Как быстро научиться варить вертикальные швы с отрывом
Содержание статьи:
Как научиться варить вертикальный шов с отрывомВарить вертикальные швы сложней всего, ведь расплавленный металл из-за силы тяготения стекает вниз, образуя большие наплывы. Отсюда возникает много нюансов, связанных с ведением электрода, выдерживанием определённой дуги, и многое другое.
Также важно понимать, какой ток на сварочном аппарате должен быть выставлен. Вертикальные швы варят меньшим током, чем при сварке в нижнем положении. Однако если растекание металла остановить нельзя, то величину сварочного тока поднимают.
Как научиться варить вертикальные швы с отрывом? Что нужно знать, и какие нюансы необходимо учитывать? Обо всем этом вы и сможете узнать из статьи сайта mmasvarka.ru
Принципы сварки вертикальных швов
Два основных принципа, которых следует придерживаться, заключаются в короткой дуге и пониженном сварочном токе. Варить вертикальные швы нужно током на 10% меньше, чем при сварке в нижнем положении. Обязательно следует выдерживать короткую сварочную дугу. Это поспособствует спокойной и устойчивой работе.
Обязательно следует выдерживать короткую сварочную дугу. Это поспособствует спокойной и устойчивой работе.
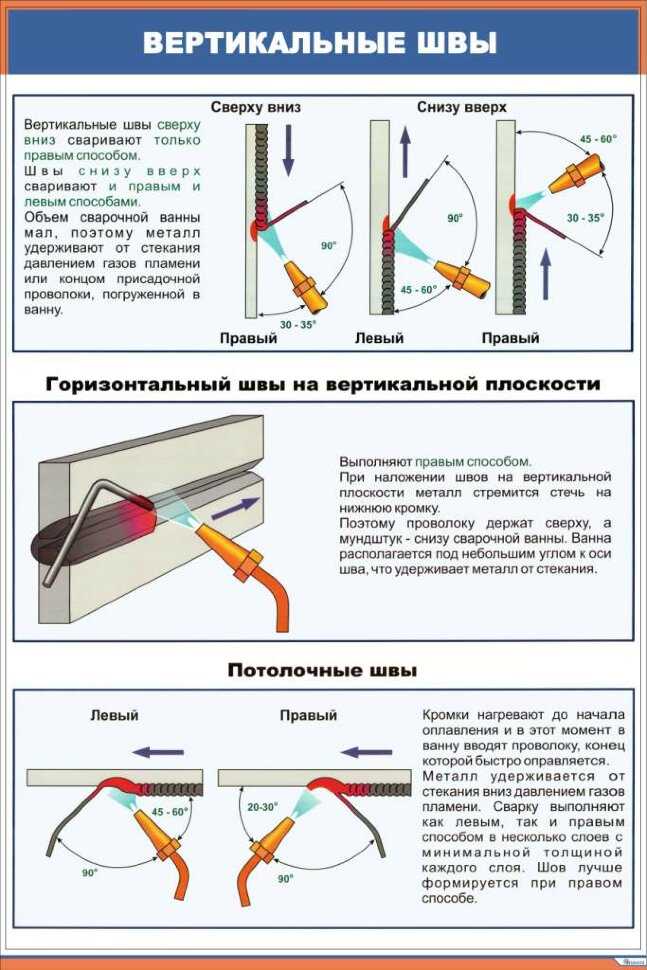
Вертикальные швы варят снизу вверх. Постепенно расплавляя металл и заполняя кратер сварочной ванны, наплавленным металлом. Варить, таким образом, проще всего, поскольку металл, который расположен внизу, как бы играет роль подставки, не давая дальше стекать расплавленному металлу.
