© ГБПОУ КК ПАТИС
ГБПОУ КК ПАТИС
Государственное бюджетное профессиональное образовательное учреждение Краснодарского края
Приморско-Ахтарский техникум индустрии и сервиса
Адрес: 353860 г. Приморско-Ахтарск, ул. Тамаровского, 85
тел: 8 (861-43) 2-35-94, 8 (861-43) 2-18-98
Адрес сайта: http://патис.рф
Социальные сети: VK и OK
Электронная почта: [email protected]
Режим работы:
ПН — СБ: с 8.00 до 16.00
Выходные дни: ВС
Учредители
Наименование:
Министерство образования, науки и молодежной политики Краснодарского края
Адрес: 350063 г. Краснодар, ул. Рашпилевская, 23
тел: 8 (861) 298-25-73
Адрес сайта: minobr. krasnodar.ru
krasnodar.ru
Электронная почта: [email protected]
Режим работы:
ПН.ВТ.СР.ЧТ. – с 09.00 до 18.00
ПТ. – с 09.00 до 17.00
Перерыв на обед: с 13.00 до 13.50
Выходные дни: СБ.ВС.
Наименование:
Департамент имущественных отношений Краснодарского края
Адрес: 350000 г. Краснодар, ул. Гимназическая, 36
Канцелярия: 8 (861) 268-24-08
Факс: 8 (861) 267-11-75
Специалист по работе с обращениями граждан — консультации, запись на прием — телефон 267-11-78
Телефон горячей линии по вопросам земельных отношений: 8 (861) 992-33-35
Адрес сайта: diok.krasnodar.ru
Электронная почта: [email protected]
Режим работы:
ПН. ВТ.СР.ЧТ. – с 09.00 до 18.00
ВТ.СР.ЧТ. – с 09.00 до 18.00
ПТ. – с 09.00 до 17.00
Перерыв на обед ПН.ВТ.СР.ЧТ.: с 13.00 до 13.50
Перерыв на обед ПТ.: с 13.00 до 13.40
Выходные дни: СБ.ВС.
Идеальный сварной шов возможен. Особенно теперь, когда достигнута высшая точка Интеллектуальной революции выпущена система TPS/i Robotics.
РОБОТИЗИРОВАННАЯ СВАРКА
РОБОТИЗИРОВАННАЯ СВАРКА
/ Системы для заряда батарей / Сварочное оборудование / Солнечная электроника РОБОТИЗИРОВАННАЯ СВАРКА / Долговечные системные решения для всех условий применения. 2 / О нас / С 1950 года мы разрабатываем
2 / О нас / С 1950 года мы разрабатываем
Transpuls Synergic 2700
/ Perfect Welding / Solar Energy / Perfect Charging Transpuls Synergic 2700 / Сварка MIG/MAG, TIG DC и сварка покрытым электродом (MMA) ОБЩИЕ СВЕДЕНИЯ ПРИМЕНЕНИЕ Высокопроизводительная система / TPS 2700
ПодробнееCOMPACT CLADDING CELL
/ Системы для заряда батарей / Сварочное оборудование / Солнечная электроника COMPACT CLADDING CELL / Автоматизированная установка для наплавки внутренних и внешних поверхностей, модель FOW / Компактная
Подробнееmagicwave 1700/2200 Transtig 2200
/ Perfect Welding / Solar Energy / Perfect Charging magicwave 1700/2200 Transtig 2200 / Сварка TIG и сварка стержневым электродом Технология Active Wave повышает прибыльность / Вся система имеет полностью
Подробнееmagicwave 4000/5000 Transtig 4000/5000
/ Perfect Welding / Solar Energy / Perfect Charging magicwave 4000/5000 Transtig 4000/5000 / Сварка TIG и сварка стержневым электродом Технология Active Wave повышает прибыльность: / Вся система имеет
magicwave 2500/3000 Transtig 2500/3000
/ Perfect Welding / Solar Energy / Perfect Charging magicwave 2500/3000 Transtig 2500/3000 / WIG & Диодная сварка Благодаря технологии Active Wave повышается экономичность / Система электропитания является
Подробнееmagicwave 4000/5000 Transtig 4000/5000
/ Системы для заряда батарей / Сварочное оборудование / Солнечная электроника magicwave 4000/5000 Transtig 4000/5000 / Сварка TIG и MMA ТЕХНОЛОГИЯ ACTIVE WAVE УВЕЛИЧИВАЕТ ЭКОНОМИЧЕСКУЮ ЭФФЕКТИВНОСТЬ: /
Подробнееmagicwave 2500/3000 Transtig 2500/3000
/ Системы для заряда батарей / Сварочное оборудование / Солнечная электроника magicwave 2500/3000 Transtig 2500/3000 / Сварка TIG и MMA ТЕХНОЛОГИЯ ACTIVE WAVE УВЕЛИЧИВАЕТ ЭКОНОМИЧЕСКУЮ ЭФФЕКТИВНОСТЬ /
ПодробнееTransSteel 3500 / Сварочная система MIG/MAG
TransSteel 3500 / 5000 Сварочная система MIG/MAG Ваш надежный партнер при производстве стальных конструкций ОБЩАЯ ИНФОРМАЦИЯ Всегда на безопасном уровне Стальные конструкции должны быть надежными. Поэтому
Поэтому
Virtual Welding. Обучение будущего
Virtual Welding Обучение будущего Реалистичное обучение на тренажере Абсолютная безопасность Экономичность Составляющие успеха ОБЩАЯ ИНФОРМАЦИЯ У технологии обучения сварщиков будущего есть имя: Fronius
ПодробнееTransSteel 3500 / Сварочная система MIG/MAG
TransSteel 3500 / 5000 Сварочная система MIG/MAG Ваш надежный партнер при производстве стальных конструкций ОБЩАЯ ИНФОРМАЦИЯ Всегда на безопасном уровне Стальные конструкции должны быть надежными. Поэтому
Мобильный сварочный аппарат. addy Mig
Мобильный сварочный аппарат addy Mig Просто возьмите Caddy* с собой Полная мобильность и функциональность Компактный, легкий и мощный, совершенно новый инверторный Caddy Mig C160i/C200i является удобным
ПодробнееMIG/MAG Sinergy MC-350 MX MC-500 MX
MC-350 MX MC-500 MX Ритм Alloy Опыт, компетентность и преданность делу были и остаются основными стратегиями, внедренными ALLOY для того, чтобы стать одним из ведущих Российских производителей сварочного
ПодробнееGE Intelligent Platforms.
 PACSystems с PROFINET
PACSystems с PROFINETGE Intelligent Platforms PACSystems с PROFINET Оптимизация производительности благодаря открытым технологиям Устанавливая новые стандарты интеграции открытых систем, компания GE предлагает новую технологию,
ПодробнееWiseFusion НЕВЕРОЯТНО БЫСТРАЯ СВАРКА MIG
НЕВЕРОЯТНО БЫСТРАЯ СВАРКА MIG 18.05.2019 ОПТИМИЗИРОВАННАЯ ФУНКЦИЯ СВАРКИ ДЛЯ ОБЕСПЕЧЕНИЯ КАЧЕСТВА, ВЫСОКОЙ СКОРОСТИ И УДОБСТВА РАБОТЫ Оптимизированная функция сварки обеспечивает очень узкую сварочную
ПодробнееFLEXTRACK 45 СВАРОЧНЫЙ ТРАКТОР
/ Perfect Welding / Solar Energy / Perfect Charging FLEXTRACK 45 СВАРОЧНЫЙ ТРАКТОР / MIG-MAG / CMT ТЕ М А Д Л Я Л ЬН А Я С ИСЕ Н И Й А С Р Е В И Н /У Х ПРИМЕ Н РА З Л И Ч Н Ы / Компактный трактор обеспечивает
MIG И TIG ПРОВОЛОКИ.

НЕРЖАВЕЮЩАЯ СТАЛЬ MIG И TIG ПРОВОЛОКИ www.lincolnelectric.ru MIG И TIG ПРОВОЛОКИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ ТРЕБОВАНИЯ КЛИЕНТА Наши клиенты ожидают от нас высококачественных продуктов способных удовлетворить
ПодробнееX3 MIG Welder. Прочные и надежные. And you know.
X3 MIG Welder Прочные и надежные And you know. X3 MIG Welder Мощный инструмент для серьезных сварщиков X3 MIG Welder это надежный партнер для серьезного сварщика. Это в высшей степени практичный аппарат
ПодробнееСемейство Minarc Evo Где бы вы ни работали
Семейство Minarc Evo Где бы вы ни работали Minarc Evo 150 180 Превосходное качество сварки Использование с электродами любого типа Использование с длинными кабелями питания Технология PFC, обеспечивающая
ПодробнееПРОЦЕСС STT ДЛЯ СВАРКИ СТЫКОВ ТРУБ
ПРОЦЕСС STT ДЛЯ СВАРКИ СТЫКОВ ТРУБ Полное сплавление кромок Правильное формирование обратного (отсутствие вогнутости внутреннего усиления на всем протяжении шва) Менее трудоемкий процесс работы Швы обладают
ПодробнееKemppi K3 Сварочное оборудование
MagTrac F 61 ВЫСОКОЕ КАЧЕСТВО СВАРКИ, ПРОИЗВОДИТЕЛЬНОСТЬ И ЭРГОНОМИКА Kemppi K3 Сварочное оборудование 1(10) ТРАКТОР С МАГНИТНЫМ ПРИЖИМОМ ДЛЯ МЕХАНИЗАЦИИ ЛЕГКОЙ MIG/MAG-СВАРКИ Малая механизация это наиболее
Подробнее(495) ПРОЦЕСС STT ДЛЯ СВАРКИ СТЫКОВ ТРУБ
(495)5143082 ПРОЦЕСС STT ДЛЯ СВАРКИ СТЫКОВ ТРУБ Полное сплавление кромок Правильное формирование обратного валика (отсутствие вогнутости внутреннего усиления на всем протяжении шва) Менее трудоемкий процесс
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ СОДЕРЖАНИЕ 1. ВВЕДЕНИЕ… 3 2. ОБОРУДОВАНИЕ… 4 2.1. Горелка ERGOTIC… 5 2.2. Устройство подачи проволоки… 6 2.3. Кабель питания… 6 3. ДОПОЛНИТЕЛЬНЫЕ ПРИНАДЛЕЖНОСТИ…
ВВЕДЕНИЕ… 3 2. ОБОРУДОВАНИЕ… 4 2.1. Горелка ERGOTIC… 5 2.2. Устройство подачи проволоки… 6 2.3. Кабель питания… 6 3. ДОПОЛНИТЕЛЬНЫЕ ПРИНАДЛЕЖНОСТИ…
FastMig X Intelligent
Краткая информация Для областей применения, предъявляющих высокие требования к сварке Одно оборудование для широкого круга областей применения меньший объем инвестиций, больший оборот, более высокая эффективность
ПодробнееВЫСОКОКАЧЕСТВЕННОЕ МАШИНОСТРОЕНИЕ
ВЫСОКОКАЧЕСТВЕННОЕ МАШИНОСТРОЕНИЕ ПРОИЗВОДСТВЕННОЕ ПРЕДПРИЯТИЕ ООО «СОЮЗ-СПЕЦТЕХНИКА» Производство сельскохозяйственной техники, ангарных конструкций ООО «Союз- Спецтехника» Технологии машиностроения ООО
ПодробнееСерия S Speed Pulse
Сварка стали и нержавеющей стали быстрее на 48%. Сварка SpeedPulse — изобретение компании Lorch
Сварка SpeedPulse — изобретение компании Lorch
Серия S-SpeedPulse не допускает никаких компромиссов. Ее целью является только идеальный сварочный шов. Данная сварка объединяет в себе скорость дуги со струйным переносом и качество импульсной сварочной дуги. Импульсная техника убеждает при работе с алюминием и нержавеющей сталью. Теперь это подходит для сварки стали: превосходный контроль за сварочной дугой и сварочной ванной, практическое отсутствие доработки, высокое качество шва — все это с высочайшей скоростью сварки. Не только скорость является очевидным преимуществом серии S-SpeedPulse. Концепция управления «3 шага до начала сварки» теперь проще и быстрее приводит к требуемому результату: идеальный шов в сварке MIG-MAG. В принципе работать с этим аппаратом не сложнее, чем с дрелью. Работа идет быстрее и экономичнее, чем с любыми другими импульсными аппаратами, которые мы сравнивали с нашей серией. Включайте скорость импульса и получайте максимальную производительность!
Краткое описание серии S-SpeedPulse
— Инвертор MIG-MAG с импульсной сварочной дугой, плавная регулировка
— С режимом SpeedPulse® — быстрее на 48 %
— Вариант SpeedArc® и SpeedUp®
— В серийном исполнении функция TwinPulsе®
— В прочном промышленном корпусе
— Вариант в виде компактного аппарата или с внешним блоком подачи проволоки
— Возможны варианты сдвоенной подачи с одним или двумя внешними блоками подачи проволоки
— Блоки поставляются в различных исполнениях: для мастерских, монтажа, судостроителей и роботов
— Поставка с газовым или водяным охлаждением
— Промышленный 4-роликовый механизм подачи проволоки
— Концепция управления «3 шага до начала сварки»
— Текстовый дисплей с выбором языка
— Цифровая индикация сварочного тока и напряжения
— Tiptronic для сохранения в памяти до 100 сварочных заданий
— Функция Quatromatic
— Возможность ДУ на сварочной горелке Powermaster
— Возможность дополнительного оснащения для горелки «Push-Pull» и промежуточного привода (длина до 43 м)
— Возможность полной автоматизации (через LorchNet, интерфейс аппарата или соединение с шиной)
— Произведено и испытано по DIN EN 60974-1, наличие знаков CE и S,класс защиты IP
Теперь импульсная сварка подходит для стали
Качества хорошей импульсной сварочной дуги широко известны. Отсутствие брызг, оптимальный контроль за сварочной ванной, контролируемый перенос материала и практически полное отсутствие доработки. Любой квалифицированный сварщик MIG- MAG сегодня может работать с нержавеющей сталью и алюминием. Но почему не со сталью? Почему для этого не используется импульсная сварка? С помощью импульсной сварочной дуги и в этом случае лучше и проще осуществлять сварочный процесс. Раньше считалось: если не требовалось качество поверхностей и поэтому отпадала доработка, импульсная сварка шла медленней, чем сварка короткой дугой или со струйным переносом. Теперь это в прошлом. С помощью SpeedPulse от фирмы Lorch Вы осуществляете импульсную сварку с высокой скоростью без какой-либо потери качества импульса. И так по всему диапазону сварки. Переходная сварочная дуга ушла в прошлое. Работа сразу выполняется гораздо быстрее при ручной сварке и исключительно быстро в автоматическом режиме.
