Почему нельзя сваривать арматуру для фундамента?
Содержание:
- 1 Для чего предназначена арматура в фундаменте
- 2 Вязать или варить – применяемые методы соединения прутков
- 3 Как вяжут арматурный каркас – способы фиксации прутков
- 4 Как связать каркас для размещения в фундаменте
- 5 Сварка арматуры для фундамента – технология работ
- 6 Варить или вязать: какому методу отдать предпочтение
- 7 Заключение
Планируя возведение жилого дома, каждый застройщик мечтает, чтобы он был устойчивым и надежно защищал от невзгод. Для этого следует серьезно подойти к достижению поставленной цели, прилагать усилия, решать множество задач. Иногда возникает вопрос, допускается ли арматуру для фундамента варить. Среди строителей и частных застройщиков идет дискуссия. Одни уверенно утверждают, что лучше сваривать элементы каркаса, а не вязать. Другие сомневаются, можно ли сваривать арматуру для фундамента. Попробуем разобраться в этом вопросе.
Для чего предназначена арматура в фундаменте
Профессиональный подход к сооружению фундамента гарантирует длительный срок эксплуатации здания. Прочная основа сохраняет целостность, так как устойчива к появлению трещин в результате усадки грунта. Обеспечение прочности фундамента с помощью пространственной рамы – серьезная задача. Важно тщательно продумать конструктивные особенности армированной конструкции, для изготовления которой могут использоваться стальные стержни или металлическая сетка.
Для небольших зданий в качестве фундамента часто используют основание ленточного типа. При условии правильного изготовления оно обеспечивает устойчивость строений на протяжении длительного времени. Нельзя сформировать надежную основу, заливая фундамент бетонной смесью без дополнительного армирования. В этом случае в результате деформации через некоторый промежуток времени он растрескается.
При закладке основания соединение арматуры может производиться двумя основными способами: сваркой или связкой
Правильно выполненное армирование позволяет предотвратить преждевременное нарушение целостности основы.
Применение стальных стержней позволяет:
- значительно повысить прочность фундамента;
- обеспечить равномерное распределение действующих усилий;
- демпфировать реакцию почвы в результате морозного пучения;
- обеспечить длительный срок эксплуатации строения.
Укрепление основания защищает его от появления трещин, вызванных деформацией.
Вязать или варить – применяемые методы соединения прутков
Для повышения прочности оснований зданий применяются различные приемы. При возведении бытовых построек, дачных строений и легких зданий частные застройщики добавляют в бетонный раствор куски металла, обломки стекла и различные строительные отходы. Для легких подсобных строений это допустимо. Однако прочный жилой дом требует надежного усиления фундамента с помощью арматурных прутков или стальной сетки. Они разрезаются на заготовки требуемого размера и помещаются в траншеи.
Для обеспечения повышенной прочности основы прутки объединяются в силовой контур различными методами:
- путем связывания арматурных стержней или фрагментов решетки с помощью вязальной проволоки. Для повышения податливости она обжигается и позволяет быстро зафиксировать элементы рамы с помощью вязального крючка;
- с помощью электросварки. При изготовлении каркасов на промышленных предприятиях может использоваться контактная точечная сварка. В бытовых условиях арматурные прутки сваривают обычным методом.
Каждый из способов фиксации стержней обладает определенными достоинствами и имеет слабые места. Детально проанализируем каждый вариант крепления.
Как вяжут арматурный каркас – способы фиксации прутков
Связывание стальных прутков в металлическую раму осуществляют различными методами. Имеется возможность заказать готовый каркас, собранный с помощью вязальной проволоки на специализированном предприятии. Однако при этом возникают дополнительные расходы, связанные с его доставкой на объект. При небольших объемах строительства это достаточно дорого и нецелесообразно. Несложно самостоятельно изучить методику вязки и своими силами выполнить все работы.
Однако при этом возникают дополнительные расходы, связанные с его доставкой на объект. При небольших объемах строительства это достаточно дорого и нецелесообразно. Несложно самостоятельно изучить методику вязки и своими силами выполнить все работы.
Соблюдайте следующую последовательность операций:
- Разработайте чертеж или эскиз будущей арматурной решетки.
- Рассчитайте суммарное количество участков, подлежащих фиксации.
- Нарежьте отрезки проволоки диаметром 1,2 мм по 30 см каждый.
- Согните кусок проволоки пополам в виде петли и подведите его к стыку прутков.
- Захватите вязальным крючком концы проволоки и протяните сквозь петлю.
- Проверьте плотность охватывания проволокой зоны соединения.
- Прокрутите рабочее приспособление, обеспечив плотную затяжку деталей.
Применение вязального крючка для фиксации деталей – недорогой способ крепления элементов. Он не предусматривает применение специального инструмента и позволяет выполнить работы с помощью подсобных рабочих.
Он не предусматривает применение специального инструмента и позволяет выполнить работы с помощью подсобных рабочих.
Для сокращения продолжительности работ и облегчения вязки можно использовать:
- специальный пистолет, который в автоматическом режиме подает проволоку. Работа с ним требует определенной квалификации;
- бытовой электрический инструмент с вращающимся патроном. Вполне подойдет электрическая дрель или шуруповерт, оборудованный насадкой.
Главные достоинства автоматизированных устройств:
- значительное увеличение производительности;
- облегчение фиксации в труднодоступных участках;
- существенное снижение трудоемкости.
Освоив технологию ручной вязки, можно своими силами выполнить работы по фиксации элементов арматурного каркаса.
Как связать каркас для размещения в фундаменте
Планируя изготовление арматурной решетки способом связывания, своевременно приобретите требуемые материалы и подготовьте инструменты.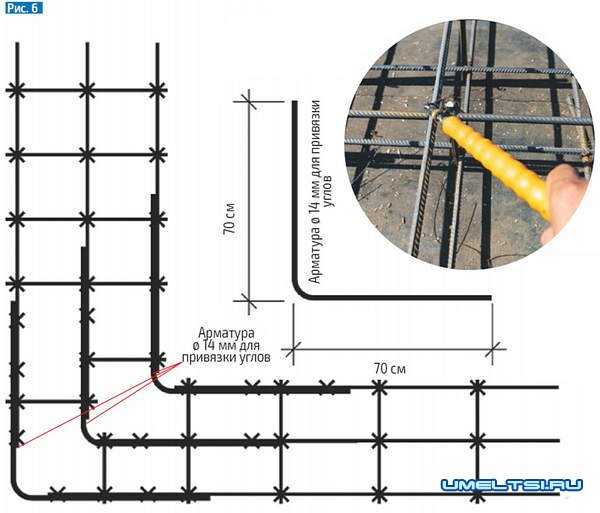
Технологию вязки несложно освоить самостоятельно, соблюдая приведенные рекомендации:
- Разместите горизонтально расположенные элементы нижнего яруса на фиксированном расстоянии от уровня почвы. Обеспечить необходимый зазор 40–60 мм можно с помощью пластиковых опор, деревянных подкладок или отходов кирпича. Прутки каркаса не должны касаться грунта.
- Обеспечьте установку вертикальных стержней с равным интервалом между ними. Соблюдение постоянного шага позволит равномерно распределить нагрузки. Элементы важно оградить от контактирования с почвой при помощи специальных подставок из неметаллического материала.
- Производите фиксирование арматуры пространственного каркаса вязальной проволокой. При выполнении работ контролируйте надежность крепления в участках соединения. Элементы не должны смещаться при заливке в опалубку бетонного раствора.
Если вы имеете хотя бы небольшой опыт в сфере строительства, вязать арматуру достаточно просто
- Соблюдайте равный интервал между арматурой, расположенной в горизонтальном ярусе, а также между вертикальными элементами.

- Проверьте прочность собранного каркаса под нагрузкой. Установите на верхний пояс металлоконструкции деревянную доску и встаньте на нее. При перемещении по доске элементы каркаса должны сохранять неподвижность.

Дополнительная фиксация размещенного в опалубке каркаса с помощью деревянных брусков обеспечит его неподвижность при заполнении опалубки бетонным раствором. Приобретая материалы для изготовления силовой решетки, соблюдайте требования документации по использованию арматуры необходимых марок и сортамента.
Сварка арматуры для фундамента – технология работ
В настоящее время, наряду с вязкой, также применяется сварка арматуры для фундамента. Этот метод соединения элементов каркаса используется при строительстве многоэтажных зданий, основания которых воспринимают значительные усилия. Этим обусловлена необходимость обеспечения повышенной прочности соединений.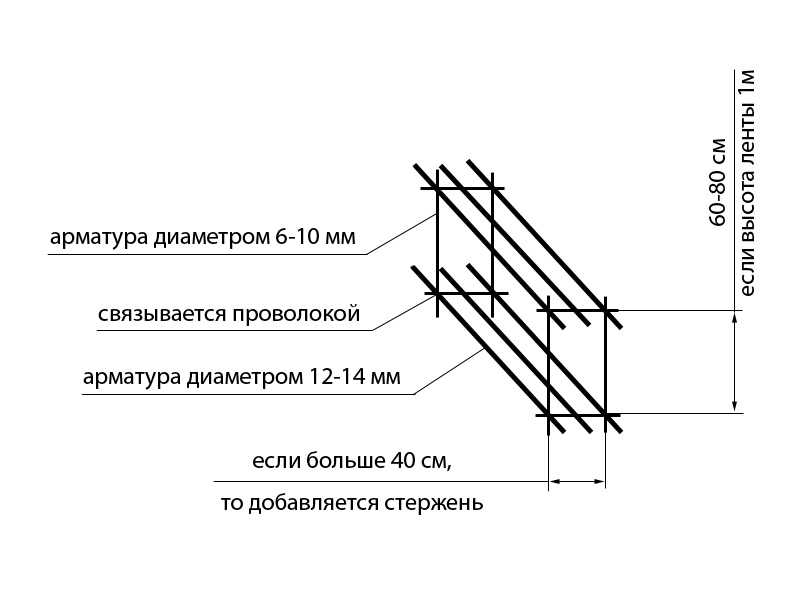
Перегрев стержней при выполнении сварочных работ может вызвать следующие негативные явления:
- изменение структуры металла;
- снижение прочностных свойств.
При выполнении работ опытными сварщиками и осуществлении сборки под лабораторным контролем на промышленных предприятиях можно избежать указанных факторов.
Алгоритм изготовления арматурных решеток методом сварки в условиях промышленных предприятий осуществляется следующим образом:
- Выполняется входной контроль качества приобретенных материалов, которые будут применяться для сборки каркаса.
- Производится отбраковка прутков, характеристики которые не соответствуют требованиям нормативной документации.
- Арматурные стержни очищаются от ржавчины, рихтуются, обрабатываются абразивом и разрезаются на заготовки необходимых размеров.
- Элементы будущей рамы соединяются в одной плоскости, путем легкой прихватки сваркой до окончательной фиксации.
- Заготовки каркаса фиксируются сварочными кондукторами на расстоянии, соответствующем требованиям чертежа.
- Конструкция прихватывается сваркой и проверяется соответствие размеров пространственной рамы требованиям документации.

Конструктивные особенности сварочных кондукторов позволяют выполнить сборку прутков с допуском, не превышающим 3 мм. Последовательность операций по изготовлению каркаса методом сварки в условиях стройплощадки аналогична. Точечная сварка арматуры позволяет фиксировать стальные стержни пространственной конструкции, расположенные под различным углом, а также в подвешенном состоянии. Установка оборудуется токопроводящими клещами, расширяющими ее возможности.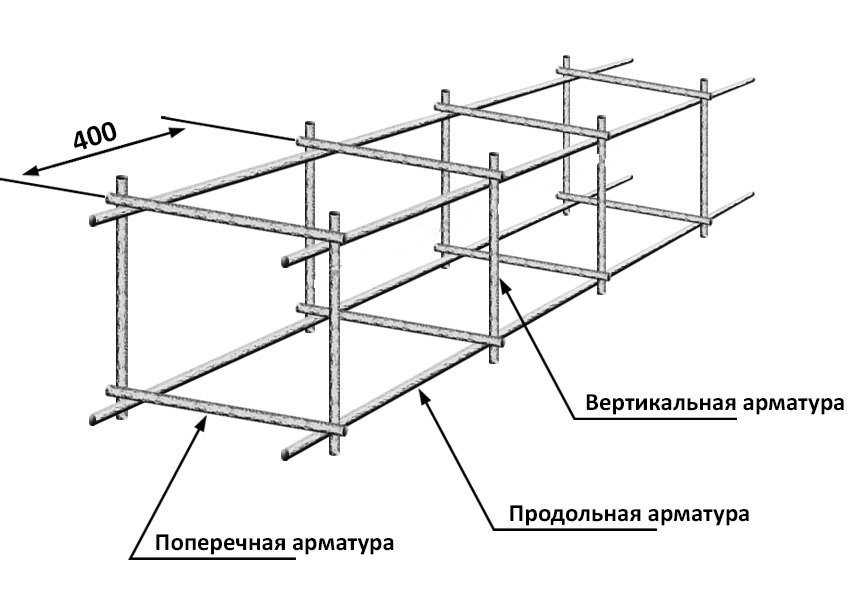
Варить или вязать: какому методу отдать предпочтение
До принятия окончательного решения об использовании вязки для крепления стальных прутков или крепления с помощью сварки, необходимо тщательно все взвесить. Почему арматуру одни строители сваривают, а другие вяжут? У каждого способа есть свои достоинства и слабые места.
Чтобы не ошибиться, следует прислушаться к советам профессионалов:
- для массивных многоэтажных строений, оказывающих значительную нагрузку на основу, целесообразно использовать сварку. При этом важно не пережечь арматуру, чтобы не ослабить прочность соединения;
- для небольших жилых зданий и дачных построек, можно использовать соединение частей арматурной решетки с помощью вязальной проволоки. Этот метод фиксации обеспечивает прочность таких построек.
При использовании сварки важно исключить вероятность пережога, ослабляющего прочность стыков. Метод соединения сваркой нежелательно применять в сейсмически активных зонах, а также на проблемных почвах, где в результате смещения грунта может нарушиться целостность фундамента.
Вместе с тем сварка обладает рядом преимуществ:
- позволяет выполнять работы ускоренными темпами;
- обеспечивает повышенную жесткость пространственной рамы;
- повышает нагрузочную способность основания.
При строительстве частных зданий лучше использовать метод вязки. Достоинства этого способа:
- простота реализации и отсутствие необходимости в специальном оборудовании;
- возможность выполнения работ без привлечения квалифицированных специалистов;
- отсутствие в участках стыковки повышенных напряжений.
Минусом метода вязки является недостаточная жесткость арматурной решетки. Однако при возведении легких построек этот недостаток не имеет существенного значения.

Заключение
Принятие правильного решения – серьезная задача. Проблема выбора остается. Вязка – простой метод, не требующий значительных затрат. А сварка хоть и дороже, но обеспечивает повышенную прочность. Следует тщательно все обдумать, при необходимости проконсультироваться с профессионалами. Важно обеспечить прочность фундамента, определяющего долговечность здания.
Варить или вязать арматуру для фундамента
Сегодня предлагаю поговорить немного о строительстве, а именно о фундаменте. НЕ так давно мой друг задумал строительство деревянного дома. А как известно первым делом нужно делать фундамент. На винтовых сваях он решил не делать, причин этому масса сейчас не об этом, а решил залить ленточный фундамент, в него прокладывают арматуру (специальный каркас) который увеличивает прочность конструкции. НО вот встал такой вопрос — этот каркас из арматуры нужно сварить, или можно просто связать проволокой? Как правильнее и что говорит СНИП, предлагаю сегодня подумать …
ОГЛАВЛЕНИЕ СТАТЬИ
- Варить арматуру
- Вязка арматуры
- ИТОГ
Лично я помню в своей молодости, что каркас для фундамента из толстой арматуры сваривался, делалось это при строительстве родительского дома. Отец у меня был строитель. НО должность он у меня занимал высокую и поэтому сварить у себя на стройке, а затем привезти до нужного участка на грузовой машине проблем особых не было. Что не доступно для обычного рядового строителя, который делает все своими руками. Так все же вязать или варить? Предлагаю предметно поговорить о каждом методе.
Отец у меня был строитель. НО должность он у меня занимал высокую и поэтому сварить у себя на стройке, а затем привезти до нужного участка на грузовой машине проблем особых не было. Что не доступно для обычного рядового строителя, который делает все своими руками. Так все же вязать или варить? Предлагаю предметно поговорить о каждом методе.
Нужно отметить, что за этот способ будет немало голосов. Действительно на больших стройках когда ставят много этажные дома, арматуру сваривают. Взять даже сейчас монолитное строительство – когда варят каркас из толстых прутьев, а затем заливают его по форме в бетон.
Получается очень прочная конструкция, ведь нагрузки в многоэтажках очень существенные. Однако и арматура тут совершенно другая, толстая и специальная, например таких марок как — А400С, А500С либо АIII. Толстая я имею в виду от 3 — 5 см в диаметре. Причем к ней приваривают прутья меньшего диаметра, главное в местах не должно быть перегревов и «прожогов», такие работы выполняются квалифицированными сварщиками.
НО это многоэтажные дома! А что же с «малоэтажками» или с частными домами, где не требуется таких мощных прутьев?
Вязка арматурыТут конечно используют метод вязки. Ведь он не запрещен и поэтому имеет место быть. Я даже отмечу, что в некоторых случаях такой метод будет наиболее правильный. Все по порядку:
1) Если вы используете материал, не предназначенный для сварки, например — 25Г2С, 35ГС. Нужно заранее уточнять перед покупкой.
2) Если у вас малый диаметр прутьев, например от 5 до 10 мм в диаметре. При неправильной сварке их можно просто пережечь, и тогда каркас не укрепиться, а наоборот ослабнет.
3) Если используете для небольших частных домов, например деревянных, каркасных или ЛСТК. Для них достаточно вязки, нагрузка не такая большая.
4) Опять же если у вас нет электричества на участке, а привезти уже готовый каркас достаточно накладно. Можно самому сделать вязку из прутьев на своем участке, при помощи не хитрых приспособлений. Вот видео.
Можно самому сделать вязку из прутьев на своем участке, при помощи не хитрых приспособлений. Вот видео.
5) Многие думают, что у связанного фундамента прочность в разы ниже, это не так! Ведь вы все заливаете бетоном, да в некоторых местах могут быть слабые места, но не на столько. Поэтому рекомендуется делать каркас в шахматном порядке, соединения должны чередоваться, а не обрываться в одном месте.
6) Сейчас для вязания используется специальная проволока, а иногда специальные пластиковые стяжки (похожие на компьютерные). Которые достаточно прочно держат прутья друг с другом.
7) При таком методе для дома в 200 квадратных метров, можно собрать конструкцию за один день одному. Особенно если используете пластиковые стяжки для вязки.
Как видите применение вязки также обосновано.
Если подвести сухой итог, то вот то получается. Об этом нам говорит и СНИП. При строительстве высоконагруженных сооружений типа многоэтажных домов (от 4 этажей), а также больших знаний, каркасы однозначно свариваются из специальных сортов арматуры, причем диаметр прута должен начинаться от 3 см и выполняться квалифицированными специалистами, во избежание пережога мест соприкосновения.
Для частного – малоэтажного дома (до 3 этажей), возможно применять метод скрутки или вязки арматуры. Нет особого смысла использования прутьев с большим диаметром, а поэтому при сварке большая вероятность их прожигания, поэтому используется — метод вязки. Нет высокой нагрузки, а поэтому такая конструкция вполне достаточна. Также большим плюсом является то, что при таком методе всю работу можно сделать самому (буквально за один день), без найма специальных рабочих – сварщиков.
Так что вяжите арматуру не бойтесь, эта конструкция — прочная, особенно если вы ставите обычный деревянный дом, сруб или «каркасник».
На этом все, читайте наш строительный блог.
