Как вести шов в аргонодуговой сварке?
- АО Поликор
- Блог
- Как вести шов в аргонодуговой сварке?
Аргонодуговая сварка довольно удобная и при правильном подходе обеспечивает отличное качество соединения. Чтобы получить хороший результат, нужно знать методику выполнения работ, а главное – подобрать фирменный аппарат.
Если техника уже есть, следует правильно ее обслуживать, заказав керамические сопла для аргонодуговых горелок по доступной цене. Приобретая их у производителя, можно получить надежные комплектующие, отвечающие всем требованиям ГОСТ.
Основное правило при сваривании – грамотно вести шов, проваривая материалы. Если отступить от технологии, можно получить серьезный брак.
Подготовка
Перед тем, как начинать варить, следует правильно подготовиться – для этого соблюдайте несколько простых правил:
- Горелка – один из основных инструментов, служит для подачи газа. При ее выборе обязательно обратите внимание на тип подключения, а также на кнопку, она может находиться вверху или внизу. Все это влияет на удобство управления.
- Баллон – его необходимо заранее заправить газом. Подключение осуществляется через специальный шланг с редуктором.
- Электрод – подбирают по цвету для конкретного типа материалов, это требование указывается в инструкции. Наиболее распространенными являются красные с маркировкой WT-20.
- Средства индивидуальной защиты – маска и перчатки. Если будете работать в закрытом помещении, потребуется еще и респиратор.
Расчет силы тока
Важный параметр, ведь от него зависит качество провара.
Примеры расчета силы тока в зависимости от толщины металла:
- 1 мм – 30-40А;
- 1,5-2 мм – 45-70А;
- 3 мм – 75-90А.
Расход газа увеличивается на 6, 7 и 8 литров в минуту соответственно. Это нужно обязательно помнить, заправляя баллон. Если планируете варить долго и стационарно, лучше взять литраж больше.
Когда у Вас уже все готово, можно приступать непосредственно к работе. Ниже мы представили данный алгоритм с подробными описаниями.
Алгоритм работ
Рассмотрим методику сваривания аргоном, чтобы получить хороший и крепкий шов:
- Подключите аппарат к сети и включите его, дайте ему немного прогреться.
- Подключите массу на деталь, чтобы обеспечить хороший контакт. В горелку вставьте вольфрамовый электрод, предварительного его заточив.
- Наденьте защитную маску, проверьте ее фиксаторы перед началом работ.

- Отверните вентиль баллона с газом, чтобы обеспечить его подачу. Поднесите горелку к детали на расстоянии 3-5 мм.
- Постепенно разожгите электрическую дугу, дождитесь накала. Лучше держать горелку под углом в 45 градусов. Как только она разожжется, остановитесь на стыке материалов и дождитесь, чтобы образовалась лужица металла.
- Варить нужно круговыми движениями, поочередно захватывая каждый край металла. Не спешите, ведь материалы должны расплавиться. Проволоку подают второй рукой перед электродом.
- В конце, чтобы не образовалось свища, выключите аппарат на кнопке, но не отпускайте ее. Необходимо дождаться снижения сварочного тока.

Это основной алгоритм, как правильно варить аргонодуговой сваркой – так Вы не прожжете металл и равномерно его проплавите. На выходе удастся получить ровный и качественный шов без примесей. Помните, что нужно не забывать заказывать только брендовые комплектующие для аппарата, работать с хорошими электродами и проволокой.
Поделиться:
Возможно вам будет интересно
Как делают огнеупорное стекло?
Классификация кварцевых огнеупоров
Керамическое волокно: области применения и свойства огнеупорного материала
Огнеупорные связующие: разнообразие видов и описание
Как согнуть листовой асбест вокруг трубы?
Что можно производить из глины?
Чем заменить буру при плавке золота и серебра?
В чём заключается подготовка металла к плавке?
Производство и применение вспученного вермикулита в строительстве
Вреден или нет асбокартон для здоровья: характеристики теплопроводности
Совелитовые плиты для обмуровки котлов: технология производства и характеристики
Как вести шов в аргонодуговой сварке?
Как выбрать аппарат аргонодуговой сварки?
Как выбрать вольфрамовые электроды для аргонодуговой сварки?
Как сделать огнеупорный цемент из золы?
Сварочные швы как правильно варить. Техника правильной сварки электродом
Прошло уже несколько сот лет, как люди впервые соединили две металлические поверхности воедино, используя для этого процесс расплавления металлического стержня при помощи электрического тока. Этот стержень и есть электрод.
Этот стержень и есть электрод.
Состав электрода и его значение
Обмазка, или его поверхность, состоит из смеси металлов — никеля, марганца, железа и минералов — глинозема, магнезии, известняка, которые находятся в порошкообразном состоянии. Металлы плавятся, а минералы являются своеобразной защитой от действия кислорода. Такая защита необходима для усиления соединения. В данную смесь дополнительно добавляют краситель, который облегчает их распознавание по видам.
Основой для обмазки служит тонкая металлическая проволока. Вид которой, зависит от того, для каких работ предназначается использовать данное изделие. В основном для этого используют проволоку изготовленную из нержавеющей стали или углеродную проволоку.
По изделию идет передача электрического тока, предназначенного для нагрева и плавления поверхности металла.
Каждый человек рано или поздно в жизни сталкивается с такой ситуацией, когда нужно в быту что- то сварить при помощи электрической сварки и аппарата.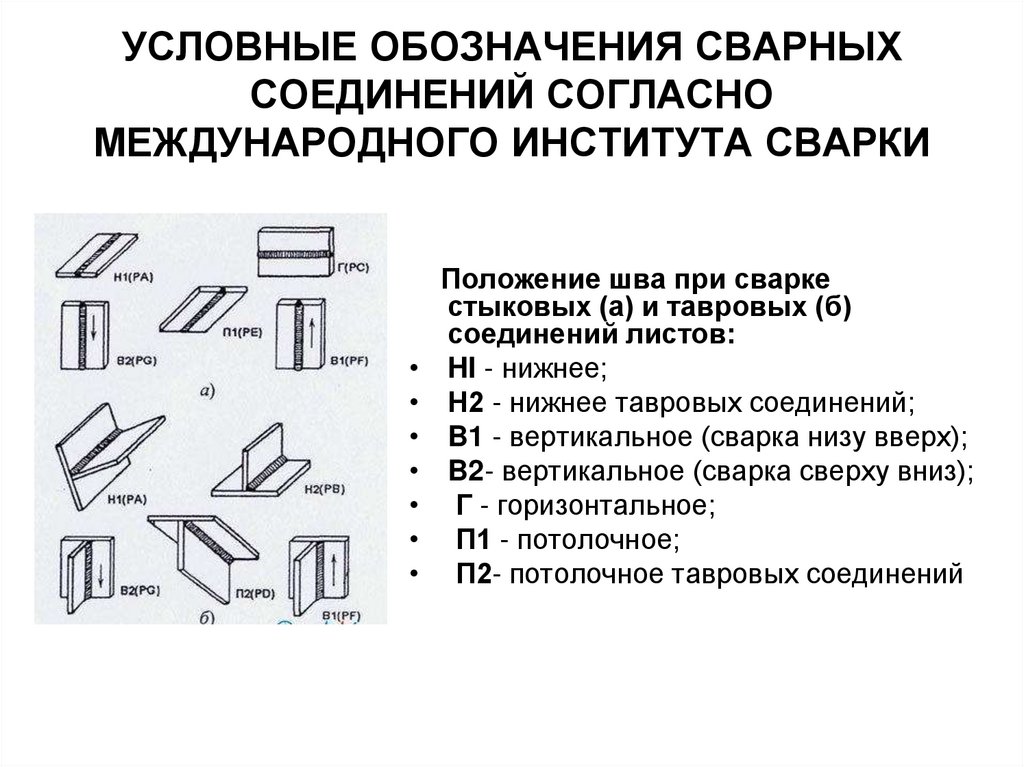 Прежде всего, для этого необходимо иметь сварочный аппарат и, естественно, навыки работы, ведь обязательно нужно знать, как правильно варить электродами.
Прежде всего, для этого необходимо иметь сварочный аппарат и, естественно, навыки работы, ведь обязательно нужно знать, как правильно варить электродами.
Принцип процесса электрической сварки
Если варить электросваркой в домашних условиях, используют любой аппарат для сварки, максимальная мощность которого составляет 160 Амп. Во время работ происходит возбуждение дуги между плоскостью детали и электродом. Для успешного работы необходимо соблюдение некоторых правил:
- К плоскости деталей, которые нуждаются в сварке необходимо прикрепить один провод, который отходит от трансформатора — масса, а другой провод, к которому прикреплен электрод в держатель, нужно поднести к плоскости места приварки и по нему вести торцом изделия. При этом будет возникать дуга.
- Для того чтобы правильно провести сварку, необходимо правильно варить при помощи электродов. Это достигается в результате выбора нужного удаления от поверхности соединения. Оптимальным считается расстояние от 2 до 6 мм.
- Большое значение для эффективного и качественного результата имеет выбор самих элетродов. Для проведения работ используют такие его виды: стальной, медный, чугунный, биметаллический, латунный. Также их подразделяют на марки, например, 332, 350 и другие. Для обозначения их маркировки, применяют своеобразный индекс, обозначающий параметр вязкости сварочного шва, а числа на индексе указывают на уровень твердости металла. Главное правило, которым необходимо пользоваться при их подборе — расчет на толщину металла.
- Для того, чтобы сварка прошла удачно, необходимо уметь правильно удерживать сварочный электрод. Должен быть наклон приблизительно 80 градусов, по направлению к дуге. Возникновение дуги можно добиться двумя методами: черканием (изделие нужно держать, как спичку во время поджигания) и подъемом (им постукивают по поверхности и во время появления дуги поднимают).

 Возникновение дуги можно добиться двумя методами: черканием (изделие нужно держать, как спичку во время поджигания) и подъемом (им постукивают по поверхности и во время появления дуги поднимают).
Возникновение дуги можно добиться двумя методами: черканием (изделие нужно держать, как спичку во время поджигания) и подъемом (им постукивают по поверхности и во время появления дуги поднимают).
горизонтальный шов
Важно не только правильно держать сварочный электрод, но и подобрать необходимую силу тока. Если она будет слишком маленькой, дуга будет постоянно тухнуть.
Умение держать электрод во время сварки, дает возможность набить руку и варить на более высоком уровне и с большей скоростью.
движение торцом электрода при сварке
Выбор нужного количества
Важной операцией при подготовке к работе является подсчет необходимого количества электродов. При этом нужно учитывать такие факторы: толщина и масса металла, длина шва. Эта процедура позволяет вести работы эффективно и экономно, если при этом вести электрод равномерно. Для подсчета их количества используется несколько способов. Наиболее популярным является подсчет по весу выплавленного металла.
Можно также использовать автоматический или полуавтоматический вид сварочного процесса. Эти способы заключаются в том, что необходимо водить электродом по кругу, они дают возможность намного уменьшить их количество, необходимое для того, чтобы варить плоскости деталей и металлов.
Инструкция
Прихватите листы друг к другу.
Прихват осуществляется короткими перемычками шва (около 5-10 мм) с расстоянием между ними 50-100 мм на всем протяжении стыка. Ведите сварку с периодическим прерыванием – гася дугу (отдергиванием электрода) и быстро зажигая ее снова, чтобы металл не успел остыть. Время непрерывного горения дуги зависит от толщины листа и силы тока. Для листа толщиной 1 мм и тоньше оно должно составлять 1-3 секунд.
Сварите листы полностью
Варите стык прерывистым швом, время от времени перемещая электрод в новую (холодную) зону стыка. Это позволит избежать сильного коробления металла – особенно в том случае, если длина стыка сравнительно велика (больше 200-250 мм). Чем меньше длина непрерывного шва, тем меньше коробление. Начните варить с одного края стыка, затем перейдите на другой край, потом переместитесь в центр и т.д.
Это позволит избежать сильного коробления металла – особенно в том случае, если длина стыка сравнительно велика (больше 200-250 мм). Чем меньше длина непрерывного шва, тем меньше коробление. Начните варить с одного края стыка, затем перейдите на другой край, потом переместитесь в центр и т.д.
Сварка тонкого металла встык
Добейтесь минимального зазора между кромками стали по всей длине стыка. Идеальным случаем является полное отсутствие зазора. Для сварки тонкого металла встык воспользуйтесь вспомогательной подкладкой, которая укладывается под стык. Варить тонкую (1 мм и тоньше) сталь встык без подкладки довольно сложно, хотя при наличие сварочного инвертора и хороших (импортных) электродов вполне возможно. Технология самой сварки (подбор сварочного тока, использование прихватов, прерывистость и пошаговость сварки) остается точно такой же, как и при сварке внахлест.
Сварка со стальной неубирающейся подкладкой
Если конструкция детали допускает наличие неубирающейся подкладки, подложите под стык полоску стали такой же толщины, как и основной лист шириной 13-15 мм. Обеспечьте плотное прилегание к ней свариваемого металла. Такая подкладка позволит сварить деталь, даже если в стыке будет зазор несколько миллиметров. Подкладка в этом случае приваривается к детали.
Обеспечьте плотное прилегание к ней свариваемого металла. Такая подкладка позволит сварить деталь, даже если в стыке будет зазор несколько миллиметров. Подкладка в этом случае приваривается к детали.
Сварка с медной подкладкой
Если наличие неудаляющейся подкладки недопустимо, подложите под стык полоску из меди (чем толще, тем лучше). Медь будет отводить тепло и предотвратит прожигание листов. После окончания сварки удалите подкладку.
Сварка со стальной убирающейся подкладкой
Если неудаляющаяся подкладка недопустима, а медной полосы нет, сварите деталь со стальной подкладкой и аккуратно удалите ее углошлифовальной машиной .
Сварка – это процесс образования неразъемных соединений вследствие возникновения между свариваемыми материалами межатомных связей при их нагреве или деформировании. Свариваться могут не только металл ы, но и пластики. Чаще всего приходится сталкиваться с электросваркой сталей и термосваркой пластиков.
Вам понадобится
- — сварочный аппарат для дуговой электросварки;
- — газосварка;
- — сварочные электроды;
- — сварочный аппарат для пластиковых труб;
- — нагревательный прибор (утюг, электроплита и пр. ).
 ).
).Инструкция
Нужно знать, что разрешается применять лишь те принадлежности, которые предназначены для механической обработки проката из нержавеющей стали. Это шлифовальные круги и ленты, щетки из «нержавейки», дроби при дробеструйной обработке. Обратите внимание, что иногда нельзя обрабатывать с помощью стальных и стеклянных дробей другие материалы , например, углеродистую сталь.
Одним из наиболее эффективных способов последующей обработки сварных швов считается травление. При правильном применении травление способно устранить вредный оксидный слой, а также зону со сниженным содержанием хрома.
В зависимости от конкретных условий выполняется травление путем погружения, нанесения на поверхность или же покрытия изделий пастой. Чаще всего применяется смешанная кислота в сочетании с водой. Время травления нержавеющего проката зависит от концентрации кислот, толщины окалины, температурного режима и сорта нержавеющего проката.
Последний этап обработки при сварке «нержавейки» — доведение степени шероховатости сварного шва до соответствующего показателя основного листа. Достигается это путем шлифования и полирования уже после выполнения травления. Такая обработка обычно усиливает стойкость конструкции к коррозии.
Достигается это путем шлифования и полирования уже после выполнения травления. Такая обработка обычно усиливает стойкость конструкции к коррозии.
Источники:
- Сварка нержавеющей стали, особенности сварки.
Для того чтобы разобраться как правильно сварить металл электросваркой, надо понять, что речь идет о сварке, а не о металлургическом процессе выплавки и для чего необходимы такие знания. Освоить сварочное производство с нынешним количеством обучающих материалов можно и в домашних условиях, но и только для собственных бытовых нужд. Если речь идет об оказании услуг, то это влечет за собой определенную ответственность за качество работ и потому знания и опыт лучше получать в специализированных учебных заведениях.
Сварка предметов, находящихся в твердом состоянии, путем нагрева и расплавления с применением эклектической энергии называется электросваркой.
Процесс происходит под непосредственным воздействием электрической дуги, температура которой превосходит температуру плавления любого из известных металлов и их сплавов и составляет 7000 0 С.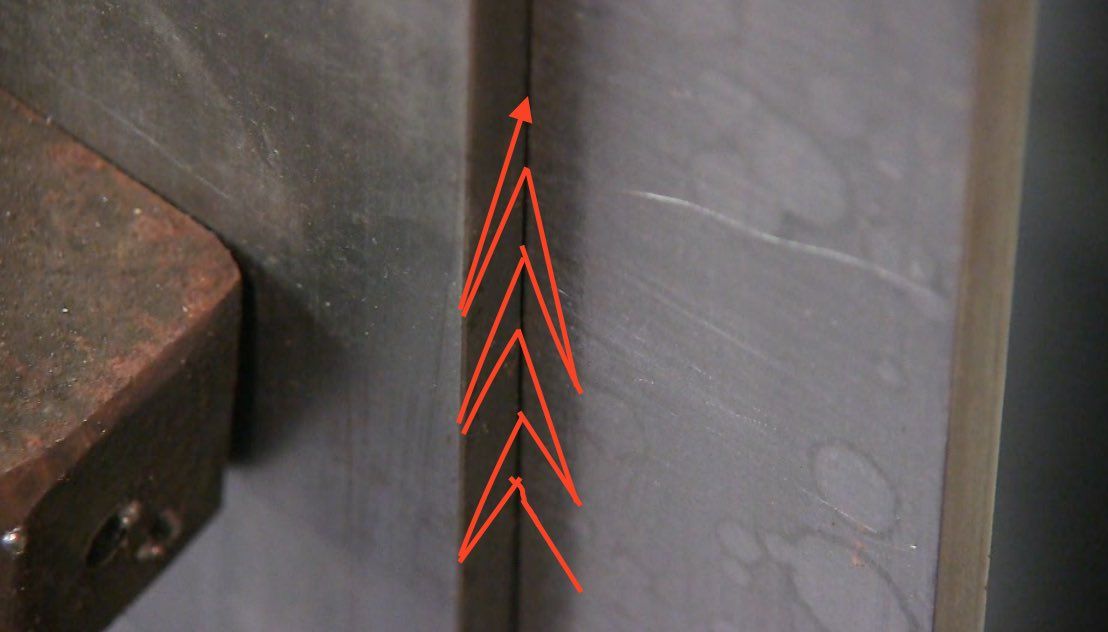
Сваривание нержавейки электросваркой требует специальных электродов
Дуга образуется от подачи электрической энергии постоянного или переменного напряжения от сварочного трансформатора к электроду и свариваемому предмету. Под воздействием возникающей высокой температуры металлы плавятся и образуют сварочную ванну, в которой перемешиваются, а входящие в них примеси в виде шлаков всплывают на поверхность и создают защитную пленку. Металлы остывают, затвердевают и образуют сварное соединение или шов. Застывший шлак убирают. Для сварки применяют плавящиеся и неплавящиеся электроды, а также присадочные проволоки и защитные газы и смеси.
По степени механизации сварку разделяют на:
Электрическая дуга может оставить ожоги на теле и глазах- ручную;
- полуавтоматическую;
- автоматическую.
Электрическая дуга может образовываться при помощи постоянного тока прямой полярности, когда отрицательный полюс подводиться на электрод, и обратной полярности – на электроде положительный полюс. Также она может создаваться переменным током. Дуга может образовываться не только между изделием и электродом, но и между электродами. Такая дуга называется косвенного действия или независимая. Дуга при сварке может быть открытой для наблюдения, закрытой и полуоткрытой. Это различие особенно важно учитывать при соблюдении правил техники безопасности и защите органов зрения специальными светофильтрами от ожогов ультрафиолетовым излучением.
Также она может создаваться переменным током. Дуга может образовываться не только между изделием и электродом, но и между электродами. Такая дуга называется косвенного действия или независимая. Дуга при сварке может быть открытой для наблюдения, закрытой и полуоткрытой. Это различие особенно важно учитывать при соблюдении правил техники безопасности и защите органов зрения специальными светофильтрами от ожогов ультрафиолетовым излучением.
Уделять внимание защите от окружающего воздуха надо и зоне сварки. Защитой может быть шлак, выделяющийся при плавлении, газ и флюс.
Флюс – это специальное вещество или смесь из различных материалов, которым защищают от атмосферного воздействия, для стабилизации горения дуги и придаче сварочному шву дополнительных свойств. Как правило, эту смесь наносят на электрод.
Технология и обучение
Спецодежда для сварщиков
Процесс варки металла как электросваркой, так и другими способами, начинается с подбора рабочей одежды и оборудования. Для электросварки необходимы:
Для электросварки необходимы:
- маска или очки для защиты глаз со специальным светофильтром;
- перчатки, предпочтительнее из замши;
- одежда с длинными рукавами;
- закрытая обувь.
Из оборудования:
- сварочный аппарат;
- трансформатор для преобразования переменного тока в постоянный;
- электроды в комплекте;
- молоток и другой инструмент для сбивания шлака и зачистки шва.
Набор сварщика: защитная маска, аппарат и электроды
Научиться и правильно сваривать металл электросваркой как раз зависит от подбора оборудования, и, в первую очередь, электродов. От их покрытия или обмазки зависит качество сваривания. Под воздействием температуры, обмазка превращается в газовую зону над ванной расплавленных металлов основания и электрода, которая предотвращает воздействие воздуха на процесс их сплавления.
Опыт сварочных работ лучше получать под руководством профессионального наставника, потому что часто выбор оборудования, режима его работы, расходных материалов, размещение соединяемых элементов, скорость перемещения дуги и так далее происходит эмпирическим, то есть пробным путем. С опытом придут навыки, равномерность движения, качество кромки и шва.
С опытом придут навыки, равномерность движения, качество кромки и шва.
Особенности работы с тонким металлом
Сварка тонкого металла требует опыта работы
Металл толщиной до 3 мм. или тонкий очень часто применяется для производства изделий, используемых в повседневной жизни. Потому их ремонт, в том числе и сварка, — вопрос, который часто возникает и, по общему мнению, не требует обращения к специалистам, а может быть выполнен в «домашних» условиях. Однако это не так просто, как кажется на первый взгляд.
Если нужно сварить электросваркой тонкий металл, то к выбору оборудования, его мощности, вида электрода и сварного шва требуется подход со знанием дела и опытом.
Особенностей его сварки несколько. Основная, что совершенно очевидно, его толщина. При любом неосторожном движении и в изделии может появиться новое и совершенно ненужное прожженное отверстие. С другой стороны, излишняя «деликатность» не создаст необходимого сварного шва и соединение распадется.
Для работы с тонким металлом применяют «малые» токи, потому электрод необходимо держать максимально близко к изделию, иначе пропадет сварная дуга и плавка прекратиться. Кроме того, для каждого металла необходимо специально подготавливать свариваемые кромки, применять разного вида и расположения сварные швы и так далее.
Перед началом работ необходимо правильно подобрать электрод. Его диаметр напрямую зависит от толщины свариваемого металла. Чем тоньше металл, тем меньше диаметр. Применяемый для сварочных работ ток должен соответствовать параметрам металла и электрода. Например, толщина листа 3 мм., диаметр электрода – 3 мм., сила тока от 140 до 180 А. Чем меньше ширина и диаметр, тем меньшей силы ток. Применение «низких» токов не дает возможность использовать электроды с любыми видами покрытия. Необходимо подбирать лишь те, которые дадут легкое возбуждение и устойчивое горение дуги, а также будут иметь замедленное плавление жидкотекучим металлом.
Сварочный аппарат полуавтомат
При наличии знаний, компенсировать недостаточный опыт или его отсутствие, можно с помощью используемого оборудования. Полуавтоматическим сварочным аппаратом работать гораздо легче и продуктивнее, чем ручным. Прежде всего, это сказывается на качестве сварного шва. Его можно накладывать несколькими способами, от чего он получается сплошной, точечный или внахлест. Для сплошного шва необходимо правильно выбрать силу тока. Начать рекомендуется с 40 – 60 А. Затем подобрать скорость ведения сварки. Если она будет слишком быстрой, то шов не провариться и не будет соединения, а если медленно, то возможно возникновение прожигов и дырок.
- Например, для сварки листа толщиной 0,5 мм применяются электроды диаметром 1 мм и ток силой 10-20 А.
- Металл в 1,2 мм сваривается электродом 1,6 – 2 мм при токе 30-35 А.
- Для толщины в 2 мм нужны электроды в 2,5 мм и ток до 65 А.
- Для швов внахлест силу тока рекомендуется увеличить на 15%, а для сплошных при тавровом соединении на 20%.

Покрытие может существенно отличаться по составу входящих в него элементов. Основу его, как правило, составляет титановый концентрат. В остальном составы существенно отличаются. В них может быть:
- марганец;
- калиевая селитра;
- полевой шпат;
- декстрин и т. д.
Накладывать шов можно в направлении удобном для работника либо исходя из расположения свариваемых поверхностей.
Полуавтоматической сваркой гораздо легче работать с тонкими металламиОднако практика показала, что сварка в направлении «сверху вниз» дает максимально лучший результат.
Сварочные работы проводят с помощью плавящихся и не плавящихся – графитовых электродов. Соединение при помощи графитовых производится методом оплавления кромок деталей либо с использованием присадочной проволоки.
Проведение сварочных работ зависит от влияния многочисленных факторов и обстоятельств. Каждый конкретный случай требует своего подхода, метода, оборудования и расходных материалов. Подбор всего необходимого производится экспериментальным путем. С опытом время на проведения пробных соединений, подбор оборудования и материалов уменьшится, а качество и равномерность шва – улучшится.
Подбор всего необходимого производится экспериментальным путем. С опытом время на проведения пробных соединений, подбор оборудования и материалов уменьшится, а качество и равномерность шва – улучшится.
Нержавеющая сталь
Легированная сталь требует специальных электродов для дуговой сварки
Свои особенности есть и при сварке легированных видов стали. Если в ее состав входит от 12 до 20% хрома, то такую сталь называют нержавеющей. Наряду с хромом в состав этой стали входят другие вещества, которые формируют ее специфические физико-химические свойства. Именно от них зависит ее способность к свариванию и способ, которым можно соединить элементы, из нее изготовленные.
Сварка аргоном один из лучших способов соединить нержавеющую стальУ «нержавейки» теплопроводность снижена в 1,5 – 2 раза. Отчего она легче плавится, а значит, при сварке необходимо использовать токи меньшей силы. С этой же целью, чтобы электроды с хромоникелевыми стержнями не перегревались, их изготавливают длинной не более 350 см.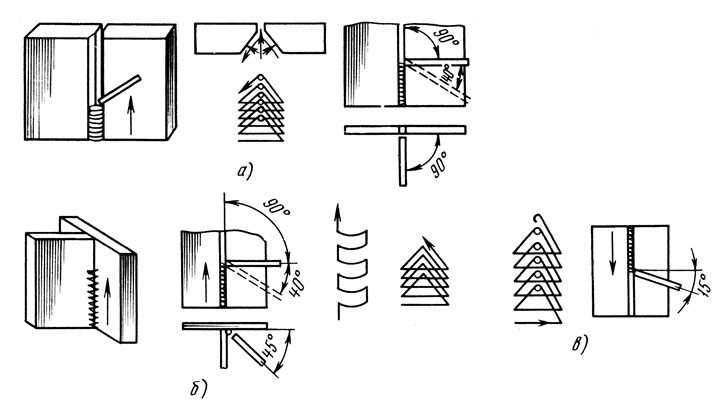 Эта сталь, в силу высокого коэффициента линейного расширения, может трескаться после сварки при остывании, если при соединении краев не будет выдержан достаточный зазор. Надо иметь в виду, что после термической обработки хромсодержащие стали могут терять свое антикоррозионное свойство. Для того чтобы такого «неприятного» эффекта избежать, место нагрева необходимо быстро охладить.
Эта сталь, в силу высокого коэффициента линейного расширения, может трескаться после сварки при остывании, если при соединении краев не будет выдержан достаточный зазор. Надо иметь в виду, что после термической обработки хромсодержащие стали могут терять свое антикоррозионное свойство. Для того чтобы такого «неприятного» эффекта избежать, место нагрева необходимо быстро охладить.