Отсутствие брызг, оптимальный контроль за сварочной ванной, контролируемый перенос материала и практически полное отсутствие доработки. Любой квалифицированный сварщик MIG- MAG сегодня может работать с нержавеющей сталью и алюминием. Но почему не со сталью? Почему для этого не используется импульсная сварка? С помощью импульсной сварочной дуги и в этом случае лучше и проще осуществлять сварочный процесс. Раньше считалось: если не требовалось качество поверхностей и поэтому отпадала доработка, импульсная сварка шла медленней, чем сварка короткой дугой или со струйным переносом. Теперь это в прошлом. С помощью SpeedPulse от фирмы Lorch Вы осуществляете импульсную сварку с высокой скоростью без какой-либо потери качества импульса. И так по всему диапазону сварки. Переходная сварочная дуга ушла в прошлое. Работа сразу выполняется гораздо быстрее при ручной сварке и исключительно быстро в автоматическом режиме.
Все начинается с расплавления проволоки
Если речь идет о скорости сварки, то все зависит от проволоки. Каждый импульс должен расплавлять максимум материала. Если при стандартной импульсной сварке с каждым импульсом передается только одна капля, SpeedPulse обеспечивает почти постоянный перенос капель на деталь.
Каждый импульс должен расплавлять максимум материала. Если при стандартной импульсной сварке с каждым импульсом передается только одна капля, SpeedPulse обеспечивает почти постоянный перенос капель на деталь.
Преимущества SpeedPulse
— Высокая экономичность за счет высокой скорости сварки — до 48% быстрее
— Сохраняются все преимущества импульсной сварки
— Незначительная теплопередача для:
лучшего качества шва
минимальной (угловой) деформации
минимального выгорания сплава
— Сварочная дуга SpeedPulse в два раза снижает шумовую нагрузку, так как она работает тише примерно на 10 дБ (a)
— Превосходная работа и визуальность сварочной дуги («эффект иглы»)
— Лучший и более глубокий провар
SpeedPulse серии S объединяет в себе преимущества дуги со струйным переносом и импульсной дуги. Перенос материала почти непрерывный, но без коротких замыканий при тонком и среднем переносе капель металла. Это означает практически полное отсутствие брызг и доработки при максимальной производительности наплавки во всем рабочем диапазоне.
Перенос материала почти непрерывный, но без коротких замыканий при тонком и среднем переносе капель металла. Это означает практически полное отсутствие брызг и доработки при максимальной производительности наплавки во всем рабочем диапазоне.
Три шага до начала идеальной сварки концепция управления S
1. Выбрать режим работы
2. Комбинация «проволока/газ/материал»
3. Отрегулировать сварочный ток (благодаря синергетической функции всегда идеальная предварительная настройка по толщине материала)
Качество ручной дуговой сварки
Ручная сварка – это самый распространенный вид дуговой сварки, но у новичков она может вызывать большие проблемы. В отличие от сварки проволокой, когда оператору по сути приходится лишь «прицелиться и нажать на курок», ручная сварка требует более высокого уровня навыков и техники сварки.
В этой статье мы постараемся дать советы, которые помогли бы новичкам повысить качество ручной сварки. Также мы перечислим самые распространенные проблемы и способы их решения.
Также мы перечислим самые распространенные проблемы и способы их решения.
1. Старайтесь использовать распространенные марки стали
Сюда входят стали марок AISI-SAE от 1015 до 1025 с максимальным содержанием кремния 0,1% и серы 0,035%. Они позволяют вести сварку на высокой скорости и с минимальной вероятностью растрескивания, что значительно упрощает работу сварщика.
Низколегированные и углеродистые стали с более «необычным» химическим составом имеют тенденцию растрескиваться во время сварки, что особенно характерно для толстопрофильных материалов и жестких конструкций. Кроме того, стали с высоким содержанием серы и фосфора не рекомендуются для массового производства. Для сварки таких материалов нужно использовать электроды небольшого диаметра с низким содержанием диффузионного водорода в металле наплавления. Также попробуйте снизить скорость сварки, чтобы дольше поддерживать сварочную ванну в жидком состоянии. Это позволит пузырькам газа полностью выкипеть и тем самым повысить качество сварки.
2. Выбирайте типы соединения и электроды с учетом состава основного металла
Качество сварки в большой мере зависит от типа соединения. При сварке листовой стали толщиной 1,3-3,4 мм максимальная скорость сварки достигается при расположении рабочего изделия под углом 45-75° на спуск. Также нельзя допускать наложения швов излишне большого сечения – это может привести к прожиганию материала.
При сварке пластин углеродистой стали толщиной 4,8 мм изделие лучше располагать в нижнем положении, потому что так оператору проще всего работать с электродом. Наконец, высокоуглеродистые и низколегированные стали лучше всего сваривать в горизонтальном положении.
3. Следуйте основным принципам геометрии и подгонки соединений
Скорость и качество сварки зависят от геометрических размеров соединения. Геометрия соединения должна соответствовать ряду простых принципов:
- Соединение должно быть подогнано по всей своей длине.
 Так как во время сварки листовой металл и большинство угловых и нахлесточных соединений жестко стягиваются по всей длине, при этом нужно тщательно контролировать зазоры и скосы кромок. Любые отклонения будут вынуждать оператора снижать скорость сварки, чтобы сместить электрод в соответствии с изгибом и предотвратить прожигание материала.
Так как во время сварки листовой металл и большинство угловых и нахлесточных соединений жестко стягиваются по всей длине, при этом нужно тщательно контролировать зазоры и скосы кромок. Любые отклонения будут вынуждать оператора снижать скорость сварки, чтобы сместить электрод в соответствии с изгибом и предотвратить прожигание материала. - Скосы кромок нужно контролировать для того, чтобы обеспеченить должную форму шва и глубину проплавления. Недостаточный скос не позволит электроду проникнуть вглубь соединения. Слишком большая или маленькая глубина проплавления может вызвать недостаточное сплавление материала и растрескивание.
- Для того, чтобы обеспечить адекватное проплавление, требуется достаточно большой зазор между свариваемыми кромками. В то же время если зазор будет слишком большим, на сварку уйдет больше времени и сварочных материалов. Помните, что зазор между кромками должен соответствовать диаметру электрода.
- Для повышения скорости и качества сварки необходимо провести притупление корня шва или использовать керамические подкладки. Сглаживание кромки шва требует медленной и дорогостоящей обработки. Сварные соединения с двумя скосами кромки без фасок практичны только тогда, когда стоимость такой обработки оправдана более простой подготовкой кромок и меньшей шириной зазора – 2,4 мм.
- Как правило, для сварных швов на плоских изделиях используются электроды класса AWS E6010 диаметром 4,8 мм и постоянный ток обратной полярности силой 150 ампер. Для сварки стыковых соединений в вертикальном, потолочном и горизонтальном положении пользуйтесь электродами диаметром 3,2 мм и постоянным током обратной полярности силой 90 ампер. При сварке сталей с низким содержанием водорода и сварных швов пользуйтесь электродами класса AWS EXX18 и силой тока 170 ампер.
 Так как во время сварки листовой металл и большинство угловых и нахлесточных соединений жестко стягиваются по всей длине, при этом нужно тщательно контролировать зазоры и скосы кромок. Любые отклонения будут вынуждать оператора снижать скорость сварки, чтобы сместить электрод в соответствии с изгибом и предотвратить прожигание материала.
Так как во время сварки листовой металл и большинство угловых и нахлесточных соединений жестко стягиваются по всей длине, при этом нужно тщательно контролировать зазоры и скосы кромок. Любые отклонения будут вынуждать оператора снижать скорость сварки, чтобы сместить электрод в соответствии с изгибом и предотвратить прожигание материала. Сглаживание кромки шва требует медленной и дорогостоящей обработки. Сварные соединения с двумя скосами кромки без фасок практичны только тогда, когда стоимость такой обработки оправдана более простой подготовкой кромок и меньшей шириной зазора – 2,4 мм.
Сглаживание кромки шва требует медленной и дорогостоящей обработки. Сварные соединения с двумя скосами кромки без фасок практичны только тогда, когда стоимость такой обработки оправдана более простой подготовкой кромок и меньшей шириной зазора – 2,4 мм.
4. Избегайте наплавления слшком большого объема металла
Угловые соединения должны иметь одинаковые катеты и практически плоскую поверхность шва. В большинстве случаев тощина наплавки не должна превышать 1,6 мм. Избыточная толщина наплавления мало способствует укреплению шва, повышает риск возникновения деформаций и значительно увеличивает расход сварочных материалов. Например, для удвоения размера углового шва требуется в 4 раза больше металла наплавления. При сварке стыковых соединений с V-образной подготовкой кромок с зазором 3,2 мм и раскрытием корня шва 0,8 мм чрезмерное наплавление толщиной 3,2 мм увеличивает стоимость на 2/3.
Например, для удвоения размера углового шва требуется в 4 раза больше металла наплавления. При сварке стыковых соединений с V-образной подготовкой кромок с зазором 3,2 мм и раскрытием корня шва 0,8 мм чрезмерное наплавление толщиной 3,2 мм увеличивает стоимость на 2/3.
Чтобы избежать возникновения пористости и добиться идеальной скорости сварки, с рабочей поверхности очень важно удалить окалину, ржавчину, влагу, краску, масла и смазку. Если это не представляется возможным, воспользуйтесь электродами классов AWS E6010 (Fleetweld® 5P+) или AWS E6011 (Fleetweld® 35 или Fleetweld® 180), которые способны испарить загрязнение и проникнуть вглубь материала основы. Также Вы можете уменьшить скорость сварки, чтобы дать пузырькам газа время выкипеть из расплавленного металла.
6. Используйте электроды подходящего диаметра
Электроды большого диаметра позволяют вести сварку на высоких токах с большей производительностью наплавки, поэтому всегда старайтесь использовать электроды как можно большего диаметра. Однако максимальный диаметр может быть ограничен, особенно при сварке листового металла и корневых проходов из-за большого риска прожигания. Обычно для сварки в вертикальном и потолочном положении практичнее всего использовать электроды диаметром 4,8 мм, а для сварки сталей с низким содержанием углеродистых сталей – 4.0 мм. Кроме того, максимальный диаметр электрода может быть ограничен размером соединения.
Однако максимальный диаметр может быть ограничен, особенно при сварке листового металла и корневых проходов из-за большого риска прожигания. Обычно для сварки в вертикальном и потолочном положении практичнее всего использовать электроды диаметром 4,8 мм, а для сварки сталей с низким содержанием углеродистых сталей – 4.0 мм. Кроме того, максимальный диаметр электрода может быть ограничен размером соединения.
Устранение дефектов сварки
Самые распространенные проблемы ручной дуговой сварки и способы их решения:
Разбрызгивание
Хотя разбрызгивание никак не влияет на прочность шва, оно ухудшает его внешний вид и увеличивает затраты на очистку. Существует несколько методов борьбы с разбрызгиванием. Во-первых, попробуйте снизить силу тока. Проверьте, что она находится в допустимых пределах для электродов данного типа и размера и имеет подходящую полярность. Также разбрызгивание можно снизить, уменьшив длину дуги. Если расплавленный металл стекает перед дугой, измените угол наклона электрода. Наконец, убедитесь в отсутствии отклонения дуги и сухости электродов.
Наконец, убедитесь в отсутствии отклонения дуги и сухости электродов.
Подрезание
Как правило, подрезание влияет только на внешний вид, но когда соединение находится под постоянной нагрузкой или накапливает усталость, оно также может привести к падению прочности. Чтобы избавиться от подрезания, нужно снизить силу тока и скорость сварки или просто уменьшить размер сварочной ванны. После этого попробуйте изменить угол наклона электрода, чтобы давление дуги удерживало металл в углах соединения. Сохраняте постоянную скорость сварки и избегайте слишком широких колебаний электрода.
Влага в электродах
Если полярность и сила тока соответствуют рекомендациям производитедля, но поведение дуги по-прежнему остается нестабильным, возможно, проблема заключается во влажных электродах. Воспользуйтесь сухими электродами из только что открытой упаковки. Если проблема возникает регулярно, храните вскрытые упаковки электродов в обогреваемом шкафу.
