Сварка потолочных швов. Последовательность выполнения работ.
Главная / Техника сварки
Назад
Время на чтение: 3 мин
0
819
Потолочный шов считается одним из самых трудновыполнимых сварочных соединений. Причина в том, что при сваривании этого соединения сварная ванна расположена вверх дном. Для такой обработки деталей нужна сноровка и точное следование технологии.
Последовательность действий и правила создания потолочного шва не должны быть нарушены во время работы. Потому что это не только ухудшит качество соединения, но также создаст угрозу травм от раскаленных капель металла.
Создавая потолочное соединение нужно придерживаться правил техники безопасности, а также использовать защитное снаряжение, особенно в районе рук и лица.
- Особенности технологии
- Советы новичкам Методы сварки
- Процесс работы
Особенности техники потолочного шва
Обратите внимание! Подготовительные работы перед сваркой потолочных швов сопровождаются рядом сложностей.
Это обусловлено тем, что в процессе сварки расплавленный металл может стекать вниз и случайно попасть на участок кожи человеку, который выполняет сварочный шов. Именно поэтому опытные специалисты, зная как варить подобный шов, применяют специальные приемы сварки, которые обеспечивают строгое соблюдение правил безопасности.
Прежде чем соединять потолочные швы, надо четко понимать все требования и не пренебрегать выполнением обязательных условий. Особенно эта информация важна для начинающих сварщиков.
- Для соединения потолочных швов должна использоваться сварка полуавтоматом или ручным способом.
- Чтобы получилось прочное и качественное соединение используются покрытые электроды.
- Сварка потолочного соединения производится в режиме короткой дуги, электроды, которые вы используете должны быть не более 4 мм.
- Дуговая сварка предполагает проведение подготовительных работ: чтобы используемый металл не растекся, электрод нужно держать немного отводя в бок.
- Ширина шва должна быть меньше, чем толщина электрода.
- В процессе сварки могут образовываться газы, которые оказывает негативное воздействие на качество шва. Для того, чтобы этого не произошло, электроды должны быть полностью сухими.
- Сваривание потолочного шва должно выполняться по направлению «на себя». Так вы сможете подобрать подходящий темп продвижения и следить за качеством шва.
- Чтобы в итоге получить максимально прочное и надежное соединение, края заготовок перед сваркой должны быть хорошо зачищены.

Если ваши заготовки имеют толщину более одного сантиметра и вы не знаете как варить потолочный шов, то знайте, что в такой ситуации сварка должна производиться поэтапно. В самом начале работы надо использовать электрод, диаметр которого не превышает показатель в 3 мм, на всех остальных этапах берется электрод с диаметром 4 мм.
Обратите внимание! Сваривание потолочного шва подразумевает создание не только горизонтальных швов, но и соединений по определенным уклоном (от 10 до 80°С).
 В данном случае может использоваться как ручная сварка, так и сварка полуавтоматом. Можно воспользоваться и дуговой сваркой с применением покрытых электродов
В данном случае может использоваться как ручная сварка, так и сварка полуавтоматом. Можно воспользоваться и дуговой сваркой с применением покрытых электродовКак варить потолочный шов электросваркой
Неожиданная неприятность может произойти в тот момент, когда нужно сделать потолочный шов. Выполнить это не так уж просто, как может показаться.
В промышленных масштабах такой сварочный метод практически не востребован, так как соединяемые части в реальности расположены в правильном положении. Тем не менее, хозяину гаража необходимо знать, как варить потолочный шов электросваркой. Потребность в наложении такого шва может возникнуть при монтаже трубопровода, изготовлении металлической конструкции и различных приспособлений в гараже.
Так как при сварке потолочного шва возникает много затруднений, при его выполнении должны присутствовать опыт и внимательность. Проблему при таком типе сварки создает расположение сварочной ванны, которая находится в перевернутом состоянии. И расплавленный металл не хочет в ней задерживаться. Поэтому при работе нужно соблюдать особые правила, которые помогут избежать подтекам расплавленного металла. Особую роль при такой сварке играет техника безопасности, при игнорировании которой можно обжечь тело в области лица.
И расплавленный металл не хочет в ней задерживаться. Поэтому при работе нужно соблюдать особые правила, которые помогут избежать подтекам расплавленного металла. Особую роль при такой сварке играет техника безопасности, при игнорировании которой можно обжечь тело в области лица.
Правила техники безопасности
Средства защиты
- При сварке особое внимание нужно уделить исключению возможности попасть под удар током. Кабель не должен иметь повреждений. Если сварочный аппарат на данное время не эксплуатируется, он должен быть в выключенном положении.
- Запрещается работать при выпадении осадков и даже в помещениях с повышенной влажностью. Степень влажности чаще всего не могут определить неопытные сварщики.
- Обязательна спецодежда, которая при необходимости должна полностью закрывать все тело. Все ее элементы должны быть надежно заправлены. Особое внимание нужно уделить наличию защитных очков и маски для сварки.
- Запрещено выполнять действия, которые могут привести к возникновению пожара и взрыва.
Рекомендации
Потолочный шов
При сварке важную роль играет поверхностное натяжение, сила которого не позволяет расплавленному металлу срываться с обрабатываемых деталей. Чтобы уменьшить силу тяжести сварочная ванна в своих размерах должна быть минимальная. Этого можно добиться убиранием электрода в нужный момент, давая тем самым возможность металлу успеть затвердеть.
Ширина валиков должна быть в 2,3 раза больше диаметра электрода. Как правило, при сварке потолочного шва применяются электроды Ø до 4 мм. Иногда возникают случаи, когда убирается рабочая часть инструмента – возникают подрезы. Чтобы этого избежать, нужно уменьшить силу сварного тока, а электроды фиксировать на кромках.
Для работы годятся только сухие электроды. При сыром виде рабочего элемента выделяемые газы снижают качество сварного шва, а вместо образования дуги, электрод «прилипает» к свариваемой поверхности. Кроме того, характеристики металла сварочных швов на потолке уступают свойствам поверхности, образуемой при других типах соединений.
Потолочную сварку лучше производить, ведя руку с инструментом в свою сторону, что позволит полностью контролировать процесс, скорость работы и метод варки. Если толщина обрабатываемого участка превосходит 0,8 см, проходки нужно повторять. Для корневого шва, как правило, берутся электроды диаметром 3 мм, для остальных – 4 мм.
Обратите внимание! Фаска и обработка соединяемых сваркой концов должны быть выполнены согласно ГОСТ 10948-64. После образования валика не нужно забывать убирать шлаковый налет. Допуски на сварочные соединения оговорены в ГОСТе 5264-80.
Варианты варки
Сварка на полукруглой поверхности
- При варке лесенкой рабочий элемент находится вертикально к потолку или с отклонением в 40º от себя. Электрод поднимается к потолочной поверхности и зажигается. Когда металл начинает плавиться, рабочий элемент отодвигается приблизительно на 8 мм, затем процесс повторяется с перекрытием затвердевшего металла на треть от его размера по длине.
- При варке полумесяцем рабочий элемент должен находиться в таком же положении, как при предыдущем варианте. Рабочие движения должны быть зигзагообразными и беспрерывными с нанесением электродом металла на застывшую металлическую часть. Проходки повторяются несколько раз. Этот вариант сварки считается самым доступным.
- Самой надежной, но трудной, считается обратно-поступательный метод сварки. Конец рабочего элемента постоянно двигается вперед-назад, зацепляя при этом застывшую металлическую часть и увеличивая шов по длине.
 Рабочие движения должны быть зигзагообразными и беспрерывными с нанесением электродом металла на застывшую металлическую часть. Проходки повторяются несколько раз. Этот вариант сварки считается самым доступным.
Рабочие движения должны быть зигзагообразными и беспрерывными с нанесением электродом металла на застывшую металлическую часть. Проходки повторяются несколько раз. Этот вариант сварки считается самым доступным.Процесс
Крепкий шов
Потолочная сварка – это многоэтапная работа, которая начинается с заделки корня шва. В этом случае используется электрод Ø 3 мм. Сила тока не должна превосходить среднее значение. Существующие условия, которые определяют, как заделать потолочные швы методом сварки.
- Если существует доступ для подварки и выборки с наружной стороны, то при проведении работы нужно старательно следить за образованием валика снизу. Подрезы и нависания должны быть исключены. Практичней всего данный шов производить зигзагообразными шагами меду кромками с фиксацией на них. Затем после удаления сварки из соединения придет очередь для выполнения следующего валика.
- Если необходимо образовывать валик с наружной стороны, поступательные шаги нужно проделывать в середине зазора на коротком расстоянии. Если сварочная дуга будет выходить с другой стороны, то наварка будет образовываться в полукруглой форме.
 Затем после удаления сварки из соединения придет очередь для выполнения следующего валика.
Затем после удаления сварки из соединения придет очередь для выполнения следующего валика.При такой работе нужно сосредоточиться на валике с обратной стороны. В то же время необходимо контролировать скорость сварочного процесса и наблюдать за образованием нижнего валика. Он не должен выпирать из образовавшейся конструкции, иначе придется делать выборку до основы металла.
Разделочное заполнение
Способ сварки
Последующие 2 валика выполняется электродом Ø 3 мм при токе с показателем выше среднего или Ø 4 мм при среднем значении. Выбор проходки зависит от размера по ширине начального валика. Для того чтобы избежать бугристости, необходимо фиксироваться на краях поверхностей. После этого дуга постепенно переводится по кромке и способом лесенки производится переход на противоположную кромку. При возникшей необходимости поменять конфигурацию валика, нужно изменять скорость выполнения работы, менять угол наклона электрода и увеличивать шаг проходки.
При возникшей необходимости поменять конфигурацию валика, нужно изменять скорость выполнения работы, менять угол наклона электрода и увеличивать шаг проходки.
Обратите внимание! При проведении сварочных работ нужно учитывать, что при создании большой ширины валика, раскаленный металл будет подтекать и капать.
Следующие 2 слоя зависят от размера по ширине предыдущих 3-х валиков и делаются по всей ширине или в количестве 2-х валиков. Дальше слои просто наплавляются без зигзагообразных движений. При приближении к кромке нужно останавливаться на расстоянии размера покрытого электрода. Это касается кромки и предпоследнего валика.
Слой на лицевой стороне
Для слоя на лицевой стороне нужна впадина размером до 2 мм. Количество проходок будет считаться исходя из размеров последнего слоя и металлической основы. Если впадина предпоследнего слоя размером до 1 мм производится 1-на проходка и делается она дугой вперед. Шаг сварки подбирается исходя из конфигурации валика. Если впадина размером до 2 мм, применяется способ лесенки. Если нужно сделать несколько проходок, валики у кромки варятся разными методами. Завершающий центральный валик устанавливается вровень с 2-мя боковыми.
Если нужно сделать несколько проходок, валики у кромки варятся разными методами. Завершающий центральный валик устанавливается вровень с 2-мя боковыми.
Как уже стало понятно, заниматься потолочной сваркой нужно с необходимым багажом опыта. Для новичка сделать такой шов будет затруднительно, так как он еще не имеет достаточно навыков и знаний, которые, как известно, приходят во время работы. Поэтому сначала нужно попрактиковаться на более простых соединениях. На предоставленном видео доступно продемонстрировано, как варят потолочный шов электросваркой профессионалы.
Видео
В этом видео показано как варится вертикальный и потолочный шов:
Последняя редакция: 05.07.2015 Автор: Врубель Ярослав Григорьевич
kaksdelatgarazh. ru
ru
Как сварить потолочный шов правильно. Рекомендации для начинающих
Как уже отмечалось, главная отличительная особенность такой сварки основана на перевернутой сварочной ванне и удерживании силой натяжения раскаленного металла. Очень важно соблюдать минимальный размер ванны и иногда отводить электрод в сторону, чтобы у металла было время для того чтобы остыть и схватиться. К тому же, такой способ сварки обезопасит ваше соединение от появления трещин.
Способы сварки
- Полумесяцем, такой метод предполагает расположение электрода под углом 90-140° к поверхности. При помощи колебательных движений по дуге он двигается по направлению от кромки к кромке.
- Лесенкой, здесь электрод размещается точно так же. Его отводят в сторону от раскаленного металла и возвращают обратно.
- Обратно-поступательный способ. В данном случае электрод необходимо постоянно возвращать на застывший шов.

Самым простым считается первый способ и хорошо подходит для малоопытных сварщиков. Варианты, предполагающие сварку лесенкой и обратно-поступательным способом являются более сложными и затратными по времени. Но подобное соединение будет более качественным.
Особенности перемещения дуги при выполнении дуговой сварки
Корректное движение сварной электрической дугой обеспечивает качество и надежность соединительного шва. Описываемая техника дуговой сварки предполагает перемещение дуги в следующих направлениях:
- Поступательном — вдоль оси расходного элемента. Служить для поддержания заданной длины дуги. Правило: продвижение электрода должно согласовываться с укорочением стержня.
- Продольном — вдоль оси рабочего шва. Используется для формирования сварочного ниточного валика. Толщина его напрямую будет зависеть от скорости движение стержня и его габаритов (валик толще на 3 мм диаметра расходного элемента). Валик образует первичную спайку.
- Поперечном — поперек соединительного шва. Концом стержень совершают колебательные движения. Характеристики соединяемых материалов, расположение стыка и его размер, требования к рабочему шву и другие параметры определяют размах поперечных движений. Движения завершают формирование сварочного соединения. Его ширина будет колебаться в пределах 1,5-5 диаметров используемого стержня.
 Концом стержень совершают колебательные движения. Характеристики соединяемых материалов, расположение стыка и его размер, требования к рабочему шву и другие параметры определяют размах поперечных движений. Движения завершают формирование сварочного соединения. Его ширина будет колебаться в пределах 1,5-5 диаметров используемого стержня.
Концом стержень совершают колебательные движения. Характеристики соединяемых материалов, расположение стыка и его размер, требования к рабочему шву и другие параметры определяют размах поперечных движений. Движения завершают формирование сварочного соединения. Его ширина будет колебаться в пределах 1,5-5 диаметров используемого стержня.Чтобы стала понятной эта техника сварки инвертором для начинающих, уточним: все три движения стержнем постепенно накладываются друг на друга, формируя прочное и неразъемное соединение материалов. Поступательно-колебательные движения концом стержня могут иметь различную фигурную траекторию (классических вариантов 11). Каждый из них подходит (удобен) для определенного вида шва. Но вариант фигурного перемещения стрежня подбирают не только по пространственному положению стыка, но и по прочностным характеристикам будущего шва. Для начинающих сварщиков важно запомнить, что перемещение электрической дуги должно быть таким, чтобы края привариваемых объектов расплавлялись с образованием достаточного объема наплавленного металла. Чрезмерный оплав — неаккуратный стык, недостаточный — слабый шов.
Чрезмерный оплав — неаккуратный стык, недостаточный — слабый шов.
При работе с длинными или сложными стыковочными объектами придется выполнять замену стержня. Процедура следующая:
- процесс прервать;
- сменить расходный элемент;
- сбить шлак с остывшего шва;
- возбудить электрическую дугу — поджиг делают на расстоянии 12-13 мм от воронки, которая появилась в конце шва;
- подвести стержень к воронке;
- сформировать сплав из нового и старого стержня;
- завершить перемещение расходного элемента.
Перемещения дуги, которые использует техника сварки инвертором, на видео для начинающих проиллюстрированы детально.
Этапы выполнения работ
Изначально места, которые будут подвергаться сварке надо хорошо обработать, зачистив края при помощи болгарки или металлической щетки. Затем проваривается корень шва электродом (3 мм). Посредством его формируется валик из расплавленного металла. Если нужно, чтобы валик был и с обратной стороны, то электрод маленькими короткими бросками направляется внутрь зазора. Следите и контролируйте равномерное горение дуги. Образовавшийся валик надо освободить от шлака. Если его форма слишком выпуклая, то обязательно нужно довести его до чистого металла. Как уже говорилось, на следующих этапах применяется электрод с большим диаметром (4 мм).
Следите и контролируйте равномерное горение дуги. Образовавшийся валик надо освободить от шлака. Если его форма слишком выпуклая, то обязательно нужно довести его до чистого металла. Как уже говорилось, на следующих этапах применяется электрод с большим диаметром (4 мм).
Рекомендации по технике безопасности
Для того, чтобы получить надежный и прочный шов, следует выполнять все правила по технике безопасности. От соблюдения правил зависит не только качество шва, но и ваша личная безопасность.
- Обязательно изолируйте все провода, а когда приостанавливаете работу и вовсе отключайте сварочный аппарат. Так вы обезопасите себя от поражения током во время сварочного процесса.
- Рекомендуется осуществлять сварку потолочных швов в теплом сухом помещении.
- Ни в коем случае нельзя работать в дождливую и снежную погоду. Выполнять сварку во влажных помещениях могут только специалисты с большим опытом, но даже в этом случае следует быть предельно осторожным.
- Надевайте специальную защитную одежду , маску и очки. Все тело должно быть плотно закрыто одеждой.

В заключении стоит еще раз отметить, что сваривание потолочных швов – процесс достаточно трудоемкий и энергозатратный. Начинающему сварщику достаточно сложно выполнять такой вид соединений. Чтобы качественно выполнить работу и создать хороший прочный шов, нужно получить специальные знания, овладеть техникой работы со сварочным аппаратом и ознакомиться со всеми нюансами данного вида работ. Предварительно лучше потренироваться на сварке каких-нибудь деталей. Если у вас недостаточно знаний и опыта, то лучше доверить этот процесс специально обученным людям. В любом случае, как опытным сварщикам, так и новичкам необходимо строго соблюдать правила безопасности. Точное выполнение всех предписаний и инструкций – залог вашей личной безопасности.
[Всего: 2 Средний: 2/5]
Варим потолочный шов инвертором
Потолочный сварочный шов считается одним из наиболее сложных соединений. Это можно объяснить тем, что сварочная ванна в процессе работы перевернута, в результате чего существует огромная вероятность подтекания расплавленного металла. Как же варить правильно потолочный шов? При соединении потолочных конструкций необходимо особенно соблюдать правила техники безопасности выполнения сварочных работ, так как не исключается возможность попадания раскаленного металла на руки, лицо сварщика.
Это можно объяснить тем, что сварочная ванна в процессе работы перевернута, в результате чего существует огромная вероятность подтекания расплавленного металла. Как же варить правильно потолочный шов? При соединении потолочных конструкций необходимо особенно соблюдать правила техники безопасности выполнения сварочных работ, так как не исключается возможность попадания раскаленного металла на руки, лицо сварщика.
Любой профессионал сварного дела обязан знать, уметь правильно выполнять шовные соединения данного типа. Если на обычном производстве подобная методика используется достаточно редко благодаря возможности перевернуть свариваемую конструкцию, то в судостроительной индустрии в процессе выполнения монтажных работ, при соединении трубопроводных коммуникаций эта технология применяется часто.
Техники сваривания потолочных швов
Полумесяцем
При использовании данной технологии электрод относительно потолка удерживается сварщиком под углом более 90 градусов, при этом максимальный угол не должен превышать 130 градусов. Профессиональные сварщики в данном случае выполняют зигзагообразные движения электродом, которые напоминают полумесяц. Сварка инвертором по данной технологии предполагает выполнение работ в несколько подходов, но она считается довольно простой. Данную методику может использовать даже молодой, неопытный сварщик.
Профессиональные сварщики в данном случае выполняют зигзагообразные движения электродом, которые напоминают полумесяц. Сварка инвертором по данной технологии предполагает выполнение работ в несколько подходов, но она считается довольно простой. Данную методику может использовать даже молодой, неопытный сварщик.
Обратно-поступательная
Данная техника сварки швов на потолке также предполагает несколько проходов электродом. Предварительно выполняется корневой шов электродом, диаметр сечения которого составляет 3 мм, при этом подача тока не должна превышать среднее значение.
Лесенка
Расположение электрода к потолочному основанию более 90 градусов, при этом не более 130 градусов. Основное отличие технологии – отведение электрода в процессе сварных работ в сторону, чтобы не допускать растекания металла. После его остывания электрод возвращается обратно на шов и сварочные работы возобновляются. При использовании данной методики шовные соединения получаются длиннее.
Сварка потолочного шва считается достаточно сложной и трудоемкой, но результат того стоит – по надежности и прочности такие швы имеют наиболее высокие показатели.
Правила выполнения сварочных потолочных соединений
- Предварительно свариваемые стороны сводятся вместе как можно плотнее. При наличии значительных зазоров качественно выполнить сварочные работы сможет только достаточно опытный сварщик.
- Далее выполняется разделка кромок, так же как и в положении снизу. Если толщина металла составляет больше 0,5 см, тогда выполняется скос V-образной формы.
- Подносить электрод к плоскости потолка рекомендуется под углом в 45 градусов. Молодым, не имеющим опыта сварщикам рекомендуется начинать варить половинкой электрода, чтобы в процессе работы лучше контролировать его кончик, и так будет легче формировать само сварное соединение.
- Выполнение сварочной процедуры в таком пространственном положении можно делать благодаря натяжению плоскости металла. Для того чтобы не отлетали капли раскаленного железа, не успев сцепиться с кромкой, силу тока рекомендуется уменьшить.
- При достаточно плотном сведении свариваемых сторон первый шов можно выполнять без колебательных движений электродом. Это даст возможность в полном объеме заполнить стык расплавленным металлом. Следующий проход нужно делать немного шире для укрепления связки. На трубах, конечно же, рекомендуется выполнять сразу широкий шов.
- При наличии небольшого зазора между соединяемыми металлическими плитами используется прерывистая дуга, которая дает возможность остывать отложенной металлической капле. Мгновенно, не давая пройти красноте предыдущей капли, накладывается следующая капля.
 Это даст возможность в полном объеме заполнить стык расплавленным металлом. Следующий проход нужно делать немного шире для укрепления связки. На трубах, конечно же, рекомендуется выполнять сразу широкий шов.
Это даст возможность в полном объеме заполнить стык расплавленным металлом. Следующий проход нужно делать немного шире для укрепления связки. На трубах, конечно же, рекомендуется выполнять сразу широкий шов.Техника безопасности
- Все подсоединяемые провода к сварочному оборудованию, электрической сети должны быть хорошо изолированы.
- Если инвертор не эксплуатируется, он должен быть отсоединен от сети.
- Если нет опыта сварочных работ, то нельзя без практического обучения приступать к их выполнению на открытом воздухе при наличии атмосферных осадков, а также в помещениях с большой концентрацией влаги.
- Запрещено сваривать детали без средств индивидуальной защиты: маски, спецодежды, перчаток, обуви, коврика.
- Обязательное соблюдение правил пожарной безопасности.

Сергей Одинцов
electrod.biz
Сварка потолочных швов
Сеть профессиональных контактов специалистов сварки
Сварка потолочных швов : общие рекомендации.
