные принадлежностиКоврики для офисных стульев для ковровых покрытийКоврики для офисных стульев для твердых половОфисные коллекцииОфисная мебельОфисная бумагаОфисные перегородкиОфисные перегородки и перегородкиКанцелярские принадлежностиОфисные и школьные принадлежностиOFM – Endure Series Столы с высотой стоя С прикрепленным Seatsofm — Power Rest Rectleeroil Pastelsopen Нога машина TableOpen Leg Leg Leget Receptaclesoutfits Weldsoutdoor Отходы Cleantaclesoutfits Wording & Boolsoven & Grill Cleanersheven Mittsoval Mitts / Pot Holdersoverhead Projectorspa Systemspack & Shippackance Projects Projectorspackspackspackspacks Packaging WorkbenceSpaD PolioSPADLACKSPADSPANTSPAIL -Гальванизированная и нержавеющая стальВкладыши для поддоновПанельные ножкиАвтомобильный верстакПанели и монтажные комплектыБумага и печать возможность MediaPaper CuttersPaper колодки / Note PadsPaper WrapsPartition & панель AccessoriesPartition & панель SystemsPartition & Panel Systems HardwarePartitions & PanelsParty DecorationsPatient RoomPedestal Работа BenchesPen RefillsPen SetsPencil & Crayon SharpenersPencil CupsPencil Цанги / GrippersPencil LeadsPencil точилка CuttersPencilsPeninsulasPensPerforated Ролл & Hand TowelsPersonal Гигиена ProductsPet FoodsPhoto AlbumsPhoto DevelopersPhoto PaperPillowcasesPinsPizza BoxesPizza SuppliesPlacematsPlanners & Personal OrganizersPlasma факел ConsumablesPlasma факел Ремонт PartsPlasma TorchesPlasma факелы (механизированный и стеллажи) PlasticPlastic и смола Складной ChairsPlastic Ламинат Workbench TopsPlastic сиденье & BackPlastic TumblersPlatesPlattersPlayground / Спортивный SetsPliers & CuttersPlumbing & PumpsPlumbing EquipmentPlumbing Части & AccessoriesPocket ChartsPocket FoldersPointersPolycarbonate Barware & GobletsPolycarbonate PitchersPolyurethanePompomsPortaband Saw BladesPortable & Storage Box FilesP Портативные столыПортативные стойки Cambars Economy SystemПортативное питаниеПортативное распределение питанияПортфолиоПлакаты Блоки питания и защиты от перенапряженияРаспределение питания/боксы для пауковСтолы с регулируемой высотой – Sit to StandРаспределители питанияЩетки для электроинструментовПредварительно сконфигурированные автомобильные верстакиПредварительно сконфигурированные сверхмощные регулируемые по высоте производственные верстаки с выдвижным ящикомПьедесталы премиум-классаПрезентационные книгиПрезентационные/дисплеи и доски для планированияПрезентаторыСерверыПрайсмаркеры Сеть CardsPrinter AccessoriesPrinter StandsPrintersPrinters и копир / факс / Многофункциональные MachinesPrinting SuppliesPro-Line Heavy Duty Lab BenchesProjection ScreensProjector AccessoriesPrying ToolsPumpsPunch AccessoriesPunchesPunches и PinsPush PinsPutty Ножи и ScrapersRack AccessoriesRacks и CartsRadiosRainwearReach-В FreezersReach-В RefrigeratorsReception & Transaction DesksReception FurnitureReception SeatingReception Рабочий и SofasReclinerRecordkeeping & Reference MaterialsReelcraft малой грузоподъемности Катушки для шнура питанияR eelcraft Medium Duty Катушки для шнура питанияСправочникиСветоотражающая одежда и жилетыРефрижераторыХолодильникиСменные лезвияСменные датчикиОбложки для отчетовRepro Мусорные мешкиМногоразовые пакетыРеспираторыДыхательные аксессуарыЗащита органов дыханияСидения в ресторане и столовойRestaurant | Столы для отдыхаМеста для отдыха в ресторанахАксессуары для туалетовУборщики для туалетовОчистители и аксессуары для туалетовРезюме/Канцелярские товарыБумагаВозвратРебристый коверКоврики для входов со стандартной рамкойПравый угол — сидячие места Электрические и газовые регулируемые по высоте столы/столыЖесткие вкладышиПодъемные наборыПодъемникиРулонные резакиРулонные файлы ОрганайзерыРулонная бумагаАксессуары для номеровСистемы флажков для номеровВерёвка и аксессуарыКруглые шестерниМаршрутизаторыРезиновые лентыRubber BandsRubberCushersRubber CushersRubber Roller CleanersRubber Поворотный ChairSafco Регулировка по высоте TablesSafco пены памяти BackrestsSafco Mesh BackrestSafco Softspot Председатель CushionsSafesSafety & Emergency KitsSafety & SecuritySafety & Security OtherSafety BatonsSafety GlassesSafety GogglesSafety MatsSafety ProductsSafety StorageSafety TapesSanding Диски листы и RollsSanding ScreensSandusky стали DesksSandwich / Салат UnitsSanitizing WipesScannersSchool & Reading DesksSchool FurnitureScissorsScoopsScouring колодки и SticksScrapersScrewdriversSecurity и системы видеонаблюдения s and AccessoriesБезопасные шкафы ВерстакиСистемы безопасных шкафов ВерстакиСамоклеящиеся подкладки ДиспенсерыСамоклеящиеся подкладкиПолоски предложенийБлестки/блесткиСервисные и продовольственные тележкиСервисные тележки и аксессуарыБритвыСтеллажи для файлов/зажимыПодъемники листовЗащитные приспособления для листовПолки и разделителиЧасти полокСтеллажи/книжные шкафыОтгрузочные и почтовые этикеткиПодставки для транспортировки и храненияСумки для транспортировкиКоробки и чистящие средства для обувиМагазины CartsShoreline Коллекция Доставка еды SystemShredder BagsShredder LubricantsShreddersShredders и AccessoriesShureShop Регулируемая высота WorkbenchesSignsSigns & Войти HoldersSilver — Пайка и Пайка Малый PackageSilverware BagsSingle Outlet Освещенные End Extension CordsSit Стенд универсиады DesksSit-подставка Стол ComponentsSit-Stand DesksSliding дверей Сообщение CentersSmart DevicesSmoke / CO DetectorsSmoking ReceptaclesSnacksSoap DispensersSoap RefillsSoaps & DispensersSolder — Common WireСорбентыСорбентыСорбенты и моющие средстваСуфле и порционные чашкиЗажигалки и кремниSpeake rsSpecialty PaperSpecialty Rails and Under Bar RacksРазветвители/муфтыГубкиКоврики для разлива спортивных баровСпортивные напиткиОпрыскивателиРаспылители и насосыРабочие станции фиксированной высоты с квадратными трубчатыми опорамиРабочие станции с фиксированной высотойSqueegeesStackbin 1000 Series Сварные трубчатые опоры фиксированной высоты ВерстакиПятновыводителиНержавеющая стальНержавеющая сталь и оцинкованная тележка для подъема поддоновДеревянный шкаф из нержавеющей стали Верхние стальные скамейки Верстаки из нержавеющей сталиСкамейки из нержавеющей стали Скамейки с распашными дверямиСкамейки из нержавеющей стали с раздвижными дверямиЧистящие средства из нержавеющей сталиСтойки для оборудования из нержавеющей сталиСтолы для наполнения из нержавеющей сталиСтеллажи и полки для горшков из нержавеющей сталиСковороды для паровых столов из нержавеющей стали Верхние проволочные полки из нержавеющей стали ВерстакиВспомогательные и товарные тележки из нержавеющей стали-сварныеПодставки из нержавеющей сталиНастенные полки из нержавеющей сталиРабочий