Оборудование для заточки вольфрамовых электродов от ООО «ДельтаСвар»
Главная / Библиотека / Новости / Оборудование для заточки вольфрамовых электродов от ООО «ДельтаСвар» — отличное немецкое качество по выгодной цене!Вольфрамовые электроды, являясь важным элементом сварочного процесса, должны быть отшлифованы и подготовлены должным образом. Неправильно подготовленные, загрязненные электроды приводят к неправильной форме дуги и ее отклонению, разбрызгиванию металла. В результате дуга горит нестабильно и получить качественный шов невозможно. Правильно заточенные и чистые вольфрамовые электроды улучшают зажигание дуги и повышают ее стабильность.
Вольфрам – редкий металлический элемент, который используется при изготовлении электродов для аргонодуговой сварки. Вольфрам имеет высокую температуру плавления, значительно выше, чем у любого металла, 3410 градусов по Цельсию.
Вольфрамовые электроды бывают различных размеров и длины, а также состоять или из чистого вольфрама, или из сплава вольфрама и других редкоземельных элементов и оксидов.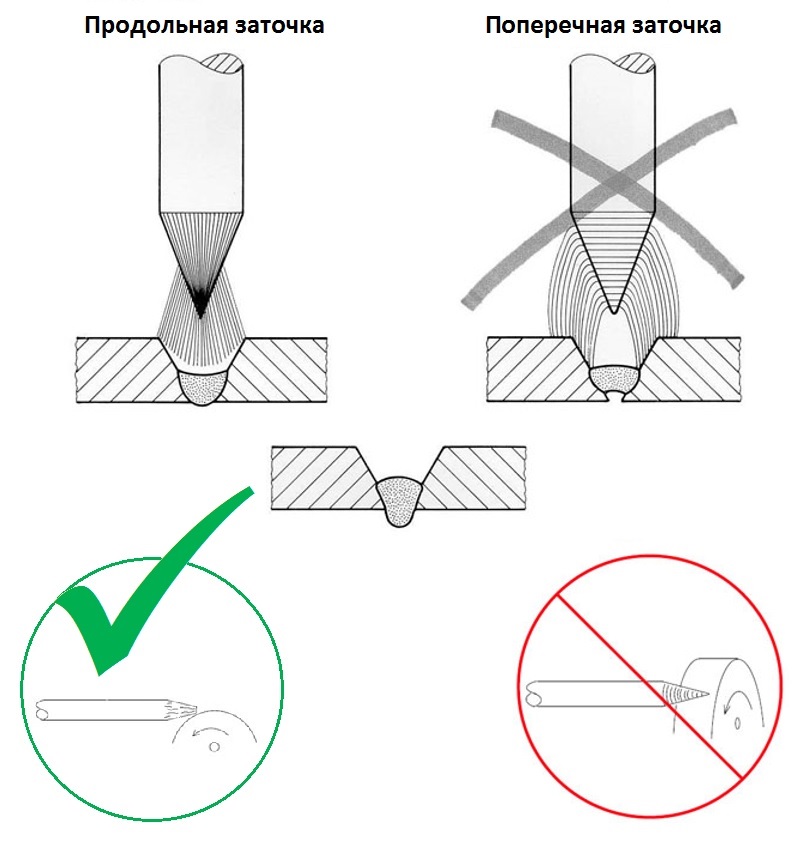
Многие сварщики пытаются самостоятельно очистить вольфрамовый электрод, используя один из следующих методов:
- Обрезка электрода вручную или с помощью кусачек;
- Скручивание электрода с помощью плоскогубцев;
- Надпил электрода на шлифовальном круге, а затем распил его вручную, с помощью молотка или с помощью плоскогубцев.
Все эти методы могут вызвать проблемы при сварке и быть причиной нестабильности дуги и приводить к дефектам сварки, а также увеличивать риск получения травмы глаз или руки.
Поэтому очень важно обрабатывать электрод специальным инструментом для заточки электродов. Данный инструмент разработан специально с учетом характеристик вольфрама, как твердого и хрупкого материала.
Применение в машинках для заточки вольфрамового электрода специальных алмазных дисков гарантирует высокое качество поверхности электрода после обработки без расколов и зазубрин.
Представляем Вашему вниманию надежный немецкий аппарат для заточки вольфрамовых электродов TGM 40230 HANDY. Обладая прекрасным соотношением «Цена-Качество», данный аппарат выполняет качественную заточку вольфрамовых электродов, которые используются для дуговой сварки вольфрамовым электродом в среде инертного газа, для сварки дуговой плазмой, а так же для сварочных работ в космосе. Аппарат отвечает экологическим требованиям. Чемодан для транспортировки и незначительная масса являются идеальным сочетанием.
Преимущества применения TGM 40230 HANDY:
- Плавно регулируемый угол заточки 0–90°
- Возможность заточки электродов длиной от 8 мм
- Диаметр обрабатываемых электродов 0,8–4,0 (4,8) мм
- Одноэлементный электрододержатель с быстрозаменяемым защитным цанговым зажимом для соответствующего диаметра вольфрамовых электродов
- Надежное улавливание вольфрамовой пыли. Встроенный фильтр позволяет защитить оператора при заточке электрода от вольфрамовой пыли, что особенно важно при заточке торированных электродов марки WT, так как пыль, образующаяся при их заточке, является радиоактивной.

- Нет необходимости в дорогостоящем применении специального пылесоса
- Более высокая защита глаз благодаря полной изоляции процесса заточки. (Выбрасываемая с высокой скоростью пыль может стать причиной повреждений роговицы глаза)
- Малая масса станка и компактные конструктивные размеры благодаря использованию алюминиевых деталей
Аппарат для заточки вольфрамовых электродов особенно выгоден при большом количестве сварочных работ.
На градуировочной шкале можно выставить в порядке возрастания угол заточки. Угол заточки от 7,50 до 900 даёт в итоге угол острия от 150 до 1800.
Эксцентриковая шайба даёт возможность 3-х разового использования алмазного круга для различных затачиваемых поверхностей, что есть конструктивной особенностью аппарата.
Точное направление (F) и упор (А) на рукояти держателя электрода гарантируют высокоточное продольное дефибрирование.
Специальный цанговый зажим позволяет производить заточку коротких вольфрамовых электродов длиной до 15 мм (например, при тяжёлых условиях монтажных работ, а так же для сварочных работ в космосе).
В режиме регулировки и обучения достигается шлифование вольфрамового электрода только до 0,3 мм. Это позволяет экономить электроды, сократить время на процесс заточки, минимизировать выделение шлифовальной пыли и не изнашивает алмазный круг. В режиме регулировки и обучения возможно также удаления грата с электрода (d>=1,6мм).
Через смотровое окошко можно наблюдать процесс затачивания и регулировать нажим заточки, что может препятствовать чрезмерному накалу электрода и точильного круга.
Интегрированное вытягивание шлифовальной пыли и сменный фильтр следующая конструктивная особенность прибора, служащая для защиты органов дыхания.
Регулятор скорости оборотов — следующая важная особенность, позволяющая выбрать оптимальную скорость заточки электрода в зависимости от его диаметра.
Надёжная подставка повышает устойчивость аппарата во время процесса заточки.
Подробные технические характеристики оборудования для заточки вольфрамовых электродов смотрите здесь.
Обращайтесь к специалистам компании «ДельтаСвар» для уточнения стоимости данного оборудования!
Читайте также:
Что общего между порошковой проволокой SC-71MJ и путешествием на Марс?
Какая связь между этими, казалось бы, совершенно разными понятиями? 1 декабря 2020 года Илон Маск сообщил, что первый человек, с высокой долей вероятности, высадится на Марсе уже в 2024 году. Предполагается, что после этого будет активная колонизация Марса, то есть освоение и подготовка планеты для жизнедеятельности людей. А это значит, планируется строительство жилых и добывающих ресурсы систем. Возникает вопрос: это реальность или фантастика? Ведь средняя температура на Марсе −63 °С, и для экс…
Оборудование для орбитальной сварки от генерального представительства Orbitalum Tools GmbH в России: высокое качество и наличие на складе
 Преимущества этого очевидны: высокая надежность и воспроизводимость процесса, короткое время производства, неизменно высокое качество сварных швов, простота управления процессом и подробное документирование.
…
Преимущества этого очевидны: высокая надежность и воспроизводимость процесса, короткое время производства, неизменно высокое качество сварных швов, простота управления процессом и подробное документирование.
…С Новым годом и Рождеством!
Коллектив компании «ДельтаСвар» от всей души поздравляет вас и ваших близких с наступающим Новым годом и Рождеством! Желаем каждому в Новом году множество ярких моментов и событий, наполненных хорошим настроением, положительными эмоциями, радостью и стремлением к достижению новых целей! Здоровья и счастья в Новом году!
…
Станок плазменной резки металла с ЧПУ HyperCUT: установка на результат!
Сварочные экраны и шторы: обеспечение безопасной работы в сварочном цехе
Процесс сварки неизбежно влечет за собой вредное ультрафиолетовое излучение, горячие брызги и искры.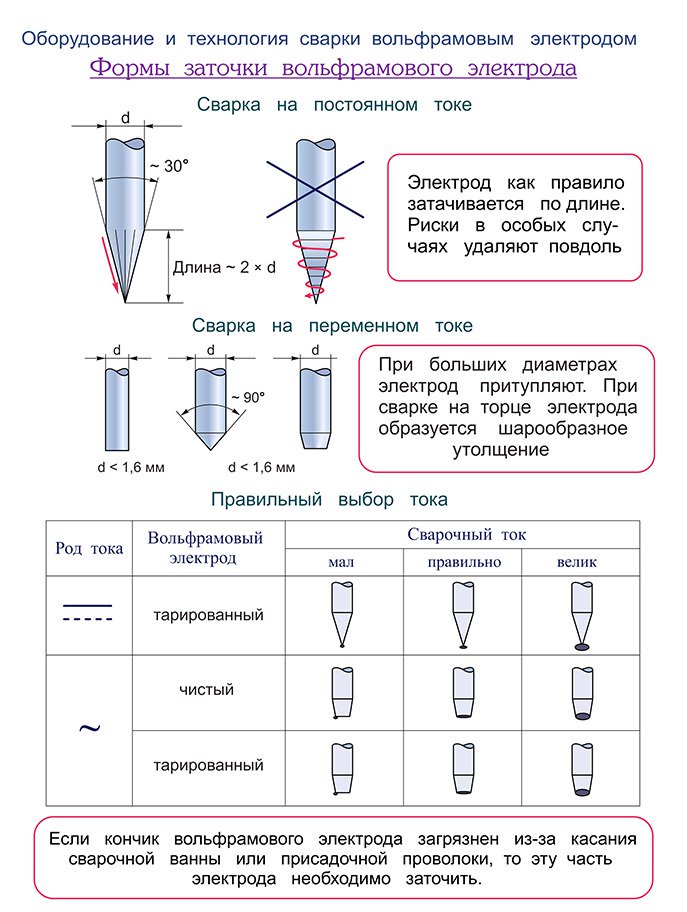 Поэтому крайне важно защитить не только сварщика, выполняющего сварочные работы, но и остальных работников цеха, подвергаемых вредным воздействиям.
…
Поэтому крайне важно защитить не только сварщика, выполняющего сварочные работы, но и остальных работников цеха, подвергаемых вредным воздействиям.
…
Поделиться ссылкой:
Заточка вольфрамовых электродов — welding
В настоящее время вольфрамовые электроды используются практически на каждом предприятии. Их применяют для сварки разных металлов: алюминий, нержавеющая сталь, цветные металлы и многих других материалов. Связка вольфрамовый электрод и защитный газ — это хорошее сочетание для тех, кто хочет добиться качественных сварных соединений.
Но любой сварщик скажет вам, что для хорошего результата недостаточно знать одну лишь технологию сварки. Необходимо также помнить о тонкостях, которые упростят и даже улучшат результат ваших работ. Одна из таких тонкостей — заточка электрода.
В этой статье мы расскажем, зачем нам нужна заточка электрода и чем их можно заточить.
Немного о материале электрода.
Вольфрам — это один из самых тугоплавких металлов, применяемых для изготовления электродов. Температура плавления вольфрама — более 3000 градусов по Цельсию. В условиях обычной дуговой сварки такие температуры не используются, именно поэтому вольфрамовые электроды называют неплавящимися. При использовании такого электрода он практически не меняется в размере. Но, вольфрамовые электроды как и любой дугой сварочный материал, все же может стать короче. В процессе сварки (например, при поджигании дуги или при формировании шва) электрод может стачиваться о поверхность металла. В большинстве случаев это не так уж страшно, но стоит помнить что затупленный электрод становится причиной некачественного провара шва.
Как решить эту проблему?
Очень просто: заточить электрод.
Заточенный вольфрамовый электрод исправно выполняет свою функцию, образуя качественные долговечные швы.
Как заточить вольфрамовый электрод.
Существует множество способов заточки вольфрамового электрода.
- абразивный круг,
- химическая заточка,
- заточка с помощью специальной пасты,
- механическая заточка.
Мы расскажем о механической заточки которую выполняют с помощью специальных приспособлений, они могут быть как переносными, так и стационарными.
Переносной способ осуществляется с помощью ручной машинки для заточки вольфрамовых электродов, а к стационарным — станок для заточки электродов. На наш взгляд, применение таких приспособлений дает оптимальный результат. В большинстве случаев многие профессионалы выбирают именно машинку для заточки электродов, этому служит множество факторов:
- простота в использовании,
- мобильность,
- автоматизация рабочего времени.
Форма заточки может быть сферической или конической. Сферическая форма больше подходит для сварки постоянным током, а коническая — для сварки переменным током. Некоторые сварщики отмечают, что не замечают большой разницы при сварке электродами с разной формой заточки. Но наш опыт показал, что отличия все же есть. И если вы выполнять сварку профессионально, то разница будет очевидна.
