Как правильно варить сваркой электродами
Знание некоторых правил позволят понять, как правильно варить сваркой электродами и при этом не допускать недостатков.
В основании сварки металлов лежит получение (розжиг) электрической дуги. Ее розжиг происходит перед началом работы, при необходимости, например, при обрыве, ее разжигают снова.
Для того, что бы разжечь необходимо, коснуться концом электрода детали и быстро отвести его на некоторое расстояние. Если расстояние, на которое сварщик отвел электрод, составляет несколько миллиметров, то возникнет постоянно горящая дуга. Если он задержит электрод на детали, то произойдет прилипание, если расстояние будет больше необходимого, то дуга не загорится.
Кроме этого способа розжига дуги, можно использовать царапающие движения электродом по поверхности детали. Расстояние, на которое допустимо отводит электрод, составляет от 2 до 4 мм.
После того, как сварщик получил устойчивую дугу, он должен несколько секунд удерживать электрод в начале будущего шва. Это необходимо для образования шва и начала оплавления заготовки. По мере расплавления электрода сварщик должен начать подачу электрода по направлению сварочной ванны. При этом, он должен выдерживать достаточную длину дуги. Ее можно определить по характерному звуку, и равномерному проходу капель расплавленного электрода через дугу.
Это необходимо для образования шва и начала оплавления заготовки. По мере расплавления электрода сварщик должен начать подачу электрода по направлению сварочной ванны. При этом, он должен выдерживать достаточную длину дуги. Ее можно определить по характерному звуку, и равномерному проходу капель расплавленного электрода через дугу.
При нарушении технологических требований сварочного процесса, образуются различные дефекты. То есть отклонения от требований нормативов, конструкторской документации. Дефекты, образовавшиеся в результате ошибок сварщика, снижают прочностные параметры и надежность соединений, полученных при помощи сварки. Такие нарушения приводят к частичному или полному разрушению изделия.
Классификация недостатков сварного шва
Недостатки сварки можно разделить на несколько групп:
- относящиеся к форме и размеру шва;
- относящиеся к внутренней структуры шва;
- деформация полученной конструкции.
Недостатки геометрии сварочных швов
Геометрические параметры сварных швов определены государственными стандартами, нормативами, техусловиями их в обязательном порядке их параметры указывают в рабочей документации (чертежах). К примеру, типы швов и как правильно варить сваркой электродами, определены в ГОСТ 5264-80.
К примеру, типы швов и как правильно варить сваркой электродами, определены в ГОСТ 5264-80.
При использовании электродов, чаще всего образуются следующие недостатки:
- неравномерность геометрических размеров;
- большая чешуйчатость;
- бугристость.
Возникновение недостатков обуславливается недостаточной подготовкой сварщика, нарушением требований технологической дисциплины, низким качеством, применяемых электродов.
Форма и размеры шва, сваренного с нарушениями, говорят о появлении таких недочетов, как наплывы, подрезы, прожогов и незавершенных кратеров в конце шва.
Сварка без брака
Как варить сваркой электродами и избежать недостатков шва? Для этого в первую очередь необходимо соблюдать элементарные правила. В частности, после розжига дуги, сварщик должен выдержать некоторое время, до того момента пока не начнется плавиться электрод и не начнет формироваться сварочная ванна. После этого, можно начать движение электрода в направлении создания шва. При этом задача сварщика поддерживать оптимальную длину дуги.
При этом задача сварщика поддерживать оптимальную длину дуги.
Определить правильность выбранного размера дуги можно по характерному резкому звуку, равномерности переноса капель расплавленного металла через разожженную дугу. Еще одним показателем правильности длины дуги считают малое количество разбрызгиваемого металла.
Влияние длины дуги на качество сварочных работ
Оптимальной для выполнения сварки, считается короткая дуга. Ее использование может гарантировать получения шва высокого качества. Все дело в том, что ее горение отличается устойчивостью, таким образом, капли расплавленного электрода, на хорошей скорости проходят расстояние от него до свариваемых поверхностей и тем самым меньше подвергаются воздействию атмосферного воздуха.
Вместе с тем, очень короткая дуга, может спровоцировать прилипание электрода к детали, что приводит к ее разрыву и в этом месте возможно образование дефектов.
Длинная дуга, отличается нестабильным горением, сопровождаемое шипящим звуком. Применение длиной дуги не дает требуемой глубины проплавления, капли расплавленного металла разлетаются по поверхности деталей. Сам металл, заливаемый в сварочную ванну, сильнее окисляется и насыщается азотом. Швы, получаемые при работе с длинной дугой, отличаются своей бесформенностью, а сам материал содержит в своем составе значительное количество примесей.
Применение длиной дуги не дает требуемой глубины проплавления, капли расплавленного металла разлетаются по поверхности деталей. Сам металл, заливаемый в сварочную ванну, сильнее окисляется и насыщается азотом. Швы, получаемые при работе с длинной дугой, отличаются своей бесформенностью, а сам материал содержит в своем составе значительное количество примесей.
Как указывалось выше, причиной возникновения дефектов сварного шва являются нарушения технологической дисциплины. В частности, такой изъян как наплыв, может появиться из-за:
- неправильного выбора размера сварочного тока;
- применения длинной сварочной дуги;
- неудачное размещение электрода в пространстве, в частности, большой угол его наклона.
Неправильное движение электрода во время работы с угловыми швами, может привести к образованию подрезов. Они появляются вследствие того, что при перемещении электрода, произошло его смещение в сторону вертикально установленной заготовки. Таким образом, происходит ее слишком сильный нагрев и усиленное стекание расплава на горизонтальную деталь. Кроме этого, неправильно подобранный режим сварки может так же привести к появлению этого недочета. Образование этого дефекта, в результате может послужить причиной разрушения собранного изделия.
Кроме этого, неправильно подобранный режим сварки может так же привести к появлению этого недочета. Образование этого дефекта, в результате может послужить причиной разрушения собранного изделия.
Правильное движение электрода
После того, как осуществлен розжиг дуги, необходимо отвести электрод от поверхности свариваемой детали на расстояние от 2 до 4 мм. И после выдерживания паузы в пару секунд, сварщик может начинать движение электрода и тем самым формировать сварной шов.
Как правило, сварщик должен обеспечить следующие типы перемещения инструмента (электрода).
По оси электрода, по направлению к сварочной ванне. Важно обеспечить постоянную и стабильную длину дуги. Это достигается тем, что скорость движения сварочного инструмента, должна быть сопоставима со скоростью его плавления.
Следующее перемещение должно быть направлено по лини образующегося шва, и скорость его движения определяется такими параметрами, как тип электрода, размера заданного тока, вида сварного соединения и еще ряда некоторых, например, марки металла.
И наконец, сварщик должен обеспечить движение электрода, поперек, линии шва, для образования, так называемого валика. Он может быть ниточный, то есть его размер не должен превышать 1,5 диаметра используемого сварочного инструмента или уширенный. Его размер определяется технической документацией.
Высокая скорость перемещения держателя с инструментом, приводит к тому, что валик получается неровный, а небольшая скорость, приводит к слишком большой выпуклости и образованию наплывов по краю шва.
Так или иначе, получение швов потолочных, вертикальных проходит по схожей методике, отличия могут быть в настройке сварочного аппарата, длины сварочной дуги и положения сварочного инструмента в пространстве.
Внимание покупателей подшипников Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7(499)403 39 91
zakaz@themechanic.
Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте themechanic.ru
|
 ru
ruВнимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
Узнаем как будет правильно варить электросваркой? Узнаем как правильно варить вертикальный шов электросваркой.
 Узнаем как правильно варить металл электросваркой
Узнаем как правильно варить металл электросваркойДовольно часто требуется соединить металлические части или фрагменты деталей. Есть несколько способов для получения нужного результата. Чаще всего для соединения железных и стальных деталей применяют метод электросварки.
На чем он основан?
Как правильно варить электросваркой? Для того чтобы понять принцип, нужно вспомнить физику из школьной программы. Один из проводов сварочного аппарата подсоединяют к рабочей детали. При соприкосновении электрода с этой поверхностью возникает электрическая дуга. В месте соприкосновения образуется углубление, которое заливается расплавленным металлом по мере перемещения электрода. Края металлических частей тают под действием огромной температуры и превращаются в единое целое.
Способы зажигания дуги
Обучаясь тому, как варить металл электросваркой, стоит узнать кое-что о самом методе. Расстояние и электрический высокотемпературный импульс между деталью и электродом называют дугой.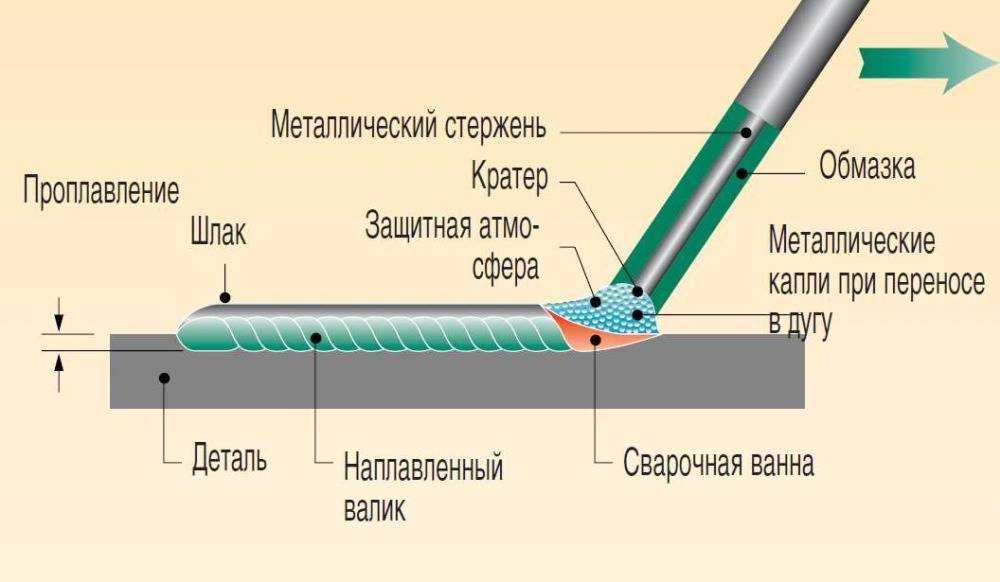 Для создания таких условий существует два способа:
Для создания таких условий существует два способа:
- В первом случае электродом (быстро прикасаясь) «чиркают» по железу, будто спичкой. Возникшую дугу нужно сохранять, ведя присадку в нескольких мм от рабочей поверхности металла.
- Во втором случае кончиком электрода нужно резко постукивать по заготовке.
Получившаяся дуга не должна погаснуть. Если это все-таки случилось, прежде чем продолжится электросварка, швы нужно очистить от окалины. Пренебрежение этим правилом ведет к образованию дыры.
Важность силы тока для сварки
Расчет силы тока, соответствующей толщине электрода, покажет на практике, как научиться варить электросваркой. При недостаточном токе электрод будет залипать, а дуга – гаснуть. При большом токе металл будет разбрызгиваться и гореть. Если пользоваться сварочным трансформатором, то электроду в 1 мм соответствует ток в 30-35 А. При пользовании сварочным инвертором электроду в 3 мм соответствует ток в 80 А. Если повышать силу тока, железо можно резать.
Электроды подбирают с учетом химического состава металла. Существуют несколько видов этого присадочного материала:
- стальные;
- биметаллические;
- чугунные;
- медные;
- латунные.