стол из нержавеющей стали с Корпус Верстаки из нержавеющей стали Верстаки из нержавеющей стали Верстаки из нержавеющей стали — задняя панель от 2 до 2-3/4 дюйма, нержавеющая сталь ESS стали Верстаки — 4 дюйма BacksplashStainless сталь Верстаки С SinkStainless сталь / Оцинкованный полки CartsStamp PadsStampsStamps & Stamp SuppliesStandard Микроволновая печь OvensStanding Высота TablesStandsStaple картриджей для принтера / факса / CopierStaple RemoversStaplers & PunchesStaplers & RivetersStaplesStationaryStationary TablesSteam TableSteam Таблица PansSteam Таблица PartsSteel DesksSteel Складной ChairsStencils / TemplatesStep Табуреты & LaddersStethoscopesStick Электрод — Углерод SteelStick электрод — углеродистая сталь Малый PackageStick электрод — Техническое обслуживание AlloyStick электрода — нержавеющая SteelStickersStoolsStools & Гостиный AccessoriesStopwatchesStorage & ShelvingStorage BuildingsStorage Кабинет AccessoriesStorage CabinetsStraws / Стволы / SticksStretch FilmsStringers & UprightsStrings / TwinesStud FindersStudent Стул Стол CombosStudy CarrelsSuggestion Box CardsSuggestion BoxesSurface ProtectorsSurge ProtectorsSurge StripsSweepersSweeping CompoundsSweetenersSwitchesT-Сакса & Спасибо BagsTa можные AccessoriesTable Основы / LegsTable крышки и SkirtsTable ServiceTableclothsTablesTablewareTag прикрепляет Gun NeedlesTag прикрепляет Оружие / KitsTag FastenersTagsTags & Урок TicketsTally CountersTapeTape DispensersTape MeasuresTapesTeaTea EquipmentTeacher в PlannersTechnologyTelephone AccessoriesTelephonesTelephones & Телефон AccessoriesTennsco Heavy Duty Пьедестал работы BenchesTennsco Стандартная упаковка TablesTent CardsThermal ImagersThermal Картриджи передачи / Фильмы / Ленты / RollsThermometersTicketsTIG Rod — AluminumTIG Пруток – углеродистая стальПруток ТИГ – медный сплавПруток ТИГ – нержавеющая стальПруток ТИГ – нержавеющая сталь Малая упаковка Расходные материалы для горелок ВИГЗапчасти для горелок ВИГТентованные тележкиНаклонные и угловые тискиСтойки для карт времениАксессуары для часовТаймерыКарты для часовТаймерыОчистители наконечниковНаконечники (для резки)Наконечники (для нагрева и сварки) Салфетки и диспенсерыТостерыТостеры/тостерыТуалет Дезодоранты для унитазовОчистители для унитазовЩетки для унитазаВантузы для унитазаДиспенсеры для чехлов на сиденья унитазаЧехлы для унитазовToil et Tissue DispenserStiLoilet Tssuestool Balancers & Toolingtool KISTSTOOL StorageTool хранение и организация нагрузки и AccessOriestools & InstrumentStop & Roid Bottle Bottle CoolerStorches, ручки и резки ПрикрепляющиеСетусельные DispensStowerStowelStowels & WipeStrationsial Wood DeskStratfic PesfortTranscriber / Dictation Machinestranscription & Transcription Accessoriestranscriestranspress Cithstrassfer Rolls / Kitstrimmitsit – Самоэкранированные трубчатые провода из углеродистой стали – Самоэкранированные малые упаковки из углеродистой сталиВольфрамДвадцать пять отсеков Стеклянные стойкиДвухсторонние радиостанцииЭргономика без клетки Регулируемые по высоте столыБез категорийСтойки и полкиUSB-флеш-накопителиУниверсальные тележкиВыдвижные ящикиУниверсальные подкладки и держателиВакуумные аксессуарыВакуумыVersaCart Retail Flatbed Shopping CartVinyl Big & Tall ChairsVinyl Guest and Upholing Roll-A-Way TableVisesVollrath