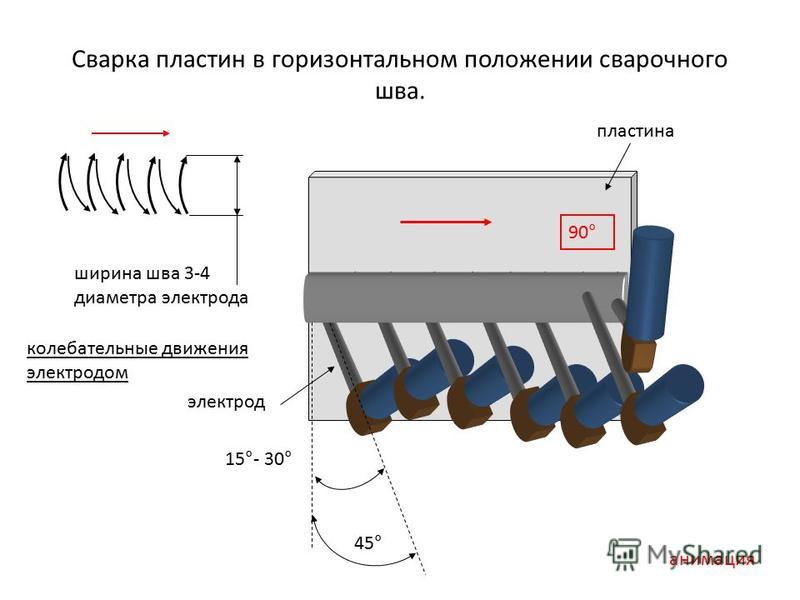
Сварка потолочных швов требует сварочный ток выше, чем при вертикальной сварке, и ниже (или равный), чем при горизонтальной. В основном применяется электрод диаметром 3; 4 мм. Угол наклона электрода по направлению сварки (рис. 1) 80°-90°. Шлак, стекая вниз, под сварочный шов, не мешает вести сварку под прямым углом или «углом вперед», что позволяет в потолочном положении выполнять «нормальные» и «вогнутые» валики в разделке. Сварка потолочных швов ведется только короткой дугой.
Рисунок 1.
: требуемый угол наклона.
Сварку стыковых соединений рекомендуется производить на себя, что позволяет хорошо наблюдать за длиной дуги, наклоном электрода по отношению к обеим кромкам изделия и формированием валика.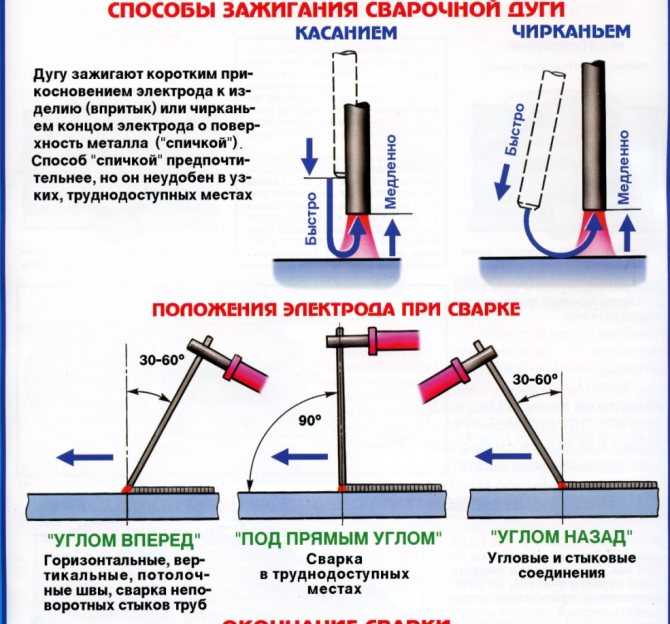 Наблюдая за полнотой и формой валика, легче выбрать скорость сварки, способ манипулирования электродом и время задержки на краях сварочной ванны. При манипулировании электродом рекомендуется применять два способа: «лестницей» и «дугой вперед». Ширина валика и его полнота должны составлять 1-3 диаметра электрода с покрытием, что позволяет легко управлять жидким металлом. При чрезмерной ширине, полноте валика и чрезмерном сварочном токе, жидкий металл шва становится трудно управляемым, что приводит к подтекам, «горбатости» валика, грубым перепадам между чешуйками и подрезам по краям шва.
Наблюдая за полнотой и формой валика, легче выбрать скорость сварки, способ манипулирования электродом и время задержки на краях сварочной ванны. При манипулировании электродом рекомендуется применять два способа: «лестницей» и «дугой вперед». Ширина валика и его полнота должны составлять 1-3 диаметра электрода с покрытием, что позволяет легко управлять жидким металлом. При чрезмерной ширине, полноте валика и чрезмерном сварочном токе, жидкий металл шва становится трудно управляемым, что приводит к подтекам, «горбатости» валика, грубым перепадам между чешуйками и подрезам по краям шва.
Наплавка в потолочном положении.
При наплавке в этом положении важен подбор сварочного тока. Если позволяет толщина изделия — производительней применять электрод диаметром 4 мм. Наплавку рекомендуется производить узкими, 1,5-2 диаметра электрода с покрытием, одиночными валиками, что позволяет применять средний диапазон сварочного тока. Первый валик рекомендуется положить шириной в 2-3 диаметра электрода с покрытием по границе наплавки методом «сварка на себя» (рис.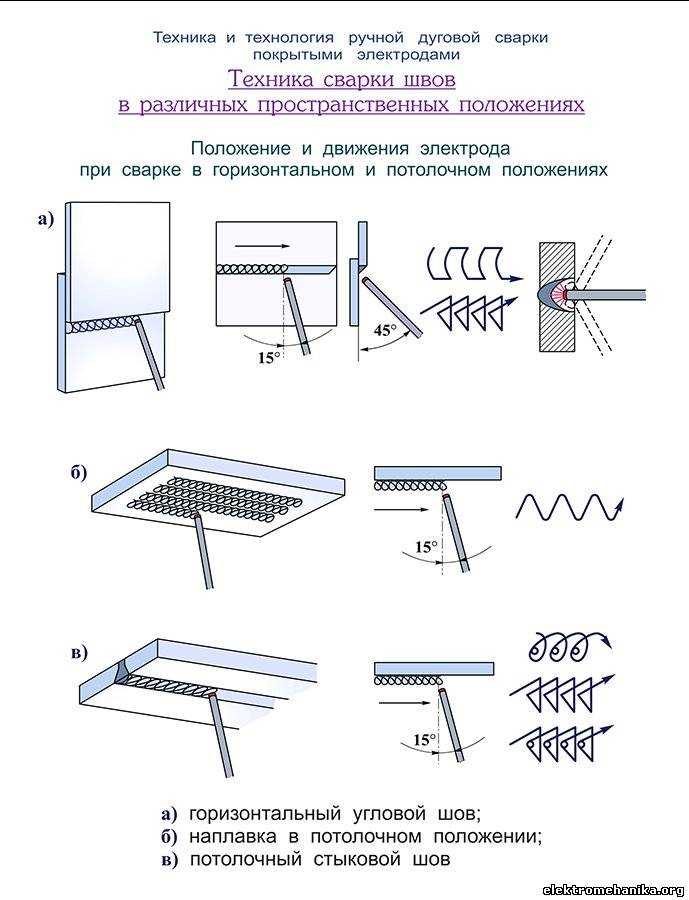 2). Последующие валики, со 2 по 5 и т.д., рекомендуется прокладывать слева направо или справа налево, в этом случае сварщику необходимо поменять свое положение по отношению к валикам. Наклон электрода при этом необходимо выдерживать под углом 70°-80° к изделию. В остальном техника наплавки та же, что и в нижнем положении.
2). Последующие валики, со 2 по 5 и т.д., рекомендуется прокладывать слева направо или справа налево, в этом случае сварщику необходимо поменять свое положение по отношению к валикам. Наклон электрода при этом необходимо выдерживать под углом 70°-80° к изделию. В остальном техника наплавки та же, что и в нижнем положении.
Рисунок 2.
Сварка стыковых соединений в потолочном положении.
Корень шва.
Корневой валик в зависимости от величины зазора и притупления кромок следует варить без манипулирования или с поперечными колебательными движениями по методу «лестница» электродом диаметром 3 мм на сварочном токе в диапазоне минимального или среднего значения. В зависимости от требований чертежа и техусловий сварку первого корневого валика можно выполнить по двум рекомендациям:
1) Если предусмотрена выборка и подварка обратной стороны корня шва, необходимо при проплаве в зазор все внимание обратить на формирование валика со стороны сварки. Валик должен быть без нависаний и подрезов.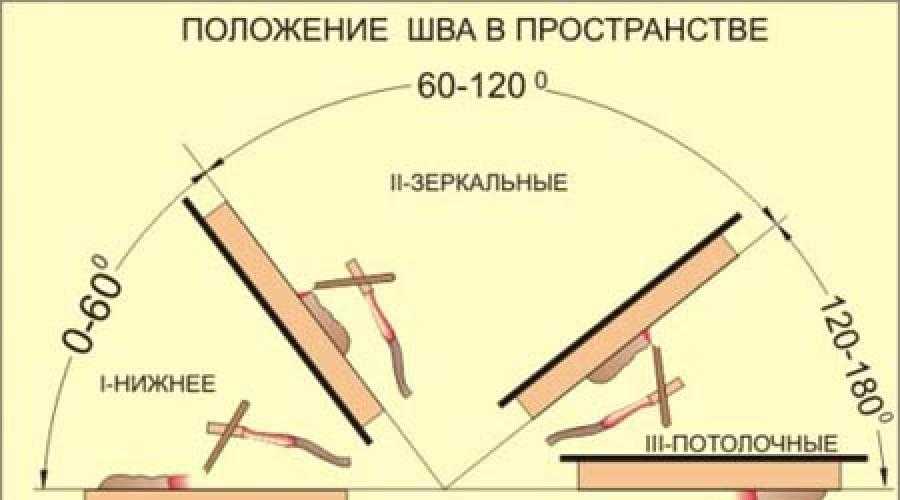 Лучше всего такой валик выполнить манипулированием электродом от кромки к кромке и задержками на них (рис. 3). Такой валик не потребует дополнительной выборки, и после зачистки от шлака и брызг сразу можно приступать к сварке второго валика.
Лучше всего такой валик выполнить манипулированием электродом от кромки к кромке и задержками на них (рис. 3). Такой валик не потребует дополнительной выборки, и после зачистки от шлака и брызг сразу можно приступать к сварке второго валика.
Рисунок 3.
2) Если необходимо в стыковом соединении сформировать обратный валик (без выборки и подварки обратной стороны корня шва), необходимо постоянное поступательное движение электрода вверх в зазор (на предельно короткой дуге), добиваясь при этом, чтобы сварочная дуга горела с обратной стороны (рис. 4). Электродный металл растекается в виде «фонтанчика»(зонтика). Это самый лучший вариант для формирования обратного валика. Все внимание на формирование обратного валика и при возможности скорость сварки выдерживать в зависимости от формирования валика снизу (во избежание чрезмерной выпуклости). Если корневой валик со стороны сварки получился «горбатым», обязательна механическая выборка до чистого металла по рисункам в предыдущих главах.
Рисунок 4.
Заполнение разделки.
Сварка второго и третьего валиков ведется в зависимости от ширины корневого валика электродом диаметром 3 мм на среднем-максимальном сварочном токе или диаметром 4 мм — в среднем диапазоне, достаточном для нормального сварочного процесса (рис. 5).
Рисунок 5.
Чтобы избежать «горбатости» 2 и 3 валиков, очень важен момент задержки на краях валика, затем небольшой спуск по кромке изделия и после этого переход методом «лестница» на другую кромку «Нормальный» или «вогнутый» валик можно получить, так же используя скорость сварки, наклон электрода «углом вперед», величину шага чуть большую, чем при вертикальной сварке. Не рекомендуются валики большого объема, т.к. металл шва в жидком состоянии находится длительное время и стремится вниз, что приводит к чрезмерной выпуклости шва. 4-й и 5-й слои выполняются в зависимости от ширины предыдущего валика во всю ширину или в два валика. Последующие слои рекомендуется выполнять без колебательных движений в виде наплавки и при подходе к кромке оставлять расстояние между предпоследним валиком каждого слоя и кромкой не менее диаметра электрода (с покрытием). Последний валик каждого слоя выполнить по способу как второй и т.д.
Последний валик каждого слоя выполнить по способу как второй и т.д.
Сварка лицевого слоя.
Предпоследний слой в разделке должен быть выполнен так, чтобы незаполнение разделки было не более 0,5-2 мм. В зависимости от толщины металла и ширины лицевого слоя сварку можно выполнить в один или более проходов. При сварке в один проход при незаполненной разделке в 0,5-1 мм рекомендуется, во избежание излишней высоты шва, сварку производить методом «дугой вперед», подбирая шаг в зависимости от формирования валика. При глубине незаполненной разделки от 1 мм до 2 мм — методом «лестницей».
При сварке лицевого слоя в несколько проходов, как показано на рисунке 5, 9-й и 10-й валики выполняются в зависимости от каждого конкретного случая с манипулированием или без него, «лестницей» или «дугой вперед». Валик 11 выполняется с манипулированием электродом так, чтобы соединить вершины боковых валиков любым из методов, подходящих в данной ситуации.
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.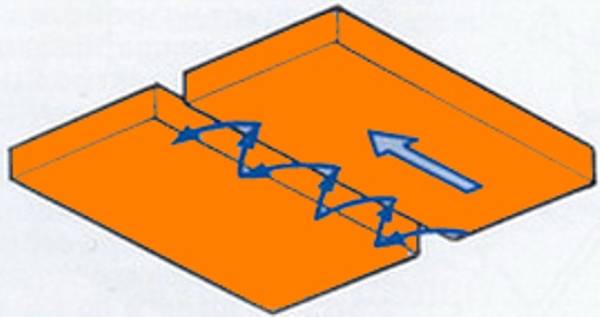 info обязательна.
info обязательна.
техника выполнения, особенности, техника безопасности
Потолочный шов считается одним из самых трудновыполнимых сварочных соединений. Причина в том, что при сваривании этого соединения сварная ванна расположена вверх дном. Для такой обработки деталей нужна сноровка и точное следование технологии.
Последовательность действий и правила создания потолочного шва не должны быть нарушены во время работы. Потому что это не только ухудшит качество соединения, но также создаст угрозу травм от раскаленных капель металла.
Создавая потолочное соединение нужно придерживаться правил техники безопасности, а также использовать защитное снаряжение, особенно в районе рук и лица.
Содержание статьиПоказать
- Особенности технологии
- Советы новичкам
- Методы сварки
- Процесс работы
- Советы по соблюдению техники безопасности
- Заключение
Особенности технологии
 youtube.com/embed/ZbkjXmWy-0c?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/ZbkjXmWy-0c?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Подготовка перед формированием потолочного шва несколько отличается от подготовки перед обычной сваркой. В процессе сварки есть определенные сложности и опасности, к примеру, попадание расплавленного металла на кожу. Металл может стекать, капать.
Нужно знать, как это предотвратить. Сварщики, работающие с потолочными соединениями, знают несколько приемов, которые помогают избежать сложностей и травм.
До того, как приступить к работе, нужно изучить все технические требования к процессу. Есть ряд условий, выполнение которых обязательно. Знание этих условий особенно важно для новичков.
Итак. Как при любом другом сваривании кромки деталей должны быть очищены перед обработкой. Зачистка от пятен, заусенцев и обезжиривание никогда не должны игнорироваться.
Формирование потолочного шва должно проходить при помощи полуавтоматического оборудования либо аппарата РДС. Тип электродов – покрытый.
Тип электродов – покрытый.
Это благоприятно повлияет на качество полотна. Диаметр электрода не должен превышать четыре миллиметра, при этом он должен быть уже ширины соединения.
Также необходимо следить за сухостью электрода. Их покрытие при повышенной влажности может лопаться, ухудшая проводимость и, как следствие, качество соединения.
Длина дуги – короткая. Это важно при сварке потолочных швов, поэтому стоит постараться не переходить на среднее значение.
Если сваривание происходит в режиме РДС, то предупредить растекание металла можно, если отводить электрод немного в сторону.
Формирование потолочного соединения происходит по технологии «на себя». Это помогает создать необходимый темп работы, следя при этом за качеством создания соединения.
В случае, если нужно варить детали, толщина которых превышает один сантиметр, сварка происходит поэтапно. Сначала применяется электрод значение диаметра которого не выше трех миллиметров. В дальнейшем берется четырех миллиметровая модель.
В дальнейшем берется четырех миллиметровая модель.
Потолочный шов – это работа не только в горизонтальной плоскости. Под определение этого термина попадают также швы под уклоном 10-80 градусов.
В таких случаях тоже возможно применение ручной или полуавтоматической аппаратуры, а также сварка покрытыми электродами.
Советы новичкам
Основной особенностью этого типа соединений является перевернутая сварочная ванна. Расплавленный металл удерживается силой натяжения, поэтому соблюдение требуемых размеров ванны очень важно.
При сварке стоит время от времени отводить край электрода немного в сторону. Это позволит металлу немного остыть, закрепиться.
Такая методика убережет от потеков и защитит полотно от трещин.
Методы сварки
Существует три основных способа сварки потолочного шва: полумесяц, лесенка и «обратно-поступательный».
Формируя шов первым методом, электрод располагается под углом к поверхности детали. Угол колеблется от 90 до 140 градусов по дуге. Благодаря таким движениям рабочий элемент переходит от одной кромки стыка к другой.
Угол колеблется от 90 до 140 градусов по дуге. Благодаря таким движениям рабочий элемент переходит от одной кромки стыка к другой.
При втором способе размещение электрода схоже с полумесяцем. Однако движение происходит иначе: расходный элемент отводится от расплавленного металла в сторону, возвращается, снова отводится.
Сварка третьим способом происходит, когда на протяжении всего процесса работы электрод возвращается на некоторое расстояние обратно, к застывшему металлу.
Если сварку проводит новичок, то лучше применить способ полумесяца. Он более прост. Лесенка и обратно-поступательный метод требуют больше сноровки и времени.
Да, они создают более качественное соединение, однако не каждый справится со сваркой такими методиками.
Процесс работы
Вначале всегда идет подготовка. Рабочая зона зачищается при помощи металлической щетки или шлифмашинки, поверхность металла обезжиривается.
Электродом модели в три миллиметра формируется корень шва. Он выглядит как созданный из расплавленного металла валик. При необходимости создания валика с другой стороны детали, в стыке оставляется зазор.
Он выглядит как созданный из расплавленного металла валик. При необходимости создания валика с другой стороны детали, в стыке оставляется зазор.
Точечными бросками электрод помещается внутрь этого зазора. Здесь важно проследить, чтобы дуга горела стабильно. После формирования, корень нужно зачистить от шлаков и отрегулировать его выпуклость.
Дальше процесс создания соединения происходит электродами с диаметром около четырех миллиметров.
Советы по соблюдению техники безопасности
Техника безопасности – главный часть выполнения любой работы. Сварка потолочного шва требует ее соблюдения в полной мере, ведь это достаточно опасное занятие. Приступая к свариванию такого соединения, нужно помнить о нескольких правилах.
Сварщик должен быть в специальном рабочем костюме. Его лицо должно быть закрыто маской, глаза защищены очками, а кисти рук – перчатками. Недопустимо наличие обнаженных участков кожи.
Сварка проводится только в сухом пространстве с оптимальной температурой.
 Нельзя проводить работы при непогоде, повышенной влажности воздуха, порывах ветра или сквозняках.
Нельзя проводить работы при непогоде, повышенной влажности воздуха, порывах ветра или сквозняках.В экстремальных условиях могут работать только достаточно квалифицированные мастера.
В случае приостановки процесса сваривания, нужно выключить аппаратуру и изолировать провода от случайных воздействий.
Заключение
Формирование потолочного шва требует вложения сил, времени и энергии. Новичку выполнить его сразу фактически невозможно.
Чтобы получить доступ к таким работам требуется повышенный уровень знаний, владения оборудованием и изучение всех деталей создания потолочного соединения.
Нужна подготовка и тренировки. Браться за такое дело без достаточного багажа знаний и умений лучше не стоит. Но каждому сварщику, выполняющему такой шов, нужно в любом случае соблюдать правила и технику безопасности.
Но каждому сварщику, выполняющему такой шов, нужно в любом случае соблюдать правила и технику безопасности.
Это нужно для сохранения собственного здоровья.
Как правильно варить потолочный шов электросваркой (электродом, инвертором)
Одним из самых неудобных и трудных положения для сварки является потолочное. Но овладеть этим видом соединения стоит ввиду автоматического повышения класса сварщика, который научился накладывать качественные швы в таком пространственном положении. Это востребовано на предприятиях, деятельность которых связана с прокладкой трубопроводов, и на строительных площадках. Пригодится данное умение и в быту, при сварке отопления или беседки. Некоторые элементы металлического гаража не собрать без сварочных соединений вверху. Как варить потолочный шов электросваркой? В чем заключаются главные меры предосторожности и оптимальные настройки аппарата?
Распространенные сложности
Потолочные швы многие сварщики не любят из-за сложностей в их исполнении. Результат у начинающего может часто быть плохим, что отбивает охоту учиться. Но если понимать основные проблемы и максимально их предупреждать, то довольно скоро, после тренировок, можно освоить это непростое соединение.
Сварка потолочного шва инвертором или трансформатором значительно отличается от работы на аналогичном изделии в нижнем положении. Когда металл сваривают на полу, то сварочная ванна растекается по соединению, и сварщику необходимо следить только за правильным заполнением стыка, не допуская попадания шлака впереди ванны. Когда же рабочей поверхностью служит потолок, расплавленный металл под собственным весом стремиться вниз.
Шлак, будучи в жидком состоянии, тоже постоянно капает, чем мешает вести шов. Эти брызги ударяясь о землю, разлетаются еще больше, попадая на сварщика и окружающие предметы. Основной сложностью при дуговой сварке в потолочном положении шва является соединение сторон изделия. Сварочная ванна образовывается на одной кромке, но никак не получается связать металлом обе стороны.
Сварка потолочных швов выполняется на уменьшенном токе, что влечет частое прилипание электрода и непровары. Еще одним дефектом являются наплывы. Положение тела с запрокинутой головой и поднятой вверх рукой быстро утомляет сварщика. Поэтому частые перерывы просто необходимы для качественного выполнения работы. Понимание этих сложностей поможет настроиться на трудности и принять меры по облегчению реализации процесса.
Используемое оборудование
Работа может вестись как инвертором, так и обычным трансформатором. Вне зависимости от выбранного устройства, следует несколько уменьшить силу тока, ее значение должно быть примерно на четверть ниже, в сравнении с аналогичными работами, выполняемыми на полу.
К примеру, надежное соединение 5-миллиметровых пластин можно получить, установив силу тока на 100 Ампер.
Оптимальный диаметр электродов – 3-4 миллиметра, не больше.
Перед началом работ они тщательно просушиваются. Это минимизирует разбрызгивание, а также исключает выделение газа. Края свариваемых деталей зачищаются.
Техника безопасности
Сварка в потолочном положении – тяжелая работа, при выполнении которой обязательно нужно соблюдать меры безопасности. Выглядят они следующим образом:
- Одежда – плотная спецовка, перчатки с длинными манжетами, которые не “пропустят” окалины под рукава. Голову следует прикрыть плотной шапкой. Длина брюк должна быть с определенным запасом, так как капли расплавленного металла, ударяясь об пол, разбрызгиваются и могут попасть на ноги.
- Все легковоспламеняющиеся предметы и жидкости следует удалить из рабочей зоны.
- При отбивании шлака нужно надеть очки, чтобы мелкие частицы металла не попали в глаз.
- Все провода изолируются, если работа останавливается, сварочный аппарат обесточивается.
В процессе работы следует устраивать перерывы, снимая нагрузку с мышц шеи и рук.
Важно! Необходимо отметить, что если предполагается сварка в помещении с повышенным уровнем влажности, новичкам за нее лучше не браться.
Секреты работы
Сварка потолочного шва электродами ведется с применением некоторых “приемов”, упрощающих процесс, повышающих качество готового результата:
- работать лучше короткой дугой, это повышает точность;
- держать электроды лучше с небольшим отведением вбок, это снижает вероятность растекания наплавленного металла;
- ширина шва не должна быть больше диаметра используемого электрода;
- шов ведется “на себя”. Такой подход дает возможность контролировать его качество и состояние, а также подобрать наиболее комфортный рабочий темп.
