Характерные зоны сварных соединений
Сварные соединения, выполненные сваркой плавлением, можно разделить на несколько зон, отличающихся макро- и микро- структурой, химическим составом, механическими свойствами и другими признаками; сварной шов, зону сплавления, зону термического влияния и основной металл (рис. 1). Характерные признаки зон связаны с фазовыми и структурными превращениями, которые претерпевают при сварке металл в каждой зоне.
Сварной шов характеризуется литой макроструктурой металла. Ему присуща первичная микроструктура кристаллизации, тип которой зависит от состава шва и условий фазового перехода из жидкого состояния в твердое.
Рис 1 Характерные зоны сварных соединений 1 – шов, 2 – зона термического влияния, 3 – основной металл, 4 – околошовный участок зоны термического влияния, 5– зона сплавления, Тл, Тси Тп – температуры ликвидуса солидуса и начала фазовых и структурных превращений
Зона термического влияния (3TB) – участок основного металла, примыкающий к сварному шву, в пределах которого вследствие теплового воздействия сварочного источника нагрева протекают фазовые и структурные превращения в твердом металле. В результате этого ЗТВ имеет отличные от основного металла величину зерна и вторичную микроструктуру. Часто выделяют околошовный участок ЗТВ или околошовную зону (ОШЗ). Она располагается непосредственно у сварного шва и включает несколько рядов крупных зерен. Металл шва, имеющий литую макроструктуру, и ЗТВ в основном металле, имеющая макроструктуру проката или рекристаллизованную макроструктуру литой или кованой заготовки, разделяются друг от друга поверхностью сплавления. На поверхности шлифов, вырезанных из сварного соединения и подвергнутых травлению реактивами, она при небольших увеличениях наблюдается как линия или граница сплавления.
В результате этого ЗТВ имеет отличные от основного металла величину зерна и вторичную микроструктуру. Часто выделяют околошовный участок ЗТВ или околошовную зону (ОШЗ). Она располагается непосредственно у сварного шва и включает несколько рядов крупных зерен. Металл шва, имеющий литую макроструктуру, и ЗТВ в основном металле, имеющая макроструктуру проката или рекристаллизованную макроструктуру литой или кованой заготовки, разделяются друг от друга поверхностью сплавления. На поверхности шлифов, вырезанных из сварного соединения и подвергнутых травлению реактивами, она при небольших увеличениях наблюдается как линия или граница сплавления.
Зона сплавления (ЗС) – это зона сварного соединения, где происходит сплавление наплавленного и основного металла. В нее входит узкий участок шва, расположенный у линии сплавления, а также оплавленный участок ОШЗ. Первый участок образуется вследствие недостаточно эффективного переноса, расплавленного основного металла в центральные части сварочной ванны. Здесь имеет место перемешивание наплавленного и основного металлов в соизмеримых долях. На оплавленном участке ОШЗ возможно появление между оплавленными зернами жидких прослоек, имеющих аналогичный состав. В случае применения разнородных наплавленного и основного металлов (например, аустенитного и перлитного) ЗС отчетливо наблюдается в виде переходной прослойки. Она имеет часто существенно отличающиеся от металла шва и ЗТВ химический состав, вторичную микроструктуру и свойства. Распределение элементов по ширине ЗС имеет сложный характер, который определяется процессами перемешивания направленного и основного металла, диффузионного перераспределения элементов между твердой и жидкой фазами и в твердой фазе на этапе охлаждения.
Здесь имеет место перемешивание наплавленного и основного металлов в соизмеримых долях. На оплавленном участке ОШЗ возможно появление между оплавленными зернами жидких прослоек, имеющих аналогичный состав. В случае применения разнородных наплавленного и основного металлов (например, аустенитного и перлитного) ЗС отчетливо наблюдается в виде переходной прослойки. Она имеет часто существенно отличающиеся от металла шва и ЗТВ химический состав, вторичную микроструктуру и свойства. Распределение элементов по ширине ЗС имеет сложный характер, который определяется процессами перемешивания направленного и основного металла, диффузионного перераспределения элементов между твердой и жидкой фазами и в твердой фазе на этапе охлаждения.