Но наш опыт показал, что отличия все же есть. И если вы выполнять сварку профессионально, то разница будет очевидна.
Оптимальную длину заточенной конца электрода можно рассчитать по формуле Ø*2. Например, если диаметр электрода равен 3 мм, то длина заточенной части должна быть 6 мм. И так по аналогии с любым другим диаметром. После заточки немного притупите конец электрода, постучав им по твердой поверхности.
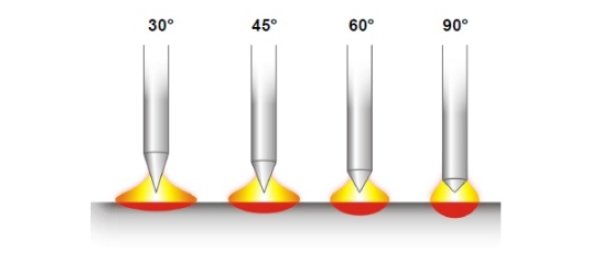
Еще один параметр который нужно помнить — это угол заточки электрода. Он будет зависеть от того, какую величину сварочного тока вы будете использовать. При сварке на малом значении сварочного тока для заточки будет достаточно угла в 10-20 градусов. Оптимальный угол — 20 градусов. Угол заточки в 20-40 градусов — это хороший вариант при сварке с применением средних значений сварочного тока.
Если вы используете токи большой величины, то угол заточки может быть от 40 до 120 градусов. Но мы не рекомендуем затачивать стержень более чем на 90 градусов.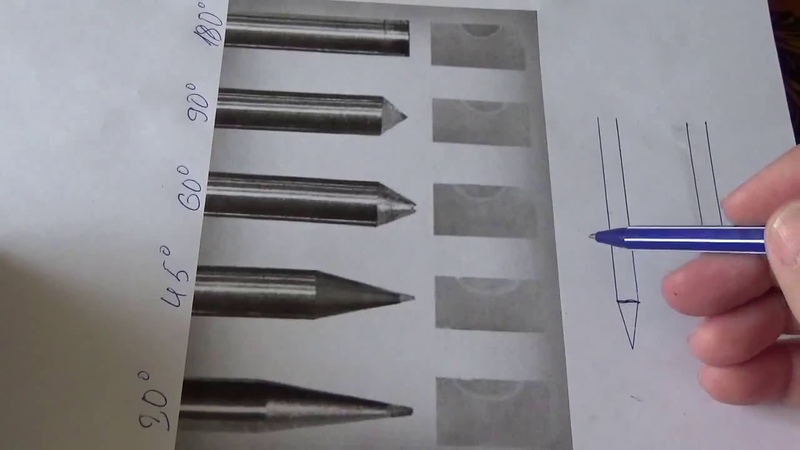 Иначе дуга будет гореть нестабильно и вам будет трудно сформировать шов.
Иначе дуга будет гореть нестабильно и вам будет трудно сформировать шов.
Сейчас существует множество машинок для заточки вольфрамовых электродов, как говорится «на вкус и цвет», конечно есть зарекомендованные бренды, которые у всех на слуху. Мы же используем машинку TAYOR TG20, отличный результат, надежность и долговечность, вот что показала нам эта машинка. Многие наши партнеры довольны TG20 и все больше и больше рекомендуют данный инструмент другим сварщикам.
К главным особенностям TG20 можно отнести:
легкость и компактность,
надежность и качество
экономичная заточка
быстрая и надежная шлифовка
увеличение срока службы электрода
функция отсечения
Вес TG20 всего 0,71 кг что однозначно говорит о ее мобильности и легкости, скорость вращения диска от 2000 до 20000 об/минуту, это позволяет без труда делать заточку электродам диаметром от 1,6-3,2 мм.
Напоминаем что вы всегда можете обратится к нашим менеджерам и узнать цену и наличие машинки TAYOR TG20.
Заточка вольфрамовых электродов: правила и способы заточки
Вольфрамовые электроды, относящиеся к неплавящемуся виду, применяются для сварки под защитой газа. Помимо их правильного использования необходима регулярная заточка вольфрамовых электродов для их дальнейшего успешного использования.
Вольфрамовые электроды
Неплавящиеся вольфрамовые электроды нередко используются в профессиональной и любительской деятельности в области сварки. С их помощью допустимо соединение различных металлов, качество которых можно назвать отличным. Это обеспечивает такое свойство вольфрама, как тугоплавкость, позволяющее выдерживать действие высоких температур при длительной бесперебойной работе.
При изготовлении может использоваться чистый вольфрам, или добавляться различные примеси, улучшающие их качество. Область применения — автоматическая и полуавтоматическая сварка. Неплавящимися вольфрамовые электроды называют, потому что при употреблении практически не происходит уменьшение их длины.
Область применения — автоматическая и полуавтоматическая сварка. Неплавящимися вольфрамовые электроды называют, потому что при употреблении практически не происходит уменьшение их длины.
Выпускаемые вольфрамовые электроды разделяются по цвету их наконечников в зависимости от сферы применения, что необходимо учитывать при их выборе.
На стабильность горения дуги и другие факторы оказывает влияние форма острия электрода. Однако, со временем эта поверхность стачивается и деформируется, что требует ее регулярного обновления, называемого заточкой. Затупленный электрод может стать причиной непровара.
Форма заточки зависит в частности от используемого тока — для постоянного тока требуется конусовидная заточка, а для переменного — округлая. Заточенный электрод сможет по-прежнему осуществлять свои функции.
Правила заточки
На глубину шва и его ширину окажет влияние длина, на которую осуществляется заточка вольфрамового стержня. Она находится в зависимости от диаметра используемого электрода.
С увеличением длины заточки будет уменьшаться ширина шва, а при недостаточном значении длины заточки уменьшится глубина проплавления. На стабильность горения дуги окажет положительное влияние притупленная форма заточки.
Диаметр притупления находится в зависимости от величины тока и диаметра электрода. При угле заточки, превышающем 120 градусов, процесс сварки теряет устойчивость, а если он менее 20 градусов, то на кончике электрода будет образовываться нагар. При слишком остром угле заточки снижается срок службы вольфрамового электрода.
Поэтому перед началом этого процесса необходимо разобраться, как заточить вольфрамовый электрод, соблюдая все необходимые правила, чтобы обеспечить наилучшую форму шва и стабильность горения дуги. Для выбора наилучшей длины можно воспользоваться специальными таблицами. Затачивать вольфрамовый электрод следует только в продольном направлении.
Особая заточка вольфрамового электрода для сварки алюминия на переменном токе не требуется, однако рекомендуется округлять их концы.
Способы заточки
Имеется несколько методов заточки с использованием специального оборудования:
- Специализированный станок.
- Ручная машина.
- Электроточило с мелкозернистым абразивным кругом.
Также можно использовать болгарку, наждак или химическое воздействие. Рекомендуется использовать алмазные круги, поскольку их твердость превышает это значение у вольфрама.
В идеале поверхность заточенной части должна приближаться к полированной. Это может обеспечить станок для заточки вольфрамовых электродов, в состав которого входит алмазный диск, который собственно и осуществляет заточку вольфрамовых расходняков.
Станок является стационарным приспособлением, питающимся от сети электрического тока. Имеется возможность плавной регулировки угла заточки. В комплекте со станком поставляются зажимы для электродов. Простота эксплуатации сочетается с получением качественного результата.
Хороший результат также обеспечит машинка для заточки вольфрамовых электродов, осуществляющая это процесс тоже с помощью алмазного диска. Машинка для заточки электродов позволит быстро и легко осуществить этот процесс, соблюдая выбранные параметры угла. Заточка осуществляется в закрытой камере, что позволяет избежать разлета пыли вольфрама.
Машинка для заточки электродов позволит быстро и легко осуществить этот процесс, соблюдая выбранные параметры угла. Заточка осуществляется в закрытой камере, что позволяет избежать разлета пыли вольфрама.
Выставить требуемый угол заточки легко по имеющей шкале. Управлять процессом можно через прозрачное смотровое окошко. В комплекте имеется держатель для электрода, обеспечивающий его стабильное положение и уменьшающий риск получения травм для сварщика. Такое устройство относится к типу переносных. Заточка осуществляется вручную.
Приспособление для заточки вольфрамовых электродов можно изготовить самостоятельно. Для этого понадобятся:
- отрезок трубы;
- электрический моторчик;
- зажимной патрон;
- гайка;
- дрель;
- надфиль.
Из оборудования будет нужен сварочный аппарат.
Интересное видео
Как выбрать вольфрамовые электроды | Тиберис
Вольфрамовые электроды используются при аргонодуговой сварке, то есть сварке неплавящимся электродом в среде защитного газа аргона.
Температура плавления вольфрама – 3410 °С, температура кипения – 5900 °С. Это самый тугоплавкий из существующих металлов. Вольфрам сохраняет твердость даже при очень высоких температурах. Это позволяет делать из него неплавящиеся электроды. В природе вольфрам встречается, в основном, в виде окисленных соединений — вольфрамита и шеелита.
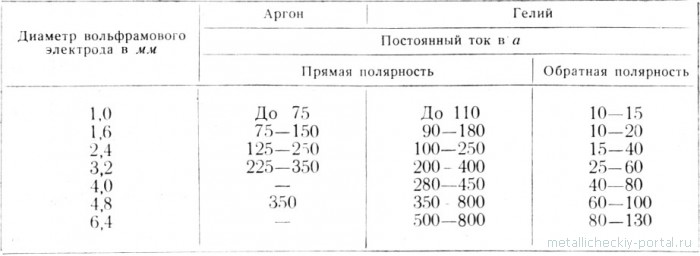
При аргонодуговой сварке дуга горит между свариваемой деталью и вольфрамовым электродом. Электрод находится внутри сварочной горелки. Для сварки в среде защитных газов обычно применяют постоянный ток прямой полярности. Иногда используется ток обратной полярности или переменный ток. В таких случаях целесообразно использовать вольфрамовые электроды с легирующими добавками, которые повышают стабильность и устойчивость сварочной дуги.
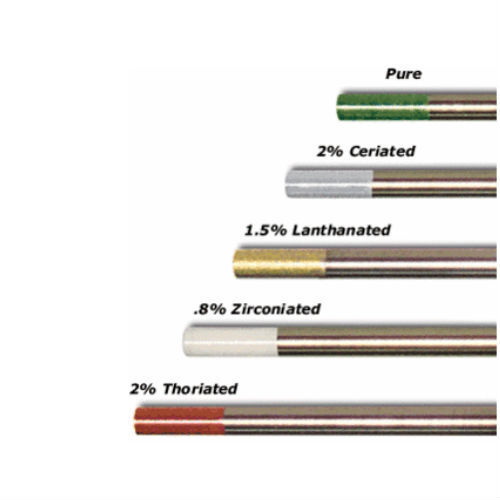
Для улучшения качества электрода (например, устойчивости к высоким температурам, повышения стабильности горения дуги) в чистый вольфрам вводят в качестве добавки окислы редкоземельных металлов. Существует ряд разновидностей вольфрамовых электродов, в зависимости от содержания этих добавок. Этим определяется марка электрода. Марку электрода в наше время легко запомнить по цвету, в который окрашен один конец. Вольфрамовые электроды делятся на три типа: Постоянного (WT,WY), Переменного (WP, WZ) и Универсальные (WL,WC).
Этим определяется марка электрода. Марку электрода в наше время легко запомнить по цвету, в который окрашен один конец. Вольфрамовые электроды делятся на три типа: Постоянного (WT,WY), Переменного (WP, WZ) и Универсальные (WL,WC).
Международные марки электродов
WP (зеленый) — Электрод из чистого вольфрама (содержание не менее 99,5%). Электроды обеспечивают хорошую устойчивость дуги при сварке на переменном токе, сбалансированном или не сбалансированном с непрерывной высокочастотной стабилизацией (с осциллятором). Эти электроды предпочтительны для сварки на переменном синусоидальном токе алюминия, магния и их сплавов, так как они обеспечивают хорошую устойчивость дуги как в аргоновой, так и в гелиевой среде. Из-за ограниченной тепловой нагрузки рабочий конец электрода из чистого вольфрама формируют в виде шарика.
Основные свариваемые материалы: алюминий, магний и их сплавы.
Ознакомиться с ценами на WP (зеленые) электроды, можно по ссылке.
WZ-8 (белый) — Электроды с добавлением оксида циркония предпочтительны для сварки на переменном токе, когда не допускается даже минимальное загрязнение сварочной ванны. Электроды дают чрезвычайно стабильную дугу. Допустимая токовая нагрузка на электрод несколько выше, чем на цериевые, лантановые и ториевые электроды. Рабочий конец электрода при сварке на переменном токе обрабатывается в форме сферы.
Основные свариваемые материалы: алюминий и его сплавы, бронза и ее сплавы, магний и его сплавы, никель и его сплавы.
Ознакомиться с ценами на WZ-8 (белые) электроды, можно по ссылке.
