Познавательно
Проходя через газ, электрический ток заставляет его светиться. Заряженные частицы — электроны и ионы — движутся среди молекул газа, ударяются о них, вызывают рождение лучей света. Это явление называют «электрический разряд».
Ослепительные дуги, применяемые для сварки и плавки металлов, разноцветные огни «газосветных ламп», бледное пламя северного сияния, яркая молния — все это разновидности электрических разрядов в газах.
В электрических дугах, в газосветных трубках ток проходит от одного электрода к другому. Электроны движутся к положительному электроду, ионы — к отрицательному.
В северном сиянии или в молнии, сверкающей внутри грозового облака, движение электронов и ионов происходит без всяких электродов: это безэлектродные разряды. Здесь сильное переменное электрическое поле заставляет колебаться — двигаться взад-вперед — заряженные частицы. Чем выше частота перемен электрического поля, тем энергичнее будут двигаться электроны и ионы среди молекул газа тем мощнее будет
Современные мощные высокочастотные генераторы позволяют получать новые, необычные виды электрических разрядов в газах.
ТРАНСФОРМАТОР С ОГНЕННОЙ ОБМОТКОЙ
Мы привыкли называть электрическим трансформатором устройство, имеющее стальной сердечник, на который насажены катушки из медной проволоки. При высоких частотах выгодно отказаться от сердечника. А вторичной обмоткой высокочастотного трансформатора может служить кольцо из раскаленного газа, например воздуха.
При обычной температуре воздух не проводит электрический ток, является изолятором — таким, как стекло, фарфор. Но под действием высоких температур молекулы разбиваются, появляются свободные электроны и ионы. При высоких температурах все вещества становятся проводниками. Можно сделать, например, трансформатор со «стеклянной обмоткой» — окружить горшок со стеклом катушкой, по которой циркулирует
|
Кольцевой безэлектродный разряд, питаемый быстропеременным магнитным потоком. Магнитные силовые линии показаны пунктиром. |
|
Факельный высокочастотный разряд. Пунктиром показаны силовые линии быстропеременного электрического поля. |
высокочастотный ток. Высокочастотная катушка наводит — индуктирует — ток в стекле, этот ток разогревает стекло и расплавляет его. Чем выше частота тока в катушке, тем более высокое напряжение можно навести в стеклянном «витке», тем больше будут ток и мощностьв стекле.
При частоте тока в несколько миллионов герц в горшок с объемом меньше одного кубического метра можно ввести мощность свыше тысячи киловатт. Такая высокочастотная плавка применяется в промышленности для варки самых чистых, дорогих сортов оптического стекла.
В кольцевом безэлектродном разряде мощность передается раскаленному газу при помощи быстропеременного магнитного потока. Напряженность магнитного поля принято обозначать латинской буквой «Н». Поэтому безэлектродный кольцевой разряд называют иногда «Н-разряд» (аш-разряд).
ВЫСОКОЧАСТОТНЫЙ ФАКЕЛ
Обычная электрическая дуга, например сварочная дуга, питаемая от электрической сети обычного переменного тока с частотой 50 герц, может гореть только при малом расстоянии между электродами. Если начать раздвигать электроды, то дуговой электрический разряд потухнет. При высокой же частоте дуга может оторваться от электродов и будет продолжать гореть в виде языка пламени, свободно парящего в воздухе. В это высокочастотное пламя энергия передается быстропеременными электрическими силами, электрическим полем, исходящим из электродов.
Напряженность электрических сил, напряженность электрического поля обозначают буквой «Е». Поэтому дуговой разряд, оторвавшийся от электродов, называют «Е-разряд».
Когда этот разряд одним концом остается прикрепленным к высокочастотному электроду, то он горит очень устойчиво. С конца высокочастотного электрода поднимается огненный столб, который может иметь длину более метра. Этот высокочастотный огонь напоминает собой пламя обыкновенного факела, и поэтому одноэлектродный разряд часто называют факельным разрядом. Такие разряды применяются для различных видов сварки: например, для сваркн стекла.
ПЛАМЯ В ЭЛЕКТРОМАГНИТНОМ ЛУЧЕ
При очень высоких частотах электромагнитную Энергию можно направлять в виде луча. Для этого необходимо только, чтобы размер антенны или зеркала, направляющего поток энергии, был бы больше, чем длина электромагнитной волны. При частоте тока, например, в миллиард герц электромагнитная волна имеет длину 30 см. Если поперечник зеркала, излучающего эту волну, равен нескольким метрам, то «фокус», в котором будет концентрироваться электромагнитная энергия, может отстоять от поверхности зеркала на несколько метров.
|
Волновой высокочастотный разряд, горящий в фокусе излучателя электромагнитных волн. Пунктиром показаны силовые линии в волне (это могут быть электрические и магнитные линии). |
В зоне фокуса может возникнуть мощный безэлектродный разряд. В этой зоне быстропеременные электрические и магнитные поля (Е-поля и Н-поля) тесно переплетены. Безэлектродный разряд, горящий в луче, нельзя называть Е-разрядом или Н-разрядом. Это волновой разряд.