Сварка или вязка арматуры, что лучше: разница между технологиями
Арматура очень часто используется в строительстве, так как это достаточно крепкая вещь, которая может служить для создания каркасов. Из нее производится сетка и сложные металлоконструкции, но все это основывается на ее соединении. По отдельности она представляет собой длинные прутки из которых можно сконструировать практически любое сооружение. Существует несколько способов соединения, которые различаются по себестоимости, сложности создания, надежности и прочим параметрам. Изделия оказываются достаточно тяжелыми, поэтому, трудно создать хороший контакт при маленькой площади соприкосновения. В основном сейчас возникает вопрос в том, что лучше сварка или вязка арматуры.
Преимущества сварки арматуры
- Создает крепкое неразъемное соединение;
- Конструкция получает повышенную ударную прочность;
- Сваренные детали сложнее поддаются деформации и прочим дефектам;
- Конструкция хорошо сохраняет внешнюю форму при воздействии внешних факторов;
- Шов обладает высокой температурной стойкостью;
- Изделия получают достаточный уровень пластичности для установки.

Шов при сварке арматуры
Недостатки
- Достаточно дорогостоящий способ, который требует длительной подготовки и опыт работы от мастера;
- Для большинства процедур требуется специальное оборудования, большинство из которых работает стационарно;
- При работе с упрочненными металлами возникают высокие энергозатраты;
- Сваренную конструкцию потом сложно разъединить, если нужно что-то переделать;
- Необходима тщательная подготовка поверхности.
Специализированное оборудование для сварки арматуры
Особенности сварки арматуры
Одной из главных особенностей этого процесса является переход металла из твердого состояния в жидкое или пластичное. Это означает, что к каждой марке арматуры нужно подбирать свои режимы, чтобы не испортить заготовку. Если параметры окажутся слишком слабые, то не будет достаточного уровня надежности и соединение может быть запросто сломано.
Когда происходит сварка арматуры, необходимо подбирать наплавочные материалы, которые будут максимально близки по составу с арматурой. Чем больше разница, тем хуже надежность соединения. Существуют способы, которые не требуют использования наплавочных материалов, такие как контактная сварка арматуры. Прочие вещи, которые обладают намного большей площадью соприкосновения, позволяют создавать более крепкие швы достаточно простыми способами, тогда как здесь необходимо применять сложную технику для получения качественного результата. Перехлест арматуры при сварке хоть и обеспечивает более надежное скрепление, но это не идет в сравнение с другими предметами. Именно благодаря всем этим сложностям в некоторых случаях вязка оказывается более предпочтительной.
Чем больше разница, тем хуже надежность соединения. Существуют способы, которые не требуют использования наплавочных материалов, такие как контактная сварка арматуры. Прочие вещи, которые обладают намного большей площадью соприкосновения, позволяют создавать более крепкие швы достаточно простыми способами, тогда как здесь необходимо применять сложную технику для получения качественного результата. Перехлест арматуры при сварке хоть и обеспечивает более надежное скрепление, но это не идет в сравнение с другими предметами. Именно благодаря всем этим сложностям в некоторых случаях вязка оказывается более предпочтительной.
Преимущества вязки
- Простой и дешевый способ;
- Для выполнения процедур не требуется особых умений и знаний;
- Это более безопасный в плане техники безопасности способ;
- Конструкция не приобретает много веса;
- Нет нужды зачищать поверхность арматуры;
- При необходимости соединение можно разъединить;
- Не требуются энергозатраты;
- Процедуру можно проводить в местах без источника электропитания.

Процесс вязки арматуры
Недостатки
- Качество соединения оказывается не столь высоким;
- Здесь нет большой жесткости скрепления, поэтому, некоторые элементы могут оставаться частично подвижными;
- Материал для вязки зачастую не имеет высокой температурной стойкости.
Требования и приемы вязки арматуры
Для данного процесса подходит гибкая низкоуглеродистая проволока. Диаметр ее должен быть около 1 мм, что помогает сохранять крепость и пластичность одновременно. Для одной связки достаточно мотка около 30 см. Требуется предварительно заготовить нужное количество отрезков.
Внешний вид проволоки для вязки арматуры
Вязка может происходить как вручную, так и при использовании специальных приспособлений, такими как пассатижи, крючки или щипцы. Вязальная проволока петлей просто закидывается вокруг соединения двух заготовок. После этого концы скручиваются между собой. Если требуется сделать много связок, то это будет трудоемким процессом. Проволока закручивается максимально плотно.
Проволока закручивается максимально плотно.
Сейчас встречается и механизированная вязка, которая может проводиться нестандартными предметами. В это число входит шуруповерт, который может закручивать проволоку. В его патрон вставляется крюк, а сам аппарат используется на минимальной скорости, чтобы не порвать проволоку.
Вязка арматуры шуруповертом с крючком
Применяется и специальный прибор вязки проволоки, который сделан для строительной сферы. В нем нет крючков и весь процесс происходит автоматически без большой вероятности обрыва.
Вывод
Разница между вязкой и сваркой арматуры оказывается настолько существенной, что в одной сфере применения их очень сложно сравнивать. Если требуется достичь максимального качества соединения с надежными креплениями, то даже несмотря на большую трудоемкость и высокую стоимость лучше останавливаться на сварке. Где не требуется высокая точность расположения прутьев и большая крепость, то можно остановиться на более дешевом способе связывания арматуры проволокой. Это очень часто используется в частной сфере, когда нет необходимости соблюдать все условия.
Где не требуется высокая точность расположения прутьев и большая крепость, то можно остановиться на более дешевом способе связывания арматуры проволокой. Это очень часто используется в частной сфере, когда нет необходимости соблюдать все условия.
Современные технологии развили обе сферы. Автоматические машины для контактной сверки позволяют сделать шов достаточно быстро, не применяя наплавочных материалов. В то же время, связывающее машины повышают качество соединения проволокой.
Можно ли варить арматуру для фундамента или лучше вязать
Содержание статьи
- 1 Об «устаревших» стандартах
- 2 О квалификации сварщика при армировании
- 3 Основные критерии выбора способа фиксации арматуры
Дискуссии на тему «вязать или варить» арматуру сегодня постоянны на различных строительных сайтах и форумах. Мнения спорщиков часто полярны, выдвигаемые аргументы, на первый взгляд, безупречны.
Об «устаревших» стандартах
На различных площадках доминирует мнение, что старые советские стандарты 60-х годов прошлого века, рекомендующие выполнять монтаж каркасов фундаментов с применением сварки, — не могут работать в современных реалиях. Но что выразители подобных утверждений увидели новое и суперсовременное в вязании арматуры проволокой, заставляющее отказаться от применения сварки, — непонятно. Они, вероятно, забыли, что армирование было изобретено в середине 19-го века, когда о сварке могли только мечтать. Все армокаркасы тогда связывались, а лишь через сотню лет стали свариваться. Но тогда получается, что советские сварочные стандарты и технологии – немыслимый прогресс, но не рутина, а вязание каркаса проволокой – это совсем отсталые дедовские технологии.
Но что выразители подобных утверждений увидели новое и суперсовременное в вязании арматуры проволокой, заставляющее отказаться от применения сварки, — непонятно. Они, вероятно, забыли, что армирование было изобретено в середине 19-го века, когда о сварке могли только мечтать. Все армокаркасы тогда связывались, а лишь через сотню лет стали свариваться. Но тогда получается, что советские сварочные стандарты и технологии – немыслимый прогресс, но не рутина, а вязание каркаса проволокой – это совсем отсталые дедовские технологии.
Строительные нормы и созданные на их основе стандарты основаны на практике, часто отрицательной и даже трагической.
Сегодня появилась тенденция отрицания советских стандартов многими производителями работ, они предпочитают руководствоваться информацией из интернета и личным опытом. И то и другое может быть очень сомнительного качества, но за зарабатыванием денег прорабам некогда следить за обновлением строительных нормативных документов. А они постоянно актуализируются.
Свариваются не только стержни с дополнительной маркировкой «С» (арматура пригодна для сварки), например, А500С. Можно сваривать арматуру А240 и А400. До внесения в 2019г. изменений в ГОСТ 14098 допускалась сварка термоупрочнённого металла Ат. Но после сваривания термоупрочнение пропадало, поэтому в новой редакции стандарта марка Ат не применяется.
О квалификации сварщика при армировании
Пользование современным сварочным аппаратом доступно любому желающему.
Но в случае с арматурой каркаса сваркой выполняется всего лишь прихватывание стержней, но не сваривание в полном понимании этого термина. ГОСТ14098-2015 К3-Рп определяет крестообразные соединения ручной дуговой сваркой как нерасчётные или монтажные, не требующие высокой квалификации исполнителя и, как правило, выполняемые методом контактной сварки. Лишь в исключительных случаях, оговоренных п.4.2.8 РТМ 393-94, такие соединения переводятся в разряд расчётных. Именно поэтому исполнители сварочных работ в арматурных цехах заводов ЖБК сварщиками никогда не считались.
В обязательном порядке свариваются долевые плети, ибо они воспринимают нагрузку по всей длине и возможен вариант их расползания при заливке бетона.
Оформление зоны продавливания — сварка арматуры для фундамента выполняется только сварщиком высокой квалификации. Это ответственный участок, требующий многих знаний и профессиональных навыков. В этом случае неумелые действия сварщика могут привести к негативным последствиям: нарушению структуры стержней с потерей прочностных характеристик.
В строительной практике существуют термины:
- «Непровар» — соединение непрочное, с наличием раковин и каверн.
- «Подрез» — ослабление основного продольного стержня.
Первый – следствие непрофессионализма сварщика.
Второе определение вызвано объективными свойствами металла, – изменением характеристик стали при нагревании. Но стоит учесть, что альтернативы сварке при использовании стержней диаметром от 20 мм и выше практически нет. В данном случае вязальная проволока может лопнуть при заливке бетонной смеси и выполнении вибрирования, а вопрос «можно ли варить арматуру для фундамента» даже не возникает.
Основные критерии выбора способа фиксации арматуры
Все знают «как», но не знают «зачем», — эта общая беда современного общества затронула и настолько специфический аспект, как технология армирования при устройстве монолитных бетонных конструкций.
Почему-то в моду вошла категоричность: либо сварка, либо вязка. Аргументация обычно не подтверждена теориями сопромата или термического воздействия на металлы. На практике стоит руководствоваться следующими соображениями:
- Утверждать, что сварка есть устаревшая технология, — по меньшей мере, некорректно. Весь мир применяет сварочные технологии. На ней стоят небоскрёбы, плотины, прочие ответственные и сложные сооружения.
- В рамках этой статьи мало места уделено вязке, как технологическому процессу, — но в нём нет особых сложностей и подводных камней. Простота исполнения и незначительные затраты – основные плюсы технологии вязки.
- Невозможно рассказать об особенностях различных марок арматуры, содержании углерода в металле, технологическом процессе дуговой сварки и его последствиях, — это обязаны знать проектировщики. Все характеристики материала, способы и условия его монтажа учитываются проектом.
- Если проект как руководство к действию отсутствует, то застройщик не считает объект особо сложным с точки зрения армирования и применяет любой вариант фиксации арматурного каркаса в фундаменте или плите перекрытия.
- Основная задача фиксации арматуры сваркой либо связыванием — придание каркасу достаточной устойчивости при заполнении опалубки бетоном. После затвердения бетонной смеси узлы связки либо сварки не играют существенной роли в конструкции фундамента.
 Все характеристики материала, способы и условия его монтажа учитываются проектом.
Все характеристики материала, способы и условия его монтажа учитываются проектом.Часто выбор основывается экономическими соображениями, но для каждого строительного объекта они индивидуальны.
Без проектов и расчётов работают, как правило, при возведении небольших домов своими руками – для подобных строений допускается использовать как вязку, так и сварку, либо оба варианта в различных комбинациях.
Вязать арматуру или варить.
 ЧТО ЛУЧШЕ: ВАРИТЬ АРМАТУРУ ИЛИ ВЯЗАТЬ ПРОВОЛОКОЙ ?
ЧТО ЛУЧШЕ: ВАРИТЬ АРМАТУРУ ИЛИ ВЯЗАТЬ ПРОВОЛОКОЙ ?Содержание
- Вязать арматуру или варить. ЧТО ЛУЧШЕ: ВАРИТЬ АРМАТУРУ ИЛИ ВЯЗАТЬ ПРОВОЛОКОЙ ?
- СВАРКА
- ВЯЗКА
- Арматуру лучше вязать или варить. Варить или вязать: какому методу отдать предпочтение
- Можно ли забивать арматуру в землю при заливке фундамента. Нужна ли опалубка для фундамента
- Обвязка арматуры для фундамента. Вязка арматуры под ленточный фундамент
- Почему нельзя варить арматуру в фундаменте. Что лучше — вязать или варить арматуру
- В чем преимущества сварки арматуры
- В чем преимущества вязки арматуры
- Вязать арматуру или варить для фундамента. Технология сварки арматуры
- Видео сварка арматуры по СНиП! Вместо связывания проволкой
Вязать арматуру или варить. ЧТО ЛУЧШЕ: ВАРИТЬ АРМАТУРУ ИЛИ ВЯЗАТЬ ПРОВОЛОКОЙ ?
Вязать или варить арматуру — один из основных вопросов при устройстве арматурного каркаса при монолитных работах. У каждого метода соединения арматурных стержней существуют и достоинства и недостатки.
У каждого метода соединения арматурных стержней существуют и достоинства и недостатки.
СВАРКА
| + | – |
| — высокая скорость устройства арматурного каркаса; — достаточно высокая жесткость соединения арматурных стержней; — допустимость использования при большом диаметре арматуры. | — высокая вероятность прожигания металла при использовании арматуры небольшого диаметра; — невозможность использования метода при использовании арматкуры небольшого диаметра; — возникновение внутренних напряжений в местах сварки; — необходимость использовать свариваемую арматуру ( арматура А500С), буква «С» — свариваемая арматура |
ВЯЗКА
| + | – |
| — простая процедура связывания — справится даже не специалист; — нет необходимости в наличии сварочного аппарата; — возможность соединения между собой арматурных стержней с относительно малым диаметром; — отсутствие в местах соединения концентрации напряжения; | — сложность в достижении необходимых параметров жесткости каркаса арматуры; — определенные трудности в процессе обвязки толстых прутьев; |
Если требуется достичь максимального качества соединения арматурных стержней, то, даже несмотря на большую трудоемкость и высокую стоимость, лучше останавливаться на сварке или использовании сварной сетки. Где не требуется высокая точность расположения прутьев и большая крепость, то можно остановиться на более дешевом способе связывания арматуры проволокой. Это очень часто используется в частной сфере, когда нет необходимости соблюдать все условия.В сфере малоэтажного или частного строительства (например, устройство фундамента частного дома или коттеджа) — допустимо применять вязку арматурных стержней.В болотистой местности метод сварки полностью исключен — после возведения монолитного фундамента обязательно начинается процесс его усадки, который может занимать долгое время. Если использовать сварочное соединение арматуры, то оно может не выдержать возникающих сторонних усилий, и разрушиться, а это, в свою очередь приведет к нарушению целостности конструкции, а также к потере жесткости. Вязка арматуры обеспечивает подвижное соединение арматурных стержней между собой.
Арматуру лучше вязать или варить. Варить или вязать: какому методу отдать предпочтение
До принятия окончательного решения об использовании вязки для крепления стальных прутков или крепления с помощью сварки, необходимо тщательно все взвесить.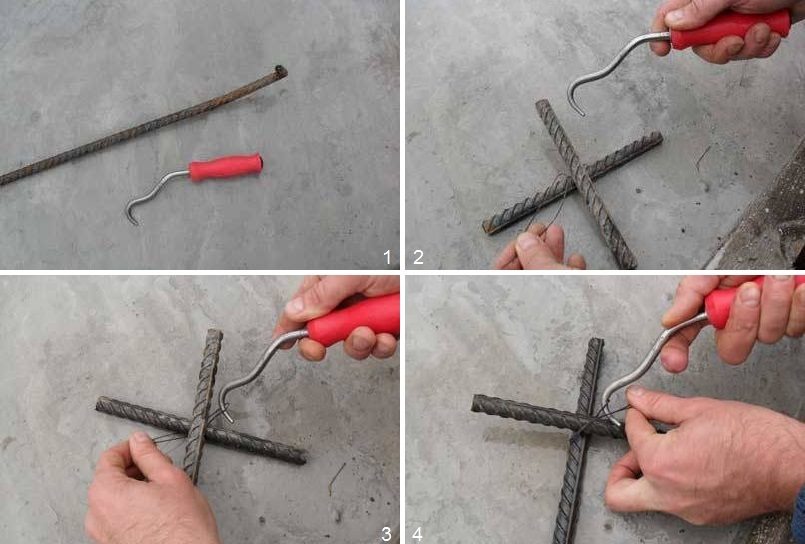 Почему арматуру одни строители сваривают, а другие вяжут? У каждого способа есть свои достоинства и слабые места.
Почему арматуру одни строители сваривают, а другие вяжут? У каждого способа есть свои достоинства и слабые места.
Чтобы не ошибиться, следует прислушаться к советам профессионалов:
- для массивных многоэтажных строений, оказывающих значительную нагрузку на основу, целесообразно использовать сварку. При этом важно не пережечь арматуру, чтобы не ослабить прочность соединения;
- для небольших жилых зданий и дачных построек, можно использовать соединение частей арматурной решетки с помощью вязальной проволоки. Этот метод фиксации обеспечивает прочность таких построек.
При использовании сварки важно исключить вероятность пережога, ослабляющего прочность стыков. Метод соединения сваркой нежелательно применять в сейсмически активных зонах, а также на проблемных почвах, где в результате смещения грунта может нарушиться целостность фундамента.
Вместе с тем сварка обладает рядом преимуществ:
- позволяет выполнять работы ускоренными темпами;
- обеспечивает повышенную жесткость пространственной рамы;
- повышает нагрузочную способность основания.

При строительстве частных зданий лучше использовать метод вязки. Достоинства этого способа:
- простота реализации и отсутствие необходимости в специальном оборудовании;
- возможность выполнения работ без привлечения квалифицированных специалистов;
- отсутствие в участках стыковки повышенных напряжений.
Минусом метода вязки является недостаточная жесткость арматурной решетки. Однако при возведении легких построек этот недостаток не имеет существенного значения.
Источник: https://remont.ru-best.com/dizayn/armaturu-varit-ili-vyazat-chto-luchshe-vyazat-ili-varit-armaturu
Можно ли забивать арматуру в землю при заливке фундамента. Нужна ли опалубка для фундамента
Опыт и здравый смысл подсказывают, что если опалубку широко используют в строительстве, тратят немалые деньги на ее изготовление и установку, значит, наличие опалубочного каркаса в грунте необходимо и важно для получения расчетных характеристик фундаментной ленты.
Опалубка необходима для заливки фундамента в землю не из-за прихоти архитектора или разработчиков СНиПов, деревянный каркас опалубки в грунте позволяет добиться дополнительных преимуществ:
- Сформировать правильный и геометрически точный корпус фундамента расчетной толщины и ширины, это обеспечит равномерное распределение нагрузки на ленту фундамента, без образования «слабых» участков конструкции;
- Коробка опалубки позволяет зафиксировать и обеспечить правильное расположение арматуры внутри бетонного тела фундаментной основы;
- Опалубка позволяет обеспечить высокое качество и точность укладки гидроизолирующего слоя и теплоизоляции.

Важно! Основное назначение опалубки – выдержать в фиксированном и неизменном состоянии ленту фундамента до окончания процессов отвердевания бетона и набора проектной прочности.
Если вам удастся выполнить все перечисленные требования, в таком случае можно отливать фундамент в землю без опалубки. На практике во многих случаях небольшие и легкие здания вполне можно устанавливать своими руками на фундаментную ленту, залитую в землю или в траншею без использования опалубки. Насколько обоснованным будет подобное решение для тяжелых кирпичных зданий, сможет сказать только профильный специалист, занимающийся возведением фундаментов.