Все они маркированы индексом и цифрами, обозначающими то, для металла какой твердости и толщины предназначен каждый вид.
Обучаясь, как правильно варить электросваркой, нужно запомнить, что для получения качественных швов электроды должны соответствовать толщине металла.
Сварка плоских листов металла
Тонкий металл (от 1 до 3 мм) соединяют встык без зазоров и присадок, добиваясь хорошего совпадения выровненных краев.
Для лучшего прилегания стыков более толстых листов (от 3 до 8 мм) края должны быть обрезаны под прямым углом. Между листами оставляют зазор до 2 мм. Материал толщиной 8 мм соединяется двухсторонней сваркой. Для соединения более толстых плоскостей кромки обрезают со скосом.
С чего начинать учиться варить железо
Обучение тому, как правильно варить электросваркой, начинается с самых простых процессов.
- Приготовленные детали фиксируют на горизонтальной поверхности (на столе для сварки).
- Прихватками скрепляют их по краям и в центре.
- Нужно вставить в держатель новую присадку и прикрепить к детали зажим от массы.
- Вначале отрабатывают правильный наклон электрода (около 75 градусов) в направлении дуги. При этом нужно производить движения, которые как бы сгребают расплавленный металл в место стыка.
- Конец электрода должен приходиться на центр шва. Благодаря соблюдению угла наклона капли равномернее стекают с раскаленного электрода и ровным качественным валиком образуют сварочный шов.
- После остывания заготовки нужно отбить шлак с поверхности детали.
Раз за разом, по мере приобретения опыта, швы будут получаться все ровнее и аккуратнее.
Как сделать вертикальный шов
Как варить вертикальный шов электросваркой? Главное – начать, соблюдая все рекомендации. Сварка вертикальных швов похожа на работу по горизонтали, только немного сложнее. Заготовки прихватывают в двух-трех местах. Затем сварку ведут только снизу вверх, прилепляя каплю за каплей. Постепенно весь зазор заливают горячим металлом. Как научиться варить электросваркой? Задача состоит в том, чтобы слить обе кромки, плавя их сварочной дугой, одновременно направляя туда же капли металла из раскаленного до состояния жидкости конца электрода.
Заготовки прихватывают в двух-трех местах. Затем сварку ведут только снизу вверх, прилепляя каплю за каплей. Постепенно весь зазор заливают горячим металлом. Как научиться варить электросваркой? Задача состоит в том, чтобы слить обе кромки, плавя их сварочной дугой, одновременно направляя туда же капли металла из раскаленного до состояния жидкости конца электрода.
Можно заваривать шов не каплями, а так называемой «восьмеркой», однако с этим может справиться только опытный специалист. Так что, если интересно знать, как научиться варить вертикальный шов электросваркой, сначала рекомендуется посмотреть на работу опытного сварщика, послушать советы мастеров. А только потом самостоятельно приступать к процессу.
Как сделать красивый и крепкий угловой шов
Правильно сделать так называемый «тавровый» шов не так легко, как научиться варить электросваркой. Этим швом пользуются, если требуется скрепить детали под разными углами. Металлические части устанавливаются так, чтобы сварка стекала в самый угол. Зафиксированные «лодочкой» свариваемые части прихватываются с противоположных сторон. Кроме того, один край заготовки приподнимается чуть выше. Процесс сварки начинать нужно с нижнего края. В этом случае, тщательно следуя инструкции, как правильно варить электросваркой, качество сварочного шва можно заметно улучшить.
Зафиксированные «лодочкой» свариваемые части прихватываются с противоположных сторон. Кроме того, один край заготовки приподнимается чуть выше. Процесс сварки начинать нужно с нижнего края. В этом случае, тщательно следуя инструкции, как правильно варить электросваркой, качество сварочного шва можно заметно улучшить.
Каким сварочным аппаратом лучше пользоваться
- Старинные сварочные аппараты, имеющие регулируемый магнитный зазор, позволяющий настраивать силу тока, – трансформаторные. Есть множество вариантов и моделей, имеющих реостаты и добавочные дроссели на первичных или вторичных сторонах трансформаторов.
- Инверторные аппараты – более современные сварочные устройства. Работая от повышенной частоты, трансформатор таких агрегатов имеет меньшие габариты и маленький вес. В таких устройствах плавно можно отрегулировать режимы сварки. Настройку последних нужно проводить тщательно, иначе аппарат может быстро выйти из строя.
Способы сварки труб
При отсутствии опыта учиться тому, как варить трубу электросваркой, лучше на толстом металле. В зависимости от толщины стенки трубы делают несколько проходов. Многослойная сварка улучшает механические свойства полученного шва, соединение становится прочнее.
В зависимости от толщины стенки трубы делают несколько проходов. Многослойная сварка улучшает механические свойства полученного шва, соединение становится прочнее.
Вначале сваривают полукольцо в одну сторону, затем – во вторую. При способе ведения шва «сверху вниз» пользуются 4-мм электродами, имеющими органическое напыление. При короткой дуге, опираясь на образующийся «козырек», приставок ведут небольшими поперечными колебаниями.
При работе по способу «снизу вверх» резко снижают скорость. Ведения поперечных колебаний электрода делают в 3-5 мм.
При сварке конструкций из труб предварительно нужно подготовить и разложить весь материал на сварочном столе или стенде. Затем их отцентровывают и стягивают для получения нужного для сварки зазора. Собранные стыки прихватывают между собой.
Трубы с маленьким диаметром соединяют непрерывной сваркой, с большим диаметром – прерывистым способом. После завершения всех сварочных процессов рабочая поверхность металла очищается от окалины, застывших брызг, шлака. Проводится контрольный осмотр на предмет обнаружения трещин или прожогов, выходящих кратеров или пор. При наличии некачественно сваренных мест производится реставрация шва.
Проводится контрольный осмотр на предмет обнаружения трещин или прожогов, выходящих кратеров или пор. При наличии некачественно сваренных мест производится реставрация шва.
Для собственной безопасности нужно работать во время сварки в замшевых перчатках и рукавицах, в маске сварщика, в кирзовых или плотных кожаных ботинках и в хлопчатобумажной робе. Обязательно рядом должен находиться огнетушитель или емкость с водой.
Техника сварки электродом: перемещение и угол наклона электрода
Содержание
Сварка покрытыми электродами очень сложный процесс, так как нужно не только правильно подобрать режимы сварки, но производить манипуляции с электродом. Всё это усложняет процесс сварки. Исходя из этого, становится понятно, что техника сварки электродом довольно сложна и требует многочасовой практики.
Прежде чем приступать к изучению на практике технику сварки электродом, нужно сперва подготовить поверхность металла. Поверхность металла должна быть полностью очищена от грязи, ржавчины, масла и других загрязнений. Как качественно очистить поверхность метала, можно прочесть в этой статье.
Как качественно очистить поверхность метала, можно прочесть в этой статье.
Далее нужно правильно настроить силу тока. Сила тока подбирается в зависимости от марки и диаметра электрода. Точные режимы сварки можно узнать на пачке электродов. Поэтому техника сварки электродом включает в себя не только умения перемещать электрод, а ещё настройку сварочного тока и выбор полярности.
Прежде чем начать изучать технику ручной дуговой сварки покрытыми электродами, необходимо научится зажигать дугу. Зажигание дуги, или как ежё говорят возбуждение дуги, должно происходить плавно перед самой сваркой. Без зажженной дуги процесс сварки невозможен.
Зажигание дуги происходит при замыкании металлического стержня электрода с поверхностью металла. При этом электрод нужно не просто замкнуть с металлом, а при появлении сварочной дуги, быстро его отвести от металла. Такое прикосновение должно быть быстрым и плавным. Если это сделать медленно, электрод обязательно «прилипнет» к изделию.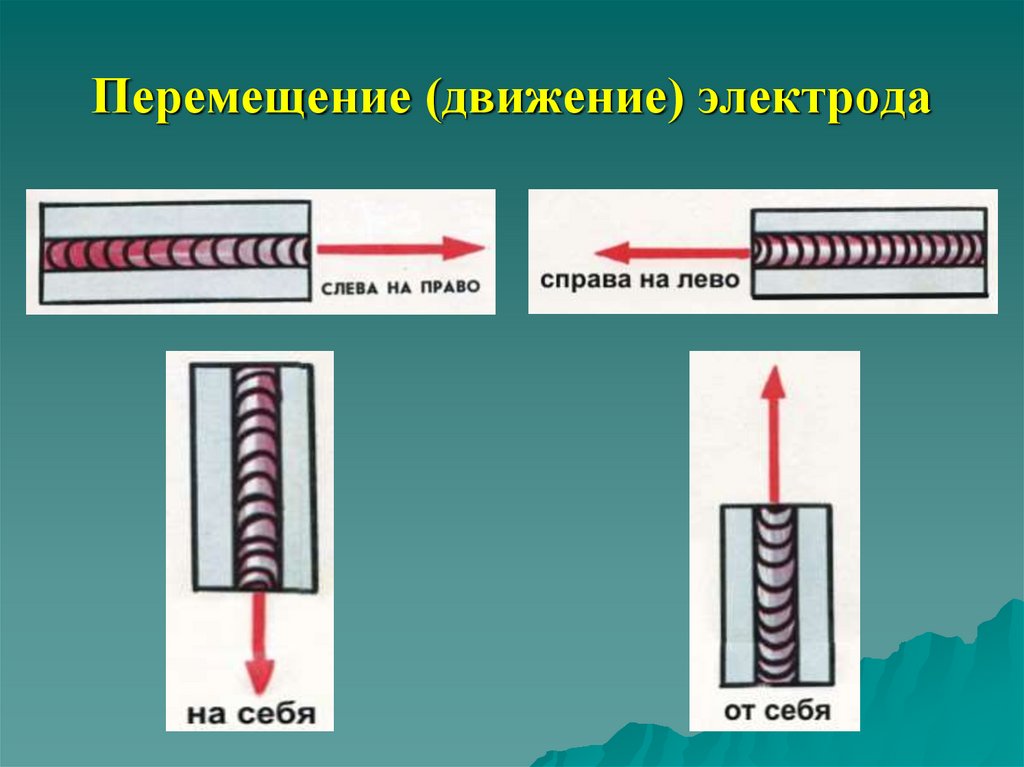
Для тех, кто только начал осваивать технику сварки электродом, такой способ может показаться очень сложным. Поэтому зажигать дугу можно чирканьем электрода. Без большой амплитуды нужно провести кончиком электрода по изделию. Такой способ напоминает зажигание спички.
Если электрод «прилип», необходимо движением электрододержателя влево и вправо «отломать» его от металла. Ни в коем случае не нужно выдёргивать его на себя. Только раскачивание электрода в стороны поможет вам его оторвать.
Чтобы зажжённая дуга не оборвалась, необходимо обеспечить определённый зазор между металлом и электродом. Между этим зазором горит дуга.
Длина дуги должна быть в пределах от 2 до 6 мм. Оптимальная длина дуги выбирается от способа сварки, положения электрода в пространстве, диаметра электрода и многих других факторов.
Как только дуга зажглась, начинается расплавление металла на кончике электрода. Далее необходимо направить электрод на участок металла, который будет свариваться. При этом нужно выбрать оптимальную длину дуги. Оптимальная дина дуги считается та, которая не гаснет и формирует шов правильной формы.
При этом нужно выбрать оптимальную длину дуги. Оптимальная дина дуги считается та, которая не гаснет и формирует шов правильной формы.