Можно предвидеть много различных интересных применений высокочастотных безэлектродных разрядов. Когда сквозь земную атмосферу с космической скоростью летит какое-либо тело (метеорит, искусственный спутник), то вокруг этого тела образуется атмосфера раскаленного газа — ионная плазма. Для строительства ракет дальнего действия и космических кораблей необходимо знать, как редут себя различные материалы и конструкции под воздействием этой ионной плазмы. Применяя безэлектродные разряды в специальных аэродинамических трубах, можно создать потоки газов, летящие со скоростью, во много раз превышающей скорость звука, и с температурой, значительно более высокой, чем температура поверхности Солнца.
Безэлектродные разряды могут быть применены как мощные источники света. Когда будут созданы еще более мощные и высокочастотные генераторы, можно будет с помощью направленных излучателей создавать «фокус» электромагнитного потока иа расстоянии в несколько километров от самого излучателя; например, высоко в стратосфере. Там можно будет зажечь мощное яркое пламя, которое сможет осветить сразу огромную площадь.
Профессор Г. Бабат, 1957 г.
Читайте также: Физика высоковольтного разряда
Высокочастотная дуга — Большая Энциклопедия Нефти и Газа, статья, страница 1
Высокочастотная дуга
Cтраница 1
Высокочастотная дуга, образующаяся при введении второго ( изолированного) электрода, мало отличается по внешнему виду от низкочастотной дуги ( высокого напряжения. Сходство особенно наглядно при горизонтальном расположении электродов, когда в обоих случаях разряд симметричен. Канал выгнут кверху, как бы опираясь на одинаковые электродные пятна. Однако при равных размерах разряда ширина канала и величина электродных пятен в высокочастотной дуге значительно больше, чем у низкочастотной. [1]
Высокочастотная дуга полуокружности связана с присутствием оксидной пленки на поверхности модели и изменением во времени ее емкости и сопротивления. Величина емкости второй полуокружности типичная дпя границы раздела металл-раствор. [2]
Движение высокочастотной дуги внутри решетки также существенно отличается от движения низкочастотной дуги. При низкой частоте дуга, вошедшая в стальную решетку, испытывает воздействие сил электромагнитного поля, которые направлены от края пластин. При низкой частоте эти силы преобладают над силами поля, создаваемого вихревыми токами в пластинах, стремящимися переместить дугу к краю. При высокой частоте электромагнитные силы токов в пластинах преобладают над электродинамическими силами дуги, поэтому высокочастотная дуга, находясь в стальной решетке, испытывает усилия, выталкивающие ее из решетки. [3]
В высокочастотной дуге, работавшей при низких энтальпиях и малых величинах отношения СН4 к N2, получены самые плохие результаты по выходу продукта, использованию энергии и условиям работы. Фактически во всех опытах с увеличением отношения С: N растет конверсия азота в HCN. Скорость закалки и эффективность процесса перемешивания холодного метана с азотной плазмой в этих работах специально не оценивались, хотя, без сомнения, эти факторы определенным образом влияли на образование продукта и энергетическую эффективность процесса. [5]
Что касается высокочастотной дуги, то по отношению к этому виду разряда в литературе нет ни экспериментальных, ни теоретических данных, за исключением вопросов, связанных с применением дуги на высокой частоте при спектральном анализе. [6]
В пользу высокочастотной дуги говорит и отсутствие электродного пятна, в связи с чем она рассредоточивается по большей части поверхности шихты, нет необходимости в дополнительном плазмообразующем газе. Можно ожидать, что предварительная высокочастотно-плазменная обработка шихты приведет к повышению электропроводности шихты, сделает более эффективным прямой индукционный нагрев всего объема шихты и, возможно, позволит понизить частоту и использовать мощное частотное металлургическое оборудование, разработанное еще на предприятиях Минатома РФ для получения редких и редкоземельных металлов. [8]
Вследствие этого гашение высокочастотной дуги проходит с меньшим световым эффектом. Для разных контактных материалов скорость роста восстанавливающейся прочности промежутка / Cs различна.