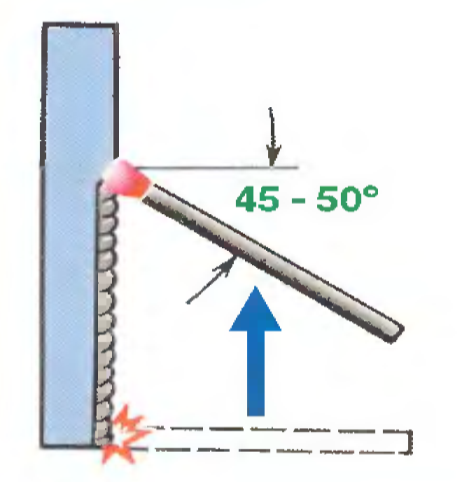
В самом начале, когда электрод только поджигается, его расположение должно быть перпендикулярным поверхности металла. Уже при самой непосредственной сварке электрод наклоняется вниз. Его угол по отношению к свариваемому металлу должен быть 40-45 градусов.
Как научиться варить вертикальный шов с отрывом
Варить вертикальные швы проще всего с отрывом, то есть, с остановкой. Таким образом, металл будет успевать остывать, что замедлит его стекание вниз. Научившись варить один раз с отрывом, дальше все будет происходить уже на автоматизме.
Движения электродом при сварке вертикальных швов лучше всего осуществлять круговые. Как это выглядит на деле:
Как это выглядит на деле:
- Сначала нужно зажечь электрод;
- Затем выполнить круговое движение электродом в правую сторону, после этого в левую сторону, захватывая кромки металла;
- Электрод возвращается на середину, а сварочная дуга разрывается;
- После этого весь процесс повторяется заново.
Варить вертикальные швы, таким образом, проще всего. Металл не будет стекать вниз, и разбрызгиваться, а сварное соединение получится с хорошим проваром, очень надежное и долговечное.
При таком подходе сварной шов образуется «мелкочешуйчатым» и очень красивым. В дальнейшем его не придётся подтачивать болгаркой или как-то обрабатывать по-другому.
Подведя итоги можно сказать о том, что вертикальные швы практически невозможно варить без отрыва. Также их сложно варить электродами с основным покрытием, лучше всего для этих целей подходят рутиловые электроды. Предпочтительные марки электродов для сварки вертикальных швов, это МР-3 и ОЗС-12.
Поделиться в соцсетях
как правильно варить электродом, полуавтоматом и другие технологии
Общие определения
Есть несколько типов шва в зависимости от того, где они располагаются. По направлению:
По направлению:
- вертикальный;
- горизонтальный.
По плоскости:
- нижний;
- верхний;.
- боковой.
Самый простой проходит по горизонту и находится внизу, на рабочем столе. Тогда очень просто следить за образуемой сварной ванной, а само наплавление ложиться аккуратно и последовательно, вне зависимости от того, как движется электрод.
Характерные черты процесса
Этот вид сварки сложный тем, что при варке весь металл может стекать вниз из-за действия силы притяжения. Если допустить такой момент, то дальнейшие работы будут невозможны.
Если допустить такой момент, то дальнейшие работы будут невозможны.
Всё просто: под каплями остается электродный шлак, который не дает возможность варить качественно.
Для того, чтобы дорожка вертикального шва получилась ровной, стоит применять короткую арку. При этом напряжение должно быть небольшим. Мастер с 15-летним опытом делает движения снизу к верху, что позволяет потекам не образовываться.
Горячая капля может создавать вертикальный шов. При этом окончание электрода убирают в сторону. Это помогает материалу стать твердым, а искра при этом продолжает гореть.
Виды соединений
Сварщик может накладывать шов с одной стороны или с двух, в последнем случае это увеличивает надежность, но бывает иногда затруднительным. Тогда силы компенсируются, не происходит разломов или деформаций. Также есть 4 классических типа сваривания в зависимости от расположения двух частей изделия:
- встык – заготовки находятся двумя краями близко друг к другу, без зазоров;
- тавровое – перевернутая буква «Т», то есть на горизонтальную плоскость прикладывается вертикальная;
- внахлест – одна металлическая плашка накладывается на другую;
- угловое – наиболее трудное, потому что надо добиться правильного угла при соединении.