Для получения качественного сварного шва, нужна «устойчивая» дуга. Такая дуга должна быть оптимальной длины. При короткой дуге электрод будет прилипать и тухнуть. При длинной дуге – постоянный обрыв, непровар металла, некачественное формирование шва. Происходит сильное разбрызгивание расплавленного металла. Шов может содержать поры.
При выполнении сварочных работ покрытыми электродами, часто приходится останавливать процесс сварки. Причины здесь могут быть разные: смена и прилипание электрода или просто прекращение работы. На месте обрыва, особенно при неправильном завершении процесса сварки, возникает кратер. Это углубление в металле обязательно нужно заполнить и сверху перекрыть новым швом. Поэтому повторное зажигание дуги производится перед кратером, на целом участке шва. Для этого нужно залезть на 10 – 12 мм шва перед кратером. Такая техника сварки электродом должна всегда выполняться сварщиком при обрыве дуги.
Чтобы избежать образования кратеров, нужно при окончании работы задержать электрод на месте 1-2 секунды. После этого сместится назад на 5 мм и резко убрать электрод.
Перемещение электрода при сварке
Очень важно при выполнении сварочных работ, выбрать правильное положение и правильно перемещать электрод при сварке.
При сварке покрытыми электродами, следует выполнять следующие движения электродом:
- Движение спиралью вокруг оси. При этом электрод перемещается параллельно центральной линии. Скорость должна соответствовать скорости расплавления электрода. Применяется для соединения тонкостенного металла и провара корня шва.
- Перемещение вдоль основной линии шва. Также как и в первом случае, скорость выбирается от характеристик электрода и должна соответствовать скорости его расплавления. Применяется для соединения тонкостенного металла и провара корня шва.
- Сварка выполняется по ширине шва. В зависимости от скорости перемещения будет меняться величина чешуек шва.
 Применяется для заварки разделок большой формы.
Применяется для заварки разделок большой формы.
 Применяется для заварки разделок большой формы.
Применяется для заварки разделок большой формы.
Кроме поступательных движений, следует правильно выбрать направление сварки. При этом, варить можно как по направлению слева на права, так и наоборот – справа налево. Причём угол наклона электрода может быть на себя и от себя в зависимости от особенности и положения узла.
В первых двух случаях, скорость сварки можно подобрать по следующей формуле: (1,0-1,5)dэ, где:
Dэ – диаметр электродного стержня.
В третьем случае, перемещение электрода осуществляется по определённой траектории. Движение осуществляется по всей ширине разделки металла и перемещается вдоль шва.
Скорость сварки можно подобрать по следующей формуле: (1,5-5,0)dэ, где:
Dэ – диаметр электродного стержня.
При большой толщине металла, можно создать более широкий валик, перемещая электрод из стороны в сторону. Такие движения создают чешуйки, которые накладываются друг на друга, формируя при этом прочный шов.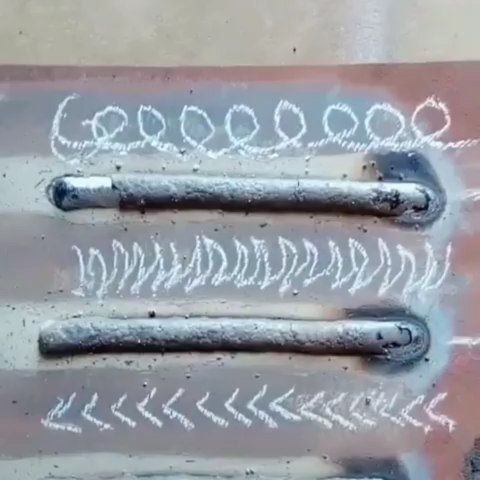 Такое движение должно быть плавным без резких рывков.
Такое движение должно быть плавным без резких рывков.
Не нужно за один проход стараться такими манипуляциями заварить широкую разделку. Особенно это касается «закрытие» разделки последним швом. Для этого лучше всего сделать несколько проходов параллельно друг друга.
Особенно сложно варить вертикальные швы. При сварке вертикальных швов основное внимание следует уделять сварке боковых сторон стыка. Перемещение электрода при сварке посередине стыка, должно быть с такой скоростью, чтобы успевал формироваться валик шва. Необходимо делать паузу с каждой стороны стыка. Это даст расплавленному металлу застыть.
Выбирая скорость сварки нужно помнить одно. Если скорость движения слишком большая, то проплавление уменьшится. В таком случае разделка не полностью заполнится.
Скорость сварки должна быть оптимальной, чтобы расплавлялся не только электрод, но и основной металл.
Наклон электрода при сварке
Как уже выше говорилось, наклон электрода может быть на себя и от себя. Величина наклона электрода в первую очередь зависит от особенности разделки металла. В зависимости от разделки металла угол может меняться от 30° — 60°. В некоторых случаях электрод держится перпендикулярно свариваемой поверхности.
Величина наклона электрода в первую очередь зависит от особенности разделки металла. В зависимости от разделки металла угол может меняться от 30° — 60°. В некоторых случаях электрод держится перпендикулярно свариваемой поверхности.
При наклоне электрода «углом вперёд» производится большинство сварочных работ. При таком наклоне, формируется качественный шов, так как расплавленный металл не смешивается со шлаком застывшего металла. Шлак, который всё же попал в ванну, вытесняется в сторону расплавленным металлом.
При уменьшении наклона, количество шлака попавшего в расплавленную ванну значительно уменьшается.
Наклон «углом вперед» применяется в тех случаях, когда не нужно глубокое проплавление основного металла. Также такой способ сварки подойдёт для сварки потолочных и вертикальных швов.
При наклоне электрода «углом назад», очень сложно выбрать оптимальную скорость перемещения. Происходит вытеснение шлака из сварочной ванны. Шлак шва может смешиваться с расплавленным металлом при низкой скорости сварки. Поэтому нужно выбрать оптимальную скорость перемещения. При таком угле наклона, происходит сильный перегрев металла. Поэтому, таким способом можно проваривают корень шва металла большой толщины.
Шлак шва может смешиваться с расплавленным металлом при низкой скорости сварки. Поэтому нужно выбрать оптимальную скорость перемещения. При таком угле наклона, происходит сильный перегрев металла. Поэтому, таким способом можно проваривают корень шва металла большой толщины.
Под углом 90° (перпендикулярно) производится сварка в тех случаях, когда выбрать более острый угол невозможно. Проплавление металла при таком способе очень маленькое.
Заключение:
Каждый сварщик должен развивать свой собственный стиль сварки. Для этого необходимо изучать методы работы других людей и много практиковаться.
Сварочные электроды для вертикального шва. Как делать правильный вертикальный шов при сварных работах
Потолочный сварочный шов считается одним из наиболее сложных соединений. Это можно объяснить тем, что в процессе работы перевернута, в результате чего существует огромная вероятность подтекания расплавленного металла. Как же варить правильно потолочный шов? При соединении потолочных конструкций необходимо особенно соблюдать правила техники безопасности выполнения сварочных работ, так как не исключается возможность попадания раскаленного металла на руки, лицо сварщика.
Любой профессионал сварного дела обязан знать, уметь правильно выполнять шовные соединения данного типа. Если на обычном производстве подобная методика используется достаточно редко благодаря возможности перевернуть свариваемую конструкцию, то в судостроительной индустрии в процессе выполнения монтажных работ, при соединении трубопроводных коммуникаций эта технология применяется часто.
Полумесяцем
При использовании данной технологии электрод относительно потолка удерживается сварщиком под углом более 90 градусов, при этом максимальный угол не должен превышать 130 градусов. Профессиональные сварщики в данном случае выполняют зигзагообразные движения электродом, которые напоминают полумесяц.
Сварка инвертором по данной технологии предполагает выполнение работ в несколько подходов, но она считается довольно простой. Данную методику может использовать даже молодой, неопытный сварщик.
Главное, чтобы не испортить шовное соединение, необходимо постоянно отслеживать скорость сварки и не допускать вываривания широких валиков, чтобы не было подтеканий расплавленного металла.
Обратно-поступательная
Данная техника сварки швов на потолке также предполагает несколько проходов электродом. Предварительно выполняется корневой шов электродом, диаметр сечения которого составляет 3 мм, при этом подача тока не должна превышать среднее значение.
Лесенка
Расположение электрода к потолочному основанию более 90 градусов, при этом не более 130 градусов. Основное отличие технологии – отведение электрода в процессе сварных работ в сторону, чтобы не допускать растекания металла. После его остывания электрод возвращается обратно на шов и сварочные работы возобновляются. При использовании данной методики шовные соединения получаются длиннее.
Сварка потолочного шва считается достаточно сложной и трудоемкой, но результат того стоит – по надежности и прочности такие швы имеют наиболее высокие показатели.
Правила выполнения сварочных потолочных соединений
- Предварительно свариваемые стороны сводятся вместе как можно плотнее. При наличии значительных зазоров качественно выполнить сварочные работы сможет только достаточно опытный сварщик.
- Далее выполняется разделка кромок, так же как и в положении снизу. Если толщина металла составляет больше 0,5 см, тогда выполняется скос V-образной формы.
- Подносить электрод к плоскости потолка рекомендуется под углом в 45 градусов. Молодым, не имеющим опыта сварщикам рекомендуется начинать варить половинкой электрода, чтобы в процессе работы лучше контролировать его кончик, и так будет легче формировать само сварное соединение.
- Выполнение сварочной процедуры в таком пространственном положении можно делать благодаря натяжению плоскости металла. Для того чтобы не отлетали капли раскаленного железа, не успев сцепиться с кромкой, силу тока рекомендуется уменьшить.
- При достаточно плотном сведении свариваемых сторон первый шов можно выполнять без колебательных движений электродом. Это даст возможность в полном объеме заполнить стык расплавленным металлом. Следующий проход нужно делать немного шире для укрепления связки. На трубах, конечно же, рекомендуется выполнять сразу широкий шов.
- При наличии небольшого зазора между соединяемыми металлическими плитами используется прерывистая дуга, которая дает возможность остывать отложенной металлической капле. Мгновенно, не давая пройти красноте предыдущей капли, накладывается следующая капля.
 При наличии значительных зазоров качественно выполнить сварочные работы сможет только достаточно опытный сварщик.
При наличии значительных зазоров качественно выполнить сварочные работы сможет только достаточно опытный сварщик. Следующий проход нужно делать немного шире для укрепления связки. На трубах, конечно же, рекомендуется выполнять сразу широкий шов.
Следующий проход нужно делать немного шире для укрепления связки. На трубах, конечно же, рекомендуется выполнять сразу широкий шов.Техника безопасности
- Все подсоединяемые провода к сварочному оборудованию, электрической сети должны быть хорошо изолированы.
- Если инвертор не эксплуатируется, он должен быть отсоединен от сети.
- Если нет опыта сварочных работ, то нельзя без практического обучения приступать к их выполнению на открытом воздухе при наличии атмосферных осадков, а также в помещениях с большой концентрацией влаги.
- Запрещено сваривать детали без средств индивидуальной защиты: маски, спецодежды, перчаток, обуви, коврика.
- Обязательное соблюдение правил пожарной безопасности.

Для новичков! После окончания работ не нужно пугаться безобразного вида сварного шва – это шлаковые образования, после обивки которых качественно выполненное соединение примет довольно привлекательный внешний вид.