Электросваркой «нержавейку» сварить можно несколькими способами. Существует три способа:
- покрытыми электродами;
- в газово-аргонной среде;
- с использованием нержавеющей проволоки.
В любом случае перед проведением сварочных работ, кромки поверхностей, планируемых к соединению, необходимо обработать: зачистить и промыть растворителем.
Способ сварки выбирают в зависимости от толщины металла, требований к качеству шва и имеющегося в наличии оборудования, а также с обязательным учетом особенностей легированных сталей.
Сварка нержавеющих сталей и «черного» металла возможна при условии применения специальной присадочной проволоки и электродов.
Времена, когда обладателей сварочного оборудования в домашних мастерских можно было по пальцам пересчитать, прошли. Сегодня производители предлагают потребителям аппараты для сварки самых различных типов. Эти устройства существенно облегчают жизнь мастерам-любителям. Многие из них методом проб и ошибок уже освоили науку сварки электродами, но некоторым еще предстоит пройти этот путь. Конечно, чтобы сварка велась на высоком профессиональном уровне, нужно учиться не один месяц и годами нарабатывать практический опыт. Но знание, как правильно варить электродами, поможет выполнять дома, в гараже или на даче большую часть сварочных работ, не прибегая к услугам дипломированного специалиста. Соорудить мангал, ворота, забор, беседку и многое другое вы точно сможете самостоятельно уже через несколько недель практики.
Рисунок 1. Схема устройства сварочного электрода.
Типы электродов, их строение и состав
Большинство домашних сварщиков строение электрода и состав веществ в нем совершенно не волнуют. Они делят электроды на «чернуху» и «нержавейку». Что же, производители маркируют свои изделия, а на коробках с электродами подробно написано, для каких металлов они предназначены. Даже существует колерование их обмазки, чтобы отличать электроды по назначению. Тем не менее, чтобы в дальнейшем в достаточной мере овладеть мастерством работы с электродом, необходимо ознакомиться и с их типами:
Они делят электроды на «чернуху» и «нержавейку». Что же, производители маркируют свои изделия, а на коробках с электродами подробно написано, для каких металлов они предназначены. Даже существует колерование их обмазки, чтобы отличать электроды по назначению. Тем не менее, чтобы в дальнейшем в достаточной мере овладеть мастерством работы с электродом, необходимо ознакомиться и с их типами:
- для сварки углеродистых и низколегированных сталей;
- для сварки высоколегированных сталей;
- для сварки теплоустойчивых легированных сталей;
- для сварки чугуна;
- для сварки цветных металлов;
- для сварки сплавов и неоднородных сталей;
- для наплавки;
- для резки металла.
Рисунок 2. Схема расположения электрода при сварке.
Вне зависимости от предназначения, электроды имеют общее строение. Они состоят из стержня и защитного покрытия (обмазки), которое обеспечивает горение дуги и защиту свариваемого шва от воздействия атмосферы. С одной стороны стержень оголен на 2-5 см для подключения к держателю, с противоположного торца электрод очищен от обмазки для создания контакта со свариваемой поверхностью (рис. 1).
С одной стороны стержень оголен на 2-5 см для подключения к держателю, с противоположного торца электрод очищен от обмазки для создания контакта со свариваемой поверхностью (рис. 1).
Стержневая проволока изготавливается из углеродистых, легированных или высоколегированных сталей, а обмазка делается из 3-х типов покрытий:
- руднокислых;
- рутиловых;
- фтористо-кальциевых.
Материалы, применяемые при производстве электродов, определяют и область их применения.
Как правильно подобрать электродный стержень и силу тока?
Чтобы правильно варить электродами, нужно уметь их выбирать в зависимости от толщины свариваемых изделий, ведь тонкий металл может быть прожжен, если будет применяться толстый сварочный стержень. Выбор его сечения выглядит так:
- если толщина металла составляет от 1,1 до 2 мм, то диаметр проволоки – 1,5-2 мм;
- 3-миллиметровый металл – 2,5- и 3-миллиметровый стержень;
- толщина в 4-5 мм проваривается электродами в 3 и 4 мм;
- стали толщиной от 6 до 8 мм варятся «четверками»;
- от 9 до 12 мм – электродами 4 и 5 мм;
- с толщиной от 13 до 15 мм должны справляться уже 5-миллиметровые стержни.

Рисунок 3. Схемы движения электрода при сварке.
Здесь уместен вопрос о том, почему же нельзя для сварки тонких листов использовать, к примеру, «четверку» или «пятерку»? Дело в том, что надежное горение дуги при работе стержней различного сечения может быть обеспечено разной силой тока. 2-миллиметровый электрод при токе 50-60 А прекрасно справится с задачей, а 5-миллиметровый, если не залипнет, просто будет «высекать искры». С другой стороны, «пятерка» отлично работает на 160 А, но из-за слишком сильной дуги тонкий металл просто превратится в капли. Далее показаны диапазоны силы тока для работы с электродами разных диаметров сечения:
- 1,6 мм – 35-60 А;
- 2 мм – 30-80 А;
- 2,5 мм – 50-110 А;
- 3 мм – 70-130 А;
- 4 мм – 110-170 А;
- 5 мм – 150-220 А.
Они несколько приблизительны, так как каждый сварочный аппарат «уникален». Кроме того, они зависят от напряжения в сети. А разброс значений связан с тем, что при наименьшем токе металл сваривается, а при наибольшем – режется. Стоит отметить, что большинство сварочных работ в быту проводится 2- и 3-миллиметровыми электродами, а «пятерки» на непрофессиональном уровне применяются крайне редко. Поэтому не стоит переплачивать при покупке сварочного аппарата за лишнюю силу тока, которую выставлять вряд ли когда придется. Оборудования, поддерживающего 160 А, для домашних условий будет вполне достаточно.
Стоит отметить, что большинство сварочных работ в быту проводится 2- и 3-миллиметровыми электродами, а «пятерки» на непрофессиональном уровне применяются крайне редко. Поэтому не стоит переплачивать при покупке сварочного аппарата за лишнюю силу тока, которую выставлять вряд ли когда придется. Оборудования, поддерживающего 160 А, для домашних условий будет вполне достаточно.
Как держать электрод?
Правильный выбор электрода и регулирование силы тока в аппарате еще не значат, что вы сможете качественно сварить вместе 2 уголка или стальных листа. Конечно же, вы не забыли подсоединить к одному из них массу, но нужно еще и уметь держать электрод под необходимым углом к свариваемым поверхностям и верно вести его, чтобы не допускать перегрева, прожига или непроварки кромок.
Во-первых, начальное прикосновение электродного стержня к металлу должно напоминать легкое прикосновение спички к обмазке спичечного коробка. Во-вторых, можно замкнуть цепь постукиванием электрода. Выбор способа остается за вами, но как только дуга образовалась, не нужно прижимать проволоку к месту сварки, если, конечно, вы не хотите растопить электрод или прокатную сталь. Слегка поупражнявшись, вы научитесь после появления дуги держать конец стержня в 2-5 мм от шва. Сам электрод надо располагать перпендикулярно плоскости шва (рис. 2 а), но с наклоном в 105 градусов к уже проваренному участку (рис. 2 б). Не нужно вести электрод вдоль сварного шва, как карандаш вдоль линейки. Расслабьте кисть и делайте так, чтобы кончик стержня выполнял челночные движения (рис 3.).
Выбор способа остается за вами, но как только дуга образовалась, не нужно прижимать проволоку к месту сварки, если, конечно, вы не хотите растопить электрод или прокатную сталь. Слегка поупражнявшись, вы научитесь после появления дуги держать конец стержня в 2-5 мм от шва. Сам электрод надо располагать перпендикулярно плоскости шва (рис. 2 а), но с наклоном в 105 градусов к уже проваренному участку (рис. 2 б). Не нужно вести электрод вдоль сварного шва, как карандаш вдоль линейки. Расслабьте кисть и делайте так, чтобы кончик стержня выполнял челночные движения (рис 3.).
При таком движении тело проволоки, расплавляясь, будет качественнее соединять кромки свариваемых заготовок. На первых порах вы сможете освоить наиболее простое зигзагоподобное движение электрода, а в дальнейшем вам под силу уже будет применять и более сложные, но надежные швы. Они будут ложиться более красиво, а скорость сварки заметно увеличится.
Прокалка в духовке
Тем не менее следует упомянуть о факторе, из-за которого вы не сможете начать как следует варить, даже набив руку, правильно подобрав электроды и отрегулировав необходимую силу тока. Этот фактор – отсыревание обмазки. Выпуская электроды, изготовители их тщательно просушивают, но не всегда условия дальнейшего хранения соответствуют требованиям. Это касается и оптовых складов, и магазинов, и домашних мастерских. Иногда производители упаковывают свою продукцию в полиэтиленовую упаковку, но после вскрытия она уже не может обеспечить защиту от влаги гигроскопичной обмазки. Используя отсыревшие электроды, вы сталкиваетесь со следующими проблемами:
Этот фактор – отсыревание обмазки. Выпуская электроды, изготовители их тщательно просушивают, но не всегда условия дальнейшего хранения соответствуют требованиям. Это касается и оптовых складов, и магазинов, и домашних мастерских. Иногда производители упаковывают свою продукцию в полиэтиленовую упаковку, но после вскрытия она уже не может обеспечить защиту от влаги гигроскопичной обмазки. Используя отсыревшие электроды, вы сталкиваетесь со следующими проблемами:
- залипанием стержня и увеличением времени сварки;
- образованием свищей в свариваемом металле;
- образованием пор (раковин) в самом шве.
Все же способы борьбы с излишней влагой в защитном покрытии электродов есть. Их нужно прокалить в течение некоторого времени в духовке. Зачастую производители пишут на пачках со своей продукцией о времени и температуре прокалки. В зависимости от типа изделий, просушка может занимать от 1 до 5 часов при температуре от 250 до 350 градусов.
После прокалки обмазка теряет влагу, но остается такой же гигроскопичной, поэтому хранение оставшихся после работы электродов лучше организовать в сухом месте, а еще лучше поместить их в полиэтилен.
Пожалуй, сведений для начала освоения увлекательного дела, которым является сварка электродами, достаточно.
Правильное положение электрода в процессе сварки
Положение и угол электрода при сварке
Многие люди, независимо от того кто они: новички или уже некоторое время производят сваривание, задаются вопросом: «В каком положении нужно держать электрод для того, чтобы делать качественное сваривание и в то же время, чтобы все было аккуратно?».
Для начала Вам нужно определить, в каком положении Вы собираетесь производить сваривание или в каком положении Вам приходится сваривать.
Разумеется, что предпочтение отдается горизонтальному положению, которое гарантирует высокое качество сварного шва и простоту самого процесса сваривания.
Обратите внимание
Однако у Вас может так сложиться ситуация, что Вы никак не сможете изменить положение сварного шва. В такой ситуации Вам нужно обязательно придерживаться правильного угла держания электрода при сваривании.
В основном существует три положения электрода:
углом вперед (30 — 60 градусов). Идеально подходит для произведения сварочных швов на потолке, неповоротных стыках, а также на вертикальных швах; под прямым углом (90 градусов). Придерживаться такого угла держания электрода лучше всего только в случае сваривания в труднодоступном месте; углом назад (30 — 60 градусов). Подходит для сваривания угловых и стыковых соединений;
Также угол держания электроды зависит от длины дуги. Длина дуги — это расстояние точки активности электрода до точки активности на самом электроде.
При плавлении электрода во время сваривания происходит и плавление покрытия. При горении и плавлении покрытия происходит выделение газов, которое позволяет создать защиту.
Такая газовая стена поможет Вам быстрее и качественней завершить свою работу.
При плавлении и горении покрытия выделяются газы, а части покрытия, которые не сгорели, становятся шлаками.
 Шлак покрывает сварочную ванну и создает слабое покрытие, которое только мешает дальнейшей работе с металлическим изделием. При дуговой сварке дуга зажигается кратким касанием электрода к металлу.
Шлак покрывает сварочную ванну и создает слабое покрытие, которое только мешает дальнейшей работе с металлическим изделием. При дуговой сварке дуга зажигается кратким касанием электрода к металлу.В результате того, что по металлу и электрода протекает электрический ток, и таким образом возникает короткое замыкание. Торец электрода и свариваемого изделия очень быстро нагревается и происходит процесс сваривания.
Для надежного и долгого сваривания с большой продолжительностью одной дуги сварщик должен отводить электрод на 4 — 5 миллиметра от свариваемого изделия.
При сварке электрод должен перемещаться медленно, но не с помощью обычного движения «вперед» или «назад», а с помощью поступательных движений по оси электрода. Это первое движение электрода при сваривании.
Важно
Второе движение — это перемещение электрода вдоль, относительно оси валика. Таким образом у Вас будет получаться высококачественный шов.
Помимо высокого качества сварного шва у Вас также возрастет и скорость сваривания. Третье движение электрода во время сваривания — это его перемещение поперек шва.
Третье движение электрода во время сваривания — это его перемещение поперек шва.
Этот позволит Вам иметь полный контроль над шириной шва и глубиной проплавления металлического изделия.
Используя самые современные методики сваривания, Вы сможете варить изделия из самых разных видов электродов в самых разных пространственных положениях.
Как сварить алюминий алюминиевым электродом?
Электроды Castolin
Источник: http://elektrod-3g.ru/polozhenie-elektroda.php
Способы движения электрода при сварке
Существует множество движений электрода при сварке. Каждое движение вносит свой вклад образования качественного сварочного шва. Разработано много видов электродов и все марки горят и плавятся по-разному. Для одних нужны быстрые движения, для других медленно и без колебательных движений.
Для сварки обычной рядовой стали, применяют различные способы движения электрода. Часто это зависит от положения в пространстве, поворотный это стык или нет. Учитывается толщина свариваемого материала. Какой вид соединения, тавровый стыковой, нахлесточный, угловой. Удобное положение рукояти при сварке.
Учитывается толщина свариваемого материала. Какой вид соединения, тавровый стыковой, нахлесточный, угловой. Удобное положение рукояти при сварке.
- Движением электрода углом вперед. Угол атаки направлен вдоль свариваемого шва, кончик электрода смотрит вперед. В этом случае основной металл меньше греется. Дуга электрическая плавит кромки, сам электрод перемешивается с основным металлом.
- Движение электрода углом назад. Таким способом сваривают толстый материал. Сварочная дуга заходит на основной материал и плавит в основании с кромками.
Сварка в нижнем положении цветного металла меди и алюминия проводят в нижнем положении. Электрод находится в вертикальном положении относительно плоскости. Ведут вдоль шва без колебательных движений на короткой дуге.
Что касается сталей легированных и углеродистых в нижнем положении угол наклона может меняться. Как относительно движения вперед и назад так от одного края кромки к другой. Примечание по использованию электродов.
Они могут работать как на короткой дуге так и на относительном удлинении ее. Движением электрода обводят контур кромок. Описывают круговые движения, знак бесконечности, елочку, обратно поступательные движения.
На фото изображено как надо вести электрод.
При выполнении горизонтального шва электрод чиркаю о кромку, ведут углом назад. Электрод держат слегка вниз. Таким образом, расплавленную ванну дугой электрода толкают наверх и смачивают верхний край кромки для сцепления. Если шов имеет много проходов, то следующий валик накладывается на предыдущий.
Вертикальный шов проходят электродом Сверху вниз углом назад. Снизу вверх как углом вперед, так и углом назад. В данной ситуации шлак стекает со сварочной ванны вниз и не остается там. Выполнять можно как точечным касанием.
В этом случае металл успевает остыть. Так и не прерывно. Если имеются кромки, то обводим и повторяем контур при оплавлении. Стараться нужно выдерживать дугу на одинаковом расстоянии. Иначе будут подрезы и не проваренные места.
С потолочным швом больно не разгуляешься. Строго вертикально вниз электрод, кончиком вверх. Без лишних колебательных движений из стороны в сторону. На короткой дуге и малом токе. Расплавленный металл удерживается за счет силы потолочного натяжения и не как иначе. На рисунке все описано.
Тавровые угловые швы в нижнем положении электрод держат между двух плоскостей по центру приблизительно. Угол по направлению шва как вам угодно.
После как сформировали ванночку, расплавленную массу пытаемся подталкивать наверх и смачивать верхнюю кромку. Если дугу направить наверх и плавить кромку, то сварочная ванна стечет в нижнее положение.
Произойдет утонение металла основного. На фото изображено направление движения электрода.
Совет
Есть красивый шов. Простая методика движения электрода при сварке трубы. Выполняется углом назад в полу нижнем состоянии. Так электродом легче управлять.
Простая методика движения электрода при сварке трубы. Выполняется углом назад в полу нижнем состоянии. Так электродом легче управлять.
Осуществляется прикосновениями коротко временными. Образуются тонкие валики, ложатся друг на друга лепестками и формируют шов. Если честно то катет шва толстый. Свариваемость металла хорошая.
На фото наблюдаете движение электрода при сварке трубы.
Источник: http://weldingmedia.ru/sposobyi-dvizheniya-elektroda-pri-svarke/
Как правильно держать электрод при сварке
Перед тем как только человек начинает обучаться сваривать металлические части, он наверняка сталкивался с проблемой, что не знал, как правильно нужно держать электрод при сварке, ведь от правильного подбора угла электрода зависит скорость и качество сварки. Поэтому этим вопросом наверняка задавался каждый сварщик, независимо от того кто он сейчас: профессионал или до сих пор ученик.
Для начала давайте рассмотрим как возникает дуга и как правильно ее возбуждать. Возникновение дуги происходит благодаря прикосновению торца электрода к металлической части и дальнейшим отдалением его от свариваемой части. При возбуждении дуги нужно быть внимательным, потому что если прикосновение будет не кратковременным, то электрод приваривается к металлу.
Возникновение дуги происходит благодаря прикосновению торца электрода к металлической части и дальнейшим отдалением его от свариваемой части. При возбуждении дуги нужно быть внимательным, потому что если прикосновение будет не кратковременным, то электрод приваривается к металлу.
Также длина дуги влияет на качество сварки. Если дуга коротка и устойчиво горит, то она обеспечивает получение сварного шва высокого качества.
Для того, чтобы правильно формировать шов Вам необходимо держать правильно электрод. Электрод должен находиться под углом 15 — 20 градусов от вертикали.
Если же Вы изменяете угол держания электрода, то глубина проплавления сильно изменяется. Это влияет на скорость проплавления, сварки и охлаждения металла.
Если же Вы производите сваривание тонкого металла, то электрод должен накладываться в виде узенького валика 0,8 — 1,5 миллиметра диаметром. Однако если Вы собираетесь производить сваривание толстых листов, то лучше всего применяйте расширенные валики, который увеличивает скорость разогрева металла, тем самым ускоряя процесс сваривания металлических частей.
Иногда у Вас может возникнуть потребность увеличения сварочного тока, то в таком случае Вам нужно будет держать электрод под углом 45 градусов, потому что именно в таком положении электрода можно будет регулировать глубину проплавления и сваривания металлических частей. На данный момент существует всего 3 основных варианта держания электрода при сварке. Эти методы называются так: «углом вперед», «под прямым углом» и «углом назад».
Обратите внимание
Для начала давайте рассмотрим метод «углом вперед». В таком положении сварщик обеспечивает угол электрода 30 — 60 градусов относительно вертикального положения сварочного электрода. В таком случае движение электрода происходит вперед.
Такое положение электрод применяется при сварке стыков труб и других неповоротных изделий. Для данного типа держания электродов подходит потолочное, вертикальное и горизонтальное положение сварного шва. Сваривание «под прямым углом» говорит само за себя.
Такое положение часто применяется при сваривании в труднодоступных местах, то есть в тех ситуациях, когда просто невозможно наклонить электрод.
Положение сварочного элкетрода «углом назад» — это положение, при котором соблюдается угол 30 — 60 градусов от вертикальной оси. Сваривание происходит назад, то есть на сварщика. Чаще всего такое положение используется на коротких участках при сваривании стыковых швов.Как правильно держать электрод при сварке?
Перед тем как только человек начинает обучаться сваривать металлические части, он наверняка сталкивался с проблемой, что не знал, как правильно нужно держать электрод при сварке, ведь от правильного подбора угла электрода зависит скорость и качество сварки. Поэтому этим вопросом наверняка задавался каждый сварщик, независимо от того кто он сейчас: профессионал или до сих пор ученик.
Источник: http://welding-gear.ru/polozhenie-elektroda-2.php
Как правильно варить сваркой: технология, сила тока
Хороший обобщающий материал способен сэкономить начинающему сварщику много времени, поможет обойтись без специальных курсов.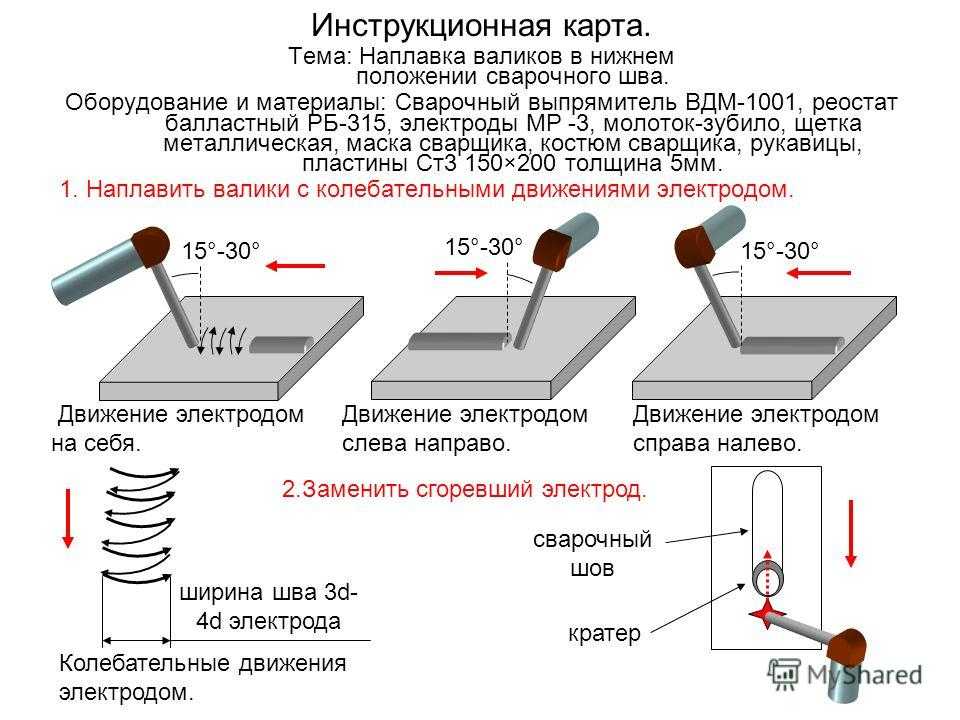 Научиться правильно варить сваркой не сложно, для этого потребуется знание теории и некоторое количество практики.
Научиться правильно варить сваркой не сложно, для этого потребуется знание теории и некоторое количество практики.
Без знания теории овладеть сваркой невозможно, так как:
- Качественного шва не получится.
- Можно получить повреждения или травмировать других людей.
- Можно вывести оборудование из строя.
Электросварка — соединение металлических деталей сплавлением электрической дугой. Электрический ток, пропущенный через зазор между электродом и металлом, вызывает огромную температуру, расплавляет кромки, переносит металл из электрода в шов. Получается, что две металлические поверхности соединены монолитно.
Электросварка популярна. Небольшой по габаритам аппарат способен герметично соединить детали в любых пространственных положениях, сварка идет быстро и управляемо. При работе следует помнить о рисках для здоровья:
При работе следует помнить о рисках для здоровья:
- Травма глаз. Сварочная дуга излучает световую энергию, которая может обжечь роговицу глаза, отпечататься на сетчатке. Ощущение песка под веками, сложно моргнуть, припухлости — эти симптомы проходят довольно долго. Защитить глаза поможет маска со специальным стеклом, перед зажжением дуги предупреждайте окружающих возгласом: «Глаза!»
- Поражение электрическим током. Электрическая дуга — пропуск электрического тока через зазор между электродом и металлом. Чем больше сила тока, тем ярче дуга. Но если этот ток пройдет через тело человека, он умрет. Чтобы избежать поражения электрическим током, нужно:
- Следить за целостностью оплетки кабелей, изоляцией держака.
- Использовать качественные изолированные держаки, не хватать голыми руками держак за оголенные части.
- При постоянной работе обувать спецобувь с прорезиненной подошвой.
- Ожоги кожи. Ультрафиолет дуги и летящая во все стороны окалина травмируют кожу. Чтобы избежать проблем, используйте защитные перчатки — краги. Одеваться стоит только в хлопчатобумажную или специально пропитанную одежду — сварочную робу, джинсы. Для защиты рук применяются хлопчатобумажные рукавицы или сварочные краги. При сварке оголенных участков кожи быть не должно.
- Отравление газами. Все работы должны проводиться в проветриваемом помещении, под вытяжкой или на свежем воздухе. Полезным будет применение фильтрующих полумасок или респираторов.
 Чтобы избежать проблем, используйте защитные перчатки — краги. Одеваться стоит только в хлопчатобумажную или специально пропитанную одежду — сварочную робу, джинсы. Для защиты рук применяются хлопчатобумажные рукавицы или сварочные краги. При сварке оголенных участков кожи быть не должно.
Чтобы избежать проблем, используйте защитные перчатки — краги. Одеваться стоит только в хлопчатобумажную или специально пропитанную одежду — сварочную робу, джинсы. Для защиты рук применяются хлопчатобумажные рукавицы или сварочные краги. При сварке оголенных участков кожи быть не должно.Виды электросварки
Выделяют несколько основных направлений:
- MMA. Сварка электродом в защитной обмазке. Универсальная технология, позволяющая получить отличный шов в любых пространственных положениях. Используются простые аппараты преобразования переменного тока в постоянный, трансформаторного или инверторного типа. Сила тока зависит от толщины сплавляемого металла и используемого электрода, колеблется от 30 до 200 Ампер. Электрод — пруток металла, покрытый обмазкой. При сварке обмазка расплавляется и защищает расплав от воздуха.
- MIG. Сварка в среде защитного газа. В качестве электрода используется проволока, подаваемая в сварочную ванну с постоянной скоростью. В зону сварки через шланг подается углекислый газ или смесь газов. Они вытесняют кислород и защищают сварочный шов. Преимущества такого вида сварки — отсутствие шлака, высокое качество шва, возможность варить тонкий металл.
- TIG. Сварка цветных металлов в среде защитного газа при помощи неплавящегося электрода. Широко применяется для соединения цветных металлов и сплавов.

Есть несколько видов различных технологий, применяемых в автомобилестроении или судостроении. Они требуют особой квалификации сварщика. Навыки наплавления или ручной подачи проволоки в сварочную ванну специфичны и доступны сварщикам высших разрядов.
Сварочные работы — соединение металлических деталей расплавлением кромок и добавлением присадочного металла. В итоге образуется сварочный шов, кромки прочно соединены.
Признаки качественного шва:
- Провар. Металл сварочного шва должен проникнуть на всю толщину. В процессе сварки равномерно расплавляются кромки, если расплавлять одну сторону, валик получится неравномерным.
- Однородность. Стык должен состоять из сплошного металла, без включения шлака или раковин. Пропуски и непроплавы не допускаются.
- Прочность. После остывания шва могут образовываться микротрещины.
- Отсутствие подрезов. Слишком сильная дуга «подрезает» края деталей, ослабляя их.
- Выпуклая равномерная форма. Браком считается как излишне толстый валик, так и вогнутый. Это свидетельствует о неправильно выбранной силе тока.
 Металл сварочного шва должен проникнуть на всю толщину. В процессе сварки равномерно расплавляются кромки, если расплавлять одну сторону, валик получится неравномерным.
Металл сварочного шва должен проникнуть на всю толщину. В процессе сварки равномерно расплавляются кромки, если расплавлять одну сторону, валик получится неравномерным.Шов должен быть однородным, без излишних «чешуек», наплывов, изгибов. Ширина шва определяется из толщины свариваемых деталей. Слишком узкий окажется непрочным, широкий — ослабит изделие.