Высокочастотная дуга — Большая Энциклопедия Нефти и Газа, статья, страница 3
Высокочастотная дуга
Cтраница 3
При гашении дуги в индуктивном контуре промышленной частоты напряжение на дуговом промежутке может достигнуть 2 Ет. При гашении дуги в активном контуре повышенной частоты напряжение не может превзойти величины Ет. Этим, при прочих равных условиях, облегчается гашение
Время существования свечения сильно зависит от состава электродов. Когда используются электроды из материала с высоким давлением паров, свечение оказывается более продолжительным. В случае электродов с низким давлением пара свечение после выключения высокочастотной дуги исчезает быстрее. [32]
Высокочастотная дуга, образующаяся при введении второго ( изолированного) электрода, мало отличается по внешнему виду от низкочастотной дуги ( высокого напряжения. Сходство особенно наглядно при горизонтальном расположении электродов, когда в обоих случаях разряд симметричен. Канал выгнут кверху, как бы опираясь на одинаковые электродные пятна. Однако при равных размерах разряда ширина канала и величина электродных пятен в высокочастотной дуге значительно больше, чем у низкочастотной. [33]
Движение высокочастотной дуги внутри решетки также существенно отличается от движения низкочастотной дуги. При низкой частоте дуга, вошедшая в стальную решетку, испытывает воздействие сил электромагнитного поля, которые направлены от края пластин. При низкой частоте эти силы преобладают над силами поля, создаваемого вихревыми токами в пластинах, стремящимися переместить дугу к краю. При высокой частоте электромагнитные силы токов в пластинах преобладают над электродинамическими силами дуги, поэтому высокочастотная дуга, находясь в стальной решетке, испытывает усилия, выталкивающие ее из решетки. [34]
Трансформатор Т, питаемый от сети переменного тока, повышает напряжение сети до 12000 — 15000 V и заряжает конденсатор С. В тот момент, когда напряжение на конденсаторе достигает некоторой критической величины ( V VF), наступает явление пробоя. Между электродами искры образуется токопроводящий канал, обеспечивающий в дальнейшем прохождение электрического заряда, Запасенного на конденсаторе. К концу ее напряжение на борнах искры падает с 12 — — 15 kV до 50 — 100 V; при этом напряжении и происходит дальнейший разряд. L разряд носит колебательный характер. В этой стадии разряда искра представляет собой по существу высокочастотную дугу, характеризуемую малой разностью потенциалов и большой, в несколько десятков ампер, силой тока. LC и составляет, для обычных в практике спектрального анализа значений Си /, от 10 — 5 до 10 — 6 сек. [35]
При давлениях газа порядка одной атмосферы высокочастотный разряд по своему виду напоминает те виды разряда, которые имеют место при тех же давлениях при постоянном напряжении: искровой, коронный и дуговой. В этом случае на фоне общего свечения газа около острия или провода наблюдается быстрое чередование светящихся незавершенных стримерных каналов. Этот вид разряда, напоминающий кистевой разряд, носит название высокочастотной короны. При повышении напряжения между электродами полоски стримеров становятся ярче, достигают второго ( некоронирующего) электрода и при достаточной мощности источника переходят в высокочастотную дугу. При мало и емкости источника тока дуга не образуется и имеет место высокочастотный искровой пробой. При частотах порядка 10 мггц происходят новые явления, вызванные наличием емкостных токов, и возникает так называемый факельный разряд. [36]
Факельный разряд впервые был открыт советским инженером, профессором С. И. Зилитинкевичем в 1928 году. Факел возникает в одной из тех точек поверхности провода или катушки высокочастотного контура, которым соответствует пучность напряжения. Факел тем длиннее, чем больше амплитуда и мощность колебаний потенциала той точки контура, из которой факел исходит. Если колебания в контуре достаточно мощны, то одновременно могут существовать два факела в двух разных точках. При наличии острия на поверхности электрода, а также при предварительном нагреве данного участка контура до красного каления факел возникает самостоятельно. При удалении стерженька от провода между ними сначала возникает высокочастотная дуга, затем дуга разрывается и переходит в факел. Во всех наблюденных Зилитинкевичем случаях окраска факела принимала оттенок, соответствующий спектру металла проводника. При факеле на острие происходит плавление острия. [37]
Страницы: 1 2 3
Высокочастотная дуга — Большая Энциклопедия Нефти и Газа, статья, страница 3
Высокочастотная дуга
Cтраница 3
При гашении дуги в индуктивном контуре промышленной частоты напряжение на дуговом промежутке может достигнуть 2 Ет. При гашении дуги в активном контуре повышенной частоты напряжение не может превзойти величины Ет. Этим, при прочих равных условиях, облегчается гашение высокочастотной дуги по отношению к дуге промышленной частоты. [31]
Время существования свечения сильно зависит от состава электродов. Когда используются электроды из материала с высоким давлением паров, свечение оказывается более продолжительным. В случае электродов с низким давлением пара свечение после выключения высокочастотной дуги исчезает быстрее. [32]
Высокочастотная дуга, образующаяся при введении второго ( изолированного) электрода, мало отличается по внешнему виду от низкочастотной дуги ( высокого напряжения. Сходство особенно наглядно при горизонтальном расположении электродов, когда в обоих случаях разряд симметричен. Канал выгнут кверху, как бы опираясь на одинаковые электродные пятна. Однако при равных размерах разряда ширина канала и величина электродных пятен в высокочастотной дуге значительно больше, чем у низкочастотной. [33]
