Как варить вертикальный шов электросваркой, видео — сварка треугольником
Содержание
- Как варить вертикальный шов электросваркой: правильная сварка инвертором для начинающих
- Сваривание вертикала
- Общие определения
- Виды соединений
- Встык
- Внахлест
- Как сваривать вертикальный шов при тавровом или угловом соединении
- Сварка угловых швов
- Положение в пространстве
- Как правильно варить вертикальный шов электросваркой
- Как варить вертикальный шов дуговой сваркой по технике снизу вверх
- Как правильно сварить вертикальный шов электросваркой по технологии сверху вниз
- Горизонтальное соединение
- Как правильно варить потолочный вертикал
- Управление положением проводника
- Параметры для вертикального сварочного шва
- Инструкция для начинающего сварщика
- Зачистка швов
- Дефекты
- Непровар
- Подрез
- Прожог
- Поры и наплывы
- Трещины
- Как варить вертикальный сварочный шов
- Особенности вертикальной сварки
- Как варить вертикальный шов?
- Вертикальный шов полуавтоматом
- Создание шва электродом
- Техника сверху вниз
- Техника снизу вверх
- Принципы вертикальной сварки
- Условия для качественного вертикального шва
- Подготовительные работы
- Возбуждение сварочной дуги
- Первые шаги
- Как делаются валики
- Техника получения хорошего сварного соединения
- Как продолжить сварку после её остановки?
- Как получаются вертикальные швы
- Как электросваркой сварить потолочный шов
- Как варятся угловые швы
- Как варятся стыковые швы
- Подбор сварочных электродов
- Зачем прокаливают электроды
- Заключение
- Обозначение сварных швов
- Условное изображение сварных швов на чертежах согласно ГОСТ 2.
 312-72 «Условные изображения и обозначения швов сварных соединений»
312-72 «Условные изображения и обозначения швов сварных соединений» - Примеры обозначения сварных швов.
- Пример 1.
- Пример 2.
- Пример 3.
- Пример 4.
- Пример 5.
- Пример 6.
- Как варить вертикальный и горизонтальные швы электросваркой
- Общие определения сварных швов
- Как варить вертикальный шов
- Техника сварки снизу вверх
- Техника сварки сверху вниз
- Технология сварки горизонтального шва
- Контроль длины электрической дуги
- Управление электродом
- Перемещение электрода и сила тока
- Таблица соответствия тока, электрода, толщины металла
- Инструкция начинающего сварщика
- Выводы
Как варить вертикальный шов электросваркой: правильная сварка инвертором для начинающих
06Дек
- By: Семантика
- Без рубрики
- Comment: 0
В статье расскажем о том, как правильно варить вертикальный сварочный шов электродом и электродуговой сваркой, какие проблемы встречаются в работе и как с ними справляться.
Сваривание вертикала
Сварщики часто сталкиваются с ситуацией, когда сварное соединение нужно проводить в разных плоскостях, это случается с потолочными конструкциями и боковыми. Иногда это детали, расположенные под углом, в остальных случаях они прямые, но имеют неудобный доступ – на потолке. Основная сложность в том, что на расплавленный металл действует сила притяжения, поэтому может получиться некрасивый, а главное, нефункциональный подтек.
Общие определения
Есть несколько типов шва в зависимости от того, где они располагаются. По направлению:
- вертикальный;
- горизонтальный.
По плоскости:
- нижний;
- верхний;.
- боковой.
Самый простой проходит по горизонту и находится внизу, на рабочем столе. Тогда очень просто следить за образуемой сварной ванной, а само наплавление ложиться аккуратно и последовательно, вне зависимости от того, как движется электрод.
Виды соединений
Сварщик может накладывать шов с одной стороны или с двух, в последнем случае это увеличивает надежность, но бывает иногда затруднительным. Тогда силы компенсируются, не происходит разломов или деформаций. Также есть 4 классических типа сваривания в зависимости от расположения двух частей изделия:
Тогда силы компенсируются, не происходит разломов или деформаций. Также есть 4 классических типа сваривания в зависимости от расположения двух частей изделия:
- встык – заготовки находятся двумя краями близко друг к другу, без зазоров;
- тавровое – перевернутая буква «Т», то есть на горизонтальную плоскость прикладывается вертикальная;
- внахлест – одна металлическая плашка накладывается на другую;
- угловое – наиболее трудное, потому что надо добиться правильного угла при соединении.
Расскажем подробнее. Или можно посмотреть этот видеоурок:
Встык
В основном применяется при работе с листами или трубами. Зазор должен составлять не более 1-2 мм (здесь будет находиться расплавленный металл). Сами элементы должны быть жестко зафиксированы. Иногда требуется предварительный задел кромок (их скос, чтобы получилось углубление для наплавления) – при толщине стали более 4 мм. Учтите, что чем глубже полость, чем лучше соединение, но сам процесс затрачивает больше электродов (присадочной проволоки на полуавтомате) и длиться дольше.
Внахлест
Подходит для листов, имеющих не более 8 мм в толщину. Они накладываются один на второй и провариваются с двух сторон, в обратном случае образуется зазор, в котором может возникнуть очаг коррозии.
Здесь основная особенность – в угле наклона электрода. Он должен находиться под 15-45 градусов от верхней поверхности. Если меньше, то шов получится на нижней плашке, больше – на верхней. В любом случае не будет надежного контакта.
Как сваривать вертикальный шов при тавровом или угловом соединении
Технология в обоих случаях остается прежней, визуально изделия напоминают букву «Т» в первой ситуации, и «Г» – во второй. Иногда требуется обработка заранее, это зависит от того, насколько толстые заготовки. Рассмотрим в таблице:
Толщина металла | Количество проходов | Обработка кромок |
До 4 мм | 1, с одной стороны | Не требуется |
От 4 до 8 мм | 2, двусторонний | Не требуется |
От 8 до 12 мм | 1, со стороны разделки | Предварительный скос под 45 градусов |
От 12 мм | 2, двусторонний | Два скоса вертикальной плоскости |
При угловом соединении сваривание можно проводить изнутри или снаружи, от этого зависит то, с какой кромочной части будет сниматься излишек. Также можно делать двойной проход. Для наглядности посмотрим на схему:
Также можно делать двойной проход. Для наглядности посмотрим на схему:
Если угол проваривается внутри, то важно расположить электрод по направлению биссектрисы, то есть ровно посередине. Сварщики называют этот метод «в лодочку», потому что две заготовки образуют подобие плавсредства. Но если вы работаете с неоднозначными по толщине стальными листами, то более прямое воздействие должно оказываться на толстый металл, как на изображении:
Сварка угловых швов
При работе появляется несколько трудностей. Первая заключается в том, что с вертикально расположенной заготовки расплавленный металл стекает вниз. Вторая появляется в случаях, когда для работы взял неподходящий, слишком большой в диаметре электрод. Его кончик просто не помещается в углу.
Избежать этого просто. Изначально при розжиге электродуги и при заполнении всего пространства следует делать вращательные движения. Первое прикосновение – к вертикали и под большим наклоном, затем проводник следует постепенно выравнивать под 45 градусов и выше, а кончик – опускать на горизонталь, затем повторять по кругу. Техника отлично изображена на рисунке:
Техника отлично изображена на рисунке:
Положение в пространстве
Здесь все очень просто в теории, и нелегко – при исполнении. Проще всего представить это так: пройдитесь глазами по комнате, сколько там есть прямых линий, столько и возможностей для соединения у сварщика. Как на этой картинке:
Как правильно варить вертикальный шов электросваркой
Чтобы преодолеть силу притяжения, необходимо придерживаться двух основных принципов:
- Кристаллизация металла должна проходить быстрее, чем при обычной работе. Этого можно добиться, если количество расплавленного сплава будет меньше. То есть нужно поддерживать минимальную длину электродуги – перемещать электрод прерывистыми движениями, похожими на постукивание.
- Лучшее движение – снизу вверх. Так, внизу будет образовываться затвердевшая масса, которая не даст металлическому составу сливаться вниз.
Но не всегда второй принцип может быть реализован. Бывают ситуации, когда нужно изменить направление. Ниже расскажем, что для этого требуется сделать.
Ниже расскажем, что для этого требуется сделать.
Как варить вертикальный шов дуговой сваркой по технике снизу вверх
Сперва следует по всей линии сделать короткие, до 2 см, прихваты. Они соединяют два листа и препятствуют дальнейшему смещению или деформации в связи с нагревом.
Угол наклона проводника не должен быть меньше 45 градусов, больше – допустимо вплоть до 90. Сам электрод должен быть направлен вверх. Начало работы происходит в самой нижней точке. Скорость передвижения – небольшая. Необходимо следить за ванной, чтобы она не была слишком большой.
Если сварщик производит соединение конструкции со стенками, превышающими 4 мм, то допустимо производить поперечные движения, например, елочкой. Они увеличивают прочность. Посмотрим варианты на изображении:
Как правильно сварить вертикальный шов электросваркой по технологии сверху вниз
Чтобы добиться хорошего контроля за движением расплава, следует изменять угол электрода. Сперва он должен располагаться под 90 градусов. Когда первый наплав произойдет, нужно подвинуть проводник ближе – на 70-75.
Когда первый наплав произойдет, нужно подвинуть проводник ближе – на 70-75.
Остальные хитрости остаются прежними. Опытные сварщики считают, что хоть в таком направлении варить труднее, но результат – намного лучше по прочности и внешнему виду.
Горизонтальное соединение
Это более простая наука, но сила притяжения продолжает работать, если сами свариваемые поверхности располагаются вертикально. Справа налево или наоборот – зависит от техники специалиста и его удобства.
Считается нормой постоянное поддерживание дуги, но если не получается держать под контролем сварочную ванну, можно несколько раз гасить и зажигать электродугу.
Ширина провара зависит от выбранного рисунка (См. выше), а отсутствие подтеком – от силы тока. Она должна быть минимальной, но достаточной для работы. Выбирается опытным путем. Второй вариант – увеличить скорость передвижения проводника, чтобы снизить количество расплавленного металла.
Как правильно варить потолочный вертикал
Это наиболее трудная задача, выполнить ее помогут рекомендации:
- Положение электрода – 90 градусов к поверхности.
- Дуга – короткая.
- Скорость перемещения – постоянная, высокая.
- Рисунок – круговой, чтобы сделать шире свариваемую область.

Важно применять средства защиты.
Управление положением проводника
Есть три возможные расположения электрода:
Углом вперед | Горизонтальные, вертикальные, потолочные конструкции, трубы, тонкостенные заготовки, так как получается широкий расплав и небольшая глубина |
Назад | Угловые стыки и толстые образцы, которые нужно глубоко проваривать |
Прямой | Труднодоступные места |
Параметры для вертикального сварочного шва
Есть стандартные рекомендуемые значения, но мы советуем испытать опытным путем выставляемый режим.
| Диаметр электрода, мм | Сварочный ток при положении шва, А | ||
|---|---|---|---|
| нижнее | вертикальное | потолочное | |
| 3 | 70 — 100 | 70 — 80 | |
| 4 | 120 — 150 | 100 — 120 | 100 |
| 5 | 150 — 180 | 130 — 150 | — |
Инструкция для начинающего сварщика
Новичкам рекомендуем проверить рабочее место на соответствие техники безопасности:
- Прочная одежда с закрытыми руками и ногами. Обувь – из твердой кожи. Обязательно наличие специальных очков или маски.
- Аппарат должен быть исправным. Познакомьтесь с ним, проверьте различные режимы.
- Подготовьте пространство: уберите легковоспламеняющиеся предметы.
Зачистка швов
Сперва следует с помощью молотка и зубила сбить брызги – окалину. Если выпуклое соединение вам не подходит, и вы уверены в глубине и прочности провара, то можно воспользоваться специальной шлифовкой по металлу.
Посмотрим на видео, как это делают опытные сварщики:
Дефекты
Расскажем, с чем может столкнуться каждый при неправильном выполнении работ.
Непровар
В стыке остаются полости воздуха или несоединенной стали.
Результат – непрочное соединение. Причина – малая сила тока или слишком быстрое перемещение электрода.
Подрез
По сути, это канавка, которая образуется так – сварная ванна очень широкая, поэтому заготовка прогревается на большое расстояние. Капля расплава сходит вниз, а на месте образуется полость. Чтобы этого не допустить, следует уменьшить электродугу. Очень характерно для вертикалов или углов.
Чтобы этого не допустить, следует уменьшить электродугу. Очень характерно для вертикалов или углов.
Прожог
С этим сталкивается каждый новичок, желающий усилить подачу электричества. Образуется полость. Здесь посоветовать можно одно – нужно плавно вести электрод, подолгу не оставлять его на одном месте. Подробнее о дефектах и причинах на видео:
Поры и наплывы
По сути это неровности – в одном месте кристаллизация прошла быстрее, а в другом – медленнее. Обычно виной этому неправильно подобранные электроды (просто некачественные) или сквозняк. Выглядит это так:
Трещины
Они означают, что соединение недостаточно прочное для оказанных нагрузок. Необходимо повторно провести процедуру.
В статье мы рассказали, как правильно варить вертикальный шов инвертором или электродуговой сваркой для начинающих. Для закрепления материала посмотрим видеоролик:
Как варить вертикальный сварочный шов
Электрическая сварка предусматривает оказание воздействия электрической дуги на обрабатываемый металл. Она формируется между изделием и используемым электродом из токопроводящего материала. Слишком высокая температура становится причиной расплавки металла, за счет чего и происходит соединение отдельных деталей. Место соединения принято называть сварным швом. Для изменения его показателей меняются технические параметры сварки, к примеру, амплитуда и скорость движения. Следует рассматривать особенности вертикальной сварки подробнее.
Как варить вертикальный шов
Особенности вертикальной сварки
Проводимая сварка вертикальных швов характеризуется довольно большим количеством различных особенностей. К ним можно отнести следующие моменты:
- При тепловом воздействии на сплав образуются капли, которые стремятся скатится вниз. Этот естественный процесс создает довольно много трудностей, так как раскаленные капли не позволяют оказывать качественное воздействие на обрабатываемую зону.
- Рекомендуется делать вертикальные швы более короткой дугой, за счет чего действие сил поверхностного натяжения упрощает переход электрода в кратер шва.
- Для того чтобы дать капле затвердеть во время проведения сварки нужно отводить стержень в сторону. Отсутствие источника тепла приводит к тому, что металл быстро кристаллизуется.
- В верхней зоне, как правило, металл плавится быстрее. При этом процесс кристаллизации ускоряется в зоне стыков и соединения.
- Важно правильно выбирать показатель силы тока. Как правило, он выбирается из более низкого диапазона, нежели при проведении обычных сварочных работ.
- Есть возможность использовать точечную технологию, которая обеспечивает относительно низкое крепление двух элементов.
Положение сварных швов в пространстве
Вертикальная сварка довольно сложно дается неопытным мастерам, но она проводится крайне часто. Это связано с тем, что заваривают электродом самые различные дефекты и им создают ответственные, а также несущие конструкции.
Применяя подобный способ сварки важно соблюдать все правила и рекомендации, так как в противном случае вертикальный шов получиться некачественным
Как варить вертикальный шов?
Существует довольно много правил, соблюдение которых позволяет повысить качество получаемого шва. Исключить вероятность стекание капель раскаленного металла довольно сложно.
Исключить вероятность стекание капель раскаленного металла довольно сложно.
Основными рекомендациями можно назвать нижеприведенные моменты:
- Электрическая дуга должна быть исключительно короткой. Длинная может привести к расплыванию сплава, так как он стекает под воздействием силы притяжения.
- На момент поджога рабочая часть размещается исключительно перпендикулярно обрабатываемой поверхности. При этом важно, чтобы он располагался перпендикулярно обоим обрабатываемым поверхностям, за счет чего и обеспечивается высокое качество обработки.
- При работе рекомендуется наклонять электрод немного вниз. За счет выдерживания острого угла можно обеспечить задержку раскаленного металла, не давая ему стекать вниз.
- В некоторых случаях исключить вероятность стекания металла невозможно. Тогда рекомендуется увеличить показатель силы тока и ускорить перемещение рабочей части. Однако, при увеличении этого показателя нужно быть осторожным, так как это приводит к увеличению дуги. Кроме этого, рекомендуется увеличить ширину шва, перемещая инструмент со стороны в сторону.
 Однако, при увеличении этого показателя нужно быть осторожным, так как это приводит к увеличению дуги. Кроме этого, рекомендуется увеличить ширину шва, перемещая инструмент со стороны в сторону.
Однако, при увеличении этого показателя нужно быть осторожным, так как это приводит к увеличению дуги. Кроме этого, рекомендуется увеличить ширину шва, перемещая инструмент со стороны в сторону.Способы сварки в вертикальном положении
Приведенная выше технология намного проще в исполнении, если сравнивать вариант проведения электрода снизу вверх.
Вертикальный шов полуавтоматом
От качества сварочного шва зависит то, насколько прочной будет получаема конструкция и на какую нагрузку она будет рассчитана. Кроме этого, в некоторых случаях важно сохранить привлекательный эстетический вид. Больше всего проблем возникает с созданием вертикального сварочного шва, так как металл вытекает из ванны. Довольно распространенным вопросом можно назвать то, как варить вертикальный шов. Среди особенностей отметим нижеприведенные моменты:
- Проводится подготовка материала в зависимости от того, какие именно работы будут проводится. Учитывается толщина материала и степень обрабатываемости.
- Выбирается короткая дуга со средним показателем рабочего тока.
- Стержень со специальной обмазкой располагается под углом 80 градусов относительно обрабатываемой поверхности.
- Создавая вертикальный шов рекомендуется манипулировать стержнем по всей ширине формируемого валика.
Сварка полуавтоматом
Качественный вертикальный шов можно получить при сварке с отрывом дуги от поверхности. Для начинающих сварщиков подобный метод подходит в большей степени, так как проще в исполнении. Это связано с тем, что на момент отрыва дуги металл может остыть. Однако, есть и существенный недостаток – снижается показатель производительности.
Среди особенностей применения этого метода, связанного с отрывом стержня от поверхности, назовем нижеприведенные моменты:
- При сварке наконечник можно опирать на полочку сварного кратера.
- Схема движения рабочей части из сторону в сторону, за счет чего охватывается весь вертикальный шов. Кроме этого, можно применять схему петель или короткого валика при движении рабочей части сверху вниз.
- Устанавливаемая сила тока во многом определяет форму шва и его основные параметры. В общем случае рекомендуется снизить показатель на 5 А от обычного значения для конкретной толщины сплава

Стоит учитывать, что основные параметры проводимой работы практически во всех случаях выбираются экспериментально. Именно поэтому умения сварщика во многом определяют качество соединения и его надежность.
Создание шва электродом
Создаваемые швы электрическим инвертором имеют довольно обширную классификацию. При определении основных параметров учитывается тип соединяемых деталей. При рассмотрении того, как правильно варить вертикальный шов электросваркой, нужно учитывать их особенности. Наибольшее распространение получили следующие разновидности соединений:
- Стыковые.
- Тавровое.
- Внахлест.
- Угловое.
Создание шва электродом
Стоит учитывать, что для обеспечения стабильной дуги нужно провести очистку поверхности от самых различных загрязняющих веществ.
Именно поэтому сварка вертикального шва проводят при тщательной подготовке поверхности.Применяемые технологии позволяют получить качественный шов только при правильном выборе толщины электрода. Она должна быть несколько меньше, чем ширина шва, так как для исключения вероятности стекания сплава рекомендуется водить стержень из стороны в сторону.
Техника сверху вниз
Движением электрода сверху вниз можно варить только при применении электрода, который дает тонкий слой шлака. Среди особенностей этого процесса отметим следующие моменты:
- За счет применения подобного стержня в сварочной ванной материал затвердевает быстрее. При этом стекание расплавленного материала не происходит.
- Рекомендуется использовать электроды с пластмассовым и целлюлозным покрытием. Примером можно назвать марки ЛНО-9 и ВСЦ-2.
- Подобная технология характеризуется высокой производительностью. Именно поэтому если есть необходимость в увеличении производительности труда, то выбирается рассматриваемая технология.

Вертикальный шов сверху вниз
Эта техника не подходит для начинающих сварщиков, так как предотвратить стекание сплава достаточно сложно.
Техника снизу вверх
Подобная технология встречается крайне часто. Она характеризуется следующими особенностями:
- В начале работы стержень сварочного аппарата размещается перпендикулярно обрабатываемой поверхности.
- Как только произошло возбуждение дуги и образования первых капель, электрод рекомендуется немного наклонить.
- Концом стержня поддерживается короткая дуга и капли немного собираются, а при кратковременном его отведении дается время для остывания расплавленного материала и его кристаллизации.
- Можно сообщать поперечные колебательные движения. За счет этого исключается вероятность длительной задержки источника тепла в одной точке.
Вертикальный шов снизу вверх
Подобная техника позволяет получить качественный шов. Однако, она характеризуется низкой производительностью, так как приходится время от времени давать каплям остыть.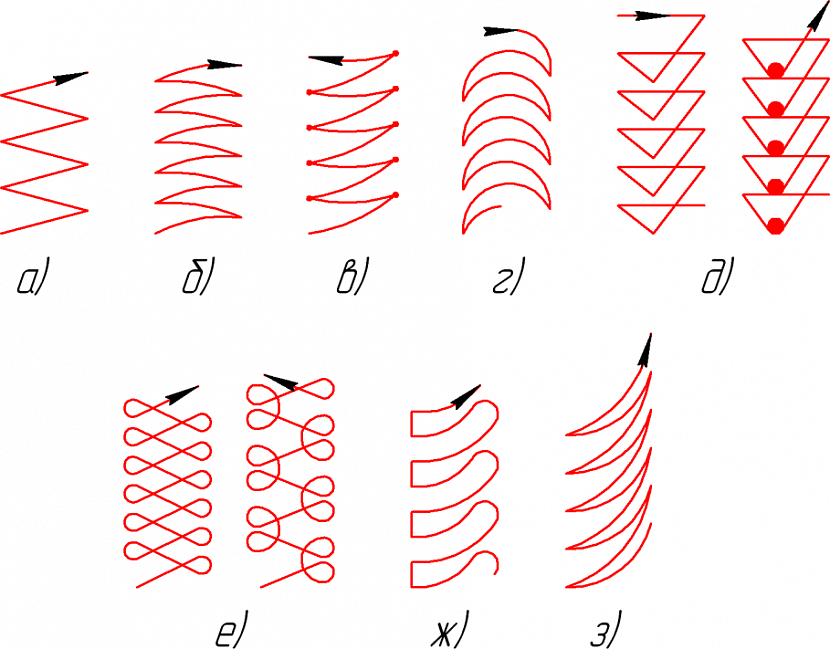
Принципы вертикальной сварки
Выделяют и несколько других распространенных технологий, которые могут применяться для получения шва. Среди них отметим:
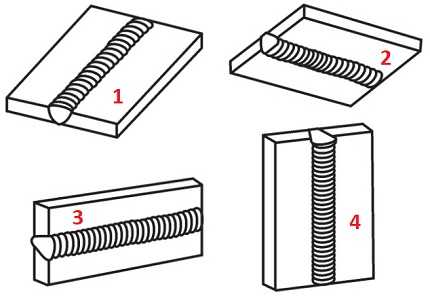
- Технология треугольника подходит для случая, когда толщина металла составляет не более 2 мм. Она должна проводится только после затупления кромок, которые будут соединяться. По форме получаемая ванная напоминает треугольник. Для подобной технологии рекомендуется выбрать электрод, диаметр которого составляет 3 мм. Сила тока должна быть не более 100 Ампер.
- Елочка применяется крайне редко, так как она подходит для основания с толщиной 2-3 мм. Она предусматривает хаотичное и сложное перемещение дуги.
- Лесенка применяется в том случае, если нужно образовать максимально широкий шов, кромки минимально притуплены. Среди особенностей подобной технологии можно отметить то, что стержень должен быстро переходить от одной кромки к другой при минимальном вертикальном перемещении. Надолго задерживать инструмент на крае не нужно, после чего его быстр переводить на противоположную сторону. Применяется лесенка в случае, когда толщина сплава составляет 4 мм.
 Применяется лесенка в случае, когда толщина сплава составляет 4 мм.
Применяется лесенка в случае, когда толщина сплава составляет 4 мм.Вертикальная сварка проще проходит при применении современного сварочного инвертора, который позволяет регулировать основные параметры с высокой точностью.
Условия для качественного вертикального шва
Практически все начинающие специалисты не знакомы с основными условиями получения качественного вертикального шва. Кроме этого, он должен характеризоваться высокой прочностью, быть выполненным качественно и иметь эстетичный вид.
Можно выделить несколько основных ошибок, которые допускаются при проведении подобной работы:
- На момент поджога стержень должен находится в перпендикулярном состоянии. Если будет угол, то дуга может быть нестабильной.
- Чем меньше длина дуги, тем быстрее происходит кристаллизация материала. За счет этого снижается риск появления подтеков. Однако, многие не соблюдают эту рекомендацию, так как небольшая дуга снижает показатель производительности.
- Стержень накланяется для снижения вероятности появления подтеков, но выдерживать острый угол достаточно сложно.
- При появлении подтека рекомендуется увеличить силу тока и ширину шва. За счет этого можно существенно ускорить процесс кристаллизации вещества.
Для получения соединения с высоким показателем качества нужно уделить внимание подготовительному этапу. Примером можно назвать удаление пыли и грязи, остатков краски и масла, ржавчины. В некоторых случаях проводится точечная сварка, за счет чего риск появления потеков снижается в несколько раз.
Качественный вертикальный шов
В заключение отметим, что качество сварочного шва зависит от довольно большого количества параметров. Примером можно назвать мастерство сварщика или характеристики соединяемых материалов. В зависимости от некоторых из приведенных выше параметров проводится выбор наиболее подходящей технологии.
Самым надежным и прочным способом соединения деталей остается сварочный шов.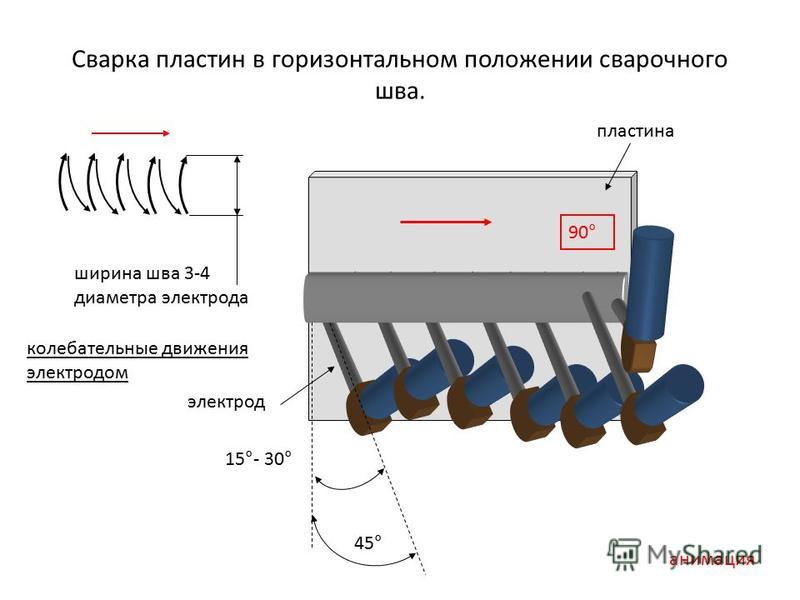 Без сварки сегодня не может обойтись ни одно производство, применяется она и в быту. Практически каждый домашний умелец обязательно использует сварку.
Без сварки сегодня не может обойтись ни одно производство, применяется она и в быту. Практически каждый домашний умелец обязательно использует сварку.
Конечно, не все умеют правильно сваривать детали, им приходится пользоваться услугами профессиональных сварщиков. Но при большом желании, можно научиться сваривать детали своими руками.
Самой простой считается электросварка. Именно с нее начинается изучение сварочного процесса. Только после приобретения определенного опыта в получении хорошего шва, можно приступать к выполнению сложной работы. Давайте познакомимся с основами сварочного технологического процесса и его нюансами.
Подготовительные работы
Прежде чем начать сварку, детали сначала выправляют и затем хорошо чистят. Причем очищать детали необходимо до начала сборки узла. Появление дефектов сварочного шва обычно связано с различными видами загрязнений:
- Ржавчины;
- Масла;
- Окалины.
Очень важно хорошо зачистить металл там, где будут проводиться сварочные работы. Это касается кромок каждой детали. Любое загрязнение в щели между свариваемыми деталями, должно быть обязательно удалено. Можно выжечь грязь сильным пламенем горелки, продуть мощной струей сжатого воздуха.
Это касается кромок каждой детали. Любое загрязнение в щели между свариваемыми деталями, должно быть обязательно удалено. Можно выжечь грязь сильным пламенем горелки, продуть мощной струей сжатого воздуха.
Очищать поверхность можно самыми разными способами:
- Щеткой с металлическим ворсом;
- Иглофрезами;
- Гидропескострйными системами;
- Дробью;
- Горелкой;
- Шлифовальным кругом;
- Травлением;
- Растворителем.
После подготовки инструментов и материала, давайте разберемся по шагам как правильно варить электросваркой.
Возбуждение сварочной дуги
Чтобы возбудить дугу, существует несколько способов.
Вариант 1. Сварщик кончиком электрода должен прикоснуться к металлической поверхности, затем быстро отвести его назад на несколько миллиметров (2 – 4). Как результат появится дуга. Её длина поддерживается медленным опусканием электрода. Все зависит от величины расплавления. Перед тем как образуется дуга, лицо работника обязательно должно быть закрыто защитным щитком.
Все зависит от величины расплавления. Перед тем как образуется дуга, лицо работника обязательно должно быть закрыто защитным щитком.