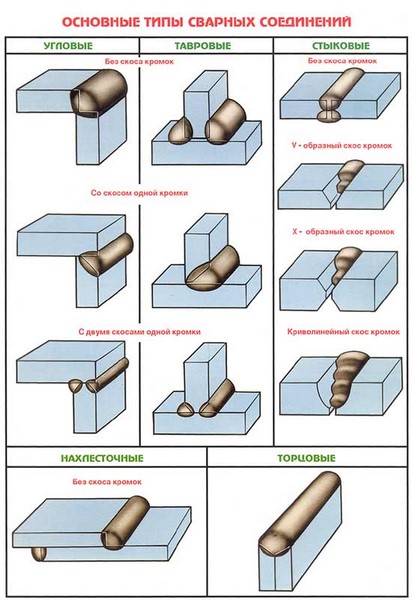
Перед соединением деталей нужно:
- Определить вид соединения — встык, внахлест, угловое, тавровое соединения.
- Определить пространственное положение — вертикальное, горизонтальное, потолочное.
- Оценить толщину свариваемых деталей.
- Выбрать электрод. Толщина зависит от глубины шва.
- Определить силу тока. На пачках приводятся примерные рекомендуемые таблицы, но ориентироваться стоит на личные ощущения. Силу тока лучше выбирать максимально возможную, но не прожигать металл. Сила тока на потолочных соединениях ниже, чем на горизонтальных.
- Подготавливаем детали — на толстых делаем фаску, выставляем зазор прихватками. Очищаем детали от ржавчины и краски.

Учимся варить электросваркой
Подготовив детали к свариванию, выставив примерно силу тока и надев спецодежду, можно готовиться к проведению непосредственно сварки.
Подключаем аппарат.
- Подключаем провода к сварочному аппарату. Обычно пользуются «обратным» подключением — минус (масса) присоединяется к свариваемой поверхности, плюс — к держаку. Прямое подключение используется при рекомендациях производителей электродов.
- Проверяем держак. Он может быть самодельным или заводского изготовления. Главные требования — прочность фиксации электрода, возможность быстрой замены, отсутствие частей под напряжением, теплоизолированность рукояти. Плохой контакт держака и кабеля вызывает повышенное сопротивление и нагрев, отгорание изоляции.
- Подключаем массу. Простейший способ — приварить ее к металлу, но лучше использовать зажимные клещи или магнитную массу.
- В зависимости от пространственного положения, важно выбрать угол подключения электрода к держаку. Обычно электрод должен быть направлен под углом 45 градусов к свариваемой детали. От наклона электрода зависит глубина проплавления и высота валика шва.
 Прямое подключение используется при рекомендациях производителей электродов.
Прямое подключение используется при рекомендациях производителей электродов.Выбираем электроды
Есть технология самостоятельного изготовления: проволока окунается в жидкое стекло и обваливается в песке с добавлением присадок — буры, соды, солей. Сегодня в продаже есть различные виды электродов.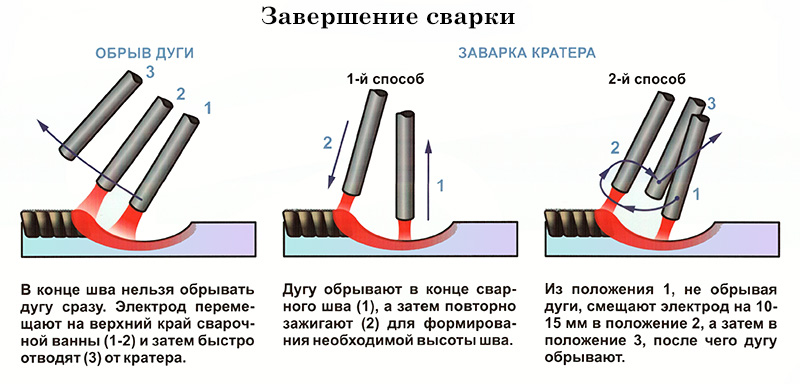
Разделяют электроды:
- С основным покрытием. Они тяжело поджигаются, но дают мало шлака. Их легко контролировать, качество шва высокое. Требуют хорошей подготовки сварщика.
- С рутиловым или кислотным покрытием. Дают больше шлака, требуют навыков. Легко поджигаются, шов лучше защищен. Плюс этого покрытия — меньшее образование газов при сварке, что хорошо сказывается на здоровье. При учебе лучше использовать именно этот вид.
Диаметр выбирается, исходя из толщины свариваемых деталей. Чем толще шов, тем выше сила тока, тем толще электрод. Оптимально применять, к примеру, электрод диаметром 3 миллиметра для сварки металла, толщиной 2 — 4 мм.
Зажигаем дугу
Начинающие сварщики сталкиваются со сложностью в начале. Зажечь дугу правильно можно несколькими способами:
- Чиркание. Простой способ, движение напоминает поджигание спички. Возникшая дуга удерживается и переводится в начало шва. Минус способа — наплывы и брызги металла вне дуги.
- Удар. На кончике электрода образуется пленка из шлака, дуга разгореться не может. Чтобы сбить шлак, нужно несколько раз легко стукнуть по поверхности. Возникшая искра дуги удерживается и переводится в начало шва. При этом методе электрод часто «залипает» — приваривается. Отрывать бесполезно, нужно его «выламывать» покачивающими движениями.
 На кончике электрода образуется пленка из шлака, дуга разгореться не может. Чтобы сбить шлак, нужно несколько раз легко стукнуть по поверхности. Возникшая искра дуги удерживается и переводится в начало шва. При этом методе электрод часто «залипает» — приваривается. Отрывать бесполезно, нужно его «выламывать» покачивающими движениями.
На кончике электрода образуется пленка из шлака, дуга разгореться не может. Чтобы сбить шлак, нужно несколько раз легко стукнуть по поверхности. Возникшая искра дуги удерживается и переводится в начало шва. При этом методе электрод часто «залипает» — приваривается. Отрывать бесполезно, нужно его «выламывать» покачивающими движениями.Зажженная дуга образует сварочную ванну. При начале сварки делаем небольшое круговое движение — размешиваем ванну.
Чтобы следов от зажигания дуги на детали не осталось, пользуемся следующими лайфхаками:
- Чиркаем по шву, зажигаем дугу и переводим ее в начало шва. Движения не выходят за пределы шва, а следы поджига дуги завариваются.
- Используем стартовую пластину. Поджигать электрод и начинать сварку можно на куске металла, пристыкованном к началу шва. После стартовая пластина отламывается или срезается.
Выбираем силу тока
Чтобы получить управляемую сварочную ванну, нужно правильно определить силу тока. Она зависит от:
Она зависит от:
- Соотношения диаметра электрода к толщине свариваемого металла.
- Пространственного положения.
- Скорости движений сварщика.
Перед началом работы проваривается тренировочный шов. Правильно выбранная сила тока определяется по характеру ванны.
| Если дуга не поддерживается, гаснет, ванна получается узкая | Жидкая, неконтролируемая ванна, вытекающий металл, брызги вокруг шва, прожог |
Опытные сварщики ставят максимальные значения — это помогает варить быстрее.
Горизонтальные швы варятся при высокой силе тока, на вертикальных швах сила тока уменьшается на 10 — 15 %, потолочные швы требуют снижения на 20 — 30 % относительно горизонтальных.
Держим электрод правильно
На качество шва большое влияние оказывает длина дуги, траектория движения, скорость сварки и угол ведения электрода.
Движения электрода
- Возвратно-поступательные движения вдоль шва. Дают узкий шов с хорошим прогревом. Можно применять при соединении тонких деталей с небольшим зазором.
- Поперечные колебательные. У каждого сварщика есть свои «фирменные» предпочтения и привычки — кто-то ведет полумесяцем, кто-то «восьмеркой», Z-образное, многовитковое колебание. Применяется, если нужно получить широкий шов, при большом зазоре или заварке фасок. Правило — чем толще деталь, тем дольше нужно задерживаться на ее краях, чтобы хорошо прогреть.
 Дают узкий шов с хорошим прогревом. Можно применять при соединении тонких деталей с небольшим зазором.
Дают узкий шов с хорошим прогревом. Можно применять при соединении тонких деталей с небольшим зазором.Длина дуги
Частая ошибка начинающих сварщиков — несоблюдение длины дуги. «Короткая» дуга не прогреет металл, шов может получиться пористым и неравномерным. «Длинная дуга» перегреет металл, но разбрызгает металл на поверхности. Стык не получится, будет извилистым, неконтролируемым, с вкраплениями шлака и брызгами вокруг шва. Оптимально держать длину дуги 2-3 мм.
Скорость ведения сварки
Если варить слишком медленно, есть риск перегрева металла, прожига. Шов получится полукруглым, выпуклым.
 youtube.com/embed/tsBy6FoE_Fs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/tsBy6FoE_Fs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Быстрое движение электрода приведет к непровару, прерывистому шву. Шов получится узкий, с включениями шлака и раковинами.
Положение электрода
Классическая рекомендация начинающим сварщикам — держать электрод на протяжении всего шва под одинаковым углом.
Если держать перпендикулярно, будет излишний прогрев детали, что может привести к прожогу.
Малый угол наклона приведет к образованию раковин, контролировать при этом шов сложнее.
Лучше всего держать под углом 45 градусов.
Важно
Электрод не должен «толкать» шов, а «тащить» его. Это обеспечивает оптимальный прогрев, равномерность шва, контролируемость сварной ванны.
Сваривание металла имеет много особенностей и сложностей. Главное при ведении шва — не прожигать металл, при этом проплавлять кромки.
Тонкий металл, корень шва деталей с зазором можно сваривать методом «в отрыв». Зажигается дуга, образуется сварочная ванна. Электрод резко поднимается, дуга гаснет, ванна начинает остывать и снова зажигается дуга в конце нее.
Зажигается дуга, образуется сварочная ванна. Электрод резко поднимается, дуга гаснет, ванна начинает остывать и снова зажигается дуга в конце нее.
Сварка толстого металла, наплавка тела шва производится без отрыва. Зажигается дуга, сварочная ванна постепенно ведется вдоль шва. При необходимости совершаются колебательные движения.
Если электрод закончился, очищаем шлак. В месте завершения ванны образуется впадина — кратер. Новая дуга размешивается в кратере предыдущей, и сварка идет дальше.
Дефектуем шов
После проведения сварки, шов обязательно очищается от шлака. Если сварка проведена хорошо, шлак отделяется одним ударом, легко. Плохой шов долго чистится, шлак хорошо держится за поры.
На какие дефекты нужно обратить внимание:
- Сплавление кромок. Оба края должны быть равномерно сплавлены.
- Подрезы. Края деталей при высокой силе тока расплавляются, получаются впадины. Это ослабляет металл.
- Раковины и шлаковые включения.
- Высота и ширина валика.
- Чешуйчатость валика.

Заключение
Чтобы научиться хорошо сваривать металл, нужно знать теорию и много практиковаться. Хорошо, если есть человек, способный указать начинающему сварщику на недочеты и способы их устранения.
Это сформирует у сварщика правильные привычки, и швы будут всегда ровными, качественными.
Немаловажным фактором является отношение сварщика к своему делу, желание получить более качественный шов, желание любоваться «маленьким солнцем» на кончике электрода.
Источник: http://RemBoo.ru/instrumentyi-i-materialyi/kak-pravelno-varit-svarkoy.html
Режимы ручной дуговой сварки
Траектория движения электрода
Правильное поддержание дуги и ее перемещение является залогом качественной сварки. Слишком длинная дуга способствует окислению и азотированию расплавленного металла, разбрызгивает его капли и создает пористую структуру шва. Красивый, ровный и качественный шов получается при правильном выборе дуги и равномерном ее перемещении, которое может происходить в трех основных направлениях.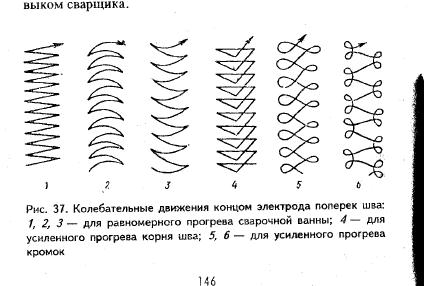
Поступательное движение сварочной дуги происходит по оси электрода. При помощи этого движения поддерживается необходимая длина дуги, которая зависит от скорости плавления электрода.
По мере плавления электрода, его длина уменьшается, а расстояние между электродом и сварочной ванной — увеличивается. Для того чтобы это не происходило, электрод следует продвинуть вдоль оси, поддерживая постоянную дугу. Очень важно при этом поддерживать синхронность.
Совет
То есть, электрод продвигается в сторону сварочной ванны синхронно с его укорочением.
Продольное перемещение электрода вдоль оси свариваемого шва формирует так называемый ниточный сварочный валик, толщина которого зависит от толщины электрода и скорости его перемещения.
Обычно ширина ниточного сварочного валика бывает на 2 — 3 мм больше диаметра электрода. Собственно говоря, это уже есть сварочный шов, только узкий. Для прочного сварочного соединения этого шва бывает недостаточно.
И поэтому по мере перемещения электрода вдоль оси сварочного шва выполняют третье движение, направленное поперек сварочного шва.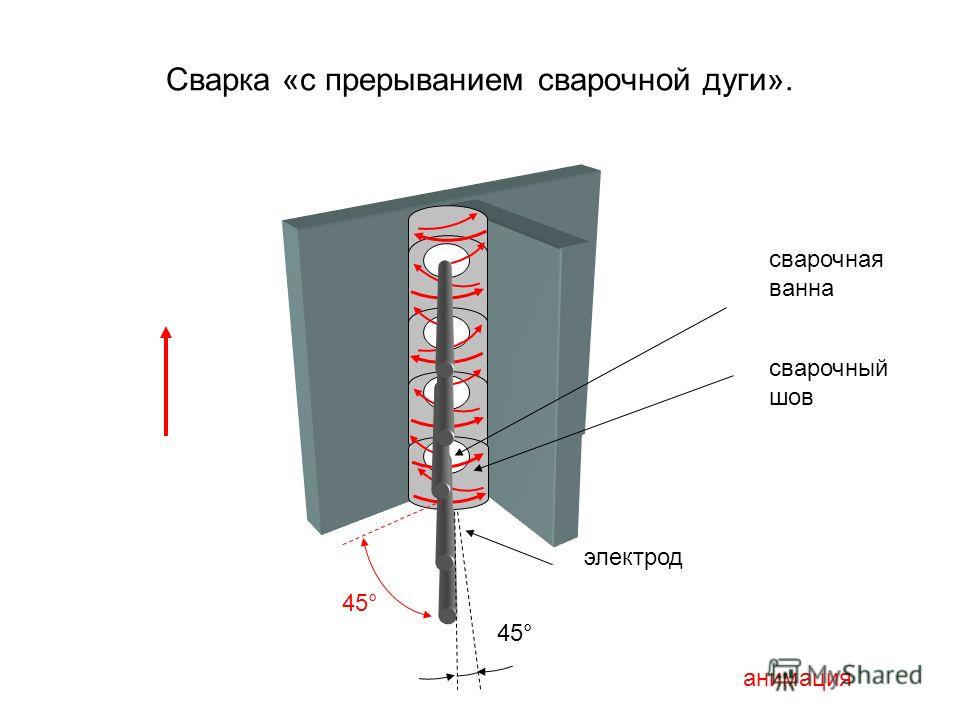
Поперечное движение электрода позволяет получить необходимую ширину шва. Его совершают колебательными движениями возвратно-поступательного характера.
Ширина поперечных колебаний электрода определяется в каждом случае индивидуально и во многом зависит от свойств свариваемых материалов, размера и положения шва, формы разделки и требований, предъявляемых к сварному соединению. Обычно ширина шва лежит в пределах 1,5 — 5,0 диаметров электрода.
Таким образом все три движения накладываются друг на друга, создавая сложную траекторию перемещения электрода. Практически каждый опытный мастер имеет свои навыки в выборе траектории перемещения электрода, выписывая его концом замысловатые фигуры.
Обратите внимание
Классические траектории движения электрода при ручной дуговой сварке приведены на рис. 1.
Но в любом случае траекторию перемещения дуги следует выбирать таким образом, чтобы кромки свариваемых деталей проплавлялись с образованием требуемого количества наплавленного металла и заданной формы шва.
Если шов не будет закончен до того, как длина электрода уменьшится настолько, что требуется его замена, то сварку на время прекращают. После замены электрода следует удалить шлак и возобновить сварку.
Для завершения оборванного шва зажигают дугу на расстоянии 12 мм от углубления, образовавшегося на конце шва, называемого кратером.
Электрод возвращают к кратеру, чтобы образовать сплав старого и нового электродов, а затем снова начинают перемещать электрод по первоначально выбранной траектории.
Схема дуговой сварки
Порядок заполнения шва по сечению и длине определяет способность сварного соединения воспринимать заданные нагрузки, влияет на величину внутренних напряжений и деформаций в массиве шва.
Швы различают: короткие — длина которых не превышает 300 мм, средние — длиной 300 — 100 мм и длинные — свыше 1000 мм. В зависимости от длины шва его заполнение может выполняться по различным схемам сварочного заполнения, которые представлены на рис. 2.
В зависимости от длины шва его заполнение может выполняться по различным схемам сварочного заполнения, которые представлены на рис. 2.
При этом короткие швы заполняют за один проход — от начала шва до его конца. Швы средней длины могут заполняться обратноступенчатым методом или от середины к концам. Для выполнения обратноступенчатого метода заполнения шов разбивают на участки длина которых равна 100 —300 мм. На каждом из этих участков заполнение шва выполняют в направлении, обратном общему направлению сварки.
Если для нормального заполнения шва одного прохода сварочной дуги мало, накладывают многослойные швы. При этом, если число накладываемых слоев равно числу проходов, шов называют многослойным. Если же некоторые слои выполняют за несколько проходов, такие швы называют многослойно-проходными. Схематически такие швы отражены на рис. 3.
| Рис. 2. Схемы дуговой сварки: 1 — сварка напроход; 2 — сварка от середины к краям; 3 — сварка обратноступенчатым способом; 4 — сварка блоками; 5 — сварка каскадом; 6 — сварка горкой | Рис. 3. Виды швов: 1 — однослойный; 2 — многопроходной; 3 — многослойный, многопроходной 3. Виды швов: 1 — однослойный; 2 — многопроходной; 3 — многослойный, многопроходной |
С точки зрения производительности труда наиболее целесообразными являются однопроходные швы, которым отдают предпочтение при сварке металлов небольших (до 8—10 мм) толщин с предварительной разделкой кромок.
Но для ответственных конструкций (сосуды, работающие под давлением, несущие конструкции и т.д.) этого бывает мало.
Внутренние напряжения, возникающие в процессе сварки, могут вызвать появление трещин в шве или в околошовной зоне из-за недостаточной пластичности шва и большой жесткости основного металла.
Важно
При сварке изделий с относительно небольшой жесткостью внутренние напряжения вызывают местное или общее коробление (деформации) свариваемой конструкции. Кроме того, при сварке металлов толщиной более 10 мм. появляются объемные напряжения и возрастает опасность появления трещин.
В таких случаях принимают целый ряд мер, позволяющих уменьшить напряжения и деформации: применяют сварные швы минимального сечения, сварку многослойными швами, наложение швов «каскадными методами» или «горкой», принудительное охлаждение или подогрев.
При сварке «горкой» сначала у основания разделанных кромок прокладывают первый слой, длина которого должна быть не более 200 — 300 мм. После этого первый слой перекрывают вторым, длина которого на 200 — 300 мм больше первого. Точно так же накладывают третий слой, перекрывая второй на 200 — 300 мм.
Таким образом продолжают заполнение до тех пор, пока количество слоев в зоне первого шва не окажется достаточным для заполнения. Следующий слой накладывают в месте окончания первого слоя, перекрывая последний (если позволяет длина шва) на те же 200 — 300 мм.
Если первый шов прокладывался не в начале шва, а в его средней части, то горку формируют последовательно в обоих направлениях (рис.2,е). Так, формируя горку, последовательно заполняют весь шов.
Преимущество данного метода состоит в том, что зона сварки все время находится в подогретом состоянии, что способствует улучшению физико-механических качеств шва, так как внутренние напряжения получаются минимальными и предупреждается появление трещин.
«Каскадный метод» заполнения шва по существу является той же «горкой», но выполняют его в несколько другой последовательности.
Для этого детали соединяют между собой «на прихватках» или в специальных приспособлениях.
Прокладывают первый слой, а затем, отступив от первого слоя на расстояние 200 — 300 мм, прокладывают второй слой, захватывая зону первого (рис.2,д). Продолжая в той же последовательности, заполняют весь шов.
Совет
Угловые швы (рис. 4) можно выполнять двумя методами, каждый из которых имеет свои преимущества и свои недостатки. При сварке «в угол» допускается больший зазор между деталями (до 3 мм), проще сборка, но техника сварки сложнее.
Кроме того, возможны подрезы и наплывы, снижается производительность из-за необходимости за один проход сваривать швы небольшого сечения, катет которых меньше 8 мм. Сварка «в лодочку» допускает большие катеты шва за один проход и поэтому более производительна.
Однако такая сварка требует тщательной сборки.
Указанные приемы дуговой сварки рассматривались на нижних положениях шва, выполнение которых наименее трудоемко.
На практике часто приходится выполнять горизонтальные швы на вертикальной плоскости, вертикальную и потолочную сварку.
Для выполнения этих работ используются те же приемы, что и для швов с нижним положением, но трудоемкость работ и некоторые технологические особенности требуют более детального подхода и изменения некоторых методов.
При сварке таких швов появляется вероятность вытекания расплавленного металла, что приводит к падению капель к незаполненным сваркой местам, потекам расплавленного металла по горизонтальным плоскостям и т.д
| Рис. 4. Положение электрода и изделия при выполнении угловых швов: А — сварка в симметричную «лодочку»; Б — в несимметричную «лодочку»; В — «в угол» наклонным электродом; Г — с оплавлением кромок | Рис. 5. Влияние скорости сварки на форму сварного шва: При увеличении скорости наблюдается заметное уменьшение ширины шва, при этом глубина проплавления остается почти неизменной. 5. Влияние скорости сварки на форму сварного шва: При увеличении скорости наблюдается заметное уменьшение ширины шва, при этом глубина проплавления остается почти неизменной. |
Рассматривая суть процессов, происходящих в подобных швах, мы говорили, что удерживать металл в расплавленной ванне могут силы поверхностного натяжения. Для того чтобы эти силы были достаточными, сварщик должен владеть приемами сварки виртуозно. Здесь приходится понижать сварочный ток и применять электроды пониженного сечения.
Это в конечном итоге сказывается на производительности, так как приходится увеличивать количество сварочных проходов. Поэтому на практике стараются в дополнение к силам поверхностного натяжения добавить «пленку поверхностного натяжения».
Суть данного метода заключается в том, что дугу держат не постоянно, а с определенными промежутками, то есть импульсами.
Обратите внимание
Для этого дугу постоянно прерывают, зажигая ее с определенными промежутками времени, давая возможность расплавленному металлу частично закристаллизоваться. Именно здесь и проявляется умение сварщика выбрать такие интервалы, когда не успевает образоваться сварочный катет и одновременно металл потерял бы часть своей текучести.
Именно здесь и проявляется умение сварщика выбрать такие интервалы, когда не успевает образоваться сварочный катет и одновременно металл потерял бы часть своей текучести.
Потолочный шов является самым сложным. Поэтому проводить его непрерывным горением дуги — дело бесперспективное. Сварку выполняют короткими во времени замыканиями дуги на сварочную ванну так, чтобы она не успела остыть, пополняя ее новыми порциями расплавленного металла.
При сварке данным методом следует следить за размером дуги, так как ее удлинение может вызвать нежелательные подрезы. Кроме того, при сварке таких швов создаются неблагоприятные условия для выделения шлаков из расплавленного металла, что может привести к пористости сварного шва.
Вертикальные швы можно варить в двух направлениях — снизу вверх и сверху вниз. И тот и другой метод имеет право на существование, но всегда предпочтительнее сварка на подъем. В этом случае расположенный снизу металл удерживает сварочную ванну, не давая ей растекаться.
При сварке на спуск труднее удерживать сварочную ванну, и поэтому добиться качественного шва гораздо сложнее. Суть такого метода практически не отличается от потолочной сварки, и применяют его тогда, когда сварка на подъем технологически невозможна.
Горизонтальные швы на вертикальной плоскости тоже имеют свои особенности. В данных швах особую сложность представляет удержание сварочной ванны у обеих кромок свариваемых деталей.
Для того чтобы облегчить этот процесс, скос нижней кромки не выполняют. В таком случае получается полочка, которая способствует удержанию на месте расплавленной сварочной ванны.
Уместен здесь и прием импульсной сварки с кратковременным зажиганием дуги, как и для потолочных швов.
Важно
Удаление сварочных шлаков выполняют обрубочным молотком. Для этого, подождав, пока заготовка остынет настолько, что ее можно брать рукой, прижимают крепко к столу и ударами молотка, направленными вдоль шва, удаляют шлак, покрывающий сварочный шов.
После этого шов проковывают для снятия внутренних напряжений. Для этого боек молотка разворачивают вдоль шва и выполняют проковку по всей его длине.
Завершают очистку жесткой проволочной щеткой, перемещая ее резкими движениями сначала вдоль шва, а потом — поперек, чтобы удалить последние остатки шлака.
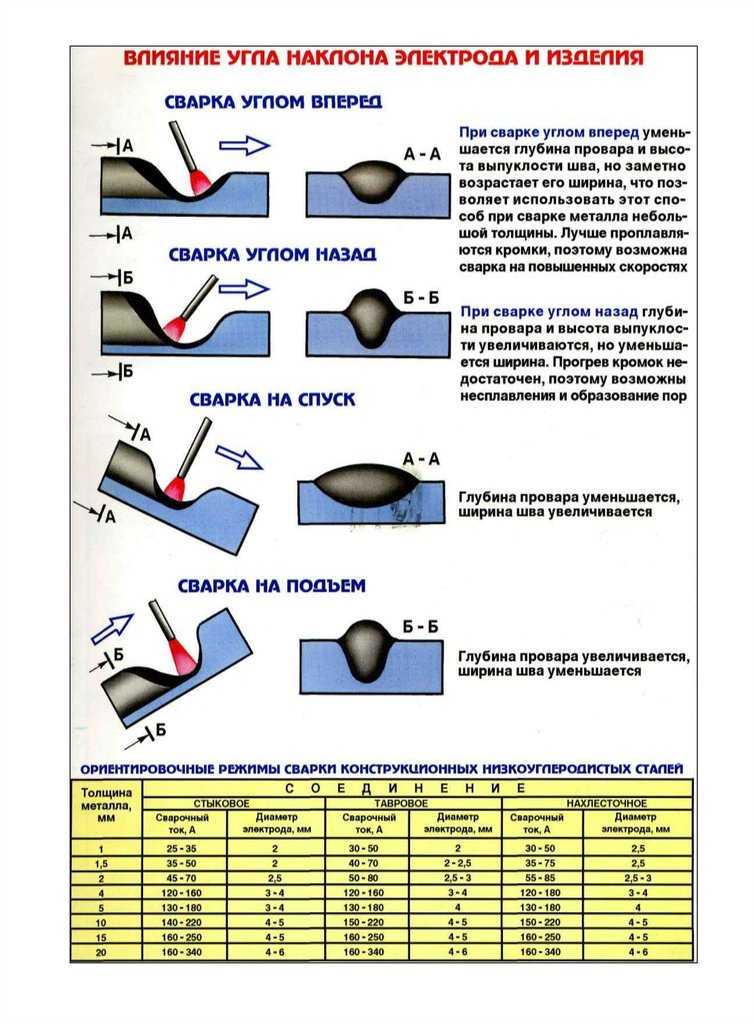
| Рис. 6. Влияние угла наклона изделия на форму сварного шва: При сварке на подъем наблюдается большая глубина проплавления, а также большая высота валика. При сварке на спуск наоборот снижается глубина проплавления и уменьшается высота сварного шва. При этом ширина шва практически не меняется. | Рис. 7. Влияние положения электрода на форму сварного шва: На рисунке видно, что при сварке углом назад более глубокое проплавление, а при сварке углом вперед увеличивается ширина шва и уменьшается высота валика. |
Рис. 8. Влияние скорости сварки на форму сварного шва: Положение сварочной ванны при наклонах изделия, дуги или электрода. Сварка на спуск, сварка на подъем, сварка углом вперед. | Рис. 9. Влияние подготовки кромок под сварки при стыковом соединении. |
| Рис. 10. Элементы стыкового шва, углового шва и валика на пластине: B — ширина сварного шва; K — катет шва | Рис. 11. Влияние величины сварочного тока при сварке: Если при сварке изменять сварочный ток то будут меняться параметры сечения шва. При более низком токе увеличивается глубина проплавления и увеличивается валик сварного шва. |
Использованы репродукции http://welding.su/gallery/
Источник: http://build.novosibdom.ru/book/export/html/308
Советы начинающим по сварке покрытыми электродами – Осварке.Нет
Базовые принципы, которые помогут новичкам стать хорошими сварщиками, включают в себя выбор правильного электрода, правильная настройка источника питания, удержание правильного наклона электрода и поддержание постоянной скорости сварки.