WT-20 (красный) — Электрод с добавлением оксида тория. Наиболее распространенные электроды, поскольку они первые показали существенные преимущества композиционных электродов над чисто вольфрамовыми при сварке на постоянном токе. Тем не менее, торий — радиоактивный материал низкого уровня, таким образом, пары и пыль, образующаяся при заточке электрода, могут влиять на здоровье сварщика и безопасность окружающей среды.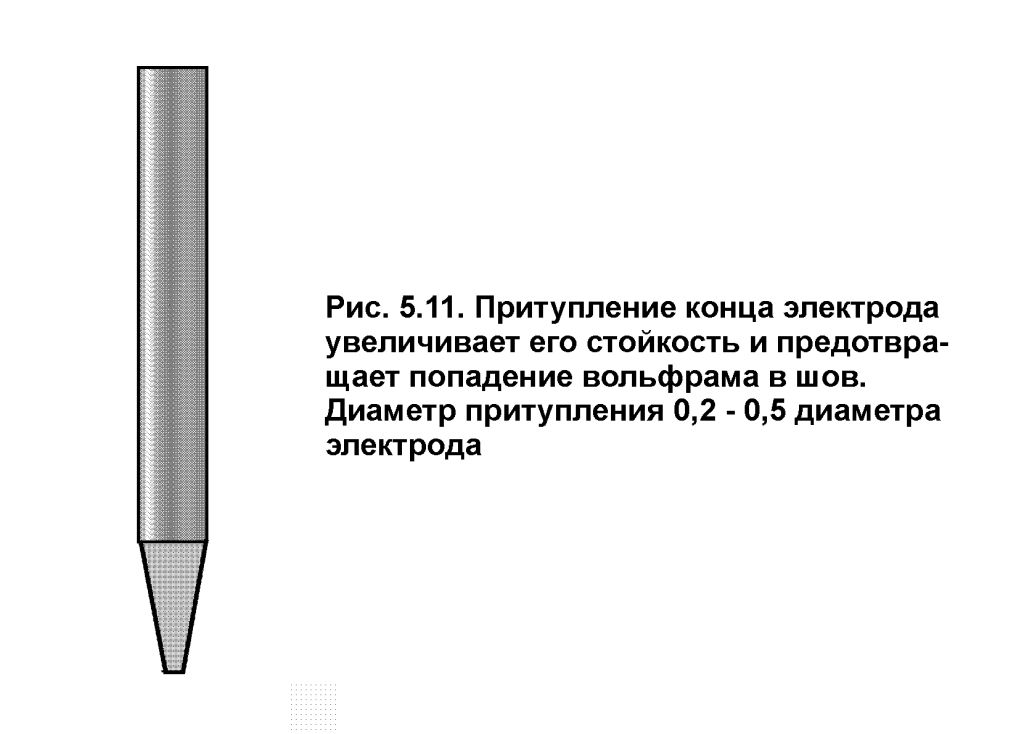
Сравнительно небольшое выделение тория при эпизодической сварке, как показала практика, не являются факторами риска. Но, если сварка производится в ограниченных пространствах регулярно и в течение длительного времени или сварщик вынужден вдыхать пыль, образующуюся при заточке электрода, необходимо в целях безопасности оборудовать места производства работ местной вентиляцией.
Торированные электроды хорошо работают при сварке на постоянном токе и с улучшенными источниками тока, при этом, в зависимости от поставленной задачи можно менять угол заточки электрода. Торированные электроды хорошо сохраняют свою форму при больших сварочных токах даже в тех случаях, когда чисто вольфрамовый электрод начинает плавиться с образованием на конце сферической поверхности.
Электроды WT-20 не рекомендуется использовать для сварки на переменном токе. Торец электрода обрабатывается в форме площадки с выступами.
Основные свариваемые материалы: нержавеющие стали, металлы с высокой температурой плавления (молибден, тантал), ниобий и его сплавы, медь, бронза кремниевая, никель и его сплавы, титан и его сплавы.
Ознакомиться с ценами на WT-20 (красные) электроды, можно по ссылке.
WY-20 (темно-синий) — Иттрированый вольфрамовый электрод, наиболее стойкий из используемых сегодня неплавящихся электродов. Используется для сварки особо ответственных соединений на постоянном токе прямой полярности, содержание окисной добавки — 1,8-2,2%, иттрированый вольфрам повышает стабильность катодного пятна на конце электрода, вследствие чего улучшается устойчивость дуги в широком диапазоне рабочих токов.
Основные свариваемые материалы: сварка особо ответственных конструкций из углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе (DC).
Ознакомиться с ценами на WY-20 (темно-синие) электроды, можно по ссылке.
WC-20 (серый) — Сплав вольфрама с 2% оксида церия (церий — самый распространенный нерадиоактивный редкоземельный элемент) улучшает эмиссию электрода. Улучшает начальный запуск дуги и увеличивает допустимый сварочный ток. Электроды WC-20 — универсальные, ими можно с успехом сваривать на переменном токе и на постоянном прямой полярности.
Электроды WC-20 — универсальные, ими можно с успехом сваривать на переменном токе и на постоянном прямой полярности.
По сравнению с чисто вольфрамовым электродом, цериевый электрод дает большую устойчивость дуги даже при малых значениях тока. Электроды применяются при орбитальной сварке труб, сварке трубопроводов и тонколистовой стали. При сварке этими электродами с большими значениями тока происходит концентрация оксида церия в раскаленном конце электрода. Это является недостатком цериевых электродов.
Основные свариваемые материалы: металлы с высокой температурой плавления (молибден, тантал), ниобий и его сплавы, медь, бронза кремниевая, никель и его сплавы, титан и его сплавы. Подходит для всех типов сталей и сплавов на переменном и постоянном токе
Ознакомиться с ценами на WC-20 (серые) электроды, можно по ссылке.
WL-20, WL-15 (синий, золотистый) — Электроды из сплава вольфрама с оксидом лантана имеют очень легкий первоначальный запуск дуги, низкую склонность к прожогам, устойчивую дугу и отличную характеристику повторного зажигания дуги.
Добавление 1,5% (WL-15) и 2,0% (WL-20) оксида лантана увеличивает максимальный ток, несущая способность электрода примерно на 50% больше для данного типоразмера при сварке на переменном токе, чем чисто вольфрамового. По сравнению с цериевыми и ториевыми, лантановые электроды имеют меньший износ рабочего конца электрода.
Лантановые электроды более долговечны и меньше загрязняют вольфрамом сварной шов. Оксид лантана равномерно распределен по длине электрода, что позволяет длительное время сохранять при сварке первоначальную заточку электрода. Это серьезное преимущество при сварке на постоянном (прямой полярности) или переменном токе от улучшенных источников сварочного тока, сталей и нержавеющих сталей. При сварке на переменном синусоидальном токе рабочий конец электрода должен иметь сферическую форму.
Основные свариваемые материалы: высоколегированные стали, алюминий, медь, бронза. Подходит для всех типов сталей и сплавов на переменном и постоянном токе.
Ознакомиться с ценами на WL-20 здесь и WL-15 по ссылке.
Советы по аргонодуговой сварке вольфрамовым электродом
На постоянном токе свариваются (сталь, нержавейка, титан, латунь, медь, чугун а также разнородные соединения). Для каждого материала нужна своя присадочная проволока и чем лучше вы подберете ту которая соответствует по химическому составу, тем крепче, красивее и надежней будет соединение. Горелка должна подключатся в «-», а зажим заземления в «+». При этом мы получаем прямую полярность, которая дает нам более стабильную направленную дугу и глубокое проплавление. При выборе вольфрамового электрода нужно обратить внимание на его диаметр т.к. он выбирается исходя из толщин свариваемых деталей.
Для сварки на постоянном токе нужно помнить самое главное требование, вольфрамовый электрод должен быть заточен очень точно и остро. На крупных предприятиях для заточки вольфрамовых электродов используют специальные машинки и станки с алмазным кругом, но не имея такового можно использовать обычный лепестковый круг с мелким зерном или точильный станок. Заточка производится к острию электрода при этом не допускать его перегрева т.к. вольфрам становится более хрупким и начинает попросту крошиться. Так же нужно помнить о защитном газе, это должен быть аргон высокой частоты (объемная доля аргона должна быть не менее. 99,998 %).
Заточка производится к острию электрода при этом не допускать его перегрева т.к. вольфрам становится более хрупким и начинает попросту крошиться. Так же нужно помнить о защитном газе, это должен быть аргон высокой частоты (объемная доля аргона должна быть не менее. 99,998 %).
Если же газ плохой, то он сразу даст о себе знать, самый главный признак, это потемнение сварочного шва. На баллоне должен быть установлен регулятор, он может быть как с манометрами так и поплавкового типа. Все чаще большинство серьезных предприятий используют импортные редукторы с двумя ротаметрами и второй используют для поддува. Это в свою очередь дает защиту обратного валика шва (сварка листов и труб).
Сама сварка производится справа налево, в правой руке горелка, в левой руке присадочный материал (если он необходим). Если на аппарате присутствуют функции «спад тока» и «газ после сварки» то про них не нужно забывать, первая даст Вам плавный спад тока в конце сварки, а вторая продолжит защиту сварочного шва в процессе остывания. Горелка должна находиться под углом 700 до 850, присадка подается приблизительно под углом 200 плавно и поступательно. По окончанию сварки не нужно торопиться и отрывать горелку от места сварки т.к. это приведет к удлинению дуги и плохой защиты шва.
Горелка должна находиться под углом 700 до 850, присадка подается приблизительно под углом 200 плавно и поступательно. По окончанию сварки не нужно торопиться и отрывать горелку от места сварки т.к. это приведет к удлинению дуги и плохой защиты шва.
На переменном токе сваривается алюминий, вольфрам при подготовке не затачивают как иглу, а только слегка закругляют. При сварке алюминия важную часть нужно уделить подготовке как материала так и присадки. Во первых, поверхность должна быть зачищена и обезжирена. Во вторых снять фаски, если толщина не позволяет сделать полный провар. К присадке тоже уделяется должное внимание, необходимо грамотно подобрать хим. состав, это может быть чистый АL 99%, AlSi (силумин) или AlMg (дюраль). В остальном нужна только практика.
Как себя обезопасить
И в конце хотелось бы отметить что при данном виде сварке нужно должным образом относиться к средствам защиты. Выбирайте только те средства защиты в которых будет не только комфортно но и безопасно т. к. при TIG сварке очень сильное ультрафиолетовое излучение, а глаза нам даны только одни.
к. при TIG сварке очень сильное ультрафиолетовое излучение, а глаза нам даны только одни.
Рекомендуем Вам рассмотреть современное высокоэффективное средство защиты — маску «Хамелеон».
Вольфрамовые электроды и их заточка.
Чистый вольфрам (100% вольфрам) Зеленый
Вольфрамовые электроды обеспечивает хорошую устойчивость дуги при сварке на переменном токе. Достаточно хорошее сопротивление к загрязнению. Не предназначен для работы на высоких токовых нагрузках. При плавлении на конце электрода образуется шарик. Используются только на сварочных аппаратах трансформаторного типа.
Вольфрам с содержанием Церия (2%) Серый
Аналогичные показатели для торированного вольфрама. Легкое возбуждение дуги, высокая стабильность дуги, длительный срок эксплуатации. Наиболее схож по составу с ториевым электродом (красный). Считается универсальным вольфрамовым электродом, подходящим как для сварки на постоянном токе прямой полярности, так и на переменном.
Вольфрам с содержанием оксида Тория (2%) Красный
Легкое возбуждение дуги. Выдерживает высокую нагрузку сварочного тока. Высокая стабильность дуги. Не загрязняет сварочную ванну. Отлично сохраняет форму при сварке на переменном токе, тем самым предотвращает образование шарика на конце электрода.
Вольфрамовый электрод с содержанием Лантана
Золотой 1.5% Лантана (Желтый) и Синий (2% Лантана)
Аналогичные показатели для обоих видов вольфрама. Легкое возбуждение дуги. При сварке отличается крайне стабильной дугой. Долговечен в использовании, выдерживает высокие токовые нагрузки. Желтый вольфрам можно заменить красным, а синий вольфрам можно заменить зеленым.
Вольфрамовый электрод с содержанием оксида Циркония (8%) Белый
Отлично подходит для сварки переменным током, благодаря образованию шарика на конце рабочей поверхности. Высокая устойчивость к загрязнению сварочной ванны. Легкое возбуждение дуги. Рекомендован к использованию в случаях, когда загрязнение сварного шва недопустимо. Можно заменить вольфрамовым электродом зеленого цвета.
Рекомендован к использованию в случаях, когда загрязнение сварного шва недопустимо. Можно заменить вольфрамовым электродом зеленого цвета.
Заточка вольфрама и глубина провара.
Бампер для Toyota Tundra от HEAVY METAL GARAGE →← Сварог ARC 315 R14 — технически грамотная и надежная сварка
Машинка для заточки вольфрамовых электродов КЕДР TIG-40 8006697 — цена, отзывы, характеристики, фото
Машинка для заточки вольфрамовых электродов КЕДР TIG-40 8006697 оснащается специальной шкалой, которая способствует точности работы. Благодаря закрытой камере разлет пыли и осколков во время выполнения операций исключается. Держатель электрода с цанговым зажимом надежно защищает сварщика от получения травм. Набор запчастей позволяет собирать и чистить устройство максимально легко и быстро.
- Напряжение питания, В 220
- Мин. диаметр электрода, мм 1
- Мах. диаметр электрода, мм 4
- Вес, кг 2,5
 org/PropertyValue»> Частота вращения, об/мин 22000
org/PropertyValue»> Частота вращения, об/мин 22000Комплектация *
- Машинка для заточки вольфрамовых электродов КЕДР TIG-40 в сборе – 1 шт.
- Транспортировочный кейс – 1 шт.
- Шайба шлифовальная Ø 40 мм (установлен в машинку) – 1 шт.
- Держатель электрода – 1 шт.
- Цанговый зажим 1.6 мм – 1 шт.
- Цанговый зажим 2.4 мм – 1 шт.
- Цанговый зажим 3.2 мм – 1 шт.
- Ключ 2 мм – 1 шт.
- Ключ 4 мм – 1 шт.
- Ключ 13/17 – 1 шт.
- Ключ 13/14 – 1 шт.
- Сменный фильтр (установлен в машинку) – 1 шт.
- Пакет для сменного фильтра – 1 шт.
- Руководство по эксплуатации – 1 шт.
- Присоска для снятия смотрового окошка – 1 шт.
- Щетка – 1 шт.
- Смазка – 1 шт.