Рабочие методики
Работа дуговой сваркой может выполняться в следующих техниках:
1. Полумесяц. Изначальное положение электрода относительно плоскости потолка находится в пределах от 90 до 130 градусов. При движении мастер как бы описывает элементами полумесяцы.
Практика показывает, что такой метод оптимально подходит для начинающих сварщиков.
Читайте также: Толщина подложки под ламинат: 2, 3, 4, 5, 7, 10 мм. Какая должна быть толщина подложки?
Да, временные затраты тут довольно высоки, что объясняется необходимостью формирования шва в несколько проходов, зато точность максимально высока и нет каких-либо сложностей. Специалисту достаточно следить за тем, чтобы:
- скорость сварки не была слишком высокой;
- не формировать валики большой толщины, провоцирующие растекание наплавляемого металла.
2. Обратно-поступательная техника. Здесь также предстоит приготовиться к тому, что работа окажется монотонной и не быстрой, придется пройтись по шву несколько раз.
Сначала формируется основной, корневой шов, для которого используется электрод толщиной 3 миллиметра. Сила тока при формировании корневого шва ставится на среднее значение.
3. Лесенка. Как и в первом случае, изначальное положение электрода по отношению к основанию лежит в пределах от 90 до 130 градусов.
В процессе работы элемент отводится в сторону, что позволяет исключить вероятность растекания наплава. Сварщик ждет, пока металл остынет, после чего продолжает процесс. Если нужно получить длинный сварной шов, то такой способ – лучший вариант.
Правила и требования
Понять, как правильно варить потолочный шов электросваркой, помогут и следующие правила, рекомендации и нормы:
- Перед началом работы нужно как можно плотнее свести свариваемые детали. Чем меньше зазор, тем проще получить качественный и прочный шов. Практика показывает, что новичку справиться с большим зазором почти нереально, тут нужен опыт.
- Кромки нужно разделать. В том случае, если толщина свариваемой металлической детали больше 5 миллиметров, нужно сформировать V-образный скос.
- При подносе электрода к рабочей плоскости нужно выдерживать угол в 45 градусов. Новичкам можно посоветовать использовать короткие половинчатые электроды, чтобы повысить точность манипуляций.
- Если плоскости изначально плотно подогнаны друг к другу, зазор минимален, то первый шов формируется почти без колебательных движений электродом. Такой подход позволяет полноценно заполнить зазор наплавом. Следующий шов делается с увеличенной шириной, что повышает общую конструктивную прочность.
- Лучше работать короткими прерывистыми дугами. Это позволяет каплям наплавленного металла быстро остывать и прочно сцепляться с основанием. Такой подход, во-первых, обеспечивает большую эстетичность и прочность шва, а, во-вторых, сводит к минимуму опасное разбрызгивание.
Технология потолочной сварки
Чтобы разобраться как правильно выполнять этот вид соединений, необходимо знать основные правила, которыми пользуются опытные сварщики. Дополнительно, можно ознакомиться как варить потолочный шов электросваркой на видео. Вот главные моменты:
- Свариваемые стороны следует максимально свести вместе. Сварка с зазорами на потолке доступна только опытным специалистам, поэтому чем плотнее сопряжены детали, тем проще будет наложить шов.
- Разделка кромок выполняется как и в нижнем положении. При толщине сторон более 5 мм делается V-образный скос.
- Электрод подносится к потолку под углом 45 градусов относительно верхней плоскости. Начинающим сварщикам можно попробовать варить половинкой электрода, т. к. это позволит лучше контролировать его кончик и управлять формированием шва.
- Сварочный процесс и сам шов в этом пространственном положении возможны благодаря поверхностному натяжению металла. Чтобы капли расплавленного железа не отлетали, не успев зацепиться за кромку, следует уменьшить силу тока.
- Если стороны близко сведены вместе, то первый шов на ровных пластинах можно провести без колебательных движений. Это позволит хорошо заполнить стык. Второй проход делается пошире, чтобы укрепить связку. Но на трубах лучше сразу варить широким швом.
- Сварка электродом может быть выполнена несколькими способами ведения: полумесяцем, горизонтальной восьмеркой, или по спирали. Когда имеется небольшой зазор, то применяется прерывистая дуга, позволяющая остыть отложенной капле металла. Через мгновение, не давая пройти красному цвету (это видно через маску) накладывается следующая капля. Это долгий процесс, поэтому сварщику не нужно спешить, и требуется периодически отдыхать.
- Не следует пугаться вида соединения после окончания работ. Шлак может стекать вниз в несколько ярусов. Но после его отбития должен остаться высокий шов. Наплывы и крупные валики не критичны.
Особенности техники формирования швов
Техника формирования швов
Сложность подготовки потолочных швов объясняется тем, что во время сварки расплавленный металл за счет собственного веса может стекать вниз, а это создает определенную угрозу исполнителю работ (получение ожога открытых частей тела, в частности). Вот почему опытные специалисты в подобных ситуациях пользуются специальными приемами сварки, обеспечивающими соблюдение требований техники безопасности.
Для понимания всех тонкостей процедур по подготовке потолочных швов, прежде всего, следует ознакомиться с основными требованиями, предъявляемыми к технике выполнения работ подобного класса. В процессе выполнения сварочных операций должны выполняться следующие обязательные условия:
- сварка может производиться только ручным способом;
- для образования соединения применяются так называемые покрытые электроды;
- сваривание должно производиться в режиме «короткой дуги» с использованием электродов не более Ø 4 мм;
- при подготовке шва во избежание растекания металла электрод следует держать слегка отведенным в сторону;
- ширина подготавливаемого шва не должна превышать двойной толщины электрода;
- во избежание образования газов, снижающих качество шва, используемые электроды должны быть совершенно сухими;
- сварка должна вестись по направлению «на себя», что позволяет подбирать оптимальный темп продвижения, а также отслеживать качество образующегося шва;
- для получения прочного и надежного соединения края свариваемых поверхностей или заготовок перед началом работ тщательно зачищаются, а по окончании работ с них обязательно удаляются застывшие остатки сварки.
При работе с заготовками большей толщины (порядка 1 см и более) сварка должна выполняться в несколько проходов. При самом первом проходе используется электрод диаметром не более 3 мм; все последующие операции проводятся электродом Ø 4 мм.
Потолочная сварка круглой детали
Особо обратим ваше внимание на то, что потолочные швы бывают не только горизонтальными, но и могут иметь определенный уклон, варьируемый в пределах от 10 до 80 градусов (так называемое полупотолочное соединение). В этом случае для формирования наклонного шва может применяться как ручная, так и автоматическая сварка с использованием всё тех же покрытых электродов.
Аппараты и электроды
Потолочные швы можно выполнять инвертором или обычным трансформатором. Важно правильно установить силу тока, которая ниже на 25%, чем при сварке на полу. Например, для пластин толщиной 5 мм достаточно 100А. Работать будет легче, если кабель будет не тяжелым. Это облегчит управление концом электрода и рука меньше устанет. Еще кабель можно намотать петлей на руку, чтобы уменьшить нагрузку на запястье.
Электроды для потолочной сварки подойдут диаметром 3 и 4 мм. Важно их хорошо просушить, чтобы уменьшить количество брызг. Если новички будут пользоваться короткими электродами, это позволит увереннее манипулировать дугой.
Меры предосторожности
При потолочных швах стоит одеться в плотную куртку и брюки. Перчатки должны закрывать манжеты, иначе окалины докатятся до локтей и обожгут кожу. На голове обязательно необходима шапка или кепка без козырька. Брюки важно подобрать такой длины, чтобы они закрывали ворот обуви для предотвращения попадания расплавленных частиц внутрь.
Поскольку брызги, ударяясь о землю, разлетаются дальше, рядом не должно находиться легковоспламеняющихся предметов. Шлак отбивать нужно в защитных очках, ведь он будет падать вниз на сварщика. Частый отдых позволит снять нагрузку с мышц шеи и руки и качественно выполнить работу.
Сварка в потолочном положении осваивается не сразу. Требуется практика и терпение. Хорошо выделять несколько минут в день и приварив два кусочка трубы или уголка к столу, пытаться их заварить снизу. Освоив этот метод можно смело варить трубы и металлоконструкции любой сложности.
Потолочный шов сварка
Главная » Статьи » Потолочный шов сварка
Как правильно варить потолочный шов электросваркой (электродом, инвертором)
Одним из самых неудобных и трудных положения для сварки является потолочное. Но овладеть этим видом соединения стоит ввиду автоматического повышения класса сварщика, который научился накладывать качественные швы в таком пространственном положении. Это востребовано на предприятиях, деятельность которых связана с прокладкой трубопроводов, и на строительных площадках. Пригодится данное умение и в быту, при сварке отопления или беседки. Некоторые элементы металлического гаража не собрать без сварочных соединений вверху. Как варить потолочный шов электросваркой? В чем заключаются главные меры предосторожности и оптимальные настройки аппарата?
Распространенные сложности
Потолочные швы многие сварщики не любят из-за сложностей в их исполнении. Результат у начинающего может часто быть плохим, что отбивает охоту учиться. Но если понимать основные проблемы и максимально их предупреждать, то довольно скоро, после тренировок, можно освоить это непростое соединение.
Сварка потолочного шва инвертором или трансформатором значительно отличается от работы на аналогичном изделии в нижнем положении. Когда металл сваривают на полу, то сварочная ванна растекается по соединению, и сварщику необходимо следить только за правильным заполнением стыка, не допуская попадания шлака впереди ванны. Когда же рабочей поверхностью служит потолок, расплавленный металл под собственным весом стремиться вниз.
Шлак, будучи в жидком состоянии, тоже постоянно капает, чем мешает вести шов. Эти брызги ударяясь о землю, разлетаются еще больше, попадая на сварщика и окружающие предметы. Основной сложностью при дуговой сварке в потолочном положении шва является соединение сторон изделия. Сварочная ванна образовывается на одной кромке, но никак не получается связать металлом обе стороны.
Сварка потолочных швов выполняется на уменьшенном токе, что влечет частое прилипание электрода и непровары. Еще одним дефектом являются наплывы. Положение тела с запрокинутой головой и поднятой вверх рукой быстро утомляет сварщика. Поэтому частые перерывы просто необходимы для качественного выполнения работы. Понимание этих сложностей поможет настроиться на трудности и принять меры по облегчению реализации процесса.
Технология потолочной сварки
Чтобы разобраться как правильно выполнять этот вид соединений, необходимо знать основные правила, которыми пользуются опытные сварщики. Дополнительно, можно ознакомиться как варить потолочный шов электросваркой на видео. Вот главные моменты:
- Свариваемые стороны следует максимально свести вместе. Сварка с зазорами на потолке доступна только опытным специалистам, поэтому чем плотнее сопряжены детали, тем проще будет наложить шов.
- Разделка кромок выполняется как и в нижнем положении. При толщине сторон более 5 мм делается V-образный скос.
- Электрод подносится к потолку под углом 45 градусов относительно верхней плоскости. Начинающим сварщикам можно попробовать варить половинкой электрода, т. к. это позволит лучше контролировать его кончик и управлять формированием шва.
- Сварочный процесс и сам шов в этом пространственном положении возможны благодаря поверхностному натяжению металла. Чтобы капли расплавленного железа не отлетали, не успев зацепиться за кромку, следует уменьшить силу тока.
- Если стороны близко сведены вместе, то первый шов на ровных пластинах можно провести без колебательных движений. Это позволит хорошо заполнить стык. Второй проход делается пошире, чтобы укрепить связку. Но на трубах лучше сразу варить широким швом.
- Сварка электродом может быть выполнена несколькими способами ведения: полумесяцем, горизонтальной восьмеркой, или по спирали. Когда имеется небольшой зазор, то применяется прерывистая дуга, позволяющая остыть отложенной капле металла. Через мгновение, не давая пройти красному цвету (это видно через маску) накладывается следующая капля. Это долгий процесс, поэтому сварщику не нужно спешить, и требуется периодически отдыхать.
- Не следует пугаться вида соединения после окончания работ. Шлак может стекать вниз в несколько ярусов. Но после его отбития должен остаться высокий шов. Наплывы и крупные валики не критичны.
Аппараты и электроды
Потолочные швы можно выполнять инвертором или обычным трансформатором. Важно правильно установить силу тока, которая ниже на 25%, чем при сварке на полу. Например, для пластин толщиной 5 мм достаточно 100А. Работать будет легче, если кабель будет не тяжелым. Это облегчит управление концом электрода и рука меньше устанет. Еще кабель можно намотать петлей на руку, чтобы уменьшить нагрузку на запястье.
Электроды для потолочной сварки подойдут диаметром 3 и 4 мм. Важно их хорошо просушить, чтобы уменьшить количество брызг. Если новички будут пользоваться короткими электродами, это позволит увереннее манипулировать дугой.
Меры предосторожности
При потолочных швах стоит одеться в плотную куртку и брюки. Перчатки должны закрывать манжеты, иначе окалины докатятся до локтей и обожгут кожу. На голове обязательно необходима шапка или кепка без козырька. Брюки важно подобрать такой длины, чтобы они закрывали ворот обуви для предотвращения попадания расплавленных частиц внутрь.
Поскольку брызги, ударяясь о землю, разлетаются дальше, рядом не должно находиться легковоспламеняющихся предметов. Шлак отбивать нужно в защитных очках, ведь он будет падать вниз на сварщика. Частый отдых позволит снять нагрузку с мышц шеи и руки и качественно выполнить работу.
Сварка в потолочном положении осваивается не сразу. Требуется практика и терпение. Хорошо выделять несколько минут в день и приварив два кусочка трубы или уголка к столу, пытаться их заварить снизу. Освоив этот метод можно смело варить трубы и металлоконструкции любой сложности.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Особенности наложения потолочного шва
- 23-12-2013
- 6426 Просмотров
Оглавление: [скрыть]
- Основные правила техники безопасности
- Особенности технологии наложения потолочного шва
- Какие существуют способы варки потолочных швов?
Одним из самых сложных сварочных швов является потолочный. Это объясняется тем, что в данном случае сварочная ванна перевернута вверх дном и поэтому во время проведения работ существует высокая вероятность того, что будут возникать подтеки раскаленного металла.
Наложение данного типа шва требует более тщательного соблюдения правил безопасности, так как расплавленный металл может попасть не только на одежду рабочего, но и на его лицо, шею, руки.
Схема положения шва в пространстве
Каждый профессиональный сварщик должен знать и уметь правильно варить указанный вид швов. Если в промышленном производстве такой способ используется редко, так как есть возможность перевернуть деталь, то в судостроении, при поведении строительно-монтажных работ и при сваривании трубопроводов он используется довольно часто.
- следите за тем, чтобы все провода были изолированы, а если оборудование не используется, то его надо отключать от питания;
- нельзя приступать к работе во влажных помещениях без необходимого опыта, а также на открытом пространстве, когда идет снег или дождь;
- используйте только спецодежду, которая должна быть заправлена и максимально защищать тело, нельзя работать без сварочной маски;
- придерживайтесь правил пожаро- и взрывобезопасности.
Вернуться к оглавлению
Когда накладывается потолочный сварочный шов, расплавленный металл не падает благодаря силе поверхностного натяжения.
Чтобы были качественные потолочные швы при работе электросваркой, необходимо добиться минимального размера сварочной ванны.
Потолочный шов приходится выполнять над головой, при этом расплавленный металл стремится упасть вниз, поэтому такой вид сварочных швов принято считать одним из трудных видов сварки.
Сделать это можно только в том случае, если часто отводить электрод в сторону, при этом металл будет успевать остывать, и не будет вытекать.
При выполнении потолочной сварки обычно используются электроды диаметром до 4 мм. При таком способе соединения деталей ширина валиков уменьшается и составляет 2-3 ширины электрода. Чтобы во время частого удаления электрода не образовывались подрезы, необходимо задерживать его на кромках.
Для качественного выполнения работы необходимо варить только сухими электродами. Если они будут влажными, то выделяется большое количество газов, они попадают в шов и таким образом снижается его качество.
При таком методе соединения деталей уменьшается испарение шлаков и газов, поэтому потолочный шов менее прочный, чем такой же шов на другой поверхности.
Чтобы добиться максимального результата при наложении указанного вида сварочного шва, надо варить на себя, в таком случае вы сможете лучше контролировать процесс и подобрать необходимую скорость работы. Если возникла необходимость сваривать детали, толщина которых больше 8 мм, то лучше это делать в несколько подходов. В таком случае первый шов делается 3 мм электродом, а все остальные электродом диаметром 4 мм.
Чтобы шов имел максимальные качества, торцы соединяемых деталей должны иметь фаски и быть хорошо обработаны, а после каждого валика необходимо тщательно удалять шлак.
Вернуться к оглавлению
При сварке полумесяцем, электрод к поверхности потолка должен быть расположен под углом 90-130°. Сварщик выполняет электродом движения зигзагами или в виде полумесяца. При каждом поступательном движении электрод заводится на уже затвердевшую поверхность. Этот способ требует несколько проходов, он наиболее простой и доступен даже новичку.
При сваривании способом лесенка, электрод по отношению к потолку также располагается под углом 90-130°. При появлении расплавленного металла, необходимо на 5-10 мм отвести электрод, после чего вернуть его назад, надо проводить перекрытие остывшего металла на 30-50% от его длины. При таком способе, возвращая постоянно электрод назад, постепенно удлиняется сварной шов. При использовании указанного способа, шов получается самым прочным, но это очень трудоемкий и сложный процесс, что может выполнить только профессионал.
При сваривании обратно-поступательным способом работа выполняется в несколько этапов. Сначала выполняется проварка корня шва, для чего берут электрод диаметром 3 мм, ток при этом должен быть минимальным или средним.
Такая сварка проводится несколькими способами:
Способ сварки потолочного шва полумесяцем
- В том случае, когда есть возможность выполнения выборки и подварки с обратной стороны, то во время работы необходимо формировать валик снизу и не допускать нависаний и подрезов. Такой шов необходимо делать колебательными движениями по направлению от кромки к кромке и немного на них задерживаться. Если варить правильно, то не надо проводить дополнительную выборку, а после того, как удалится шлак, можно накладывать следующий валик.
- Если необходимо, чтобы валик формировался с обратной стороны, то движения электродом выполняются внутрь зазора, при этом дуга должна быть минимально короткой. В таком случае, дуга должна гореть с обратной стороны и металл будет застывать в виде зонтика.
При данном способе сваривания необходимо контролировать обратный валик, для этого контролируют скорость работы, чтобы нижний валик не был очень выпуклым. Если такое получилось, то проводится выборка до чистого металла.
2 и 3 валик выполняются либо 3 мм электродом при среднемаксимальном токе либо 4 мм на среднем значении силы тока. Если нужно будет во время сваривания изменять форму валика, то сделать это можно путем регулирования скорости, наклона электрода, величиной шага.
Чтобы не было потеков металла, и он не скапывал, не надо делать широкие валики. При подводке к кромке между последним валиком и кромкой надо оставлять расстояние, которое равно диаметру электрода с покрытием.
1popotolku.ru
Как варить потолочный шов электросваркой
Неожиданная неприятность может произойти в тот момент, когда нужно сделать потолочный шов. Выполнить это не так уж просто, как может показаться.
В промышленных масштабах такой сварочный метод практически не востребован, так как соединяемые части в реальности расположены в правильном положении. Тем не менее, хозяину гаража необходимо знать, как варить потолочный шов электросваркой. Потребность в наложении такого шва может возникнуть при монтаже трубопровода, изготовлении металлической конструкции и различных приспособлений в гараже.
Так как при сварке потолочного шва возникает много затруднений, при его выполнении должны присутствовать опыт и внимательность. Проблему при таком типе сварки создает расположение сварочной ванны, которая находится в перевернутом состоянии. И расплавленный металл не хочет в ней задерживаться. Поэтому при работе нужно соблюдать особые правила, которые помогут избежать подтекам расплавленного металла. Особую роль при такой сварке играет техника безопасности, при игнорировании которой можно обжечь тело в области лица.
Правила техники безопасности
Средства защиты
- При сварке особое внимание нужно уделить исключению возможности попасть под удар током. Кабель не должен иметь повреждений. Если сварочный аппарат на данное время не эксплуатируется, он должен быть в выключенном положении.
- Запрещается работать при выпадении осадков и даже в помещениях с повышенной влажностью. Степень влажности чаще всего не могут определить неопытные сварщики.
- Обязательна спецодежда, которая при необходимости должна полностью закрывать все тело. Все ее элементы должны быть надежно заправлены. Особое внимание нужно уделить наличию защитных очков и маски для сварки.
- Запрещено выполнять действия, которые могут привести к возникновению пожара и взрыва.
Рекомендации
Потолочный шов
При сварке важную роль играет поверхностное натяжение, сила которого не позволяет расплавленному металлу срываться с обрабатываемых деталей. Чтобы уменьшить силу тяжести сварочная ванна в своих размерах должна быть минимальная. Этого можно добиться убиранием электрода в нужный момент, давая тем самым возможность металлу успеть затвердеть.
Ширина валиков должна быть в 2,3 раза больше диаметра электрода. Как правило, при сварке потолочного шва применяются электроды Ø до 4 мм. Иногда возникают случаи, когда убирается рабочая часть инструмента – возникают подрезы. Чтобы этого избежать, нужно уменьшить силу сварного тока, а электроды фиксировать на кромках.
Для работы годятся только сухие электроды. При сыром виде рабочего элемента выделяемые газы снижают качество сварного шва, а вместо образования дуги, электрод «прилипает» к свариваемой поверхности. Кроме того, характеристики металла сварочных швов на потолке уступают свойствам поверхности, образуемой при других типах соединений.
Потолочную сварку лучше производить, ведя руку с инструментом в свою сторону, что позволит полностью контролировать процесс, скорость работы и метод варки. Если толщина обрабатываемого участка превосходит 0,8 см, проходки нужно повторять. Для корневого шва, как правило, берутся электроды диаметром 3 мм, для остальных – 4 мм.
Обратите внимание! Фаска и обработка соединяемых сваркой концов должны быть выполнены согласно ГОСТ 10948-64. После образования валика не нужно забывать убирать шлаковый налет. Допуски на сварочные соединения оговорены в ГОСТе 5264-80.
Варианты варки
Сварка на полукруглой поверхности
- При варке лесенкой рабочий элемент находится вертикально к потолку или с отклонением в 40º от себя. Электрод поднимается к потолочной поверхности и зажигается. Когда металл начинает плавиться, рабочий элемент отодвигается приблизительно на 8 мм, затем процесс повторяется с перекрытием затвердевшего металла на треть от его размера по длине.
- При варке полумесяцем рабочий элемент должен находиться в таком же положении, как при предыдущем варианте. Рабочие движения должны быть зигзагообразными и беспрерывными с нанесением электродом металла на застывшую металлическую часть. Проходки повторяются несколько раз. Этот вариант сварки считается самым доступным.
- Самой надежной, но трудной, считается обратно-поступательный метод сварки. Конец рабочего элемента постоянно двигается вперед-назад, зацепляя при этом застывшую металлическую часть и увеличивая шов по длине.
Процесс
Крепкий шов
Потолочная сварка – это многоэтапная работа, которая начинается с заделки корня шва. В этом случае используется электрод Ø 3 мм. Сила тока не должна превосходить среднее значение. Существующие условия, которые определяют, как заделать потолочные швы методом сварки.
- Если существует доступ для подварки и выборки с наружной стороны, то при проведении работы нужно старательно следить за образованием валика снизу. Подрезы и нависания должны быть исключены. Практичней всего данный шов производить зигзагообразными шагами меду кромками с фиксацией на них. Затем после удаления сварки из соединения придет очередь для выполнения следующего валика.
- Если необходимо образовывать валик с наружной стороны, поступательные шаги нужно проделывать в середине зазора на коротком расстоянии. Если сварочная дуга будет выходить с другой стороны, то наварка будет образовываться в полукруглой форме.