Сварка потолочного шва является особенно трудной, потому что сварочная ванна перевернута и при работе на сварщика может капать шлак или даже стекать раскаленный металл. Чтобы этого избежать, нужно выполнять требования безопасности при работе со сваркой:
- работать в спецодежде,
- не работать в дождь и снег.
Сварка потолочного шва часто бывает необходима при строительно-монтажных работах, при строительстве трубопроводов, в судостроении и пр.
Что такое сварочная ванна
Когда расплавляются кромки основного металла, они образуют сварочную ванну. Сварочная ванна наблюдается в маску: она выглядит как блестящая поверхность около электрода. Сварочная ванна должна быть плоской и растекаться по кромкам. Если ванна выглядит как ляпка, нужно добавить ток, если ванна увеличивается, а металл прожигается — значит, ток нужно убавить. Дуга для сварки потолочного шва должна быть короткой, а электрод должен опираться на металл.
Дуга для сварки потолочного шва должна быть короткой, а электрод должен опираться на металл.
Очень важно при сварке потолочного шва контролировать объем сварочной ванны, в противном случае на сварщика может упасть порция расплавленного металла. Кромки перед сваркой обязательно нужно зачищать, чтобы было меньше искр в закрытом пространстве.
Техника сварки
Скорость движения электрода должна быть, чтобы расплавленного металла было достаточно для формирования шва. Если металла будет мало, будут оставаться подрезы. Если скорость сварки будет чересчур высока, дуга не успеет до конца прогреть металл и шов ляжет наверху. Если скорость будет низкой, материал перегреется и ванна растечется.
Взаимосвязаны скорость движения электрода и сила тока. Большой ток усиливает проплавление, позволяя электроду двигаться быстрее. Чем выше ток, тем быстрее нужно вести электрод. Когда скорость электрода соответствует силе тока, то края шва будут выглядеть эстетично, прочно и красиво.
Потолочный шов
Потолочный шов является самым сложным из всех видов швов. Во время сварки металл удерживается на шве только силой поверхностного натяжения. Поэтому придется уменьшить размер сварочной ванны. Чтобы добиться качественного шва нужно периодически убирать электрод в сторону: металл должен успеть немного затвердеть. Сварку нужно производить очень короткой дугой с поперечными колебаниями электрода. Сварку сверху удобнее проводить движением на себя, благодаря этому весь процесс будет под контролем.
Уменьшается ширина валиков при таком способе до 2-3 диаметров электродов. Для потолочного шва берутся более тонкие специально предназначенные для вертикального и потолочного шва электроды диаметром до 4 мм и применяется на 10-30% пониженный ток. Если свариваемая сталь тонкая удобнее сразу варить газом или ТИГом. Если во время удаления дуги образуются подрезы (канавка по краю шва) нужно немного задерживать электрод на кромках. Тогда эта проблема исчезнет. При такой сварке уменьшаются испарения газов и шлаков из металла и поэтому потолочные швы более низкого качества, чем обычные вертикальные и горизонтальные. Чтобы улучшить качество шва нужно варить только сухими электродами.
Чтобы улучшить качество шва нужно варить только сухими электродами.
Более толстые материалы толще 8 мм нужно варить в несколько проходов. Если длина деталей превышает 1 м, лучше варить участками для избежания коробления (может повести детали). Электрод в 3 мм понадобится для выполнения корневого шва, для последующих проходов толщину электрода нужно увеличить. После каждого прохода шов нужно чистить от шлака.
Как варится потолочный шов
Есть несколько методов сварки потолочного шва:
Корень шва
- Для проварки корня шва понадобится электрод диаметром 3 мм и минимальная или средняя сила тока.
- есто сварки нужно тщательно зачистить болгаркой с металлической щеткой.
- Такую сварку тоже можно производить несколькими методами:
- Если будет доступ к обратной стороне, то можно попробовать формировать валик снизу. Нужно варить без нависаний и подрезов. Шов выполняется колебательными движениями с задержкой на кромках. В этом случае не нужна дополнительная выборка, а после очистки соединения можно сразу накладывать второй валик.
- Если валик нужно формировать с обратной стороны, потребуется совершать поступательные движения электрода внутрь зазора на самой короткой дуге. Когда дуга будет гореть с обратной стороны: металл будет схватываться в форме зонтика. Скорость сварки будет зависеть от формирования нижнего валика, чтобы не появлялась выпуклость. В противном случае понадобится выборка вплоть до чистого металла.

Заполнение разделки
Сварка второго и третьего валика происходит 3 мм овым электродом на среднем или максимальном токе или 4 ммовым на среднем токе. Чтобы выпуклости не образовалось, нужно задерживаться на краях, потом постепенно уводить дугу по кромке, переходя лесенкой на вторую кромку. Для изменения формы валика во время сварки нужно:
Четвертый и пятый слой зависят от предыдущих валиков. Следующие слои варятся как наплавка без колебательных движений. Когда электрод будет приближаться к кромке, нужно оставить между предпоследним валиком и кромкой расстояние диаметром электрода.
Лицевой слой
Лицевой слой варится вглубь 0.5-2 мм. Он может вариться за несколько проходов или за один проход.
- Сварка в 1 проход с углублением на 0.5-1 мм варится методом «вперед дугой». Шаг нужно выбирать в зависимости от валика.
- Если углубление 1 — 2 мм, нужно применять метод «лесенкой».
- Если необходимо несколько проходов, околокромочные боковые валики варятся разными способами: лесенкой, дугой вперед, с манипулированием. Последний валик в центре варится, соединяя 2 боковых.
Сварка потолочного шва — довольно сложная работа, приступать к которой без необходимого опыта не рекомендуется. В крайнем случае, если необходимо сделать шов на своем дачном участке нужно предварительно потренироваться на обрезках металла.
Как варить потолочный шов
Выбираем потолочный карниз
Как обрезать потолочный плинтус
Как повесить шторы на потолочный карниз
Производить сварку на горизонтальной поверхности может даже новичок с небольшим опытом работы. А вот сделать качественный вертикальный шов без необходимых теоретических знаний и хорошей практики невозможно. В данной статье представлена сварка вертикального шва (видео), чтобы помочь начинающим специалистам избежать распространённых ошибок.
А вот сделать качественный вертикальный шов без необходимых теоретических знаний и хорошей практики невозможно. В данной статье представлена сварка вертикального шва (видео), чтобы помочь начинающим специалистам избежать распространённых ошибок.
- Начинать надо с выбора угла наклона электрода относительно плоскости изделия. Оптимальным считается угол от восьмидесяти до девяноста градусов. При этом обеспечивается максимальная отдача энергии дуги, что гарантирует глубокое проплавление тела основного металла. Также выбор правильного угла обеспечит равномерное стекание расплавленного электрода, что позволит получить ровный и качественный шов.
- Сварка вертикальных швов всегда осуществляется снизу вверх, заливая зазор между деталями расплавленной электродной проволокой или электродом.
- Окончание электрода должно всегда быть направлено в середину шва.
- Для получения качественного шва нужно осуществлять периодические вращательные движения для того, чтобы собирать расплавленный металл в точку, где происходит соединение двух деталей.
- Скорость прохождения сварочной дуги по верхней линии шва должна быть подобрана таким образом, чтобы нижняя часть жидкой ванны немного не доходила до верхушки предыдущего валика или едва его касалась.
- После окончания сварки необходимо подождать определённое время пока обработанная поверхность остынет. Затем следует молоточком сбить образовавшийся на поверхности металла шлак, образованный продуктами горения.

Чтобы более наглядно представить описанный процесс, стоит посмотреть «Вертикальный шов, сварка: видео» — материал, представленный ниже.
Проверка качества работ
После окончания и зачистки поверхностей от окалины и шлака, необходимо провести тщательный осмотр шва на наличие трещин, пор, кратеров или прожогов металла.
Если такие изъяны будут обнаружены, то говорить о качественно выполненной работе нельзя. Данный брак со временем вызовет разрыв или разлом металла, что может привести к серьёзным последствиям. Поэтому надо сразу же проводить реставрацию шва.
Во-первых, нужно очень тщательно произвести зачистку всей поверхности при помощи металлической щётки или напильника.
Во-вторых, произвести реставрацию шва только в тех местах, где был зафиксирован брак. Переваривать всю соединительную поверхность деталей нет необходимости.
Заключение
Новичкам следует помнить, что теоретические знания, получаемые при просмотре «Вертикальный шов, сварка: видео», являются очень важной частью процесса обучения. Только после освоения основных принципов выполнения данных работ, можно приступать к практической части.
Еще по этой теме на нашем сайте:
-
Этот вид журналов относится к технической документации. В этом документе отражается полный объем всех работ, выполняемых сварщиком. Кроме этого, здесь отражено качество, время выполнения той… -
Техника выполнения сварочных швов (их еще называют валиковые) предполагает выбор режима и приема манипуляции электродом. Как правильно сделать сварочный шов, видео на нашем сайте все. .. -
Сварочные работы становятся проще и точнее, благодаря использованию магнитных уголков, поэтому данный элемент рекомендован многими специалистами в области сварки. Если применять магнитные уголки для сварки,… -
Чтобы купить сварочную проволоку для полуавтомата, надо хорошо разбираться в этом изделии и знать его среднюю стоимость. Для каждого конкретного случая требуется материал с такими…
Комментариев:
- Некоторые характеристики
- Варианты рабочего процесса
- Особенности процесса варки потолочного шва
- Как приобрести «правильное» оборудование
Для того чтобы ответить на вопрос, как варить потолочный шов электросваркой, необходимо иметь представление о том, что такое потолочный шов, его особенности и способы варения.
Некоторые характеристики
Потолочный шов самый сложный в исполнении.
Это легко объяснить. Ведь во время процесса сварки металл, достигший температуры плавления, может подтекать.
Опытный мастер сварочных работ должен обладать навыками варения этого вида шва.
Его редко применяют в промышленной сфере. Но что касается ремонта и монтажа трубопровода или судостроительного производства, то там этот вид шва очень востребован.
Необходимо соблюдать технику безопасности при работе с расплавленным металлом. Им можно обжечь открытые участки тела, например, лицо или руки.
У наложения потолочного шва при помощи сварки есть ряд особенностей:
Виды сварных соединений: а, б – стыковое, в – стыковое отбортовочное, г – нахлесточное, д – угловое, е – тавровое, ж – прорезное, з – торцевое, и – нахлесточное с проплавлением.
- сварочная ванна должна быть самого маленького размера;
- при наложении шва металл удерживается на потолке благодаря силе притяжения по отношению к поверхности;
- чтобы избежать растекания металла, шов накладывают таким образом, чтобы электрод был отведен в сторону;
- размер электрода около 0,4 см;
- изготавливаемые валики должны быть меньше электрода в 2 раза;
- электроды должны быть сухими, чтобы избежать выделения газов, которые повреждают швы;
- варить следует в свою сторону, благодаря этому можно подобрать оптимальный темп работы, и это позволит вам отслеживать процесс до мелочей;
- для придания шву наибольшей прочности все края деталей следует тщательно обработать и со сваренных валиков удалить загрязнения.
Для сварки деталей толщиной около 1 см работу выполняют в несколько этапов:
- Используют электрод диаметром 0,3 см.
- Последующую сварку выполняют электродом в 0,4 см.
Вернуться к оглавлению
Варианты рабочего процесса
Сварка потолочного шва бывает нескольких видов.