Основной металл располагается за пределами ЗТВ и не претерпевает изменений при сварке. Может влиять на превращения в ЗТВ в зависимости от eгo макро- и микроструктуры, определяемых способом первичной обработки металла (прокат, литье, ковка, деформирование в холодном состоянии) и последующей термообработкой (отжиг, нормализация, закалка с отпуском, закалка со старением и т. п.).
п.).
Строение сварного соединения
Сеть профессиональных контактов специалистов сварки
Соединение, выполняемое сваркой плавлением, состоит из четырех зон: наплавленного металла; сплавления; термического влияния; основного металла (см. рис. 1 «Схематически строение сварного соединения при дуговой сварке стали»).
Рис. 1. Схематически строение сварного соединения при дуговой сварке стали: А — зона наплавленного металла, Б — зона сплавления, В — зона термического влияния, Г — зона основного металла.
Зона наплавленного металла представляет собой перемешанный в жидком состоянии с основным металлом материал электрода или присадочной проволоки.
Зона сплавления — это слой основного металла толщиной 0,1…0,4 мм с частично оплавленными зернами. Перегрев металла в этой зоне приводит к образованию, игольчатой структуры, отличающейся хрупкостью и пониженной прочностью, и оказывает значительное влияние на свойства соединения в целом.
Зона термического влияния состоит из четырех участков (1.
Участок нормализации 2 — область основного металла, нагретого до 900… 1100 °С. Благодаря мелкозернистой структуре механические свойства металла на этом участке выше по сравнению с основным металлом. Ширина участка составляет 1…4 мм.
Участок неполной перекристаллизации 3 — область основного металла, нагретого до 725…900 °С; состоит из мелких и крупных зерен. Неравномерное кристаллическое строение приводит к снижению механических свойств.
Участок рекристаллизации 4 — область основного металла, нагретого до 450…725 °С. При этих температурах происходит восстановление формы зерен, деформированных в результате предыдущего механического воздействия (при прокатке, штамповке и др.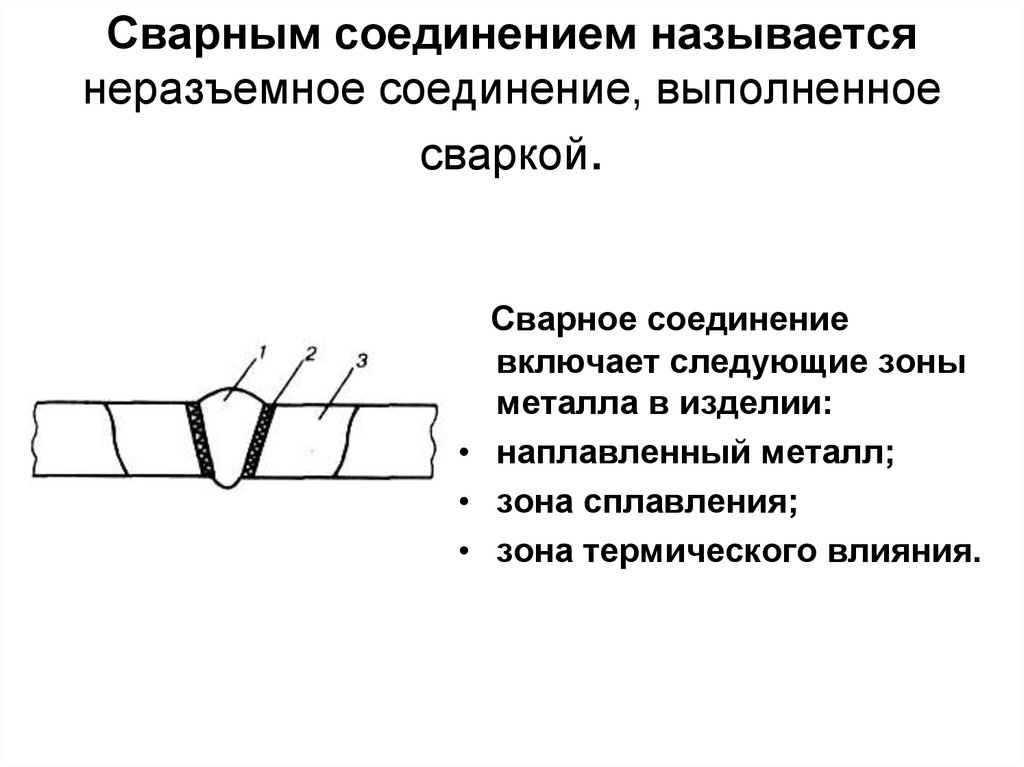 ). Ширина зоны термического влияния зависит от удельной энергии ез, введенной в заготовку, и вида сварки (например, при ручной дуговой сварке качественными электродами она составляет 5…7 мм).