ServeWell Hot Food TablesVollrath Super Pan 3 High Temperatu re Пластиковые паровые кастрюлиПереносные холодильникиПередвижные морозильникиПередвижные морозильники и холодильникиНастенные и потолочные крепления для мониторов и телевизоровНастенные регулируемые проволочные стеллажи-две полки высотой 34″Настенные стеллажиНастенные складные приемные столыНастенные приемные столыПосудомоечные и посудомоечные машиныМойка посудыСбор отходовУборочные емкости Аксессуары и тележкиОтходы Крышки для емкостейМусорные емкостиЕмкости для отходов и крышкиНасосы для воды и растворителейОхладители воды – бутыли и точки использованияФильтры для водыВеб-камеры/Веб-камерыСварочные перчаткиСварочные столыСварочный кабельСварочные шторы Одеяла и подушкиСварочный шлем – автоматическое затемнениеСварочный шлем – пассивныйСварочный шлем Подвески Детали и аксессуарыСварочный шланг Пассивный сварочный экран – Сварочное экранирование – автоматическое затемнениеСварочное затемнение Ленточные шторы и скобяные изделияИнструменты для сваркиИнвалидные коляскиСвисткиБелые доски и доски объявленийWiggle EyesВедра и подставки для винаВинные погреба и стеллажиВинные холодильники и погребаWinholt Aluminium “Sani-Mobile Cooler” Полка для грузовиковПроволочные стеллажиWoo den Mallet – Складной настенный столДеревообрабатывающие столы для клея и морилкиДеревообрабатывающие верстакиСистемы верстаковРабочая одежда и аксессуарыРабочая одеждаРабочая одежда и рабочие перчаткиРабочие столыРабочие столыЗадние и торцевые упоры верстакаОткрытые ножки С-образного канала верстакаКонсольная вертикальная стальная полка верстака Комплекты панелей со стойкамиПьедесталы верстакаПодставка для верстакаСтальная верхняя полка с розеткойРабочая станцияРабочая станция Крепления для мобильных устройств & ПодставкиКрепления и подставки для мониторов для рабочих станцийБраслетыПринадлежности для письма и исправленияПряжиКанцелярские и школьные принадлежностиСтеплеры ErgoSpec является продавцом полного ассортимента товаров для обеспечения безопасности.
Крупнейший каталог и наиболее уважаемое имя в области подъемно-транспортного оборудования.
Выбирайте из тысяч качественных эргономичных продуктов известных брендов
Дуговая строжка | Строжка углерода
Дуговая строжка | Выдалбливание углерода | Прямые поставки сварочных материаловМагазин не будет работать корректно в случае, если куки отключены.
Похоже, в вашем браузере отключен JavaScript. Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
ВалютаGBP — Британский фунт стерлингов
БЕСПЛАТНАЯ доставка
Для всех заказов на сумму свыше 75 фунтов стерлингов, только для материковой части Великобритании
Не знаю? Позвольте нам помочь вам выбрать
БЕСПЛАТНАЯ доставка
Для всех заказов на сумму свыше 75 фунтов стерлингов, только для материковой части Великобритании
Не знаю? Позвольте нам помочь вам выбрать
Доступные финансы
РазделитьКупить
 trustpilot.com/review/www.weldingsuppliesdirect.co.uk» target=»_blank»>Trustpilot
trustpilot.com/review/www.weldingsuppliesdirect.co.uk» target=»_blank»>Trustpilot
ШАГ ПЕРВЫЙ
Добавьте товары в корзину
ЭТАП ВТОРОЙ
Касса магазина
ЭТАП ТРЕТИЙ
Плата за 3 платежа
Работает на
Проценты БЕСПЛАТНО финансирование теперь доступно через DivideBuy
Business Finance уже доступен! Позвоните нам для получения дополнительной информации.