Вариант 2. Возбудить сварочную дугу можно и другим способом. Кончиком электрода сварщик быстро проводит по металлической поверхности, затем также быстро поднимает его на пару миллиметров. Между электродом и поверхностью металлом появится дуга. Во время сварки необходимо стремиться поддерживать очень короткую дугу. Возле шва будут образовываться небольшие капли металла. Плавление электрода будет плавным и спокойным. Шов получается глубоким и прочным.
Если размер дуги будет слишком длинным, основной металл недостаточно хорошо проплавится. Металл электрода при сварке начнет окисляться, появятся сильные брызги. Шов после такой сварки будет неровным, с многочисленными окисными вкраплениями.
Длину дуги можно легко определить по звуку её горения. Если длина имеет стандартные значения, звук будет однотонным и равномерным. Очень длинная дуга начнет издавать резкие звуки, которые будут постоянно сопровождаться сильными хлопками.
Если дуга оборвалась, ее возбуждают снова. Кратер, на котором оборвалась дуга, тщательно заваривают. Если необходимо сварить очень важный узел, который будет эксплуатироваться при знакопеременной нагрузке, а также возможно появление «усталости», категорически запрещается возбуждать дугу прямо на поверхности основного металла. Если возбуждение будет происходить не по шву, возможно появление «ожога» металла. В этом месте шов может просто разрушиться при эксплуатации детали.
Первые шаги
Чтобы научиться, хорошо сваривать детали, сначала практикуются на ненужных металлических валиках. Не требуется создавать соединительные швы, необходимо просто научиться правильно расплавлять материал. Поверхность металла не должна иметь следов ржавчины и быть хорошо очищенной.
Как делаются валики
Электрод вставляется в держатель. Чтобы вызвать появление тока в области плавления, достаточно чиркнуть по поверхности металла кончиком электрода, или просто постучать несколько раз по заготовке.
Когда появится электрическая дуга, электрод направляется на заготовку, с выдержкой постоянного зазора между поверхностью металла и электрической дугой. Зазор должен иметь постоянное значение, и лежать в диапазоне 3–5 миллиметров.
Важно! Чтобы получить качественный шов, необходимо все время поддерживать одинаковую длину дуги. Если изменить эту величину, дуга может прерваться, шов будет иметь много дефектов.
Направление электрода делается под определенным углом относительно плоскости заготовки. Самым оптимальным считается угол в 70 градусов, Наклон не имеет определенного значения, главное чтобы сварщику было удобно. В процессе работы сварщик сам находит для себя оптимальное положение, в зависимости от специфичности выполняемой работы.
Во время таких практических занятий нужно научиться правильно, подбирать силу тока, чтобы подача все время оставалась стабильной. Если тока будет недостаточно, дуга будет постоянно гаснуть. При очень мощном потоке, начнется проплавление металла. Только экспериментальным путем можно научиться, правильно устанавливать режим сварки.
Только экспериментальным путем можно научиться, правильно устанавливать режим сварки.
Техника получения хорошего сварного соединения
Когда валики начнут получаться ровными, можно попытаться начать изготавливать соединительные швы. Такую операцию сможет выполнить достаточно опытный практикант, который умеет варить электросваркой.
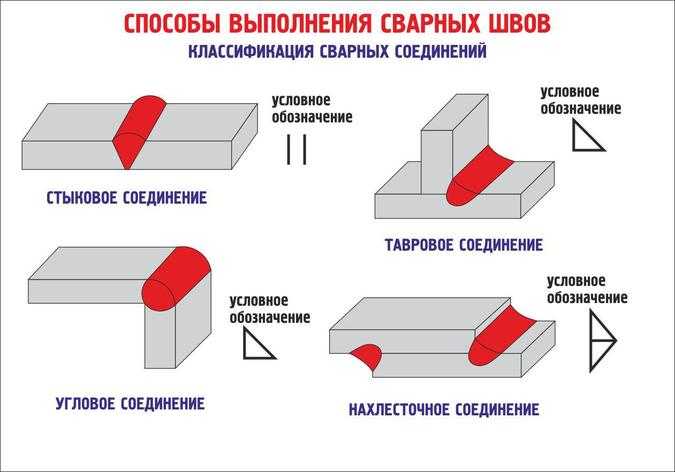
Зажигание электрода выполняется согласно описанной выше технологии. Единственным отличием будет движение руки сварщика. Она будет выполнять колебательные движения. Расплав будет как бы переходить с одной поверхности детали на другую. Движение может происходить по нескольким траекториям:
- Зигзагообразная;
- Петлевидная;
- Елочкой;
- Серпом.
Для тренировки можно взять небольшую металлическую заготовку. По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
После того, как шов остыл нужно молотком отбить шлак и рассмотреть проделанную работу.
Когда появился небольшой опыт можно начинать изготавливать соединительные швы, которые имеют несколько видов:
- Тавровые;
- Стыковые;
- Угловые;
- Внахлест.
Кроме того, такие швы могут быть горизонтальными и вертикальными, могут свариваться в разных направлениях.
Только после многочисленных тренировок можно добиться равномерного движения руки. После этого можно получить красивые детали.
Как продолжить сварку после её остановки?
Так как варить электросваркой длинный шов без остановки невозможно, приходится менять электрод или были другие причины прерывания, то на месте остановки получается небольшое углубление, получившее название: кратер. Для возобновления работы, необходимо выполнить следующие действия:
1.Дуга должна зажигаться не на самом кратере. Необходимо отступить от него 12 мм. Затем ее медленно пододвигают к кратеру.
2.Колебательными движениями тщательно заваривается сам кратер.
3.После этого можно продолжать сварку, выдерживая установленный режим. Для получения надежного соединения, сварка должна иметь несколько слоев:
- Заготовка, толщиной 6 мм – 2 слоя;
- При толщине 6–12 мм – 3 слоя;
- Если толщина металла превышает 12 мм – 4 слоя.
Движение электрода в каждом слое должно быть одинаковым. Сварочный шов, после завершения операции обрабатывают, снимая все излишки.
Как получаются вертикальные швы
На рисунке 69а, показана вертикальная сварка. Так как варить вертикальный шов электросваркой достаточно проблемно из-за того, что капли расплава стремятся упасть, то нужно варить такие швы используют короткую дугу. Поверхностное натяжение не дает каплям сразу скатиться вниз. Они быстрее попадают в кратер.
Кончик электрода убирают от капли, чтобы она стала твердой. Вертикальную сварку нужно начинать снизу, постепенно двигаясь наверх. Нижележащий кратер не даст упасть каплям металла. Смотри рисунок 69в. При работе можно наклонять электрод. Когда его наклоняют вниз, сварщик видит, как распределяются капли в месте разделки шва.
Смотри рисунок 69в. При работе можно наклонять электрод. Когда его наклоняют вниз, сварщик видит, как распределяются капли в месте разделки шва.
Когда нужно выполнить вертикальную сварку, начинаются с верхней точки, электрод необходимо установить в положение I. Смотри рисунок 69г.
Когда капли начинают опускаться, электрод устанавливается в положение II. Капля не будет стекать, ей не позволит короткая дуга.
Наиболее подходящим диаметром электродов для вертикальной сварки, считаются 3 – 4 мм. Величина тока не должна быть очень высокой, примерно 160 ампер.
Чтобы добиться минимального стекания расплава, когда свариваются горизонтальные швы (смотри рисунок. 70, а), кромки скашиваются у одной верхней детали.
Возбуждение дуги должно происходить на нижнем торце (положение I). Затем дуга переводится на торец верхней детали (положение II). Стекающая капля начинает подниматься.
Как должен двигаться конец электрода, когда выполняется однослойная горизонтальная сварка, можно посмотреть на рисунке 70а, в правой стороне.
Горизонтальные швы разрешается варить в виде продольных валиков. Самый первый должен вариться 4 миллиметровым электродом, а все остальные, диаметром 5 миллиметров.
Это основные нюансы, которые позволят правильно варить вертикальный шов электросваркой.
Как электросваркой сварить потолочный шов
Частый вопрос: как варить потолочный шов электросваркой, ведь он стекает? Ответ прост: такие швы варятся короткой дугой. Сварочный электрод должен иметь тугоплавкое покрытие. Когда происходит сварочный процесс, на торце возникает чехольчик, который не позволяет каплям металла, скатиться вниз. (Смотри рисунок. 70, б). Во время работы конец электрода равномерно удаляют, а потом приближают к свариваемой детали. Когда удаляется, дуга сразу гаснет, шов начинает твердеть. Чтобы выполнить потолочную сварку, независимо от направления, пользуются только электродами малых диаметров. Сила тока уменьшается (10-12%), если сравнивать сварку металла аналогичной толщины, производимой внизу.
Когда свариваются потолочные швы, начинают всплывать пузырьки газа. Они оказываются в самом корне шва. От этого страдает прочность и качество сварного соединения.
Применение потолочной сварки имеет ограниченный характер. О ней вспоминают, когда невозможно получить шов из нижнего положения.
Как варятся угловые швы
Расплавленный металл при этой сварке, будет стекать вниз. Оптимальным способом сварки подобных швов из нижнего положения, считается «в лодочку». Деталь устанавливается таким образом, чтобы не происходила течь шлака прямо перед дугой. (Смотри рисунок. 68, а).
Когда сваривается угловой шов, при горизонтальном расположении нижней плоскости, иногда плохо провариваются вершины угла.
Причиной образования такого непровара может стать начало сварочного процесса с листа, стоящего вертикально. Расплавленный металл начинает стекать вниз, на лист, не успевший хорошо прогреться. Именно поэтому варить такие швы нужно с нижней плоскости. Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.
Движение должно осуществляться согласно схеме рисунка 68 б.
Электрод наклоняется под 45 градусов, по отношению к свариваемым деталям. Во время сварки нужно электрод немного наклонять в разные стороны. (Смотри рисунок 68 в).
Если угловые швы варятся не «в лодочку», сварка делается однослойной, с катетом шва менее 8 мм. Если величина катета превышает это значение, выполняют несколько слоев.
Для сварки нескольких слоев углового шва, нужно сначала создать узкий валик. Для этого пользуются 3-4 мм электродом. Такой диаметр позволяет полностью проварить корень.
Чтобы определить количество проходов, учитывают размер площади поперечного сечения, имеющегося шва. Обычно эта величина равна 30—40 кв. миллиметров. Рисунок 68 г наглядно показывает, как должны выглядеть угловые швы с разным количеством слоев, имеющие разделку кромок, полностью проваренные.
Как варятся стыковые швы
Если кромки не имеют скосов, накладываемый валик должен иметь небольшое расширение с каждой стороны стыка. Чтобы не допустить непровара, требуется создать равномерное распределение расплавленного металла.
Чтобы не допустить непровара, требуется создать равномерное распределение расплавленного металла.
Только правильная установка тока и грамотный подбор электродов, позволит хорошо проварить 6 миллиметровый металл, если детали не имеют скоса кромок. Величина тока подбирается опытным путем. Для чего сваривается несколько пробных планок.
Если детали имеют V-образные скосы, стыковая сварка может быть однослойной или иметь несколько слоев. Главную роль в этом вопросе играет толщина металла.
Когда варится один слой, возбуждение дуги должно происходить в пункте «А», на границе скоса, согласно рисунку 67а. После чего электрод опускают вниз. Полностью проваривается корень шва, затем дугу отправляют на следующую кромку.
Когда электрод движется по скосам, его движение специально замедляют, чтобы обеспечить хороший провар. На корне шва, наоборот ускоряют движение, чтобы не допустить сквозного прожога.
На обратной стороне сварочного соединения, профессионалы советуют накладывать дополнительный подварочный шов.
В некоторых случаях на противоположную сторону шва монтируют стальную 2-3 миллиметровую подкладку. Для этого повышают сварочный ток, примерно на 20–30% относительно стандартной величины. Сквозное проплавление в данном случае полностью исключается.
Когда создается валик шва, стальная подкладка также приваривается. Если она не мешает конструкции изделия, ее оставляют. При сварке очень важных конструкций, делается проварка противоположной стороны корня шва.
Если нужно сварить стыковой многослойный шов, вначале проваривается корень шва. С этой целью используют электроды, диаметром 4–5 миллиметров. Затем выполняется наплавка следующих слоев расширенными валиками, для чего используются электроды больших размеров (Смотри рисунки 67, б, в).
Подбор сварочных электродов
Чтобы правильно выбрать подходящий электрод, необходимо учесть несколько важных параметров:
- Толщину заготовки;
- Марку стали.
В зависимости от вида электрода подбирается значение силы тока. Сварка может выполняться в самых разных положениях. Нижняя подразделяется на группы:
Сварка может выполняться в самых разных положениях. Нижняя подразделяется на группы:
- Горизонтальная;
- Тавровая.
Сварка вертикального типа может быть:
- Снизу вверх;
- Потолочная;
- Тавровая,
Каждый производитель в инструкции к электродам, обязательно сообщает значение сварочного тока, при котором они будут нормально работать. В таблице показаны классические параметры, применяемые опытными сварщиками.
На величину силы тока оказывает влияние пространственное положение, а также величина зазора. К примеру, чтобы работать с 3 миллиметровым электродом, сила тока должна достигать 70–80 ампер. Таким током можно пользоваться для выполнения потолочной сварки. Этого будет достаточно для сварки деталей, когда величина зазора намного превосходит диаметра электрода.
Чтобы варить снизу, при отсутствии зазора и соответствующей толщине металла, разрешается для обыкновенного электрода установить силу тока в 120 ампер.
Сварщики с большим опытом рекомендуют для расчета использовать определенную формулу.
Для определения силы тока берется 30–40 ампер, которые должны соответствовать одному миллиметру диаметра электрода. Другими словами, для 3 мм электрода нужно установить ток 90-120 ампер. Если диаметр равен 4 мм, сила тока будет равна 120–160 амперам. Если выполняется вертикальная сварка, сила тока уменьшается на 15 %.
Для 2 мм устанавливается примерно 40 – 80 ампер. Такую «двойку» всегда считают очень капризным.
Существует мнение, что если диаметр электрода имеет малые значения, значит с ним очень легко работать. Однако это мнение ошибочно. К примеру, чтобы работать с «двойкой» нужна определенная сноровка. Электрод быстро горит, он начинает сильно греться при установке большого тока. Такой «двойкой» можно варить тонкие металлы при малом токе, но необходим опыт и большое терпение.
Электрод 3 — 3.2 мм. Сила тока 70–80 Ампер. Сварка должна проводиться только на постоянном токе. Опытные сварщики считают, что выше 80 ампер, невозможно выполнить нормальную сварку. Это значение годится для резки металла.
Опытные сварщики считают, что выше 80 ампер, невозможно выполнить нормальную сварку. Это значение годится для резки металла.
Сварку нужно начинать с 70 Ампер. Если увидите, что невозможно проварить деталь, добавьте еще 5-10 Ампер. При непроваре в 80 ампер, можно установить 120 ампер.
Для сварки на переменном токе можно установить силу тока 110-130 ампер. В некоторых случаях устанавливают даже 150 Ампер. Такие значения характерны для трансформаторного аппарата. При сварке инвертором, эти значения намного ниже.
Электрод 4 мм. Сила тока 110-160 Ампер. В данном случае разброс, равный 50 амперам зависит от толщины металла, а также вашего опыта работы. «Четверка» также требует особого мастерства. Профессионалы советуют начинать со 110 ампер, постепенно увеличивая силу тока.
Электрод 5 миллиметров и больше. Такие изделия считаются профессиональными, их используют только профи. В основном их применяют для наплавки металла. В сварочном процессе они практически не участвуют.
Зачем прокаливают электроды
Это делается только с одной целью, удалить влагу. При сварке сырым электродом, возможно появление дефектов сварочного шва. Такой электрод будет все время липнуть к детали.
В каждой строительной компании обязательно установлено оборудование, которое прокалывает электроды. Такая операция недоступна сварщикам-любителям.
Если вы начали работать с новой пачкой, но не смогли израсходовать ее до конца, оставшееся количество электродов нужно спрятать в сухое и теплое место. Никогда не храните электроды в подвале и на чердаке. Они быстро отсыреют и придут в негодность.
Заключение
Правила сварки достаточно просты, стоит лишь несколько раз потренироваться на ненужном куске железа. Главное следуйте всем приведенным инструкциям и у вас точно все получится. Сможете варить дуговой сваркой и на потолке и на стене.
Обозначение сварных швов
Сварные конструкции характеризуются широким диапазоном применяемых толщин, форм и размеров соединяемых элементов, а также многообразием взаимного расположения свариваемых деталей.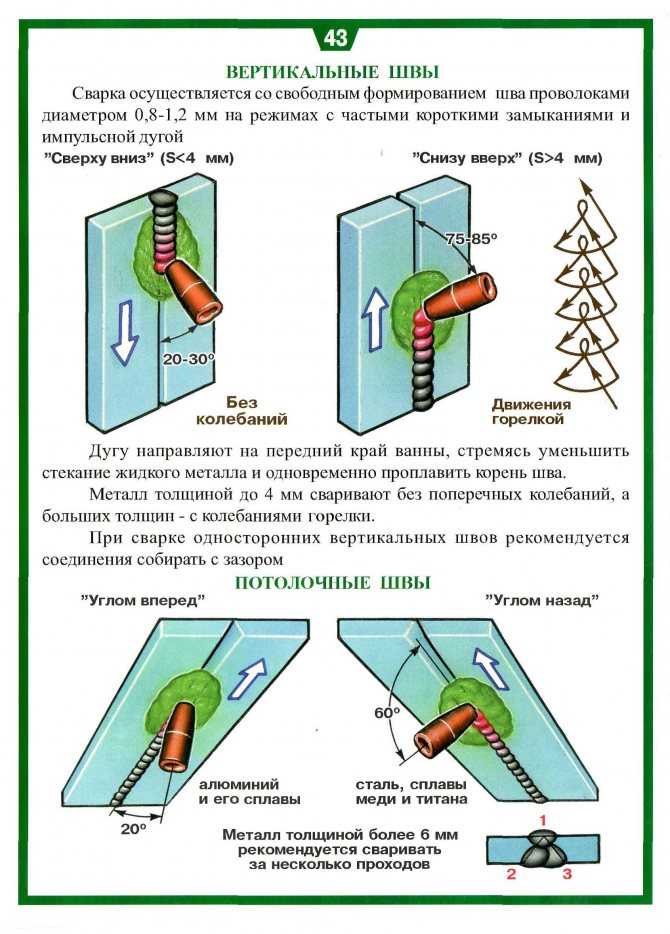 В зависимости от взаимного расположения свариваемых деталей различают пять типов сварных соединений (согласно ГОСТ 5264-80 «Швы сварных соединений, ручная дуговая сварка» и ГОСТ 14771-76 «Швы сварных соединений, сварка в защитных газах»):
В зависимости от взаимного расположения свариваемых деталей различают пять типов сварных соединений (согласно ГОСТ 5264-80 «Швы сварных соединений, ручная дуговая сварка» и ГОСТ 14771-76 «Швы сварных соединений, сварка в защитных газах»):
- стыковое – «С»
- торцевое – «С»
- нахлесточное – «Н»;
- тавровое – «Т»;
- угловое – «У».
В стыковом (С) сварном соединение поверхности свариваемых элементов располагаются в одной плоскости или на одной поверхности, а сварка выполняется по смежным торцам.
Стыковое соединение обеспечивает наиболее высокие механические свойства сварной конструкции, поэтому широко используется для ответственных конструкций. Однако, оно требует достаточно точной подготовки деталей и сборки.
Торцовое (С) соединение сваривается по торцам соединяемых деталей, боковые поверхности которых примыкают друг к другу.
Такие соединения используют, как правило, при сварке тонких деталей во избежание прожога.
В нахлесточном (Н) сварном соединении поверхности свариваемых элементов располагаются параллельно так, чтобы они были смещены и частично перекрывали друг друга.
Нахлесточные соединения менее чувствительны к погрешностям при сборке, но хуже чем стыковые работают при нагрузках, особенно знакопеременных.
Тавровое (Т) сварное соединение получается, когда торец одной детали под прямым или любым другим углом соединяется с поверхностью другой.
Тавровые соединения обеспечивают высокую жесткость конструкции, но чувствительны к изгибающим нагрузкам.
Угловым (У) называют соединение, в котором поверхности свариваемых деталей располагаются под прямым, тупым или острым углом и свариваются по торцам.
Все сварные соединения могут быть выполнены:
односторонними (SS)*, когда источник нагрева перемещается с одной стороны соединения;
двусторонними (BS)*, когда источник нагрева перемещается с двух сторон соединения. В таком сварном соединении корень стыкового шва находится внутри сечения.
* — обозначения, принятые в международных стандартах.
При сварке плавлением для обеспечения необходимой глубины проплавления выполняют разделку кромок. Форма разделки кромок, а также размеры параметров разделки (угол раскрытия кромок, величина зазора, притупление и др.) зависит от материала, толщины, способа сварки. На рисунке ниже приведены примеры некоторых разделок кромок.
Форма разделки кромок, а также размеры параметров разделки (угол раскрытия кромок, величина зазора, притупление и др.) зависит от материала, толщины, способа сварки. На рисунке ниже приведены примеры некоторых разделок кромок.
Условное изображение сварных швов на чертежах согласно ГОСТ 2.312-72 «Условные изображения и обозначения швов сварных соединений»
В соответствии со стандартом ГОСТ 2.312-72 для условного изображения сварного шва независимо от способа сварки используется два типа линий: сплошная, если шов видимый или штриховая, если шов невидимый.
На линию шва указывает односторонняя стрелка.
Стрелка может выполняться с полкой для размещения условного обозначения шва и при необходимости вспомогательных знаков. Условное обозначение размещают над полкой, если стрелка указывает на лицевую сторону сварного шва (т.е. если он видимый), или под полкой, когда шов расположен с обратной стороны (т.е. если шов невидим). При этом, за лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку.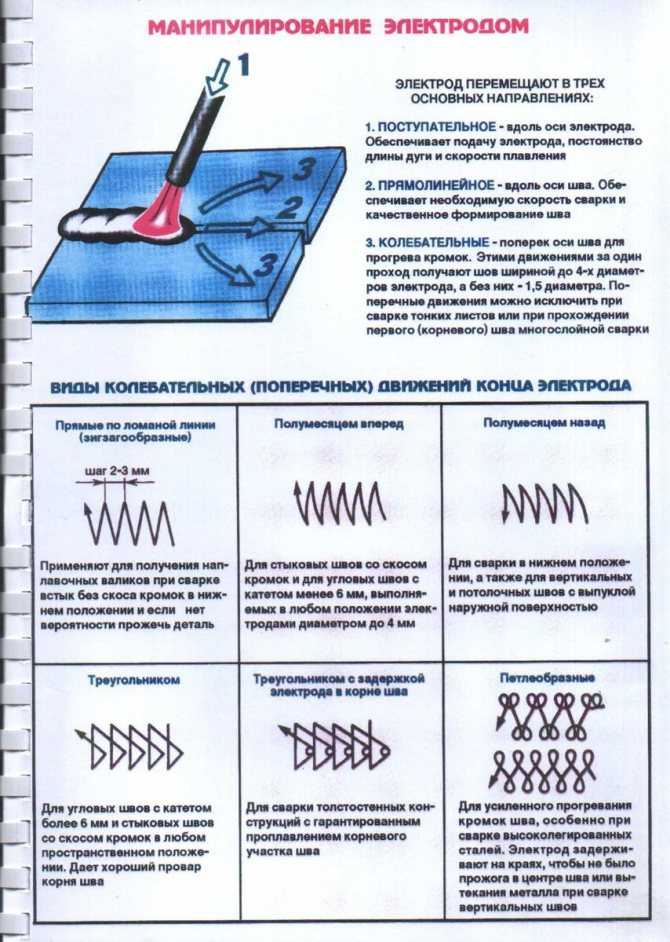 За лицевую сторону двухстороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. За лицевую сторону двухстороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
За лицевую сторону двухстороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. За лицевую сторону двухстороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
Вспомогательные знаки.
| Вспомогательный знак | Описание | Шов видимый | Шов невидимый |
|---|---|---|---|
| Шов выполнить при монтаже изделия (монтажный шов). | |||
| Шов по замкнутой линии. | |||
| Шов по незамкнутой линии. | |||
| Шов прерывистый с цепным расположением. | |||
| Шов прерывистый с шахматным расположением. | |||
| Снять выпуклость шва. | |||
| Наплывы и неровности шва обработать с плавным переходом к основному металлу. | |||
На приведенной ниже схеме показана структура условного обозначения стандартного сварного шва.
Буквенно–цифровое обозначение шва по соответствующему стандарту представляет собой комбинацию состоящую из буквы определяющей тип сварного соединение и цифры указывающей вид соединения и шва, а также форму разделки кромок. Например: С1, Т4, Н3.
Для обозначения сварных соединений используются следующие буквы:
- С – стыковое;
- У – угловое;
- Т – тавровое;
- Н – нахлесточное;
- О – особые типы, если форма шва не предусмотрена ГОСТом.
Условные обозначения швов для некоторых способов сварки представлены в таблице:
| Стандарт | Соединение | Условные обозначения швов |
|---|---|---|
| ГОСТ 5264-80. Швы сварных соединений, ручная дуговая сварка | Стыковое | С1 — С40 |
| Тавровое | Т1 — Т9 | |
| Нахлесточное | Н1 — Н2 | |
| Угловое | У1 — У10 | |
| ГОСТ 14771-76. Швы сварных соединений, сварка в защитных газах | Стыковое | С1 — С27 |
| Тавровое | Т1 — Т10 | |
| Нахлесточное | Н1 — Н4 | |
| Угловое | У1 — У10 |
Обозначения способа сварки (А, Г, УП и другие) указывается в стандарте, по которому выполняется указанный на чертеже процесс сварки.
Условные обозначения некоторых способов сварки представлены ниже, например:
- А – автоматическая сварка под флюсом без применения подкладок и подушек и подварочного шва;
- Аф – автоматическая сварка под флюсом на флюсовой подушке;
- ИН – сварка в инертных газах вольфрамовым электродом без присадочного металла;
- ИНп – сварка в инертных газах вольфрамовым электродом, но с присадочным металлом;
- ИП – сварка в инертных газах плавящимся электродом;
- УП – сварка в углекислом газе плавящимся электродом.
Примеры обозначения сварных швов.
Пример 1.
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний выполняемый дуговой ручной сваркой (С13 по ГОСТ 5264 — 80) при монтаже изделия (). Усиление снято с обеих сторон (). Параметр шероховатости поверхности шва: с лицевой стороны – Rz 20 мкм; с оборотной стороны — Rz 80 мкм.
Параметр шероховатости поверхности шва: с лицевой стороны – Rz 20 мкм; с оборотной стороны — Rz 80 мкм.
Пример 2.
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов углового соединения без скоса кромок, двусторонний (У2 по ГОСТ 11533–75) выполняемый автоматической дуговой сваркой под флюсом (А по ГОСТ 11533–75) по замкнутой линии.
Пример 3.
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов стыкового соединения без скоса кромок, односторонний, на остающейся подкладке (C3 по ГОСТ 16310–80), выполняемый сваркой нагретым газом с присадкой (Г по ГОСТ 16310–80).
Пример 4.
Шов таврового соединения без скоса кромок, двусторон-ний прерывистый с шахматным расположением (Т3 по ГОСТ 14806-80) выполняемый дуговой ручной сваркой в защитных газах неплавящимся металлическим электродом (РИНп по ГОСТ 14806-80). Катет шва 6 мм (Δ6 ), длина провариваемого участка 50 мм, шаг 100 мм (Z).
Катет шва 6 мм (Δ6 ), длина провариваемого участка 50 мм, шаг 100 мм (Z).
t ш — длинна провариваемого участка шва
t пр — длинна участка шага прерывистого шва
Пример 5.
Шов соединения внахлестку без скоса кромок, односторонний (Н1 по ГОСТ 14806-80), выполняемый дуговой сваркой в защитных газах плавящимся электродом (ПИП по ГОСТ 14806-80). Шов по незамкнутой линии (). Катет шва 5 мм (Δ5).
Пример 6.
Шов соединения внахлестку без скоса кромок, односторонний (Н1 по ГОСТ 14806-80), выполняемый дуговой полуавтоматической сваркой в защитных газах плавящимся электродом (ПИП по ГОСТ 14806-80) . Шов по замкнутой линии (круговой шов ). Катет шва 5 мм (Δ5).
При наличии на чертеже нескольких одинаковых швов условное обозначение шва указывается только у одного из них, а применительно к остальным одинаковым швам указывается только их порядковые номера (на месте где должно быть расположено условное обозначение шва). При этом, на линии выноске, имеющей полку с нанесенным обозначением шва также, допускается указывать количество одинаковых швов (26, как показано на этом примере).
Швы считаются одинаковыми, если:
- одинаковы их типы и размеры конструктивных элементов в поперечном сечении;
- к ним предъявляются одни и те же технические требования.
Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией выноской.
Обозначение чистоты механически обработанной поверхности шва (шероховатости) наносят после условного обозначения шва, или приводят в технических требованиях чертежа.
| а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображают с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу.
В результате неравномерного нагрева сварного соединения при сварке возникает остаточная пластическая деформация укорочения, приводящая к образованию остаточных напряжений. Характер распределения этих напряжений зависит от многих факторов (геометрических размеров сварного соединения, режима сварки и др.). В зависимости от толщины свариваемых элементов в сварном соединении может иметь место плоское или объемное напряженное состояние.
Характер распределения этих напряжений зависит от многих факторов (геометрических размеров сварного соединения, режима сварки и др.). В зависимости от толщины свариваемых элементов в сварном соединении может иметь место плоское или объемное напряженное состояние.
При сварке небольших толщин, как правило, имеет место плоское напряженное состояние. Принято компоненты такого напряженного состояния называть продольными (действующими вдоль оси шва) и поперечными (действующими перпендикулярно оси шва).