Параметры упакованного товара
Единица товара: Штука
Вес, кг: 4,22
Длина, мм: 410
Ширина, мм: 145
Высота, мм: 305
Особенности
| ||
Преимущества
|
 0 до 4.0 мм;
0 до 4.0 мм;Произведено
- Россия — родина бренда
- Китай — страна производства*
- Информация о производителе
Указанная информация не является публичной офертой
На данный момент для этого товара нет расходных материаловСервис от ВсеИнструменты.
 ру
руМы предлагаем уникальный сервис по обмену, возврату и ремонту товара!
Обратиться по обмену, возврату или сдать инструмент в ремонт вы можете в любом магазине или ПВЗ ВсеИнструменты.ру.Гарантия производителя
Гарантия производителя 1 годГарантийный ремонт
Здесь вы найдете адреса расположенных в вашем городе лицензированных сервисных центров.
| Лицензированные сервисные центры | Адрес | Контакты |
|---|---|---|
| СЦ «ЛИГА СВАРКИ» МСК Средний срок ремонта — 18 дней | ул. Бирюсинка, д. 7 | +7 (495) 134-00-00 |
Чем легко и дёшево точить вольфрамовые электроды для TIG сварки❓| Лучшие круги для болгарки от 3M | Euro Welder
Вольфрам (нем. Wolf Rahm — «волчья пена») — самый тугоплавкий из всех известных металлов.
🙏Приветствую гостей и подписчиков канала Euro Welder — канале о сварке и сварщиках!
Как известно, в аргонно-дуговой сварке применяются электроды из очень твёрдого и самого тугоплавкого металла — вольфрама. Вольфрамовый электрод не разрушается при горении электрической дуги, которая имеет очень высокую температуру — до 6000°C.
Вольфрамовый электрод не разрушается при горении электрической дуги, которая имеет очень высокую температуру — до 6000°C.
Перед применением электрод требует заточки, варианты которой разнятся в зависимости от ситуации и личных предпочтений сварщика.
Самым идеальным способом является заточка с помощью специальной заточной машинки, однако далеко не каждый готов раскошелится на значительную сумму для её приобретения.
Пример заточной машинки и схема влияния угла заточки на проникающие способности дуги в металл.Наждак также не является самым простым решением, поскольку он стационарный и далеко не каждый камень выдержит плотность вольфрама.
Лично для себя я давно нашёл отличный способ для заточки вольфрама с помощью болгарки и немецкого фибрового круга фирмы 3M с использованием абразивного минерала 3M™ Cubitron™ II, который справляется с температурой нагрева до 987 градусов по Цельсию.
*Простые фибровые круги или простой обдирочный со своей задачей справляются очень медленно и нередко перегревают вольфрам.
Фото автора. Фибровый круг на болгарку 3M™ Cubitron™ II в размере Р60+.Невероятную живучесть и мощность этих кругов я уже приводил на одном из небольших видео, когда работал в Чехии, где, собственно, с ними и познакомился впервые.
Посмотрите с какой лёгкостью и за какое короткое время эти круги справились с полоской стали в 6 мм (видео):
К слову, за свою рабочую практику, я перепробовал целую массу различных фибровых кругов различного состава и производства, но рядом с «Кубитрон» от «Три Эм» не поставил бы рядом не один из них. Преимущество в долговечности и эффективности колоссальное.
С особотвёрдым вольфрамовым электродом эти круги также справляются максимально быстро (видео):
*Электрод WT-20 (2.4 мм), круг не новый.
Как видно на видео, я использовал далеко не новый круг, которым успел уже проточить электроды и обработать металл множество раз, но заточка осталась быстрой и без значительных усилий. Все дело в особой технологии, с помощью которой круги способны самозатачиваться.
Все дело в особой технологии, с помощью которой круги способны самозатачиваться.
Ценовая политика 3M для кругов Cubitron™ II, учитывая их уникальную долговечность, не притесняет. Достаточно дин раз попробовать и больше не смотреть в сторону других марок и производителей.
К фибровым кругам Вам также понадобится специальная оправка (пластмассовый диск) на которых они крепятся:
В силу того, что полотно вольфрамового электрода располагается вдоль своей оси, точить его следует также вдоль движения движущегося круга.
Таким образом избегается возможность получения так называемого «завихрения» и достигается стабильное горение дуги в одном направлении.
Фото автора. Правильная заточка вольфрамового электрода фибровым кругом.Если Вы уже опробовали круги 3M™ Cubitron™ II не забудьте оставить свой отзыв в комментариях!
🙏 С Уважением E.W.
Как заточить вольфрам для сварки TIG за 6 шагов — Welding Mastermind
Вольфрамовый электрод — одна из важнейших частей любой сварочной установки TIG. Ведь именно вольфрамовый электрод передает дугу от сварочного аппарата к металлу. Если ваш электрод настроен неправильно, вы не сможете получить чистый и прочный сварной шов. Для достижения наилучших характеристик сварочной дуги электрод обычно затачивают перед сваркой. Этот процесс может сбить с толку начинающих сварщиков.
Ведь именно вольфрамовый электрод передает дугу от сварочного аппарата к металлу. Если ваш электрод настроен неправильно, вы не сможете получить чистый и прочный сварной шов. Для достижения наилучших характеристик сварочной дуги электрод обычно затачивают перед сваркой. Этот процесс может сбить с толку начинающих сварщиков.
Так как же затачивать вольфрам для сварки TIG? Вам нужно выбрать инструмент для заточки, а затем выполнить шесть простых шагов.
- Обрежьте или отделите все загрязнения от контакта электрода со сварочной ванной
- Используйте специальный шлифовальный станок или шлифовальный станок только для вольфрама
- Шлифуйте параллельно длине стержня, но не поперек него
- Прижмите электрод к шлифовальному кругу под углом 22,5 °
- Согните примерно на 2/3 диаметра стержня и оставьте плоское пятно примерно на 2/3 диаметра стержня на наконечнике для получения наилучшей дуги
- Протрите ацетоном
Выбор инструмента для заточки
Автоматическая точилка для вольфрама для исключительных результатов Начать нужно с выбора инструмента для шлифовки электрода. Есть несколько различных инструментов, которые вы можете использовать для шлифования. Инструменты:
Есть несколько различных инструментов, которые вы можете использовать для шлифования. Инструменты:
- Специализированные точилки для вольфрамовых электродов
- Настольные шлифовальные машины
- Угловые шлифовальные машины
- Ленточные или дисковые шлифовальные машины
- Химические точилки для электродов
У каждого устройства есть преимущества и недостатки. Какой бы инструмент вы ни выбрали, вам необходимо выполнить шесть шагов, перечисленных выше, чтобы нанести чистую, свежую точку на электрод.
Инструмент для работы
Спросите четырех сварщиков о лучшем инструменте для заточки вольфрамовых электродов для сварки TIG, и вы получите пять мнений о том, что использовать.Правда в том, что есть много полезных инструментов для заточки электродов. У каждого есть свои достоинства и недостатки. В отличие от заточки ножей или деревообрабатывающих инструментов, заточка вольфрама — это только электроинструмент. Для этой работы нет ручных инструментов.
Точилки для вольфрамовых электродов
Многие компании производят специальные шлифовальные машины для заточки вольфрамовых электродов. Эти инструменты всегда будут идеальным решением. Поскольку они не работают ни с чем, кроме шлифовки электродов, шлифовальный круг остается чистым.Инструменты достаточно малы, чтобы их можно было держать прямо на сварочном столе, поэтому точилка всегда под рукой, когда она вам понадобится. Эти инструменты также позволяют легко подобрать нужный угол.
Вольфрамовые точилки бывают двух видов: относительно недорогие ручные инструменты и промышленные модели с высокой стоимостью. Менее дорогие точилки обычно шлифуют под фиксированным углом без регулировки. Хотя они дешевле промышленных точилок, они все же намного дороже некоторых других шлифовальных инструментов.
Промышленные вольфрамовые точилки позволяют лучше контролировать угол и длину заточки, но они дороги. Они лучше всего подходят для тех, кому нужно выполнять много сварочных швов TIG каждый день и у кого нет времени переходить к другому рабочему столу, чтобы затачивать электроды.
Сварщик, использующий одну из этих точилок, подобен художнику-эскизу, у которого на столе есть точилка для карандашей. Каждый раз, когда острие затупляется, можно быстро и легко воткнуть электрод в точилку, чтобы освежить острие.
Также есть насадки для вращающихся инструментов, которые затачивают электроды. Они дешевле, чем другие специализированные точилки, но все же дороги. Также необходимо иметь вращающийся инструмент и настроить его для заточки электродов. Если у вас нет вращающегося инструмента, покупка его с точилкой стоит примерно столько же, сколько и покупка специальной точилки.
Все специальные точилки имеют прорези или отверстия размером 1/16 и 3/32 вольфрамовых стержней. Эти прорези выравнивают стержень и болгарку под правильным углом.Просто вставьте его, нажмите кнопку и отшлифуйте. Медленно вращайте электрод между пальцами вперед и назад, чтобы избежать плоских пятен.
Настольный шлифовальный станок
Настольные шлифовальные машины, вероятно, являются наиболее распространенным инструментом для заточки электродов. Если вы занимаетесь сваркой, скорее всего, у вас уже есть настольный шлифовальный станок. (Если вы занимаетесь сваркой и у вас нет настольного точильного станка, вам необходимо его приобрести.) Настольные шлифовальные машины удобны и хорошо затачивают электрод.
Если вы занимаетесь сваркой, скорее всего, у вас уже есть настольный шлифовальный станок. (Если вы занимаетесь сваркой и у вас нет настольного точильного станка, вам необходимо его приобрести.) Настольные шлифовальные машины удобны и хорошо затачивают электрод.
Недостатками настольных шлифовальных машин являются загрязнение и расстояние.Если вы будете использовать одно и то же шлифовальное колесо для всего, вы можете загрязнить свой стержень. На круге будут прилипать кусочки стали, ржавчины, алюминия и всего, что вы шлифовали. Эти частицы могут попасть на кончик электрода, если вы не будете осторожны. Если наконечник загрязнен, в сварном шве останется грязь, которая ослабит его.
У вас могут быть специальные шлифовальные круги для вольфрама и другие для общего использования, но тогда вы должны переключать их между работами. Это хлопотно, но это работает.
Еще одно решение проблемы загрязнения настольных шлифовальных станков — покупка специального шлифовального станка только для электродов. Вы можете купить дешевую шлифовальную машину в магазине инструментов, например, в Harbour Freight или Northern Tool. Эти инструменты не предназначены для тяжелых условий эксплуатации, но сколько времени вы тратите на шлифовку электродов? Дешевая кофемолка — одно из простых решений.
Вы можете купить дешевую шлифовальную машину в магазине инструментов, например, в Harbour Freight или Northern Tool. Эти инструменты не предназначены для тяжелых условий эксплуатации, но сколько времени вы тратите на шлифовку электродов? Дешевая кофемолка — одно из простых решений.
Если вы решите купить измельчитель только для вольфрама, выберите марку, отличную от марки вашего основного измельчителя. Это позволяет легко помнить, что (например) оранжевая шлифовальная машина предназначена только для электродов, а черная шлифовальная машина — для всего остального.
Если вы пытаетесь сваривать много металла каждый день, даже если вы потратите время на то, чтобы подойти к шлифовальному станку, это может привести к потере драгоценного времени на сварку. Остановка сварки, переход к шлифовальному станку, шлифовка, возвращение к сварочному аппарату и выравнивание электрода требуют времени. Сложить много металла, если вы не на сварочном столе. Специальная кофемолка не решит эту проблему.
Профессиональный совет: вставьте электрод в дрель малой мощности, пока вы его заточите.Вращайте сверло на самой низкой скорости, которую вы можете получить при шлифовании, и вы получите ровный конус без плоских участков. Это самый простой и наиболее последовательный способ повернуть электрод и получить хороший ровный конус.
Угловая шлифовальная машина
В большинстве металлических мастерских есть угловые шлифовальные машины для удаления ржавчины, очистки шлака и подобных задач. Угловые шлифовальные машины не идеальны для заточки электродов. Чтобы затачивать электрод с помощью угловой шлифовальной машины, вы должны держать болгарку одной рукой, а электрод другой.Это затрудняет получение постоянного угла, поскольку обе части находятся в ваших руках без стабильной опоры.
Кроме того, угловая шлифовальная машина может вызвать загрязнение электрода из-за большого разнообразия задач, для которых она используется. Эти инструменты используются для обработки всех видов металла. Кто знает, что за жижа на круге болгарки? Вы можете иметь специальное колесо для угловой шлифовальной машины только для вольфрама, но тогда вам нужно время, чтобы переключать колеса между электродами и другими задачами.
Кто знает, что за жижа на круге болгарки? Вы можете иметь специальное колесо для угловой шлифовальной машины только для вольфрама, но тогда вам нужно время, чтобы переключать колеса между электродами и другими задачами.
Угловую шлифовальную машину следует использовать только тогда, когда у вас нет другого выбора. Если вы выполняете сварку в чужой мастерской и у вас нет доступа к обычным инструментам, угловая шлифовальная машина наложит наконечник на электрод. Трудно получить постоянный угол и чистую заточку, но это возможно.
Ленточный или дисковый шлифовальный станок
Шлифовальные машины для пола не так распространены в металлических магазинах, как в деревянных, но у некоторых они есть. Поскольку шлифовальная лента намного больше, чем шлифовальный круг, они, как правило, менее загрязнены.Дисковые шлифовальные машины превосходны, потому что у них обычно есть стол, на который вы можете положить электрод, чтобы получить более постоянный угол.
Если у вас есть напольная ленточная или дисковая шлифовальная машина, можно сделать конус электродов. Если у вас его нет, не ходите и не покупайте его, чтобы точить электроды. Есть варианты получше.