Отклонения дуги
В случае сварки на постоянном токе дуга может отклоняться от заданного пути из-за посторонних магнитных полей. Этот эффект усугубляется при сварке соединений сложной формы или на высоких токах. Чтобы решить эту проблему, лучше всего перейти на сварку на переменном токе. Если это не помогает, попробуйте снизить силу сварочного тока, уменьшите длину дуги или воспользуйтесь электродами меньшего диаметра. Кроме того, Вы можете изменить электрический контур, сместив рабочий зажим к противоположному краю изделия или воспользовавшись несколькими зажимами. Также для этого можно вести сварку по направлению к прихваточным швам или используя стальные блоки или небольшие прихваточные пластины в концах швов, чтобы изменить электрический контур внутри рабочего изделия.
Пористость
Обычно пористость никак себя не проявляет. Но так как в тяжелых случаях она может ослабить прочность соединения, Вы должны знать о причинах ее возникновения и уметь с ней бороться. Во-первых, удалите с поверхности окалину, ржавчину, влагу и грязь. Дольше удерживайте сварочную ванну в расплавленном состоянии, чтобы позволить выкипеть из нее пузырькам газа. Если сталь имеет низкое содержание углерода или марганца или высокое содержание серы (например, конструкционная сталь повышенной обрабатываемости) или фосфора, нужно использовать электроды с низким содержанием диффузионного водорода. Иногда содержание серы в конструкционной стали повышенной обрабатываемости может оказаться настолько высоким, что это затруднит сварку. В таком случае Вы можете снизить примешивание основного металла в сварочную ванну за счет меньшей глубины проплавления, т. е. уменьшив силу тока и увеличив скорость сварки. Также попробуйте уменьшить длину дуги. Для сварки электродами с низким содержанием диффузионного водорода рекомендуется техника сварки с небольшим отставанием электрода. Для устранения углублений на поверхности используются такие же методы. Если Вы используете электроды класса AWS E6010 или 11, также нужно убедиться, что они не слишком сухие.
Во-первых, удалите с поверхности окалину, ржавчину, влагу и грязь. Дольше удерживайте сварочную ванну в расплавленном состоянии, чтобы позволить выкипеть из нее пузырькам газа. Если сталь имеет низкое содержание углерода или марганца или высокое содержание серы (например, конструкционная сталь повышенной обрабатываемости) или фосфора, нужно использовать электроды с низким содержанием диффузионного водорода. Иногда содержание серы в конструкционной стали повышенной обрабатываемости может оказаться настолько высоким, что это затруднит сварку. В таком случае Вы можете снизить примешивание основного металла в сварочную ванну за счет меньшей глубины проплавления, т. е. уменьшив силу тока и увеличив скорость сварки. Также попробуйте уменьшить длину дуги. Для сварки электродами с низким содержанием диффузионного водорода рекомендуется техника сварки с небольшим отставанием электрода. Для устранения углублений на поверхности используются такие же методы. Если Вы используете электроды класса AWS E6010 или 11, также нужно убедиться, что они не слишком сухие.
Недостаточное сплавление
Сплавление считается достаточным, когда наплавление оказывается физически соединено с обеими стенками соединения и образует сплошной шов по всей длине соединения. Недостаточное сплавление часто можно определить невооруженным глазом. Его обязательно нужно устранить, чтобы обеспечить необходимую прочность соединения. Чтобы избавиться от недостаточного сплавления, попробуйте увеличить силу сварочного тока или воспользуйтесь техникой прямолинейной сварки. Убедитесь, что края соединения достаточно чистые, или удалите загрязнение с помощью электродов класса AWS E6010 или 11. Если зазор слишком широкий, проведите подгонку или заполните его, применяя технику волнообразной сварки.
Недостаточная глубина проплавления
Глубина проплавления обозначает величину, на которую сварное соединение проникает в основной металл. Обычно ее нельзя определить визуально. Чтобы обеспечить достаточную прочность сварного соединения, необходимо обепечить достаточное сплавление материала по всей глубине соединения. Чтобы решить проблемы с недостаточным проплавлением, попробуйте использовать большую силу тока или меньшую скорость сварки. Для проникновения в глубокие узкие зазоры используйте электроды небольшого диаметра. Не забудьте оставить некоторый зазор в нижней части соединения.
Чтобы решить проблемы с недостаточным проплавлением, попробуйте использовать большую силу тока или меньшую скорость сварки. Для проникновения в глубокие узкие зазоры используйте электроды небольшого диаметра. Не забудьте оставить некоторый зазор в нижней части соединения.
Растрескивание
Растрескивание – это достаточно сложная проблема, потому что существует множество типов трещин, которые могут образовываться в разных точках соединения. Любая трещина представляет собой потенциальную проблему, потому что она может привести к полному разрушению соединения. В большинстве случаев растрескивание бывает вызвано высоким содержанием углерода, серы или легирующих элементов в основном металле.
Бороться с трещинами можно следующими способами:
- Используйте электроды с низким содержанием диффузионного водорода
- При сварке по большим толщинами и жестких соединений проводите предварительный подогрев
- Уменьшите глубину проплавления, снизив силу тока и используя электроды меньшего диаметра. Тем самым Вы снизите объем проникшего в металл наплавления основного материала.
- Проводите заварку каждого кратера
- Во время многопроходной и угловой сварки убедитесь, что первый шов имеет достаточно большой размер и плоскую или выпуклую форму, которая увеличит стойкость к трещинообразованию во время наплавки последующих слоев. Чтобы увеличить размер шва, воспользуйтесь техникой сварки короткой дугой на низкой скорости или сварки под углом 5 градусов на подъем. Во время сварки пластина обязательно должна быть нагрета.
- Жестко зафиксированные детали всегда более склонны к растрескиванию. По возможности ведите сварку по направлению к незафиксированному краю изделия. Оставляйте между пластинами зазор 0,8 мм для усадки во время остывания. Проводите проковку каждого шва, пока он не успел остыть, чтобы уменьшить остаточное напряжение.
 Тем самым Вы снизите объем проникшего в металл наплавления основного материала.
Тем самым Вы снизите объем проникшего в металл наплавления основного материала.
Заключение
Эти рекомендации помогут даже начинающим сварщикам создавать высококачественные сварные швы. Также Вы сможете определять причины тех или иных дефектов и самостоятельно их устранять.
Также Вы сможете определять причины тех или иных дефектов и самостоятельно их устранять.
EWM-forceArc® – сварка с глубоким проваром за счет короткой сжатой дуги
Форсированная дуга с глубоким проплавлением, стабильной направленностью в режиме струйного переноса.
Применение: низкоуглеродистые, низколегированные и высоколегированные стали, а также высокопрочные сорта стали больших толщин.
Меньший угол раскрытия шва — меньше слоев
- высокая экономичность
- уменьшение затрат на механическую обработку
- меньшее количество слоев
- снижение расхода сварочной проволоки и защитного газа
- увеличение производительности
- уверенное проплавление на больших толщинах материала
Надежный захват корня шва при идеальной геометрии шва
- более глубокое проплавление по сравнению со струйной дугой, позволяющее уменьшить катет шва
- разный угол наклона горелки
- изменение угла наклона горелки не влияет на глубину проплавления
Экономичная сварка.
 Снижение затрат
Снижение затрат- реализация процесса благодаря высокодинамичному инвертору
- применение на различных материалах и сварочных газах
- гладкая поверхность шва при сохранении высокого качества
- экономия на последующей обработке шва
Минимизация возникновения подрезов при сварке
- высокое качество шва, например, на тавровых соединениях
- вогнутый шов оптмальный по геометрии
- особенно предпочтительно, например, при динамично нагруженных конструкциях
Небольшие зоны термического влияния за счет короткой, концентрированной дуги с концентрированным выделением тепла
- уменьшение деформация материала благодаря меньшему распространению тепла
- снижение температуры промежуточных слоев и минимизация изменения структуры материала
- особенно предпочтительно, например, при сварке
- снижение деформации на угловых швах
Стабильная направленность дуги
- сварка в узкую разделку
- отсутствие эффекта магнитного дутья при вылете проволоки до 40 мм.
- быстрые изменения параметров сварки при сварке изделий с малым углом раскрытия расстояния от сопла до шва.

Сварка со струйным переносом металла очень часто используется на практике когда необходимо добиться высокой производительности. Струйный перенос металла возникает при сварке плавящимся электродом на высоких токах в среде защитных газов. В качестве защитного газа при этом как правило выступают инертные газы, либо смесь газов на основе аргона, с содержанием аргона не менее 50%.
В 80-х годах в стандарте DIN 1910-4 было следующее определение струйного переноса: «Переход металла в сварочную ванну, микроскопическими каплями без возникновения коротких замыканий». При многих преимуществах струйного переноса применение его на практика иногда вызывает определенные трудности. В частности, вследствие относительно большой сварочной дуги она сильно подвержена магнитному дутью, из-за чего может сильно отклоняться (рис. 1). Как следствие отклонения дуги могут возникать подрезы или несплавления свариваемых кромок.
Рис. 1. Струйная дуга в смеси аргона и кислорода
Кроме того, при сварке на больших мощностях тока и струйном переносе происходит потеря легирующих элементов. Решение этих проблем Ганс-Ульрих Помазка, один из пионеров в области сварки в среде защитного газа, видел в ограничении длины сварочной дуги. «Короткая и ровная струйная дуга» достигалась при значительно более низком напряжении и поэтому сопровождалась короткими замыканий. При этом продолжительность коротких замыканий была незначительна, а возрастание тока очень мало. Сварка на такой дуге не сопровождалась образованием большого количества брызг, было лишь легкое распыление мельчайших капелек, которые не приваривались к поверхности металла. Такая сварка сопровождалась незначительным шумом в виде потрескивания. На графике. 2 показана зависимость тока и напряжения во время сварки «короткой дугой».
График. 2. Временная зависимость тока и напряжения при сварке на короткой дуге
Такой вид реализуется очень быстро, поэтому определение cтруйной дуги в стандарте DIN 1910-4 было изменено: «Струйный перенос это переход металла в сварочную ванну, микроскопическими каплями практически без короткого замыкания». Еще большее укорачивание сварочной дуги за счет снижения напряжения в 80-е годы было невозможно из-за возникновения длительных фаз короткого замыкания и усиленного разбрызгивания. Только при появлении инверторной техники и высокоскоростных систем управления стала возможна сварка на очень короткой дуге с продолжительными фазами короткого замыкания. При зажигании сварочной дуги ток аппаратурно очень быстро снижают до запрограммированного значения напряжения. Как результат значительно уменьшаются площади участков короткого замыкания, а разбрызгивание ограничивается. Далее описана электрическая дуга, полученная в результате исследований компании EWM и названная в честь этого EWM-forceArc.
Еще большее укорачивание сварочной дуги за счет снижения напряжения в 80-е годы было невозможно из-за возникновения длительных фаз короткого замыкания и усиленного разбрызгивания. Только при появлении инверторной техники и высокоскоростных систем управления стала возможна сварка на очень короткой дуге с продолжительными фазами короткого замыкания. При зажигании сварочной дуги ток аппаратурно очень быстро снижают до запрограммированного значения напряжения. Как результат значительно уменьшаются площади участков короткого замыкания, а разбрызгивание ограничивается. Далее описана электрическая дуга, полученная в результате исследований компании EWM и названная в честь этого EWM-forceArc.
Рис. 3. Снимок сделан на высокоскоростной камере
Усовершенствованная сварочная дуга
При дальнейшем снижении напряжения сварочной дуги длина ее будет сокращаться и дальше. На рис. 3, представлен кадр из пленки, снятой на высокоскоростную камеру из которого видно, что при дальнейшем снижении напряжения электрической дуги она горит в мульде возникающей под действием давления плазмы. Переход металла в сварочный шов происходит мелкокапельным способом, капли следуют друг за другом. Конечно, при таком способе перехода капли будут выстраиваться в цепочку друг за другом образуя иногда кратковременное короткое замыкание, которое, без вмешательства в процесс электроники будет приводить привести к усиленному разбрызгиванию. На примере цикла короткого замыкания можно понять, как изменяется сила тока и напряжения при длительном коротком замыкании, так как этот пример является наиболее наглядным. При касании капли к расплавленному металлу сначала происходит падение напряжения (график. 4), т.к. сопротивление металла меньше, чем сопротивление электрической дуги. Только после этого, как видно из графика, ток начинает расти и достигает тока короткого замыкания. При новой усовершенствованной cтруйной дуге аппаратурно будет снижаться нежелательное возрастание энергии (ток х напряжение х время), которое при зажигании дуги может вести к сильному разбрызгиванию.
Переход металла в сварочный шов происходит мелкокапельным способом, капли следуют друг за другом. Конечно, при таком способе перехода капли будут выстраиваться в цепочку друг за другом образуя иногда кратковременное короткое замыкание, которое, без вмешательства в процесс электроники будет приводить привести к усиленному разбрызгиванию. На примере цикла короткого замыкания можно понять, как изменяется сила тока и напряжения при длительном коротком замыкании, так как этот пример является наиболее наглядным. При касании капли к расплавленному металлу сначала происходит падение напряжения (график. 4), т.к. сопротивление металла меньше, чем сопротивление электрической дуги. Только после этого, как видно из графика, ток начинает расти и достигает тока короткого замыкания. При новой усовершенствованной cтруйной дуге аппаратурно будет снижаться нежелательное возрастание энергии (ток х напряжение х время), которое при зажигании дуги может вести к сильному разбрызгиванию.