Движение высокочастотной дуги внутри решетки также существенно отличается от движения низкочастотной дуги. При низкой частоте дуга, вошедшая в стальную решетку, испытывает воздействие сил электромагнитного поля, которые направлены от края пластин. При низкой частоте эти силы преобладают над силами поля, создаваемого вихревыми токами в пластинах, стремящимися переместить дугу к краю. При высокой частоте электромагнитные силы токов в пластинах преобладают над электродинамическими силами дуги, поэтому высокочастотная дуга, находясь в стальной решетке, испытывает усилия, выталкивающие ее из решетки. [34]
Трансформатор Т, питаемый от сети переменного тока, повышает напряжение сети до 12000 — 15000 V и заряжает конденсатор С. В тот момент, когда напряжение на конденсаторе достигает некоторой критической величины ( V VF), наступает явление пробоя. Между электродами искры образуется токопроводящий канал, обеспечивающий в дальнейшем прохождение электрического заряда, Запасенного на конденсаторе. К концу ее напряжение на борнах искры падает с 12 — — 15 kV до 50 — 100 V; при этом напряжении и происходит дальнейший разряд. L разряд носит колебательный характер. В этой стадии разряда искра представляет собой по существу высокочастотную дугу, характеризуемую малой разностью потенциалов и большой, в несколько десятков ампер, силой тока. LC и составляет, для обычных в практике спектрального анализа значений Си /, от 10 — 5 до 10 — 6 сек. [35]
При давлениях газа порядка одной атмосферы высокочастотный разряд по своему виду напоминает те виды разряда, которые имеют место при тех же давлениях при постоянном напряжении: искровой, коронный и дуговой. В этом случае на фоне общего свечения газа около острия или провода наблюдается быстрое чередование светящихся незавершенных стримерных каналов. Этот вид разряда, напоминающий кистевой разряд, носит название высокочастотной короны. При повышении напряжения между электродами полоски стримеров становятся ярче, достигают второго ( некоронирующего) электрода и при достаточной мощности источника переходят в высокочастотную дугу. При мало и емкости источника тока дуга не образуется и имеет место высокочастотный искровой пробой. При частотах порядка 10 мггц происходят новые явления, вызванные наличием емкостных токов, и возникает так называемый факельный разряд. [36]
Факельный разряд впервые был открыт советским инженером, профессором С. И. Зилитинкевичем в 1928 году. Факел возникает в одной из тех точек поверхности провода или катушки высокочастотного контура, которым соответствует пучность напряжения. Факел тем длиннее, чем больше амплитуда и мощность колебаний потенциала той точки контура, из которой факел исходит. Если колебания в контуре достаточно мощны, то одновременно могут существовать два факела в двух разных точках. При наличии острия на поверхности электрода, а также при предварительном нагреве данного участка контура до красного каления факел возникает самостоятельно. При удалении стерженька от провода между ними сначала возникает высокочастотная дуга, затем дуга разрывается и переходит в факел. Во всех наблюденных Зилитинкевичем случаях окраска факела принимала оттенок, соответствующий спектру металла проводника. При факеле на острие происходит плавление острия. [37]
Страницы: 1 2 3
Высокочастотная дуга — Большая Энциклопедия Нефти и Газа, статья, страница 2
Высокочастотная дуга
Cтраница 2
При гашении дуги в активном контуре повышенной частоты напряжение не может превзойти величины Ет. Этим при прочих равных условиях облегчается гашение высокочастотной дуги по сравнению с. [16]
Для успешного гашения дуги важно, чтобы она не задерживалась в межконтактном промежутке и быстро выдувалась в камеру. Это обстоятельство приобретает особое значение при гашении высокочастотной дуги. Опыт показывает, что условия гашения такой дуги резко ухудшаются, если не обеспечить быстрого перемещения ее оснований по контактам и быстрого выхода дуги из межконтактного промежутка. Сравнительно простым способом создания благоприятных условий для таких перемещений является образование контура тока, при котором возникают повышенные электродинамические силы, выталкивающие дугу из области между контактами. [17]
При гашении дуги в активном контуре повышенной частоты напряжение не может превзойти величины Ет. Этим при прочих равных условиях облегчается гашение высокочастотной дуги по сравнению с дугой промышленной частоты. [18]
Разряд искры происходит в две стадии: первая — пробой аналитического промежутка со свечением газов атмосферы. Вторая стадия, длящаяся 10 — 4 сек — высокочастотная дуга переменного тока низкого напряжения, сопровождается выбросом факелов из паров материалов электродов. [19]
Под действием поля высокого напряжения электроны колеблются между электродами в ритме поля так, что вероятность ионизирующих соударений в газе увеличивается. В результате в разрядном промежутке образуется много заряженных частиц и возникает кратковременная высокочастотная дуга, которая ионизирует газ между электродами в такой степени, чтобы обеспечить зажигание нормальной вспомогательной дуги. [21]
В аппаратах для сварки неплавящимся электродом механизмы подачи присадочной проволоки и ходовые механизмы имеют принципиально такую же конструкцию, как аналогичные устройства для сварки плавящимся электродом. В этих аппаратах электрическая схема обеспечивает зажигание дуги пробоем дугового промежутка высокочастотной дугой осциллятора и заварку кратера при прекращении сварки путем постепенного уменьшения силы сварочного тока. [22]
Истинная температура плавления бора точно еще не установлена. Это измерение было проведено с бором, полученным восстановлением хлорида водородом в высокочастотной дуге. [23]
Для сварки неплавящимся электродом в среде защитных газов промышленностью выпускаются автоматы АДСВ ( рис. VII.10), АДН и др. Конструкция механизмов подачи проволоки и перемещения аппарата у этих тракторов аналогична конструкции этих механизмов у тракторов, используемых для сварки плавящимся электродом. Особенность электрической схемы аппаратов с неплавящимся электродом заключается в зажигании дуги пробоем дугового промежутка высокочастотной дугой осциллятора и заварке кратера по окончании сварки за счет постепенного уменьшения силы сварочного тока. [25]