Не используйте ручную ленточную шлифовальную машину для заточки электродов. У них есть все проблемы, с которыми вы сталкиваетесь с угловыми шлифовальными машинами, плюс вы должны держать шлифовальный станок вверх дном или шлифовать электрод там, где вы его не видите.Ни одно из решений не работает очень хорошо.
Точилка для химических веществ
Химическая точилка для электродов — это паста, которая вступает в реакцию с вольфрамом, выжигая загрязнения и съедая кончик до острого конца. Чтобы использовать химическую точилку, вы взламываете дугу, чтобы нагреть наконечник, а затем окунаете наконечник в химикат. Держите наконечник в химикате, пока он не станет острым.
Некоторым сварщикам нравится погружать наконечник внутрь и наружу во время реакции, чтобы следить за формой.Как только наконечник станет достаточно острым, протрите наконечник и газовый баллон начисто, и вы снова готовы к сварке.
Недостатки химической точилки в том, что она грязная и непостоянная. Реакция пасты на вольфрам шипит и трескается. Это может привести к попаданию грязи на газовую чашку и электрод. Химикат также может неравномерно реагировать с кончиком электрода, образуя нечеткие углы или плоские пятна. Это может повлиять на качество сварочной дуги.
Химические точилкистанут отличным подспорьем, когда вы находитесь вне обычного сварочного цеха и у вас нет доступа к полному набору инструментов.Многие сварщики относятся к химикатам с любовью-ненавистью. Он делает ту работу, которую не могут сделать другие методы повышения резкости, но и не так хорош, как другие методы.
Шаги по заточке электрода
После того, как вы выбрали инструмент для заточки электрода, эти шаги позволят вам получить чистый электрод, обеспечивающий плавную устойчивую дугу.
1. Обрезать или отделить загрязнения
Если вы дотронетесь концом электрода до сварочной ванны, он будет собирать расплавленный металл.Этот металл будет не только на поверхности электрода; часть его смешается с наконечником вольфрамового стержня. Чтобы удалить все загрязнения, нужно отломать или отрезать кончик. Это легко сделать; вольфрам относительно хрупкий. Возьмите его плоскогубцами и отломите.
У некоторых точилок есть бороздка для ломки наконечника. Если у вас есть такая точилка, вставьте наконечник стержня в канал прерывателя. Вставьте его так, чтобы все загрязнения были ниже предела прочности. Теперь дайте электроду резкий щелчок, чтобы сломать поврежденную часть стержня.
2. Используйте специальную шлифовальную машину для вольфрама
Шлифовальные круги собирают частицы шлифуемого металла. Алюминий забивает шлифовальные круги, но сталь также оставляет после себя остатки. Если протереть электрод о колесо, забитое другим металлом, вы можете снова добавить загрязнения на стержень. Используйте чистое колесо.
Pro tip: Убедитесь, что стержень перемещается по поверхности колеса. Вольфрам тверже, чем шлифовальный круг. Если каждый раз проводить электроды по одной и той же полосе колеса, на колесе изнашивается канавка.
3. Шлифовать параллельно стержню
Может возникнуть соблазн держать стержень перпендикулярно вращению кофемолки. Это позволяет штанге естественным образом вращаться в руке во время вращения колеса. Однако этого делать не следует. Он делает канавки на внешней стороне стержня, которые заставляют дугу блуждать. Трудно получить гладкий и прямой сварной шов, если дуга блуждает.
Вместо того, чтобы шлифовать стержень, шлифуйте по его длине. Длинная ось стержня должна быть параллельна движению шлифовального круга.Это создаст прямые канавки, которые направят дугу к наконечнику стержня. Такое шлифование дает ровную и устойчивую дугу.
4. Держите электрод к шлифовальному станку под углом 22,5 °.
22,5 ° — наиболее распространенный угол для шлифования электродов. Этот угол подойдет для большинства ситуаций. Если вы шлифуете без направляющей, вы можете найти 22,5 ° таким образом:
- Перед вы коснетесь стержня болгарки, держите его горизонтально, перпендикулярно кругу.Это 90 °.
- Наклоните штангу от середины горизонтали к вертикали. На полпути между горизонталью и вертикалью 45 °.
- Теперь снова наклоните штангу наполовину. Он должен составлять три четверти пути вниз от горизонтали к вертикали или одну четверть пути вверх от вертикали. Этот угол составляет 22,5 °, как раз для заточки кончика электрода.
Вы можете немного поиграть с углом, когда научитесь сварке TIG. Изменение угла наклона и остроты наконечника изменяет характеристики наплавленного валика.Вы можете изменить угол, чтобы сварной шов стал глубже или лучше работал с тонкой заготовкой.
Длинный конус с более острым концом обеспечивает широкий валик с неглубоким проникновением. Кроме того, он легко запускается и дает очень стабильную дугу. Более острые наконечники лучше работают при низкой силе тока. У них обычно более короткий срок службы электрода, поскольку крошечный острие ломается. Острые наконечники отлично подходят для сварки очень тонкого металла без прожига и деформации.
Короткий конус с тупым концом дает узкий валик с глубоким проникновением.Дуга сложнее запустить и имеет тенденцию больше блуждать. Тупые наконечники служат дольше и хорошо работают с высокой силой тока. Если вы свариваете толстый металл и вам нужно продвинуть сварной шов глубоко в металл, используйте более тупой наконечник.
5. Конус 2/3 диаметра стержня
Длина конуса должна составлять около 2/3 диаметра стержня. Это не обязательно должен быть длинный заостренный шип, просто небольшой конус, чтобы направить дугу. Оставьте на кончике плоское пятно примерно на 2/3 диаметра стержня.
Как и правило 22,5 °, 2/3 спинки, 2/3 плоского не является жестким правилом. Это рекомендация, которая хорошо работает во многих ситуациях. Вы можете настроить помол в зависимости от вашей ситуации и того, что вам удобно. Более острые наконечники лучше всего подходят для тонкого металла, тупые — для толстых.
6. Очистите ацетоном
Смазка и масло — враги хорошей сварки. После стачивания кончика протрите его ацетоном. Ацетон удалит все загрязнения, которые могли попасть на наконечник.
Другие советы
Некоторые другие советы по подготовке вольфрамовых электродов к сварке:
- Заточка нескольких одновременно. Если у вас есть несколько готовых электродов, вы можете поменять их, когда один из них загрязнится. Это означает, что вы можете продолжать сварку без перерывов на заточку.
- Сила тока имеет значение. При очень низких значениях тока вам нужна точная точка для управления небольшой дугой. Такие мелочи, как угол и направление заточки, имеют значение.Если вы используете очень большую силу тока, дуга будет гораздо менее вредна для этих факторов.
- Используйте круглый наконечник для сварки алюминия с алюминием. Это обеспечивает более глубокий сварной шов и лучшую очистку оксида алюминия.
Заточка вольфрамовых электродов для сварки — не сложная задача, и существует множество инструментов, которые могут выполнить эту задачу. Просто следите за тем, чтобы шлифовальный станок был чистым, идите параллельно длине электрода и сделайте ровный скос на кончике, и ваш электрод будет готов к сварке TIG в кратчайшие сроки.
Как правильно шлифовать вольфрамовые электроды и оставаться в безопасности Делая это и основной материал, оба защищены в зоне сварки от атмосферы инертного газа.
Вольфрамовые электроды: самая важная деталь в сварке TIG
Когда дело доходит до сварки TIG, вольфрамовые электроды являются наиболее важной частью применения.С момента своего создания в 1941 году он стремился улучшить рабочие характеристики и производительность за счет добавления элементов с высокой температурой плавления и физико-химическими качествами, которые позволяют ему выдерживать типичные рабочие условия этого процесса.
В стандарте AWS A 5.12 электроды классифицируются в соответствии с элементами, которые добавляются к вольфрамовому электроду для получения определенных свойств, которые приведены в следующей таблице:
| Классификация | SAE-ASTM | Массовая доля (%) | Цвет | |||||
| AWS | UNS | Вт (мин.) | CeO2 | La2O2 | ThO2 | ZrO2 | Прочие элементы | |
| EWP | R 07900 | 99,5 | 0,5 | |||||
| EWCe-2 | R 07932 | 97,3 | 1,8 — 2,2 | 0.5 | ||||
| EWLa-1 | R 07941 | 98,3 | 1,8 — 1,2 | 0,5 | ||||
| EWLa-1.5 | R 07942 | 97,8 | 1,3 — 1,7 | 0,5 | ||||
| EWLa-2 | R 07943 | 97,3 | 1,8 — 2,2 | 0.5 | ||||
| EWTh-1 | R 07911 | 98,3 | 0,8 — 1,2 | 0,5 | ||||
| EWTh-2 | R 07912 | 97,3 | 1,7 — 2,2 | 0,5 | ||||
| EWZr-1 | R 07920 | 99,1 | 0.15 — 0,40 | 0,5 | ||||
| EWG | 94,5 | Не указано | 0,5 | |||||
Как вы, вероятно, уже знаете, электрическая дуга во многом определяет результаты сварки при сварке TIG. Бывают случаи, когда кажется, что все настроено для идеального процесса, а конечный результат не совпадает. Это неправильная техника сварки? Плохое газовое покрытие? Могу быть, но, скорее всего, причина в нестабильной электрической дуге.
Почему у нас нестабильная дуга? Скорее всего, причина в заточке нашего вольфрамового электрода:
| Причина | Проблема | Решение |
|
|
Когда дело доходит до правильной заточки электрода, часто возникает следующий вопрос: как выглядит правильная заточка вольфрамового электрода?
Важно знать, что заточка влияет не только на долговечность электродов, но и на глубину проплавления, стабильность дуги и, прежде всего, качество сварки.
Правильная заточка — это такая заточка, при которой Tungsten приобретает идеальную форму, не позволяя ему быть слишком острым, но не тупым. При использовании вольфрамового шлифовального станка и фрезы важно знать, что при использовании вольфрамового электрода необходимо шлифовать вольфрамовый электрод параллельно кругу:
| Правильная форма вольфрама | Неправильная форма вольфрама |
| Стабильная дуга увеличивает срок службы вольфрама | Нестабильная дуга сокращает срок службы вольфрама |
Вот более наглядная демонстрация того, как заточка вольфрамового электрода влияет на рабочие характеристики:
| Плохая заточка | Хорошо заточенный (идеальный) | Чрезмерно заостренный |
|
|
|
Защита при заточке вольфрамовых электродов
Зная важность и влияние заточки вольфрама при сварке TIG, вы можете задаться вопросом, как добиться идеальной заточки? Здесь нужно поговорить о здоровье и зоне дыхания сварщика.
Заточка включает выброс вредных частиц для сварщиков, поэтому важно знать, где и как это делать.
В процессе заточки образуется различное количество частиц, которые могут проникать в небольшие раны и, прежде всего, вдыхаться через легкие и пищеварительную систему, где они распадаются и накапливаются.
Исследования вольфрама как канцерогена на сегодняшний день дали неоднозначные результаты, но недавние исследования показали, что воздействие концентрации вольфрама может привести к проблемам с иммунной системой.Наибольший риск представляет собой вдыхание пыли, продукта заточки, поэтому важно использовать систему заточки с «закрытым процессом», при которой электрод всегда остается закрытым и защищает сварщика или рабочего от чрезмерного воздействия.
Существуют точилки для вольфрама, которые делают эту ключевую задачу простой, точной и безопасной.
Среди вольфрамовых точилок обычно есть два типа: для сухой и влажной обработки.
Шлифовальные машины для сухого вольфрама
Шлифовальный станок для сухого вольфрама — это портативное оборудование, простое в эксплуатации и помогающее в повторяемости заточки.
В идеале, но не всегда, устройства для заточки сухих электродов должны иметь «закрытый процесс», который ограничивает воздействие на оператора частиц вольфрама и заточного порошка. Существуют сухие шлифовальные машины, которые используют порошок там, где оператор будет подвергаться его воздействию, и со временем это может быть потенциально опасным.
При работе с сухими шлифовальными машинами всегда используйте соответствующую местную вентиляцию или респираторные устройства.
Шлифовальные машины для мокрого вольфрама
Вольфрамовые шлифовальные машины для влажной обработки с «замкнутым процессом» не допускают контакта оператора с точильным порошком.
Мокрые шлифовальные машины затачивают от 15 до 180º. Обычно они отличаются большей износостойкостью точильного круга и вызывают меньшие повреждения из-за нагрева вольфрамового электрода во время процесса.
Легкое удаление порошка и заточной жидкости обычно возможно с помощью влажных вольфрамовых шлифовальных машин. Как и сухая шлифовальная машина, они очень просты в эксплуатации и обладают отличной повторяемостью заточки.
Практические советы по сварке: заточка вольфрамовых электродов
5 важных советов по правильной заточке сварочных электродов TIG
Великолепные сварные швы можно создать с помощью сварки TIG.Не только выбор правильного вольфрамового электрода влияет на внешний вид и качество результата сварки. То, как затачивается сварочный электрод TIG, также оказывает огромное влияние на сварной шов. В этом блоге мы хотели бы показать вам, как правильно затачивать вольфрамовые электроды, чтобы этот важный сварочный аксессуар для горелки TIG мог полностью раскрыть свой эффект.
В основном практикуется, но неверно — Это неправильный способ затачивания вольфрамовых электродов!
Нестабильная дуга, плохое зажигание… это звучит знакомо?
Вы все настроили, в последний раз проверили соединения и настройки сварочного аппарата и начали процесс сварки.Вроде бы соблюдены все требования к качеству сварного шва, но дуга плохо зажигается или беспокойная. Что это могло быть? Возможно, подача газа не оптимальна? Если вы можете это исключить, лучше внимательнее присмотреться к сварочному электроду TIG. Если он тупой и поэтому изношен или даже выглядит пористым, его необходимо заточить. Возможно, вы только что заточили сварочный электрод TIG, и проблема с плохим зажиганием или нестабильной дугой связана с неправильной заточкой сварочного электрода.