Обвязка арматуры для фундамента. Вязка арматуры под ленточный фундамент
При закладке ленточных фундаментов, которые в большинстве случаев применяют в частном строительстве, основным способом скрепления горизонтальных продольных и поперечных, а также вертикальных прутков арматурного каркаса является вязка крючком. Реже – пластиковыми хомутами.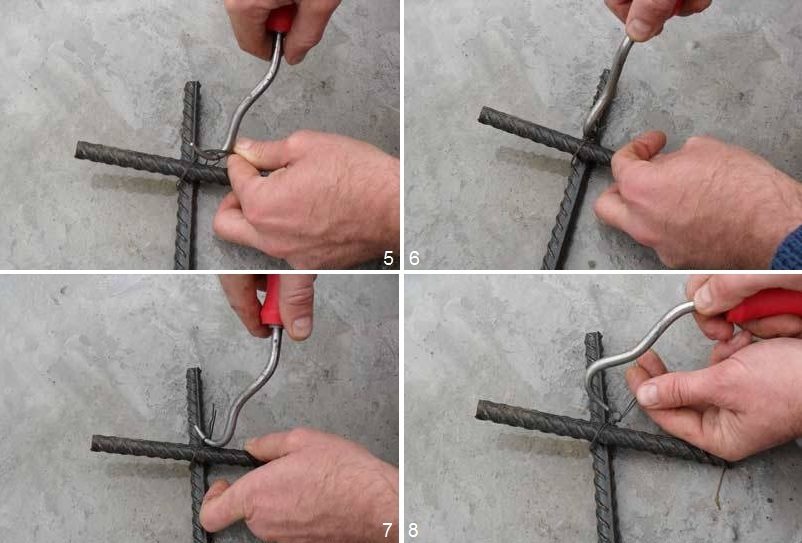 При этом рабочие горизонтальные пруты, несущие на себе основную нагрузку в фундаменте, укладывают вдоль фундаментной ленты, поперёк укладывают пруты, называемые «хомутами», а вертикальные стержни, почти равные высоте фундаментной ленты, крепятся, как видно из названия, строго вертикально, и должны иметь поперечное сечение не менее 8 мм. Вяжут обычно сначала верха и низа арматурного каркаса, а потом начинают связку с одним из них вертикальных составляющих.
При этом рабочие горизонтальные пруты, несущие на себе основную нагрузку в фундаменте, укладывают вдоль фундаментной ленты, поперёк укладывают пруты, называемые «хомутами», а вертикальные стержни, почти равные высоте фундаментной ленты, крепятся, как видно из названия, строго вертикально, и должны иметь поперечное сечение не менее 8 мм. Вяжут обычно сначала верха и низа арматурного каркаса, а потом начинают связку с одним из них вертикальных составляющих.
При образовании прямого угла (стыке элементов фундамента под две стены, расположенные под углом друг к дружке) элементы конструкции укрепляются дополнительными диагональными прутками усиления с сечением не менее 10 мм. Вязание арматуры на угловых переходах осуществляется с большими нахлестами арматуры (делается Г-образное или Т-образное армирование, так как простая последовательная связка вызовет перекос конструкции и её внутреннее напряжение).
Угловое усиление диагональными прутками
Крючок очень удобен при вязке арматуры непосредственно в опалубке – в этом случае конструкция не будет подвергаться дополнительным деформациям и станет надёжной составляющей в ж/б изделии в целом.
Схема ленточного фундамента может быть представлена как врытая вертикальными стенками в землю бетонная конструкция, своими очертаниями повторяющая очертания стен будущего дома. Кроме того, заливаются бетоном на арматуре также части фундамента, на которые будут опираться и внутренние перегородки.
Почему нельзя варить арматуру в фундаменте. Что лучше — вязать или варить арматуру
Что лучше — вязать или варить арматуру для фундамента
Без арматуры не обходится не одно маломальское строительство. Арматура используется в качестве армирования для фундаментов, при строительстве стен и перекрытий.
По отдельности — арматура представляет собой длинные металлические прутки, которые в процессе сборки металлокаркаса соединяются один с другим. Существует несколько способов соединения арматуры — проволокой и сваркой. Каждый из них имеет свои преимущества и недостатки.
К примеру, не рекомендуется сваривать арматуру для фундамента, поскольку в зоне сварочного шва происходит серьёзное изменение структуры металла. В свою очередь это приводит к падению прочности и созданию неподвижного соединения. В случае каких-либо подвижек фундамента, армирование может попросту лопнуть на сварном шве.
В свою очередь это приводит к падению прочности и созданию неподвижного соединения. В случае каких-либо подвижек фундамента, армирование может попросту лопнуть на сварном шве.
В чем преимущества сварки арматуры
Несмотря на главный недостаток сварки арматуры, многие все-таки прибегают к этому способу соединения.
При соблюдении правильной технологии, сварка арматуры для фундамента имеет ряд неоспоримых преимуществ, а именно:
- Создаётся надежное и полностью неразъёмное соединение;
- Повышаются ударопрочные характеристики металлоконструкции;
- Сварные изделия практически не поддаются деформации в процессе эксплуатации;
- Конструкция обладает максимально возможной температурной стойкостью;
- Металлоконструкции отлично сохраняют свою форму долгий период.
К недостаткам сварки арматуры в строительстве можно отнести то, что это довольно дорогостоящий способ создания неразъёмных соединений. Зачастую на стройке нет электричества, поэтому для сварки арматуры приходится использовать генераторы, что существенно увеличивает стоимость строительства.
Так же, как было упомянуто выше, при несоблюдении правил и технологии сварки арматуры, соединение может получиться непрочным, что приведёт к его деформации со временем. Чтобы варить арматуру нужно иметь опыт и знания, поэтому не каждый сварщик способен на 100% справиться с этой задачей.
В чем преимущества вязки арматуры
Более дешевым способом соединения арматуры является вязка проволокой. Это самый дешевый и быстрый способ соединения, который не требует специальных знаний.
К тому же, вязка арматуры имеет и ряд других преимуществ:
- В частности это самый безопасный способ соединения;
- Быстрый способ, поскольку не нужно подгонять арматуру и подготавливать её к свариванию;
- Соединение обладает небольшой подвижностью, поэтому при просадке фундамента металлокаркас останется целым, даже если его и поведёт, чего нельзя сказать о сварке;
- Вязать арматуру для фундамента можно без источника электропитания. То есть, такой способ отлично подходит для тех объектов, которые не подключены к линиям электроснабжения;
- Металлоконструкции из арматуры обладают меньшим весом, чем при сварке.

Варить или вязать арматуру — зависит от множества факторов. И тот, и другой способ допускается использовать в строительстве, но есть определённые нюансы. Отталкиваясь от всех вышеперечисленных факторов, каждый сможет найти для себя какое-то верное решение.
Вязать арматуру или варить для фундамента. Технология сварки арматуры
Хотя сварка арматуры для фундамента более трудоемка, чем вязка, полностью отказаться от нее невозможно. На больших стройках при возведении многоэтажных домов нельзя обойтись без сварки. Фундаменты таких сооружений несут увеличенные нагрузки, поэтому и требования по прочности предъявляются соответствующие. Чтобы арматуру для фундамента варить, используют специальные марки изделий – А400С или А500С. Диаметр прутков находится в пределах 3-5 сантиметров. Для работ применяется контактная точечная сварка. Учитывая тот факт, что при перегреве металла происходят изменения структуры, вызывающие ослабление прочностных характеристик, желательно, чтобы сварка арматуры для фундамента проходила на специализированных предприятиях либо проводилась на стройплощадках квалифицированными сварщиками.
При сварке у арматуры снижается прочность и нарушается внутренняя структура
Изготовление сварных каркасов в промышленных условиях проводится в несколько этапов:
- отделом технического контроля проводится проверка качества материалов, которые планируется использовать при изготовлении каркаса. Отбраковывается материал, не соответствующий требованиям стандартов и техническим условиям;
- круглый прокат из стали Ст.0 или Ст.3, предварительно очищенный от ржавчины, грязи, подвергают правке, разметке, резке на заданную величину. Проводится зачистка элементов абразивным инструментом;
- заготовки соединяются в плоскую конструкцию. Точечная сварка арматуры производится при диаметре заготовки до 26 миллиметров. При работе с арматурой увеличенного диаметра происходят деформации конструкции от сильного нагрева при сварке. Чтобы избежать искривлений, элементы слегка прихватывают;
- с помощью специальных кондукторов, плоские элементы устанавливаются вертикально друг над другом на расчетном расстоянии. Кондукторы изготавливают с высокой степенью точности – отклонения от заданных параметров не превышают трех миллиметров;
- производится предварительная связка элементов;
- проверяется соответствие пространственной конструкции техническому проекту, корректируется вся сборка в целом, определяется необходимая длина сварочных швов. Во избежание деформаций элементов от перегрева четко определяется последовательность сварки соединений;
- окончательно сваривают пространственную конструкцию.
 Кондукторы изготавливают с высокой степенью точности – отклонения от заданных параметров не превышают трех миллиметров;
Кондукторы изготавливают с высокой степенью точности – отклонения от заданных параметров не превышают трех миллиметров;Видео сварка арматуры по СНиП! Вместо связывания проволкой
Почему нельзя сваривать арматуру для фундамента?
Дата: 13 января 2019
Просмотров: 35022
Содержание
- Усиление фундамента – для чего оно нужно?
- Способы соединения армирующих элементов
- Технология вязки арматуры
- Организация работ
- Технология сварки арматуры
- Какой метод соединения предпочесть?
- Подведем итоги
Начиная строительство дома, мы надеемся, что он будет надежной защитой семейного очага. Для того чтобы ожидания оправдались, нужно приложить усилия в работе, грамотно подойти к решению множества вопросов, один из которых – можно ли сваривать арматуру для фундамента.
Для того чтобы ожидания оправдались, нужно приложить усилия в работе, грамотно подойти к решению множества вопросов, один из которых – можно ли сваривать арматуру для фундамента.
До сих пор не существует единого мнения, что лучше – варить или вязать каркас для фундамента. Если для зданий большой этажности, фундамент которых несет огромные нагрузки, сварная арматура – единственно верное решение, то при возведении одноэтажных построек мнения специалистов расходятся. Разберемся, какие достоинства и недостатки присущи сварке и вязке.
Усиление фундамента – для чего оно нужно?
Грамотно спроектированный и качественно выполненный фундамент – гарантия долговечности сооружения. Крепкое, не поддающееся разрушениям основание, предотвратит усадку, которая вызывает трещины и последующее разрушение конструкции. Поэтому усиление фундамента – вопрос серьезный, не допускающий поверхностного отношения. Повышение прочности фундамента достигается путем армирования конструкции металлической сеткой или прутьями определенного диаметра.
Арматуру для фундамента варить или вязать – это главный вопрос, о котором задумываются многие люди
Для малоэтажных построек чаще всего обустраивают ленточный фундамент. Можно сэкономить денежные средства и произвести заливку фундамента обычным бетонным составом без дополнительного усиления. Вероятнее всего, через некоторое время в фундаменте появятся трещины, деформации. Для предотвращения нежелательных последствий проведите работы по армированию стальным каркасом, который:
- Повысит прочность.
- Равномерно распределит нагрузки.
- Компенсирует реакции грунта при замерзании.
- Увеличит срок службы конструкции.
Арматура в бетоне предохранит фундамент от растрескивания и разрушения.
Способы соединения армирующих элементов
Существуют различные методы увеличения прочностных характеристик фундамента. Частные застройщики используют любой подручный материал (отходы металла, битое стекло и пр.). Для дачных домиков это приемлемый вариант. Но для возведения надежного дома, даже одноэтажного, воспользуйтесь проверенными технологиями усиления металлической сеткой или прутками. Если ваш выбор остановился на сетке, то требуется только правильно раскроить ее и установить должным образом в подготовленные траншеи. Использование металлических элементов подразумевает создание из них единой конструкции, так называемого каркаса.
Но для возведения надежного дома, даже одноэтажного, воспользуйтесь проверенными технологиями усиления металлической сеткой или прутками. Если ваш выбор остановился на сетке, то требуется только правильно раскроить ее и установить должным образом в подготовленные траншеи. Использование металлических элементов подразумевает создание из них единой конструкции, так называемого каркаса.
Вязать арматуру стоит в тех случаях, когда необходимо получить хороший фундамент на сложном грунте
Добиться этого можно двумя способами:
- связать, используя для соединения гибкую проволоку;
- применить сварку, фиксирующую элементы конструкции.
Оба варианта имеют сильные и слабые стороны. Проведем сравнительный анализ каждого из них.
Технология вязки арматуры
Есть несколько способов вязки арматуры для фундамента специальной проволокой. Проводится эта работа непосредственно на объекте. Можно воспользоваться услугами специализированных мастерских, где работу выполнят качественно и в оговоренные сроки. Есть небольшой минус такой услуги. Вам придется найти транспорт для перевозки крупногабаритной конструкции. В условиях малых населенных пунктов это сложно и дорого. Поэтому советуем самостоятельно освоить процесс вязки элементов каркаса:
Есть небольшой минус такой услуги. Вам придется найти транспорт для перевозки крупногабаритной конструкции. В условиях малых населенных пунктов это сложно и дорого. Поэтому советуем самостоятельно освоить процесс вязки элементов каркаса:
- Определитесь с количеством точек соединения.
- Отрежьте соответствующее количество кусочков стальной проволоки длиной 20 см. Диаметр соответствует 1,2-1,4 мм.
- Сложите отрезанный кусочек пополам.
- Подведите полученную петлю к месту соединения элементов.
- Воспользуйтесь вязальным крючком. Его можно изготовить самостоятельно либо приобрести в магазине. Введите рабочую часть в петлю.
- Захватите свободные концы и протяните их через отверстие. Место соединения стержней должно охватываться проволокой.
- Затяните с максимальным усилием и, провернув крючок несколько раз, обеспечьте плотное соединение деталей конструкции каркаса.
Вязка арматуры осуществляется с помощью специальной проволоки, которая соединяет прутки по углам конструкции
Вязка при помощи вязального крючка относится к самым дешевым, но трудоемким методам соединения арматурных элементов. Здесь не используется дорогостоящий строительный инструмент, работы проводятся силами одного или двух рабочих. Желая ускорить и облегчить работу, можно приобрести:
- автоматический пистолет для вязки. С его помощью скорость соединения значительно возрастет, но обращение с ним требует определенных навыков;
- вращательный электроинструмент, типа дрели или шуруповерта со специальной насадкой, приобрести которую можно в специализированных магазинах.
К достоинствам автоматизированных приспособлений относится повышение производительности, возможность соединения элементов конструкции в труднодоступных местах каркаса, значительное снижение физических затрат.
Организация работ
Приступая к работам по созданию армированного каркаса методом вязки, заблаговременно приобретите необходимые инструменты и материалы. Придерживаясь несложных рекомендаций, вы быстро освоите технику соединения и сможете качественно выполнить поставленные задачи:
Технология сварки арматуры
Хотя сварка арматуры для фундамента более трудоемка, чем вязка, полностью отказаться от нее невозможно. На больших стройках при возведении многоэтажных домов нельзя обойтись без сварки. Фундаменты таких сооружений несут увеличенные нагрузки, поэтому и требования по прочности предъявляются соответствующие. Чтобы арматуру для фундамента варить, используют специальные марки изделий – А400С или А500С. Диаметр прутков находится в пределах 3-5 сантиметров. Для работ применяется контактная точечная сварка. Учитывая тот факт, что при перегреве металла происходят изменения структуры, вызывающие ослабление прочностных характеристик, желательно, чтобы сварка арматуры для фундамента проходила на специализированных предприятиях либо проводилась на стройплощадках квалифицированными сварщиками.
При сварке у арматуры снижается прочность и нарушается внутренняя структура
Изготовление сварных каркасов в промышленных условиях проводится в несколько этапов:
- отделом технического контроля проводится проверка качества материалов, которые планируется использовать при изготовлении каркаса. Отбраковывается материал, не соответствующий требованиям стандартов и техническим условиям;
- круглый прокат из стали Ст.0 или Ст.3, предварительно очищенный от ржавчины, грязи, подвергают правке, разметке, резке на заданную величину. Проводится зачистка элементов абразивным инструментом;
- заготовки соединяются в плоскую конструкцию. Точечная сварка арматуры производится при диаметре заготовки до 26 миллиметров. При работе с арматурой увеличенного диаметра происходят деформации конструкции от сильного нагрева при сварке. Чтобы избежать искривлений, элементы слегка прихватывают;
- с помощью специальных кондукторов, плоские элементы устанавливаются вертикально друг над другом на расчетном расстоянии. Кондукторы изготавливают с высокой степенью точности – отклонения от заданных параметров не превышают трех миллиметров;
- производится предварительная связка элементов;
- проверяется соответствие пространственной конструкции техническому проекту, корректируется вся сборка в целом, определяется необходимая длина сварочных швов. Во избежание деформаций элементов от перегрева четко определяется последовательность сварки соединений;
- окончательно сваривают пространственную конструкцию.
Чаще всего этот метод используется в тех местах, где грунт имеет устойчивое положение, то есть он оседает не слишком сильно
При сварке непосредственно на строительной площадке порядок операций аналогичен. Единственное отличие – неудобство использования дуговой сварки. Поэтому, собирая каркасный модуль на объекте, применяется точечная сварка арматуры. Она мобильна, а в комплекте со специальными клещами можно выполнять работы даже в подвешенном состоянии, с поворотом на любой угол.
Какой метод соединения предпочесть?
Прежде, чем окончательно определиться – вязать или варить арматурный каркас, взвесьте все «за» и «против». Каждый метод соединения имеет положительные и отрицательные моменты. Выбрать оптимальное решение помогут рекомендации специалистов. При возведении многоэтажных зданий с увеличенной нагрузкой на основание – однозначно выбирается сварка. Диаметр стального прутка выбирается не менее 30 миллиметров. Почему арматуру увеличенного сечения следует предпочесть? Ответ: чтобы максимально сократить риск пережога, который приведет к ослаблению прочности соединения.
К недостаткам метода сварки, который ограничивает сферу применения, относится возникновение внутренних напряжений, повышающих вероятность образования трещин при заливке. Проблематично использование в сейсмически неустойчивых районах и на сложных грунтах, где процесс усадки происходит долгое время и может вызвать разрушение.
Но нельзя забывать о достоинствах сварки:Быстрота проведения работ, позволяющая значительно сократить сроки строительства.
- Увеличенная жесткость готового модуля.
- Получение прочного основания, способного выдерживать большие нагрузки.
При частных постройках лучше воспользоваться способом вязки, который:
- отличается простотой и доступностью, даже для начинающих строительную карьеру;
- снимает потребность в поиске сварочного аппарата и сварщика высокого разряда, способного выполнить работы без дефектов;
- не образует в местах соединений дополнительных напряжений;
- позволяет использовать для усиления более дешевую арматуру уменьшенного сечения.
К недостаткам можно отнести небольшую жесткость, что не особо актуально при возведении малоэтажных построек.
Подведем итоги
Не всегда просто сделать правильный выбор – вязать или варить арматурный каркас. Один вариант кажется более дешевым и простым, другой дороже, но прочнее. На чем остановиться? Советуем не спеша изучить рекомендации проверенных источников, посоветоваться со знающими людьми. Ведь самое главное – это не количество проблем и потраченных денег, а результат – надежный дом, создающий уют и оберегающий вашу семью от невзгод.
Филонцев Виктор Николаевич
На сайте: Автор и редактор статей на сайте pobetony.ru
Образование и опыт работы: Высшее техническое образование. Опыт работы на различных производствах и стройках — 12 лет, из них 8 лет — за рубежом.
Другие умения и навыки: Имеет 4-ю группу допуска по электробезопасности. Выполнение расчетов с использованием больших массивов данных.
Текущая занятость: Последние 4 года выступает в роли независимого консультанта в ряде строительных компаний.
В чем разница между линиями сварки, вязания и плавки и почему это важно?
В индустрии литья пластмасс под давлением мы работаем с материалами, которые являются побочными продуктами переработки нефти и формами, изготовленными из металлического литья, поэтому наша терминология должна быть, по крайней мере, немного запутанной. Три термина, которые часто путают, — это линии сварки, слияния и вязания. Линии плавления и вязания на самом деле являются разными типами линий сварки. Давайте рассмотрим, что вызывает дефекты линий оплавления и вязания, как они влияют на долговечность детали и в чем разница между ними.