При монтаже оттяжечных изоляторов устанавливают разрядный промежуток между электродами на величину, указанную в проекте. Одновременно следят за исправностью электрических контактов катушек индуктивности ( см. рис. 10.6) или сопротивлений, включаемых для гашения возникшей при разряде высокочастотной дуги. При навеске постоянных оттяжек особое внимание обращают на правильное положение изоляторов и не допускают протаскивания их по земле. Для подтягивания оттяжки к якорю применяют полиспаст, закрепленный на монтажном якоре, но лучше, если в конструкции якоря имеются детали для крепления блока. [26]
Высокочастотная дуга — Большая Энциклопедия Нефти и Газа, статья, страница 2
Высокочастотная дуга
Cтраница 2
При гашении дуги в активном контуре повышенной частоты напряжение не может превзойти величины Ет. Этим при прочих равных условиях облегчается гашение высокочастотной дуги по сравнению с. [16]
Для успешного гашения дуги важно, чтобы она не задерживалась в межконтактном промежутке и быстро выдувалась в камеру. Это обстоятельство приобретает особое значение при гашении высокочастотной дуги. Опыт показывает, что условия гашения такой дуги резко ухудшаются, если не обеспечить быстрого перемещения ее оснований по контактам и быстрого выхода дуги из межконтактного промежутка. Сравнительно простым способом создания благоприятных условий для таких перемещений является образование контура тока, при котором возникают повышенные электродинамические силы, выталкивающие дугу из области между контактами. [17]
При гашении дуги в активном контуре повышенной частоты напряжение не может превзойти величины Ет. Этим при прочих равных условиях облегчается гашение высокочастотной дуги по сравнению с дугой промышленной частоты. [18]
Разряд искры происходит в две стадии: первая — пробой аналитического промежутка со свечением газов атмосферы. Вторая стадия, длящаяся 10 — 4 сек — высокочастотная дуга переменного тока низкого напряжения, сопровождается выбросом факелов из паров материалов электродов. [19]
Под действием поля высокого напряжения электроны колеблются между электродами в ритме поля так, что вероятность ионизирующих соударений в газе увеличивается. В результате в разрядном промежутке образуется много заряженных частиц и возникает кратковременная высокочастотная дуга, которая ионизирует газ между электродами в такой степени, чтобы обеспечить зажигание нормальной вспомогательной дуги. [21]
В аппаратах для сварки неплавящимся электродом механизмы подачи присадочной проволоки и ходовые механизмы имеют принципиально такую же конструкцию, как аналогичные устройства для сварки плавящимся электродом. В этих аппаратах электрическая схема обеспечивает зажигание дуги пробоем дугового промежутка высокочастотной дугой осциллятора и заварку кратера при прекращении сварки путем постепенного уменьшения силы сварочного тока. [22]
Истинная температура плавления бора точно еще не установлена. Это измерение было проведено с бором, полученным восстановлением хлорида водородом в высокочастотной дуге. [23]
Для сварки неплавящимся электродом в среде защитных газов промышленностью выпускаются автоматы АДСВ ( рис. VII.10), АДН и др. Конструкция механизмов подачи проволоки и перемещения аппарата у этих тракторов аналогична конструкции этих механизмов у тракторов, используемых для сварки плавящимся электродом. Особенность электрической схемы аппаратов с неплавящимся электродом заключается в зажигании дуги пробоем дугового промежутка высокочастотной дугой осциллятора и заварке кратера по окончании сварки за счет постепенного уменьшения силы сварочного тока. [25]
При монтаже оттяжечных изоляторов устанавливают разрядный промежуток между электродами на величину, указанную в проекте. Одновременно следят за исправностью электрических контактов катушек индуктивности ( см. рис. 10.6) или сопротивлений, включаемых для гашения возникшей при разряде высокочастотной дуги. При навеске постоянных оттяжек особое внимание обращают на правильное положение изоляторов и не допускают протаскивания их по земле. Для подтягивания оттяжки к якорю применяют полиспаст, закрепленный на монтажном якоре, но лучше, если в конструкции якоря имеются детали для крепления блока. [26]
Панель управления EVOTIG AC/DC — evospark.ru
Тип сварки
Выберете необходимый тип сварки из предложенного списка:

Управление
Данный пункт меню позволяет выбрать один из возможных типов управления аппарата:

Под тактностью подразумевается способ включения сварочного аппарата кнопкой горелки. При нажатии кнопки включается сварочная машина, и выполняются все элементы сварочного цикла, организованные выбором настроек циклограммы, двойной модуляции тока и др.
В поле, выделенном цветом, мы можем выбрать один из вариантов:
- 2T — двухтактный, при нажатой кнопке горелки машина включена, при отжатой – выключена. Применяется при сварке коротких швов, прихватках и т.п.
- 4Т — четырехтаткный, кнопка нажимается и отпускается – машина включена, производим сварку. Кнопка нажимается и отпускается – сварка закончена, машина выключена. Применяется на длинных швах, при укладке вертикальных разделок и т.д.
Поджиг используется для зажигания дуги. Возможны два варианта:
- Lift (контактный поджиг). Позволяет избежать генерирования электромагнитного импульса, характерного для высокочастотного бесконтактного поджига. Использование: поднести электрод к свариваемому месту вплотную, нажать кнопку горелки, плавно отвести горелку на высоту 3–5 мм.
- HF (высокочастотный бесконтактный поджиг). Позволяет избежать вкраплений вольфрама электрода в сварочный шов. Использование: поднести электрод к свариваемому месту на расстояние 3–5 мм. Нажать кнопку горелки, загорится дуга.
HF генерирует мощный электромагнитный импульс, способный повредить чувствительную электронику (наручные часы, мобильные телефоны, медицинское оборудование и т.д.).