Зачем затачивать вольфрамовые электроды?
Вольфрамовый электрод — это так называемый неплавящийся электрод, но в процессе его использования он также меняет свои свойства, обусловленные добавлением легирующих элементов, и форму. Если быть точным: наверху, где становится жарко.
Допинговые элементы и их задачи — небольшой экскурс
Обычными легирующими элементами являются оксиды тория, лантана, церия и циркония. Одна из их задач — облегчить эмиссию электродов из вольфрамового электрода, потому что это означает больше энергии дуги, более эффективную сварку и часто даже более высокую скорость сварки.Поскольку сварочный электрод TIG может достигать температуры до 3000 ° C в процессе и даже больше на острие, температура плавления вольфрама превышается. Как уже упоминалось, высокие температуры означают хорошее излучение электродов, но это также означает, что удаляется больше материала. Добавленные легирующие элементы или оксиды также приводят к снижению температуры, необходимой для излучения, и, таким образом, уменьшают износ вольфрамового электрода. Подробнее о свойствах различных легирующих элементов можно прочитать в нашем блоге »Практические советы по сварке: вольфрамовые электроды«.
Чем больше используется сварочный электрод TIG, тем больше излучают легирующие элементы. Это означает, что, например, вольфрамовый электрод перестает хорошо зажигаться или дуга становится нестабильной. Это также можно узнать по тому факту, что наконечник электрода становится пористым и с открытыми порами, что ясно иллюстрирует следующий рисунок.
На этом рисунке показано сильное так называемое истощение оксида лантана на кончике использованного вольфрамового электрода (WL 20).Источник: Андреас Эндеманн, Weldstone Components GmbH
Итак, если вы хотите, чтобы ваш вольфрамовый электрод служил долго, вы должны знать, что легирующий элемент медленно испаряется с кончика сварочного электрода TIG. При вымывании или испарении легирующего элемента легирование от сердечника электрода также медленнее диффундирует к острию. Таким образом, идеально иметь вольфрамовый электрод, в котором добавленные оксиды сохраняются как можно дольше. Например, вольфрамовый электрод E3® от ABICOR BINZEL с добавлением редкоземельных элементов значительно более стабилен, чем электрод с оксидом церия, который сравнительно быстро испаряется.Со сварочным электродом E3® вы счастливы дольше, и вам нужно только шлифовать вольфрамовый электрод через значительно более длительные интервалы.
Явление, которое также можно наблюдать на вольфрамовых электродах, — это так называемое образование короны. Возможно, вы также видели, сколько маленьких пиков образовалось вокруг заостренного кончика электрода. Можно было бы предположить, что это имеет какое-то отношение к свойствам вольфрама, но это не имеет к нему никакого отношения. Скорее это последствия окисления кислородом, сублимации — т.е.е. фазовый переход из твердого в газообразное состояние — и последующая диссоциация (разделение химического соединения на две или более молекул) образующихся оксидов. Заточив вольфрамовые электроды, эти материальные кольца можно снова удалить без каких-либо проблем.
Поэтому заточка вольфрамовых электродов необходима для достижения наилучших результатов сварки!
Однако при заточке вольфрамового электрода необходимо соблюдать несколько важных моментов.Мы собрали их для вас здесь.
5 советов как правильно затачивать вольфрамовые электроды
1. Будьте осторожны, если наконечник электрода сломан или защемлен.
Если вы посмотрите на сильно увеличенный наконечник вольфрамового электрода, вы можете четко увидеть так называемый размер зерна в материале, который характеризуется светлыми и темными участками. Каждая граница от одной области к другой представляет собой границу зерна. Вольфрамовые электроды имеют слабое место, когда они подвергаются механическому воздействию вдоль границы зерен.Это означает: зажатый или изношенный сварочный электрод TIG ослабляется на границах зерен. Если его теперь заточить, произойдет нечто подобное, что, образно говоря, известно по заточке карандашей тупой точилкой: материал плохо разрывается.
Нагрев во время сварки может вызвать образование трещин на острие, если границы зерен повреждены. При шлифовании вольфрамового электрода нужно действовать очень осторожно, чтобы не повредить границы зерен. Давление для заточки также должно быть небольшим.Если давление слишком велико, нагревается, что, в свою очередь, может повредить границы зерен.
2. Никогда не затачивайте сварочный электрод TIG вручную.
Угловая шлифовальная машина, точильный камень или абразивная швабра — есть самые смелые подходы к ручной заточке вольфрамовых электродов. Ни в коем случае не пытайтесь шлифовать вольфрамовый электрод от руки! Для получения хорошего результата сварки наконечник должен быть концентрическим, а поверхность заточки — гладкой. Даже при очень стабильном ручном управлении вы никогда не получите идеальной резки вольфрамового электрода.И это особенно важно, когда сварной шов более требовательный. Кроме того, повторное шлифование вручную уже никогда не будет прежним. Тем не менее, повторяемые параметры — это залог стабильно хорошего качества. высокого качества.
3. Правильное направление заточки вольфрамовых электродов: аксиальная вместо радиальной
При заточке сварочного электрода TIG решающее значение имеет направление шлифования: если шлифование поперечное, т.е. е. радиально к сварочному электроду образуется широкий конус дуги.При этом глубина проникновения меньше, что в результате приводит к ошибкам крепления корня, например, в случае двутаврового соединения. Если, с другой стороны, разрез продольный по отношению к электроду, т.е. е. В осевом направлении дуга более сфокусирована, обеспечивает более глубокое проплавление и, таким образом, облегчает сварщику применение энергии с максимальной точностью.
Есть эмпирическое правило: кончик вольфрамового электрода должен быть в два раза длиннее его диаметра.
4.Заточка под правильным углом
Вы получите наилучший результат сварки при правильном угле заточки. Чем острее сварочный электрод TIG, тем точнее и сужается проплавление. Однако в то же время нагрузка на наконечник электрода чрезвычайно высока, что, в свою очередь, ограничивает срок его службы. При крайнем пике, например, 30 °, вольфрам может попасть в сварочную ванну и затем загрязнить ее. Если, с другой стороны, вольфрамовый электрод тупоконечный и вы свариваете им при том же сварочном токе, что и заостренным электродом, проплав будет шире и менее сфокусирован.Для достижения наилучших результатов сварки мы рекомендуем угол заточки 60 ° для сварочных электродов TIG.
5. Выровняйте кончик электрода после заточки
После заточки мы рекомендуем сплющить или затупить кончик вольфрамового электрода. Ориентир для этого составляет ок. десять процентов диаметра электрода — электрод диаметром 1,6 мм имеет тупой кончик прибл. 0,15 мм. Уплощенный наконечник оказывает положительное влияние на выход электрода, поскольку предотвращает вырыв частиц из наконечника вольфрамового электрода.Кроме того, шлифование плоской поверхности наконечника снижает нагрузку на электрод и, таким образом, увеличивает срок службы этой изнашиваемой детали.
Заточка электрода при сварке AC
При сварке на переменном токе шлифование вольфрамового электрода ведет себя по-другому: сварочный электрод не заострен, а шлифуется так, чтобы можно было сформировать сферический наконечник. Эту сферическую форму можно легче создать, если на электроде сняли фаску или отшлифовали под углом 45 °.Если вы заметили, что у легированного вольфрамового электрода, такого как E3 ® , он плохо воспламеняется — что связано с истощением легирующих элементов — вы укорачиваете сварочный электрод по крайней мере на длину крышки и снимаете фаску, как уже упоминалось. в начале. Небольшой совет, чтобы получить красивую калотку: возьмите горелку одной рукой и зажгите дугу, а другой рукой ненадолго увеличьте ток на источнике питания … и есть калотка 1А.
Если вы заметили, что калотт значительно больше диаметра электрода, то сварочный ток слишком велик для этого электрода, и вам следует использовать следующий больший диаметр.
Формирование купола при разной силе тока (сварка переменным током)
Слишком низко Правильно Слишком высоко
Давайте приступим к делу: какое устройство лучше всего подходит для заточки вольфрамовых электродов?
Точильный камень, угловая шлифовальная машина, абразивная швабра … лучше не использовать эти приспособления для шлифовки вольфрамовых электродов. Хотя ручное шлифование с такими приспособлениями очень распространено и может быть достаточным для небольших мастерских, мы рекомендуем шлифовать электрод с помощью шлифовальной машины для вольфрамовых электродов.Для этого на рынке есть хорошие устройства, в которые определенно стоит инвестировать, если вы хотите добиться наилучших результатов сварки.
Автоматические устройства для заточки электродов TIG доступны в виде устройств для сухого и влажного шлифования. Если вам нужно очень часто затачивать вольфрамовые электроды, рекомендуется использовать влажную шлифовальную машину, потому что она также охлаждает. Из-за трения о шлифовальный круг во время шлифования на сухих шлифовальных машинах можно увидеть разбрызгивание мелких искр, что не является проблемой, если шлифование выполняется не так часто.Сама заточка вольфрамовых электродов может быть выполнена в несколько простых шагов и является безопасной процедурой, в том числе с точки зрения здоровья, поскольку шлифовальная пыль абсорбируется устройством и не попадает в дыхательную систему сварщика.
Мы покажем вам заточку электродов сухой шлифовальной машиной за 5 простых шагов.
Как затачить вольфрамовые электроды за 5 шагов
1.
Зажмите сварочный электрод TIG в зажимном устройстве, встроенном в шлифовальный станок, и подготовьте его к шлифовке.
2. Установите угол заточки.
3.
Включите прибор, вставьте вольфрамовый электрод в кофемолку и удерживайте его.
4.
Во время шлифования регулярно поворачивайте сварочный электрод TIG до тех пор, пока сопротивление не перестанет ощущаться или слышаться.
5.
Снимите сварочный электрод и проверьте результат. Чем острее вольфрамовый электрод, тем точнее и глубже проникновение.
Как видите, шлифование вольфрамовых электродов оказывает значительное влияние на процесс сварки и результат сварки.Что вы уже испытали или каков ваш опыт шлифования электродов TIG? Пожалуйста, дайте нам знать здесь.
Если вы хотите узнать больше о сварочных электродах TIG, узнайте больше об этом важном сварочном приспособлении здесь.
Удачной сварки!
Чтобы получать регулярные обновления по другим интересным темам в области сварки, подпишитесь на наши новости:
Как идеально заточить ваш сварочный аппарат TIG Electrode Tungsten
Размещено: 8 сентября 2015 г. Автор: MattMМы все хотели бы иметь модные инструменты, которые есть в магазинах и строителях высокого класса, но это не всегда возможно с учетом вашего бюджета.Сварщик TIG Вольфрамовые шлифовальные машины могут быть очень дорогостоящими, и многие пользователи, работающие в домашних условиях, не могут их оправдать. Это не значит, что вы можете обойтись без шлифовки или с плохо заземленными электродами. В какой-то момент вы неизбежно загрязните свой электрод (некоторые из нас чаще, чем мы хотели бы признать!). Вы можете заточить их вручную, но получить идеально заточенный наконечник сложно, потому что вы всегда склонны останавливаться и повторно зажимать электрод во время шлифования. Неравномерно заземленные электроды могут вызвать блуждание дуги и затруднить фокусировку в нужном месте.Я решил дать быстрый совет, как идеально шлифовать электроды без дорогостоящего шлифовального станка.
Для начала вытащите электрод из резака и вставьте его в дрель. Я предпочитаю беспроводные, но сетчатая дрель мне подойдет. Затем вы можете использовать настольный шлифовальный станок или ленточный шлифовальный станок с зернистостью 80-120 на нем. Мне нравится Bench Top Belt Sander, потому что я могу легко бросить его под верстак, когда он не используется. Вам нужно включить шлифовальный станок, дать ему набрать скорость, а затем включить дрель, чтобы она одновременно вращала электрод.Слегка положите вращающийся электрод на шлифовальную машинку в соответствии с направлением вращения ленты или колеса. Шлифовка колеса или ремня приведет к появлению царапин в неправильном направлении и возникновению нестабильной дуги.
Обычно мне нравится начинать с небольшого угла и медленно поднимать сверло, чтобы одновременно заточить угол и электрод. Не забудьте обрезать конец электрода, чтобы он соответствовал требованиям вашей работы. Затем вы можете вынуть электрод из сверла и установить его в горелку для сварки.Если вы новичок, не помешает затачивать оба конца электрода и несколько за раз, чтобы держать вас «в канавке» во время сварки.
Надеюсь, этот быстрый совет поможет вам шлифовать вольфрамовые электроды более равномерно и быстрее, чем вручную. Если у вас есть какие-либо запросы на будущие технические статьи или даже предложения, не стесняйтесь писать нам комментарий!
-Матт / EW
Шлифование верхнего угла вольфрамовых электродов
Шлифование верхнего угла
Шлифование верхнего угла вольфрамового электрода — это работа с высокой точностью.Угол может варьироваться от 20 до 90 градусов. Шлифовальные канавки должны проходить в продольном (осевом) направлении вольфрамового электрода, а не вокруг вольфрамового электрода (радиально). Вольфрамовый электрод со шлифовальными канавками вокруг наконечника вряд ли когда-либо будет иметь стабильную дугу. Дуга ищет места с наименьшим сопротивлением на шлифовальных канавках и, следовательно, вращается вокруг кончика вольфрамового электрода.