Расскажем подробнее. Или можно посмотреть этот видеоурок:
Встык
В основном применяется при работе с листами или трубами. Зазор должен составлять не более 1-2 мм (здесь будет находиться расплавленный металл). Сами элементы должны быть жестко зафиксированы. Иногда требуется предварительный задел кромок (их скос, чтобы получилось углубление для наплавления) – при толщине стали более 4 мм. Учтите, что чем глубже полость, чем лучше соединение, но сам процесс затрачивает больше электродов (присадочной проволоки на полуавтомате) и длиться дольше. При очень большой ширине заготовки понадобится сделать несколько последовательных проходов. Многослойный шов может заполняться пластами или точечными приварами, как на этом схематическом изображении:
Внахлест
Подходит для листов, имеющих не более 8 мм в толщину. Они накладываются один на второй и провариваются с двух сторон, в обратном случае образуется зазор, в котором может возникнуть очаг коррозии.
Здесь основная особенность – в угле наклона электрода. Он должен находиться под 15-45 градусов от верхней поверхности. Если меньше, то шов получится на нижней плашке, больше – на верхней. В любом случае не будет надежного контакта.
Он должен находиться под 15-45 градусов от верхней поверхности. Если меньше, то шов получится на нижней плашке, больше – на верхней. В любом случае не будет надежного контакта.
Как сваривать вертикальный шов при тавровом или угловом соединении
Технология в обоих случаях остается прежней, визуально изделия напоминают букву «Т» в первой ситуации, и «Г» – во второй. Иногда требуется обработка заранее, это зависит от того, насколько толстые заготовки. Рассмотрим в таблице:
| Толщина металла | Количество проходов | Обработка кромок |
| До 4 мм | 1, с одной стороны | Не требуется |
| От 4 до 8 мм | 2, двусторонний | Не требуется |
| От 8 до 12 мм | 1, со стороны разделки | Предварительный скос под 45 градусов |
| От 12 мм | 2, двусторонний | Два скоса вертикальной плоскости |
При угловом соединении сваривание можно проводить изнутри или снаружи, от этого зависит то, с какой кромочной части будет сниматься излишек. Также можно делать двойной проход. Для наглядности посмотрим на схему:
Также можно делать двойной проход. Для наглядности посмотрим на схему:
Если угол проваривается внутри, то важно расположить электрод по направлению биссектрисы, то есть ровно посередине. Сварщики называют этот метод «в лодочку», потому что две заготовки образуют подобие плавсредства. Но если вы работаете с неоднозначными по толщине стальными листами, то более прямое воздействие должно оказываться на толстый металл, как на изображении:
Сварка угловых швов
При работе появляется несколько трудностей. Первая заключается в том, что с вертикально расположенной заготовки расплавленный металл стекает вниз. Вторая появляется в случаях, когда для работы взял неподходящий, слишком большой в диаметре электрод. Его кончик просто не помещается в углу.
Избежать этого просто. Изначально при розжиге электродуги и при заполнении всего пространства следует делать вращательные движения. Первое прикосновение – к вертикали и под большим наклоном, затем проводник следует постепенно выравнивать под 45 градусов и выше, а кончик – опускать на горизонталь, затем повторять по кругу. Техника отлично изображена на рисунке:
Техника отлично изображена на рисунке:
Способы сваривания электродом
Движение электродом должно осуществляться, таким образом, чтобы захватывать кромки свариваемых металлов. Существуют различные способы. С приходом небольшого опыта вы поймёте, что к чему, и у вас будет свой собственный, так сказать «любимый» вариант.
Но все же, помимо этого, мы рекомендуем придерживаться следующих методик, которые применяются в сварочном деле.
Нижнее стыковое соединение — сварка осуществляется электродами, толщина которых равна толщине свариваемого металла. Если толщина металла будет более 8 мм, то возникает необходимость в разделении кромок при сварке с углом разделки 30° за несколько проходов. Для этого, как правило, первый проход выполняется электродами, диаметром не более 4 мм.
Угловое соединение — такой способ сваривания электродом ещё часто называют «в лодочку», когда две заготовки размещаются под углом в 45°. Сварка в лодочку бывает симметричной и несимметричной. При сварке «несимметричной лодочкой», намного удобней варить в труднодоступных местах, когда угол наклона изделий составляет 30 и менее градусов.