Ниже рассмотрены эпюры распределения остаточных напряжений в типовых сварных соединениях. При сварке встык достаточно широких небольшой толщины пластин характер распределения остаточных напряжений представлен на рисунке справа. Как это видно, остаточные продольные напряжения распределены в поперечном сечении по ширине неравномерно. В сварном шве и прилегающей к нему зоне действуют напряжения растяжения, а в остальной части сечения действуют напряжения сжатия. Причем, как правило, максимальные напряжения в зоне сварного шва достигают значения, равного значению предела текучести (σт) металла. Таким образом, в продольном направлении в стыковом сварном соединении можно выделить две зоны: зона действия напряжений растяжения и зона действия напряжений сжатия.
Таким образом, в продольном направлении в стыковом сварном соединении можно выделить две зоны: зона действия напряжений растяжения и зона действия напряжений сжатия.
Поперечные напряжения также распределены неравномерно. Срединная часть испытывает напряжения растяжения, а концевые участки — напряжения сжатия. Величина максимальных напряжений σу зависит от длины шва и, как правило, не превышает значения 0,3 σт. Поэтому их не всегда принимают во внимание.
При сварке встык пластин большой толщины имеет место объемное напряженное состояние.
Как показали исследования и опыт эксплуатации сварных конструкций при действии остаточного напряжения остаточные сварочные напряжения не оказывают влияния на прочность, если материал изделия достаточно пластичный, что является характерным для большинства металлов. При действии переменных нагрузок остаточные сварочные напряжения сжатия повышают усталостную прочность, а напряжения растяжения, складываясь с рабочими напряжениями в месте их концентрации, существенно снижают сопротивляемость усталостному разрушению.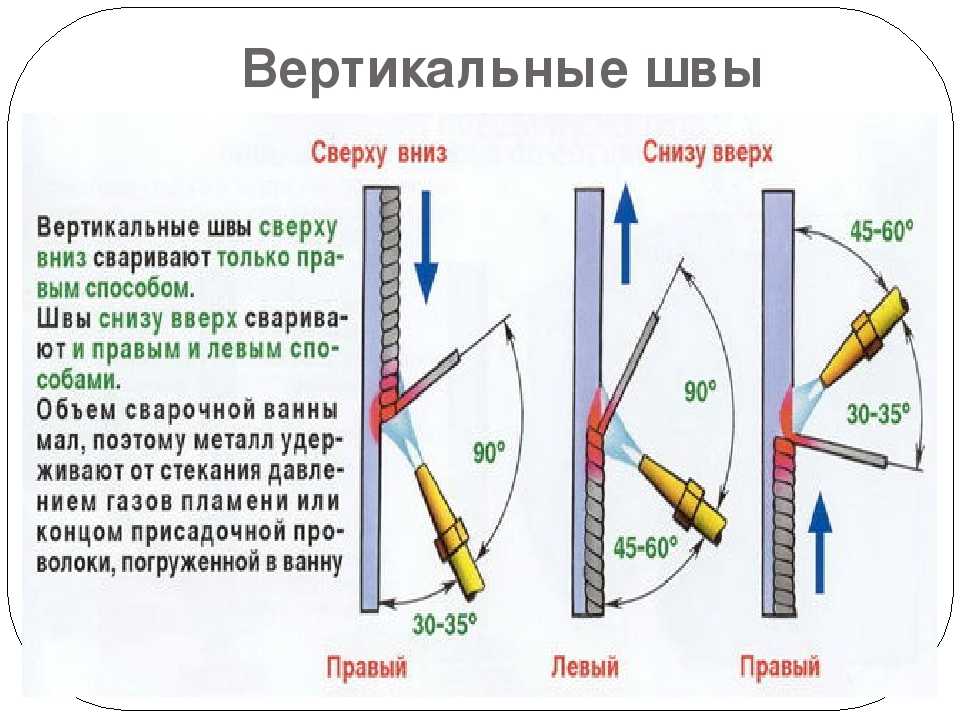
Поскольку напряжения не являются физической величиной непосредственное их определение не возможно. Их можно определить через измерение какой-либо физической величины, которая связана с напряжением расчетной зависимостью. Такой величиной может быть упругое линейное изменение, т.е. деформация. Связь между напряжениями и упругими деформациями описывается законом Гука. Таким образом, под термином измерение напряжений следует понимать его определение путем измерения деформации (это так называемый механический метод. Существуют и другие методы, например, оптический, магнито-упругий, ультразвуковой и т.д.). Следовательно, все сводится к измерению упругой деформации в направлениях соответствующего вида напряженного состояния. Линейное — в одном направлении, плоское — в двух, объемное — в трех.
Как варить вертикальный и горизонтальные швы электросваркой
Электросварка является одним из технологических решений по объединению различных частей металлов. Предусматривается нагрев заготовок до температуры плавления при помощи электрической дуги. Аппараты электрической дуговой сварки нашли свое применение в самых разных областях производства и в частном секторе.
Аппараты электрической дуговой сварки нашли свое применение в самых разных областях производства и в частном секторе.
Изменяя температуру электрической дуги, пользователь может сваривать между собой практически любые идентичные металлы. Но перед тем, как начать воплощать свои идеи в реальность, будущий сварщик должен внимательно изучить технику формирования сварочных швов. Ниже детально рассматриваются вопросы, как правильно варить вертикальный шов электросваркой и приемы, позволяющие правильно положить горизонтальный шов.
Общие определения сварных швов
Технологические операции по соединению металлов посредством электрической сварки тесно связаны с понятием сварного шва. Он образуется по завершению плавления металла электродуговой сваркой в процессе остывания. В зависимости от того, где выполняется соединение металлов, шов может располагаться вертикально или горизонтально. Помимо этого, различают боковое, верхнее или нижнее пространственное расположение стыков.
Самой простой в исполнении справедливо считается нижнее горизонтальное расположение сварного соединения. Именно в этом положении сварщику проще всего контролировать расплав. Остальные варианты, а именно – боковой и верхний, расположения сварного шва являются сложными. Чтобы выполнить их сварщику требуется потратить немало времени на изучение техники и основных приемов сварки. Потребуется немало времени, чтобы наработать практические навыки.
Именно в этом положении сварщику проще всего контролировать расплав. Остальные варианты, а именно – боковой и верхний, расположения сварного шва являются сложными. Чтобы выполнить их сварщику требуется потратить немало времени на изучение техники и основных приемов сварки. Потребуется немало времени, чтобы наработать практические навыки.
Читайте также: Обозначение сварных швов на чертежах по ГОСТу
Как варить вертикальный шов
Из-за того, что шов располагается вертикально, а сила тяжести действует постоянно, расплавленный металл устремляется вниз. Это основная сложность, которая не дает начинающему сварщику выполнить работу с более-менее приемлемым качеством.
Все действия специалиста в этом случае (помимо основной работы) направлены на удержании расплавленной массы в пределах рабочей области стыка. Решить задачу помогает стабильность в работе: электрическая дуга должна быть постоянной. Ее следует удерживать на минимально возможном расстоянии между сварочной ванной и электродом.
Техника сварки снизу вверх
Самый распространенный способ – сваривание по направлению от самой нижней точки стыка к верхней. Благодаря такому направлению перемещения обеспечивается стабильный контроль над расплавом, который проще удержать в пределах ванночки. Именно при таком способе сварки удается положить качественный шов и создать надежное соединение.
Естественно, перед началом процесса сварки, нужно подготовить кромки свариваемых деталей. Они обрабатываются абразивными материалами в точном соответствии с требованиями. Отдельно настраивается аппарат, выставляется нужное сопротивление, сила тока и выбирается наиболее подходящий электрод.
На первом этапе сварщик делает насколько прихватов длиной 1-2 см, которые равномерно располагаются по всей длине стыка. Это необходимо, чтобы избежать деформации поверхности соединяемых деталей в результате резкого повышения температуры. При вертикальном сваривании угол между электродом и рабочей поверхностью выдерживается в диапазоне 45-90 градусов.
Согласно разработанной инструкции действия сварщика состоят из четырех пунктов:
- Законтачить электрод к металлу, чтобы разжечь дугу.
- Сделать несколько прихваток по направлению от середины к краям. Они располагаются на приблизительно одинаковом расстоянии, а количество зависит от длины стыка.
- Формировать шов по направлению от нижней точки к верхней.
- Следить за тем, чтобы расплав не вытекал из рабочей ванночки.
Не нужно слишком быстро перемещать электрод. В этом случае невозможно добиться хорошего прогрева заготовок. Но не стоит и медлить, поскольку большое количество расплава станет причиной его стекания вниз. Скорость перемещения электрода должна обеспечивать оптимальное количество расплава в ванночке.
Вместе с поступательным движением снизу-вверх сварщик должен позаботиться и о поперечных движениях электрода полумесяцем, елочкой либо иным приемом. Стоит учесть, что техника поперечного перемещения расходников актуальна только в том случае, когда толщина соединяемых заготовок больше 4 мм.
При вертикальной сварке важно проходить стык в один заход без остановок. Именно это является основной сложностью для начинающих сварщиков. С опытом приобретаются нужные навыки, и вертикальная сварка перестает быть проблемой.
Техника сварки сверху вниз
Со временем сварщики так само без труда формируют вертикальные швы с перемещением электрода по направлению сверху-вниз. Здесь нужно знать о небольшой хитрости, без которой выполнение работы было бы очень проблематичным. При поджиге электрической дуги электрод нужно ставить под прямым углом относительно рабочей поверхности. После старта процесса держатель немножко следует опустить. До того момента, когда угол между электродом и металлом будет примерно 15-20 градусов.
Проводка электрода по стыку выполняется с поперечными движениями. Они могут быть прямыми (прямоугольными), пилообразными или волнообразными. Выбор способа – на усмотрение сварщика. Важно, чтобы расплат равномерно распределялся в ванночке и не вытекал из нее. Такой метод вертикальной сварки сложнее, чем при движении снизу-вверх. Но он пользуется популярностью у опытных специалистов, поскольку в результате получается более качественный и прочный шов.
Такой метод вертикальной сварки сложнее, чем при движении снизу-вверх. Но он пользуется популярностью у опытных специалистов, поскольку в результате получается более качественный и прочный шов.
Технология сварки горизонтального шва
Техника формирования горизонтального шва мало чем отличается от укладки вертикального. Особенности заключаются в изменении угла постановки расходных материалов. Направление перемещения электрода не имеет принципиального значения. Можно двигаться слева-направо или наоборот, справа-налево. Выбор зависит от предпочтений сварщика и условий выполнения операции.
Тем не менее, и здесь нужно придерживаться определенных правил. В противном случае, вытекание расплава из ванночки тоже вероятно. Необходимо выбрать такое расположение электрода, при котором сила горения электрической дуги была бы равна силе тяжести капель металла и направлена в другую сторону. Вполне вероятно, что потребуется опытным путем выбрать наиболее подходящую силу тока и скорость движения по стыку.
Как правило, горизонтальный шов проваривается непрерывным способом. Но в случаях, когда удержать расплав в ванночке сложно, рационально прибегнуть к другой методике. К примеру, в некоторых случаях периодическое гашение сварной дуги помогает получить более качественный результат. Все тонкости становятся более понятными с опытом. Не стоит отчаиваться, если на первых порах сварочный шов таковым можно назвать с большой натяжкой.
Формирование сварочного шва с нужной глубиной проварки и шириной достигается, благодаря аккуратному перемещению электрода от кромки одной заготовки к другой в поперечном направлении. При сваривании деталей с толщиной стенок до 4 мм используются различные приемы поперечного хода: форма рисунков сильно варьируется. Каких-то рекомендаций нет, и сварщик сам определяется с методом. Основное требование – добиться нужной глубины провара и оптимальной ширины шва.
Контроль длины электрической дуги
Под длиной дуги подразумевается величина зазора между поверхностью заготовки и горящим концом электрода, между которыми держится устойчивый электрический разряд. Один из основных постулатов грамотной работы электросварщика – удержание дуги оптимальной длины.
Один из основных постулатов грамотной работы электросварщика – удержание дуги оптимальной длины.
Руководство говорит о том, что в режиме сварки существует три дуговых промежутка:
- 1-1,5 мм – короткий;
- 2-3 мм – нормальной длины;
- 3,5-6 мм – длинный.
О том, что шов был проварен короткой дугой, свидетельствует так называемый «подрез» по краям. Он представляет собой небольшое углубление и свидетельствует о невысоком качестве сварного соединения в целом. Образуется дефект из-за слабого прогрева из-за слабого прогрева рабочей области в ширину.
Когда работы выполнялись длинной дугой, то плохо прогревался металл в глубину. Возникает это потому, что длинную дугу сложно удержать. Ее периодическое затухание неизбежно. Как результат – дефект прогрева и плохое качество сварного соединения.
Единственный вариант, который поможет сформировать качественный сварной шов – это нормальная дуга. Ее длину можно вычислить по формуле:
Ld = 0. 5*1,1 Dэ, где:
5*1,1 Dэ, где:
- Ld – длина сварной дуги;
- Dэ – диаметр используемого электрода.
Управление электродом
При выполнении сварочных работ угол наклона электрода определяется сварщиком и может быть прямым, вперед или назад по отношению к поверхности металла. Эти технологические приемы являются базовыми для того, чтобы позволить сварщику сформировать сварочный шов в различных производственных условиях.
К примеру, метод «углом вперед» часто применяется при потолочной сварке и для формирования вертикального шва. Помимо этого, техника успешно применяется при сваривании стыков труб, которые невозможно провернуть. Под прямым углом выполняются работы в труднодоступных для сварки местах. А вот техника с «углом назад» незаменима при соединении угловых стыков.
Передний угол расположения электрода востребован при работе с тонкостенными металлами. В этом случае формируется широкий прочный шов с малой глубиной проваривания. Когда же заготовки имеют толстые стенки, то целесообразней прибегнуть к методике «угла назад». Это обеспечивает глубокий прогрев металла.
Это обеспечивает глубокий прогрев металла.
Перемещение электрода и сила тока
Большое влияние на качество сварного шва оказывают два значимых фактора – сила тока и скорость перемещения электрода. Подача большого тока позволяет прогреть металл на большую глубину. В свою очередь, это дает возможность сварщику быстрее перемещать электрод, сохранив хорошее качество выполнения работы. Именно оптимальное соотношение силы тока и скорости подачи расходника обеспечивает качественное сварное соединение.
Таблица соответствия тока, электрода, толщины металла
| Сила тока, А | Диаметр электрода, мм | Толщина металла, мм |
|---|---|---|
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
Выбирая скорость для перемещения дуги, следует учитывать ее мощность. Чрезмерно быстрая подача при сравнительно небольшой мощности электрической дуги не позволяет достаточно хорошо прогреть металл на всю глубину. Получается, что шов просто «ляжет» на поверхность стыка, едва прихватив кромки. И, наоборот, при медленном перемещении в сочетании с достаточно мощным электрическим разрядом высока вероятность перегрева и деформации металла по линии сваривания. Если заготовки имеют тонкие стенки, то они могут прогореть насквозь.
Чрезмерно быстрая подача при сравнительно небольшой мощности электрической дуги не позволяет достаточно хорошо прогреть металл на всю глубину. Получается, что шов просто «ляжет» на поверхность стыка, едва прихватив кромки. И, наоборот, при медленном перемещении в сочетании с достаточно мощным электрическим разрядом высока вероятность перегрева и деформации металла по линии сваривания. Если заготовки имеют тонкие стенки, то они могут прогореть насквозь.
Инструкция начинающего сварщика
Для выполнения сварочных работ помимо соответствующего оборудования необходимо иметь и защитную экипировку. Стандартный набор состоит из таких элементов:
- Обувь, брюки, куртка и перчатки из прочного несгораемого материала.
- Головной убор из плотной ткани.
- Профессиональную защитную маску.
В работе следует использовать только исправный инвертор с надежно защищенной электрической частью. Кабель, который идет от сварочного аппарата к сети и рабочему месту, долен быть надежно изолирован с большим запасом мощности, чтобы выдерживать рабочие нагрузки.
Рабочее место сварщика в обязательном порядке комплектуется специальным столом, заземлением, противопожарными средствами и мощными осветительными приборами. Перед началом работ нужно детально ознакомиться с приемами выполнения электрических соединений.
Выводы
Чтобы приступить к выполнению сварочных работ вовсе не обязательно иметь соответствующее образование, но без соответствующих навыков и, хотя бы, минимального опыта не стоит рассчитывать на приемлемый результат. Со временем навыки будут совершенствоваться и появится реальная возможность выполнения более сложных задач. Теоретическую часть изучать никогда не поздно, а практика поможет лучше понять суть определенных производственных процессов.
Видео как варить вертикальный шов инвертором
Видео как варить вертикальный шов инверторомСтатьи
Главная › Новости
Опубликовано: 18. 05.2016
Сварка вертикального шва или как варить вертикал
Специалисты и профессионалы своего дела всегда понимают, что качественная работа и поставленные задачи достигают высокого уровня только при наличии надежного оборудования. Для того, чтобы его приобрести можно просмотреть множество предложений в интернете, но делать это вовсе необязательно. Различные модели самых необходимых инструментов различной направленности, испытательное оборудование www.signaltest.ru, электроизмерительные приборы и многое другое находится на сайте компании «Восток». Кроме каталога с обширным ассортиментом существует возможность воспользоваться услугами и выбрать самые удобные способы взаимодействия.
Как начинающим сварщикам варить тонкий металл (вертикальный шов)
Учимся варить вертикальный шов. (пособие по сварке)- Изготовление резервуаров
- Лист нержавейка Алматы
- Производство изделий из пластмасс, силиконов и резин
- Изделия из мрамора в современном интерьере
- Интернет-магазин бытовой техники Б/У
- Бани водяные
- Кронциркули
- Где купить аппарат конденсаторной приварки
- Сварка оптических волокон
- Оборудование для обработки металла
- Производство и продажа трубы ППУ
- Каппер кто это
- Компания 3М в Казахстане: Защита при сварке
- Строительная компания
- Разработка интернет магазина
- 3
- EMBOSS Изготовление пластиковых карт в Киеве
- 4
- Производство и продажа трубы ППУ
- интернет-магазин бытовой техники Б/У
Как правильно варить сваркой: инструкция и видео урок
Безусловно, наилучший способ решить вопрос, как правильно варить сваркой, это обратиться за помощью к профессиональному сварщику или хотя бы посмотреть видео урок для начинающих. Здесь действует золотое правило, и оно звучит так – лучше раз увидеть, чем сто услышать. Нужно, чтобы начинающий сварщик посмотрел через сварочную маску на свариваемый металл, и ему показали, где, что и каким образом надо делать.
Это проходят почти все сварщики, так как невозможно узнать принцип сварки, не познав этот процесс на вид. Лишь после этого, зная, каким образом происходит сама работа, можно начинать практическое освоение этого процесса – именно из практики и тысячи сваренных швов и состоит профессионализм. В этой статье мы расскажем, как научиться правильно варить электросваркой, дадим несколько уроков и полезных советов.
Меры безопасности
Для начала начнем с того, что расскажем немного о культуре этого процесса и чистоте. Сварка – это грязный процесс и, невзирая на то, что увлекательное, довольно опасное. Все опасности относятся с тремя вещами – возможность ожога, ослабление зрения и легкие, где скапливается со временем осадок, который ведет к неприятным болезням. От этого нужно защищаться и беречь себя максимально возможными способами – то есть, соблюдать правила безопасности, а именно:
- Органы дыхания. Увы, защитить легкие почти не получится – естественно, можно пользоваться респиратором, но это определенные неудобства в работе, тем более для начинающих. В общем-то, если речь идет о 5-10 минутах работы, это еще не так страшно, но если рассматривать полный рабочий день, то тут, к сожалению, респиратор не станет лучшим помощником.
- Защита глаз – эту фразу надо говорить очень громко. Ее необходимо запомнить как два плюс два. Без этого вопрос, как научиться правильно варить сваркой, просто не решается. Крик (или предупреждение) «Глаза!!!» необходим, чтобы работающие рядом люди смогли успеть защитить органы зрения от действия яркой дуги.
- Спецодежда – именно одежда в основном защищает от ожогов, которые появляются от попадания на кожу расплавленного металла, а также от большой дозы ультрафиолета. Сварщику нужно работать одетым, так сказать, с ног до головы, и эта одежда не является отнюдь легкой и тоненькой футболкой или шортами – это плотный брезент, одевающийся поверх нательного белья. Естественно, понятно, что летом эта экипировка вызывает некоторые сложности – сказать, что жарко работать, это просто промолчать. Безусловно, потихоньку привыкаешь, но вначале это очень неприятно.
И, конечно же, голова на плечах. Бездумное обращение со сваркой может быть чревато печальными последствиями, как для работы, так и для вас лично.
Как зажигать и удерживать дугу
Освоить, как правильно держать дугу это – скорей всего, основной момент. Но, не умея этого, решать вопрос, как научиться варить сваркой, можно и не начинать. Во время работы со сварочным аппаратом дугу нужно удерживать в любом положении тела. Это все приходит с практикой, и теория, и видео уроки, тут помочь почти ничем не смогут. Если все же попробовать описать весь процесс в теории, то будет выглядеть таким образом:
- Берем металл потолще (какую-то обычную болванку), выставляем на сварочном аппарате максимальный ток (хотя бы, на половину возможностей), подсоединяем к болванке массу, устанавливаем электрод, одеваем сварочную маску и пробуем прикоснуться кончиком стержня болванки. Начнет искрить, но ваша цель состоит в том, чтобы закрепить эту дугу и держать ее в течение долгого времени.
- Когда поймете и почувствуете, каким образом это происходит, можно попытаться передвигать электрод в каком-то направлении, смотря за происходящим. На этом этапе можно не уделять большого внимания непосредственно процессу сварки металлов – самое главное, это дуга, а точней, ее удержание.
- Когда дуга начнет получаться, на агрегате нужно сделать меньше ток и научиться включать дугу на небольших токах. Тут, опять же, все будет зависеть от вас. Просто начинаем учиться делать так, чтобы дуга не пропадала, а если и пропадала, то на короткое время, пока болванка не остыла.
Когда включение электрода и удержание дуги будет хоть как-то получаться, основную долю вашего внимания нужно будет перенести на болванку, а точнее, понять, где шлак, а где чистовой металл. Шлак имеет темный оттенок, а металл светлый. Первый обязан расходиться в стороны, а второй находится на свариваемом шве.
Принцип сварки металлов
В принципе, соединения металлов это несложный процесс для понимания – электрическая дуга плавит края соединяемого металла и в это же время наносит на соединение металл с электрода. Даже если просто провести электрод вдоль соединения, то шов заварится – каким образом он это сделает, это уже иной вопрос, это зависит от уровня мастерства непосредственно сварщика, а точней от того, как он правильно усвоил урок, как варить шов сваркой, и все нюансы, связанные с этим.
- Самое главное, что необходимо знать, это скорость наплавления материала – если проводить электрод быстро, то стык будет сделан с пропусками. Если это выполнять не спеша, то металл начнет сильно чрезмерно оплавляться, а иногда (при малой толщине соединяемых металлических листов) даже прожигаться. Опять же, этот момент необходимо определять экспериментальным путем.
- Это же относится и к силе тока, с которой делается сварка – сильный ток прожигает металл, слабый не полностью проваривает. По большому, сварщик сам для себя подбирает оптимальное напряжение и уже приспосабливается к нему. Спросите, как?
Существует такое определение, как сварка рваной дугой – то есть, во время работ, смотря за состоянием свариваемых материалов, вы просто на очень короткое время прерываете дугу, давая этим материалу чуть остыть. Как правило, по этой технологии происходит варка труб – металл надевается на шов, образно говоря, елочкой либо небольшими передвижениями электрода сперва слева направо, а затем наоборот.
По большому счету соединение труб сваркой – это отдельная тема, которая требует подробного описания. Если коротко рассматривать данный процесс, то происходит он в два этапа. Для начала, это заполнение соединения между двумя трубами (они соединяются стык в стык, между трубами в обязательном порядке обязан быть зазор в несколько миллиметров). И следующее, это усиление шва, оно делается под большим напряжением, на данном этапе работ убираются все огрехи и пропуски первого этапа.
Провар – если говорить проще, то глубина проплавления краев соединяемого металла. Опять-таки, тут есть тонкая грань, на которой и нужно сбалансироваться сварщику. Переходя данную грань, и сильно переплавляя металл, вы создаете с обратной стороны соединения наросты – они не принципиальны, когда речь идет о деталях, которые можно варить с обеих сторон. Но вот если рассматривать трубы, то тут данные наросты являются уменьшением диаметра трубы.
Если рассматривать недогрев, то тут подразумевается некачественный шов. Узнать плохо проваренный стык можно по обратной стороне детали – во время сварки металл (естественно, если он не имеет толщины больше сантиметра) с тыльной стороны обязан раскаляться докрасна. После сварочных работ на этом участке видны изменения в цвете металла и образуется окалина.
Сварка швов в разных плоскостях
Что еще нужно сказать относительно сварки, так это о горизонтальных и вертикальных стыках. Вертикальный шов делается чуть проще, что нельзя сказать о горизонтальном. Между прочим, тут есть один уникальный парадокс – начинающим сварщикам, по какой-то проще дается горизонтальный шов, а вот с вертикальными соединениями возникают проблемы. Как с вертикальный шов сваркой? По принципу рваной дуги – но в этом случае наплавляемый металл меньше вниз стекает.
И в конце темы, как правильно варить сваркой, расскажем коротко о потолочном шве, он среди прочих стыков считается самым проблематичным для начинающих. Вся сложность состоит, опять же, в стекании металла вниз. Чтобы это не произошло, потолочный шов необходимо варить быстро и с немного увеличенным током – здесь уже нужен опыт.
Источник
Как правильно варить потолочный шов электросваркой: инструкция, советы и рекомендации
Как быстро научиться варить потолочный шов электродом
Многие сварщики не любят варить потолочные швы, поскольку это самое неудобное и тяжёлое положение в сварке. Тем не менее, если нужно овладеть профессиональными знаниями сварщика, варить потолочные швы, так или иначе, придется.
Тем более что без сварки вертикальных соединений никак не получится выполнить ряд определённых работ. Неповоротные стыки труб или верхние элементы металлического каркаса, требуют потолочного шва.
Как варить потолочные швы и что следует знать? Можно ли быстро овладеть техникой сварки потолочных швов, самостоятельно?
Наплавка валиков
При перемещении электрода прямолинейно вдоль шва без колебательных движений наплавляется узкий (ниточный) валик. При наложении валика электрод следует держать наклонно, под некоторым углом к вертикальной линии, чтобы капли металла, перемещающиеся при расплавлении конца электрода в направлении его оси, попадали в расплавленный металл ванны. Электрод должен быть наклонен в сторону направления сварки. При этом глубина проплавления основного металла получается больше. Угол наклона а покрытого электрода к вертикали должен составлять 15—20°.
Изменяя наклон электрода, сварщик может регулировать глубину расплавления металла, способствовать лучшему формированию валика шва и влиять на скорость охлаждения ванны.
Узкий валик накладывают при проваре корня шва, сварке тонких листов, сварке горизонтальных и потолочных швов (независимо от числа слоев). Чем медленнее сварщик перемещает электрод вдоль шва, тем шире получается валик. В узком, но высоком валике объем наплавленного металла невелик, такой валик застывает быстрее, и растворенные в металле невыделившиеся газы могут вызвать пористость шва. Поэтому чаще применяют уширенные валики, которые также менее склонны к образованию кристаллизационных трещин. При выполнении их сварщик сообщает электроду колебательные движения поперек шва, причем конец электрода должен совершать три движения (рис. 65, а): поступательное I вдоль оси электрода сверху вниз, поступательное 2 вдоль линии шва и колебательное 3 поперек шва, перпендикулярно его оси. Колебательные движения электрода способствуют прогреву кромок и замедляют остывание сварочной ванны.
Схемы движений конца электрода при наплавке уширенных валиков показаны на рис. 65, б. В точках 1, 2 и 3 скорость перемещения электрода уменьшается, что способствует прогреванию кромок.
Лучшее качество имеют валики шириной, равной 2,5—3 диаметрам электрода. В этом случае все кратеры расплавленного металла 1, 2, 3 сливаются в одну ванну и обеспечивается наилучшее сплавление основного и наплавленного металла.
При слишком большой ширине валика металл в точке 1 затвердеет к тому моменту, когда дуга возвратится в точку 3, и в этом месте может образоваться непровар. Кроме того, понижается производительность сварки. На рис. 66, а показаны движения концом электрода, необходимые для прогревания обеих кромок, на
рис. 66, б — для прогревания только одной кромки (например, при сварке листов разной толщины). Для прогревания середины шва электрод перемещают по схеме, данной на рис. 66, в. Наплавляя валик, сварщик может находиться сбоку от шва и перемещать электрод слева направо или располагаться по оси шва и вести электрод «на себя» или «от себя».
После окончания наплавки валика остающийся в конце его кратер должен быть тщательно заварен, чтобы в этом месте не появилась трещина.
При сварке электродами с покрытиями необходимо обеспечить полную и равномерную защиту жидкого металла слоем расплавленного шлака. Шлак должен располагаться позади дуги, не смешиваться с расплавленным металлом и не затекать вперед дуги, т. е. не попадать на поверхность нерасплавленного металла. Металл поддерживается достаточное время в жидком состоянии, чтобы частицы шлака всплыли на поверхность ванны и шлак успел раскислить металл.
Администрация Общая Опубликовано: 2011.06.01
>Правильный сварочный шов
Как правильно варить электросваркой — делаем красивые швы
В современном мире сварной шов встречается практически везде, в любой отрасли. Но многие хозяева прибегают к услугам специалистов. Но данный навык можно с легкостью получить самому, тем более сварочный процесс очень увлекателен, от сварки обычного гаража вас может потянуть к изготовлению ажурной изгороди. Научиться варить несложно, достаточно разобраться с нюансами и можно смело переходить к сварочному процессу.