Что вызывает появление линий вязания и оплавления? Как и многие несоответствия деталей, эти нежелательные функции коренятся в дизайне продукта. Поскольку наш материал вводится через ворота, он должен проходить через полость и вокруг различных элементов, таких как отверстия или выступы (показаны на изображении 1). Если в бобышке винта присутствует линия переплетения, бобышка, скорее всего, треснет, когда в нее ввинчивают винт, что приведет к несоответствию деталей. Для автомобильных деталей это приводит к ударам, скрипу или грохоту деталей. Для электроники сломанная втулка винта не позволит должным образом сжать уплотнение, что приведет к повреждению драгоценной печатной платы (печатной платы) водой. Для деталей сантехники, если они находятся в канавке уплотнительного кольца, существует вероятность того, что будет просачивание жидкости, вызывающее медленное капание. В отрасли производства трубных фитингов, если с ними не справляются должным образом, фитинг не пройдет испытания на разрыв или разрушение, что приведет к выходу продукта из строя в полевых условиях.
Изображение 1: Винтовая втулка
Думайте об этом, как о воде, текущей по реке с торчащим из поверхности камнем. Как только вода достигает скалы, поток должен разделиться, продолжить движение вокруг и сойтись на противоположной стороне. На чем мы хотим сосредоточиться, так это на схождении, чтобы определить, является ли это вязанием или соединением.
Линия соединения определяется как повторное слияние двух фронтов потока после того, как пластический поток был разделен элементом в конструкции детали. Визуализируйте это, когда вы выезжаете на автостраду после долгого дня в офисе — мы все едем в одном направлении и должны придумать, как добраться туда без повреждений. На изображении 2 видно, как фронт потока расщепляется за счет прямоугольного ядра наружу и снова сливается на противоположной стороне. Поскольку внутри полости формы больше места, фронт потока продолжается дальше, создавая новый фронт потока.
Изображение 2: Материал обтекает и сходится после выхода прямоугольного сердечника, продолжая течь и формируя линию сплава
Этот стык не такой прочный, как непрерывный поток. Поскольку фронт потока может сливаться и продолжать течь через полость, больше шансов, что он сможет герметизировать эту область, тем самым увеличивая ее прочность.
Линия переплетения — это когда два фронта потока сходятся, но вместо того, чтобы сливаться, это похоже на лобовое столкновение на остановке с четырьмя направлениями. Это некрасиво и добром не кончится.
Изображение 3: Материал, обтекающий стоячий керн
Как только эти два фронта потока встречаются, геометрия полости для протекания больше не существует, что затрудняет создание давления в этой области детали, впоследствии результат становится даже слабее, чем линия сплавления.
Выбор материала Некоторые материалы более щадящие по прочности, чем другие. Материалы (ПЭВП, ПП, ПОМ) с обтекаемой структурой (показаны на Рисунке 4) обычно обладают более высокой прочностью, поскольку полимерные цепи легче переплетаются. Случайные структуры, содержащие бензольные кольца, встречающиеся в других материалах (ПК, ПММА, АБС), снижают способность полимерных цепей легко сливаться вместе. Эти бензольные кольца также увеличивают вязкость, снижают скорость усадки и повышают прочность, за исключением линий вязания и/или оплавления.
Рис. 4: Верх, обтекаемая структура из полиэтилена высокой плотности
Нижняя часть, поликарбонат произвольной формы
Материалы с физическими наполнителями, такими как стекло, углерод, металлические чешуйки и т. д., снижают способность положительно влиять на прочность вязания или сшивки. Это происходит по нескольким причинам. Во-первых, температуры, при которых мы обрабатываем большинство термопластов (от 400 до 600 o F), значительно ниже точки плавления этих типов наполнителей (стекло от 2552 до 2912 o F) … если они даже растают. В этой ситуации у нас есть не только элемент внутри полости, препятствующий течению пластика, но и твердое тело, взвешенное во фронте потока, что еще больше сеет хаос. Поэтому нам необходимо проверить ориентацию волокна до элемента и то, как она отличается после элемента (показано на изображении 5).
Изображение 5: Ориентация волокон до и после сердцевины
Ключом к пониманию изменений прочности поврежденной части является понимание того, как разбиваются тестовые образцы и как собираются данные. Испытание на удар по Изоду, показанное ниже на Рисунке 6, использует утяжеленный маятник для удара по образцу. Показания представлены в количестве энергии, необходимой для разрушения образца, обычно в футо-фунтах/дюймах 2 . Чем больше энергии требуется для разрушения образца, тем прочнее материал.
Изображение 6: Прибор для испытания на удар по Изоду
Еще одна область, которую нам необходимо рассмотреть, — это данные ASTM для образцов с надрезом и без надреза, показанные ниже на изображении 7. Из-за элементов, из которых состоит полимер, их расположение и связи определяют, насколько сохраняется прочность. Линия переплетения аналогична надрезу в образце ASTM.
Изображение 7: Испытательные образцы ASTM
Хотя формованная деталь с линией вязания может вести себя не совсем так, как тестовый образец, лист технических данных покажет нам, насколько потенциально может быть потеряна прочность. Например, есть определенные материалы, которые настолько прочны, что тест ASTM не может разрушить образец без надреза, но ценность образца с надрезом чрезвычайно низка. Одним из примеров этого является ПК, используемый в медицинской промышленности (показан ниже на диаграмме 1).
Таблица 1: Калибр™ MEGARAD™ 2081-15
Другие материалы, такие как полипропилен, показанный ниже в Таблице 2, разрушаются по методу испытаний ASTM как с надрезом, так и без надреза.
Таблица 2: Gapex® HP RPP20EU98HB
Ни один из этих материалов не является плохим, но мы должны понимать их ограничения и то, как правильно приспособить дизайн для достижения желаемой цели. То, на что мы обращаем внимание в качестве признаков прочности, — это падение между образцом без надреза и образцом с надрезом. Это может помочь нам понять, насколько слаба вязаная линия потенциально по сравнению с непрерывным потоком пластика.
Место, где линия сшивания или соединения будет находиться в пределах геометрии детали, сильно зависит от расположения литника. Используя моделирование потока, мы можем предсказать, где это может произойти. Тем не менее, расположение ворот может быть выбрано на основе функциональности детали, размещая линии вязания или соединения в критических областях для обеспечения надлежащей функциональности.
Обработка Улучшение прочности трикотажных или литейных линий может быть чрезвычайно затруднено при обработке, поскольку существует так много факторов, которые уже зафиксированы, например, геометрия детали, расположение ворот, длина потока и материал. Лучшее, на что мы можем надеяться, — это улучшить давление на линию вязания или соединения за счет сочетания температуры расплава, температуры формы, скорости потока и удерживающего давления.
Разница между линией вязания и линией соединения значительна и существенно влияет на структурную целостность детали. Линии Knit и Meld присущи литью пластмасс под давлением. Устранение их часто затруднено из-за требований к продукту. Тем не менее, совместными усилиями дизайнера продукта, производителя пресс-форм и формовщика успех, безусловно, достижим.
Линия сварки: ее причины, дефекты и способы их устранения
Наличие любого дефекта или дефекта на готовой детали никого не оставит равнодушным. С деталями, изготовленными из пластика, это может означать еще больше проблем, поскольку дефект может привести к функциональному отказу детали. Примером такого дефекта на пластиковых деталях является линия сварки.
Эти линии могут серьезно повлиять на ваш пластиковый продукт, поскольку это может привести к сбою всего производственного процесса. Обычно это означало бы потерю огромной суммы денег, поскольку процесс пришлось бы начинать сначала. Чтобы избежать этого, в этой статье будут рассмотрены причины появления линий сварки, дефекты, которые они вызывают, и способы их предотвращения.
Как появляются линии сварки?Линия сварки (также известная как линия соединения) — это линия, где встречаются два фронта потока, когда два или более фронта потока не могут «связываться» или «свариваться» во время процесса формования. Эти линии обычно возникают вокруг отверстий или препятствий и вызывают локальные слабые места в формованной детали».
Другая терминология, которую машинисты обычно используют в отношении линий сварки, — это линии сплавления. Хотя оба внешне похожи, у них есть одно небольшое отличие. Разница заключается в угле встречи двух фронтов потока. Для линий сварки угол встречи всегда меньше 135 градусов. Любой угол встречи больше этого создает линию соединения.
Чтобы лучше понять, как формируется это явление, необходимо знать, что происходит, когда пластик течет. Когда пластик течет, они образуют гладкий непрерывный фронт потока. Этот поток остается гладким на всем протяжении, если он не соприкасается с каким-либо препятствием.
Однако, если поток соприкасается с объектом или препятствием, таким как булавка, он сразу же разделяется на две разные части, чтобы обогнуть объект. Теперь у вас есть две разные стороны — одна течет через одну часть объекта, а другая — с противоположной стороны объекта.
Поток воссоединяется спереди, оставляя небольшое углубление на поверхности. Это небольшое углубление представляет собой крошечную линию, называемую линией сварки или линией вязания. Однако линия сварки может не продолжаться по всему потоку. Таким образом, по мере продолжения потока два фронта потока могут постепенно соединяться, образуя один непрерывный фронт потока. Это продолжается до тех пор, пока линии сварки при литье пластмасс под давлением не исчезнут.
Как и многие другие дефекты деталей, несколько факторов способствуют образованию линий сварки во время проектирования детали. Некоторые из этих факторов включают:
- Давление
- Температура
- Дизайн плесени
- Скорость
- Примеси
- Выпуск плесени избыточной плесени
Если давление недостаточно. , это может создать широкую линию сварки. Это может произойти, если машина неисправна или ее настройка выполнена ненадлежащим образом. Это также может быть результатом проблем с конструкцией пресс-формы.
Если температура недостаточно высока, может начаться преждевременное затвердевание. Некоторые части могут затвердевать, в то время как другая часть все еще течет. При этом у вас могут в конечном итоге получиться линии сварки.
Температура, необходимая для непрерывного течения смолы, может падать в разных местах. Некоторыми из таких мест являются пресс-форма, направляющие к пресс-форме и машина для литья под давлением.
Конструкция пресс-формыФорма с плохой конструкцией может привести к появлению линий сварки в различных областях вашей конструкции. Некоторыми распространенными ошибками в конструкции пресс-формы, которые могут привести к образованию линий вязания, являются неправильная толщина стенок и неправильное расположение ворот.
Скорость При низкой скорости смола будет медленно проходить через форму. Это означает, что фронты не могут остывать в одно и то же время. Если одно остывает до того, как соприкоснется с другим, это может привести к образованию складок при литье под давлением.
Если смола содержит примеси, не будет плавного течения через форму. Это может означать, что одна часть потока будет быстрее другой.
Излишняя смазка для формыЕсли смазки слишком много, может потребоваться более высокое давление, чтобы протолкнуть ее через машину. В противном случае скорость упадет, и это может привести к образованию сварных швов.
Почему следует избегать линий сваркиЛинии вязки при литье под давлением нежелательны, особенно когда внешний вид поверхности и прочность детали имеют большое значение. Поэтому вам следует избегать их по следующим причинам:
Хрупкость Сварные швы обычно являются самым слабым местом с вашей стороны. Таким образом, материал может легко отколоться от такого участка. Если деталь предназначена для целей, требующих хорошей прочности, хрупкость, вызванная линиями сварки, может помешать эффективному выполнению этой цели.
Например, если вокруг отверстия для шурупа в детали есть вязаная линия, она может порваться, когда вы ввинчиваете и затягиваете шуруп через отверстие.
Деформирует внешний вид поверхностиСвязанные линии могут исказить внешний вид вашего дизайна. Независимо от того, сколько усилий вы приложили к дизайну, чтобы он выглядел привлекательно, одна линия вязания может оказаться точкой внимания, которая исказит дизайн.
Советы по устранению линий сшиванияВы можете исключить линии сварки при литье пластмасс под давлением, обеспечив единый фронт на протяжении всего процесса литья. Вы также можете исключить вязание, убедившись, что линия хорошо закрыта. Следующие советы помогут вам в этом:
- Изменить конструкцию детали
- Изменить конструкцию литья
- Отрегулировать условия литья
Это можно сделать, увеличив толщину стенки. Это поможет облегчить передачу давления, а также обеспечит более высокую температуру расплава. Утолщение стенок деталей может помочь замедлить скорость охлаждения смолы. Это дает смоле больше времени для распространения на непокрытую часть, прежде чем она в конечном итоге остынет и затвердеет.
Однако будьте осторожны, чтобы не сделать стенки детали слишком толстыми. Если вы это сделаете, у вас могут появиться следы утопления.
Вы также можете уменьшить коэффициент толщины детали. При более легком потоке жидкость быстрее покрывает более широкий диапазон. Таким образом, он должен закрыть линию сварки.
Вы также можете настроить размер и положение ворот. Держите вызывающую вязание часть как можно дальше от края вашего дизайна. Если вы держите его слишком близко к краю, он может легко сломаться.
Изменение конструкции формы Вы можете изменить конструкцию формы, увеличив размер литника и направляющих. Вы также должны устранить захваченный воздух в линии литья под давлением. Если вы не устраните воздух, он создаст незаполненные части в конструкции вашей детали, что еще больше вызовет ослабление. Вы можете удалить захваченный воздух, разместив вентиляционное отверстие в области линии сварки.
Другой способ изменить конструкцию пресс-формы — изменить конструкцию литника. Это поможет исключить литье под давлением в линии сварки или обеспечить их формирование ближе к литнику под высоким давлением уплотнения и при высокой температуре.
Регулировка условий литьяЕще один способ устранить линии сварки при литье пластмасс под давлением — отрегулировать условия литья. Условиями являются температура, скорость впрыска и давление впрыска.
Если температура расплава низкая или скорость впрыска и давление низкие, может получиться более выраженная линия сварки. Таким образом, можно устранить линию сварки, увеличив эти условия.
Заключение Наличие линий сварки на любой готовой пластиковой детали является производственным дефектом, которого следует избегать любой ценой. Помимо того, что на поверхности вашего продукта остается некрасивый шрам, он также имеет функциональные недостатки, такие как повышенная хрупкость.
Чтобы убедиться, что готовое пластиковое изделие имеет высочайшее качество и не имеет каких-либо линий сварки, RapidDirect — лучший выбор для вас. Мы поставляем детали высочайшего производственного и функционального качества, которые всегда оставляют наших клиентов довольными. В течение 12 часов после обращения к нам мы вышлем вам коммерческое предложение с оценкой затрат на производство ваших деталей.
Кроме того, мы предоставляем профессиональный анализ DFM и анализ течения пресс-формы и БЕСПЛАТНО отправляем отзывы о дизайне для каждого заказа, размещенного у нас. Таким образом, мы можем оптимизировать ваш дизайн, чтобы убедиться, что продукт не имеет дефектов.
У нас вы получите литые пластмассы высочайшего качества.
Загрузите файл с дизайном здесь
ИМЕЮТ ЛИ ЛИНИИ ВЯЗАНИЯ, СВАРКИ И ПЛАВКИ В ПРОИЗВОДСТВЕ ПВХ ОДИНАКОВОЕ ЗНАЧЕНИЕ?
Введение:
Во время обработки пластмасс, когда два фронта жидкости встречаются с , они не соединяются идеально.
Эти линии называются линиями вязания, линиями сварки или линиями расплава . Обычно они передают одно и то же значение.
Эти линии могут вызвать слабое место в детали, что может привести к поломке, когда деталь находится под нагрузкой.
Экструзия труб:
Как правило, в процессе экструзии труб из НПВХ термин «Линия вязания» используется, когда оптимально расплавленный жидкий ПВХ, разделенный паутинными ножками, соединяется в сужающемся участке головки трубы до формы . паутинные линии. Направление цепей из ПВХ более или менее соответствует машинному направлению . Запутывание цепей из ПВХ на паутине определяет гидростатическую прочность трубы.
Причина слабого вязания может быть связана с конструкцией матрицы с точки зрения угла и длины сужающейся части, вязкости ПВХ в матрице, чрезмерного использования неполярных смазок, температуры ПВХ в матрице и так далее. Излишне говорить, что лапки паука должны быть хорошо оформлены, отшлифованы и без заусенцев.
Аналогично, следы от винтов появляются, когда две ленты из пластифицированного ПВХ материала, которые отрываются от двойных винтов на конце, плохо привариваются в штампе из-за избыточной смазки.
Литье под давлением:
В контексте литья под давлением изделий из ПВХ, таких как фитинги, линия сварки , линия вязания или линия расплава — это линия, когда два или более фронта потока не могут «связать вместе» или «Сварка» или Сварка во время формования.
Эти линии обычно возникают вокруг отверстий или препятствуют потоку материала внутри формы и вызывают локальные слабые места в формованной части.
Такие линии считаются дефектами литья и обычно возникают, когда температура формы ниже замерзания материала или температура материала слишком низкая, что приводит к неадекватному сплавлению.
Таким образом, если материал холодный, когда два фронта жидкости встречаются , они не соединяются идеально. Линии сварки могут быть видимыми, вызывая эстетические проблемы, или невидимыми, вызывая слабую зону в детали , что может привести к поломке когда деталь находится под напряжением .
Существует множество инструментов автоматизированного проектирования , которые могут предсказать, где эти области могут возникнуть и/или доступны. Это помогает в проектировании пресс-формы, а также параметров процесса в пресс-форме.
Слияние/линия сварки происходит там, где —
1. Два фронта потока встречаются, и
2. Молекулы полимера смещены.
Существует тонкая разница между линией сварки и линией сплавления:
Разница между линией сварки и линией сплавления просто определяется углом , под которым встречаются сходящиеся фронты потока.
Если угол больше 135 градусов , линия соединения образует .
С другой стороны, если угол меньше 135 градусов, линия сварки образует .
На верхней диаграмме показана длина детали, где линия соединения сформирована. Красные стрелки показывают направление потока, , в то время как белых линий представляют ориентацию молекул полимера после образования линии сплавления.
Ориентация пластика на линии сварки поэтому более или менее перпендикулярна пути потока . В этой точке встречи двух фронтов потока молекулы полимера смещены .
Это это резкая разница в ориентации молекул в сварном шве, которая вызывает значительное снижение прочности в этой точке.
Линия оплавления Против. Линии сварки:
1. Ориентация молекул пластика в линии сплавления однородна по сравнению с ориентацией после образования линии сварки.
2. Линии сплавления обычно прочнее , чем линии сварки.
3. Линии соединения часто менее заметны . (При экструзии труб паутина прочнее, и труба выдерживает внутреннее давление при опрессовке даже при повышенной температуре 60°С.)
Моделирование течения плесени помогает обнаружить это.
Эффект материала Используемый:
На линии сварки, чтобы получить цепи двух фронтов жидкости из ПВХ, которые встречаются, должен быть предусмотрен механизм для запутывания. Это зависит от следующих факторов:
1. Вязкость – слишком низкая, слишком высокая (значение K, уровень наполнителя)
2. Температура материала – слишком низкая, слишком высокая
3. Низкая температура формы – использование MTC
4 . Скорость – слишком низкая, слишком высокая (давление впрыска и перепад давления)
5. Степень заполнения формы – только что заполненная (масса впрыска)
В случае литья под давлением, чтобы сделать материал инъекционным, вязкость должна быть ниже, поэтому используется смола К-57. Длина цепи смолы К-57 (163 нм) меньше, чем у смолы К-67 (233 нм). По этой причине добавление акриловой технологической добавки с более длинной цепью, чем у ПВХ, не только способствует сплавлению, но и поддерживает запутывание цепей ПВХ на линии сварки и делает линию сварки более прочной.
Аспекты дизайна формы:
При проектировании пресс-форм линии соединения предпочтительнее , чем линии сварки.
Линии сварки и оплавления на пластиковой детали могут вызывать структурные проблемы, такие как изменение линии, надреза и/или цвета, и быть визуально неприемлемыми .