Сварка в лодочку бывает симметричной и несимметричной. При сварке «несимметричной лодочкой», намного удобней варить в труднодоступных местах, когда угол наклона изделий составляет 30 и менее градусов.
Вертикальное соединение — один из самых сложных способов сваривания электродом. При сварке в вертикальном положении важно учитывать, что наплавленный металл, все время стремиться вниз, поэтому сварку осуществляют только короткой дугой.
Также, учитывая данный факт, важно подобрать правильное значение сварочного тока. Для сварки вертикальных швов сила тока должна быть уменьшена на 20%.
Как правильно варить вертикальный шов электросваркой
Чтобы преодолеть силу притяжения, необходимо придерживаться двух основных принципов:
- Кристаллизация металла должна проходить быстрее, чем при обычной работе. Этого можно добиться, если количество расплавленного сплава будет меньше. То есть нужно поддерживать минимальную длину электродуги – перемещать электрод прерывистыми движениями, похожими на постукивание.
- Лучшее движение – снизу вверх. Так, внизу будет образовываться затвердевшая масса, которая не даст металлическому составу сливаться вниз.

Но не всегда второй принцип может быть реализован. Бывают ситуации, когда нужно изменить направление. Ниже расскажем, что для этого требуется сделать.
Как варить вертикальный шов дуговой сваркой по технике снизу вверх
Сперва следует по всей линии сделать короткие, до 2 см, прихваты. Они соединяют два листа и препятствуют дальнейшему смещению или деформации в связи с нагревом.
Угол наклона проводника не должен быть меньше 45 градусов, больше – допустимо вплоть до 90. Сам электрод должен быть направлен вверх. Начало работы происходит в самой нижней точке. Скорость передвижения – небольшая. Необходимо следить за ванной, чтобы она не была слишком большой.
Если сварщик производит соединение конструкции со стенками, превышающими 4 мм, то допустимо производить поперечные движения, например, елочкой. Они увеличивают прочность. Посмотрим варианты на изображении:
Посмотрим варианты на изображении:
Как правильно сварить вертикальный шов электросваркой по технологии сверху вниз
Чтобы добиться хорошего контроля за движением расплава, следует изменять угол электрода. Сперва он должен располагаться под 90 градусов. Когда первый наплав произойдет, нужно подвинуть проводник ближе – на 70-75.
Остальные хитрости остаются прежними. Опытные сварщики считают, что хоть в таком направлении варить труднее, но результат – намного лучше по прочности и внешнему виду.
Как получить качественный шов в горизонтальной плоскости?
Разобраться в том как варить горизонтальный шов может даже начинающий сварщик. Именно с данного способа сварки начинают обучение сварному ремеслу. Сварка вертикальных швов значительно сложнее, ее могут освоить только опытные специалисты.
Несмотря на то что сварка горизонтального шва представляется, на первый взгляд, довольно простым технологическим процессом, в нем также имеются определенные подводные камни, которые могут в конечном счете сильно испортить работу.
Как при горизонтальных, так и при вертикальных соединениях металла с помощью сварки инвертором определенное воздействие на проведение работ определенное воздействие оказывает гравитация. Из нижнего шва расплавленный металл будет вытекать по направлению к нижней кромке, а пузырьки воздуха начнут подниматься к поверхности, образуя на наплавке пену. Если шов верхний, то металл в расплавленном состоянии будет капать прямо на сварщика, что может привести к серьезным повреждениям.
Сварка горизонтальных швов осуществляется на так называемой короткой дуге при использовании слабого тока. Особое внимание следует уделять электроду, как он располагается относительно соединяемых деталей, а также относительно получаемого сварного соединения.
Технологический процесс включает в себя следующие важные этапы:
- Сварка инвертором начинается с образования первого валика шва, что осуществляется только на короткой дуге. Электродом ведут вдоль линии получаемого соединения, не отклоняясь от нее ни вправо ни влево. Его также следует держать под углом примерно 80 градусов. Данный наклон позволяет металлу проникать к потолку формируемого шва, причем практически весь шлак будет выходить на поверхность деталей;
- Второй валик свариваем, установив среднее значение тока, электрод также следует проводить ровно, следя за швом. Ширина раздела на данном этапе получается несколько больше, поэтому для проведения данных работ следует использовать электрод потолще;
- Третий валик при сварке инвертором необходим для заполнения всей разделочной кромки.