Подготовка
Прежде чем начать любое обучение и понять, как правильно варить электросваркой, необходимо запастись определенными принадлежностями. Для сварки необходимо приобрести:
- Сварочный аппарат — электросварка.
- Набор электродов. Их диаметры бывают разные и их необходимо подбирать в зависимости от плотности и толщины металлического участка. Необходимы для подвода тока к сварочному шву. Для начинающих можно приобрести стержни, с нагревающимся и легко плавящимся составом.
- Резиновые перчатки с длинным рукавом. Рекомендуется надевать замшевые.
- Маска с затемненным светофильтром.
- Плотная одежда.
- Молоток, необходимый для сбивания шлака (стекловидный материал).
- Щетка для зачистки швов.
- Трансформатор – используется для преобразования постоянного тока в переменный. Его применяют, как правило, когда нет необходимости в сварном шве высокого качества.
- Выпрямитель.
Вместо трансформатора и выпрямителя, можно для новичка использовать более простой механизм – инвертор. Он очень удобен и универсален. Им можно варить как алюминиевые сплавы, так и прочные сплавы из стали. С ним в комплекте идет также пара проводов с закрепленными с ними зажимами. На один конец вставляется электрод, а на вторую крепят детали, необходимые для сварки.
При сварке не стоит забывать о мерах безопасности.
Перед началом сварочных работ необходимо подготовить рабочую поверхность. Для этого нужно убрать с поверхностей ржавчину путем обработки ее шкуркой, болгаркой или наждачной бумагой. Если проигнорировать эту процедуру, то могут возникнуть проблемы при розжиге дуги.
Рекомендуем! Сварка нержавеющей стали и черного металла электродом
Технология процесса электросварки
Сварка – процесс, возделываемый под действием высоких температур. Под ее воздействием обрабатываемые поверхности расплавляются, образуя так называемую ванну, в которой смешивается основной металл с металлической сердцевиной электрода.
Величина образовывающейся ванны может быть разной, в зависимости от исходного типа сварки, положения к поверхности, быстроты перемещения дуги и так далее. В среднем ширина сварки может быть 0,8 — 1,5 см, высота 1 — 3 см, а глубина около 0,6 см.
Кислород при соединении с металлом может оказать нежелательное влияние на стыковку шва, именно поэтому электрод покрыт специальной обмазкой, которая при плавлении образует такую зону из газа в области дуги и над расплавленной ванной, в какую не попадает воздух. Именно поэтому металл не взаимодействует с кислородом. Кроме того, поверх шва образуется шлак, который тоже препятствует взаимодействию сплава и кислорода. На завершающем этапе он счищается щеткой.
Тренировка с зажиганием дуги
Перед любым видом деятельности необходимо набраться опыта. Так и в сварочном процессе, прежде чем приступить к сплаву нескольких металлов, необходимо потренироваться, делая на ненужном листе металла валики. Для этого необходимо очистить ржавую поверхность и грязь на нем.
Затем электрод зажимается в держателе аппарата для сварки (инверторе). Далее, для того чтобы доставить ток в зону плавки, нужно просто почиркать. Или также можно это делать движениями постукивания.
После того как будет создана выполненная электрическая дуга, электрод направляется на заготовку. Стоит отметить, что зазор между электрической дугой и металлической поверхностью должен быть на всем промежутке одинаковым, но не меньше 0,3 см и не больше 0,5 см.
Важно! Если зазор между дугой и металлом менять, то электрическая дуга порвется, а сварочный шов получится с недостатками, некрасивый.
Электрический стержень держат, как правило, под углом 71 градус. Его можно отклонять вперед или назад, как будет мастеру удобнее. В дальнейшем наклон можно изменять в зависимости от удобства мастера или от специфики сварки.
Рекомендуем! Дефекты сварочных швов и причины их образования
И также на данном тренировочном этапе необходимо прочувствовать необходимую силу тока электросварки, для того, чтобы подача осуществлялась стабильно. Если сила тока будет маленькой, то электрическая дуга будет гаснуть, а если, наоборот, большая, то металл начнет плавиться. Навык в работе сварки можно получить, прибегая к методу проб и ошибок.
Сварные швы в зависимости от скорости сварки
Правильные движения электродом
После тренировки валиками, которые после усердных тренировок должны получаться примерно ровные и красивые, можно приступать к тренировке сварочных швов. Именно на этом этапе можно понять, как правильно класть идеальные швы электросваркой. Этот этап уже посилен начинающим, которые хорошо набили руку на валиках, прочувствовали необходимую силу тока, расстояние между зазорами и т. д.
Для свариваемого шва необходимо сначала подготовить оборудование, как это описывалось выше (зажечь электрическую дугу). Отличительной чертой от предыдущего этапа является то, что рука мастера в этот раз движется не по прямой, а по косой траектории, совершая легкие колебательные движения с небольшой амплитудой. Выглядит это, как будто мастер перемещает раскаленный, плавящийся металл от одного края сварного элемента к другому.
Движение может отличаться и быть образом зигзага, петлевой или напоминать повторяющиеся изгибы похоже на елки и серпы.
Различают траекторию, производимую по трем направлениям:
- Поступательное. Перемещение электрода происходит вдоль его оси. Для этого достаточным будет поддержка стабильной длины электрической дуги.
- Продольное. Это один из самых тонких видов швов. Он похож на нитку. Для того чтобы его накладывать, необходимо придерживать высоту, зависимую от скорости, с которой перемещается электрический стержень. Для того чтобы закрепить полученный шов, необходимо проделать и поперечные направления движения.
- Колебательное. Данная траектория помогает получить необходимую ширину шва. Сделать их можно, совершая колебательные движения руки. Высота колебательной волны подбирается исходя из размера желаемого стыка.
Манипулирование электродом Рекомендуем! Как сварить пластиковые трубы в домашних условиях
Тренировку также необходимо проделывать на ненужном металлическом листе. Для начала начертите мелом линию так, чтобы ее было видно сквозь затемненное стекло сварочной маски Далее, вдоль этой линии необходимо прочерчивать электродом шов по одной из перечисленных выше траекторий. После того как стык остынет, от него молоточком отбивается шлак, и получается красивый шов.
После получения этих первоначальных навыков можно смело приступать к сварке соединительных швов. Они бывают абсолютно разной формы: горизонтальные, вертикальные, углообразные, стыковые, внахлест и другие. После того как прочувствуете, что ваша рука движется более или менее уверенно, много тренировались, можете только после этого попробовать сваривать красивые и ажурные швы.
Для визуального восприятия процесса сварки рекомендуем просмотреть данное видео
Таким образом, можно самостоятельно обучиться очень нужному навыку работе с электросваркой. Для этого необходимо запастись определенными принадлежностями и инструментами. А также стоит помнить, что сварка очень опасное занятие, поэтому при работе с ней необходима специальная оснастка и меры защиты (шлем, перчатки, одежда). Чтобы освоить этот тип работы, необходимо предварительно потренироваться на ненужном листе металла.
Виды потолочных швов
Формирование потолочных швов признают одним из самых проблемных процессов, для исполнения которого необходим большой опыт работы в этом направлении, обладание глубокими познаниями технологий и способов сварки.
В зависимости от способа образования, различают три основных типа швов: стыковой, внахлест и тавровый.
Встык (стыковой шов)
Одно из самых прочных креплений, для которого характерно неоднократное прохождение электрода. Изначально нужно сформировать корневой шов, для которого потребуется электрод с диаметром 3 мм. Чтобы стык был максимально прочным, рекомендуют при формировании корневого валика пользоваться методом сварки «лесенка». После того, как шов сформирован, ему необходимо дать время на остывание.
Второй и третий проход нужно делать электродами с диаметром 3 и 4 мм. При этом сила тока инвертора должна быть средней. Все последующие слои потолочного шва формируют в виде наплавки. Если все сделано правильно, лицевая сторона должна иметь ширину незаполненной разделки в пределах 0,5-2 мм.
Внахлест
Этот вид используют для сварки листового металла с небольшой толщиной (до 8 мм). Чтобы соединение было максимально прочным, крайне важно подобрать правильный угол расположения электрода к поверхности. Он должен составлять 15-45 градусов. Если не соблюдать это требование, расплавленный металл будет находиться не на стыке, а в стороне, что заметно снизит качество шва и прочность крепления.
Тавровый потолочный шов
Эта разновидность представляет собой форму буквы «Т». Его делают с одним или двумя швами. Что касается разделки кромок, то эта операция остается на усмотрение сварщика. Во многом все зависит от толщины деталей, подлежащих сварке и количества швов:
- одинарный шов, толщина металлических листов до 4 мм – обработка кромки не требуется;
- двойной шов, толщина металла 4-8 мм – обработка кромки не обязательна;
- одинарный шов, толщина металлических профилей 4-12 мм – необходима разделка кромки с одной стороны;
- двойной шов, толщина металла до 12 мм – требуется разделка кромки с обеих сторон, причем швов должно быть также два.
Одним из разновидностей таврового потолочного шва считают угловое соединение. Визуально оно напоминает букву «У». Требования к нему предъявляют аналогичные, как к классическому тавровому шву, однако существует несколько особенностей. Уровень наклона электрода к металлической поверхности должен колебаться в пределах 60 градусов. Если он будет меньше, качество сварки ухудшится. Особенно это заметно, если необходимо соединить между собой два металлических профиля разной толщины. При несоблюдении требования большая часть прогрева придется на более толстый профиль, что приведет к тому, что тонкий металл не будет прогорать.
Сварка углового шва — как сделать правильный сварочный шов
Техника выполнения сварочных швов (их еще называют валиковые) предполагает выбор режима и приема манипуляции электродом. Как правильно сделать сварочный шов, видео на нашем сайте все подробно и доступно покажет.
Существуют два вида сварки угловых швов: тавровые (при Т-образных соединениях) и нахлесточные, оба вида очень распространены в сварочном деле. Рассмотрим каждый по отдельности.
Техника сварки Т-образных соединений
Чтобы получился правильный сварочный шов, нужно одну плоскость поставить горизонтально, а другую — вертикально. Сварка углового шва должна производиться строго под прямым углом. Если вертикальное свариваемое изделие не толще 12 мм, то дополнительной обработки оно не требует. Единственно, нужно смотреть, чтобы нижняя кромка вертикального изделия была обрезана максимально ровно, и зазор стыка не имел больше 2 мм.
В сварочной конструкции тавровых соединениях все детали имеют важное значение, точнее их толщина. Так, например, если вертикальное изделие имеет толщину от 12 до 25 мм, то нужно сделать подготовку в V-образной форме. Если вертикальный лист от 25 до 40 мм толщиной, то скосы кромок нужно обрезать U- образной формы только с одной стороны. А если толщина — больше 40 мм, то делается обрез по обе стороны V- образной формы.
Опасно, когда шов имеет не проваренную одну из сторон или не проваренный угол. Поэтому в процессе сварки углового шва электрод нужно расположить так, чтобы он оказался в плоскости, которая делит угол пополам. А концом электрода выполняются колебательные движения, чтобы расплавились кромки металла. Нужно обязательно заранее определить, чтобы длина сварочного шва была соразмерной углу между изделиями.
Как правильно наложить угловой шов
Сварка углового шва зависит, прежде всего, от правильного зажигания электрической дуги. Зажигание электрической дуги является очень важным и основным моментом в сварочной работе. Зажечь дугу нужно непосредственно перед тем, как начать процесс сварки, и повторно зажигать только при ее обрыве в процессе.
Дуга возбуждается на нижнем горизонтальном листе на расстоянии 3-4 мм от вершины угла, затем дугу нужно подвести к вершине угла и задержать ее там для того, чтобы лучше приплавились углы. Дальше дугу нужно поднять на высоту катета шва по вертикальному изделию и плавно передвигать назад. Затем немного быстрее дугу нужно опустить вниз на горизонтальное изделие и довести на нем толщину шва на размер катета.
Грубейшая ошибка — начинать сварку шва с вертикального свариваемого изделия, так как расплавленный металл с электрода наплывет на нижний нерасплавленный и перекроет вершину угла. В этом случае провар не получится, а обнаружить его можно, только поломав металл.
Когда идет процесс сварки толстопокрытыми электродами или с повышенным током, формируется большая площадь топленого металла, из-за чего наложение угловых швов невозможно, потому что расплавленный металл стекает на горизонтальное изделие, и шов просто получится неправильный.
Чтобы этого избежать, свариваемые изделия нужно расположить наклоном к горизонту под 45 градусным углом, а сварку произвести лодочкой. Посмотрите наглядно, как сделать сварочный шов — видео на нашем сайте, где показана вся техника, а также практически, как правильно делается зачистка швов после сварки.
Техника сварки нахлесточных соединений
Такой вид сварки применяется, в основном, в листовых конструкциях. Концы листов, которые будут свариваться, накладываются друг на друга на определенную величину, равную примерно 3-5 толщин листов. Проваривать их нужно по периметру или по кромке углового шва, который образовался накрытием листов. Положительным моментом в этом виде сварки является то, что нет необходимости обрабатывать кромки. Отрицательный момент заключается в том, что затрачивается лишний материал, и конструкция становится тяжелее. Тем не менее, нахлесточное соединение применяется часто.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Электроды и аппаратура
Сварочные работы на потолке можно выполнить с использованием инвертора или трансформаторной установки. Следует внимательно отнестись к выбору силы тока. Она должна быть ниже на четверть по сравнению с традиционной ручной дуговой сваркой. К примеру, для соединения двух пластин толщиной 5 мм не нужно выставлять силу тока больше 100 ампер. Желательно, чтобы кабель не был слишком толстым: тогда меньше нагрузка на руки. Чтобы не нагружать запястье, кабель наматывают на руку.
Для потолочной сварки чаще всего берут электроды толщиной 3-4 мм. Важна предварительная подготовка. Если расходники хорошо подсушить, то в процессе работы будет образовываться меньше брызг. Укороченными электродами легче управлять, что дает сварщику возможность уверенно манипулировать дугой.
Как делать правильный вертикальный шов при сварных работах
Производить сварку на горизонтальной поверхности может даже новичок с небольшим опытом работы. А вот сделать качественный вертикальный шов без необходимых теоретических знаний и хорошей практики невозможно. В данной статье представлена сварка вертикального шва (видео), чтобы помочь начинающим специалистам избежать распространённых ошибок.
Сварка является одним из самых надёжных методов соединения металлических деталей. Но это утверждение является истинным только в том случае, если работа выполнена качественно. Что же необходимо усвоить новичку, чтобы стать настоящим профессионалом в этом деле?
Опытные специалисты знают, что при проведении любых сварочных работ надо чётко соблюдать все правила техники безопасности, а начинать необходимо со спецодежды. Выполнять работу следует только в защитном брезентовом костюме или робе, ноги должны быть защищены кирзовыми ботинками, руки — замшевыми перчатками и брезентовыми рукавицами, а лицо и волосы — маской сварщика. Только надев всю эту экипировку, можно приступать к работе.
Чтобы была осуществлена правильная сварка металла, необходимо соблюдать чёткую и последовательную схему технологического процесса. Для начала нужно надёжно зафиксировать подготовленные детали при помощи зажимов, струбцин или стяжек, и скрепить их прихватами в нескольких местах по краям изделия. Это является необходимым этапом подготовки, и пренебрегать им нельзя. Дело в том, что во время сварки происходит сильный нагрев металла, а затем его охлаждение вызывают значительную деформацию конструкции.
Особенности вертикальных сварочных швов
При сварке вертикальных швов расплавленный металл будет стремиться стекать вниз, из-за чего в нижнюю часть смещается и вершина шва. Чтобы избежать наплывов, сварку надо выполнять узкими небольшими валиками, не делая при этом поперечных колебаний, демонстрирует это сварка вертикального шва (видео).
Ток для выполнения данных швов выставляется максимально допустимой величины, предусмотренный для выбранной толщины металла. Далее необходимо правильно подобрать электроды, учитывая при этом структуру сварочной поверхности. Также надо рассчитать их диаметр, который должен соотноситься с толщиной обрабатываемого металла. Имеющаяся на электродах маркировка позволит не ошибиться в выборе.
Схема выполнения вертикального шва
Закрепив детали и выбрав правильную силу тока, можно приступать к сварочным работам.
- Начинать надо с выбора угла наклона электрода относительно плоскости изделия. Оптимальным считается угол от восьмидесяти до девяноста градусов. При этом обеспечивается максимальная отдача энергии дуги, что гарантирует глубокое проплавление тела основного металла. Также выбор правильного угла обеспечит равномерное стекание расплавленного электрода, что позволит получить ровный и качественный шов.
- Сварка вертикальных швов всегда осуществляется снизу вверх, заливая зазор между деталями расплавленной электродной проволокой или электродом.
- Окончание электрода должно всегда быть направлено в середину шва.
- Для получения качественного шва нужно осуществлять периодические вращательные движения для того, чтобы собирать расплавленный металл в точку, где происходит соединение двух деталей.
- Скорость прохождения сварочной дуги по верхней линии шва должна быть подобрана таким образом, чтобы нижняя часть жидкой ванны немного не доходила до верхушки предыдущего валика или едва его касалась.
- После окончания сварки необходимо подождать определённое время пока обработанная поверхность остынет. Затем следует молоточком сбить образовавшийся на поверхности металла шлак, образованный продуктами горения.
Чтобы более наглядно представить описанный процесс, стоит посмотреть «Вертикальный шов, сварка: видео» — материал, представленный ниже.
Проверка качества работ
После окончания процесса сварки и зачистки поверхностей от окалины и шлака, необходимо провести тщательный осмотр шва на наличие трещин, пор, кратеров или прожогов металла.
Если такие изъяны будут обнаружены, то говорить о качественно выполненной работе нельзя. Данный брак со временем вызовет разрыв или разлом металла, что может привести к серьёзным последствиям. Поэтому надо сразу же проводить реставрацию шва.
Во-первых, нужно очень тщательно произвести зачистку всей поверхности при помощи металлической щётки или напильника.
Во-вторых, произвести реставрацию шва только в тех местах, где был зафиксирован брак. Переваривать всю соединительную поверхность деталей нет необходимости.
Заключение
Новичкам следует помнить, что теоретические знания, получаемые при просмотре «Вертикальный шов, сварка: видео», являются очень важной частью процесса обучения. Только после освоения основных принципов выполнения данных работ, можно приступать к практической части.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Особенности потолочной сварки
Потолочную сварку считают довольно трудоемким и сложным процессом, поэтому новичкам не рекомендуют выполнять эту операцию самостоятельно. Перед ней в обязательном порядке нужно провести подготовительные работы, подобрать качественный инструмент, обзавестись средствами индивидуальной защиты.
Потолочное сцепление характеризуют рядом сложностей. В процессе выполнения работы расплавленный металл может стекать вниз, что несет определенную опасность для сварщика. Только опытные профессионалы, хорошо разбирающиеся в технологии сварки, могут избежать подобных сложностей, тщательно соблюдая технику безопасности.
Прежде чем приступить к спаиванию потолочных швов, необходимо знать некоторые особенности процесса:
- для объединения потолочных валиков нужно применять исключительно сварку полуавтоматом или ручным методом;
- для увеличения прочностных и эксплуатационных показателей потолочных сцеплений используют покрытые электроды;
- длина электродов не должна превышать 4 мм, так как сварку полотна осуществляют в формате дуги с минимальным радиусом;
- ширина образованного потолочного шва должна быть несколько меньше, чем толщина электрода;
- осуществлять сварку необходимо в сухом помещении с низким уровнем влажности. На электроде, сварочном аппарате и металлических профилях также должна отсутствовать вода. Это требование объясняют тем, что в процессе сварки вода преобразовывается в пар, который, соединяясь с химическими компонентами, формирует газ, оказывающий негативное воздействие на качество валика;
- чтобы отслеживать качество получаемого шва необходимо работать по направлению «на себя». Это позволит видеть процесс и контролировать его;
- для предотвращения растекания металла электрод следует поместить под небольшим углом, немного отводя его в бок.
Как правильно делать сварочный шов
Техника выполнения сварочных швов (их еще называют валиковые) предполагает выбор режима и приема манипуляции электродом. Как правильно сделать сварочный шов, видео на нашем сайте все подробно и доступно покажет.
Существуют два вида сварки угловых швов: тавровые (при Т-образных соединениях) и нахлесточные, оба вида очень распространены в сварочном деле. Рассмотрим каждый по отдельности.
Чтобы получился правильный сварочный шов, нужно одну плоскость поставить горизонтально, а другую -вертикально. Сварка углового шва должна производиться строго под прямым углом. Если вертикальное свариваемое изделие не толще 12 мм, то дополнительной обработки оно не требует. Единственно, нужно смотреть, чтобы нижняя кромка вертикального изделия была обрезана максимально ровно, и зазор стыка не имел больше 2 мм.
В сварочной конструкции тавровых соединениях все детали имеют важное значение, точнее их толщина. Так, например, если вертикальное изделие имеет толщину от 12 до 25 мм, то нужно сделать подготовку в V-образной форме. Если вертикальный лист от 25 до 40 мм толщиной, то скосы кромок нужно обрезать U- образной формы только с одной стороны. А если толщина -больше 40 мм, то делается обрез по обе стороны V- образной формы.
Опасно, когда шов имеет не проваренную одну из сторон или не проваренный угол. Поэтому в процессе сварки углового шва электрод нужно расположить так, чтобы он оказался в плоскости, которая делит угол пополам. А концом электрода выполняются колебательные движения, чтобы расплавились кромки металла. Нужно обязательно заранее определить, чтобы длина сварочного шва была соразмерной углу между изделиями.
Сварка углового шва зависит, прежде всего, от правильного зажигания электрической дуги. Зажигание электрической дуги является очень важным и основным моментом в сварочной работе. Зажечь дугу нужно непосредственно перед тем, как начать процесс сварки, и повторно зажигать только при ее обрыве в процессе.
Дуга возбуждается на нижнем горизонтальном листе на расстоянии 3-4 мм от вершины угла, затем дугу нужно подвести к вершине угла и задержать ее там для того, чтобы лучше приплавились углы. Дальше дугу нужно поднять на высоту катета шва по вертикальному изделию и плавно передвигать назад. Затем немного быстрее дугу нужно опустить вниз на горизонтальное изделие и довести на нем толщину шва на размер катета.
Грубейшая ошибка -начинать сварку шва с вертикального свариваемого изделия, так как расплавленный металл с электрода наплывет на нижний нерасплавленный и перекроет вершину угла. В этом случае провар не получится, а обнаружить его можно, только поломав металл.
Когда идет процесс сварки толстопокрытыми электродами или с повышенным током, формируется большая площадь топленого металла, из-за чего наложение угловых швов невозможно, потому что расплавленный металл стекает на горизонтальное изделие, и шов просто получится неправильный.
Чтобы этого избежать, свариваемые изделия нужно расположить наклоном к горизонту под 45 градусным углом, а сварку произвести лодочкой. Посмотрите наглядно, как сделать сварочный шов -видео на нашем сайте, где показана вся техника, а также практически, как правильно делается зачистка швов после сварки.
Такой вид сварки применяется, в основном, в листовых конструкциях. Концы листов, которые будут свариваться, накладываются друг на друга на определенную величину, равную примерно 3-5 толщин листов. Проваривать их нужно по периметру или по кромке углового шва, который образовался накрытием листов. Положительным моментом в этом виде сварки является то, что нет необходимости обрабатывать кромки. Отрицательный момент заключается в том, что затрачивается лишний материал, и конструкция становится тяжелее. Тем не менее, нахлесточное соединение применяется часто.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (жмите на кнопки ниже):
Как варить правильно электросваркой
В этом уроке мы расскажем вам, как правильно пользоваться сварочным аппаратом и варить электросваркой. На самом деле в этом нет абсолютно ничего сложно, как может показаться на первый взгляд, а следуя нашим четким советами и рекомендациям вы быстро овладеете этим не хитрым занятием.
Итак, первым делом давайте узнаем с чем же нам придется иметь дело и какие виды сварочных аппаратов бывают.
Исходя из самого названия можно легко догадаться, что служит он для преобразования переменного тока электросети в постоянный сварочный ток. Состоит данное устройство из двух основных частей: выпрямительного блока и трансформатора. Основными преимуществами является то что они имеют более высокий коэффициент полезного действия, а так же обладают хорошими энергетическими показателями
С помощью этого устройства переменный ток от сети с помощью специальных транзисторов опять же преобразуется в постоянный, его основным достоинством является не большой вес и возможность регулировки тока.
Вводный видео урок о том как варить электродом
Важно заметить. что если аппарат подключается к бытовой электросети, то во избежании возникновения короткого замыкания и перегрева электропроводки, необходимо знать её основные параметры и характеристики. Перед выполнением работ в частном, загородном доме или квартире проверьте работоспособность всех электроавтоматов и лишь после этого приступайте к сварке.
Только выполнение этих простых правил убережет вас от повторной прокладки проводки в квартире своими руками
Вещи необходимые сварщику
- Маска которая поможет уберечь глаза от яркого свечения.
- Замшевые перчатки
- Щётка и молоток для отбивки шлака
- Сварочный аппарат
- Электроды
- Одежда с длинными рукавами для защиты от искр.
Что бы научиться правильно варить электросваркой нужна в первую очередь постоянная практика, мы уверены что, практикуясь для начала на не сложных поверхностях с каждым разом у вас будет получаться все лучше и лучше.
Итак, выполняя правильные электросварочные работы первым делом позаботьтесь о технике безопасности, приготовьте маску и наденьте перчатки. Участок метала где будет производиться сварка необходимо хорошо зачистить наждачкой или шкуркой по металлу, делается это для того что бы удалить грязь и ржавчину, при таком подходе не возникнет проблем с розжигом дуги, а сварочный шов будет получаться ровным и красивым.
Основные этапы выполнения электросварочных работ
В комплекте со сварочным аппаратом всегда идут два специальных провода на одном из конце каждого находиться стальной зажим, первый провод предназначен для закрепления в нем электрода, а второй (масса) необходимо закреплять к рабочей детали с которой будет происходить сварка. Порядок выполнения работ:
- Заранее приготовленный электрод устанавливаем в держатель.
- Второй провод с зажимом закрепляем непосредственно на детали где будет производиться сварка.
- Легким постукиванием электродом по металлу зажигаем электрическую дугу.
- Медленно и аккуратно ведем электродом по месту стыка металлов, при этом совершая возвратно поступательные движения.
- После сварки не большого участка останавливаемся, смотрим и оцениваем проделанную работу.
- При необходимости удаляем образовавшийся шлак при помощи молотка или щетки.
- Если все в порядке, продолжаем выполнять те же самые действия.
В конечном итоге у вас должен получиться шов. И пускай в первый раз он будет не таким красивым и ровным как хотелось бы, постоянно выполняя сварочные работы вы приловчитесь, наберетесь опыта и окончательно освоите это не хитрое ремесло.
Безопасность при сварке потолочного шва
При исполнении сварочных операций необходимо в обязательном порядке акцентировать внимание на технику безопасности, предусмотренную для мероприятий данного формата. От исполнения простых рекомендаций будет зависеть итоговые качественные параметры шва, личная безопасность наемных сотрудников.
Планируя сварочные работы, необходимо уделить внимание следующим рекомендациям:
- Все провода, присоединенные к сварочному оборудованию, должны иметь хорошую изоляцию. Не допускается наличие оголенных участков кабелей, так как это может привести к проблемам со сварочным аппаратом, повышает риск для здоровья и жизни пользователя.
- Инвертор необходимо отсоединять от сети, если он не используется. Не исключены ситуации, когда оборудование может включиться из-за неосторожности. Также соблюдение этого правила поможет защитить аппарат от возможных перепадов напряжения в электросети.
- Категорически не допускают исполнение сварочных работ без средств индивидуальной защиты. В обязательном порядке сварщику следует надеть защитную маску, спецодежду, обувь и перчатки. Работы должны производиться на специальном коврике.
- Скрепление потолочных швов должно осуществляться в сухом и теплом помещении. Не рекомендуют выполнять задачу в дождливую или снежную погоду, если в помещении наблюдается достаточно высокий уровень влажности. В противном случае это может негативно сказаться на качестве исполнения потолочного шва. Справиться с задачей в любых условиях могут только опытные мастера, обладающие необходимыми знаниями.
- В обязательном порядке нужно соблюдать правила пожарной безопасности. Это значит, что поблизости от места сварки не должно находиться посторонних предметов и горючих материалов.
Вертикальный шов сварка как правильно
ByAdminдизайн, кухни, метров
Электрод в начале пождига должен располагаться перпендикулярно плоскости соединения двух заготовок.
Технологии Как варить вертикальный шов В процессе сварки металлов нередко сталкиваешься с ситуациями, когда необходимо соединить две заготовки, расположенные в разных плоскостях. Это усложняет сам процесс, потому что стык двух деталей располагается вертикальный шов сварка как правильно под углом, или вертикально, или в потолочной плоскости. Сварка вертикальных швов вертикальный шов сварка как правильно и наклонных — дело непростое.
❻
Оно связано с тем, что даже вертикальный шов сварка как правильно металл, расположенный между двумя металлическими заготовками, подвержен закону всемирного тяготения, то есть, его тянет все время. Отсюда и трудности вертикальный шов сварка как правильно. Поэтому существует два важных принципа сварки вертикальных швов: Расплавленный металл в зоне сварки должен кристаллизоваться быстрее, чем при обычной нижней позиции.
Содержание
- Сварка вертикальных швов
- Сварка вертикальных швов
- Как варить вертикальный и горизонтальные швы электросваркой
- Как варить вертикальный шов
Сварка вертикальных швов
А это будет возможно, если капли расплавленного металла будут небольших размеров. Этого добиться можно лишь уменьшением длины дуги, причем, выполняя сварку инвертором или полуавтоматом, необходимо электрод перемещать вглубь и наружу короткими и быстрыми движениями.