). Ширина зоны термического влияния зависит от удельной энергии ез, введенной в заготовку, и вида сварки (например, при ручной дуговой сварке качественными электродами она составляет 5…7 мм).
Зона основного металла условно начинается от границы с температурой 450 °С. Структура при температурах ниже 450 °С не отличается от структуры исходного металла, однако сталь, нагретая до температур 200…400 °С, обладает худшими механическими свойствами, что объясняется выпадением по границам зерен оксидов и нитридов, ослабляющим связь между зернами. Это явление, вызывающее понижение пластичности и ударной вязкости при одновременном повышении прочности металла, называется синеломкостью (характерны синие цвета побежалости).
Другие страницы по теме
- Сварные швы.
- Виды сварочных дуг.
- Образование кристаллизационных трещин.
- Кристаллизация сварочной ванны.
- Возбуждение сварочной дуги.
- Технология сварки.

- Вольт-амперная характеристика сварочной дуги.
- Технологический процесс сварки.
- Ультразвуковой контроль сварных соединений.

Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
Купить алмазные шлифовальные круги онлайн на Arc-Zone.com
Дом / Шлифовальные станки с вольфрамовыми электродами / Вольфрамовые шлифовальные круги
Высококачественные алмазные круги промышленного класса для станков для шлифовки вольфрамовых электродов
Arc-Zone® является ведущим мировым поставщиком алмазных шлифовальных кругов премиум-класса, используемых для прецизионной шлифовки вольфрамовых электродов для самых сложных работ по сварке TIG и плазменной дуговой сварке. Качественные алмазные круги промышленного класса
Мы не продаем дешевые импортные диски, которые являются переработанными копиями копий. Arc-Zone® поставляет колеса самого высокого качества, сделанные в США, и мы продаем их по справедливой цене. Каждое колесо изготовлено из лучших алмазных материалов промышленного класса, искусно соединенных с прецизионной заготовкой колеса, предназначенной для вашей вольфрамовой шлифовальной машины!
Каждое колесо изготовлено из лучших алмазных материалов промышленного класса, искусно соединенных с прецизионной заготовкой колеса, предназначенной для вашей вольфрамовой шлифовальной машины!
Колеса для каждой машины
У нас есть колеса для Sharpie™, Turbo Ace, Super Turbo, Turbo-4, Radnor, Weldmark®, OKI, Best Welds, Abicor Binzel®, Diamond Ground Products Piranha II, Piranha III и DGP, Neutra, Neutrix, Ultima TIG и Black. Gold, Orbitalum Weldcraft®, Georg Fisher +GF+ ESG Plus, Pro-Fusion Sharp Shooter, TechSouth Powerpoint, Intercon TIG 10/175, CK Worldwide® TurboSharp X и другие.
Замена сердечника колеса ™
Верните изношенные алмазные шлифовальные круги в Arc-Zone, и мы предоставим вам скидку в размере 25 долларов США на покупку нового круга в течение 30 дней (применяется к новым кругам стоимостью 100 долларов США и более). Возвращая бывшие в употреблении колеса, вы уменьшите воздействие на окружающую среду, а еще лучше уменьшите воздействие на свой кошелек!