 Его также следует держать под углом примерно 80 градусов. Данный наклон позволяет металлу проникать к потолку формируемого шва, причем практически весь шлак будет выходить на поверхность деталей;
Его также следует держать под углом примерно 80 градусов. Данный наклон позволяет металлу проникать к потолку формируемого шва, причем практически весь шлак будет выходить на поверхность деталей;Горизонтальные швы получаются наиболее качественными при соблюдении данной последовательности работ.
Горизонтальное соединение
Это более простая наука, но сила притяжения продолжает работать, если сами свариваемые поверхности располагаются вертикально. Справа налево или наоборот – зависит от техники специалиста и его удобства.
Считается нормой постоянное поддерживание дуги, но если не получается держать под контролем сварочную ванну, можно несколько раз гасить и зажигать электродугу.
Ширина провара зависит от выбранного рисунка (См. выше), а отсутствие подтеком – от силы тока. Она должна быть минимальной, но достаточной для работы. Выбирается опытным путем. Второй вариант – увеличить скорость передвижения проводника, чтобы снизить количество расплавленного металла.
Основы метода электросварки
Основан этот метод на образовании электрической дуги. Дуга в месте соприкосновения с металлом образует углубление. Это углубление заполняется расплавленным металлом, получающимся вследствие сгорания электрода. В процессе его продвижения по свариваемой поверхности ее края нагреваются и расплавляются, образуя единую структуру с металлом электрода.
Самодельный сварочный аппарат для сварки на постоянном токе.
Немаловажным фактором в электрической сварке является сила тока. Если она не будет иметь достаточных параметров, то дуга будет все время гаснуть, а электрод прилипать к свариваемой поверхности. Требуемая сила тока должна зависеть от применяемого аппарата. Если используется инверторный аппарат, то требуемый показатель должен варьироваться в диапазоне от 80-100 А. С применением аппарата трансформаторного типа диапазон должен быть в пределах 35-55 А.
Если используется инверторный аппарат, то требуемый показатель должен варьироваться в диапазоне от 80-100 А. С применением аппарата трансформаторного типа диапазон должен быть в пределах 35-55 А.
Электроды для работы следует подбирать с учетом их химической структуры и структуры поверхности обработки. Существует несколько типов такого металла: сталь, нержавеющая сталь, алюминий. Все электроды имеют соответствующую маркировку, которая позволяет сделать их правильный подбор. При использовании в работах электрического сварочного аппарата нужно помнить, что диаметр электродов должен подбираться относительно толщины обрабатываемого материала.
Управление положением проводника
Есть три возможные расположения электрода:
| Углом вперед | Горизонтальные, вертикальные, потолочные конструкции, трубы, тонкостенные заготовки, так как получается широкий расплав и небольшая глубина |
| Назад | Угловые стыки и толстые образцы, которые нужно глубоко проваривать |
| Прямой | Труднодоступные места |
Правила вертикальных работ
Чтобы вертикальный шов был идеальным, нужно придерживаться таких правил:
- Когда сварка опирается на активный ток, тогда стоит начинать работу с нижней части конструкции. В углубление приходит материал, который создает бобину. Она будет опорой, что помогает расплавленному металлу не растекаться. Соединение будет заполнено.
- Когда вы применяете арку, то металл будет застывать быстрее. В этом поможет применение незначительных капель. Это возможно, если сделать меньше расстояние между конструкцией и катодом.
 В углубление приходит материал, который создает бобину. Она будет опорой, что помогает расплавленному металлу не растекаться. Соединение будет заполнено.
В углубление приходит материал, который создает бобину. Она будет опорой, что помогает расплавленному металлу не растекаться. Соединение будет заполнено.Параметры для вертикального сварочного шва
Есть стандартные рекомендуемые значения, но мы советуем испытать опытным путем выставляемый режим.
| Диаметр электрода, мм | Сварочный ток при положении шва, А | ||
| нижнее | вертикальное | потолочное | |
| 3 | 70 — 100 | 70 — 80 | |
| 4 | 120 — 150 | 100 — 120 | 100 |
| 5 | 150 — 180 | 130 — 150 | — |
Дефекты
Расскажем, с чем может столкнуться каждый при неправильном выполнении работ.