Дуговая электросварка: а – способ Бернадоса; б – способ Славянова; в – способ подвога дуги извне; 1 – электроды; 2 – дуга; 3 – электромагнит; 4,5 – присадочный пруток.
- Сварка полумесяцем. Электрод располагается к потолку под углом свыше 90 градусов. Максимальный уровень наклона 130 градусов. Профессионал, выполняющий этот вид работ, делает зигзагообразные движения. Они же напоминают изображение полумесяца. Этот метод осуществляется в несколько подходов. Он достаточно легкий. С ним может справиться даже непрофессионал. Главное – постоянно контролировать скорость сварки, иначе можно испортить шов. Чтобы избежать подтекания металла, не стоит вываривать валики с большой шириной.
- Обратно-поступательный. Этот вид сварки также выполняется не за один подход. Сначала варят корневой шов с использованием электрода 0,3 см, уровень подачи тока не должен быть выше среднего.
- Лесенка. Электрод располагается к потолку под углом свыше 90 градусов. Максимальный уровень наклона 130 градусов. Этот способ отличается от других тем, что электрод следует отводить в сторону, чтобы избежать растекания расплавленного металла. Когда он застывает, электрод возвращают на место и продолжают сварку. При этом способе шов становится длиннее. Несмотря на трудность и сложность выполнения, конечный результат работ самый высокий по показателям прочности и надежности.
Вернуться к оглавлению
Особенности процесса варки потолочного шва
Потолочные швы подразделяются на:
Классификация сварных швов: а – по расположению относительно действующего усилия, б – по положению в пространстве, в – по усилению, г – по ширине, д – по количеству слоев, е – по длине.
- переходящие в вертикальные;
- сплошные;
- нижние.
Техника безопасности при варке потолочных швов:
- работы должны проводиться в сухом помещении или в закрытом пространстве. Не допускается выполнения сварочных работ на открытом воздухе во время грозы или снегопада;
- на тело следует надеть специализированную одежду с верхним защитным покрытием;
- используйте маску;
- отключите неиспользуемое оборудование от электросети;
- проведите работы по изоляции проводов.
Застрять со сварочным аппаратом и электродом 7018 — Baker’s Gas & Welding Supplies, Inc.
Делиться:Ed Cyzewski
Много говорят об использовании электродов 6010 или 6013 для электродуговой сварки, потому что они идеально подходят для начинающих. Они, как правило, отлично работают в различных положениях, на переменном или постоянном токе и на металле различной толщины. Хотя эти электроды, безусловно, просты в использовании, имейте в виду, что многие сварщики конструкций используют электроды 7018.
Вы можете научиться сварке электродами 6010 или 6013, но рано или поздно вам захочется освоить несколько электродов 7018 и попрактиковаться в накладывании валиков с малой дугой. На самом деле, если вы отработаете свою технику с электродом 7018 для сварки электродом, вы будете производить меньше брызг, контролировать образование лужи и подготовитесь к широкому спектру строительных, конструкционных, трубопроводных работ или работ на атомной энергетике. Когда вы застрянете со сварочным электродом 7018, вы также застрянете на работе.
Сварка электродом 7018
Электроды 6010 или 6013 идеально подходят для тонкого и среднего металла. Они очень хорошо проникают в шов, но они не идеальны для создания прочных конструкционных сварных швов, не дают много присадочного металла, а это означает, что вам нужно делать больше проходов, и они не будут так же хороши для вне позиционные швы.
Электроды 7018 содержат больше наполнителя и обычно создают более прочные сварные швы из-за количества добавляемого наполнителя. Они также быстро застывают для сварки в неправильных положениях, что делает их идеальными для самых разных проектов. Вообще говоря, если вы уже используете электродную сварку, вы можете также добавить больше наполнителя и создать более прочный сварной шов, если только металл не тонкий и соединение не требует очень глубокого проплавления. Кроме того, чем больше опыта вы приобретете с электродом 7018, тем лучше вы будете подготовлены к различным сварочным работам.
Ключом к получению чистого электродного сварного шва, особенно с электродом типа 7018, который осаждает много материала, является поддержание жесткой дуги, которая концентрирует тепло в сварном шве. соединения и, следовательно, присадочного металла с электрода. Чем шире дуга, тем шире сварной шов. С широкой дугой вы искажаете металл и откладываете материал по всему нему, оставляя шлак и кусочки металла, а не прочный сварной шов.
Ключ к получению тугой дуги заключается в том, чтобы научиться управлять расстоянием до металлической заготовки, когда электрод укорачивается. При использовании расходуемого электрода во время работы вам нужно будет подносить его ближе к металлу. Кроме того, работа сварочного аппарата с более высоким диапазоном рекомендуемых настроек поможет вам сварить красиво и горячо, не прилипая к металлу.
Когда вы закончите электродуговую сварку, вы можете защитить сварной шов от царапин и вмятин, проводя отбойным молотком по шлаку, а не рубя или проклевывая его. Хотя ни для кого не секрет, что широкие сварные швы электродом 7018 – это не модно, вам не нужно делать еще хуже с помощью отбойного молотка.
Как выполнить чистую сварку угловым швом При выполнении углового сварного шва необходимо провести сварочную ванну прямо до края металла. Если вы покачиваете вниз, в сторону от края, вы оставите неровный зазубренный край. Иногда сварной шов будет достаточно большим, и вам придется сделать несколько проходов, даже с электродом 7018. Вы можете создать чистый сварной шов, перекрыв проходы примерно на 2/3 сварного шва. Кроме того, если вы хотите, чтобы ваши готовые сварные швы оставались чистыми, зажигайте дугу в области, где вы будете сваривать, чтобы покрыть все эти удары дуги.
Когда вы зажигаете дугу для сварки электродом, вы не всегда можете контролировать положение сварных швов. Иногда вам нужно сваривать тянущим, толкающим или «прямым» стержнем. Не попадайтесь на одном месте, когда практикуете сварку электродом 7018. Вам не нужен слишком большой угол — обычно около 5-10 градусов дадут вам весь угол и видимость, которые вам нужны.
Теперь, когда у вас есть вся эта информация, взгляните на все палочные электроды, которые может предложить Bakers.
Подано в: 6010, 7018, начинающий сварщик, электрод, Учиться, научиться сваривать, сварка стержнем, подсказки заварки ручки, Советы, сварщик, сварочные изделия, сварочные принадлежности, советы по сварке, Советы по сварке для начинающих
Делиться: Предыдущая статья Прибыл Optrel e3000X PAPR с защитной маской Clearmaxx Face Shield5 Шагов Профессиональные Подрядчики Следуйте
Хотите знать, какие шаги предпримут профессионалы по как выполнять сварку ? Сегодня мы покажем вам этот процесс. Таким образом, вы можете убедиться, что подрядчик хорошо выполняет свою работу, следуя этой процедуре. Существуют различные виды сварки, но именно этот является наиболее распространенным.
Имейте в виду, что это не самостоятельный процесс. Вы должны доверить эту работу профессионалам, потому что она может представлять для вашего среднего домовладельца серьезные угрозы.
Что такое сварка электродами?Сварка стержнем — это девиз, используемый для процесса дуговой сварки в среде защитного металла (SMAW), который также называют дуговой сваркой в среде защитного флюса. Сварка стержнем является широко распространенным и широко используемым процессом, используемым в основном сварщиками на открытом воздухе, поскольку на него редко влияет ветер.
Этот вид сварки использует плавящийся электрод, покрытый флюсом для выполнения сварного шва. Процесс начинается с зажигания электрической дуги между электродом, состоящим из металла, с использованием постоянного тока (DC) или переменного тока (AC), который затем плавит его и образует сварочную ванну.
Кроме того, слой флюса покрывает электрод для защиты от внешних воздействий. Слой флюса образует на сварном шве некоторое количество шлака, который затем срезается и соскабливается после завершения сварки.
Что происходит, когда сварка прилипает?Будет происходить следующий процесс:
- Электричество от сварочного аппарата будет проходить через стержень, и в точке контакта будет создаваться температура 7000° по Фаренгейту.
- Это тепло приведет к расплавлению покрытия, создав таким образом экран. Этот барьер предотвратит загрязнение рабочей зоны кислородом.
- Когда подрядчики перемещают стержень в соответствии со своими предпочтениями, он будет продолжать плавиться в виде брызг над зоной сварки и заполнять шов.
Если вам интересно как выполнить сварку , вот 5 шагов, которым следуют большинство профессионалов, чтобы предотвратить несчастные случаи:
- Найдите оборудование и материалы
- Подсоедините электрододержатель и зажим заземления к источнику питания
- Подсоедините зажим заземления к основному материалу, который вы свариваете.
- Поместите электрод в держатель и начните сварку
- Проверить сварной шов
Крайне важно рассчитывать на правильное оборудование и материалы, чтобы избежать несчастных случаев и плохой сварки при приклеивании. Крайне важно выбрать точный тип и диаметр соответствующего электрода для работы и отрегулировать машину между минимальной и максимальной силой тока, указанной производителем для каждого типа электрода.
Необходимые материалы:- Сварочный шлем
- Электроды для сварки стержнями
- Маска для лица
- Держатель электрода
- Зажим заземления
- Блок питания
- защитные очки
Кроме того, регулировка сварочного аппарата имеет решающее значение для получения хороших сварных соединений. Таким образом, очень важно иметь идеальное напряжение. Кроме того, необходимо иметь правильную длину дуги и угол наклона электрода.
Подрядчики должны соблюдать требуемую полярность, поскольку она будет зависеть от типа электрода, который они используют в процессе. Очень важно правильно подключить электрододержатель для управления дугой и обеспечения идеального перехода между электродом и держателем.
Кроме того, электрододержатель отвечает за проведение сварки, и отсутствие достаточного количества источников питания может вызвать проблемы с прохождением электрода. Кроме того, операция сварки не может работать должным образом. Вы не можете игнорировать зажим заземления, который соединяет кабель заземления с заготовкой.
Подсоедините зажим заземления к основному материалу, который вы свариваете Это еще один важный шаг в процессе сварки электродом. Заземляющий зажим должен быть подключен как можно ближе к основному материалу, который вы свариваете. Одним из основных аспектов, который необходимо проверить, является контакт с поверхностью; Вы должны сделать глубокую очистку перед подключением.
Кроме того, еще одним важным шагом в подключении зажима заземления является кабель; конкретно этот должен быть в лучшем состоянии. Когда система зажима заземления не работает должным образом из-за плохого соединения или изношенного кабеля, у вас не будет отличной цепи.
Одним из распространенных признаков является чрезмерное нагревание хомута в процессе сварки. Таким образом, вы всегда должны быть уверены, что все в порядке с зажимом заземления.
Поместите электрод в держатель электрода и приступайте к сваркеПри сварке электродом крайне важно найти электрод, подходящий для держателя электрода. Существуют различные типы электродов, поэтому вы должны подобрать свой электрод к исходному металлу.
После всех вышеперечисленных процессов пора приступать к сварке. Крепко держите держатель стержня обеими руками и следите за образованием дуги и силой тока. Когда слишком много тепла, электрод может получить некоторые повреждения. Что еще более важно, дуга не должна превышать диаметр сердечника электрода.
Вы можете следовать определенному шаблону при наклеивании сварки; это могло быть круговое движение или переплетение из стороны в сторону.
Проверка сварного шваПоследним шагом является проверка правильности сварного шва, поэтому вам необходимо проверить его более трех раз во время приклеивания сварных швов. Если вы видите, что сварка неправильная, остановитесь и проверьте, в чем проблема.