График. 4. Фазы короткой дуги:
4. Фазы короткой дуги:
a) короткое замыкание,
b) и c) переход металла,
d) зажигание
При использовании традиционных источников питания сварочной дуги невозможно быстро уменьшить ток, т.к. индуктивность таких источников не позволяет быстро регулировать силу сварочного ток из-за большой массы трансформатора и дросселя. Инверторные источники тока не имеют такого недостатка, поскольку их индуктивность регулируется электронной системой. При коротком замыкании в инверторе ее можно полностью отключить, поэтому нужно учитывать только индуктивность сварочных кабелей. В инверторе падение и рост тока в процессе короткого замыкания и при зажигании сварочной дуги можно быстро регулировать. В результате этого при сварке наблюдается очень незначительное разбрызгивание. В качестве параметров для управления процессом регулировки используют рост и провал напряжения. Для этого требуется постоянно измерять напряжение и реагировать на каждое его изменение (высокодинамичная регулировка мгновенных значений). На примере сварочной дуги EWM-forceArc, на графике. 5 показано, как при переходе расплавленного металла в сварочную ванну с короткими замыканиями можно получить изменение напряжения и тока без значительного разбрызгивания. Быстрая регулировка процесса инвертором позволяет производить сварку с большим вылетом сварочной проволоки. Это дает значительное преимущество инвертору с функцией EWM-forceArc при сварке в труднодоступных местах, где невозможно обеспечить короткий вылет электродной проволоки, но при этом необходимо обеспечить достаточную газовую защиту за счет увеличенного расхода защитного газа.
На примере сварочной дуги EWM-forceArc, на графике. 5 показано, как при переходе расплавленного металла в сварочную ванну с короткими замыканиями можно получить изменение напряжения и тока без значительного разбрызгивания. Быстрая регулировка процесса инвертором позволяет производить сварку с большим вылетом сварочной проволоки. Это дает значительное преимущество инвертору с функцией EWM-forceArc при сварке в труднодоступных местах, где невозможно обеспечить короткий вылет электродной проволоки, но при этом необходимо обеспечить достаточную газовую защиту за счет увеличенного расхода защитного газа.
График. 5. Изменение тока и напряжения при сварке EWM-forceArc
Достоинства короткой струйной дуги
Сварочная дуга EWM-forceArc используется в верхнем диапазоне мощности. По сравнению со стандартной cтруйной дугой дуга EWM-forceArc имеет следующие преимущества:
- высокая проплавляющая способность за счет исключительно сильного давления плазмы в сварочной дуге,
- удобство использования при ручной сварке благодаря низкой подверженности короткой дуги магнитному дутью,
- отсутствие подрезов, отсутствие несплавлений сварочных кромок благодаря короткой дуге,
- высокая скорость сварки, экономия сварочных материалов за счет возможности применения разделок с меньшими углами раскрытия кромок,
- небольшая зона термического нагрева и небольшое коробление благодаря ограниченному нагреву.

Рис. 6. Поперечные шлифы: сварка проведена в положении РВ; слева: с использованием технологии EWM-forceArc, справа: с использованием стандартной струйной дуги
Лучшие характеристики проплавления рассматриваются как преимущество при охвате корня шва, прежде всего, в узких и тонких швах. На рис. 6 показаны шлифы угловых швов, полученных с использованием стандартной струйной дуги и дуги EWM-forceArc. На шлифах отчетливо видно, что при использовании дуги forceArc проплавление в области корня уже и гораздо глубже.
Оборудование
Для реализации сварочной дуги EWM-forceArc используются источники питания нового поколения. Управление мгновенными значениями может быть реализована только в инверторных источниках питания с цифровыми системами регистрации измерений. На рис. 7 сварочная установка серии Phoehix, которая разработана специально для сварки с использованием технологии EWM-forceArc. Также можно использовать эту установку для импульсной MIG/MAG сварки, стандартной MIG/MAG сварки, аргонодуговой TIG сварки неплавящимся электродом, ручной дуговой ММА сварки штучным электродом.
Рис. 7. Phoenix 551 Basic Puls forceArc
Области применения
Области применения технологии EWM-forceArc – машиностроение, судостроение, автопроизводство, производство оборудования, изготовление любых металлоконструкций. Наиболее эффективно использование технологии EWM-forceArc при сварке толстолистового металла и металлоконструкций с ограниченным доступом к корню шва. В настоящее время хорошие результаты получены при сварке конструкций из углеродистой стали, легированной стали, высоколегированной стали, алюминия и его сплавов с толщиной металла от 5 мм. Наиболее часто при сварке на EWM-forceArc используют сварочную проволоку диаметром 1,0 и 1,2 мм (стали), 1,2 и 1,6 мм (алюминий). В качестве защитного газа при сварке на EWM-forceArc применяется аргон или газовые смеси с высоким содержанием аргона.
Читайте также:
Impuls — легкоконтролируемая дуга без короткого замыкания во всем диапазоне сварочного тока для различных положений шва
Контролируемая дуга без короткого замыкания
управляемое распределение тепла благодаря переносу 1 капли в течение 1-го импульса
плавный переход капли также и в материалах с высоким содержанием Ni
стабильная дуга в диапазоне между короткой и струйной дугой
. ..
..
SuperPuls® — переключение процессов
Комбинация сварочных процессов EWM позволяет расширить возможности сварки
Функция superPuls позволяет осуществлять ручной или автоматический выбор между двумя сварочными точками одного процесса или между следующими комбинациями во время сварки:
…
EWM-rootArc® — MIG/MAG процесс сварки короткой дугой
Процесс обеспечивает качественное соединение деталей по широкому зазору. За счет сварки «мягкой» короткой дугой достигается:
более низкое разбрызгивание по сравнению со стандартной короткой дугой,
хорошее формирование корня шва и охват кромок,
возможность качественной сварки вертикального шва способом на подъем и на спуск,
в комбинации с импульсной дугой исключительная скорость и качество за счет включения режима супер-пульс,
вертикальная сварка без поперечных колебаний,
хорошая авт…
PipeSolution® — сильная дуга для быстрой, безопасной сварки с зазором в корне шва и без, для всех пространственных положений
Абсолютно безопасная сварка корня
Применима для любых толщин металла
Может использоваться во всех положениях для сварки металлических листов и труб
Сварка корня шва без прожогов и снижения скорости
Превосходное формирование корня
Оптимальный охват (форма) шва
Превосходный контроль для позиционной сварки
Безопасное формирование корня также при сварке без зазора
. ..
..
Технология EWM-coldArc® – MIG/MAG-сварка с ограниченным тепловложением
Применение в современном машиностроении металлоконструкций из тонкого металла предъявляет к сварочному оборудованию особые требования, которые не может удовлетворить стандартная сварочная техника. Потребовалась разработка такого сварочного оборудования и технологии, которые могли бы обеспечить получение надежного сварного соединения с минимальным тепловложением.
…
Поделиться ссылкой:
Сколько стоят сварочные работы — цена за шов
Очень востребованными во многих сферах стали такие работы, как сварочные. Применяются они и в строительстве, и в быту. У каждого может возникнуть необходимость в проведении каких-либо сварочных работ. Не стоит думать, что они нужны только на производстве.
В быту также возникает необходимость в них. Поменять батареи, установить металлическую ограду, избавиться от протекания труб – вот только маленький перечень того, где необходима сварка. Ведь при её применении появляется прекрасная возможность получить такое соединение металлических конструкций, которое невозможно разделить, они становятся единым монолитом.
Ведь при её применении появляется прекрасная возможность получить такое соединение металлических конструкций, которое невозможно разделить, они становятся единым монолитом.
Классы сварочных работ
Все работы, проводимые с применением сварки, можно подразделить на 3 класса.
- Термическая сварка. При её применении используется тепловая энергия, за счёт которой происходит местное плавление соединяемых поверхностей и получается неразрывный шов.
- Термомеханическая. Это самый древний способ. При нём после воздействия на металл высоких температур выполняют ещё и проковывание. За счёт этого шов становится прочнее.
- Механическая. Производится без применения внешней энергии. Только лишь механическим воздействием, которое и даёт нагрев свариваемых кромок.
Каждый из этих классов подразумевает различные методы. Их более 40, и все применяются для определённых видов работ. Стоимость их тоже различна. Здесь учитывается не только применяемый метод, но и профессионализм мастера.

Поэтому в такой услуге, как сварочные работы, цена за шов может очень сильно варьироваться.
Сварочные работы. Формирование стоимости
Если возникла необходимость в сварочных работах, самым основным вопросом, который возникнет, будет вопрос о стоимости. Основным в расчёте цены на работы по сварке считается длина шва, который необходимо сделать. Стоит также учесть и тот вид сварки, который будет применяться, объём работы, и что немаловажно, мастерство сварщика.
Экономить на квалификации мастера не стоит. Ведь сварка, которая выполнена некачественно, приведёт к проблемам в будущем. В любой момент конструкция может ослабнуть, а сварной шов потерять свою герметичность. Поэтому доверять эту специализированную работу стоит только профессионалу. Здесь можно выбрать или мастера – частника, у которого имеются рекомендации, или фирму, специализирующуюся именно на сварочных работах.
Мастера из обоих предложенных вариантов дорожат репутацией. Поэтому качество будет на высоте.
При формировании стоимости на такие работы следует учитывать и такие факторы как цены на материал, необходимый для работы, технологии, которые будут применяться, а также работа техники, то есть затраты на амортизацию.
Это значит, что при формировании стоимости на сварочные работы, цена за шов будет исходить из следующих факторов:
Сложность работ по сварке
Очень значимый фактор. Он сильно влияет на итоговую цену. Чем работа сложнее, тем более высокий уровень квалификации должен иметь мастер. А от неё напрямую будет зависеть и стоимость услуг, которые он предоставит. Да и временной промежуток сложная работа занимает больший. Поэтому и повременная работа будет иметь намного большую стоимость.
Объём проводимых работ
Наверное, самый значительный из факторов. Ведь, исходя из него, будет определяться количество тех человеко-часов, которые потребуются для полного выполнения работы. Причём следует учесть, что высокое качество потребует дополнительного времени. Соответственно, и итоговая сумма по выплате сварщикам будет выше.
Соответственно, и итоговая сумма по выплате сварщикам будет выше.
Типы сварки и расходных материалов
Гарантией качества работ, проводимых по сварке, станет услуга хорошего сварщика, который имеет первоклассное оборудование. Очень большое значение имеет тип аппарата, применяемого для сварки и те расходные материалы, которые будут использоваться.
Если выбранный сварщик — хороший специалист, а оборудование у него работает идеально, время на выполнение необходимой услуги снизится. А это скажется и на уменьшении конечной стоимости выполненной работы.
Поэтому экономия, как на хорошем оборудовании, так и на профессионализме мастера — не выгодна. Она приведёт только лишь к тому, что когда будут выполняться сварочные работы, цена за шов возрастёт.
Выбор сварщика
Уверенность в качественном проведении необходимых сварочных работ даёт выбор именно профессионала. Поэтому при поиске хорошего мастера стоит обращать внимание на имеющиеся рекомендации и опыт. Также необходимо документальное подтверждение имеющейся квалификации.
Также необходимо документальное подтверждение имеющейся квалификации.
Да и оборудование, которым пользуется мастер, должно находиться в идеальном состоянии. Ведь от этого зависит качество его работы и отзыв о ней от клиента. А репутацией мастера этого дела дорожат. От этого напрямую зависит их заработок и количество заказчиков. С учётом всего перечисленного всегда можно выбрать хорошего сварщика, воспользовавшись услугами которого, не придётся сожалеть о качестве проделанной работы.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Сварочный полуавтомат EWM Taurus 351 Synergic S HP MM FKG
Для решения производственных задач различного уровня сложности, в том числе в особо жестких условиях эксплуатации, компания EWM выпустила мобильный, мощный и многофункциональный MIG/MAG полуавтомат серии Taurus 351 Synergic S HP MM FKG. Данная модель отличается не только инновационной инверторной технологией и солидным запасом мощности, но и обилием передовых технологий в MIG/MAG сварке, таких как MultiMatrix, superPuls, rootArc, forceArc®. Благодаря этому сварочный аппарат демонстрирует идеальные характеристики сварки и зажигания, а также высокую стабильность световой дуги во всем широком диапазоне мощности устройства. В результате оператор формирует идеальный сварочный шов без лишних усилий и перерасхода производственных материалов.
Благодаря этому сварочный аппарат демонстрирует идеальные характеристики сварки и зажигания, а также высокую стабильность световой дуги во всем широком диапазоне мощности устройства. В результате оператор формирует идеальный сварочный шов без лишних усилий и перерасхода производственных материалов.Серия MultiMatrix отличается более продвинутой информативной панелью управления, наличием современного программного обеспечения и надежной электроники, которая полностью отвечает за управление всеми характеристиками и параметрами сварки инвертора. Благодаря этому достигается полный контроль над фактическими и установленными значениями сварочных параметров и при необходимости выполняется корректировка отклоняемых значений. Как результат, в процессе работы гарантируется стабильная дуга с идеальным формированием шва без брака и лишних затрат. Данное преимущество позволяет оператору получить полный контроль над сварочным процессом, выполняя работу малошумной и мягкой дугой.
Наличие функции «Мультипроцесс» обеспечивает многофункциональность сварочного аппарата и позволяет при помощи одного инвертора выполнять высококачественную MIG/MAG, MIG/MAG superPuls, MMA и TIG-сварку. Кроме этого, доступна строжка металла при наличии угольных электродов. В результате универсальный полуавтомат позволяет быстро и аккуратно обрабатывать цветные и черные металлы, сложные и хромоникелевые сплавы, алюминий и медь, а также сплавы на их основе, низколегированные и высокоуглеродистые марки стали и другие металлы. Благодаря этому сварочный аппарат нашел широкое применение в самых различных сферах: от машиностроительной и судостроительной отрасли до пищевой и химической промышленности. Данное преимущество позволяет, приобретая один универсальный инвертор, эффективно выполнять производственные задачи разного уровня сложности без лишних затрат.