Примечание.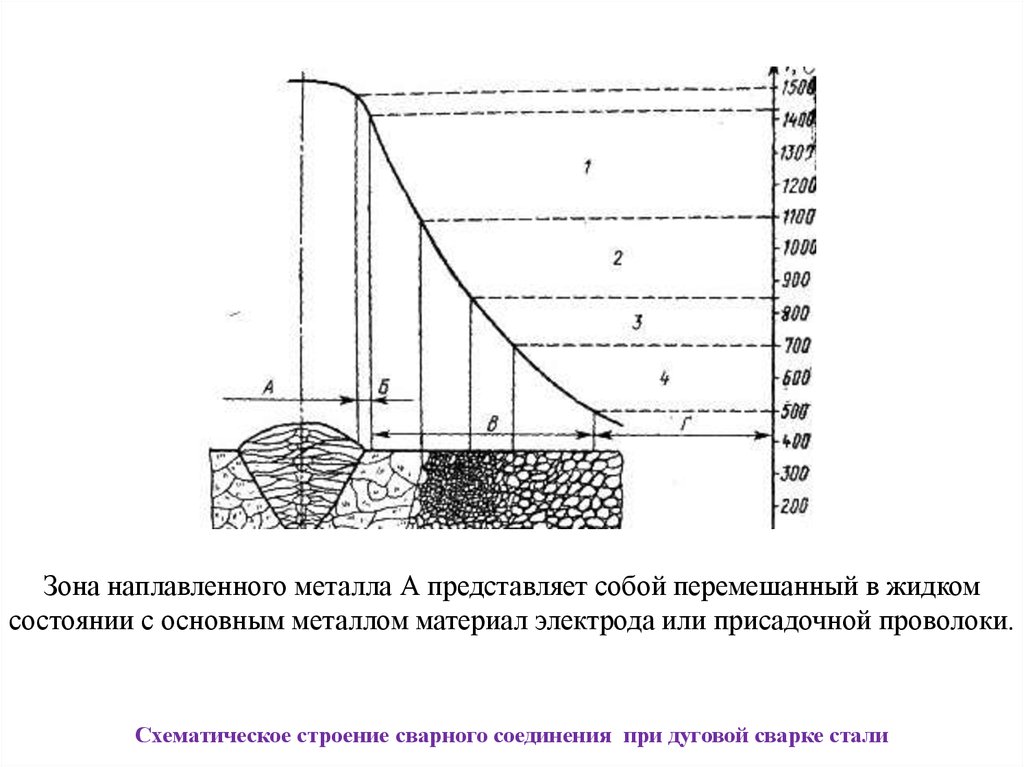 Arc-Zone оставляет за собой право ограничить количество обменов колес и прекратить программу в любое время без предварительного уведомления. Стоимость купленных и замененных колес должна составлять не менее 100 долларов США. Требуется предварительное подтверждение покупки у Arc-Zone.
Arc-Zone оставляет за собой право ограничить количество обменов колес и прекратить программу в любое время без предварительного уведомления. Стоимость купленных и замененных колес должна составлять не менее 100 долларов США. Требуется предварительное подтверждение покупки у Arc-Zone.
Узнать больше:
Руководство по выбору вольфрамовых электродов (pdf)
Шлифовальные вольфрамовые электроды (pdf)
Шлифовальные вольфрамовые электроды с алмазными кругами (pdf)
Отображение 1 до 24 (из 30 продуктов)
1 2 Следующий
A-PTG-002
A-PTG-002A
A-PTG-002B
ИНО-445 10 030
ИНО-444 90 510
ИНО-444 90 510-ОЕМ
ИНО-444 90 512
ИНО-444 90 512-ОЕМ
ИНО-444 90 520
ДГП-699-0001
ДГП-699-0003
ДГП-699-0004
ДГП-699-0002
ДГП-PG1425
ДГП-PG1423
ДГП-699-0031
ДГП-PG1426
ДГП-П735
OCW-790 052 488
CK-TS3-W
МВЛ-Т4400Д
МВЛ-Т4400Д-11
МВЛ-Т4500Д
ИНТ-90 000 152
Отображение 1 до 24 (из 30 продуктов)
1 2 Следующий
Разница между металлом сварного шва и зоной термического влияния (ЗТВ)
Сварка — это один из производственных процессов, при котором два или более материалов могут быть соединены на постоянной основе путем образования коалесценции с применением или без применения внешнего тепла, давления или присадочного металла.