При такой работе нужно сосредоточиться на валике с обратной стороны. В то же время необходимо контролировать скорость сварочного процесса и наблюдать за образованием нижнего валика. Он не должен выпирать из образовавшейся конструкции, иначе придется делать выборку до основы металла.
Разделочное заполнение
Способ сварки
Последующие 2 валика выполняется электродом Ø 3 мм при токе с показателем выше среднего или Ø 4 мм при среднем значении. Выбор проходки зависит от размера по ширине начального валика. Для того чтобы избежать бугристости, необходимо фиксироваться на краях поверхностей. После этого дуга постепенно переводится по кромке и способом лесенки производится переход на противоположную кромку. При возникшей необходимости поменять конфигурацию валика, нужно изменять скорость выполнения работы, менять угол наклона электрода и увеличивать шаг проходки.
Обратите внимание! При проведении сварочных работ нужно учитывать, что при создании большой ширины валика, раскаленный металл будет подтекать и капать.
Следующие 2 слоя зависят от размера по ширине предыдущих 3-х валиков и делаются по всей ширине или в количестве 2-х валиков. Дальше слои просто наплавляются без зигзагообразных движений. При приближении к кромке нужно останавливаться на расстоянии размера покрытого электрода. Это касается кромки и предпоследнего валика.
Слой на лицевой стороне
Для слоя на лицевой стороне нужна впадина размером до 2 мм. Количество проходок будет считаться исходя из размеров последнего слоя и металлической основы. Если впадина предпоследнего слоя размером до 1 мм производится 1-на проходка и делается она дугой вперед. Шаг сварки подбирается исходя из конфигурации валика. Если впадина размером до 2 мм, применяется способ лесенки. Если нужно сделать несколько проходок, валики у кромки варятся разными методами. Завершающий центральный валик устанавливается вровень с 2-мя боковыми.
Как уже стало понятно, заниматься потолочной сваркой нужно с необходимым багажом опыта. Для новичка сделать такой шов будет затруднительно, так как он еще не имеет достаточно навыков и знаний, которые, как известно, приходят во время работы. Поэтому сначала нужно попрактиковаться на более простых соединениях. На предоставленном видео доступно продемонстрировано, как варят потолочный шов электросваркой профессионалы.
Видео
В этом видео показано как варится вертикальный и потолочный шов:
Последняя редакция: 05.07.2015 Автор: Врубель Ярослав Григорьевич
kaksdelatgarazh. ru
Варим потолочный шов инвертором
Потолочный сварочный шов считается одним из наиболее сложных соединений. Это можно объяснить тем, что сварочная ванна в процессе работы перевернута, в результате чего существует огромная вероятность подтекания расплавленного металла. Как же варить правильно потолочный шов? При соединении потолочных конструкций необходимо особенно соблюдать правила техники безопасности выполнения сварочных работ, так как не исключается возможность попадания раскаленного металла на руки, лицо сварщика.
Любой профессионал сварного дела обязан знать, уметь правильно выполнять шовные соединения данного типа. Если на обычном производстве подобная методика используется достаточно редко благодаря возможности перевернуть свариваемую конструкцию, то в судостроительной индустрии в процессе выполнения монтажных работ, при соединении трубопроводных коммуникаций эта технология применяется часто.
Техники сваривания потолочных швов
Полумесяцем
Обратно-поступательная
Данная техника сварки швов на потолке также предполагает несколько проходов электродом. Предварительно выполняется корневой шов электродом, диаметр сечения которого составляет 3 мм, при этом подача тока не должна превышать среднее значение.
Лесенка
Расположение электрода к потолочному основанию более 90 градусов, при этом не более 130 градусов. Основное отличие технологии – отведение электрода в процессе сварных работ в сторону, чтобы не допускать растекания металла. После его остывания электрод возвращается обратно на шов и сварочные работы возобновляются. При использовании данной методики шовные соединения получаются длиннее.
Сварка потолочного шва считается достаточно сложной и трудоемкой, но результат того стоит – по надежности и прочности такие швы имеют наиболее высокие показатели.
Правила выполнения сварочных потолочных соединений
- Предварительно свариваемые стороны сводятся вместе как можно плотнее. При наличии значительных зазоров качественно выполнить сварочные работы сможет только достаточно опытный сварщик.
- Далее выполняется разделка кромок, так же как и в положении снизу. Если толщина металла составляет больше 0,5 см, тогда выполняется скос V-образной формы.
- Подносить электрод к плоскости потолка рекомендуется под углом в 45 градусов. Молодым, не имеющим опыта сварщикам рекомендуется начинать варить половинкой электрода, чтобы в процессе работы лучше контролировать его кончик, и так будет легче формировать само сварное соединение.
- Выполнение сварочной процедуры в таком пространственном положении можно делать благодаря натяжению плоскости металла. Для того чтобы не отлетали капли раскаленного железа, не успев сцепиться с кромкой, силу тока рекомендуется уменьшить.
- При достаточно плотном сведении свариваемых сторон первый шов можно выполнять без колебательных движений электродом. Это даст возможность в полном объеме заполнить стык расплавленным металлом. Следующий проход нужно делать немного шире для укрепления связки. На трубах, конечно же, рекомендуется выполнять сразу широкий шов.
- При наличии небольшого зазора между соединяемыми металлическими плитами используется прерывистая дуга, которая дает возможность остывать отложенной металлической капле. Мгновенно, не давая пройти красноте предыдущей капли, накладывается следующая капля.
Техника безопасности
- Все подсоединяемые провода к сварочному оборудованию, электрической сети должны быть хорошо изолированы.
- Если инвертор не эксплуатируется, он должен быть отсоединен от сети.
- Если нет опыта сварочных работ, то нельзя без практического обучения приступать к их выполнению на открытом воздухе при наличии атмосферных осадков, а также в помещениях с большой концентрацией влаги.
- Запрещено сваривать детали без средств индивидуальной защиты: маски, спецодежды, перчаток, обуви, коврика.
- Обязательное соблюдение правил пожарной безопасности.
Сергей Одинцов
electrod.biz
Как варить потолочный шов электросваркой?
Потолочный сварочный шов считается одним из наиболее сложных типов сварки, поскольку сварочная ванна располагается вверх дном. Сварка потолочных швов требует точной последовательности выполнения всех действий. Если не соблюдать правила и рекомендации можно получить некачественное соединение, что чревато подтеками раскаленного металла.
Выполняя потолочный шов нужно соблюдать технику безопасности и защитить свое лицо и руки от возможного попадания горячих капель металла.
Особенности техники потолочного шва
Обратите внимание! Подготовительные работы перед сваркой потолочных швов сопровождаются рядом сложностей. Это обусловлено тем, что в процессе сварки расплавленный металл может стекать вниз и случайно попасть на участок кожи человеку, который выполняет сварочный шов. Именно поэтому опытные специалисты, зная как варить подобный шов, применяют специальные приемы сварки, которые обеспечивают строгое соблюдение правил безопасности.
Прежде чем соединять потолочные швы, надо четко понимать все требования и не пренебрегать выполнением обязательных условий. Особенно эта информация важна для начинающих сварщиков.
Если ваши заготовки имеют толщину более одного сантиметра и вы не знаете как варить потолочный шов, то знайте, что в такой ситуации сварка должна производиться поэтапно. В самом начале работы надо использовать электрод, диаметр которого не превышает показатель в 3 мм, на всех остальных этапах берется электрод с диаметром 4 мм.
Обратите внимание! Сваривание потолочного шва подразумевает создание не только горизонтальных швов, но и соединений по определенным уклоном (от 10 до 80°С). В данном случае может использоваться как ручная сварка, так и сварка полуавтоматом. Можно воспользоваться и дуговой сваркой с применением покрытых электродов
Особенности технологии
Подготовка перед формированием потолочного шва несколько отличается от подготовки перед обычной сваркой. В процессе сварки есть определенные сложности и опасности, к примеру, попадание расплавленного металла на кожу. Металл может стекать, капать.
Нужно знать, как это предотвратить. Сварщики, работающие с потолочными соединениями, знают несколько приемов, которые помогают избежать сложностей и травм.
До того, как приступить к работе, нужно изучить все технические требования к процессу.
Итак. Как при любом другом сваривании кромки деталей должны быть очищены перед обработкой. Зачистка от пятен, заусенцев и обезжиривание никогда не должны игнорироваться.
Формирование потолочного шва должно проходить при помощи полуавтоматического оборудования либо аппарата РДС. Тип электродов – покрытый.
Это благоприятно повлияет на качество полотна. Диаметр электрода не должен превышать четыре миллиметра, при этом он должен быть уже ширины соединения.
Также необходимо следить за сухостью электрода. Их покрытие при повышенной влажности может лопаться, ухудшая проводимость и, как следствие, качество соединения.
Длина дуги – короткая. Это важно при сварке потолочных швов, поэтому стоит постараться не переходить на среднее значение.
Если сваривание происходит в режиме РДС, то предупредить растекание металла можно, если отводить электрод немного в сторону.
Как сварить потолочный шов правильно. Рекомендации для начинающих
Как уже отмечалось, главная отличительная особенность такой сварки основана на перевернутой сварочной ванне и удерживании силой натяжения раскаленного металла. Очень важно соблюдать минимальный размер ванны и иногда отводить электрод в сторону, чтобы у металла было время для того чтобы остыть и схватиться. К тому же, такой способ сварки обезопасит ваше соединение от появления трещин.
Сварка углового шва — как сделать правильный сварочный шов
Техника выполнения сварочных швов (их еще называют валиковые) предполагает выбор режима и приема манипуляции электродом. Как правильно сделать сварочный шов, видео на нашем сайте все подробно и доступно покажет.
Существуют два вида сварки угловых швов: тавровые (при Т-образных соединениях) и нахлесточные, оба вида очень распространены в сварочном деле. Рассмотрим каждый по отдельности.
Техника сварки Т-образных соединений
Чтобы получился правильный сварочный шов, нужно одну плоскость поставить горизонтально, а другую — вертикально. Сварка углового шва должна производиться строго под прямым углом. Если вертикальное свариваемое изделие не толще 12 мм, то дополнительной обработки оно не требует. Единственно, нужно смотреть, чтобы нижняя кромка вертикального изделия была обрезана максимально ровно, и зазор стыка не имел больше 2 мм.
В сварочной конструкции тавровых соединениях все детали имеют важное значение, точнее их толщина. Так, например, если вертикальное изделие имеет толщину от 12 до 25 мм, то нужно сделать подготовку в V-образной форме. Если вертикальный лист от 25 до 40 мм толщиной, то скосы кромок нужно обрезать U- образной формы только с одной стороны. А если толщина — больше 40 мм, то делается обрез по обе стороны V- образной формы.
Опасно, когда шов имеет не проваренную одну из сторон или не проваренный угол. Поэтому в процессе сварки углового шва электрод нужно расположить так, чтобы он оказался в плоскости, которая делит угол пополам. А концом электрода выполняются колебательные движения, чтобы расплавились кромки металла. Нужно обязательно заранее определить, чтобы длина сварочного шва была соразмерной углу между изделиями.
Как правильно наложить угловой шов
Сварка углового шва зависит, прежде всего, от правильного зажигания электрической дуги. Зажигание электрической дуги является очень важным и основным моментом в сварочной работе. Зажечь дугу нужно непосредственно перед тем, как начать процесс сварки, и повторно зажигать только при ее обрыве в процессе.
Дуга возбуждается на нижнем горизонтальном листе на расстоянии 3-4 мм от вершины угла, затем дугу нужно подвести к вершине угла и задержать ее там для того, чтобы лучше приплавились углы. Дальше дугу нужно поднять на высоту катета шва по вертикальному изделию и плавно передвигать назад. Затем немного быстрее дугу нужно опустить вниз на горизонтальное изделие и довести на нем толщину шва на размер катета.
Грубейшая ошибка — начинать сварку шва с вертикального свариваемого изделия, так как расплавленный металл с электрода наплывет на нижний нерасплавленный и перекроет вершину угла. В этом случае провар не получится, а обнаружить его можно, только поломав металл.
Когда идет процесс сварки толстопокрытыми электродами или с повышенным током, формируется большая площадь топленого металла, из-за чего наложение угловых швов невозможно, потому что расплавленный металл стекает на горизонтальное изделие, и шов просто получится неправильный.
Чтобы этого избежать, свариваемые изделия нужно расположить наклоном к горизонту под 45 градусным углом, а сварку произвести лодочкой. Посмотрите наглядно, как сделать сварочный шов — видео на нашем сайте, где показана вся техника, а также практически, как правильно делается зачистка швов после сварки.
Техника сварки нахлесточных соединений
Такой вид сварки применяется, в основном, в листовых конструкциях. Концы листов, которые будут свариваться, накладываются друг на друга на определенную величину, равную примерно 3-5 толщин листов. Проваривать их нужно по периметру или по кромке углового шва, который образовался накрытием листов. Положительным моментом в этом виде сварки является то, что нет необходимости обрабатывать кромки. Отрицательный момент заключается в том, что затрачивается лишний материал, и конструкция становится тяжелее. Тем не менее, нахлесточное соединение применяется часто.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Способы сварки
- Полумесяцем, такой метод предполагает расположение электрода под углом 90-140° к поверхности. При помощи колебательных движений по дуге он двигается по направлению от кромки к кромке.
- Лесенкой, здесь электрод размещается точно так же. Его отводят в сторону от раскаленного металла и возвращают обратно.
- Обратно-поступательный способ. В данном случае электрод необходимо постоянно возвращать на застывший шов.
Самым простым считается первый способ и хорошо подходит для малоопытных сварщиков. Варианты, предполагающие сварку лесенкой и обратно-поступательным способом являются более сложными и затратными по времени. Но подобное соединение будет более качественным.
Советы новичкам
Основной особенностью этого типа соединений является перевернутая сварочная ванна. Расплавленный металл удерживается силой натяжения, поэтому соблюдение требуемых размеров ванны очень важно.
При сварке стоит время от времени отводить край электрода немного в сторону. Это позволит металлу немного остыть, закрепиться.
Такая методика убережет от потеков и защитит полотно от трещин.
Методы сварки
Существует три основных способа сварки потолочного шва: полумесяц, лесенка и «обратно-поступательный».
Формируя шов первым методом, электрод располагается под углом к поверхности детали. Угол колеблется от 90 до 140 градусов по дуге. Благодаря таким движениям рабочий элемент переходит от одной кромки стыка к другой.
При втором способе размещение электрода схоже с полумесяцем. Однако движение происходит иначе: расходный элемент отводится от расплавленного металла в сторону, возвращается, снова отводится.
Сварка третьим способом происходит, когда на протяжении всего процесса работы электрод возвращается на некоторое расстояние обратно, к застывшему металлу.
Если сварку проводит новичок, то лучше применить способ полумесяца. Он более прост. Лесенка и обратно-поступательный метод требуют больше сноровки и времени.
Да, они создают более качественное соединение, однако не каждый справится со сваркой такими методиками.
Этапы выполнения работ
Изначально места, которые будут подвергаться сварке надо хорошо обработать, зачистив края при помощи болгарки или металлической щетки. Затем проваривается корень шва электродом (3 мм). Посредством его формируется валик из расплавленного металла. Если нужно, чтобы валик был и с обратной стороны, то электрод маленькими короткими бросками направляется внутрь зазора. Следите и контролируйте равномерное горение дуги. Образовавшийся валик надо освободить от шлака. Если его форма слишком выпуклая, то обязательно нужно довести его до чистого металла. Как уже говорилось, на следующих этапах применяется электрод с большим диаметром (4 мм).
Рекомендации
Потолочный шов
При сварке важную роль играет поверхностное натяжение, сила которого не позволяет расплавленному металлу срываться с обрабатываемых деталей. Чтобы уменьшить силу тяжести сварочная ванна в своих размерах должна быть минимальная. Этого можно добиться убиранием электрода в нужный момент, давая тем самым возможность металлу успеть затвердеть.
Ширина валиков должна быть в 2,3 раза больше диаметра электрода. Как правило, при сварке потолочного шва применяются электроды Ø до 4 мм. Иногда возникают случаи, когда убирается рабочая часть инструмента – возникают подрезы. Чтобы этого избежать, нужно уменьшить силу сварного тока, а электроды фиксировать на кромках.
Для работы годятся только сухие электроды. При сыром виде рабочего элемента выделяемые газы снижают качество сварного шва, а вместо образования дуги, электрод «прилипает» к свариваемой поверхности. Кроме того, характеристики металла сварочных швов на потолке уступают свойствам поверхности, образуемой при других типах соединений.
Потолочную сварку лучше производить, ведя руку с инструментом в свою сторону, что позволит полностью контролировать процесс, скорость работы и метод варки. Если толщина обрабатываемого участка превосходит 0,8 см, проходки нужно повторять. Для корневого шва, как правило, берутся электроды диаметром 3 мм, для остальных – 4 мм.
Обратите внимание! Фаска и обработка соединяемых сваркой концов должны быть выполнены согласно ГОСТ 10948-64. После образования валика не нужно забывать убирать шлаковый налет. Допуски на сварочные соединения оговорены в ГОСТе 5264-80.
Рекомендации по технике безопасности
Для того, чтобы получить надежный и прочный шов, следует выполнять все правила по технике безопасности. От соблюдения правил зависит не только качество шва, но и ваша личная безопасность.
- Обязательно изолируйте все провода, а когда приостанавливаете работу и вовсе отключайте сварочный аппарат. Так вы обезопасите себя от поражения током во время сварочного процесса.
- Рекомендуется осуществлять сварку потолочных швов в теплом сухом помещении.
- Ни в коем случае нельзя работать в дождливую и снежную погоду. Выполнять сварку во влажных помещениях могут только специалисты с большим опытом, но даже в этом случае следует быть предельно осторожным.
- Надевайте специальную защитную одежду , маску и очки. Все тело должно быть плотно закрыто одеждой.
В заключении стоит еще раз отметить, что сваривание потолочных швов – процесс достаточно трудоемкий и энергозатратный. Начинающему сварщику достаточно сложно выполнять такой вид соединений. Чтобы качественно выполнить работу и создать хороший прочный шов, нужно получить специальные знания, овладеть техникой работы со сварочным аппаратом и ознакомиться со всеми нюансами данного вида работ. Предварительно лучше потренироваться на сварке каких-нибудь деталей. Если у вас недостаточно знаний и опыта, то лучше доверить этот процесс специально обученным людям. В любом случае, как опытным сварщикам, так и новичкам необходимо строго соблюдать правила безопасности. Точное выполнение всех предписаний и инструкций – залог вашей личной безопасности.
[Всего: 2 Средний: 2/5]
Как варить потолочный шов электросваркой
- 1 Особенности техники формирования швов
- 2 Подготовка соединения встык
- 3 Безопасность сварочных работ
- 4 Видео
Использование сварочных соединений при сборке металлоконструкций считается самым простым и надежным способом их монтажа не только в промышленности, но и в быту. Понятно, что для освоения приемов электросварки частнику необходимо будет не только пройти курс специального обучения, но и получить определенные практические навыки.
Для тех, кто хотя бы частично владеет этими приемами сварки, мы предлагаем ознакомительную статью, посвященную особенностям формирования потолочного шва, подготовка которого требует от исполнителя особого внимания и аккуратности. И действительно, при сварке шва, например, на потолке гаража, днище автомобиля или в любом другом месте, подготавливаемое соединение находится непосредственно над головой сварщика, чем и объясняется требование особой внимательности к проведению всех рабочих операций. Вследствие этого, перед тем как варить потолочный шов электросваркой желательно ознакомиться с особенностями операций по его формированию в тех или иных условиях.
Особенности техники формирования швов
Техника формирования швов
Сложность подготовки потолочных швов объясняется тем, что во время сварки расплавленный металл за счет собственного веса может стекать вниз, а это создает определенную угрозу исполнителю работ (получение ожога открытых частей тела, в частности). Вот почему опытные специалисты в подобных ситуациях пользуются специальными приемами сварки, обеспечивающими соблюдение требований техники безопасности.
Для понимания всех тонкостей процедур по подготовке потолочных швов, прежде всего, следует ознакомиться с основными требованиями, предъявляемыми к технике выполнения работ подобного класса. В процессе выполнения сварочных операций должны выполняться следующие обязательные условия:
- сварка может производиться только ручным способом;
- для образования соединения применяются так называемые покрытые электроды;
- сваривание должно производиться в режиме «короткой дуги» с использованием электродов не более Ø 4 мм;
- при подготовке шва во избежание растекания металла электрод следует держать слегка отведенным в сторону;
- ширина подготавливаемого шва не должна превышать двойной толщины электрода;
- во избежание образования газов, снижающих качество шва, используемые электроды должны быть совершенно сухими;
- сварка должна вестись по направлению «на себя», что позволяет подбирать оптимальный темп продвижения, а также отслеживать качество образующегося шва;
- для получения прочного и надежного соединения края свариваемых поверхностей или заготовок перед началом работ тщательно зачищаются, а по окончании работ с них обязательно удаляются застывшие остатки сварки.
Изготовление потолочного крепления для телевизора
22-12-2015 #1
Изготовить потолочное крепление для телевизора
Приветствую всех — Я ищу идеи, чтобы повесить 50-дюймовый монитор к потолку в моей церкви. Там есть две толстые балки, которые я бы использовал в качестве опорной точки. Я думаю о двух трубных фланцах, прикрепленных болтами к балкам с двумя короткими ниппелями и Т-образным соединением между ними.
Затем отрезок трубы, идущий вниз к колену андрогена, другой ниппель и фланец прикручены к куску фанеры. Затем наклонный настенный кронштейн VESA, чтобы закрепить телевизор. Любые предложения по другому пути? Это потолочные балки:Отправлено с моего iPad с помощью Tapatalk
Миллерматик 211
Эверласт 200DX
Термальная дуга 181i
Klutch ST80i Аппарат для сварки ланч-боксов
Lincoln Weld-Pak 100
Сварочный аппарат Century Stick
Плазменный резак Powermax 30
Факел Henrob 2000
Логан 200 токарный станок (60 лет)
Пункт 6339 Токарный станок (продается)22-12-2015 #2
Re: Изготовление потолочного крепления для телевизора.
Я мог бы сварить что-нибудь вместо того, чтобы скручивать детали сантехники.
Миллерматик 211
Плазменный резак Powermax 30
Эверласт 200DX
Термальная дуга 181i
Klutch ST80i Аппарат для сварки ланч-боксов
Lincoln Weld-Pak 100
Сварочный аппарат Century Stick
Факел Henrob 2000
Логан 200 токарный станок (60 лет)
Статья 6339Станок токарный (продажа)Ответить с цитатой
23-12-2015 #3
Re: Изготовление потолочного крепления для телевизора.
мне нравится, звучит креативно. ты заставишь скинию мормонов завидовать
23-12-2015 #4
Re: Изготовление потолочного крепления для телевизора.
Два куска унистрата вертикально крепятся к пиломатериалу вверху, а внизу на него можно закрепить телевизор на любой нужной вам высоте. Мы делаем это все время на работе, сейчас это выглядит не так уж плохо, потому что быть паровым панком — это стильно.
DIY 5’x10′ Плазменный станок с ЧПУ
LDR 4’x8′ Нисходящая тяга с писцом
Гипертерм 65
Миллерматик 211
Печь для порошковой окраски своими руками
SWAG 40-дюймовый пальцевый тормозОтветить с цитатой
23-12-2015 #5
Re: Изготовление потолочного крепления для телевизора.
Вы упоминаете крепление VESA, так что я предполагаю, что это не 50-дюймовый ЭЛТ.
Ответить с цитатой
23-12-2015 #6
Re: Изготовление потолочного крепления для телевизора.