Когда полость имеет несбалансированные пути потока, могут возникнуть ненужные линии сварки и оплавления.
Следовательно, следует избегать линий сварки и оплавления, , где это возможно . Если невозможно удалить линию сварки/сплава, ее следует расположить в наименее чувствительная область . Следует избегать линий сварки в областях, которые нуждаются в прочности или которые должны выглядеть гладкими.
Это можно сделать, изменив место впрыска полимера или изменив толщину стенок , чтобы настроить другое время заполнения.
В другое время заполнения фронты потока могут встретиться в другом месте, и поэтому линия сварки/расплава переместится в другое место.
有 温泉 有 馬グランド ホテル ・ 公式 サイト 【最低 価格 保証】 旅館 旅館
有 温泉 有 馬グランド ・ 公式 サイト 最低 価格 保証】 | 旅館 空室検索《9・10月限定》クーポン利用でお得!
1 約につき5,000円お得な
宿泊プランをご用意しました。
【1日10室限定】
詳細はこちら
兵庫県民割でお得な日帰りプラン(最大45%OFF)
県民割の条件を満たしている方は
お一人様5,000円引きいたします。
【お日にち限定】
詳細はこちら
あんしん巣ごもりプラン
夕食、朝食共にお部屋でごゆっくりとお召し上がりいただけます。
詳細はこちら
名門と名泉を満喫するゴルフ旅
ここでしか体験のできないプレミアムなゴルフ旅プラン
詳細はこちら
カスタム会席
100種類のメニューからつくるあなただけの会席料理
詳細はこちら
【エステ・アロマ】CAZE SPA・公式HPシーズン特別割引
日曜~木曜日限定で人気のアロマボディをお得にご利用いただけます。
詳細はこちら
【・ アロマ】】
Caaze Spa ・ 公式 HP
シーズン 割引
日曜 木曜 日 限定 で 人気 の ボディ を
お得 ご 利用 いただけ。
| 60 分 | 通常価格 17 600 йен → 特別価格 16 500 йен(税込) |
|---|---|
| 90 分 | 通常価格 25 300 йен → 特別価格 22 500 йен(税込) |
Тел: 078-904-0181 (ホテル 代表)
電話 : 14 : 00 ~ 21 : 00
【DOG UP VILLA】3 周年記念イベントについてのプレスリリース
詳細はこちら
バラ風呂
毎週水曜日はバラ風呂。「女性浴場 沙の湯」ホワイトイオン露天風呂にてご用くいすたたた0003
詳細はこちら
毎週水曜日はバラ風呂
「女性浴場沙の湯」ホワイトイオン露天風呂にてご用意いたします。 超音波 の な 泡 が 作る やわらか な 乳白 色 の 湯 に な バラ の 芳香 、 大量 の で この 上 リラックス を 体感 て いただけ ます。。。。| 設定日 | 毎週水曜日 ※都合により日程を変更する場合がございます |
|---|---|
| ご利用時間 | 12:00 — 22:30 |
- ベストレート(最低価格)保証
当サイトからのご予約が最もお得です
唯一 の 有馬 で 、 、
かけがえ の ない 日 を。。
六甲 の な 自然 に れ 、 、
四季 の 表情 表情 愉しむ ことができる 有 馬。
日本 三 に 表情 を 愉しむ 愉しむ も も も選ばれる
温泉は効能豊かで、
かつては太閤秀吉も
湯治に訪れたとされています。
また、摂津・播磨・但馬・丹波・淡路
からなる
兵庫五国の中心に
位置するその地 は 、
各地 旬 の 味覚 が 集まる 集まる
食 宝庫 でもあり ます。。
そこ すべて が 揃う 唯一 無二 の。。
そこ すべて が 揃う と 唯一 の。。
私たち は に しかない と と と と と と と と と と と の 、 、 、 私たち 私たち は はお客様のすべての一日を、
かけがえのない一日へと誘います。
別墅 銀泉 露天 風 呂付き 貴賓 室 室
別墅 柔の 間 和 洋室
中央館 庭側 和 洋室
北館 和 室
中央館 風 ツイン
千差万別のお部屋で
百人百様の
ご要望に対応
お二人でも、ご家族でも、
団体でも、そしてお一人でも。
和室から和洋室、洋室、
露天風呂付客室 まで 、
お 様 の 多様 多様 ご ご に に
お応え さまざま な な
タイプ お 部屋 を
ご し て ます ます。
兵庫 の 恵み を 、 、
お 好き な スタイル で
兵庫 五国 の 恵み
兵庫 五国 恵み
兵庫 の 恵み
摂津 播磨 ・ 但 馬 ・ 丹波 ・
淡路 なる 兵庫 県。
その 中心 位置 する 有馬 、 、
食 宝庫。
なひとときに花を添えます。
展望大浴苑 雲海
ゆらり 紗の湯
ゆらり 季の湯
アクアテラス
プライベートスパ 朱音
金泉 銀泉 が が
体 と 心 を
解きほぐす
太閤 秀吉 をはじめ 、
多く の たち を
癒やし き た 有馬 温泉。
六甲の自然とともに
ご堪能いただけます03
ご堪能いただけます03
有 随一 の 会議場 が が
新しい 旅 の 扉 を 開く
森羅
森羅
多様 会議 ・ 宴 会場
最大 〇〇 名 規模 の の
大型 をはじめ 、 、
大小さまざま な
会議 ・ 宴会場 を 完備。
セミナー 学会 に 各 イベント ︙ ︙ ︙。
コミュニケーションの
スタイルがあります。
ガーデン プール
ロビー ラウンジ ルシェッロ
ガーデン プール
ドッグ ・ アップ ・ ヴィラ
バーベキュー 会場
他にはない体験が
かけがえのない思い出に
お子様に人気のプールから
大人も楽しめる
バーベキューテラスに、
愛犬との新しい旅を提案する
ドッグアップヴィラ︙…。
他にはない 、 し た 施設 の 数 々。
あらゆる に 寄り添う 特別 な 体験 が 、
皆様 一 日 を かけがえ ない ない
一 へ と 誘い。。
人生を、
ともにするホテル
人生は、一期一会。
一生に一度の記念日も、
いつもと変わらない一日も。
毎日がかけがえのない一日であると、
私たちは考えます。
この世に生をうけたときから、
. 最幸のおもてなしで
お迎えします。
有馬グランドホテルの想い
大阪 ・ 京都 駅 から は 高速 バス で 40 分。。
三宮 は は 30 分 程度 で い ただけ ます。
また 伊丹 空港 や 神戸 空港 から も で で で で で で で で で で で で で で で で タクシー タクシー 旅行 ご ご ご快適です。
【夕朝食|お部屋食確約】旬菜会席|黒毛和牛と旬の味覚をご堪能
ご予約はこちら
【巣ごもり プラン】 夕朝 お 部屋 食 で 更に グレード! 特選 お造り と 神戸 牛陶板 焼き 特選 会 席
ご予約はこちら
【あんしん巣ごもりプラン】露天風呂付き夕朝お部屋食|厳選懐石 ≪クラブフロア≫ 90 03
ご予約はこちら
.
ご予約はこちら
KAISEKI|石窯で絶妙な火入れの牛フィレ肉をメインに【ダイニング時分時】
ご予約はこちら
ダイニング時分時|音や香りも愉めるライブ感溢れる本格串揚げコース
ご予約はこちら
ベストレート(最低価格)保証
有馬グランドホテルのご予約は、当公式ホームページからのご予約が一番お得です。
有馬グランドホテルの公式サイトでご提供する宿泊料金は、
お申込み 時点 他社 インターネット サイト より も お得 な 料金 である こと を し ます。。
有 馬グランド 公式 サイト へ ご 予約 ください。
ご 予約 24 時間 以内 、 同一 ホテル タイプ 宿泊、 日程 で
より 料金 が みつかっ た 場合 、 当館 予約 係 まで お 申し出 ください。。。 場合 場合 、 、 宿泊 料金 を を を を を を を を を を を を を を を 最低 の 最低 最低 最低 最低 最低お泊り いただく を 保証 いたし ます。。
ベストレート 保証 条件
ベストレート を 保証 する に あたり 、 下記 の を 満たす 必要 が ます。
- 有 ホテル サイト の 予約 こと こと こと こと こと こと こと こと こと
- 同一ホテル
- 同一宿泊日(到着日・出発日)
- 同一宿泊プラン
- 同一宿泊人数(お子様は除く)
- 同一お部屋タイプ
- 同一精算方法
- 同一サービス、販売条件、キャンセル条件
ベストレート 対象 外 外
ベストレート の に あたり 、 下記 の 場合 は 比較 対象 除外 さ せ いただき ます。 の 場合 は 対象 から 除外 さ て いただき ます。 場合 場合 比較 対象 から さ せ て いただき。。 場合 は 比較 対象 除外 さ せ て ます。。 場合 比較 対象 から ます さ せ て ます。。 予め ご 了 い ます ます。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。 一般 料金 料金 料金 料金 料金 料金 料金 料金 料金 料金 料金 料金 料金 料金 料金 料金 料金 て て.
お問い合わせはこちら
有馬グランドホテル・予約係(9:00~21:00)
078-900
Единица, включающая в себя устройство защиты для ингибирования […] питание на d ‘ арматура e n и питание […] дю шамп. электрон.ит электрон.ит | Устройство включает предохранитель […] обеспечение t o inh ibi t арматура s upp ly in d […] местной поставки. электрон.ит электрон.ит |
Tout l’arrire de l’cole s’tait [. effondr, le toit tait inclin un angle ridicule et des morceaux de bton pendaient de […] минускулы барр es d ‘ арматура . comfec-cefcom.forces.gc.ca comfec-cefcom.forces.gc.ca | Вся задняя часть школы была обрушена, крыша наклонена под нелепым углом и кусками бетона […] висит от т парики из арматура . comfec-cefcom.forces.gc.ca comfec-cefcom.forces.gc.ca |
Glisser le bandeau autour de l ‘ арматура sa начальное положение. shure.com shure.com | Наденьте оголовье на проволоку me to it s исходное положение. shure. shure.co.uk |
Ce modle peut tre identifi par le levier caractristique de […] re l ‘ арматура e t l e chien. littlegun.be littlegun.be | Эту модель можно узнать по характеристике безопасность […] рычаг be tw een t he рама an d the h аммер. littlegun.be littlegun.be |
Rinstall ez l ‘ арматура e n м аиррлесс-лавл drolet.ca drolet.ca | Установите на место тал раму и сек ур е меня с фиксаторами стекла. drolet. drolet.ca |
Цела, означающая, что дух и объект отношения имеют значение, отношение btie […] sur la confiance et la loyaut […] rciproques, et en fai re l ‘ арматура d ‘ и новое отношение […] Динамический фонд по отношению к людям. www2.parl.gc.ca www2.parl.gc.ca | Мы имеем в виду принятие духа и цели договорных отношений […] , отношения взаимного доверия и […] верный ty , as рамки for a vi br ant and […] новые уважительные отношения между народами. www2.parl.gc.ca www2.parl.gc.ca |
Des Tuyaux Fixs S UR L ‘ АРМАТУРА D E C ES LASMERE. empa.ch empa.ch | Трубка крепится к арматурным стержням сваи, и прокачиваемая по ней жидкость переносит поглощенное подповерхностное тепло к тепловому насосу. empa.ch empa.ch |
Placez 2 Morceaux de Fil De F ER D ‘ ARMATURATION D E 3 9079 MM DESA-DESSE. unwater.org unwater.org | Поместите 2 отрезка арматурной проволоки толщиной 3 миллиметра поверх влажного бетона с каждой стороны кольцевой балки. unwater.org unwater.org |
Системы или ансамбли кофеварки постоянные, не относящиеся к […] портеры, запасные части […]
bton ordinaire, le caschant, av e c арматура , c om poss soit de blocs creux constitus [. d’un matriau isolant […] (ou d’une combinaison d’un matriau isolant et d’autres matriaux) ou de panneaux constitus d’un matriau isolant (или ou d’une combinaison d’un matriau isolant et d’autres matriaux) composs de parois de coffrage relies par des entretoises, les matriaux devant, dans un cas comme dans l’autre, appartenir une classe quelconque de raction au feu, utiliser, dans les btiments, pour la building des murs extrieurs et intrieurs soumis aux rglementations en matire d’incendie. eur-lex.europa.eu eur-lex.europa.eu | Ненесущие комплекты/системы постоянной опалубки, по […] be fill ed wit h normal c oncr et e and, where relev an t, wi th reinforcement , b ased on either [ …] блоки из изоляционного материала [. материал (или комбинация изоляционного материала и других материалов) или панели из изоляционного материала (или комбинации изоляционного материала и других материалов), состоящие из опалубочных полотен, соединенных распорками, в любом случае материалы любой реакции по классу пожарной безопасности, применять для устройства наружных и внутренних стен с соблюдением противопожарных норм, в зданиях. eur-lex.europa.eu eur-lex.europa.eu |
L ‘ арматура e t l e col de cygne peuvent tre ajusts n’importe […] quelle taille ou forme de tte. shure.com shure.com | Каркас T he и g узкий вырез адаптируются к любому размеру h ea d и форме nd . shure.co.uk shure.co.uk |
Министры фдрау [. leurs donnes actuelles pour dmontrer que […] tous les ministres souscrivent au concept. ccme.ca ccme.ca | Федеральные ведомства шо ул д для м т он магистраль из й е нет работа […] используют свои существующие данные, чтобы показать, что все отделы приняли концепцию. ccme.ca ccme.ca |
Утилизатор peut galement les […] pendules si la hauteur de plafond est trs Importante ou si par instancee u n e арматура f a it ограждения вспомогательные. лико.се лико.се | Подвески также можно использовать, если потолок очень высокий или светильники мешают рельсам. лико.се лико.се |
Ле-Бо, Ле-Арне […] du sac do s, л ‘ арматура е т л е монтаж бутель/робин […] doivent tre nettoys avec un chiffon humide […] ou une solution de savon doux et de l’eau tide. sperian.es sperian.es | Шланги, […] backp ac k har nes s, рама , a nd цилиндр de р/клапан […] Узел можно чистить влажной тканью или раствором мягкого мыла и теплой воды. sperian.es sperian.es |
Бюджет CE aurait pu reconnatre que nos […]
коллективы со нт л ‘ арматура d e n другие кондоминиумы [. et que nos citoyens sont les vritables gnrateurs de richesse. workforcanadians.ca workforcanadians.ca | Этот бюджет мог бы признать наш […] ti es as th e backbone o f o ur ec on omy и […] наших граждан как настоящих генераторов богатства. workforcanadians.ca workforcanadians.ca |
CES Utilisateurs Taus Des Des Utilisateurs Intermdiaires Produisant et Fournissant D E S ARMURES D . eur-lex.europa.eu eur-lex.europa.eu | Все эти потребители были промежуточными потребителями, производящими и поставляющими бетонные элементы для армирования бетона, подвесные элементы и вантовые мосты. eur-lex.europa.eu eur-lex.europa.eu |
Il y a a aussi D E S Армюры D E S DA . разные хвосты. молочный мастер.ат молочныймастер.ат | Имеются регулируемые запорные ворота для еще лучшего контроля над стадами разного размера. молочный мастер.ат молочныймастер.ат |
En plus de rsistance, le bton a l’avantage de […] Pouvoir aisment tre associ d’autres matriaux et […] d e s арматура d ‘ 5 ac 9079des […] структуры специальные. цемент.ca цемент.ca | В дополнение к прочности бетон [. можно легко разместить другие материалы […] и com po nent s, как st eel re […] и специализированные структуры. цемент.ca цемент.ca |
La Construction a t ralise en ce sens et 9[…] encore ce concept. sonepar.com sonepar.com | Здание было построено в соответствии с этими линиями, а открытые колоколообразные крепления еще больше усиливают этот стиль. sonepar.com sonepar.com |
Телерадиовещательная техника и мультимедиа, в комплекте с модулями […] от […]
connexion spciaux, adapts des exigences de dimensions, d’quipement ou de dispositi on d ‘ armatures b i en dfinies. Guitarcable.de Guitarcable.de | Вещательные и медиатехнологии постоянно требуют соединительных панелей o f различных s iz es, оборудования и назначений. Guitarcable.de Guitarcable.de |
Les Quadriges ont restaurs en atelier avant […] d’tre replacs sur leur массив маонн: […] смена d e s арматура e n f er dfaillantes, […] […] peinture protectionrice, replacement des pices manquantes. vinci.com vinci.com | Квадриги были восстановлены в мастерской до […] заменяется на каменную основу: [. , заменены недостающие детали. vinci.com vinci.com |
Le rglage du paramtre «Contacts proximaux» без учета влияния на […] конструкции на d ‘ арматура d e c оуронне […] де мост. td.sirona.com td.sirona.com | Настройка параметра «Сила проксимальных контактов» не влияет на […] конструкция коронки a nd b гребень e каркасы . td.sirona.com td.sirona.com |
Les longueurs ainsi les cartements des […]
goujons et d e s арматура p e uvent [. регулирует функционирование чашек шантье. wirtgen.de wirtgen.de | Длина и шаг […] дюбель и ti e стержни c и должны быть приспособлены […] требования к месту. wirtgen.de wirtgen.de |
Les ronds bton sont des produits longs en acier […] пластины chaud, en rouleaux ou barres de 5 мм или plus, Surface Lisse, Cailleuse ou […] кранте, po u r арматура d e b тонн. eur-lex.europa.eu eur-lex.europa.eu | Арматура длинная горячекатаная […] стальная продукция в рулонах или прутках диаметром 5 мм и более, с гладкой, зубчатой или ребристой поверхностью [. eur-lex.europa.eu eur-lex.europa.eu |
Иль сын […] главное приложение в домене робинеттри для корпуса одежды робинеттри ea u e t арматура p o ur chaudires vapeur. wieland.de wieland.de | Он в основном используется в производстве фитингов для водяных и паровых фитингов, работающих при температуре до 225°C, а также для корпусов насосов, подвергающихся нормальным нагрузкам. wieland.se wieland.se |
Il raconte qu’il doit tout le temps ramasser du bois de […]
dmolition, poser des poteaux, soulever d e s armatures e t b eaucoup d’autres choses avec [. в шт. engcon.se engcon.se | Брье говорит, что его всегда держат […] занят удалением […] брус для сноса er , подъем a nd установочные стойки, li ftin g усиление a nd a l […] другие вещи с его захватом. engcon.se engcon.se |
Дополнение к SP 1500, автоматическое и краткое описание […] des goujon s e t арматура d a ns ле бтон. wirtgen.de wirtgen.de | Еще одной выигрышной особенностью SP 1500 является запатентованная автоматизированная система […]
вставка d ow el a nd tie ba rs i nt или предварительно уплотненная [. нижний слой бетона. wirtgen.de wirtgen.de 905:00 |
Требования к родственникам […] коннектор s e t арматура u t 907dan95 il […] Circuits d’oxygne sont trs hautes, […] surtout en ce qui parse le nombre des carbures en surface (huiles et graisses). serto.fr serto.fr | Трубное соединение ec торцы и клапаны бе символ и […] кислородные системы предъявляют очень высокие требования к чистоте, особенно в отношении […] к углеродистым соединениям на поверхности (маслам и смазкам). Такое загрязнение могло самовоспламениться очень легко и быстро. serto. serto.co.uk 905:00 |
Арматура e т м […] Le sige car est un produit en volution Constante rpondant de nombreuses contraintes […] comme la scurit et l’allgement. airliquidewelding.com airliquidewelding.com | S есть s кадры a nd mec hanis ms […] Автомобильное сиденье — это продукт, который постоянно совершенствуется и отвечает многим требованиям, таким как безопасность и снижение веса. airliquidewelding.com airliquidewelding.com |
Индекс словаря названий профессий (DOT)
Индекс Dictionary of Occupational Titles (DOT) — SCUBA через SHUTTLEИндекс словаря названий профессий
Назад к меню | Главная страница DOT | Главная страница ОНЕТ || Обратная связь |
инспектор по скадингу (производство кожи) 585.687-010
ПОМОЙНИК (водный транспорт) 318.687-014
Scullion Chief (водный транспорт) 318.687-014
СКУЛЬПТОР (проф. и род.) 144.061-018
скульптор (каменная кладка) 771.281-014
SCUTCHER TENDER (ткань) 589.685-090
Устройство для приготовления морской пены (сахар и конф.) 529.687-122
Смеситель для герметика (производство самолета) 550.685-062
Уплотнение Водитель (рыбалка и охота) 461.684-010
SEALER (эл.оборудование) 727.684-030
SEALER (рыбалка и охота) 461.684-010
Силер (легк. фикс.) 692.685-118
Силер (офис. машины) 710.684-038
Герметик авиационный (производство самолета) 806.384-038
Герметик и съемник (кирпич и плитка) 573.684-010
УПЛОТНИТЕЛЬ, СУХАЯ КАМЕРА (электр. оборудование) 692.685-158
оператор герметика (электр.