Важно, чтобы шлифовальные канавки были как можно меньше.Глубокие шлифовальные канавки вызывают потерю энергии и нестабильное поведение дуги. Никогда не шлифуйте вольфрамовые электроды на ленточной шлифовальной машине, шлифовальном диске, шлифовальном диске или диске для удаления заусенцев. Вы не сможете отшлифовать качественную точку на вольфрамовом электроде на этих устройствах, а остатки клея от этих продуктов будут откладываться на вольфрамовом электроде, что ухудшит процедуру запуска. В худшем случае некоторые из этих загрязнений исчезнут в луже, а это не то, что вам нужно. Теперь я могу понять, что практика иногда отличается от теории, но если вы хотите выполнять работу качественно, вышеупомянутые шлифовальные устройства не подходят для шлифования вольфрамовых электродов.
При заточке не только следите за тем, чтобы у вас были очень тонкие шлифовальные канавки, но и не допускайте изменения цвета во время заточки вольфрамового электрода. Это изменение цвета указывает на то, что вольфрамовый электрод был слишком горячим, а оксид, образовавшийся на поверхности, вызовет плохое зажигание дуги. Шлифовать вольфрамовые электроды предпочтительно на очень тонких алмазных кругах. Это обеспечивает очень тонкую поверхность наконечника и стабильность дуги, а срок службы инструмента значительно увеличивается. Важно, особенно при автоматической сварке TIG, чтобы наконечник находился посередине вольфрамового электрода.Это не только раздражает, если после каждой смены вольфрамового электрода вам приходится снова ставить точку над свариваемым швом, точка, которая находится не в середине, также может вызвать отклонения дуги.
Эта статья впервые появилась в нашем ежемесячном информационном бюллетене. Если вы хотите получать эту ценную информацию прямо на свой почтовый ящик, подпишитесь ниже. Мы будем рады помочь вам стать еще лучшим мастером!
Как чистить сталь для сварки TIG, как затачивать вольфрамовый электрод
Если вы подписаны на меня в Instagram, вы знаете, что я только недавно научился сварке! И это не так страшно, как я думал! Однако это требует небольшой подготовительной работы.Лучшие сварные швы получаются при контакте чистого металла с металлом; любые посторонние материалы в зоне сварки могут вызвать дефекты сварки. Сталь обычно жирная, грязная, покрыта ржавчиной и прокатной окалиной, когда вы получаете ее в магазине металлообработки, поэтому вам нужно очистить сталь, прежде чем начинать сварку. При сварке TIG все должно быть чистым — от металла до горелки и всего, что между ними. Вот мой типичный распорядок подготовительной работы.
Припасы:
Где купить Металл
- Местные цеха металлообработки
- Плюсы: наименее дорогие, за небольшую плату они разрежут все на нужную длину, много обрезков можно получить за дешево.
- Минусы: они ориентированы на профессионалов, поэтому вам может потребоваться немного терпения, чтобы помочь вам найти лучший тип материала для вашего проекта.
- Интернет-магазины металла
- Плюсы: они разрезают и доставят все, что вы хотите, а поскольку они обычно используют станки, разрезы получаются точными.
- Минусы: могут быть дорогими, и большинство их сайтов немного неуклюжие. Вам нужно точно знать, что вы ищете.
- Товары для дома
- Плюсы: легко доступен и легко доступен
- Минусы: самые дорогие, и они обычно предлагают только меньшую длину (не более 5 футов).
Как очистить сталь для сварки TIG
Используйте угловую шлифовальную машину с лепестковым диском зернистостью 60 или 80 и шлифуйте мельничную окалину, пока не получите яркий блестящий металл. Тем не менее, вам не нужно очищать всю планку — просто очистите стыки, в которых вы собираетесь сваривать.Затем используйте тряпку и протрите металл ацетоном, чтобы удалить остатки жира или масла.
Как затачивать вольфрамовый электрод
Чтобы получить наилучший сварной шов и настроить себя на успех, вам нужно подготовить вольфрамовый электрод, заточив его до острия карандаша. Для этого можно использовать настольный шлифовальный станок, но убедитесь, что шлифовальный круг чистый, чтобы не было риска загрязнения вольфрама тем, что находится на круге. Если возможно, выберите специальный круг только для заточки вольфрама.
Включите шлифовальный круг и дайте ему набрать скорость, прижмите кончик вольфрама к кругу в продольном направлении и медленно вращайте его, чтобы заточить до острия. Старайтесь не прижимать вольфрам к шлифовальному кругу крест-накрест, иначе на электроде будут образованы микроскопические выступы, которые могут ограничить сварочный ток и привести к блужданию дуги во время сварки. После заточки электрода протрите его ацетоном. Также рекомендуется затачивать несколько электродов, чтобы иметь под рукой несколько электродов на случай загрязнения.Это делает замену вольфрамового электрода намного быстрее и эффективнее.
Подготовьте присадочный стержень
Вы также захотите удалить любые масла и загрязнения со стержня наполнителя, поэтому слегка отшлифуйте его наждачной бумагой с мелким зерном, а затем протрите ацетоном.
Теперь, когда вольфрамовый электрод, сталь и присадочный стержень чисты и подготовлены, вы готовы приступить к сварке TIG! Посмотрите забавное видео, которое я сделал с сестрами из Shanty 2 Chic. Я не так давно занимаюсь сваркой, но я хотел показать вам, как легко начать сварочные работы даже для новичка! Я приехал в их мастерскую в Форт-Уэрте, прочитал им ускоренный курс сварки TIG, и мы сварили эту основу журнального столика! Планы на журнальный столик появятся в ближайшее время, так что следите за новостями!
Страница не найдена: Arc-Zone.com, Магазин сварочных принадлежностей
Если у вас есть номер детали, введите его, и любое совпадение попадет прямо в начало результатов.
Результаты имеют приоритет сначала по номеру детали, затем по названию продукта и, наконец, если выбрано, по описанию продукта при условии, что вы не уточняли поиск (по категории, производителю и т. Д.) Или не упорядочивали его (по цене, названию и т. Д. ).
Наша поисковая система предполагает, что ВСЕХ введенных слов будут соответствовать первым .Например, поиск tig с воздушным охлаждением сначала приведет к появлению страниц со всеми тремя этими словами в нем (в любом порядке). После более точных совпадений вы найдете результаты, содержащие меньше терминов.
Поисковые запросы с двойными кавычками ( «tig с воздушным охлаждением» ) генерируют результаты с приоритетом именно этих слов в указанном порядке.
Если вместо этого вы хотите увидеть страницы с ЛЮБЫМ или ЛЮБОЙ из этих слов, вы должны ввести air или охлаждается или tig . Это дало бы гораздо больше результатов.
Вы также можете комбинировать поисковые запросы, используя круглые скобки. Например: «плазменная резка» и (Hypertherm или Miller) дадут такие результаты, что точная фраза «плазменная резка» и любая комбинация Hypertherm и / или Miller будут представлены первыми в результатах.
Также имеется звездочка. Таким образом, weld * вернет продукты со словами weld , welder , welder и т.д. .
Поисковые запросы не чувствительны к регистру , поэтому ввод сварочный шлем или сварочный шлем дает идентичные результаты.
Выберите условия поискаКлючевое слово
Искать в описаниях продуктов
Ограничить категорией: Все категорииЛучшие продавцы и специальные предложенияОдежда, шлемы и СИЗ Сварочные маски, щиты и защитные очки Защитные очки и шлифовальные щиты Пассивные сварочные шлемы Доступные по цене сварочные шлемы с автоматическим затемнением Автозатемнение Цифровые сварочные шлемы Респираторное оборудование Полумаски Респираторы Респираторы с питанием от источника воздуха (PAPR) Шлемы Оборудование для защиты от теплового стресса и запасные части Увеличительные линзы, крышки FR и аксессуары Запасные части сварочного шлема Части сварочного шлема Speedglas ™ Детали сварочного шлема Jackson ™ и Huntsman ™ Детали сварочного шлема Miller ™ Респираторы и респираторы-полумаски для теплового стресса Респираторы для очистки воздуха с приводом (PAPR) ) И поставляемые воздушные шлемы Оборудование для защиты от теплового стресса и запасные части Защита органов слуха Мужчины, женщины и дети Сварочные куртки BSX ™ Xtreme Сварочное оборудование — рукава, куртки и многое другое! Сварочный аппарат Miller® ArcArmor ™ — рукава, рубашки и многое другое! WeldX ™ Защитная одежда для высокотемпературной сварки Кожаная одежда — накидки, нагрудники, фартуки и многое другое Сварочное снаряжение для женщин и детей Pro-Gear Packages ™ — Выберите снаряжение, которое лучше всего подходит для вас! Мужские, женские и детские перчатки Miller® Сварочные и металлообрабатывающие перчатки Revco Сварочные перчатки для мужчин и женщин Шлем, снаряжение и аксессуары Защитные очки и шлифовальные щиты Шляпы, футболки и наклейки Arc-ZoneАвтоматика и позиционерыПроекты своими руками, книги и DVDРазъемы , Катушки и адаптеры Соединители для сварки TIG, фитинги для воды / газа и газовые клапаны Фитинги и шланги для кислородного топлива Соединители для машин и кабелей Переходники для цилиндров и тройники Сварочный кабель, резаки, обжимные инструменты, наконечники и фитинги для сварки TIG Шланг ReelCraft, шнур питания, кабельное хранилище и Решения для отбора газа Расходомеры газа, нагреватели, смесители TIG, расходомеры аргона / гелия / нескольких газов (CGA 580) Расходомеры MIG, Co2 (CGA 320) Двойные расходомеры газа, комплекты для продувки и смешивания газов Регулятор Co2 с подогревом / расходомеры Oxy Ацетиленовые регуляторы и шланги Пропорциональные газовые смесители и регуляторы смешивания Зажимы заземления и рабочего места Зажимы ручного заземления — 180-500 А Винтовые зажимы заземления типа C — Магнитные заземления от 300 до 2000 А — Поворотные заземления от 300 до 500 А для тяжелых условий эксплуатации — 50 Пистолеты MIG, питатели и детали от 0 до 2000 AmpMIG Пистолеты MIG с воздушным охлаждением и детали Пистолеты MIG и детали TWECO® Пистолеты MIG 180 AMP и запасные части Комплекты пистолетов MIG Запасные части Сопла Наконечники Газовые диффузоры и токопроводящие трубки Кабельные сборки и разъемы Сборки проводов / Вкладыши Разное Запасные части Пистолеты MIG 250 AMP и запасные части Комплекты пистолетов MIG Запасные части Сопла Наконечники Газовые диффузоры и проводящие трубки Кабельные сборки и разъемы Сборки кабелепровода / вкладыши Разное Запасные части Пистолеты MIG 400 AMP и запасные части Комплекты пистолетов MIG Запасные части Форсунки Наконечники Газ Диффузоры и токопроводящие трубки Кабельные сборки и соединители Сборки кабелепровода / вкладыши Прочие запасные части Пистолет для сварки MIG для тяжелых условий эксплуатации 450 AMP s и запасные части Комплекты пистолетов MIG Запасные части Сопла Наконечники Газовые диффузоры и проводящие трубки Кабельные сборки и соединители Сборки проводов / вкладыши Разные запасные части Пистолеты MIG 500 AMP и запасные части Комплекты пистолетов MIG Запасные части Сопла Наконечники Газовые диффузоры и токопроводящие трубки Кабельные сборки и Разъемы Сборки кабелепровода / вкладыши Разные запасные части Пистолеты MIG и детали Miller® M-25 Пистолеты MIG и детали с водяным охлаждением Пистолеты MIG и запасные части TWECO® Пистолеты MIG 600 AMP и запасные части Комплекты пистолетов MIG Запасные части Сопла Насадки Газовые диффузоры и Токопроводящие трубки Кабельные сборки и соединители Сборки кабелепровода / вкладыши Разное Запасные части Машина с воздушным охлаждением Пистолеты и детали для сварки MIG TW Пистолеты для сварки MIG в стиле ECO® и запасные части Пистолеты для сварки MIG 400 AMP и запасные части Комплекты пистолетов MIG Запасные части Сопла Наконечники Газовые диффузоры и проводящие трубки Кабельные сборки и разъемы Сборки кабелепровода и вкладыши Прочие запасные части Машина для сварки MIG на 450 AMP и запасные части Пистолет MIG Пакеты Запасные части Насадки насадок Газовые диффузоры и токопроводящие трубки Кабельные сборки и соединители Сборки кабелепровода / вкладыши Разное Запасные части Машинный пистолет 500 AMP Пистолеты MIG и запасные части Пакеты пистолетов MIG Запасные части Насадки насадки Газовые диффузоры и проводящие трубки Кабельные сборки и соединители Кабельные сборки / Вкладыши Разное Запасные части Пистолеты MIG с водяным охлаждением и детали Пистолеты MIG TWECO® и детали Запасные части Машинка 600 AMP Пистолеты MIG и запасные части Комплекты пистолетов MIG Запасные части Сопла Наконечники Газовые диффузоры Кабельные сборки и разъемы Сборки кабелепровода / вкладыши Разное Запасные части Механизмы подачи проволоки MIG и их детали Механизмы подачи и шнуры питания Комплекты приводных роликов и запасные части Привод PRO II Комплекты и запасные части для приводных роликов PRO II Комплекты приводных роликов Запасные части для комплекта приводных роликов PRO II