При активации инновационной функции rootArc оператор получает возможность выполнять высококачественную сварку короткой дугой для перекрытия средних и больших зазоров. Таким образом, достигается высокая стабильность сварочной дуги даже при изменении положения горелки относительно поверхности обрабатываемого металла. Как результат, оператор получает плотное и правильное формирование шва, выполняя работу из удобного положения. Кроме этого, функция rootArc позволяет значительно снизить образование брызг при сварке «мягкой» дугой и обеспечить идеальный охват корня шва. Для вертикальной сварки rootArc значительно снижает поперечные колебания и обеспечивает оптимальную вязкость расплава. Благодаря этому удается исключить растекание и наплывы металла при сварке снизу вверх без необходимости применения метода «елочка», что значительно облегчает задачу оператору.
Кроме этого, функция rootArc позволяет значительно снизить образование брызг при сварке «мягкой» дугой и обеспечить идеальный охват корня шва. Для вертикальной сварки rootArc значительно снижает поперечные колебания и обеспечивает оптимальную вязкость расплава. Благодаря этому удается исключить растекание и наплывы металла при сварке снизу вверх без необходимости применения метода «елочка», что значительно облегчает задачу оператору.
В режиме forceArc® достигается высокомощная сварочная дуга для быстрого и глубокого провара с минимальной зоной термического влияния. При этом обеспечивается возможность обработки трудно свариваемых металлов и сложных сплавов. В режиме forceArc® снижается образование подрезов, что позволяет повысить производительность. Кроме этого, оператор получает возможность получить быстрый и ровный шов с минимальной доработкой кромок и значительным сокращением производственных расходов до 50%.
Режим классической MIG/MAG сварки с использованием подачи защитного газа и присадочного материала отличается высокой производительностью и максимальным комфортом в работе. При этом можно использовать сварочную проволоку разного сечения, а также различные газовые смеси. В результате сварочный шов формируется в защитной среде, что обеспечивает повышенную прочность и исключает влияние атмосферы.
При этом можно использовать сварочную проволоку разного сечения, а также различные газовые смеси. В результате сварочный шов формируется в защитной среде, что обеспечивает повышенную прочность и исключает влияние атмосферы.
Специальный режим superPuls, доступный в режиме MIG/MAG сварки, предусмотрен для обработки как листовых, так и тонкостенных металлов с полным контролем перехода капель металла и адаптированной зоной термического влияния. В результате удается обеспечить не только аккуратный и быстрый провар, но и избежать прожига металла и коробления поверхности изделия.
Для работы в режиме ручной дуговой сварки или аргонодуговой сварки в инверторе Taurus 351 Synergic S HP MM FKG реализована функция LIFT ARC, которая обеспечивает контактный розжиг дуги при TIG-сварке, а также функция HOT START, которая позволяет кратковременно увеличить величину тока в момент розжига дуги при ММА-сварке. Универсальность инвертора позволяет оператору более эффективно обрабатывать разные марки стали, сплавы и черные металлы. Кроме этого, работая угольными электродами, доступна строжка металла, а возможность использования стержневых электродов с рутиловым покрытием позволяет оператору выполнять качественную вертикальную сварку в режиме MMA.
Кроме этого, работая угольными электродами, доступна строжка металла, а возможность использования стержневых электродов с рутиловым покрытием позволяет оператору выполнять качественную вертикальную сварку в режиме MMA.
Для идеального формирования длинных и коротких сварочных соединений в инверторе Taurus 351 Synergic S HP MM FKG предусмотрены 2-х тактный и 4-х тактный режимы работы горелки. При этом активация 4Т режима позволяет снизить нагрузку на руки оператора при выполнении сварочных соединений длинной протяженности. Сочетание режима superPuls и 2Т/4Т позволяет повысить эффективность и функциональность инвертора при обработке листовых и тонкостенных изделий. В результате сокращается время цикла и доработка шва, повышается качества сварки.
Формирование глубины и ширины сварочного соединения осуществляется при помощи удобного регулятора, который позволяет настроить жесткость световой дуги. Благодаря этому возрастает производительность сварочного цикла и обеспечивается идеальный шов.
Серия Taurus 351 Synergic S HP MM FKG представлена в однокорпусном исполнении, при этом надежный подающий роликовый привод располагается внутри основного блока. Данное преимущество позволяет не только обеспечить легкий доступ к установке и замене бобины с проволокой, но и гарантирует высокую механическую стойкость в процессе эксплуатации. Стоит отметить, что стабильную подачу присадочного материала в зону сварку обеспечивают 4 ролика с автоматическим контролем давления прижатия на проволоку в зависимости от используемого сечения присадочного материала. В результате снижается вероятность деформации проволоки, обеспечивается более качественное формирование сварочного шва. Для настройки скорости подачи присадочного материала оператору доступен удобный регулятор с отображением выбранной скорости от 0,5 до 24 м/мин на информативном дисплее. Серия инверторов Taurus 351 Synergic S HP MM FKG поддерживает работу с евро кассетами размером D2 и D3, соответственно 200 мм и 300 мм. При этом сечение присадочного материала может выбираться в диапазоне от 0,8 до 2,4 м/мин. Данное преимущество позволяет максимально оптимизировать сварочный процесс под конкретную производственную задачу.
Возможность легкой смены полярности в инверторе и применение порошковой проволоки обеспечивают идеальные условия для высокоэффективной MIG/MAG сварки вне производственных помещений без принудительной подачи защитного газа. Наличие самозащитного покрытия на порошковой проволоке обеспечивает защитную оболочку для формирования шва.
При активации режима «Заправки» проволоки исключается подача тока и газа в момент прогона присадочного материала, что позволяет обеспечить высокую безопасность.
В данной модели Taurus 351 Synergic S HP MM FKG применяется улучшенная конструкция с увеличенными воздуховодами. Благодаря этому охлаждающий вентилятором воздух более эффективно выдувается наружу, при этом исключается попадание частиц пыли на внутренние элементы. Охлаждение газовой горелки осуществляется за счет проходящего через нее защитного газа. Кроме этого, стоит отметить, что встроенное термореле автоматически управляет производительностью вентилятора. Благодаря этому поддерживается оптимальная рабочая температура даже в режиме интенсивной нагрузки при эксплуатации инвертора в особо жестких условиях. Как результат, повышается надежность, продолжительность включения и исключается перегрузка или перегрев аппарата.
Благодаря этому поддерживается оптимальная рабочая температура даже в режиме интенсивной нагрузки при эксплуатации инвертора в особо жестких условиях. Как результат, повышается надежность, продолжительность включения и исключается перегрузка или перегрев аппарата.
Питание от специфических сетей 230В, 400В, 480В доступно в качестве опции для инвертора Taurus 351 Synergic S HP MM FKG.
Процесс настройки сварочного аппарата не займет много времени благодаря информативной циклограмме с эргономичной панелью и синергетическим алгоритмом управления. Также оператору доступна передовая функция JOBs, которая позволяет выбрать уже готовое сварочное задание из 99 запрограммированных. Как результат, процесс настройки сокращается до нескольких нажатий кнопки и выбора требуемой программы. В процессе сварочных работ на информативных дисплеях будет отображаться информация о величине сварочного напряжения, скорости подачи проволоки и толщины обрабатываемого металла, что весьма удобно.
Полный комплект быстросъемных разъемов и интерфейсов позволяет оперативно выполнить подключение функциональных горелок, промышленных шин, роботов, регуляторов для удаленного управления, синхронизации передачи данных на ПК и выполнить ряд других задач. В результате многофункциональный инвертор Taurus 351 Synergic S HP MM FKG станет незаменим для роботизированного или механизированного применения на производстве.
В результате многофункциональный инвертор Taurus 351 Synergic S HP MM FKG станет незаменим для роботизированного или механизированного применения на производстве.
Однокорпусное исполнение, большие колеса с одинаковой шириной колесной базы и удобные рукоятки создают дополнительный комфорт при транспортировке инвертора как по ровному полу, так и через дверные проемы. Остается добавить, что 3-х летняя гарантия и наличие сертификата RoHS подтверждают высокий уровень надежности и безопасности в процессе эксплуатации устройства.
Линейка инверторов Taurus 351 Synergic S HP MM FKG – идеальное соотношение цена/качество.
КАК СДЕЛАТЬ ИДЕАЛЬНЫЙ СВАРНЫЙ ШОВ В ПЯТИ ШАГАХ
Сегодня я расскажу вам в общих чертах о пяти этапах создания идеального сварного шва без учета различных положений, электродов и материалов.
Хотя я сторонник электродной сварки, шаги, которые я объясню в эта запись относится ко всем типам сварочных технологий.
Это может показаться трудным, но, как я повторяю снова и снова, это чисто техническая и практическая сторона вопроса.
Помните, что повторение — мать мастерства.
Что такое идеальный сварной шов?
Ну это бусина с хорошими механическими характеристиками и хорошим наличием в общих чертах.
Теперь вы должны оценить, в какой степени вам нужен идеальный сварной шов. Это то, что не обнаруживается невооруженным глазом, так как есть несколько методов проверки его качества (УЗИ, рентгеновские лучи, проникающие жидкости и др.).
Шарики 100% качества без пористости необходимы в высококачественных соединениях, используемых в таких отраслях, как атомные электростанции, электростанции с комбинированным циклом, нефтехимия, газопроводы и т. Д.И да, чтобы сваривать такие важные детали, нужно иметь сертификат.
Кроме того, это соединения, которые требуют термической обработки для придания им хорошей отделки с необходимыми прочностными характеристиками (для снятия напряжения, вызванного быстрым нагревом и охлаждением).
Чтобы сделать качественные сварные швы, нужно потренироваться, это непросто, вот несколько
руководящие принципы, которым вы можете следовать.
Нужно ли делать хорошие сварные швы?
ДА, чем лучше, тем сильнее будет.Я думаю, это то, что ты ищу, не правда ли?
Если да, то здесь я покажу вам пять важных моментов, к которым вы должны подойти и получить это со временем и передовым опытом.
Небольшой совет: попробуйте научиться хорошим сварочным навыкам, плохие обходятся дорого. чинить.
5 шагов для получения идеального шва борт
# 1 Хорошая подготовка свариваемых материалов
Очистите поверхности перед началом сварки!
Этот шаг самый важный просто потому, что он первый.Если вы пропустите это, особенно при сварке MIG и TIG, вы сразу же потеряете прочность и качество.
Применяйте его и придавайте ему значение, которого он заслуживает, если вы делаете это хорошо, у вас есть заработало 20% качества отделки.
Не буду снова объяснять, чему посвящаю весь пост видео включены, потому что это будет повторяющаяся информация. Что я собираюсь сделать, это поместите ссылку на статью здесь
# 2 Выберите подходящий присадочный металл
Я не собираюсь здесь сильно усложнять. Первое, что вам нужно знать, это какой материал вы собираетесь сваривать.
Первое, что вам нужно знать, это какой материал вы собираетесь сваривать.
Это не то же самое, что сварные соединения, которые не будут испытывать напряжения от различных машин или противоположных сопротивлений, как в случае сельскохозяйственных инструменты, чем сделать стальной ящик или дверь.
На эту тему я написал еще одно сообщение, чтобы помочь вам принять решение при выборе типа присадочной проволоки MIG.
Осторожно, вам не нужно быть экспертом! Просто знайте, что вы свариваете. В в остальном вам поможет продавец.
# 3 Регулировка силы тока
Вы должны постараться отрегулировать мощность, с которой вы собираетесь сварить. Этот момент также очень важен, так как от него зависит качество сварной шов так сказать.
Каждый электрод, положение (горизонтальное, вертикальное, карнизное, под крышей и т. Д.) сварочный аппарат, соединяемые материалы требуют разной силы тока.
Для этого уместно провести серию испытаний на куске материала, который не пригоден, перед выполнением настоящих сварных швов, особенно если вы только начинаете сварщиком-любителем.
На этом стоит остановиться и сделать хорошую текущую градацию, чтобы получить хорошее сплавление соединяемых материалов.
На этом этапе я не собираюсь распространяться, поскольку у вас также есть запись в этом блоге здесь.
# 4 Расстояние и угол между электродом и сварным швом
Итак, я скажу вам то же самое, очень важно, чтобы вы соблюдали правильное расстояние и угол для правильного выполнения сварного шва.
Все пункты действительно важны, потому что, если вы не выполняете хорошо, вы потеря 20% или более качества отделки.
При правильном нанесении это пятно — кусок пирога, очень просто. На данный момент у вас есть базовая концепция, которую вы увидите с небольшой практикой, в которой нет ничего страшного.
Я знаю, что вы думаете: «У вас есть запись, в которой это объясняется». Утвердительно, здесь
# 5 Правый защитный газ
Это последний, но столь же важный, как и другие.
Вы знаете, что на трехногой табуретке все они важны. Если какой-либо из них выходит из строя, стул разрушается, потому что здесь происходит то же самое.
Если какой-либо из них выходит из строя, стул разрушается, потому что здесь происходит то же самое.
Если вы потерпите неудачу в любом из пунктов, нормально, что шнур не останется так, как вы ожидаете, с приемлемым качеством.
Не бойтесь, что этот пункт тоже несложный, вам просто нужно следуйте нескольким рекомендациям, и со временем автоматизируется и хорошо работает, даже если ты не хочешь, это все равно что управлять автомобилем, о котором иногда приходится сомневаться себя. То же самое и со сваркой.
Вот статья о том, как правильно выбрать защитный газ для вашей работы.В большинстве случаев с этим справляется только CO2, но если вы свариваете более деликатные материалы, такие как алюминий или нержавеющая сталь, необходимы более экзотические газы.
Короче
Я пытаюсь объяснить вам и дать вам понять, что все моменты важны сами по себе. В тот момент, когда вы пропустите любой из них, вы потеряете много качества, и не только это, но также потребуется больше времени, чтобы сделать то же самое, даже если вы думаете иначе.