Основные принципы сварки, такие как скорость движения и угол наклона электрода являются основой получения качественного шва.
Дуговая сварка покрытым электродом, также известна как ручная дуговая сварка, уже давно широко используется в сварочном производстве и не только. Это универсальный и относительно безотказный процесс, который терпит погрешности в подготовке поверхностей под сварку. Недорогое оборудование для сварки покрытыми электродами делает его доступным каждому.
Несмотря на рост использования сварки с применением проволоки и новых технологий, которые предлагают повышения производительности процесса, сварка покрытым электродом остается очень важной для понимания сварщиком.
Основные принципы сварки, такие как скорость движения, угол наклона электрода, размер сварочной дуги являются решающими для достижения успеха и вы увидите значительные различия регулируя эти параметры. В основе ручной сварки лежат принципы, которые помогут вам стать лучшим сварщиком.
Если вы только начинаете учиться сварке покрытым электродом, следуя нескольким простым советам и лучшим практикам, вы сможете добиться успеха гораздо быстрей.
Выбор правильного оборудования
Наличие правильно подобранного оборудования является отправной точкой для успеха. Основным фактором, который следует учитывать при выборе сварочного аппарата можно считать вид выдаваемого тока.
Это может быть источник переменного или постоянного тока. Мы рекомендуем выбирать последний в силу большей стабильности процесса сварки и возможности применения для большего вида свариваемых материалов.
Также важно учитывать требования к потребляемой энергии, размеру и мобильности оборудования. На рынке сварочного оборудования представлено оборудование для сети питания 220 и 380 вольт.
Есть и комбинированные варианты. С габаритными размерами и мобильностью оборудования я думаю все понятно.
Совет
Надо просто ответить на вопрос, будут ли сварочные работы вестись стационарно или требуется постоянно возить оборудование с собой?
Номинальная сила тока очень важный показатель и зависит от диаметра электрода которыми вы будете варить. Как правило это электроды 2,5-4 мм, для которых достаточно силы тока 250 ампер.
Как правило это электроды 2,5-4 мм, для которых достаточно силы тока 250 ампер.
Если денег у вас достаточно для покупки более дорогого оборудования, следует присмотреться к мультипроцессорным аппаратам с возможностью выполнения сварки в защитных газах и вольфрамовым электродом в дополнение к ручной. К тому же покупка такого оборудования обойдется дешевле, чем покупка отдельного оборудования под каждый процесс. Это отличный способ для новичка попробовать работать с несколькими процессами.
Выбор сварочного электрода
Правильно выбрать сварочный электрод достаточно сложно даже опытным сварщикам, а что уж говорить о новичках.
Это объясняется большим количеством выпускаемых марок электродов предназначенных для сварки разных материалов, в разных положениях, разных источников питания и т. д.
С вопросом выбора сварочного электрода следует основательно разобраться в будущем, если вы действительно хотите стать высоко квалифицированным специалистом. Здесь же мы предложим короткий путь выбора электрода который подойдет в 90% случаев.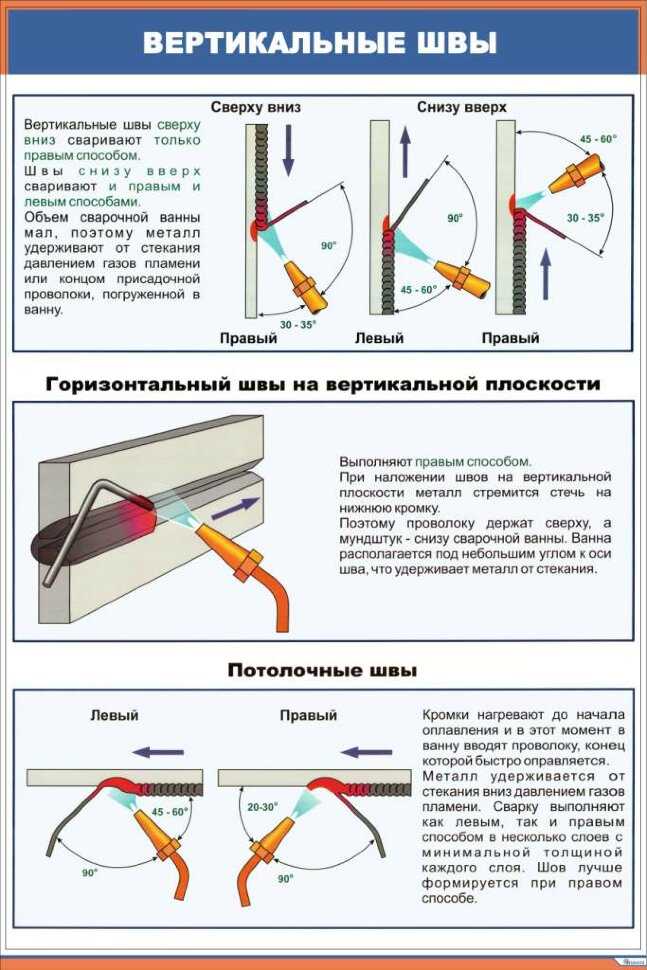
Для начала нужно осмотреть свариваемые детали на предмет ржавчины, масла или других загрязнений, поскольку некоторые марки электродов могут лучше справляться с этим лучше, чем другие. Определите пространственное положение сварочного шва. Например, для сварки вертикальных швов, вероятно, потребуется другой электрод, чем при сварке в нижнем положении.
Давайте рассмотрим несколько марок сварочных электродов, которые пользуются особым спросом:
- АНО-6 — этими электродами можно варить во всех пространственных положениях, вертикальные шва вести только снизу вверх. Для сварки низкоуглеродистых сталей, можно по не зачищенным кромкам. Электроды дают достаточно качественное соединение и устойчивы к образованию пор и горячих трещин. Такие электроды хорошо подойдут для тренировки. Дугу следует держать короткую или среднюю (привыкать лучше к короткой дуге). Варить можно любым видом тока на любой полярности.
- УОНИ-13/45 — подойдут для сварки более ответственных конструкций на которые уже возможно будут действовать нагрузки. Варить такими электродами тяжелее, но уметь необходимо. Сварка во всех пространственных положениях. Кромки перед сваркой должны быть тщательно зачищены. Сварка только короткой дугой, постоянным током обратной полярности.
- МР-3 — для сварки ответственных конструкций любым видом тока и полярности по очищенным кромкам.
 Варить такими электродами тяжелее, но уметь необходимо. Сварка во всех пространственных положениях. Кромки перед сваркой должны быть тщательно зачищены. Сварка только короткой дугой, постоянным током обратной полярности.
Варить такими электродами тяжелее, но уметь необходимо. Сварка во всех пространственных положениях. Кромки перед сваркой должны быть тщательно зачищены. Сварка только короткой дугой, постоянным током обратной полярности.Лучше проконсультироваться с производителем электрода, если у вас есть сомнения по выбору электрода для конкретного применения. Условия сварки и предназначение также должны указываться на пачке.
Настройка сварочного аппарата
Выбор неправильной полярности является распространенной ошибкой.
После выбора сварочного электрода, обязательно необходимо выбрать правильную полярность. Неправильная полярность распространенная ошибка при настройке сварочного аппарата. Правильная полярность, как правило, указывается на упаковке электрода.
При сварке покрытым электродом ключевую роль играет установленная сила сварочного тока. Сварка на слишком большом токе приводит к большему количеству брызг, возможным подрезам и легкому прожиганию металла. Сварка на слишком маленьком токе затрудняет возбуждение и поддерживание сварочной дуги.
Сварка на слишком большом токе приводит к большему количеству брызг, возможным подрезам и легкому прожиганию металла. Сварка на слишком маленьком токе затрудняет возбуждение и поддерживание сварочной дуги.
Формула расчета или конкретные значения сварочного тока указываются на упаковке электродов. В противном случае можно воспользоваться универсальными формулами расчета режимов сварки или сервисами в Интернете.
Правильно зажигаем электрод
Чтобы легко зажечь дугу при сварке покрытыми электродами зачистите щеткой часть металла или чиркайте концом электрода об поверхность металла.
Некоторые типы электродов после сварки образуют твердую шлаковую оболочку на конце. Чтобы улучшить электрический контакт можно убрать эту оболочку прежде чем зажигать дугу повторно.
Для этого можно вынуть электрод из держателя и легко постучать по металлу или просто постучать об бетонные поверхности. При этом нужно быть осторожным, чтобы не оторвать слишком много материала с покрытием.
Это приведет к залипанию электрода при повторном зажигании.
Обратите внимание
Как только зажгли дугу, пытайтесь удерживать ее короткой (примерно половина диаметра электрода). Размер дуги также может зависеть от пространственного положения.
Совершенно понятно что удержать сварочную ванну будет более тяжело в вертикальном и потолочном положении.
В этом поможет как можно более короткая дуга и метод прерывания сварки на короткий период, чтобы дать кристаллизоваться сварочной ванне (сварка точками).
Стоит отметить что слишком близкое положение электрода к сварочной ванне может вытеснить дугу, погрузив ее в жидкий металл. Длинная дуга, когда электрод расположен далеко от заготовки, приводит к разбрызгиванию, подрезам и низкой глубине проникновения жидкого металла.
В большинстве случаев необходимо перемещать дугу к себе при сварке покрытым электродом, с углом наклона 10-30°.
Частые ошибки, которых следует избегать
Избегание некоторых распространенных ошибок может помочь улучшить качество и производительность, и помочь сэкономить время и расходные материалы при использовании сварки покрытыми электродами. Давайте рассмотрим эти распространенные ошибки:
Давайте рассмотрим эти распространенные ошибки:
- Слишком длинная дуга, как было сказано выше, порождает неустойчивость, повышение брызг, которые требуют времени на очистку и шлифовку после сварки.
- Слишком быстрое перемещение электрода во время сварки. Может свидетельствовать что вы не следите за формированием шва и не видите готовые стороны сварного шва. Правильная скорость зависит от требуемого размера сварочного шва.
- Изменение угла наклона электрода во время выполнения прохода приводит к плохому слиянию металла в месте изменения и плохому проникновению металла в глубь шва. Обязательно поддерживайте одинаковый угол наклона электрода по всей длине прохода.
Огарки от электрода и утилизация
Поскольку небольшая часть электрода должна находиться в держателе, потеря небольшой части электрода, который мы называем огарком является фактом жизни при сварке электродами. Существует тонкая грань между желанием использовать как можно больше электрода с точки зрения стоимости и заботиться о том, чтобы утилизировать электрод, когда защитные функции покрытия уже скомпрометированы.
Обратите внимание что некоторые марки электродов могут использоваться только при одном поджигании дуги. Любая часть электрода, которая не использовалась при первом зажигании дуги не может быть снова использована.
Большинство покрытых электродов все же можно использовать повторно и наносить швы несколько раз.
Важно
Мало кто знает что повторное использование электрода все же может снижать потенциал выделения защитного газа при плавлении покрытия.
Защитный газ для процесса сварки покрытым электродом выделяется за счет плавления покрытия и крайне важно чтобы покрытия было достаточно при повторном использовании электрода.
Электроды подобно другим товарам также могут иметь срок годности после открытия пачки и могут использоваться только в течении определенного периода.
Этот срок годности предназначен для предотвращения влагопоглощения, которое приводит к появлению трещин в шве.
Сохранить качество электродов на протяжении всего срока годности можно при соответствующем хранении в сухом месте с соответствующей температурой.
Сварка покрытым электродом в вертикальном положении.
Исходник информации: http://www.thefabricator.com/article/arcwelding/don-t-get-stuck-on-stick
Источник: http://osvarke.net/sovety/sovety-po-svarke-mma/
Электросварка для начинающих или как я сварщиком стал. Часть вторая
В первой части рассказал о том, что случилась авария с петлёй от ворот, и был приобретен бытовой сварочный аппарат инверторного типа. Самостоятельные попытки с наскока устранить аварию, приварив петлю, окончились неудачей. Понимая, что рекомендации и советы из интернета ничего не дают, посетил 4-х часовые курсы сварщиков, благо они были бесплатны, как бонус к покупке.
Почему теория никогда не заменит практику
Первая часть.
Сразу скажу, по окончании столь скоротечных курсов, сварщиком я не стал. Но после этого мне понадобилось всего два дня, чтобы, потренировавшись, получить первое надёжное сварное изделие. Петлю кстати тоже уже приварил.
Но после этого мне понадобилось всего два дня, чтобы, потренировавшись, получить первое надёжное сварное изделие. Петлю кстати тоже уже приварил.
Начну по порядку, что именно было не так. Шлем сварщика имеет «транспортировочные защитные пластины». В краткой инструкции ничего про них не сказано, а оказалось их необходимо удалить.
На фото ниже видна пластина, которую просто можно выкинуть, и прозрачная, которая защищает глаза при поджиге дуги. При этом затемнённый щиток откинут, он задвигается в момент возникновения дуги.
С прозрачной пластины нужно снять ещё и защитную плёнку.
Совет
Место сварки должно быть зачищено. Чем качественнее зачистка, тем надёжнее шов. Мои жалкие попытки варить как есть, дали примерно такой же жалкий результат. Кроме того, по окончании сварки необходимо зачистить шов от окалины. Для этого используется молоток и такая вот очень жёсткая щётка.
Отбили молотком и зачистили щёткой. После этого надо дать шву возможность набрать прочность – несколько часов.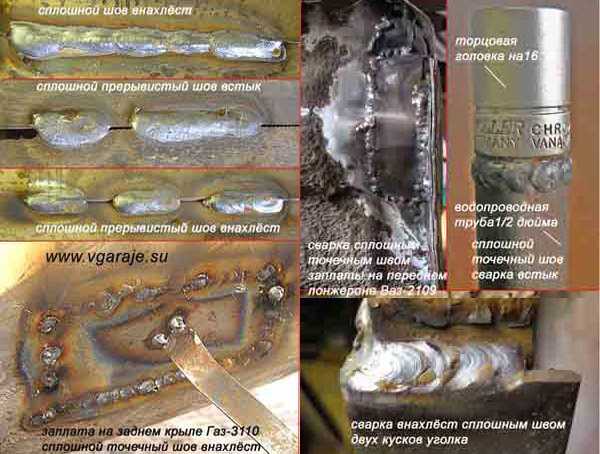 Чем толще шов, тем больше времени до нагрузки. Понятно, что ничего из этого я не делал правильно. Правильно – добиться чистого металла шва.
Чем толще шов, тем больше времени до нагрузки. Понятно, что ничего из этого я не делал правильно. Правильно – добиться чистого металла шва.
Сама дуга, которая и формирует сварочный шов, в моём представлении оказалась совсем не тем, что она есть на самом деле. На фото видно, что шва не вышло – цепочка капель металла.
Как правильно выбрать диаметр электрода
Теперь о том, как надо делать правильно. Прежде всего – выбор диаметра электрода. Он зависит от толщины свариваемого металла, а также требуемой надёжности соединения. Попытка приварить пруток к балке электродом 3 мм. и дала этот печальный итог. Правильный выбор – электрод диаметром 5 мм.
От диаметра электрода и требуемых характеристик шва зависит правильная установка силы тока.
Посмотрим на это фото внимательнее – мы видим «подсказки» в виде указаний на диаметр электрода.
На самом деле это условно-справочное значение максимальной силы тока для нормального (горизонтального) шва этого диаметра электрода.

Попытка использовать именно эти установки также ни к чему хорошему не приводит – отключения сети были связаны с неверным выбором этого параметра. Чем выше ток и меньше диаметр, тем вероятнее отключение защитного автомата.
На самом деле, для правильного выбора силы тока при одном диаметре электрода важно: Расположение шва. Для горизонтального и для наклонного (вертикального) шва она будет разной; Наклон электрода.
Правильно варить под углом к линии шва, но можно и держать электрод вертикально – изменив силу тока регулятором; * Направление движения электрода. Тут пояснение. Если мы, стоя лицом к шву наклонили электрод на 45 градусов, то можно варить слева направо, и тогда сварочная ванна будет следовать за электродом.
Обратите внимание
Но можно и справа налево, и тогда электрод будет как бы нагнетать волну в сварочной ванне, гоня её перед собой.
Наклон электрода задаёт электрододержатель, фотография вышла не очень, но видно, что фиксатор имеет форму разнонаправленных канавок.
Выбор силы тока и ее регулировка
Теперь практически как это выглядит при работе с электродом, диаметром 5 мм., позволяющим сварку при прямой (электрод в клемме минус) и обратной (электрод в клемме плюс) полярности.
Рекомендуемый интервал в паспорте сварочного аппарата 160 – 220. Для горизонтального шва выбираем значение 200, тренироваться начинаем на толстой пластине металла, ничего к ней не приваривая.
Задача поджечь дугу, и удерживая электрод на высоте диаметра (примерно 5 мм.), медленно и равномерно вести сварочную ванну.
Перед этим желательно потренироваться на выключенном аппарате, поскольку это самое сложное в процессе – удерживая электрод (который выгорает) на постоянной высоте, обеспечить его равномерное движение.
Включение аппарата производим только после того, как убедились что:
- Электрод закреплён в электрододержателе;
- Клемма земли надёжно закреплена на элементе, который варим;
- Регулятор силы тока установлен на минимум;
- Только после этого включаем сварочный аппарат!
- По окончании работ регулятор силы тока возвращаем в минимум и только после этого аппарат выключаем.

Скажу честно, именно научится держать на весу электрод, в условиях ограниченной видимости, да ещё и равномерно его вести над поверхностью оказалось самое сложное.
В нашем примере сила тока 200 оказалась велика, и была понижена до 190. Это позволило сформировать красивый шов на горизонтальной поверхности. Когда начал приваривать к пластине другую железку, пришлось силу тока повысить до 210.
Обратите внимание на фото ниже. Шкала нелинейная, поэтому точное значение установить довольно сложно, плюс очень мягкий регулятор, который легко перекрутить или не докрутить.
Важно
В этом и заключается вторая тренировка – научится регулировать силу тока, добиваясь ровного шва. После нескольких попыток можно научится видеть брызги – тока много, или увидеть разрывы в шве, пока он не остыл – это тока мало. Впрочем, это как велосипед, один раз проехал пять метров – уже научился.
В итоге у меня накопилось некоторое количество таких вот железок.
Здесь важно, меняя режимы тока, учась правильно двигать электрод, запоминать, что и в какой момент делаешь. Мне было удобнее делать по три захода, после чего я оценивал что выходит. В итоге освоил (с помощью практики) правильную настройку тока для разных режимов сварки горизонтального шва.
Мне было удобнее делать по три захода, после чего я оценивал что выходит. В итоге освоил (с помощью практики) правильную настройку тока для разных режимов сварки горизонтального шва.
С наклонными швами было сложнее. Ток для такого шва потребовался меньший. Причём прямая зависимость – чем вертикальнее шов, тем ниже ток. В моём случае надёжный сварной шов получился при токе в 170.
При практических занятиях самое сложное было поверить, что металл, расплавленный, никуда не стекает, оставаясь в шве. Честное слово, правильнее это увидеть, чем самому себе объяснить, что жидкость никуда не утечёт.
На самом деле всё логично, металл расплавлен только в зоне контакта, а при правильном движении электрода не успевает стечь, оплывая каплями, но формируя шов.
На самом деле первый качественный вертикальный шов, по сути, Ваша уверенность, что процесс сварки освоен, и теперь нужно только совершенствоваться.
Полезные практические советы по сварке
- Контакт минусовой клеммы очень важен. Прицепляя её к элементу, пошевелите крокодилом, чтобы все зубья имели контакт.
- Постоянный ток – это очень опасная вещь. Прежде чем начать сварку, убедитесь, что между Вами и свариваемыми деталями нет мостика для тока.
Это может быть и влажность, особенно влажность , поэтому несколько раз осмотритесь, и подумайте, всё ли правильно сделали.
- Работа с электродом на весу не простое занятие, неровности шва неизбежны, поэтому ведите электрод не прямолинейно, а маленькими (2-3 мм.
) зигзагами – рука при таком движении меньше устаёт и расстояние до шва будет точнее.
- При сварке тонких пластин металла сварной шов изменит их геометрию при остывании. Чем тоньше металл и длиннее шов, тем важнее делать шов не сплошным, а прерывистым. Если есть возможность обварить такое соединение с двух сторон, то точки сварки должны чередоваться.
С одной стороны шов, с другой пропуск, и наоборот.
- Разные металлы требуют разного подхода. Прежде чем начинать сварку двух деталей, стоит убедиться, что они из одинакового металла . Ещё лучше понимать из какого именно. Иначе чёрная сталь, приваренная к стали легированной, отвалится сама собой даже при правильном шве.
- После того, как сварной шов остыл и набрал прочность, его необходимо покрыть антикоррозионным составом. Дело в том, что металл шва и соединяемых элементов различен, а это приводит к ускоренной коррозии (помните курс школьной химии?).
- Не существует идеальной системы против «прилипания электрода».
Есть защита по токам, которые облегчают отрыв залипшего электрода. Правильнее всего оторвать прилипший электрод резким боковым движением, иначе он выскочит из держателя.
- Чем больше на Вас надето резины (обувь, перчатки и пр. вплоть до куртки), тем безопаснее будет процесс.
Меня разок дёрнуло, так я сразу научился под ноги резиновый коврик стелить, а то земля это такое дело, если рядом с источником тока, то проводимости может хватить, чтобы стукнуть.
- Последняя кнопка, которая при включении нажимается на сварочном аппарате – кнопка сеть. Эта же кнопка последняя, нажимаемая при выключении.
- Если Вам дорога жизнь как память, не пытайтесь менять электрод на включённом аппарате, даже при помощи «хорошо изолированных плоскогубцев».
- Меняйте защитное стекло в шлеме до тех пор, пока не подберёте такое, которое позволяет видеть в деталях то, что Вы делаете.
Отличная штука, регулируемая яркость пропускания стекла, но стоят такие шлемы больших денег. А вот стандартные стёкла можно купить очень недорого, а заменить его – открутить два винтика. Если плохо видно шов и то, что Вы делаете – откажитесь от работы, смените стекло. Ничего хорошего из работы на ощупь не выйдет.
- Прежде чем начать варить – поставьте электрод в держателе под разными углами и с разных сторон. Найдите наиболее удобное для Вашей ладони положение рукоятки и наклона электрода. Я насчитал пять способов, из которых лично мне удобны два.
- Не пытайтесь варить левой рукой, если Вы правша и есть другой способ.
Из такой работы толка выйдет ещё меньше, чем из-за неопытности.
 Прицепляя её к элементу, пошевелите крокодилом, чтобы все зубья имели контакт.
Прицепляя её к элементу, пошевелите крокодилом, чтобы все зубья имели контакт. Ещё лучше понимать из какого именно. Иначе чёрная сталь, приваренная к стали легированной, отвалится сама собой даже при правильном шве.
Ещё лучше понимать из какого именно. Иначе чёрная сталь, приваренная к стали легированной, отвалится сама собой даже при правильном шве. Эта же кнопка последняя, нажимаемая при выключении.
Эта же кнопка последняя, нажимаемая при выключении.
И главное. Вы сможете сэкономить много времени и даже денег, внимательно почитав эти заметки и потренировавшись предварительно самостоятельно. Но настоятельно рекомендую после того, как освоите эти приёмы, всё же посетить курсы сварки, или внимательно понаблюдать за работой профессионала. Может быть, попросив его «дай попробовать». Практика это прекрасное продолжение любой теории, но наличие наставника – это самое лучшее продолжение практики!
Источник: http://obelektrike.ru/posts/elektrosvarka-dlja-nachinajuschih/
Сварка кузова автомобиля полуавтоматом своими руками: технология и рекомендации
Подержанные машины при неправильном уходе покрываются коррозией. Иногда, если вовремя не устранить эту проблему, требуется полная замена отдельных частей кузова. При этом без сварочных работ не обойтись. А сварка кузова автомобиля своими руками требует навыков и хотя бы небольшого опыта.
Для сварных работ с автомобильным кузовом наиболее приемлемым вариантом является использование полуавтоматического сварочного аппарата. Это позволяет работать с любой толщиной материала: от 0,7 до 4 мм. В этот интервал укладываются как, например, более тонкие крылья, так и мощные лонжероны.
Это позволяет работать с любой толщиной материала: от 0,7 до 4 мм. В этот интервал укладываются как, например, более тонкие крылья, так и мощные лонжероны.
Способы соединения элементов при автомобильной сварке
Разные узлы и варианты ремонта машины с использованием сварочных работ предполагают отличающийся подход для сопряжения новых вставок со старым кузовом. Рассмотрим три основных способа установки металлических латок.
Стыковое сопряжение
Сварка кузова автомобиля полуавтоматом чаще всего проводится с помощью стыкового соединения. Таким способом не создаются дополнительные ненужные утолщения на корпусе. Используется этот метод при вваривании заплаток или небольших вставок, не подвергающихся большому усилию на разрыв.
Типы соединений
Перед работой с латкой можно снять фаски со сторон, которые планируется приваривать.
Если толщина листа до 2 мм, то можно обойтись без фасок.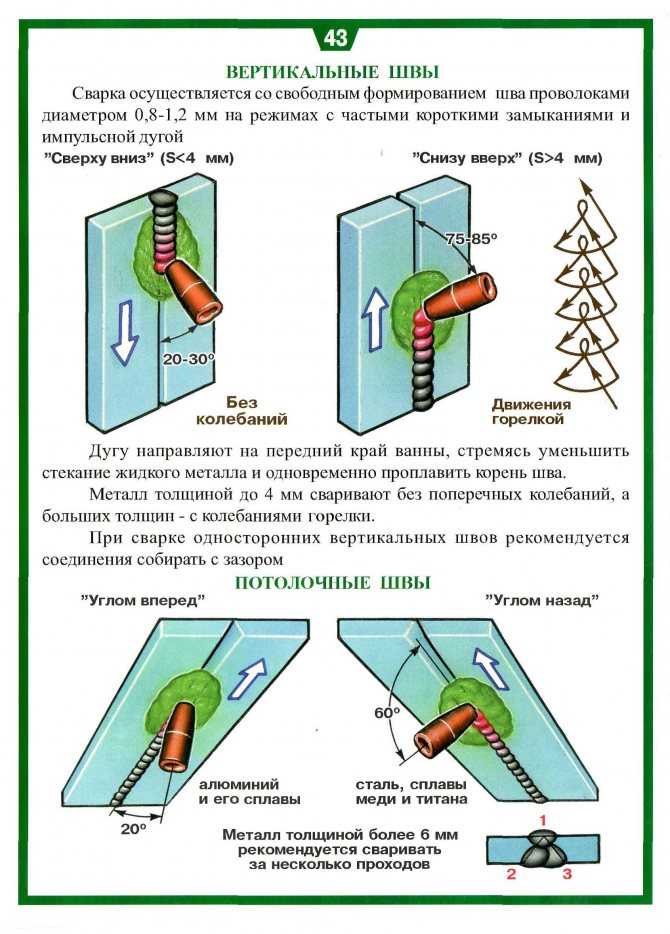 Такой способ сопряжения требует более кропотливой подгонки ввариваемой детали и подготовленного участка корпуса авто. Зазоры необходимо свести к минимуму, а в идеале нужно обойтись без них. Способ применяется обычно для лицевых наружных элементов.