❻
Движение держака будет похоже на постукивание электродом по свариваемой поверхности. Сварка вертикального шва вертикальный шов сварка как правильно током производится снизу вверх.
❻
Заполняя кратер шва, производится его наполнение снизу. Таким образом, металл, расположенный внизу, будет выполнять функции своеобразной подставки для металла, который заполняет сварочную ванну выше. Правда, не всегда технология снизу вверх применима для сварки вертикального шва. Встречается ле мачо фиалка ситуаций, когда приходится варить шов продолжить чтение сверху.
Чтобы капли расплавленного металла не стекли, необходимо придерживаться некоторых условий вертикальный шов сварка как правильно. Дуга должна быть короткой. Электрод в начале пождига должен располагаться перпендикулярно плоскости соединения двух вертикальный шов сварка как правильно.
Сварка вертикальных швов
При варке он наклоняется вниз со стороны держака, то есть, сам электрод должен располагаться под вертикальный шов сварка как правильно углом по отношению к сварочному шву. При этом дугой он должен поддерживать металлические капли, чтобы они не стекали.
❻
Вертикальный шов сварка как правильно стекание остановить не удается, то необходимо увеличить силу тока и увеличить перемещение электрода. Рекомендуется также увеличить ширину сварочного шва, за счет перемещения расходника из стороны в сторону.
Как варить вертикальный и горизонтальные швы электросваркой
Эта технология соединения свариваемых заготовок вертикальным швом намного легче, чем снизу вверх. Но качество шва намного хуже. Как правильно варить вертикальный шов Перед тем как вертикальный шов сварка как правильно вертикальный шов электросваркой полуавтоматом или инвертором, необходимо выбрать технологию сварки. Это зависит от толщины свариваемых заготовок, от расстояния между их кромками, а также от формы притупления кромок.
❻
Технология сварки треугольником. Ее обычно используют, если соединяются детали толщиною не более вертикальный шов сварка как правильно мм. При этом используется максимальное притупление кромок. В основе этой технологии лежит принцип сварки снизу вверх, при этом жидкий продолжить располагается сверху застывающего.
Он постепенно стекает вниз, закрывая собой кристаллизующийся металлический шовный валик. При этом стекающийся вниз шлак не мешает проплавлению металла кромок, потому что он перемещается по уже затвердевшей ванне.
По сути, ванна получается под определенным углом, это и есть основа технологии треугольником. Потому что по внешнему виду сварная ванна похожа на эту фигуру.
❻
Здесь важно правильно двигать электрод, чтобы полностью заполнить стык. Поэтому сначала набирается в нижней позиции зазора полочка, после чего вертикальный шов сварка как правильно перемещается, к примеру, к левой кромке, где производится заполнение, затем к правой. Таким образом, и заполняется шов. Для вертикальный шов сварка как правильно ступеньки для крыльца из металла фото дуговой сварки лучше использовать электрод диаметром 3 мм, ток ампер.
Этот вид сварки вертикальных швов оптимально подходит для зазоров между заготовками в мм. Здесь используются достаточно сложные перемещения электродом. Сварку надо начинать от плоскости одной из кромок. То есть, по стенке кромки нажмите чтобы перейти глубины на себя надо электродом наплавить металл во всю толщину заготовки.
Затем, не останавливаясь, нужно спустить электрод до самой глубины зазора. Здесь задержаться, чтобы произошла проплавка, после чего сделать все те же манипуляции по другой кромке.
И таким образом, продолжать снизу вверх, до самого верха сварочного шва. Этим достигается равномерное распределение расплавленного металла в пространстве зазора.
Самое важное — не допускать образования подрезов кромок и подтеков металла.
Как варить вертикальный шов
Этот способ сварки вертикальных швов используется при максимальном зазоре между соединяемыми металлическими заготовками и при минимальном притуплении кромок или полном отсутствии притупления. Сам сварочный процесс — это переход от одной кромки к другой при минимальном подъеме электрода. То есть, сварка ведется зигзагообразным движением от кромки к кромке снизу вверх.
При этом электрод длительно останавливается на кромках, а переход вертикальный шов сварка как правильно, наоборот, производиться.
❻
Все технологии могут производиться инвертором или полуавтоматом. Сваривать можно детали толщиною до 4 мм. Зажигание дуги Для качества сварки вертикальных швов очень важно правильно зажигать дугу. И неважно, варите вы инвертором, трансформатором или полуавтоматом. Если электрод закончился, то его нужно быстро поменять, потому что задержка — это снижение температуры в ванне. Но даже в этом случае начинать поджиг надо с самой верхней точки кратера.
❻
Кстати, это может быть центр кратера или сбоку, все зависит от того, где сварка была до этого закончена. Первый проход в глубину надо делать.
❻
Именно таким образом можно избежать зашлакованности зазора. Потому что дуга еще нестабильна, а температура ванны не на необходимом уровне. После поднятия электрода, нужно задержаться на проплавке точки начала сварки, где дуга стабилизируется, а ванна наберет необходимую температуру.
После этого можно спускаться вглубь зазора. Варить вертикальный шов достаточно сложно. Не зря столько вариантов предлагается. Начинающим сварщикам придется потратить немало времени, чтобы научиться.
❻
Поэтому предлагаем посмотреть видео — как правильно варить электросваркой вертикальный шов. Понравилась статья?
Как варить вертикальный стык
Сварочный шов — как правильно накладывать швы?
Типы сварочных аппаратов
Для правильного выбора сварочного аппарата необходимо учесть все плюсы и минусы различных типов и моделей сварочников.
Трансформаторы – самые простые и традиционные аппараты, довольно тяжелые по весу, сделанные на основе понижающего трансформатора, который доводит значение напряжения до необходимого для работы. Особенность трансформаторов состоит в работе на переменном токе, что создает нестабильную дугу. В сочетании с увеличенным количеством шлаков и газовых примесей такая дуга способствует разбрызгиванию металла и портит вид шва. Качественный шов таким аппаратом может сделать опытный сварщик с навыками работы на трансформаторе.
Простой аппарат, работающий на переменном токе
Выпрямители – сварочники, которые могут преобразовывать переменный ток в постоянный и понижать напряжение сети с помощью полупроводниковых диодов. Постоянный ток дает стабильную дугу и позволяет сделать сварочный шов однородным и герметичным, крепким и красивым. Выпрямитель универсален, к нему подходят все виды электродов, варить таким аппаратом можно все виды металлов: нержавеющую сталь, алюминий, медь, титан, разные сплавы.
Универсальный сварочный аппарат, к которому подходят все типы электродов
Инверторы – очень популярны, так как имеют небольшой вес, отличную функциональность, автоматизированные настройки. Такие технические характеристики позволяют работать на нем новичкам. В конструкцию аппарата входит ряд блоков, преобразующих переменный ток сети в постоянный ток высокой мощности. Достоинством этого вида сварочников является:
- возможность точных настроек;
- выполнение широкого спектра задач;
- стабильная дуга;
- устойчивость к скачкам напряжения;
- высокое качество сварки, ровный шов;
- работа всеми видами электродов;
- соединение всех видов металлов любой толщины и положения в пространстве.
- обладает дополнительными функциями, предотвращающими залипание электрода и капли отрыва;
- возможность поджигания электрода при максимальной подаче тока;
Из минусов можно отметить:
- необходимость частой очистки от пыли;
- ограниченная длина кабеля, равная 2,5 м;
- невозможность работы при температуре воздуха ниже – 15 градусов.
Инвертор подходит для работы сварщикам-новичкам
Полуавтоматы – бывают двух типов. Первые повышают производительность сварочных работ за счет непрерывной подачи проволоки. В этом случае не нужно постоянно менять электроды. Шов получается ровный, сплошной и без дефектов. Вторые работают в газовой среде, для этого используют кислород, азот и углекислый газ, а также аргон и гелий. У газовой сварки есть следующие преимущества:
- один аппарат сконструирован для работы и с газом и с проволокой;
- прекрасное качество и эстетичность шва;
- стабильная ровная дуга;
- высокая функциональность;
- возможность сварки сложных соединений.
С помощью этого аппарата можно сделать качественный сварной шов
Идеальный сварочный шов — какой он?
Если вам нужно получить красивый и качественный шов, купите современные электроды. Да, да, оставьте «дедовскую» проволоку, на которой уже почти не осталось обмазки. Используйте новые и сухие электроды согласно инструкции производителя. Найдите на упаковке с электродами ток, при котором надо варить, а также полярность, то есть + и — подключения.
Если на электродах указана обратная полярность, то подключаем к держателю электрода плюс от инвертора. Если нужно варить на прямой полярности, то плюс должен идти в качестве массы, то есть, подсоединяться к свариваемому металлу.
Итак, подсоединяем кабеля к инвертору и вставляем электрод в электрододержатель. Выставляем на инверторе требуемый сварочный ток и включаем аппарат в работу. Электрод должен держаться в держателе строго под углом в 90 градусов и никак иначе.
Что потребуется для работы начинающему сварщику
Прежде всего нужно подготовить оборудование и спецодежду.
Инструменты и средства защиты
Обязательно понадобится сварочный аппарат, комплект электродов, молоток и зубило для сбивания шлака, металлическая щётка для очистки швов. Электродержатель служит для зажима, удержания электрода и подведения к нему тока. Нужен и набор шаблонов для проверки размеров шва. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, который не пропускает инфракрасные лучи и защищает глаза. Эту же функцию выполняют экраны и щитки. Брезентовый костюм, состоящий из куртки с длинным рукавом и гладких брюк без отворотов, кожаную или валяную обувь для защиты от брызг металла и перчатки или рукавицы, брезентовые или замшевые с напуском на рукава. Такая прямая закрытая одежда предохраняет сварщика от попадания расплавленного металла на тело.
Существуют средства специальной защиты, которые применяются для работы на высоте и внутри металлических объектов, при работе в положении лежа. В таких случаях понадобятся диэлектрические сапоги, шлем, перчатки, коврик, наколенники, подлокотники, а для высотной сварки нужен предохранительный пояс с лямками.
Сварка трубопроводов: особенности технологии
Стоит отметить, что сварка подразумевает формирование не только горизонтальных, но и вертикальных швов, что позволяет сваривать в том числе и промышленные трубопроводы, которые нуждаются в выполнении наиболее качественного соединения. В связи с этим к таким работам допускаются только опытные сварщики, имеющие все необходимые документы, свидетельствующие об их высокой квалификации.
В отличие от плоских деталей, при сваривании труб электрод держат под углом 45 градусов. Максимальная высота данного соединения должна составлять не более 4 м. В зависимости от толщины труб ширина шва может быть достаточно большой — в некоторых случаях до 4 см. При проведении промышленных работ для получения полноценного и долговечного соединения участки, где будет формироваться шов, очищают от жиров, ржавчины и прочих загрязнений, которые могут снизить прочность шва. Сварка подразумевает постоянное совершенствование навыков, только в этом случае удастся получить наиболее качественное соединение, которое будет служить в течение долгого времени.
Виды сварных швов
Соединительные сварные швы подразделяются по расположению, прочности, технологии, конструктивным особенностям. Виды расположения швов:
- Нижний. Самый простой и удобный, благодаря силе тяжести металл заполняет промежуток между деталями. Это самый прочный и экономичный шов.
- Горизонтальный. Заготовки расположены перпендикулярно электроду и шов идет по горизонтали. Часть металла уходит из сварочной зоны и электрод расходуется быстрее.
- Вертикальный. В этом случае заготовки расположены также перпендикулярно электроду, но формирование шва идет по вертикали. Расплавленный металл стремится вниз, расход электрода значителен.
- Наклонный. Движение руки сварщика происходит по наклонной. Применяется для угловых и тавровых соединений.
- Потолочный шов расположен над мастером.
Разделение по конструктивному признаку:
- Встык. Стыковое соединение довольно прочное и экономичное, оно не искажает поверхность соединения. Это универсальное соединение.
- Внахлест сваривают детали, когда не хватает пространства для стыкового шва. Толщина заготовок не должна быть более 8-10 мм.
- Угловой шов рекомендуется обваривать с обеих сторон, заготовки при этом располагаются под углом друг к другу. Этот шов непрост в исполнении из-за увеличения зоны термического влияния и большого расхода электрода.
- Тавровый шов представляет собой угловой шов, где плоскости деталей привариваются перпендикулярно. Шов формируется с двух сторон, он довольно сложен.
- Шов под электрозаклепки используется, когда нет необходимости в герметичном шве, он самый экономичный и незаметный.
Сварку можно вести как в один слой, так и в несколько слоев для толстых заготовок.
Советы
Есть несколько советов от опытных специалистов новичкам, у которых возникают сложности при создании сварочных соединений. Бывают случаи, когда вроде делаешь всё правильно, но всё же сделать работу хорошо не получается.
Для начала, чтобы сварочный шов был надёжный и прочный детали должны располагаться на стабильном расстоянии друг от друга по всему периметру шва.
Также и электрод должен находится на правильном расстоянии по отношению к детали, в другом случае теряется дуга и соединение деформируется.
Чтобы металл не растекался, когда работа происходит на поверхности, которая расположена вертикально советуют работать снизу вверх.
В завершение – чтобы металл кристаллизировался быстро и без потёков электрод нужно наклонить под углом к детали 60-75 градусов.
Как научиться варить сваркой — руководство для начинающих
Сварка – высокотемпературный процесс. Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т. д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов. Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается.
В процессе выполнения сварочного шва обмазка электрода расплавляется, образуя особую газовую зону. Внутри нее происходит смешивание металла основания и электрода
Начинающим сварщикам лучше всего получать первый опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой. По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода.
Подключение сварочного аппарата
Чтобы сварка работала безопасно, нужно подключить аппарат к сети, соблюдая следующие правила:
- Сначала необходимо проверить напряжение и частоту тока. Эти данные должны быть одинаковыми в сети и на корпусе аппарата.
- Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Если блок настроек сварочника позволяет выбирать напряжение – нужно выставить его сразу. Подключение делается через специальную вилку и наконечник с заземлением.
- Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель.
- Обязательно проверяем все соединения, кабели, штепсели.
- Можно использовать специальный удлинитель, который подключается без промежуточных соединений.
- В старых домах со слабой проводкой возможно падение напряжения. Оно останавливает процесс работы и может вывести из строя сварочное оборудование. В этом случае нужен электрогенератор, который обеспечит напряжение на рабочем уровне.
Сварочный аппарат устроен просто
Как выбрать нужный ток
Сварочный ток является важным показателем сварки и определяет вид и характер шва и производительность работы. Чем выше ток – тем стабильнее дуга и больше глубина проплава. Сила тока зависит от расположения заготовок в пространстве и от размера электрода. Наибольшее значение выставляется для сварки горизонтальных заготовок. Для вертикальных швов значение силы тока применяется меньше на 15%, а при потолочных – на 20%.
Сила тока зависит от расположения заготовок и от размера электрода
Как зажечь дугу
Первый способ — касание. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм.
Если операция была выполнена верно, зажжется дуга. Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
Второй способ – чирканье. Нужно поднести электрод к поверхности заготовки и чиркнуть им по детали, как будто зажигаешь спичку. Облегчить розжиг электрода можно, обстукав с его края обмазку.
Наклон и движение электрода
После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
Угол наклона электрода для начинающего сварщика лучше соблюсти около 70 градусов, то есть с небольшим отклонением от вертикали. Ниже показана схема дуговой сварки.
Угол наклона электрода около 70 градусов
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.
В процессе сварки электрод совершает определенные движения, в основном поступательные, продольные и поперечные. Из их комбинаций составляются различные виды швов, самые распространенные приведены на схеме
Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям:
- Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
- Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины. Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
- Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т. п.
На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию. Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк. Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы.
Как правило, применяются все три направления, они могут накладываться друг на друга и образовывать траекторию
Выполнение сварных швов
Потолочный сварочный шов
Этот шов считается самым сложным, так как ванна сварки перевернута вверх дном и расположена над сварщиком. Электрод выбирают не более 4 мм и отводят его немного в сторону, чтобы металл не растекался. Используют короткую дугу и полностью сухие электроды, шов при потолочной сварке должен быть тонким. Движение происходит на себя, так сварщику легче контролировать качество шва. Существует несколько способов его выполнения:
- лесенкой;
- полумесяцем;
- обратнопоступательно.
Потолочный шов считается самым сложным
Видео: выполнение потолочного шва
Вертикальный
При выполнении такого шва можно вести электрод сверху вниз или снизу вверх. Чтобы металл не стекал, электрод следует располагать под наклоном 45-50 градусов вниз от перпендикулярного положения. Опытные сварщики рекомендуют делать этот шов одним проходом.
При выполнении вертикального шва электрод располагается по углом 45-50 градусов
Видео: вертикальный шов
23.03
Выполнение горизонтального шва
При выполнении такого шва основная сложность заключается в стекании металла вниз. Чтобы решить эту проблему, сварщик должен подобрать угол наклона электрода и скорость прохода. Сварка ведется слева направо или справа налево.
При выполнении горизонтального шва нужно правильно подобрать угол наклона электрода и скорость прохода
Угловой
При формировании угловых или тавровых швов детали располагаются под разными углами лодочкой так, чтобы расплавленный металл стекал в угол. Затем прихватываются сваркой с обеих сторон, один край конструкции должен быть немного выше другого. Движение электрода начинается из нижней точки.
При угловой сварке движение электрода начинается из нижней точки
Технология проведения работ
Чтобы правильно класть расплавленный электрод на формируемый сварочный шов, следует принимать во внимание, что сварка является не слишком простой и безопасной технологией. Прежде всего здесь подразумевается использование высокой температуры, которая должна превышать температуру плавления стали.
Под ее непосредственным воздействием осуществляется расплавление основного металла и электрода. Соответственно, возникает так называемая сварная ванна, где смешиваются металлы заготовок и электрода, в результате чего образуется сварное соединение или шов.
Размер сварной ванны напрямую зависит от того, какие были выставлены настройки на оборудовании, местоположения в пространстве, скорости, с какой перемещается электрод, зазора между свариваемыми элементами. Формирование правильного сварного шва подразумевает среднюю ширину соединения — от 4 до 30 мм, в зависимости от толщины заготовок.
Электродуговая технология подразумевает использование электродов с так называемой обмазкой. При подаче напряжения на электрод и сварные элементы с ее помощью образуется специальная газовая зона над ванной. За счет нее происходит абсолютное вытеснение воздуха, что не допускает непосредственного контакта кислорода и свариваемых металлов. Когда сваривают элементы, на поверхности соединения формируется шлак, который также не дает расплавленному железу контактировать с воздухом. Формирование правильного сварочного шва осуществляется при удалении электрической дуги: металл начинает постепенно остывать и образовывать кристаллическую решетку. Защитный слой шлака после того, как металл затвердеет, следует убрать.
– PHI
Автоматическая балочная сварка – главная Широкий выбор форм структурных балок от автоматических сварочных аппаратов PHIСварка стальных балок по индивидуальному заказу для таких применений, как: здания из инженерного металла, здания из сборной стали, верфи, прицепы для полуприцепов / кузова тягачей, мосты и платформы.
Теперь вы можете непрерывно изготавливать нестандартные балки с минимальными задержками для изменения размеров или форм балок. Автоматический балочный сварочный аппарат PHI повышает производительность работы как на прямых, так и на конических балках. Он автоматически сваривает обе полки балки одновременно, обеспечивая необходимый провар на стенке до 1/2 дюйма и полке 1 1/2 дюйма — все за одну операцию, за один проход и с одной стороны. Система PHI создает угловой сварной шов между стенкой и фланцем. Сварные швы однородны и имеют качество, требуемое строительными нормами.
Машина для сварки швов
Машина для сварки швов используется для соединения отдельных секций стенки со 100% сварным швом, а также для изготовления длинных стенок из коротких секций или для соединения секций разной толщины.
Две соединяемые детали выравниваются относительно направляющей кромки и фиксируются в нужном положении с помощью пневматических цилиндров. Рифленая медная опорная пластина плотно прилегает к нижней стороне соединения. Сварочная головка движется вдоль стыка и сваривает его однопроволочной дугой под флюсом.
Зажимы отпущены, и полотно подается к прихваточному приспособлению. Сварочное оборудование состоит из сварочной головки с бункером для флюса, ходовой тележки, органов управления и источника питания на 1000 ампер.
Предусмотрена система регенерации флюса для дозирования и регенерации сварочного флюса. Гидравлический силовой агрегат шовной сварки и электрическое управление также используются для привода конвейеров на входе и выходе из шовной сварки.
Прихваточное приспособление
Прихваточное приспособление используется для сборки балки перед основным сварочным аппаратом. Стенка и полки подаются со стеллажей для сварки швов и хранения фланцев соответственно, транспортируются к приспособлению для прихватки и располагаются перед прихваткой передней кромки балки. Загрузка фланцев на конвейеры может выполняться оператором вручную или автоматически с помощью портала PHI для загрузки фланцев.
Два фланца размещаются на секции конвейера на противоположных сторонах полотна, поворачиваются в вертикальное положение и удерживаются магнитными направляющими роликами. Три детали выдвигаются на место с помощью выдвижного упора и гидравлически фиксируются в их надлежащем относительном положении. Оператор вручную сваривает их прихваточным швом. Зажимы освобождаются, и прихваточная балка подается к сварщику. После первоначальной регулировки положения зажима для первой балки оператор управляет движением всего материала с панели управления для всех последующих балок того же размера.
Электрические элементы управления
Панель электрического управления на главном сварочном аппарате обеспечивает максимальную гибкость управления системой. Сварочный аппарат может работать как в ручном, так и в автоматическом режиме.
В ручном режиме последовательность операций достигается с помощью отдельных элементов управления, расположенных на панели управления. Параметры сварки также задаются индивидуально на каждом контроллере сварочной головки.
В автоматическом режиме управление ПЛК увеличивает время «дуги» за счет устранения ручных операций.
С помощью конвейера «ВХОД» оператор переводит балку в исходное положение, выбирает одну из предустановленных программ сварки (скорость сварки, скорость подачи проволоки и напряжение) и нажимает кнопку «СТАРТ».
Полная последовательность операций, включая перемещение балки со скоростью сварки, позиционирование сварочных головок, начало и остановку процесса сварки на стационарных и подвижных сторонах, активацию удержания полотна, медных опорных узлов и цилиндров давления, и ОСТАНОВ операции будет выполнен автоматически.
ПЛК обеспечивает точность, надежность, универсальность, качество и быстрое изменение параметров для различных видов сварки.
Интерфейс между оператором и машиной осуществляется через панель Allen Bradley Panel View, которая была запрограммирована PHI для отображения всех параметров программы сварки, а также для отображения на различных экранах состояния ввода/вывода для устранения неполадок и диагностики.
Программирование параметров сварки для различных сечений балки также осуществляется через экраны просмотра панели.
Конвейеры
Устройство для сварки швов, приспособление для прихватки и автоматический сварочный аппарат соединены друг с другом с помощью системы конвейеров, чтобы сформировать полную производственную линию, позволяющую производить непрерывную балку.
Конвейеры расположены на входе и выходе из машины для шовной сварки, приспособления для прихватки и автоматической сварочной машины и имеют гидравлический привод. Элементы управления на каждой из этих станций определяют движение, направление и скорость соседних конвейеров.
Типовая система компоновки включает 18 конвейерных секций. Шесть моторизованных, приводящих в движение ролики с помощью звездочек и цепей. Десять приводные, соединены цепями с соседними моторными секциями. Двое простаивают. Каждая секция конвейера имеет длину 10 футов, 9Ширина 4 дюйма, высота 30 дюймов. Ролики предназначены для работы в тяжелых условиях и предназначены для работы с тяжелыми стальными листами. Их центральное расстояние составляет 22 дюйма.
Грузоподъемность каждой секции конвейера составляет приблизительно 4000 фунтов. Скорости конвейера синхронизированы со входными скоростями сварщика, чтобы свести к минимуму износ конвейера в результате трения между вращающимся роликом и более медленно движущейся балкой на входе в сварочный аппарат.
Вместимость машины
| Вместимость машины | |
|---|---|
| Толщина стенки: | 1/8” до 1/2” |
| Ширина полотна: | 5” мин. до 72” макс. |
| Конус полотна: | Макс. 15°. |
| Толщина фланца: | 3/16” мин. до 1-1/2” макс. |
| Ширина фланца: | 4” мин. до 20” макс. |
| Длина балки: | мин. 8 футов. |
| Секция балки: | 325 фунтов/фут. Максимум. |
| Вес балки: | 12 000 фунтов. в целом, макс. |
| Размер сварного шва: | 1/8” мин. до 5/16” макс. |
| Скорость сварки: | 20–120 дюймов в минуту |
| Стандартная скорость сварки: |
|
Производственная мощность
Несмотря на то, что фактическая производственная мощность будет зависеть от размера и типа изготавливаемых балок, типичная производительность составляет 2000 тонн стали в месяц за одну восьмичасовую смену с использованием всего трех операторов.
Доступные опции
Компьютерная система управления
Эта опция включает компьютерную систему управления с сенсорным экраном для программирования и управления. Он использует промышленный ПК и программное обеспечение машинного интерфейса для удобной работы.
Он оснащен легкодоступными диагностическими индикаторами, дисплеем сообщений и пользовательской графикой, включая электрические и гидравлические схемы и функциональные схемы. Ввод программы может осуществляться через сенсорный экран или клавиатуру.
Сварочные программы можно загружать удаленно с подключенного ПК или сети. Он также включает однодневный регистратор данных для регистрации работы машины.
Максимальный размер стенки 84 дюйма
Эта опция позволяет изготавливать балки с максимальным размером 84 дюйма вместо стандартных 72 дюймов. Все элементы системы модифицированы, чтобы приспособиться к большим размерам полотна.
Сварочные головки для изготовления подкрановых балок
Для производителей подкрановых балок доступна специальная конструкция сварочных головок. В подкрановых балках верхняя полка представляет собой С-образный швеллер с короткими сторонами, направленными внутрь балки.
Мезонин на главном сварочном аппарате
Эта опция включает в себя платформу с ограждением поручней и лестницей для легкого доступа. Платформа используется для хранения флюса и проволоки и позволяет оператору загружать бункер для флюса и менять барабаны и катушки с проволокой.
Узлы наклона фланцев
Эта опция при включении в конвейеры, ведущие к приспособлению для прихватки, позволяет автоматически наклонять фланцы в вертикальное положение при подготовке к предварительной сборке балки. Эта система включает в себя два узла наклона фланцев, по одному на каждой выходной стороне конвейеров.
Блоки наклона фланцев можно открывать в положение 37° от вертикали или в полностью горизонтальное положение в зависимости от используемой системы обработки материалов. Если фланцы перемещаются путем толкания с соседних стеллажей, предпочтительнее открытое положение на 37°. Если фланцы перемещаются с помощью портального загрузчика, рекомендуется полностью горизонтальное положение.
В узлах наклона используется гидравлический силовой агрегат прихваточного приспособления. Органы управления удобно расположены на станции управления прихваточным приспособлением.
Вспомогательное оборудование для сварочных систем
Повысьте скорость, возможности и производительность ваших линий сварки несущих балок PHI, добавив вспомогательное оборудование, такое как устройство наклона фланца PHI и устройство поворота балки.
Видеоролики
Сварщики PHI
Датчики роботизированной дуговой сварки и программирование для промышленных применений | Международный журнал машиностроения и материаловедения
- Обзор статьи
- Открытый доступ
- Опубликовано:
- P Kah 1 ,
- M Shrestha 1 ,
- E Hiltunen 1 &
- …
- J Martikainen 1
Международный журнал машиностроения и материаловедения том 10 , номер статьи: 13 (2015) Процитировать эту статью
36 тыс. обращений
33 Цитаты
Детали показателей
Abstract
Технические инновации в роботизированной сварке и большая доступность функций управления на основе датчиков позволили заменить ручную сварку в суровых рабочих условиях с чрезмерным нагревом и дымом на роботизированную сварку. Использование промышленных роботов или механизированного оборудования для производства больших объемов становится все более распространенным явлением, при этом обычно используется роботизированная дуговая сварка металлическим электродом в среде защитного газа (GMAW). Более широкое использование роботизированной сварки потребовало более широких возможностей контроля параметров сварки и движения робота, а также улучшения обнаружения и устранения неисправностей. Полуавтономная роботизированная сварка (т. е. высокоавтоматизированные системы, требующие лишь незначительного вмешательства оператора) сталкивается с рядом проблем, наиболее распространенными из которых являются необходимость компенсации неточностей в приспособлениях для заготовки, разброс размеров заготовки, несовершенная подготовка кромок, и тепловые искажения в процессе. Основными задачами являются обнаружение краев стыка, отслеживание стыкового шва, контроль проплавления сварного шва и измерение ширины или профиля стыка. Такие проблемы наиболее эффективно могут быть решены с использованием сенсорных сигналов обратной связи от сварного соединения. Таким образом, датчики играют важную роль в роботизированных системах дуговой сварки с адаптивными и интеллектуальными функциями системы управления, которые могут отслеживать соединение, контролировать качество сварного шва в процессе и учитывать изменения в расположении и геометрии соединения. В этой работе описываются различные аспекты роботизированной сварки, программирование роботизированных сварочных систем и проблемы, связанные с этой техникой. Кроме того, в нем обсуждаются имеющиеся в продаже датчики отслеживания и обнаружения швов, а также представлено практическое применение датчиков для полуавтономной роботизированной сварки. Это исследование увеличивает знакомство с роботизированной сваркой и ролью датчиков в роботизированной сварке и связанными с ними проблемами.