Делать или пробовать что-то правильно с первого раза — значит много продуктивность, я знаю, вы не получите этого в первый день, это логично, мы все случаться.Но если вы будете следовать методу или системе, у вас все получится.
Не расстраивайтесь и упорствуйте. У тебя все получится, я призываю!
И поскольку это случается со всеми нами, будьте осторожны со сварочными лучами и не обожгите глаза, безопасность превыше всего! очень раздражает, когда в глазах кажется, что у тебя в глазу песок. Но это нормально, что это может случиться с вами (со мной, несмотря на годы практики)
Я уверен, что у вас есть некоторые сомнения или предложения. Поднимите настроение и расскажите мне, что вы хотите знать, в комментариях, и я постараюсь вам помочь.
Подробнее о хороших сварных швах MIG и пористости
Идеальный сварной шов | Артикул
Fronius проливает свет на то, как документирование данных может улучшить промышленные сварочные процессы в автомобилестроении
Во все более оцифрованной и взаимосвязанной автомобильной промышленности OEM и поставщиков одним из факторов, который играет растущую роль, является эффективное приобретение и обработка данных, созданных в процессе производства. Это позволяет производителям оптимизировать производительность машин, систем и процессов, а также быстро и гибко реагировать на отклонения в производственном цикле.
Сварочная техника играет важную роль как центральный компонент многих цепочек создания стоимости. Вот почему австрийский технологический лидер Fronius разработал обширные возможности для документирования данных в промышленных сварочных процессах.
Сварные швы в автомобильной промышленности OEM и поставщиках должны соответствовать не только строгим оптическим требованиям. Они также должны обеспечивать надежную связь. Разрушение сварного шва может привести к материальному ущербу и травмам. Поэтому контроль качества сварочных процессов приобретает особую важность.В конечном итоге готовая продукция должна соответствовать требованиям заказчика. Они должны быть безопасными, подходящими для использования по назначению и иметь максимально возможный срок службы — а это возможно только при безупречно выполненных сварных швах.
Тем не менее, скорость и эффективность не менее важны при сварке, особенно в промышленной сфере, где давление затрат обычно велико. Сварка — это высокотехнологичный процесс, требующий интеллектуальных технологий, которые позволяют пользователям работать гибко и экономично при достижении оптимальных результатов.Особого внимания заслуживает систематическая дигитализация и взаимосвязь отдельных систем, более известная под концепцией «Индустрия 4.0».
Прозрачнее, быстрее, безопаснее Индустрия 4.0 с нуля делает производственные процессы более прозрачными, быстрыми и безопасными. В результате можно производить как большие, так и мелкие партии экономически выгодно и с неизменно высоким качеством. Одним из обязательных условий являются высокопроизводительные процессоры, датчики и блоки управления, которые позволяют пользователям надежно управлять системами, усложняющиеся постоянно.Другой заключается в том, что все соответствующие данные о продуктах и процессах должны существовать в цифровой форме и быть доступными для всех участвующих станций. Полученные данные важны не только для бесперебойного взаимодействия процессов в автоматизированном производстве. Это также обещает огромный потенциал в анализе и оптимизации процессов.
Полученные данные важны не только для бесперебойного взаимодействия процессов в автоматизированном производстве. Это также обещает огромный потенциал в анализе и оптимизации процессов.
TPS / i — новейшая платформа для оборудования MIG / MAG от Fronius — это инновационное решение для сварки в эпоху дигитализации и связи. TPS / i — это модульная сварочная система для ручных и роботизированных приложений, состоящая из сетевых компонентов, которые хорошо согласованы друг с другом.Он оснащен высокопроизводительным процессором и высокоскоростной шиной, что обеспечивает большую точность и превосходные результаты сварки.
Коммуникационные функции упрощают работу Одна из самых сильных сторон TPS / i заключается в его обширных коммуникационных функциях. Интуитивно понятный текстовый дисплей предоставляет информацию обо всех параметрах устройства на 30 языках. Система автоматически определяет все доступные компоненты и предупреждает о несовместимости. Данные сварки можно легко вызвать в любое время и при необходимости изменить — не только локально, но и через браузер компьютера, планшета или смартфона. Для этого источник питания оснащен так называемым SmartManager, который предоставляет пользователю простой и безопасный удаленный доступ.
SmartManager обеспечивает подробный и интуитивно понятный обзор данных, параметров и настроек системы TPS / i. Безопасное соединение защищает конфиденциальную информацию от посторонних лиц. Система управления пользователями позволяет настраивать индивидуальные права доступа, чтобы сотрудники могли использовать только те функции TPS / i, которые им действительно нужны.Уполномоченные лица могут просматривать задания, хранящиеся в источнике питания, а также подробную информацию об установленных компонентах системы и характеристических кривых. Live Viewer также позволяет пользователям отслеживать, что в настоящее время происходит у источника питания. Это означает, что запущенные процессы можно всесторонне контролировать с высоким разрешением, чтобы гарантировать высокое качество результатов.
Простой экспорт данных и установка обновлений Для документирования и анализа TPS / i SmartManager позволяет пользователям экспортировать файлы PDF всех сварных швов, выполненных с помощью источника питания. Эта функция чрезвычайно полезна, особенно в автомобильной промышленности OEM и поставщиках, где требуется тщательное отслеживание производимых деталей. Кроме того, пользователи могут легко установить обновления, а также дополнительные процессы сварки и характеристические кривые в более позднее время — это создает большую гибкость для решения будущих задач. TPS / i может быть оборудован для специальных методов сварки, таких как процесс CMT (перенос холодного металла), с помощью так называемых сварочных пакетов. Данные, полученные в TPS / i об электрическом токе, напряжении, скорости подачи проволоки, скорости сварки и сварке время можно использовать для оптимизации сварочных процессов и избежания ошибок.Кроме того, пользователи могут интегрировать источник питания в сетевую и автоматизированную производственную среду. Кроме того, Fronius разработал решение для управления данными WeldCube; программное обеспечение, которое позволяет лучше использовать информацию, полученную в источнике питания.
Эта функция чрезвычайно полезна, особенно в автомобильной промышленности OEM и поставщиках, где требуется тщательное отслеживание производимых деталей. Кроме того, пользователи могут легко установить обновления, а также дополнительные процессы сварки и характеристические кривые в более позднее время — это создает большую гибкость для решения будущих задач. TPS / i может быть оборудован для специальных методов сварки, таких как процесс CMT (перенос холодного металла), с помощью так называемых сварочных пакетов. Данные, полученные в TPS / i об электрическом токе, напряжении, скорости подачи проволоки, скорости сварки и сварке время можно использовать для оптимизации сварочных процессов и избежания ошибок.Кроме того, пользователи могут интегрировать источник питания в сетевую и автоматизированную производственную среду. Кроме того, Fronius разработал решение для управления данными WeldCube; программное обеспечение, которое позволяет лучше использовать информацию, полученную в источнике питания. Он визуализирует данные, предоставляемые источником питания, и делает результаты доступными через веб-браузер, чтобы пользователи могли легко вызывать их с любого компьютера или мобильного устройства. Кроме того, по сети можно соединить до 50 сварочных систем.Это позволяет объединять информацию, генерируемую разным оборудованием и на разных производственных площадках, и управлять ею. Таким образом, WeldCube повышает прозрачность процесса сварки и помогает проверять качество производства.
Он визуализирует данные, предоставляемые источником питания, и делает результаты доступными через веб-браузер, чтобы пользователи могли легко вызывать их с любого компьютера или мобильного устройства. Кроме того, по сети можно соединить до 50 сварочных систем.Это позволяет объединять информацию, генерируемую разным оборудованием и на разных производственных площадках, и управлять ею. Таким образом, WeldCube повышает прозрачность процесса сварки и помогает проверять качество производства.
Мониторинг и документирование целевых и фактических значений Это стало возможным благодаря обширным статистическим и оценочным функциям системы. Фактические значения источников питания могут быть задокументированы как индивидуально, так и в группе. WeldCube также оборудован для мониторинга отдельных компонентов, включая администрирование компонентов.Точный анализ потребления возможен благодаря непрерывному мониторингу и оценке вспомогательных данных и данных об использовании таких расходных материалов, как газ, проволока и энергия. Фактические значения также можно наблюдать, и система получает их в течение всего срока службы сварочного агрегата. Инструмент анализа немедленно сообщает, когда фактическое значение превышает верхний или нижний предел параметра.
Фактические значения также можно наблюдать, и система получает их в течение всего срока службы сварочного агрегата. Инструмент анализа немедленно сообщает, когда фактическое значение превышает верхний или нижний предел параметра.
Чтобы сэкономить ресурсы и время при постобработке собранных данных, система WeldCube фокусируется на действительно важной и полезной информации.По соображениям эффективности цель состоит не просто в сборе огромных объемов данных в промышленном производстве. Вместо «больших данных» наблюдается тенденция к «интеллектуальным данным». Сохраняется не вся информация — только актуальная информация.
Надежная сварка в определенных пределах Контроль предельных значений — важная функция для пользователей. Они могут устанавливать пределы параметров для конкретного сварочного задания. Если во время сварки превышается верхний или нижний предел параметра, система информирует пользователя сразу после операции, чтобы, например, можно было провести визуальный осмотр. В чувствительных приложениях также возможно автоматическое прерывание операции сварки. Это позволяет немедленно отбраковывать детали, которые потенциально могут иметь более низкое качество.
В чувствительных приложениях также возможно автоматическое прерывание операции сварки. Это позволяет немедленно отбраковывать детали, которые потенциально могут иметь более низкое качество.
Анализ и документирование данных, полученных во время сварки, представляют собой фактор, который не следует недооценивать при обеспечении качества в автомобильной промышленности OEM и поставщиках. Применяя хорошее управление данными, производители могут проверять и постоянно проверять, выполняются ли производственные процессы в соответствии с планом, и отслеживать значения параметров, с которыми был произведен конкретный сварной шов.Это упрощает обеспечение неизменно высокого качества и его надежность.
www.fronius.com
Поэзия идеальной сварки — сложные истории о титане
«Титан» — круто звучащее слово, вероятно, потому, что многие компании используют это слово для описания высокого класса своей линейки продуктов. Их «эксклюзивный» продукт высочайшего качества.
Титановый сплав просто потрясающий. Во-первых, он чрезвычайно устойчив к коррозии. Во-вторых, у него самое высокое отношение прочности к плотности среди всех металлических элементов.Любой из них сам по себе был бы потрясающим, но вместе они дают потрясающий эффект.
Sure Flow имеет большой опыт работы с титаном, потому что многие наши клиенты работают в тяжелых условиях. Оффшорная разработка ресурсов — лишь одна из тех сред, и продукты, которые должны работать в этих условиях, действительно должны иметь дело практически со всем, что вам подбрасывает природа.
Соленая вода… карающие волны, гоняющие всю соленую воду… жестокий холод… жара… снег…
Титан — это сплав, который надежно справляется со всеми этими условиями, поэтому в течение многих лет наши клиенты просили, чтобы наши исключительные сетчатые фильтры и другие продукты производились из титана.
Проблема с производством этих продуктов заключается в том, что любое загрязнение в процессе сварки испортит сварной шов. Если вы свариваете поблизости обычную углеродистую сталь или используете шлифовальный станок для углеродистой стали на том же производственном предприятии, вы можете испортить титановый сварной шов. В большинстве магазинов это создает проблемы.
Если вы свариваете поблизости обычную углеродистую сталь или используете шлифовальный станок для углеродистой стали на том же производственном предприятии, вы можете испортить титановый сварной шов. В большинстве магазинов это создает проблемы.
Вот почему компания Sure Flow построила «Чистый сварочный цех».
https://www.sureflowequipment.com/exotic-materials-need-creative-approaches-sure-flows-clean-room-for-welding/
Отдельно от основной зоны сварки.Он находится в собственном здании, в нашем здании площадью 100 000 кв. футов склад и производственный объект. Он имеет отдельную систему вентиляции, поэтому загрязняющие вещества не попадают в зону сварки.
Это немного размыто, потому что фотография должна была быть сделана через стекло снаружи «чистой сварочной комнаты» во время сварки.
Эти 14-дюймовые тройники предназначены для морской буровой платформы.
Фотографируя и собирая это объяснение, мы узнали некоторые тонкости сварки титана.
Джейми и Лукас являются частью производственной группы Sure Flow, и они сегодня проводили наш урок по сварке титана. Они любят сварку и с большим энтузиазмом относятся к сварке титана. Людям нравятся сложные задачи, и сварка титана — это именно то, что вам нужно.
Так как вы хотите избежать окисления при сварке титана, вы должны хранить его вдали от атмосферного воздуха, такого как кислород. Значит, нужен продувочный газ. Сварочный аппарат TIG создает среду из газообразного аргона на сварном шве, и вам также требуется газообразный аргон на задней стороне сварного шва, в противном случае задняя сторона будет нагреваться и при контакте с атмосферным воздухом окислится или станет белым.
Как показано на первой фотографии, один член группы выполняет сварку TIG, а другой следует вдоль задней стороны, продувая обратную сторону сварного шва аргоном. Это кропотливая работа, но команда Sure Flow справится с этой задачей.
Терпение и внимание к деталям — вот что делает этот проект успешным, и Джейми и Лукас готовы потратить время, чтобы сделать это правильно. Их энтузиазм по поводу своей техники весьма заразителен, потому что сварка титана проверяет их навыки.
Их энтузиазм по поводу своей техники весьма заразителен, потому что сварка титана проверяет их навыки.