При сварке плавлением часть основного металла, окружающего место соединения, плавится и снова затвердевает. Эта зона вокруг соединения, которая плавится и повторно затвердевает, называется металлом сварного шва (или сварным швом) . Таким образом, металл сварного шва меняет свою фазу (твердая на жидкую и снова жидкая на твердую), образуя коалесценцию. Присадочный металл, если его добавить, также плавится и откладывается на стыке, в конечном итоге становясь частью металла сварного шва. Таким образом, металл сварного шва всегда нагревается выше температуры плавления соответствующего материала. Соответственно, весь материал наплавленного металла подвергается чрезмерному нагреву, плавлению, перемешиванию в жидком состоянии и, наконец, затвердеванию. Микроструктура и механические свойства металла сварного шва могут значительно отличаться от свойств исходных компонентов. Обычно геометрия металла сварного шва характеризуется трехмерными параметрами, а именно глубиной провара, шириной валика сварного шва и армированием. Эти параметры зависят от большого количества факторов, таких как тип процесса сварки, степень подводимого тепла, свойства материала заготовки и т.
Эта зона вокруг соединения, которая плавится и повторно затвердевает, называется металлом сварного шва (или сварным швом) . Таким образом, металл сварного шва меняет свою фазу (твердая на жидкую и снова жидкая на твердую), образуя коалесценцию. Присадочный металл, если его добавить, также плавится и откладывается на стыке, в конечном итоге становясь частью металла сварного шва. Таким образом, металл сварного шва всегда нагревается выше температуры плавления соответствующего материала. Соответственно, весь материал наплавленного металла подвергается чрезмерному нагреву, плавлению, перемешиванию в жидком состоянии и, наконец, затвердеванию. Микроструктура и механические свойства металла сварного шва могут значительно отличаться от свойств исходных компонентов. Обычно геометрия металла сварного шва характеризуется трехмерными параметрами, а именно глубиной провара, шириной валика сварного шва и армированием. Эти параметры зависят от большого количества факторов, таких как тип процесса сварки, степень подводимого тепла, свойства материала заготовки и т.
Зона термического влияния (ЗТВ) — это часть основного металла, которая не расплавляется во время сварки плавлением, а нагревается до повышенной температуры (ниже температуры плавления соответствующего материала) перед охлаждением до комнатной температуры. ЗТВ располагается вокруг металла шва. ЗТВ не содержит присадочного металла. Основной металл в ЗТВ подвергается нагреву и последующему охлаждению; однако фазового перехода не происходит (это означает, что ЗТВ всегда остается в твердой фазе). Благодаря термическому циклу металлургические и механические свойства ЗТВ могут значительно отличаться от свойств основных металлов. Однако химический состав совпадает с составом основного металла (за исключением изменения состава из-за малого масштаба диффузионного переноса атомов). Геометрия ЗТВ обычно определяется только ее шириной.
Хотя и металл шва, и ЗТВ являются неотъемлемой частью каждого сварного соединения, их характеристики варьируются в зависимости от большого количества особенностей и условий. Обе детали подвергаются термическому циклу и, таким образом, подвержены нежелательным остаточным напряжениям и растрескиванию. В то время как свойства металла сварного шва могут быть изменены во время сварки путем соответствующего выбора состава наполнителя, защитного состава и т. д., то же самое невозможно для ЗТВ. Прочность металла шва в основном остается 100% (если не более) прочности основного металла. Однако область ЗТВ относительно более уязвима к преждевременному отказу в течение срока службы. Таким образом, при сварке, особенно дуговой сварке, особое внимание уделяется поддержанию ширины ЗТВ и ее свойств в допустимых пределах. Различные сходства и различия между металлом шва и зоной термического влияния (ЗТВ) сварного соединения представлены ниже в виде таблицы.
Различные сходства и различия между металлом шва и зоной термического влияния (ЗТВ) сварного соединения представлены ниже в виде таблицы.
- Термический цикл влияет на некоторые физические, механические и металлургические свойства как металла шва, так и ЗТВ.
- Оба являются неотъемлемой частью сварного соединения. При сварке плавлением отчетливо заметны оба. Однако при сварке в твердом состоянии они обычно узкие.
- Прочность и качество сварного соединения зависят от качества сварного шва и ЗТВ.