В моей церкви есть пара настенных проекторов, проецирующих изображение на плоские стены.
Думаю, это во многом зависит от архитектуры. Что мне не нравится, так это идея с висящим там куском фанеры.VESA квадратный, верно? Не могли бы вы выкопать фланец с отверстиями для болтов в правильном положении? Если бы вы могли, я бы предложил провести одну трубу между двумя верхними фланцами с направленным вниз Т-образным соединением в центре. Внизу Т у вас есть локоть с фланцем.
Если он прямоугольный, но вы можете получить фланцы, соответствующие половине разболтовки по их диаметру, тогда вместо колена в нижней части Т-образного соединения у вас будет еще одно Т-образное соединение с коленами на каждом конце, а меньшие фланцы на конец локтей.
В настоящее время работает помощником юриста, но по-прежнему интересуется сварочным делом.
Miller Bobcat 225nt
Односимвольные дроби: ⅛ ⅜ ⅝ ⅞
Ответить с цитатой
23-12-2015 #7
Re: Изготовление потолочного крепления для телевизора.
Первоначально Послано KIDCNC
Две части unistrut вертикально крепятся к пиломатериалу вверху, и вы можете установить на него телевизор внизу на любой высоте, которая вам нужна. Мы делаем это все время на работе, сейчас это выглядит не так уж плохо, потому что быть паровым панком — это стильно.
Я только что просмотрел их 65-страничный каталог. В нижней части первой фотографии видна стальная двутавровая балка, на которую можно установить зажим для балки. их системы выглядят великолепно, но церковь действительно чувствительна к цене, и около 10 футов трубы и пара фланцев, штуцеров и ниппелей, вероятно, все, что у них есть в бюджете для этого проекта. Что касается других вопросов — это телевизор с плоским экраном, поэтому общий вес составляет около 40 фунтов, плюс конструкция для его подвешивания. Эта пережеванная деревянная балка — результат попадания воды из прохудившейся крыши, которую с тех пор переделали (крышу, а не балку).Последний раз редактировалось yesindeed; 23 декабря 2015 г., 10:24.
Миллерматик 211
Эверласт 200DX
Klutch ST80i Аппарат для сварки ланч-боксов
Lincoln Weld-Pak 100
Сварочный аппарат Century Stick
Плазменный резак Powermax 30
Факел Henrob 2000
Логан 200 токарный станок (60 лет)
Пункт 6339 Токарный станок (продается)Ответить с цитатой
23-12-2015 #8
Re: Изготовление потолочного крепления для телевизора.
Первоначально Послано teh603
В моей церкви есть несколько настенных проекторов, проецирующих на плоские куски стены. Думаю, это во многом зависит от архитектуры. Что мне не нравится, так это идея с висящим там куском фанеры.
Фанера должна быть меньше, чем задняя часть телевизора, и использоваться только для имитации стены, на которой в доме обычно крепится наклонный кронштейн.Первоначально Послано teh603
VESA квадратный, верно? Не могли бы вы выкопать фланец с отверстиями для болтов в правильном положении? Если бы вы могли, я бы предложил провести одну трубу между двумя верхними фланцами с направленным вниз Т-образным соединением в центре. Внизу Т у вас есть локоть с фланцем.
да, это именно то, что я предполагаю сделать, но на нижнем фланце я прикрутил кусок фанеры, чтобы установить наклонный монтажный кронштейн для телевизораПервоначально написал teh603
Если он прямоугольный, но вы можете получить фланцы, соответствующие половине разболтовки по их диаметру, то вместо колена в нижней части тройника у вас есть еще один тройник с коленами на каждом конце, и меньшие фланцы на концах локтей.
это установка:Вложение 1298601
Я подумал об использовании Т в нижней части нижней трубы, чтобы мы могли иметь телевизор, обращенный вперед, и телевизор, обращенный назад, на одной и той же трубе. общий вес все еще в порядке для конструкции трубы.Последний раз редактировалось yesindeed; 23 декабря 2015 г., 10:28.
Миллерматик 211
Эверласт 200DX
Термальная дуга 181i
Klutch ST80i Аппарат для сварки ланч-боксов
Lincoln Weld-Pak 100
Сварочный аппарат Century Stick
Плазменный резак Powermax 30
Факел Henrob 2000
Логан 200 токарный станок (60 лет)
Пункт 6339 Токарный станок (продается)Ответить с цитатой
23-12-2015 #9
Re: Изготовление потолочного крепления для телевизора.
одно изображение не отображается правильно, и я не понимаю, почему я не могу редактировать сообщение, поэтому вот отсутствующее изображение:
Прикрепленные изображенияПриложение 1298601
Миллерматик 211
Эверласт 200DX
Термальная дуга 181i
Klutch ST80i Аппарат для сварки ланч-боксов
Lincoln Weld-Pak 100
Сварочный аппарат Century Stick
Плазменный резак Powermax 30
Факел Henrob 2000
Логан 200 токарный станок (60 лет)
Пункт 6339 Токарный станок (продается)Ответить с цитатой
23.01.2016 #10
Re: Изготовление потолочного крепления для телевизора.
Наконец-то я сделал свою работу, за исключением второго телевизора, который нужно было установить сзади.
Последний раз редактировалось yesindeed; 23.01.2016 в 14:16.
Миллерматик 211
Эверласт 200DX
Термальная дуга 181i
Klutch ST80i Аппарат для сварки ланч-боксов
Линкольн Велд-Пак 100
Сварочный аппарат Century Stick
Плазменный резак Powermax 30
Факел Henrob 2000
Логан 200 токарный станок (60 лет)
Пункт 6339 Токарный станок (продается)Ответить с цитатой
23.01.2016 #11
Re: Изготовление потолочного крепления для телевизора.
Мне нравится перерабатывать эти старые прямые крепления для телевизионных тарелок. Хороший сварщик может творить с ними чудеса. Один из них, удлинительная трубка, немного копинга, сварка, краска и время, и вы можете получить довольно хорошее крепление.
Овладение другими — это сила, овладение собой — это истинная сила.
Ответить с цитатой
24.01.2016 #12
Re: Изготовление потолочного крепления для телевизора.
Чувак, отличная идея, я постоянно вижу их в мусоре. Я думаю, что их обслуживание удар
Миллерматик 211
Эверласт 200DX
Термальная дуга 181i
Klutch ST80i Аппарат для сварки ланч-боксов
Lincoln Weld-Pak 100
Сварочный аппарат Century Stick
Плазменный резак Powermax 30
Факел Henrob 2000
Логан 200 токарный станок (60 лет)
Пункт 6339 Токарный станок (продается)Ответить с цитатой
24.01.2016 №13
Re: Изготовление потолочного крепления для телевизора.
Вот один из них, который я использовал для крепления корпуса камеры. Они намного прочнее, чем крепления, поставляемые с корпусами, и это имеет большое значение при использовании камеры с зум-объективом.
Овладение другими — это сила, овладение собой — это истинная сила.
Ответить с цитатой
24.01.2016 №14
Re: Изготовление потолочного крепления для телевизора.
Первоначально Послано yesindeed
Чувак, отличная идея, я все время вижу это в мусоре. Я думаю, что их сервис whack
Я думаю, что они обновили свои блюда, поэтому, когда они устанавливают новые, они просто выбрасывают старые. С несколькими модами у них много применений. Я хватаю всех, кого вижу!Овладение другими — это сила, овладение собой — это настоящая сила.
Ответить с цитатой
24.01.2016 №15
Re: Изготовление потолочного крепления для телевизора.
Хорошая идея на переработанных опорах для посуды. Я должен буду помнить это. Это будет работать идеально для ТВ IMO.
Прикрепленные изображенияВот ездовое животное у меня перед кроватью. Панель 2×2 серийно производилась для потолков с Т-образной решеткой и телевизоров. Думаю 14 калибр. Я купил трубу 1-1/2 в магазине Homie Depot и приварил ее к пластине, которая крепится к телевизору. Вы можете видеть на 2-м фото, что я не получил прямого реза с плазменным резаком, но после покраски это не заметно. Пластина, приваренная к трубе, имеет наклон вниз для лучшего обзора в постели.
да, действительно, выглядит хорошо, но не лучше ли было бы отдельное крепление для второго телевизора для просмотра?
Ответить с цитатой
25-01-2016 №16
Re: Изготовление потолочного крепления для телевизора.
Первоначально Послано Insaneride
… yesindeed, выглядит хорошо, но не лучше ли отдельное крепление для второго телевизора для просмотра?
нет, не нужно. второй телевизор будет обращен назад к хору и проповеднику. это просто для того, чтобы вся церковь могла видеть видеоконтентМиллерматик 211
Эверласт 200DX
Термальная дуга 181i
Klutch ST80i Аппарат для сварки ланч-боксов
Lincoln Weld-Pak 100
Сварочный аппарат Century Stick
Плазменный резак Powermax 30
Факел Henrob 2000
Логан 200 токарный станок (60 лет)
Пункт 6339 Токарный станок (продается)Ответить с цитатой
26.
01.2016
# 17Re: Изготовление потолочного крепления для телевизора.
да, вы можете открутить трубу, чтобы вернуть потолочную плитку? Если нет, то вам придется вставлять его в два куска. Если вы делаете двухсекционный способ, прорежьте середину отверстия. Если вы можете получить его целиком, поищите накладку пожарного спринклера для трубы. Если это не подходит, они делают накладку, которая открывается на петлях, а затем закрывается вокруг трубы для чистого законченного вида.
Ответить с цитатой
Как устранить повреждения стен и потолков водой
Вода может быть разрушительной. Когда он встречается с гипсокартоном, из которого состоят ваши внутренние стены и потолки, он может сделать их неприглядными или, что еще хуже, он может повредить стеновую панель настолько, что она рухнет и развалится, что может вызвать огромные головные боли у домовладельца. Однако не паникуйте. Вы можете отремонтировать стены и потолки, поврежденные водой, если у вас есть необходимые знания и инструменты для выполнения необходимого ремонта. Узнайте, как сделать это самостоятельно с помощью этого пошагового руководства по ремонту.
Шаг 1: Найдите утечку воды
Иногда будет очевидно, что вода просачивается либо за стены, либо на потолок сверху. На потолке или стенах могут быть видимые признаки влаги, капающей воды или признаки нарушения структурной целостности. Потолочные гипсокартонные панели могут прогибаться или крошиться под тяжестью воды, пропитывающей естественно пористый гипсовый материал. В других случаях вы можете заметить небольшие признаки, такие как пятна цвета кофе, которые со временем могут расширяться.
Перед ремонтом необходимо найти источник протечки воды. Это может расстраивать, но если вы сначала не устраните источник проблемы с водой, ремонт не принесет вам пользы. Будь то протекающая крыша, сломанная труба или протекающий унитаз, иногда бывает трудно определить источник. Вода может уйти далеко от места утечки и нанести ущерб там, где вы этого не ожидаете. Это означает, что вам нужно провести некоторое исследование и расследование. Удалите поврежденный гипсокартон, чтобы вы могли лучше видеть, откуда идет утечка (см. Шаг 2), и чтобы вы могли высушить поврежденное водой пространство.
В зависимости от того, как долго утечка не устранялась, в гипсокартоне или на нем может появиться плесень. Некоторую плесень, такую как «черная плесень», лучше лечить профессионалами, потому что она может быть очень токсичной, если присутствует в больших количествах. Если у вас действительно есть большие количества во внутренней области — где-то около 10 квадратных футов — вызовите профессионала, чтобы удалить его.
Если присутствует лишь небольшое количество плесени, вы можете безопасно удалить плесень или заплесневелый гипсокартон самостоятельно, если примете меры предосторожности. Наденьте перчатки, защитные очки и пылезащитную маску, чтобы не дышать плесенью.
В некоторых серьезных случаях, когда имеется серьезное повреждение водой, вам может потребоваться вызов профессионального подрядчика для устранения источника утечки или ремонта поврежденных стен или потолка.
Шаг 2. Удаление поврежденного водой гипсокартона
Перед началом работы постелите тряпки или брезент, чтобы собрать все куски гипсокартона, пыль и мусор, образовавшиеся при удалении поврежденного гипсокартона. Это облегчит уборку и защитит поверхности от пыли и грязи.
Осмотрите гипсокартон, чтобы увидеть, насколько он поврежден. Стеновые панели, сильно пропитанные водой, будут провисать с потолка или крошиться на ощупь. Удалите весь поврежденный гипсокартон вручную или используйте зубчатый конец молотка или отбойный брус, чтобы удалить его. Если на гипсокартонных панелях видны только пятна от воды, но они не повреждены структурно, их можно восстановить, вырезав поврежденную часть. При вырезании вокруг поврежденного участка используйте кольцевую пилу, чтобы вырезать отверстие квадратной или прямоугольной формы. Затем вы можете сделать заплатку с другим куском гипсокартона для ремонта.
При отрывании поврежденного гипсокартона надевайте защитные очки и пылезащитную маску для защиты.
Шаг 3. Ремонт
Если вы ремонтируете стену или потолок, измерьте квадратную или прямоугольную площадь стены, которую вы вырезали из Шаг 2 . Используйте эти размеры, чтобы вырезать сменный кусок гипсокартона, чтобы он подходил на 2 дюйма длиннее и на 2 дюйма шире отверстия. Положите сменный кусок гипсокартона на ровную поверхность тыльной стороной вверх. Отмерьте 1 дюйм от всех четырех краев и проведите линию карандашом. Это должно сформировать форму размером с отверстие. С помощью линейки и универсального ножа прорежьте бумагу с обратной стороны и гипсокартон, но не лицевой слой бумаги. Используя шпатель, снимите только заднюю бумагу и гипсовый слой. Будьте осторожны, чтобы не порвать лицевую сторону бумаги.
Если заплата не подходит идеально, приложите ее к отверстию и обрежьте по размеру канцелярским ножом.
Отверстия размером от 6 дюймов до 12 дюймов требуют немного другого процесса, поскольку заплата требует большей поддержки. С помощью дрели проделайте два небольших отверстия в куске сменной доски. Проденьте кусок веревки и завяжите оба концы до середины палки. Между доской и палкой должно быть около 8 дюймов струны. Сторона палочки доски будет лицевой. Палочка будет использоваться для удержания пластыря на месте. Поверните палку, чтобы оказать давление на заднюю часть доски. Это закрепит его в яме. Нанесите ровный слой цементного клея по краям. Вставьте заплатку в отверстие и расположите ее так, чтобы цементный клей прочно схватил твердую область вокруг задней части отверстия. Поверните стержень по часовой стрелке, скручивая струну и увеличивая давление на коммутационную панель в задней части отверстия. Это будет надежно удерживать доску на месте, пока цементный клей не высохнет.
Чтобы облегчить вставку стеновой панели в отверстие, держите ее под углом.
Если вы работаете с меньшим отверстием (до 6 дюймов), нанесите тонкий слой герметика вокруг отверстия. Поместите заплатку в отверстие. С помощью шпателя вставьте край бумаги в герметик. Зачистите края шпаклевки и дайте ей высохнуть. Слегка отшлифуйте мелкозернистой наждачной бумагой и нанесите второй слой шпаклевки для завершения ремонта.
клей полностью высохнет, затем заполните участок шовным герметиком, разгладьте участок и дайте заплатке полностью высохнуть.0005
Возможно, вам потребуется нанести два или три слоя шовного герметика, чтобы залатать участок. Всегда давайте каждому слою высохнуть перед нанесением следующего.
Пусть палочка и веревка останутся на месте во время процесса заплатки. Вы можете удалить оба непосредственно перед тем, как материал высохнет. №
Когда область полностью высохнет, отшлифуйте все выступы с помощью мелкозернистой наждачной бумаги и шлифовального блока.
Поврежденные участки площадью более 12 квадратных дюймов могут потребовать полной замены панели, поскольку большие куски гипсокартона необходимо прикрепить к стойкам стены или потолочным балкам. Это зависит от того, где находится повреждение на стене или потолке и как вам пришлось его вырезать. Например, если место, где вы удалили поврежденный гипсокартон, обнажает стойки или балки, где можно будет закрепить заплату, вкрутив ее в стойку или балку, вы можете это сделать. В противном случае вам, возможно, придется заменить всю гипсокартонную панель.
Чтобы заменить весь лист, удалите поврежденный гипсокартон полностью, вплоть до стоек. Удалите винты для гипсокартона, которыми старый лист крепился к стойкам, с помощью электродрели. Если было много повреждений от воды, это должно быть довольно легко; старый гипсокартон, скорее всего, рассыплется.
Измерьте высоту и ширину помещения, которое вы ремонтируете, чтобы знать, сколько новых стеновых панелей вам нужно. Если вам нужны панели нестандартного размера для ремонта неправильной формы, используйте свои измерения, чтобы вырезать заплату по размеру, используя универсальный нож или пилу для гипсокартона. Совместите новую панель со стенными стойками, а затем прикрепите панель к стойкам с помощью шурупов для гипсокартона и отвертки с электроприводом. Используйте соединительную ленту, чтобы покрыть швы, где каждая панель соприкасается. Затем нанесите шпаклевку поверх ленты с помощью шпателя. Дайте смеси высохнуть в течение времени, указанного производителем, а затем отшлифуйте смесь мелкозернистой наждачной бумагой до тех пор, пока швы не будут вровень с гипсокартонными панелями.
Наймите кого-нибудь в качестве помощника, если вы устанавливаете целые гипсокартонные панели или ремонтируете потолок. Гипсокартон может быть тяжелым, и попытка сохранить его устойчивым при креплении на месте может быть сложной задачей.
Этап 4: Грунтовка и покраска
Нанесите грунтовку-герметик для внутренних работ True Value EasyCare® Ultra Premium с помощью большой кисти или валика. Убедитесь, что вы покрыли всю поверхность стены.
Откройте окна, чтобы грунтовать и красить в хорошо проветриваемом помещении.
Налейте интерьерную краску True Value EasyCare® Ultra Premium Interior Paint в лоток для краски и нанесите на валик или кисть. Нарисуйте по ширине в 6 футов. квадратные секции с использованием зигзагообразного рисунка перекрывающихся штрихов «W». Двигайтесь справа налево, затем слева направо, равномерно распределяя вертикальными штрихами. №
Чтобы обеспечить равномерное покрытие, используйте легкие мазки, чтобы перекатывать по потолку и красить каждую стену снизу вверх. Если ваша краска имеет ровную поверхность, вам не нужно смешивать. В противном случае, чтобы растушевать, закрасьте всю поверхность (для очень больших площадей делайте два квадратных участка за раз) однонаправленными, перекрывающимися, недиагональными мазками еще раз.
Используя маленькую угловатую кисть, прокрасьте стены в местах, недоступных для валика, например, в углах, рядом с дверями, окнами и молдингами.
При необходимости нанесите второй слой краски, используя ту же технику, что и первый. Вам не нужно позволять краске полностью высохнуть между слоями, но ваши результаты будут лучше, чем дольше вы будете ждать.
Шаг 5. Очистка
Используйте пылесос для уборки пыли и мусора. Возьмите тряпки или брезент и закройте банки с краской. Утилизируйте использованные банки с краской соответствующим образом. Очистку кистей и других инструментов можно облегчить с помощью теплой мыльной воды. Тщательно промойте чехлы для валиков и щетки в воде, пока вода не станет прозрачной, а затем поместите их в вращающуюся щетку/роллер, если она у вас есть, чтобы удалить лишнюю жидкость. Храните в защитных чехлах или подвешивайте на гвозди или крючки. Аккуратно поднимите тряпки, стараясь не размазать краску, которая могла попасть на них. Удалите малярную ленту под углом 45 градусов, чтобы не повредить свежую краску. Помните, что чем дольше он остается, тем труднее его удалить.
Отличная работа! Вы выдержали повреждение водой и отремонтировали стену/потолок.
Список покупок для проекта
Вот что вам нужно для успешного завершения этого проекта.
Все, что вам нужно знать о потолочной сварке
Все, что вам нужно знать о потолочной сварке
Самые простые положения для сварки — горизонтальное и плоское, они же и самые популярные. С другой стороны, вертикальная сварка штучным электродом представляет собой сложную задачу. Сварка вертикальным стержнем может быть не очень популярной, но определенно требует большего мастерства и внимания к деталям, чем горизонтальная и плоская сварка. Вот несколько вещей, которые вы должны знать, и типичные ошибки, которых вам следует избегать, чтобы стать хорошим сварщиком в вертикальном положении.
Выберите правильный электрод
Если вы собираетесь сваривать в положении с крутизной более 45 градусов, вы должны понимать, что будете работать против силы тяжести. Электрод 7018 был разработан именно для этой цели. Классификация AWS (Американского общества сварщиков) является идеальным выбором, поскольку в стали 7018 содержится меньшее количество железного порошка. Этот конкретный электрод образует сварочную ванну, которая способна практически мгновенно замерзнуть и не стекает во время работы. Вы также можете использовать стержень AWS класса 6010, но этот электрод требует определенной техники взбивания или укладки, при которой вы вытаскиваете стержень из лужи и периодически вставляете его обратно. Вы можете использовать 6100 для той же работы, но известно, что 7018 дает лучшие результаты и более быстрое плетение.
Конечно, если вам нужно преодолеть плохое состояние поверхности, вы можете выбрать 6010. Будьте готовы потратить немного больше времени и навыков при работе с ним. С другой стороны, 7018 требует меньше навыков и быстрее плетется. Сварщики-новички часто ошибочно выбирают 7024 при вертикальной сварке стержнем, однако он сильно капает на протяжении всей работы и не имеет надлежащего заполнения.
Улучшение полки
Плоский, потолочный, горизонтальный, вертикальный вверх и вертикальный вниз — пять положений сварки. Из этих 5 положение над головой или вертикально вверх является самым сложным, потому что на протяжении всего процесса сварки вы постоянно боретесь с гравитацией. Низкая скорость и сварка вверх обеспечивают наилучшее проплавление, и этот метод предпочтителен для любого материала, более тяжелого, чем листовой металл. С другой стороны, если вы работаете с листовым металлом, сварку также можно выполнять под уклон, потому что вам не нужно много проплавления.
Чтобы лучше понять потолочную сварку, сравните ее с кладкой кирпича. Подобно кирпичной кладке, сварщик медленно создает шов снизу и каждый раз работает только на небольшом участке. Сварщик продолжает работать над каждым сварным швом, который был проложен ранее. Каждый новый нижний шов служит базой, на которой будут выполняться следующие швы. Нижние сварные швы известны как «полка» или «полка шва». Полка сварки обычно должна быть в два раза больше диаметра электрода.
Если вы выполняете сварку с помощью модели 7018, вы можете перемещаться зигзагом вперед и назад, давая время застыть каждой секции сварочной ванны перед следующим этапом.
Для наилучшего проплавления и проплавления важно держать электрод вверх и поддерживать короткую дугу. Во время плетения сосредоточьтесь сначала на сварке краев соединения, а затем сделайте короткую паузу, прежде чем двигаться дальше, чтобы бусины внизу остыли и образовали пучок. Обратите внимание, что оставшийся в сварном шве шлак будет не только выглядеть неаккуратно, но и ухудшит прочность сварного шва. Так что избегайте этого и постоянно следите за лужей, чтобы увидеть, не капает ли шлак из снопа. Если это так, немедленно отодвиньте электрод, чтобы не потерять дугу.
Если вы используете электрод 6100 вместо электрода 7018, обычная техника плетения будет заменена стеком. Вы можете сравнить эту стопку с фишками для покера, чтобы иметь представление о том, как должен выглядеть готовый сварной шов. Каждый чип, который вы свариваете, должен создавать полку. Хитрость здесь заключается в том, чтобы держать электрод в корне металла. Как только вы сформируете лужу, оттяните электрод и дайте луже замерзнуть. Как только он застынет, нанесите еще один на передний конец сварного шва. Держите устойчивый курс и повторяйте каждый шаг очень тщательно, пока не закончите весь сварной шов. Лужа должна быть примерно в два раза больше диаметра 6100, который вы используете.