Многие из нас немного поэкспериментировали со сваркой.Мы немного поработали в соседнем гараже, отремонтировали ту переднюю стойку или кронштейн для шкафа, которые все еще можно было использовать, но нам просто нужно было немного поработать. Итак, мы знаем, насколько сложно контролировать все элементы сварного шва. Жара, газ, скорость заправки металла. Тогда есть ваш человеческий вызов. Сделайте все идеально, прежде чем снимать сварочный щиток. Двигайтесь с правильной скоростью, не слишком быстро, не слишком медленно, создавая хороший узор, не проводя слишком много времени на одном месте и прожигая металл.
Сварка — это одновременно наука и искусство. Поэтому мы решили показать вам настоящее произведение искусства — титановую сварку Sure Flow. Это великолепно.
Его следует повесить в художественной галерее, но проблема заключается в том, что единственные люди, которые оценят это, — это те, кто сваривает или понимает, насколько это сложно.
На самом деле есть только один критик, который хочет произвести впечатление на компанию Sure Flow, и это наш клиент.
Мы не торопимся с нашим производственным процессом.У нас есть исключительный контроль качества. Мы тестируем и тестируем снова. И у нас есть штат чрезвычайно талантливых и полных энтузиазма членов команды, которые очень гордятся своей работой. Это не является обязательным. Это происходит из-за желания человека делать свою работу как можно лучше.
Скоро на промышленном предприятии рядом с вами… «Произведение искусства» от группы разработчиков Sure Flow. Позвоните сейчас, чтобы поставить свое творение в очередь на работу.
Комната для идеальной сварки | California Home + Design
Автор: Лидия ЛиАрхитектурный дизайнер Лариса Санд переопределяет концепцию жилого / рабочего пространства.
A Perfect Weld Room Рисунки Сида Гарнизона дополняют почерневшие стальные двери гардеробных в спальне.
Фотограф : Кеннет Пробст
Розовые акценты делают эту комнату подходящей для маленькой девочки, но изысканные детали, которые заземляют пространство, означают, что оно будет плавно переходить по мере ее роста.
Фотограф : Кеннет Пробст
Между спальнями и большим служебным офисом находится ванная.Небольшое, но роскошное пространство было обшито гигантскими плитами из каррарского мрамора, не уступающего им по качеству. Промышленный световой люк наверху наполняет комнату естественным светом, а одна стена полностью зеркальная, увеличивая ощущение простора. Мрамор: Granico, SF; Раковина: «Stark 1», Duravit, Bath & Beyond, SF; Смеситель: Vesuno, KWC, Accents Kitchen and Bath, SF; Зеркало и тщеславие: кастом, Sand Studios, SF; Туалет и биде: «Stark 1», Duravit, Bath & Beyond, Сан-Франциско; Ершик для унитаза и ручной душ: Boffi, Dzine, SF; Прочая душевая кабина: Vesuno, KWC, Accents Kitchen and Bath, SF; Полы: базальт, натуральный камень ASN, SF.
Фотограф : Kenneth Probst
К этой атмосферной оболочке Санд добавила функциональную, минималистичную мебель, которая изящно перетекает от семейных встреч к рабочим мероприятиям — например, обеденный стол из дерева монгой из Порро, у которого есть два выдвижные створки вместимостью до 12 человек. Санд работал с мебельной галереей Сан-Франциско Dzine, чтобы выбрать основные предметы мебели, которые были разработаны Пьеро Лиссони.
Санд работал с мебельной галереей Сан-Франциско Dzine, чтобы выбрать основные предметы мебели, которые были разработаны Пьеро Лиссони.
Фотограф : Кеннет Пробст
Люстра: «Хелен», Sand Studios, Сан-Франциско.
Фотограф : Кеннет Пробст
На кухне Boffi, сверкающей нержавеющей сталью, все всегда под рукой, но и вне ее. «Раньше мы жили в другом складском помещении, где не было хранилища — это было похоже на прогулку в сувенирный магазин», — говорит Санд. «Это такая приятная перемена — иметь возможность убирать вещи». Плита: кастом, Gaggenau, Dzine, SF; Шкафы и кладовая: «Kitchen System 5», Piero Lissoni, Boffi, Dzine, SF; Вытяжка и фурнитура: Boffi, Dzine, SF.
Фотограф : Кеннет Пробст
На верхнем этаже резиденция также была спланирована так, чтобы создать ощущение простора. Основное пространство представляет собой открытую кухню, столовую и гостиную, которая выходит на угол улицы и имеет большие окна с двух сторон.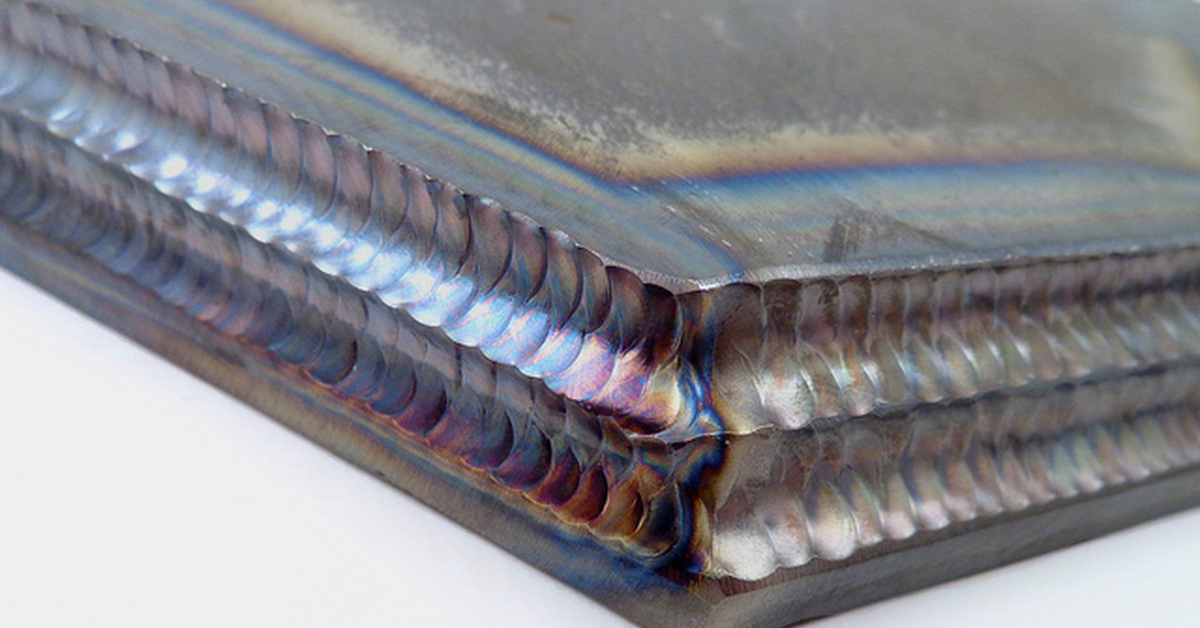 Необработанные бетонные стены, выточенные и очищенные пескоструйной обработкой штукатурки и краски, образуют вызывающий воспоминания фон, как и на двух других уровнях, соединяя индустриальное прошлое с настоящим. Деревянные полы из пихты Дугласа и вяза в резиденции являются оригинальными, они были обрезаны и обработаны простой печатью, чтобы выявить все следы износа.Потолочные балки подсвечены, а двери высотой в десять футов из стали с черной патиной — еще один грандиозный жест, подчеркивающий потолки высотой 12 футов.
Необработанные бетонные стены, выточенные и очищенные пескоструйной обработкой штукатурки и краски, образуют вызывающий воспоминания фон, как и на двух других уровнях, соединяя индустриальное прошлое с настоящим. Деревянные полы из пихты Дугласа и вяза в резиденции являются оригинальными, они были обрезаны и обработаны простой печатью, чтобы выявить все следы износа.Потолочные балки подсвечены, а двери высотой в десять футов из стали с черной патиной — еще один грандиозный жест, подчеркивающий потолки высотой 12 футов.
Фотограф : Кеннет Пробст
Хотя в недавно переоборудованном складе все умещается, пространство все еще в дефиците. Каждый уровень площадью около 2000 квадратных футов используется эффективно. Здание представляет собой демонстрацию собственной эстетики Сэнд и ее архитектурного творчества.Здесь парящий потолок скрывает проводку, позволяя сиять текстурам бетона и дерева; секционный и журнальный столики Piero Lissoni отличаются сдержанной элегантностью.
Фотограф : Кеннет Пробст
В офисе на втором этаже установлены столы из орехового дерева, изготовленные на заказ компанией Sand Studios. Низкая высота потолка уравновешивается за счет встраивания светильников; прямоугольники, расположенные неравномерно, создают более естественный световой эффект.Из офиса Сэнд и ее сотрудники наблюдают за работой, производимой на трех сварочных столах.
Фотограф : Kenneth Probst
Уникальным аспектом практики Санд является то, что у нее есть собственный цех по изготовлению металла, что позволяет Санд и ее персоналу не только проектировать индивидуальные архитектурные элементы и освещение, но и постоянно доработать их через завершение. Поэтому неудивительно, что студия стала известна своими металлическими и стеклянными дверьми в индустриальном стиле и архитектурными изделиями из металла.
Фотограф : Кеннет Пробст
Первоначальный склад был мрачно темным и полуразрушенным, и когда Пески купили его, его планировали сносить. Чтобы осветить пространство, она отремонтировала оригинальные окна со стальными створками, которые были либо разбиты, либо заколочены, а также увеличила некоторые из них. В первом цехе были удалены два комплекта окон (и добавлен бетонный и стальной каркас), чтобы создать пару широких раздвижных дверей от пола до потолка.
Чтобы осветить пространство, она отремонтировала оригинальные окна со стальными створками, которые были либо разбиты, либо заколочены, а также увеличила некоторые из них. В первом цехе были удалены два комплекта окон (и добавлен бетонный и стальной каркас), чтобы создать пару широких раздвижных дверей от пола до потолка.
Фотограф : Кеннет Пробст
Она и ее муж Джефф, промышленный дизайнер, завершили преобразование склада SoMa 1940-х годов в свое идеальное рабочее / жилое пространство. Для Сэнда это означало наличие слесарного цеха на нижнем этаже. Офисы Sand Studios и компании Джеффа по промышленному дизайну находятся на втором этаже. Дом пары, где они живут с шестилетней дочерью, находится на высшем уровне.
Фотограф : Кеннет Пробст
Было бы преуменьшением сказать, что жизнь и работа Ларисы Сэнд взаимосвязаны.Лучшее сравнение состоит в том, что эти два сплава смешаны вместе, как сталь: компоненты сплава, атомарно сплавленные вместе, привели к получению более прочного и превосходного материала. Архитектор по образованию, Санд за последние пятнадцать лет создал бутик-практикум, специализирующийся на архитектуре и интерьерах. Санд всегда жила рядом со своей работой, но три года назад она откликнулась на ее желание работать из дома.
Архитектор по образованию, Санд за последние пятнадцать лет создал бутик-практикум, специализирующийся на архитектуре и интерьерах. Санд всегда жила рядом со своей работой, но три года назад она откликнулась на ее желание работать из дома.
Фотограф : Кеннет Пробст
Автоматическое создание идеального сварного шва | IndMacDig
В настоящее время сварочные работы необходимо выполнять быстрее, экономичнее и обеспечивать более высокое качество, чем когда-либо прежде, со все более сложной геометрией компонентов и большим разнообразием материалов.Системы механизированной сварки от Fronius часто представляют собой мощное и экономичное решение этих проблем и используются в самых разных областях. Не менее разнообразны их конфигурации и применяемые способы сварки. При продольной сварке сварочная горелка или компонент перемещается в продольном направлении; для кольцевой сварки компонент вращается вокруг неподвижной сварочной горелки.
В этом отличие от орбитальной сварки, которая предпочтительна для трубных и фланцевых соединений: в этом процессе сварочная горелка вращается вокруг (обычно цилиндрической) детали. Другой вариант — наплавка, также известная как наплавка. Это защищает компоненты от износа и коррозии за счет применения присадочного металла. Какими бы ни были индивидуальные требования, эксперты Fronius определят процесс, обеспечивающий наилучшие и наиболее рентабельные результаты, и разработают на его основе идеальную систему.
Сварка на рельсах: FlexTrack 45 Pro
Сварочная тележка FlexTrack 45 Pro, устанавливаемая на рельсах, является новым дополнением к ассортименту.Он подходит для использования при строительстве контейнеров, электростанций, мостов, кораблей и транспортных средств и состоит из рельсовой системы, установленной на свариваемом компоненте, и каретки, которая перемещается по рельсам и направляет сварочную горелку. Рельсы прикрепляются к мостам с помощью магнита, вакуума или основания и доступны в прямом, гибком или орбитальном исполнении, что открывает широкий спектр применений. Пользователи могут сваривать поверхности различной формы, используя различные сварочные процессы (MAG, CMT) и положения.
Пользователи могут сваривать поверхности различной формы, используя различные сварочные процессы (MAG, CMT) и положения.
Постоянная скорость FlexTrack 45 Pro обеспечивает идеальные воспроизводимые результаты. Его прочный и легкий алюминиевый корпус позволяет использовать его в тяжелых условиях окружающей среды. Система быстро собирается, проста и интуитивно понятна в эксплуатации с помощью нового эргономичного пульта дистанционного управления FRC-45 Pro с графическим интерфейсом. Широкий ассортимент принадлежностей позволяет легко адаптировать FlexTrack 45 Pro к конкретным условиям. Более того, пользователи могут продолжить работу со многими компонентами предыдущей версии рельсовой каретки.