оборудование) 692.685-158 герметик, КОМПЛЕКТЫ ДЛЯ ПОЛУПРОВОДНИКОВ (электронный комп.) 726.687-042
УПЛОТНЕНИЕ-ЭКСТРУЗИЯ ОПЕРАТОР (электр. оборудование) 692.685-154
МАШИНА ДЛЯ ЗАПЕЧИВАНИЯ И ГАРАНТИИ ОПЕРАТОР (канцелярский) 208.685-026
ОПЕРАТОР ЗАПЕЧАТОЧНОЙ МАШИНЫ (легк. фикс.) 692.685-162
ОПЕРАТОР ЗАПЕЧАТОЧНОЙ МАШИНЫ (бумажные изделия) 641.685-074
Печать Killer (рыбалка и охота) 461.684-010
SEAL MIXER (электр. оборудование) 540.687-010
Оператор смесителя уплотнений (электр. оборудование) 540.687-010
Скиннер уплотнений (рыбалка и охота) 461.684-010
устройство для проверки швов (напитки; банки и консервы) 920.687-050
Закаточная машина (сапоги и туфли) 690.682-082
Закаточная машина (вязание) 787.682-074
Закаточная машина (металлопродукция, не включенная в другие группировки) 709.684-074
Закаточная машина (резинотехнические изделия) 690.686-026
закаточная машина (тех. изд., не включенная в другие группировки) 787.
682-066 закаточная машина, эластичная лента (вязание) 787.682-074
Швы, колготки (вязание) 787.682-074
ШВ МОЛОТОК (музыкальный инст.) 730.684-070
Инспектор по шитью (вязание) 684.684-010
Оператор закаточной машины (жестяные изделия) 619.685-046
БЕСШОВНАЯ ЧУЛОЧНО-ВЯЗАЛЬНАЯ МАШИНА (вязание) 684.685-010
бесшовная разрыхлитель (вязальный) 684.684-014
ящик бесшовный трубчатый (цветн. металл; сталь и отн.) 614.685-022
Оператор стана по производству бесшовных труб (сталь и отн.) 619.682-042
БЕСШОВНЫЙ РОЛИК (сталь и отн.) 619.682-042
Шов Прижим (для одежды) 363.684-018
ПРИЖИМ ДЛЯ ШВА (шапка и кепка) 583.685-098
Оператор шовного пресса (обувь и обувь) 690.685-350
шовный валик (сапог и ботинок) 690.685-350
ОПЕРАТОР МАШИНЫ ДЛЯ ПРОТИРКИ ШВОВ (ботинок и ботинок) 690.685-350
Устройство для зашивания швов (сапоги и туфли) 690.682-082
ОТПАРОВОЧНАЯ МАШИНА (одежда) 789.687-166
Конусный шов, машина (обувь и обувь) 690.
685-414 Искатель (табачный) 521.687-098
Сезон ручной (кожаный пр-во) 584.687-010
СМЕСИТЕЛЬ ДЛЯ ПРИПРАВ (химический) 550.685-106
СМЕСИТЕЛЬ ДЛЯ ПРИПРАВ (мясные продукты) 520.687-054
Распылитель приправ (производство кожи) 584.687-014
Сиденье Сборщик (мебель) 709.684-014
Установщик сидений (строительство) 869.664-014
СОЕДИНИТЕЛЬ СИДЕНЬЯ, ЦЕПНАЯ СТЯЖКА (для одежды) 786.682-218
Устройство для изготовления сидений (мебель) 780.684-134
Seat-Pack Inspector (тех. производство, не включенное в другие группировки) 789.687-086
сиденье паддер (мебельный) 780.684-078
ковш-сиденье, станок (мебельный) 665.685-026
Триммер для сидений (ботинок и ботинок) 690.685-434
SECOND (развлечения и отдых) 346.677-018
Вторичный разъем, арматура (электр. оборудование) 724.684-014
второй помощник инженера (водопровод) 623.281-034
Оператор второго календаря (тех. произв., nec) 584.685-010
ВТОРОЙ ПОВАР И ПЕКАРЬ (перевод воды) 315.
381-026 ВТОРОЙ РЕЗАК (производство стекла) 779.684-054
Второй лицевой наметчик (одежда) 786.682-102
ОПЕРАТОР ВТОРОГО ЭТАЖА (пластик-синт.) 557.685-022
Б/У (текстиль) термин
б/у, бумагоделательная машина (бумага и целлюлоза) 534.662-010
ВТОРОЙ ПОМОЩНИК (сталь и отн.) 512.684-010
второй грузчик (лесозаготовка) 921.687-022
Оператор второй (химик) 552.685-030
СЕК. ОПЕРАТОР, МЕЛЬНИЧНЫЙ ТЕНДЕР (химический) 555.685-054
оператор второго пресса (печать. & pub.) 651.685-026
Сборщик Second-Ride-Fare (развлечения и развлечения) 211.467-030
секундомер (лесозаготовка) 921.664-014
секундомер (текстиль) 689.387-010
SECONDS HANDLER (вязание) 782.687-050
Seconds Inspector (одежда; вязание) 789.687-070
секунд инспектор (текстиль) 689.387-010
секунда Стюард/Стюардесса, Ночной (водный транс.) 350.137-022
секретарь-стенограф (канцелярский) 201.362-030
СЕКРЕТАРЬ (канцелярский) 201.362-030
СЕКРЕТАРЬ, СОВЕТ ПО ОБРАЗОВАНИЮ (образование) 169.
267-022 СЕКРЕТАРЬ ПОЛИЦИИ (правительственная сер.) 375.137-022
ГОССЕКРЕТАРЬ (правительственная сер.) 188.167-082
секретарь совета уполномоченных (прав. сер.) 375.137-022
эксперт по секретным кодам (государственная сер.) 199.267-014
СЕКЦИОННО-РЕМЕННО-ФОРМОВОЙ СБОРНИК (РТИ) 752.685-010
УПРАВЛЯЮЩИЙ ОТДЕЛЕННЫМ ЦЕНТРОМ, ПОЧТОВАЯ СЛУЖБА (правительство сер.) 188.167-086
биммер секционный (трикотаж; узкие ткани; немет. мин.; текстиль) 681.685-018
рихтователь участка (текстильный) 681.685-058
начальник участка (любая отрасль) см. РУКОВОДИТЕЛЬ
начальник отдела (канцелярский) см. РУКОВОДИТЕЛЬ
Клерк секции-бригады-мероприятий (р.р. перевод) 221.362-026
Секция-бригада рабочая (р.р. пер.) 910.684-014
СЕКЦИЯ РУЧНАЯ (текстиль) термин
начальник отдела (канцелярский) см. РУКОВОДИТЕЛЬ
начальник отдела (любой промышленности) см. SUPERVISOR
РУКОВОДИТЕЛЬ СЕКЦИЙ И НАСТРОЙЩИК МАШИН (текстиль) 689.260-018
Начальник участка и наладчик машин, карточки (текстильные) 689.
260-018 Руководитель секции и наладчик машин, рисовальщики и гребенщики (текстиль) 689.260-018
Начальник участка и наладчик машин, открывание и сборка (текстиль) 689.260-018
НАСТРОЙКА СЕКЦИЙ И НАСТРОЙКА, ПОЛИРОВКА (текстиль) 689.260-022
Руководитель секции и наладчик машин, ровничные рамы (текстиль) 689.260-018
Начальник участка и наладчик машин, прядение (текстиль) 689.260-018
Начальник участка и наладчик машин, намотка и скручивание (текстиль) 689.260-018
ВЫНОС СЕКЦИИ, ТРАФАРЕТНАЯ ПЕЧАТЬ (текстиль) 652.260-010
Сопровождающий секции (тел. и тел.) 822.261-022
Менеджер секции (печатный. и опубл.) 653.131-010
ОПЕРАТОР СЕКЦИОННОГО ПЛОТТЕРА (бензин. и газ) 194.382-010
Оператор плоттеров (бензин и газ) 010.161-018
СЕКЦИЯ РУКОВОДИТЕЛЬ (рудник и карьер) 939.137-018
сновальщик секций (вязание; узкие ткани; неудовлетворенный мин.; текстиль) 681.685-018
секция ткач (персональный сер.) 782.381-022
аналитик по ценным бумагам (финансы; страхование) 160.
267-026 ценные бумаги аудитор (финансовый) 216.367-014
брокер по ценным бумагам (финансовый) 250.257-018
КОНТРОЛЬ ЦЕННЫХ БУМАГ (канцелярский) 210.382-062
КОНТРОЛЕР (финансовый) 219.362-054
аналитик по ценным бумагам (финансовый; страховой) 160.267-026
Инспектор по ценным бумагам (финансовый) 219.132-014
ЦЕННЫЕ БУМАГИ ТРЕЙДЕР (финансовый) 162.167-038
агент по безопасности (бизнес сер.) 376.367-010
Начальник охраны музея (музеи) 372.167-014
охранник (канцелярский) 205.362-022
КОНСУЛЬТАНТ ПО БЕЗОПАСНОСТИ (деловой сер.; личный сер.) 189.167-054
охранник (бизнес сер.) 372.667-038
инспектор службы безопасности (государственный сер.) 372.363-010
менеджер по безопасности (любая отрасль) 189.167-050
ОХРАННИК (любая отрасль) 189.167-034
Охранник (гостиница и отдых) 376.367-018
техник по безопасности (гос. сер.) 372.363-010
АНАЛИТИК СЕМЯН (проф. и род.) 040.361-014
Семян И Havana-Scrap Preparer (табак) 520.
687-030 очиститель семян (сельское хозяйство; масла и смазка) 599.665-010
ОПЕРАТОР ОЧИСТКИ СЕМЯН (сельское хозяйство; масла и жиры) 599.665-010
Оператор машины для очистки семян (сельское хозяйство; масла и смазки) 599.665-010
Сборщик шишек для семян (лесное хозяйство) 453.687-010
ОПЕРАТОР СЕМЯНОК (электрон. комп.) 679.384-010
РЕЗАК ДЛЯ СЕМЯН (сельское хозяйство) 404.686-010
Seed Grower (сельское хозяйство) 405.161-014
ВЫТЯГИВАТЕЛЬ ДЛЯ САЖЕНЦЕВ (лесное хозяйство) 451.687-018
СОРТИРОВКА СЕМЕНИ (лесное хозяйство) 451.687-022
Упаковщик семян (сельское хозяйство) 920.687-134
ПЕЛЛЕТЕР ДЛЯ СЕМЯН (сельское хозяйство) 599.685-126
РАСПРЕДЕЛИТЕЛЬ СЕМЯН-КАТОФЕЛЬ (сельское хозяйство) 404.685-010
Сортировщик семян (сельское хозяйство) 529.687-186
ОПЕРАТОР ПО ПРОИЗВОДСТВУ СЕМЯН-ДРОЖЖЕЙ (приготовление пищевых продуктов, не включенное в другие группировки) 522.685-090
Сегрегатор (сельское хозяйство; оптовая торговля) 929.
687-030 Сейсморазведка Изыскатель (бензин. и газ) 024.061-026
помощник сейсмографа (бензин. и газ) 939.364-010
СЕЙСМОЛОГ (проф. и род.) 024.061-050
СЕЛЕКТОР (производство, не включенное в другие группировки) 739.687-166
СЕЛЕКТОР (производство стекла) 579.687-030
селектор (крышка и крышка) 784.387-010 9Селектор 0031 (мясные продукты; масла и жиры) 525.687-046 Селектор
(табак) 529.687-134
селектор (табак) 529.687-090
Оператор селенового завода (плавка и рафинирование) 511.685-054
Оператор самоходного земснаряда (рыбалка и охота) 446.663-010
Самоподнимающийся смеситель для муки (зернокомбикормовые заводы) 520.485-010
САМОУПЛОТНЯЮЩИЙСЯ ТОПЛИВНЫЙ БАК (РТИ) 752.684-046
САМОУПЛОТНЯЮЩИЙСЯ ТОПЛИВНЫЙ БАК (РТИ) 759.384-010
ПОМОЩНИК САМООБСЛУЖИВАНИЯ-ПРАЧЕЧНОЙ И ХИМЧИСТКИ (прачечная и отд.)
369.677-010
ОПЕРАТОР ЗАДЕЛОЧНОЙ МАШИНЫ (текстиль) 681.685-094
Машинист брошюровщика-полуавтомата (бумажные изделия) 649.
685-114 полуавтомат-конусник (бумажные изделия) 649.685-126
ПОЛУПРОВОДНИКОВЫЙ ПРОЦЕССОР (электронный комп.) 590.684-022
водитель полуприцепа (любая отрасль) 904.383-010
Старший дрессировщик животных (развлечения и развлечения) 159.224-010
СТАРШИЙ КОМИССАРСКИЙ АГЕНТ (воздух) 922.137-010
СТАРШИЙ СРОЧНЫЙ СОВЕТНИК (военно-сер.) 166.167-042
ст. Гейт-агент (авиаперевозки) 238.137-018
старший библиотекарь (библиотека) 100.127-010
старший пассажирский агент (авиаперевозки) 238.137-022
старший радист (авиаперевозки; деловые сер.) 193.162-022
СТАРШИЙ АГЕНТ ПО БРОНИРОВАНИЮ (воздушный транспорт) 238.137-014
Старший помощник службы (социальная служба) 195.367-010
СТАРШИЙ ТЕХНИК, КОНТРОЛЬ (трубопроводы) 828.261-018
старший агент по продаже билетов (авиа пер.) 238.137-022
ТЕСТЕР СЕНСИБИЛИЗИРОВАННОЙ БУМАГИ (фото. аппар.) 714.667-010
Сенсибилизатор (фото. аппарат) 534.582-010
Сенситометр (движение картинка) 976.
381-010 сепаратор (химический) 551.685-102
сепаратор (прачечный и отн.) 361.687-014 Сепаратор
(пил. и план.) Сепаратор 921.682-022
(деревообрабатывающий) 922.687-074
Сепаратор-вкладчик (эл.оборудование) 727.687-038
Сепаратор-машина оператор (любая отрасль) 599.685-082
СЕПАРАТОР ОПЕРАТОР (кнопка и понятие) 692.685-166
ОПЕРАТОР СЕПАРАТОРА (химический) 559.685-166
Сепаратор Оператор (молочная продукция) 529.382-018
Оператор СЕПАРАТОРА (комбикормовые заводы) 521.382-014
ОПЕРАТОР СЕПАРАТОРА, МЯСО МОЛЛЮСКОВ (банка и консервы) 521.685-286
Сепаратор Тендер I (комбикормовые заводы) 521.685-254
СЕПАРАТОР ТЕНДЕР II (комбикормовые заводы) 521.685-290
УСТАНОВЩИК СЕПТИКА (строительство) 851.663-010
Специалист по обслуживанию септиков (строительство) 869.664-014
ОПЕРАТОР СЕКВЕНЕРА (электронный комп.) 726.382-010
РУКОЯТКА ДЛЯ БЛЕСТЕК (пластмассовое изделие) 754.687-014
катушка для пайеток (пластмассовое изд.
) 920.686-046 сержант (госсер.) 375.133-010
сержант (любой промышленности) см. ОПЕРАТОР МАШИНЫ ДЛЯ ОБМОЧКИ
ОПЕРАТОР МАШИНЫ ПОШИВКИ (любая отрасль) терм
ОПЕРАТОР АВТОМАТИЧЕСКИХ МАШИН ОБРАБАТЫВАЮЩИХ (любая отрасль) 787.685-030
сервер (гостиница и отдых) 311.477-026
сервер (гостиница и отдых) 311.477-030
сервер (отель и отдых) 311.677-014
помощник по обслуживанию (некоммерческая организация) 239.367-022
обслуживающий персонал, столовая (гостиница и отдых) 311.677-010
СЛУЖБА ОБСЛУЖИВАТЕЛЬ СПАЛЬНОГО ВАГОНА (р.р. пер.) 351.677-010
аудитор службы (бизнес сер.) 376.267-022
Сервис-Бар Кассир (отель и отдых) 211.462-010
Сервис Бармен (отель и отдых) 312.474-010
автосервис (любая отрасль) 388.663-010
менеджер сервисного центра (авиаперевозки; автомобильные перевозки; ж/д перевозки) 184.167-042
руководитель сервисного центра (тел. и тел.) 822.131-014
обслуживание претензий инспектор (автопроизводитель) 806.
384-014 СЛУЖЕБНЫЙ СЛУЖЕБНЫЙ (канцелярский) 221.367-070
координатор службы (воздушный транспорт) 912.367-014
корреспондент службы (канцелярский) 221.367-062
начальник сервисной бригады (плавка и рафинирование) 630.134-010
Начальник ремонтной бригады (коммунальное хозяйство) 862.137-010
Демонтажник (автопроизводитель) 806.384-014
Сервисный инженер (строительство; бензин. и газ; трубопроводы) 620.281-046
Сервисный инженер (производство машин; станки) 638.261-018
СЛУЖЕБНЫЙ ПОМОЩНИК (прачечная и отн.; личный сер.) 369.477-014
инспектор службы (автотранспорт; р.р. транс.) 168.167-082
служба инспектор (р.р. транс.) 168.267-030
инспектор службы (ЖКХ) 821.131-010
Служба Следователь (тел. и тел.; ЖКХ) 241.367-014
МЕНЕДЖЕР СЕРВИС (автосервис) 185.167-058
СЕРВИС-МЕНЕДЖЕР (розничная торговля) 185.164-010
СЕРВИС МЕХАНИК (автопроизводитель) 807.381-022
МЕХАНИК ПО ОБСЛУЖИВАНИЮ СЖАТОГО ГАЗА ОБОРУДОВАНИЕ (химическое) 630.
281-034 ПОМОЩНИК СЕРВИС-МЕХАНИКА, ГАЗОВОЕ ОБОРУДОВАНИЕ (химическое) 630.664-018
СЛУЖЕБНЫЙ НАБЛЮДАТЕЛЬ (тел. и тел.) 239.367-026
НАБЛЮДАТЕЛЬ СЛУЖБЫ, НАЧАЛЬНИК (тел. и тел.) 239.137-022
сотрудник службы (некоммерческая организация) 187.167-198
диспетчер службы заказов (дело) 221.367-070
служба-диспетчер заказов, начальник (ЖКХ) 959.137-014
Водитель запасных частей (автомобильный сервис) 906.683-022
Сервисный центр (любой промышленность) 929.687-030
сервисный центр, монетоприемники (бизнес сер.) 292.483-010
ПРЕДСТАВИТЕЛЬ СЕРВИСА (авт.производство) 191.167-022
сервис представитель (производство машин; станки) 638.261-018
сервисный представитель (радио-телеканал; тел. и телеф.; коммунальные услуги; водопровод)
239.362-014
СЛУЖБА ПРЕДСТАВИТЕЛЬ (коммунальные услуги; водопровод) 959.574-010
СЛУЖБА ПРЕДСТАВИТЕЛЬ, ЛИФТОВ, ЭСКАЛАТОРОВ И КУПОРОВ
(оптовая продажа тр.)
259.257-018
СЛУЖБА ВОССТАНОВИТЕЛЬ, АВАРИЙНЫЙ (р.