Как избежать подреза
Подрез может испортить сварной шов; это одна из ошибок, которой следует всегда избегать. Есть один способ избежать этого, уменьшить поток тока и снизить скорость. Если вы думаете, что можете в конечном итоге подрезать лужу из-за того, что она слишком большая, рекомендуется уменьшить размер лужи. Это позволит лучше контролировать весь процесс. Чтобы быть хорошим сварщиком, вы должны удерживать внимание на сварочной ванне и знать, какими характеристиками она не должна обладать, чтобы вы могли предсказать, когда сварка может пойти не так, и немедленно исправить это. Пока образуется лужа, шлак должен стекать со снопа, какой бы техникой вы ни пользовались. Убедитесь, что это и образовавшаяся лужа будет достаточно прочной, чтобы оставаться на месте.
Уменьшите настройки силы тока
Поскольку вы собираетесь работать против силы тяжести, настройки силы тока должны быть низкими, чтобы у вас был полный контроль. Сварка на плоской поверхности делает гравитацию вашим другом, и вы можете работать при более высоких температурах. В случае вертикальной сварки вверх при высокой силе тока сварной шов не замерзнет во времени и может выпасть. Всегда используйте низкие настройки силы тока для идеального сварного шва вертикально вверх, например, если вы работаете с 0,125-дюймовым 7018, поддерживайте мощность до 120 или 130 макс. Точно так же, работая с 0,125-дюймовыми 6010, установка силы тока не должна превышать 9От 0 до 100.
Работа со сваркой порошковой проволокой
Новая функция появилась на многих строительных рынках. Это сварка порошковой проволокой. Единственная разница между этим видом сварки и сваркой электродом заключается в том, что вы получаете непрерывную подачу проволоки, в то время как при сварке электродом вам необходимо постоянно вставлять новые электроды. Это полезно, если вы свариваете в течение длительного времени, так как подача не прерывается. В этом случае процедура для стержневого электрода 7018 будет применяться, если вы используете технику плетения.
Если вы планируете стать сертифицированным сварщиком, попрактикуйтесь в вертикальной сварке вверх, так как это требует больших навыков и точности. Если вы получили сертификацию по сварке вертикально вверх , вы автоматически получаете сертификацию по сварке плоских поверхностей. Итак, используйте эти советы и рекомендации и станьте отличным сварщиком!
Посетите веб-сайт Longevity (www.longevity-inc.com) или канал YouTube (www.youtube.com/longevitywelding) для получения более подробной информации об оборудовании для различных процессов сварки и резки. У компании Longevity есть подходящая машина для вашего конкретного применения, поэтому взгляните и выберите то, что лучше всего подходит для ваших материалов, продукта и потребностей.
Сертификация сварщиков — Базовое руководство от сертификации конструкций до сварки труб и квалификационных испытаний сварщиков.
Что такое сертификат сварщика?
Определение: Сварочные сертификаты технически представляют собой практический квалификационный тест сварщика, который проводится сертифицированным инспектором по сварке, который определяет, может ли человек или машина произвести качественный сварной шов в соответствии с нормами или процедурой сварки, необходимыми для Компании, место работы или определенный отраслевой стандарт.
Поиск программ для специалистов по сварке
Получите информацию о программах для специалистов по сварке, введя свой почтовый индекс и запросив регистрационную информацию.
Итог, можете ли вы произвести качественный сварной шов, следуя процедуре/инструкциям?
Сертификационные испытания сварки конструкцийКупоны для испытаний сварки Отрезаны и готовы к изгибуУспешная сертификация сварки Испытание на изгиб Приведенные выше изображения представляют собой сертификаты сварки конструкций, выданные Американским обществом сварщиков. Основы сертификации сварочных работ следующие:
- Сварите металлы, указанные инспектором по сварке, в положении, для которого предназначено испытание, следуя предоставленным инструкциям.
- Разрежьте сваренный металл в соответствии с инструкциями и подготовьте его к испытанию на изгиб или какой-либо утвержденной форме проверки качества.
- Испытание материалов, сваренных в соответствии с процедурой. Если они пройдут тест, вы только что получили сертификат сварщика. Тестирование варьируется от теста на изгиб до радиографического (рентгеновского) или даже просто визуального контроля качества. В большинстве случаев инспектор по сварке будет иметь отличное представление о том, пройдет ли ваш шов, просто визуально осмотрев его.
Сертификаты сварщиков предназначены для подтверждения того, что навыки сварщиков соответствуют кодексу, под которым они будут работать. Сварочные сертификаты также документируются, чтобы доказать, что сварщик имеет квалификацию в соответствии с этим кодом. Коды сварки сильно различаются в зависимости от типа выполняемой работы. Есть много организаций, которые имеют разные процедуры в зависимости от типа работы, которую они контролируют.
В Соединенных Штатах существует довольно много организаций, которые сертифицировали процедуры сварки. Три самые крупные организации:
- Американское общество сварщиков / AWS. www.aws.org Обычно они имеют дело со структурными нормами, в основном касающимися зданий и мостов.
- Американское общество инженеров-механиков / ASME Раздел IX. www.asme.org Они имеют дело с кодами котлов и сосудов высокого давления.
- Американский институт нефти / API. www.api.org Они контролируют правила сварки трубопроводов для газовой и нефтяной промышленности.
Сертификация сварщиков
Крупнейшей организацией в Америке, которая сертифицирует сварщиков, является Американское общество сварщиков. Утвержденные ими процедуры сертификации сварщиков неоднократно тестировались, чтобы гарантировать, что при соблюдении правил сварщик, проходящий сертификацию сварщиков, следует правилам и имеет навыки, которые пройдут тест.
Сварочные сертификаты выдаются по многим позициям, толщине металла, процессам сварки и типам металла. Когда используется термин «Сертифицированный сварщик», это означает только то, что сварщик сертифицирован в соответствии с процедурами сварки, в соответствии с которыми они прошли испытания. Не существует единого сертификата сварщика, охватывающего все виды сварки.
3G FCAW Сертификация сварочного шва очищена и закончена. Прекрасный пример сварки TIG из нержавеющей стали на тонкостенной трубе.Все сертификаты по сварке относятся ко многим позициям. Положения различаются в зависимости от того, будет ли сварщик сваривать пластину или трубу. Термины, правильно используемые в области сварки, относятся к листу как к «конструкционной сварке», а также к трубе и к «сварке труб».
Сертификационные позиции по сварке пластин
Позиции для сварки пластин обычно относятся к двум различным типам соединений. Угловые сварные швы и швы разделки. Большинство сертификатов по сварке пластин выполняются для сварки разделки. Это связано с тем, что в большинстве правил сварки сварные швы с разделкой кромок также квалифицируют вас как угловые сварные швы, но угловые сварные швы не распространяются на сварные швы с разделкой кромок. Угловые сварные швы и сварные швы с разделкой кромок также различаются в разных положениях. Положения бывают плоскими, горизонтальными, вертикальными и над головой. Существует также система кодирования для определения положения сварки. Система кодирования для сварки листов и конструкций следующая:
- 1 для горизонтального положения.
- 2 для горизонтального положения.
- 3 для вертикального положения.
- 4 для положения над головой.
Существует два типа соединений, используемых при сертификации сварщиков:
- F — для углового шва.
- G предназначен для сварки разделкой кромок.
Эта система кодирования работает следующим образом: номер обозначает положение, а затем буква определяет тип сварного соединения. Например, если вы возьмете номер 3 для вертикального положения, а G для сварного шва с разделкой кромок. Затем вы соединяете их вместе, как «3G», тогда это код для вертикального сварного шва. В случае углового шва вы просто замените G на F, тогда вы получите сварной шов «3F», а это вертикальный угловой шов.
Позиция для сертификации сварщиков 1G
Позиция для сертификации сварщиков 1G представляет собой пластину в плоском положении со скошенной кромкой. Это положение является самым основным и относится только к сварщику, находящемуся в этом положении. Это самый простой тест и наименее желанный для работодателей.
1G (сварка с разделкой кромок) Положение для испытанийПоложение для сертификации сварщиков 2G
Положение для сертификации сварщиков 2G представляет собой пластину в горизонтальном положении со скошенной кромкой. Эта позиция немного сложнее, чем тест 1G, но, пройдя ее, вам не нужно сдавать тест 1G. Этот тест охватывает позиции 1G и 2G.
2G (разделочный шов) Тестовая позиция.Позиция для сертификации сварщиков 3G
Позиция для сертификации сварщиков 3G представляет собой пластину в вертикальном положении со скошенной кромкой. Это положение зависит от направления движения. Сертификацию по вертикальной сварке можно получить, путешествуя вертикально вверх. Это означает, что вы начинаете сваривать нижнюю часть пластины вверх и вверх. Иногда сварка вертикально вниз означает сварку сверху вниз. Тестовая позиция 3G охватывает позиции 1G, 2G и 3G. Обычно этот тест проводится в вертикальном восходящем направлении.
3G (канавка) Тестовая позицияСертификация сварки 4G
Сертификационная позиция сварки 4G представляет собой пластину в положении над головой со скошенной кромкой. Это положение считается самым сложным для сварки листа, но на самом деле оно ненамного сложнее сварки плоскостей. Тест сварки 4G распространяется на позиции 1G, 2G и 4G, но не распространяется на позицию 3G.
Испытательная позиция 4G (канавка)Сертификация комбинированной сварки 3G и 4G Испытательные позиции
При получении сертификата на сварку конструкций очень часто совмещают сертификацию сварки 3G и 4G. Эти два теста обычно охватывают все положения, и большинство кодов разрешают угловые сварные швы на трубах с минимальным диаметром 24 дюйма.
Сертификация сварки труб
Когда дело доходит до сварки труб, есть четыре основных позиции, и опять же, это обычно сварка разделкой. Существует также система кодирования для определения положений и типов соединений. Они следующие:
- 1 для трубы в горизонтальном положении, которая прокатывается.
- 2 для трубы в фиксированном вертикальном положении.
- 5 для трубы в фиксированном горизонтальном положении.
- 6 для трубы в фиксированном положении под углом 45 градусов.
- R для ограниченного положения.
Так же, как и сварка конструкций, сертификаты сварки труб бывают двух типов:
- F для углового сварного шва.
- G предназначен для сварки разделкой кромок.
Сертификация по сварке труб 1G
Позиция по сертификации по сварке труб 1G — это когда труба находится в горизонтальном положении, и при сварке труба катится. Это в основном сварка в плоском положении. Сертификация сварки труб 1G используется редко.
Позиция для сертификации сварки труб 2G
Позиция для сертификации сварки труб 2G — это труба, стоящая в вертикальном положении. Выполняемый сварной шов представляет собой горизонтальный шов, и труба не может вращаться. Он находится в фиксированном положении.
Испытательная позиция для труб 2GСертификационная позиция для сварки труб 5G
Сертификационная позиция для сварки труб 5G — это сварка труб в горизонтальном положении, которое зафиксировано и не может быть перемещено. Сварка производится потолочная, вертикальная и плоская с полным переходом всех этих положений. Эта позиция имеет два направления движения. Первый — это вертикальное движение вверх, и это наиболее часто используемая прогрессия. Второй — вертикальная последовательность вниз, и она обычно используется для квалификации сварщиков трубопроводов.
Позиция сварки труб 5GПозиция сертификации сварки труб 6G
Далее идет сертификация сварки труб 6G. Это труба, которая стоит под углом https://gowelding.org/welding-certification/smaw-6g-pipe/45 градусов и не может быть перемещена. Этот тест включает в себя все позиции. Что делает эту позицию такой сложной, так это то, что в ней есть легкая и трудная стороны. Все зависит от того, правша вы или левша, а также от используемых процессов сварки. Это единственное испытание позволит сварщику сваривать трубы и пластины во всех положениях. Это самая трудная из всех сварочных должностей и испытание, которое обычно проводится для высокооплачиваемых рабочих мест. Если вам нужно получить один сертификат сварщика, это то, что вам нужно!
Ограниченные сертификаты и испытательные позиции для сварки труб
Ограниченные позиции для сварки труб являются наиболее сложным типом квалификации сварщика или сертификатов сварщика, которые может пройти сварщик. Эти сертификаты по сварке и испытательные позиции предназначены для проверки вашей способности сваривать в тесных и замкнутых пространствах. Доступ к сварному шву ограничен тремя способами:
- Принуждение сварщика к необычным позам и положению тела.
- Другие трубы, потолок или стены, а также ограничительные кольца являются одними из различных препятствий, используемых для блокировки доступа к сварному шву.
- Блокирование визуального доступа к зоне сварки, заставляя сварщика использовать зеркало, чтобы увидеть сварной шов.
Часто это комбинация препятствий и визуальных ограничений, которые будут включены в тест. Ограниченные тесты проводятся в позициях 2G, 5G и 6G, но в большинстве случаев это будут ограниченные тестовые позиции 6GR или 6G.
6GR Ограничительное кольцо для сварки труб Сертификационная позиция
Испытательное положение ограничительного кольца 6G обычно представляет собой 18-дюймовое ограничительное кольцо, расположенное на 1/2 дюйма над сварным соединением. Я видел это в книгах по сварке и в коде AWS. На снимке практический тест, который я прошел и собирался получить этот сертификат сварщика. К сожалению, при поиске процедуры сварки этот тест недоступен. Было показано, но не проверено. Другие коды могут использовать его и иметь проверенную процедуру.
Положение для испытания трубы с ограничением 6GR
Испытание трубы котла 6GR ограничено размещением трубы котла с каждой стороны свариваемого образца. У вас есть ровно 1 дюйм зазора для сварки сбоку трубы. Это, наверное, самые сложные испытания. Испытания труб котлов обычно проводятся методом сварки методом TIG и всегда должны проводиться от руки. Вам также необходимо сварить половину трубы с правой стороны, а другую половину с левой. Ходить по чашке не разрешается, это приведет к мгновенному провалу испытания сварного шва!
6GR Ограниченное испытание труб для котлов Sch 80 Tube. 6GR Зазор сварки труб котла. Другой тип труб котла, который я проходил, имел зазор всего 1/2 дюйма, и все, что я мог сказать, это «Вау, это было туго», но после сварки какое-то время это не имеет большого значения.
6GR Ограничение коробчатого типа, положение для сертификации сварки труб
Судостроительные верфи обычно испытывают трубосварочные аппараты, используя ограниченное положение коробчатого типа. Там ограниченный тест 6G не использует кольцо или другие каналы для блокировки доступа. Вместо этого это более реалистично для работы, выполняемой на верфи. Труба помещается в положение 6G внутри сварочной камеры со стальным потолком. Труба размещается с правой стороны будки (если вы правша) в 12″ от правой стены. Затем 12 дюймов от потолка и 12 дюймов от задней стены. Если смотреть прямо на трубу, правая сторона трубы от 3 до 12 часов практически недоступна. 12 дюймов зазора звучит много, но это 12 дюймов до центра сварного шва. Таким образом, 6-дюймовая труба имеет только 9″ зазора. Зона ограниченного доступа слишком тесна, чтобы просунуть туда голову или что-то увидеть.
Недавно я прошел этот тип теста для своей текущей работы, используя корневую сварку TIG и горячий проход с приваренной остальной частью стержня. Самая сложная часть этого теста — сварка TIG. Чтобы пройти, вам нужно сварить первую четверть трубы правой рукой, вторую четверть левой, затем третью четверть правой рукой с использованием зеркала и, наконец, последнюю четверть левой рукой с использованием зеркала. Наконец, сварной шов должен был пройти рентгеновский контроль. К сожалению, мне не удалось получить разрешение на съемку.
Сертификация сварщика Опорный стержень по сравнению со сварным швом с открытым корнем
Как и все сертификаты сварщиков, многие предлагают два типа корневых отверстий. Первый типичен для сертификатов сварки листов или конструкций и заключается в том, что используется опорный стержень. Второй тип сварного шва с открытым корнем, который обычно используется при сертификации сварки труб. Оба этих типа корней имеют преимущества в зависимости от типа выполняемой работы.
Корень с опорным стержнем
Конструкционная сварка обычно выполняется с использованием опорного стержня, поэтому в этой ситуации уместно использовать опорный стержень. С подкладкой на месте корень сварного шва легче сделать. В то же время, именно так большинство работ по сварке конструкций проверяют своих сварщиков.
Испытательные образцы с прокатной окалиной, отшлифованной минимум на 1 дюйм или 25,6 мм. Проверка корневого отверстия относительно поддерживающего стержня с помощью двух 1/8-дюймовых электродов, чтобы убедиться, что оно составляет 1/4 дюйма. Профиль готового шапочного шва.Сварка с открытым корнем
Что касается сертификатов на сварку труб, то, несмотря на то, что они предлагают опорную планку, это не очень распространено в этой области. В некоторых редких случаях они могут использовать охлаждающее кольцо или опорное кольцо. С пайпом всегда лучше использовать открытый корень. Как и во всех швах с открытым корнем, внутренняя или задняя часть сварного шва должна иметь полное проплавление, как если бы он был приварен с обратной стороны или внутри трубы. В полевых условиях большинство сварных швов на трубах представляют собой швы с открытой корневой разделкой. Сварку с открытым корнем сделать сложнее! Если вы сертифицируете с помощью SMAW, скорее всего, это будет корень E6010 и заполнение и крышка E7018. Это, как правило, дает вам право на большее количество сварочных электродов, чем, скажем, опорный стержень с использованием только электрода E7018. Еще одна распространенная комбинация для испытаний на сварку труб с открытым корнем — корень и горячий проход GTAW с заполнением и крышкой SMAW. Это считается комбинированным типом теста, потому что он сертифицирует вас в двух процессах сварки.
Процессы сертификации сварщиков
Все сертификации сварщиков относятся к разным процессам и процедурам. Наиболее широко используемые процессы сварки:
- Сварка электродом, известная как дуговая сварка в защитном металле или «SMAW»
- Сварка TIG правильно известна как дуговая сварка вольфрамовым электродом в газе или «GTAW».
- Сварка MIG правильно известна как дуговая сварка металлическим газом или «GMAW».
- Дуговая сварка с флюсовым сердечником или сварка проволочным колесом
других типов процессов заключается в том, что они настолько специализированы, что получить работу может быть непросто. Если вы не используете процесс сварки, в котором вы сертифицированы, они обычно становятся бесполезными через шесть месяцев. Делать время и деньги потраченными впустую.
Для новичков в области сварки три лучших сертификата по сварке, которые окупятся быстрее всего, — это комбинация AWS D1.1 3G и 4G SMAW для сварки углеродистой стали и сертификат 3G MIG Welding Certification. Большинство работодателей будут более чем довольны тем, кто прошел эти квалификационные испытания. Эти сертификаты открывают двери для работы в магазине и на местах.
Разрушающий контроль в сравнении с неразрушающим контролем
Когда дело доходит до сертификации сварщиков и испытаний на рабочем месте, существует два метода проверки качества сварного шва. Разрушающий контроль или «DT» и неразрушающий контроль или «NDT». Оба метода имеют свои преимущества и недостатки!
Разрушающий контроль или «DT»
Для большинства сертификатов по сварке, выдаваемых в сварочных школах, обычно используется метод разрушающего контроля. Это недорогой и точный способ узнать, качественно ли сваривает студент-сварщик. Наиболее распространенным является испытание на изгиб купона. Это делается путем проведения испытания сварного шва и разрезания его на полосы, а затем их сгибания, чтобы проверить, выдержит ли сварной шов. Существует много правил, касающихся того, насколько сварной образец может открыться или даже сломаться. Идеальный изогнутый тестовый образец не должен иметь признаков дефектов или вскрытия. Существует много других разрушающих методов испытаний, но наиболее широко используется испытание на изгиб!
Неразрушающий контроль или «НК»
Когда дело доходит до испытаний на стройплощадке, многие сварочные мастерские используют разные методы в зависимости от типа проделанной работы. Когда дело доходит до неразрушающего контроля или «НК», существует множество способов проверить качество сварного шва. Три наиболее распространенных метода:
- Визуальный осмотр сварных швов.
- Испытания на проникновение жидких красителей.
- Радиографическое исследование или рентген.
Визуальный контроль сварных швов является наиболее экономичным из методов неразрушающего контроля, но в то же время он зависит от исключительного усмотрения инспектора. Этот метод в основном используется для некритического контроля сварки и не позволяет обнаружить внутренние дефекты сварного шва.
Это камера для контроля сварки, используемая для обнаружения труднодоступных видимых дефектов.
Камера для контроля сварных швовВизуальный контроль сварных швов является наиболее экономичным из методов неразрушающего контроля, но в то же время он зависит от исключительного усмотрения инспектора. Этот метод в основном используется для некритического контроля сварки и не позволяет обнаружить внутренние дефекты сварного шва.
Метод проникающей жидкости требует затрат на краситель, но он отлично подходит для обнаружения поверхностных дефектов. Все, что делает этот метод, это подсвечивает любые дефекты поверхности.
Когда речь идет о радиографическом контроле или рентгеновском контроле сварных швов, стоимость намного выше, и с этим типом контроля сварных швов также связаны риски. Этот тип контроля сварного шва выявит любой тип дефекта сварного шва и является наиболее точным способом проверки качества сварного шва. Обратной стороной является рентгеновский контроль сварных швов, поскольку в нем используются радиоактивные материалы. Не входите в зону с пометкой «Рентгеновское или радиографическое обследование»! Даже малейшее воздействие гамма-лучей или рентгеновских лучей приведет к смерти в ближайшем будущем! Этот тип контроля сварных швов используется только в том случае, когда безопасность населения находится под угрозой, и люди, проводящие его, имеют исключительную квалификацию для выполнения такого рода работ!
Общий квалификационный тест сварщика для рабочих мест
Когда дело доходит до тестирования на рабочем месте, существует несколько общих комбинаций тестов. Испытания различаются по позициям, процессам сварки и используемому типу контроля сварки. На некоторых рабочих местах может проводиться только визуальный осмотр, на других может проводиться испытание на изгиб, а для большинства работ по сварке труб, скорее всего, ваш сварной шов будет подвергаться рентгеновскому излучению. Не создавайте впечатление, что квалификационный тест сварщика легче, чем сертификация сварщика. Во многих случаях сдать квалификационный экзамен сварщика сложнее, чем сдать сертификат сварщика. Вдобавок ко всему, даже если вы сертифицированы по процессам и должности, вам все равно нужно будет пройти повторное тестирование на соответствие стандартам компании!
Для большинства строительных работ вам, скорее всего, придется столкнуться с испытанием комбинированной сварки 3 и 4G. Большую часть времени испытание будет либо испытанием дуговой сварки электродом с флюсовой проволокой, либо испытанием обоих одновременно. В некоторых случаях вас могут попросить провести комбинированную сварку MIG в режимах 3 и 4G.
Квалификационные испытания сварщиков конструкций для верфей
На судостроительных верфях обычно проверяются сварщики стержнями в положениях комбинированной сварки 3 и 4G, и не допускается плетение швов. Испытания обычно проводятся с опорным стержнем. Когда дело доходит до дуговой сварки порошковой проволокой, тесты представляют собой комбинацию положений 2G, 3G и 4G, но почти всегда предполагается, что это будет сварной шов с открытым корнем с использованием керамической подложки. Если вы никогда не использовали керамическую подложку для сварки, приобретите ее и потренируйтесь перед тестированием!