Диаметр
Диаметр электрода подбирается под силу сварочного тока:
Диаметр, мм | Переменный ток, А | Постоянный ток, А | ||||
Отрицательный электрод | Положительный электрод | |||||
Чистый вольфрам | Вольфрам с оксидом | Чистый вольфрам | Вольфрам | Чистый вольфрам | Вольфрам | |
1,6 | 45…90 | 60…125 | 40…130 | 60…150 | 10…20 | 10…20 |
2,0 | 65…125 | 85…160 | 75…180 | 100…200 | 15…25 | 15…25 |
2,4 | 80…140 | 120…210 | 130…230 | 170…250 | 17…30 | 17…30 |
3,2 | 150…190 | 150…250 | 160…310 | 225…330 | 20…35 | 20…35 |
4,0 | 180…260 | 240…350 | 275…450 | 350…480 | 35…50 | 35…50 |
5,0 | 240…350 | 330…460 | 400…625 | 500…675 | 50…70 | 50…70 |
Выбираем диаметр вольфрамового электрода из списка:

Неплавящиеся вольфрамовые электроды имеют свою маркировку, приведенную в таблице ниже:
WP (зеленый) | Эти электроды используются только для сварки переменным током, однако лучше их вообще не применять. |
WT20 (красный) | Торий не вредит здоровью, находясь в электроде, но опасна пыль, появляющаяся при заточке, которая может попасть в легкие или открытые раны. Эти электроды хорошо работают при перегруженности по току. Используются для сварки постоянным током, не должны быть использованы при переменном токе. |
WC20 (серый) | Особенно хороши для сварки постоянным током с низкой силой тока, т.к. очень легко зажигают дугу, как правило, не могут работать при таких же высоких токах, как торированные электроды. Хороши для коротких циклов сварки. Широко используются для сварки очень мелких деталей. Используются для сварки постоянным током, не должны быть использованы при переменном токе. |
WL20 (синий) | Имеют самую низкую температуру на кончике, что способствует увеличению срока службы. Не могут работать при таких же высоких токах, как торированные электроды Используются для сварки постоянным током, а также показывают хорошие результаты с переменным током. |
WZ8 (белый) | Являются самыми часто используемыми при сварке переменным током, т.к. имеют более стабильную дугу по сравнению с чистым вольфрамом. Хорошо препятствуют загрязнению ванны при переменном токе. Ни при каких обстоятельствах не рекомендуются для сварки постоянным током. |
WL20 (синий) | Выдерживают большие токи, не загрязняя металл шва вольфрамом. Используются для сварки особо ответственных соединений постоянным током. |
Частотный режим
Выбираем частотный режим

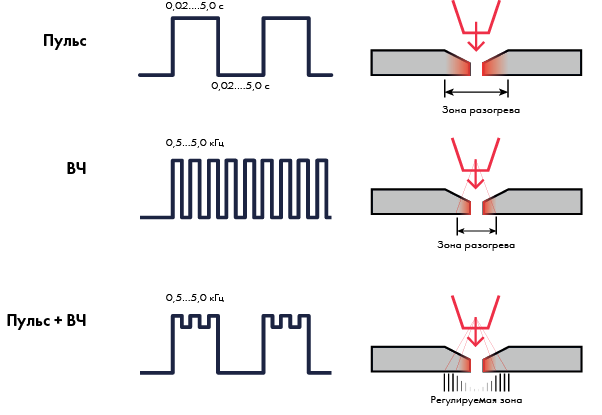
Высокочастотный канал в импульсе
Импульсная сварка пульсирующим током разделяется на традиционную импульсную сварку Пульс с периодом импульсов 0,02…5,0 с и высокочастотную импульсную сварку ВЧ с частотой 0,5…50 кГц, что качественно влияет на глубину проникновения.
Высокочастотная модуляция позволяет сконцентрировать тепловую энергию дуги в узкой зоне, что благоприятно сказывается на металле, особенно на тонколистовых нержавеющих сталях, а также уменьшает сварочные деформации, лучше перемешивает металл в сварочной ванне, делает дугу более устойчивой.
При чередовании традиционного способа сварки и высокочастотной модуляции Пульс + ВЧ можно добиться более глубокого проникновения и захвата корня шва.
Высокочастотный канал в паузе
Пункт меню «Высокоч. канал в паузе» отображается при включении функции «2 тока». При его включении открывается доступ к настройке частоты тока в токе паузы. Измеряется в кГц.
Программа
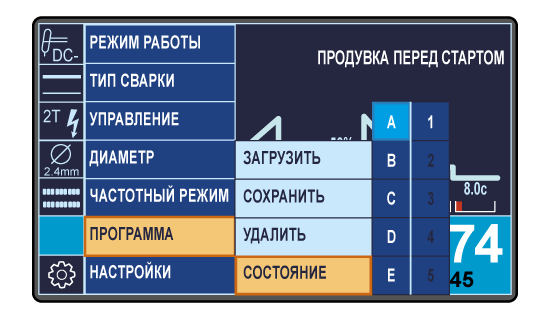
Данный раздел меню позволяет выполнять различные действия с настроенными режимами сварки, что позволяет упростить и свести к минимуму настройки аппарата, а также повысить производительность за счёт сохранённых и отработанных ранее режимов сварки.