Этот шаг жизненно важен, чтобы избежать потери материала при неправильной сварке прихватом.
Ошибки новичков при склеивании сварных швовНекоторые распространенные ошибки, которые склонны совершать люди, решившие сделать это своими руками:
- Они оставляют дугу слишком длинной. В результате при сварке образуется слишком много брызг.
- Новички размещают электрод под крутым углом, вызывая пористость.
- Они тянут электрод очень медленно, в результате чего металл накапливается и становится комковатым.
- Домашние мастера оставляют сварной шов слишком узким для достаточного проникновения. Профессионалы оставляют шов минимум в 2,5 раза больше диаметра электрода.
Следуя пошаговым инструкциям по сварке стержнем, профессионалы могут создавать высококачественные сварные швы. Кроме того, они обязательно очищают свой рабочий материал, соответственно выбирают длину дуги и эффективно регулируют скорость перемещения сварки. Кроме того, подрядчики выбирают правильный электрод, чтобы убедиться, что они начинают с правильной ноги.
Наконец, чтобы убедиться, что электродные сварные швы доведены до совершенства, они уделяют достаточно внимания, чтобы выявить любую проблему между процессом и сразу же устранить неисправность.
Помощь профессионаловПомните, что вы можете рассчитывать на сварку Architect Design для профессиональной сварки! Мы обеспечиваем безупречный результат для всех наших клиентов.
Свяжитесь с нами!
Процесс производства сварочных электродов от А до Я по WESPEC
1) Проектирование завода по производству сварочных электродов:
WESPEC может спроектировать завод по производству сварочных электродов в соответствии с вашими требованиями. Этот план будет включать в себя подробный расчет всех ваших требований для производства продукта наилучшего качества. Основные темы указаны ниже:
1- Проектирование и строительство завода (земля и здания)
2- Требования к электроснабжению (электроэнергия, газ, вода)
3-Определить необходимое оборудование и план расположения завода
4- Указать необходимое лабораторное оборудование или аутсорсинг.
5-Укажите оборудование, необходимое для перевозки
6-Потребность в мощности
Примечание: Если у вас уже есть завод по производству сварочных электродов, WESPEC может помочь вам произвести качественный продукт в зависимости от ваших возможностей.
2) Просмотрите соответствующие производственные стандарты:
Необходимо выяснить, какие существуют стандарты для определения качества сварочного электрода. Это связано с тем, что мы гарантируем конечное качество продукта и его соответствие соответствующим стандартам.
Например, E308L-15 имеет следующие соответствующие стандарты:
3) Ознакомьтесь с соответствующей формулой и спецификацией сварочного электрода:
Каждый сварочный электрод имеет свою собственную производственную формулу ( FIG I1 ). Кроме того, каждый сырьевой материал в производстве сварочных электродов по этой формуле имеет свою собственную спецификацию.
3-1) Проволока: Точные характеристики требуемой проволоки включают химический анализ, а максимальные, минимальные и типичные значения каждого элемента проволоки указаны в спецификации.
3-2) Порошок: каждый сварочный электрод может содержать в среднем от 10 до 20 типов минералов, химических веществ, металлов и ферросплавов. Лист спецификаций каждого порошка содержит подробные характеристики порошка, включая химический анализ, ситовой анализ, плотность, влажность и т. д., показанные на рисунке.
3-3) Связующее: основной задачей связующего является нанесение необходимого порошкового покрытия на поверхность проволоки сварочного электрода. Эта группа материалов в основном состоит из силикатных соединений натрия и калия. Спецификация сырья содержит точные свойства, включая химический анализ, плотность, вязкость, молярное соотношение и Боме, показанные на рисунке.
В зависимости от вашей ситуации, это сырье будет поступать к вам в трех формах: жидкая, комковая и порошкообразная. В жидком состоянии клей готов к использованию в производственном процессе, а в комковом и порошкообразном состоянии перед применением нуждается в обработке.
4) Подготовка сырья на основе спецификации
WESPEC знает квалифицированных поставщиков сырья для производства сварочных электродов со всего мира. Мы можем помочь вам в покупке сырья на основе нашего патента.
5) Контроль качества сырья для производства сварочных электродов
Перед изготовлением сварочных электродов необходимо провести испытания материалов. Все материалы должны быть протестированы, и каждый пункт результатов должен быть сопоставлен с его диапазоном спецификаций. каждое число, вставленное в этот лист, будет сравниваться с соответствующей спецификацией.
Требуемые тесты сырья:
5-1) Химический анализ:
Доступны различные методы количественного и качественного анализа элементов и соединений, присутствующих в сырье (например, рисунок E и Z2 ):
•XRF
•XRD
•Атомно-абсорбционный анализ
•Углерод/сера
•Кислород/азот
•ICP
5-2) Гранулометрический анализ):0002 После принятия химических свойств другим параметром, который оказывает очень важное влияние на качество порошка, является размер зерна. Существуют различные методы контроля размера зерна. Для крупных порошков используется ситовой анализ, в то время как для мелких порошков распространен лазерный метод определения размера частиц (
, рисунок F ). Результат будет оцениваться по графику размера зерна ( рисунок I ).5-3) Физико-химические испытания:
Прочие параметры, влияющие на качество сырья, следующие
(при необходимости в спецификации)
• Плотность и объемная плотность
• LOI (потеря воспламенения)
• ASH
• Влажность или влажность (физическая вода и химическая вода)
• Диапазон стабилизации (SR)
•Вязкость
•Боме
•Молярное отношение
В качестве образца параметр влажности покрытых электродов в виде физической воды (воды, которая выделяется при 120 °C)
Для основных электродов, таких как E7018, он должен быть менее 0,4 % масс. в отличие от электродов из целлюлозы, таких как E6010, она должна составлять более 4% масс. Этот пункт также важен для флюсов, которые будут описаны в соответствующем разделе ( Рисунок H ).
Кроме того, для вяжущих важны параметры вязкости и Боме. Они должны контролироваться специальным оборудованием ( рисунок G ).
Диапазон стабилизации — еще один параметр, который имеет решающее значение для некоторых порошков, таких как ферромарганец с низким содержанием углерода. Он измеряется специальными методами по количеству выделившегося газа и обесцвечиванию.
5-4) Механические испытания:
Эти типы испытаний используются для определения механических свойств первичной бухты.
Испортятся ли сварочные электроды?
Сварочные работы не могут быть выполнены без сварочных электродов, и для получения качественных сварных швов ваши стержни должны быть в хорошем состоянии.
Электроды относительно легко выходят из строя, поэтому важно знать, как ухаживать за электродом, чтобы не только продлить срок годности, но и избежать дефектов сварки из-за использования поврежденного стержня.
Независимо от того, доставали ли вы сварочный электрод из упаковки несколько месяцев назад или тридцать лет назад, он может испортиться. Это зависит не от возраста стержня, а скорее от количества влаги, которой подвергался стержень. Крайне важно, чтобы удилище было сухим.
В этой статье я объясню все, что вам нужно знать о том, почему сварочные электроды выходят из строя, как портятся сварочные электроды, как влияет на сварку использование плохого электрода, как предотвратить его выход из строя и что можно сделать, чтобы восстановить плохой стержень.
Что заставляет их испортиться?
Для правильной работы электрод должен быть сухим. Когда электроды подвергаются воздействию влаги в воздухе, стержни впитывают влагу, в результате чего они намокают и растворяются. Некоторые электроды более чувствительны к влаге, чем другие, и степень влажности, которую может выдержать электрод, зависит от типа стержня.
Электроды с низким содержанием водорода, такие как E7108, предназначены для получения качественных сварных швов рентгеновского качества со звукоизоляционными свойствами и высокой пластичностью. Эти электроды должны быть очень сухими, потому что легко может произойти растрескивание, вызванное водородом. Допустимое содержание влаги для стержней с низким содержанием водорода составляет 0,0-0,5%.
Электродам с низким содержанием водорода, таким как E6010 и E7014, для правильной работы требуется некоторое количество влаги в покрытии. Если электроды не имеют надлежащего содержания влаги и слишком сухие, они могут работать неправильно. С другой стороны, чрезмерная влажность может иметь аналогичные последствия. Приемлемое содержание влаги для электродов с низким содержанием водорода составляет около 1,0%.
Как они портятся?
«При намокании электродов газообразный водород, выходящий при разложении h30, увеличивает его долю в наплавленном металле, в итоге он в основном вызывает трещины». При намокании электродов от влаги дуга становится неустойчивой, увеличиваются брызги, труднее удаляется шлак, внешний вид валика становится шероховатым, образуются пузыри и подрезы.
На что это влияет?
В конечном счете, сварка с мокрым флюсом приводит к образованию пузырей, борозд и ямок, что приводит к таким дефектам, как трудности с удалением шлака и шероховатость внешнего вида валика. Однако повреждения электрода в результате контакта с влагой зависят от количества влаги, которой он подвергается, и типа электрода.
Под воздействием влаги флюс становится влажным и портится. Если на стержне есть ржавчина, если флюс образовал сухое порошкообразное покрытие или если флюс размягчился, стержень неисправен и его нельзя использовать ни для чего, кроме некритической сварки мягкой стали. Если сварочные электроды поглощают влагу из флюса, это может привести к образованию пузырей в сварном шве. Эти пузырьки сделают сварной шов пористым и слабым, что может привести к растрескиванию, что в конечном итоге приведет к низкокачественному сварному шву.
Воздействие влаги на электроды с низким содержанием водорода
- Небольшое количество влаги может вызвать пористость и способствовать растрескиванию под валиком или сварке.
- Относительно большое количество влаги может вызвать внутреннюю пористость, а также видимую внешнюю пористость. Это также может привести к чрезмерной текучести шлака, шероховатой поверхности сварного шва, затрудненному удалению шлака и растрескиванию сварного шва.
- Сильное воздействие влаги может вызвать растрескивание под валиком, сильную пористость, непривлекательный внешний вид, проблемы со шлаком и трещины в сварных швах.
Воздействие влаги на электроды с низким содержанием водорода
- При длительном воздействии влаги электроды с низким содержанием водорода могут плохо работать и наносить сварные швы низкого качества.
Стержни, находившиеся в контакте с воздухом и потенциально поврежденные влагой, должны использоваться только в течение короткого периода времени. Если ржавчины нет, а флюс твердый без порошкообразных остатков, стержень в порядке, независимо от его возраста.
Как предотвратить порчу стержней
Хранение стержней в теплом, сухом месте гарантирует, что электроды сохранят прочность сцепления и продлят срок хранения.
При первом открытии запечатанной банки вынимайте только те стержни, которые будете использовать. Остальное оставьте в упаковке и сразу запечатайте. Храните неиспользованные электроды в стержневой печи, закрытой вакуумной банке или любом другом герметичном контейнере сразу после вскрытия оригинальной упаковки.
Пределы хранения и воздействия для электродов с низким содержанием водорода
- Покупайте электроды с низким содержанием водорода в герметичных контейнерах. Эти контейнеры обеспечивают отличную защиту от влаги.
- Не открывайте контейнер, пока вам не понадобятся электроды.
- Сразу после вскрытия контейнера поместите неиспользуемые электроды в нагреваемый шкаф при температуре от 250 до 300 ℉ (120–150 ℃).
- Длина экспозиции для электродов различается. Электроды E1708 могут подвергаться воздействию воздуха в течение примерно четырех часов, прежде чем будут повреждены, тогда как электроды E11018 могут подвергаться воздействию воздуха только примерно в течение получаса.