Непровар
В стыке остаются полости воздуха или несоединенной стали.
Результат – непрочное соединение. Причина – малая сила тока или слишком быстрое перемещение электрода.
Подрез
По сути, это канавка, которая образуется так – сварная ванна очень широкая, поэтому заготовка прогревается на большое расстояние. Капля расплава сходит вниз, а на месте образуется полость. Чтобы этого не допустить, следует уменьшить электродугу. Очень характерно для вертикалов или углов.
Прожог
С этим сталкивается каждый новичок, желающий усилить подачу электричества. Образуется полость. Здесь посоветовать можно одно – нужно плавно вести электрод, подолгу не оставлять его на одном месте. Подробнее о дефектах и причинах на видео:
Поры и наплывы
По сути это неровности – в одном месте кристаллизация прошла быстрее, а в другом – медленнее. Обычно виной этому неправильно подобранные электроды (просто некачественные) или сквозняк. Выглядит это так:
Условия для качественного вертикального шва
Чтобы шов получился правильным, он должен:
- быть высокопрочным;
- выполнен качественно;
- выглядеть эстетично.

Самыми распространенными ошибками являются:
- Неправильное нахождение стержня в процессе работы. Он в обязательном порядке должен находится перпендикулярно, иначе образуется угол, и дуга станет непостоянной.
- В случаях, когда сварщику требуется варить вертикальный шов дуговой сваркой, не соблюдается размер длины дуги. Когда она слишком длинная, образовываться подтеки.
- Наклон стержня для снижения количества подтеков. Таким образом нарушается весь технологический процесс.
Рекомендуется не забывать выполнять такие полезные рекомендации:
- нужно подготовить свое изделие: зашкурить, удалить с него грязь, избавиться от остатков масла, ржавчины или краски;
- если вышло, что появление подтеков неизбежно – немного увеличить силу тока вместе с шириной каждого шва.
https://youtu.be/N1Q5pQpXDmI
К сожалению, Lincoln Electric Mechanized
Настройки файлов cookie и конфиденциальности
Как мы используем файлы cookie
Мы можем запросить установку файлов cookie на вашем устройстве. Мы используем файлы cookie, чтобы сообщать нам, когда вы посещаете наши веб-сайты, как вы взаимодействуете с нами, чтобы улучшить ваш пользовательский опыт и настроить ваши отношения с нашим веб-сайтом.
Мы используем файлы cookie, чтобы сообщать нам, когда вы посещаете наши веб-сайты, как вы взаимодействуете с нами, чтобы улучшить ваш пользовательский опыт и настроить ваши отношения с нашим веб-сайтом.
Нажмите на заголовки различных категорий, чтобы узнать больше. Вы также можете изменить некоторые из ваших предпочтений. Обратите внимание, что блокировка некоторых типов файлов cookie может повлиять на вашу работу с нашими веб-сайтами и на услуги, которые мы можем предложить.
Основные файлы cookie веб-сайта
Эти файлы cookie необходимы для предоставления вам услуг, доступных на нашем веб-сайте, и для использования некоторых его функций.
Поскольку эти файлы cookie необходимы для работы веб-сайта, отказ от них повлияет на работу нашего сайта. Вы всегда можете заблокировать или удалить файлы cookie, изменив настройки браузера и принудительно заблокировав все файлы cookie на этом веб-сайте. Но это всегда будет предлагать вам принять/отказаться от файлов cookie при повторном посещении нашего сайта.
Мы полностью уважаем ваше желание отказаться от файлов cookie, но, чтобы не просить вас снова и снова, разрешите нам сохранить для этого файл cookie. Вы можете отказаться в любое время или выбрать другие файлы cookie, чтобы получить лучший опыт. Если вы откажетесь от файлов cookie, мы удалим все установленные файлы cookie в нашем домене.