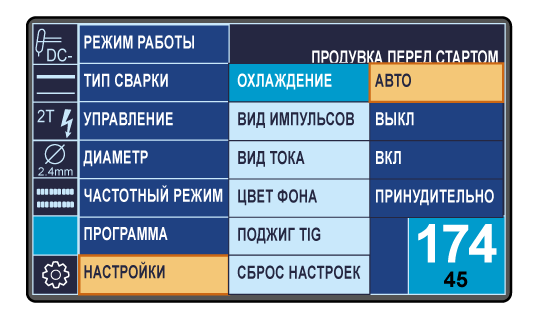
Настройки
Данный раздел меню позволяет настроить следующий ряд параметров:
Охлаждение
По требованию заказчика источник сварочного тока может комплектоваться блоком жидкостного охлаждения. Для активации выберите «Вкл.», «Авто» или «Принудительно». Для его отключения «Выкл.». Охладитель запускается автоматически в начале сварки. Отключение насоса происходит автоматически через 1 минуту после окончания сварки.
Подготовка к работе:
- Включите сварочный источник.
- Проверьте уровень охлаждающей жидкости в бачке. При необходимости долейте охлаждающую жидкость.
Внимание!
Для охлаждения рекомендуется использовать специальные охлаждающие жидкости для сварочных аппаратов. Это позволяет избежать замерзания системы охлаждения при отрицательных температурах, препятствует пенообразованию, накипи и закупориванию внутренних поверхностей системы охлаждения.
Вид импульсов
Настройка вида импульсов:

Вид тока
Выбираем вид отображения силы тока на циклограмме:

Цвет фона
Выбор цветовой схемы дисплея. В зависимости от внешнего освещения, возможно выбрать одну из схем:

Поджиг TIG
Этот пункт меню позволяет выбрать тип поджига для данной конфигурации TIG сварки:

Сброс настроек
Позволяет произвести сброс на заводские настройки.Подготовка к работе:
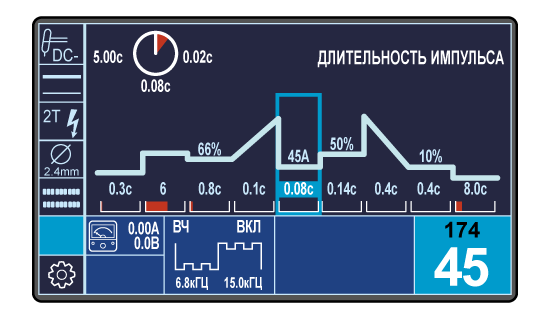
Циклограмма
В меню «Циклограмма» отображен схематичный график, на котором содержатся отдельные участки цикла сварки, сопровождаемые названиями и численными значениями параметров, характеризующими свойства данного участка графика. Циклограмма служит для наглядного отображения изменения всех параметров процесса сварки.
Прокручиванием левого энкодера по этапам сварки на циклограмме перемещается прямоугольник, в пределах одного этапа переключение происходит между параметрами этапа. Для настройки нужного значения нажимаем левый энкодер, при этом выделяется цветом цифра (значение), которую можно корректировать вращением левого энкодера. При этом изменение значения корректируемого параметра сопровождается изменением величины соответствующего индикатора. После настройки значения нажимаем левый энкодер для сохранения.
Название параметра | Диапазон | Примечание | |
Длительность предварительной продувки | 0…5 | с | На этапе предварительной продувки происходит обдув сварочной ванны и вольфрамового электрода защитным газом. Это делается для защиты зоны сварки от окисления и вольфрамового электрода – от разрушения. Газ выбирается в зависимости от материала. |
Интенсивность поджига | 1…10 | у.е. | Энергия поджига. |
Длительность стартового тока | 0…10 | с | Установка длительности стартового тока. |
Время нарастания тока | 0…10 | c |
|
Стартовый ток | 20…200 | % | Проценты высчитываются от основного тока.В момент начала сварки вольфрамовый электрод не разогрет, поэтому необходимо снизить термический удар при проходе через него основного тока сварки. Для этого используется параметр «Стартовый ток». Он используется в начале сварки для разогрева и формирования сварочной ванны и в зависимости от материала, теплоёмкости, положения, может быть больше или меньше первого тока. |
Коррекция напряжения стартового тока | -10…10 | В | Коррекция параметра не влияет на отображение циклограммы |
Длительность перехода к основному току | 0…10 | с | Установка длительности перехода к основному току. Используется для плавного изменения текущего тока, чтобы избежать разрушения электрода. |
Основной ток сварки |
| А | Минимальное и максимальное значение определяются выбранными на экране «Параметры» параметрами сварки. |
Длительность основного тока | 0,1…5 | с | Отображается при включении режима «Пульс» |
Второй ток сварки | 15…95 | % | Отображается при включении режима «Пульс». Измеряется в процентах от основного тока, минимальное и максимальное значение определяются выбранными на экране «Параметры» параметрами сварки. |
Длительность второго тока | 0,1…5 | с | Отображается при включении режима «Пульс» |
Время перехода к финишному току | 0…30 | с | Влияет на дегазацию сварочной ванны. |
Финишный ток сварки | 20…200 | % | Измеряется в процентах от основного тока. Используется для заварки кратера сварки. |
Длительность финишного тока | 0…10 | с | Влияет на дегазацию сварочной ванны |
Длительность продувки после выключения дуги | 0,5…30 | с | Используется для защиты остывающей сварочной ванны от атмосферных газов. |
Стабилизатор высокочастотной дуги | Машинист-любитель
МайкСправочник Miller TIG — отличный ресурс.
http://www.millerwelds.com/resources/TIGhandbook/
Пройдя «курсы повышения квалификации по сварке», у меня были это, Учебник по современной сварке и любая информация от Lincoln, которую я мог скачать, а также раздаточные материалы от инструктор для сравнения. Миллер был самым всесторонним, Линкольн был больше о критике Миллера и о том, почему Линкольн лучше Миллера.