Такой способ сопряжения требует более кропотливой подгонки ввариваемой детали и подготовленного участка корпуса авто. Зазоры необходимо свести к минимуму, а в идеале нужно обойтись без них. Способ применяется обычно для лицевых наружных элементов.
При выполнении этой операции сварщик должен иметь достаточно высокую квалификацию.
Стыковая сварка
Работа проводится с применением сплошного точечного шва. Качественный результат не нуждается в трудоемкой рихтовке и длительной зачистке. Иногда хватает шпатлевки и затирки шва. Более толстые листы железа легче поддаются сварке, также они могут быть проварены сплошным точечным швом. Тонкий лист варить тяжелее.
Соединение внахлест
Такое соединение наиболее простое и поэтому получило большое распространение среди автомобильных сварщиков. Так, один из кусков металла накладывается на другой, при этом полностью перекрывается отверстие, которое надо залатать.
Нахлест при сварке
Метод подходит для сварки силовых конструкций: порогов, лонжеронов и т. д.
д.
Сварные электрозаклепки
Такой способ является скорее разновидностью нахлестного соединения. При этом он схож с точечной сваркой. Его активно используют в автомобильной сварке. Например, он применяется для установки новых крыльев, усилительных накладок на каркас кузова.
Что может полуавтомат в качестве сварки кузова автомбиля и не только…
Еще раз повторимся про полуавтомат более конкретно, вернее про его возможности. Сварка полуавтоматом – основа кузовного ремонта автомобиля. Только благодаря тому, что у вас есть надёжный углекислотный полуавтомат, ремонт любого автомобиля не будет казаться авантюрой. Будь то старая, дырявая и убитая «копейка», у которой вместо порогов осталась лишь ржавая бахрома, а водитель и пассажиры ежесекундно рискуют выпасть из салона через огромные дыры в полу, или пафосная иномарка, расплющенная невнимательной блондинкой в роковом ДТП. С помощью углекислотного полуавтомата вы восстановите любой кузов – приварите любые заплаты на любые дыры, вварите новые кузовные детали – крылья, пороги, лонжероны, ремонтные вставки, выправите вмятины, к которым нет доступа изнутри, и тем самым подарите автомобилю новую жизнь.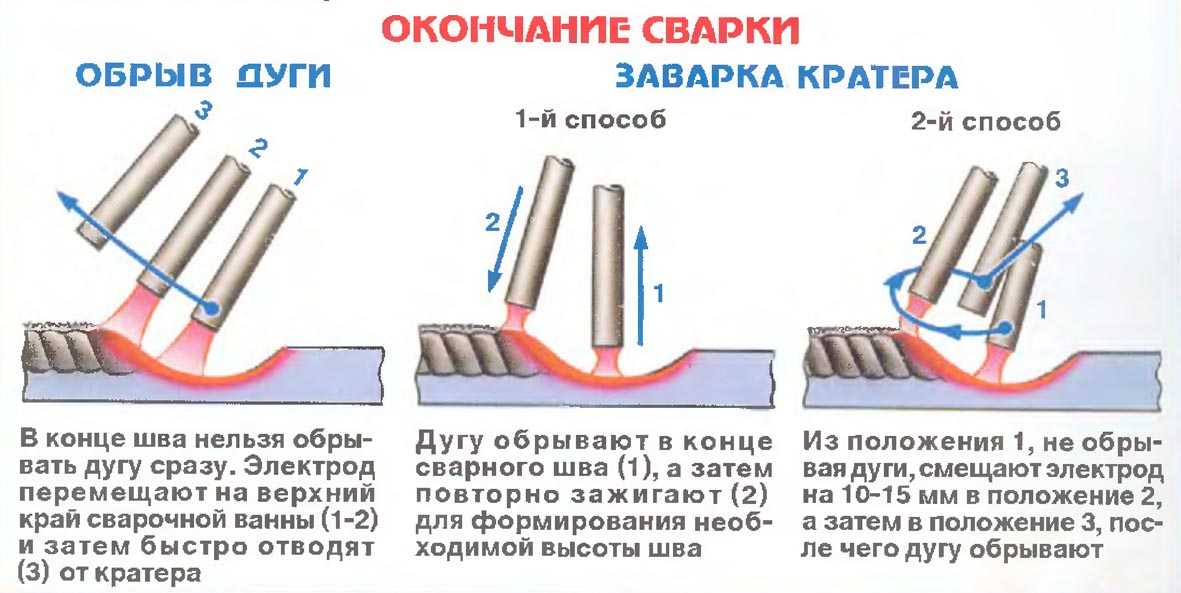 Помимо ремонта автомобильных кузовов, углекислотный полуавтомат позволит вам решить множество других важных проблем: 1. Ремонтировать сваркой садовый и домашний инвентарь 2. Сваривать водопроводные трубы. 3. Изготавливать специнструмент для ремонта автомобиля – например, мощный торцовый ключ для отворачивания ступичных гаек 4. Изготавливать любые металлоконструкции для вашего гаража, например, стеллажи из стального профиля.
Помимо ремонта автомобильных кузовов, углекислотный полуавтомат позволит вам решить множество других важных проблем: 1. Ремонтировать сваркой садовый и домашний инвентарь 2. Сваривать водопроводные трубы. 3. Изготавливать специнструмент для ремонта автомобиля – например, мощный торцовый ключ для отворачивания ступичных гаек 4. Изготавливать любые металлоконструкции для вашего гаража, например, стеллажи из стального профиля.
Типы сварных швов
Не смотря на способы сопряжений, в каждом случае технология сварки полуавтоматом предполагает использование различных типов швов. Есть три популярных варианта швов:
- сплошной;
- точечный;
- сплошной прерывистый.
Типы швов
Каждый из них может накладываться в любом из способов сопряжений, как при нахлестах, так и при стыковых соединениях.
Расположение шва
Проведение работ может происходить в разных плоскостях:
- горизонтально «сварка сверху»;
- горизонтально «сварка снизу»;
- вертикальный шов.

Наиболее удобным является вариант со сваркой «сверху». При таком положении шов заливается полностью, заполняя все пустоты и щели. Менее удобный вариант вертикальных работ. В этом случае необходимо следить за тем, чтобы металл не стекал по шву.
Самый трудный способ сварки предполагает «работу снизу».
При таком положении шов получается под сопрягающимися элементами и постоянно стремится вытечь вниз. Поэтому нужно иметь навык работы в таком положении, чтобы не ухудшить качество сварки.
Технические термины абревиатуры используемые в сварочных работах
MIG — металл – инертный газ (например, аргон). Сварка происходит в среде инертного газа, не взаимодействующего с расплавленным металлом. MAG — металл – активный газ (углекислый газ). Сварка происходит в среде защитного газа, взаимодействующего с расплавленным металлом сварного шва. Некоторые пояснения: если вы варите углекислотным полуавтоматом, то значит, это MAG сварка.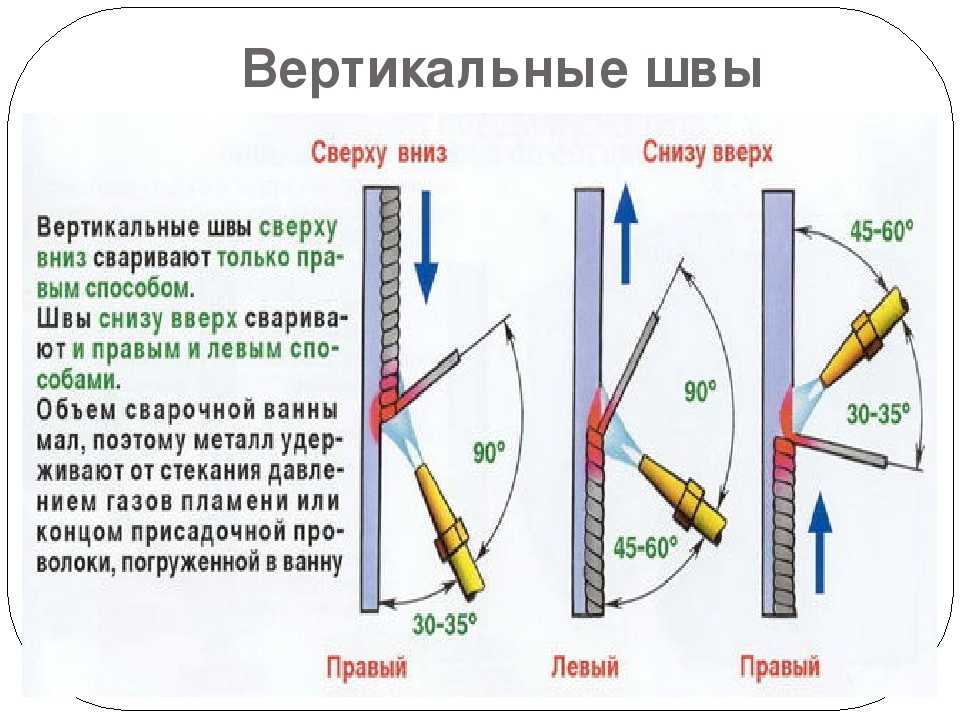 Если вам надоело варить с углекислым газом, и вы подключили тот же полуавтомат к баллону с аргоном, то это уже MIG сварка. TIG — сварка неплавящимся вольфрамовым электродом в среде инертного газа (как правило, аргона).
Если вам надоело варить с углекислым газом, и вы подключили тот же полуавтомат к баллону с аргоном, то это уже MIG сварка. TIG — сварка неплавящимся вольфрамовым электродом в среде инертного газа (как правило, аргона).
Подготовка материала к сварке
До начала любых сварных работ, понадобится приготовить поверхности. Для этого проводится чистка от всех видов загрязнений:
- коррозионные следы;
- слои краски и грунтовки, включая транспортировочные;
- консервационные и защитные слои покрытий;
- все виды смазочных веществ.
Наличие таких веществ может снизить качество накладываемого шва или полностью препятствовать прохождению тока по цепи.
Также происходят другие негативные последствия:
- газ, который образуется при выжигании горючих остатков, может создать пористую некачественную структуру шва;
- такие газы могут «выдувать» металл из точки сварки, при этом получается дыра, а расплавленный металл, разбрызгиваясь, может привести к ожогам;
- загрязнения выделяют большое количество дыма, что может привести к отравлениям продуктами горения или стать причиной пожара.
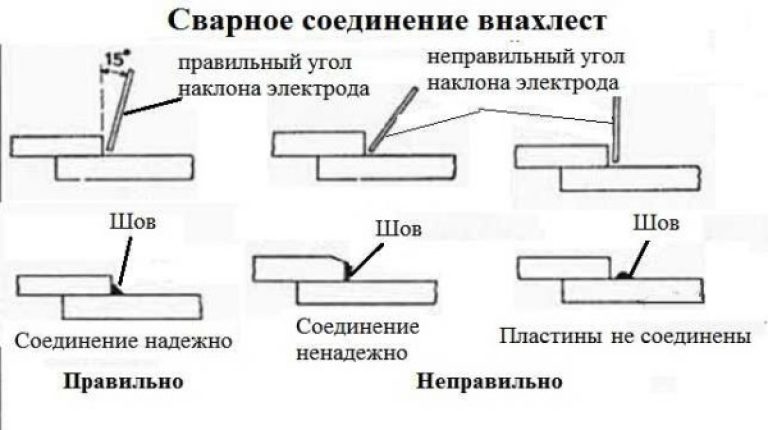
Поверхности должны плотно прилегать между собой.
Безопасность при работе
Для этого используются различные зажимы и фиксаторы. Также допускается временные крепления болтами или саморезами.
Баллон для углекислоты
Здесь возможны варианты. Можно купить малогабаритный импортный баллон с углекислотой, но это дороговато. Более ходовой слчай, это стандартный отечественный баллон объёмом 40 или 25 литров. Углекислый газ, вернее углекислота в баллонах находится в жидком состоянии и занимает чуть больше половины их объёма. В остальной половине находится газ в своей естественной фазе — газообразной.
Если для вас сварка – не случайный эпизод, а дело жизни – покупайте не большой баллон, литров на 20 литров. Такого баллона хватит надолго – на год, а то и больше, при этом перетаскивать его можно в одиночку. И ещё. Такой баллон легко умещается на заднем сидении практически любой легковушки. Что касается 45 литрового баллона, то он, конечно, работает ещё дольше.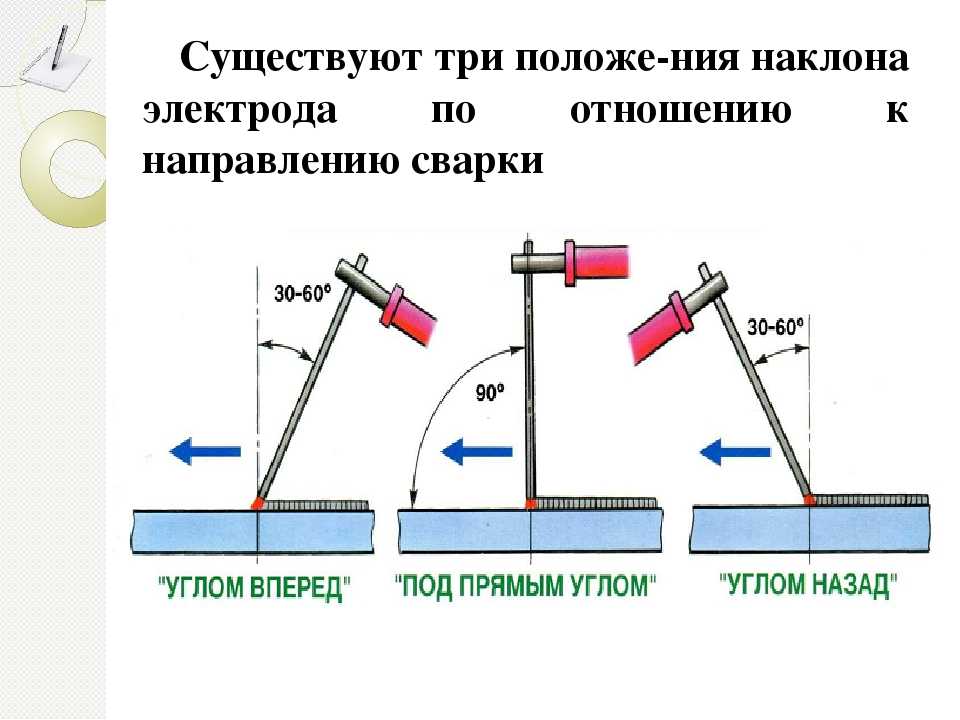 Но он тяжеловат для оперативного перемещения. Перетаскивать в одиночку такой баллон, особенно заправленный, очень тяжело – можно надсадиться. Остаётся потихоньку перекатывать…
Но он тяжеловат для оперативного перемещения. Перетаскивать в одиночку такой баллон, особенно заправленный, очень тяжело – можно надсадиться. Остаётся потихоньку перекатывать…
Регулировка сварного тока
Для начинающих сварщиков, которые не работали с тонкими листами меньше 1 мм, желательно потренироваться не на рабочих поверхностях автомобиля, а провести экспериментальную сварку ненужных тонких кусков.
Нужно придерживаться техники безопасности при сварочных работах на автомобиле:
- в качестве экспериментальных листов не нужно брать оцинкованные экземпляры, так как пары получатся ядовитыми;
- нельзя вести работы на сильном сквозняке или ветру, так как из-за этого выдувается газ из сварочной зоны, что снизит качество работ или полностью сделает их невыполнимыми.
Величина сварочного тока находится в прямой зависимости от толщины металла. Для листов небольшой толщины понадобится установить ток в диапазоне 40-60 А.
Большинство регуляторов силы тока на полуавтоматах имеет не абсолютную градуировку, а относительную.
 Поэтому точный показатель тока необходимо будет проверить по инструкции.
Поэтому точный показатель тока необходимо будет проверить по инструкции.Правильность выбранного тока покажет качество сварного шва. Разное напряжение в электрической сети влияет на выходные параметры устройства. Поэтому настройка аппарата проводится в большей степени путем экспериментального подбора положений регулировочных ручек.
Какие газы используют для полуавтоматической сварки кузова автомобиля
Основной газ применяемый для полуавтоматической сварки это СО2 (двуокись углерода), также именуется как диоксид углерода, угольный ангидрид. Двуокись углерода подается в зону сварки под давлением, при этом вытесняет обычную воздушную среду, что предотвращает металл от излишнего окисления. Если быть до конца честным, то кислород и в этом случае выделяется из двуокиси углерода, но в гораздо меньшем количестве, чем, если бы сварка проводилась без него. Предотвращение окисления позволяет сохранить больший объем металла, которые не перешел в оксиды (FeO). В итоге металл не сгорает, а только плавится, выделяется меньше шлака (оксидов).
Как правило, двуокись углерода получают из углекислоты (ГОСТ 8050 — 76), фактически это сжиженный газ. Углекислота хранится в специальных баллонах объемом по 40 кг, при этом углекислоты заправляют в баллон лишь 25кг. При испарении 1 кг жидкой углекислоты при 0°С и 760 мм рт. ст. образуется 506,8 л газа, то есть 25 кг углекислоты составят 12,67 м3 газа. А вот какие должны быть баллоны, для хранения углекислоты мы поговорим далее. Углекислота бывает технической или пищевой. В принципе подойдёт любая, но в технической меньше содержание водяных паров, которые совсем ни к чему в зоне свариваемых деталей. Если вместо двуокиси углерода в качестве защитного применить аргон, то сваривать можно и цветные металлы – нержавейку, алюминий, латунь и другие сплавы и металлы. При одном обязательном условии, что вы будете применять соответствующую сварочную проволоку – т.е. из нержавейки или алюминия. Что касается сварки неплавящимся электродом (TIG сварка), то этот вид сварки требует большей сноровки, и менее удобен для сварки кузовного металла. Хотя, качество сварки этим способом – вне конкуренции.
Настройка регуляторов
Примером может послужить полуавтоматический аппарат Helvi Panther 132. На нем установлены три регулятора, влияющие на параметр тока. Два тумблера имеют лишь по два положения: «1» и «2» на первом, «мин» и «макс» на втором. Третий плавно регулирует подачу проволоки. И скорость, при которой подается проволока, зависит от величины тока. Это значит, что аппарат самостоятельно регулирует ток в зависимости от подачи проволоки.
Сварочный полуавтомат
В качестве примера можно дать настройки этого полуавтомата для разных толщин свариваемого металла. Тонкий лист хорошо «варился» на установках: «1», «макс», а плавная регулировка была на «7». Толстые листы лучше пробовать на установке: «2», «макс», «8».
При работе с полуавтоматом могут быть различные результаты сварки. В зависимости от силы тока можно получить такие итоги:
Результат сварки с разным током
Первый случай
Ток слишком мал, поэтому не происходит растекания металла по поверхности, а также деталь не прогревается, что ухудшает сопряжение. Получается отсутствие «провара». Понадобится увеличить ток.
Второй случай
Ток правильно отрегулирован, металл достаточно расплывается и заметен прогрев свариваемой детали. С обратной стороны листа заметна небольшая металлическая капля.
Третий случай
Ток больше допустимого значения. Расплавленная капля от проволоки слишком сильно «просела». На другой стороне явная крупная капля расплавленного металла.
Четвертый случай
Существенное превышение допустимого тока до такой степени, что образуются сквозные прожоги. Требуется значительное снижение силы тока до появления небольшой капли без прожигания.
Возможные проблемы при эксплуатации сварочного полуавтомата
Не все работы проводятся в штатном режиме. Из-за ошибок в эксплуатации или неисправного оборудования могут возникать нештатные ситуации.
Неправильный выбор величины тока
Когда установлен слишком большой ток, то в металле образуются прожоги. Также может образоваться капля из расплавленной проволоки, которая выступает из медного наконечника. Если такая ситуация произошла, то дополнительная подача проволоки может привести к обрыву при выходе ее из подающего устройства.
Некачественная регулировка прижима в подающем механизме
Если блокируется проход проволоки через медный наконечник, то происходит ее поломка в подающем механизме. Это свидетельствует о слишком большом прижимном усилии. При правильной регулировке проволока проскальзывает, а не ломается. Это событие свидетельствует об обратном – прижимное усилие недостаточно фиксирует проволоку.
В таком случае может происходить «прихват» в наконечнике, и не иметь отношение к величине установленного тока.
Такие же результаты бывают при слишком медленной подаче проволоки.
Диаметр электрода от толщины металла (листа или детали), сила тока сварки от диаметра электрода. Режимы
Основы сварки
Чтобы научиться правильно варить, необходимо ориентировать в физических основах процесса сварки. Любой сварочный аппарат создает в небольшой рабочей зоне на стыке двух свариваемых деталей температуру выше температуры плавления свариваемого металла, так называемую сварочную ванну. В ней превратившаяся в жидкость часть металла обеих деталей смешивается друг с другом и с металлом расплавившегося электрода. После снижения температуры металл из сварочной ванны кристаллизуется, соединяя свариваемые детали в одно целое. Медленно перемещая сварочную ванну вслед за дугой вдоль стыка, сварщик получает шов. Высокой температуры в любительских сварочных аппаратах достигают двумя способами:
- электрической дугой;
- газовой горелкой.
Газовая горелка
Как правильно паять электрической дугой
Электросварка безопаснее, поскольку нет риска взрыва газа, и проще в освоении для тех, кто только учится правильно варить.
Электрическую дугу создают при пропускании тока большой силы через воздушный зазор между свариваемыми деталями и электродом.
Отличия прямой и обратной полярности при сварке инвертором
В сварочной дуге электрический ток — это поток электронов, перемещающихся в плазме от отрицательного электрода (катода) к положительному (аноду). При этом примерно одна треть тепловой энергии аккумулируется на катоде, а две трети — на аноде. По этой причине при сварке инвертором полярность напрямую влияет на то, где будет большее выделение тепла: на свариваемой детали или на электроде. Стандартной считается прямая полярность, когда электрод подключен к минусовой клемме инвертора, а заготовка — к плюсовой (см. рис. ниже). При таком режиме сварки происходит глубокое проплавление свариваемого металла с образованием стабильной сварочной ванны и более медленное расходование электрода. Этим способом сваривают большинство мало- и среднеуглеродистых конструкционных сталей, а также изделия из чугуна.
При сварке с обратной полярностью электрододержатель соединен с плюсовым контактом инвертора, а клемма массы — с минусовым. В этом случае отрыв электронов происходит от металла заготовки, а их поток направлен в сторону электрода. Вследствие этого на нем выделяется большая часть тепловой энергии, что позволяет вести сварку инвертором с ограниченным нагревом свариваемой детали. Этот режим применяют при сваривании деталей из тонкого металла, нержавеющих сталей и металлов с низкой устойчивостью к повышенным температурам. Кроме того, обратная полярность используется при необходимости увеличить скорость плавления электрода, а также когда инвертором сваривают детали в газовой среде или с использованием флюсов.
Как правильно варить
Чтобы понять, как правильно варить, к небольшому количеству теории следует добавить большое количество практики. Начинать учиться лучше со сваривания обрезков уголков, арматуры, металлических пластин. Только после того, как вы «почувствуете шов» своими руками, можно приступать к соединению более или менее ответственных конструкций.
Процесс дуговой сварки
Существует несколько видов аппаратов, для того чтобы научиться правильно варить, лучше всего начинать с инверторного. Он позволяет плавно регулировать и поддерживать стабильным рабочий ток, мало не зависит от уровня и стабильности напряжения в питающей электросети, не создает в этой сети бросков напряжения.
Техника сверху вниз
Движением электрода сверху вниз можно варить только при применении электрода, который дает тонкий слой шлака. Среди особенностей этого процесса отметим следующие моменты:
- За счет применения подобного стержня в сварочной ванной материал затвердевает быстрее. При этом стекание расплавленного материала не происходит.
- Рекомендуется использовать электроды с пластмассовым и целлюлозным покрытием. Примером можно назвать марки ЛНО-9 и ВСЦ-2.
- Подобная технология характеризуется высокой производительностью. Именно поэтому если есть необходимость в увеличении производительности труда, то выбирается рассматриваемая технология.
Вертикальный шов сверху вниз
Эта техника не подходит для начинающих сварщиков, так как предотвратить стекание сплава достаточно сложно.
Технология сварочных работ
Сварочные работы происходят при высокой температуре. Электрическая дуга является источником тепла для нагревания и частичного расплавления рабочей зоны. Она возникает в воздушном зазоре между деталью и электродом, поддерживается все время операции и плавно перемещается вдоль линии шва.
Возникновение сварочной дуги
Строение и свойства электрической дуги
Классификация сварочной дуги
Размеры образующейся рабочей зоны расплавленного металла, или сварочной ванны, определяются
- выбранным режимом работы;
- скоростью движения электрода;
- свариваемыми материалами;
- толщиной деталей и конфигурацией кромок.
Средние размеры сварочной ванны:
- ширина- 0,8-1,5 см;
- длина 1-3 см;
- глубина — около 0,5-0,7 см.
Чтобы правильно варить, необходимо выбрать материал и толщину электрода в соответствии с толщиной свариваемых деталей. Электрод покрыт тонким слоем флюса, или обмазки. При нагреве этот флюс плавится и образует защитную газовую область над рабочей зоной, что противодействует попаданию в рабочую зону кислорода воздуха. По мере удаления электродуги и следом за ними — зоны сварочной ванны расплавленный металл кристаллизуется, образуя шов, который соединяет детали в единое целое. Поверх шва располагается тонкий слой остатков выгоревшего флюса, который требуется зачистить.
Пошаговая инструкция по сварке инвертором для начинающих
Для освоения сварки инвертором начинающему сварщику необходимо изучить некоторые основы сварочной технологии и освоить азы сварки штучными электродами. Кроме этого, обязательно нужно разобраться с предельными возможностями электрической сети дома или дачи, а также определиться с оборудованием места проведения сварочных работ и подключением силового кабеля для запитывания инвертора. Для обучения сварке штучными электродами листового и конструкционного проката небольшой толщины с использованием инвертора достаточно будет приобрести пачку электродов с основным покрытием Ø 2÷3 мм. Также потребуется металлическая щетка для зачистки сварных швов и поверхностей свариваемых заготовок.
Настройка силы тока
Правильный подбор величины тока сварочного инвертора является залогом качества сварного шва. Для того чтобы выбрать значение, соответствующее толщине металла и диаметру электрода, начинающему сварщику лучше всего воспользоваться соответствующей таблицей из паспорта инвертора. После этого необходимо включить тумблер питания аппарата, а затем, поворачивая регулятор, установить необходимое значение силы тока. У некоторых устройств шкала его значений нанесена на лицевой панели инвертора по дуге поворота регулятора, у других оно отображается на цифровом индикаторе (см. фото ниже).
В любом случае это будет приблизительная величина, поэтому вполне возможно, что силу тока для хорошего провара придется подстраивать в процессе выполнения пробных сварных швов.
Как подключать электрод
На одном конце любого штучного электрода 20÷30 мм внутреннего стержня свободны от обмазки. Этой частью он фиксируется в держателе (держаке), через который на него подается сварочный ток. В настоящее время самыми распространенными являются зажимные держатели («прищепки») с профилированной под стержень электрода внутренней частью губок. Эти приспособления отличаются удобством, большой скоростью замены огарков на новые электроды и их жесткой фиксацией.
Розжиг дуги
Традиционно для зажигания сварочной дуги применяют два метода. При первом концом вертикально удерживаемого электрода слегка касаются поверхности металла, а затем отводят его назад на расстояние в несколько миллиметров (см. левый рис. ниже). При втором его движение аналогично перемещению головки спички по боковине коробка, поэтому он называется «чирканьем» (см. правый рис. ниже).
При использовании инвертора розжиг электрода значительно облегчен наличием у этих устройств специальной функции «горячий старт», которая при касании металла выдает импульс тока повышенной мощности, а при возникновении дуги возвращает значение силы тока к номинальному.