Мы предоставляем вам список файлов cookie, сохраненных на вашем компьютере в нашем домене, чтобы вы могли проверить, что мы сохранили. Из соображений безопасности мы не можем отображать или изменять файлы cookie с других доменов. Вы можете проверить это в настройках безопасности вашего браузера.
Установите этот флажок, чтобы включить постоянное скрытие панели сообщений и отказаться от всех файлов cookie, если вы не дадите согласия на это. Нам нужно 2 файла cookie, чтобы сохранить эту настройку. В противном случае вам будет предложено снова открыть новое окно браузера или новую вкладку.
Нажмите, чтобы включить/отключить основные файлы cookie сайта.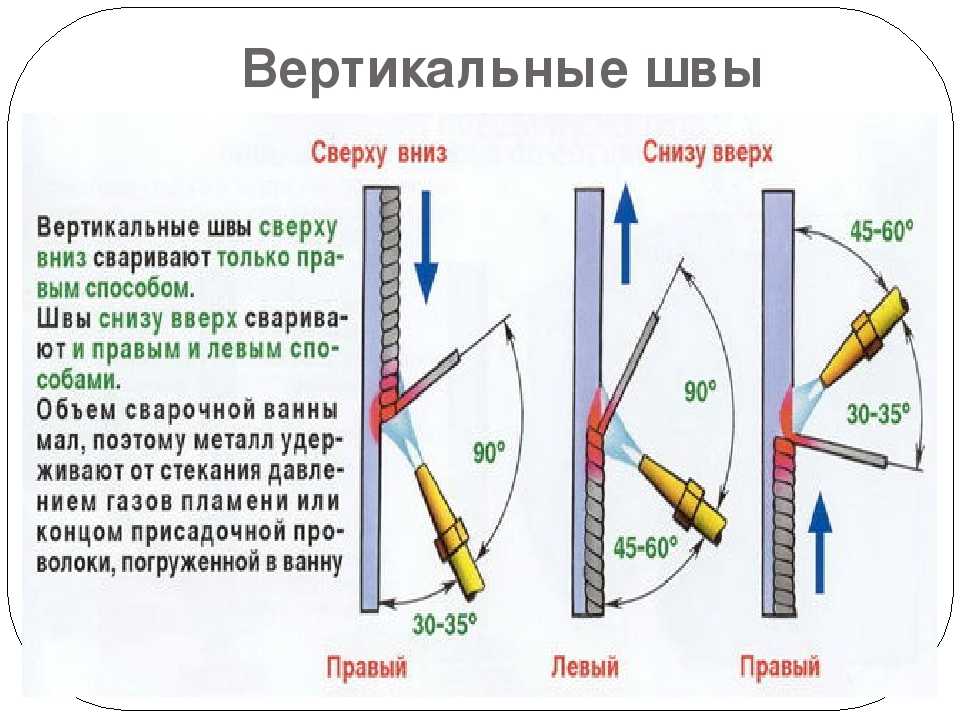
Файлы cookie Google Analytics
Эти файлы cookie собирают информацию, которая используется либо в агрегированной форме, чтобы помочь нам понять, как используется наш веб-сайт или насколько эффективны наши маркетинговые кампании, либо чтобы помочь нам настроить наш веб-сайт и приложение для вас, чтобы улучшить ваш опыт.
Если вы не хотите, чтобы мы отслеживали ваше посещение нашего сайта, вы можете отключить отслеживание в своем браузере здесь:
Нажмите, чтобы включить/отключить отслеживание Google Analytics.
Прочие внешние услуги
Мы также используем различные внешние службы, такие как Google Webfonts, Google Maps и внешние поставщики видео. Поскольку эти провайдеры могут собирать личные данные, такие как ваш IP-адрес, мы разрешаем вам заблокировать их здесь. Имейте в виду, что это может значительно снизить функциональность и внешний вид нашего сайта. Изменения вступят в силу после перезагрузки страницы.
Настройки веб-шрифтов Google:
Нажмите, чтобы включить/отключить веб-шрифты Google.
Настройки карты Google:
Нажмите, чтобы включить/отключить карты Google.