Хранение ненизководородных электродов
- После вскрытия ненизководородных электродов из герметичных контейнеров немедленно поместить их в обогреваемые шкафы при температуре от 100 до 200℉ (40-50℃).
- Не храните их при более высоких температурах, особенно в группе «быстрой заморозки». первоначальная производительность. Поврежденные влагой стержни можно повторно высушить, восстанавливая способность электродов наплавлять качественные сварные швы.
Температура и время повторной сушки не одинаковы для всех электродов. Они зависят от типа повторно высушиваемого электрода и состояния, в котором он находится. Температура, при которой электроды повторно высушиваются, обычно выше, чем температура, при которой следует хранить, чтобы устранить избыточную влагу. Обратитесь к спецификациям производителя для правильной температуры повторной сушки и хранения.
Для всех электродов, независимо от типа и состояния, в котором они находятся, каждый отдельный электрод, подлежащий повторной сушке, должен быть извлечен из банки и разложен в печи, чтобы убедиться, что каждый стержень достигает надлежащей температуры сушки.
Если их не разложить, эффекты повторной сушки не будут равномерными, так как каждый электрод не сможет достичь необходимой температуры. Перед повторной сушкой стержней в тепле высушите их в закрытой посуде в течение одного-двух часов. Это снизит вероятность образования трещин в покрытии или окисления сплавов в покрытии.Повторная сушка электродов с низким содержанием водорода:
- Электроды с низким содержанием водорода следует утилизировать, если чрезмерное высыхание приводит к отслаиванию покрытия, его хрупкости и разрыву во время сварки. Если электрод показывает заметные различия в обращении или характеристиках дуги, его также следует утилизировать.
- Повторно высушите электрод в обогреваемом шкафу в течение одного часа при температуре от 250 до 300 ℉ (120–150 ℃).
- Не сушите их при более высоких температурах, так как это может привести к дальнейшему повреждению электродов. Влага химически связывается с покрытием электрода. Эти связи должны быть разрушены при соответствующей температуре в течение определенного периода времени, иначе электрод может быть поврежден.
- Несколько часов при более низких температурах не эквивалентны одному часу при температуре от 250 до 300 ℉ (120-150 ℃).
- Не помещайте банку с электродами в печь. Картонные вкладыши могут сгореть, и тепло не будет равномерно распределяться между электродами.
- Для электродов, находившихся на воздухе менее недели и не имевших прямого контакта с водой, предварительная сушка не требуется.
- Окончательная температура повторной сушки зависит от типа электрода.
- Для E7018 и E7028 сушите их при температуре от 650 до 750 ℉ (340–400 ℃).
- Для E8018, E9018, E10018, E11018 сушите их при температуре от 700 до 800 ℉ (370–430 ℃).
Повторная сушка электродов с низким содержанием водорода:
- Электроды из открытых контейнеров должны храниться в обогреваемых шкафах при температуре от 100 до 200 ℉ (40-50 ℃)
- Не ставить банку с электродами в печь.
- Не храните их при более высоких температурах, особенно электроды из группы «быстрая заморозка».
- Для электродов категории «быстрая заливка» предварительно просушите их в течение 30–45 минут при температуре от 200 до 230 ℉ (90–110 ℃) перед окончательной сушкой, чтобы избежать растрескивания покрытия.
- Окончательная температура повторной сушки должна составлять от 400 до 500℉ в течение 30-45 минут.
- Для электродов категории «заморозка заливки» предварительно просушите их в течение 30–45 минут при температуре от 200 до 230 ℉ (90–110 ℃) перед окончательной сушкой, чтобы избежать растрескивания покрытия.
- Окончательная температура повторной сушки должна составлять от 300 до 350 ℉ в течение 20–30 минут.
- Повторная сушка электродов категории «быстрая заморозка» не рекомендуется.
Может ли сварочная проволока испортиться?
Да, к сожалению, сварочная проволока тоже может испортиться. Точно так же, как электроды могут быть повреждены влагой, сварочная проволока может быть повреждена влагой.
Проволока, поврежденная влагой, может привести к пористости сварного шва. Ржавчина и другие загрязнения также могут ухудшить качество сварного шва.
Хотя влага сама по себе не повреждает проволоку, именно когда тепло и дуга разлагают влагу на водород и кислород, а водород в расплавленном сварном шве или рядом с ним может значительно снизить качество сварного шва.
Хранение сварочной проволоки
Чтобы защитить сварочную проволоку от влаги, храните ее в печи при определенной температуре, когда она не используется. Для катушек, катушек Masonite или проволочных корзин температура хранения не должна превышать 300 ℉ (150 ℃). Для пластиковых катушек температура хранения не должна превышать 150 ℉ (65 ℃), так как пластик не выдерживает высоких температур. Точные температуры и время должны быть получены из рекомендаций производителя.
Еще один хороший способ хранения сварочной проволоки — в герметичных контейнерах. Возьмите только то количество проволоки, которое вам понадобится для сварки, а остальное сразу же положите в герметичный контейнер, чтобы защитить его от влаги.Повторная сушка сварочной проволоки
Подобно электродам, сварочную проволоку также можно повторно высушить, чтобы восстановить ее первоначальный вид. их надлежащая функция. Точная температура и время повторной сушки зависит от материала проволоки и катушки. Проволочные бухты, мазонитовые катушки или проволочные корзины должны быть повторно высушены при температуре от 230 до 300 ℉ (110-150 ℃) в течение более длительного времени. более шести часов, но менее 12 часов. Пластиковые шпули, с другой руки, нельзя пересушивать, потому что пластик не выдерживает такого высокие температуры.
Я знаю, что информации много, и она может быть ошеломляющей. Самое важное, что следует усвоить из этой статьи, это то, что сварочные электроды должны быть сухими. При воздействии влаги в воздухе электроды впитывают влагу и повреждают стержень. Храните электроды в герметичных контейнерах, чтобы защитить их от влаги. Если ваши электроды были повреждены, вы можете восстановить их прежнюю функцию, повторно высушив поврежденные стержни.
Welding Tech: стержневые электроды для углеродистой стали
Электрод, выбранный для использования в любой дуговой сварке защищенным металлом (SMAW или сварка электродом) углеродистой и низколегированной стали, обычно указывается в спецификации процедуры сварки (WPS). Процесс, связанный с правильным выбором, включает множество соображений, которые мы рассмотрим здесь. Понимание каждого шага может помочь убедиться, что используется правильный электрод. В случае отказа сварного шва рассмотрение этих соображений может помочь определить причину.
Прочность на растяжение
Когда дело доходит до выбора присадочного металла для SMAW на углеродистой стали, инженер-сварщик (или тот, кто пишет WPS) обычно первым делом пытается согласовать прочность электрода с основной или основной металл.
Эмпирическое правило заключается в том, чтобы выбирать металл сварного шва с пределом прочности при растяжении немного выше, чем у основного металла.
Для этого необходимо знать марку основного металла. Как только марка известна, ее можно сопоставить со спецификациями, поставляемыми с присадочным металлом.Например, указанная минимальная прочность на растяжение стали CSA G40.21 350W составляет 450 МПа. Минимальный предел прочности при растяжении металла шва, выполненного электродом из углеродистой стали Э49ХХ или электродом из низколегированной стали Э49ХХ-Х, составляет 490 МПа. Таким образом, оба электрода подходят для этого типа стали.
Углеродный эквивалент
В зависимости от марки свариваемой стали может возникнуть риск водородного растрескивания в металле сварного шва или в зоне термического влияния сварного шва. Наличие водорода в стали делает сталь хрупкой и склонной к растрескиванию после завершения сварки. Чем выше прочность стали, тем больше она подвержена растрескиванию.
Чтобы предотвратить растрескивание, инженер-сварщик, как правило, учитывает так называемый углеродный эквивалент (CE) стали, которая будет сварена.
Различные коды и стандарты предоставляют формулы для расчета CE основного металла на основе его химического состава. Химический состав можно найти в стандарте, по которому изготовлена сталь. В стандарте будет таблица, в которой указано количество различных легирующих элементов, таких как углерод, марганец, диоксид кремния, никель, хром и ванадий, которые содержатся в стали. Вводя процент каждого элемента в уравнение, вы получаете число.Исследования показали, что если число, полученное в результате ваших расчетов, больше 0,40, то сталь содержит достаточное количество углерода и других легирующих элементов, что делает ее восприимчивой к водородному растрескиванию.
Обычно, чтобы избежать этого дефекта, используют электрод, имеющий основное покрытие. Последние две цифры в обозначении электрода будут 16 или 18. Покрытие на этих электродах предназначено для ограничения количества водорода, который поглощает жидкий металл шва при сварке.
Также может потребоваться предварительный нагрев основного металла перед началом сварки, чтобы снизить скорость охлаждения зоны сварки и позволить любому водороду, который попадает в жидкую сварочную ванну, диффундировать из стали в воздух.
В некоторых применениях, связанных с высокопрочными сталями, также может быть необходимо поддерживать температуру предварительного нагрева в течение определенного времени после завершения сварки, прежде чем сборка будет медленно охлаждаться до комнатной температуры.Позиция сварки
Следующее, что необходимо учитывать, это то, в каком положении сварки будут выполняться соединения. Если заготовка небольшая и с ней легко манипулировать на верстаке, то можно использовать электрод, предназначенный для выполнения сварных швов в плоском или горизонтальном положении. Это может быть выгодно для скорости наплавки металла шва, поскольку сварщик может работать быстрее.
Если заготовка большая или сборка не может быть перемещена и требует вертикальной или потолочной сварки, то электрод должен быть предназначен для использования во всех положениях. Это означает, что предпоследняя цифра в его обозначении равна 1. Например, E49Электрод № 18 обеспечивает наплавку металла с минимальной прочностью на растяжение 490 МПа и предназначен для использования во всех положениях сварки (1).
Цифра 8 означает, что он имеет базовое покрытие или покрытие с низким содержанием водорода.Атмосферостойкие стали
Некоторые марки стали известны как атмосферостойкие стали. Они содержат небольшое количество меди и предназначены для использования без какого-либо защитного покрытия. Они поступают в эксплуатацию неокрашенными и предназначены для такого использования, потому что медь заставляет оксидный слой, образующийся на их поверхности, прилипать к поверхности и предотвращать дальнейшее окисление.
Электроды для сварки атмосферостойкой стали могут потребоваться для выполнения сварных швов, которые по коррозионной стойкости и эксплуатационному цвету аналогичны основному металлу. Стандарты, такие как CSA W59, определяют требуемый электрод. Стандарт также разрешает использование различных электродов, если соответствие цвета не имеет значения, и необходимо согласовать только коррозионную стойкость.
Обозначения высокопрочных сталей
Для сварки высокопрочных сталей в обозначении электрода должно быть больше стандартных четырех или пяти цифр, которые есть у электрода из простой углеродистой стали.
Электрод из простой углеродистой стали отформатирован, как и в предыдущем 4918 пример. Электроды из более прочной стали имеют такие суффиксы, как -A1, -B2H, -NI3, -D1 и -D2. Эти суффиксы указывают на конкретный химический состав и применимость электродов. При сварке высокопрочной стали с пределом прочности при растяжении более 550 МПа важно обращать внимание на суффикс, потому что он говорит вам, можно ли использовать электрод для данного применения, например, если сварной узел подлежит термообработке после сварки.Например, много лет назад я читал курс в компании, которая восстанавливала крупные детали оборудования. Я упомянул, что конкретный электрод, E5518-B9, содержит ванадий и не должен использоваться, когда сборка будет подвергаться термообработке после сварки, потому что ванадий в металле сварного шва, который подвергается термообработке после сварки, может привести к тому, что металл сварного шва станет хрупким и легко разрушится.