Передвижение и наклон электрода при сварке
При сварке инвертором движение электрода вдоль свариваемых поверхностей осуществляется так же, как и при использовании других технологий ручной сварки. И так же существует три основных разновидности его наклона по отношению к прямой линии движения (см. рис. ниже). Большинство сварочных швов выполняют углом вперед. Это самая распространенная сварочная технология, и она лучше всего подходит для начинающих при освоении сварки инвертором. При работе в ограниченных пространствах и сваривании труднодоступных мест используют сварку с перпендикулярным положением электрода. Он требует высокой квалификации и не подходит для обучения новичков даже несмотря на то, что функции инвертора могут компенсировать их некоторые ошибки. Сваривание угловых и стыковых сопряжений чаще всего выполняют сваркой с углом назад.
Контроль промежутка дуги
Электрическая дуга возникает в зазоре между торцом электрода и плоскостью заготовки. От правильного выбора и поддержания требуемой величины сварочной дуги в процессе сварки инвертором во многом зависит равномерность и качество сварного шва. В соответствии с рекомендациями по технике сварки в идеальном варианте ее размер не должен быть больше диаметра электрода. Но постоянно выдерживать такое расстояние очень трудно, поэтому приемлемой считается дуга, не превышающая диаметр более чем на один – два миллиметра.
Типы сварочных аппаратов
На рынке представлено большое количество моделей сварочных аппаратов разных типов.
Из всего их разнообразия:
- трансформаторы;
- выпрямители;
- инверторы;
- полуавтоматы;
- автоматы;
- плазменные;
В условиях домашней мастерской чаще всего применяют трансформаторы — из-за их дешевизны и инверторы из-за простоты и удобства в работе. Остальные требуют либо специальных условий для работы, достижимых только на производстве, либо специального обучения и длительного приобретения навыков.
Трансформаторные
Устройство таких аппаратов крайне простое — это мощный понижающий трансформатор, во вторичную обмотку которого и включают рабочую электрическую цепь.
Трансформаторный сварочный аппарат
Преимущества трансформатора:
- неприхотливость;
- живучесть;
- простота;
- дешевизна.
Недостатки
- очень большой вес и габариты;
- низкая стабильность дуги;
- работа переменным током;
- вызывает броски напряжения в питающей сети.
Такой аппарат требует от сварщика мастерства и большого опыта. Для обучения начинающего сварщика тому, как правильно варить, он подходит плохо.
Инверторы
Инверторный аппарат имеет гораздо более сложную конструкцию. Инверторный блок многократно преобразует входное сетевое напряжение, доводя его параметры до необходимых. За счет трансформации тока высокой частоты габариты и вес трансформатора получаются во много раз меньше.
Инвертор
Преимущества инвертора:
- малый вес и габариты;
- стабилизированное напряжение и ток в цепи;
- дополнительные функции антиприлипания и горячего старта;
- возможность точной регулировки параметров тока и дуги;
- не вызывает бросков напряжения в питающей сети.
Есть у инвертора и недостатки:
- высокая цена;
- низкая морозостойкость.
Обучение тому, как правильно варить, лучше начать с инвертора. Стабильность параметров дуги и дополнительные функции, облегчающие старт и предотвращающие «залипание», позволят новичку сосредоточиться на шве и быстрее освоить технологию.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Что потребуется для работы начинающему сварщику
Для начала обучения придется подобрать соответствующее оборудование и экипировку.
Особое внимание следует уделять индивидуальным средствам защиты, поскольку сварочные работы — процесс вредный для зрения и органов дыхания.
Необходимо будет оборудовать рабочее место, если оно в мастерской — то помещение следует снабдить эффективной вытяжкой и достаточным освещением.
Если вы решили начать обучение на свежем воздухе- то обязательно на сухом основании и под навесом, который защитит вас и оборудование от дождя.
Рабочее место должно быть просторным, не захламленным, не стеснять движений сварщика.
Кабели нужно раскладывать таким образом, чтобы не наступать на них и не запнуться при перемещении вокруг заготовок.
В качестве заготовок для отработки навыков лучше выбрать обрезки проката и стальных листов. Начинать с ответственных конструкций не рекомендуется.
Подведем итоги
Сварочная работа требует особых знаний, навыков и специального оборудования. Обратим внимание, что это довольно сложный и опасный процесс, требующий строго соблюдения техники безопасности.
Навыки сварщика требуют определенного времени и практики. Нет ничего зазорного в тренировке на куске ненужного металла. Это позволяет набить руку и понять суть сварочного процесса.
Прежде чем приступить к сварке деталей, следует отточить владение сварочным аппаратом и умение наваривать швы на заготовках и затем перейти к более сложным элементам.
Инструменты и средства защиты
В обмундирование и средства индивидуальной защиты входят:
- маска сварщика со встроенным светофильтром для защиты глаз от яркого света и ультрафиолетового излучения дуги;
- спилковые перчатки — краги для защиты рук от брызг раскаленного металла;
- плотная одежда из негорючей ткани;
- шапочка под маску;
- прочная обувь.
- респиратор для защиты органов дыхания от образующихся газов и пыли, особенно при работе с цветными металлами.
Из инструментов, материалов и оборудования понадобятся:
- Угловая шлифмашина (болгарка) для нарезки заготовок и зачистки швов;
- Набор ручного слесарного инструмента — молотки, зубила, пассатижи и пр.;
- Металлическая щетка для зачистки заготовок;
- Струбцины и зажимы для соединения заготовок;
- Электроды.
Ну, и наконец, инвертор с входящими в комплект кабелями и держателем.
Какие электроды выбирать
Для того чтобы начать учиться варить правильно, необходимо подобрать сварочные материалы в соответствии со свариваемыми материалами и их толщиной. В качестве учебного задания лучше выбрать обычные низкоуглеродистые конструкционные стали. Для них подойдут широко распространенные электроды с обмазкой.
Электроды для сварочных аппаратов
Учатся обычно на электродах диаметром 3 мм, 1,6 и 2 мм применяют для работы с тонкостенными конструкциями, а 4-6 мм — для сваривания толстостенных заготовок.
Чаще всего в домашних условиях используют электроды диаметром 3 миллиметра (тройка). Более тонкие подходят для сваривания тонкостенных деталей, а номера четыре и пять — для толстых элементов.
Мощность аппарата должна соответствовать диаметру электрода (или его номеру). В руководстве пользователя (и на корпусе прибора) есть таблица определения рабочего тока в зависимости от номера.
Сварка тонкого металла инвертором
Возможности инвертора в полной мере реализуются при сварке металлопроката толщиной менее 2 мм. Сваривание таких материалов производится на небольших сварочных токах и требует высокой стабильности сварочного процесса, что без проблем реализуется при использовании аппарата с инверторным источником тока. Тонкие металлические листы легко прожечь при возникновении короткого замыкания в сварочной дуге. Для предотвращения этого явления в инверторах предусмотрена специальная функция, автоматически понижающая величину тока на время возникновения короткого замыкания. Другая полезная возможность инверторов — это подбор оптимальных параметров при поджигании дуги, что позволяет избежать непроваров и прожогов на начальном участке сварного шва. Кроме того, в процессе сварки инвертор способен адаптивно поддерживать нужную величину рабочего тока при колебаниях размеров сварочной дуги.
Рекомендации как правильно сварить металл
Чтобы правильно варить металл, недостаточно просто научиться делать швы. Сварщик обязательно должен быть еще и материаловедом — знать многое о свойствах свариваемых материалов, их взаимодействии друг с другом и с высокими температурами.
Технология включает в себя много операций до начала и по окончании собственно выполнения шва.
До начала главной операции свариваемые детали необходимо тщательно очистить от механических загрязнений, старой краски, ржавчины и обязательно обезжирить. Требуется также правильно расположить их друг относительно друга и зафиксировать в этом положении.
При соединении тонкостенных конструкций или просто протяженных швов детали прихватывают друг к другу в нескольких равноотстоящих друг от друга точек, чтобы избежать термических деформаций.
Будущий сварщик заранее должен знать и предвидеть:
- потенциальные проблемы;
- разновидности дефектов
и продумать, как их избежать.
Начинают с трех простейших видов соединений
В целом можно сказать, что работа сварщика наполовину состоит из собственно сварки, а наполовину — из планирования и подготовки. Научиться варить правильно — это значит научиться планировать и готовиться.
Техника ручной дуговой сварки
Траектория движения электрода
- Правильное поддержание дуги и ее перемещение является залогом качественной сварки. Слишком длинная дуга способствует окислению и азотированию расплавленного металла, разбрызгивает его капли и создает пористую структуру шва. Красивый, ровный и качественный шов получается при правильном выборе дуги и равномерном ее перемещении, которое может происходить в трех основных направлениях.
- Поступательное движение сварочной дуги происходит по оси электрода. При помощи этого движения поддерживается необходимая длина дуги, которая зависит от скорости плавления электрода. По мере плавления электрода, его длина уменьшается, а расстояние между электродом и сварочной ванной — увеличивается. Для того чтобы это не происходило, электрод следует продвинуть вдоль оси, поддерживая постоянную дугу. Очень важно при этом поддерживать синхронность. То есть, электрод продвигается в сторону сварочной ванны синхронно с его укорочением.
- Продольное перемещение электрода вдоль оси свариваемого шва формирует так называемый ниточный сварочный валик, толщина которого зависит от толщины электрода и скорости его перемещения. Обычно ширина ниточного сварочного валика бывает на 2 — 3 мм больше диаметра электрода. Собственно говоря, это уже есть сварочный шов, только узкий. Для прочного сварочного соединения этого шва бывает недостаточно. И поэтому по мере перемещения электрода вдоль оси сварочного шва выполняют третье движение, направленное поперек сварочного шва.
- Поперечное движение электрода позволяет получить необходимую ширину шва. Его совершают колебательными движениями возвратно-поступательного характера. Ширина поперечных колебаний электрода определяется в каждом случае индивидуально и во многом зависит от свойств свариваемых материалов, размера и положения шва, формы разделки и требований, предъявляемых к сварному соединению. Обычно ширина шва лежит в пределах 1,5 — 5,0 диаметров электрода.
- Таким образом все три движения накладываются друг на друга, создавая сложную траекторию перемещения электрода. Практически каждый опытный мастер имеет свои навыки в выборе траектории перемещения электрода, выписывая его концом замысловатые фигуры. Классические траектории движения электрода при ручной дуговой сварке приведены на рис. 1. Но в любом случае траекторию перемещения дуги следует выбирать таким образом, чтобы кромки свариваемых деталей проплавлялись с образованием требуемого количества наплавленного металла и заданной формы шва.
- Если шов не будет закончен до того, как длина электрода уменьшится настолько, что требуется его замена, то сварку на время прекращают. После замены электрода следует удалить шлак и возобновить сварку. Для завершения оборванного шва зажигают дугу на расстоянии 12 мм от углубления, образовавшегося на конце шва, называемого кратером. Электрод возвращают к кратеру, чтобы образовать сплав старого и нового электродов, а затем снова начинают перемещать электрод по первоначально выбранной траектории.
Схема дуговой сварки
- Порядок заполнения шва по сечению и длине определяет способность сварного соединения воспринимать заданные нагрузки, влияет на величину внутренних напряжений и деформаций в массиве шва.
- Швы различают: короткие — длина которых не превышает 300 мм, средние — длиной 300 — 100 мм и длинные — свыше 1000 мм. В зависимости от длины шва его заполнение может выполняться по различным схемам сварочного заполнения, которые представлены на рис. 2.
- При этом короткие швы заполняют за один проход — от начала шва до его конца. Швы средней длины могут заполняться обратноступенчатым методом или от середины к концам. Для выполнения обратноступенчатого метода заполнения шов разбивают на участки длина которых равна 100 —300 мм. На каждом из этих участков заполнение шва выполняют в направлении, обратном общему направлению сварки.
- Если для нормального заполнения шва одного прохода сварочной дуги мало, накладывают многослойные швы. При этом, если число накладываемых слоев равно числу проходов, шов называют многослойным. Если же некоторые слои выполняют за несколько проходов, такие швы называют многослойно-проходными. Схематически такие швы отражены на рис. 3.
| Рис. 2. Схемы дуговой сварки: 1 — сварка напроход; 2 — сварка от середины к краям; 3 — сварка обратноступенчатым способом; 4 — сварка блоками; 5 — сварка каскадом; 6 — сварка горкой | Рис. 3. Виды сварных швов: 1 — однослойный; 2 — многопроходной; 3 — многослойный, многопроходной |
- С точки зрения производительности труда наиболее целесообразными являются однопроходные швы, которым отдают предпочтение при сварке металлов небольших (до 8—10 мм) толщин с предварительной разделкой кромок.
- Но для ответственных конструкций (сосуды, работающие под давлением, несущие конструкции и т.д.) этого бывает мало. Внутренние напряжения, возникающие в процессе сварки, могут вызвать появление трещин в шве или в околошовной зоне из-за недостаточной пластичности шва и большой жесткости основного металла. При сварке изделий с относительно небольшой жесткостью внутренние напряжения вызывают местное или общее коробление (деформации) свариваемой конструкции. Кроме того, при сварке металлов толщиной более 10 мм. появляются объемные напряжения и возрастает опасность появления трещин. В таких случаях принимают целый ряд мер, позволяющих уменьшить напряжения и деформации: применяют сварные швы минимального сечения, сварку многослойными швами, наложение швов «каскадными методами» или «горкой», принудительное охлаждение или подогрев.
- При сварке «горкой» сначала у основания разделанных кромок прокладывают первый слой, длина которого должна быть не более 200 — 300 мм. После этого первый слой перекрывают вторым, длина которого на 200 — 300 мм больше первого. Точно так же накладывают третий слой, перекрывая второй на 200 — 300 мм. Таким образом продолжают заполнение до тех пор, пока количество слоев в зоне первого шва не окажется достаточным для заполнения. Следующий слой накладывают в месте окончания первого слоя, перекрывая последний (если позволяет длина шва) на те же 200 — 300 мм. Если первый шов прокладывался не в начале шва, а в его средней части, то горку формируют последовательно в обоих направлениях (рис.2,е). Так, формируя горку, последовательно заполняют весь шов. Преимущество данного метода состоит в том, что зона сварки все время находится в подогретом состоянии, что способствует улучшению физико-механических качеств шва, так как внутренние напряжения получаются минимальными и предупреждается появление трещин.
- «Каскадный метод» заполнения шва по существу является той же «горкой», но выполняют его в несколько другой последовательности. Для этого детали соединяют между собой «на прихватках» или в специальных приспособлениях. Прокладывают первый слой, а затем, отступив от первого слоя на расстояние 200 — 300 мм, прокладывают второй слой, захватывая зону первого (рис.2,д). Продолжая в той же последовательности, заполняют весь шов.
- Угловые швы (рис. 4) можно выполнять двумя методами, каждый из которых имеет свои преимущества и свои недостатки. При сварке «в угол» допускается больший зазор между деталями (до 3 мм), проще сборка, но техника сварки сложнее. Кроме того, возможны подрезы и наплывы, снижается производительность из-за необходимости за один проход сваривать швы небольшого сечения, катет которых меньше 8 мм. Сварка «в лодочку» допускает большие катеты шва за один проход и поэтому более производительна. Однако такая сварка требует тщательной сборки.
- Указанные приемы дуговой сварки рассматривались на нижних положениях шва, выполнение которых наименее трудоемко. На практике часто приходится выполнять горизонтальные швы на вертикальной плоскости, вертикальную и потолочную сварку. Для выполнения этих работ используются те же приемы, что и для швов с нижним положением, но трудоемкость работ и некоторые технологические особенности требуют более детального подхода и изменения некоторых методов.
- При сварке таких швов появляется вероятность вытекания расплавленного металла, что приводит к падению капель к незаполненным сваркой местам, потекам расплавленного металла по горизонтальным плоскостям и т. д
| Рис. 4. Положение электрода и изделия при выполнении угловых швов: А — сварка в симметричную «лодочку»; Б — в несимметричную «лодочку»; В — «в угол» наклонным электродом; Г — с оплавлением кромок | Рис. 5. Влияние скорости сварки на форму сварного шва: При увеличении скорости наблюдается заметное уменьшение ширины шва, при этом глубина проплавления остается почти неизменной. |
- Рассматривая суть процессов, происходящих в подобных швах, мы говорили, что удерживать металл в расплавленной ванне могут силы поверхностного натяжения. Для того чтобы эти силы были достаточными, сварщик должен владеть приемами сварки виртуозно. Здесь приходится понижать сварочный ток и применять электроды пониженного сечения. Это в конечном итоге сказывается на производительности, так как приходится увеличивать количество сварочных проходов. Поэтому на практике стараются в дополнение к силам поверхностного натяжения добавить «пленку поверхностного натяжения». Суть данного метода заключается в том, что дугу держат не постоянно, а с определенными промежутками, то есть импульсами.
- Для этого дугу постоянно прерывают, зажигая ее с определенными промежутками времени, давая возможность расплавленному металлу частично закристаллизоваться. Именно здесь и проявляется умение сварщика выбрать такие интервалы, когда не успевает образоваться сварочный катет и одновременно металл потерял бы часть своей текучести.
- Потолочный шов является самым сложным. Поэтому проводить его непрерывным горением дуги — дело бесперспективное. Сварку выполняют короткими во времени замыканиями дуги на сварочную ванну так, чтобы она не успела остыть, пополняя ее новыми порциями расплавленного металла.
- При сварке данным методом следует следить за размером дуги, так как ее удлинение может вызвать нежелательные подрезы. Кроме того, при сварке таких швов создаются неблагоприятные условия для выделения шлаков из расплавленного металла, что может привести к пористости сварного шва.
- Вертикальные швы можно варить в двух направлениях — снизу вверх и сверху вниз. И тот и другой метод имеет право на существование, но всегда предпочтительнее сварка на подъем. В этом случае расположенный снизу металл удерживает сварочную ванну, не давая ей растекаться.
- При сварке на спуск труднее удерживать сварочную ванну, и поэтому добиться качественного шва гораздо сложнее. Суть такого метода практически не отличается от потолочной сварки, и применяют его тогда, когда сварка на подъем технологически невозможна.
- Горизонтальные швы на вертикальной плоскости тоже имеют свои особенности. В данных швах особую сложность представляет удержание сварочной ванны у обеих кромок свариваемых деталей. Для того чтобы облегчить этот процесс, скос нижней кромки не выполняют. В таком случае получается полочка, которая способствует удержанию на месте расплавленной сварочной ванны. Уместен здесь и прием импульсной сварки с кратковременным зажиганием дуги, как и для потолочных швов.
- Удаление сварочных шлаков выполняют обрубочным молотком. Для этого, подождав, пока заготовка остынет настолько, что ее можно брать рукой, прижимают крепко к столу и ударами молотка, направленными вдоль шва, удаляют шлак, покрывающий сварочный шов. После этого шов проковывают для снятия внутренних напряжений. Для этого боек молотка разворачивают вдоль шва и выполняют проковку по всей его длине.Завершают очистку жесткой проволочной щеткой, перемещая ее резкими движениями сначала вдоль шва, а потом — поперек, чтобы удалить последние остатки шлака.
| Рис. 6. Влияние угла наклона изделия на форму сварного шва: При сварке на подъем наблюдается большая глубина проплавления, а также большая высота валика. При сварке на спуск наоборот снижается глубина проплавления и уменьшается высота сварного шва. При этом ширина шва практически не меняется. | Рис. 7. Влияние положения электрода на форму сварного шва: На рисунке видно, что при сварке углом назад более глубокое проплавление, а при сварке углом вперед увеличивается ширина шва и уменьшается высота валика. |
| Рис. 8. Влияние скорости сварки на форму сварного шва: Положение сварочной ванны при наклонах изделия, дуги или электрода. Сварка на спуск, сварка на подъем, сварка углом вперед. | Рис. 9. Влияние подготовки кромок под сварку при стыковом соединении. |
| Рис. 10. Элементы стыкового шва, углового шва и валика на пластине: B — ширина сварного шва; K — катет шва | Рис. 11. Влияние величины сварочного тока при сварке: Если при сварке изменять сварочный ток то будут меняться параметры сечения шва. При более низком токе увеличивается глубина проплавления и увеличивается валик сварного шва. |
Советы как научиться варить электросваркой самостоятельно
Сварить несложную конструкцию из металла реально за несколько часов, при условии, что вы уже освоили технологию, спланировали операции технологического процесса и подготовили все необходимое.
Чтобы научиться варить правильно, следует иметь в виду следующее:
- Следует подготовиться и узнать необходимую информацию о тех материалах, которые вы собрались варить.
- Подобрать для них соответствующий рабочий режим и сварочные материалы.
- Изучить технику исполнения конкретного запланированного вами шва.
Мало что может заменить обучение в профессиональной школе сварщиков и практику под руководством опытного наставника. Но если это по каким-либо причинам недоступно, то правильные движения, положение рук и тела при работе можно неплохо изучить и по обучающим видео от авторитетных мастеров сварного дела.
Корпус атомного реактора вам варить, конечно, не доверят, но раму для ворот или лесенки вы волне сможете осилить. Начав с простых швов и научившись варить их правильно, можно переходить и к более сложным, постепенно накапливая опыт и оттачивая свое мастерство.
Виды швов
Соединительные швы бывают:
- тавровые;
- стыковые;
- угловые;
- внахлёст.
По расположению сварные швы делятся на: потолочные, горизонтальные, вертикальные. (рис. 3)
рис.3
Горизонтальный шов самый простой, электрод опускается к низу под углом 60-70 градусов. ( рис. 4)
рис.4
Вертикальный шов – электрод ведут по вертикали снизу-вверх или сверху-вниз. Лучше держать электрод под углом 45-50° вниз от вертикального положения, чтобы металл не стекал. Желательно делать шов одним прогоном. (рис 5).
рис.5
Потолочный шов – самый сложный. Сварочная ванна располагается вверху, над сварщиком и перевёрнута вверх дном. Движение электрода производится на себя, на очень короткой дуге. Желательно варить электродами 3-4 мм.(рис. 6)
рис.6
О каких дефектах стоит знать, чтобы сделать правильный сварочный шов
Знания о сварных дефектах очень важны для того, чтобы вы их вовремя распознали и не начали эксплуатировать сварную конструкцию с ненадежным соединением.
Если шов проварен правильно, выглядит он равномерным и аккуратным, с равной толщиной и высотой по всей длине.
Различают следующие основные дефекты:
- Непровар. Недостаточное заполнение шовным материалом, и прочность его снижена. Причиной служит недостаточное напряжение в цепи или избыточная скорость ведения электрода.
- Подрез. Продольная канавка. Возникает по причине избыточной длины дуги. Для устранения дефекта следует правильно выбрать силу тока- немного ее повысить.
- Прожоги. Образование сквозных отверстий в материале. Вызывается превышением необходимого для данной толщины материала тока, а также слишком медленным ведением электрода. Необходимо также проверить, не превышен ли зазор между кромками заготовок.
- Пористость. Возникает по причине сквозняка в рабочей зоне, сдувающего облако защитных газов.
Непровар
Подрез
Встречаются и другие сварные дефекты, такие, как продольные и поперечные трещины
Условия для качественного вертикального шва
Чтобы шов получился правильным, он должен:
- быть высокопрочным;
- выполнен качественно;
- выглядеть эстетично.
Самыми распространенными ошибками являются:
- Неправильное нахождение стержня в процессе работы. Он в обязательном порядке должен находится перпендикулярно, иначе образуется угол, и дуга станет непостоянной.
- В случаях, когда сварщику требуется варить вертикальный шов дуговой сваркой, не соблюдается размер длины дуги. Когда она слишком длинная, образовываться подтеки.
- Наклон стержня для снижения количества подтеков. Таким образом нарушается весь технологический процесс.
Рекомендуется не забывать выполнять такие полезные рекомендации:
- нужно подготовить свое изделие: зашкурить, удалить с него грязь, избавиться от остатков масла, ржавчины или краски;
- если вышло, что появление подтеков неизбежно – немного увеличить силу тока вместе с шириной каждого шва.
Предосторожности, перед тем как варить сваркой электродами
Варить правильно — это значит варить безопасно. Меры предосторожности при сварке электродами позволят сохранить здоровье и работоспособность сварщика:
- Перед началом работы необходимо осмотреть аппарат, держатель и кабели на предмет отсутствия механических повреждений и нарушения изоляции.
- Работу следует вести при положительной температуре и при влажности до 80%;
- Обязательно использование индивидуальных защитных средств.
- Следует применять спецодежду с противопожарной пропиткой.
- Радом с рабочим местом следует иметь огнетушитель, пригодный для тушения электроустановок под напряжением.
Тщательное и неуклонное соблюдение правил сварки металла электродом не потребует много времени и помогут сохранить материальные ценности и здоровье людей.
Техника снизу вверх
Подобная технология встречается крайне часто. Она характеризуется следующими особенностями:
- В начале работы стержень сварочного аппарата размещается перпендикулярно обрабатываемой поверхности.
- Как только произошло возбуждение дуги и образования первых капель, электрод рекомендуется немного наклонить.
- Концом стержня поддерживается короткая дуга и капли немного собираются, а при кратковременном его отведении дается время для остывания расплавленного материала и его кристаллизации.
- Можно сообщать поперечные колебательные движения. За счет этого исключается вероятность длительной задержки источника тепла в одной точке.
Вертикальный шов снизу вверх
Подобная техника позволяет получить качественный шов. Однако, она характеризуется низкой производительностью, так как приходится время от времени давать каплям остыть.
Руководство по сварке свинцом: советы и методы
by Jignesh Sabhadiya много сварочных работ. Хотя свинец часто используется для автомобильных деталей и труб, он очень токсичен при неправильном обращении.
Примите меры предосторожности, проветрив помещение и надев защитное снаряжение, прежде чем включать горелку. Затем используйте кислородно-ацетиленовую горелку и стержень свинцового припоя, чтобы завершить соединение. Независимо от того, работаете ли вы со старыми или новыми кусками свинца, сваривайте их, чтобы создать прочную и долговечную связь.
Обжиг свинца — это процесс сварки, используемый для соединения листов свинца. Это ручной процесс, осуществляемый газовой сваркой, обычно кислородно-ацетиленовой.
Этот процесс соединяет листы свинца вручную с использованием пламени горелки, с той лишь разницей, что для этого не требуется флюс. Флюс — это химическое чистящее средство, используемое в основном перед пайкой электроники, но не для сварки свинцом.
Однако сварка других металлов требует использования флюса. Подобно меди, свинец имеет собственный флюс и поэтому не требует дополнительного флюса для сварки.
Свинец можно определить по цвету необработанной поверхности (от белого до серого), цвету и структуре только что расколотой поверхности (светло-серый, кристаллический), цвету только что обработанной поверхности (белый).
ДОПОЛНИТЕЛЬНО: Что такое сварка?
Какой газ
использовал для сварки свинца?Для сварки свинцом обычно используются три комбинации газов:
- Кислород-ацетилен
- Кислород-водород
- Кислород-природный газ
Водородно-кислородный и оксиацетиленовый процессы работают для всех позиций. При потолочной сварке не используется кислородно-природный газ. Обычно используется низкое давление газа в диапазоне от 1-1/2 до 5 фунтов на квадратный дюйм (или от 10,3 до 34,5 кПа), в зависимости от типа выполняемого сварного шва.
Свинцовая сварочная горелка
Сварочные горелки довольно маленькие. Клапаны горючего газа и кислорода находятся на передней части рукоятки. Это позволяет легко регулировать их с помощью большого пальца удерживающей руки.
Размер сверла наконечника горелки варьируется от 78 до 58. Наконечники большего размера используются для более тяжелого свинца, а наконечники меньшего размера используются для свинца весом 6 фунтов (2,7 кг).
Какие сварочные стержни
используются для сварки свинца?Присадочные прутки должны иметь тот же состав, что и свинец, который вы свариваете. Диаметры этих стержней варьируются от 1/8 до 3/5 дюймов (или от 3,2 до 19,1 мм). Большие размеры используются для более тяжелого свинца и меньшие размеры для легкого свинца.