Определенно начните с пластины 1/8 «. Начните с лужи. Между проникновением и хлопком есть тонкая грань! Так что внимательно следите за лужей. Я обнаружил, что получаю действительно хорошие бусинки, но мое проникновение было недостаточно глубоким , если вы посмотрите на лужу, вы увидите, что она начинает оседать и выравниваться, когда вы добьетесь правильного проникновения. На плоской пластине вы не хотите видеть никаких выступов через заднюю часть пластины.
Самый сложный стык, который я нашел Это стыковое соединение, опять же, у меня были действительно хорошие борта, но только 50% проникновения на пластине 1/8 «, пока я не зацепился за лужу.Если вы подержите там фонарик немного дольше, вы действительно можете увидеть, как лужа начинает выравниваться, в этот момент погрузите свой заправочный стержень, чтобы охладить лужу, и немного продвиньте фонарик, чтобы получить следующую точку. У вас должно получиться полное проникновение, а на дне пластины будет небольшая выпуклость. Будьте осторожны при перемещении по тарелке, так как вся тарелка нагревается, точка оседания становится быстрее. Да, и всего через долю секунды после точки спада, чтобы добраться до точки «хлопка», когда весь беспорядок просто падает на пол.
Соединения внахлестку, тройники и угловые соединения довольно легко контролировать.
Алюминий нельзя сваривать без присадочного стержня! В отличие от стали, где вы можете сплавить их вместе (самовоспламеняющиеся) и получить действительно хороший сварной шов без присадки, в отличие от алюминия. Также очень важен выбор удочки. ER5356 — это тот, который будет использоваться для большинства ваших сварочных работ с распространенными сплавами, такими как 6061-T6 или 7075T-53. Другой пруток, тот, что имелся в местном сварочном цехе, был ER4043.это хорошо для 2014-T6 и 6061-T4. Меня это озадачило, так как я никогда не сталкивался с 6061-T4, только характер T6. ОН, и если вы планируете анодировать алюминий после сварки, тогда ER5356 — это стержень, который необходимо использовать.
Если вы приступаете к сварке стали TIG, присадочный пруток, используемый для кислородно-ацетиленовой сварки, отличается от того, который используется для сварки TIG.
Уолтер
.2018 Новый высококачественный высокочастотный инвертор Arc-200 Mma 200 Arc Welder
1. 100% бесшовная, полностью чиповая технология панели управления, значительно увеличивает надежность сварочного аппарата, в то же время Saip эксклюзивно использует перегрузку по току Система защиты на панели управления, предотвращает сильный ток, предотвращает вторичное повреждение сварщика, даже жареную трубку.
02. TIEXI является единственной рукоятью с самыми передовыми моделями трансформаторов с аморфной структурой 200G в Китае, КПД машины составляет более 32%, по сравнению с «ферритом», срок службы увеличивается более чем в два раза.
03. Сварочный аппарат с прямым обдувом ветром может работать при высокой температуре 60 ° C и нагрузке 100%.
04. Из корейской технологии Magna, импортированной из однотрубных БТИЗ, качество гарантировано.
05. Сотрудничайте с ведущими в отрасли предприятиями по производству конденсаторов, 4470 мкФ, высокого качества, чтобы обеспечить высокую эффективность и стабильную производительность электросварочного аппарата.
06. Увеличенная мощность радиатора позволяет повысить эффективность сварки более чем на 26%.
07. Запатентованная технология межслойных каналов, полностью предотвращающая попадание пыли в верхнюю и нижнюю пластину и вызывающая короткое замыкание для увеличения срока службы сварочного аппарата; На всех линиях применяется обработка кожи изоляционным слоем, поэтому мы стремимся обеспечить наилучшую сварку.
08. Производство электросварочных аппаратов TIEXI соответствует международным стандартам безопасности, каждый сварщик имеет конструкцию заземления.
| Модель | MMA-200 |
| Напряжение | 1 фаза 220 В 15% |
| Частота | 50/60 Гц |
| Рабочий цикл | 80% |
| No- нагрузка Напряжение | 80v |
| Ток дуги | 20-200A |
| Класс изоляции | f |
| Размер машины | 300 * 210 * 130 мм |
| Вес | 5 |
| Размер упаковки | 460 * 270 * 350 мм |
Juba Сварочный аппарат высокочастотной дуговой сварки Tig
40 долларов США.00–100 долларов США / Кусок | 20 шт. / Шт. (Минимальный заказ)
- Номер модели:
- TIG 140/160/200/250/300
- Перевозка:
- Поддержка Морские перевозки
- Настройка:
Индивидуальный логотип (Мин.Заказ: 100 шт.)
Настройка графики (Мин. Заказ: 100 шт.)Подробнее
Индивидуальная упаковка (Мин.Заказ: 100 шт.) Меньше