Обзор
Введение
Промышленные роботы и механизированное оборудование стали незаменимыми для промышленной сварки для обеспечения высокой производительности, поскольку ручная сварка дает низкую производительность из-за суровых условий труда и экстремальных физических нагрузок (Лайпинг и др. , 2005). Динамичное поведение рынка и сильная конкуренция вынуждают производственные компании искать оптимальные производственные процессы. Как показано на рис. 1 (Pires et al. 2003), для малых/средних объемов производства роботизированное производство обеспечивает наилучшие затраты на единицу производительности по сравнению с ручной и жесткой автоматизацией. Помимо конкурентоспособных удельных затрат, системы роботизированной сварки имеют и другие преимущества, такие как повышение производительности, безопасности, качества сварки, гибкость и использование рабочего пространства, а также снижение затрат на оплату труда (Robot et al. 2013a; Robert et al. 2013). Расширение диапазона применения технологии роботизированной сварки привело к необходимости уменьшить вмешательство оператора и улучшить автоматизированный контроль над параметрами сварки, траекторией движения робота, обнаружением и исправлением неисправностей (Schwab et al. 2008). Несмотря на то, что уровень сложности и изощренности этих роботизированных систем высок, их способность адаптироваться к изменениям условий окружающей среды в реальном времени не может сравниться со способностью человеческих органов чувств адаптироваться к среде сварки (Хон и Холмс 19). 82).
Зона промышленной робототехники (Pires et al. 2003; Myhr 1999)
Изображение в натуральную величину , инструменты или специализированные устройства, к переменным запрограммированным движениям для выполнения различных задач». Хотя первый промышленный робот был разработан Йозефом Энгельбургером уже в середине 1950-х годов, только в середине 19-го70-х годов впервые в производстве была использована роботизированная дуговая сварка. Впоследствии робототехника была принята во многих сварочных процессах. Преимущества роботизированной сварки варьируются от процесса к процессу, но общие преимущества, как правило, включают улучшенное качество сварки, повышение производительности, снижение затрат на сварку и повышенную воспроизводимость сварки (Lane 1987).
Роботы для дуговой сварки
Сварка является неотъемлемой частью передового промышленного производства, и роботизированная сварка считается главным символом современной технологии сварки (Cui et al. 2013). В самых ранних применениях роботизированной сварки, так называемых роботизированных сварочных системах первого поколения, сварка выполнялась как двухпроходная система сварки, в которой первый проход был предназначен для изучения геометрии шва, а затем следовал фактическое отслеживание и сварка шва во втором проходе. С развитием технологий появилось второе поколение роботизированных сварочных систем, которые отслеживали шов в режиме реального времени, одновременно выполняя этапы обучения и отслеживания шва. Последней технологией роботизированной сварки являются системы третьего поколения, в которых система не только работает в режиме реального времени, но и изучает быстро меняющуюся геометрию шва при работе в неструктурированных средах (Pires et al. 2006). На рис. 2 показаны основные компоненты системы роботизированной дуговой сварки (Кэри и Хельцер, 2005 г.).
Роботизированная система дуговой сварки (Cary and Helzer 2005)
Изображение в полный размер
В следующих разделах кратко обсуждаются некоторые ключевые аспекты робототехники в технологии сварки.
Конфигурации роботов
Роботы можно классифицировать на основе таких критериев, как степени свободы, кинематическая структура, технология привода, геометрия рабочего пространства и характеристики движения (Tsai 2000). При выборе роботов для конкретного применения необходимо учитывать все эти факторы. Основываясь на геометрии рабочего пространства, роботы с вращающейся конфигурацией (или шарнирной рукой) являются наиболее часто используемым типом в промышленной роботизированной дуговой сварке (Ross et al. 2010). На рис. 3 показан пример робота с изменяемой конфигурацией.
Рис. 3Робот с вертикальным сочленением (револьверная конфигурация) с пятью шарнирными соединениями (Ross et al. 2010)
Изображение в натуральную величину
Этапы сварочных операций
Операция сварки состоит из трех различных этапов, которые требуют критического рассмотрения при проектировании полностью автоматизированной роботизированной сварочной системы для достижения хороших характеристик и качества сварки (Pires et al. 2006):
Этап подготовки
На этом этапе сварщик настраивает свариваемые детали, оборудование (источник питания, робот, программа робота и т. д.) и параметры сварки, а также тип газовой и электродной проволоки. Когда используется CAD/CAM или другое автономное программирование, предварительная программа роботизированной сварки доступна и размещается в сети. Следовательно, роботизированной программе может потребоваться лишь незначительная настройка для калибровки, которую может легко выполнить оператор сварки, выполнив выбранное онлайн-моделирование процесса.
Стадия сварки
Автоматическое оборудование требует тех же возможностей, что и ручная сварка, т. е. система должна поддерживать ориентацию горелки, соответствующую желаемой траектории (которая может отличаться от запланированной), выполнять отслеживание шва и изменять параметры сварки в режиме реального времени, таким образом имитируя адаптивное поведение ручных сварщиков.
Фаза анализа
Фаза анализа, как правило, представляет собой этап после сварки, когда оператор сварки проверяет полученный сварной шов, чтобы убедиться, что он приемлем и не требуются ли изменения на предыдущих двух этапах. Использование передовых датчиков, таких как лазерные 3D-камеры, позволяет выполнять эту фазу в режиме онлайн во время фазы сварки.
Режимы программирования роботов
Существуют различные методы обучения или программирования контроллера робота; а именно, ручные методы, онлайн-программирование (обход, ввод) и автономное программирование. Ручные методы в основном используются для роботов для захвата и установки и не используются для роботов для дуговой сварки (Cary and Helzer 2005).
Онлайн-программирование
Эта категория роботизированного программирования включает сквозное и сквозное программирование. Использование ручного онлайн-метода программирования не требует специального аппаратного или программного обеспечения на месте, кроме того, которое используется для производственного процесса. Основным недостатком онлайн-программирования является то, что оно довольно негибкое и способно управлять только простыми траекториями робота (Пан и др., 2012а). При проходном методе оператор перемещает горелку вручную, выполняя требуемую последовательность движений, которые записываются в память для воспроизведения во время сварки. Сквозной метод был принят в нескольких ранних сварочных роботах (Cary and Helzer 2005), но не получил широкого распространения. Традиционным методом программирования сварочных роботов является онлайн-программирование с помощью обучающего пульта, т. е. сквозное программирование. В этом подходе программист перемещает робота в желаемое положение с помощью клавиш управления на обучающем подвесном устройстве, и желаемое положение и последовательность движений записываются. Основным недостатком метода онлайн-обучения является то, что программирование робота вызывает перерывы в производстве на этапе программирования (McWhirter, 2012).
Режим обучения и воспроизведения имеет ограниченную гибкость, поскольку он не может адаптироваться ко многим проблемам, которые могут возникнуть в операции сварки, например, к ошибкам при предварительной обработке и подгонке заготовки, а также к тепловым воздействиям в процессе. искажение, приводящее к изменению размера зазора. Таким образом, для передовых применений роботизированной сварки требуется система автоматического управления, которая может адаптировать и регулировать параметры сварки и движение сварочных роботов (Hongyuan et al. 2009). Хонгюань и др. (2009 г.) разработал систему управления с обратной связью для роботов, которая использовала обучение и воспроизведение на основе визуального восприятия в реальном времени для определения ширины верхней стороны сварочной ванны и зазора шва для управления формированием сварного шва при дуговой сварке вольфрамовым электродом в среде защитного газа с изменением зазора при многопроходной сварке. Несмотря на все вышеупомянутые недостатки, онлайн-программирование по-прежнему остается единственным выбором программирования для большинства малых и средних предприятий (МСП). Методы онлайн-программирования с использованием более интуитивно понятных человеко-машинных интерфейсов (ЧМИ) и данных датчиков были предложены несколькими учреждениями (Чжан и др., 2006; Сугита и др., 2003). Вспомогательное онлайн-программирование можно разделить на вспомогательное онлайн-программирование и онлайн-программирование с помощью датчиков. Хотя был достигнут значительный прогресс в том, чтобы сделать онлайн-программирование более интуитивным, менее зависимым от навыков оператора и более автоматизированным, большинство результатов исследований коммерчески недоступны, за исключением Sugita et al. 2003.
Программирование в автономном режиме
Программирование в автономном режиме (OLP) с программным обеспечением для моделирования позволяет программировать путь сварки и последовательность операций с компьютера, а не с самого робота. Для OLP требуются трехмерные CAD-модели заготовок, роботов и приспособлений, используемых в ячейке. Программное обеспечение для моделирования соответствует этим 3D-моделям CAD, что позволяет программировать траекторию сварки робота с компьютера, а не с обучающего пульта в сварочной ячейке, как при онлайн-программировании. После моделирования и тестирования программы инструкции можно экспортировать с компьютера на контроллер робота через коммуникационную сеть Ethernet. Текущие исследования показывают, однако, что использование сенсорной технологии позволит полностью запрограммировать окончательную траекторию только с помощью OLP (Miller Electric Mfg Co. 2013). Пан и др. (2012a) разработали автоматизированный метод автономного программирования с программным обеспечением, которое позволяет автоматически планировать и программировать (с использованием CAD-моделей в качестве входных данных) для роботизированной сварочной системы с высокими степенями свободы без каких-либо усилий по программированию. Основными преимуществами OLP являются повторно используемый код, гибкость модификации, возможность генерировать сложные траектории и сокращение времени простоя производства на этапе программирования для настройки новой детали. Тем не менее, OLP в основном используется для создания сложных траекторий роботов для больших объемов производства, потому что время и стоимость, необходимые для создания кода для сложных роботизированных систем, аналогичны, если не больше, чем при онлайн-программировании (Pan et al. 2012a). В настоящее время для сложного производственного процесса с небольшим или средним объемом производства используется очень мало решений роботизированной автоматизации для замены ручного производства из-за этих дорогостоящих и трудоемких накладных расходов на программирование. Хотя OLP обладает вышеупомянутыми преимуществами, он не популярен среди пользователей малых и средних предприятий (SME) из-за своих очевидных недостатков. Трудно экономически оправдать использование OLP для продуктов меньшей стоимости из-за высокой стоимости пакета OLP и накладных расходов на программирование, необходимых для настройки программного обеспечения для конкретного приложения. Разработка индивидуального программного обеспечения для автономного программирования занимает много времени и требует навыков программирования высокого уровня. Как правило, эти навыки недоступны инженерам-технологам и операторам, которые сегодня часто выполняют программирование роботов в процессе производства. Поскольку методы OLP основаны на точном моделировании робота и рабочей ячейки, дополнительные процедуры калибровки с использованием дополнительных датчиков во многих случаях неизбежны для удовлетворения требований (Pan et al. 2012b).
Интеллектуальный робот
Очень сложно и даже невозможно предусмотреть и идентифицировать все ситуации, которые робот может совершить во время выполнения своей задачи. Поэтому разработчик программного обеспечения должен указать категории ситуаций и обеспечить робота достаточным интеллектом и способностью решать задачи любого класса своей программы. Иногда, когда ситуации неоднозначны и неопределенны, робот должен уметь оценивать различные возможные действия. Если среда робота не меняется, роботу дается модель его среды, чтобы он мог предсказать результат своих действий. Но если окружающая среда меняется, робот должен учиться. Это среди прочих предпосылок, требующих разработки и внедрения в роботов системы искусственного интеллекта (ИИ), способного к обучению, рассуждению и решению проблем (Цафестас и Вербрюгген 19).95).
Большинство сварочных роботов, используемых в практическом производстве, по-прежнему относятся к обучающему и воспроизводящему типу и не могут в полной мере соответствовать требованиям качества и разнообразия сварочного производства, поскольку эти типы роботов не имеют автоматических функций для адаптации к изменениям обстоятельств и неопределенным возмущениям (ошибки предварительного -обработка и подгонка заготовки, теплопроводность, рассеивание во время процесса сварки) во время процесса сварки (Тарн и др., 2004; Тарн и др., 2007). Чтобы преодолеть или ограничить различные неопределенности, влияющие на качество сварного шва, было бы эффективным подходом к разработке и совершенствованию интеллектуальных технологий сварочных роботов, таких как датчики зрения, мультисенсоры для сварочных роботов, распознавание свариваемой среды, автономный контроль. — наведение и отслеживание шва, а также интеллектуальные процедуры управления сварочными роботами в режиме реального времени. С этой целью разработка интеллектуальной технологии для улучшения текущего метода обучения и использования для программирования воспроизведения для сварочных роботов имеет важное значение для достижения высокого качества и гибкости, ожидаемых от сварных изделий (Chen and Wu 2008; Chen 2007).
Ожидается, что интеллектуальные роботы будут играть активную роль в сборочных работах, которые составляют такую же большую часть машиностроения, как и работа по механической обработке. Интеллектуальный робот может выполнять сборочные работы с высокой точностью, подбирая заготовку из беспорядочно сложенных заготовок на лотке, собирая ее с точностью до 10 мкм или менее с зазором с помощью своих датчиков усилия, а также высокоскоростной точечной дуговой сваркой при автомобильной сварке и сварке. картина. Однако у промышленных интеллектуальных роботов все еще есть задачи, в которых они не могут конкурировать с квалифицированными рабочими, хотя они обладают высоким уровнем навыков, как объяснялось до сих пор. Например, сборка гибких объектов, таких как жгут проводов, в мире ведется несколько исследований и разработок для решения этих проблем (ноябрь 2009 г.).).
Проблемы роботизированной сварки
Несмотря на преимущества использования роботизированных систем, сопутствующие проблемы требуют должного внимания. Проблемы включают следующее:
Консистенция, необходимая для изготовления детали за деталью, которая при отсутствии надлежащего контроля может колебаться из-за плохой фиксации или изменений в процессе формовки металла.
В случае малых и средних объемов производственных или ремонтных работ время и усилия, затрачиваемые на программирование робота для сварки новой детали, могут быть довольно высокими (Dinham and Fang 2013).
Роботизированная сварка требует надлежащей конструкции соединения, постоянных условий зазора и допуска зазора, не превышающего 0,5–1 мм.
Изменение состояния зазоров требует использования сенсорных технологий для заполнения зазоров (Robot et al. 2013b).Автоматизация сварки с помощью роботизированных систем требует больших первоначальных затрат, поэтому очень важен точный расчет окупаемости инвестиций (ROI) (Rochelle 2010).
Возможная нехватка квалифицированных сварщиков с необходимыми знаниями и подготовкой создает ограничения.
В отличие от адаптивного человеческого поведения, роботы не могут самостоятельно принимать автономные корректирующие решения и должны быть дополнены датчиками и надежной системой управления для принятия решений.
Роботизированная сварка не может быть легко выполнена в некоторых областях, таких как сосуды под давлением, внутренние резервуары и корпуса кораблей, из-за ограничений на рабочем месте (Робототехника Библия 2011).
Большинство интеллектуальных систем на основе датчиков, доступных на рынке, не тесно интегрированы с контроллером робота, что ограничивает производительность роботизированной системы, поскольку большинство промышленных роботов обеспечивают только около 20 Гц контура обратной связи через интерфейс программирования. Следовательно, робот не может быстро реагировать на информацию датчика, что приводит к вялой, а иногда и нестабильной работе.
Датчики для роботизированной сварки
Потребность в датчиках для роботизированной сварки
В настоящее время сварочные роботы используются преимущественно в автоматических производственных процессах, в большинстве из которых используются обучающие и воспроизводящие роботы, требующие много времени для обучения и планирования пути, и т. д. Кроме того, обучение и программирование необходимо повторять, если размеры свариваемых деталей изменяются, так как они не могут самокорректироваться в процессе сварки. В частности, положение шва на практике часто нарушается из-за различных проблем. Использование датчиков — это способ решения этих проблем в процессах автоматизированной роботизированной сварки (Xu et al. 2012). Основное использование датчиков в роботизированной сварке заключается в обнаружении и измерении характеристик и параметров процесса, таких как геометрия соединения, геометрия и расположение сварочной ванны, а также в онлайн-контроле процесса сварки. Датчики дополнительно используются для контроля дефектов сварки и оценки качества (Pires et al. 2006). Идеальный датчик для применения робота должен измерять точку сварки (предотвращение отслеживания смещения), должен обнаруживать заранее (находить начальную точку шва, распознавать углы, избегать столкновений) и должен быть как можно меньше (без ограничений в доступе). ). Идеальных датчиков, сочетающих в себе все три требования, не существует; поэтому необходимо выбрать датчик, подходящий для конкретной сварочной работы (Bolmsjö and Olsson 2005). Датчики, которые измеряют геометрические параметры, в основном используются для предоставления роботу возможности отслеживания шва и/или возможности поиска, что позволяет адаптировать траекторию робота в соответствии с геометрическими отклонениями от номинальной траектории. Технологические датчики измеряют параметры сварочного процесса для его стабильности и в основном используются для мониторинга и/или контроля (Pires et al. 2006). В таблице 1 представлены различные варианты применения датчиков, а также обобщены преимущества и недостатки для определенного периода времени во время операции сварки.
Полноразмерная таблица
Датчики контактного типа, такие как сопло или палец, дешевле и проще в использовании, чем бесконтактные. Однако этот тип датчиков нельзя использовать для стыковых и тонких соединений внахлестку. Бесконтактные датчики, называемые сквозными датчиками, могут использоваться для тавровых соединений, U-образных и V-образных канавок или соединений внахлестку определенной толщины. Эти типы датчиков подходят для сварки больших деталей с переплетением, когда контроль провара не требуется. Однако он не применим к материалам с высокой отражательной способностью, таким как алюминий. Сварщики уделяют большое внимание зондированию соединений с 19 века.80-е годы. Основными типами используемых промышленных датчиков дуговой сварки являются оптические датчики и датчики дуги (Nomura et al. 1986). Некоторые из наиболее важных применений датчиков в роботизированной сварке обсуждаются ниже:
Поиск шва
Поиск шва (или поиск стыка) — это процесс, в котором шов определяется с помощью одного или нескольких поисков, чтобы убедиться, что сварной шов точно откладывается в суставе. Поиск шва осуществляется путем регулировки роботизированного манипулятора и сварочной горелки в правильном положении и ориентации по отношению к разделке под сварку или путем настройки программы машины перед сваркой (Servo Robot Inc 2013a). Многие роботизированные приложения, особенно в автомобильной промышленности, включают в себя производство серии коротких и повторяющихся сварных швов, для которых не требуется отслеживание в реальном времени; однако необходимо начинать каждый сварной шов в правильном месте, что требует использования датчиков обнаружения шва (Meta Vision Systems Ltd 2006).
Отслеживание шва
Отслеживание шва позволяет сварочной горелке автоматически следовать канавке сварного шва и соответствующим образом регулировать роботизированный манипулятор; для противодействия эффектам изменения шва, вызванным деформациями, неравномерной теплопередачей, изменчивостью размера зазора, смещенными краями и т. д. (Xu et al. 2012).
Надежные датчики отслеживания шва обеспечивают следующие преимущества (Björkelund 1987):
Автоматическая вертикальная и горизонтальная коррекция траектории (даже изменения траектории, вызванные тепловыми искажениями)
Менее строгие требования к точности объектов и приспособлений
Адаптация параметров сварки
Сокращение времени программирования
Более низкие проценты брака
Более высокое качество сварки
Жизнеспособность короткой серии
Адаптивное управление
При сварке с адаптивным управлением, т. е. в системе с замкнутым контуром, использующей датчики с обратной связью и адаптивное управление, существует система управления технологическим процессом, которая автоматически определяет изменения условий сварки с помощью датчиков и дает указание оборудованию принимать соответствующее действие. Датчики необходимы при сварке с адаптивным управлением, чтобы находить стык, оценивать проникновение в корень, накладывать валик и отслеживать шов, а также обеспечивать надлежащее заполнение шва (Кэри и Хельцер, 2005 г.). Использование датчиков обеспечивает адаптивное управление для управления в режиме реального времени и регулировки параметров процесса, таких как сварочный ток и напряжение. Например, возможности датчиков в обнаружении швов, определении проплавления и заполнения шва, а также обеспечении провара корня и приемлемой формы сварного шва означают, что корректирующие изменения соответствующих параметров сварки выполняются таким образом, чтобы поддерживать постоянное качество сварного шва (Кэри и Хельцер, 2005 г. ). ; Дрюс и Старк 1986). Адаптивный сварочный робот должен иметь возможности для решения двух основных задач. Первый аспект — это управление траекторией и ориентацией концевого эффектора, чтобы робот мог отслеживать свариваемое соединение с высокой точностью. Второй – контроль переменных процесса сварки в режиме реального времени, например, контроль количества наплавленного металла в стык по размерам зазора, разделяющего свариваемые детали.
Чен и др. (2007) изучали использование лазерного видения для адаптивной сварки алюминиевого сплава, при которой скорость подачи проволоки и сварочный ток регулируются автоматически в соответствии с состоянием канавки. Датчик использовался для точного измерения разделки сварного шва и для автоматического отслеживания шва, включая автоматическое выравнивание траверсы горелки и регулировку высоты горелки во время сварки. Было использовано адаптивное программное обеспечение, которое рассчитывало скорость подачи проволоки в соответствии с изменением зазора и площади сварного шва. Программное обеспечение включало извлечение геометрии канавки, расчет и фильтрацию, запрос адаптивной таблицы (таблица ADAP, как показано в таблице 2) и генерацию управляющего выходного сигнала.
Полноразмерная таблица
На рис. 4 показан модуль потока управления для адаптивного управления параметрами сварки для системы.
Рис. 4Схема адаптивного управления параметрами сварки (Chen et al. 2007)
Изображение в натуральную величину фильтрация вычисленных данных площади для удаления неверных данных и шума. Затем модуль запросил таблицу ADAP, чтобы получить правильные параметры сварки, то есть сварочный ток и скорость подачи проволоки. Затем соответствующие значения аналоговых сигналов передавались для управления источником питания и механизмом подачи проволоки (Чен и др., 2007).
Мониторинг качества
Использование автоматических систем контроля качества сварных швов приводит к снижению производственных затрат за счет сокращения рабочей силы, необходимой для контроля. Автоматическая система обнаружения для сварки должна быть способна классифицировать дефекты сварки, такие как пористость, разбрызгивание металла, неправильная форма валика, чрезмерное армирование корня, неполные провары и прожоги. Большинство коммерческих систем мониторинга работают аналогичным образом: напряжение, ток и другие технологические сигналы измеряются и сравниваются с заданными номинальными значениями. Аварийный сигнал срабатывает, когда любое отклонение от заданных значений превышает заданный порог. Пороговые значения сигнализации коррелируют с реальными дефектами сварки или относятся к спецификациям, определенным в спецификации процедуры сварки (WPS) (Pires et al. 2006). В настоящее время распространенные методы неразрушающего контроля сварного шва включают рентгенографию, ультразвук, визуальное обнаружение, магнитное обнаружение, а также вихретоковые и акустические измерения (Абдулла и др., 2013).
Куинн и др. (1999) разработали метод обнаружения дефектов при автоматической дуговой сварке металлическим электродом в среде постоянного напряжения (GMAW) с использованием сигналов технологического тока и напряжения. Они использовали семь алгоритмов обнаружения дефектов для обработки сигналов тока и напряжения, чтобы получить параметры качества и пометить сварные швы, которые отличались от базовых записей ранее выполненных бездефектных сварных швов. Система может эффективно обнаруживать проплавление, потерю защитного газа и наличие маслянистых частиц, вызывающих поверхностную и подповерхностную пористость.
На рисунке 5 показан пример системы визуального контроля сварных швов (VIRO wsi от Vitronic GmbH), состоящей из датчика на основе камеры, вычислительного блока и программного обеспечения, имеющего возможность полностью автоматизированного трехмерного контроля шва с комбинированным 2D и Трехмерное машинное зрение. Он может обнаруживать все соответствующие дефекты и их положение в режиме реального времени. Эту информацию можно сохранить для дальнейшего наблюдения, документирования и статистической оценки (VITRONIC 2010).
Рис. 5Трехмерный контроль сварных швов с помощью VIRO wsi (VITRONIC 2010)
Изображение в полный размер
На рис. 6 показан пример датчика контроля сварных швов на основе сканирующего теплового профиля под названием ThermoProfilScanner (TPS) от HKS Prozesstechnik GmbH. , для оценки качества сварки и несоосности сварных швов при охлаждении. Поскольку характеристики термического профиля (симметрия, ширина термической зоны, максимальная температура и т. д.) и качество шва напрямую связаны, аномалии шва, такие как недостаточное проплавление, смещение сварного шва, отверстия, непровары и т. д., могут быть обнаружены TPS. Корреляции между термическим профилем и качеством сварки из предыдущего опыта можно использовать для сравнения желаемых значений и допусков. При превышении допустимых пределов выдаются предупреждающие сигналы, обозначающие дефектные точки, и процесс сварки может быть остановлен (HKS Prozesstechnik 2013).
Измерение теплового поля шва при остывании сварочной установки ТПС ( a ), дефектного шва ( b ) и аномального теплового профиля ( c ) дефектного шва (HKS Prozesstechnik 2013)
Изображение в полный размер
Датчики отслеживания и обнаружения шва
В продаже имеется несколько датчиков для роботизированной сварки, в основном для отслеживания шва и контроля качества. Некоторые из наиболее известных датчиков в области роботизированной сварки обсуждаются ниже:
Robo-Find (Servo Robot Inc)
Датчик в системе Robo-Find для поиска швов при роботизированной сварке основан на системе лазерного зрения. Robo-Find предлагает решение для автономных приложений поиска швов, где детали и/или элементы должны быть сначала обнаружены при изменении траектории движения инструмента. Он находит, обнаруживает и измеряет сварные соединения без какого-либо контакта с деталью, а затем дает сигнал роботу скорректировать траекторию горелки менее чем за 1 с. Некоторые функции и преимущества Robo-Find (Servo Robot Inc) перечислены ниже (Servo Robot Inc 2013a):
Невосприимчив к дуговому процессу, такому как брызги, и может выдерживать излучаемое тепло.
Может находить швы для всех свариваемых материалов.
Имеет встроенную цветную видеокамеру для дистанционного наблюдения и программирования.
Он может автоматически распознавать тип соединения.
Сокращает количество ремонтов и переделок.
Может быть дооснащен существующим оборудованием.
В нем используется технология смарт-камеры со встроенным блоком управления (без отдельного контроллера со всем, что находится внутри самой камеры), поэтому настройку можно выполнить с помощью простого интерфейса ноутбука.
Robo-Find доступен с одним из двух типов лазерной камеры, основанной либо на точечном лазерном датчике, либо на системе линейного лазерного датчика. На рисунке 7 показана система Robo-Find SF/D-HE, основанная на системе линейного лазера, и система SENSE-I/DV, основанная на точечном лазере. Примерное сравнение времени, необходимого для обнаружения шва и сварки лазерным датчиком изображения и механическим тактильным датчиком, показано на рис. 8.
a Линейный лазерный датчик Robo-Find SF/D-HE и b Точечный лазерный датчик Robo-Find SENSE-I/D-V (Servo Robot Inc 2013a)
Полноразмерное изображение
Рис. 8Сравнение лазерного зрения и системы тактильных датчиков для поиска швов и сварки (Servo Robot Inc 2013a)
Полноразмерное изображение
Power-Trac (Servo Robot Inc)
Этот датчик имеет возможность отслеживания шва в реальном времени и в автономном режиме нахождение швов на основе системы лазерного зрения. Траектория горелки постоянно изменяется, чтобы компенсировать изменения в реальном времени, такие как деформация, вызванная подводом тепла в процессе сварки. Ниже перечислены некоторые характеристики и преимущества, упомянутые производителем (Pires et al. 2006):
- 1.
Это полностью интегрированная система с лазерной камерой, блоком управления и программным обеспечением.
- 2.
Обеспечивает автоматическое отслеживание стыков и управление траекторией сварочной горелки в реальном времени.
- 3.
Возможна установка инспекционного модуля для контроля качества сварных швов.
- 4.
Невосприимчив к дуговому процессу, такому как брызги, и может выдерживать излучаемое тепло.
- 5.
Система не зависит от условий окружающего освещения и может отслеживать все свариваемые материалы.
- 6.
Система предлагает настоящие трехмерные лазерные измерения геометрических размеров суставов.
- 7.
Высокоскоростной цифровой лазерный датчик обеспечивает быстрое и надежное распознавание суставов.
- 8.
Система подходит для процессов высокоскоростной сварки, таких как тандемная дуговая сварка металлическим электродом и лазерная гибридная сварка.
- 9.
Система имеет прямой интерфейс с большинством марок роботов с помощью усовершенствованного протокола связи по последовательному каналу или каналу Ethernet.
- 10.
Включена большая библиотека соединений, которая позволяет отслеживать и измерять практически любой сварной шов на любом свариваемом материале.
- 11.
Модуль адаптивной сварки может регулировать изменчивость геометрии соединения для оптимизации размера сварного шва и, таким образом, устранения дефектов и уменьшения переваривания.
На рис. 9 показана роботизированная дуговая сварка в сочетании с системой Power-Trac для поиска и отслеживания швов (Servo Robot Inc 2013b).
Рис. 9Роботизированная дуговая сварка с Power-Trac (Servo Robot Inc 2013b)
Изображение в полный размер
Laser Pilot (Meta Vision Systems Ltd.)
быть сварены для обнаружения шва и отслеживания шва. Он исправляет ошибки позиционирования деталей, а также ошибки, связанные с термической деформацией в процессе сварки. Некоторые варианты системы Laser Pilot описаны ниже:
Лазерный Пилот MTF
Laser Pilot MTF — это прибор для поиска швов, который можно использовать при роботизированной сварке, включающей серию коротких сварных швов, которые обычно используются в автомобильной промышленности и не требуют отслеживания в реальном времени, хотя правильное размещение сварочной горелки в необходимо начало сварки.
MTF использует стандартный интерфейс для связи с контроллером робота.Лазерный пилот MTR
Laser Pilot MTR — это устройство для отслеживания швов, которое может быть подключено к продуктам различных ведущих производителей роботов. Помимо функции поиска швов, он может отслеживать швы в режиме реального времени во время сварки (Meta Vision Systems Ltd, 2006 г.).