Запасные части в сборе приводных роликов PRO IV Комплекты и запасные части приводных роликов PRO IV Комплекты приводных роликов PRO IV Запасные части для комплекта приводных роликов PRO IV Замена узла приводных роликов PRO IV Детали Комплекты приводных роликов и запасные части Комплекты приводных роликов PRO II и запасные части Комплекты приводных роликов PRO II Комплекты приводных роликов PRO II Запасные части Комплект приводных роликов PRO II Запасные части Комплекты приводных роликов PRO IV и запасные части Комплекты приводных роликов PRO IV Комплект приводных роликов PRO IV Запасные части Сборка приводных роликов PRO IV Запасные части Расходомеры и нагреватели СО2 Защита от брызг, инструменты и аксессуары Газокислородное топливо, резка и сварка Flame Tech® Кислородно-топливная резка и сварочное оборудование Flame Tech Комплекты кислородно-топливной техники Flame Tech Кислородно-топливный нагрев, сварка и пайка Детали и оборудование Flame Tech Кислородно-топливная горелка Рукоятки Flame Tech Режущие приспособления Flame Tech Режущие наконечники Flame Tech Кислородная пайка и легкие нагревательные детали Flame Tech Кислородная сварка Наконечники и сопла Inferno Heavy Duty Нагревательное оборудование Двойные кислородно-топливные шланги, фитинги и адаптеры Регуляторы Flame Tech Флэш-обратные ограничители и обратные клапаны Flame Tech Heavy Duty Резаки и запасные части Режущее оборудование Режущее оборудование и ручки Scorpion 6200 Harris® Compatible Heavy Ручные резаки для тяжелых условий эксплуатации Scorpion 6200 Ручные резаки для тяжелых условий эксплуатации Высокопроизводительные режущие наконечники Scorpion Scorpion 6300 Совместимые с Victor® Ручные резаки для тяжелых режимов работы Scorpion 6300 Ручные резаки для тяжелых условий эксплуатации Scorpion Высокопроизводительные режущие наконечники Scorpion 7500 Ручные резаки для тяжелых условий эксплуатации Scorpion 7500 Ручные резаки для тяжелых условий эксплуатации Scorpion 8600 Ручные резаки для тяжелых условий эксплуатации 8600 Scorp Ручные резаки для тяжелых условий эксплуатации Flame Tech «Scrapper» Высокопроизводительные режущие наконечники Scorpion 9600 Ручные резаки для тяжелых условий эксплуатации Scorpion 9600 Ручные резаки для тяжелых условий эксплуатации Flame Tech «Scrapper» Высокопроизводительные режущие наконечники Flame Tech Кислородно-топливные регуляторы и расходомеры Flame Tech Oxy-Fuel Ограничители и фильтры Flashback Двойные шланги, фитинги и переходники для кислородно-топливной резки Оборудование для кислородной резки и сварки Victor® Оборудование для кислородно-топливной резки Victor® Кислородно-топливная горелка Victor® Работает с приспособлениями для кислородно-топливной резки Victor® Victor® 75 °, 90 ° и Кислородно-топливный резак 180 ° с рукояткой Vict or® Насадки и сопла для кислородно-топливного нагрева и сварки Наконечники и сопла Victor® Professional Наконечники и сопла для сварки Victor® Professional Наконечники и сопла для кислородно-топливной резки Victor® Наконечники для кислородно-топливной резки Victor® Professional Насадки для ацетилена Victor® Professional Насадки для пропиленовой резки Victor® Professional Propane & Natural Насадки для газовой резки Victor® Кислородно-топливные регуляторы Victor® Кислородно-топливные ограничители и обратные клапаны Кислородно-топливные двойные шланги, фитинги и адаптеры Микро-кислородные горелки для ювелирных изделий и произведений искусства Little, кислородно-топливные комплекты горелок, запасные части и аксессуары Oxy -Принадлежности для плазменной резки Резаки и детали в стиле Hypertherm® HPR 130XD / 160XD PAC и запасные части Резак PAC 110 для резаков Max 20 Hypertherm® PAC 120 и запасные части Резаки Hypertherm® PAC 121 / PAC 125 и запасные части Hypertherm® PAC 130 Резаки и запасные части Резаки Hypertherm® PAC 140 и запасные части Hypertherm® PAC 160 Cutti ng Резаки и запасные части Резаки и запасные части Hypertherm® PAC 170 Резаки Hypertherm® PAC 200 и запасные части Резаки Hypertherm® PAC 500 и запасные части Резаки Hypertherm® PAC 600 и запасные части Резаки Hypertherm® PAC 620 и запасные части Резаки Hypertherm® HT400 и запасные части Резаки и запасные части Hypertherm® HT2000 Резаки и детали в стиле Thermal Dynamics® Резак PCH 10 для Drag-Gun® / Cougar® Резак PCH 20 для Dynapak® 110 / PAK® 2XT Резак PCH 25 для PakMaster ® 25 / Резак EconoPak® 25 PCH 26 для EconoPak® 50 PCH / Резак M 28 для PakMaster® 50XL / 50XL Plus PCH / Резак M 30 для PAK® 3 PCH / Резак M 35 для Stak Pak® 35 / PakMaster® 50 PCH / Резак M 4b / 4bt для станков PAK® 5/10/22 Резак PCH 50 для PAK® 5 Резак PCH 51 для 3, 5 и 6XR / 5XT / 625XR / 750XR / Dynak4xi / 6xi Резак PCH 52 для 5–10XR, 625 / Резак 750/1000 и 1250XR PCH / M 53 для PakMaster®100 PCH 55 Резак для 3XR / 5XR / 5XT / 6XR / 625XR / 750XR / Dynapak® 4xi / 6xi PCH / M Резак 60 для PakMaster® 75XL Plus PCH / M-6b Резак для PAK® 44/45 Резак PCH / M-70 для STAK Резак PAK® PCH / M-75 для резака PakMaster® 75, 75XL, 100XL, Plus и EconoPak® PCH / M-100 для резака PAK® 10XR PCH / M 140 для резака STAK PAK® PCH / M 150 для PAK® 15XC Maximizer Резак 300 для Merlin® 1000/3000/6000 / 6000GST / 15XC Резаки и детали ESAB® / L-Tec® ESAB® / L-Tec® Резаки PT-15 / PT-15XL и запасные части ESAB® / L-Tec® Резаки и запасные части PT-17A / PT-17AM Резаки и запасные части ESAB® / L-Tec® PT-19XL ESAB® / L-Tec® PT-19XLS Резаки и запасные части ESAB® / L-Tec® PT -20AM Резаки и запасные части ESAB® / L-Tec® PT-23 Резаки и запасные части ESAB® / L-Tec® PT-27 Резаки и запасные части ESAB® / L-Tec® PT-31 / PT- 31XL / PT-31XL Резаки и запасные части Резаки ESAB® / L-Tec® PT-121 и запасные части Miller® Резаки и детали Резаки Miller® ICE-25C и запасные части Резаки Miller® ICE-50 и запасные части Резаки Miller® ICE-50C / ICE-50CM и запасные части Miller® ICE-70 / 70M — ICE-100 / 100M Резаки и запасные части Резаки Miller® APT-1000 и запасные части Резаки Miller® APT-3000 и запасные части Резаки Miller® APT-5000 / APT-7000 и запасные части Резаки Miller® CP40R и запасные части Резаки Lincoln® и запасные части Детали Резаки Lincoln® PCT-40 и запасные части Резаки Lincoln® PCT-60 и запасные части Резаки Lincoln® MAGNUM PCT-125 и запасные части Принадлежности для плазменной резки Принадлежности для плазменно-дуговой сварки 2A Термодинамические резаки и детали Пакеты горелок Корпуса и детали горелок И аксессуары Кабели питания и шланги для защитного газа 3A Thermal Dynamics Горелки и детали Комплекты горелок Части и аксессуары для корпусов резаков Кабели питания и шланги для защитного газа 4A Thermal Dynamics Резаки и детали Пакеты резаков Корпуса резаков Детали и аксессуары Кабели питания и защитные шланги Шланги для газа PWM 300 Thermal Dynamics Горелки и детали Комплекты резаков PWM 300 Корпуса, детали и аксессуары для кабелей Силовые кабели и шланги для защитного газа Защитные экраны и заглушки Принадлежности PAW Комплекты Мониторы кислорода для оборудования продувочного газа для высокочистой сварки Надувные продувочные мешки и заглушки — От 2 до 60 дюймов Продувочные перегородки — От 1-5 до 16 дюймов Комплекты продувочных перегородок, по размерам и графику труб / трубок Замена оборудования для продувки, перегородок, диффузоров Силикон Резиновые перегородки Продувочная перегородка Оборудование Газовые диффузоры Надувные продувочные газовые камеры Заглушки для трубок / труб из нейлона, алюминия и силикона — от 1/2 до 36 дюймов Лента под сварку Водорастворимая промывочная бумага — Листы, рулоны и ленты Предварительно сформированные водорастворимые продувочные заглушки — Защитные кожухи для горелок и продувочные стаканы для сварки TIG и PAW от 2 до 36 дюймов Форсунки Monster ™ TIG Форсунки Gas Saver ™ Pyrex TIG Прецизионные защитные кожухи и защитные стаканы для сварки TIG Trail Shield s & Purge Cups Вспомогательные форсунки для затопления Горелки TIG серии 9, 20 и 2 Полные комплекты Запасные части Горелки TIG серий 17, 18, 26 и 3 Полные комплекты Принадлежности Горелки TIG с механизированной сваркой серии 22 Полные комплекты Принадлежности Горелки TIG с механической обработкой серии 27 Полные комплекты Принадлежности Ultimate® Прямые защитные экраны для сварки TIG серии 9, 20 и 2 Полные комплекты Принадлежности Горелки для сварки TIG серий 17, 18, 26 и 3 Полные комплекты Принадлежности Механизированные горелки TIG серии 22 Полные комплекты Принадлежности Горелки для механизированной сварки TIG серии 27 Полные комплекты Принадлежности Изогнутые защитные кожухи серии горелок: 9 , 20, 25 и CS310 Полные комплекты Принадлежности Серия горелок: 17, 18, 26 и полные комплекты CS410 Принадлежности Серия резака: 22 полных комплекта Аксессуары Серия резака: 27 полных комплектов Принадлежности Защитные экраны плазменной дуги и продувочные стаканы Вспомогательные экраны Серия резака: MPAW Secheron MP 5-21 Прямые опорные экраны Серия резака: термодуговая горелка PWH / M-3A Серия резака: термическая Серия горелок Arc PWH / M-4A: Горелки Thermal Arc PWM-300 Серия: MPAW Secheron MP 5-21 Сварочные стаканы Pyrex Сопло Vortex ™ TIG Дистанционное управление силой тока Пистолетная рукоятка Ножная педаль управления силой тока Регулирует силу тока Северный / Южный кончик пальца Регулирует силу тока на липучке Ремешок- Вкл., Вращающиеся регуляторы силы тока Встроенная ручка, вращающиеся регуляторы силы тока Регуляторы силы тока кончиками пальцев, расположенные по бокам, регуляторы силы тока на кончиках пальцев Поперечное управление усилителем в стиле Miller® Поперечное вращательное управление усилителем в стиле Lincoln® Поперечное вращение усилителя в стиле ESAB® -Боковые поворотные элементы управления усилителем вкл. / Выкл. И мгновенные переключатели Miller® Style On / Off и мгновенные Комплекты «Clip-On» переключателей Lincoln® Style On / Off и мгновенные «Clip-On» переключатели Универсальные переключатели, On-Off и мгновенные — без шнура или вилки Блоки и кабели дистанционного ручного управления Блоки и кабели дистанционного управления усилителями Miller® Style Блоки дистанционного управления усилителями и кабели Lincoln® Style Штекеры, переходники и кабели преобразователя Держатели электродов для сварочных электродов TIG Сварочные аппараты и модернизация Сварочные аппараты Комплекты для модернизации аппаратов TIG Горелки и аксессуары TIG Пакеты горелок и корпуса горелок с ручками Комплекты принадлежностей и ручки Pro Accessory Kits ™ Передние части и ручки Соединители, комплекты для монтажа и адаптеры Соединители для сварки TIG с воздушным охлаждением, адаптеры и комплекты для монтажа CK Соединители для сварки TIG с воздушным охлаждением Соединители Lenco для сварки TIG с воздушным охлаждением Соединители для сварки TIG с воздушным охлаждением Соединители, адаптеры и монтажные соединения для сварки TIG с водяным охлаждением Комплекты Соединители для сварки TIG с водяным охлаждением CK Соединители для сварки TIG с водяным охлаждением Lenco Соединители для сварки TIG с водяным охлаждением Weldcraft Удлинительные комплекты для сварки TIG с воздушным / водяным охлаждением Соединители для машин, Dins e Вилки и адаптеры Кабельные соединители Адаптеры цилиндров и тройники Быстроразъемные муфты и переходники Клапаны, заглушки и Y-образные фитинги Кабельные наконечники, силовые, шланговые фитинги и инструменты Силовые кабели, шланги и крышки кабелей Машины и детали для холодной подачи проволокиСварочные столы Инструменты для сварки и крепежа Магазин инструментов и хранения Удивительные сварочные инструменты и аксессуары Ножницы для резки труб, установочные зажимы и плоскогубцы Квадраты, уровни, угловые щупы и зажимы для панелей Решения для хранения проволоки и стержней Шлифовальные, шлифовальные и полировальные станки и аксессуары Вырубка, гибка труб, Формовка и формовка металла Сварочные сетки и одеяла Сварочные тележки и шкафы Шлифовальные машины для вольфрамовых электродов Шлифовальные станки для вольфрама Детали и аксессуары для шлифовальных машин для вольфрама Вольфрамовые шлифовальные кругиВольфрамовые электроды Охладители воды, охлаждающая жидкость и детали Abicor Binzel Охладители воды Abicor Binzel Запасные части для охлаждающей жидкости TIG Детали систем охлаждения Bernard / ITW Dynaflux Water Coolers D Запасные части ynaflux Охлаждающая жидкость для охладителей воды Быстроразъемные соединители для шлангов и многое другое
Включить подкатегории
Ограничение до производителя Все производители3MABICOR BINZELAmpify ElectrodesAquasol CorporationArc-Zone ProArcTimeBarbie the WelderBest WeldsCK WorldwideCOB IndustriesCovell Creative MetalworkingDiamond GroundDirect Wire & CableDynafluxEdge CupsFlame TechGenstar TechnologiesHoneywellHuntingdon Fusion.