Воздушная строжка угольной дугой — это процесс использования электрического тока в сочетании со сжатым воздухом для строжки или резки металла. Идея состоит в том, чтобы удалить такой материал, как сварные швы, без использования таких газов, как кислород, ацетилен или пропан, а также устранить необходимость в установке для плазменной резки. Welding Supplies Direct гордится тем, что является поставщиком горелок ArcAir, электродов GeKa для резки и строжки, а также источников питания для строжки угольной дугой от ведущих в отрасли брендов, таких как Bohler & GYS.Приобретите сейчас все необходимое для строжки угольной дугой.
Welding Supplies Direct гордится тем, что является поставщиком горелок ArcAir, электродов GeKa для резки и строжки, а также источников питания для строжки угольной дугой от ведущих в отрасли брендов, таких как Bohler & GYS.Приобретите сейчас все необходимое для строжки угольной дугой.
Подключайтесь к WSD
Оставайтесь с нами на связи и получайте новости о предложениях и событиях
Слава Юртев CopyrightОпасности процесса дуговой строжки | Анналы рабочих воздействий и здоровья
Получить помощь с доступом
Институциональный доступ
Доступ к контенту с ограниченным доступом в Oxford Academic часто предоставляется посредством институциональных подписок и покупок.Если вы являетесь членом учреждения с активной учетной записью, вы можете получить доступ к контенту следующими способами:
Доступ на основе IP
Как правило, доступ предоставляется через институциональную сеть к диапазону IP-адресов. Эта аутентификация происходит автоматически,
и невозможно выйти из учетной записи с проверкой подлинности IP.
Эта аутентификация происходит автоматически,
и невозможно выйти из учетной записи с проверкой подлинности IP.
Войдите через свое учреждение
Выберите этот вариант, чтобы получить удаленный доступ за пределами вашего учреждения.
Технология Shibboleth/Open Athens используется для обеспечения единого входа между веб-сайтом вашего учебного заведения и Oxford Academic.
- Щелкните Войти через свое учреждение.
- Выберите свое учреждение из предоставленного списка, после чего вы перейдете на веб-сайт вашего учреждения для входа в систему.
- При посещении сайта учреждения используйте учетные данные, предоставленные вашим учреждением.Не используйте личную учетную запись Oxford Academic.
- После успешного входа вы вернетесь в Oxford Academic.
Если вашего учреждения нет в списке или вы не можете войти на веб-сайт своего учреждения, обратитесь к своему библиотекарю или администратору.
Вход с помощью читательского билета
Введите номер своего читательского билета, чтобы войти в систему. Если вы не можете войти в систему, обратитесь к своему библиотекарю.
Члены общества
Многие общества предлагают своим членам доступ к своим журналам с помощью единого входа между веб-сайтом общества и Oxford Academic. Из журнала Oxford Academic:
- Щелкните Войти через сайт сообщества.
- При посещении сайта общества используйте учетные данные, предоставленные этим обществом. Не используйте личную учетную запись Oxford Academic.
- После успешного входа вы вернетесь в Oxford Academic.
Если у вас нет учетной записи сообщества или вы забыли свое имя пользователя или пароль, обратитесь в свое общество.
Некоторые общества используют личные аккаунты Oxford Academic для своих членов.
Личный кабинет
Личную учетную запись можно использовать для получения оповещений по электронной почте, сохранения результатов поиска, покупки контента и активации подписок.
Некоторые общества используют личные учетные записи Oxford Academic для предоставления доступа своим членам.
Институциональная администрация
Для библиотекарей и администраторов ваша личная учетная запись также предоставляет доступ к управлению институциональной учетной записью. Здесь вы найдете параметры для просмотра и активации подписок, управления институциональными настройками и параметрами доступа, доступа к статистике использования и т. д.
Просмотр учетных записей, вошедших в систему
Вы можете одновременно войти в свою личную учетную запись и учетную запись своего учреждения.Щелкните значок учетной записи в левом верхнем углу, чтобы просмотреть учетные записи, в которые вы вошли, и получить доступ к функциям управления учетной записью.