Пользователи могут выполнять сварку MAG в различных положениях с помощью ArcRover и, благодаря его прочному корпусу, даже в неблагоприятных условиях.Магнитная сила обеспечивает точность
Компания Fronius также оптимизировала тележки для магнитной сварки ArcRover 15 и ArcRover 22. Они обладают впечатляющим сцеплением и могут использоваться как в вертикальном, так и в горизонтальном положении благодаря полному приводу и магнитам, встроенным в основание. Эти модели намного мощнее своих предшественников, с максимальной растягивающей нагрузкой 15 и 22 кг соответственно.Питание осуществляется либо от сети, либо от высокопроизводительной литий-ионной батареи с быстрой зарядкой, что позволяет гибко использовать систему в течение длительного времени. Боковые усиленные направляющие с чувствительными роликами позволяют добиться точных результатов сварки. Универсальный держатель горелки подходит как для ручных, так и для автоматических сварочных горелок.
Они обладают впечатляющим сцеплением и могут использоваться как в вертикальном, так и в горизонтальном положении благодаря полному приводу и магнитам, встроенным в основание. Эти модели намного мощнее своих предшественников, с максимальной растягивающей нагрузкой 15 и 22 кг соответственно.Питание осуществляется либо от сети, либо от высокопроизводительной литий-ионной батареи с быстрой зарядкой, что позволяет гибко использовать систему в течение длительного времени. Боковые усиленные направляющие с чувствительными роликами позволяют добиться точных результатов сварки. Универсальный держатель горелки подходит как для ручных, так и для автоматических сварочных горелок.
Блок управления с дисплеем встроен в каретку, что исключает необходимость во внешнем блоке управления. ArcRovers также впечатляет своей постоянной скоростью, что делает процесс сварки точным и воспроизводимым.Уменьшенное расстояние между осями позволяет использовать их на небольших заготовках, расширяя область их применения. ArcRover позволяет пользователю выполнять сварочные процессы MAG в различных положениях и, благодаря прочному корпусу, даже в неблагоприятных условиях.
ArcRover позволяет пользователю выполнять сварочные процессы MAG в различных положениях и, благодаря прочному корпусу, даже в неблагоприятных условиях.
Эффективное производство соединений труб: интеллектуальные системы орбитальной сварки
Fronius предлагает широкий ассортимент открытых и закрытых сварочных головок для орбитальной сварки TIG с присадочной проволокой и без нее.Они используются при сварке соединений труб из стали, нержавеющей стали, титана, сплавов на основе никеля, алюминия и других материалов — например, в энергетике, биохимии, микроэлектронике, пищевой промышленности, судостроении и аэрокосмической отрасли. Контроллер орбитальной системы FPA 3020 управляет сварочными головками в сочетании с источником питания TIG и охлаждающим устройством. Комплексное стандартное оборудование, предлагающее множество функций, позволяет пользователям выполнять широкий спектр сварочных задач эффективно и в соответствии с высокими стандартами. Также доступен широкий ассортимент принадлежностей для удовлетворения особых требований.
Также доступен широкий ассортимент принадлежностей для удовлетворения особых требований.
Правильный партнер с самого начала
Fronius помогает своим клиентам в разработке идеальной автоматизированной системы сварки, от планирования и концепции до проектирования, производства и ввода в эксплуатацию, а также обслуживания и ремонта. Вместе с пользователем эксперты анализируют требования поставленной задачи. Основываясь на этих выводах, они затем проектируют идеальную сварочную систему из широкого диапазона компонентов или даже могут разработать специальное решение для более уникальных сценариев.Это дает пользователю ключевые преимущества: все доступно из одних рук, а у клиентов есть надежный партнер для решения всех их задач в области сварочных технологий на протяжении всего жизненного цикла продукта.
О Fronius Perfect Welding
Fronius Perfect Welding — лидер в области инноваций в области дуговой и контактной точечной сварки, а также лидер на мировом рынке роботизированной сварки.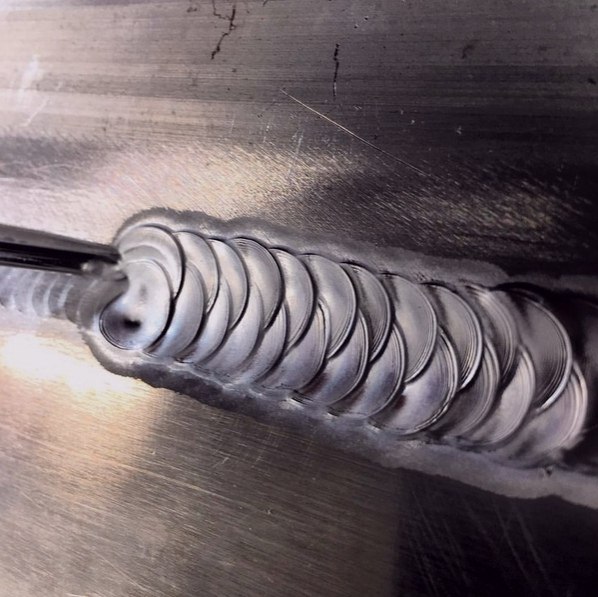 Как поставщик систем, Fronius Welding Automation также превращает индивидуальные автоматизированные комплексные сварочные решения в реальность в ряде областей, от строительства контейнеров до облицовки для морского сектора.Источники питания для ручного применения, принадлежности для сварки и широкий спектр услуг дополняют наш ассортимент. Имея более 1000 торговых партнеров по всему миру, Fronius Perfect Welding всегда рядом с нашими клиентами.
Как поставщик систем, Fronius Welding Automation также превращает индивидуальные автоматизированные комплексные сварочные решения в реальность в ряде областей, от строительства контейнеров до облицовки для морского сектора.Источники питания для ручного применения, принадлежности для сварки и широкий спектр услуг дополняют наш ассортимент. Имея более 1000 торговых партнеров по всему миру, Fronius Perfect Welding всегда рядом с нашими клиентами.
О Fronius International GmbH
Fronius International GmbH — австрийская компания со штаб-квартирой в Петтенбахе и других городах в Вельсе, Тальхайме, Штайнхаусе и Заттледте. Компания с 4550 сотрудниками по всему миру работает в области сварочной техники, фотоэлектрической энергии и технологий зарядки аккумуляторов.91% продукции экспортируется через 30 международных дочерних компаний и торговых партнеров / представителей Fronius в более чем 60 странах. Благодаря своим инновационным продуктам и услугам и 1 241 полученным патентам, Fronius является мировым лидером в области инноваций.
Fronius USA LLC
6797 Fronius Drive
IN 46368 Portage, IN
P: 219-734-5500
F: 219-734-5502
обязательный этап для безупречной сварки
Многочисленные промышленные применения требуют идеального сварные швы в соответствии со стандартами, нормами и правилами.
Но во многих случаях эти критерии не могут быть достигнуты без специальной подготовки трубы перед сваркой, особенно если резка трубы не производилась профессиональным способом, с получением идеального качества поверхности без заусенцев.
В этом случае квадрат трубы является обязательным.
Почему квадрат трубы важен? В отраслях «высокой чистоты», таких как фармацевтическая или пищевая, недопустимы ошибки сварки. Ошибки при установке могут создать благоприятные условия для заражения грязью и бактериями.Это также справедливо для микрохимических приложений, таких как полупроводниковая промышленность и многие другие. Как правило, эти установки устанавливаются утвержденным субподрядчиком, оснащены адаптированными режущими машинами и оборудованием для орбитальной сварки, что обеспечивает безупречный результат без ошибок.
Как правило, эти установки устанавливаются утвержденным субподрядчиком, оснащены адаптированными режущими машинами и оборудованием для орбитальной сварки, что обеспечивает безупречный результат без ошибок.
В случае технического обслуживания, частичной регулировки или установки оригинального оборудования лицо, ответственное за производственную площадку, должно обеспечить правильную подготовку труб и фитингов с поддержанием высочайшего уровня качества.
Посмотрите нашу демонстрацию возведения в квадрат орбиты в видео
Замена станков орбитальной резки на станки прямоугольной формы иногда является обязательнойОрбитальные станки для резки гарантируют идеальный результат резки, но в некоторых случаях — в зависимости от места, где должны проводиться ремонтные работы — использование такого оборудования невозможно из-за отсутствия доступа.
Следует избегать использования пил по металлу или других инструментов, так как они создают частицы или стружку, которые недопустимы ни при каких обстоятельствах. Некоторые методы даже изменяют характеристики материала металла из-за подводимого тепла…
Некоторые методы даже изменяют характеристики материала металла из-за подводимого тепла…
Есть одно-единственное решение: трубы должны быть квадратными. В этом случае вы можете использовать портативный легкий аппарат, который можно использовать в любой ситуации для тонкостенных труб.
Благодаря использованию губок из нержавеющей стали, адаптированных к трубам любого диаметра, лезвие HSS TIALN квадратирует трубку, образуя металлическую спираль идеальной формы, без каких-либо частиц, образующихся во время операции квадратной формы.
Это обеспечивает простоту использования и гарантирует идеальный результат для установок с высокой степенью чистоты, даже в случае электрополированных труб. Эту операцию можно выполнить для новых установок, для ремонтных работ — даже в условиях ограниченного доступа — по разумной цене и благодаря простоте процесса.
Результат впечатляет: с точки зрения перпендикулярности вы не увидите никакой разницы между распилом, выполненным в мастерской на наших станках для резки, и трубкой, полученной квадратной формы на месте! И как дополнительный бонус, квадратная поверхность будет на 100% без заусенцев!
Частный случай микро-арматуры: как избежать потерь за счет операций возведения в квадрат Существует одно конкретное применение, в котором финансовые последствия наиболее важны: использование микро-фитингов в производстве полупроводников, фармацевтической и микрохимической промышленности и многих других промышленных областях, где жидкости транспортируются через тонкостенные и маленькие трубы. с диаметрами менее 17.2 мм (5/8 ’’).
Микрофурнитуры, изготавливаемые на станках с ЧПУ из одной цельной детали, что объясняет их высокую стоимость. Любая ошибка при сварке или неправильные манипуляции делают этот фитинг бесполезным, а точность — первоочередной задачей.
Если трубы и фитинги имеют прямоугольную форму, этого риска можно избежать. Компания AXXAIR разработала специальную серию губок для этого конкретного применения: с полным ассортиментом, предназначенным для квадратной резки и сварки этих меньших диаметров.
Хотите узнать больше об оборудовании AXXAIR? Наша индивидуальная демонстрация создана для вас! Просто свяжитесь с нами!
Ключ к идеальной продувке сварного шва
Home / Ключ к идеальной продувке сварного шва PurgEye 600 от Huntingdon Fusion Techniques включает в себя функции и преимущества всех других конструкций монитора продувки сварного шва, но впервые этот прибор имеет полный диапазон показаний измерения от атмосферной концентрации 20. 94, процентное снижение до 1 ppm, с точностью до 10 ppm.
94, процентное снижение до 1 ppm, с точностью до 10 ppm.
Используя передовые технологии, PurgEye 600 от Huntingdon Fusion Techniques оснащен датчиком срока службы, который не требует замены или калибровки. На фото, крупный план регистрация остановлена.
На фото PurgEye 600 от Huntingdon Fusion Techniques со стоячим футляром.
Huntingdon Fusion Techniques (HFT; Кармс, Великобритания) продолжает расширять свои инновации в области мониторов продувки сварных швов / анализаторов кислорода, которые были впервые изобретены и произведены компанией более 40 лет назад.
Генеральный директор HFT, Джорджия Гаскойн, заявил: «PurgEye® 600 включает в себя функции и преимущества всех других конструкций монитора продувки сварного шва в линейке семейства HFT, но впервые этот прибор имеет полный спектр показание измерения при концентрации в атмосфере 20,94, процентов до 1 ppm, с точностью до 10 ppm. Показания указываются либо в миллионных долях, либо в процентах ».
Используя передовую технологию, он оснащен датчиком срока службы, который не требует замены или калибровки.Этот высокоуровневый передовой инструмент был разработан с большим полноцветным сенсорным экраном 3,2 дюйма / 81 мм и экранным графиком, отображающим уровни кислорода во время процесса сварки.
Возможность регистрации данных через USB-порт
позволяет оператору легко передавать данные без необходимости подключения к компьютеру. Эти стабильные и точные результаты можно регистрировать для каждого сварного шва с помощью программного обеспечения PurgeLog ™.
HFT не только смог достичь этих характеристик, они также включают внутренний пробоотборный насос с фильтрацией газа, что означает отсутствие необходимости во внешнем ручном насосе.
Быстроразъемные и герметичные фитинги входят в стандартную комплектацию системы. Кроме того, в случае повышения или понижения уровня кислорода срабатывает контрольная сигнализация, которая может быть предварительно установлена пользователем.
Th is Продукт идеально подходит для таких отраслей, как аэрокосмическая, фармацевтическая, полупроводниковая, криогенная, производство специальных газов, продуктов питания и напитков, а также для многих других, где необходимо добиться безоксичных сварных швов нулевого цвета и где требуется прослеживаемость. большое преимущество для требований высокотехнологичных систем контроля качества.
HFT — новаторы, дизайнеры и производители в области продувки сварных швов, офисы которых расположены по всему миру. Они изобрели «Weld Purge Monitor®» в 1975 году и владеют всеми международными правами на интеллектуальную собственность и зарегистрированными товарными знаками.
Продувка сварного шва — это удаление в непосредственной близости от стыка кислорода, водяного пара и любых других газов или паров, которые могут нанести вред сварочному стыку. Такие газы могут соединяться с металлом с образованием нежелательных соединений, которые могут снижать коррозионную стойкость или могут способствовать образованию трещин или других структурных дефектов в металлах.