Квалификационные испытания сварщиков труб для строительства электростанций
Одним из типичных сварочных испытаний для сварщиков труб в строительстве электростанций является труба в положении 6G с использованием корня TIG и горячего прохода с оставшейся частью трубы. заварен E7018 или E8018″. Наиболее распространенным испытанием является 6-дюймовая толстостенная сварка сортамента 80 в положении 6G с корневой сваркой вольфрамовым электродом в среде защитного газа и горячим проходом, тогда как остальная часть сваривается электродом с помощью электрода E8018. Обычно этот тест проводится с помощью рентгеновского излучения, и шлифовка не допускается, но вы можете использовать проволочный круг для очистки шлака! Никакая пористость, грубые перезапуски или проблемные места не могут быть исправлены при прохождении этого теста! Если ваш сварочный колпачок имеет высоту более 1/8 дюйма, то вы не прошли проверку на основании визуальных критериев и критериев усиления сварного шва! На приведенных ниже фотографиях показан практический тест, который я провел, и мне потребовалось около 4 часов, чтобы сварить эту трубу. Это 4 часа, если вы поспешите с тестом. Труба так нагрелась, что мне пришлось опереться на нее тисками.
Когда дело доходит до строительства атомных и угольных электростанций, обычно три сварочных испытания, которые вы должны пройти для работы. Первое испытание представляет собой 2-дюймовую трубу из углеродистой стали с двойными толстыми стенками сортамента 160 в положении 6G с корневой сваркой TIG и горячим проходом, а остальные испытания — сварку электродом методом E8018». Второе испытание также представляет собой 2-дюймовое двойное толстостенное сечение. Труба из углеродистой стали 160 в положении 6G, но она полностью сварена методом TIG. Наконец, 4-дюймовая тонкостенная труба из нержавеющей стали сортамента 5 или 10 сварена методом TIG до конца.
Часто задаваемые вопросы
Сколько времени требуется для получения сертификата?
Это зависит от того, какой тест вы хотите пройти. Тест 3G для новичка может занять от 6 недель до 3 месяцев. Тест 3 и 4G Combo SMAW займет у новичка от 6 до 9 месяцев. Наконец, тест канала 6G у новичка займет от 12 до 18 месяцев. Если у вас есть большой опыт сварки, это сократит ваше время.
Сколько стоит сертификация сварщика?
Все зависит от того, где вы получите сертификат. Я связался со школой сварщиков, в которой я обучался, чтобы узнать некоторые базовые цены. Эти цены взяты из центра тестирования, аккредитованного AWS. Школа представляет собой Институт тестирования сварщиков и обучения в Аллентауне, штат Пенсильвания, их веб-сайт www.welderinstitute.com. Стоимость испытания плиты составляет 143 доллара США, а сертификации сварки труб 6G — 299 долларов США, плюс, если вам нужно попрактиковаться, аренда кабины составляет около 23 долларов США в час.
Если пройти через Американское общество сварщиков, тест трубы 6G обойдется примерно в 1300 долларов. AWS чрезвычайно дорог, и студентам негде пройти сертификацию. Они берут около 500 долларов за книгу кодов сертификации сварщиков, которая охватывает то, что эта веб-страница охватывает без изображений.
Стоимость получения сертификата сварщика в профессиональной школе варьируется. В большинстве профессионально-технических училищ требуется записаться на курс, который стоит около 175 долларов, тестовые пластины стоят около 20 долларов, а купоны на трубку — около 30 долларов. Цены действительно увеличиваются в разы в зависимости от типа металла. Преимущество профессиональной школы заключается в том, что большинство из них позволит вам получить столько сертификатов по сварке, сколько вы хотите, в течение продолжительности обучения. Единственная дополнительная плата — это цена купонов на тестирование.
Где получить сертификат сварщика?
Прежде чем вы решите стать сертифицированным сварщиком, вам следует подумать о том, какую работу вы хотите выполнять и чему вы обучались. В Соединенных Штатах наиболее распространенные и признанные сертификаты сварщиков выдаются Американским обществом сварщиков.
Большинство школ сварщиков, перечисленных на этом сайте, предлагают сертификаты сварщиков, или вы можете связаться с сертифицированным испытательным центром, таким как школа, в которой я учился. Если вы представляете бизнес и вам нужно сертифицировать более одного сварщика, то еще одним вариантом является наем сертифицированного инспектора по сварке, который приедет на вашу рабочую площадку.
Поиск программ для специалистов по сварке
Получите информацию о программах для специалистов по сварке, введя свой почтовый индекс и запросив регистрационную информацию.
Руководство по сварке соединений и деталей
Для повышения качества сантехнических систем необходимо полное руководство по сварке соединений и деталей. Точка или край, к которому прикреплены два или более металла или пластмассы. В результате соединения двух и более заготовок им придается определенная форма. Общество сварщиков называет пять видов сварки Соединения труб : но, угловые, кромочные, внахлестку и тройники. Сварка — сложная задача, требующая терпения, творческого чутья и творческого подхода. Соединения труб должны нуждаться в покрытии, таком как покрытие кольцевого сварного шва , вы должны знать важность покрытия кольцевого сварного шва .
Футерованная трубная система обеспечивает наилучшее обслуживание трубопроводов и обеспечивает более прочное соединение с помощью наших лучших и высококачественных стопорных колец . Получите лучшие услуги по прокладке трубопроводов и сварке трубопроводов, выбрав наши услуги.
Для чего используются сварные соединения?
Изгибая пластины под углом, можно создать одну или обе пластины. Функция сварного соединения состоит в том, чтобы скрепить компоненты вместе, чтобы давление распределялось равномерно. Сильные, компактные, гибкие, силы трения и сдвига в совокупности оказывают давление на сварные соединения.
Типы сварных соединений
1. Соединение встык
Этот тип соединения состоит из двух заготовок в одной плоскости со сомкнутыми кромками или с расположенным рядом корневым отверстием. Бабочки часто используются для соединения пластин, труб, труб или любого другого изделия, когда требуется гладкая горячая поверхность. Кроме того, в сварочных проектах с использованием этой конструкции можно устанавливать автомобильные выхлопные системы или панели дверных швов. Тазобедренные суставы обладают хорошей работоспособностью при правильной настройке и разогреве.
Толщина материала или его применение помогают определить, должны ли края стопорных элементов оставаться прямыми или скошенными. Скошенные кромки часто образуют прочный сварной шов, но требуют много времени и дополнительных наплавок. Квадратные прорези часто используются для небольших предметов, где фиксация края невозможна.
Насадки для стыковых соединений
- Определите, необходимо ли корневое отверстие или оборудование может гореть без него.
- Убедитесь, что сборка деталей выполнена правильно, чтобы свести к минимуму любые проблемы во время сварки и упростить процесс в целом.
- Определите, требуется ли обрезка кромок сварного шва или достаточно комбинированной конструкции с квадратной канавкой.
2. Сварка тройникового соединения
Когда два компонента соединяются под углом 90°, создается сварное соединение. Это приводит к тому, что края встречаются в центре пластины или части Т-образной формы. Тройниковый шов может быть образован путем приваривания трубы к опорной плите и считается угловым сварным швом. Для этого типа сварки важно всегда обеспечивать успешный вход в потолок сварного шва.
Основной металл, как правило, слишком толстый для того, чтобы можно было прорезать чайное соединение, за исключением случаев, когда сварка с обеих сторон не может выдержать собираемую нагрузку. Общим признаком, возникающим в Т-образных соединениях, является разрыв пластинки, который возникает в результате закупорки места соединения. Чтобы предотвратить это, горелки часто используют крышку для предотвращения деформации суставов.
Основные советы по сварке тройниковых соединений
- Соберите части объекта и удалите металлы, которые не нужно использовать.
- Для дополнительного усиления нагрейте стык прокладки со всех четырех сторон.
3. Краевые соединения
Краевое соединение создается, когда сочетание материалов оставляет края заподлицо или почти заподлицо. Эти соединения часто используются там, где оборудование не будет подвергаться дополнительному давлению. Краевую прокладку не следует использовать, если одна или обе части будут подвергаться ударам или другому давлению. Кроме того, эти устройства улучшают качество сварного шва, обеспечивая большее проплавление или улучшая общее покрытие сварного шва при сварке кромочного соединения.
Соединение можно нагревать со всех сторон, что означает, что все стороны можно нагревать для дальнейшего укрепления.
Краевые элементы и угловые соединения имеют много общего. Часть угла обычно находится за пределами сварочного оборудования, тогда как кромочное соединение может находиться внутри рабочей зоны.
Основные советы по стыковке кромок
- Используйте эти элементы только в тех программах, на которые не будет оказываться влияние или давление.
- Во-вторых, отрегулируйте край канавки, чтобы обеспечить достаточное проплавление или улучшить прочность сварного соединения.
- В качестве дополнительного усиления нагрейте стык прокладки со всех четырех сторон.
Объяснение деталей сварных соединений
Сварные валики размещаются в канавке, сделанной на рабочей поверхности или в пространстве между двумя соединяемыми деталями.
1. Угловой сварной шов
Теоретическая линия представляет собой расстояние между сварным швом и корнем, которое перпендикулярно линии, соединяющей ножки по обе стороны от корня, и гипотенузе прямоугольного треугольника, который может быть вписан в крест — участок углового шва. Кроме того, истинным размером горловины является расстояние от корня углового шва до центра его поверхности.
2. Зона сплавления
Расположение расплавленного основного металла во время сварки (определяется по поперечному сечению). Иногда его называют «проникновением наполнителя».
3. Поверхность сварного шва
Справа от того места, где горелка сформировала сварной шов, виден открытый сварной шов.
4. Корень сварного шва
Интерфейс сварного шва и основной металл «дна» сварного шва.
5. Усиление сварки
Часть сварного шва выше основания основного металла.
6. Приварной палец
Видимый соединитель для свариваемой поверхности и металлического основания.
7. Сварка опоры
Расстояние между носком и корнем сварного шва.
Как суставы относятся к карьере сварщика?
Понимание физики встраиваемых конструкций важно для сварщиков, поскольку позволяет им видеть и предвидеть различные силы, которые будут использоваться для нагрева поля. Инженеры используют гибкие стандартизированные системы расчета нагрузки для прогнозирования требований к мощности сварных швов.
Предполагается, что современные сварщики должны понимать типы энергии, используемые при нагреве, и определять наиболее интегрированную конструкцию, чтобы предотвратить разрушение конструкции этими силами. Кроме того, обученные технические специалисты должны знать, как изменить переменные, чтобы устранить дефекты сварки и материалы, такие как трещины или расслоения, вызванные неправильными настройками сварного соединения.
Многопроходная сварка: зоны термического влияния на свариваемых деталях
К компонентам для пайки относится так называемая многопроходная пайка. Бывают ситуации, когда вам придется разместить более одной жемчужины, чтобы сформировать связь или тепло.
Зоны термического влияния, где ягодицы формируются с использованием более чем одной «земли». В первом слое шва находится пораженный участок. Это называется внутренней температурой. А вторичная температура превышает основную температуру и более или менее подвержена влиянию второго слоя.
Кроме того, присадочный металл, который вы добавляете при первом проходе, упрочняется теплом второго прохода или слоя в дополнение к отжигу, воздействующему на основной металл при второй и основной температуре.
Заключение
Современные сварочные аппараты обеспечивают высокую эффективность, качество, производительность и отделку. Меры по сварке улучшили многие области, и их выбор сделал сварку/производство процветающей отраслью; особенно дуговая сварка. Однако, если вы считаете, что ваш элемент хорошо спроектирован, и у вас есть опытный сварочный аппарат, который выполняет свою работу, ваш сварной элемент будет настолько же мощным, как и основные элементы, которые соединяют их вместе. Нагрев MIG создает дугу между непрерывной сварочной проволокой и рабочей поверхностью.
Электросварить шов. Как правильно сварить
Довольно часто требуется соединить металлические детали или фрагменты деталей. Есть несколько способов получить желаемый результат. Чаще всего метод электросварки используют для соединения железных и стальных деталей.
На чем он основан?
Как варить электросваркой? Для того, чтобы понять принцип, нужно вспомнить физику из школьной программы. Один из них соединен с заготовкой. При соприкосновении электрода с этой поверхностью в месте контакта образуется углубление, которое по мере движения электрода заполняется расплавленным металлом. Края металлических деталей плавятся под воздействием огромной температуры и превращаются в единое целое.
Методы зажигания дуги
Изучая сварку металла с помощью электросварки, стоит кое-что узнать о самом методе. Расстояние и электрический высокотемпературный импульс между заготовкой и электродом называется дугой. Есть два способа создания таких условий:
- В первом случае электрод (быстро касаясь) «чиркает» по утюгу, как спичкой. Образовавшуюся дугу необходимо поддерживать, вбивая добавку в нескольких мм от рабочей поверхности металла.
- Во втором случае необходимо резко постучать кончиком электрода по заготовке.
Возникающая дуга не должна гаснуть. Если это все-таки произошло, перед продолжением электросварки швы необходимо очистить от окалины. Несоблюдение этого правила приводит к образованию дырки.
Значение силы тока при сварке
Расчет силы тока, соответствующей толщине электрода, покажет на практике, как научиться варить электросваркой. При недостаточном токе электрод прилипнет, и дуга погаснет. При сильном токе металл будет разбрызгиваться и гореть. Если использовать сварочный трансформатор, то электроду 1 мм соответствует ток 30-35 А. При использовании электрода 3 мм ток 80 А. Если увеличить силу тока, железо можно резать.
Электроды подбираются с учетом химического состава металла. Существует несколько видов этого присадочного материала: сталь
- ;
- биметаллический;
- чугун;
- медь;
- латунь.
Все они маркируются индексом и цифрами, указывающими на тип металла, для какой твердости и толщины.
Учась правильно варить электросваркой, нужно помнить, что для получения качественных швов электроды должны соответствовать толщине металла.
Сварка плоских металлических листов
Тонкий металл (от 1 до 3 мм) соединяется встык без зазоров и добавок, добиваясь хорошего совмещения совмещенных кромок.
Для лучшего прилегания стыков более толстых листов (от 3 до 8 мм) кромки должны быть обрезаны под прямым углом. Между листами оставляют зазор до 2 мм. Материал толщиной 8 мм соединяется двухсторонней сваркой. Для соединения более толстых плоскостей края обрезаются со скосом.
С чего начать учиться варить железо
Обучение правильному приготовлению пищи с помощью электросварки начинается с самых простых процессов.
- Подготовленные детали закрепляют на горизонтальной поверхности (на сварочном столе).
- Прихватки крепятся к ним по краям и по центру.
- Необходимо вставить новую добавку в держатель и прикрепить хомут от массы к детали.
- Сначала отработайте правильный наклон электрода (около 75 градусов) в направлении дуги. При этом необходимо совершать движения, которые как бы загребают расплавленный металл в место соединения.
- Конец электрода должен находиться в центре шва. За счет соблюдения угла наклона капли более равномерно стекают с горячего электрода и образуют ровный качественный валик
- После остывания заготовки шлак необходимо отбить с поверхности детали.
Раз за разом, по мере приобретения опыта, швы будут получаться ровнее и аккуратнее.
Как сделать вертикальный шов
Как сварить вертикальный шов электросваркой? Главное начать с соблюдения всех рекомендаций. Сварка вертикальных швов аналогична горизонтальной сварке, только немного сложнее. Заготовки прихватываются в двух-трех местах. Тогда сварку ведут только снизу вверх, приклеивая по каплям. Весь зазор постепенно заполняется горячим металлом. Как научиться варить электросваркой? Задача состоит в том, чтобы соединить обе кромки, расплавив их сварочной дугой, одновременно направив туда капли металла с конца нагретого до жидкого состояния электрода.
Можно сварить шов не каплями, а так называемой «восьмеркой», но с этим справится только опытный специалист. Итак, если вам интересно узнать, как научиться сваривать вертикальный шов электросваркой, рекомендуется предварительно посмотреть работы опытного сварщика, прислушаться к советам мастеров. И только потом начинать процесс самостоятельно.
Как сделать красивый и прочный угловой шов
Правильно сделать так называемый «тройник» шов не так просто, как научиться варить электросваркой. Этот шов используется, если требуется скрепить детали под разными углами. Металлические детали устанавливаются так, чтобы сварной шов стекал до самого угла. Свариваемые детали, закрепленные лодкой, захватываются с противоположных сторон. Кроме того, один край заготовки приподнимается немного выше. Процесс сварки необходимо начинать с нижней кромки. В этом случае, внимательно следуя инструкции, как правильно варить электросваркой, можно значительно улучшить качество сварного шва.
Какой лучше использовать
- Старые с регулируемым магнитным зазором, позволяющим регулировать силу тока, трансформаторные. Существует множество вариантов и моделей с реостатами и дополнительными дросселями на первичной или вторичной стороне трансформаторов.
- Инверторные аппараты более современные сварочные аппараты. Работая от повышенной частоты, трансформатор таких агрегатов меньше и легче. В таких аппаратах можно плавно регулировать режимы сварки. Регулировку последних нужно проводить аккуратно, иначе устройство может быстро выйти из строя.
Способы сварки труб
При отсутствии опыта лучше научиться сваривать трубу электросваркой на толстом металле. В зависимости от толщины стенки трубы делают несколько проходов. Многослойная сварка улучшает механические свойства получаемого шва, и соединение становится прочнее.
Сначала приваривается полукольцо в одну сторону, потом во вторую. При способе ведения шва «сверху вниз» используют 4-мм электроды, имеющие органическое напыление. При короткой дуге, опираясь на образовавшийся «козырек», навесное оборудование приводится в движение небольшими боковыми колебаниями.
При работе методом «снизу вверх» скорость резко снижается. Поперечные колебания электрода делают 3-5 мм.
Когда закончились трубы, сначала нужно подготовить и разложить весь материал на сварочном столе или стенде. Затем их центрируют и стягивают, чтобы получить необходимый для сварки зазор. Собранные соединения скрепляются.
Трубы малого диаметра соединяют сплошной сваркой, большого диаметра — прерывистым способом. После завершения всех сварочных процессов рабочую поверхность металла очищают от окалины, застывших брызг, шлака. Проводится контрольный осмотр для выявления трещин или прожогов, появляющихся кратеров или пор. При наличии непроваренных мест шов восстанавливают.
В целях собственной безопасности работать при сварке нужно в замшевых перчатках и рукавицах, в маске сварщика, в кирзовых или толстых кожаных ботинках и в х/б халате. Рядом должен быть огнетушитель или емкость с водой.
На сегодняшний день существует множество способов соединения металлов. Но чтобы понять, как правильно проложить сварной шов, необходимо более подробно изучить принципы и способы сварки. По техническим характеристикам методы делятся на два типа:
- съемный;
- цельный.
Разъемные соединения — это соединения, в которых можно отсоединить части, не нарушая соединительных элементов. Например, болт и гайка. Но самым прочным считается неразъемное соединение, так как при нем детали не разъединяются без разрыва соединительных частей. К этому типу относятся сварные и заклепочные виды соединений. Если необходимо получить качественное и надежное соединение, лучшим вариантом будет сварной шов.
Зачастую мастера по сварке элементов приобретают сварочные аппараты без каких-либо навыков и опыта работы. А после неудач начинают задаваться вопросом, как правильно уложить сварной шов.
Принципы процесса сварки
Различные виды сварки.
Сварка — процесс соединения отдельных металлических элементов, при котором используется электросварка. Соединительные элементы плавятся под действием электрической дуги и электрода, представляющего собой металлический стержень со специальным покрытием. с и прочность сварного шва в значительной степени зависят от различных факторов:
- сварочный аппарат; регулятор тока
- ;
- размер используемого электрода;
- по классификации и квалификации сварщика.
В бытовой и производственной сферах применяют несколько видов сварки, которые, в свою очередь, делятся на группы:
- газопрессовая;
- контакт; ролик
- ;
- электрошлаковый;
- термит;
- трения.
При газовой сварке используется открытое пламя ацетилкислорода. Преимуществом этого метода является его высокая производительность. Этот метод широко используется в газовой и нефтяной промышленности. Он распространен в трубопроводах, а также широко используется в машиностроении.
Если в сети низкое напряжение, то часто применяют контактную сварку, но должно быть высокое значение электрического тока. При этом способе допустима точечная и стыковая сварка. Следовательно, по шву легче работать.
Для освоения технологии сварки необходимо приобрести сварочный аппарат. Его можно взять в аренду, а если он необходим для длительной работы, то разумнее будет его купить. Сегодня специализированные магазины могут предложить ряд сварочных аппаратов, среди которых есть аппараты, оснащенные регулятором тока.
Вернуться к оглавлению
Последовательность прокладки сварного шва
Чтобы научиться правильно укладывать сварной шов, важно учитывать, что электроды необходимо подбирать с учетом толщины свариваемого металла, а сила тока должна быть установлена на электродах.
Метод расчета не сложный, например:
- при применении сварочных трансформаторов с сечением электрода 1 мм ток должен соответствовать 30-40 А;
- сварочный инвертор с размером электрода 3 мм требует тока 80 А, а при токе 100 А возможна резка металла.
Что касается помещения, то не беда, но при выполнении сварочных работ по обеспечению пожарной безопасности необходимо запастись ведром воды. Перед началом сварочных работ необходимо подготовить все инструменты, чтобы они были под рукой. Свариваемые детали в местах швов следует зачистить металлической щеткой. Для того чтобы шов был ровным и аккуратным, свариваемые детали рекомендуется предварительно установить с помощью струбцин или тисков.
Для того, чтобы иметь представление о том, как правильно работать с электросваркой, желательно сначала потренироваться наваривать валики на плоскости, а при выполнении этого процесса оптимальным вариантом будет использование электродов сечением 3 мм, так как они самые популярные.
Важно учитывать, что для работы лучше всего использовать только что купленные электроды, так как купленные давно могут впитывать влагу, что затрудняет процесс сварки.
Следующие действия:
- Необходимо прикрепить массу к рабочему элементу струбциной;
- Электрод вставлен в держатель.
- Дуга зажигается при использовании одного из двух способов: зажигание спичкой или постукивание по свариваемой детали.
- Далее сварка производится путем ведения электрода по поверхности (угол должен выдерживаться на уровне 75°), при этом должны производиться вибрационные дроби, по принципу работы это напоминает загребание под дугой кратера расплавленной массы металла.
- В итоге получается качественный ровный шов.
Сделать ровный качественный шов несложно. Важно иметь хотя бы небольшие познания в физике, необходимое качественное оборудование и немного сноровки.
Требуется много практики, чтобы научиться хорошо готовить. Моментов, когда требуется сварить сваркой, невероятное количество, и это может потребоваться дома, на даче, в квартире, в гараже , в любом многоэтажном строительстве, в частности, в таких сферах деятельности, как строительство или ремонт дома, а также в сантехнике, водоснабжении и водоотведении и прочее. Наем специалистов для выполнения сварочных работ – удовольствие недешевое, а потому многие предпочитают варить необходимые элементы самостоятельно. Как это сделать правильно? Научиться работе с электросваркой с нуля непросто, но вполне возможно, и для этого можно посетить уроки для начинающих, приобрести самоучитель для чайников или воспользоваться советами, представленными ниже.
- Рекомендации: как правильно сваривать металл
- Варианты сварки
- Советы: как научиться варить электросварку самостоятельно
- О каких дефектах стоит знать, чтобы сделать правильный шов
- Меры предосторожности перед сваркой электродами
- Нюансы для начинающих сварщиков
- Как варить электросваркой (видеоуроки)
- Примеры сварных швов (фото)
Для сварки металлических листов или труб потребуется ознакомиться с техникой безопасности, изучить процесс работы, внимательно соблюдать технологию или нанять сварщика типа трубача.
Многие думают, что достаточно уметь пользоваться электродами и как сваривать швы, но нужно знать все тонкости работы, особенно что касается соединения 2х разных металлов и какие электроды нужны.