Как сварить свинец – пошаговый процессОбжиг свинца – это процесс автогенной сварки. Два листа свинца формируются механически, чтобы лежать близко друг к другу. Затем они нагреваются пламенем факела и текут вместе. Присадочный стержень не требуется, листы образуют собственный наполнитель (автогенная сварка). Также не используется флюс.
При пайке, напротив, используется припой, представляющий собой совместимый сплав, демонстрирующий эвтектическое поведение. Это дает температуру плавления ниже, чем у основного металла, что позволяет проводить процесс пайки, а не сварки. Для некоторых сварных швов может понадобиться присадочная проволока, если нет удобного способа сформировать достаточно плотный нахлест на кромке листа.
В качестве наполнителя используются обрезки того же свинцового листа. Чрезмерное использование филлера, а не первоначальная плотная посадка, считается признаком плохой техники.
Факел, используемый для сжигания свинца, представляет собой небольшое горячее газовое пламя. Чаще всего используется кислородно-ацетиленовый, так как его легко носить с собой. Обычно используется сопло № 0 небольшого размера, иногда с миниатюрным корпусом горелки, но в остальном горелка такая же, как и для работы со сталью или медью.
Можно использовать различные горючие газы, но для достижения необходимой высокой температуры всегда используется подача кислорода. Топливными газами могут быть ацетилен, природный газ или водород. Кислородно-водородный вариант считается лучшим, но его нелегко носить с собой.
Кислородно-природный газ является самым дешевым и часто используется на стационарных верстаках. Поскольку он менее горячий, его нельзя использовать для неудобной позиционной (потолочной) сварки. Окси-ацетилен является наиболее распространенным, так как большая часть свинцовых работ выполняется на месте, и его легко переносить.
Используется нейтральное пламя. Восстанавливающее пламя (обогащенное топливом) создает проблемы с отложениями сажи в сварном шве. Окислительное пламя сжигает свинец и создает окалину оксида свинца, что приводит к плохим сварным швам с низкой пластичностью.
Применение сварки свинцаОбжиг свинца осуществляется для кровельных работ из листового свинца или для изготовления нестандартных водосточных изделий: желобов, водосточных желобов и декоративных воронок. При декоративной обработке свинца также может использоваться сжигание свинца, особенно там, где требуется водонепроницаемое соединение, как для плантаторов.
Сжигание свинца, таким образом, является частью традиционной работы сантехника, в его первоначальном смысле работы со свинцом (латинское: plumbum). Хотя эта работа редкая и специализированная, она все еще выполняется сегодня, и не только для реставрации исторических зданий.
Большая часть изделий из свинцового листа формируется и герметизируется с помощью утолщения, механической фальцовки или обжима. Этого достаточно для кровли, которая пропускает воду, но недостаточно водонепроницаема, когда на нее попадает стоячая вода, поэтому необходим непроницаемый обожженный шов.
Сжигание свинца не используется как часть сантехнических работ для установленных трубопроводов. Свинцовые трубы долгое время считались устаревшими из-за проблем со здоровьем. Даже там, где свинцовые трубы или кабели со свинцовой оболочкой все еще нуждаются в соединении, это выполняется с помощью протертого, а не обожженного соединения.
Протирка свинцового соединения представляет собой процесс пайки с использованием сантехнического припоя (80 % свинца / 20 % олова) и выполняется при низкой температуре пропановой паяльной лампой с естественной тягой. Сегодня даже протертые соединения встречаются редко, и там, где необходимо соединить существующую свинцовую трубу, скорее всего, будет использоваться запатентованное механическое соединение.
В некоторых редких случаях в химической промышленности сжигание свинца используется для трубопроводов, где кислотостойкие резервуары и трубы должны быть изготовлены из свинца, а не из стали. Ниши для сжигания свинца включают производство свинцовых пластин для свинцово-кислотных аккумуляторов и электродов для гальванического покрытия.
Категории Производство Теги СваркаСварка свинцом — Подробное объяснение того, как работает сжигание свинца
В этом посте могут быть партнерские ссылки. Покупка через них может принести нам небольшую комиссию бесплатно для вас. Это покрывает нашу заработную плату и позволяет бесплатно использовать наши ресурсы.
Последнее обновление:
Свинец — это тусклый, серебристо-серый, хорошо обработанный и устойчивый к коррозии металл, который использовался для изготовления труб, олова и красок со времен Римской империи.
Он также использовался в свинцовой глазури для гончарных изделий, а в этом веке — в инсектицидах, красках для волос и в качестве антидетонационной добавки к бензину.
Так как свинец очень мягкий, очень ковкий, пластичный и относительно плохой проводник электричества, при сварке применяется особый подход.
Сварка свинца Свинцом часто называют сжигание свинца, так как это ручной процесс, осуществляемый с помощью газовой сварки, обычно кислородно-ацетиленовой.
Быстрая навигация
- СВОЙСТВЕННЫЕ СВЕДЕНИЯ
- Сварка листа
- СВЯЗАЯ СВЯЗАЯ ГАЗ
- СВОБАЛА
- СВОДИ
- СВЕДЕНИЯ СОВЕТА
- КАК ПЕРЕДЕЛИ
- СВЯЗАЯ СВАРДИЯ
- 70035
- . Как вывещать лидерство
- . properties
Свинец – природный элемент, который в небольших количествах содержится в земной коре, известен и используется людьми на протяжении многих столетий. Эта длинная история отражена в изображении с использованием раннего алхимического символа для свинца и вырезанных древнеримских символов. Однако, прежде чем обсуждать сварку свинцом, давайте рассмотрим основные свойства.
- Atomic number: 82
- Atomic weight: 207.19
- Melting point: 327.5 °C (621.5 °F)
- Boiling point: 1,744 °C (3,171.2 °F)
- Плотность: 11,29 грамм/см3 при 20 °C (68 °F)
Хотя свинец имеет некоторые полезные применения, он может быть токсичным для людей и животных, вызывая воздействие на здоровье. Вот почему вам нужно будет принять дополнительные меры предосторожности во время сварки свинцом. Поэтому при соединении свинцовых пластин убедитесь, что вы обеспечили достаточную вентиляцию, сварочное оборудование и защитное снаряжение.
Свинец определяется по цвету необработанной поверхности – от белого до серого. Цвет и структура свежесколотой поверхности светло-серые и кристаллические, а цвет свежеотшлифованной поверхности – белый.
Сварка листового свинца
Поскольку свинец в промышленности обычно поставляется в виде листов, соединение листового свинца часто называют сжиганием свинца.
Обжиг свинца – это ручной процесс, осуществляемый газовой сваркой, обычно кислородно-ацетиленовой.
Работа со свинцовым листом выполняется пламенем горелки, но с той лишь разницей, что для этого не требуется флюс. Несмотря на то, что флюс используется в основном перед пайкой электроники, для сварки свинцом он не обязателен.
Это потому, что у свинца есть свой флюс, способствующий плавлению металлов.
Lead welding gas
Welding lead piping and most lead sheet work use three types combinations of gases:
- Oxyacetylene
- Oxyhydrogen
- Oxygen-natural gas
When making a choice, you следует знать, что кислородно-водородный и кислородно-ацетиленовый процессы работают во всех положениях сварки. Для потолочной сварки нельзя использовать кислородно-природный газ.
Обычно для сварки свинцом требуется низкое давление газа в диапазоне от 1-1/2 до 5 фунтов на квадратный дюйм.
Выбор зависит от типа сварного шва.Сварочная горелка
Свинцовые сварочные горелки обычно имеют небольшие размеры, а клапаны горючего газа и кислорода должны располагаться близко к пальцам на рукоятке. Таким образом, вы можете легко управлять им большим пальцем.
Наконечники светодиодных сварочных горелок имеют размер сверла от 78 до 68. Как правило, более крупные наконечники используются для более тяжелых нагрузок, а наконечники меньшего размера используются для более легкого провода.
Обычно используется сопло небольшого размера #0, но в остальном одна и та же горелка может использоваться для обработки стали или меди.
Прутки для сварки свинца
Хотя сварка свинцом является автогенным процессом, то есть листы соединяются путем плавления, сварочные стержни не требуются. Однако в определенных ситуациях придется использовать сварочные прутки. Диаметры сварочных прутков варьируются от 1/8 до 3/5 дюймов.
Конструкция свинцового соединения
Стыковые, нахлесточные и краевые соединения наиболее часто используются при сварке светодиодов.
Однако при сварке в плоском положении можно использовать стыковые или нахлесточные соединения. Кроме того, соединение внахлест используется при вертикальной и потолочной сварке, а кромочное или фланцевое соединение используется только в особых условиях.Как сварить свинец
Во-первых, сжигание свинца — это процесс автогенной сварки, что означает, что связи между двумя листами свинца образуются механически.
Как только листы нагреваются пламенем факела, они плавятся и сливаются. Во время этого процесса не требуется присадочная проволока и, как мы уже говорили, не используется флюс.
При сварке свинцом подача кислорода всегда используется для достижения высокой температуры.
Однако топливные газы могут различаться, и наиболее распространенными являются ацетилен, природный газ или водород.
- Кислородно-водородный считается лучшим, но его нелегко носить с собой.
- Кислород-природный газ самый дешевый, но его нельзя использовать для потолочной сварки, так как он менее горячий.
- Окси-ацетилен является наиболее распространенным, так как большая часть свинцовых работ выполняется на месте и его легко переносить.
Для получения удовлетворительных результатов используется нейтральное пламя. Пламя с высоким содержанием топлива может вызвать проблемы с отложением сажи в сварном шве. Между тем, окислительное пламя сжигает свинец и создает окалину оксида свинца, что приводит к плохим сварным швам с низкой пластичностью.
С другой стороны, для пайки требуется совместимый свинцовый припой, а более низкая температура плавления позволяет использовать процесс пайки, а не сварки. Кроме того, для некоторых сварных швов может потребоваться присадочная проволока, если нет удобного способа сформировать достаточно плотный перехлест на одном и том же свинцовом листе.
Сварка свинца
Сварка свинца обычно применяется при кровельных работах или изготовлении нестандартных водосточных сооружений, таких как желоба, водосточные трубы и декоративные воронки.
При декоративной обработке свинца также может использоваться сжигание свинца, особенно там, где для плантаторов требуется водонепроницаемое соединение.Сварка свинца является частью традиционной работы сантехника, хотя сегодня она является редкой и специализированной и наиболее распространена, когда необходимо соединить существующие свинцовые трубы. Иногда этот процесс сварки используется при реставрации исторических зданий. Однако из-за плохого состояния здоровья свинцовые трубы считаются устаревшими.
Когда необходимо сжигание свинца, используется протертый стык, а не обожженный стык. Однако даже протертые соединения выделяют пары свинца из-за проблем со здоровьем, поэтому ношение защитного снаряжения считается хорошей практикой. Тем не менее, в процессе пайки сантехнический припой (80 % свинца / 20 % олова) выполняется при низкой температуре пропановой паяльной лампой с естественной тягой.
В некоторых редких случаях сжигание свинца может использоваться в химической промышленности для трубопроводов.
В некоторых случаях кислотостойкие резервуары и трубы должны быть изготовлены из свинца, а не из стали.Ресурсы:
- https://www.mig-welding.co.uk/forum/threads/lead-welding.33116/
- https://www.epa.gov/lead/learn-about-lead
- https://silk-leadwork.co.uk/lead-welding/
- https://thefarmingforum.co.uk/index.php?threads/welding-lead-how.100826/
- https://www.frost.co.uk/welding-soldering-lead-loading/
Адам Мейсон
Сварщик по профессии более десяти лет. Сейчас также веб-дизайнер и владелец блога. Делать обзоры продуктов и вести блоги о сварочном деле, плюсах и минусах работы сварщиком.
Сварка свинца: совершенный процесс [Пояснение]
Свинец — один из тех металлов, которые широко используются во всем мире для различных целей. При этом, несмотря на снижение потребления, в 2020 году во всем мире было потреблено около 11,5 метрических тонн свинца9.0007
Но почему?
Причина проста.
Свинец водонепроницаем и как металл редко подвергается коррозии. Вот почему это лучший выбор для сварки. Теперь вы можете спросить, что такое свинцовая сварка. Не волнуйтесь, я все предусмотрел.
Я дам вам общий обзор сварки свинцом, чтобы вы могли лучше понять ситуацию. Поэтому давайте не будем терять времени и сразу приступим к делу.
Что такое сварка свинцом?
Это процесс соединения листов свинца для придания им формы.
Этот тип сварки очень похож на сварку других металлов. Но главное отличие здесь в том, что Flux не нужен. При этом весь процесс сварки выполняется вручную и требует использования газа.
Если вы хотите сделать это самостоятельно, имейте в виду, что используется пламя горелки, а флюс здесь из самого свинца.
Также вам понадобится комбинация газов для сварки или сжигания свинца. В основном вы можете использовать три различных типа газов, из которых преобладающим является кислородно-ацетиленовый.
Какая польза?
Поскольку вы уже знаете, что сжигание свинца производится для соединения листов свинца, у него множество применений.
Основное применение – различные виды строительных работ. И эти строительные работы как для коммерческих, так и для жилых целей.
Нет лучшей альтернативы особенно для трубных соединений. Свинец предотвращает ржавление и коррозию лучше, чем любой другой металл.
Кроме того, в настоящее время настоятельно рекомендуется использовать для кровли. Он помогает плавить металлические листы, которые в итоге образуют прочную основу.
Кроме того, использование сжигания свинца больше не ограничивается сантехниками, и оно имеет обширную функциональность, которая может быть полезна для множества задач.
По flickr.comСварочное оборудование со свинцом
Как сварщику, чтобы выполнять сварку, вам нужно некоторое оборудование. Тем не менее, ниже приведены некоторые лучшие компоненты сварочного аппарата для свинца:
Свинцовые стержни для сжигания свинца
Эти стержни должны быть того же типа, что и свинец для сварки. А также, их размер будет варьироваться в зависимости от веса свинца.
Если это легкий поводок, стержни должны быть меньшего размера. Для сравнения, более крупные стержни предпочтительнее для тяжелого поводка.
Факел для сжигания свинца
Поскольку весь процесс включает в себя сжигание свинца, факел является неотъемлемой частью, имеет небольшие размеры и удобен в обращении.
У него есть газовые клапаны, расположенные на переднем конце, и вы даже можете отрегулировать их, просто используя большой палец.
Типы соединений
Теперь для сварки вам потребуются соединения встык, внахлест или даже кромочные соединения для сварки.
Это некоторые из типов соединений, которые в основном используются при этом типе сварки. Вы сможете использовать стыковое соединение при сварке в горизонтальном положении, тогда как соединение внахлестку предназначено для сварки над головой.
Кроме того, кромочные соединения редко используются только при особых требованиях.
Какой газ используется?
Как я уже говорил, это окси-ацетилен, основной газ, используемый для сжигания свинца.
Помимо этого, также используется кислородоводород и кислород-природный газ. Прежде всего, вы можете использовать оксиводород и окси-ацетилен почти для всех положений.
С другой стороны, природный газ кислород предпочтительнее для верхних позиций.
Как выполнить базовую сварку свинцом? 6 Easy Steps
Свинец — это металл, защищенный от коррозии, и является хорошим решением для любых сварочных задач.
Однако, если вы планируете использовать свинец, вы должны быть достаточно осторожны. Поскольку он может оказаться токсичным, если вы не будете управлять им должным образом.
Поэтому необходимо соблюдать меры предосторожности и эффективно проводить процесс.
Теперь для вашего удобства я покажу вам процесс сварки шаг за шагом. Все, что вам нужно, это следовать им всякий раз, когда вы планируете сварку.
Шаг 1. Обеспечение безопасности
Процесс сварки свинца может привести к различным опасным ситуациям. Поскольку вы будете работать с токсичными и легковоспламеняющимися материалами, разумно принять как можно больше мер предосторожности.
Поэтому перед выполнением заданий необходимо убедиться, что у вас есть сварочная маска, перчатки и другие необходимые средства защиты.
Более того, ваша безопасность превыше всего. Вот почему убедитесь, что вы достаточно покрыты сверху донизу.
Шаг 2. Проветрите помещение
Поскольку свинец может быть токсичным материалом, вам следует установить вентилятор рядом с рабочим местом.
Поскольку сварочный дым, образующийся при горении, может быть опасен, вентиляторы могут направлять их в другие стороны. В конце концов, сварочный дым не будет долго задерживаться на вашем рабочем месте.
Шаг 3 – Очистка свинцового листа
Вы обнаружите, что он довольно гибкий и его легче чистить. Он мягкий, что делает его удобным для чистки.
Кроме того, вы должны удалить все типы пятен и мусора, присутствующие на поверхности свинцового листа. А для этого можно использовать слабые кислоты вроде уксуса или даже нож.
Шаг 4. Используйте зажимы для фиксации выводов
Необходимо убедиться, что вы правильно установили выводы.
И именно поэтому разумно использовать зажимы. Вы можете использовать эти зажимы, чтобы прочно удерживать свинцовые детали и обеспечивать их устойчивость в любом положении, например, встык, внахлест или на кромке.Шаг 5. Выбор сварочных инструментов
На этом этапе вам нужно выбрать инструменты для сварщика свинца.
Для сжигания свинца используются горелка, сварочный пруток и флюс для инструментов.
То, что вам нужно сделать в этой ситуации, начинается с применения Flux. Вам нужно использовать его в зоне сварки, так как это полезно для поддержания чистоты металла.
Теперь вам нужно выбрать сварочную проволоку хорошего качества. Стержень действует как наполнитель в соединении, заполняя зазоры. И кроме качества, нужно знать об их весе, так как это имеет значение в случае сварки.
Это означает, что тяжелый и легкий свинец используются по-разному.
Наконец, необходимо убедиться, что сварочная горелка правильно отрегулирована.
Шаг 6.
Соедините поводокВы должны начать этот шаг, соединив вместе все части поводка, и вы должны сделать это на переднем и заднем концах соединения.
Теперь направьте горелку на край стыка, учитывая, что под ним находится наполнительный стержень. Вы должны убедиться, что они находятся на расстоянии 2,5 см друг от друга. Делайте круглые кольца факелом в течение 3 секунд.
И это поможет в нагревании и плавлении свинца.
После этого нужно наклонить дорогу и стык перед началом процесса. Он должен быть под углом 45 градусов, так как это позволит вам свободно перемещаться по суставу.
Вы должны держать горелку и стержень под одинаковым углом к началу. Нагревайте порции, пока не увидите, что они начинают таять. Если вы не выбрали присадочный стержень, вы можете держать горелку в целом так, как вам хочется.
Наконец, имейте в виду, что вам нужно перемещать горелку с постоянной скоростью, так как это обеспечит постоянное плавление.
Кроме того, при этом вам нужно проявлять изобретательность, так как расплавленный свинец должен осесть и принять постоянную форму.
От flickr.comПрочна ли сварка свинцом?
Да, выход горящего свинца сравнительно прочный и долговечный. Причина в водостойких характеристиках свинца, который опять же менее подвержен ржавчине.
Следовательно, правильное сжигание с использованием подходящего газа и правильных инструментов помогает создать прочную связь.
Можно ли приварить провод с помощью сварочного аппарата TIG?
Да, провод можно сваривать с помощью сварочного аппарата TIG, но есть некоторые проблемы.
Дело в том, что это непросто осуществить, как обычный процесс. Во время сварки свинца трудно слоняться без дела.
Пары свинца в этом случае достаточно сильные, поэтому в большинстве случаев со свинцом не рекомендуется использовать сварочный аппарат TIG.
Преимущества: Каковы преимущества сжигания свинца?
Сварочный свинец может быть идеальным решением по сравнению со многими другими металлами. Это такой металл, что он не сильно ржавеет и мягкий, поэтому его легко мыть.
Кроме того, он очень хорошо сгибается с другими металлами, а не трескается. В целом, его долговечность делает его хорошим вариантом для сварки.
Недостатки: Каковы недостатки?
Несмотря на различные преимущества, нельзя не согласиться с тем, что свинец токсичен. И это может привести к опасной ситуации, если вы не будете правильно обращаться с ним во время сварки свинца.
Вот почему, как сварщику, может показаться, что меры предосторожности требуют больших затрат, поскольку вы не хотите контактировать с дымом. Но в конце концов, если вы собираетесь сжигать свинец, у вас нет другого выхода.
Заключение
Итак, все о сжигании свинца или о том, что вы можете назвать сваркой свинца .
В этом руководстве я попытался охватить все аспекты, которые могут дать вам более четкое представление обо всем процессе. Он включает в себя обзор того, что такое сварочный свинец и процесс его проведения.
Кроме того, он предупреждает вас о необходимости принимать меры против дыма и иметь хороший опыт сварщика.
Соединения рабочих проводов
Присоединение рабочего кабеля к заготовке
Автомобильная деталь с высокой производительностью может выиграть от более чем одного соединения.Высокопроизводительная автомобильная деталь может выиграть от более чем одного соединения.
Чтобы быть эффективным, рабочий провод должен иметь хороший электрический контакт с заготовкой. Обычно это выполняется с помощью зажима рабочего провода (также часто неправильно называемого зажимом заземления), медно-графитовых щеток, скользящих или вращающихся башмаков. Также имейте в виду, что алюминий плохо подходит для этой цели, так как быстро образует оксид, плохо проводящий сварочный ток.
Зажим рабочего кабеля, возможно, является распространенным методом соединения кабеля рабочего кабеля с заготовкой. Зажим рабочего кабеля крепится болтами к наконечнику на конце кабеля рабочего кабеля и имеет латунные или медные губки для обеспечения хорошего электрического контакта с заготовкой.
Зажим рабочего кабеля может быть прикреплен непосредственно к заготовке или к приспособлению, удерживающему заготовку. Помните, что рабочие кабели или кабели должны быть аккуратно организованы, а не беспорядочно натянуты.Соединение рабочего кабеля может различаться в зависимости от процесса сварки, силы тока или области применения. Автоматические сварочные установки обычно используют постоянное стационарное соединение. Автоматические круговые сварные швы обычно используют соединение щеток или вращающихся или скользящих башмаков с электропроводящей смазкой.
Будьте осторожны, не допускайте прохождения сварочного тока через чувствительные электронные компоненты.
При заземлении через скользящий башмак всегда следует использовать два или более башмаков. Это предотвратит прерывание тока в случае, если один башмак потеряет контакт из-за неожиданного выступа поверхности, такого как усиление другого сварного шва, фрагмент сварочного брызга или гранулированный флюс.
Следите за тем, чтобы сварочный ток не проходил через чувствительные электронные компоненты.Усовершенствование скользящих щеток, конические роликовые подшипники с предварительным натягом отлично подходят для вращающихся поверхностей. Для обеспечения бесперебойной работы площадь контакта подшипника должна быть достаточной для того, чтобы выдерживать ток сварочного кабеля, используемого в установке. Поскольку в большинстве механизированных сварочных установок используются два параллельных троса 4/0, конические подшипники обычно имеют довольно большие размеры.
Независимо от того, как выполнено соединение рабочего провода, оно должно быть надежным и правильно размещенным, чтобы свести к минимуму любые помехи при сварке или дуговой разряд. Опытный сварщик знает, что хорошее соединение рабочих проводов необходимо для качественного сварного шва, и его нельзя упускать из виду.
Использование стальных стержней или арматурных стержней
В некоторых сварочных работах стальной стержень или стальной арматурный стержень могут использоваться в качестве соединения рабочего провода или между двумя или более сварными деталями. При использовании стальных стержней необходимо следить за тем, чтобы стержень имел достаточную площадь поперечного сечения, соответствующую медному сварочному кабелю по общей электропроводности. Поскольку проводимость меди почти в семь раз больше, чем у мягкой стали, площадь поперечного сечения стального стержня должна быть как минимум в семь раз больше поперечного сечения жилы сварочного кабеля. Пруток с неподходящим поперечным сечением может привести к перегреву соединения и ухудшению качества сварки.Дуга сама по себе очень сложное явление. Глубокое понимание физики дуги не имеет большого значения для сварщика, но некоторое знание ее общих характеристик может быть полезным.
Очистка зоны соединения рабочего кабеля
Вращающаяся деталь нуждается в специальном «подвижном» соединении. Следует помнить, что площадь зажима рабочего провода должна быть как минимум равна площади поперечного сечения проводника. Это означает, что область контакта должна быть свободна от окалины, ржавчины, масла, смазки, оксидов или грязи, которые могут действовать как точки изоляции. Хорошей практикой является очистка области контакта наждачной бумагой или металлической щеткой перед соединением.Вращающийся элемент нуждается в специальном «подвижном» соединении.
Проверка цепи
Простой способ проверить надежность цепи — провести рукой по длине кабеля от источника питания до электрода. Это должно быть выполнено сразу же после часа или более сварки после отключения источника питания. В целях безопасности всегда выключайте питание перед выполнением этого теста. Если чувствуется «горячий» участок кабеля, это потенциальная проблема, так как это область повышенного электрического сопротивления. Если горячая секция находится рядом с клеммой, соединение на клемме подозрительно; если есть место вдоль кабеля; причина, вероятно, в поврежденных жилах внутри кабеля. Если весь кабель горячий на ощупь, вероятно, его сечение недостаточно для используемого сварочного тока.Кроме того, сейчас самое время проверить электрические кабели, подключенные к источнику сварочного тока, и определить, можно ли безопасно использовать кабели или их необходимо отремонтировать или заменить.
Для общей безопасности всегда держите кабели в хорошем состоянии.Поиск и устранение неисправностей
Плохое соединение рабочего кабеля может привести к возникновению дуги и сварке соединения с заготовкой. Кроме того, плохие соединения снижают напряжение на сварочной дуге. Это может привести к плохому зажиганию дуги, чрезмерному разбрызгиванию, плохой форме валика и снижению качества сварки. При возникновении любого из этих условий немедленно проверьте соединения рабочих проводов.Безопасность
Опасность поражения электрическим током является одним из самых серьезных и непосредственных рисков, с которыми сталкивается персонал, работающий в зоне сварки. Контакт с металлическими частями, которые «электрически горячие», может привести к травме или смерти. Имея это в виду, всегда отсоединяйте шнур питания от сети или отключайте основное питание, прежде чем пытаться проверить или устранить проблемы с электричеством.
В случае сомнений обратитесь к руководству по эксплуатации оборудования или вызовите квалифицированного электрика.9 основных навыков сварщика свинца для вашего резюме и карьеры
Ниже мы составили список наиболее важных навыков для сварщика свинца. Мы ранжировали лучшие навыки на основе процента резюме сварочных горелок, в которых они фигурировали. Например, 25,3% резюме сварочных аппаратов содержали mi в качестве навыка. Давайте выясним, какие навыки на самом деле необходимы сварочному аппарату, чтобы добиться успеха на рабочем месте.
9 основных навыков сварочной горелки для вашего резюме и карьеры
MIG — это особый тип сварки, при котором два основных материала свариваются вместе с помощью сплошного проволочного электрода, подаваемого через сварочную горелку в сварочную ванну.
Вот как MIG используется для возобновления сварочных горелок:
- Эксплуатируемое оборудование, используемое в производстве, сварка MIG
Наладка техники, поддержание чистоты территории, работа с электроинструментом.
- Изготовление поручней, моментных рам, произведений искусства и скульптур с использованием сварки SMAW, MIG и TIG.
- Резка и обработка стали для производства оборудования AG и сварка MIG для производства оборудования.
- Сварка стальных конструкций и компонентов зданий и мостов с использованием MIG и SMAW.
- Сертифицированная сварка MIG и TIG стали, нержавеющей стали и алюминия.
Воздушно-дуговая резка угольной дугой, строжка металлической дугой или, чаще, воздушная дуга — термин, относящийся к процессу, в котором металлический материал режется и плавится под действием тепла угольной дуги, после чего расплавленный металл удаляется через воздушная струя. Углеродная дуга — это процесс и метод, при котором газообразная форма углерода расщепляется с выделением тепла и света.
Вот как воздушная дуга используется для возобновления сварки свинцовой горелкой:
- Удалены и отремонтированы неприемлемые сварные швы с помощью воздушной дуги и шлифовального станка в соответствии с правилами и нормами качества.