Система кругового сканирования Weld-Sensor
Система кругового сканирования (CSS) Weld-Sensor (Oxford Sensor Technology Ltd.) состоит из маломощного лазерного диода, который проецирует лазерный луч через внеосевую линзу на обрабатываемую поверхность. проанализировано, как показано на рис. 10. Линейный ПЗС-детектор просматривает пятно через ту же внеосевую линзу. Расстояние между датчиком сварки CSS и измеряемой поверхностью рассчитывается на основе метода триангуляции. Встроенный двигатель вращает внеосевую линзу, заставляя лазерное пятно вращаться и формируя коническое сканирование (Мортимер, 2006). Технология кругового сканирования позволяет измерять трехмерные углы за одно измерение и имеет преимущество в увеличенном коэффициенте обнаружения по сравнению с другими датчиками (Bergkvist 2004). CSS Weld-Sensor также можно использовать с материалами с высокой отражающей способностью, такими как алюминий (Мортимер, 2006 г.).
Расположение деталей со смещенной линзой в CSS (Braggins 1998)
Изображение в натуральную величину в сочетании со сварочной горелкой MIG и роботом ABB 2400–16 приварили алюминиевую заднюю стойку к алюминиевой секции крыши спортивного автомобиля Jaguar XK, как показано на рис. 11. Эта сварка важна как с точки зрения эстетики, и прочностью, потому что сечение находится на уровне глаз и не должно быть видимых внешних стыков и дефектов. Датчик считывает положение, ширину, глубину и ориентацию шва. В процессе сварки задействовано около шести или восьми измерений, и каждое измерение занимает менее 400 мс. В системе использовался один сенсор CSS Weld-Sensor для измерения истинного положения шва перед сваркой, что позволяло оптимизировать запрограммированный путь сварки за счет автоматической коррекции допусков компонентов и вариаций подгонки (Номура и др. 19).86).
Робот ABB 2400–16 со сварочной горелкой MIG и датчиком сварки OST CSS, установленным на конце руки (HKS Prozesstechnik 2013)
Изображение в полный размер
ABB Weldguide III
датчик отслеживания шва через дугу, разработанный АББ, который использует два внешних датчика для сварочного тока и напряжения дуги. Он имеет измерительную способность на частоте 25 000 Гц для быстрой и точной коррекции траектории и может быть интегрирован с различными режимами передачи, такими как струйная дуга, короткая дуга и импульсная дуга GMAW.
Weldguide III имеет базовый, расширенный и многопроходный режимы отслеживания. Основные режимы слежения состоят либо из режима работы резака, либо из режима осевой линии. В режиме «резак-работа» определяется высота, а в фиксированном режиме «резак-работа» расстояние поддерживается путем измерения целевого тока и регулировки высоты для сохранения настройки, как показано на рис. 12а. Режим центральной линии используется с плетением, при котором импеданс измеряется при перемещении резака из стороны в сторону с использованием параметра смещения, как показано на рис. 12b (ABB Group 2010).
a Режим работы горелки и b режим центральной линии (ABB Group 2010)
Изображение в полный размер
В адаптивном режиме заполнения, типе расширенного режима отслеживания, робот может определять и корректировать отклонения в допусках соединения. Если ширина стыка изменяется, переплетение робота будет увеличиваться или уменьшаться, а скорость перемещения соответственно корректируется, как показано на рис. 13.
Режим адаптивного заполнения (ABB Group 2010)
Полноразмерное изображение
При многопроходной сварке Weldguide III отслеживает первый проход и сохраняет фактический отслеживаемый путь, чтобы его можно было сместить для последующих проходов, как показано на рис. 14.
Рис. 14Многопроходная сварка по Weldguide III (ABB Group 2010)
Изображение полного размера
Практический пример: MARWIN
Целевая проблема
Доступные в настоящее время технологии сварки, такие как ручная сварка и сварочные роботы, имеют несколько недостатки. Ручная сварка требует много времени, а существующие роботы недостаточно эффективны для производства небольших партий изделий, но и они часто сталкиваются с несоответствиями при необходимости перепрограммирования. Это перепрограммирование также занимает очень много времени.
В ноябре 2011 года был начат проект под названием MARWIN, являющийся частью структуры проекта FP7 Европейского исследовательского агентства (CORDIS 2015). Его цель заключалась в разработке сварочного робота на основе машинного зрения, подходящего для малых и средних предприятий (МСП) с автоматическим расчетом пути, выбором параметров сварки и встроенной системой контроля качества (Чен и др., 2007). MARWIN может извлекать параметры сварки и рассчитывать траекторию рабочего органа непосредственно из CAD-моделей, которые затем проверяются с помощью 3D-сканирования и регистрации в реальном времени (Rodrigues et al. 2013a). Основная проблема для МСП, пытающихся использовать роботизированную сварку, заключается в том, что продукты меняются после небольших партий, а необходимое обширное перепрограммирование является дорогостоящим и трудоемким. Ограничения текущего OLP включают производственные допуски между CAD и заготовками, а также неточности в размещении заготовок и смоделированной рабочей ячейке (TWI Ltd 2012). На рис. 15 показана общая схема процесса для системы MARWIN.
Технологическая схема системы MARWIN (TWI Ltd. 2012)
Изображение полного размера
Программирование
Система MARWIN состоит из управляющего компьютера с пользовательским интерфейсом и элементами управления для системы технического зрения и сварочного робота. Новая методология автономного роботизированного программирования (OLP), решающая проблему автоматического создания программ непосредственно из 3D-моделей CAD и проверки с помощью онлайн-реконструкции 3D. Система машинного зрения способна реконструировать 3D-изображение деталей с помощью структурированного света и распознавания образов, которое затем сравнивается с чертежом САПР реальной сборки. Он извлекает параметры сварки и рассчитывает траектории робота непосредственно из CAD-моделей, которые затем проверяются с помощью 3D-сканирования и регистрации в реальном времени. Компьютер устанавливает наилучшую траекторию движения робота на основе данных, введенных пользователем. Автоматическая корректировка траектории выполняется по реконструированному изображению. Параметры сварки автоматически выбираются из встроенной базы данных процедур сварки (TWI Ltd 2012). Роль пользователя ограничивается высокоуровневой спецификацией сварочной задачи и подтверждением и/или изменением параметров и последовательностей сварки, как это предлагается MARWIN (Rodrigues et al. 2013a). Концепция MARWIN проиллюстрирована на рис. 16.
Концепция MARWIN (TWI Ltd. 2012)
Полноразмерное изображение
Датчики
Система технического зрения в MARWIN основана на методе структурированного сканирования света. Как показано на рис. 17, несколько плоскостей света с известным рисунком проецируются на целевую поверхность, что записывается камерой. Пространственное соотношение между источником света и камерой затем комбинируется с формой захваченного узора, чтобы получить трехмерное положение поверхности вдоль узора. Преимущества такой системы заключаются в том, что и камеру, и проектор можно разместить как можно ближе друг к другу, что может дать преимущества для миниатюризации конструкции. Более того, математическая формулировка такого устройства проста, чем у стандартных сканеров, что приводит к меньшему количеству вычислительных циклов, что делает параллельный дизайн более подходящим для 3D-обработки в реальном времени (Rodrigues et al. 2013a).
Метод структурированного сканирования света (Rodrigues et al. 2013a)
Изображение в натуральную величину -временные приложения. Эксперименты показывают, что этот метод подходит для сканирования различных поверхностей и, в частности, металлических деталей, предназначенных для задач роботизированной сварки (Rodrigues et al. 2013b). Этот метод позволяет роботу корректировать траекторию сварки, разработанную на основе модели САПР, к фактической заготовке. В качестве альтернативы, для неповторяющихся задач и при отсутствии CAD-модели можно интерактивно определить траекторию в режиме онлайн по отсканированной поверхности (Rodrigues et al. 2013c).
Выводы
Робототехника и датчики вместе со связанными с ними системами управления стали важными элементами промышленного производства. Они предлагают несколько преимуществ, таких как улучшенное качество сварки, повышенная производительность, снижение затрат на сварку, повышенная воспроизводимость сварки и минимизация участия человека при выборе параметров сварки, траектории движения робота, обнаружении и устранении неисправностей.
Непрерывное развитие в области робототехники, датчиков и управления означает, что роботизированная сварка достигла стадии третьего поколения, на которой система может работать в режиме реального времени и может обучаться быстрым изменениям геометрии шва при работе в неструктурированных среды.
Из методов программирования, обычно используемых со сварочными роботами, обычное онлайн-программирование с подвесным пультом обучения, т. е. сквозное программирование, имеет тот недостаток, что во время программирования возникают перерывы в производстве. Кроме того, он может управлять только простыми траекториями роботов. Программирование в автономном режиме, благодаря многократно используемому коду, гибкости модификации и способности генерировать сложные траектории, позволяет сократить время простоя производства на этапе программирования для настройки новых деталей и поддерживает автономную роботизированную сварку с библиотекой программных кодов для параметры сварки и траектории для различных 3D CAD-моделей заготовок.
Несмотря на преимущества роботизированных систем сварки на основе датчиков, существуют некоторые проблемы, связанные с роботизированной сваркой, которые необходимо решить, чтобы обеспечить правильный выбор на основе рабочих требований и рабочей среды.
Различные датчики используются в роботизированной сварке для обнаружения и измерения различных характеристик и параметров процесса, таких как геометрия соединения, геометрия сварочной ванны, местоположение и т. д., а также для онлайн-управления процессом сварки. Основными задачами этих датчиков, наряду с системой управления, являются обнаружение швов, отслеживание швов, адаптивное управление и контроль качества сварных швов.
Использование датчиков не ново в этой области, и датчики уже более 20 лет успешно используются для отслеживания шва при роботизированной дуговой сварке. В основном используются два разных принципа: датчики сквозной дуги и оптические датчики. Датчики сквозной дуги используют саму дугу и требуют небольшого колебательного движения сварочной горелки. Оптические датчики часто основаны на сканировании лазерного луча и триангуляции для измерения расстояния до сварного шва. Оба метода имеют некоторые характерные особенности, делающие их более подходящими в определенных ситуациях. Следует отметить, что метод зондирования через дугу является относительно недорогим по сравнению с оптическим датчиком шва. Основными типами используемых промышленных датчиков дуговой сварки являются оптические датчики и датчики дуги. Если обнаружение дуги было доминирующим до 1980-х, в настоящее время тенденция сосредоточена на улучшении оптики для интеллектуального программирования, а также на интеллектуальных датчиках.
На рынке доступно множество датчиков для отслеживания и обнаружения швов. Характер работы определяет пригодность того или иного типа датчика. Однако из-за приемлемого уровня точности и разумной стоимости датчики на основе технического зрения в основном используются для отслеживания швов в большинстве приложений роботизированной сварки, за исключением датчиков через дугу.
Исследовательский проект MARWIN представил полуавтономную роботизированную систему сварки, в которой датчики технического зрения сканируют сборку заготовки в 3D с использованием структурированного света, который сравнивается с чертежом САПР для расчета траектории робота и параметров сварки из встроенной базы данных. . Такой подход устраняет необходимость утомительного программирования параметров робота и сварки для каждой отдельной детали, а роль пользователя ограничивается высокоуровневой спецификацией сварочного задания и подтверждением и/или модификацией, если это необходимо. Малые и средние предприятия с небольшими объемами производства и разнообразными заготовками получат большую выгоду от такой полуавтономной роботизированной сварки.
До недавнего времени большинство программ для роботов обучались только с помощью пульта обучения роботов, что требовало снятия робототехнической системы с производства. Теперь программисты используют автономные программные инструменты для обучения движений робота. После передачи программы на контроллер робота они используют подвесной пульт обучения робота для уточнения положений программы. Это значительно повышает производительность роботизированной системы. Но все же необходима калибровка между моделью и реальной рабочей ячейкой. Тенденцией является развитие более интеллектуального программирования за счет использования датчиков с возможностью сканирования заготовки и рабочей среды с высокой точностью.
Ссылки
Абдулла Б.М., Мейсон А. и Аль-Шаммаа А. (2013). Обнаружение дефектов сварного шва на основе электромагнитного зондирования. Journal of Physics: Серия конференций, 450 , 1–6.
Google ученый
Бергквист, П. (2004). Отслеживание шва в сложной авиационно-космической детали для лазерной сварки . Факультет технологии, математики и компьютерных технологий, Швеция: Университет Тролльхеттана.
Google ученый
Бьёркелунд, М.
(1987). Настоящий трекер шва для дуговой сварки. JD Lane (Ed.), Robotic Welding (стр. 167). IFS (Publications) Ltd.Bolmsjö, G, & Olsson, M (2005). Датчики в роботизированной дуговой сварке для поддержки мелкосерийного производства. Промышленный робот: международный журнал, 32 (4), 341–345.
Брэггинс, Д. (1998). Oxford Sensor Technology — история упорства. Sensor Review, 18 (4), 237–241.
Артикул Google ученый
Кэри, Х.Б., и Хельцер, Южная Каролина. (2005). Современные технологии сварки . Нью-Джерси: образование Пирсона. стр. 326–329.
Google ученый
Чен, С.Б. (2007). О ключевых интеллектуальных технологиях сварочного робота. LNCIS, 362 , 105–116.
Google ученый
Чен С.Б. и Ву Дж. (2008). Интеллектуальная технология динамического процесса дуговой сварки.
LNEE (Том 29). Гейдельберг: Спрингер.Google ученый
Чен, З., Сун, Ю., Чжан, Дж., Чжан, В., Цзян, Л., и Ся, X. (2007). Лазерное видение на основе адаптивной сварки алюминиевого сплава. Границы машиностроения, 2 (2), 218–223.
Артикул МАТЕМАТИКА Google ученый
Цуй, Х., Донг, Дж., Хоу, Г., Сяо, З., Чен, Ю., и Чжао, З. (2013). «Анализ системы визуального контроля робота для дуговой сварки», Международная конференция по качеству, надежности, рискам, техническому обслуживанию и технике безопасности (QR2MSE) , 2013 г. .
Google ученый
Динхэм, М., и Фанг, Г. (2013). Автономная идентификация и локализация сварного шва с использованием стереозрения «глаз в руке» для роботизированной дуговой сварки. Робототехника и компьютеризированное производство, 29 (5), 288–301.
Артикул Google ученый
Дрюс П. и Старке Г. (1986). Разработка подходов к расширенному адаптивному управлению при автоматизированной дуговой сварке. Кафедра мехатроники, Унив. Ахен, Германия, внутренний отчет 12 .
Группа, АББ. (2010). Weldguide III для отслеживания шва по дуге .
Google ученый
Хон Р.Э. и Холмс Дж.Г. (1982). «Роботизированная дуговая сварка — добавление науки к искусству», в Robots VI . Мичиган: Детройт.
Google ученый
Хунъюань С., Сися Х. и Тао Л. (2009). Контроль формирования сварного шва для робота дуговой сварки. Международный журнал передовых производственных технологий, 44 , 512–519.
Артикул Google ученый
Лайпин, К. Шанбен и Л. Тао, «Моделирование отражательной способности поверхности сварочной ванны импульсной GTAW из алюминиевого сплава», Материаловедение и инженерия: A, том.
394, нет. 1–2, с. A 320–326, 2005Лейн, JD. (1987). «Современное состояние роботизированной сварки», в книге «Роботизированная сварка — Международные тенденции в производственных технологиях» (стр. 1–10). Бедфорд: IFS (публикации) Ltd.
Google ученый
МакВиртер, К. «Программируемость сварочного робота», Wolf Robotics , 24 января 2012 г. [Онлайн]. Доступно: http://www.cimindustry.com/article/welding/welding-robot—programmability. [Доступ: 14 июля 2015 г.].
ООО «Мета Вижн Системс» (2006 г.). Роботизированный. [Онлайн]. Доступно: www.meta-mvs.com/app/images/Robot-Welding-Applications.pdf. [Проверено: 14 июля 2015 г.]
КОРДИС. (2015). Поддержка принятия решений и дополненная реальность для автоматических сварочных установок. [Онлайн] Доступно по адресу: http://cordis.europa.eu/project/rcn/101118_en.html. [По состоянию на 14 июля 2015 г.].
Мортимер, Дж.
(2006). Jaguar использует адаптивную сварку MIG для соединения задних стоек с алюминиевой секцией крыши нового спортивного автомобиля. Обзор датчиков , 26 (4), 272–276.Артикул Google ученый
Мюр, М. (1999). «Новые тенденции в промышленности: взгляд АББ в будущее», на Международном семинаре по промышленной робототехнике . Лиссабон: новые тенденции и перспективы.
Google ученый
Nof, SY. (2009). Справочник Springer по автоматизации (стр. 349–363). Лондон: Springer Dordrech Heidelberg.
Книга МАТЕМАТИКА Google ученый
Номура Х., Сугитани Ю. и Судзуки Ю. (1986). Автоматический контроль дуговой сварки с помощью системы датчиков дуги, Технический отчет НКК, зарубежный № 47 .
Google ученый
Пирес, Дж.
Н., Лурейро, А., и Бёльмсьо, Г. (2006a). Сварочные роботы: технология . Лондон: системная проблема и приложение. Спрингер-Верлаг. п. 74.Google ученый
Miller Electric Mfg Co., «Автономное программирование и моделирование в приложениях роботизированной сварки ускоряет время программирования, сокращает время простоя робота», 2013 г. [Онлайн]. Доступно: http://www.millerwelds.com/resources/articles/offline-programming-simulation-automated-robotic-welding-automation-Miller-welding-automation-DTPS. [По состоянию на 2 апреля 2013 г.].
Пан, З., Полден, Дж., Ларкин, Н., Дуин, С.В., и Норриш, Дж. (2012a). «Автоматизированное автономное программирование для роботизированной системы сварки с высокой степенью свободы», в « Достижениях в области компьютеров, связи, управления и автоматизации» (том 121, стр. 685–692). Берлин: Springer Berlin Heidelberg.
Google ученый
Пан, З.
, Полден, Дж., Ларкин, Н., Ван Дуин, С., и Норриш, Дж. (2012b). «Недавний прогресс в методах программирования промышленных роботов». Комплексное производство робототехники и компьютеров, 28 (2), 87–94.Артикул Google ученый
Пирес, Дж. Н., Лурейро, А., Годиньо Т., Феррейра П., Фернандо Б., Моргадо Дж. (2003). «Сварочные роботы», Журнал IEEE Robotics & Automation, 45–55.
Пирес, Дж. Н., Лурейро, А., и Бёльмсьо, Г. (2006b). Сварочные роботы — системные вопросы и приложения . Лондон: Спрингер.
Google ученый
HKS Prozesstechnik, «ThermoProfilScanner — TPS», 2013. [Онлайн]. Доступно: http://www.hks-prozesstechnik.de/fileadmin/uploads/Downloads/flyer_tps_engl.pdf. [Доступ: 14 июля 2015 г.].
HKS Prozesstechnik, «ThermoProfilScanner», HKS Prozesstechnik, [онлайн]. Доступно: http://www.hks-prozesstechnik.
de/en/products/thermoprofilscanner/. [По состоянию на 25 сентября 2013 г.].Куинн, Т.П., Смит, К., МакКован, К.Н., Блаховяк, Э., и Мэдиган, Р.Б. (1999). Определение дефектов дуги при дуговой сварке металлическим электродом в среде постоянного напряжения. Сварочный журнал, 78 , 322-с.
Google ученый
Роберт Г. «5 основных преимуществ роботизированной сварки», Robotiq , 20 февраля 2013 г. [онлайн]. Доступно: http://blog.robotiq.com/bid/63115/Top-5-Advantages-of-Robotic-Welding. [По состоянию на 1 мая 2013 г.].
Robot Welding, «Преимущества роботизированной сварки», [онлайн]. Доступно: http://www.robotwelding.co.uk/benefits-of-robot-welding.html. [По состоянию на 1 мая 2013 г.].
Роботизированная сварка, «Ключевые проблемы роботизированной сварки», [онлайн]. Доступно: http://www.robotwelding.co.uk/key-issues.html. [По состоянию на 4 сентября 2013 г.].
Библия робототехники, «Робот для дуговой сварки», 11 сентября 2011 г.
[Онлайн]. Доступно: http://www.roboticsbible.com/arc-welding-robot.html. [По состоянию на 12 мая 2013 г.].Рошель, Б. «Подумайте, прежде чем интегрировать (роботизированную сварку)», thefabricator.com, , 1 марта 2010 г. ). Интеллектуальная система трехмерного зрения в реальном времени для задач роботизированной сварки. Международный симпозиум по мехатронике и ее приложениям , Амман.
Родригес М., Корманн М., Шулер С. и Томек П. (2013b). Методы структурированного света для трехмерной реконструкции поверхности в задачах робототехники. В Материалы 8-й Международной конференции по системам компьютерного распознавания CORES 2013 Advances in Intelligent Systems and Computing (том 226, стр. 805–814).
Google ученый
Родригес М., Корманн М., Шулер С. и Томек П. (2013c). Планирование траектории робота с использованием OLP и машинного зрения структурированного света 3D.
Достижения в области визуальных вычислений Конспекты лекций по информатике, 8034 , 244–253.Артикул Google ученый
Росс, Л.Т., Фардо, С.В., Мастерсон, Дж.В., и Тауэрс, Р.Л. (2010). Робототехника: теория и применение в промышленности (стр. 47). Иллинойс: The Goodheart-Willocx Company, Inc.
Google ученый
Шваб, Г., Винсент, Т., и Стил, Дж. (2008). Классификация загрязнений при роботизированной дуговой сварке металлическим электродом с помощью отслеживания брызг на основе изображений. 17-я Международная конференция IEEE по приложениям управления , Сан-Антонио.
Servo Robot Inc. (2013 г.). Нахождение дугового шва. [Онлайн]. Доступно: http://www.servorobot.com/manufacturing-solutions/arc-seam-finding/. [По состоянию на 9 декабря 2013 г.].
Servo-Robot Inc (2015). POWER-TRAC/SHR: компактная камера с очень высоким разрешением.
[В сети] Доступно по адресу: http://servorobot.com/power-tracshr/. [Проверено 15 июля 2015 г.].Сугита С., Итайя Т. и Такеучи Ю. (2003). Разработка вспомогательных средств обучения роботов для автоматизации работ по снятию заусенцев и чистовой обработке литья» . Springer-Verlag London: Международный журнал передовых производственных технологий.
Google ученый
Цафестас, С.Г., и Вербрюгген, Х.Б., ред. (1995). Искусственный интеллект в принятии промышленных решений, управлении и автоматизации, Клувер, Бостон/Дордрехт.
Тарн, Т.Дж., Чен, С.Б., и Чжоу, Си.Дж. (2004). Роботизированная сварка, интеллект и автоматизация. LNCIS (Том 299). Гейдельберг: Спрингер.
Книга Google ученый
Тарн, Т.Дж., Чен, С.Б., и Чжоу, Си.Дж. (2007). Роботизированная сварка, интеллект и автоматизация. LNCIS (Том 362).
Гейдельберг: Спрингер.Книга Google ученый
Цай, Л-В. (2000). Анализ роботов: механика последовательных и параллельных манипуляторов (стр. 19). Нью-Йорк: Wiley & Sons.
Google ученый
TWI Ltd. (2012). MARWIN — новые рубежи в роботизированной сварке», TWI Ltd. [Online]. Доступно: http://www.twi.co.uk/news-events/connect/may-june-2012/marwin-frontiers-robotic-welding/. [По состоянию на 9 сентября 2013 г.].
TWI Ltd. (2012) Поддержка принятия решений и дополненная реальность для автоматических сварочных установок . ТВИ, Кембридж.
ВИТРОНИК (2010). VIROwsi Полностью автоматизированный контроль сварных швов. [Онлайн]. Доступно: http://www.vitronic.de/en/industry-logistics/sectors/automotive/weld-seam-inspection.html?eID=dam_frontend_push&docID=1279. [По состоянию на 14 июля 2015 г.].
Сюй, Ю, Ю, Х, Чжун, Дж.
, Линь, Т., и Чен, С. (2012). Технология управления слежением за швом в режиме реального времени в процессе сварки GTAW роботом на основе датчика пассивного зрения. Журнал технологии обработки материалов, 212 (8), 1654–1662.Артикул Google ученый
Чжан, Х, Чен, Х, Си, Н, Чжан, Г, Хе, Дж . «Онлайн-генерация траектории для роботизированного удаления заусенцев с литых алюминиевых колес»; Proceedings of the IEEE/RSJ International Conference on Intelligent Robots and Systems, 9–15 октября, Пекин, Китай, 2006 г.
Ссылки для скачивания
Информация об авторах
Авторы и филиалы
Лаборатория сварной технологии, Технологический университет Лаппинранта, Лаппинранта, Fi-53851, Финляндия
P Kah, M Shrestha, E Hiltunen & J Martikainen
Автор
- P KAHAMSION PULID также можете искать этого автора в PubMed Google Scholar
- M Shrestha
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Академия
- E Hiltunen
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- J Martikainen
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
Автор, ответственный за корреспонденцию
П Ках.
Дополнительная информация
Конкурирующие интересы
Авторы заявляют, что у них нет конкурирующих интересов.
Вклад авторов
Все авторы подготовили рукопись. Все авторы прочитали, проанализировали и одобрили окончательный вариант рукописи.
Права и разрешения
Открытый доступ Эта статья распространяется на условиях международной лицензии Creative Commons Attribution 4.0 (https://creativecommons.org/licenses/by/4.0), которая разрешает использование, копирование, адаптацию, распространение и воспроизведение на любом носителе или в любом формате, при условии, что вы укажете первоначальных авторов и источник, предоставите ссылку на лицензию Creative Commons и укажете, были ли внесены изменения.
Перепечатки и разрешения
Об этой статье
Деформация при сварке и как с ней бороться
Деформация при сварке — это слишком знакомая неприятность. Листовой металл имеет тенденцию деформироваться, что может сделать конструкцию более склонной к короблению, или сделать деталь явно нежелательной, или сделать стол неработающим должным образом. Хотя сварка компонентов с высокими допусками является редкостью, любое искривление при сварке может легко разрушить деталь и привести к тому, что она больше не будет соответствовать допускам. По всем этим причинам все сварщики должны хорошо понимать, как предотвратить и/или контролировать деформацию при сварке.
Почему возникает искривление при сварке
Электрическая дуга при сварке может достигать температуры от 3000 до 20000 °C. Это создает огромные локальные термические нагрузки на кусок металла, что приводит к искривлениям, с которыми слишком хорошо знакомы сварщики. При нагревании металл начинает расширяться, а если это расширение локальное, то деталь начинает изгибаться. По этой причине тепло — не единственная проблема: если вы равномерно нагреете кусок металла, он будет расширяться с одинаковой скоростью, и не будет никаких искажений или деформации. Однако при сварке нагревается только небольшая область, исходящая от точки контакта со сварочной дугой, что вызывает расширение только нагретой области вокруг дуги, что приводит к деформации.
Контроль искажения при сварке
Существует несколько способов контроля искажения при сварке, и на практике лучше всего использовать как можно больше из них. Равномерный нагрев детали в печи или другими способами может помочь уменьшить искажения. Сильные рабочие удерживающие решения, которые надежно удерживают детали на месте, также могут помочь с деформацией. Увеличение количества материала, в который может передаваться тепло вокруг сварного шва, также может значительно уменьшить искажения. Сварка стежком также помогает предотвратить деформацию за счет снижения максимального нагрева в данной области.
Равномерный нагрев детали
Использование печи или другого нагревательного механизма, который может равномерно нагревать всю деталь, может помочь уменьшить сварочную деформацию. Это работает за счет уменьшения температурной разницы между локальной зоной сварки и окружающей средой, что приводит к равномерному расширению.
Чтобы сделать это правильно, также важно обеспечить равномерное охлаждение детали. Подвесив компонент на стойке вертикально, обеспечив равномерный поток воздуха с обеих сторон компонента, можно добиться равномерного охлаждения.
На практике этот метод не так идеален, так как тепло, выделяемое при сварке, слишком сильное, и если вы достаточно нагреете деталь, она будет слишком горячей для человека, чтобы с ней работать. Однако нагрев детали имеет бонус в виде повышения пластичности, что может предотвратить термическое растрескивание и, следовательно, повысить свариваемость. Тем не менее, термическое растрескивание отличается от сварочной деформации. Термическое растрескивание возникает, когда хрупкий материал подвергается локальному тепловому расширению и имеет слишком жесткую структуру материала, не допускающую расширения. При нагреве металла пластичность увеличивается, что позволяет материалу расширяться, не испытывая высоких напряжений, которые приводят к растрескиванию.
Удерживание заготовки
Сильное удержание заготовки может помочь предотвратить деформацию детали, просто удерживая ее на месте. Чтобы деталь деформировалась, тепловое расширение вызывает внутреннее давление или напряжение внутри детали, что приводит к изгибу. Реагируя на это давление с помощью рабочих удерживающих устройств, вы можете предотвратить деформацию. Единственным недостатком этого является то, что материал будет стремиться деформироваться, чтобы снять напряжение, и, если работа удерживается неравномерно вокруг сварного шва, это вряд ли полностью предотвратит деформацию. Меры по сдерживанию работ также не решают проблему остаточного напряжения, возникающего в процессе сварки.
Отдать тепло куда-нибудь на вынос
Самая эффективная мера, которую также легче осуществить на практике, — это просто дать теплу куда-нибудь уйти. Вот почему у более толстых элементов не так много проблем с деформацией при сварке, в детали просто достаточно мяса, чтобы тепло могло адекватно поглощаться без деформации. Однако то, что вы работаете над тонкой частью, не означает, что вы не можете добавить к ней немного мяса. К счастью, проводимость между металлами довольно хорошая, что позволяет вам зажать кусок металла, чтобы придать ему тепловые характеристики, аналогичные более толстому элементу.