р. пер.)
821.261-022 Сервисная служба, туристические прицепы (транспортные средства, не включенные в другие группировки) 869.384-010
УСЛУГИ СЛУЖАЩИЙ (водоперевозки) 214.387-018
Сервисный инженер (тел. и тел.) 003.187-018
Дежурный по СТО (автосервис) 915.467-010
сервис супервайзер (гостиница и отдых) 329.137-010
Супервайзер службы (опт тр.) 187.167-142
РУКОВОДИТЕЛЬ СЛУЖБЫ I (коммунальные услуги) 953.137-018
СЛУЖБА РУКОВОДИТЕЛЬ II (коммунальные услуги) 821.131-018
РУКОВОДИТЕЛЬ СЛУЖБЫ III (коммунальные услуги) 184.167-126
РУКОВОДИТЕЛЬ ПО ОБСЛУЖИВАНИЮ, АРЕНДУЕМАЯ МАШИНА И ОБОРУДОВАНИЕ (любая отрасль)
183.167-030
СЕРВИСНЫЙ ТЕХНИК, КОМПЬЮТЕРИЗИРОВАННОЕ ФОТООБОРУДОВАНИЕ (фотообработка)
714.281-030
сервисный тестер (коммунальные услуги) 821.381-014
Мастер по ремонту трансформаторов (коммунальное хозяйство) 829.131-014
ОПЕРАТОР УСТАНОВКИ ОБСЛУЖИВАНИЯ НЕФТЯНОЙ СКВАЖИНЫ (бензин и газ) 930.361-010
сервисный работник (любая отрасль) см.
ТЕХНИЧЕСКИЙ РАБОТНИК сервис писатель (автомобильный сер.) 620.261-018
КОМПЛЕКТ ДЕКОРАТОР (кино; радио-тв) широкий) 142.061-042
SET DESIGNER (развлечения и развлечения) 142.061-050
SET КОНСТРУКТОР (кино; радио-тв шир.) 142.061-046
комплект электрик, помощник начальник (кино; радио-телевидение) 962.362-014
SET-KEY Driver (часы и часы) 715.687-118
оператор наборного станка (печать и издательство) 653.382-014
набор-модель строитель (кинофильм) 962.381-018
Блокировщик зачетов (шапка и кепка) 580.684-014
Оператор Set-Off-Press (шапка и кепка) 583.685-018
набор наездников (любой промышленность) 932.664-010
НАБОР-ШТАТНЫЙ СБОРНИК (часы и часы) 715.684-178
наладчик (обувь и обувь) 690.685-074
SETTER (кирпич и плитка) 573.684-014
setter (строительство) 861.361-014
сеттер (каменная кладка) 679.664-010
сеттер (дерев. контейнер) 761.381-014
Сеттер, автоматический станок для прядения и бисероплетения (любая отрасль) 604.
360-010 НАСТРОЙКА, АВТОМАТ (любая промышленность) 604.360-010
НАСТРОЙКА СТАНКА ХОЛОДНОЙ ПРОКАТКИ (механический цех) 617.682-022
НАСТРОЙЩИК (кирпич и плитка) 573.687-030
наладчик (гончарные изделия и порц.) 573.686-026
УСТАНОВКА ИНДУКЦИОННО-НАГРЕВАТЕЛЬНОГО ОБОРУДОВАНИЯ (сварка) 813.360-014
SETTER, МАШИНЫ ДЛЯ УПАКОВКИ СОКОВ (банка и консервация) 920.380-010
сеттер, станок (производство кожи; произв. текс, не включенное в другие группировки) 589.685-098
НАЛАДОЧНЫЕ, ФОРМОВЫЕ МАШИНЫ (ЛИТЕЙНОЕ) 518.380-010
инкубатор (химический) 969.664-010
инкубатор пластико-формовочный (инст. и пр.; оргтехника; пластмассовое изд.;
запись) 556.380-010
наладка (хим.) 969.664-010
наладчик (дерев. тара) 764.684-018
настройщик, трафаретная рама (любая промышленность) 709.484-010
установка-брашпиль оператор (дерев. тара) 764.684-018
наладчик-лебедка-машинист помощник (дерев. контейнер) 764.687-038
РАСЧЕТНЫЙ КЛАСС (плавка и аффинаж) 214.
382-030 расчетный техник (страховка) 209.382-014
наладка и зарядка (украшения-серебро.) 700.687-026
МЕХАНИК НАСТРОЙКИ (ручка и карандаш) 692.380-010
МЕХАНИК НАСТРОЙКИ, АВТОМАТИЧЕСКАЯ ЛИНИЯ (ручка и карандаш) 692.380-014
Механик по наладке, машины для нанесения покрытий (ручка и карандаш) 692.380-010
МЕХАНИК НАСТРОЙКИ, НАМОТОЧНЫХ МАШИН (эл.оборудование) 724.360-010
МЕХАНИК НАСТРОЙКИ, МАШИНА ДЛЯ СБОРКИ КОРОНКИ (любая отрасль) 692.362-010
Механик по наладке рубочных машин (ручка и карандаш) 692.380-010
Механик по наладке, штамповочные машины (ручка и карандаш) 692.380-010
Наладчик, инструмент (механический цех) 601.280-054
НАСТРОЙКА СЛУЖЕБНЫЙ (часы) 715.660-010
Наладчик, электроника (коммуникационное оборудование; электрон. сост.) 726.364-018
КАНАЛИЗАТОР (сан. сер.) 955.687-010
сантехник (санитарный сер.) 955.585-010
очиститель Оператор (сан. сер.) 955.362-010
Начальник очистных сооружений (сан.
сер.)
955.130-010 канализация (сапог и башмак) 690.685-162
канализация (сапог и башмак) 690.682-082
Sewer-And-Cutter, материал для пальцев (тех. производство, не включенное в другие группировки) 787.685-014
КАНАЛИЗАТОР И ИНСПЕКТОР (вязание) 684.682-014
НАЧАЛЬНИК КАНАЛИЗАЦИИ И ВОДОСТРОЕНИЯ (строительство) термин
КАНАЛИЗАЦИЯ РУЧНАЯ (любая отрасль) 782.684-058
Канализационная ручная (тех. произв., не включенная в другие группировки) 782.684-050
Канализация, Начальник (сельское хозяйство) 920.687-022
Канализация, Бельевая комната (гостиница и др.) 787.682-030
ФОТОИНСПЕКТОР КАНАЛИЗАЦИИ (сан. сер.) 851.362-010
РЕМОНТНИК КАНАЛИЗАЦИИ (санитарный сер.) 869.664-018
КАНАЛИЗАЦИЯ МАТЕРИАЛ ПО РЕМОНТУ ТЕЛЕ-ЗАТЯЖКИ (сан.сер.) 851.262-010
ОЧИСТИТЕЛЬ КАНАЛИЗАЦИОННЫХ ТРУБ (бизнес-сер.) 899.664-014
Оператор канализационных труб (кирпич и плитка) 575.462-010
Сортировщик канализационных труб (кирпич и плитка) 573.687-034
Сортировщик канализационных труб (строительство) 869.
664-014 Начальник швейного цеха (кожгалантерея) 783.132-010
Инспектор по шитью (прачечная и род.) 369.687-022
швейная машина аджастер (любая отрасль) 639.281-018
СБОРЩИК ШВЕЙНЫХ МАШИН (механизмы изготовитель) 706.381-034
Тестер насадок для швейных машин (производство машин) 709.382-010
ОПЕРАТОР ШВЕЙНЫХ МАШИН (любая отрасль) 787.682-046
ШВЕЙНАЯ МАШИНА (мебельная) 780.682-010
ШВЕЙНАЯ МАШИНА (вязание) 787.682-074
ШВЕЙНАЯ МАШИНА (вязание; защитное устройство) 787.682-050
Машинист швейной машины (кож. изд.) 783.682-014
ОПЕРАТОР ШВЕЙНОЙ МАШИНЫ (игрушечный спортивный инвентарь) 787.682-054
ШВЕЙНЫЕ МАШИНЫ, АВТОМАТ (любой отрасли) мастер
Швейная машинка, ковролин и коврики (ковры и коврики; розничная торговля) 787.682-014
ОПЕРАТОР ШВЕЙНОЙ МАШИНЫ I (тех. произв., не включенная в другие группировки) 787.682-066
ОПЕРАТОР ШВЕЙНОЙ МАШИНЫ II (тех. произв., не включенная в другие группировки) 787.682-058
ОПЕРАТОР ШВЕЙНЫХ МАШИН, БУМАЖНЫЕ ПАКЕТЫ (бумажные изделия) 787.
685-054 Оператор швейной машины, пластиковая молния (кнопка и застежка) 787.685-034
ОПЕРАТОР ШВЕЙНЫХ МАШИН, ОБЫЧНОЕ ОБОРУДОВАНИЕ (любое промышленность) мастер
ОПЕРАТОР ШВЕЙНЫХ МАШИН ПОЛУАВТОМАТИЧЕСКИХ (для одежды) 786.685-030
ШВЕЙНАЯ МАШИНА, СПЕЦИАЛЬНОЕ ОБОРУДОВАНИЕ (мебель) 689.685-118
ОПЕРАТОР ШВЕЙНОЙ МАШИНЫ, МОЛНИЯ (пуговица и зацепка) 787.685-034
Слесарь по ремонту швейных машин (любая отрасль) 639.281-018
ПОМОЩНИК ПО РЕМОНТУ ШВЕЙНЫХ МАШИН (любая отрасль) 639.684-010
ТЕСТЕР ДЛЯ ШВЕЙНЫХ МАШИН (производство машин) 709.382-010
Шитье Room Grip (кинофильм) 962.687-022
РУКОВОДИТЕЛЬ ПО ШИТЬЮ (любая отрасль) 787.132-010
швея (одежда) 786.682-166
SEXTON (некоммерческая организация) 389.667-010
ШЕКЛЕР (мясные продукты) 525.687-086
Шактор (мясные продукты) 525.361-010
SHACTOR ПОМОЩНИК (мясные продукты) 525.687-090
оттенок-качество шашка (текстиль) 582.387-010
классификатор оттенков (кирпич и плитка) 574.
367-010 ОТДЕЛОЧНАЯ МАТЕРИАЛ ДЛЯ ТКАНИ (для мебели) 585.687-026
ОТДЕЛОЧНАЯ МАТЕРИАЛ MATCHER (текстиль) 582.687-022
растушевка (краска и лак) 550.381-014
растушевка и папка (текстильная) 781.687-014
шейдер и тонер (дерево изд., не включенные в другие категории) 749.684-030
теневой оператор (любая отрасль) 699.384-010
ТЕНЕГРАФ-МАШИННЫЙ ОПЕРАТОР (артиллерийский) 737.687-126
Shadow-Graph-Weight Operator (игрушечный спортивный инвентарь) 929.687-062
Очиститель валов (любая отрасль) 699.687-014
Инспектор валов (дом. прил.) 729.384-022
МЕХАНИЧЕСКИЙ СТАНОК (шахты и карьеры) 899.684-034
вал мастер по ремонту (шахты и карьеры) 899.684-034
Проходческое оборудование (шахты и карьеры) 939.281-010
шахтный тендер (шахты и карьеры) 899.684-034
ЩИТ NOTCHER (пила и план) 663.685-030
Shake Feeder (распил. и план.) 669.686-030
Рабочий по встряхиванию (литейный цех) 519.687-022
Встряхивающий упаковщик (пила и план.
) 920.687-158 ШЕЙКЕР (шапка и кепка) 589.685-094
ШЕЙКЕР (вязание) 589.687-058
ШЕЙКЕР (табак) 521.687-110
Шейкер, плоские изделия (стирка и отн.) 363.686-010
Привод встряхивателя (сталь и отн.) 541.665-010
ПЛАСТИНА ШЕЙКЕРА ОПЕРАТОР (артиллерийского вооружения) 737.685-014
Слесарь по ремонту встряхивателей (комбикормовые заводы) 769.664-010
оператор вибросита (химический) 551.685-130
ШЕЙКЕР ТЕНДЕР (производство бетона; шахты и карьеры) 934.685-018
ТЕНДЕР ДЛЯ СТЕКЛА (сталь и отн.) 541.665-010
ШЕЙКЕР ШЕЙКЕР (зернокомбикормовые мельницы) 521.687-114
Встряхиватель, ОДЕЖДА (прачечная и отн.) 361.687-026
SHAKE SAWYER (распил. и план.) 667.682-070
Рассекатель вибростенда (каротажный) 454.684-022
ОПЕРАТОР ФУСАЛЬНОГО СТАНКА (шахты и карьеры) 930.663-010
ПОМОЩНИК ОПЕРАТОРА РУБИЛЬНОГО СТАНКА (шахты и карьеры) 930.667-010
Шампунь (персональная серия) 332.271-010
Насадка для снятия кромок обувь) 690.
685-166 Обвалочная машина для рульки (мясные продукты) 525.684-010
Устройство для полировки рульки (сапог и башмак) 690.685-058
Цементатор с хвостовиком, ручной (сапог и башмак) 788.687-030
хвостовик (сапог и башмак) 788.687-118
хвостовик башмака) 788.687-110
закрепитель хвостовика (сапог и башмак) 788.687-114
захват и башмака) 788.687-110
СТЕПЕЛЬ ДЛЯ ХВОСТИКА (сапог и башмак) 788.687-118
Хвостовик Шлифовальный станок (обувь и башмак) 690.685-046
Шлифовальный станок с хвостовиком (производство, не включено в другие группировки) 761.684-030
Сортировщик хвостовика (сапог и башмак) 788.687-110
Степлер для хвостовика (сапог и башмак) ботинка) 690.685-162
Сшиватель на голени (сапог и ботинок) 690.682-082
Степлер на голени (сапог и башмак) 788.687-118
ХВОСТОВ КОНИЧЕСКИЙ (чехол и башмак) 788.687-114
ХВОСТОВИК НАРЕЗНАЯ МАШИНА (производство, не включенная в другие группировки) 739.685-034
хвостовик (производственная, не включенная в другие группировки) 664.
685-022 Формовочная машина (кирпич и плитка) 575.684-042
резчик (каменная кладка) 771.281-010
форма ручная (табачная) 520.687-050
формирователь (пуговица и понятие) 734.684-010
Формирователь (ювелирно-серебр.) 700.684-034
Формирователь (артиллерийский) 761.381-038
формовщик (керамика и посуда) 774.684-018
формовщик (каменная кладка) 673.382-010
ШЕЙФЕР И ПРИЖИМ (для одежды) 583.685-102
ШЕЙПЕР, БЕЙСБОЛЬНАЯ ПЕРЧАТКА (игрушечный спортивный инвентарь) 732.684-106
ШЕЙПЕР РУЧНОЙ (мебельный) 761.684-038
строгальный станок ручной (механический цех) 605.382-038
строгальный станок оператор (механический цех) 605.382-038
ФОРМИРОВЩИК (деревообработка) 665.682-034
Shaper Setter (деревообработка) 669.280-010
НАСТРОЙКА ШЕЙПЕРА ОПЕРАТОР, ИНСТРУМЕНТ (механический цех) 605.382-038
Фрезеровщик (механический цех) 605.382-038
ПРОФИЛЬНО-СТАНОЧНИК (пластиковое изд.) 690.685-354
ТЕНДЕР ДЛЯ ФОРМОВОЧНОЙ МАШИНЫ (мебель) 665.
685-046 Тендер для формовочной машины (ручка и карандаш) 663.685-026
ИЗМОЛЬНИК (сельское хозяйство) термин
точилка (масла и смазки) 603.682-018
Sharples-Machine Operator (масла и смазки) 529.685-198
бритва (ботинок и ботинок) 690.685-434
бритва (ботинок и ботинок; кожаное изд.) 585.685-114
бритва (шапочка и шапочка) 585.685-046
БРИТВА (стиральная и отн.) 362.687-018
БРИТВА (мясные продукты) 525.687-094
БРИТВА-МАШИНА ОПЕРАТОР (производство кожи) 585.685-094
Сборщик ножниц (ножницы-ручки) 701.687-010
Стригальная машина (любая отрасль) 699.685-014
Стригальная машина (шапка и крышка) 585.685-046
Стригальная машина (производство кожи) 585.685-098
Стригальная машина (производство кожи) 585.685-126
РЕЗКА И ТРИММЕР, ПРОСЕТНАЯ СЕТКА И ТКАНЬ (металлическое изд., 709.684-074
Ножницы, печатные платы (электрон. комп.) 709.684-074 615.685-046
комбайн, грохот и триммер (металлоиздел., не включенные в другие группировки) 709.
684-074 ОПЕРАТОР ШЛИФОВАЛЬНЫХ НОЖНИЦ (текстильный) 628.382-014
ПОМОЩНИК ОПЕРАТОРА-НОЖНИЦ-ШЛИФОВАЛЬНОЙ МАШИНЫ (текстильный) 628.687-014
ПОДАЧА ДЛЯ СТРИЖКИ (производство кожи) 585.685-098
ОПЕРАТОР СТРИЖКИ (ковры и ковровые покрытия; текстиль) 585.685-102
Оператор стригальной машины (производство кожи) 585.685-094
оператор стригальных машин (печать и издание) 640.685-010
ножницы оператор (ковры и коврики; текстиль) 585.685-102
Оператор ножниц, автоматический I (любой промышленность) 615.682-018
Оператор ножниц, автомат II (любая отрасль) 699.686-010
Помощник оператора ножниц (любая отрасль) 619.687-014
НОЖНИЦЫ ОПЕРАТОР I (любая отрасль) 615.682-018
ОПЕРАТОР НОЖНИЦ II (любая отрасль) 615.685-034
НАСТРОЙКА НОЖНИЦ (любая отрасль) 615.380-010
Тендер на ножницы (текстиль) 585.685-026
Обшивка (строительная) 860.381-042
Шестерня сарая (сельское хозяйство) 404.131-014
РАБОЧИЙ САЛОН (сельское хозяйство) термин
Обвалка овец (мясные продукты) 525.
684-010 Машинка для стрижки овец (сельскохозяйственная) 410.684-014
ПАСТУХ (сельское хозяйство) 410.687-022
Сортировщик овец или телят (мясные продукты) 525.387-010
Овцеводство (сельское хозяйство) 410.161-018
СТРИЖКА ОВЕЦ (сельское хозяйство) 410.684-014
ОВЕЧНИЦА (мясные продукты) 582.685-126
Наклейка с овцами (мясные продукты) 525.684-050
Очиститель листов (тех. прод., не включенные в другие категории 689.687-050
листообъединитель (пластик-синт.) 690.682-058
Резак для листов I (тех. произв., не входит в другие комплекты) 699.685-014
Нож для листов II (тех. изд., не включено) 787.685-014
Оператор листовой резки (тех. прод., не включенная в другие группировки) 686.585-010
листорез (бумажные изделия) 640.685-046
помощник листорезателя (бумага и целлюлоза; бумажные изделия; Распечатать. & pub.) 649.685-066
Оператор листогибочной машины (бумажные изделия) 659.685-014
Оператор листорезательной машины (любая отрасль) 699.
682-018 Оператор листорезательной машины (бумага и целлюлоза) 649.682-022
ОПЕРАТОР ШИФРОВ (пластик-синт.) 690.382-010
Оператор листогибочной машины (бумажные изделия) 534.482-010
Папка для листов (тех. произв., не включено в другие группировки) 589.687-014
Вешалка для листов (плавка и рафинирование) 519.565-014
Съемник листов (строительный) 869.687-026
Инспектор листов (тех. prod., nec) 789.587-014
сборщик листового металла (производство самолетов) 806.384-034
Оператор листопрокатного станка (любая отрасль) 616.380-018
Монтажник листового металла (любая отрасль) 804.281-010
Листовой металл Монтажник (любая отрасль) 809.281-010
Слесарь-листовщик (любая отрасль) 804.281-010
РЕЗАК ДЛЯ ЛИСТОВОГО МЕТАЛЛА (музыкальный инструмент) 730.684-074
Рабочий по производству листового металла (любая отрасль) 619.685-062
Помощник в цехе листового металла (любая отрасль) 619.686-022
Начальник цеха листового металла (любая отрасль) 809.