Настройки Google reCaptcha:
Нажмите, чтобы включить/отключить Google reCaptcha.
Встраивание видео в Vimeo и Youtube:
Нажмите, чтобы включить/отключить встраивание видео.
Другие файлы cookie
Также необходимы следующие файлы cookie. Вы можете выбрать, хотите ли вы их разрешить:
Нажмите, чтобы включить/отключить _ga — файл cookie Google Analytics.
Нажмите, чтобы включить/отключить _gid — файл cookie Google Analytics.
Нажмите, чтобы включить/отключить _gat_* — файл cookie Google Analytics.
Политика конфиденциальности
Вы можете подробно прочитать о наших файлах cookie и настройках конфиденциальности на нашей странице политики конфиденциальности.
Условия
Принять настройки
Основные методы сварки, которые до сих пор используют профессиональные сварщики
Если вы только начинаете сваривать или являетесь профессионалом в области сварки, скорее всего, у вас есть несколько методов, которые вы использовали с самого начала. Как и любая профессия, сварщик требует базового понимания стандартных приемов и методов, чтобы выполнять работу правильно.
Как и любая профессия, сварщик требует базового понимания стандартных приемов и методов, чтобы выполнять работу правильно.
Если вы новичок, вам может быть интересно, что это за приемы, знаете ли вы их и как их использовать. Не волнуйся! Мы рассмотрим все методы сварки, на которые до сих пор полагаются даже профессионалы, и способы их применения в ваших сварочных процессах. Присоединяйтесь к нам, и мы углубимся в механику сварки, а также в то, что некоторые методы так же незабываемы и важны, как использование педалей на велосипеде.
Сварка нарезным швом
Сварка нарезного шва чаще всего является первым методом сварки, который изучает новичок. Чтобы сделать стрингер, вы проводите электродом прямо по шву. Нет никакого движения, кроме перетаскивания или вытягивания.
Методы прерывистой сварки
Прерывистая сварка также известна как сварка в шахматном порядке. Прерывистая сварка определяется как выполнение сварного шва на два, три или четыре дюйма, затем пропуск того же расстояния и повторная сварка. После начала прерывистой сварки один сваривает другой конец соединения, а затем возвращается к другой стороне и заполняет пространство между сварными швами. Чаще всего первое, что узнают начинающие сварщики, — это нитевидный валик: непрерывная прямая линия.
После начала прерывистой сварки один сваривает другой конец соединения, а затем возвращается к другой стороне и заполняет пространство между сварными швами. Чаще всего первое, что узнают начинающие сварщики, — это нитевидный валик: непрерывная прямая линия.
Техника сварки плетением
Сварка плетением валиком включает в себя создание узора плетения для покрытия большей площади поверхности. Это движение позволяет выполнять защитный шов поверх стрингеров, также известный как многопроходная сварка. Этот метод используется, когда вы наслаиваете сварные швы друг на друга (выполняя несколько сварных швов на одном и том же шве).
Ниже приведены некоторые из наиболее распространенных методов сварки валиком, используемых профессионалами. Знакомство с ними может улучшить ваши сварочные способности. Вот некоторые из наиболее распространенных методов:
Квадратное переплетение/C-движение
Этот метод применим независимо от того, выполняете ли вы сварку в горизонтальном или вертикальном положении.
Круговое плетение
Круговое движение — хороший навык при сварке в горизонтальном положении. Этот метод также отлично подходит для поверхностных сварных швов
Восьмерка/зигзаг
Техника плетения в виде восьмерки и зигзага является хорошей процедурой для выполнения прохода покрытия, когда вы находитесь либо в вертикальном, либо в плоском положении сварки.
J-метод
J-метод сварки наиболее подходит для сварки внахлест и встык.
Метод Т
Этот метод лучше всего использовать, когда вы находитесь в положении сварки над головой или в вертикальном положении сварки.
Прямоступенчатое плетение
Этот метод обычно используется для многопроходной сварки и/или нанизывания швов. Этот метод применим для всех положений сварки.
Многопроходная сварка
При сварке толстого листа потребуется более одного сварного шва стрингера, чтобы заполнить зазор и сделать сварной шов прочным.