- Воздушно-дуговая строжка для выполнения сварных швов с полным проплавлением двутавровых балок и колонн.
- Резка факелом и воздушной дугой и плазма* Работа с мостовым краном и опалубка.
- Описание работы: сварка в плоском/потолочном/вертикальном положениях, дуговая продувка во всех положениях, шлифовка.
- Удалены и отремонтированы неприемлемые сварные швы с помощью воздушной дуги и шлифовальной машины в соответствии с рекомендациями по качеству.
Принципы или положения, обеспечивающие защиту людей, объектов или окружающей среды, называются правилами безопасности. Эти правила могут управлять действиями, устройствами или процедурами, которые помогают свести к минимуму риски потерь, травм или повреждений.
Вот как правила техники безопасности используются при возобновлении работы сварочных горелок:
- Соблюдайте правила безопасности BNSF, а также правила Федерального управления железных дорог.
- Установить баррикаду безопасности, чтобы обеспечить безопасность для себя и других.
- Испытательный стенд для обеспечения безопасности и надежности.
- Проверка сварных швов на готовой продукции для обеспечения безопасности и качества.
- Выполнение всех сварочных работ в соответствии с правилами техники безопасности и мерами предосторожности.
И если вы ищете работу, вот пять лучших работодателей, которые сейчас нанимают:
- Работа в Northrop Grumman (2)
- Работа в Unity Technologies (1)
- Работа в Национальном общем страховании (1)
- Weeks Marine Jobs (1)
- Huntington Ingalls Industries Jobs (2)
Мостовые краны — это основное промышленное оборудование, используемое для подъема тяжелых предметов, грузов и инструментов из одного места в другое на строительных площадках. Эксплуатация мостового крана требует большого опыта, опыта и навыков, поскольку не существует универсального решения, подходящего для всех.
Мостовые краны бывают разных компонентов для разных конкретных функций.Вот как мостовые краны используются при сварке свинцовой горелки:
- Опыт работы: вилочные погрузчики, стреловые подъемники, дворовые буксиры, мостовые краны.
- Мостовые краны большой грузоподъемности для сборки и перемещения оборудования.
- Опыт работы с мостовыми кранами с дистанционным управлением, такелажем и вилочными погрузчиками.
- Проверка сварочных аппаратов и мостовых кранов.
- Работа на погрузчике, мини-погрузчике, мостовых кранах.
CNC расшифровывается как числовое программное управление. Это метод субтрактивного производства, который обычно использует компьютеризированное управление и станки для снятия слоев материала с заготовки.
Вот как ЧПУ используется для резюме сварочных горелок:
- Устранение общих неисправностей и ремонт станков с ЧПУ, систем освещения и конвейеров.
- Одновременно эксплуатировал 2 станка ESAB CNC BURN.
- Работал на прожиговом столе с ЧПУ.
- Заменены детали на токарном станке HAAS и модели VF с ЧПУ.
- Печать и чтение макета для передачи кода ЧПУ для чтения станков для резки.
SMAW (дуговая сварка металлическим электродом в среде защитного газа) — это метод изготовления металла.
Вот как мел используется при сварке свинцовой горелки. Резюме:
- Мелкий ремонт струйного насоса с помощью SMAW. Обжигание арматуры с помощью горелки. Помощь в укладке цементных блоков в доках. сварщик, также сварил трубу.
- Сварка конструкций различных сосудов под давлением и контейнеров, различных металлических конструкций на заказ, FCAW и SMAW
- Прикладной ремонт различных типов сосудов с использованием процессов FCAW и SMAW.
- Ремонт резервуаров барж с использованием FCAW и SMAW на основе результатов испытаний под давлением.
Выберите из более чем 10 настраиваемых шаблонов резюме сварочного электрода
Zippia позволяет вам выбирать из различных простых в использовании шаблонов сварочного электрода горелки и предоставляет вам экспертные советы.
Используя шаблоны, вы можете быть уверены, что структура и формат вашего резюме сварочного мастера на высшем уровне. Выберите шаблон с цветами, шрифтами и размерами текста, которые подходят для вашей отрасли.Дуговая сварка металлическим газом представляет собой процесс сварки, при котором электрическая дуга образуется между металлом заготовки и расходуемым металлическим проволочным электродом в среде инертного газа.
Вот как Gmaw используется для сварки свинцовых горелок:
- Сварка звеньев ножничного подъемника и других деталей с использованием процесса сварки GMAW.
- Б/у GMAW калибра .035 и .045 в плоском и горизонтальном положениях.
- Изготовление деталей из стали путем их сварки с использованием процесса GMAW.
- Сертифицировано по методам сварки GMAW и FCAW.
- Программирование и управление автоматическими станками GTAW и GMAW.
Нержавеющая сталь представляет собой сплав железа, хрома, углерода и некоторых других металлов с коррозионностойкими свойствами.
Компоненты стали включают менее 1% углерода, 1% марганца и небольшие количества других элементов, таких как фосфор, кремний, сера и кислород. Железо и углерод являются двумя основными компонентами стали. Нержавеющая сталь устойчива к потускнению и ржавчине.Вот как нержавеющая сталь используется при сварке свинцовых горелок:
- Умение сваривать мягкую сталь, нержавеющую сталь и алюминий во всех положениях любым требуемым процессом.
- Сварка отдельно или в комбинации с использованием алюминия, нержавеющей стали, чугуна и других сплавов.
- Обучение сварке, резке, сжиганию, очистке и чистке нержавеющей стали и оборудования.
- Используемая сварка MIG/TIG и электродуговая сварка углеродистой стали, инструментальной стали, нержавеющей стали и алюминия.
- Назначенные работы включали сварку толстостенных труб из углеродистой и нержавеющей стали в соответствии с ASME Section III и ANSI B31.1 Critical.
Вот как используется прожиговой стол для возобновления работы сварочной горелки:
- Управление вилочным погрузчиком для безопасной транспортировки листового металла на прожиговой стол.
- Стол для прожига CSX с несколькими резаками.
- Установка и эксплуатация кислородно-топливного сжигателя Plamsa читать распечатки нарезать материал в соответствии со спецификациями
Расскажите нам, какую работу вы ищете, и мы покажем вам, какие навыки нужны работодателям. Начало работы
Восемь наиболее распространенных навыков, основанных на резюме сварочного горелки в 2022 году.
- Mig, 25,3%
- воздушная дуга, 17,6%
- Правила безопасности, 14,8%
- Накладные краны, 10,3%
- CNC, 8,5%
- SMAW, 6,8%
- GMAW
- , 6,8%
- GMAW, 5.86. , 10.9%
Узнайте, какие навыки пользуются спросом
Вакансии с актуальными навыками
Вакансии сварочных горелок, которые могут вам понравиться
Высокооплачиваемая работа сварочных горелок — $63K и выше Поиск вакансий в США
7 90
Начало сварки сварки сварки.
Вакансии сварочных горелок без диплома
Поиск вакансий без диплома
Создайте профессиональное резюме сварочных горелок за считанные минуты Просмотрите наши примеры резюме, чтобы определить, как лучше всего составить свое резюме.
Затем выберите один из 5+ шаблонов резюме, чтобы составить резюме сварочного горелки.. Jeffrey Berry
.755.755.7559555555555555555555555555555555555555555555555555555555555555555555555555555555555555555555555.
- Тяжелое оборудование
- AIT
- Нержавеющая сталь
- Алюминий
- Gmaw
- Химические операции
- AWS
- QC
- Combat0035 Комбинированные угольники
Опыт работы
Сварочная горелка
2019 – настоящее время
Подрядчики по производительности Батон-Руж, Луизиана
- Сварка листового металла на стали до 2 дюймов во всех положениях на трубе, сварка с открытым корнем во всех положениях TIG.
- Снятие и замена обшивки на транспортных и грузовых прицепах с помощью угольно-дуговой строжки для снятия и сварки MIG для замены
- Сварка по мере необходимости с использованием процедур Tig, Mig, Flux Core и Stick
Сварочная сварочная горелка
2017–2019
The Holland Group of TennesseeKnoxville, TN
- Сварная двутавровая балка с проволокой Fluxcore 0,45
- Сварка профилей, труб из углеродистой стали и толстостенных труб из нержавеющей стали ASME III и ANSI B31. 1 Критический.
- Лента для сварки Сварка труб Серебряная пайка Ручная сварка Сварка флюсовой сердцевиной с резервной полосой
- Работал с процессами, включающими SMAW, GTAW, GMAW-STT и FCAW.
- Сварная конструкционная сталь, используемая в зданиях и строительстве по всей территории США и Канады
- Сборщики стальной и нержавеющей стали. Некоторые курсы колледжа Прецизионная металлообработка
2017–2017
South CollegeKnoxville, TN
Martha Reyes
Welding Lead Burner
Contact Info
Jeffersonville, IN
(600) 555-4516
Skills
TackCNCMIGAluminumСтандарты качестваClampРабочие сайтыGtawLife SupportAWS
Опыт работы
Сварочная сварочная горелка
2018 — настоящее время
Jeffboat
Jeffersonville, IN
- Сварка тяг ножничного подъемника и других деталей с использованием процесса сварки GMAW.
- Эксплуатация и техническое обслуживание газокислородного сжигателя с ЧПУ, вилочного погрузчика, мостового крана и инвентаризация
- Использование процесса сварки MIG для сварки деталей в соответствии со стандартами качества AWS.
- Обеспечение соблюдения субподрядчиками спецификаций заказчика, а также требований ASME B31-3 и Раздела IX.
- Работал на прожиговом столе с ЧПУ.
Сварочная горелка
2015–2018
Toyota Boshoku America
Vincennes, IN
- Работал и руководил разработкой концепции роботизированного оборудования для автомобильных запчастей.
- Изготовленные из стали и алюминия Сварные стальные/алюминиевые конструкции Работа с вилочным погрузчиком и стрелой
- Сертифицированная сварка алюминия, нержавеющей стали, меди и никелевых сплавов при выполнении сварных швов во всех положениях.
- Сертификаты компании: США. Сертифицировано береговой охраной FCAW (Flux Core) 3G по вертикали вверх и 4G поверх.
Сварочная сварочная горелка
2005 — 2015
Toyota Boshoku America
Vincennes, IN
- Сотрудничество с автомобильным заводом ТММК для рассмотрения концепций роботизированной техники и изменения деталей новых основных моделей.
- Монтаж и сварка труб и конструкций из углеродистой и нержавеющей стали.
- Опыт включает строительство хопперов и барж-цистерн, новых конструкций с использованием аппаратов дуговой сварки и аппаратов для сварки флюсом.
- Квалифицирован в области плавки, плавки и сварки стали, нержавеющей стали и алюминия.
Education
Some College Courses Precision Metal Working
2005 — 2005
Vincennes University
Vincennes, IN
Martha Reyes
Сварочная горелка
Jeffersonville, IN
(600) 555-4516
mreyes@example.
comExperience
Welding Lead Burner2018 – настоящее время
Jeffboat•Jeffersonville, IN
- Сварка звеньев ножничного подъемника и других деталей с использованием процесса сварки GMAW.
- Эксплуатация и техническое обслуживание газокислородного сжигателя с ЧПУ, вилочного погрузчика, мостового крана и инвентаризация
- Использование процесса сварки MIG для сварки деталей в соответствии со стандартами качества AWS.
- Обеспечение соблюдения субподрядчиками спецификаций заказчика, а также требований ASME B31-3 и Раздела IX.
- Работал на прожиговом столе с ЧПУ.
Сварочная сварочная горелка2015 — 2018
Toyota Boshoku America•Vincennes, IN
- Работал и руководил концепцией спецификации роботизированного оборудования для автомобильных запчастей.
- Изготовленные из стали и алюминия Сварные стальные/алюминиевые конструкции Работа с вилочным погрузчиком и стрелой
- Сертифицированная сварка алюминия, нержавеющей стали, меди и никелевых сплавов при выполнении сварных швов во всех положениях.
- Сертификаты компании: США. Сертифицировано береговой охраной FCAW (Flux Core) 3G по вертикали вверх и 4G поверх.
Сварочная сварочная горелка2005 — 2015
Toyota Boshoku America•Vincennes, IN
- Многофункциональное сотрудничество с автомобильным заводом ТММК по пересмотру концепций роботизированной техники и изменению основных деталей новой модели.
- Монтаж и сварка труб и конструкций из углеродистой и нержавеющей стали.
- Опыт включает строительство хопперов и барж-цистерн, новых конструкций с использованием аппаратов дуговой сварки и аппаратов для сварки флюсом.
- Квалифицирован в области плавки, плавки и сварки стали, нержавеющей стали и алюминия.
Skills
TackCNCMIGAluminumQuality StandardsClampJob SitesGtawLife SupportAWS
Education
Some College Courses Precision Metal Working2005 — 2005
Vincennes University•Vincennes, IN
Create My Resume
Создайте профессиональное резюме за считанные минуты, используя этот шаблон.
Список навыков, которые следует добавить в резюме сварочного горелки
Согласно недавним тенденциям, наиболее важные ключевые слова сварки сварной лидера для резюме для вашего резюме:
- MIG
- Air Arc
- Правила безопасности
- OUPER HAPED CRANES
- CNC
- . properties
. - Нержавеющая сталь
- Стол для сжигания
Готовы начать свое резюме сварочной горелки?
Выберите свой текущий опыт работы, чтобы начать создавать резюме
Начальный уровень
Младший уровень
Средний уровень
Старший уровень
Менеджмент
Высшее руководство
Онлайн-курсы для сварочных горелок
Один из лучших способов получить навыки, необходимые сварщику. пройти онлайн-курс. Мы нашли несколько онлайн-курсов от Udemy и Coursera, которые помогут вам продвинуться по карьерной лестнице. Поскольку сварщикам со свинцовой горелкой полезно иметь такие навыки, как MIG, воздушная дуга и правила техники безопасности, мы нашли курсы, которые помогут вам улучшить эти навыки.
Рекламное раскрытие информации
OSHA Safety Pro: средства индивидуальной защиты
(1,401)
Произведите впечатление на руководство или получите эту работу с вами своей способностью демонстрировать методы обеспечения безопасности на рабочем месте, экономящие жизнь и деньги…
Подробнее на Udemy
Безопасность на рабочем месте OSHA (Общая промышленность, 6-часовой класс)
(2,164)
Ознакомьтесь с требованиями и стандартами, связанными с OSHA и безопасностью на рабочем месте. Лучшие практики безопасности на рабочем месте…
Подробнее о Udemy
OSHA Safety Pro: смертельная бетонная пыль. Кристаллический кремнезем.
Общий стандарт предотвращения опасностей и безопасности OSHA, строительства и морской промышленности…
Просмотреть подробности на Udemy
OSHA Safety Pro: Trenching Excavation & Soil Mechanics
Быстрая, но подробная сертификация по безопасности OSHA с акцентом на рытье траншей , земляные работы и механика грунта…
Подробнее о Udemy
Ведущее качество и безопасность в сфере здравоохранения
Обеспечение безопасности пациентов и качества медицинского обслуживания имеет решающее значение и должно быть в центре внимания всех работников здравоохранения. Этот курс знакомит практикующих врачей и других специалистов со знаниями и навыками, необходимыми для руководства инициативами по обеспечению безопасности пациентов и улучшению качества на микро- и макроуровнях. Участники изучат основы качества медицинской помощи и науку, лежащую в основе безопасности пациентов и повышения качества, разработают и выберут эффективные меры…
Подробнее на Coursera
OSHA General Industry
OSHA. ..
Подробнее на Udemy
Lead Management in Salesforce
Второй курс Salesforce Sales Operation Professional Certificate, Lead Management in Salesforce, предназначен для всех кому интересны роли продаж начального уровня, требующие базовых навыков в Salesforce, особенно роль специалиста по продажам, и как использовать инструменты в Salesforce для управления потенциальными клиентами в реальных бизнес-условиях. Этот второй курс даст вам базовое понимание того, как помочь командам по продажам и маркетингу оптимизировать процесс управления лидами. Спец…
Подробнее на Coursera
Обучение OSHA по технике безопасности: проведение совещаний по безопасности
Краткий курс по управлению безопасностью для действующих и начинающих специалистов по безопасности… Создавайте MAGNETIC лид-рекламу, конверсию и рекламу в мессенджерах, чтобы УЛУЧШИТЬ свой маркетинг в Facebook и ПРИОБРЕСТИ БОЛЬШЕ КЛИЕНТОВ…0007
Ваше руководство по предотвращению потери слуха с помощью стандартов OSHA по воздействию профессионального шума. ..
Подробнее на Udemy
Физика плазмы: приложения обзор приложений в физике плазмы. От изучения далеких астрофизических объектов, различных применений в промышленности и медицине до конечной цели устойчивого производства электроэнергии за счет ядерного синтеза. В первой части этого курса вы узнаете, как ядерный синтез питает наше Солнце и звезды во Вселенной. Вы исследуете циклические изменения солнечной активности,…
Подробности на edX
Лидерство в цифровую эпоху
Наступила цифровая эпоха. Это позволяет осуществить наиболее всеобъемлющую трансформацию нашей работы и личной жизни в истории. Эпоха цифровых технологий обещает более процветающую и полноценную жизнь каждому человеку во всем мире. Но это обещание так же хорошо, как и способность лидеров на всех уровнях организации привести свои подразделения к успеху в сложном и неопределенном будущем. Лидерство в цифровую эпоху развивает новое мышление и пять наборов навыков, необходимых для успеха в цифровую эпоху: лидерство за пределами. ..
Просмотреть подробности на edX
Навыки предпродажной подготовки: поиск потенциальных клиентов, квалификация
Навыки генерации потенциальных клиентов и предпродажной подготовки: научиться генерировать лиды, представить себя и квалифицировать потенциальных клиентов за 3 часа…
Подробнее о Udemy
Fusion 360 CAD/CAM для фрезерных станков с ЧПУ
Изготовьте любую деталь с помощью фрезерного станка с ЧПУ с помощью Fusion 360…
Подробнее о Udemy
Учебное пособие по Fusion 360 для станков с ЧПУ
Обучение работе с CAD CAM для станков с ЧПУ 360…
Подробнее об Udemy
Руководство разнообразными командами и организациями
В этом новом курсе вы получите научно обоснованные знания и практические инструменты, которые помогут вам создавать и руководить разнообразными, справедливыми и инклюзивными (DEI) командами и организациями. Каким бы ни был ваш опыт и где бы вы ни находились, вы получите инструменты, которые ускорят ваш личный путь к руководству различными командами и организациями. Эта программа специально разработана для учащихся разного происхождения (пол, раса, страна происхождения и т. д.), а также с разным начальным уровнем знаний…
Подробнее на Coursera
Полевые операции и административные инструменты в управлении строительством
Строительные проекты связаны со многими расходами. Некоторые затраты не связаны напрямую с самим строительством, но их важно определить количественно, поскольку они могут стать важным фактором, определяющим, будет ли проект продвигаться вперед. В этом курсе мы проиллюстрируем, как оценка меняется в течение срока действия проекта. Некоторые затронутые темы включают: Дизайн. Различайте различные типы оценок, используемые в малых и больших проектах во время планирования и проектирования. Планирование. В проекте…
Подробнее о edX
Программирование фрезерных станков с ЧПУ с использованием G-кода
Обучение чтению и написанию программ ЧПУ с помощью FANUC G Code еще никогда не было таким простым. ..
Для достижения амбициозных целей преподавания и обучения необходимо, чтобы учащиеся, учителя и руководители образовательных учреждений научились работать вместе по-новому. Этот курс вовлекает учащихся в изучение четырех ведущих логик образовательных инноваций: стратегии и подходы к получению и использованию знаний для улучшения образовательной практики и результатов в масштабе во многих классах, школах и системах. Эта логика включает в себя: Предприятия-оболочки Предприятия-распространители Инкубационные предприятия Эволюционные…
Подробнее о edX
LinkedIn Marketing Lead Generation для B2B Sales and Coachs
(1,825)
Ultimate LinkedIn Marketing Remote System для LinkedIn Lead Generation и B2B Sales. Включены шаблоны сообщений…
Просмотреть подробности на Udemy
Наиболее распространенные навыки для сварочных горелок
| Ранг | Навыки сварочных горелок | 9 Процентное соотношение горелок0739|
|---|---|---|
| 1 | MIG | 25. 3% |
| 2 | Air Arc | 17.6% |
| 3 | Safety Rules | 14.8% |
| 4 | Overhead Cranes | 10.3% |
| 5 | CNC | 8.5% |
| 6 | Smaw | 6.8% |
| 7 | Gmaw | 5.8% |
| 8 | нержавеющая сталь | 5,5% |
| 9 | Burn Table | 5,4% |
Наружные скульптуры из свинца не сплошные, а полые внутри и обычно имеют толщину стенок 3/8-1/2 дюйма. Повреждения, которые возникают у свинцовой скульптуры на открытом воздухе, — это деформация и разрыв из-за мягкого характера свинца. Повреждение также происходит из-за того, что внутри отливок могут быть установлены железные стержни. Когда эти железные стержни подвергаются коррозии, набухание коррозии деформирует свинец. Белки также наносят ущерб свинцовой скульптуре, пережевывая свинец до тех пор, пока детали не будут стерты, и все, что останется, это следы от зубов.
При ремонте обычно используются свинцовые сплавы, такие как припой. Хотя пайки было достаточно со структурной точки зрения, это было неприемлемо с эстетической точки зрения, поскольку отремонтированная область была визуально заметна из-за разницы в цвете припоя и свинца даже после старения.
Ради лучшего внешнего вида было необходимо выйти за рамки возможности использовать припои в качестве наполнителей или использовать методы пайки для выполнения структурных соединений. Другим неметаллическим наполнителям, таким как эпоксидная замазка, не хватает прочности, пластичности или способности связываться со свинцом удовлетворительным образом.
Расспрос Вирджинии Науде, реставратора объектов и специалиста по консервации скульптур на открытом воздухе, о скульптуре из свинца привел к знакомству с Эндрю Нейлором из Шропшира, Англия. Эндрю — специалист по ремонту свинцовых скульптур с использованием техники, широко известной в Англии как «выжигание свинца». В ходе обсуждения консервации и ремонта свинцовых скульптур с Эндрю Нейлором стало очевидно, что сборка инструментов и материалов и разработка методов успешного сжигания свинца в Соединенных Штатах будет единственным делом. Базы знаний в этой стране больше не существовало в области искусства, поэтому запросы были направлены в коммерческий сектор.
К счастью, недалеко от Оберлина, штат Огайо, в Кливленде, штат Огайо, есть фирма, которая специализируется на том, что они называют «гомогенным свинцовым соединением» или, другими словами, «свинцовым обжигом» (на самом деле сварка свинца и свинцовых сплавов).
Эта фирма производит аноды для гальванической промышленности, используя как CP (химически чистый) свинец, так и 7% свинец (свинец с добавлением 7% сурьмы для улучшения рабочих характеристик). Фирма великодушно согласилась позволить мне наблюдать и обучаться у мастера, имеющего самый большой опыт работы в мастерской. Интересно, что его отец тоже работал в той же мастерской и выполнял практически ту же работу при жизни.
Использование смеси газов, таких как кислород и ацетилен, и использование горелки, как правило, используется для плавления металла, например, при кислородно-ацетиленовой сварке. Однако весь процесс для свинца является более сложным.
При газовой сварке кислород и легковоспламеняющийся газ, такой как ацетилен, необходимы для обеспечения горячего пламени для плавления металла, а также в процессе создания оболочки из газовой смеси вокруг зоны сварки по мере продвижения сварки для защиты от кислорода окружающей среды , тем самым предохраняя расплавленный металл от окисления и сгорания. Использование ацетилена в качестве легковоспламеняющегося газа хорошо подходит для сварки стали, но имеет недостатки при сварке свинцом, поскольку он может образовывать углерод в виде сажи, которая загрязняет область, где должен выполняться сварной шов, таким образом удерживая расплавленный металл внутри сварного шва. от склеивания. Кроме того, ацетилен не так предпочтителен, как водород, при использовании наконечников с отверстиями размером всего 0,003 дюйма, что требуется для точных соединений.
Водород является чрезвычайно чистым горючим топливом, и хотя он не дает такого горячего пламени, как ацетилен и кислород, он чище и более управляем при миниатюрных размерах пламени, необходимых для работы со свинцом.
Однако никакие специальные инструменты или газы не соединит свинец, если поверхности не будут тщательно очищены. Различные скребки и напильники используются для удаления загрязнений, окисления, жира или масел с поверхности. Самое главное, нельзя прикасаться к очищенной поверхности после того, как она была очищена. Никаких тряпок и даже рук в перчатках; последнее, что должно касаться поверхности соединяемого провода, должно быть лезвием скребка.
Скребковые лезвия можно приобрести, например, для столяров, но наиболее подходящими скребками будут те, которые изготовлены мастером на заказ для работы в целом, а затем некоторые специально адаптированы для текущей задачи.
Необходимо избегать риска проглатывания свинцовой пыли или вдыхания паров свинца. Для обеспечения безопасности требуется следующее: специальное рабочее место, которое можно мыть и мыть из шланга; одежду, которую в случае загрязнения можно постирать или правильно утилизировать; перчатки для защиты рук от большего количества свинца; и правильно подобранная противогазовая маска с патронами для свинцовой пыли и паров. Чистота должна соблюдаться постоянно. Категорически запрещается принимать пищу и курить при контакте со свинцом. Тщательное умывание перед едой обязательно.
Первым шагом в процессе сварки свинцом является очистка поверхностей соединяемых деталей или области, подлежащей заполнению, путем шабрения или грубой обработки напильником с последующим соскабливанием до тех пор, пока поверхность металла не станет чистой и блестящей. Если металлическая скульптура из катаного листового свинца либо ХП, либо 7%, то она будет плотной и однородной, без внутренних примесей. Однако, если металл представляет собой отливку, как и большинство свинцовых скульптур, тело металла не сжато, зернистая структура больше, а тело отливки может быть похоже на губку, которая, вероятно, будет полна примесей и газа. карманы. Эти примеси должны быть устранены, если сварка должна быть успешной. После зачистки и подготовки поверхности горелка используется для подготовки металла перед выполнением любых сварочных работ. Эта подготовка осуществляется путем нагревания металла горелкой с тонким наконечником и создания небольшой лужицы расплавленного металла, которой можно управлять с помощью пламени и движений горелки. Когда лужу осторожно манипулируют, расплавляя свинец на глубину в несколько миллиметров, примеси поднимаются на поверхность лужи. Немного потренировавшись, эти примеси можно удалить с поверхности расплавленной ванны с помощью горелки или путем выдавливания их из ванны кончиком металлического стержня из свинцового сплава. Эта подготовка оставляет хороший твердый металл по краям области, нуждающейся в ремонте. Следующим шагом будет еще раз очистить поверхность до блестящего блеска при подготовке к заполняющему сварному шву. Соскабливание необходимо, потому что для защиты поверхности металла от окисления не используется флюс, и все, кроме блестящего металла, образует корку, которая, когда участок расплавится, загрязнит сварной шов. Даже присадочный металл шва должен быть зачищен до блеска.
Все это при подготовке к заполнению пустоты или ремонту трещины. Работа будет проходить так же, как газовая сварка стали, но есть два основных отличия. Одно отличие состоит в том, что если область работы станет слишком горячей, она просто обвалится, и вся тяжелая работа будет потеряна. Чтобы избежать этого, пламя горелки является крошечным и плотным, и им манипулируют таким образом, чтобы вводить и выводить его из зоны сварки по ходу работы. Во-вторых, трудно заставить свинец течь и перекрывать зазоры, потому что он хочет образовывать плоские лужи, а гравитация облегчает сварку горизонтально, а не вертикально или над головой. Таким образом, ремонтируемая деталь перемещается и перемещается рабочим по ходу работы, чтобы воспользоваться этими естественными тенденциями.
Свинцовый наполнитель можно формировать с помощью горелки и наполнительного стержня в зависимости от навыков оператора. Легче позаботиться о лепке по мере продвижения, чем иметь много лишнего свинца, который нужно удалить, опиливая и шлифуя, когда вы закончите соединение.