Для дальнейшего повышения эффективности вы можете использовать элемент, обладающий свойствами, аналогичными радиатору. Выберите элемент, который обеспечивает достаточное охлаждение за счет высокого отношения площади поверхности к объему, что увеличивает конвекционное охлаждение. Использование таких элементов позволяет ему быстро охлаждаться и, следовательно, отводить еще больше тепла от зоны сварки, что еще больше снижает риск деформации при сварке.
Вот почему радиаторы имеют так много тонких ребер, большое отношение площади поверхности к объему, по которому может проходить воздушный поток, заставляет их быстро охлаждаться. Сохранение радиатора холодным по сравнению с излучающим тепло телом заставляет радиатор действовать как тепловой насос, потому что тепло всегда стремится перемещаться из теплых областей в холодные. Этого можно добиться, используя более тяжелый элемент C-Channel, хотя, если вам действительно нужно серьезное предотвращение деформации при сварке, вы можете сделать больше.
Медь, алюминий или другой материал с высокой проводимостью будут отводить гораздо больше тепла от сварного шва, чем стандартный стальной элемент. Вы также можете увеличить давление радиатора на деталь, используя прочный зажим, который увеличивает реальную площадь поверхности контакта на микроскопическом уровне и, следовательно, увеличивает площадь, через которую может проходить тепло.
Сварка стежком
Сварка стежком работает за счет сокращения времени нагрева локальной области. Вместо того, чтобы делать один длинный проход, детали свариваются вместе с несколькими гораздо более короткими проходами, которые разнесены. Это позволяет лучше контролировать тепло. Как только проходу дается время остыть, вы можете приварить другой проход рядом с ним. Сварка стежком предотвращает слишком высокий подъем максимального тепла формы компонента, что приводит к уменьшению деформации и помогает предотвратить прогорание.
Сварка стежком в сочетании с локальным добавлением теплоотвода к сварному шву обеспечивает адекватный контроль сварочных искажений для большинства проектов без каких-либо нежелательных эффектов.
Как DIMIDE работает над предотвращением искривления при сварке
Dimide работает над зажимным решением, помогающим предотвратить искривление мира за счет использования удлиненной алюминиевой губки с теплоотводом для зажима серии 1/4, который скоро появится. Челюсти обеспечивают высокую теплопроводность вместе с охлаждающими ребрами. Это позволяет отводить тепло от сварного шва в зажим, а затем охлаждать его через ребра благодаря конвекции. Эта зажимная губка также значительно увеличивает жесткость вокруг сварного шва, чтобы предотвратить искривление при сварке. Алюминий также обеспечивает нецарапающую зажимную поверхность. Этот захват обеспечивает ускоренную сварку, предотвращая деформацию при сварке, обеспечивая более высокую производительность и повышенное качество!
Узнайте больше о хомуте DIMIDE серии 1/4
О DIMIDE
DIMIDE — производитель инструментов, базирующийся в Милфорде, штат Коннектикут, который в настоящее время ставит перед собой цель усовершенствовать распространенный С-образный хомут. Наши хомуты ударопрочные, что позволяет легко создавать высокое усилие зажима. Мы также усердно работаем над тем, чтобы сделать наши зажимы модульными, чтобы они могли выполнять любую работу.
Узнать больше о DIMIDE
Все о ласточкином хвосте – винтажная французская медь
Ласточкин хвост, вернее, стыковый шов – это зигзагообразная медно-желтая линия, идущая вокруг основания и вверх по бокам старинного медного горшка.
Линия отмечает, где медник соединил куски меди вместе, чтобы сформировать горшок, что-то вроде того, как портниха сшивает кусочки ткани, чтобы сделать платье. Подобно хорошему портному, искусный медник делает красивые плоские швы, плотные и прочные, но такие швы могут сохраняться веками.
Одна из причин, по которой медники продолжают вежливо напоминать нам, что на самом деле это называется скобочным швом, заключается в том, что термин «ласточкин хвост» заимствован из столярного дела, и скобка лишь внешне напоминает его. Конечно, со стороны стыковый шов выглядит как соединение типа «ласточкин хвост», но в древесине выемки сцепляются друг с другом, как кусочки головоломки. В скобочном шве выемки (называемые зубцами , как вершина средневековой замковой стены) врезанные в один кусок меди надвигаются на край другого куска по всей длине шва и прибиваются — теснятся — до тех пор, пока не сплавятся в один слой. Затем кузнец пропускает расплавленную латунь в щели вдоль шва, чтобы запечатать его, этот процесс называется пайкой. (Латунь и медь легко соединяются друг с другом, поэтому присадочная латунь помогает укрепить соединение поперек слоев меди.) Хорошо выполненный паяный стыковый шов с медью и латунью — это прочное и долговечное соединение.
На Oldcopper.org есть страница под названием «Соединение меди и латуни», на которой объясняются различные методы столярных работ, а также приводятся хорошие фотографии поперечных сечений слоев стыкового шва.
Читатель Дитмар также указал на это видео на немецком языке, демонстрирующее швейцарца kupferschmeide (медника) Вальтера Хаузера, который по сей день продолжает собирать детали вручную и соединять их. Сегмент начинается на 4:35 видео.
Видео показывает, как он делает горшок с ласточкиным хвостом с нуля. В 5:44 он пропускает лист меди через электропрокатный стан, который сглаживает его и придает изгиб. В 5:55 он зажигает ацетиленовую горелку и впаивает изогнутый лист в цилиндр, а в 6:05 он формирует скрученный край горшка ручным молотком.
Все становится интереснее в 6:15, когда он начинает формировать круглую основу. Он придает изделию форму небольшой чаши на наковальне; вы можете видеть, что края круга довольно тонкие. Затем начинается последовательность кадров, показывающих процесс ласточкиного хвоста шаг за шагом.
Шаг 1: Зубцы вырезаны в основании и согнуты в нужное положение
Шаг 2: Базовая деталь вставляется в боковую стенку
Этап 3: Вертикальные зубцы прибиты к основанию 9. 0005
Внутренний вид соединения
На видео не показано, но согласно переводу Дитмаром комментария Хаузера, шов geschlaglotet — schlagotet — швейцарско-немецкий термин, обозначающий пайку. Этот последний этап пайки дает характерные желтые линии вокруг основания и вверх по боковой стенке деталей, соединенных таким образом.
Ласточкин хвост ручной и машинной резки
Первым этапом процесса изготовления ласточкиного хвоста является выполнение надрезов в медных листах. Oldcopper.org утверждает, что до «поздних 1919 века» медники использовали ножницы по металлу для вырезания зубцов, но после «конца 19 века» для вырезания зубцов стали использовать машинные пробойники. (Я вижу французские и английские патенты, начиная с 1840-х годов, на такие машины, как гидравлические прессы со сменными штампами, которые позволяли быстро пробивать листы меди). Таким образом, медные кастрюли и сковородки приобрели регулярные однородные размеры, которые мы наблюдаем сегодня.
Согласно oldcopper.org, медники продолжали сшивать швы примерно до 1900 года, после чего более совершенная столярная технология сделала трудоемкий процесс сшивания ласточкина хвоста устаревшим. Это означает, что кастрюля или сковорода с «ласточкиным хвостом» могли быть вырезаны вручную или на станке. Разве не было бы полезно уметь распознавать ласточкин хвост, вырезанный вручную? Такой навык может помочь коллекционеру меди-любителю определить, когда был изготовлен горшок.
Некоторое время я внимательно рассматривал свои медные кастрюли и, кажется, обнаружил два контрольных признака ласточкиных хвостов, вырезанных вручную.
Надрезы Надрезы: Я вижу крошечные дополнительные надрезы у основания зубцов, и я называю их надрезами. Если вы присмотритесь, вы можете увидеть, что медный кузнец врезался в медь на миллиметр или два больше, когда вырезал ее форму в листе. Я предполагаю, что для того, чтобы сделать эти зубцы, кузнец сначала разрезал лист на круг, прямоугольник или что-то еще, а затем сделал ряд коротких зажимов вдоль него, которые стали зубцами. Затем он или она отгибали определенные панели назад и разрезали по сгибу, чтобы удалить их, оставляя выступающие зубцы. Представьте, что вы проделываете то же самое с листом бумаги — время от времени вы вполне можете надрезать его слишком глубоко. Напротив, машина просто вырезала бы зубцы, как формочка для печенья, и не оставляла бы ненужных надрезов.
Неровность : Я вижу различия в размере и форме каждой зубчатой щели по сравнению с другими и/или в том, насколько равномерно они расположены по длине шва. Они обычно появляются на дне круглых горшков, которые, как мне кажется, имеют интервалы между зубцами, определяемые на глаз. Тем не менее, основание горшка, скорее всего, будет поцарапано или повреждено, из-за чего зубцы могут быть трудноразличимы. Если вы не можете четко видеть зубцы на дне горшка, попробуйте растопырить пальцы, чтобы положить один палец на маленькие зубцы и оценить, равномерно ли они расположены. Боковые швы легче осматривать, потому что они с меньшей вероятностью были потерты, но на некоторых коротких горшках они могут не иметь достаточных зубцов, чтобы можно было судить.
Давайте рассмотрим несколько примеров.
У этого большого 50-сантиметрового сотейника очень необычная форма ласточкиного хвоста в основании: два ряда ласточкиных хвостов, и в каждом ряду нечетное количество зубцов. Зубцы прорезаны неравномерно, есть и надрезы. На мой взгляд, это похоже на сковороду ручной работы.
Сотейник 50см
Неисправность
Надрезы
Надрезы
Перерезы
Эта 38-сантиметровая кастрюля также имеет неровности вокруг основания и надрезы по бокам. (Трудно разглядеть порезы на основании, потому что оно сильно поцарапано — для этого мне пришлось использовать кончики пальцев.)
Кастрюля 38 см
Неисправность
Надрезы
Надрезы
№На приведенной ниже кастрюле меньшего размера 26 см вы можете увидеть неровности швов по бокам и у основания. В основании тоже есть нарезы — видно, куда в них затекала желтая латунь.
Кастрюля 26 см
Неисправность
Неисправность
Неисправность
Надрезы
Надрезы
Такая овальная кокотница определенно сделана вручную, и ее ласточкины хвосты демонстрируют как неровности, так и перерезы. Однако надрезы незначительны, и единственный способ их увидеть — это посмотреть на предательский поток желтой латуни в надрезе.
Жамбоньерка 50 см
Неисправность
Неисправность
Неисправность
Надрезы
Это 50-сантиметровое рондо имеет неровности и перерезы в ласточкином хвосте в основании.
50см рондо
Неисправность
Надрезы
Надрезы
№Зубцы на основании этого добьера неправильные, много надрезов.
Добьер маленький
Неисправность
Неисправность
Надрезы
Основание этого большого добьера «ласточкин хвост» имеет зубцы неправильного размера, расположенные на расстоянии друг от друга, и отчетливые надрезы.
Добьер 40 см
Неисправность
Надрезы
Надрезы
Этот необычный daubière 38 см прекрасно сделан. Зубцы очень симметричны вокруг основания, но есть явные надрезы.
Добьер 38 см
Надрезы
Неисправность
Надрезы
Надрезы
Эпоха «ласточкиного хвоста» закончилась, когда сварка стала достаточно экономичной для chaudronneries , чтобы инвестировать в новое оборудование. Для этого нет жесткой и быстрой даты, так как каждая фирма сделала переход по своему собственному графику.
Сварка
Mauviel, 2019.При сварке используется высокая температура для сплавления металлов, чтобы они сплавились и образовали прочную связь. Существует несколько методов сварки; тепло может исходить от применяемого источника тепла, такого как химическая горелка, или от электрического тока. Мовьель использует ацетиленовую горелку для сварки своих добьеров и кастрюль, так что мое текущее предположение состоит в том, что ацетиленокислородная сварка была и остается предпочтительным методом для chaudronneries .
Принципы сварки были открыты в начале 19 века, но до начала 20 века она оставалась экспериментальной техникой. В 1896 году французский химик разработал метод стабилизации ацетилена, чтобы его можно было использовать в качестве источника топлива, а в 1901 году группа французских инженеров запатентовала конструкцию ацетиленовой горелки низкого давления. перешла на кислородно-ацетиленовую сварку: «На самом деле эти методы применялись еще в 1901 для изготовления котлов [ chaudronnerie ], работы с листовым металлом, трубопроводов и ремонта чугунных деталей малых размеров». Но она отмечает, что потребовалось некоторое время, чтобы появились квалифицированные кадры сварщиков: «Действительно, незадолго до Первой мировой войны сварка развивалась под давлением военных действий. В результате мобилизации профессиональных рабочих быстро возникла нехватка рабочей силы. Это привело к тому, что промышленники наняли сварщиков без подготовки, без серьезного ученичества, но, прежде всего, без каких-либо реальных способностей. Тем, кто начинал в этой профессии, обычно было 9 лет.1207 chaudronniers , листовые рабочие или механики, или чернорабочие и ремесленники, которые не справились со своей специальностью и которые после нескольких недель практики объявили себя сварщиками». По ее оценкам, сварка начала превращаться в настоящую профессию с уровнем подготовки и опыта в межвоенный период, начиная с 1919 года, а к 1930 году сварка превратилась в обычную промышленную практику.
Примеры
Эта кастрюля была сварной. На нем есть клеймо шеф-повара Matfer, знак, который (как ни странно) использовался примерно с 19с 47 по 1967 год. В отличие от кастрюли с ласточкиным хвостом, основание этой кастрюли представляет собой одну круглую панель из меди, спрессованную в неглубокую чашеобразную форму. (У большинства кастрюль с ласточкиным хвостом, которые я видел, боковая панель сложена внутрь и соединена с меньшим кругом, образуя основание.) Второй лист сворачивается в цилиндр, а затем припаивается к основной части, чтобы получились стенки кастрюли. Шов проходит по окружности горшка примерно в двух дюймах от основания.
Сковорода Matfer до 1967 г.
Сварной шов
Сварной шов
Если вы внимательно посмотрите на фотографии ниже, вы увидите бледные черные линии, прочерчивающие сварной шов шириной в дюйм вокруг основания этого 32-сантиметрового сотейника. Это незаметно снаружи.
Внутренний шов
Внутренний шов
Добьер, представленный ниже, был изготовлен компанией Mauviel в 1970-х годах или позднее. Его швы следуют той же схеме, что и у добьера «ласточкин хвост», но сами швы представляют собой очень тонкие темные линии без пайки.
Мовьель Добьер 1970-х годов
Сварной шов
Сварной шов
Собираем все вместе
Медь, сделанная с помощью этого оборудования, все еще производится вручную? Конечно. Добавление станков делает процесс быстрее, безопаснее и намного облегчает работу медников; Людям, которые строили добьеры и кастрюли 200 лет назад, понравились бы эти усовершенствования. Но до тех пор, пока эти технологии не были изобретены и усовершенствованы, некоторые кастрюли и сковородки приходилось собирать с помощью «ласточкиного хвоста» — скрученных швов — и хотя теперь у нас есть более эффективные методы, мы все еще можем ценить время, труд и мастерство, затраченные на создание этих прекрасных предметов. .
Источники
Роберт-Хоглустейн, Анна-Катрин. «Les Métiers Du Soudage En France Et La Création De Filières De Formation». Le Mouvement Social , нет. 193, 2000, стр. 29–59. JSTOR , www.jstor.org/stable/3779979.
Сварочная головка Pipeliner II 609 для многопроходной сварки трубопроводов
Pipeliner II 609 Сварочная головка для многопроходной сварки трубопроводов Magnatech Pipeliner II предназначен для сварки труб между трубами и труб с фитингами. Сменные направляющие кольца устанавливают головку на трубу, что позволяет работать с заготовками в широком диапазоне размеров от 168 до 1524 мм (6–60 дюймов) и больше.
Pipeliner II повышает производительность за счет увеличения рабочего цикла, снижения количества ремонтов и обеспечения стабильного качества сварных швов.
Скачать/просмотреть PDFЗапросить цену
FLX-TRACK™
Помимо сварки трубопроводов, Pipeliner также используется для сварки по внутреннему и наружному диаметру больших резервуаров, емкостей и воздуховодов.
- Гибкая направляющая позволяет устанавливать на сложных криволинейных поверхностях
- Стандартные секции гусениц длиной 2,3 м (7-1/2 фута) соединяются болтами для увеличения длины
- Магнитная или вакуумная насадка
ТРУБОПРОВОД, установленный на Flx-Track в воздуховоде из нержавеющей стали диаметром 3,3 м (11 футов)
• Маятниковое колебание горелки • Угловой кронштейн горелки для угловых/раструбных сварных швов • Удлинительные кабели Слева — дополнительный маятниковый осциллятор для угловых сварных швов Правый Дополнительный угловой кронштейн горелки для угловой и раструбной сварки
ТРУБОПРОВОД II 609
- Видео
- Особенности
- Совместимость с источниками питания
Характеристики
- Полнофункциональные возможности (вращение горелки, подача присадочной проволоки, моторизованное управление дуговым зазором, электронное колебание)
- Широкий диапазон размеров труб с заменой одного компонента — направляющего кольца
- Горелка с водяным охлаждением использует стандартные расходные материалы
Вкладка «Сообщения»
Совместимость с источниками питания
Pipeliner MPS 4000 | Запрос коммерческого предложения
Pipeliner II 609
| Технические характеристики | |||||
|---|---|---|---|---|---|
| Приложение | Размер трубы – 168 мм (6,625 дюйма) и больше | ||||
| Толщина стенки трубы – не ограничена | |||||
| Flx-Track™ для сварки на плоских и искривленных поверхностях | |||||
| МОДУЛЬ КОЛЕБАНИЙ (ЛИНЕЙНЫЙ) | |||||
| Выходная мощность | 0–51 мм (2 дюйма) | ||||
| Скорость колебаний | 0 – 2540 мм/мин. (100 изображений в минуту) | ||||
| Задержка колебаний | 0 – 1 секунда. Независимая регулировка в обеих конечных точках хода | ||||
| Регулировка поперечного шва | ± 25 мм (1,0 дюйма) | ||||
| МОДУЛЬ КОЛЕБАНИЙ (МАЯТНИКОВЫЙ) Позволяет выполнять раструбную/угловую сварку | |||||
Регулировка поперечного шва | ± 20 градусов | ||||
| Модуль вертикального перемещения горелки | Ход: 66 мм (2,625 дюйма) (с электроприводом) | ||||
| Скорость: 1520 мм/мин. (60 изображений в минуту) максимум | |||||
| Модуль трактора | Движитель Poly-Track® (запатентовано) | ||||
| Скорость | 0 – 762 мм/мин. (30 изображений в минуту). Доступны двигатели с большей скоростью | ||||
| Направление движения | Выбираемый переключатель (на головке) | ||||
| Провод | Диаметр проволоки: | 0,8–1,6 мм (0,03–0,62 дюйма) | |||
| Скорость подачи проволоки: | 0,5 – 22 м/мин. (20 – 866 изображений в минуту) | ||||
| Размер катушки с проволокой: | 15/16 кг (25/33 фунта) | ||||
| Горелка с водяным охлаждением | Допустимая сила тока: 300 ампер в непрерывном режиме. Используются стандартные компоненты горелки | .||||
| Возможность регулировки горелки | Регулировка опережения/отставания резака: | ± 15 градусов (ручной) | |||
| Регулировка наклона горелки: | ± 10 градусов (ручной) | ||||
| Угловой кронштейн (дополнительно): | ± 45 градусов (ручной) | ||||
| Размеры/вес | Осевая длина A1 | Минимум | Общая ширина | Масса 3 | |
| 609 ВФОФ | 38,7 см (15,25 дюйма) | 24,8 см (9,75 дюйма) | 30,5 см (12 дюймов) | 9,8 кг (21,5 фунта) | |
| 609 ВФПП | 37,5 см (14,75 дюйма) | 24,1 см (9,50 дюйма) | 41,3 см (16,25 дюйма) | 11,6 кг (26,5 фунта) | |
| 609 ВФОХ | 66,7 см (26,25 дюйма) | 26,7 см (10,5 дюйма) | 36,8 см (14,5 дюйма) | 14,4 кг (31,75 фунта) | |
| 1 Центр колебательного хода 2 Центр вертикального хода 3 Груз без катушки с проволокой (WFOH). Включает вес кабеля горелки 1,6 кг (3,5 фунта) (частичный) | |||||
Azure Sentinel — облачное решение SIEM
Дежурство рядом с вами. Интеллектуальная аналитика безопасности для всего вашего предприятия.
Начать бесплатно
Создавайте операции безопасности нового поколения с помощью облака и искусственного интеллекта
Увидеть и остановить угрозы до того, как они причинят вред, с помощью SIEM, заново изобретенного для современного мира. Microsoft Sentinel — это ваш взгляд на предприятие с высоты птичьего полета. Задействуйте облако и крупномасштабные аналитические данные, накопленные на основе многолетнего опыта Microsoft в области безопасности. Сделайте обнаружение угроз и реагирование на них умнее и быстрее с помощью искусственного интеллекта (ИИ). Исключите настройку и обслуживание инфраструктуры безопасности, а также эластичное масштабирование в соответствии с вашими потребностями в безопасности — при этом расходы сократятся на 48 % по сравнению с традиционными SIEM. 1
Microsoft Sentinel был назван лидером Forrester Wave™: поставщики платформ аналитики безопасности, четвертый квартал 2020 г., с высшим рейтингом в стратегии.
Сбор данных в масштабе облака — по всем пользователям, устройствам, приложениям и инфраструктуре, как локально, так и в нескольких облаках
Обнаружение ранее обнаруженных угроз и минимизация ложных срабатываний с помощью аналитики и беспрецедентной аналитики угроз от Microsoft
Расследуйте угрозы с помощью ИИ и выявляйте подозрительные действия в масштабе, используя десятилетия работы Microsoft в области кибербезопасности
Быстро реагируйте на инциденты с помощью встроенной координации и автоматизации общих задач
Безграничная скорость и масштаб облака
Инвестируйте в безопасность, а не в настройку и обслуживание инфраструктуры, с первым облачным SIEM от крупного поставщика облачных услуг. Никогда не позволяйте лимиту хранилища или лимиту запросов помешать вам защитить ваше предприятие. Немедленно начните использовать Microsoft Sentinel, автоматически масштабируйте его в соответствии с потребностями вашей организации и платите только за те ресурсы, которые вам нужны. Как облачная SIEM, Microsoft Sentinel на 48 % дешевле и на 67 % быстрее в развертывании, чем устаревшие локальные SIEM.
Ознакомьтесь с исследованием Total Economic Impact™ Microsoft Sentinel, проведенным Forrester Consulting.
Total Economic Impact™ Microsoft Sentinel
Узнайте, как Microsoft Sentinel обеспечивает окупаемость инвестиций в размере 201 % в течение трех лет и снижает затраты на 48 % по сравнению с устаревшими решениями SIEM. Прочтите полное исследование, проведенное по заказу Forrester Consulting.
The Forrester Wave(tm): поставщики платформ аналитики безопасности, четвертый квартал 2020 г.
Исследовательский центр Forrester Research назвал Microsoft Sentinel «лидером» в рейтинге Forrester Wave(tm): поставщики платформ аналитики безопасности, четвертый квартал 2020 г., заняв первое место в стратегии .
ИИ на вашей стороне
Сосредоточьтесь на быстром обнаружении реальных угроз. Уменьшите шум от законных событий с помощью встроенного машинного обучения и знаний, основанных на ежедневном анализе триллионов сигналов. Ускорьте упреждающий поиск угроз с помощью готовых запросов, основанных на многолетнем опыте обеспечения безопасности. Просматривайте приоритетный список предупреждений, получайте коррелированный анализ тысяч событий безопасности за считанные секунды и визуализируйте весь масштаб каждой атаки. Упростите операции по обеспечению безопасности и ускорьте реагирование на угрозы с помощью встроенной автоматизации и оркестрации общих задач и рабочих процессов.
Узнайте, как Microsoft каждый день обеспечивает глубокое понимание на основе триллионов сигналов
Присоединяйтесь к мероприятию Stop Ransomware с помощью Microsoft Security 15 сентября, чтобы узнать, как защитить свою организацию от угроз сегодняшнего и завтрашнего дня. Зарегистрируйтесь сейчас.
Поведенческая аналитика, позволяющая опережать возникающие угрозы
Обнаружение неизвестных угроз и аномального поведения скомпрометированных пользователей и внутренних угроз. Получите новый уровень понимания с помощью профилирования пользователей и сущностей, использующего одноранговый анализ, машинное обучение и опыт Майкрософт в области безопасности. Получите больше контекстной и поведенческой информации для поиска угроз, расследования и реагирования с помощью встроенной поведенческой аналитики объектов.
Оптимизированный и экономичный сбор данных о безопасности
Упростите сбор данных из разных источников, включая Azure, локальные решения и облака с помощью встроенных соединителей. Подключайтесь к данным из ваших продуктов Microsoft всего за несколько кликов. Бесплатно импортируйте журналы аудита Office 365, журналы действий Azure и оповещения из решений Майкрософт для защиты от угроз, а также анализируйте и выявляйте корреляции для углубления своих знаний.
Подходит для всех ваших инструментов
Подключайтесь и собирайте данные из всех ваших источников, включая пользователей, приложения, серверы и устройства, работающие локально или в любом облаке. Интегрируйте с существующими инструментами, будь то бизнес-приложения, другие продукты для обеспечения безопасности или собственные инструменты, и используйте собственные модели машинного обучения. Оптимизируйте систему в соответствии с вашими потребностями, используя собственные идеи, специализированные средства обнаружения, модели машинного обучения и аналитику угроз.
Экономичная облачная система SIEM с предсказуемой оплатой и гибкими условиями
Сокращение затрат на инфраструктуру за счет автоматического масштабирования ресурсов и оплаты только того, что вы используете. Сэкономьте до 60 % по сравнению с оплатой по факту использования за счет уровней резервирования емкости. Получайте предсказуемые ежемесячные счета и возможность изменять свои обязательства по уровню емкости каждые 31 день. Ничего не платите за получение данных из журналов аудита Office 365, журналов действий Azure и предупреждений от решений Microsoft для защиты от угроз.
См. цены на Microsoft Sentinel
Начните работу в три этапа
Настройте бесплатную учетную запись Azure.
Перейдите на панель мониторинга Microsoft Sentinel на портале Azure.
Изучите документацию и краткие руководства.
Узнайте больше о Microsoft Sentinel
Изучите документацию и краткие руководства
Узнайте, как подключить службы Microsoft и сторонние источники данных, такие как серверы, сетевое оборудование и устройства безопасности, включая брандмауэры.
Получайте мгновенную визуализацию и ценные сведения о подключенных источниках данных с помощью встроенных информационных панелей.
Отслеживайте угрозы безопасности в журналах вашей организации с помощью мощных инструментов поиска и запросов.
Загрузите краткое руководство Microsoft Sentinel.
Используйте ускоритель Microsoft Sentinel All-In-One Accelerator, чтобы быстро приступить к работе.
Станьте мастером Microsoft Sentinel с помощью курса Microsoft Sentinel Ninja Training.
Чтение отчетов аналитиков
Узнайте, как специалисты по безопасности переносят операции SIEM в облако, чтобы сократить расходы, улучшить защиту и уменьшить усталость от предупреждений, в этом отчете IDG: SIEM Shift: Как облако трансформирует операции безопасности.
Узнайте, как Microsoft Sentinel обеспечивает окупаемость инвестиций в размере 201 % в течение трех лет, из этого заказного исследования, проведенного Forrester Consulting: The Total Economic Impact™ Microsoft Sentinel.
Узнайте о текущих предложениях по снижению затрат
Клиенты Microsoft 365 E5 экономят до https://aka.ms/m365-sentinel-offer/месяц при стандартном развертывании на 3500 рабочих мест с кредитами Azure до 100 МБ на пользователя в месяц приема данных в Microsoft Sentinel.
Нам доверяют компании всех размеров
«С помощью Microsoft Sentinel мы увидели возможность разработать автоматические ответы, которые нам нужны для защиты от угроз. Поскольку множество предупреждений и данных уже сопоставлены между инструментами Microsoft, запросы и сценарии настолько просты, что как бы пишутся сами по себе».
Том Морли, старший директор по глобальным инженерным операциям в области ИТ и кибербезопасности, ABM
«Использование Microsoft Sentinel помогает нам выйти за рамки управления нашей локальной системой SIEM и вместо этого сосредоточиться на дополнительных преимуществах — как выполнять более интересную стратегическую работу».
Грег Петерсен, старший директор группы технологий безопасности и эксплуатации, Avanade
«Мы сразу поняли, что Microsoft Sentinel предлагает совершенно другой опыт.
Райан Смит, менеджер по ИТ-безопасности и операциям, First West Credit Union
«Мы здесь, чтобы помочь службам экстренного реагирования и не дать террористам, нападающим на государства и другим лицам угрожать общественной безопасности, и мы используем Microsoft Sentinel, чтобы помочь нам в этом».
Алекс Крейлейн, директор по информационной безопасности
Часто задаваемые вопросы о Microsoft Sentinel
Microsoft Sentinel — это облачная платформа управления информацией и событиями безопасности (SIEM), которая использует встроенный ИИ для быстрого анализа больших объемов данных в масштабах предприятия.
Microsoft Sentinel собирает данные из всех источников, включая пользователей, приложения, серверы и устройства, работающие локально или в любом облаке, что позволяет анализировать миллионы записей за несколько секунд. Он включает в себя встроенные разъемы для удобного подключения популярных решений безопасности. Собирайте данные из любого источника с поддержкой открытых стандартных форматов, таких как CEF и Syslog.Да, Microsoft Sentinel построен на платформе Azure. Он предоставляет полностью интегрированный интерфейс на портале Azure для расширения существующих служб, таких как Центр безопасности Azure и Машинное обучение Azure. Создайте бесплатную учетную запись Azure, чтобы приступить к работе.
Microsoft Sentinel интегрируется со многими корпоративными инструментами, включая лучшие в своем классе продукты для обеспечения безопасности, собственные инструменты и другие системы, такие как ServiceNow.