Когда я это сказал, два человека в конце комнаты быстро покинули класс.
Вскоре после этого они вернулись с коробкой электродов. Они отметили, что время от времени, когда они отправляли отремонтированное оборудование обратно в эксплуатацию, сварные швы немедленно разрушались. Электроды, которые они привезли, действительно были ванадиевыми.Суть дела заключалась в том, что отделу закупок было приказано купить электроды класса E5518, но это было все, что им сказали. Цель отдела закупок состояла в том, чтобы купить самые дешевые электроды, которые они могли бы предоставить с учетом предоставленных спецификаций. Поэтому, когда электроды, содержащие ванадий, иногда появлялись в продаже в то же время, когда у них была заявка на электроды для заполнения, они покупали электроды E5518-B9. Большинство других типов электродов E5518, например -B1, -B2, -B3, -B3L, -B6, -C1, -C2 и -D3, не содержат ванадий, и их покупка не составит проблемы. Вот почему отказы сварки случались не постоянно, а лишь изредка. Проблема заключалась в том, что при покупке не было предоставлено достаточно информации для покупки правильных электродов.
Это хорошее напоминание о том, что всегда происходит ряд ошибок, прежде чем кто-то сварит не тем электродом и произойдет сбой. Это цепочка событий, которая приводит к сбою, и если одно звено разорвано, сбоя можно избежать. Несколько более прочных электродов могут соответствовать одинаковым требованиям к прочности, свариваемости и водороду, и каждый из них будет иметь определенный химический состав, который придает ему различные свойства, предназначенные для конкретных применений.
Кто бы ни определял электроды для работы, он должен учитывать процедуру сварки, которая будет использоваться, и конечное использование конечного сварного изделия. Все это необходимо хорошо понимать, прежде чем выбрать правильный электрод, чтобы избежать проблем при запуске производства и вводе деталей в эксплуатацию.
Кен Торн — международный инженер по сварке Канадского бюро сварки, [email protected].
CWB Group, 800-844-6790, www.cwbgroup.org
How To Stick Weld — MechanicWiz.
Com11 июня 2021 г. самые сложные процессы для изучения. Специально для тех, кто не занимается сваркой каждый день или новичок в сварке. Опытные сварщики облегчают этот процесс. Они берут жало, вставляют в него электрод и один за другим делают нам потрясающе выглядящие сварные швы, которые приводят окружающих в трепет.
Ваши базовые навыки сварки электродом можно легко освоить, если вы теоретически знаете, что делать, и умеете применять полученные знания. Прежде всего, вы должны подумать, где и какой тип сварочных материалов вы будете сваривать. Знание того, где вы будете сваривать, и материалов, которые вы собираетесь сваривать, поможет вам определить точные процессы, которым вы собираетесь следовать, и какую настройку машины вы должны использовать.
Содержание
- Что такое сварка электродом?
- Среда и условия сварки, подходящие для сварки электродом
- Как выбрать сварочный электрод?
- Какая сила тока или мощность требуется для сварки электродом?
- Значение подготовки шва
- Установка тока
- Определение длины дуги
- Как манипулировать электродом?
- Угол перемещения или угол электрода
- Скорость перемещения
- Предостережение при сварке электродом
- 9007
Что такое сварка электродом?
youtube.com/embed/4MKuUICV6-c?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Ручная сварка — сокращение от SMAW. SMAW означает дуговую сварку защищенным металлом. Этот вид сварки получил свое название из-за электрода, которым сваривается металл. Электроды имеют форму «стержня ». Сварка стержнем — это общий термин для обозначения этого типа сварного шва во всей сварочной промышленности.
Используя самое простое объяснение, Arch Welding использует электричество, чтобы расплавить палку/электрод/металлический присадочный стержень. Это приводит к тому, что и электрод, и металлические соединения плавятся и соединяют вместе два куска металла одновременно. Затем одновременно заполнить стык присадочным металлом. Электрод — это термин, используемый в промышленности.
Среда и условия сварки, подходящие для сварки электродом
Метод сварки, который вы должны использовать, зависит от нескольких факторов, но один фактор должен иметь решающее значение при вашем выборе, и этот фактор — место, в котором вы собираетесь сваривать.
Если вы собираетесь сваривать в помещении, у вас может быть выбор из множества методов сварки. Но если вы свариваете на открытом воздухе, у вас есть только ограниченный выбор, и ваш лучший вариант — сварка электродом.Это связано с тем, что у вас наверняка возникнут трудности с сваркой TIG, MIG и другими методами сварки на открытом воздухе, поскольку эти методы не идеальны для сварки на открытом воздухе, где сильный ветер может играть решающую роль. Однако сварка стержнем, безусловно, идеально подходит для сварки на открытом воздухе, поскольку ее удобно использовать даже в ветреную погоду. Более того, им можно сваривать практически все виды металлов, в том числе и те металлы, которые уже подвержены коррозии.
Как выбрать сварочный электрод?
Выбор сварочного электрода для стержневой сварки предполагает понимание прочности сварного шва, которую может обеспечить электрод. Например, электрод под названием «6011» может выдерживать предел прочности при растяжении 60 000 фунтов на квадратный дюйм, а электрод 7018 имеет предел прочности при растяжении 70 000 фунтов на квадратный дюйм.
Следовательно, вы должны принять к сведению первые две цифры электрода, чтобы определить предел прочности на разрыв сварного шва на квадратный дюйм.Точно так же, если вы хотите вычислить прочность на растяжение сортированной стали, вы должны просто посмотреть на число, связанное со сталью. Сталь A36, например, имеет прочность на растяжение 36 000 фунтов на квадратный дюйм. Следовательно, если вы знаете предел прочности стали, вы также будете знать тип электрода, который собираетесь использовать. Всегда имейте в виду, что сварной шов должен быть как минимум в два раза выше предела прочности свариваемой стали. Однако последние две цифры стержня электрода относятся к защитному газу стержня или флюсу. Следовательно, если у стержня последние две цифры выше, это означает, что он имеет большее количество экранирующего потока.
Какая сила тока или мощность требуется для сварки электродом?
С помощью сварочного аппарата на 140 ампер вы можете сварить что угодно. Часто люди попадаются в ловушку тактики производителя «максимальной толщины металла» и в конечном итоге покупают сварочный аппарат большего размера.
Это просто способ увеличения продаж! Даже на электростанциях, в производственных цехах и на верфях нет необходимости в сварочных аппаратах мощностью более 130 ампер. С помощью 130 ампер можно сваривать металл неопределенной толщины. Корпус корабля толщиной в один дюйм можно сварить, используя всего 120 ампер.Значение подготовки шва
Перед сваркой необходимо подготовить свариваемые швы. Соединения должны быть тщательно очищены от ржавчины, воды или масла. При этом на стыках не должно быть краски. Если вы не участвуете в процессе подготовки шва, в конечном итоге вы можете выйти из строя со своим сварным швом. Кроме того, если вы используете алюминий или алюминиевые сплавы, вам не следует использовать гидроксид натрия или любой очиститель с уровнем pH выше 10.
Настройка тока
Ваш выбор электрода обычно определяет тип настройки тока, который вы должны использовать. Он может определить, нужно ли вам настроить или использовать отрицательный постоянный ток, положительный постоянный ток или переменный ток.
Как опытный сварщик, вы можете легко измерить диаметр контактного наконечника электрода. Вы также можете легко определить усилие электрода на основе спецификации машины. Кроме того, вы можете определить время сварки.Однако установка требуемого сварочного тока может показаться вам несколько сложной, учитывая, что сопротивление свариваемых деталей чаще всего неизвестно. Вы можете упростить процесс установки тока, если собираетесь использовать цифровой запоминающий осциллограф. Вы также можете использовать токоизмерительные клещи или вольтметр, чтобы узнать необходимую настройку тока при сварке.
Должен ли ваш прибор работать на переменном или постоянном токе, отрицательном, постоянном положительном, все зависит от выбранного электрода. Постоянный ток – это прямая полярность, которая выдает отрицательный электрод, который, в свою очередь, сваривает тоньше, металл лучше. Положительные электроды дают примерно на 10% больше инфильтрации при указанной силе тока, чем переменный ток.
Поэтому установите его правильно и в соответствии с требованиями применения сварного шва. Правильная настройка зависит от типа электрода и выбранного диаметра. Большинство производителей электродов указывают рабочий диапазон электрода на прилагаемом материале или коробке. Основываясь на требованиях к электроду, положении сварки и визуальном осмотре чистового сварного шва, выберите правильную силу тока. Как правило, для каждого электрода диаметром 0,001 дюйма необходимо подготовить 1 ампер. При работе над головой убедитесь, что в качестве сварочного положения используется на 15% меньше тепла по сравнению с плоским сварным швом. По одному регулируйте сварочный аппарат на пять-десять ампер, пока не достигнете желаемого значения.Определение длины дуги
Правильная длина дуги обычно зависит от электрода и области применения. Хорошим советом было бы убедиться, что длина дуги не превышает диаметр металлической части электрода. Более того, если вы держите электрод очень близко к стыку, вы склонны уменьшать сварочное напряжение и в конечном итоге вызывать неустойчивую дугу, которая обычно гаснет сама по себе или вызывает более быстрое замерзание электрода.
Конечным результатом этого является создание бусины с явно высокой короной.Как обращаться с электродом?
Несмотря на то, что существуют запатентованные способы манипулирования электродом, у каждого сварщика есть свой собственный способ манипулирования электродом. Точно так же у каждого сварщика свой стиль сварки, и обычно этот стиль вырабатывается постоянной практикой, наблюдением за другими или методом проб и ошибок. Было бы хорошо отметить, что перемещение электрода из стороны в сторону подходит для создания более широкого валика на более широком или толстом материале. Кроме того, многократные проходы были бы хороши для охвата более широкой области. Однако в некоторых случаях сварной шов будет выглядеть как рыбья чешуя. Это происходит, когда ваше движение вперед слишком быстрое, и вы не задерживались долго в стороны.
Угол перемещения или угол электрода
Угол перемещения при сварке электродом обычно зависит от положения, в котором вы занимаетесь при сварке.
Если вы выполняете сварку в горизонтальном, плоском или потолочном положении, вам следует использовать технику сварки наотмашь или волочением. Это можно сделать, удерживая электрод перпендикулярно суставу. Находясь в этом положении, вы можете наклонить верхнюю часть электрода примерно на пять-пятнадцать градусов от направления движения электрода. Однако, если вы попытаетесь выполнить вертикальную сварку, вы должны использовать переднюю или толкающую технику. Это можно сделать, наклонив верхнюю часть электрода на угол до 15 градусов от направления движения.Скорость путешествия
Сначала необходимо создать сварочную ванну желаемого диаметра. После этого вы можете двигаться со скоростью, позволяющей оставаться на одну треть впереди лужи. Если ваше движение будет слишком медленным, тепло будет двигаться к ванне, а не к сварному шву. Это может вызвать холодную притирку из-за неглубокого проникновения. С другой стороны, если скорость перемещения слишком высока, это может привести к уменьшению проникновения, образованию сильно изогнутого буртика и недостаточному заполнению.