Перед началом сварки металла необходимо ознакомиться с рекомендациями специалистов и посмотреть мастер-класс
Теория это одно, но нужен курс практики, чтобы начать сварку различных конструкций самостоятельно без оплошностей и вероятности протечек. Например, перед сваркой каждый элемент необходимо зафиксировать стяжкой, хомутами и другими элементами.
Вам необходимо знать:
- Какие проблемы могут возникнуть;
- Как избежать дефектов;
- Какая технология сварки для того или иного типа элементов.
Кроме того, могут потребоваться прихватки или, другими словами, поперечные швы, каждый из которых удерживает стык стыков, причем устанавливать их желательно на расстоянии 10 см друг от друга.
Варианты сварки
Существуют различные виды швов, которые могут отличаться друг от друга по разным факторам, в частности по способу соединения металлических изделий. Это те самые азы сварки, которым обучают новичков.
Шов может быть:
- Встык;
- Перекрытие;
- Тавровый.
Сварочные швы могут различаться в зависимости от типа сварочного аппарата
Профессия электросварщика очень сложная и требует иногда слишком больших затрат сил и энергии, так как металлические изделия можно сваривать даже под потолком. Классификация швов может основываться на том, где они расположены в пространстве, и различать вертикальные, горизонтальные, потолочные виды.
Советы: как научиться варить электросварку самостоятельно
Самостоятельно сварить металлоконструкцию за 1 день вполне реально, если знать, сколько потребуется электродов, какие нужно использовать, и при условии, что товар не большой.
И что еще нужно иметь в виду, чтобы научиться готовить самому:
- Сварщику важно не только правильно работать, но и изучить азы, в частности, что такое режим работы требуется для конкретного материала, так как металл может быть изготовлен из стали, сплавов или из таких листов, как цвет мет.
- Вам обязательно следует изучить методы, которыми можно сделать тот или иной шов.
- Необходимо правильно подойти к выбору электродов и сварочной проволоки.
Если изначально вам не нужно становиться профессионалом высшей категории, то научиться сварке можно самостоятельно, если посмотреть видеоуроки, чертежи со швами, а также изучить советы профессионалов. Обучение будет долгим, но возможно продуктивным, особенно если постепенно пытаться производить швы, увеличивая количество опыта работы.
Для начала сварки нужны электроды и сам сварочный аппарат.
Чтобы научиться хорошо готовить, стоит получить соответствующее образование.
Многие предпочитают использовать резант, так как техника выдерживает длительные нагрузки, что позволяет быстро закончить работу. При первых попытках работы со сваркой лучше использовать действительно инвертор, а уж потом, при большом опыте, можно и с любым другим устройством. Что касается электродов, то желательно выбрать «3». Они просты в использовании, а главное, не перегружают электрическую сеть.
В целом сварочное оборудование делится на типы — трансформаторное, выпрямительное, инверторное. Почему инверторы остаются популярными? Они компактны, легки и очень просты в обращении для новичка. На первых шагах к изучению сварки стоит брать более простые виды металла и желательно ровные элементы, чтобы не усложнять задачу.
Перед сваркой необходимо подготовить:
- Ведро с водой;
- Шлаковый молоток;
- Железная щетка;
- Маска, защищающая область лица и шеи;
- Перчатки из специальной ткани, пропитанной составом для исключения возгорания и выгорания полотна;
- Специальная одежда с длинными рукавами.
Не забывайте, что сварное дело пожароопасно, а потому находиться рядом с легковоспламеняющимися или легковоспламеняющимися предметами категорически запрещается во избежание тяжелых последствий.
О каких дефектах стоит знать, чтобы сделать правильный шов
Сделать красивые швы, имеющие идеальный вид, не так-то просто, так как даже специалист с большим опытом не всегда может провести процесс максимально грамотно. Все зависит не только от того, соблюдаются ли правила и правильно ли выбран угол наклона электрода, но и от многих моментов.
Стоит отметить, что в любой методичке есть данные о дефектах, с которыми необходимо ознакомиться.
Правильный валик сварного шва выглядит аккуратно и имеет почти одинаковую толщину в разных местах
Есть критические, а есть некритичные, то есть такие, которые можно оставить без дополнительной обработки. Узнаем, как отличить качественный шов от некачественного и почему возникают дефекты.
Дефекты:
- Непровар — дефект, при котором происходит недостаточное заполнение пространства стыка жидким металлом, это влияет на прочность соединения. Причиной может быть слабое напряжение, слишком большая скорость, с которой движется электрод. После того, как ток был откорректирован, а длина дуги сокращена, дефект должен быть устранен.
- Подрез. Этот дефект свидетельствует о наличии канавки по шву. Причиной опять же может стать слишком длинная дуга, из-за которой шов получается не просто плохой, а широкий. Это приводит к неполному прогреву металла, из-за чего кромки начинают быстро затвердевать. Для устранения проблемы стоит уменьшить длину дуги и увеличить силу тока.
- Прогары — это сквозные отверстия на стыках. Причина в большом токе, если медленно вести электрод, и слишком больших зазорах между торцами деталей. Дефект может быть устранен коррекцией режима сварки.
- Если на шве образуются поры, хаотично разбросанные по всей длине шва, то это связано с наличием сквозняка в помещении, из-за которого газовое облако выдувается из рабочей зоны или, если металл покрывается ржавчиной.
Имеются и другие дефекты в виде трещин, либо шов просто лопается, это происходит сразу после остывания металла. Они могут быть продольными и поперечными. В зависимости от того, когда они образовались, они могут быть горячими или холодными.
Меры предосторожности перед сваркой электродами
Независимо от того, где применяется ручная походная электродуговая сварка своими руками, необходимо соблюдать меры предосторожности, что отражено в каждом учебном пособии по сварке.
Меры предосторожности:
- Категорически запрещается использовать дуговую сварку на морозе и в помещении с повышенной влажностью.
- Обязательно наличие маски и защитного щитка, которые защитят глаза от ожогов.
- Одежда должна быть со специальной пропиткой, с которой будут скатываться искры и капли раскаленного металла.
При сварке металла обязательно использование защитной маски
Руки должны быть закрыты замшевыми перчатками или специальными брезентовыми рукавицами. В связи с тем, что сварочные работы проводятся при высокой температуре, и вероятность возгорания очень высока, процесс следует проводить там, где поблизости есть вода или огнетушитель.
Нюансы для начинающих сварщиков
В вопросе сварки есть много советов и даже секретов для каждого мастера, но есть ряд общих указаний, руководствуясь которыми, можно выполнять работы и укладывать швы практически на одном уровне. профессиональный уровень, даже при самообучении.
Нюансы:
- Обязательно нужно помнить о заземлении, а именно есть специальный зажим, который нужно плотно прикладывать к детали.
- Обязательно проверьте изоляцию кабеля и насколько аккуратно он заправлен в деталь.
- Как только подключается масса, выбирается сила тока, она зависит от типа электродов и от материала.
- Перед зажиганием дуги электрод должен быть расположен под углом 60° к материалу.
Принцип сварки и схема работы не слишком сложны. А именно, если начать медленно водить электродом по металлу, начнут образовываться искры, что свидетельствует об образовании сварочной дуги. Для этого электрод необходимо держать так, чтобы расстояние между ним и полотном составляло 5 мм.
В процессе работы электрод сгорит, но спешить его передвигать не нужно.
Новичкам необходимо сначала сделать небольшие сварные швы.
Скорость, с которой следует накладывать шов, зависит от того, должен он быть тонким или толстым. При залипании электрода достаточно просто сдвинуть или наклонить его в сторону. Трюк простой, но эффективный. Стоит отметить, что есть такое понятие, как сварочная ванна, и она может иметь разные размеры. Например, ширина 8-15 мм, длина 10-30 мм, глубина 6 мм.
Формат зависит от:
- Местонахождения — в помещении или в космосе;
- Режим сварки;
- Конфигурации каждой соединяемой детали;
- Размер и форма края;
- Скорости перемещения по дуге.
Методы сварки можно использовать для изготовления котла для отопления или для соединения водопроводных труб. Просто очень много мест, где используется сварочное оборудование, ведь с его помощью возводят заборы, делают детские площадки, собирают металлоконструкции многоэтажек, монтируют водосточные системы, устанавливают перила и прочее.
Имея не только навыки работы со сварочным оборудованием, но и соответствующее образование, вы сможете обустроить свой дом или участок всеми необходимыми конструкциями, а также устроиться на престижную работу. Естественно, в почете те сварщики, которые имеют полное представление о своей работе, режимах сварки, особенностях и нюансах этого дела.
Как варить электросваркой (видеоуроки)
Отличить новичка от профессионала очень легко, так как он не будет торопиться и переваривать швы придется не раз. Если требуются качественные сварочные работы, но не хватает опыта или знаний, то лучше доверить процесс профессионалам, способным выполнить все на высшем уровне и при этом предоставить гарантию качества.
Примеры сварных швов (фото)
Сварка – самый популярный способ соединения металлических изделий. Но часто используемый не значит простой. Науку о том, как правильно заложить шов сваркой, нужно познавать так же, как и другие. Получить теоретические знания и даже получить сертификат о прохождении профильного обучения несложно. В ходе первого эксперимента выясняется, что не всегда получается сделать красивый сварной шов.
Опытные мастера знают, как правильно наложить сварной шов. Но, и они могут столкнуться с нештатной ситуацией, так как технологии в сварочном деле идут вперед и промышленность выпускает более современное оборудование. Следует постоянно совершенствовать свои навыки и осваивать новые способы, как правильно выполнить шов сваркой.
Типы сварки
Различные виды сварки отличаются друг от друга тем, как они воздействуют на соединяемые материалы.
- Arc … Наиболее часто используемый метод из-за его простоты. При дуговой сварке в качестве плавящегося инструмента используется электрод. С его помощью дуга зажигается и удерживается на протяжении всего процесса сварки. Электрод выбирают в зависимости от марки металла, а его диаметр зависит от ширины шва.
- Газ … Источником тепла для газовой сварки является горелка. От него под действием сильного давления уходит пламя, которое образовалось при сгорании смеси, состоящей из горючего газа типа ацетилена и кислорода.
- Полуавтомат … Используется механическое устройство — полуавтомат. Роль электрода играет проволока с автоматизированной ее подачей. Туда же поступает газ, задача которого защитить расплавленный металл от агрессивного воздействия окружающей среды. Возможна установка различных режимов, что дает возможность сваривать многопроходные швы полуавтоматом.
- Автомат … В отличие от полуавтомата, весь процесс осуществляется сварочным аппаратом. Нужно только настроить машину на конкретную операцию.
- Сварка ВИГ … Популярно среди профессионалов. Привлекла своей универсальностью и возможностью сваривать металл разной толщины.
Независимо от того, какой вид сварки используется, правильный сварочный шов получится в результате соблюдения требований технологического процесса, проведения подготовительных работ и выполнения рекомендаций.
Разновидности сварных швов
Как правильно выполнить сварной шов, во многом зависит от его типа.
К геометрическим параметрам шва относятся его ширина, длина, глубина, размер выпуклости. Красивый сварной шов можно получить только при удачном подборе его параметров для каждого конкретного случая.
Стыковые швы получают обычным соединением металлических поверхностей или их концов. Этот процесс не занимает много времени. Расход металла также минимален. При соединении в стиле Т получается конструкция, похожая на перевернутую букву «Т».
Преимущество этого метода в том, что его можно использовать для соединения элементов, имеющих значительную разницу в ширине. Использование установки «лодочка» делает процесс сварки более удобным и снижает вероятность брака. Обычно такое соединение выполняется за один проход.
Угловое соединение обычно выполняется под прямым углом, но возможны небольшие отклонения от этого значения. Более прочное соединение получается при сварке с обеих сторон. Метод внахлест подходит для тонких деталей. При размещении одной детали на другой кипячение осуществляется с обеих сторон.
Важным моментом в правильном выполнении сварного шва является правильный выбор скоса кромок. Доступны различные варианты. Кроме того, возможно соединение без скашивания краев, например, методом внахлест.
Обучение
Существенный по своей важности момент, как сделать красивый шов при сварке, это правильная подготовительная работа. Поскольку процесс сопровождается появлением огня, необходимо тщательно подготовить рабочее место сварщика, выполняющего работу. Обеспечить защитную одежду и маску. Рядом с местом работы не должно быть легковоспламеняющихся предметов и материалов.
Свариваемая деталь должна быть очищена от грязи, пыли, остатков на ее поверхности пятен краски, жира и масла. Кроме механического воздействия допустимо использование растворителей или спирта.
Если используется сварочное оборудование, то предварительно следует проверить его работоспособность. Затем выберите режим и установите необходимые параметры. При неисправности устройства его эксплуатация строго запрещена.
Возбуждение дуги
Одним из основных моментов правильной сварки швов является правильное возбуждение дуги. Следует выбрать один из известных методов. Первый из них заключается в том, что, держа электрод в руке, коснуться его кончиком металла и быстро отвести назад на расстояние 2-4 миллиметров. Промедление грозит прилипанием электрода к металлу. В результате получится дуга. Если этого не произошло, следует повторить попытку.
Другой способ – быстрым движением провести электродом по металлической поверхности и тут же приподнять его на несколько миллиметров. Один из секретов правильного наложения сварного шва заключается в поддержании короткой дуги на протяжении всего процесса сварки. Это обеспечит ровную сварку и качественный шов с хорошим внешним видом. Однако при слишком короткой дуге процесс может прерваться, что вызовет появление дефекта в виде кратера. Чтобы продолжить работу, кратер необходимо заварить.
Бесконтактное зажигание дуги возможно при использовании осциллятора. Он служит дополнением к основному сварочному аппарату. Для возбуждения дуги электрод следует приблизить к поверхности металла на расстояние около 5 миллиметров. Затем нажмите соответствующую кнопку на осцилляторе и дождитесь появления сварочной дуги.
Положение электрода
Знание того, как выполнять сварку, начинается со знания того, как расположить электрод. В противном случае может возникнуть ситуация, при которой произойдет зашлаковывание шва, что не пойдет на пользу его качеству.
Возможны три варианта положения электрода при сварке. Первые два подразумевают его наклон в разные стороны в тех же пределах, а третий происходит под прямым углом.
Наклон вперед предполагает перемещение вперед от сварочного аппарата. Подходит для сварки нетолстых металлов в вертикальном и горизонтальном положениях. При «обратном угле» движение направлено к сварщику. Подходит для коротких расстояний для стыковых и угловых швов. Для труднодоступных мест используйте 9положение под углом 0 градусов. Это несколько сложнее, но решает вопрос со сваркой потолочного шва.
Перемещения электродов
Идеальный сварной шов, точнее приближение к нему, возможен при удачном выборе способа перемещения электрода при сварке. Наиболее распространены движения по оси электрода и по оси шва. Но простое движение в заданном направлении не принесет желаемого результата. В результате получится узкий нитевидный шов. Его можно использовать в качестве первого шва при многопроходной сварке.
Для получения желаемого эффекта движения должны быть колебательными. Это обеспечит получение шва необходимой ширины, хороший прогрев не только корня шва, но и его краев.
Траектории, по которым происходит колебательное боковое движение:
- зигзаг;
- петля;
- пунктирная линия;
- елочка или треугольники;
- полумесяц;
- серп.
Все движения выполняются поперек направления сварного шва.
Ломаная линия используется, когда металлические листы должны быть сварены встык в нижнем положении. Полумесяц выбирают для стыковых и угловых швов. Перед сваркой елочкой необходимо предварительно сделать наплавку небольшой поверхности, на которой она будет держаться. Простая техника направления электрода узором «елочка» заключается в том, чтобы переместить его горизонтально, а затем расположить немного выше посередине шва.
Серповидное движение можно использовать для сварки TIG. В этом случае ширина шва будет большой, но ее можно контролировать в процессе самого процесса сварки. Поперечные движения полумесяца гарантируют хорошую сварку кромок деталей.
Использование шарнира обеспечивает красивое соединение при сварке тонких металлов. Цепочка петель должна быть непрерывной. Применение петлеобразных движений оправдано, когда необходимо хорошо прогреть края шва. Это особенно важно при сварке деталей из высоколегированной стали. Амплитуда возвратно-поступательных движений выбирается в зависимости от необходимой ширины шва.
Выбор схемы движения для решения задачи, как сделать красивый шов, зависит от его положения в пространстве. Швы бывают горизонтальные и вертикальные. Горизонтальный шов, расположенный вверху, называется потолочным швом. Он самый сложный в исполнении, так как сварщик должен длительное время находиться в неудобном положении. Горизонтальный шов можно выполнить двумя способами – движениями влево или вправо.
При сварке в вертикальном направлении направление движения шва снизу вверх. Выполнить вертикальный шов сложнее, чем горизонтальный, потому что расплавленный металл интенсивно стекает вниз. Если двигаться сверху вниз, то капли металла при застывании образуют прочную преграду для продолжения шва. Сварку вертикального шва следует выполнять короткой дугой.
Включения
Инородными включениями называют полости внутри шва, заполненные шлаком, флюсом, оксидом, посторонним металлом.
При попадании частиц шлака в сварной шов образуется дефект, называемый шлаковыми включениями. Сварной шов зашлакован, если кромки и сварочная проволока недостаточно хорошо очищены от грязи и окислов. К другим причинам, по которым шов зашлакован, относятся: сварка длинной дугой, малая сила тока, слишком быстрый процесс сварки. Если выполняется многозаходный шов, то внутрь могут попасть шлаки при отсутствии очистки предыдущих слоев.
Шлаковые участки уменьшают площадь поперечного сечения шва, что приводит к снижению прочности.
Флюсовые включения возникают в результате того, что гранулы флюса не успели раствориться в жидком металле и не всплыли на его поверхность. Для предотвращения такой ситуации необходимо использовать флюс высокого качества и не допускать его непреднамеренного попадания в сварочную ванну. Инородные тела могут случайно попасть в сварочную ванну.
Выбор инвертора
Правильный сварной шов можно получить, выбрав правильное оборудование для конкретных условий сварки. Сварочный инвертор — это надежный компактный аппарат, которым легко пользоваться. Характеристики позволяют генерировать токи разной величины, что дает возможность сваривать детали разной толщины и разных марок металлов. Имеется система автоматического отключения при скачках сетевого напряжения, перегреве и слишком длительной работе.
Одной из важных характеристик при выборе инвертора является его мощность. В инструкции по эксплуатации указывается период непрерывной эксплуатации той или иной модели. Дополнительные опции делают работу с ним более удобной.
Возможные ошибки
Советы профессионалов помогут вам научиться получать надежные и красивые швы и правильно их сваривать. К основным ошибкам, не позволяющим получить качественный шов, относятся:
- Слишком быстрое перемещение электрода. В результате шов получается неровным.
- Чрезмерно низкая скорость ведения электрода. Образуются прожоги, которые являются серьезным дефектом и недопустимы в ответственных конструкциях.
- Неправильно выдержанный угол наклона электрода . Должен быть в пределах от 30 до 60 градусов. При превышении этих значений нарушается ровность шва.
- Сварка металлов разных марок с очень разными характеристиками, в частности температурой плавления. Когда один металл уже расплавился, а второй еще лишь слегка нагрет, то сварка происходить не может. Появляются трещины, которые необходимо устранять.
- Работа с мокрыми электродами. Перед началом сварки их необходимо просушить или даже прокалить. Влажность вызывает неравномерное горение дуги.
- Неправильно выбран режим сварки, тип электрода, значение тока.
- Длина дуги слишком длинная или слишком короткая.
- Применение сварочного оборудования с просроченным сроком поверки.
- Недостаточный нагрев кромок. Для этого необходимо подобрать поперечные колебательные движения, размах которых соответствует ширине шва.
- Большой зазор между деталями может привести к усадке.
Хорошие сварные швы не могут быть получены с наличием в них пор. Причин их появления в сварном шве множество:
- недостаточная очистка кромок, оставление на них грязи, ржавчины, окалины;
- высокое содержание влаги на кромках и электроде;
- наличие сквозняков в зоне сварки;
- электроды низкого качества;
- большая разница в химическом составе материалов основы и наполнителя.
Со временем приходит опыт, как правильно вести сварку. Это мастерство сварщика, профессия которого востребована и престижна.
Сварка – один из основных способов соединения двух элементов, а сварочные швы – это участки, соединяющие между собой две металлические заготовки. Такие спайки получаются при плавлении и последующем охлаждении стали.
Хороший сварщик должен знать виды сварных соединений и уметь выполнять все виды швов . Без этих навыков невозможно сделать качественную и долговечную конструкцию.
Типы соединений
Сварные швы делятся на 5 вариантов:
- внахлестку;
- параллельный;
- приклад;
- уголок;
- Т-образные.
Перекрытие часто используется для создания цилиндрических резервуаров, которые планируется эксплуатировать в горизонтальном или вертикальном положении. Сварные элементы перекрываются, но не перекрываются полностью. В результате получается конструкция, похожая на ступеньку. Сварочные швы наносят на торцевые стороны деталей .
Методы параллельной наплавки используются для повышения прочности конструкции. Оба компонента плотно прилегают друг к другу и герметизируются сваркой со стороны ребер. С помощью этого приема можно укрепить конструкции, внешний вид которых будет подвержен сильным механическим воздействиям. Однако такую технологию запрещается использовать при ремонте движущихся механизмов.
Прикладной вариант наиболее популярен. Свариваемые детали должны находиться в одной плоскости, одна напротив другой. Это соединение используется для соединения водопроводных труб, дымоходов, складских помещений или стальных колонн. Также эта система используется в машиностроении, при производстве воздушного и водного транспорта, на военных заводах. Да и создание такой «склейки» требует минимум денег и времени.
Угловые сварные швы хорошо подходят для соединения нескольких заготовок, которые должны располагаться под прямым углом. Заготовку изготавливают следующим образом: детали устанавливают под углом 90° (в виде символа «Г»), а на стыке кромок накладывают сварной шов. Эта сварка распространена как в промышленности, так и в домашнем хозяйстве. А с его помощью можно сделать прочные опоры или котлы.
Т-образный сварной шов или Т-образный сварной шов отличается от других тем, что готовая деталь будет выглядеть как «Т». Неопытному человеку создать это будет сложно, так как в процессе важно учитывать ограничения, связанные с удержанием электрода (рекомендуется придерживаться угла 60°). При этом толщина соединяемых листов может отличаться. Также для выполнения потребуется больше проволоки, а элементы, сваренные Т-методом, могут выйти с браком.
Техника работы
Движения стержня по сплошной линии будет недостаточно для хорошего сварного шва , и чтобы стать мастером своего дела, нужно понимать технику использования аппарата. Основные особенности технологии – постоянный контроль зазора между компонентами. Если расстояние будет слишком маленьким, то сталь будет плохо нагреваться, что негативно скажется на ее прочности. Следует контролировать как скорость наведения штатива, так и основную процедуру пайки. Главное, чтобы расплавленный металл равномерно распределился по канавке.
Как правильно накладывать швы :
- Готовьте круговыми или зигзагообразными движениями. Траектория должна сохраняться на протяжении всего сцепления.
- Держите ручку под правильным углом. Чем круче уклон, тем меньше глубина пропаривания.
- Контроль темпа движения электрода. Все зависит от напряжения аппарата. Высокий ток позволяет держателю двигаться с большей скоростью, и швы в конечном итоге становятся тоньше.
- Грамотно выбирайте адгезионные слои. В стыковых соединениях может быть выполнено несколько рядов, однако чаще при такой технике выполняется тавровый сварной шов.
Учет этих правил поможет добиться желаемого результата, а специалист точно произведет сварку любого типа.
Способы нанесения
Способы нанесения включают:
- Горизонтальный тип. По правилам накладывать шов можно как справа налево, так и в обратном направлении.