130-014 МАСТЕР-ЛИСТИЧНИК (любая отрасль) 804.281-010
УЧЕНИК МАСТЕРА-ЛИСТИЧНИКА (любая отрасль) 804.281-014
Слесарь по обработке листового металла, техническое обслуживание (любая отрасль) 804.281-010
НАБЛЮДАТЕЛЬ ЛИСТОВОГО СТАНА (цветной металл) 619.132-014
Машинист шпунтовой установки (строительство) 859.682-018
Машинист шпунтовых молотов (строительство) 869.687-026
АППЛИКАТОР ШИПРОКА (производство корп.) 869.684-050
гипсокартон монтажник (строительный; мфд. корп.) 842.684-014
конус гипсокартона (строительный; мфд. корп.) 842.664-010
Лист Канализационный (тех. произв., не включен в другие категории) 787.682-026
Лист Выпрямитель (пластик-синт.) 690.682-058
листоукладчик (бумага и целлюлоза) 539.686-010
Устройство для проверки листов (сталь и отн.) (столярно-фанерный) 762.687-062
SHEET WRITER (развлечения и записи) 211.467-026
Оператор полочной сушилки (химический) 553.685-106
ШЕЛЛАКЕР (боеприпасы) 737.
687-130 Полировщик Shellac (производство, не включенное в другие группировки) 739.684-026
SHELL МОНТАЖНИК (артиллерийское вооружение) 737.684-038
Начальник цеха по производству стержневых и формовочных работ (литейное производство) 519.131-010
Shell Coremaker (литейный цех) 518.685-026
Sheller (производство корп.; транспортные средства, не включенные в другие группировки) 869.684-010
SHELLER I (консерв.) 521.687-118
SHELLER II (можно и консервировать) 521.685-294
РАБОТНИК ПО РАБОТЕ С МОЛЛЮСКАМИ (рыбалка и охота) 446.684-014
Контейнер для моллюсков (банка и консервация) 529.687-230
МОЛЛЮСКИ ЗЕМЛЯНИК (рыбалка и охота) 446.663-010
ПРОИЗВОДИТЕЛЬ МОЛЛЮСКОВ (рыбалка и охоты) 446.161-014
Устройство для сбора моллюсков (рыбалка и охота) 446.663-010
Моллюски Упаковщик (контейнер и консервант) 529.687-230
МАШИНА ДЛЯ ПЕРЕРАБОТКИ МОЛЛЮСКОВ НЕЖНЫЙ (банка и консервация) 529.685-214
МОЛЛЮСОК (банка и консервация) 521.
687-122 Сортировщик моллюсков (консервы и консервы) 529.687-230
Весы для моллюсков (кан. и консерв.) 529.687-230
оператор машины для заморозки ракушек (фармацевт.) 559.685-090
ГРЕЙДЕР (кнопка и понятие) 734.687-070
дом-ракушка оператор (химик) 649.682-030
ОБОРУДОВАТЕЛЬ-МАШИНИСТ (химик) 649.682-030
Устройство для изготовления ракушек, челночного стежка (для одежды) 786.682-174
Устройство для изготовления ракушек (литейный цех) 518.685-030
ОПЕРАТОР ОБОРУДОВАТЕЛЬНО-СВЯЗОЧНЫХ МАШИН (литейный цех) 518.685-030
ОБОРУДОВАТЕЛЬ (литейный) 518.685-026
обсадник-прессовщик (пластик-синт.) 690.682-058
снаряд-репринтер (артиллерийский) 659.685-018
НАЧАЛЬНИК ОБСЛУЖИВАНИЯ (артиллерийского вооружения) 619.132-018
РАКУШНО-РЕШИТЕЛЬНЫЙ (артиллерийский) 694.585-010
Сортировщик ракушек (кнопка и понятие) 734.687-070
оператор отделки корпуса (артиллерийское вооружение) 609.685-026
Наладчик инструментов для отделки корпуса (боеприпасы) 609.
280-010 Управление жильем Офицер (гос сер.) 188.117-022
стеллаж (библиотека) 249.687-014
стеллаж делопроизводитель (библиотека) 249.687-014
НАЧАЛЬНИК СТЕЛЛАЖЕЙ (библиотека) 109.137-010
пастух (сельское хозяйство) 410.687-022
ШЕРИФ, ЗАМЕСТИТЕЛЬ (госсер.) 377.263-010
оператор щита (строительство) 850.682-010
НАПРАВЛЯЮЩАЯ ЩИТА (строительная) 850.682-010
регулятор переключения передач (плав. и уточн.) 511.130-010
начальник смены (шахты и карьеры) 939.137-018
переключатель (строительство) 859.137-018
РУКОВОДИТЕЛЬ СМЕНЫ, КРЕСИЛАТ ЕДКИЙ (химия) 552.132-010
НАЧАЛЬНИК СМЕНЫ ПО ОБРАБОТКЕ ПЛЕНКИ (печать и публикация) 979.132-010
Начальник смены, плавка (производство стекла) 579.137-026
зазывала (развлеч. рек.) 343.367-010
Резак для гонта (лесозаготовка) 454.684-022
Машина для гонта Supervisor (строительный материал, не включенный в другие группировки) 590.130-018
УПАКОВЩИК ЧЕРЕПКИ (распил и план) 920.
687-158 ГОНЧИК SAWYER (распил и план) 667.485-010
ГОНЧИК ТРИММЕР (распил и план) 667.685-050
гонтовый ткач (распил и план) 920.687-158
судовой начальник (водный транс.) 806.381-046
УЧЕНИК МОРСКОГО МОНТАЖНИКА (судно-лодочное производство) 806.381-050
ПОМОЩНИК КОРАБЛЯ (судно-лодочное производство) 806.687-050
корабельный офицер (Водный транспорт) 197.133-022
СЛУЖАЩИЙ ПО ОТПРАВКЕ И ПРИЕМКЕ (канцелярский) 222.387-050
НАЧАЛЬНИК ПО ПРИЕМКЕ (дело) 222.137-030
ВЕСЫ ОТПРАВИТЕЛЬНО-ПРИЕМНЫЕ (канцелярские) 222.387-074
КОНТРОЛЬ ОТПРАВКИ (канцелярский) 222.687-030
Клерк по доставке (канцелярский) 222.387-050
Доставка Ручная (химическая) 559.687-050
ДОСТАВКА-ЗАКАЗ СЛУЖАЩИЙ (канцелярский) 219.367-030
Начальник отдела отгрузки (утилизация резины) 559.132-058
Начальник отдела отгрузки (канцелярский) 222.137-030
Весовщик отгрузки (канцелярский) 222.387-074
судовой казначей (водный транспорт) 197.167-014
СУДОВОЙ (водный транспорт) 222.
567-014 капитан судна (водный транспорт) 197.167-010
Судовой Врач (мед. серж.) 070.101-022
Судовой сюрвейер (проф. и род.) 014.167-010
КОРАБЛЬ (производство кораблей-лодок) 860.381-058
КОРАБЛЬ УЧЕНИК (производство судов-лодок) 860.381-062
ПОМОЩНИК КОРАБЛЕЙ (производство судов-лодок) 860.664-018
Супервайзер судостроителей (судно-лодочное производство) 891.131-010
ОПЕРАТОР ГОФРОВОЙ МАШИНЫ (любая отрасль) 787.682-078
ОПЕРАТОР ГОФРИРОВАННОЙ МАШИНЫ, АВТОМАТИЧЕСКИЙ (тех. произв., не включенная в другие группировки) 787.685-038
Тендер для гофрирования (мясные продукты) 525.685-014
Рубашка-воротник-и-манжета Прижим (стирка и отн.) 363.685-026
Сгиб для рубашек (для одежды) 583.685-042
Рубашка Отделка (для одежды) 363.682-018
Папка для рубашек (для одежды; для вязания) 789.687-066
Рубашка Папка I (стирка и отн.) 369.687-018
Папка для рубашек II (стирка и отн.) 363.685-026
ОПЕРАТОР МАШИНЫ ДЛЯ СКЛАДЫВАНИЯ РУБАШЕК (одежда; стирка и прочее) 369.
685-030 Мастер по глажке рубашек (прачечная и прочее) 361.137-010
Маркер для рубашек (для одежды) 781.384-014
ПРИЖИМ ДЛЯ РУБАШЕК (для стирки и отн.) 363.685-026
Рубашка Прижим, автоматический (стирка и отн.) 363.685-014
Сортировщик рубашек (одежда) 222.687-014
Тернер рубашки (швейное; вязание) 789.687-074
Шохет (мясо изделия) 525.361-010
Шодер Наполнитель (металлопродукция, не включенная в другие группировки) 700.687-038
ОБУВЬ СРЕДСТВО ДЛЯ ОЧИСТКИ (сапоги и ботинок) 788.687-122
БАЛОЧКИ (сапоги и башмаки) 788.687-126
Нож для обуви (обувь и обувь) 788.684-082
Дизайнер обуви (обувь и обувь) обувной) 142.061-018
обувной комод (ботинок и ботинок) 788.687-038
обувной отделочный Чайник (химический) 559.665-026
ОБУВНАЯ КРАСИЛКА (персональная сер.) 364.684-014
обувная молоток (сапог и башмак) 690.685-350
обработчик башмаков (сапог и башмак) 920.687-166
гладильный станок для обуви (обувь и обувь) 788.
687-158 опрокидыватель для шнурков ткани) 686.685-062
ШНУРОК-МАШИНЩИК (узкие ткани) 686.685-062
ПЛАНИРОВЩИК ОБУВИ (обувь и обувь) 012.187-014
сапожник (персональный сер.) 365.361-014
ОБУВНИК ПО ЗАКАЗУ (сапоги и обувь) 788.381-014
ПАКЕТ ДЛЯ ОБУВИ (сапоги и башмаки) 920.687-166
Резак для деталей обуви (ботинок и обувь) 699.682-022
планировщик обуви (обувь и обувь) 012.187-014
чистильщик обуви (личный сер.) 366.677-010
мастер по ремонту обуви (обувь и обувь) 788.684-022
обувь мастер по ремонту обуви и обуви 788.381-010
РЕМОНТНИК ОБУВИ (личный сер.) 365.361-014
ПОМОЩНИК ОБУВНИКА (персональный сер.) 365.674-010
РУКОВОДИТЕЛЬ ПО РЕМОНТУ ОБУВИ (личный сер.) 365.131-010
ОБУВЬ SHINER (персональный номер) 366.677-010
обувной певец (обувь и обувь) 788.684-050
сшиватель обуви, нечетный (обувь и обувь) 788.381-010
красильщик обуви (личный сер.) 364.684-014
ОБОРОТНИК ОБУВИ (сапог и башмак) 788.
687-130 сварочный аппарат (деревообработка) 669.685-042
стрелок (любая отрасль) 859.261-010
стрелок (зернокомбикормовые заводы) 523.382-010
стрелок (рудник и карьер) 931.261-010
стрелок (артиллерия) 736.384-010
СТРЕЛОК (бензин и газ) 931.361-014
Помощник стрелка, СЕЙСМОГРАФ (бензин. и газовый) 939.364-010
SHOOTER, СЕЙСМОГРАФ (бензиновый и газовый) газ) 931.361-018
помощник стрелка (любая отрасль) 859.687-010
Стрелок, Вода Колодец (строительство) 859.261-010
Оператор тира (развлечения и развлечения) 342.657-014
Кузнец (шахты и карьеры) 622.381-030
Продавец (канцелярский) 219.362-010
Продавец (канцелярский) 222.367-042
Продавец-бондарь (деревянная тара) 764.684-022
ОЦЕНЩИК МАГАЗИНА (автомобильный сер.) 807.267-010
Механик цеха (любая отрасль) 804.281-010
Слесарь цеха (строительство; бензин. и газ; трубопроводы) 620.281-046
механик цеха (механический цех) 600.280-042
помощник механика цеха (строительство; бензин.
и газ; трубопроводы) 620.664-014 помощник покупателя (розничная торговля) 296.357-010
торговый инспектор (бизнес сер.) 376.267-022
ПОКУПКИ СЛЕДОВАТЕЛЬ (бизнес-сер.) 376.267-022
Мастер по ремонту (тел. и тел.) 722.281-010
СТАЦИОНАРНЫЙ КОМИТЕТ (любая отрасль) термин
начальник цеха (автомобильный пер.) 184.167-170
начальник цеха (любая отрасль) 638.131-026
начальник цеха (любая отрасль) 809.130-014
НАЧАЛЬНИК ЦЕХА (конструкц. металл) 619.131-014
МАГАЗИН ПОШИВ (одежда; розничная торговля) 785.361-022
МАГАЗИН ПОШИВ УЧЕНИК (одежда; розничная торговля) 785.361-026
учитель цеха (обучение) 091.221-010
БЕРЕГ, ЗЕМЛЯНИК ИЛИ БАРЖА (строительство; шахты и карьеры) 939.667-018
Шахтер (строительство) 869.664-014
Прораб на берегу (строительство) 862.134-010
дефицит рабочего (вязание) 221.587-018
Укорачивание Смеситель (масла и жиры) 520.685-070
оператор короткого розлива (табак) 529.685-038
СТРОЧЕСКИЙ РЕПОРТЕР (канцелярский) 202.
362-010 короткий бревно-болтер оператор (пила и план.) 667.685-022
обработчик коротких деталей (текстиль) 689.686-058
Shorts Sifter (табак) 521.685-270
SHOT BAGGER (боеприпасы) 920.687-170
ОПЕРАТОР ДРОБЕМЕТНОГО ОБОРУДОВАНИЯ (литейный цех) 503.362-014
Дробеструйный аппарат (любой отрасли) 503.687-010
Дробеметный тендер (любой промышленность) 503.685-042
ТЕНДЕР ДЛЯ НАНЕСЕНИЯ СНАРЯЖЕНИЯ (бетонное производство) 575.665-018
Машинист дробеметного бурения (любая отрасль) 930.682-010
Помощник бурильщика (любая отрасль) 930.687-014
SHOT КАПЕЛЬНИК (артиллерийский) 502.362-010
Стрелялка (шахта и карьер) 931.261-010
ОПЕРАТОР ДРЕМЕЛЬНОЙ МАШИНЫ (артиллерийский) 603.685-074
РУЖЬЕ-ОБОЛОЧКА-СБОРКА-РЕГУЛЯТОР МАШИНЫ (боеприпасы) 616.360-030
РУЖЬЕ-ОБОЛОЧКА-СБОРКА-МАШИНИСТ (артиллерийский) 694.385-010
ОПЕРАТОР ЗАРЯДНО-ЗАРЯДНОГО РУЖЬЯ (боеприпасы) 694.665-010
ОПЕРАТОР ОБОРУДОВАНИЯ ДЛЯ ПЕРЕПЕЧАТКИ ОБОРУДОВАНИЯ (боеприпасы) 659.
685-018 Буровой станок для взрывных скважин (бензин и газ) 930.382-018
Дробовик (бензин и газ) 931.361-018
зажигалка (шахты и карьеры) 931.261-010
упаковщик дроби (боеприпасы) 920.687-170
ОПЕРАТОР ДРОБЕЙНОЙ ОБРАБОТКИ (производство самолетов) 617.280-010
Оператор дробеструйной обработки (любая отрасль) 503.685-042
Дробеструйный полировальный станок И ИНСПЕКТОР (артиллерийское вооружение) 509.485-014
Стрелково-трубоавтомат тендер (артиллерийское оборудование) 920.685-018
ТЕНДЕР ДЛЯ ДРОБЬЕВОЙ МАШИНЫ (бумажные изделия) 649.685-106
Плечевая обвалка (мясные продукты) СТРОЧКА (одежда) 786.682-222
Пробойник для плеч (мясные продукты) 525.684-046
Плечо Sawyer (мясные продукты) 525.684-018
Shoveler (шахта и карьер) 939.687-014
Сборщик лопаты-рукояти (деревообработка) 762.687-042
Машинист экскаватора-погрузчика (лесозаготовка) 921.683-058
Машинист экскаватора (шахты и карьеры) 932.683-018
автор карточек (любая отрасль) 970.
281-022 Триммер витринный (розничная торговля) 298.081-010
Душевой дежурный (личный сер.) 335.677-014
Монтажник душевых кабин (строительство) 865.381-010
дежурная по душевой (любая отрасль) 358.687-010
SHOW GIRL (развлечения и развлечения) 159.647-022
SHOW-HORSE DRIVER (развлечения и развлечения) 159.344-018
ВЕДУЩАЯ/ВЕДУЩАЯ ШОУ (радиотелевизионная широкая) 159.147-018
Шоу Инспектор (государственный сер.) 375.263-014
Менеджер выставочного зала (развлечения и развлечения) 191.117-014
Сигаромашина с измельченным наполнителем, машина (табак) 529.685-270
Оператор измельчителя-наполнителя (табак) 529.685-110
БУНКЕР-ПОДАЧА ДЛЯ ИЗМЕЛЬЧЕННОГО НАПОЛНИТЕЛЯ (табак) 529.687-182
слой обертки с измельченной начинкой (табак) 529.685-270
измельчитель (любая отрасль) 680.685-082
ОПЕРАТОР ИЗМЕЛЬЧИТЕЛЯ (пластик-синт.) 555.685-058
оператор шредера (плавка и рафинирование) 515.687-010
Измельчитель (тех. прод.
, не включенная в другие группировки; текстиль) 680.686-018 ИЗМЕЛЬЧИТЕЛЬ ТЕНДЕР (химический) 555.665-010
ИЗМЕЛЬЧИТЕЛЬ ТЕНДЕР ТОРФ (с/х) 599.685-086
ОПЕРАТОР ИЗМЕЛЬЧИТЕЛЬНОГО ОБОРУДОВАНИЯ (пластик-синт.) 559.382-050
машина для шинковки-ножей смены (табак) 638.684-010
оператор измельчителя (табак) 521.685-338
Тендер для шинковки (пила и план) 663.685-014
Креветки Бланширователь (можно и консервировать) 529.685-214
ОПЕРАТОР МАШИНЫ ПО ОЧИСТКЕ КРЕВЕТОК (банка и консервация) 521.682-038
Машина для чистки креветок Tender (банка и консервация) 529.685-214
Работник пруда с креветками (рыбалка и охота) 446.687-014
термоусадочная машина (текстиль) 587.685-018
ОПЕРАТОР УСАДОЧНОЙ МАШИНЫ (шапка и кепка) 586.685-034
ОПЕРАТОР ТЕРМОУСТРОЙСТВА (боеприпасы) 619.662-010
ТЕРМОУСАДОЧНАЯ ЯМА НАЧАЛЬНИК (артиллерия) 619.131-018
ШРУС (мясные продукты) 525.587-010
Ярус Shroud-Line (тех. производство, не включено в другие категории) 789.
687-118 Shroud-Web Инспектор (тех. производство, не включено в другие категории) 789.687-114
Кустарник (сельское хозяйство) 405.161-014
Шукер (кан. и консерв.) 521.687-122
Водитель маршрутного автобуса (автобус пер.) 913.663-018
МАШИНИСТ АВТОМОБИЛЯ (шахты и карьеры) 932.683-022
Сборщик волана (игрушечный спортивный инвентарь) 732.685-018
Триммер для волан-перьев (игрушечный спортивный инвентарь) 699.685-014
челнок наполнитель (текстильный) 689.686-038
ФИКСАТОР SHUTTLE (текстильный) 628.684-026
SHUTTLE РУЧНОЙ (текстильный) 689.686-038
челнок инспектор (текстильный) 628.684-026
ЧЕЛНОЧНЫЙ ИНСПЕКТОР (деревообработка) 769.684-046
безчелночный ткач (узкие ткани) 683.665-010
Мастер по ремонту челноков (текстильный) 628.684-026
SHUTTLER (тех. прод., не включено в другие группировки) 689.687-070
челнок (тех. прод., не включенный в другие группировки) 789.684-054
SHUTTLE SPOTTER (деревообработка) 664.